Самостоятельный ремонт сварочного инвертора: принципы и правила
Независимо от надёжности и гарантий производителя аппарат для сварки со временем выходит из строя. В некоторых случаях найти неполадку и устранить её можно своими руками. Это позволит оптимизировать расходы, связанные с его эксплуатацией.
1 / 1
Распространённые неисправности
Самое слабое звено сварочного трансформатора – это его клеммная колодка. Плохой контакт и большая величина сварочного тока приводят к сильному нагреву соединения и проводов. Результатом становится разрушение самого соединения и замыкание. Другие распространённые поломки трансформаторов:
-
Отключение оборудование в произвольном порядке.
-
Появление сильного гудения.
-
Ощутимый нагрев сварочного оборудования.
-
Плохая регулировка или низкая величина сварочного тока.

-
Повышенное потребление тока при отсутствующей нагрузке.
-
Обрыв дуги по непонятной причине.
К наиболее типичным неисправностям инверторных аппаратов относятся следующие моменты:
-
Дуга горит неустойчиво или она сопровождается большим разбрызгиванием материала электрода. Причина этому – неправильный выбор тока и скорости сварки.
-
Инвертор находится во включённом состоянии, индикаторы работают, но сварка отсутствует. К основным причинам относятся перегрев устройства и повреждение кабелей.
-
Сварочный электрод стал прилипать к металлу. Обычно подобное происходит из-за низкого питающего напряжения электросети. Также на это может повлиять плохой контакт модулей оборудования в панельных гнёздах или слишком длинный удлинитель.
Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.

Основные причины выхода инверторов из строя
Инверторный аппарат обладает более сложной, чем выпрямитель или трансформатор, конструкцией. Соответственно, она менее надёжная. В случае выхода какой-либо детали этого оборудования необходимо проверить работоспособность транзисторов, диодов и прочих элементов, относящихся к электронной схеме инвертора. Для этого пользователю нужно уметь работать с цифровым мультиметром, вольтметром и другой измерительной техникой. Не лишними будут навыки работы с осциллографом. Причины поломки электронной схемы инвертора:
-
Попадание под корпус аппарата влаги. Чаще всего причиной являются осадки: снег и дождь.
-
Скопление большого количества пыли внутри корпуса. Плохо влияет на охлаждение электронной схемы.
Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
-
Несоблюдение режима непрерывности сварочных работ, предусмотренного изготовителем. Может привести к выходу из строя электроники вследствие перегрева инвертора.
-
Инвертор не включается. Одна из причин – это низкое напряжение в электросети.
-
Прекращение работы устройства во время длительной работы. Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
 Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
Как устранить неполадку
Выполнить ремонт сварочного аппарата своими руками можно не в каждой ситуации. Если из корпуса появился дым или вы почувствовали запах гари, то это говорит о сложности поломки. Для её устранения следует воспользоваться помощью сервисной службы.
Нередко бывает так, что определить неисправность по определённым признакам невозможно. В подобной ситуации приходится проверять один компонент схемы за другим. Из этого следует, что для ремонта своими руками требуются также познания в области электроники – хотя бы на базовом уровне. Их отсутствие может привести к появлению новых неисправностей и обернутся напрасной тратой времени. Полезные рекомендации:
В подобной ситуации приходится проверять один компонент схемы за другим. Из этого следует, что для ремонта своими руками требуются также познания в области электроники – хотя бы на базовом уровне. Их отсутствие может привести к появлению новых неисправностей и обернутся напрасной тратой времени. Полезные рекомендации:
-
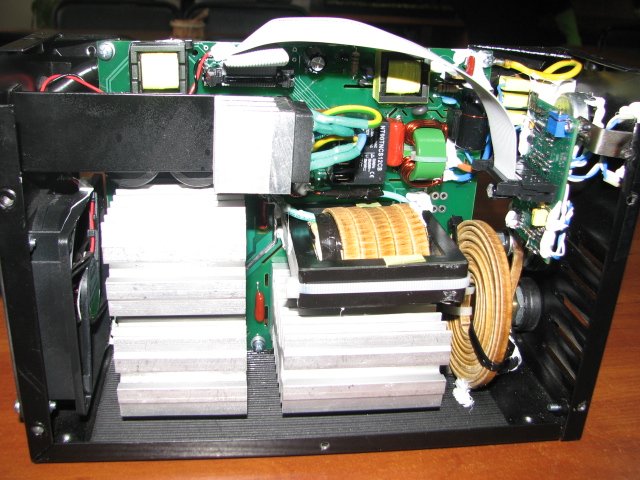
Самостоятельный ремонт инверторных сварочных аппаратов начинается со вскрытия корпуса. Это нужно для того, чтобы визуально осмотреть начинку.
-
Нередко причиной неполадки становится плохая произведённая пайка проводов и контактов на плате. Достаточно перепаять их, чтобы инвертор заработал в нормальном режиме.
-
Визуально определить повреждённые детали несложно. Они могут быть покрыты трещинами, иметь пригоревшие на плате выводы и потемневший корпус. Все вышедшие из строя детали нужно уделить и заменить на аналогичные. Характеристики старых и новых элементов должны совпадать.
Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
-
Что делать, если визуальный осмотр не помог? Нужно заняться тестированием (прозваниванием) деталей оборудования. Воспользуйтесь омметром или мультиметром. Самые уязвимые части инверторных моделей – это транзисторы. Поэтому диагностику оборудования начните с их проверки. Также при помощи тестера нужно прозвонить оставшиеся части платы.
-
Проверьте все печатные проводники – возможно, вы найдёте обрывы или подгоревшие участки. Последние нужно удалить и напаять перемычки проводом ПЭЛ.
-
Выполните проверку контактов всех разъёмов, имеющихся в аппарате. В случае необходимости зачистите контакты. Используйте белую стиральную резинку.
-
Проверять диодные мосты удобнее после предварительного отпаивания от них проводов и удаления с платы.
Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.
 Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
 Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.
Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.
Ремонт сварочного инвертора предполагает также проверку сигналов, которые поступают на шины затворов блока ключей. Узнать, если ли этот сигнал или нет можно при помощи осциллографа. Более сложные и неопределённые случаи требуют вмешательства специалистов.
Читайте также
Виды сварки: краткая классификация
Подбор сварочных горелок TIG
Как выбрать стекло для сварочной маски
Кровельная горелка – устройство, виды, характеристики, применение
виды неисправностей, их возникновения, ремонт
Довольно часто домашние мастера сталкиваются с необходимостью выполнения сварочных работ. Для этого им необходимо специальное сварочное оборудование.
Для этого им необходимо специальное сварочное оборудование.
Сегодня сварочные инверторы являются довольно распространенным видом подобных аппаратов, которые все чаще можно встретить у многих владельцев. Однако в определённый момент это оборудование может выходить из строя, что заставляет задумываться о ремонте.
Причем в этом случае необязательно обращаться к специалистам, в некоторых случаях можно вернуть сварочный аппарат в рабочее состояние своими силами. Главное — знать, что именно привело к неисправности и каким образом можно ликвидировать ее самостоятельно, не неся необязательных расходов на сервисное обслуживание.
Ремонт сварочных инверторов своими руками
Одним из главных качеств, которые обеспечили популярность сварочных инверторных аппаратов, является высокое качество сварки, которое может обеспечить любой человек, не обладающий достаточными навыками в обращении с ним. При этом сами условия по эксплуатации этого агрегата отличаются высоким уровнем удобства.
Нужно упомянуть о наличии у этого оборудования более сложной конструкции, если сравнивать его со сварочными выпрямителями и трансформаторами. Это, в свою очередь, негативно отражается на их надежности. Также нужно сказать о том, что перечисленные выше предшественники представляют с собой электротехнические устройства. В отличие от них инверторные аппараты — это одна из разновидностей сложных электронных приборов.
По этой причине, если владелец столкнулся с неполадками в работе сварочного инвертора, для обнаружения причины неисправности и выполнения непосредственно ремонта необходимо убедиться в работоспособности составных его элементов: диодов, транзисторов, стабилитронов, резисторов, а также иных элементов электронной схемы инвертора. Следует также быть готовым к тому, что пользователь столкнется с необходимостью использования таких устройств, как вольтметр, цифровой мультиметр, а также иной рядовой измерительной техники, включая и осциллограф.
Схема ремонта сварочного инвертора своими руками
Приступая к ремонту инверторных сварочных аппаратов, необходимо помнить о следующем моменте: довольно часто сложно понять, ориентируясь лишь на характер возникшей неполадки, что же именно привело к прекращению работы аппарата.
В подобной ситуации владельцу не остается ничего другого, как по очереди проверять каждый элемент схемы. Поэтому, чтобы ремонт оправдал затрачиваемые на него усилия и время и обеспечить необходимый результат, владелец подобного аппарата должен обладать определенными познаниями в электронике, а также хотя бы минимальными навыками работы с электросхемами.
Если он в этом плане не разбирается, то, решившись на самостоятельный ремонт инверторного сварочного аппарата, он рискует лишь понапрасну потерять силы, время, не добившись своей цели. Не исключено, что его инициатива может ухудшить работу устройства, а выполненные им действия станут причиной возникновения новых неполадок.
Основные неисправности сварочных инверторов
Если рассмотреть все неполадки, которые диагностируют при эксплуатации сварочных инверторов любого типа, то они могут быть классифицированы на несколько групп:
- неполадки, возникшие в результате неграмотного выбора рабочего режима сварки;
- неполадки, причиной появления которых является неисправность или же неправильная работа электронных составляющих оборудования.

Вне зависимости от характера неисправности подобная ситуация не позволит владельцу продолжить в привычном режиме сварку. К появлению неисправности в работе сварочного инвертора могут приводить различные факторы. Для определения точной причины необходимо проверять по очереди каждый из них, причем вначале начинают с простых операций и постепенно продвигаются к более сложным. После проведения всех рекомендуемых диагностических процедур может случиться так, что сварочный аппарат по-прежнему находится в нерабочем режиме. В этом случае можно предположить, что неполадки связаны с нерабочей электросхемой инверторного модуля. Чаще всего выход из строя электронной схемы происходит по следующим причинам:
- Проникновение влаги внутрь устройства. В большинстве случаев этому способствуют осадки.
- В случае скопления под корпусом пыли возникают благоприятные условия для нарушения правильного охлаждения составляющих узлов электронной схемы. Чаще всего наибольшему риску загрязнения подвержено оборудование, которое используется на строительных площадках. Для предотвращения выхода из строя инвертора под влиянием подобных условий работы следует регулярно выполнять его чистку.
- Пренебрежение рекомендациями изготовителя относительно подходящего режима использования инвертора, работающего без перерывов. Это также может стать одной из причин возникновения неполадок в работе электроники оборудования, возникающих на фоне его перегрева.
 Для предотвращения выхода из строя инвертора под влиянием подобных условий работы следует регулярно выполнять его чистку.
Для предотвращения выхода из строя инвертора под влиянием подобных условий работы следует регулярно выполнять его чистку.Распространенные неисправности инверторов
Обычно инверторные аппараты выходят из строя по причине воздействия внешних факторов, а также неправильной настройки и пренебрежения рекомендациями по использованию аппарата. Среди подобных ситуаций чаще всего можно наблюдать следующие:
- Процесс горения сварочной дуги имеет неустойчивый характер или же отмечается слишком сильное разбрызгивание материала электрода. Столкнуться с подобным можно в том случае, если был неправильно подобран ток. Во избежание проблем нужно ориентироваться на диаметр и тип электрода, а также скорость сварки. Эту задачу производитель решает за потребителя, приводя соответствующие рекомендации по определению силы тока на упаковке. Если же подобные сведения отсутствуют, то можно воспользоваться следующей формулой: ток определяется из расчета 20-40 А на каждый миллиметр диаметр электрода. При достаточно медленной скорости сварки необходимо выбрать меньшую величину тока.
- Сварочный электрод с усилием отводится от металла. Подобная ситуация может возникать из-за нескольких различных факторов. В большинстве случаев этому способствует чересчур низкое питающее напряжение сети, к которой подключено оборудование. Если же сварочные работы выполняются с применением инвертора, рассчитанного на эксплуатацию при пониженном напряжении, то причиной его выхода из строя может стать снижение величины напряжения в случае подключения нагрузки, не превышающий уровня, который соответствует минимальному. Наряду с этим неисправности могут быть связаны с плохим контактом модулей прибора в панельных гнездах. Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.
- При включенном инверторе индикаторы показывают рабочее состояние, при этом невозможно осуществлять сварку. Обычно причиной подобной неполадки является перегрев оборудования, при этом довольно сложно увидеть свечение контрольного индикатора или лампы, а звуковой сигнал в используемой модели не предусмотрен. Другой причиной подобной неисправности может быть самостоятельное отсоединение сварочных проводов или их повреждение.
- Во время сварки можно столкнуться с постоянным отключением сетевого напряжения. Чаще всего это связано с ошибками относительно выбора для электрощитка автоматического выключателя. Для правильной работы нужно, чтобы этот прибор был предназначен для использования с током до 25 А.
- Невозможно включить инвертор. Столкнулся с подобной неполадкой можно, если в сети наблюдается низкое напряжение, которого не хватает для создания нормальных условий для выполнения сварочных работ.
- Отключение инвертора при длительном выполнении сварочных работ. Наиболее вероятной причиной прекращения работы аппарата следует назвать срабатывание защиты по температуре, однако это не следует считать неполадкой. Достаточно сделать перерыв в 20-30 минут, после чего можно продолжать работу.
 Эту задачу производитель решает за потребителя, приводя соответствующие рекомендации по определению силы тока на упаковке. Если же подобные сведения отсутствуют, то можно воспользоваться следующей формулой: ток определяется из расчета 20-40 А на каждый миллиметр диаметр электрода. При достаточно медленной скорости сварки необходимо выбрать меньшую величину тока.
Эту задачу производитель решает за потребителя, приводя соответствующие рекомендации по определению силы тока на упаковке. Если же подобные сведения отсутствуют, то можно воспользоваться следующей формулой: ток определяется из расчета 20-40 А на каждый миллиметр диаметр электрода. При достаточно медленной скорости сварки необходимо выбрать меньшую величину тока. Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.
Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.
 Наиболее вероятной причиной прекращения работы аппарата следует назвать срабатывание защиты по температуре, однако это не следует считать неполадкой. Достаточно сделать перерыв в 20-30 минут, после чего можно продолжать работу.
Наиболее вероятной причиной прекращения работы аппарата следует назвать срабатывание защиты по температуре, однако это не следует считать неполадкой. Достаточно сделать перерыв в 20-30 минут, после чего можно продолжать работу.Ремонт инверторных сварочных аппаратов
Признаком возникновения серьезных неполадок в работе инверторного модуля может выступать возникновение запаха гари из корпуса аппарата. В подобной ситуации наилучшим решением будет вызов специалистов сервисной службы. Чтобы устранить подобную неисправность своими руками, владелец должен обладать определенными навыками и знаниями.
Технология работ
Процедура ремонта своими руками заключается в получении доступа к корпусу аппарата, дальнейшем обследовании его начинки. В некоторых случаях причиной неисправности может быть некачественная пайка элементов, кабелей, иных контактов на платах схемы.
Поэтому в подобной ситуации вернуть прибор в рабочее состояние можно путем перепайки. На начальном этапе нужно попытаться выяснить, какие элементы вышли из строя. На это могут указывать трещины, темные пятна на корпусе или признаки прогорания на плате выводов, а также вздутие верхней части электролитических конденсаторов.
На начальном этапе нужно попытаться выяснить, какие элементы вышли из строя. На это могут указывать трещины, темные пятна на корпусе или признаки прогорания на плате выводов, а также вздутие верхней части электролитических конденсаторов.
После того, как удалось установить неисправные узлы, их необходимо выпаять, далее установить вместо них идентичные или схожие с ними по характеристикам детали. При выборе заменяемых деталей необходимо обращать внимание на маркировку, присутствующую на корпусе, либо использовать таблицы. Во время извлечения поврежденных элементов рекомендуется применять паяльник с отсосом. Это позволит с минимальными затратами времени выполнить работу и избежать серьезных проблем.
В некоторых случаях обследование может не дать результатов. В подобной ситуации имеет смысл начать прозванивать элементы, используя для этого омметр или мультиметр. Наименьший уровень защиты имеют транзисторы. По этой причине во время ремонта прибора необходимо в первую очередь обследовать их и проверить работоспособность. В большинстве своем силовые транзисторы отличаются высокой надежностью. И если все же они оказались неисправны, то чаще всего благоприятствующим этому фактором становится отказ элементов «раскачивающего» их контура. Элементы последнего и нужно проверить в самом начале. После выполнения проверки необходимо подвергнуть прозванию и прочие элементы платы.
В большинстве своем силовые транзисторы отличаются высокой надежностью. И если все же они оказались неисправны, то чаще всего благоприятствующим этому фактором становится отказ элементов «раскачивающего» их контура. Элементы последнего и нужно проверить в самом начале. После выполнения проверки необходимо подвергнуть прозванию и прочие элементы платы.
При обследовании платы следует уделить внимание состоянию каждого печатного проводника, где нужно убедиться, что они не имеют обрывов и подгаров. Если были обнаружены подгоревшие участки, их нужно убрать и напаять перемычки. Эту операцию выполняют своими руками по той же схеме, как и при повреждении кабеля ПЭЛ. Если потребуется, то проверке следует подвергнуть и контакты каждого из присутствующих в устройстве разъемов. В некоторых случаях их придется зачистить.
Заключение
Инверторные сварочные аппараты способны намного упростить процедуру сварки различных изделий. Выход из строя этого оборудования может огорчить любого владельца. Однако не стоит раньше времени обращаться к специалистам сервисного центра. В ряде случаев вернуть в работоспособное состояние аппарат можно и своими руками. Часто это оборудование имеет довольно простые неисправности, которые можно легко устранить. Главное — четко понимать, что именно привело к выходу из строя аппарата и как правильно выполнить ремонт.
Однако не стоит раньше времени обращаться к специалистам сервисного центра. В ряде случаев вернуть в работоспособное состояние аппарат можно и своими руками. Часто это оборудование имеет довольно простые неисправности, которые можно легко устранить. Главное — четко понимать, что именно привело к выходу из строя аппарата и как правильно выполнить ремонт.
- Автор: Фёдор Ильич Артёмов
- Распечатать
Оцените статью:
(48 голосов, среднее: 2.7 из 5)
Поделитесь с друзьями!
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Содержание
- 1 Устройство сварочного инвертора
- 2 Как работает инвертор
- 3 Причины поломок инверторов
- 4 Особенности ремонта
- 5 Основные неисправности агрегата и их диагностика
- 5.1 Аппарат не включается
- 5.2 Нестабильность сварочной дуги или разбрызгивание металла
- 5.3 Сварочный ток не регулируется
- 5.4 Большое энергопотребление
- 5.5 Электрод прикипает к металлу
- 5.6 Горит перегрев
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
Чтобы убрать помехи, перед выпрямителем устанавливают фильтр. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.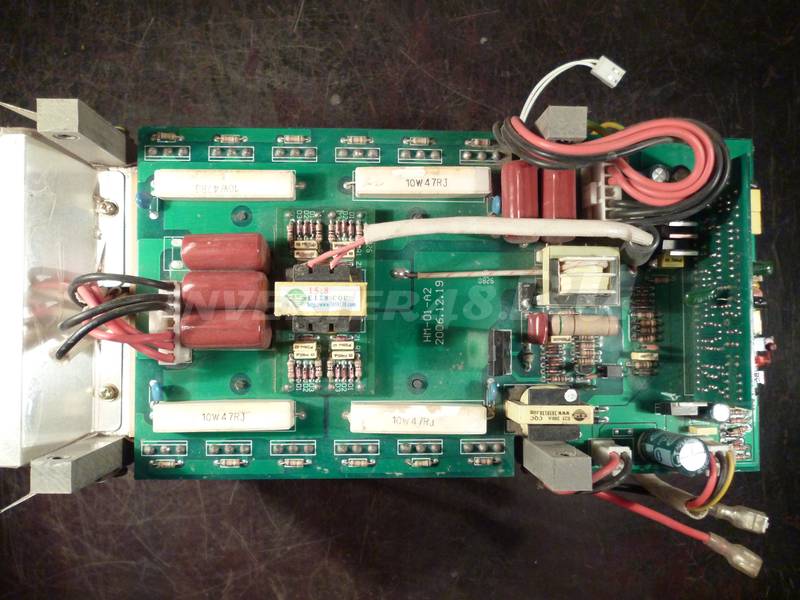 Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.Как работает инвертор
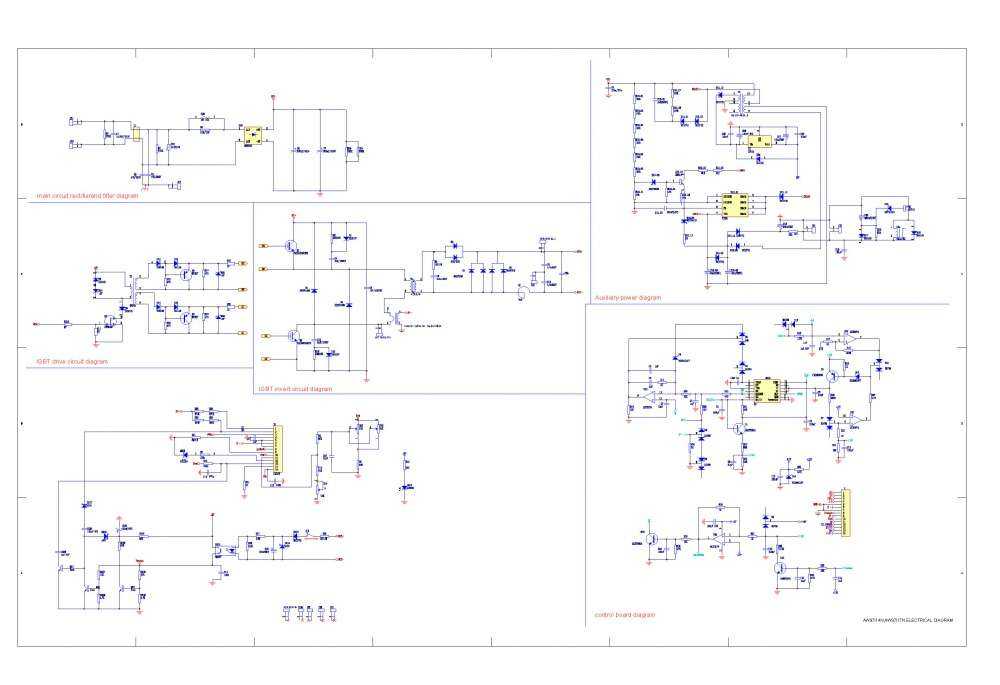
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным.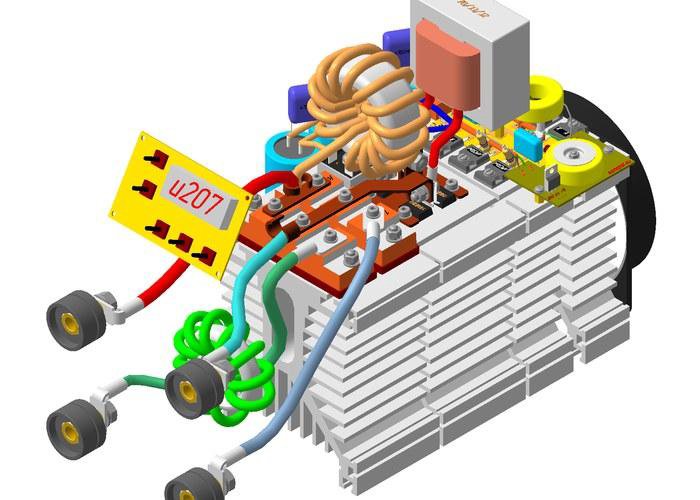 Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.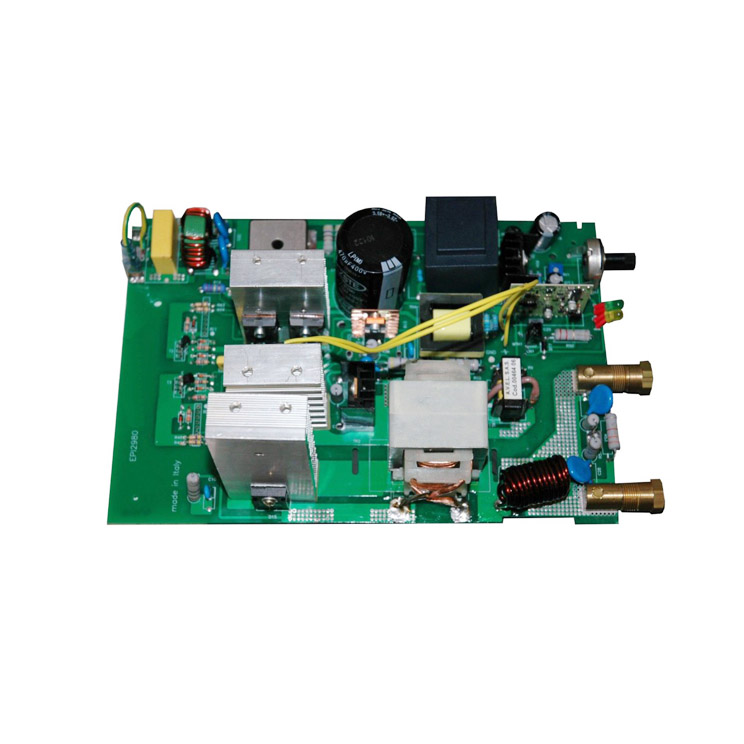
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Ремонт сварочных инверторов своими руками
За пару последних десятилетий имели место серьезные изменения в области развития сварочных технологий. Наиболее популярным оборудованием стал инвертор – технологичный и современный аппарат, который по сравнению с классическими сварками обладает массой достоинств. Помимо более совершенных технических решений от трансформаторов и выпрямителей он выгодно отличается и по стоимости.
В центре технического решения стоит микросхема. Именно эти небольшие элементы дали производителям возможность напичкать оборудование обширным функционалом, кардинально уменьшить вес и размеры установки. Но есть и обратная сторона медали. Она заключается в том, что технически более сложные приборы чаще выходят из строя. Итак, основные неисправности и ремонт инверторных сварочных аппаратов своими руками.
СОДЕРЖАНИЕ
- Основные неисправности сварочного инвертора
- Сварочный инвертор искрит, но не варит
- Почему сварочный аппарат включается, но не варит
- Перегрев
- Сварочный инвертор не включается/не работает
- Не регулируется ток
- Электрод липнет к металлу
- Диагностика поломок инверторных сварочных аппаратов
- Заключение
Основные неисправности сварочного инвертора
Сварочный инвертор искрит, но не варит
Такая неисправность довольно часто встречается в бюджетных моделях. Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Поиск неисправности следует начать из проверки сварочных кабелей. Как показывает практика, в большинстве случаев причина кроется именно в них. Даже в том случае, когда явные грехи не нашлись не стоит успокаиваться. Желательно взять новые проводники и снова попробовать разжечь дугу. Если ничего не изменилось, то нужно убедиться в надежности всех разъемов.
Также причина может заключаться в электролитических конденсаторах, которые задействованы в схеме преобразователя. Их несложно заменить самостоятельно. Если же нет навыков, то можно обратиться к более опытным знакомым или специалистам. Когда ситуация не улучшилась, то самое время обратить внимание на провода пакетника. Может быть, что они обгорели и требуют замены.
Если и в этом случае не удалось починить сварочный аппарат, то его следует отнести в сервисный центр. Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Сварочный аппарат включается, но не варит
Иногда возникает ситуация, когда инвертер включен в сеть, но не генерирует сварочную дугу. Все индикаторы и приборы показывают, что работают нормально, но сам прибор в это время не варит. Наиболее вероятная причина состоит в том, что аппарат перегрелся. Об этом речь пойдет ниже.
Еще одной из причин может быть неисправность кабелей. Стоит попробовать подключать новые магистрали и снова попытаться извлечь сварочную дугу.
Читайте также: Сварочный аппарат Ресанта САИ 250
Перегрев
Когда инвертер перегревается, он начинает варить плохо или же не генерирует дугу вовсе. Такое случается, когда пришлось варить без перерыва более 10 минут. Большинство реализуемых на рынке моделей укомплектованы защитой от перегрева. Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.
Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.
Читайте также: Сварочный трансформатор: устройство и принцип действия
Сварочный инвертор не включается/не работает
Проблема возникает не так уж и редко. Оборудование подключены к сети энергоснабжения, но при этом не подает совершенно никаких признаков жизни. Причин этому может быть несколько. Чаще всего виноватой является именно сеть энергоснабжения: напряжения впало ниже минимально допустимого уровня и его недостаточно для инициализации сварочного аппарата. Решить проблему можно путем приобретения стабилизатора напряжения. В дальнейшем сварка подключается через него и работает нормально.
Еще причиной может служить плохое состояние кабеля энергоснабжения, который подает питание от розетки непосредственно на сам аппарат. Следует проверить целостность кабеля и вилки включения. Также не будет лишним снять корпус, который скрывает часть кабеля энергоснабжения, чтобы убедить в целостности этого участка.
Если не помог стабилизатор, а кабель подачи питания в норме, то причиной может быть поломка источника питания инвертера. При такой поломке желательно обращаться в сервисный центр. Большинство пользователей отремонтировать агрегат самостоятельно не смогут, так как для этого нужны специальные знания и навыки.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Не регулируется ток
Переключение ручки регулятора силы тока не дают никакого эффекта. Это свидетельствует, что, вероятнее всего, сломался сам регулятор. Возможно, что требуется только проверить надежность контактов. Нужно снять корпус и внимательно проверить все визуально. Чтобы продиагностировать регулятор, нужно проверить сварочный аппарат мультиметром.
Нужно снять корпус и внимательно проверить все визуально. Чтобы продиагностировать регулятор, нужно проверить сварочный аппарат мультиметром.
Если регулятор неисправен, то его следует заменить целиком. Если же причина не в нем, то требуется проверка вторичного трансформатора и дросселя. При выявлении неисправности одного из элементов, он подлежит замене.
Электрод липнет к металлу
Современный инвертеры в большинстве своем имеют в арсенале функцию «антизалипание», которая препятствует «склеиванию» расходника и рабочей поверхности. Но далеко не всегда данная функция работает корректно, а то и вовсе не срабатывает из-за неисправности сварочного аппарата.
Основной причиной того, что электрод прилипает к металлу, является неверный выбор настроек, а именно – неправильный режим сварки. Следующая причина может заключаться в низком напряжении сети энергоснабжения. В розничной сети продаются инвертеры, которые будут нормально работать даже при пониженном напряжении. Но иногда напряжение опускается настолько низко, что даже такие инвертеры не могут функционировать в обычном режиме. В корне решить проблему поможет приобретение стабилизатора напряжения.
Но иногда напряжение опускается настолько низко, что даже такие инвертеры не могут функционировать в обычном режиме. В корне решить проблему поможет приобретение стабилизатора напряжения.
Еще одной причиной может стать использование сетевых удлинителей. Бывают ситуации, когда длины кабеля недостаточно для того, чтобы выполнить работы в определенном месте. Выходом из сложившихся обстоятельств является применение специальных сварочных удлинителей. Следует иметь ввиду, что при длине дополнительного кабеля больше сорока метров и сечении проводки не больше 2,5 мм кв. вероятность залипания электрода практически 100%. Это случается из-за снижения сварочного напряжения вследствие использования длинного кабеля м малым диаметром токопроводящих жил.
Залипать электроды могут из-за некачественной подготовки поверхности к работе. Достаточно просто хорошо зачистить металл болгаркой, наждачной бумагой или другим абразивом.
Диагностика поломок инверторных сварочных аппаратов
Дым из корпуса инвертера или едва уловимый запах гари свидетельствует о серьезной неисправности. Нежелательно диагностировать оборудование в таком случае самостоятельно. Желательно обратиться в сервисный центр, чтобы не усугубить ситуацию. Устранение неисправности требует большого опыта в ремонте сварочных аппаратом и понимание всех нюансов работы данной модели.
Нежелательно диагностировать оборудование в таком случае самостоятельно. Желательно обратиться в сервисный центр, чтобы не усугубить ситуацию. Устранение неисправности требует большого опыта в ремонте сварочных аппаратом и понимание всех нюансов работы данной модели.
Когда неисправность не настолько критична, то диагностировать ее можно и самостоятельно. На первом этапе нужно снять корпус и визуально проверить все составляющие аппарата. Иногда на рынок попадают модели с некачественной пайкой или плохо заизолированной проводкой. Для ремонта достаточно будет перепаять некоторые из элементов, чтобы восстановить функциональность оборудования.
Понять, какая именно деталь вышла из строя несложно. Она будет отличаться наличием потемневших участков, иметь трещины или явные признаки короткого замыкания. Выбракованный элемент следует заменить. На каждой детали присутствует маркировка, что позволит безошибочно подобрать аналогичную для замены.
После визуального осмотра, который не помог выявить неполадки, можно перейти к более тщательному анализу. Потребуется мультиметр. С его помощью проверяются все компоненты платы. В обязательном порядке диагностируются транзисторы и печатные проводники. Обгоревшие участки или обрывы цепи должны быть устранены. Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком.
Потребуется мультиметр. С его помощью проверяются все компоненты платы. В обязательном порядке диагностируются транзисторы и печатные проводники. Обгоревшие участки или обрывы цепи должны быть устранены. Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком.
Диодные мосты у инвертера выполняют функции выпрямителя. Они находятся на радиаторе. Диодные мосты характеризуются надежностью, но иногда даже они выходят из строя. Чтобы определить исправность данного узла, необходимо выпаять его из общей схемы. Проверка мультиметром даст понимание того, исправен или нет диодный мост.
Если после всех перечисленных манипуляций не удалось найти поломку, то следует обратиться к специалистам. Ремонтировать сварочный аппарат самостоятельно не рекомендуется.
Заключение
В статье перечислены наиболее часто встречающиеся поломки, описан процесс устранения неисправности своими руками. Но только самые простые случаи. Без навыков ремонта делать серьезные манипуляции не стоит. Лучше отнести аппарат в сервисный центр. При устранении неисправности важно соблюдать технику безопасности. И еще. Если стоимость сварочного аппарата составляет 50-70 долларов, то не всегда стоит заниматься его ремонтом. Иногда проще и дешевле купить такой же самый новый.
Без навыков ремонта делать серьезные манипуляции не стоит. Лучше отнести аппарат в сервисный центр. При устранении неисправности важно соблюдать технику безопасности. И еще. Если стоимость сварочного аппарата составляет 50-70 долларов, то не всегда стоит заниматься его ремонтом. Иногда проще и дешевле купить такой же самый новый.
принципы и правила, как сделать своими руками
Сварочные аппараты инверторного типа в наши дни являются надёжными помощниками в выполнении работ квалифицированными специалистами. Их поломка и последующий ремонт у мастера может затянуться, а время простоя — сказаться на оперативности выполнения работ и потере денег. Некоторые прибегают к самостоятельной починке аппарата.
- Как работает сварочный инвертор
- Конструкция инверторных аппаратов
- Типовые неисправности инверторов
- Как отремонтировать сварочный инвертор своими руками
Ремонт инверторных сварочных аппаратов своими руками довольно прост, если знать типовые неисправности и иметь нужное оборудование и запчасти. Здесь помогут как измерительная техника вроде мультиметров и осциллографов, так и обычный мощный паяльник, качественный флюс и припой для замены повреждённых элементов. Это ведёт к значительной экономии средств на обслуживание, так как обращаться в специализированные сервисные центры придётся только в случае крупных или фатальных неисправностей.
Здесь помогут как измерительная техника вроде мультиметров и осциллографов, так и обычный мощный паяльник, качественный флюс и припой для замены повреждённых элементов. Это ведёт к значительной экономии средств на обслуживание, так как обращаться в специализированные сервисные центры придётся только в случае крупных или фатальных неисправностей.
Как работает сварочный инвертор
Инверторный аппарат — источник постоянного тока, обеспечивающий во время сварки конструкций и изделий из металла зажигание и непрерывность работы электрической дуги. Это достигается высокочастотной трансформацией тока большой силы, что приводит к уменьшению размера трансформатора и делает выходящий ток стабильнее. Нужные параметры тока достигаются в несколько этапов:
- первичное выпрямление тока, поступившего из сети;
- трансформация выпрямленного тока в высокочастотный;
- увеличение силы тока высокочастотным трансформатором, что ведёт к уменьшению его напряжения;
- вторичное выпрямление до заданной величины.

Выпрямление тока происходит с помощью диодных мостов нужной мощности, частоту регулируют высокомощные трансформаторы, которые, имея высокую частоту, обеспечивают необходимую силу тока на выходе.
Конструкция инверторных аппаратов
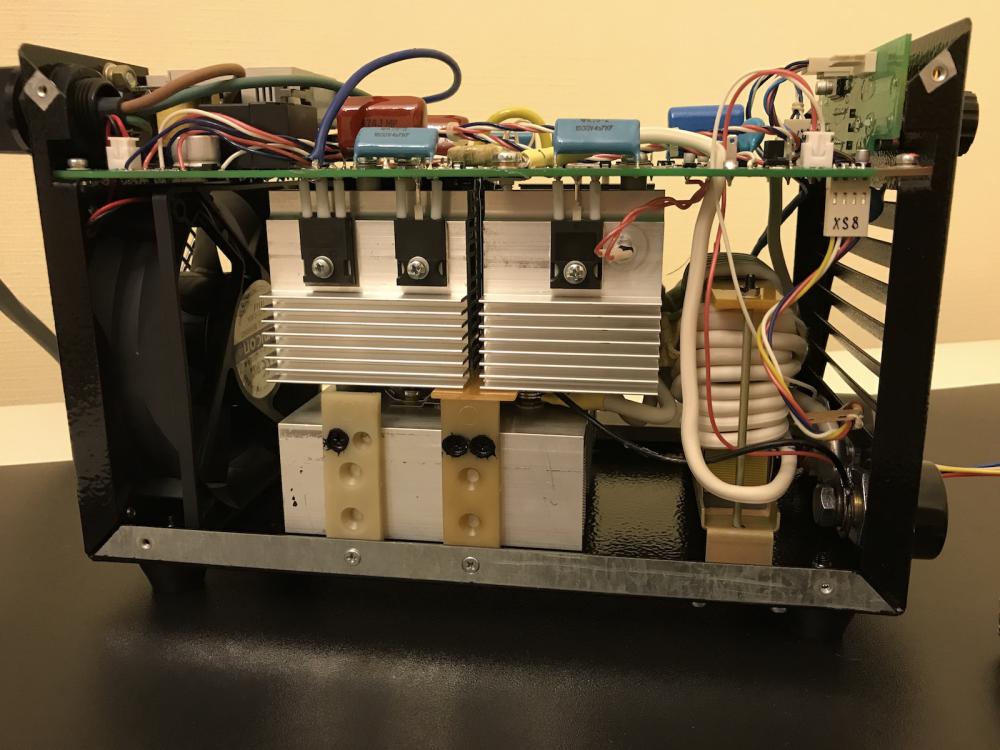
Большинство сварочных инверторов имеет блочное строение, где каждый из блоков можно, в свою очередь, разделить на собственные составляющие. Основных блоков три:
- блок питания;
- управляющий блок;
- силовой блок.
Блок питания стабилизирует входной ток. От других элементов его обычно отделяет металлическая перегородка. Он состоит из конденсаторов, накапливающих заряд, дроссельной системы управления, собранной на диодах, и управляемого транзисторами многообмоточного дросселя.
В свою очередь, силовой блок, контролирующий процессы преобразования тока, состоит из таких частей, как:
- первичный и вторичный выпрямители — собраны на основе диодных мостов, в случае первичного способных выдерживать ток силой до 40 ампер, напряжением до 250 вольт и частотой 50 Гц, а в случае вторичного — мощных диодов, способных поддерживать ток в 250 ампер с напряжением около 100 вольт;
- инверторный преобразователь — силовой транзистор с пороговыми значениями силы, напряжения и мощности тока, соответственно, 32 ампера, 400 вольт и 8 киловатт;
- высокочастотный трансформатор, состоящий из обмоток медной ленты, делающих возможным повышение силы тока до 250 ампер с напряжением во вторичной обмотке трансформатора не выше 40 вольт.

Тепловая и силовая защита силового блока осуществляется термовыключателями и специальными платами, построенными на основе логических микросхем типа 561ЛА7 или её аналогов (CD4011 или К176ЛА7, например). Конденсаторы и резисторы входят в состав фильтров высокой частоты, защищающих преобразователи и выпрямители тока. Для охлаждения всех частей инвертора используются вентиляторы малого диаметра (до 60 мм) и радиаторы, отводящие тепло от самых горячих радиоэлектронных элементов плат.
Управляющий блок, как правило, собирают на основе либо задающего генератора, либо широкоимпульсного модулятора. В его состав входят и резонансные дроссели и конденсаторы.
Типовые неисправности инверторов
Ремонт сварочного инвертора своими руками следует начинать с установления причин выхода аппарата из строя. Таких причин может быть две: неправильно выбранный режим работы аппарата (например, когда его мощности не хватает для разрезания металла большой толщины) или неисправности в силовой и электронной части.
Признаки неправильной работы аппарата помогают понять к какой причине относится неисправность. Так, если в процессе сварки в горении дуги наблюдается неустойчивость или разбрызгивается металл, следует проверить правильность выставленной величины силы тока. Её для каждого электрода нужно подбирать в зависимости от его длины, толщины и типа. От силы тока также зависит и скорость сварки.
Если сварочный электрод прилипает к поверхности детали, но при этом величина силы тока установлена в соответствии с его характеристиками, следует проверить длину и толщину провода используемого удлинителя, так как для сварки должны использоваться электрические кабеля небольшой длины, не больше 40 метров, и сечением более 4 квадратных миллиметров. Ещё несколькими причинами этого могут быть упавшее напряжение в сети, плохо подготовленная поверхность сварки, окисление ключевых элементов схемы питания инвертора и плохой контакт блоков инвертора в панельных гнёздах.
Если аппарат отключается при продолжительном выполнении сварки деталей, ему, скорее всего, нужно дать остыть, так как срабатывает защита от перегрева. Получаса достаточно для продолжения работ.
Получаса достаточно для продолжения работ.
Невозможность включить аппарат может говорить о многих проблемах. В первую очередь следует проверить стабильность напряжения в сети, так как если оно опускается ниже 190 вольт, инвертор работать не будет.
Как отремонтировать сварочный инвертор своими руками
Приступая к ремонту, в первую очередь необходимо снять корпус инвертора, осмотреть на предмет запылённости и проверить основные силовые элементы. Признаки окисления и потемнения вследствие перегрева на платах основных блоков, вспухшие конденсаторы, выгоревшие детали, канавки на ножках электронных элементов и отсутствие контактов ножек с платой в результате некачественной пайки, всё это может привести к потере работоспособности. Если есть возможность визуально определить такие элементы, они выпаиваются с плат.
Кроме мощного паяльника здесь пригодятся отсос для припоя, легкоплавкие сплавы для упрощения съёма некоторых деталей, в пайке которых применялся, например, бессвинцовый припой, оплётки из медных нитей, позволяющие убрать крупные скопления припоя возле ножек элементов и, конечно же, качественный флюс, улучшающий теплопередачу и позволяющий припою на плате расплавляться легче.
Замена производится на детали с такой же маркировкой или аналогичные, подбираемые с помощью сравнения основных характеристик — конденсаторы могут быть чуть более высокой ёмкости, например. Оборванные провода нужно соединять аналогичными по толщине сечения и использовать термоусадочные трубки в местах спайки двух проводом между собой.
Если замена самых визуально заметных повреждений плат не помогла, следует приступить к прозвонке электронных схем. Самое уязвимое место, с которого следует начать прозвонку — это силовой блок с транзисторами. Если транзисторы не прозваниваются в соответствии с нормой, неисправность могла затронуть и драйвер, который их раскачивает.
Самый сложный ремонт, с которым можно столкнуться, обслуживая инвертор — это ремонт платы управления ключами, подающей управляющие сигналы на шины затворов блока ключей. Здесь необходимо использовать осциллограф, так как только при его помощи можно увидеть наличие этих сигналов и стабильность их прохода на блок управления.
Отремонтировать аппарат своими руками, имея определённые навыки и детали под рукой, не составляет проблем. Но если опыта работы с паяльником или понимания принципа работы радиоэлектронных деталей у вас нет, лучше всё же доверить такой ремонт профессионалам. Инвертор работает с токами большой силы и при неправильном ремонте может выйти из строя окончательно и грозить покупкой нового аппарата.
Ремонт сварочного инвертора не простая задача, но вполне решаемая
Широкое распространение бытовых сварочных аппаратов (точнее – возросший спрос на них) привело к появлению массы разнообразных схемных решений. Один из удачных вариантов – сварочный инвертор.
Этот аппарат имеет ряд преимуществ, в сравнении с трансформаторным сварочником:
- Компактные размеры
- Малый вес
- Малое энергопотребление – как правило, до 3 кВт, что позволяет работать даже в условиях квартиры
- Управление дугообразованием интеллектуальное. Пользоваться оборудованием может даже начинающий сварщик
- Множество встроенных модулей защиты – от короткого замыкания, от «прилипания» электрода, и пр.
- Падающая вольтамперная характеристика
- Плавный пуск.
 Пользоваться оборудованием может даже начинающий сварщик
Пользоваться оборудованием может даже начинающий сварщикВсе эти блага порождают существенный недостаток – невысокая надежность. Разумеется, это не означает, что большую часть времени инвертор будет находиться в ремонте.
Но из-за сложности конструкции, поломки в нем возникают гораздо чаще, чем в трансформаторном блоке.
Ремонт инвертора событие не только неприятное, но и затратное. Мастерские, пользуясь отсутствием у клиента подробной схемной документации, выставляют счета на круглые суммы. Иногда приходится покупать новый агрегат.
Рассмотрим устройство и принцип работы инвертора
Внутри инвертора происходит преобразование (инвертирование) электрического сигнала.
Процесс разбит на несколько этапов:
- Входной блок питания формирует первичное питающее напряжение – стандартным способом выпрямляет переменный ток
- Затем вступает в дело собственно блок инвертора – с помощью задающего генератора постоянный ток вновь становится переменным, причем высокочастотным. Именно это качество позволяет уменьшить габариты трансформатора и потребление энергии.
- Силовой блок с помощью высокочастотного трансформатора понижает напряжение до сварочного значения
- Выходной переменный ток снова выпрямляется, поскольку сварка с помощью таких аппаратов происходит постоянным током.
 Именно это качество позволяет уменьшить габариты трансформатора и потребление энергии.
Именно это качество позволяет уменьшить габариты трансформатора и потребление энергии.Несмотря на целостность конструкции – плотная компоновка инвертора хорошо видна на иллюстрации, электрическая схема состоит из нескольких модулей.
Они могут быть выполнены на нескольких платах, или собраны вместе, это не меняет сути. Каждый модуль является отдельным устройством (с точки зрения схемотехники), имеет собственные входные и выходные параметры.
Важно! Взаимное расположение блоков, расстояние между ними, и даже прокладка соединительных проводов, тщательно рассчитываются на стадии проектирования.
Имеет значение любая мелочь: взаимные наводки, собственная индуктивность радиокомпонентов и проводов, экранирование сигнала корпусом… Внесение изменений в конструкцию приводит к рассогласованию схемы.
Это следует учитывать, если вы производите ремонт сварочного инвертора своими руками.
Основные модули схемы инвертора:
- Входной выпрямитель. Его задача обеспечить максимальное сглаживание синусоиды переменного тока на входе в инвертор. От качества его работы зависит помехоустойчивость остальных модулей
- Инвертор. Собственно это и есть сердце аппарата – с его помощью формируется ток высокой частоты. Работает на основе так называемого драйвера – задающей микросхемы
- Модуль управления. Отдельная схема, на которую возложена командная задача. Благодаря этому элементу конструкции, все остальные компоненты работают согласовано. Силовой элемент – транзисторные ключи
- Выходной выпрямитель. Часть схемы, которая держит на своих элементах (силовых диодах) всю нагрузку сварочного аппарата. Модуль работает фактически в режиме короткого замыкания – после него только сварочная дуга
- Элементы защиты. Как минимум присутствует датчик перегрева и защита от короткого замыкания. Последний пункт может быть реализован как простым предохранителем или автоматом, так и умной схемой, восстанавливающей работоспособность инвертора при устранении причин срабатывания защиты.
 Последний пункт может быть реализован как простым предохранителем или автоматом, так и умной схемой, восстанавливающей работоспособность инвертора при устранении причин срабатывания защиты.
Последний пункт может быть реализован как простым предохранителем или автоматом, так и умной схемой, восстанавливающей работоспособность инвертора при устранении причин срабатывания защиты.В разных инверторах эти блоки могут размещаться как угодно, но конструкция у них единая. Различия лишь в элементной базе.
Типовое расположение компонентов на иллюстрации:
Важный элемент конструкции – активное охлаждение. Каждый силовой элемент (транзисторы-ключи, диоды выходного выпрямителя) обязательно располагаются на радиаторах.
Кроме того, в корпусе устанавливается вентилятор, и должна обеспечиваться проточная циркуляция воздуха. Во время ремонта проверяйте исправность системы охлаждения и наличие качественного теплового контакта между радиоэлементами и радиаторами. Обязательно используйте свежую термопасту при замене деталей.
Причины поломок сварочных инверторов
Подобные устройства эксплуатируются в условиях, которые далеки от идеальных. Пыль, влажность, вибрации. Неопытность операторов (сварщиков), экономия на расходных материалах (читай — применение некачественных дешевых электродов), нестабильное входное напряжение.
Пыль, влажность, вибрации. Неопытность операторов (сварщиков), экономия на расходных материалах (читай — применение некачественных дешевых электродов), нестабильное входное напряжение.
Именно эти факторы, а вовсе не сложность конструкции, приводят поломкам.
Вот типичные причины возникновения сбоев в работе и неисправностей. Перечень составлен, по отзывам приемщиков сервисных центров.
- Попадание влаги внутрь корпуса, и соответственно на монтажную схему. При работе на открытом воздухе, часто игнорируются атмосферные осадки.
- Возможно попадание брызг воды при работе смежных бригад – замешивание раствора строительных смесей, заполнение емкостей, прорывы сантехнических сетей.
- Корпус инвертора не может быть герметичным. Требуется множество вентиляционных отверстий, поэтому брызгозащита отсутствует.
Нарушение режима охлаждения.
Тут несколько причин:
Скопление большого количества пыли. Забиваются вентиляционные отверстия, ухудшается рассеивание тепла радиаторами охлаждения.
Поломка вентилятора при попадании постороннего предмета или заклинивания подшипника от той же пыли.
Несоблюдение правил пользования. Часто можно увидеть инвертор, стоящий вплотную к стене (закрыты вентиляционные отверстия). Или брошенную на корпус ветошь.
Нарушение режима эксплуатации
В технических характеристиках всегда указывается продолжительность нагрузки, в процентном отношении ко времени охлаждения между «подходами».
Стремясь как можно быстрее выполнить работу (погоня за «трудоднями»), сварщики просто загоняют инверторы, как лошадей.
Даже при правильно организованном охлаждении, непрерывная работа приводит к перегреву и поломке силовых элементов: ключевых транзисторов, выпрямительных диодов.
Попадание металлических предметов
Стружка, крепеж, капли расплавленного металла при сварке в отверстия для вентиляции. Итог – короткое замыкание, выход из строя целых модулей.
Любые неисправности сварочных инверторов возникают по вышеперечисленным причинам.
Исключение – бракованные электронные элементы или некачественный монтаж (непропай, заниженное сечение проводов, ослабленный крепеж механических контактов).
Признаки неисправностей (за исключением явных, таких как дым из корпуса, запах гари или посторонние шумы внутри).
- Нестабильная дуга или интенсивное разбрызгивание продуктов сварки (является неисправностью только в случае правильно установленной величины тока)
- Затруднен отрыв электрода от заготовки. Проблема встречается часто, в первую очередь необходимо проверить все механические контакты внутри корпуса на предмет окисления или ослабления крепежа
- Инвертор готов к работе (по индикаторам), а сварка не происходит. При этом причин для срабатывания защиты по перегреву нет.
Когда неисправность выявлена, переходим к восстановлению работоспособности.
Конструктивные особенности сварочных аппаратов и принцип работы инвертора — видео
 com/embed/UX81XigBgBY» frameborder=»0″ allowfullscreen=»»>
com/embed/UX81XigBgBY» frameborder=»0″ allowfullscreen=»»> Ремонт сварочных инверторов
Если вы решили полагаться на собственные силы, в первую очередь следует запастись схемой конкретно вашего аппарата, и желательно описанием ее работы.
При отсутствии явных признаков неисправной детали (ничего не обуглилось, взорванных транзисторов нет, провода на месте), необходимо по характеру поломки понять, какой модуль вышел из строя.
Для этого производится замер выходных величин по цепочке: от входного выпрямителя до напряжения холостого хода (а также в рабочих режимах, если инвертор вообще стартует).
Схему инвертора надо условно поделить на модули (их назначение мы рассмотрели в разделе «Основные модули схемы инвертора»).
Затем последовательно, с помощью мультиметра (в некоторых случаях – осциллографа) проверить наличие соответствующих сигналов на переходах от одного модуля к другому.
Важно! В первую очередь следует проверить, не сработала ли схема защиты (без возврата в исходное состояние).
Если неисправность в этих элементах – проверка остальной схемы не требуется. Разве что надо выяснить, что послужило причиной блокировки.
Ремонт сварочного инвертора — обучающее видео 1
Радиодетали, вышедшие из строя от перегрева, обязательно будут иметь внешние повреждения. Это может быть трещина, изменение цвета покрытия, темное пятно на корпусе (хорошо заметное на фоне светлых надписей маркировки).
На контактах бывают замены следы побежалости – даже кратковременный импульс экстремального нагрева, оставит на металле цветной след.
Затем приступаем к осмотру токоведущих дорожек на плате, и соединительных проводов. Отгоревшие контакты сразу бросаются в глаза. Другое дело – микро разрывы дорожек. Их станет видно, если с обратной стороны монтажной платы расположить мощный источник света. Лупа обязательна.
К тому же, дорожки прозваниваются тестером. Можно немного деформировать руками плату при проверке. Контакт не должны пропадать.
Можно немного деформировать руками плату при проверке. Контакт не должны пропадать.
Подозрительные места соединения ножек деталей с контактными площадками, лучше пропаять. Некачественную пайку, как правило, видно сразу.
Используйте тугоплавкий припой при восстановлении контактов.
Если по внешним признакам, неисправность найти не удалось – производится проверка радиодеталей. Для начала следует выпаять элемент из монтажной платы. Это кропотливый процесс, который следует выполнять аккуратно, не допуская перегрева исправных элементов.
Проблема в том, что при наличии взаимосвязанных соседних радиоэлементов, качественно прозвонить деталь не удастся.
Обратите внимание
Самые незащищенные элементы печатной платы инвертора – резисторы. Их проверяем в первую очередь.
Если сопротивление выполнено не в форм-факторе SMD, то для проверки достаточно отпаять одну ножку.
Детали проверяются тем же мультиметром. Для каждого элемента существует своя методика, универсального способа нет.
Ремонт сварочного инвертора — видео урок 2
Замена неисправных деталей
Зачастую не получается найти именно такой элемент, как на родной плате. Особенно часто такая ситуация встречается на импортных инверторах.
Еще одна проблема – безымянные элементы (этим грешат сборщики из Поднебесной). Или же название (названия на всей группе) исчезли при воздействии высокой температуры. В этом случае выручит только схема устройства.
Не отчаивайтесь. Подавляющее число радиодеталей имеют аналоги. Для подбора заменителей, существуют электронные справочные листы с информацией обо всех радиокомпонентах.
Это так называемые «datasheet». Всегда можно найти либо аналог, либо такую же деталь иного производителя. А такие элементы, как трансформаторы и дроссели, восстанавливаются перемоткой обмоток или заменой лопнувших сердечников.
Ремонт сварочного инвертора — видео урок 3
 youtube.com/embed/6JPDCcrZqSY?rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/6JPDCcrZqSY?rel=0″ frameborder=»0″ allowfullscreen=»»> Где лучше отремонтировать сварочный инвертор?
Разумеется, в профильном сервисном центре. По крайней мере, вы получите гарантию на выполненные работы. Если же тратить средства на ремонт нет желания – можно попробовать устранить неисправность самостоятельно.
Итог:
При элементарных навыках радиолюбителя, и наличии дома паяльника и тестера, вы сможете отремонтировать даже такой сложный прибор, как сварочный инвертор.
DATAWELDER — Специалист по ремонту сварочных аппаратов
DATAWELDER — Специалист по ремонту сварочных аппаратов
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Мы также ремонтируем и восстанавливаем следующие виды оборудования. (Нажмите на ссылку производителя, чтобы посетить его веб-сайт.)
Мы также ремонтируем и восстанавливаем следующие виды оборудования. (Нажмите на ссылку производителя, чтобы посетить его веб-сайт.)  FV
FV
Неисправности и способы ремонта инверторных сварочных аппаратов своими руками
Инверторные сварочные аппараты завоевывают все большую популярность среди сварщиков благодаря своим компактным размерам, небольшому весу и приемлемой цене. Как и любое другое оборудование, эти устройства могут выйти из строя из-за неправильной эксплуатации или из-за конструктивных недостатков. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но бывают поломки, которые устраняются только в сервисном центре.
Как и любое другое оборудование, эти устройства могут выйти из строя из-за неправильной эксплуатации или из-за конструктивных недостатков. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но бывают поломки, которые устраняются только в сервисном центре.
Содержание
- 1 Сварное инверторное устройство
- 2 Как работает инвертор
- 3 Причины расщеплений инверторов
- 4 Особенности ремонта
- 5 Основные неисправности и их диагностика
- 5.1 Обработка. 5.2 Нестабильность сварочной дуги или брызги
- 5.3 Сварочный ток не регулируется
- 5.4 Большое энергопотребление
- 5.5 Электрод прилипает к металлу.
- 5.6 Горит перегрев
Устройство сварочного инвертора
В зависимости от моделей сварочные инверторы работают как от бытовой электросети (220 В), так и от трехфазной (380 В). Единственное, что необходимо учитывать при подключении устройства к бытовой сети, это его энергопотребление.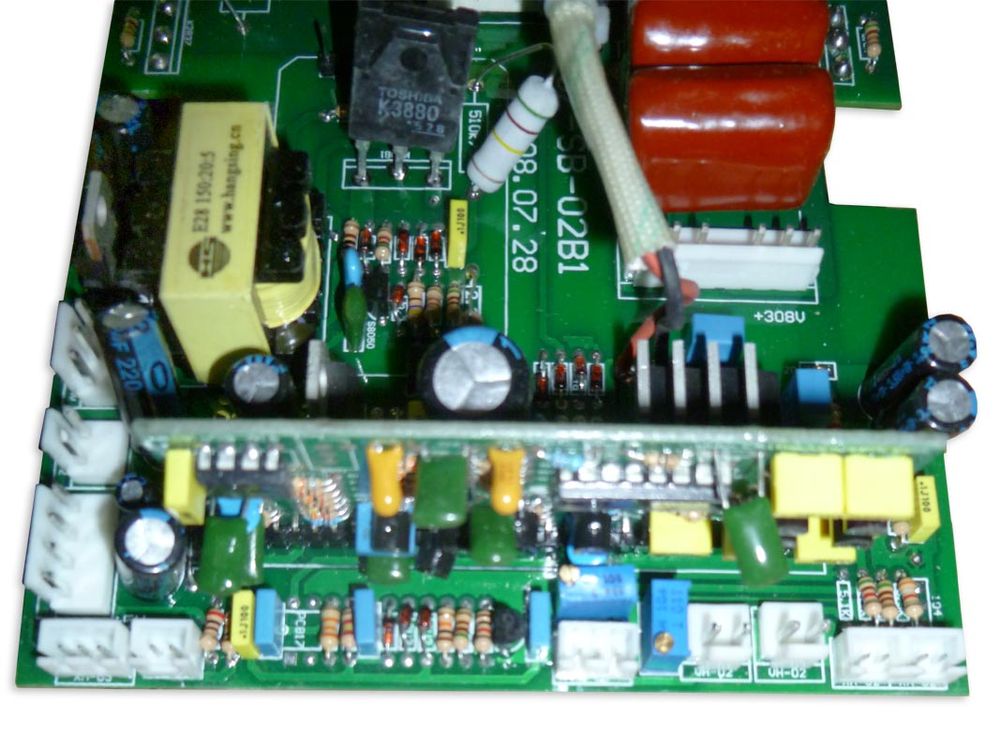 Если она превышает пропускную способность проводки, то блок не будет работать при плоской сети.
Если она превышает пропускную способность проводки, то блок не будет работать при плоской сети.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Блок первичного выпрямителя . Этот узел, состоящий из диодного моста, ставится на входе всей электрической цепи устройства. Это переменное напряжение, подаваемое из сети. Для уменьшения нагрева выпрямителя к нему присоединен радиатор. Последний охлаждается вентилятором (всасывающим), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Он реализован с помощью термодатчика, который при достижении диодами температуры 90°, разрывает цепь.
- Фильтр конденсатора . Он подключен параллельно диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В и емкость 470 мкФ на каждый конденсатор.
- Помехоподавляющий фильтр . Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушить работу других устройств, подключенных к этой электрической сети. Для удаления помех перед выпрямителем установлен фильтр.
- Инвертор . Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полномостовые. Ниже представлена схема полумостового преобразователя, имеющего 2 транзисторных ключа на базе приборов серии MOSFET или IGBT, которые чаще всего можно увидеть на инверторных устройствах средней ценовой категории. Схема мостового преобразователя более сложная и уже включает 4 транзистора. Эти типы преобразователей устанавливаются на самые мощные аппараты для сварки и, соответственно, на самые дорогие.
Так же, как и диоды, транзисторы монтируются на радиаторы для лучшего отвода тепла от них. Для защиты транзисторного блока от скачков напряжения перед ним установлен RC-фильтр.
- Высокочастотный преобразователь . Он устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. За счет включения в конструкцию этого модуля ферритового магнитопровода стало возможным уменьшить вес и уменьшить размеры трансформатора, а также снизить потери мощности и повысить КПД оборудования в целом. Например, вес трансформатора, имеющего железный магнитопровод и способного обеспечить ток силой 160 А, будет около 18 кг. А вот трансформатор с ферритовым магнитопроводом при тех же токовых характеристиках будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, который состоит из специальных диодов, с большой скоростью реагирующих на ток высокой частоты (открытие, закрытие и восстановление занимает около 50 нс), на что обычные диоды не способны. Мост оборудован радиаторами для предотвращения его перегрева. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещены две медные клеммы, обеспечивающие надежное подключение к ним кабеля питания и кабеля заземления.
- Плата управления . Всеми операциями инвертора управляет микропроцессор, который получает информацию и управляет работой аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению подбираются идеальные параметры тока для сварки различных видов. металлов. Кроме того, электронное управление экономит энергию, обеспечивая точно рассчитанные и дозированные нагрузки.
- Реле плавного пуска . Чтобы диоды выпрямителя от большого тока заряженных конденсаторов не сгорели во время пуска инвертора, используется реле плавного пуска.
 Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушить работу других устройств, подключенных к этой электрической сети. Для удаления помех перед выпрямителем установлен фильтр.
Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушить работу других устройств, подключенных к этой электрической сети. Для удаления помех перед выпрямителем установлен фильтр.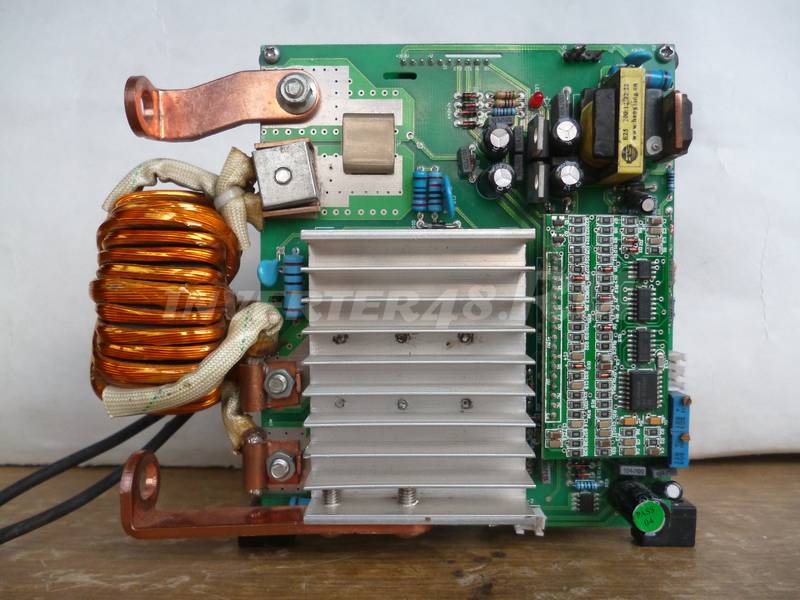
 На выходе модуля размещены две медные клеммы, обеспечивающие надежное подключение к ним кабеля питания и кабеля заземления.
На выходе модуля размещены две медные клеммы, обеспечивающие надежное подключение к ним кабеля питания и кабеля заземления.Принцип работы инвертора
Ниже представлена схема, наглядно показывающая принцип работы сварочного инвертора.
Итак, принцип работы этого модуля сварочного аппарата следующий. Первичный выпрямитель инвертора получает напряжение от бытовой электросети или от генераторов, бензиновых или дизельных. Входной ток переменный, но проходя через диодный блок, становится постоянным . Выпрямленный ток поступает на инвертор, где преобразуется обратно в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее высокочастотное напряжение снижается трансформатором до 60-70 В с одновременным увеличением тока. На следующем этапе ток снова поступает в выпрямитель, где преобразуется в постоянный, а затем подается к выходным клеммам устройства. Все текущие преобразования управляется микропроцессорным блоком управления.
Входной ток переменный, но проходя через диодный блок, становится постоянным . Выпрямленный ток поступает на инвертор, где преобразуется обратно в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее высокочастотное напряжение снижается трансформатором до 60-70 В с одновременным увеличением тока. На следующем этапе ток снова поступает в выпрямитель, где преобразуется в постоянный, а затем подается к выходным клеммам устройства. Все текущие преобразования управляется микропроцессорным блоком управления.
Причины поломок инвертора
Современные инверторы, особенно выполненные на основе модуля IGBT, достаточно требовательны к правилам эксплуатации. Это объясняется тем, что при работе агрегата его внутренние модули выделяют много тепла . Хотя для отвода тепла от блоков питания и электронных плат используются как радиаторы, так и вентилятор, иногда этих мер бывает недостаточно, особенно в недорогих блоках. Поэтому необходимо строго соблюдать правила, которые указаны в инструкции к устройству, подразумевающие периодическое отключение агрегата на охлаждение.
Поэтому необходимо строго соблюдать правила, которые указаны в инструкции к устройству, подразумевающие периодическое отключение агрегата на охлаждение.
Это правило обычно называется «Вовремя» (PV), которое измеряется в процентах. При несоблюдении ПВ происходит перегрев основных узлов аппарата и выход их из строя. Если такое случилось с новым блоком, то данная поломка не подлежит гарантийному ремонту.
Также при работе инверторного сварочного аппарата в запыленных помещениях пыль скапливается на его радиаторах и препятствует нормальной теплоотдаче, что неизбежно приводит к перегреву и выходу из строя электрических компонентов. Если избавиться от присутствия пыли в воздухе невозможно, часто приходится вскрывать корпус инвертора и очищать все компоненты аппарата от скопившейся грязи.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Сбои возникают из-за конденсата на нагреваемой плате управления, в результате чего происходит короткое замыкание между деталями электронного модуля.
Особенности ремонта
Отличительной чертой инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. . Кроме того, могут выйти из строя диодные мосты, транзисторные блоки, трансформаторы и другие части электрической цепи устройства. Чтобы провести диагностику своими руками, необходимо иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышеизложенного становится понятно, что, не имея необходимых навыков и знаний, не рекомендуется приступать к ремонту аппарата, особенно электроники. В противном случае он может быть полностью выведен из строя, а ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Неисправности основного блока и их диагностика
Как уже было сказано, инверторы выходят из строя из-за воздействия на «жизненно важные» блоки устройства внешних факторов. Также неисправности сварочного инвертора могут возникать из-за неправильной эксплуатации оборудования или ошибок в его настройках. Наиболее часто встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут возникать из-за неправильной эксплуатации оборудования или ошибок в его настройках. Наиболее часто встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто эта поломка вызвана неисправностью сетевого кабеля аппарата. Поэтому нужно предварительно снять крышку с блока и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно проблема кроется в дежурном источнике питания устройства. Техника ремонта «дежурки» на примере инвертора марки «Ресант» показана в этом видео.
Нестабильность сварочной дуги или брызги
Эта неисправность может быть вызвана неправильной настройкой тока для электрода определенного диаметра.
Совет! Если на упаковке к электродам нет рекомендованных значений тока, то его можно рассчитать по следующей формуле: на каждый миллиметр оборудования должен приходиться сварочный ток в пределах 20-40 А.
Вы следует также учитывать скорость сварки . Чем он меньше, тем меньшее значение тока должно быть установлено на панели управления установки. Помимо силы тока, которая соответствует диаметру добавки, вы можете воспользоваться таблицей ниже.
Сварочный ток не регулируется
Если сварочный ток не регулируется, причиной может быть выход из строя регулятора или обрыв подсоединенных к нему проводов. Необходимо снять корпус блока и проверить надежность соединения проводников, а также при необходимости прозвонить регулятор мультиметром. Если с ним все в порядке, то эта поломка может быть вызвана коротким замыканием в дросселе или выходом из строя трансформатора вторичной обмотки, что нужно будет проверить мультиметром. При обнаружении неисправности в этих модулях их необходимо заменить или перемотать к специалисту.
Большое энергопотребление
Чрезмерное энергопотребление, даже если устройство не нагружено, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В этом случае отремонтировать их самостоятельно не получится. Необходимо передать трансформатор мастеру для перемотки.
В этом случае отремонтировать их самостоятельно не получится. Необходимо передать трансформатор мастеру для перемотки.
Электрод прилипает к металлу.
Это происходит при падении сетевого напряжения . Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется подобрать и отрегулировать режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если устройство подключено к удлинителю с малым сечением провода (менее 2,5 мм 2 ).
Часто падение напряжения, вызывающее залипание электрода, возникает при использовании удлинителя сети слишком большого размера. В этом случае проблема решается подключением инвертора к генератору.
Горит перегрев
Горящий индикатор указывает на перегрев основных модулей агрегата. Также устройство может самопроизвольно отключаться, что свидетельствует о срабатывании тепловой защиты . Чтобы эти перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если PV = 70%, то устройство должно работать в следующем режиме: после 7 минут работы агрегату будет выделено 3 минуты на остывание.
Чтобы эти перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если PV = 70%, то устройство должно работать в следующем режиме: после 7 минут работы агрегату будет выделено 3 минуты на остывание.
На самом деле различных поломок и причин их вызывающих может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, какой алгоритм используется для диагностики сварочного инвертора в поисках неисправности. Как диагностируется устройство, вы можете узнать, посмотрев следующее обучающее видео.
Инверторные сварочные аппараты MIG: переверни свой мир с ног на голову
Мой хороший друг МИГман и я говорили о сварке алюминия в условиях кузовного цеха, и он упомянул своего друга по имени AlumiMIGman. Кажется, легкий друг MIGman не только устойчив к коррозии, но также очень жесткий и прочный в пересчете на фунт на фунт. Неудивительно, что все автопроизводители, кажется, возвращаются к различным сплавам, чтобы заменить сталь во многих областях применения.
Нажмите здесь, чтобы узнать больше
Сейчас я здесь не для того, чтобы спорить о достоинствах различных сплавов по сравнению со старой простой сталью, но я пришел к выводу, что мне искренне нужно научиться лучше ремонтировать легкие панели, которые становятся очень популярными. на современных автомобилях.
Одна вещь, которая, кажется, никогда не меняется в этом мире, это тот факт, что все всегда меняется. Конечно, изменения происходят с разной скоростью в разных вещах, но независимо от того, насколько медленно все меняется, вы можете поспорить, что они будут. И аппараты для сварки MIG не претерпели каких-либо серьезных изменений в течение достаточно долгого времени, пока не начал развиваться относительно новый инвертор в технологиях сварки MIG. Несмотря на то, что инверторная технология в сварочных аппаратах MIG существует не менее 20 лет, в нашей отрасли она используется нечасто… пока.
Я не хочу изображать из себя всезнающего эксперта, потому что я далек от этого. Я больше похож на многих из нас — на миссии, когда мы чувствуем необходимость либо улучшить наш процесс ремонта, либо обновить наше оборудование.
Я больше похож на многих из нас — на миссии, когда мы чувствуем необходимость либо улучшить наш процесс ремонта, либо обновить наше оборудование.
Инверторные сварочные аппараты 101
Позвольте мне немного рассказать о том, что я узнал о инверторных сварочных аппаратах. Я начал исследовать этих сварщиков, чтобы узнать, как лучше сваривать алюминиевые панели. Чтобы сделать это, мне сказали использовать переменный ток для достижения наилучших результатов.
Использование одного инвертора даст нам постоянный ток, поэтому один из методов, который используют некоторые производители сварочных аппаратов, заключается в использовании двух инверторов — одного сразу за другим — каждый из которых настроен на противоположную полярность и попеременно включает и выключает их. Это дает, так сказать, искусственный переменный ток. Есть и другие способы, но суть в том, что для сварки алюминия вам понадобится некоторая форма переменного тока, независимо от того, как сварщик его производит.
Демонстрируя здесь свое невежество, я никогда не задумывался о том, как работает сварщик, до сравнения формы электрического сигнала со сварным швом. Я не буду вдаваться в подробности, но в основном при описании они разбивают сигнал на семь областей. Начиная с передней стороны, где формируется капля расплава, и заканчивая средними областями, она в основном формируется и переносится на основной материал, заканчивая фоновым током, поддерживающим дугу.
Используя один из этих современных сварочных аппаратов с компьютерным управлением, вы можете управлять формой волны, изменяя продолжительность и полярность, чтобы можно было смещать форму волны таким образом, чтобы улучшить качество сварки.
Преимущества инверторных сварочных аппаратов
4 Великолепное качество сварных швов. На мой взгляд, основным преимуществом использования инверторной технологии является частота, создаваемая сварочным аппаратом. Обычный сварочный аппарат трансформаторного типа будет работать с частотой примерно 60 герц, равной силе тока, поступающему от линий электропередач. Напротив, отчеты показывают, что более современный инверторный сварочный аппарат может работать на высокой частоте — до 100 000 герц. Такие цифры трудно даже представить.
Напротив, отчеты показывают, что более современный инверторный сварочный аппарат может работать на высокой частоте — до 100 000 герц. Такие цифры трудно даже представить.
Более высокая частота намного эффективнее и, в свою очередь, приводит к более плавной дуге. Рассмотрим швейную машину, у которой 1666 стежков на дюйм по сравнению с 1 стежком на дюйм. Теперь только подумайте, насколько более гладким должен быть сварной шов.
Энергосбережение – Другим преимуществом частоты является энергосбережение. Более высокая эффективность позволяет этим машинам иметь меньше обмоток в трансформаторе, а это, в свою очередь, снижает потери тепла.
Говорят, что эффективность составляет около 87 процентов (по сравнению с 67 процентами у обычного сварочного аппарата), поэтому снижение счетов за коммунальные услуги является еще одним приятным побочным продуктом.
Повышенная мобильность – Меньший вес означает повышенную мобильность, что дает нам дополнительную свободу перемещения сварочного аппарата. Некоторые из инверторных аппаратов буквально можно держать в руке, что позволяет разместить сварочный аппарат внутри автомобиля, и ему мешает только объем баллона.
Некоторые из инверторных аппаратов буквально можно держать в руке, что позволяет разместить сварочный аппарат внутри автомобиля, и ему мешает только объем баллона.
Пробный запуск
Прочитав все, что я смог найти об инверторных сварочных аппаратах MIG, я был весьма скептичен. Может ли эта новая для кузовного цеха технология оказаться намного лучше, чем мой шпулемет на нашем старом сварочном аппарате? Поиск шел.
Теперь, где я смогу найти одну из этих новых красавиц, просто лежащих вокруг, ожидающих, когда я попробую?
Так уж получилось, что я вызвался судить конкурс VICA в Техническом колледже Озарк, и так уж случилось, что у них есть сварочный аппарат с инверторным питанием и импульсным режимом.
Позвонив Дону Ривзу (инструктору по ремонту кузовов и сварке в OTC), он пригласил меня приехать пораньше, чтобы протестировать сварочный аппарат. Поэтому я договорился с одним из моих техников, Ларри Клайном, встретиться пораньше, чтобы потренировать сварщика.
Дон вкратце рассказал нам о том, как работала установка аппарата, и занялся своими делами, подготавливая все для конкурса VICA, что позволило Ларри и мне хорошо поиграть со сварочным аппаратом.
Дон предоставил нам несколько алюминиевых купонов, которые он использует на уроках сварки в школе. Они состояли из кусков оставшихся панелей расширения лимузина толщиной около 0,077, а также кусков автомобильных капотов толщиной около 0,035. Конечно, нам было легче сваривать более тяжелые купоны, чем детали капота автомобиля, но даже тонкие детали автомобиля нам удалось сварить впечатляющим образом.
Простота использования этой машины была невероятной. Это было почти как сварка стали обычным сварочным аппаратом MIG. Ларри тоже был впечатлен.
Я не знаю, сколько из вас уже пробовали сварку MIG алюминиевых панелей кузова, но я уже несколько месяцев не пробовал делать это в нашем цеху. Поэтому, вернувшись в магазин, я разобрал наш шпульный пистолет и еще раз попробовал некоторые из тех же панелей.
Как бы я ни был впечатлен, когда впервые испытал инверторный сварочный аппарат в OTC, я был вдвойне впечатлен, когда попытался воспроизвести результаты, достигнутые утром.
При сварке нашим (теперь казавшимся архаичным) сварочным аппаратом единственный способ, которым я могу добиться сколько-нибудь последовательных результатов, — это то, что я называю точечной сваркой внахлест. С нашим сварочным аппаратом кажется невозможным двигаться со все возрастающей скоростью, достаточной для того, чтобы не проделать дыру в легких панелях, с которыми мы сталкиваемся в условиях кузовного цеха.
Оглядываясь назад на то время, когда у нас появились шпулемет и сварочный аппарат, которые есть сейчас, я был впечатлен. Но теперь, когда мне показали кое-что получше, гениальность нашего старого сварщика значительно померкла.
Upside Down
Постоянно меняющиеся технологии, кажется, делают нас менее довольными вчерашними триумфами, не так ли? Теперь я знаю, что иногда кажется, что что-то новое впечатлит некоторых людей, но я могу заверить вас, что в прошлом у меня были менее чем захватывающие результаты от некоторых «новых и улучшенных» предметов, которые были продемонстрированы мне. .
.
Но не в этом случае.
Если вы ищете способ сварки все более распространенного алюминия, я рекомендую вам протестировать один или несколько инверторных сварочных аппаратов.
Что касается меня, то я собираюсь продолжить свои исследования инверторных сварочных аппаратов. Я могу попробовать одну из менее дорогих моделей, чтобы посмотреть, как они сравниваются. Машину, на которой мы с Ларри тестировали, я бы назвал Кадиллаком среди сварщиков. Он превзошел мои ожидания, но его цена близка к 6000 долларов.
Это может отпугнуть вас, но, с другой стороны, это может вдохновить вас начать думать о том, от чего вы можете отказаться, чтобы позволить себе такое приобретение.
Посмотрим… если я сократлю свой рацион до одного сэндвича с чепухой в день и…
Ответственный редактор Кит Комбс (Keith Combs) — менеджер кузовного цеха Bill Roberts Chevrolet, где он проработал более 25 лет. В 2000 году он был назван GM/ASE мастером по ремонту/восстановлению после столкновений, а в 2002 году одним из первых получил статус техника GM мирового класса.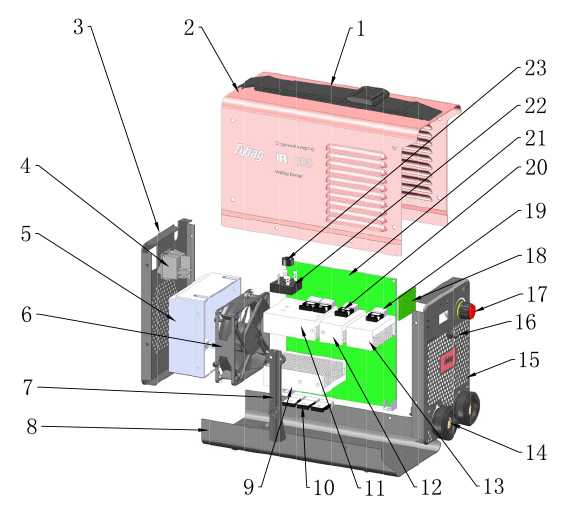
Комментарии? Отправьте их по факсу (330) 670-0874
или отправьте по электронной почте редактору BSB Джорджине К. Карсон по адресу [email protected]
Выбор инвертора MIG и генератора для ремонта кузова автомобиля
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, электродуговая и кислородно-топливная сварка
- Выбор инвертора MIG и генератора для кузовного ремонта
09.11.2015 #1
Выбираем инвертор МИГ и генератор для кузовного ремонта автомобиля
Добрый вечер всем,
.
Мы с мужем собираемся начать серьезный ремонт кузова Triumph Stag, который прожил в нашей семье 25 лет и преодолел большую часть Европы, проехав четверть миллиона миль. Это требует некоторой сварки, с которой нам может понадобиться помощь, хотя мы рады узнать, практично ли это. Ну, он… я, я завариваю чай!Итак, вопросы в том, как выбрать инвертор, максимальная толщина металла 1,5 мм, минимальная намного меньше, и как выбрать генератор для его привода, так как проект будет происходить в большом сарае, в котором нет электричества. .
И вопрос в запасном плане: если мы должны платить настоящему сварщику, чтобы он пришел и сделал за нас сварку, как подобрать генератор к его профессиональному комплекту?
Луиза и Тим
Ответить с цитатой
09.
11.2015
#2Re: Выбор инвертора MIG и генератора для кузовного ремонта автомобиля
Горячий привет из Америки! Рассматривали ли вы покупку «генератора-сварщика», подобного тому, что указан по ссылке ниже? Есть все виды генераторных сварочных аппаратов на выбор, некоторые импортные модели стоят намного дешевле, а некоторые стоят намного дороже. Это может быть вашим лучшим выбором, и когда вы закончите сварку, у вас все еще будет полезный генератор для экстренного использования.
http://www.weldingsuppliesfromioc.co…2708-2-k2804-1
Гар
Lincoln Electric , Power MIG 256
Hypertherm Powermax 45
Miller Dynasty 280DX
Smith O/A torchОтветить с цитатой
11-09-2015 #3
Re: Выбор инвертора MIG и генератора для кузовного ремонта автомобиля
Рекомендую отбуксировать машину в автомастерскую.
Миллер 211
Hypertherm БДМ 45
1961 Линкольн Idealarc 250
HTP 221Истинная Мудрость исходит только от Боли.
Ответить с цитатой
11-09-2015 #4
Re: Выбор инвертора MIG и генератора для кузовного ремонта автомобиля
Я думаю, первый вопрос — это бюджет и какая марка оборудования доступна для вас там?
Из всего, что я потерял, я больше всего скучаю по своему разуму.
..
Я знаю достаточно обо всем, чтобы быть опасным……
Тупой не вылечишь..только убей…Ответить с цитатой
11-09-2015 #5
Re: Выбор инвертора MIG и генератора для кузовного ремонта автомобиля
Первоначально Послано John T
Я предлагаю вам отбуксировать автомобиль в мастерскую.
ваш движущийся жук убивает меня.. лол.. Я все время хочу провести пальцем по экрану, чтобы убить его.Из всего, что я потерял, я больше всего скучаю по своему разуму…
Я знаю достаточно обо всем, чтобы быть опасным……
Тупой не вылечишь… только убей…Ответить с цитатой
09.11.2015 #6
Re: Выбор инвертора MIG и генератора для кузовного ремонта автомобиля
Первоначально написал roadkillbobb
ваш движущийся жук убивает меня.
Это только для того, чтобы тебя раздражать. . лол.. Мне все время хочется провести пальцем по экрану, чтобы убить его…. хорошо, что у меня нет чего-то тяжелого, иначе я буду регулярно заменять мониторы ..имао..Миллер 211
Hypertherm БДМ 45
1961 Линкольн Идеаларк 250
HTP 221Истинная Мудрость исходит только от Боли.
Ответить с цитатой
09.11.2015 #7
Re: Выбор инвертора MIG и генератора для кузовного ремонта автомобиля
для этого была бывшая жена.
…Из всего, что я потерял, я больше всего скучаю по своему разуму…
Я знаю достаточно обо всем, чтобы быть опасным……
Тупой не вылечишь..только убей…Ответить с цитатой
11-09-2015 #8
Re: Выбор инвертора MIG и генератора для кузовного ремонта автомобиля
Если бы машина была важна, я бы не стал брать ее в качестве 1-го проекта.
Попросите кого-нибудь, кто уже знает, что они делают, сделать ремонт. Сварить панели кузова не так уж сложно, но сделать так, чтобы они выглядели бесшовными и были сделаны правильно, непросто. Как уже упоминалось, лучше всего отбуксировать автомобиль в кузовной цех, который специализируется на реставрации.Что касается того, чтобы кто-то вышел, большинство мобильных сварщиков обычно имеют собственное оборудование для работы там, где нет электричества. Однако генератор может быть полезен, так что вы можете использовать свет и электроинструменты для другой работы. Определите, какое максимальное энергопотребление вам потребуется для запуска ваших вещей, а затем добавьте не менее 50%. В США большинство генераторов оцениваются в «импульсных» ваттах. То, с чем они могут справиться при непрерывной работе, обычно намного ниже на небольших устройствах. Размер основан на постоянной мощности, а не на импульсе. Всплеск предназначен для устройств, которые потребляют дополнительную мощность при запуске, таких как некоторые двигатели, кондиционеры и так далее.
Если вы полны решимости сделать это самостоятельно, я бы посмотрел, есть ли где-нибудь рядом с вами курсы по работе с телом. Местные средние школы и колледжи часто предлагают такие занятия по ночам. Вы можете учиться на чужой машине с инструктором, который может указать на все мелочи, которые отделяют отличную работу от создания беспорядка. Это гораздо больше, чем просто сварка.
.
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
09.
11.2015
#9Re: Выбор инвертора MIG и генератора для кузовного ремонта автомобиля
Учусь уже! В погоне за идеей сварочного генератора (слишком дорогого) я наткнулся на термин «безопасный генератор» и исследовал потенциальные проблемы запуска инверторного MIG от дешевого генератора. Поскольку бюджет ограничен, я чувствую себя немного зажатым во всем этом. Итак, теперь мне интересно, не ошибаюсь ли я и должен ли вместо этого спросить, может ли газовая сварка быть практичным вариантом для автомобиля?
На самом деле работа не очень большая, заплатка, которую нужно приварить к элементу шасси, может быть, квадрат в три дюйма, в основном косметическая заплата на задней панели 12 x 8 дюймов и, возможно, небольшая косметическая работа по исправлению здесь и там не очень много.
Может это газовая сварка?Луиза
ps Я тоже ненавижу этот жук, ползающий по экрану.
Ответить с цитатой
11-09-2015 #10
Re: Выбор инвертора MIG и генератора для кузовного ремонта автомобиля
PS не могу отбуксировать машину в кузовной цех, потому что задняя ось должна быть снаружи, чтобы добраться до места сварки.
Ответить с цитатой
09.
11.2015
#11Re: Выбор инвертора MIG и генератора для кузовного ремонта автомобиля
попробуйте сварочный аппарат типа hobart 140 и генератор..
Из всего, что я потерял, я больше всего скучаю по своему разуму…
Я знаю достаточно обо всем, чтобы быть опасным……
Тупой не вылечишь..только убей…Ответить с цитатой
11-09-2015 #12
Re: Выбор инвертора MIG и генератора для кузовного ремонта автомобиля
Да, можно сварить газом.
Однако газовая сварка увеличила количество добавляемого тепла, и это обычно увеличивает склонность металла к деформации. Газовая сварка часто выполняется профессионалами в области реставрации, но после сварки приходится много работать молотком и тележкой, чтобы изменить форму металла, сжимая и растягивая деформированные участки. Таким образом, вам нужно будет научиться как газовой сварке, так и молотку и тележке.Хороший бодибилдер может сделать так, чтобы все выглядело безупречно. Новый парень без опыта устроит большой беспорядок. Я видел работы, где было бы лучше, если бы они просто использовали шурупы для крепления панели кузова. Я бы проголосовал за газовую сварку, потому что она быстрее и проще в освоении, чем газовая сварка вне рабочего места. Это также сокращает количество добавляемого тепла и уменьшает (но не устраняет) коробление.
.
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут.
На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!Рональд Рейган
Ответить с цитатой
11-09-2015 №13
Re: Выбор инвертора MIG и генератора для кузовного ремонта автомобиля
Первоначально Послано LouiseSJPP
PS не может отбуксировать автомобиль в мастерскую, потому что задняя ось должна быть снаружи, чтобы добраться до места сварки.
снять ось в кузовном цехе.Эд Конли
http://www.screamingbroccoli.com/
ММ252
MM211 (Продано)
Паспорт плюс и шпульный пистолет
Lincoln SP135 Plus- (Ушел в хороший дом)
Клатч 120В Плазменный резак
SO 2020 Бендер
Пиво в холодильникеОтветить с цитатой
 Мы с мужем собираемся начать серьезный ремонт кузова Triumph Stag, который прожил в нашей семье 25 лет и преодолел большую часть Европы, проехав четверть миллиона миль. Это требует некоторой сварки, с которой нам может понадобиться помощь, хотя мы рады узнать, практично ли это. Ну, он… я, я завариваю чай!
Мы с мужем собираемся начать серьезный ремонт кузова Triumph Stag, который прожил в нашей семье 25 лет и преодолел большую часть Европы, проехав четверть миллиона миль. Это требует некоторой сварки, с которой нам может понадобиться помощь, хотя мы рады узнать, практично ли это. Ну, он… я, я завариваю чай! 11.2015
#2
11.2015
#2
 ..
.. 
 . лол.. Мне все время хочется провести пальцем по экрану, чтобы убить его…. хорошо, что у меня нет чего-то тяжелого, иначе я буду регулярно заменять мониторы ..имао..
. лол.. Мне все время хочется провести пальцем по экрану, чтобы убить его…. хорошо, что у меня нет чего-то тяжелого, иначе я буду регулярно заменять мониторы ..имао.. Попросите кого-нибудь, кто уже знает, что они делают, сделать ремонт. Сварить панели кузова не так уж сложно, но сделать так, чтобы они выглядели бесшовными и были сделаны правильно, непросто. Как уже упоминалось, лучше всего отбуксировать автомобиль в кузовной цех, который специализируется на реставрации.
Попросите кого-нибудь, кто уже знает, что они делают, сделать ремонт. Сварить панели кузова не так уж сложно, но сделать так, чтобы они выглядели бесшовными и были сделаны правильно, непросто. Как уже упоминалось, лучше всего отбуксировать автомобиль в кузовной цех, который специализируется на реставрации.
 11.2015
#9
11.2015
#9 Может это газовая сварка?
Может это газовая сварка? 11.2015
#11
11.2015
#11 Однако газовая сварка увеличила количество добавляемого тепла, и это обычно увеличивает склонность металла к деформации. Газовая сварка часто выполняется профессионалами в области реставрации, но после сварки приходится много работать молотком и тележкой, чтобы изменить форму металла, сжимая и растягивая деформированные участки. Таким образом, вам нужно будет научиться как газовой сварке, так и молотку и тележке.
Однако газовая сварка увеличила количество добавляемого тепла, и это обычно увеличивает склонность металла к деформации. Газовая сварка часто выполняется профессионалами в области реставрации, но после сварки приходится много работать молотком и тележкой, чтобы изменить форму металла, сжимая и растягивая деформированные участки. Таким образом, вам нужно будет научиться как газовой сварке, так и молотку и тележке. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
РЕМОНТ СВАРОЧНЫХ МАШИН | Нежелательная почта
Политики нежелательной почты обновлены. Просмотрите их внизу этой страницы.
- Все категории
- Услуги
- Ремонтно-строительные услуги
- Электротехнические услуги
- Гаутенг
- Йоханнесбург
- Восточный Рэнд
- Категория: Услуги — Ремонтно-строительные услуги — Электротехнические услуги
- Регион: Гаутенг — Йоханнесбург
- Опубликовано: 05. 04.2021
- Тип объявления: Бизнес
- Идентификатор объявления: rb8z4s2
 04.2021
04.2021 Добавить в список желаний
Свяжитесь со мной
Почините свой сварочный аппарат
Ремонт инверторного сварочного аппарата от R550 мы ремонтируем все виды сварочных аппаратов
мы производим платы подачи проволоки для аппаратов MIG (CO2), тиристорные платы зажигания, высокочастотные платы для TIG и плазмы и т. д.
мы проектируем печатную плату для индивидуального проекта мы делаем программное обеспечение микроконтроллера
проектирование и разработка аппаратного и программного обеспечения
для получения дополнительной информации свяжитесь с Yavuz 0793537738 посмотреть еще
- Категория: Услуги — Ремонтные и строительные услуги — Электротехнические услуги
- Регион: Гаутенг — Йоханнесбург
- Опубликовано: 05. 04.2021
- Тип объявления: Бизнес
- Идентификатор объявления: rb8z4s2
 04.2021
04.2021 Сообщить об этом объявлении
Больше объявлений от этого рекламодателя
Поделись объявлением
Похожие объявления в нежелательной почте
Узнайте больше о нежелательной почте, просмотрев похожие объявления ниже.
Распаковка наших инновационных услуг Pay Now
Свяжитесь со мной
Мы электрики по телефону.
Contact Me
Electrician
Essential Services
Electricians Available
Contact Me
Generators Available
Contact Me
Electricians available 24hours
Contact Me
Electricians in Ваш район
Свяжитесь со мной
Professional DSTV INSTALL в Претории
Essential Services
Магнитный замок
R 600
Солнечная энергия
Свяжитесь со мной
Телефон ватсап Электронная почта
РЕМОНТ СВАРОЧНЫХ АППАРАТОВ
Фейсбук
Твиттер
LinkedIn
WhatsApp
Телеграмма
Эл. адрес
адрес
Регистрация прошла успешно.
Эл. адрес *
Контактная информация
Пароль * (минимум 7 символов)
Подтвердить Пароль *
О, неееет! Похоже, что-то пошло не так. Пожалуйста, попробуйте снова зарегистрироваться через некоторое время.
Я принимаю Условия обслуживания и Политику конфиденциальности нежелательной почты.
Уже зарегистрирован? Войти сейчас!
Обратная связьЭл. адрес*
Номер мобильного
Имя*
Тип сообщения* Пожалуйста, выберите один. Расскажите нам свою историю успеха. Сообщите о мошенничестве, спаме или злоупотреблениях.0043
Сообщение*
Я принимаю Условия обслуживания и Политику конфиденциальности нежелательной почты.
Карьера — Rivian
Когда люди из разных миров, с разным жизненным опытом и точками зрения окружают вызов со всех сторон, возникает волшебство. Если бы это зависело от нас, каждый человек на планете объединил бы усилия для смягчения последствий изменения климата. Карбонизация нашей атмосферы представляет большую угрозу для человечества, но при наличии некоторого воображения и общей приверженности резкому сокращению выбросов возможен лучший путь вперед.
Карбонизация нашей атмосферы представляет большую угрозу для человечества, но при наличии некоторого воображения и общей приверженности резкому сокращению выбросов возможен лучший путь вперед.
Чтобы достичь этого, мы пускаем в ход нашу авантюрную сторону – изобретаем технологии, создаем продукты и разрабатываем услуги и опыт, которые способствуют переходу на возобновляемые источники энергии и вдохновляют их.
Предприимчивые мыслители
Р. Дж., основатель и генеральный директор
Мы — часть одной команды, сцепившейся руками и создающей что-то вместе.
Вассим, вице-президент по разработке программного обеспечения
Программное обеспечение — это невидимое волшебство, раскрывающее красоту оборудования и механических систем.
Заб, Промышленный дизайн
Существует так много поддержки для создания потрясающих вещей.
Джонатан, старший менеджер, Rivian Charging Network
Когда мы придерживаемся основных принципов и хорошо разбираемся в технологиях, пределов нет.
Хелен, директор по персоналу
Существует целый ряд точек зрения, таких как ни одна среда, в которой я когда-либо работал.
Зульф, директор по дизайну интерьера
Мы все здесь, потому что хотим изменить мир.
Дон, менеджер по охране окружающей среды завода
Как заставить инженера что-то сделать? Скажи им, что это невозможно.
Киран, вице-президент по автономии
Даже в самых сложных ситуациях культура остается неизменной.
Ребекка, руководитель программы
Речь идет об авантюризме и наслаждении восхождением.


Р.Дж., основатель и генеральный директор
Мы часть одной команды, со сцепленными руками, вместе что-то строим.
С самых первых дней нашей жизни Ривиан притягивал оптимистичных мыслителей и деятелей, которые не остановятся ни перед чем, чтобы оставить эту планету лучше, чем мы ее нашли. Чтобы что-то изменить, нужны не только отличные идеи. Воплотить их в жизнь — правильно — требует неустанного любопытства и большого сердца, не говоря уже о сложных решениях, неожиданных поворотах, перечерченных планах и обгрызенных карандашах. Каждый раз, когда мы встречаем неизвестное с распростертыми объятиями, то, что когда-то казалось невозможным, становится забавным.
Чтобы поддержать опыт работы нашей команды, мы предлагаем различные возможности развития и обучения, компенсацию, которая включает в себя справедливость для всех новых сотрудников и комплексные льготы по здоровью и благополучию.
Сила организации, которую мы создаем, и то, как мы работаем вместе, и культура, в которой мы работаем, являются единственным реальным долгосрочным устойчивым конкурентным преимуществом.

RJ
ОСНОВАТЕЛЬ И ГЕНЕРАЛЬНЫЙ ДИРЕКТОР
Наши офисы
Мы верим в совместную силу вдохновляющих физических пространств, где наши команды могут собираться и общаться. На нашем заводе, в лабораториях, сервисных центрах и офисах пространства Rivian отражают наши ценности устойчивого развития, сопричастности и объединения вокруг общей миссии.
Наш офис в Ирвине служит нашим головным офисом, занимаясь проектированием и проектированием транспортных средств, разработкой силовых установок и аккумуляторных систем, а также нашими коммерческими функциями.
Наш офис в Пало-Альто фокусируется на нашем стеке программного обеспечения и автомобильной электронике, включая нашу базовую программную платформу, средства управления транспортными средствами, подключение к облаку, автономию и автомобильный пользовательский интерфейс/UX.
Наше предприятие в Карсоне занимается преобразованием электроэнергии, включая разработку инверторов, зарядных устройств и двигателей.
Бьющееся сердце Ривиана. Здесь, на нашем заводе, мы сосредоточены на создании культуры сотрудничества, которая не похожа ни на одну другую промышленную операцию. Команды здесь включают разработку транспортных средств и производство, производственные операции, цепочку поставок и логистику, ИТ, качество и поддержку клиентов.
В нашем офисе в Плимуте вы найдете проектирование транспортных средств, прототипирование, цепочку поставок и бухгалтерский учет.
В нашем испытательном центре в Аризоне работает основная группа инженеров и техников, которые проводят опытно-конструкторские испытания динамики движения, долговечности, тепловых характеристик и эффективности наших автомобилей.
Ванкувер является домом для наших команд по разработке программного обеспечения для управления транспортными средствами. Здесь команда по опыту владения разрабатывает платформу мирового класса, которая сделает изучение и владение электрическими приключенческими транспортными средствами интуитивно понятным, беспрепятственным и увлекательным.
Инженеров наших передовых концепций, кузовных и осветительных групп можно найти в Уокинге, недалеко от Лондона. Они сосредоточены не только на том, чтобы R1T и R1S превосходили ожидания клиентов, но и на будущих продуктах Rivian.
Наш офис в Амстердаме служит европейским коммерческим центром Rivian, в котором размещаются наши корпоративные и коммерческие функции в регионе.
Вакансии
Если вы хотите использовать свою энергию во благо, мы будем рады получить от вас известие.
776 Openings
Search
Filter by
Location
Department
Work Type
Accountant, Corporate Accounting
Finance
United States, Michigan, Plymouth
Accountant, Учет основных средств
Финансы
США, Мичиган, Плимут
Body Operations Shift Manager
Manufacturing
United States, Illinois, Normal
Build & Release Engineer (All Levels)
Software Engineering
United States, Remote
Customer Service Guide
Служба поддержки клиентов
США, штат Иллинойс, обычная
Специалист по работе с клиентами, двуязычный французский
Служба поддержки
Канада, Британская Колумбия, Ванкувер
Инженер-конструктор, высоковольтные кабели (трансмиссия)
Машиностроение и электротехника
США, Калифорния, Ирвин
Координатор диспетчерского обслуживания II, E&C 9037 Energy 903 Field Service Operations8 и зарядка
США, Пенсильвания, Филадельфия
Инженер-конструктор-электрик — ADAS
Машиностроение и электротехника
США, Калифорния, Пало-Альто
Техник по проектированию электрических систем (ночная смена)
Производство
США, Иллинойс, штат Нормальный
Инженер по аттестации электрических систем7 и193 Электроника низкого напряжения 903 Электроника низкого напряжения 903
США, Калифорния, Пало-Альто
Техник-электромеханик
Машиностроение и электротехника
United States, California, Palo Alto
Electronics R&D Lab Manager
Mechanical & Electrical Engineering
United States, California, Irvine
Embedded Software Development Engineer
Mechanical & Electrical Engineering
United States, Техас, Остин
Инженер-программист (все уровни)
Инженер-программист
США, Калифорния, Пало-Альто
EmPowerment Event 2022 Attendee: Powertrain General Application
Mechanical & Electrical Engineering
United States, California, Irvine
Engineering Applications Analyst (CAE, HPC)
Information Technology
United States, Michigan, Plymouth
Аналитик инженерных приложений (CAE, HPC)
Информационные технологии
США, Иллинойс, обычная
Engineering Applications Analyst (CAE, HPC)
Information Technology
United States, California, Irvine
Engineering Applications Analyst (CAE, HPC), Serbia
Information Technology
Serbia, Belgrade
Инженер по оборудованию — сборка ячеек
Инженер-технолог
США, Калифорния, Пало-Альто
Инженер по системам зарядки электромобилей — инженер-диагност
Сервис
Соединенные Штаты, Калифорния, Пало -Альто
Консультант по обслуживанию полевых услуг IV
Сервис
Соединенные Штаты, Калифорния, Сан -Диего
Объединенная служба.
, ЧикагоТехнический специалист по запуску IV (Запад)
Сервисный
Соединенные Штаты, удаленно
Техник выездного обслуживания III
Сервис
Соединенные Штаты, Канзас, Олат
Техник выездного обслуживания III — ночная смена
Сервис
США, Флорида, Майами
Техник выездного обслуживания IV
Сервис
United States, Virginia, Richmond
Field Service Technician IV
Service
United States, Texas, Austin
Field Service Technician IV
Service
United States, Illinois, Normal
Техник выездного обслуживания IV, ночная смена
Служба
США, Техас, Остин
Техник выездного обслуживания IV — ночная смена
Служба
Соединенные Штаты, Калифорния, Южный Сан -Франциско
Техник по полевым обслуживанию IV — Ночная смена
Сервис
Соединенные Штаты, Юта, Солт -Лейк -Сити
Координатор флота
Доставка и поля.
, Калифорния, ИрвинКоординатор автопарка
Доставка и полевые операции
США, Мичиган, Плимут
Инженер по GNSS-позиционированию, самоуправляемый
Автономное вождение
США, Калифорния, Пало-Альто
Руководитель группы — Генеральная сборка (R1-Ночная смена)
Производство
США, Иллинойс, Нормальный
- R
- Руководитель группы кузовов (2-я смена)
Качество
США, Иллинойс, Нормал
Инженер-технолог по продуктам: PCBA
Машиностроение и электротехника
Мексика, удаленная
Ведущий модель -модель глины
Дизайн
Соединенные Штаты, Калифорния, Ирвин
Ведущий инженер Sensor Fusion, беспилотное вождение
Автономное вождение
США, Калифорния, Пало-Альто
Ведущий инженер Sensor Fusion, автономное вождение
Autonomous Driving
United States, California, Irvine
Lead Service Technician — Night Shift
Service
United States, California, South San Francisco
Localization Engineer, Inertial
Autonomous Driving
United Штаты, Калифорния, Ирвин
Менеджер по обслуживанию
Производство
США, Иллинойс, Нормальный
Менеджер, инженер по сертификации топливной экономичности
Юридический отдел
США, Калифорния, Ирвин
Инженер-технолог
Инженер-технолог
США, Калифорния, Пало-Альто Менеджер по развитию рынка аккумуляторных батарей
- -1 91 & Pack
Управление продукцией
США, Калифорния, Пало-Альто
Анализ рынка Менеджер по развитию бизнеса — оборудование для производства аккумуляторов и сырье
Управление продукцией
США, Калифорния, Пало-Альто
Стажер в области материаловедения — аккумуляторная батарея, CAM (катодный активный материал) (2023 Co-op)
Стажировки
США, Калифорния, Сан-Хосе
3
Инженер-конструктор-механик – сборка ячеек
Инженер-технолог
США, Калифорния, Пало-Альто
Руководитель службы технической поддержки MES
Информационные технологии
Соединенные Штаты, Иллинойс, Нормальный
Ведущий проект NPI
Производство
Соединенные Штаты, Калифорния, Irvine
Инженерный стажировщик.
США, Калифорния, Пало-Альто
Планировщик производства
Производство
США, Иллинойс, Нормальный
Специалист по охране и безопасности
ОБЩЕСТВО И НЕОБХОДИМОСТЬ
Соединенные Штаты, Калифорния, Ирвин
Инженер по качеству, Body Shop
Производство
Соединенные Штаты, Иллинойс, Нормальный
Качественный инженер контроллер
7777 7003 9003 9007Качественный инженер -инженер контроллера
7777 7003 9003 9003. Иллинойс, штат Нормальный
Инженер по качеству — конец линии
Качество
США, штат Иллинойс, штат
Старший бухгалтер, корпоративный учет
Finance
Соединенные Штаты, Удаленный
Старший инженер управления — Инженер оборудования
Производство
Соединенные Штаты, Иллинойс, Нормальный
Старшие электронные специалисты. Ирвин
Старший инженер по встроенному программному обеспечению
Автономное вождение
Сербия, Белград
Старший инженер по встроенному программному обеспечению — основное программное обеспечение транспортных средств
Разработка программного обеспечения
Канада, Британская Колумбия, Ванкувер
Старший инженер по оборудованию — общая сборка
Производство
США, Иллинойс, штатный инженер по управлению
9100Информационные технологии
США, Калифорния, Лос-Анджелес
Старший ведущий менеджер по закупкам, закупка материалов для аккумуляторных батарей
Цепочка поставок и логистика
Соединенные Штаты, Калифорния, Irvine
Старший менеджер, корпоративный FP & A
Finance
Соединенные Штаты, Калифорния, Palo Alto
Старший менеджер, программный режиссер — программная машина — Инженерная машина.
ИнжинирингСербия, Белград
Старший инженер-технолог, отдел сборки
Инженер-технолог
США, Калифорния, Пало-Альто
Senior Mechanical Design Engineer — Cell Assembly
Manufacturing Engineering
United States, California, Palo Alto
Senior Staff Software Engineer, Mapping
Software Engineering
United States, Washington, Seattle
Технический руководитель Sensor Architect
Машиностроение и электротехника
США, Калифорния, Пало-Альто
Сервисный лабораторный техник
Сервис
Соединенные Штаты, Калифорния, Сан -Хосе
Консультант по поддержке обслуживания, немецкий
. Инжиниринг
США, Калифорния, Ирвин
Инженер-программист, Camera Systems
Инженер-программист
США, Калифорния, Пало-Альто
Стажировка по разработке программного обеспечения — Лето 2023
Стажировки
Соединенные Штаты, Калифорния, Пало -Альто
Специалист, коммерческие средства
ОБЩИЕ Аналитик, программы обратной связи с клиентами
Бизнес-аналитика
США, Калифорния, Ирвин
Старший инженер-аналитик — заводские данные
Manufacturing Engineering
United States, Remote
Sr.
Charging Systems Project ManagerEnergy & Charging
United States, Illinois, Normal
Sr. Charging Systems Project Manager
Energy & Charging
США, Мичиган, Плимут
Старший инженер по системам управления, кузовные органы управления
Разработка программного обеспечения
США, Калифорния, Ирвин
Sr. Controls Engineer, Self-Driving
Autonomous Driving
United States, California, Palo Alto
Sr. Data Engineer, Connectivity and Insights
Software Engineering
United States, Remote
Старший специалист по данным
Разработка программного обеспечения
США, Калифорния, Ирвин
Старший инженер по глубокому обучению, платформы
Автономное вождение
США, Калифорния, Пало-Альто
Старший инженер-проектировщик, Дифференциал и разъединители
Машиностроение и электротехника
США, Мичиган, Плимут
Старший инженер-конструктор
EDS CAD 8 Инженерное дело
США, Калифорния, Ирвин
Старший специалист по охране труда и технике безопасности (строительство)
Объекты и недвижимость
США, Техас, Остин
Sr.
 , Чикаго
, Чикаго , Калифорния, Ирвин
, Калифорния, Ирвин
 Инжиниринг
Инжиниринг Charging Systems Project Manager
Charging Systems Project Manager