Монтаж фланцевого соединения и его ремонт
Виды фланцевых соединений делят на те, что свободно вращаются, на накидные, резьбовые и приваренные к трубам.
Чтобы уплотнить фланцевое соединение, прибегают к таким привалочным поверхностям:
- до 25 кг/см2 — поверхность гладкая на обоих фланцах;
- до 40 кг/см2 — один фланец имеет выступ, другой впадину;
- Для овальных и восьмиугольных прокладок, которые выдерживают высокое давление, обе поверхности фланцев имеют канавки.
Монтаж фланцевых соединений:
Монтаж фланцевых соединений подразумевает, что поверхности фланцев уплотнят, выравняют перекосы, удалят зазоры, отверстия для болтов расположат симметрично.
Нельзя неравномерно затягивать шпильки, чтобы выравнять перекосы, и устанавливать клиновые прокладки, чтобы устранить зазоры.
Существуют правила во время сборки фланцев:
- болты для трубопровода, который работает под температурой больше 300°C, нужно прографитить;
- ГОСТ указывает правильный размер прокладок;
- Фланцевые соединения должны иметь гайки болтов с одной стороны;
- Чтобы обеспечить фланцам параллельное расположение относительно друг друга, болты нужно затягивать поочередно, крест накрест;
- концы болтов и шпилек не должны выходить из гайке более чем на половину их диаметра, длина выхода всех концов должна быть одинакова.


Ремонт фланцевых соединений:
Если температура фланцев не изолированных с прогревом трубопровода начинает расти быстрее температуры крепежных деталей, фланцевое соединение пропускает жидкость или газ. Различие между темперой дает расширение, фланцы дают осадку из-за дополнительных усилий, а жидкость пропускается через соединение. Также соединение может быть плохо подогнано: поверхности могут не соприкасаться, иметь дефекты, на соединении могут слабо затянуть болты и шпильки, использовать неисправные прокладки.
Перед установкой прокладки следует проверить ее на наличие трещин, изломов, пор. Внимательно очищают уплотняющие поверхности, которые не должны содержать забоин и раковин.
Для разведения фланцев, чтобы сменить прокладки, используют клин и зубило. Часто такие инструменты повреждают зеркала фланца, из-за этого для их разъединения применяют специальные приспособления.
Ремонт трубопроводов
В этом случае ремонт фланцевых соединений подразумевает устранение дефектов, появившихся в процессе эксплуатации. Следует обязательно проверить и очистить трубопроводы, если замечено, что при работе они закоксовываются и подвергаются коррозии.
Следует обязательно проверить и очистить трубопроводы, если замечено, что при работе они закоксовываются и подвергаются коррозии.
Ремонт фланцевого соединения включает:
- проверка и ремонт всех опор и подвесок;
- устранение утечки во фланцевых соединениях, обтяжка фланцев, смена прокладок;
- проверка сальников арматуры;
- проверка герметичности арматуры;
- замена изношенных трубопроводов.
Перед ремонтом трубопроводы освобождают от продукта. Потеки, запах, изменение в режиме перекачки сигнализирую о пропуске рабочих трубопроводов. Такие пропуски устраняют с помощью хомутов в форме трубы. Устанавливают таким образом, чтобы при стягивании прокладка (асбест, поранит резина, свинец, фторопласт ) оставалась зажатой между трубой и хомутом и заполняло неплотности. Среда эксплуатации трубопровода определяет материал прокладки — уплотнитель должен исправно выполнять функцию: не подвергаться разрушению, растворению. Стандартная резина выдерживает температуру до +50°C. Трубопроводные системы для транспортировки газа, горячей воды, пара, нефтепродуктов и др. жидкости, которые выдерживают температуру до 400°C и давление до 40 ат., применяют прокладку из паронита.
Стандартная резина выдерживает температуру до +50°C. Трубопроводные системы для транспортировки газа, горячей воды, пара, нефтепродуктов и др. жидкости, которые выдерживают температуру до 400°C и давление до 40 ат., применяют прокладку из паронита.
Аварию, вызванную разрывом сварочного шва, устраняют, удаляя дефектный участок с последующей заваркой. Если участок большой — его заменяют. Для этого трубопровод освобождают от продукта и участок, длиной равной не менее одному диаметру трубы, вырезают. Вместо него заваривают кусок трубы.
Испытание трубопроводных систем:
Монтаж фланцевого соединения заканчивается гидравлическим испытанием на прочность и плотность, после его промывают и продувают. Затем испытывают на герметичность инертным газом и воздухом.
Чтобы выпустить воздух, трубопроводную систему заглушают приварными заглушками с двух концов. После этого полностью открывают арматуру, которая была установлена. Устанавливают монтажные катушки на место регулирующих клапанов и измерительных устройств. Штуцера для КИП заглушают. Возможно провести испытание с тепло- и антикоррозионной изоляцией.
Штуцера для КИП заглушают. Возможно провести испытание с тепло- и антикоррозионной изоляцией.
Трубопровод заполняется водой с температурой 5-40°C, но чтоб не вызывала появления потения. Если температура ниже 0, то принимаются меры против замерзания. Поршневым насосом создают необходимое давление опрессовки 1,25-1,5 от рабочего, но не менее 2 ат. Напорные нефтяные трубопроводы должны быть подвергнуты гидравлическому испытанию при пробном давлении, превышающее в полтора раза рабочее. При заполнении водой полностью вытеснить весь воздух. Давление повышать плавно. Скорость подъёма давления должна быть указана в проектной документации. Использовать для подъёма давления сжатый воздух или газ, не допускается. Отключают трубопровод от насоса.
Выдержка длится 10 минут, что проверяет на наличие выпучены, потеков. Давление контролируют с помощью двух манометров — их класс должен быть от 1,5, диаметром от 160 мм и со шкалой 4/3 от измеряемого. Их устанавливают по одному — около агрегата и в отдаленной точке.
Теперь давление снижают, чтобы рассмотреть сварные швы (испытывают на плотность).При осмотре можно обстукивать молотком не тяжелее 1,5 кг. Пневматическое испытание не допускает такое обстукивание. После окончания изучения швов давление снова повышают на уровень для испытания и держат его в течении 5 минут, а потом опять снижают до обычного и второй раз внимательно рассматривают трубопроводную систему.
Длительность просмотра и проверки надежности герметичных разъемных соединений определяет длительность испытания.
Затем открывают воздушки и опорожняют трубопровод через дренажи. Результаты удовлетворительные если не произошло разрывов, видимых деформаций, падения давления по манометру, не обнаружено течи и запотевания. Подчеканка сварных швов запрещается. При неудовлетворительных результатах дефекты устраняются, а испытания повторяются. Результаты оформляются актом или заносятся в паспорт трубопровода.
Допускается замена гидравлического испытания на пневматическое в случаях:
- если опоры не рассчитаны на вес воды;
- при Т ниже 0 и опасности промерзания;
- если применение жидкости не допустимо.

При условии контроля испытания методом акустической эмиссии и положительной температуре воздуха.
Пневматическое испытание на прочность и плотность
Проводят с помощью воздуха и инертного газа. Поднимать давление плавно со скоростью 5 % от Рпр в мин., но не более 2 ат в минуту с периодическим осмотром трубопровода при давлениях до 2-х ат два раза, более 2-х – 3. во время осмотра подъём давления прекратить.
Особый звук и мыльная эмульсия являются знаком утечки.
После окончания гидравлического испытания трубопровод опорожняется и продувается воздухом до полного удаления воды. Затем дополнительно проводятся пневматические испытания на герметичность воздухом или инертным газом под рабочим давлением в течении 24 часов новых и не менее 4-х часов ремонтируемых.
Чтобы выровнять температуру, после выдержки определяют скорость падения давления. Термометры, установленные по разным концам трубопровода, помогают контролировать температуру. Падение давления должно быть не менее 0,2% за час.
Комплект Belzona для ремонта фланцевых соединений
Комплект Belzona для ремонта фланцевых соединений
Комплект Belzona для ремонта фланцевых соединений разработан специально для восстановления сопряженных поверхностей фланцев, поврежденных в результате тепловой деформации, коррозии и эрозии. В сочетании с двухкомпонентными эпоксидными композитами, такими как Belzona 1111 (Super Metal), этот набор Belzona обеспечивает эффективное и простое в использовании решение для ремонта фланцевых соединений.
В большинстве случаев фланцевые соединения подвержены воздействию вызывающих коррозию химических веществ, местной коррозии, контактной коррозии и пара высокого давления, что приводит к износу и последующему образованию течей. Проверенная более чем 10-ти летним опытом технология формирования поверхностей фланцев Belzona, исключает потребность в огнеопасных ремонтных методах, включая сварку и резку, позволяя быстро провести ремонт в аварийных ситуациях даже на таких труднодоступных участках, как оффшорные платформы.
Комплект Belzona для ремонта фланцевых соединений содержит все необходимое оборудование для формирования поверхностей фланцев, исключая потребность держать в запасе фланцы и формеры различного размера. Этот комплект включает 6 пластиковых формеров многократного применения для ремонта фланцев самых распространенных размеров, а также другие инструменты для простого и быстрого ремонта.
Основные преимущества:
- Набор всего необходимого оборудования в одном комплекте
- Каждый формер поверхности фланцев подлежит многократному использованию
- Этот легкий комплект легко транспортировать в случае необходимости аварийного ремонта и для применения на труднодоступных участках
- Сокращение времени простоя производства, так как не требуется замена частей оборудования
Области применения комплекта Belzona для ремонта фланцевых соединений:
- Восстановление поврежденных сопряженных поверхностей фланцев
- Защита от коррозии новых и находившихся в эксплуатации фланцев
- Изоляция разнородных металлов для защиты от формирования коррозионных элементов
- Набор может быть использован в сочетании с решениями Belzona для ремонта втулок патрубков и внутренней облицовки технологических емкостей для создания бесшовной сплошной внутренней облицовки, которая заканчивается за пределами стен технологического оборудования
| Ключевая техническая информация: | |
|---|---|
| Подходит для ремонта фланцев размером | ANSI 300# 3” XS, STD, 40, 80, 120, 160, XXS ANSI 300# 4” XS, STD, 40, 80, 120, 160, XXS |
| Рабочие давления и температуры | Фланцевые поверхности с выступом ANSI 300# при температуре до 120oC |
| Подходит для подложек | Углеродистая сталь, медно-никелевый сплав, дуплексная нержавеющая сталь, аустенитная нержавеющая сталь, инконель, монель и хастеллой |
| Стандарты подготовки поверхности | Рекомендуемый стандарт чистоты Sa2. 5 и средняя глубина профиля поверхности 75 мкм. Электроинструмент для очистки должен соответствовать стандарту SSPS-SP11 для получения неокрашенной металлической очищенной поверхности с минимальным профилем 25 мкм. 5 и средняя глубина профиля поверхности 75 мкм. Электроинструмент для очистки должен соответствовать стандарту SSPS-SP11 для получения неокрашенной металлической очищенной поверхности с минимальным профилем 25 мкм. |
| Типичные применения | Формирование поврежденных коррозией поверхностей фланцев в следующих системах при условии, что фланец имеет прочную структуру и может быть прикреплен с помощью болтов к необходимому соединению: а) Морская вода (вода систем пожаротушения, закачка воды и т.д.) б) Стоки в) Водная пленкообразующая пена г) Воздух д) Дизель/ топливо для вертолетов е) Смазывающие вещества/ масла для уплотнения ё) Гликоль ж) Охлаждающие и нагревательные среды з) Грязь и цемент и) Воздушные отверстия |
| Ограничения для фланцев с выступом | В углеводородных средах, ремонт Belzona на фланцах с выступом был протестирован при давлении до 150 бар. |
Дополнительная информация
Для более подробной информации об этом продукте, пожалуйста, свяжитесь с нами или обратитесь к Вашему региональному дистрибьютору.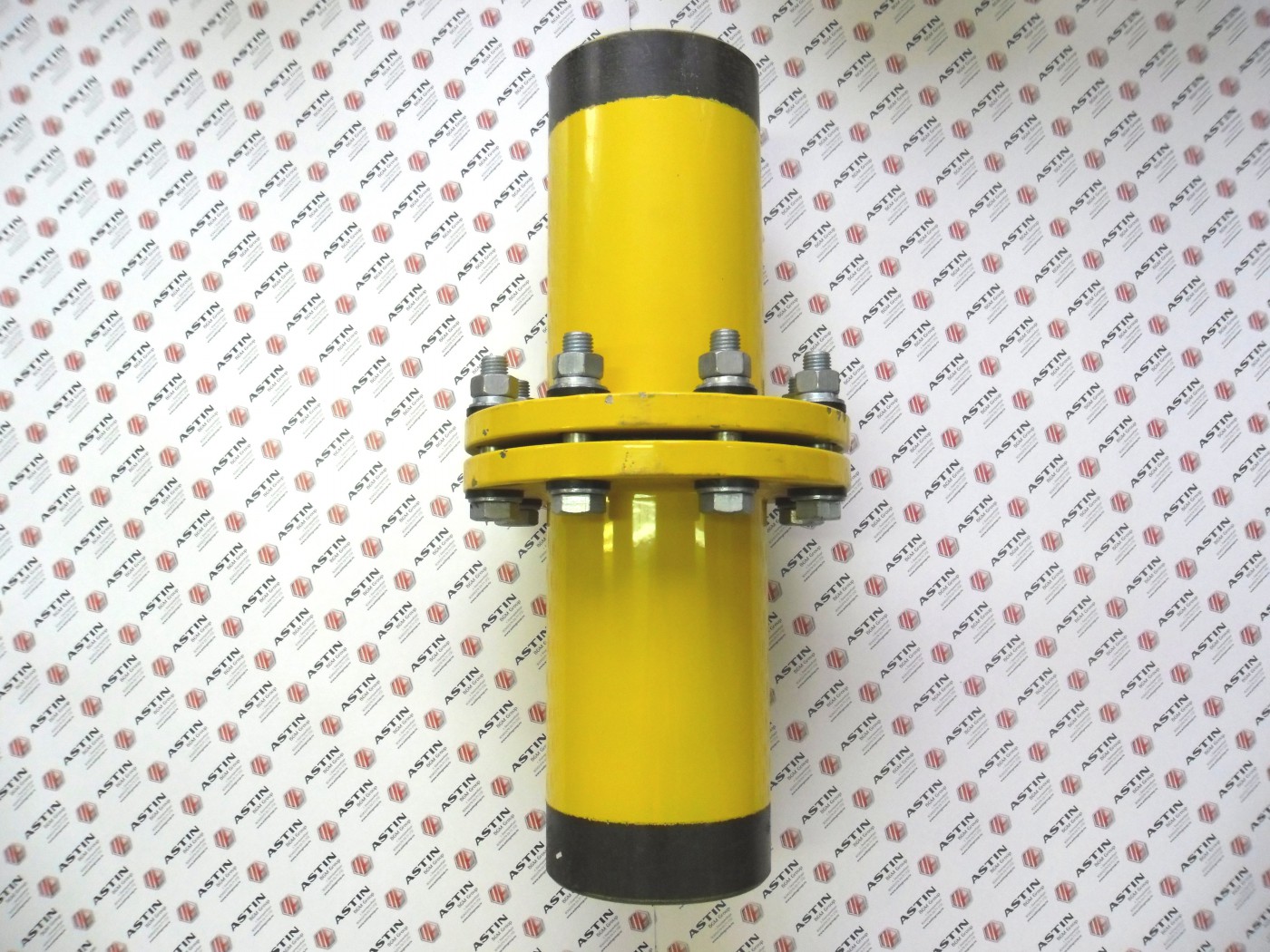
Для доступа к дополнительной информации, включая Паспорта Безопасности Веществ и Материалов и Инструкции по Применению, зарегистрируйтесь на Belzona Connect.
Профессиональный ремонт фланцев приемной трубы глушителя Nissan
15.12.2018
Сквозная коррозия глушителя в месте соединения приемной трубы и средней части — часто проявляется после 4-х лет эксплуатации на моделях Nissan Qashqai J10, X-Trail T31, Tiida C11, Note E11, Juke F15. Регулярное попадание влаги на разогретую до высокой температуры поверхность приемной трубы вызывает сквозную коррозию.
Вместо дорогостоящей замены приемной трубы глушителя Nissan мы отремонтируем только пришедшее в негодность фланцевое соединение!
Калькулятор ремонта глушителя Nissan
Мы установим новое подвижное фланцевое соединение приемной трубы или гибкую гофру на выбор. При необходимости заменим все прокладки, болты и пружины крепления. Защитим сварные швы от коррозии напылением высокотемпературного алюминиевого покрытия.
Мы ремонтируем сотни глушителей Ниссан каждый месяц, знаем все тонкости и выполним все работы быстро и качественно!
YouTube видео ремонта глушителя
Мы ремонтируем сотни глушителей каждый месяц, знаем все тонкости и выполняем работы быстро и качественно!
Ремонт глушителя на Instagram
Смотрите, как мы работаем и делитесь комментариями.
Фотогалерея ремонта приемной трубы
Мы срезаем поврежденное коррозией и устанавливаем новое фланцевое соединение приемной трубы. При необходимости заменяем прокладки, болты и пружины крепления. Защищаем сварные швы от коррозии напылением высокотемпературного алюминиевого покрытия. Полностью восстанавливаем приемную трубу глушителя без затрат на покупку новой!
Защищаем сварные швы от коррозии напылением высокотемпературного алюминиевого покрытия. Полностью восстанавливаем приемную трубу глушителя без затрат на покупку новой!
Сквозная коррозия фланцев приемной трубы и средней части глушителя Nissan после 4-х лет эксплуатации автомобиля.
Отрезание фланцевого соединения средней части глушителя и приёмной трубы в месте коррозии. Производится без демонтажа глушителя.
Срезанное фланцевое соединение приемной трубы и средней части глушителя Nissan со сквозной коррозией.
Новое ремонтное фланцевое соединение приемной трубы и средней части глушителя Nissan в комплекте с прокладкой, пружинами и болтами.
Монтаж новых ремонтных фланцев глушителя
Сварка ремонтных фланцев глушителя Nissan. Производится без демонтажа приемной трубы и средней части глушителя (резонатора).
Сварной шов ремонтного фланца со стороны приемной трубы глушителя Nissan. Сварка производится без демонтажа приемной трубы.
Сварной шов ремонтного фланца со стороны средней части глушителя Nissan. Сварка производится без демонтажа средней части глушителя.
Новое фланцевое соединение глушителя после ремонта. Сварные швы защищены от коррозии напылением высокотемпературного алюминиевого покрытия.
Другие новости
31.12.2021 В феврале скидка 20% новым клиентам на месяц
09.06.2021 Полная замена масла АКПП и CVT-вариаторов на стенде Motul Evo
06.06.2021 3-фазная мойка кузова, уборка и химчистка салона, детейлинг моторного отсека
05.03.2021 Новая услуга: промывка масляной системы Motul+
Ремонт стальных трубопроводов
Наиболее часто встречающаяся неисправность стальных трубопроводов — течи.
Порядок их устранения зависит от места и причины возникновения.
Причиной протечки в месте фланцевых соединений обычно является износ прокладки. Для устранения течи прокладку необходимо заменить. Перекройте контрольный вентиль, прекратив подачу воды на ремонтируемый участок трубопровода. Разберите фланцевое соединение, выкрутив все болты. Удалите прокладку и счистите остатки уплотнителя с торцов фланцев. Установите новую прокладку, материал которой зависит от транспортируемой среды. Если ее температура не превышает 80 °С, подойдет прокладка из технической резины, при температуре среды выше 80 °С (например, в трубопроводе горячего водоснабжения) лучше использовать прокладку из паронита толщиной 2-3 мм. С одной стороны соединения в отверстия фланцев вкрутите болты (их резьбу предварительно смажьте графитом, замешанным на минеральном масле), а с другой стороны накрутите на болты гайки. Для равномерного уплотнения прокладки и предотвращения перекоса фланцевого соединения гайки затягивайте равномерно в крестообразном порядке. По правилам выполнения фланцевых соединений концы болтов не должны выступать из гайки более чем на половину своего диаметра, поэтому в случае необходимости используйте шайбы.
Разберите фланцевое соединение, выкрутив все болты. Удалите прокладку и счистите остатки уплотнителя с торцов фланцев. Установите новую прокладку, материал которой зависит от транспортируемой среды. Если ее температура не превышает 80 °С, подойдет прокладка из технической резины, при температуре среды выше 80 °С (например, в трубопроводе горячего водоснабжения) лучше использовать прокладку из паронита толщиной 2-3 мм. С одной стороны соединения в отверстия фланцев вкрутите болты (их резьбу предварительно смажьте графитом, замешанным на минеральном масле), а с другой стороны накрутите на болты гайки. Для равномерного уплотнения прокладки и предотвращения перекоса фланцевого соединения гайки затягивайте равномерно в крестообразном порядке. По правилам выполнения фланцевых соединений концы болтов не должны выступать из гайки более чем на половину своего диаметра, поэтому в случае необходимости используйте шайбы.
Если течь образовалась в месте резьбового соединения, скорее всего, причиной ее возникновения является износ уплотнителя. Для устранения такой неисправности перекройте контрольный вентиль и разберите дефектное соединение. Случается, что резьбовое соединение оказывается крепко «схвачено» ржавчиной, а если при сборке узла был использован уплотнитель, пропитанный краской, то разобрать соединение можно, лишь основательно прогрев его в пламени паяльной лампы или газовой горелки, при этом краска и остатки уплотнителя выгорят, и детали можно будет раскрутить.
Для устранения такой неисправности перекройте контрольный вентиль и разберите дефектное соединение. Случается, что резьбовое соединение оказывается крепко «схвачено» ржавчиной, а если при сборке узла был использован уплотнитель, пропитанный краской, то разобрать соединение можно, лишь основательно прогрев его в пламени паяльной лампы или газовой горелки, при этом краска и остатки уплотнителя выгорят, и детали можно будет раскрутить.
Очистите резьбу соединяемых деталей от старого уплотнителя, если на металле имеются следы коррозии, обработайте детали антикоррозийным средством и хорошо просушите. На резьбу конусообразно (от начала с утолщением к концу) по часовой стрелке туго намотайте уплотнительную ленту или смазанные суриком льняные пряди. Первые 2-3 нитки резьбы оставьте свободными, иначе уплотнитель может попасть в трубу, что в будущем приведет к образованию засора. Кроме того, свободные нитки резьбы будет легче захватить внутренней резьбой накручиваемой на трубу детали. Заново выполнив соединение, ни в коем случае не откручивайте установленную деталь даже на несколько градусов, иначе резьба порвет волокна уплотнителя, соединение разгерметизируется, и течь возобновится.
Течи на ровных (без соединений) участках трубопровода обычно имеют характер свищей, которые образуются в результате коррозии металла. Способ их устранения зависит от формы и размера свища. Но в любом случае перед началом ремонтных работ на дефектный участок трубопровода следует прекратить подачу воды, перекрыв контрольный вентиль.
Если свищ имеет точечный характер, то, вооружившись керном или дрелью, расширьте образовавшееся отверстие до такого размера, чтобы в него можно было вкрутить болт. С помощью метчика нарежьте соответствующую резьбу. На резьбу намотайте уплотнитель, оставив первые несколько ниток свободными, и ввинтите болт в подготовленное отверстие.
Если свищ имеет продолговатую форму, то для устранения течи используйте временный бандаж -резиновый уплотнитель и металлический хомут на болтах. Из листа технической резины вырежьте полоску такого размера, чтобы по ширине уплотнитель был больше свища приблизительно в 1,5 раза, а его длина позволила полностью обернуть трубу. К уплотнителю подберите металлический хомут соответствующей ширины и диаметра. Оберните трубу резиновой полоской, сверху наденьте хомут и стяните его с одной или двух сторон (в зависимости от конструкции) при помощи болтов.
К уплотнителю подберите металлический хомут соответствующей ширины и диаметра. Оберните трубу резиновой полоской, сверху наденьте хомут и стяните его с одной или двух сторон (в зависимости от конструкции) при помощи болтов.
Свищ в стальном трубопроводе можно ликвидировать и с помощью клеевого бандажа. Для него вам потребуется стеклоткань, эпоксидный клей и клей БФ-2. Из стеклоткани вырежьте ленту, длина ленты должна позволить сделать шесть слоев намотки на трубу, а ширина должна быть больше длины свища приблизительно в 1,5 раза (если свищ небольшой, то ширина ленты должна превышать диаметр трубы на 30-40 %).
Чтобы ткань во время работы не осыпалась, кромки срезов обработайте клеем БФ-2. Затем подготовьте трубу для наложения бандажа: очистите ее от грязи металлической щеткой и напильником, тщательно протрите ацетоном или бензином. Далее с помощью шпателя пропитайте ленту эпоксидным клеем: расстелите ленту, нанесите на нее клей и шпателем распределите его тонким слоем по всей поверхности, прижимая инструмент, чтобы клей проникал глубоко в ткань.
Подготовленной тканью обмотайте трубу, при этом проследите, чтобы намотка осуществлялась с натягом и без перекосов. Сверху бандаж зафиксируйте металлической лентой. Воду по трубопроводу можно пускать лишь после полного отвердения клея.
Если повреждение трубы имеет значительные размеры, то часть трубы проще и надежнее заменить новым отрезком. Перекрыв контрольный вентиль, вырежьте дефектный участок трубы, на обрезанных концах нарежьте резьбу. Подберите для замены отрезок трубы длиной на 2-3 мм меньше удаленного и нарежьте на ее концах резьбу: на одном конце обычную, на втором — длинную. На конец отрезка с длинной резьбой накрутите контргайку и муфту, последнюю отгоните подальше, чтобы открылась резьба на участке 1,5-2 см. На один из концов трубопровода накрутите муфту и короткой резьбой вкрутите в нее заменяемый отрезок трубы. Теперь разрыв трубопровода должен составлять 2-3 мм. Замкните трубопровод муфтой, скрутив ее с длинной резьбы, и «подожмите» соединение контргайкой. Все резьбовые соединения выполняйте с помощью уплотнительной ленты или льняных прядей, пропитанных суриком.
РЕМОНТ КАРДАНОВ — Фланец карданного вала
Существует несколько способов присоединения фланцев карданного вала.
KV или XS | Соединение с кинематическим замыканием Фланец с разнонаправленными зубьями (Kreuzverzahnung), в соответствии со стандартом ISO 8667 для соединительного фланца и ISO 12667 для фланца карданного вала.
Существуют: KV120, KV150, KV165, KV180, KV210. где 120…208 – максимальный диаметр фланца, мм. | |
| DIN | Фрикционное соединение Стандарт DIN в соответствии со стандартом ISO 7646 для фланцевого соединения. Центрирование происходит по выточке (углублению) во фланце. Применяется от 4 до 10 отверстий. Существуют DIN30, DIN 35, DIN42, DIN47, DIN57, DIN67, DIN 75, DIN90, DIN95, DIN110, DIN140 и др. где 30…140 – диаметр центрирующей выточки фланца, мм. | |
| SAE | Фрикционное соединение Стандарт SAE в соответствии со стандартом ISO 7647 для фланцевого соединения. Центрирование происходит по цилиндрическому выступу. Применяется от 4 до 16 отверстий. Существуют SAE40 SAE42 SAE45 SAE50 SAE56 SAE57,1 SAE60,3 SAE65 SAE69,9 SAE95,25 SAE168,2 SAE177,7 SAE196,8 и др. где 40…196,8 – диаметр центрирующего выступа фланца, мм. |

В настоящее время при изготовлении карданных валов все чаще применяются фланцы с торцевыми шлицами KV или XS. Это обусловлено повышенной точностью центрирования, простотой обслуживания, удобством установки благодаря сокращению количества болтов.
Соединения карданных валов
Необходимость в последовательном соединении карданных валов может потребоваться для получения большей длины передачи, для обведения (обхода) других деталей автомобиля/оборудования
Основные виды соединений карданных валов
| Карданный вал с промежуточным валом | |
| Карданный вал с двумя промежуточными валами | |
| два карданных вала с двойным промежуточным подшипником |
В данных конфигурациях положения отдельных вилок и углов поворота следует отрегулировать таким образом, чтобы степень неравномерности вращения и сила реакции на соединительные подшипники были минимальными.
Устранение течи во фланце, хомут для устранения течи во фланце
Хомут для ремонта течи фланца Зажимы для ремонта фланцев Фланцевые ремонтные хомуты — устранение утечек во фланцевых прокладках Фланцевые ремонтные хомуты Установки WA-FRC представляют собой постоянные ремонтные хомуты для протекающей фланцевой прокладки. Блок устанавливается без вывода линии из эксплуатации.
Блок устанавливается без вывода линии из эксплуатации.
Рабочее давление в трубопроводе до 2500 фунтов на кв. дюйм, уплотнения могут быть изготовлены из Viton, NBR, EDPM.
Не требуется никакой специальной подготовки поверхности фланца, никаких дорогостоящих остановок для установки.
Фланцевые ремонтные хомутымогут быть установлены обслуживающим персоналом компании. Нет никаких изменений существующих фланцев, кроме очистки фланца.
Во время планового технического обслуживания можно снять ремонтный хомут фланца и заменить прокладку. Устройство может быть возвращено в эксплуатацию или храниться в магазинах для будущего ремонта.
Впускные патрубки используются для полной герметизации отсека. В случае небольшого зазора между фланцами трубопровода можно установить прокладки для временной герметизации до и во время впрыска.
Спецификация изделия:
1. Корпус: ASTM A516 Gr. 70
70
2. Шпильки: ASTM A193 Gr.. B7
3. Гайки: ASTM A194 Gr.2H
4. Прокладки: NBR
Стандарты дизайна:
- API SPEC 6H, Спецификации торцевых заглушек, соединителей и вертлюгов
- API SPEC 5L, Спецификация для линейной трубы
- Кодекс ASME для сосудов под давлением, раздел VIII
- ASME/ANSI B18.2.1, болты с квадратной и шестигранной головкой, а также винты, дюймовая серия
Листы для ремонта течи фланцевого хомута:
Паспорт герметичности фланцаТечь через фланец Заказ меры Требования
Характеристики материалов Стандартные компоненты зажима
- Корпус: — ASTM A516
- Шпильки: — A193 Gr.B7
- Гайки: — A194 Гр. 2ч.
Хомуты для устранения утечек в трубах — ремонт точечных отверстий
WA Зажим для ремонта точечных утечек
Хомут для устранения утечек с отверстием для штифта в трубе использует установочный штифт, который направляет остроконечное уплотнение в отверстие для утечки.
Затем к конусному уплотнению прикладывается давление с помощью силового винта, и, как только уплотнение сжимается, штифт может быть удален, таким образом завершая уплотнение.
Течи
для ремонта ямных хомутов способны выдерживать рабочее давление до 138 бар (2000 фунтов на кв. дюйм).
Материалы: SS-316 / направляющее отверстие SS 316
Уплотнение: Nuna «N»
ASTM-A 193-B7 и ASTM-A-194-2H
WA хомуты для устранения утечек с точечным отверстием : специально разработаны для устранения утечек высокого давления в трубопроводах. Простота установки. Используйте для ремонта небольших коррозионных ям.
Заказ:
Размер трубы: наружный диаметр
Среда в трубопроводе
Рабочее давление
Конфигурации зависят от запроса клиента.
| Местоположение | Диапазон размеров (дюймы) | Класс ANSI | ||
| Морские/наземные | Минимум | Максимум | Минимум | Максимум |
| Морские/наземные | 1 | 18 | 150 | 2500 |
| 20 | 38 | 150 | 1500 | |
| 40 | 56 | 150 | 600 | |
Загрузить листы зажимов для ремонта ям
Свяжитесь с нами: Westatlantic Tech Corp. ., 902 455 4455
., 902 455 4455
Вернуться на главную страницу
хомуты для ремонта штифтовых отверстий, штифтовые отверстия для утечек в трубах, ремонтные хомуты.США и Канада, США: Техас, Техас, Хьюстон, Нью-Йорк, Нью-Йорк, Иллинойс, Иллинойс, Северная Дакота, Северная Дакота, Айова, Айова, Огайо, Огайо, Мичиган, Нью-Йорк, Нью-Йорк, Юта, Арканзас, Кентукки, KC, Калифорния , Калифорния, Колорадо, Денвер, Луизиана, Лос-Анджелес, Флорида, Флорида, Пенсильвания, Пенсильвания. Висконсин, Висконсин. Канада, Онтарио, Оквилл, Торонто, Лондон, Гамильтон, Миссиссога. Альберта, AB; Эдмонтон, Форт МакМюррей, Калгари.
 Британская Колумбия, Британская Колумбия; Келоуна, Ванкувер, Принц Руперт, Китимат. Саскачеван, Словакия; Регина, Саскатун, Принц Альберт, Эстеван, Свифт Каррент.Манитоба МБ; Виннипег, Томпсон. Квебек, королевский адвокат; Монреаль, Квебек, Труа-Ривье, Шебугамо, Шербрук. QC, Альберта, Саскачеван, Манитоба, Квебек, Нью-Брансуик, NS, Ньюфаундленд, NL
Британская Колумбия, Британская Колумбия; Келоуна, Ванкувер, Принц Руперт, Китимат. Саскачеван, Словакия; Регина, Саскатун, Принц Альберт, Эстеван, Свифт Каррент.Манитоба МБ; Виннипег, Томпсон. Квебек, королевский адвокат; Монреаль, Квебек, Труа-Ривье, Шебугамо, Шербрук. QC, Альберта, Саскачеван, Манитоба, Квебек, Нью-Брансуик, NS, Ньюфаундленд, NLБаза знаний :: Ремонт фланцев
Небольшой надрез или выемка
Сильная точечная коррозия/коррозия – с одной стороны
Сильная точечная коррозия/коррозия – обе стороны
Небольшой надрез или выдолбление
Фланцы с небольшим надрезом или выемкой могут быть отремонтированы следующим образом:
1) Подготовьте ремонтную зону в соответствии с Руководством по подготовке металлов.Затем тщательно обезжирьте поверхность с помощью Metal Prep II™.
2) Смешайте небольшое количество Steelstick™ в соответствии с инструкциями. Хорошо вдавите материал в полость и оставьте небольшой выступ над поверхностью фланца. (Рис. 1)
Хорошо вдавите материал в полость и оставьте небольшой выступ над поверхностью фланца. (Рис. 1)
3) После того, как Steelstick™ затвердеет (обычно через 15–20 минут), отшлифуйте поверхность до гладкости, используя абразив для мокрой резки с зернистостью от 400 до 600. (Рис. 2)
4) Теперь фланец готов вернуться на поверхность.
Сильная точечная коррозия/коррозия – с одной стороны
1) Подготовьте поверхность фланца с изъязвлениями в соответствии с Руководством по подготовке металлов.Тщательно очистите и обезжирьте с помощью Metal Prep II™.
2) Нанесите силиконовую смазку и разделительное средство ML900 на поверхность исправного или нового фланца. Также нанесите его на сборочные болты, а затем вставьте их в отверстия фланца.
3) Нанесите ML400 Machinable Repair™ на поверхность фланца с ямками толщиной не менее 1/16 дюйма (рис. 3)
4) Соберите оба фланца и скрепите болтами. Удалите излишки материала и дайте ему полностью застыть. (Рис. 4)
(Рис. 4)
5) Разберите и очистите/отшлифуйте отверстия под болты.Теперь фланец готов к работе.
ПРИМЕЧАНИЕ. Этот ремонт не следует проводить на фланцах с рабочей температурой выше 300°F.
Сильная точечная коррозия/коррозия с обеих сторон
Фланцы с задирами или ямками на обеих поверхностях можно отремонтировать следующим образом: (рис. 5 и 6):
1) Отшлифуйте поверхность фланцев с изъязвлениями путем пескоструйной обработки, шлифовки, механической чистки или пескоструйной обработки. Очистите с помощью обезжиривателя Metal Prep II™.
2) Закройте все отверстия под болты пробками, деревянными пробками или замазкой.
3) Подготовьте плоскую гладкую металлическую пластину, выступающую за диаметр фланцев, которая будет служить формой для новой поверхности прокладки. Нанесите силиконовую смазку и разделительное средство ML900.
4) Нанесите на обе поверхности фланца с изъязвлениями состав ML400 Machinable Repair™ толщиной не менее 1/16 дюйма.
5) Установите гладкую металлическую пластину между фланцами, зажмите их вместе, сотрите лишний материал и дождитесь полного отверждения.
6) Разберите и очистите/отшлифуйте участки вокруг болтовых отверстий. Установите новую прокладку и верните в эксплуатацию.
Примечание. Этот ремонт не следует проводить на фланцах с рабочей температурой выше 300°F.
Зажим для устранения течи фланца
Хомут для ремонта течи фланца Зажим для устранения течи фланцаОстанавливает протечки фланцевых прокладок.
Фланцевые ремонтные хомуты просты в установке.
Не требуется специальной подготовки поверхности перед установкой Они могут быть установлены обслуживающим персоналом компании. Сверление или изменение фланцев не требуется.
Утечка болта останавливается путем впрыска подходящей герметизирующей жидкости через впускные патрубки. Зажимы
Зажимы
прошли гидравлические испытания по классу ANSI при 1,3-кратном рабочем давлении.
могут быть установлены на работающей линии.
Во время планового ремонта их можно снять, очистить, заменить прокладку и вернуть фланцы в эксплуатацию.
Зажимы для ремонта фланцевможно восстановить и переустановить в другом месте.
Паспорт герметичности фланцев.
Характеристики материалов Стандартные компоненты зажима
- Корпус: — ASTM A516
- Шпильки: — A193 Gr. B7
- Гайки: — A194 Гр. 2ч.
Свяжитесь с нами: Westatlantic Tech Corp., 902 455 4455
Вернуться на главную страницу
США и Канада, течь фланца, ремонтный хомут.
 Альберта, AB; Эдмонтон, Форт-Мак-Мюррей, Калгари, Форт-Нельсон, Гранд-Прери, Лиойдминстер, Ред-Дир, Летбридж. Британская Колумбия, Британская Колумбия; Келоуна, Ванкувер, Принс-Руперт, Китимат, Терраса, Форт-Сент-Джон. Саскачеван, Словакия, Регина, Саскатун, Принц Альберт, Эстеван, Свифт Каррент. Манитоба, МБ, Виннипег, Томпсон. Онтарио, Онтарио; Торонто, Лондон, Оттава, Гамильтон, Миссиссога. Квебек, Квебек, Монреаль, Квебек-Сити, Труа-Ривье, Валь-д’Ор, Шебугамо, Шербрук. Нью-Брансуик, Сент-Джон, Монктон, Нью-Брансуик. Новая Шотландия, Ньюфаундленд Лабрадор, Нидерланды, Сент-Джонс, Гусиная бухта, Лонг-Харбор, Мэристаун.
Альберта, AB; Эдмонтон, Форт-Мак-Мюррей, Калгари, Форт-Нельсон, Гранд-Прери, Лиойдминстер, Ред-Дир, Летбридж. Британская Колумбия, Британская Колумбия; Келоуна, Ванкувер, Принс-Руперт, Китимат, Терраса, Форт-Сент-Джон. Саскачеван, Словакия, Регина, Саскатун, Принц Альберт, Эстеван, Свифт Каррент. Манитоба, МБ, Виннипег, Томпсон. Онтарио, Онтарио; Торонто, Лондон, Оттава, Гамильтон, Миссиссога. Квебек, Квебек, Монреаль, Квебек-Сити, Труа-Ривье, Валь-д’Ор, Шебугамо, Шербрук. Нью-Брансуик, Сент-Джон, Монктон, Нью-Брансуик. Новая Шотландия, Ньюфаундленд Лабрадор, Нидерланды, Сент-Джонс, Гусиная бухта, Лонг-Харбор, Мэристаун.Комплект Belzona для формовки торца фланца
Комплект Belzona для формовки торца фланца
Комплект Belzona для формовки торца фланца — это уникальный ремонтный комплект, разработанный для помощи технологии формовки торца фланца в борьбе с распространенными проблемами с сопрягаемыми поверхностями фланцевых соединений, такими как тепловая деформация, коррозия и эрозия. В сочетании с двухкомпонентными эпоксидными ремонтными композитами Belzona, такими как Belzona 1111 (Super Metal), этот комплект для ремонта фланцев представляет собой комплексное комплексное решение, простое в реализации и экономичное.
В сочетании с двухкомпонентными эпоксидными ремонтными композитами Belzona, такими как Belzona 1111 (Super Metal), этот комплект для ремонта фланцев представляет собой комплексное комплексное решение, простое в реализации и экономичное.
Коррозионное воздействие химикатов, щелевая коррозия, биметаллическая коррозия и пар высокого давления могут привести к износу и последующей протечке фланцев. Проверенная более 10 лет технология формирования торцов фланцев Belzona устраняет необходимость в традиционных методах резки и сварки, связанных с проведением огневых работ, и обеспечивает простое применение в аварийных ситуациях, особенно в зонах с ограниченным доступом, таких как морские платформы.
Комплект Belzona для формовки торца фланца включает в себя все оборудование, необходимое для эффективного выполнения ремонта торца фланца Belzona, устраняя необходимость в запасных фланцах разных размеров.Он содержит 6 пластиковых шаблонов многоразового использования для ремонта наиболее распространенных в отрасли размеров фланцев, а также все другие необходимые инструменты для быстрого и легкого ремонта.
Ключевые преимущества:
- Простота использования, так как все необходимые аксессуары находятся в одном комплекте
- Каждый формирователь торца фланца можно использовать сотни раз
- Легкий, что позволяет легко транспортировать его в чрезвычайных ситуациях и в местах с ограниченным доступом
- Минимальное время простоя, так как комплект устраняет необходимость замены деталей
Области применения технологии формовки лицевых поверхностей фланцев Belzona включают:
- Восстановление поврежденных поверхностей фланцев
- Коррозионная стойкость для старых и новых поверхностей фланцев
- Изоляция разнородных металлов от образования ячеек коррозии
- Может использоваться в сочетании со вставкой сопел Belzona и решениями для футеровки резервуаров для формирования сплошной внутренней футеровочной пленки, которая заканчивается за пределами технологической среды
| Основные технические данные: | |
|---|---|
| Фланцы для ремонта | ANSI 300# 2” XS, STD, 40, 80, 120, 160, XXS ANSI 300# 3” XS, STD, 40, 80, 120, 160, XXS ANSI 300# 4” XS, STD, 40, 80, 120, 160, XXS |
| Рабочее давление и температура | Поверхности фланцев RF с рейтингом ANSI 300#, работающие при 120°C 248°F или ниже |
| Подходит для подложек | Углеродистая сталь, медно-никелевый сплав, дуплексная нержавеющая сталь, аустенитная нержавеющая сталь, инконель, монель и литейный сплав |
| Требования к подготовке основания | Belzona рекомендует SA2. 5 чистота поверхности и средний профиль поверхности 75 мкм. Очистка электроинструментом должна соответствовать требованиям SSPS-SP11 с получением очищенной поверхности оголенного металла с минимальным профилем 25 микрон (1 мил) 5 чистота поверхности и средний профиль поверхности 75 мкм. Очистка электроинструментом должна соответствовать требованиям SSPS-SP11 с получением очищенной поверхности оголенного металла с минимальным профилем 25 микрон (1 мил) | .
| Типичные области применения | Реформирование сильно корродированных уплотнительных поверхностей на фланцах в следующих системах, при условии, что фланец структурно прочный и может быть затянут болтами с требуемым крутящим моментом: a. Морская вода (пожарная вода, впрыск воды и т. д.) b. Открытые дренажи c .AFFF d.Воздух e.Дизельное/вертолетное топливо f.Смазочное/уплотнительное масло g.Гликоль h.Охлаждающая/нагревающая среда i.Груз и цемент j.Вентиляционные отверстия |
| Ограничения для фланцев RF | При работе с углеводородами ремонт фланцев с выступом Belzona был испытан при рабочем давлении до 150 бар. |
| Наличие* | Глобальный |
* На все продукты распространяются региональные ограничения. Для получения дополнительной информации обратитесь к местному дистрибьютору
Для получения дополнительной информации обратитесь к местному дистрибьютору
Дополнительная информация:
Для получения дополнительной информации о комплекте Belzona для формовки торцевых поверхностей фланцев свяжитесь с нами или найдите местного дистрибьютора.
Вы можете подать заявку на вступление в Belzona Connect, чтобы получить доступ к дополнительной информации, включая паспорта безопасности и инструкции по использованию.
Что дороже: предотвращение течи фланца болтового соединения или его ремонт?
Если вы увидели название этой статьи и ответили «Ремонт», то вы правы! Но знаете ли вы, почему это так?
Предотвращение утечки болтовых фланцев в соединительных соединениях является одним из наиболее эффективных способов повышения безопасности, надежности предприятия, устранения незапланированного технического обслуживания и максимального использования активов.Понимание основных компонентов, знание того, как осматривать, собирать и разбирать болтовые соединения, являются ключом к сборке без утечек.
К счастью, в настоящее время существует программа и средства, обеспечивающие официальное обучение специалиста по болтовым соединениям, которое должно дать ему понимание как функций, так и предельных значений болтов, прокладок и фланцев, и особенно важности соблюдения формальных процедур затяжки.
ASME ( Американское общество инженеров-механиков ) запустило новую учебную программу, квалификационную программу ASME для специалистов по болтовым соединениям
Программа, разработанная группой экспертов в области болтовых соединений с более чем 193 летним опытом работы с болтовыми соединениями, нацелена на предотвращение утечек через прокладки болтовых фланцевых соединений.
Квалификационная программа ASME для специалистов по болтовым соединениям состоит из четырех онлайн-модулей и однодневного практического занятия (см. также «3 шага к завершению программы»), которое помогает участникам понять и продемонстрировать принципы и методы безопасной сборки болтовых соединений, а также изложено в Приложении A к ASME PCC-1: Руководство по сборке фланцевого соединения на болтовом соединении по границе давления.
Часть программы, посвященная онлайн-обучению, предназначена для улучшения знаний анкероустановщиков о принципах и процедурах безопасной и эффективной работы с анкерами, что оценивается с помощью онлайн-теста, следующего за каждым модулем.
Корпорация Maxpro является авторизованным поставщиком услуг по обучению практической демонстрации и оценке инструментов. Это однодневное занятие позволяет кандидатам продемонстрировать и использовать различные инструменты для крепления болтов, в том числе; ручные динамометрические ключи, пневматические и аккумуляторные динамометрические пистолеты, гидравлические динамометрические ключи с низким зазором и квадратным хвостовиком, а также гидравлические и механические натяжители.
Кандидаты продемонстрируют правильную сборку и разборку функционирующих соединений, а также правильную идентификацию оборудования и прокладок.
Кандидаты получат сертификат ASME для квалифицированного специалиста по болтовым соединениям после успешного завершения онлайн-курсов, итогового онлайн-экзамена и практического обучения.
Хотя программа предназначена для ознакомления участников с общими принципами и передовым опытом сборки болтовых соединений, она не является сертификационной программой. Определение компетентности человека для выполнения поставленных задач и работы остается обязанностью его или ее работодателя.
Если вы занимаетесь сборкой, разборкой или контролем качества болтовых соединений, Maxpro может помочь вам предотвратить утечки до того, как они начнутся!
Для получения дополнительной информации о программе или о том, как подать заявку, посетите страницу часто задаваемых вопросов о программе квалификации специалистов по болтовым соединениям ASME или свяжитесь с авторизованным инструктором по обучению корпорации Maxpro, Алексом Риккарди, по бесплатному телефону 888-315-0175 или по электронной почте [email protected]
.Полезное руководство по простому ремонту
Если фланец унитаза слишком высок, из унитаза может протекать вода, и он может раскачиваться взад-вперед при использовании. И протечка, и раскачивание могут деформировать или сломать пол. Протекающий фланец также может вызвать гниение чернового пола и привести к накоплению плесени и плесени. Итак, что вы исправите это?
И протечка, и раскачивание могут деформировать или сломать пол. Протекающий фланец также может вызвать гниение чернового пола и привести к накоплению плесени и плесени. Итак, что вы исправите это?
При возникновении этой проблемы существует три различных метода ее устранения. Вы можете поднять пол в ванной комнате , вы можете использовать раствор в качестве наполнителя , а вы можете заменить старый фланец на новый . Узнайте больше о различных вариантах и выберите метод, который лучше всего подходит для вашей ситуации.
Поднятие пола в ванной
Перед тем, как начать поднимать пол в ванной, вы должны знать, что это очень трудоемкий проект. Вы можете сначала рассмотреть другие варианты. Однако, если вы решите, что это то, что вы хотите сделать, вам нужно будет инвестировать в более толстый пол. Процесс поднятия пола сводится к увеличению его толщины. Для этого вам нужно сначала измерить, насколько выше фланец унитаза в настоящее время находится над полом вашей ванной комнаты. Получив точные размеры, отправляйтесь в местный магазин напольных покрытий или в магазин товаров для дома и купите плитку нужной толщины. Вы можете снять старый пол и уложить новый. После укладки ваш унитаз не должен качаться или протекать.
Получив точные размеры, отправляйтесь в местный магазин напольных покрытий или в магазин товаров для дома и купите плитку нужной толщины. Вы можете снять старый пол и уложить новый. После укладки ваш унитаз не должен качаться или протекать.
Заполните швы раствором
Grout — отличный инструмент для использования, когда фланец слишком высок. Чтобы использовать раствор для фиксации фланца:
- Начните с приготовления раствора. Вам не обязательно следовать инструкциям на упаковке.Вместо этого поместите небольшое количество в емкость, похожую на емкость для йогурта, и сделайте в ней соотношение 6 к 1 раствора и воды . Это должно дать вам достаточно раствора для вашего проекта.
- Установите унитаз на место и установите его на четыре резиновые прокладки. Эти резиновые прокладки не дадут вашему унитазу двигаться, пока вы работаете с фланцем.
- Возьмите смешанный раствор и заполните им щель. Убедитесь, что вы делаете это вокруг туалета.
- Подождите 24 часа до высыхания раствора.
- После высыхания снимите прокладки. Некоторые из них может быть немного трудно удалить, но в конечном итоге они выйдут.
- После того, как вы сняли прокладки, залейте раствором зазоры, из которых вы вытащили прокладки.
- Теперь можно затянуть гайки, удерживающие унитаз.

Важно отметить, что когда вы оставляете зазоры с прокладками, конец валика затирки должен быть изогнут внутрь в сторону унитаза. Эта кривая позволит вам сделать плавное перекрытие, когда вы, наконец, закроете зазор.
Еще одна вещь, которую вы должны сделать, это увлажнить раствор, когда он высыхает. Затирка высыхает быстрее, когда в ней есть влага. Используйте пульверизатор, чтобы добавить влаги. Это поможет раствору стать крепче, когда он высохнет.
Замена фланца
Последний вариант, когда ваш фланец слишком высок, — заменить его. Для этого вам нужно будет снять старый фланец и фитинг с трубы, идущей от пола вашей ванной комнаты.
- Для начала снимите унитаз и отломите часть внешнего фланца.Можно использовать молоток и долото. Убедитесь, что вы не сломали трубу, иначе у вас могут быть проблемы. Вы также можете использовать дрель с переменной скоростью с 4-дюймовой кольцевой пилой. Это сразу отрезает внешний фланец. Если труба, идущая от вашего пола, находится под небольшим углом, вам также потребуется внести необходимые коррективы при резке.
- Чтобы извлечь фитинг из внутренней части трубы, необходимо сделать два надреза на внутренней стороне фитинга на расстоянии менее дюйма друг от друга.Используйте для этого какое-нибудь лезвие. Убедитесь, что когда вы режете, вы не входите глубже фитинга. После того, как вы сделали два надреза, вы сможете вытащить фитинг с помощью отвертки или другого инструмента. Наверняка развалится на куски.
- После того, как внешняя часть фланца и фитинга будут отрезаны, отшлифуйте верхнюю часть трубы, пока она не станет на одном уровне с полом. Для этого используйте пилу для ПВХ.
- После того, как труба обрезана заподлицо с полом, вы можете вставить в трубу новый фланец.Twist N Set — один из лучших фланцев, которые вы можете использовать. Он имеет водонепроницаемое уплотнение и входит в трубу на несколько дюймов.
- Затем вам нужно просверлить 4 направляющих отверстия в полу. Если пол в вашей ванной комнате бетонный, убедитесь, что вы используете бетонные шурупы.
- Установите унитаз на фланец и затяните винты на унитазе.

Ваш фланец теперь должен быть ниже, чем был, и ваш унитаз должен стоять ровно, не протекать и не качаться.
Майк Бейли работает в сфере коммерческого строительства в Миссури.Он также любит писать статьи, связанные со строительством и благоустройством дома.
Последние сообщения Майка Бейли (посмотреть все)Как заменить прокладку выпускного фланца ~ Ремонт и починка
домой» ан » выхлоп » фланец » прокладка » как » заменять » к » Как заменить прокладку выпускного фланцаКак заменить прокладку выпускного фланца
Все автомобили имеют как минимум одну трубу с фланцевым соединением. Передняя труба или напорная труба, прикрепленная болтами к коллектору, использует фланец определенного типа.Многие современные автомобили теперь соединяют другие компоненты, такие как каталитические нейтрализаторы, выхлопные трубы и даже глушители, с помощью фланцевых соединений. С машиной на подъемнике и механиком, который знает, что делает, ремонт может занять всего несколько минут. С механиком по ремонту дома, лежащим на спине с ограниченным набором инструментов, ремонт может усложниться.
Передняя труба или напорная труба, прикрепленная болтами к коллектору, использует фланец определенного типа.Многие современные автомобили теперь соединяют другие компоненты, такие как каталитические нейтрализаторы, выхлопные трубы и даже глушители, с помощью фланцевых соединений. С машиной на подъемнике и механиком, который знает, что делает, ремонт может занять всего несколько минут. С механиком по ремонту дома, лежащим на спине с ограниченным набором инструментов, ремонт может усложниться.
Инструкции
- 1
Осмотрите трубу с негерметичной фланцевой прокладкой, прежде чем пытаться ее отсоединить.Фланцы переднего трубопровода к коллектору часто требуют отделения заднего фланца от преобразователя или трубы для доступа к протекающей прокладке. Иногда отцепление подвески выхлопа где-то ниже по потоку выхлопа может обеспечить достаточную гибкость, чтобы отказаться от отсоединения заднего фланца.
2 Определите способ соединения фланца. Все фланцы соединения передней трубы с коллектором крепятся гайками к шпилькам коллектора. В фланцевых соединениях ниже по потоку могут использоваться шпильки с одной стороны и гайки с другой или простые гайки и болты.Нижние шпильки можно отличить по круглым головкам, которые, в отличие от болта с шестигранной головкой, нельзя удерживать гаечным ключом. Шпильки имеют канавки на стержнях, и для снятия гайки не требуется накидной ключ. Для соединения гаек и болтов потребуется, чтобы головка болта удерживалась неподвижно (с помощью гаечного ключа), в то время как храповик и гнездо ослабляли гайку (или другой гаечный ключ).
В фланцевых соединениях ниже по потоку могут использоваться шпильки с одной стороны и гайки с другой или простые гайки и болты.Нижние шпильки можно отличить по круглым головкам, которые, в отличие от болта с шестигранной головкой, нельзя удерживать гаечным ключом. Шпильки имеют канавки на стержнях, и для снятия гайки не требуется накидной ключ. Для соединения гаек и болтов потребуется, чтобы головка болта удерживалась неподвижно (с помощью гаечного ключа), в то время как храповик и гнездо ослабляли гайку (или другой гаечный ключ).
Отсоедините фланец. При необходимости нагрейте гайки соединения кислородно-ацетиленовой горелкой.Использование портативной пропановой горелки может недостаточно нагреть гайку или может занять значительное время. Нагревайте только края гайки, а не болт. Это расширит гайку. Как только орех станет вишнево-красным, выключите горелку и удалите орех. Для передних труб скорее всего потребуется трещотка, длинный удлинитель и муфта.
4 Повторите эти действия для каждой гайки и шпильки/болта фланца, пока не будут удалены все крепежные детали. Шпильки останутся нетронутыми на соответствующих компонентах выхлопной системы.
Шпильки останутся нетронутыми на соответствующих компонентах выхлопной системы.
Отделить фланцевое соединение. Здесь может пригодиться инструмент для подвески выхлопной трубы. Освобождение одной или нескольких подвесок выхлопной трубы рядом с фланцевым соединением может дать системе выхлопа достаточную гибкость для доступа к сопрягаемым поверхностям каждого сопрягаемого фланца. Как упоминалось ранее, может также потребоваться разъединение другого соединения выхлопного компонента с поврежденной фланцевой прокладкой.
6Очистите сопрягаемые поверхности каждого фланцевого соединения наждачной бумагой или наждачной бумагой средней зернистости после того, как система выпуска отработавших газов остынет, если использовалась горелка.
7 Нанесите ровное количество высокотемпературного состава Perma-Tex (безопасного для датчиков O2) на обе стороны прокладки. Поместите прокладку между фланцами. На большинстве фланцевых соединений внутри фланца имеется небольшой выступ трубы, на который можно поместить прокладку, в зависимости от типа применения.