Ремонт резьбы с помощью пружинных резьбовых втулок
Популярность резьбовых соединений объясняется простотой выполнения и прочностью крепления элементов конструкции между собой. Когда при повреждении витков замена детали невозможна, проводят восстановление резьбы. Так как восстанавливать резьбу можно разными способами выбирают тот, который сохраняет прочность соединения на прежнем уровне.
Технология восстановления холодной сваркой
Для восстановления резьбы холодной сваркой выпускаются полимерные составы с металлическими добавками. Процедура реставрации жидким двухкомпонентным клеем выполняется в следующей последовательности:
- достают из упаковки два тюбика;
- детали соединения обезжиривают веществом из тюбика №1;
- затем наносят содержимое тюбика №2;
- шпателем смешивают составы из обоих тюбиков в пропорции 1:1;
- готовую смесь наносят на болт со стороны наружной резьбы;
- затем вкручивают в витки внутренней резьбы;
- после отвердевания смеси (время выдержки указано в инструкции), болт выворачивают.

Для качественного восстановления витков смесь наносят с избытком, чтобы излишки при вворачивании болта выдавливались наружу.
Состав холодной сварки лучше выбрать с высокой пластичностью
Какую холодную сварку выбрать
Из-за низкой эффективности однокомпонентный анаэробный восстановитель в виде густой пасты применяется редко. Для ремонтных работ используют два вида:
- жидкий состав, который получается после смешивания отвердителя с клеящей массой;
- плотные однослойные или двухслойные бруски по консистенции похожие на пластилин, которые перед применением смешивают.
Для восстановления поврежденных витков выбирают марки с высокой пластичностью, чтобы смесь заполняла мелкие изъяны. Если соединение часто разбирается, нужна холодная сварка с усиленной твердостью, иначе при трении о металл состав разрушится.
Преимущества и недостатки
К достоинствам метода холодной сварки относят:
- возможность большого выбора по цене и качеству среди отечественных и зарубежных производителей;
- восстановление без разборки конструкции;
- стойкость к коррозии;
- простота, так как восстановление выполняется без вспомогательных приспособлений;
- неизменность характеристик деталей из-за отсутствия термического воздействия;
- невысокая цена.

Недостатки
Не обошлось и без негативных моментов, так как полностью заменить настоящую сварку, так и не получается. Поэтому, здесь и проводятся только такие процедуры как ремонт резьбы холодной сваркой и прочие.
- Относительно невысокая крепость полученных элементов;
- Разнородность металла на заготовки и на восстановленных элементах;
- Отсутствие возможности применения на ответственных объектах;
- Поддается влиянию температуры и прочих окружающих факторов.
Нарезание резьбы метчиком
Этим способом пользуются, когда можно увеличить размер отверстия без ущерба для надежности соединения. С помощью сверла увеличивают диаметр, чтобы очистить отверстие от испорченных витков, затем нарезают новые.
Работа выполняется по следующим правилам:
- отверстие рассверливают строго перпендикулярно;
- используют два метчика для нарезания резьбы, черновой и чистовой;
- для удаления стружки после 3 прямых оборотов делают 1,5 обратных;
- чтобы облегчить процесс, инструмент смазывают маслом.

Применение спиральной вставки
Такие приспособления, называемые также проволочными или пружинными, делают из высококачественной нержавеющей стали. Вставки выполнены в виде цилиндрических спиралей с концентрической резьбой внутри и снаружи. Для установки предусмотрен поводок. Форму и размер внутренних витков делают с минимальными допусками.
Комплект для восстановления резьбы с помощью спиральной вставки
Ремонт резьбы выполняют в следующей последовательности:
- отверстие рассверливают сверлом, диаметр которого выбирают по прилагаемой к вставкам таблице;
- витки нарезают не стандартными метчиками, входящими в комплект;
- вставку вворачивают инструментом, который есть в наборе;
- удаляют поводок инструментом, поставляемым производителем, или плоскогубцами, если диаметр большой.
За счет натяга при установке исключается самопроизвольное выкручивание вставки. Упругость материала обеспечивает равномерное распределение нагрузки между болтом и вставкой. Высокая стойкость нержавейки к коррозии исключает возможность заедания болта из-за ржавчины.
Высокая стойкость нержавейки к коррозии исключает возможность заедания болта из-за ржавчины.
Спиральными вставками можно отремонтировать соединения на конструкциях из цветного или черного металла. Их также применяют для усиления резьбы на пластике, дереве.
Сухой остаток
На выходе получаем износостойкую резьбу того же диаметра с прочной посадкой, устойчивую к коррозии и температурным воздействиям, при этом нагрузка на витки распределяется более равномерно за счёт особенностей конструкции и профиля вставки. Читайте подробный обзор технологий от производителя: внизу на странице есть вся необходимая техническая документация, либо просто пролистайте брошюру (доступна на сайте производителя), где очень компактно рассмотрены все аспекты вставок.
Затраты времени и расходных материалов на восстановление резьбы доступны в разделе «Услуги».
Для каких машин подходит?
- Dodge Caliber
- Dodge Avenger
- Dodge Journey
- Fiat Freemont
- Jeep Compass
- Jeep Liberty
- Jeep Patriot
- Chrysler Sebring
Ввертыш для восстановления резьбы
Ввертыши, они же футорки, сделаны в виде полых втулок с крупной наружной и мелкой внутренней резьбой. Они могут быть стальными, медными, латунными, бронзовыми, из других материалов. Устанавливают футорки на деталях, где допускается увеличение диаметра отверстий. Ввертыши применяются во многих отраслях промышленности, например, для сборки мебели, стыковки труб, крепления сдвоенных колес.
Они могут быть стальными, медными, латунными, бронзовыми, из других материалов. Устанавливают футорки на деталях, где допускается увеличение диаметра отверстий. Ввертыши применяются во многих отраслях промышленности, например, для сборки мебели, стыковки труб, крепления сдвоенных колес.
Комплект для ремонта резьбы при помощи резьбовой вставки
Некоторые производители выпускают наборы, которые называются восстановителями резьбы. Комплекты состоят из вкладышей разного размера, сверл, метчиков, вспомогательных инструментов. В зависимости от назначения в наборы входят футорки для ремонта дюймовой или метрической резьбы от М2 до М36.
Передовые технологии
На случай непредвиденных ситуаций у нас в сервисе есть несколько установочных комплектов самых распространённых резьбовых вставок от компании Helicoil, в каждый из которых входят: специальное сверло, специальный метчик, шпиндель, обламыватель и три десятка вставок с разной длинной.
Установочный комплект резьбовых вставок Helicoil
Представим, что в алюминиевом кронштейне у нас «слизана» резьба, которая жизненно необходима для его установки.
Резьба внутри кронштейна отсутствует
Берём сверло из набора, которое по сути только снимает остатки старой резьбы, практически не расширяя само отверстие. В конкретном примере для резьбы M8x1,5 диаметр сверла составляет всего 8,4 мм, что позволяет подготовить отверстие под вставку без потери соосности.
Снимаем остатки старой резьбы сверлом из набора
На следующем этапе берём специальный метчик, смазываем моторным маслом/литолом и нарезаем резьбу под вставку. Обработка маслом позволяет получить однородную резьбу без шероховатостей и избавит от алюминиевой стружки в самом канале.
Проходим отверстие специальным метчиком
Резьба готова: отмываем отверстие очистителем, подбираем вставку по размеру, ориентируясь на шаг резьбы шпинделя, так как сам вставка находится в сжатом состоянии, разжимаясь по мере вкручивания.
Резьба для установки вставки готова
Фиксируем вставку на шпинделе из установочного комплекта и плавно вворачиваем в подготовленное отверстие пока задняя поверхность не углубится на четверть шага резьбы. Достаём шпиндель и обламываем кончик вставки, за которую он держался. Для этого на конце вставки есть специальная насечка, а в комплекте – обламыватель, хотя он далеко не обязателен и может быть заменён отвёрткой или стержнем подходящих размеров.
Достаём шпиндель и обламываем кончик вставки, за которую он держался. Для этого на конце вставки есть специальная насечка, а в комплекте – обламыватель, хотя он далеко не обязателен и может быть заменён отвёрткой или стержнем подходящих размеров.
Вворачиваем резьбовую вставку при помощи шпинделя
Шпилька входит в резьбу как по маслу, при этом можно не опасаться сворачивания и прикипания, полученное соединение как минимум не хуже родного, а по факту – в разы его превосходит по надёжности и эксплуатационным свойствам.
Традиционная сварка для ремонта
Этой технологией пользуются, если нельзя увеличить диаметр отверстия, и когда нет нужного ввертыша или спиральной вставки. Процедура восстановления выполняется в следующем порядке:
- высверливают поврежденные витки;
- заваривают отверстие;
- наплавленное место зачищают заподлицо с поверхностью;
- сверлят отверстие;
- нарезают резьбу.
Для восстановления соединений из стали используется газовая или электродуговая сварка в защитных средах.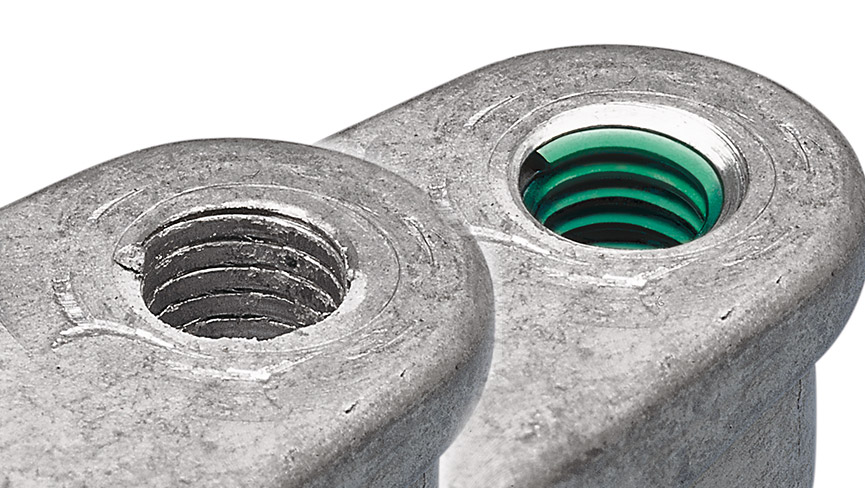 Отверстия в чугуне заваривают в холодном состоянии или с местным подогревом. В качестве присадочного материала плавят электроды марки ЦЧ-4, ОЗЧ-1, МНЧ-1 или прутки из чугуна с добавкой кремния. Следует учитывать, что под действием высокой температуры изменяется структура металла детали, возможно образование трещин. Поэтому прочность отремонтированного соединения будет меньше.
Отверстия в чугуне заваривают в холодном состоянии или с местным подогревом. В качестве присадочного материала плавят электроды марки ЦЧ-4, ОЗЧ-1, МНЧ-1 или прутки из чугуна с добавкой кремния. Следует учитывать, что под действием высокой температуры изменяется структура металла детали, возможно образование трещин. Поэтому прочность отремонтированного соединения будет меньше.
Отверстия в деталях из алюминия, без которых не обходится двигатель автомобиля, заваривают аргонно-дуговой сваркой. Для наплавки применяют алюминиевую проволоку. Однако при восстановлении резьбы в алюминии металл в жидком состоянии начинает активно поглощать газы. Образуются поры, а при усадке во время остывания — трещины, которые снижают надежность соединения. Не всегда есть возможность восстановления этим способом без снятия деталей. Например, для ремонта соединений на алюминиевом блоке цилиндров конструкцию придется демонтировать.
При выборе способа восстановления учитывают условия эксплуатации и величину нагрузки. Также принимают во внимание сложность выполнения и цену. Например, покупка спиральной вставки дешевле, чем заказ на вытачивание ввертыша.
Также принимают во внимание сложность выполнения и цену. Например, покупка спиральной вставки дешевле, чем заказ на вытачивание ввертыша.
Ситуации из жизни
В ежедневной работе случаи восстановления резьбы далеко не редкость. Взять к примеру отработанную до автоматизма процедуру замены ремня ГРМ на Додж Джорни/Додж Калибр. Приехал как-то раз дизельный Джорни, пригнанный из Америки на замену всего комплекта ГРМ. Диагностика показала основательно скрученный пробег, а разбор – следы вмешательства: неоригинальные запчасти, резьба под шпильку ролика натяжителя в алюминиевом блоке слизана почти в ноль. Место узкое, неудобное толком подлезть нет возможности, пришлось зажимать сверло в цангу от старого станка и аккуратно подготавливать отверстие.
Сверло из установочного набора в цанговом зажиме
Привычными движениями нарезаем резьбу, уделяя особое внимание центрированию метчика: в тонком механизме ГРМ с его нагрузками несоблюдение соосности грозит Сталинградом под капотом.
Проходим метчиком резьбу ролика натяжителя ГРМ
Резьба готова, шпилька на месте, можно всё собирать, не беспокоясь о судьбе автомобиля.
Шпилька на месте, можно смело ставить ролик натяжителя
Не единичны случаи у Додж Калибр, когда сильный фронтальный удар при ДТП доставал до двигателя, в результат чего кронштейн задней опоры ДВС обламывал болты прямо в корпусе вариатора.
Кроштейн крепления задней опоры ДВС на одном болте Пришлось работать в несколько этапов: аккуратно высверливать остатки старых болтов, а потом уже работать по приведённому выше алгоритму, причём всё это осложнялось крайне неудобным доступом к кронштейну даже со снятым приводом.
Из трёх болтов два сломаны внутри корпуса вариатора Применять вставки приходится по многим поводам, но при работе с Додж Калибр и Додж Джорни они чаще всего необходимы для восстановления резьб поддонов: при замене масла в вариаторе и при снятии-установке поддона ДВС.
Двигатель 2AZ-FE, вытянуло резьбу болтов ГБЦ
- Главная
- Статьи
- Двигатель 2AZ-FE, вытянуло резьбу болтов ГБЦ
18. 02.2014
02.2014

Как видно на фото из официальной документации, длину резьбового соединения увеличили с 24 мм в старых версиях на 30 мм в новой версии, таким образом устранив недочет в серийном производстве с 2005 по 2006 года. Но что же делать, если автомобиль выпуском до 2006 года? Не менять же из-за этого целиком мотор или автомобиль? В народе используют много вариантов, которые усиливают резьбу, но какой же из них все-таки более надежный и технологически правильный? Теперь по-порядку о каждом из них. Первый — это установка болтов более большого диаметра, с родного М11 на М13 или 14. В данном варианте резьба нарезается от верхней кромки ГБЦ до начала старой резьбы. Отверстия в головке блока тоже увеличиваются. Вариант не плохой, но есть несколько минусов — длина болта уменьшается, увеличение толщины болта. Оба этих показателя увеличивают жесткость болта и увеличивают вероятность повторного выхода из строя при перегреве двигателя.
Второй вариант — это установка футорок с заменой болтов на короткие. Этот способ более надежен, потому что болты более упруги на растяжение. Но вызывает сомнение длина болта. Короткие болты, как правило, устанавливают на чугунных блоках. В ряде вариантов эти болты берутся от Фольксвагена 14-32045-01 или от двигателя 3S-FE, у которых чугунные блоки.
Этот способ более надежен, потому что болты более упруги на растяжение. Но вызывает сомнение длина болта. Короткие болты, как правило, устанавливают на чугунных блоках. В ряде вариантов эти болты берутся от Фольксвагена 14-32045-01 или от двигателя 3S-FE, у которых чугунные блоки.
Как видно на фото, верхнее крепление болтов в алюминиевом блоке создает чрезмерное напряжение и, как следствие, не равномерное распределение прижимной силы болта крепления ГБЦ. Это может привести к деформации поверхность, что выведет конструкцию из строя.
В алюминиевых блоках используют болты большей длины. Делается это из-за разного коэффициента расширения металлов и разной прочности металлов, для равномерного распределения прижимной силы болтов ГБЦ. Алюминий расширяется больше, чем железо, и двигатель, прогреваясь, создает дополнительную нагрузку на болты крепления ГБЦ, поэтому болты должны быть более длинными и мягкими на растяжку. Иначе при нагреве в критический момент давление расширяющегося блока пересилит возможности резьбового соединения и вытянет или деформирует его или его посадочное место. Поэтому должен соблюдаться баланс диаметра и длины болта до резьбового соединения.
Иначе при нагреве в критический момент давление расширяющегося блока пересилит возможности резьбового соединения и вытянет или деформирует его или его посадочное место. Поэтому должен соблюдаться баланс диаметра и длины болта до резьбового соединения.
Теперь непосредственно от теории к практике.
На практике мы рассмотрим проблему на автомобиле Тойота Превиа, на которой тоже стоит двигатель 2AZ-FE. Характерными признаками проявления проблемы является течь охлаждающей жидкости в районе впускного коллектора, возникшая после повышения рабочей температуры двигателя. Даже если оно было кратковременным и не значительным, для ремонта двигателя, в совокупности с несколькими проблемами, было принято решение о снятии двигателя.
Для снятия двигателя нужно отсоединить от двигателя все патрубки и соединяющие шланги.
Демонтируем радиатор охлаждения двигателя, чтобы не повредить его при снятии и установке, вытаскиваем косу электропроводки из салона — и мотор готов к спуску.
Отпускаем двигатель вместе с подрамником и коробкой передач на стол. Отсоединяем двигатель от КПП и устанавливаем двигатель на стенд.
На фото отчетливо видно место утечки антифриза из-под головки блока цилиндров. Место утечки вымыто антифризом и чище.
Демонтируем клапанную и переднюю крышки. По оттенку внутренней поверхности двигателя видно, что двигатель своевременно обслуживался — отсутствует нагар и отложения. Снимаем успокоители цепи и саму цепь ГРМ.
Перед снятием распредвалов проверяем зазоры клапанов, так как отчетливо слышалось «цоканье». После замера зазоров стаканы метят и снимают.
При откручивании болтов головки блока цилиндров три центральных болта задней стенки блока, именно в месте утечки антифриза, открутились очень легко.
После снятия поддона демонтируем коленвал и поршневую группу. После чего блок цилиндров готов к ремонтным работам.
Все десять резьбовых соединений подлежат ремонту в обязательном порядке. Ввертыши устанавливаются на первоначальную глубину болтов крепления ГБЦ. После установки ввертышей плоскость блока фрезеруется, чтобы исключить возможные деформации при перегреве двигателя.
Плоскость головки блока цилиндров тоже подлежит фрезеровке. После фрезеровки ГБЦ отмывают, очищают и притирают клапана, меняют маслосъемные колпачки и собирают. Перед установкой регулируют зазоры клапанов в стыке кулачка распредвала и толкателем клапана.
Притирка клапанов требует тщательности.
Вымытый и отремонтированный блок устанавливаем на стенд и устанавливаем коренные вкладыши. Затем устанавливаем коленвал и притягиваем его.
Устанавливаем поршневую группу, предварительно почистив ее и установив новые поршневые кольца. Следом устанавливаем большой поддон и балансировочные валы. Следом масляный насос.
Устанавливаем новую прокладку ГБЦ, устанавливаем ГБЦ и протягиваем ее. Затем устанавливаем переднюю крышку.
Собираем клапанную крышку, устанавливаем катушки зажигания. Затем собираем топливную рейку. Остались последние штрихи и мотор готов к установке. Установка производится в обратном порядке.
После установки двигателя заливаются все сервисные жидкости и производят запуск двигателя, прогревают его до полного цикла и срабатывания вентилятора системы охлаждения радиатора двигателя. Параллельно проверяют на наличие утечек .
Параллельно проверяют на наличие утечек .
Все работы производились в нашем автосервисе «Тойота-Люблино»
По непонятным вопросам и для записи звонить по номеру — +7(495) 5071641
Что делать, если сорвали резьбу
Содержание
- Восстановление резьбы в алюминиевом блоке спиральная вставка
- Применение футорок
- Как выкрутить оставшуюся в блоке резьбу?
- Способы восстановления резьбы
- Нарезание резьбы метчиком
- Крепление петли капота
- Технология восстановления внутренней и наружной резьбы
- Преимущества применения ремонтных вставок
- Способ восстановления резьбы
- ВсеЗнаешь.ру
- Преимущества работ с клеевой массой
- Как восстановить внутреннюю резьбу в алюминии
- Восстановление резьбы на блоке цилиндров двигателя
- Восстановление резьбы выпускного коллектор автомобиля
- Смотрите видео
- Нюансы выбора
- Способ восстановления резьбы
- Ремонт резьбового отверстия (восстановление повреждённой резьбы)
- Замена поврежденной резьбы в четыре простых шага
- Недостатки
- С применением метчика для нарезания резьбы
- Технические характеристики смазок – сходства и различия
Восстановление резьбы в алюминиевом блоке спиральная вставка
В настоящее время найден простой и надежный способ восстановления резьбы, который уже достаточно давно используют во всем мире. В нашей стране он, к сожалению, медленно набирает популярность, как по причине нашей неосведомленности, так и из-за невозможности приобрести в магазинах специальные пружинные вставки и вспомогательный установочный инструмент.
В нашей стране он, к сожалению, медленно набирает популярность, как по причине нашей неосведомленности, так и из-за невозможности приобрести в магазинах специальные пружинные вставки и вспомогательный установочный инструмент.
Разработкой и изготовлением вставок занимаются многие известные производители. Изделия разных фирм могут незначительно различаться по названию (ввертыши, футорки), конструктивному исполнению и материалу, но принцип действия и технология установки одинакова для всех.
В продаже можно найти не только комплекты ввертышей различных длин, диаметров и шага резьбы, но и целые наборы для восстановления резьбы, в которые помимо вставок входят сверла, метчики, установочное приспособление и оправка для обламывания монтажного поводка.
Такие решения предлагает немецкий производитель металлорежущего инструмента «Volkel» и российский «Дело Техники». У некоторых брендов подобная технология и инструмент называется «системой», например:
- система V-coil
- система Recoil
- система HeliCoil
Замена поврежденной резьбы в четыре простых шага
Рассматриваемый способ позволяет в условиях гаража, не имея на то специальных навыков, в четыре простых приема произвести ремонт изношенного резьбового отверстия в корпусных деталях из стали и цветных металлов.
Шаг 1 – Сверление
Удаление старой резьбы при помощи сверла. Для выбора диаметра сверла производители предлагают воспользоваться специальной таблицей, в которой указываются наиболее распространенные размеры восстанавливаемых резьбовых отверстий и рекомендуемый диаметр сверла.
Шаг 2 – Формирование резьбы
В рассверленном отверстии производят нарезку резьбы специальным метчиком, предлагаемым производителем, который имеет некоторые отличия от стандартного резьбонарезного метчика. Для работы со свечными отверстиями рекомендуется использовать ступенчатый метчик, позволяющий миновать процесс рассверливания.
Шаг 3 – Ввертывание вставки
Установка пружинной втулки в полученную резьбу выполняется установочным приспособлением (шпинделем с зацепом), входящим в комплектацию набора.
Шаг 4 – Удаление установочного язычка
После выкручивания шпинделя необходимо отломить и удалить язычок на спиральной вставке. Сделать это не сложно благодаря насечке на последнем витке и специально предусмотренному инструменту.
Преимущества применения ремонтных вставок
Резьбовая вставка имеет жесткую посадку без зазоров в изготовленной резьбе, исключающую риск отвинчивания при динамических нагрузках.
Это достигается за счет ее пружинных свойств и небольшой разницы в диаметре вставки и диаметре резьбы в отверстии.
Вкрученная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
Описываемая система дает возможность создавать в мягких материалах (дерево, пластик) надежную стальную резьбу, а также сделать резьбовое соединение в хрупких и тонкостенных деталях. С помощью резьбовых вставок можно осуществить легкий переход от одного вида резьбы на другой, например: с левой на правую, с метрической на дюймовую, с мелкой на крупную и наоборот.
Использование пружинных вставок открывает новые возможности для конструирования, дает свободу в выборе материала и размера крепежных элементов. Возможность быстро отремонтировать резьбовое отверстие избавит от необходимости замены дорогостоящей детали. В случае необходимости ремонтные вставки можно демонтировать при помощи все тех же инструментов, входящих в «систему».
Возможность быстро отремонтировать резьбовое отверстие избавит от необходимости замены дорогостоящей детали. В случае необходимости ремонтные вставки можно демонтировать при помощи все тех же инструментов, входящих в «систему».
Полезные советы 19.03.2018 11:03:39
Предысторияwww.drive2.ru/l/481693021545431876/www.drive2.ru/l/481610283295441093/www.drive2.ru/l/481850251708203192/
www.drive2.ru/l/482643824225551090/
Вначале огромная благодарность Матвею palodin!
Итак, после того как сорвало резьбу и я подергался некоторое время в судорогах, было решено заказывать из Москвы набор для восстановления резьбы www.mactak.ru/store/nabor…vleniya-rezbi-volkel-4021 за 2535 руб, ценник гуманный, но дальнейшее — это нечто.
Картинка из магазина
Точнее отправка в Казахстан транспортной компанией КИТ была похожа на круги ада. С магазина требовали хуеву тучу бумажек для оформления отправки от юрлица физлицу, якобы всякие таможенные документы и очистки. И это в таможенном союзе, мля.
С магазина требовали хуеву тучу бумажек для оформления отправки от юрлица физлицу, якобы всякие таможенные документы и очистки. И это в таможенном союзе, мля.
В итоге через чтото около трех недель я плюнул на КИТ (которым такто пользовался три года) и созданный ими геморрой и попросил менеджера отправить мне СДЭКом, которые справились с задачей за 4 дня, их цена доставки стоила того(совсем немного дороже КИТа)! Честно, во время попытки отправки через КИТ у меня судороги от сорванной резьбы не то что не прекращались — они усилились, зима близко, снег скоро, а машина второй месяц ждет небольшую посылку, при том что ремонт начался вообще летом. Так что КИТу огромный минус в карму.
Полный размерА вот так выглядит вживую. Самих вставок в комплекте было 8шт, в отличие от магазинной фото где их 20шт изображено. Но самое ценное здесь это метчик и сверло с нестандартными размерами
В общем худо бедно пришла моя посылка, на дворе солнышко, бабье лето в разгаре, и я приступил к нарезке резьбы. И вот тут друзья мои, я хотел бы сразу уберечь вас от некоторых ошибок. Обязательно залепить блок малярным скотчем, ибо стружки будет немеряно, используйте сало-жир для метчика.
И вот тут друзья мои, я хотел бы сразу уберечь вас от некоторых ошибок. Обязательно залепить блок малярным скотчем, ибо стружки будет немеряно, используйте сало-жир для метчика.
Если у вас резьба как у нас — начинается гдето глубоко (в некоторых моторах резьба начинается заподлицо с плоскостью, в вольво — она глубоко внутри), используйте специальный инструмент для вворачивания вставок, не надо пользоваться инструментом из набора. Там специальное стопорное кольцо, которое не зря придумано.
Иначе будет очень больно и обидно.
Боль и разочарование от инструмента и минус один ввертышь
Либо берете специальный инструмент для установки вставки в глубокие колодцы либо изготавливаете из старого болта по образцу.
Спец инструмент для вворачивания вставокСпец инструмент для вворачивания вставок
Вся процедура производится очень быстро, к примеру после первой восстановленой резьбы, при сборке, у меня сорвало соседний болт. Так вот, второй болт я восстановил где то за 2 часа, с очисткой отверстия от стружки. Затяжку производил штатными моментами по мануалу, все ок. Езжу уже вторую неделю (350км), тоже все ок.
Затяжку производил штатными моментами по мануалу, все ок. Езжу уже вторую неделю (350км), тоже все ок.
Данный способ рекомендую, по нескольким причинам. Во первых с данным набором вы нарезаете М14, а ввертышь от токаря будет следующего размера — М16. Т.е. так вы экономите один ремонтный размер.
Сами резьбовые вставки поштучно стоят чтото около 50-100р, что гораздо дешевле токарных ввертышей (один ввертышь мне обойдется в 200р, плюс набор метчиков М16 чтото около 1000р + сверло хз сколько = данный набор практически дешевле получается). Технология ремонта крайне простая.
>Ремонт резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
1. Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице2. Нарезать в нём резьбу особого профиля специальным метчиком
3. Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку из прочной нержавеющей стали, с помощью специального инструмента.
Резьбовая вставка
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект “закусывания” отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект “закусывания” отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Посмотрите видео, как используется резьбовая вставка
Какие возможности есть у резьбовых вставок
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.
Резьбовая вставка вкручена
Резьбовая вставка вкручена
Если сорвана резьба под шпильку, иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением резьбовой вставки, остаётся возможность применить штатную, фирменную шпильку.
Ещё одно применение ремонтных резьбовых вставок – в латунных гайках выхлопного коллектора. Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в вашем городе практически невозможно (в нашем магазине есть такие болты)
Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность.
А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России М12 х 1,25, появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских и Европейских производителей автомобильного крепежа, представленных в нашем каталоге.
– как работает резьбовая вставка, демонстрация
Какие инструменты применяются при восстановлении резьбы
1. Сверло Диаметр сверла выбирается из таблицы. Таблица подбора диаметров свёрл для наиболее распространённых резьбовых отверстий
| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| 3 | М8 х 1 | 8,3 |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| 6 | М10 х 1,25 | 10,4 |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | 12,25 |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |
2. Метчик
Метчик
Для ремонта свечного отверстия рекомендуется метчик ступенчатый. Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.
3.Шпиндель (инструмент для вворачивания вставки)
Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце.
4.Вставка ремонтная
На одном конце её имеется поводок, за который вставка вращается шпинделем.Вставки имеют разные длины.
Описание технологии восстановления резьбы
Внимание: эта технология применяется для ремонта резьбовых отверстий в бытовых, гаражных условиях. 1
Рассверлить отверстие. Периодически вынимать сверло из отверстия и обмакивать его конец в ёмкость с моторным маслом. Желательна минимальная скорость вращения сверла.2. Нарезать метчиком резьбу под вставку
Желательна минимальная скорость вращения сверла.2. Нарезать метчиком резьбу под вставку
1. Рассверлить отверстие. Периодически вынимать сверло из отверстия и обмакивать его конец в ёмкость с моторным маслом. Желательна минимальная скорость вращения сверла.2. Нарезать метчиком резьбу под вставку.
В процессе работы необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием. Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий.Если отверстие глухое — вместо моторного масла лучше применить смазку, например Литол.
Ею нужно обмазать рабочую часть метчика, чтобы стружка не сыпалась в отверстие, а прилипла к метчику.3. Промыть полученную резьбу керосином.
4. Надеть вставку на шпиндель, ввести в зацепление поводок и зацеп.
Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии.
Вставку вворачивать до тех пор, пока её задний конец не углубится в отверстие на 1/4 шага резьбы. После этого вывернуть шпиндель и отломить поводок вставки, надавив на него подходящим стержнем.
Для этого на витке за поводком имеется риска, по которой и отломится поводок. Примечание:При использовании ступенчатого метчика пункт 1 исключается.
Применение футорок
Восстановить подобные крепежные элементы можно и при применении футорка. Этот вид резьбового соединения представляет собой втулку, которая имеет наружный большой диаметр и внутренний с меньшим размером.
Комплект футорок
В некоторых случаях, когда можно изменить диаметр соединения, футорок используется при повреждении витков.
Как выкрутить оставшуюся в блоке резьбу?
Здесь есть два варианта, но каждый из них начинается с высверливания обломка. Для этого, следует укрыть блок двигателя плотной тканью для предотвращения попадания в двигатель искр и грязи, затем подрезаем болгаркой верхнюю часть и накерниваем ее строго посередине.
Высверливание резьбы обломавшейся шпильки
Сверлом немного меньшего диаметра высверливаем обломки на сверлильном станке, а чаще всего электродрелью
Здесь очень важно держать инструмент строго вертикально, без перекоса. Доходим до края обрезка и пробуем выкрутить остаток резьбы
Для этого перед тем как выкрутить можно попробовать прогнать ее метчиком или попытаться тонким зубилом забить вовнутрь кромку металла, освобождая нитки резьбы.
Если вас постигла неудача при откручивании или сверлении, необходимо переходить ко второму варианту.
Замена шпильки ремонтной деталью с нарезанием большей резьбы
Для примера, шпилька на Ваз с резьбой М-8. На ремонтной, с одной стороны будет резьба М-8, а на другой лучшим вариантом будет накатка резьбы М-9. При таком варианте сверлом 7,8 мм прогоняем наше отверстие с обломком. Очищаем отверстие от остатков старой резьбы. Машинным метчиком М-9 нарезаем резьбу и накручиваем ремонтную шпильку. Дальше устанавливаем головку.
По такому же алгоритму можно заменить обломок свечи зажигания. Ремонт свечного отверстия и доставание обломанной свечи проводится в несколько этапов. Как выкрутить обломанную свечу, вам расскажет на Ютубе множество видеороликов. Сначала попытаемся открутить обломок. Как правило, она ломается сразу за шестигранником, поэтому смачиваем ВД-40 или тормозной жидкостью резьбу и даем постоять. Затем специальным ключом с динамометром выкручиваем обломок.
Получилось – хорошо. Нет, в этом случае обращаемся к токарю для вытачивания футорки. Пока она делается, подводим поршень под это отверстие для перекрытия канала и предотвращения пропадания в картер стружки и грязи. Высверливаем большее отверстие, нарезаем резьбу и закручиваем футорку. Внутренняя резьба сделана под вашу свечу, в нее закручиваем свечку и пользуемся автомобилем.
Внутренняя резьба сделана под вашу свечу, в нее закручиваем свечку и пользуемся автомобилем.
Выполнив все работы по замене, ремонту и нарезанию внутренней резьбы на двигателе вашего авто, вы получаете новые знания и умения, а также экономите семейный бюджет.
Способы восстановления резьбы
Для того, чтобы восстановить сорванную резьбу используют:
- эпоксидную смолу;
- холодную сварку;
- заваривание отверстий и нарезание новой резьбы;
- ввертыши;
- перенос на другое место, если изменение места крепления не влияет на надежность соединения;
- спиральные вставки;
- рассверливание отверстий для нарезки витков большего диаметра.
Нарезание резьбы метчиком
Этим способом пользуются, когда можно увеличить размер отверстия без ущерба для надежности соединения. С помощью сверла увеличивают диаметр, чтобы очистить отверстие от испорченных витков, затем нарезают новые.
Работа выполняется по следующим правилам:
- отверстие рассверливают строго перпендикулярно;
- используют два метчика для нарезания резьбы, черновой и чистовой;
- для удаления стружки после 3 прямых оборотов делают 1,5 обратных;
- чтобы облегчить процесс, инструмент смазывают маслом.

Крепление петли капота
Иногда этот дефект возникает в отверстии, к которому крепится петля капота. Поступаем точно так же, как и с выхлопным коллектором.
Крепежный болт закрепляем в тисках и выполняем паз на его стержне, добавляя смазки, после чего закручиваем его от руки, пока это возможно.
Далее процесс продолжаем с помощью гайковерта, несколько раз заворачивая и отворачивая самодельный метчик.
При этом, разрезанные профили его резьбы, приводят в порядок профиль в отверстии, выполняя функции метчика. Вынув болт, можно убедиться, что резьба на нем и внутри в полном порядке. Болт в него теперь легко вкручивается от руки. Если затем его поджать гайковертом, то он обеспечит необходимое усилие затяжки.
Технология восстановления внутренней и наружной резьбы
Для того, чтобы провести восстановление резьбы при помощи холодной сварки следует использовать двухкомпонентное вещество, которое продается в двух тюбиках.
Восстановление резьбы холодной сваркой
Порядок действий таков:
- Первым делом следует вскрыть упаковку и вытащить из нее все имеющиеся компоненты;
- Далее нужно тщательно обезжирить рабочую поверхность при помощи первого тюбика, причем это нужно сделать как на внутренней, так и на внешней резьбе, ведь попадание лишних частей во время самого процесса и наличие какого-либо налета приводит к ухудшению качества результата;
- Поверхность детали, на которой располагается резьба, обрабатывается антиадгезионным составом, что находится во втором тюбике;
- Затем из обоих тюбиков выдавливается одинаковое количество вещества и перемешивается на неметаллической поверхности, что удобнее делать всего шпателем;
- Полученный состав наносится на поверхность резьбы, после чего деталь вворачивается внутрь и остается засыхать;
- Следует выждать время, какое написано в инструкции и соблюсти температурный режим, после чего все будет готово.
 youtube.com/embed/4NSVENSYckc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/4NSVENSYckc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Преимущества применения ремонтных вставок
Резьбовая вставка имеет жесткую посадку без зазоров в изготовленной резьбе, исключающую риск отвинчивания при динамических нагрузках. Это достигается за счет ее пружинных свойств и небольшой разницы в диаметре вставки и диаметре резьбы в отверстии. Вкрученная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
Данный метод позволяет сформировать резьбу, которая по прочности и надежности не уступает оригинальной, а в случаях с металлами низкой прочности повышает несущую способность резьбы. Прочная сталь, из которой изготовлены ввертыши, снижает риск быстрого износа резьбовой поверхности при частом закручивании и выкручивании крепежа.
Описываемая система дает возможность создавать в мягких материалах (дерево, пластик) надежную стальную резьбу, а также сделать резьбовое соединение в хрупких и тонкостенных деталях. С помощью резьбовых вставок можно осуществить легкий переход от одного вида резьбы на другой, например: с левой на правую, с метрической на дюймовую, с мелкой на крупную и наоборот.
Использование пружинных вставок открывает новые возможности для конструирования, дает свободу в выборе материала и размера крепежных элементов. Возможность быстро отремонтировать резьбовое отверстие избавит от необходимости замены дорогостоящей детали. В случае необходимости ремонтные вставки можно демонтировать при помощи все тех же инструментов, входящих в «систему».
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Рассматриваемый инструмент предназначен для получения витков на металле.
В некоторых случаях увеличить диаметр нельзя, тогда применяется ввертыш. Подобное приспособление цилиндрической формы имеет снаружи и внутри витки с нужным шагом.
Метчик
В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
ВсеЗнаешь.ру
Самые интересные факты!
Преимущества работ с клеевой массой
Восстановление сколов и трещин на резьбе металлических деталей с помощью состава «Холодная сварка» имеет ряд преимуществ.
- Доступность товара. Клей можно приобрести по приемлемой для конкретного покупателя цене, необходимой емкости и выбранной марки;
- Разнообразие и широкий выбор товара. Имеется большое количество марок и производителей состава;
- Не требуется проводить демонтаж конструкций до начала работ;
- Не подвергается коррозии поверхности;
- Легкость применения. Подготовка к эксплуатации клея не предполагает длительности процедуры, не нужны многочисленные дополнительные приспособления;
- Не требуется проходить обучение. Опыт работы с клеем клиент получает самостоятельно, внимательно соблюдая инструкцию;
- Нет необходимости в термической обработке металлических изделий, поэтому не меняются свойства деталей. Особенно удобен способ для небольших сколов, дыр или трещин. Также им преимущественно пользуются, если толщина резьбы небольшая;
- Низкая цена.
 Подготовка к эксплуатации клея не предполагает длительности процедуры, не нужны многочисленные дополнительные приспособления;
Подготовка к эксплуатации клея не предполагает длительности процедуры, не нужны многочисленные дополнительные приспособления;Как восстановить внутреннюю резьбу в алюминии
Резьбовые соединения на сегодняшний день получили самое широкое распространение. Они применяются в различных отраслях промышленности. В процессе эксплуатации рабочая часть резьбы может повредится, в результате чего снижается прочность и надежность. Существует довольно большое количество различных способов восстановления поврежденной рабочей части, все они характеризуются своими определенными особенностями.
Применение эпоксидного клея
При использовании эпоксидного клея можно существенно ускорить процесс восстановления резьбы. Среди особенностей восстановительной работы отметим следующие моменты:
Среди особенностей восстановительной работы отметим следующие моменты:
- Отверстие заполняется специальным веществом, после чего немного нужно подождать, пока оно затвердеет.
- Болт вкручивается для формирования требуемой поверхности, после чего вещество застывает.
Подобный метод не подходит для случая, когда крепежные изделия используются при условии высоких нагрузок или вибрации. Это связано с тем, что полимер после застывания не образует прочной и твердой поверхности.
Восстановление резьбы на блоке цилиндров двигателя
Рассматриваемая проблема может возникнуть и на блоке цилиндров двигателя, особенно если он изготовлен из алюминиевого сплава. Забитая или смятая резьба в отверстии не позволяет установить болт как положено. Он либо не вкручивается, либо стремиться пойти не так, как нужно.
Повторяем процедуру, которую мы использовали с выхлопным коллектором и узлом крепления петли на капоте. Стержень зажатого в тиски болта разрезается с конца ножовкой по металлу на глубину нескольких витков.
Затем, удалив с него металлические частицы, и обильно смазав, закручиваем от руки в отверстие с повреждениями
Как только болт надежно войдет туда на несколько витков, берем в руки гайковерт и осторожно и постепенно вворачиваем и выворачиваем его, пока не пройдем все глубину до конца
Убеждаемся, что резьба в отверстии восстановлена, а на болте она не получила повреждений. Доказать это можно вкручиванием его на место на всю глубину от руки.
Восстановление резьбы выпускного коллектор автомобиля
Представьте себе выпускной коллектор, который в нескольких местах закрепляется к блоку цилиндров двигателя болтами или шпильками. Повреждение хотя бы одного отверстия такой детали представляет существенную проблему. Даже отсоединить этот узел от двигателя зачастую непросто: за многие годы эксплуатации он из-за высоких температур намертво прикипает к своему посадочному месту. А потом еще надо найти мастера с нужным метчиком, заплатить за работу… Остается одно: устранить проблему самому, поскольку смятый профиль в отверстии не позволит вкрутить в него болт, а даже может испортить резьбу и на нем.
Можно воспользоваться «родным», выкрученным только что, или другим, но точно таким же по размеру и профилю. Зажимаем его головку в слесарных тисках так, чтобы стержень был направлен вверх. Затем ножовкой по металлу точно по центру стержня прорезаем паз примерно на 3-5 витков.
Далее обильно смазываем машинным маслом разрезанный болт и поврежденное место, и вкручиваем этот своеобразный метчик в него вначале от руки насколько хватит сил, далее – гайковертом, вкручивая и выкручивая его несколько раз подряд.
В результате резьбовые выступы на болте, разрезанные пазом, входят в углубления и постепенно срезают смятия.
Выкрутив после этого наш своеобразный метчик, убеждаемся, что сам он остался цел, а что еще важнее – он полностью восстановил профиль в отверстии.
Теперь в него можно ввернуть этот или другой такой же болт до конца силой одной руки и закрепить деталь в предназначенное для нее место.
Смотрите видео
 youtube.com/embed/yfNQullGEuQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/yfNQullGEuQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Нюансы выбора
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Рассматриваемый инструмент предназначен для получения витков на металле.
В некоторых случаях увеличить диаметр нельзя, тогда применяется ввертыш. Подобное приспособление цилиндрической формы имеет снаружи и внутри витки с нужным шагом.
В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
Ремонт резьбового отверстия (восстановление повреждённой резьбы)
Информация предназначена для лиц, производящих ремонт в условиях личного гаража, и автосервисов. В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
Замена поврежденной резьбы в четыре простых шага
Рассматриваемый способ позволяет в условиях гаража, не имея на то специальных навыков, в четыре простых приема произвести ремонт изношенного резьбового отверстия в корпусных деталях из стали и цветных металлов.
Шаг 1 – Сверление
Удаление старой резьбы при помощи сверла. Для выбора диаметра сверла производители предлагают воспользоваться специальной таблицей, в которой указываются наиболее распространенные размеры восстанавливаемых резьбовых отверстий и рекомендуемый диаметр сверла.
Шаг 2 – Формирование резьбы
В рассверленном отверстии производят нарезку резьбы специальным метчиком, предлагаемым производителем, который имеет некоторые отличия от стандартного резьбонарезного метчика. Для работы со свечными отверстиями рекомендуется использовать ступенчатый метчик, позволяющий миновать процесс рассверливания.
Шаг 3 – Ввертывание вставки
Установка пружинной втулки в полученную резьбу выполняется установочным приспособлением (шпинделем с зацепом), входящим в комплектацию набора.
Шаг 4 – Удаление установочного язычка
После выкручивания шпинделя необходимо отломить и удалить язычок на спиральной вставке. Сделать это не сложно благодаря насечке на последнем витке и специально предусмотренному инструменту.
Недостатки
Не обошлось и без негативных моментов, так как полностью заменить настоящую сварку, так и не получается. Поэтому, здесь и проводятся только такие процедуры как ремонт резьбы холодной сваркой и прочие.
- Относительно невысокая крепость полученных элементов;
- Разнородность металла на заготовки и на восстановленных элементах;
- Отсутствие возможности применения на ответственных объектах;
- Поддается влиянию температуры и прочих окружающих факторов.
С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
- Инструмент смазывается маслом. За счет этого упрощается процесс образования витков.
- При работе на три оборота по ходу приходится 1,5 оборота в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
- Инструмент должен быть расположен строго вертикально поверхности.
- После образования требуемой поверхности используется контрольный болт. Первый проход может быть под небольшой нагрузкой, но после проблем возникать не должно.
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
Технические характеристики смазок – сходства и различия
Чтобы понять, чем отличается масло 5W40 от 10W40, придется познакомиться не только с тем, в каких условиях может эксплуатироваться продукт, но и выяснить, в чем отличие одного продукта от другого на тех. уровне. Синтетики обеспечивают надежную защиту агрегатов, работающих под особой нагрузкой. По моему опыту, лучше заливать смазку 5W40 в агрегаты со средним пробегом.
уровне. Синтетики обеспечивают надежную защиту агрегатов, работающих под особой нагрузкой. По моему опыту, лучше заливать смазку 5W40 в агрегаты со средним пробегом.
Полусинтетики 10w40 подойдут для агрегатов, которые имеют больший срок эксплуатации. Если задать вопрос, какое масло гуще, то именно полусинтетик будет охарактеризован, как вещество большей вязкости. Такое свойство позволяет смазке максимально заполнить зазоры между отдельными деталями и элементами, а значит, обеспечивает неплохую защиту
Обращая внимание на рабочие характеристики смазок, можно указать такие моменты:
| Тех.параметры | 5W40 | 10w40 |
| Основа масла | Синтетическая масса | Полусинтетика |
| Рабочий температурный диапазон | -30 — +40℃ | -25 — +40℃ |
| Проворачиваемость/прокачиваемость при минусовом пределе | 6600/60000 мПА-с | 6600/60000 мПА-с |
| Кинематическая вязкость при +100°С | 12. 5 — 16.3 мм2/с 5 — 16.3 мм2/с | 14 — 16.3 мм2/с |
| Вязкость при 150°С и скорость сдвига | от 2,9 мПА-с | от 2,9 мПА-с |
| Для какого типа мотора подходит | Новые агрегаты с небольшим пробегом. Можно заливать в регионах, где бывает морозная зима. | Все виды ДВС со средним и небольшим пробегом. |
| Температура вспышки/застывания | 229/ — 39℃ | 205/ — 33℃ |
| Сульфатная зольность | 1.1% | 1.2% |
| Щелочное число | 7.3 мг KOH/г | 9.6 — 11.4 мг КОН/г |
| TIMESERT РАЗНОЕ И СПЕЦИАЛЬНЫЕ КОМПЛЕКТЫ | |||
ПРИМЕНЕНИЕ | РАЗМЕР | КОМПЛЕКТ P/N | ВСТАВКА P/N |
Алюминиевый блок GM Сорванный болт стартера  | M10x1,5 GM | Болт стартера | 66110153 |
ПРИМЕНЕНИЕ | РАЗМЕР | КОМПЛЕКТ P/N | ВСТАВКА P/N |
M8x1,25 Мотоцикл | M8x1,25 в комплект входит: | 66118122НФ | |
M18x1,5 | M18x1,5 в комплект входит: | 66118152НФ | |
ПРИМЕНЕНИЕ | РАЗМЕР | КОМПЛЕКТ P/N | ВСТАВКА P/N |
Колесо Bendix AirCraft | 1/4-28 Специальный | 66001488 | 661014888 |
Колесо Bendix AirCraft | Увеличенный размер 1/4-28 Необходимо установить вставку меньшего размера | 66001489 | 661014899 |
ПРИМЕНЕНИЕ | РАЗМЕР | Артикул | Артикул |
Сверло Bendix | Увеличенный размер 1/4–28 | 662014891 | |
Зенковка Bendix | Увеличенный размер 1/4–28 | 662014892 | |
Метчик Bendix | Увеличенный размер 1/4–28 | 662014893 | |
Нижний метчик Bendix | Увеличенный размер 1/4–28 | 662014893Б | |
Отвертка вставки Bendix | Увеличенный размер 1/4–28 | Нет картина | 662014894 |
ПРИМЕНЕНИЕ | РАЗМЕР | КОМПЛЕКТ P/N | ВСТАВКА P/N |
M10x1,5 30 мм Пластина длиной 30 мм требует специальной отвертки с уменьшенным хвостовиком. | M10x1,5 в комплект входит: | 6601015D30
Щелкните для увеличения | 66110159 |
M10x1,5 30 мм Пластина длиной 40 мм требует специальной отвертки с уменьшенным хвостовиком. | M10x1,5 в комплекте: | 6601015D40 Щелкните для увеличения | |
ПРИМЕНЕНИЕ | РАЗМЕР | КОМПЛЕКТ P/N | ВСТАВКА P/N |
РЫЧАГ КОРОМЫСЛА Входящее в комплект сверло позволит установить специальную вставку длиной 11 мм глубже, чем в стандартном комплекте. | M10x1,5 в комплекте: Механик, выполняющий ремонт, должен установить глубину цековки вручную. | 6601015CORE
Нажмите для информации об инструменте | 661101511 |
ПРИМЕНЕНИЕ | РАЗМЕР | КОМПЛЕКТ P/N | ВСТАВКА P/N |
РЫЧАГ КОРОМЫШЛЕНИЯ Входящее в комплект сверло позволит установить специальную вставку без фланца длиной 11,7 мм глубже, чем в стандартном комплекте. | М8х1,25 в комплект входит: Механик, выполняющий ремонт, должен установить глубину цековки вручную. | 6601812CORE
Нажмите для информация об инструменте | 66118125117Н |
ПРИМЕНЕНИЕ | РАЗМЕР | КОМПЛЕКТ P/N | ВСТАВКА P/N |
Рычаг коромысел Крупногабаритный ремонт Используется после выхода из строя спиральной катушки Входящее в комплект сверло позволит установить специальную вставку Big-Sert длиной 11,7 мм глубже, чем в стандартном комплекте. | M8x1,25 в комплект входит: Механик, выполняющий ремонт, должен установить глубину цековки вручную. | БОЛЬШОЙ СЕРТ
Нажмите, чтобы получить информацию об инструменте | 66158121 |
ПРИМЕНЕНИЕ | РАЗМЕР | КОМПЛЕКТ P/N | ВСТАВКА P/N |
Поддон коробки передач Этот комплект имеет НЕПОДВИЖНУЮ стопорную манжету для ремонта ЗА ГРАНИЦУ. Комплект устанавливает вставку заподлицо с поверхностью в ограниченное пространство поддона трансмиссии | M8x1,25 в комплект входит: | 6601812CORE-FL
Нажмите, чтобы увеличить | 66118125117Н |
ПРИМЕНЕНИЕ | РАЗМЕР | КОМПЛЕКТ P/N | ВСТАВКА P/N |
КОМПЛЕКТ СЕРДЕЧНИКОВ M8x1,25 Входящее в комплект сверло позволит установить вставку длиной 16,2 мм глубже, чем в стандартном комплекте. | M8x1,25 комплект включает инструменты длиной 5 дюймов: Корончатое сверло, метчик, отвертка, 5 вставок без фланца длиной 16,2 мм. Механик, выполняющий ремонт, должен установить глубину цековки вручную. | 6601812ЭКОР
Щелкните для увеличения | 66118125162Н |
ПРИМЕНЕНИЕ | РАЗМЕР | КОМПЛЕКТ P/N | ВСТАВКА P/N |
M14x1,25 ДОПОЛНИТЕЛЬНЫЙ ИНСТРУМЕНТ | M14x1,25 в комплект входит: | 66014125D
| 66144121 |









Зачищенное отверстие под болт на блоке цилиндров
Совет: сообщения в профиле являются общедоступными! Используйте Беседы для личных сообщений другим участникам.
Все могут видеть содержимое сообщения профиля.
 Все могут видеть содержимое сообщения профиля.
Все могут видеть содержимое сообщения профиля.JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы мовадо75
- Дата начала
- Отмеченные пользователи Никто
мовадо75
- #1
Пошел менять свечи зажигания и обнаружил, что одно из отверстий под болты передней крышки катушки сильно зачищено. Вы можете полностью вставить болт и вытащить его без какого-либо сопротивления. Я думал об использовании спиральной катушки, чтобы решить эту проблему, но я не решаюсь сверлить отверстие под болт большего размера, чтобы установить спиральную спираль. любые другие предложения?
Вы можете полностью вставить болт и вытащить его без какого-либо сопротивления. Я думал об использовании спиральной катушки, чтобы решить эту проблему, но я не решаюсь сверлить отверстие под болт большего размера, чтобы установить спиральную спираль. любые другие предложения?
95 Midnight Pearl, Comptech I/H/E
Брайанк
- #2
Чуть более длинный болт.
NSX Prime Vendor Listing NSXe-Repair
[email protected]
[SIGPIC][/SIGPIC]
ДЧан415
- #3
Спиральные катушки отлично работают. Таймсерты еще сильнее. Они оставляют более прочную нить, чем базовый алюминий. Просто убедитесь, что сверлить прямо. Алюминий мягче, чем кажется.
MY MECHANIC SF
585 BRYANT ST SAN FRANCISCO
WWW.MYMECHANICSF.COM
сокалькс
- #4
Я думаю, что крышки клапанов из магния. Не знаю, влияет ли это на эффективность спиральной катушки. Просто к вашему сведению
Ангус
- #5
Они действительно из магния, более хрупкие, чем алюминий.
Страница производителя: AP-X Systems
AP-X NSX Turbo комплект — AP-X NSX N/A Exhaust — AP-X NSX Custom subwoofer enclosure
I stock & install Hugo’s P/window upgrade & teflon guides
А.С. Автоспорт
- #6
действительно, и я знаю, что магний иногда является металлом лаваша, поэтому обязательно проверьте, не произойдет ли какая-либо химическая реакция.
Аднан @ А.С. Motorsport
NSX Список основных поставщиков: A.S. Автоспорт | [электронная почта защищена] | www.AS-Motorsport.com
[SIGPIC][/SIGPIC]
мовадо75
- #7
Теперь я еще больше сомневаюсь в использовании спиральной катушки. Я проверю, углубляется ли существующая резьба для более длинного болта. Я думал о том, чтобы просто повторно вырезать отверстие для болта и вставить болт большего диаметра. Но я не большой поклонник этой процедуры.
95 Midnight Pearl, Comptech I/H/E
А.С. Автоспорт
- #8
movado75 сказал:
Теперь я еще больше сомневаюсь в использовании спиральной катушки. Я проверю, углубляется ли существующая резьба для более длинного болта. Я думал о том, чтобы просто повторно вырезать отверстие для болта и вставить болт большего диаметра. Но я не большой поклонник этой процедуры.
Нажмите, чтобы развернуть…
Спиральная спираль в принципе не сильно отличается, так как вы нажимаете на большой размер, а затем вставляете спиральную спираль, чтобы вернуть размер к правильному.
Я хотел бы знать точный состав магния, так как его обработка может быть очень опасной (огонь, причем неприятный)
Аднан @ А.С. Motorsport
NSX Список основных поставщиков: A.S. Автоспорт | [электронная почта защищена] | www. AS-Motorsport.com
AS-Motorsport.com
[SIGPIC][/SIGPIC]
Наука скорости
- #9
Вставить Helicoil в клапанную крышку не проблема (это M6x1.0). Тем не менее, я бы рекомендовал удалить его с двигателя. Если вы не знакомы или у вас нет инструментов для правильного сверления и нарезания резьбы — мастерская по ремонту двигателей может легко сделать эту работу за вас. Работа не должна стоить больше 40-50 долларов.
Автомобиль клиента, над которым мы работаем на этой неделе, требует ремонта 43 резьбы! Кто обслуживал двигатель в прошлый раз заменил половину болтов на дюймовые болты с метрической резьбой!
— Крис
Список основных поставщиков NSX: ScienceofSpeed
www. ScienceofSpeed.com | [электронная почта защищена] | 480-894-6277
ScienceofSpeed.com | [электронная почта защищена] | 480-894-6277
*** Пожалуйста, напишите нам напрямую по указанному выше адресу, а не через NSXPrime. ***
А.С. Автоспорт
- #10
[электронная почта защищена] сказал:
Поставить Helicoil в клапанную крышку не проблема (это M6x1.0). Тем не менее, я бы рекомендовал удалить его с двигателя. Если вы не знакомы или у вас нет инструментов для правильного сверления и нарезания резьбы — мастерская по ремонту двигателей может легко сделать эту работу за вас.
Автомобиль клиента, над которым мы работаем на этой неделе, требует ремонта 43 резьбы! Кто обслуживал двигатель в прошлый раз заменил половину болтов на дюймовые болты с метрической резьбой!
— Крис
Нажмите, чтобы развернуть…
 Работа не должна стоить больше 40-50 долларов.
Работа не должна стоить больше 40-50 долларов.Действительно, было бы лучше снять его и поручить ремонт в мастерской.
Аднан @ А.С. Motorsport
NSX Список основных поставщиков: A.S. Автоспорт | [электронная почта защищена] | www.AS-Motorsport.com
[SIGPIC][/SIGPIC]
Ангус
- #11
[электронная почта защищена] сказал:
Кто обслуживал двигатель в прошлый раз заменил половину болтов на дюймовые болты с метрической резьбой!
— Крис
Нажмите, чтобы развернуть.
 ..
..ОЙ!
Страница производителя: AP-X Systems
AP-X NSX Turbo kit — AP-X NSX N/A Exhaust — AP-X NSX Custom subwoofer enclosure
I stock & установить обновление Hugo P/window и тефлоновые направляющие
пгиллиам1
- #12
[электронная почта защищена] сказал:
Автомобиль клиента, над которым мы работаем на этой неделе, требует ремонта 43 резьбы! Кто обслуживал двигатель в прошлый раз заменил половину болтов на дюймовые болты с метрической резьбой!
— Крис
Нажмите, чтобы развернуть.
 ..
..Это так неправильно на очень многих базовых уровнях. В наши дни становится все труднее позволять кому-либо делать что-либо с тем, что у вас есть.
мовадо75
- №13
[электронная почта защищена] сказал:
Поставить Helicoil в клапанную крышку не проблема (это M6x1.0). Тем не менее, я бы рекомендовал удалить его с двигателя. Если вы не знакомы или у вас нет инструментов для правильного сверления и нарезания резьбы — мастерская по ремонту двигателей может легко сделать эту работу за вас.
Автомобиль клиента, над которым мы работаем на этой неделе, требует ремонта 43 резьбы! Кто обслуживал двигатель в прошлый раз заменил половину болтов на дюймовые болты с метрической резьбой!
— Крис
Нажмите, чтобы развернуть…
 Работа не должна стоить больше 40-50 долларов.
Работа не должна стоить больше 40-50 долларов.Механический цех, вероятно, путь. Крис, ты используешь спираль для ремонта всех этих нитей?
95 Midnight Pearl, Comptech I/H/E
зеленый берет
- №14
Несколько лет назад кто-то сорвал резьбу с одной из магниевых клапанных крышек моего NSX и закрепил ее с помощью Helicoil. После того, как крышки катушек были сняты и установлены обратно достаточное количество раз при замене свечей зажигания, Helicoil вышел из клапанной крышки.
После того, как крышки катушек были сняты и установлены обратно достаточное количество раз при замене свечей зажигания, Helicoil вышел из клапанной крышки.
После этого я снял клапанную крышку с двигателя и попросил мастерскую установить Time-Sert. Парень на сверлильном станке проклинал твердость и хрупкость магния, но я надеюсь, что этот ремонт теперь будет длиться вечно.
Наука скорости
- №15
movado75 сказал:
Механический цех, вероятно, подойдёт. Крис, ты используешь спираль для ремонта всех этих нитей?
Нажмите, чтобы развернуть.
 ..
..Да. Хеликойлы работают отлично. Таймеры также работают, но требуют большего рабочего пространства, когда деталь находится вне автомобиля, что затрудняет их ремонт во многих случаях.
— Крис
Список основных поставщиков NSX: ScienceofSpeed
www.ScienceofSpeed.com | [электронная почта защищена] | 480-894-6277
*** Пожалуйста, напишите нам напрямую по указанному выше адресу, а не через NSXPrime. ***
Бэтмены
- №16
DChan415 сказал:
Helicoils отлично работают.
Нажмите, чтобы развернуть…
 Таймсерты еще надежнее..
Таймсерты еще надежнее..У меня сложилось впечатление, что именно Helicoils сильнее таймсертов.
По крайней мере, мой друг, работающий на военной базе, использует спиральные катушки только на своих апачах.
С наддувом (двухвинтовой) NSX
С наддувом (Roots) GTO
С наддувом (центробежный) S-10
PRHT Club Sport MX-5
Шпильки ARP со снятой резьбой блока
- Zoom
- Обсуждение владельца NSX (1-го поколения)
- Ответы
- 19
- просмотров
- 828
Валгалла
Засеянный (задний блок) болт слива охлаждающей жидкости
- tturkstra
- NSX «Сделай сам» (1-е поколение)
- Ответы
- 15
- просмотров
- 1К
золотоNSX
Решено: пропуски воспламенения, неустойчивое движение на постоянной скорости, спотыкающийся холостой ход OBD 1303
- tturkstra
- NSX «Сделай сам» (1-е поколение)
- Ответы
- 5
- просмотров
- 1К
нарисовал
Модель двигателя 3,2 л с высокой степенью сжатия
- MotorMouth93
- Производительность NSX без наддува (1-е поколение)
- Ответы
- 18
- просмотров
- 644
MotorMouth93
Benson Sleeved C30 Bare Block
- MotorMouth93
- Детали NSX для продажи (поколение 1)
- Ответы
- 0
- просмотров
- 662
MotorMouth93
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл. адрес Делиться Ссылка на сайт
адрес Делиться Ссылка на сайт
Верх
Ремонт резьбы свечи зажигания профессионального уровня стал проще | 26.03.2011
Если вы еще не сталкивались с этой проблемой, весьма вероятно, что вы столкнетесь с ней в ближайшем будущем. Похоже, что в различных алюминиевых головках более поздних моделей наблюдается множество отказов резьбы свечей зажигания. Наиболее распространенной является головка Ford объемом 4,6 л просто потому, что какой-то дизайнерский гений допускал только три или четыре нити зацепления (большой сюрприз, что случаются отказы, а?). Недавно я столкнулся с такой поломкой на PT Cruiser 2001 года моей жены, оснащенном 2,4-литровым двигателем DOHC 4-Banger. Несмотря на то, что резьба свечи зажигания имеет длину около дюйма, без предупреждения свеча зажигания № 1 вылетела из своего гнезда, унеся с собой всю резьбу.
Варианты ремонта: заменить головку (очевидно большой расход и хлопотно), снять головку и отремонтировать резьбу (тоже хлопотно из-за необходимости возиться с ремнем ГРМ, опорой двигателя, выпускным коллектором, шлангами охлаждения, д. ) или выполнить ремонт в автомобиле. Будучи дешевым парнем и слишком занятым, чтобы дергать голову (по крайней мере, это мое оправдание), я решил выполнить исправление с головой на месте. Мое первое небольшое исследование привело меня к известному имени в резьбовых вставках.
) или выполнить ремонт в автомобиле. Будучи дешевым парнем и слишком занятым, чтобы дергать голову (по крайней мере, это мое оправдание), я решил выполнить исправление с головой на месте. Мое первое небольшое исследование привело меня к известному имени в резьбовых вставках.
К большому моему разочарованию, я обнаружил, что комплект для этого применения (поскольку резьба заглушки находится глубоко внутри головки) недоступен (серьезная задержка) и что вставки изготовлены из стали, чего я бы предпочел избегать, когда работает на алюминиевой головке. Стальные вставки слишком медленно передают тепло. Исходный алюминий будет расширяться по мере увеличения температуры, отодвигая алюминий от стальной вставки. Это в конечном итоге приведет к ослаблению вставки. При использовании алюминиевых вставок скорость теплопередачи совместима с исходным алюминием.
Звонок в Goodson Shop Supplies позволил найти правильное решение. Они предлагают действительно классный набор для ремонта резьбы свечи зажигания, который позволяет правильно восстановить резьбу как со снятой головкой, так и с головкой на двигателе. Кроме того, вставки изготовлены из твердого, тонкостенного твердоанодированного алюминия, что делает их гораздо более надежными в отношении работы в головке блока цилиндров из сплава.
Кроме того, вставки изготовлены из твердого, тонкостенного твердоанодированного алюминия, что делает их гораздо более надежными в отношении работы в головке блока цилиндров из сплава.
Комплект (P/N FT-514LTK) изготовлен компанией Lock ‘n Stitch для Goodson, поэтому нет сомнений в профессиональном уровне качества. Кроме того, резьбовые вставки имеют конструкцию Lock ‘n Stitch с наружной резьбой Full-Torque с восходящим шагом, которая обеспечивает невероятно надежный уровень зажима.
ИСПРАВЛЕНИЕ
Процедура ремонта была на самом деле очень простой, единственная проблема связана с получением доступа. В данном конкретном случае необходимо было снять впускной коллектор и корпус дроссельной заслонки, блок катушек и клапанную крышку. Удаление и переустановка оригинального оборудования заняло больше времени, чем ремонт.
В комплект Goodson входит все необходимое, включая длинную (9,017″) развертку, специальный метчик, центрирующую втулку, которая удерживает развертку прямо в отверстии, фрезу для уступа седла, инструмент для установки вставки, 1/16″ дрель и направляющая трубка, несколько стопорных штифтов, флакон с водопроводной жидкостью и флакон с фиксирующим составом. Резьбовые вставки доступны отдельно, в зависимости от того, какой размер и длина требуются для конкретной работы. В случае PT Cruiser наши вставки имеют внутреннюю резьбу 14 мм x 1,25 при общей длине 1,00″.
Резьбовые вставки доступны отдельно, в зависимости от того, какой размер и длина требуются для конкретной работы. В случае PT Cruiser наши вставки имеют внутреннюю резьбу 14 мм x 1,25 при общей длине 1,00″.
После снятия клапанной крышки вращайте кривошип до тех пор, пока поршень не окажется значительно ниже ВМТ, чтобы не задеть купол поршня разверткой. Я переместил поршень вниз к нижней части хода, а затем вставил кусок алюминиевого стержня диаметром 3/8 дюйма, чтобы он соприкоснулся с куполом поршня. Я отметил стержень в верхней части отверстия плунжера головки, а затем отметил это же расстояние на хвостовике расширителя, просто чтобы убедиться, что я не задел поршень.
Я нанес слой смазки на канавки развертки, чтобы лучше улавливать мусор. Я установил центрирующую втулку комплекта на хвостовик развертки, которая удерживает развертку по центру, чтобы избежать искривления траектории. 0,49Носик расширителя диаметром 3 дюйма входит в существующее отверстие для свечи зажигания. Используя низкоскоростную электрическую дрель, я расширил отверстие, используя основной режущий корпус расширителя диаметром 0,640″.
Используя низкоскоростную электрическую дрель, я расширил отверстие, используя основной режущий корпус расширителя диаметром 0,640″.
Поскольку небольшой буртик в верхней части отверстия для свечи зажигания (оно находится над фактическим седлом свечи) будет препятствовать полной вставке инструмента для установки вставки, я затем установил фрезу с раззенковкой из комплекта на развертку и прижал буртик вниз для зазора .
После того, как моя резка была закончена, я пропылесосил канал ствола с помощью промышленного пылесоса, суженного для размещения резинового шланга диаметром 1/2 дюйма. Это позволило мне легко удалить любой алюминиевый мусор из области купола поршня. Я убедился в этом с помощью своего прицела.
Далее с помощью специального метчика из комплекта было вырезано отверстие под резьбу. Метчик был покрыт жидкостью для врезки из комплекта и прирабатывался с помощью храповика с приводом 3/8 дюйма и удлинителя. После постукивания я еще раз пропылесосил область ствола.
После нанесения тонкого слоя противозадирной пасты на наружную резьбу монтажного инструмента из комплекта, на монтажный инструмент была навинчена резьбовая вставка. Затем на наружную резьбу вставки было нанесено пять капель анаэробного фиксирующего состава из комплекта. Затем вставка была установлена в новое отверстие с резьбой, зажатой с усилием 27 фунтов/фут. крутящего момента. Не снимая вставку, я вставил маленькую направляющую трубку в смещенное отверстие инструмента для вставки. Затем я вставил сверло из комплекта 1/16″ в электрическую дрель, настроенную на скорость около 2500 об/мин. Направляющая трубка удерживает сверло прямо, предотвращая изгиб, который может легко сломать сверло такого малого диаметра. Сверло просверливает отверстие 1/16″ как в краю вставки, так и в соседнем основном алюминии. После сверления используйте сжатый воздух, чтобы выдуть стружку, или используйте пылесос, чтобы высосать стружку из трубы.
Сняв сверло (но с направляющей трубкой на месте), я нанес три капли фиксирующего герметика на направляющую трубку и вставил в нее стопорный штифт. Сняв сверло 1/16″ с дрели, я перевернул его вверх дном и использовал торец сверла, чтобы полностью вставить штифт на место. Штифт, скорее всего, в любом случае упадет полностью, но, используя сверло в качестве шомпола, вы можете быть уверены, что штифт полностью войдет в дно. Примечание. Блокировочный герметик является теплопроводным и полностью затвердевает после воздействия рабочей температуры, но все же начинает быстро схватываться, поэтому, как только штифт будет полностью вставлен, снимите направляющую трубку и очистите ее и сверло с помощью щетки. растворитель. На этом этапе инструмент установки вставки удаляется.
Сняв сверло 1/16″ с дрели, я перевернул его вверх дном и использовал торец сверла, чтобы полностью вставить штифт на место. Штифт, скорее всего, в любом случае упадет полностью, но, используя сверло в качестве шомпола, вы можете быть уверены, что штифт полностью войдет в дно. Примечание. Блокировочный герметик является теплопроводным и полностью затвердевает после воздействия рабочей температуры, но все же начинает быстро схватываться, поэтому, как только штифт будет полностью вставлен, снимите направляющую трубку и очистите ее и сверло с помощью щетки. растворитель. На этом этапе инструмент установки вставки удаляется.
После нанесения тонкого слоя противозадирной пасты на резьбу новой свечи зажигания новая свеча была установлена и затянута с усилием 26 фунтов/фут, вместо оригинального значения 18 фунтов/фут. Пока я занимался этим, я также заменил три оставшиеся свечи зажигания, затянув все до более высокого значения 25 фунтов на фут. К счастью, оставшиеся три свечи выдержали этот крутящий момент. Я полагал, что если резьба выйдет из строя, я просто заделаю все дополнительные отверстия для заглушек, но мне повезло.
Я полагал, что если резьба выйдет из строя, я просто заделаю все дополнительные отверстия для заглушек, но мне повезло.
Вот и все. Вся процедура заняла около полутора часов, из которых около часа пришлось на снятие и установку клапанной крышки, коллектора и т. д.
Ежедневно эксплуатируемый PT Cruiser снова в эксплуатации около четырех месяцев без каких-либо проблем. Набор Goodson оказался настоящим спасением для тех ремонтов резьбы свечей зажигания, которые необходимо выполнить в спешке. И хотя скучно и постукивание головой по двигателю поначалу может показаться пугающим, при некоторой осторожности и здравом смысле все получается просто отлично.
Важно отметить, что это постоянный ремонт, а не дешевая починка пластырем. Фактически, вставка обеспечивает значительно лучшую резьбу по сравнению с насадкой OE.
Большое спасибо. Головка DOHC 2,4 л в этом PT Cruiser 2001 года без предупреждения выплевывает свечу зажигания № 1, беря с собой резьбу. Мы подозреваем, что это произошло из-за плохого качества резьбы в сочетании с относительно низким значением крутящего момента свечи зажигания. Похоже, что давление в цилиндре сотворило свое волшебство с резьбой, в результате чего резьба вышла из строя.
Похоже, что давление в цилиндре сотворило свое волшебство с резьбой, в результате чего резьба вышла из строя.
Благодаря надкамерной конструкции расстояние от крышки клапана до резьбы плунжера достаточно большое. Снятие крышки клапана обеспечивает лучший доступ.
Даже при снятой крышке (что требует снятия впускного коллектора и блока змеевиков) резьба заглушек действительно утоплена в нижней части глубоких отверстий под заглушки, поэтому для выполнения этой работы требуется длинный инструмент.
Гудсон спешит на помощь. Ремонтный комплект свечи зажигания (P/N FT-514LTK) включает в себя все необходимое для ремонта. Этот комплект универсален для различных головок, и для любого конкретного применения требуются только вставки подходящей длины. Доступны вставки всех популярных длин.
Для рассверливания существующего отверстия свечи зажигания в комплект входит длинная двухступенчатая развертка. Маленькая головка ориентируется на существующее отверстие, в то время как фрезы большего диаметра увеличивают диаметр отверстия при подготовке к нарезанию новой резьбы.
Развертка имеет длину 9,017″, а это значит, что вам не составит труда очистить отверстие под дюбель на всю глубину. Диаметр пилотного конца составляет 0,493 дюйма, а окончательный диаметр расширителя составляет 0,640 дюйма.
Удобный центрирующий адаптер надевается на хвостовик развертки. Этот адаптер имеет уступ, что позволяет нижней части входить в верхнюю часть отверстия, в то время как уступ адаптера большего диаметра опирается на верхнюю часть головки. Это позволяет центрировать развертку, чтобы предотвратить работу развертки под неправильным углом.
Инструмент для посадочного отверстия из комплекта не требуется во всех ситуациях, но его можно прикрепить к развертке, чтобы вырезать новое посадочное место, чтобы убедиться, что инструмент для установки резьбовой вставки доходит до дна, обеспечивая правильную глубину установки новой вставки.
Крупный план центрирующей втулки развертки.
Резец сиденья крупным планом.
Вставки, необходимые для этой работы (P/N FFT-514125LA), имеют внутреннюю резьбу 14 мм x 1,25 и общую длину 1,00″. Вставки изготовлены из твердого анодированного алюминия вместо стали. Это делает вставки совместимыми с алюминиевой головкой. Внешняя резьба имеет уникальную резьбу, сделанную Lock ‘n Stitch, которая обеспечивает прочную установку без обратного хода. Вставки включают в себя стопорные штифты 1/16″, а также дополнительную страховку от выпадения вставки в будущем во время любого будущего обслуживания свечей зажигания.
Алюминиевые резьбовые вставки имеют встроенное гнездо для свечи зажигания.
После того, как поврежденное отверстие для плунжера будет рассверлено до нужного размера, специальный метчик с полным крутящим моментом нарежет резьбу, которая будет принимать вставку.
Инструмент для установки вставки имеет небольшое смещенное отверстие, которое позволяет просверлить край вставки и прилегающий к ней материал стенки головки блока цилиндров для установки стопорного штифта.
Направляющая трубка, входящая в комплект, вставляется в смещенное отверстие монтажного инструмента.