Ремонт аппарата точечной сварки в СПб – адреса в Санкт-Петербурге
- Главная
Точечная контактная сварка применяется для получения беспрерывного соединения методом расплавления металла электрическим током в одном или в нескольких местах. Она позволяет быстро, осторожно и с небольшим давлением закреплять тонкие элементы, без нее не обходится ни один кузовной ремонт, а также она активно используется в ситуациях, когда доступ к свариваемым поверхностям изнутри осложнен. Современные споттеры, включая мобильные аппараты и мощные агрегаты с камерой охлаждения, требуют регулярной очистки и технического обслуживания. При сбоях в электропитании или ошибках применения они могут сломаться.
Когда нужен срочный ремонт сварочного агрегата?
Ваш споттер больше не сваривает металл или не хватает мощности? Обратитесь в проверенную компанию, которая занимается профессиональным ремонтом аппаратов точечной сварки в Санкт-Петербурге — ServisSvarki. ru. Мы делаем ремонт устройств отечественных и иностранных производителей, устанавливаем запчасти в соответствии с заводскими методами, выдаем гарантию на все виды услуг.
ru. Мы делаем ремонт устройств отечественных и иностранных производителей, устанавливаем запчасти в соответствии с заводскими методами, выдаем гарантию на все виды услуг.
Срочный ремонт аппарата точечной сварки нужен в следующих случаях:
- Устройство не запускается или функционирует с перебоями.
- Постоянно включается лампочка перегрева.
- При сварке прожигается металл.
- Недостаточно мощности для проведения сварки.
Высокие эксплуатационные возможности устройств точечной сварки оценили не только хозяева СТО и мастерских, но и многочисленные клиенты. Качественное восстановление деформированных кузовных деталей, оперативность и привлекательная цена работ — все это является главными достоинствами применения аппаратов точечной сварки.
Особенности ремонта споттеров
Производители предлагают широкий выбор устройств точечной сварки:
- для проведения стыковых соединений,
- для соединения между отдельных точками листов, штампованных деталей,
- для проведения рельефных сварочных мероприятий,
- комбинированные.


Каждый вид устройства обладает своими конструктивными характеристиками, поэтому ремонт споттеров отличается рядом функций и уровнем сложности. Стационарные сварочные устройства являются мощными агрегатами, которые напоминают большие станки. Ремонт контактной сварки такого вида осуществляется на месте их использования с выездом наших мастеров. Мобильные модели с невысокой мощностью, которые используются для сваривания тонких стальных листов, можно легко перевезти в наш сервисный центр. Такой ремонт не занимает много времени. Мы также производим ремонт агрегатов точечной сварки конденсаторного вида. Чаще всего ломается блок питания, который меняется на оригинальный по технологии компании-изготовителя.
Диагностика всех видов устройств выполняется бесплатно. Главные типы ремонтных работ:
- Устранение поломок платы управления.
- Ремонт силовой части.
- Замена тиристоров и транзисторов.
- Замена трансформатора.
Профессиональный ремонт точечной сварки
Клиенты обращаются в наш сервис из-за снижения качества производимых устройством сварочных работ, возникновения прожиганий или недовариваний. У нас полный набор устройств для диагностики, и мы оперативно выявляем поломку. Стоит обратить внимание на главные достоинства проведения ремонта агрегатов точечной сварки профессиональными мастерами:
У нас полный набор устройств для диагностики, и мы оперативно выявляем поломку. Стоит обратить внимание на главные достоинства проведения ремонта агрегатов точечной сварки профессиональными мастерами:
- Полное восстановление рабочих особенностей и высокое качество работ в короткие сроки.
- Гарантия на проведенные работы и замененные запчасти и комплектующие.
- Доступная цена.
- Возможность выезда мастеров на объект использования устройств.
В нашей компании работают только профессиональные мастера. Если вы обращаетесь к нам, то получаете гарантию беспроблемного и эффективного использования споттеров. Сроки ремонта агрегата точечной сварки зависят от нескольких факторов:
- Наличие запчастей. Наш сервисный центр имеет склад, в котором присутствуют необходимые запчасти для ремонта устройства точечной сварки. Наши специалисты тщательно следят, чтобы в наличии были не только популярные модели запчастей, но и те, что редко подвергаются поломкам.
- Опыт и квалификация специалистов. Наши мастера являются квалифицированными специалистами и настоящими азами своего дела. Для них ремонт — это не просто работа, а приложение максимальный усилий для того, чтобы инструмент вернулся к полноценной эксплуатации.
- Каждое отремонтированное устройство в нашей компании — это довольный клиент.

Стоимость ремонта зависит от двух составляющих: запчастей и работы. Если с ценой работы все понятно, она доступна на сайте в прайс-листе стоимости работ, то с запчастями сложнее. Чтобы узнать цену ремонта аппарата точечной сварки, нужно сделать комплексную диагностику и обнаружить поломку. Диагностика бесплатная, после которой вы будете знать, какие детали нужны для ремонта устройства точечной сварки и какая будет цена работы.
Доверьте ремонт аппарата точечной сварки в СПб профессионалам, мы качественно отремонтируем ваше устройство в Санкт-Петербурге.
Соединяя сталь. Правильный ремонт кузова с помощью сварки
Вопрос правильного ремонта кузова с помощью сварки сейчас стоит довольно остро.
В погоне за снижением массы автомобиля и прочностью кузова производители используют все более сложные материалы. С каждым годом появляются новые виды стали, работа с которыми в условиях сервиса невозможна без специальных навыков и оборудования. Более того, в кузове автомобиля используется несколько видов стали, которые далеко не всегда скрепляются друг с другом посредством сварки. Поэтому при кузовном ремонте автосервисы сталкиваются с рядом проблем, например закипание сварочной точки, непровар или прожигание металла и т. д. В результате увеличивается время ремонта, количество расходных материалов, потребление электроэнергии.
Основные типы сталей, применяемых в автомобилях, это мягкие стали, высокопрочные (UHLE), средней прочности (THLE) и сверхпрочные (или сверхсложные USIBOR). У этих материалов сложный состав, в который входят, кроме углерода, хром, никель, магний, кремний, вольфрам, титан, ванадий и другие легирующие добавки, повышающие механические свойства стали. Плюс цинк, который добавляют для того, чтобы повысить антикоррозионную стойкость кузова, по сравнению с обычным методом поверхностного цинкования. К такому материалу с обычной точечной сваркой не подойдешь, не говоря уж про газовую.
| Преимущества и недостатки современных сталей | |
| Преимущества | Недостатки |
| Создание легких автомобилей | Сложный процесс производства стали HR |
| Повышенная прочность кузова | Уменьшение прочности при сильном нагреве |
| Снижение количества элементов прочности | Необходимость специального оборудования на СТО |
| Лучшая устойчивость к городским авариям | Обязательная замена элементов кузова при повреждении |
| Улучшение управляемости за счет жесткости и устойчивости к кручению | Запрещено выправление элементов кузова |
| Строго запрещено применение полуавтоматического сварочного аппарата со стальной проволокой | |
Есть и другая крайность. Некоторые детали кузова зачастую неремонтопригодны, и в случае повреждения необходима их замена на новые, с обязательным соблюдением технологии. Производители допускают применение аппаратов контактной сварки строго определенной мощности. Иногда приходится использовать технологию сварки-пайки медным сплавом при низких температурах, не изменяющих структуру и свойства сталей.
Некоторые детали кузова зачастую неремонтопригодны, и в случае повреждения необходима их замена на новые, с обязательным соблюдением технологии. Производители допускают применение аппаратов контактной сварки строго определенной мощности. Иногда приходится использовать технологию сварки-пайки медным сплавом при низких температурах, не изменяющих структуру и свойства сталей.
Если не соблюдать технологию и применять неправильный тип сварки для различных видов стали, то последствия могут быть весьма печальными. Например, если воздействовать на современную сталь контактной сваркой, дающий высокую температуру, элемент кузова может потерять до 50% жесткости и уже не будет надежно защищать при ДТП. Может произойти самопроизвольный демонтаж элементов из-за трещин, отслоений и прочих дефектов, возникших в процессе сварки с нарушением технологии. Могут произойти перекосы и заклинивания открывающихся деталей.
Для того чтобы обеспечить целостность и прочность конструкции кузова автомобиля после ремонта, необходимо правильно выбирать сварочное оборудование и технику сварки. К примеру, всем известная точечная сварка дает высокую скорость работы, хорошее качество сварки и не требовательна к квалификации работника. Увы, но такой тип сварки совершенно не подходит для работы с современными прочными сталями класса HLE и выше.
К примеру, всем известная точечная сварка дает высокую скорость работы, хорошее качество сварки и не требовательна к квалификации работника. Увы, но такой тип сварки совершенно не подходит для работы с современными прочными сталями класса HLE и выше.
Полуавтоматическая сварка более универсальна и способна справиться даже с алюминием — с этим материалом могут правильно работать далеко не все СТО. Но «полуавтомат» недопустимо использовать для сварки современных силовых элементов из прочных и борсодержащих сталей.
Универсальный вариант — полуавтоматическая сварка-пайка. Этот метод можно применять для любых видов стали. Правда, расходные материалы обойдутся дорого, да и персонал надо дополнительно обучить. Зато при правильном применении качество и надежность будут очень высокими.
Еще один приемлемый вариант — клепание. Вопреки расхожему мнению, при соблюдении технологии место склепки не подвержено коррозии. Но при клепании необходимо использовать специальный клей. Без него добиться качества будет невозможно.
Без него добиться качества будет невозможно.
| Применение сварки в зависимости от вида стали | |||
| Вид стали | Выправление | Сварка | Применение сварки |
| Мягкая сталь | + | + | Без ограничений |
| Прочная сталь HLE | – | – | Возможно |
| Сталь среднепрочная THLE | – | – | При соответствующем оборудовании |
| Сталь высокопрочная UHLE | – | – | При соответствующем оборудовании |
| Сталь сверхсложная USIBOR | – | – | При соответствующем оборудовании |
Одним из лидеров в производстве сварочного оборудования является французская марка GYS. Завод был основан в 1964 году и с тех пор марка заработала хорошую репутацию на рынке. В конце 90-х годов XX века компания начала разработку и производство специализированного оборудования для кузовного ремонта. С самого начала инженеры фирмы учитывали особенности кузовов автомобилей и дальнейшие направления развития технологии проектирования машин.
Завод был основан в 1964 году и с тех пор марка заработала хорошую репутацию на рынке. В конце 90-х годов XX века компания начала разработку и производство специализированного оборудования для кузовного ремонта. С самого начала инженеры фирмы учитывали особенности кузовов автомобилей и дальнейшие направления развития технологии проектирования машин.
С 2000 года компания производит сварочное оборудование и аппараты для выправления стали на собственном суперсовременном заводе во Франции, избегая субподряда. Это позволило значительно повысить качество и надежность, а также доверие покупателей.
Комментарии
Рекомендованные статьи
Производство, ремонт, модернизация сварочного оборудования
Основной деятельностью ООО «ПО «СВАРТЕХ» является производство, ремонт, глубокая модернизация и наладка машин точечной и шовной контактной сварки, а также аппаратуры управления циклом сварки и сварочным током (регуляторов контактной точечной сварки, шовной сварки, тиристорных контакторов). На протяжении многих лет наша компания существенно увеличила объемы поставок запасных частей и комплектующих к машинам контактной сварки. Наличие огромной базы чертежей позволяет изготавливать запасные части к машинам только по названию марки и года выпуска машины, что существенно упрощает задачу поиска запчастей Заказчику. Основными расходными материалами, на ряду с электродами для контактной сварки, являются электрододержатели и хобота сварочной машины, а также гибкие медные шины.
На протяжении многих лет наша компания существенно увеличила объемы поставок запасных частей и комплектующих к машинам контактной сварки. Наличие огромной базы чертежей позволяет изготавливать запасные части к машинам только по названию марки и года выпуска машины, что существенно упрощает задачу поиска запчастей Заказчику. Основными расходными материалами, на ряду с электродами для контактной сварки, являются электрододержатели и хобота сварочной машины, а также гибкие медные шины.
Оборудование для контактной точечной сварки арматуры и кладочной сетки.
Контактная точечная и стыковая сварка арматурных каркасов на сегодняшний день является самым распространенным способом сварки арматурных каркасов и сетки. Поэтому данный тип сварки получил широкое распространение на домостроительных предприятиях по производству железобетонных изделий и кладочной сетки. Машины контактной сварки по сравнению с ручной дуговой сваркой обладают рядом преимуществ: высокой производительностью, низкой себестоимостью и т. д. Для работы на сварочных машинах нет необходимости привлечения высококвалифицированных рабочих.
д. Для работы на сварочных машинах нет необходимости привлечения высококвалифицированных рабочих.
Контактная сварка стержней арматуры применяется для получения надежного крестообразного неразъемного соединения путем оплавления стержней арматуры. Для получения таких соединений при необходимости сварки плоских каркасов возможно применение стационарных машин контактной сварки, а при необходимости сварки объемных каркасов или каркасов больших габаритов возможно применение подвесных машин контактной сварки со сварочными клещами разного типа.
Для сварки труднодоступных мест и объемных арматурных каркасов предлагаем по выгодным ценам сварочные клещи КТП 8-6, КТП 8-7, КТП8-1 к подвесным машинам контактной сварки типа МТП-1110, МТП-1111. Данные клещи дополнительно могут быть укомплектованы токоведущими кабелями.
С помощью применения инновационных технологий, с использованием современной элементной базы проверенных поставщиков и производителей нашей компании удалось сократить до минимума себестоимость выпускаемой продукции, повысить ее качество и срок эксплуатации Наши инженеры разработчики постоянно ведут работы по усовершенствованию и модернизации выпускаемой сварочной техники. Так опыт эксплуатации тиристорных оптронов ТО-125, устанавливаемых в платы управления тиристорных контакторов КТ-07М и КТ-11М показал ненадежность их работы и частый выход из строя. Было принято решение заменить ТО-125 на импульсный трансформатор, надежность работы которого не вызывает сомнение. Постоянный контроль и анализ причин поломок сварочной техники дает возможность нашей компании выпускать оборудование с очень низким процентом отказов.
Так опыт эксплуатации тиристорных оптронов ТО-125, устанавливаемых в платы управления тиристорных контакторов КТ-07М и КТ-11М показал ненадежность их работы и частый выход из строя. Было принято решение заменить ТО-125 на импульсный трансформатор, надежность работы которого не вызывает сомнение. Постоянный контроль и анализ причин поломок сварочной техники дает возможность нашей компании выпускать оборудование с очень низким процентом отказов.
Мы гарантируем: качественную сборку, своевременную поставку, полное техническое сопровождение при наладке и эксплуатации, гарантийное и постгарантийное обслуживание.
В России и ближнем зарубежье существует огромное количество машин точечной контактной сварки с морально устаревшими электрической (регуляторы цикла сварки, тиристорные контакторы) и пневматической частями (пневмопривода, пневмоклапана, блоки подготовки воздуха) нуждающимися в ремонте или модернизации. Наши специалисты обладают многолетним опытом модернизации и ремонта машин подобного класса.
Ремонт
Современная промышленность активно использует в своем производстве сварочное оборудование самого разного вида от простых машин с ножным приводом до роботизированных сварочных комплексов. Разные принципы сварки (переменным током, выпрямленным током, током низкой частоты), разные габариты (от небольших машин до огромных автоматический линий по сварке арматурных сеток), разные способы сварки не способны обеспечить работу оборудования без технического обслуживания и ремонта.
Сварочное оборудование относится к категории высокой степени износа составляющих частей машины. Воздействие высоких температур в зоне сварки, электромагнитных полей, перепады температур во время работы, нестабильность питающего напряжения, низкое качество воздуха пневмосистемы и многие другие факторы приводят к тому, что даже прочные и надежные узлы и материалы могут прийти в непригодность к дальнейшей эксплуатации машины. Для устранения возможных последствий негативного воздействия на оборудование необходимо производить плановые обслуживание и при необходимости ремонт машин контактной сварки.
Со временем под воздействием больших токов и температур происходит сгорание токоведущих частей, также может происходить окисление токоведущих частей машины, что приводит к снижению сварочного тока в деталях и лишней нагрузки на трансформатор и питающую сеть. Дальнейшая эксплуатация машины может привести к сгоранию сварочного трансформатора и соответственно к последующему дорогостоящему ремонту.
Сервисный центр ООО «ПО «СВАРТЕХ» выполняет ремонт сварочного оборудования, машин точечной и шовной контактной сварки, аппаратуры управления машинами точечной контактной сварки (регуляторов контактной сварки, тиристорных контакторов), инверторных сварочных аппаратов, сварочных полуавтоматов и т.д. Наша компания обладает прекрасным ремонтным оборудованием и высококвалифицированными исполнителями, что позволяет проводить ремонт сварочного оборудования в кратчайшие сроки при любой сложности поломки. Наличие выездной бригады наладчиков позволяет производить ремонт за пределами Санкт-Петербурга.
Обслуживание
Техническое обслуживание машин контактной сварки проводится с целью поддержания работоспособного состояния сварочного оборудования и дополнительного оборудования в процессе эксплуатации путем периодического проведения технического осмотра и дополнительных работ. Целью обслуживания является предотвращение возможных поломок оборудования. Понятно, что экономически намного выгоднее избежать возможный выход из строя оборудования, чем его дальнейший ремонт. Выход из строя сварочной техники может остановить дальнейший процесс сборки изделий, и стоимость простоя оборудования может в десятки раз превысить стоимость вовремя проведенных работ по обслуживанию сварочной техники.
Техническое обслуживание включает в себя выполнение работ по внешнему осмотру и проверке работоспособности всех узлов машин точечной контактной сварки и сварочных аппаратов, выполнение профилактических работ (замена расходных материалов), выявлению изношенных деталей и деталей, нуждающихся в скорой замене.
Работа, проводимая при техническом обслуживании сварочного оборудования, направлена на своевременное предотвращение возможной поломки, и, следовательно, выпадения сварочного оборудования из производственного процесса. Как правило, многие неисправности можно диагностировать на раннем этапе их возникновения, что существенно экономит затраты на ремонт сварочного оборудования.
При обслуживании машин точечной контактной сварки проверяется работоспособность регулятора контактной сварки, тиристорного контактора и пневмооборудования. Машина проверяется на герметичность пнемосистемы и системы охлаждения. В случае необходимости производится необходимой ремонт, даются рекомендации по дальнейшей эксплуатации контактной сварки.
Модернизация
Нашими специалистами за годы работы накоплен богатейший опыт в модернизации старых машин точечной контактной сварки. После модернизации заказчик получает машину, оснащенную современным пневмоприводном и аппаратурой управления циклом сварки.
В ходе модернизации машин точечной контактной сварки, как правило, производится замена регулятора контактной сварки, тиристорного контактора и производится модернизация пневмопривода (замена пневмоклапанов, блока подготовки сжатого воздуха, пневмотрубок, фитингов и т.д.).
При модернизации машины точечной контактной сварки производится анализ технического состояния машины, по результатам которого составляется проект модернизации, учитывающий реальные задачи сварочной машины и пожелания заказчика.
В результате машина, прошедшая модернизацию будет иметь набор функциональных возможностей в строгом соответствии с пожеланиями и задачами заказчика.
Кузовной ремонт: точечная сварка
Точечная контактная сварка методом продавливания (STRSW) используется в автомобильной промышленности на протяжении большей части нашей жизни. Меня до сих пор поражает, насколько неправильно это понимают в автомобильной индустрии.
Нажмите здесь, чтобы узнать больше
Использование точечной сварки при ремонте автомобилей рекомендуется уже много лет. Теперь мы начинаем видеть термин «требуется». Это связано с изменением конструкции металла и его механических свойств. Вы так много слышали о проблеме нагрева многих новых металлов. Тепло является ключевым фактором механических свойств сталей или металлов в целом. Знание того, что разрешено и / или пределы тепла, является фактором при ремонте всех транспортных средств сегодня и в будущем. Это не изменится в ближайшее время. Также не факт, что если в вашей мастерской нет правильно работающей машины STRSW, способной к ремонту, указанному производителем автомобиля, у вас может не быть возможности правильно отремонтировать этот автомобиль. Если вы решите продолжить ремонт, у вас могут возникнуть некоторые проблемы. Эти проблемы могут сидеть в вашем магазине прямо сейчас. Даже если у вас есть подходящее оборудование, давайте не будем забывать, что вам нужен техник, который может правильно управлять станком STRSW.
Теперь мы начинаем видеть термин «требуется». Это связано с изменением конструкции металла и его механических свойств. Вы так много слышали о проблеме нагрева многих новых металлов. Тепло является ключевым фактором механических свойств сталей или металлов в целом. Знание того, что разрешено и / или пределы тепла, является фактором при ремонте всех транспортных средств сегодня и в будущем. Это не изменится в ближайшее время. Также не факт, что если в вашей мастерской нет правильно работающей машины STRSW, способной к ремонту, указанному производителем автомобиля, у вас может не быть возможности правильно отремонтировать этот автомобиль. Если вы решите продолжить ремонт, у вас могут возникнуть некоторые проблемы. Эти проблемы могут сидеть в вашем магазине прямо сейчас. Даже если у вас есть подходящее оборудование, давайте не будем забывать, что вам нужен техник, который может правильно управлять станком STRSW.
Термины
Сегодня в области ремонта кузовов автомобилей используется так много новых терминов, обозначающих металлы и процедуры, что за ними трудно уследить. Я собираюсь перечислить некоторые из них и проверить ваши знания:
Я собираюсь перечислить некоторые из них и проверить ваши знания:
- MPA
- Pulse
- Шунт
- Связывание Weld
- «HAZ»
- Трехфазовая фаза
- BULLOUT
- Triled Tret-Tret-Tret-Tret.
- Шаг сварки
Все эти термины должен знать техник, использующий машину STRSW, чтобы эффективно принимать правильные решения по ремонту. И это краткий список; Я мог бы перечислить намного больше. Дело в том, что если какого-либо из этих терминов нет в вашем лексиконе или вы не знаете их определения, я настоятельно рекомендую пройти обучение у поставщиков или I-CAR прямо сейчас. У вас нет времени, чтобы тратить его впустую.
Основной принцип, который мы все должны знать, это влияние тепла на сталь:
- Нагрев мягкой стали может сделать ее более прочной или хрупкой
- Нагрев высокопрочной стали (HSS) может ослабить сталь
- Нагрев сверхвысокопрочной стали (UHSS) или усовершенствованной высокопрочной стали (AHSS) изменяет прочность за счет изменения механических свойств металла.
Мы все должны знать об изменениях в терминологии стали, поскольку они касаются STRSW. Инструкции производителей теперь определяют ремонтопригодность сталей в мегапаскалях или МПа. В течение многих лет мы, как отрасль, использовали оценки «psi» для оценки прочности сталей. Хотя это простое изменение, оно сильно повлияет на чтение инструкций производителя.
Опасения
Оборудование STRSW стоит дорого, как убедились многие ремонтники. Возможность хотеть машину STRSW уступает необходимости в ней. Если вы работаете в основном со старыми или винтажными автомобилями, он вам может не понадобиться. Однако, если вы работаете с автомобилями, построенными в течение последних пяти лет, это совсем другая история.
Существует множество станков STRSW с широким диапазоном цен. Правильный выбор может основываться не только на цене. Машина, способная работать с большинством автомобилей, может стоить до 25 000 долларов и более, если магазин собирается пройти сертификацию производителя. Выбор сварочного аппарата зависит от многих факторов:
Выбор сварочного аппарата зависит от многих факторов:
- Автомобили каких производителей вы хотите ремонтировать
- Объем ремонтных работ в вашей мастерской
- Сколько энергии доступно в вашей мастерской
- Сколько вы готовы потратить
- Доступное обучение
Почему
С точки зрения непрофессионала, машина STRSW создает точечные сварные швы, очень быстро выделяя тепло и в то же время оказывая давление на сварной шов. Это делается невероятно быстро, чтобы не создавать тепло, которое расширится и негативно повлияет на механические свойства окружающей стали. Область воздействия тепла называется зоной теплового воздействия (ЗТВ). Если окружающая сталь повреждена, то функциональность и прочность сварного шва ослабевают. Это также может вызвать проблемы с коррозией или появление горячих точек. Эти проблемы обычно связаны со сваркой электродами MIG/MAG, поскольку STRSW создает сварные швы так быстро, что эти проблемы, как правило, уменьшаются.
Машины STRSW требуют питания. Поскольку постоянный ток обеспечивает больший контроль над током для достижения этой мощности, многие или большинство машин инвертируются с переменного тока на постоянный. Тем не менее, требуется большое количество переменного тока. Поэтому для работы сварочных аппаратов может потребоваться установка цеха с трехфазным питанием. В магазине также может потребоваться подключение четырехжильного провода к розеткам, чтобы обеспечить необходимую силу тока. Возможность получить такую мощность от электрической компании может зависеть от района, в котором находится магазин; не все магазины смогут это сделать. Электрик может посоветовать вам, что может потребоваться сделать, чтобы убедиться, что у вас есть мощность, необходимая для правильной работы машины, что может увеличить стоимость покупки.
Существуют экономичные машины STRSW, но вам может понадобиться проверить, способны ли они выполнять сварные швы, соответствующие требованиям OEM. Одно из этих требований заключается в том, что машина STRSW способна выполнять сварку. Для сварки через клей требуется, чтобы аппарат имел импульсный режим, который используется для предварительного нагрева металла и клея, чтобы можно было выполнить сварку. Импульсный режим также можно использовать с многослойной сталью и UHSS для предотвращения разрыва сварного шва. Вырыв – это когда самородок буквально выдувается из сварного шва, оставляя отверстия или зазоры. Когда вы видите, что во время использования машины STRSW летят искры, вам, возможно, придется проверить сварные швы на предмет разрыва. Летающие искры выглядят круто, но могут указывать на дефект сварки. Неудачные сварные швы обычно не являются ошибкой аппарата STRSW, если он был разработан для данного процесса сварки. Чаще всего они являются результатом ошибки оператора.
Одно из этих требований заключается в том, что машина STRSW способна выполнять сварку. Для сварки через клей требуется, чтобы аппарат имел импульсный режим, который используется для предварительного нагрева металла и клея, чтобы можно было выполнить сварку. Импульсный режим также можно использовать с многослойной сталью и UHSS для предотвращения разрыва сварного шва. Вырыв – это когда самородок буквально выдувается из сварного шва, оставляя отверстия или зазоры. Когда вы видите, что во время использования машины STRSW летят искры, вам, возможно, придется проверить сварные швы на предмет разрыва. Летающие искры выглядят круто, но могут указывать на дефект сварки. Неудачные сварные швы обычно не являются ошибкой аппарата STRSW, если он был разработан для данного процесса сварки. Чаще всего они являются результатом ошибки оператора.
Ошибка оператора
Все мы знаем старую поговорку о «предполагании». Так много магазинов предполагают, что техники знают, как правильно сваривать или использовать оборудование, что меня это очень беспокоит.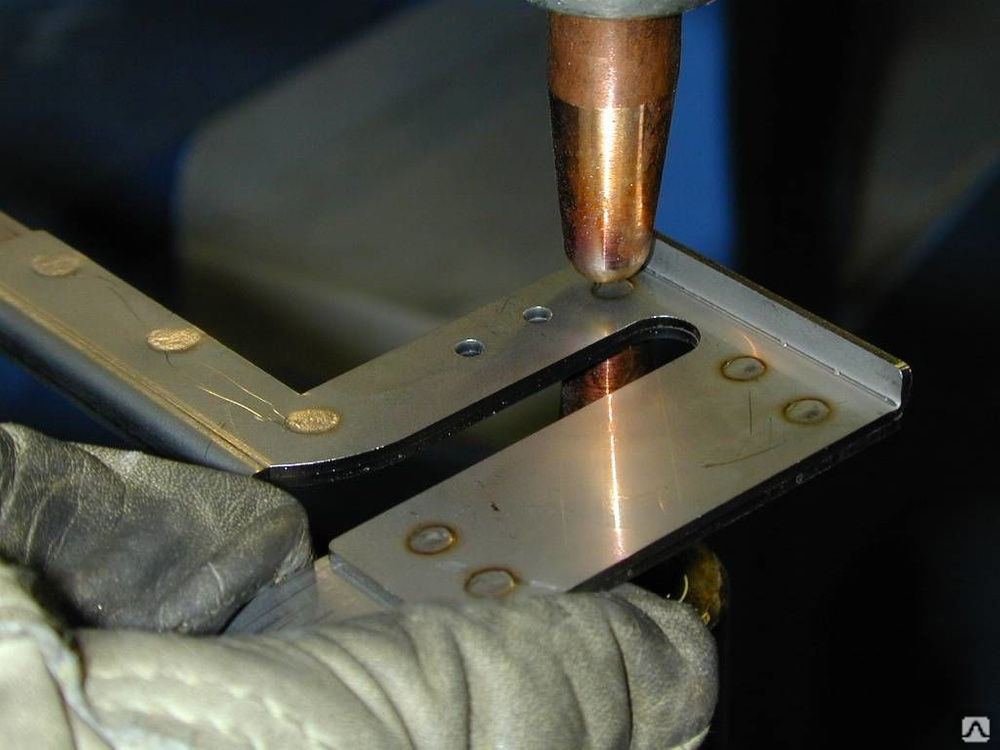 Я вижу, что магазины тратят большие суммы денег на оборудование и никогда должным образом не обучают техников, как его использовать и почему. Я не могу сказать вам, сколько машин STRSW простаивает в магазинах и не используется, потому что техников никогда не учили, как ими пользоваться. В какой-то момент они, возможно, попытались и обнаружили, что это сложно или не смогли заставить машину правильно сваривать. Я постоянно слышу: «Этот аппарат — отстой» или «Этот сварщик — отстой». У них могут возникнуть проблемы из-за неправильной настройки машины или неправильной подготовки зоны сварки. Это приводит к тому, что машина припаркована в углу и ею никто не пользуется.
Я вижу, что магазины тратят большие суммы денег на оборудование и никогда должным образом не обучают техников, как его использовать и почему. Я не могу сказать вам, сколько машин STRSW простаивает в магазинах и не используется, потому что техников никогда не учили, как ими пользоваться. В какой-то момент они, возможно, попытались и обнаружили, что это сложно или не смогли заставить машину правильно сваривать. Я постоянно слышу: «Этот аппарат — отстой» или «Этот сварщик — отстой». У них могут возникнуть проблемы из-за неправильной настройки машины или неправильной подготовки зоны сварки. Это приводит к тому, что машина припаркована в углу и ею никто не пользуется.
Магазин тратит все эти деньги, но не инвестирует и не ищет обучение. Процесс работает контрпродуктивно по отношению к желаемому результату для владельца. Именно обучение может научить техников правильно использовать сварочный аппарат, но обучение также дает понять, почему и где необходимо использовать STRSW. Эволюция сталей сегодня диктует процесс крепления автомобиля. Очень важно понять, почему сварка стальной пробкой больше не может быть альтернативой STRSW. Образование является основным ключом к тому, что происходит в мире ремонта, и является разницей между выживанием и процветанием. Откровенно говоря, я не знаю, как магазин сможет добиться успеха без станка STRSW и обучения.
Очень важно понять, почему сварка стальной пробкой больше не может быть альтернативой STRSW. Образование является основным ключом к тому, что происходит в мире ремонта, и является разницей между выживанием и процветанием. Откровенно говоря, я не знаю, как магазин сможет добиться успеха без станка STRSW и обучения.
Преимущества
Преимущества использования STRSW поразительны. Отсутствие необходимости зачистки сварных швов или одновременной сварки и герметизации зоны сварки бесценно для мастерской, где время — деньги, а качество ремонта — жизнь. Затраты на покупку оборудования высоки, но это стоящая инвестиция. Большим преимуществом в моем мире является возможность дублировать процесс сборки оригинального оборудования. STRSW почти всегда является процессом крепления по умолчанию из-за преимуществ низкого HAZ, легкого веса, защиты от коррозии, а также желаемых эффектов. Некоторые из процедур и преимуществ включают в себя:
- Сварка. STRSW с клеем. Широко используется многими автопроизводителями. Во время ремонта рекомендуется следовать процедурам OE. Это означает, что, когда это применимо, магазины должны дублировать эту процедуру. Производители транспортных средств могут одновременно повысить прочность автомобиля и защитить его от коррозии. Машины STRSW способны дублировать процесс сборки оригинального оборудования. Это позволяет мастерской делать качественный, долговечный ремонт.
- Сварка герметиком. Это относительно новый процесс сварки с помощью уретановых герметиков. Этот процесс никоим образом не заменяет клей во время сварки, но дает цеху возможность использовать герметики для швов, чтобы обеспечить наилучшую защиту от коррозии во время сварки. Это обеспечивает невероятную защиту от коррозии, не изменяя конструкции автомобиля.
- Дублирование сварных швов. STRSW позволяет мастерским дублировать процесс сварки и сохранять зоны сварки в заводском виде. Магазины должны проверить количество и расположение сварных швов перед креплением панелей.
- Время цикла. При правильном выполнении STRSW может сократить время сварки панелей. Поскольку многие сроки ремонта основаны на STRSW, это принесет большую пользу мастерской. Поскольку сварные швы выполнены правильно, это также обеспечивает качественный ремонт на долгие годы.
 Широко используется многими автопроизводителями. Во время ремонта рекомендуется следовать процедурам OE. Это означает, что, когда это применимо, магазины должны дублировать эту процедуру. Производители транспортных средств могут одновременно повысить прочность автомобиля и защитить его от коррозии. Машины STRSW способны дублировать процесс сборки оригинального оборудования. Это позволяет мастерской делать качественный, долговечный ремонт.
Широко используется многими автопроизводителями. Во время ремонта рекомендуется следовать процедурам OE. Это означает, что, когда это применимо, магазины должны дублировать эту процедуру. Производители транспортных средств могут одновременно повысить прочность автомобиля и защитить его от коррозии. Машины STRSW способны дублировать процесс сборки оригинального оборудования. Это позволяет мастерской делать качественный, долговечный ремонт.
Когда возникают проблемы
Если или когда вы нажмете на курок и купите станок STRSW, я искренне рекомендую вам установить культуру качества в вашем магазине. Я имею в виду, что вы вложили огромные средства в оборудование для правильного ремонта автомобилей. Использование станка STRSW и обучение ваших техников правильному использованию его сегодня имеет решающее значение. Поощряйте его использование и поощряйте обучение и изучение того, как и когда его использовать. Ознакомьтесь с процедурами OE и следуйте им.
Каждый несет ответственность за культуру качества. Убедитесь, что техники используют и обслуживают сварочный аппарат. Неспособность поддерживать его может дорого стоить вам в кошельке. Обучение использованию, а также уходу за насадками и самой машиной снижает затраты на ремонт и время простоя из-за неправильной работы машины. Настройте запланированные посещения поставщика, чтобы убедиться, что все работает и не игнорируется. Программа профилактического обслуживания может показаться пустой тратой времени, но подождите, пока что-нибудь сломается и ваш магазин не остановится. Это головная боль, с которой никто не хочет иметь дело. Программа обслуживания может дать вам небольшое облегчение, зная, что кто-то присматривает за вашими инвестициями.
Обучение использованию, а также уходу за насадками и самой машиной снижает затраты на ремонт и время простоя из-за неправильной работы машины. Настройте запланированные посещения поставщика, чтобы убедиться, что все работает и не игнорируется. Программа профилактического обслуживания может показаться пустой тратой времени, но подождите, пока что-нибудь сломается и ваш магазин не остановится. Это головная боль, с которой никто не хочет иметь дело. Программа обслуживания может дать вам небольшое облегчение, зная, что кто-то присматривает за вашими инвестициями.
Инвестиции в станок STRSW — это верный шаг к повышению качества и сохранению способности правильно ремонтировать автомобили. Если у вас уже есть один, вы уже знаете, что ценность. Я призываю тех, кто уже владеет им или собирается его купить, разработать программу технического обслуживания и научиться эксплуатировать и обслуживать оборудование. Уход за всем оборудованием – это работа каждого человека.
Здесь мы говорим о средствах к существованию для всех. Механические поломки или отсутствие обучения обойдутся вам дороже, чем вы думаете.
Механические поломки или отсутствие обучения обойдутся вам дороже, чем вы думаете.
Возможна ли точечная сварка? — Кузовной бизнес
Только что такое точечная сварка, и какое место этот метод сварки
вписывается в современный ремонт после аварии?
Нажмите здесь, чтобы узнать больше
Поскольку ответ на второй вопрос не совсем такой, как резка и сушка
, мы начнем с первого вопроса: точечная сварка — это круговой сварной шов
, выполненный между перекрывающимися деталями или через них, и фактический металл сварного шва
или плавленый точечный шов. часто называют самородком.
Процесс точечной сварки может осуществляться методом дуговой точечной сварки
или контактной сваркой.
Дуговая точечная сварка представляет собой круговой шов, который выполняется через одну часть металла
, так что он проникает в другую часть. Точечная дуговая сварка
может быть выполнена либо с помощью процесса сварки электродом, либо с помощью процесса сварки MIG
, а тепло, необходимое для плавления в процессе точечной дуговой сварки
, должно исходить от электрода. Это означает, что некоторое количество присадочного металла
Это означает, что некоторое количество присадочного металла
всегда будет добавляться к сварному шву, оставляя некоторый нарост.
Точечная сварка сопротивлением может выполняться с одной или двух сторон
, при этом двусторонняя точечная сварка чаще всего используется для сварки компонентов из листового металла
. Процессы сварки сопротивлением
основаны на выделении тепла между электродами с металлом
между ними. Сварка сопротивлением также зависит от давления; без давления,
без сварки. Преимущество этого процесса заключается в том, что присадочный металл
не добавляется, а время сварки очень короткое.
Как же тогда эти методы вписываются в современный ремонт после столкновений?
Давайте рассмотрим их более внимательно, прежде чем ответить на этот вопрос.
Дуговая точечная сварка
В ремонтной мастерской дуговая точечная сварка, скорее всего, будет выполняться с помощью сварочного аппарата MIG; следовательно, сварочная горелка MIG
должна быть оснащена специальной насадкой с прорезями для выхода горячих газов
. Это сварка по времени, так что либо вы должны
Это сварка по времени, так что либо вы должны
делать это вручную с помощью спускового крючка пистолета, либо машина должна иметь
опцию таймера. Проблема с этим процессом заключается в том, что проплавление сварного шва
трудно проверить. Проволочный электрод должен фактически прожечь
через верхнюю часть, которую нужно соединить, и проникнуть в другую часть
; затем таймер прерывает последовательность сварки, и расплавленный присадочный металл
должен затем заполнить отверстие. (Процесс дуговой точечной сварки
не следует путать со сваркой прихватками или сваркой «стежком»
с помощью сварочного аппарата MIG.)
В прошлом процесс дуговой точечной сварки использовался
некоторыми техниками для ненесущих соединений листового металла на полноразмерной раме
, но в настоящее время не существует производителя автомобилей
, который рекомендовал бы его использование на современных автомобилях.
Односторонняя точечная сварка сопротивлением
Односторонняя контактная точечная сварка является еще одним процессом, обычным для
неструктурного ремонта листового металла на полноразмерных автомобилях, особенно
для ремонта ржавчины. (Этот процесс не следует путать с двусторонней точечной сваркой
(Этот процесс не следует путать с двусторонней точечной сваркой
, используемой при производстве автомобилей.)
Для выполнения односторонней контактной точечной сварки техник подходит
соединяют две детали, подлежащие сварке внахлестку, и переходит к
точечной сварке с одной стороны. Станок имеет два электродных пистолета;
электроды плотно прилегают к панели, и затем техник
нажимает на спусковой крючок одного пистолета. Результат: два точечных сварных шва.
Поскольку точечные сварные швы, выполненные таким образом, часто вызывают подозрения в отношении прочности
, вы не найдете этот процесс сварки ни в одном руководстве по ремонту
для современных цельнокузовных автомобилей.
Точечная сварка сопротивлением сжатию
Это оставляет нам контактную точечную сварку, чаще называемую контактной точечной сваркой
сжатием (S-TRSW). Простите за каламбур,
, но S-TRSW — действительно горячая тема в индустрии в наши дни.
Однако S-TRSW, конечно, не новинка. На самом деле, фундаментальный принцип
S-TRSW очень стар. Представьте, если хотите, деревенского кузнеца 1700-х годов
, делающего цепь. Сегодня, если нам нужна цепочка,
мы отправляемся в хозяйственный магазин и выбираем то, что нам нужно, но
еще в «старые времена» цепи были сделаны деревенским кузнецом
. Каждому звену цепи нужно было придать индивидуальную форму и сварить
кузнечной сварки. Для этого кузнец сначала нагревал и
формировал кусок круглой заготовки по контуру звена цепи.
Затем он сплющивал две концевые части, которые нужно было сварить,
соединяемые концы флюсовал и возвращал звено обратно в огонь. В
подходящий момент он выдергивал
звено цепи и соединял
два раскаленных конца вместе. Чтобы упростить процесс,
подумайте об этом так: тепло, плюс чистый металл, плюс давление равняется
за сварку.
Хотите верьте, хотите нет, но S-TRSW похож на кузнечную сварку. Оборудование S-TRSW
Оборудование S-TRSW
создает тепло (электрическое сопротивление) в очень локализованных точках
, а давление, прикладываемое электродами, соединяет два,
, а иногда и три куска материала вместе, образуя точечный сварной шов
. В отличие от кузнечной сварки, при которой кузнец выполняет большую часть
работы, современное оборудование S-TRSW выполняет большую часть работы
сварка автомобилей вместе.
Вот почему автопроизводители предпочитают S-TRSW для производства современных автомобилей
. Время сварки очень короткое, и буквально сотни
сварных швов могут быть выполнены на современном автомобиле за считанные минуты. В
то время, которое потребуется деревенскому кузнецу, чтобы нагреть, придать форму
, а затем сварить звено цепи, современное оборудование для точечной сварки может
практически сварить цельный пространственный каркас. Трудно
представить себе постройку современного автомобиля методами кузнечной сварки,
, не говоря уже о попытках его починить.
Ограничения S-TRSW
Если S-TRSW — сварочный процесс № 1 на автозаводе, то почему
не является сварочным процессом № 1 в ремонтной мастерской?
Есть несколько причин, но факт в том, что до недавнего времени (
последние пару лет) портативный S-TRSW просто не мог
воспроизвести размер и прочность точечной сварки, необходимые для обеспечения структурной
целостности транспортного средства. . Это ограничение, однако, применяется только
для большей толщины материала; Материал
калибра 18 и более толстый, по-видимому, является тем местом, где портативные аппараты для точечной сварки начинают испытывать проблемы с прочностью сварного шва
. Портативный S-TRSW может и действительно обеспечивает качество сварных швов
на 24-, 22-, 20- и даже некоторых материалах 18-го калибра. Условие
заключается в том, что, поскольку портативный S-TRSW может не давать сварной шов того же размера
, что и сварной шов OEM, вам потребуется больше ремонтных точечных сварных швов.
Большинство европейских и японских автопроизводителей годами рекомендуют
S-TRSW в своих руководствах по ремонту. Но эти компании
были очень конкретны в отношении того, где его использовать. Также рекомендуются сварка MIG-электрическим электродом
и шовная сварка в тех случаях, когда толщина материала
не позволяет портативным точечным сварщикам выполнять полнопрочную сварку
или когда доступ к транспортному средству может быть затруднен.
Помните, что точечные сварные швы OEM определяются по размеру или диаметру.
Для более толстого материала потребуется сварной шов большего диаметра, чем для более тонкого материала
, что имеет смысл, но портативное оборудование S-TRSW
способно выполнять сварку только определенного размера.
Еще одним ограничением портативного оборудования S-TRSW является более низкое усилие зажима
по сравнению со сварочными аппаратами OEM. Зато современное портативное оборудование S-TRSW
с пневматическим усилителем выгодно отличается от штатного оборудования; это
не то же самое, но близко. Давление на электроды является ключевым элементом
Давление на электроды является ключевым элементом
, необходимым для получения полнопрочных сварных швов.
Еще одно важное соображение заключается в том, что мы не ремонтируем автомобили
в той последовательности, в которой они были построены, а это означает, что в процессе ремонта необходимо выполнить
сварных шва, которые не позволяют
S-TRSW оборудование для доступа к работе. Кроме того, секционные структурные элементы
обычно требуют шовного сварного шва, который может выполнять сварка MIG
, но не S-TRSW. Вот почему сварка MIG стала сварочным процессом №
1 в ремонтных мастерских США.
Последним фактором, ограничивающим использование S-TRSW для некоторых ремонтов
, является рабочий цикл оборудования. Рабочий цикл показывает, сколько
точечных сварных швов может быть выполнено за указанный промежуток времени при данном сварочном токе
до того, как трансформатор перегреется. Трансформер
является источником питания или сердцем портативного оборудования для точечной сварки
. Если вы покупаете устройство S-TRSW, это должно быть что-то
Если вы покупаете устройство S-TRSW, это должно быть что-то
, которое вы рассматриваете.
Преимущества S-TRSW
Итак, каковы преимущества S-TRSW? (Я вам скажу, при условии
, что, когда вы закончите читать этот абзац, вы
обещаете не выбрасывать свой МИГ-сварщик в утиль.)
Время сварки S-TRSW меньше, по сравнению со сваркой методом MIG электросваркой
— быстрее на две или четыре секунды. Это не так уж и много,
, но это имеет значение. Термочувствительная сталь будет иметь меньшую зону термического влияния
, а быстрое время сварки также означает, что будет нарушен меньший процент
оцинкованного покрытия.
Есть и другие преимущества. Нет необходимости надевать сварочную маску
, а это означает, что
видимость превосходна во время сварочных работ. Примечание. По-прежнему рекомендуются утвержденные защитные очки с боковыми щитками
и полной прозрачной защитой лица.
Иногда происходит нечто, называемое брызгами сварки. такое бывает
такое бывает
, когда электроды не соединяются должным образом или когда между свариваемыми деталями
есть зазор, поэтому во время цикла сварки
время горячий расплавленный металл будет выталкиваться из точечного сварного шва. Этот горячий расплавленный металл
может вызвать болезненные ожоги лица.
(Выброс металла также приводит к образованию слабого места сварки и указывает
на проблему либо с оборудованием, либо с силой тока и временем сварки.)
Еще одним преимуществом является то, что ношение респиратора может стать проблемой
прошлого, потому что просто не так много паров расплавленного цинка
, с которыми можно было бы бороться.
Кроме того (это почти как один из тех 30-минутных рекламных роликов о продукте
, не так ли?), практически нет очистки
после сварки и нет необходимости делать отверстия для сварки. Эти два аспекта
могут значительно сократить трудозатраты. Замена панели крыши была бы хорошим примером
. Что, если бы вы могли выполнить замену панели крыши
Что, если бы вы могли выполнить замену панели крыши
и сэкономить час работы? Что, если бы вы могли сэкономить два часа из
труд? Это не неслыханно.
S-TRSW в ремонтной мастерской?
Мы уже упоминали о потенциальных ограничениях заводского оборудования
S-TRSW, и эти ограничения по-прежнему не позволяют Ford,
GM и Chrysler рекомендовать использование S-TRSW на своих автомобилях
в Северной Америке.
Вот где сторонники S-TRSW расстраиваются.
Почему? Потому что список автопроизводителей вне Большой тройки, которые
рекомендуют S-TRSW, впечатляет: BMW, Mercedes-Benz, Nissan и
Хонда. Это не полный список, но он подтверждает действительность
S-TRSW для некоторых ремонтов сварных швов.
Это часть, которая может не понравиться некоторым из вас: если производитель автомобилей
специально не рекомендует использовать S-TRSW на своих автомобилях,
не одобрен. Если в руководстве по ремонту указано 10 равноотстоящих сварных швов
MIG, то 10 равноотстоящих точечных сварных швов — это не одно и то же.
Если ограничение скорости составляет 65 миль в час, а вы обычно ездите со скоростью 80 миль в час, раньше
или позже будут последствия. Можно утверждать, что
плохой точечный сварной шов ничем не отличается от плохого сварного шва MIG электрозаклепкой, но,
как бы то ни было, лучше
следовать правилам, чем исправлять их на ходу.
Покупки для S-TRSW
Хорошо, вы собираетесь покупать оборудование S-TRSW. Первый вопрос
, который вам нужно задать: «На скольких транспортных средствах я могу использовать
это оборудование?» Помните, что европейские и японские автомобильные компании часто предпочитают сварочный процесс S-TRSW
, когда у вас есть доступ к ремонту, но большая американская тройка по-прежнему не имеет доступа к ремонту.0003 одобряют процесс для использования на своих транспортных средствах. Вот почему вопрос
важен. На скольких автомобилях в месяц вы можете использовать свое новое оборудование S-TRSW
? Обратитесь к актуальным руководствам по ремонту
и получите представление о том, сколько времени вы будете использовать точечный сварочный аппарат при типичном ремонте
.
Кроме того, помните, что чем выше номинальная сила тока, тем легче будет получить
сварные швы полной прочности на более тонких элементах и
сварные швы почти полной прочности на некоторых более толстых элементах. Пятно 9Сварочные аппараты 0003 с пневматическим усилием зажима стоят дополнительно
доллара. Другими вещами, которые следует проверить, являются рабочий цикл, руки
с увеличенным вылетом и блоки с воздушным охлаждением по сравнению с блоками с водяным охлаждением.
Еще один большой вопрос: «Как вы переносите и перемещаете это оборудование
?» Расположение стрелы или шкива над головой и троса
снижает фактор усталости оператора. В некоторых аппаратах для точечной сварки
трансформатор и держатели электродов являются единым блоком. У других сварочных аппаратов
электроды и рычаг отделены от трансформатора.
Лучше всего присмотреться. Сравните и попробуйте несколько марок и стилей
оборудования.
Один совет: никогда не покупайте оборудование S-TRSW, если вы не испытаете его в своем магазине в реальных рабочих условиях. Не полагайтесь полностью на
Не полагайтесь полностью на
на каком-то испытательном образце, изготовленном из куска стали
размером 3 на 6 дюймов, предоставленного продавцом.
Испытание S-TRSW
Еще один полезный совет при покупке оборудования S-TRSW:
научитесь делать пробные сварные швы самостоятельно. Во-первых, вам нужны маленькие кусочки
металла, чтобы вы могли проверить фактический размер сварного шва. Вы
можете установить две части под углом 90 градусов друг к другу, сделать точечный
сварной шов, а затем скрутить их, чтобы они разошлись. (Для этой небольшой работы необходимы тиски и прочная
пара перчаток, чтобы не порезать
руки.)
Когда у вас есть набор сварочных аппаратов, вам нужно определить, сколько сварных швов
подряд вы можете сделать такого же качества, как и первый.
Это означает, что вам нужно сделать серию точечных сварных швов, которые
дублировать фактический ремонт: десять точечных швов подряд с интервалом
в соответствии с рекомендациями производителя автомобиля. Разместите
Разместите
сначала центральный сварной шов, затем один слева, затем один справа.
Чередуйте слева и справа от исходного сварного шва. (Вы, наверное,
видели рекламный ролик Saturn TV, где двое рабочих ввозят пространственную раму
в операционную, а затем разбирают ее с помощью пневматических долот
. Если внимательно присмотреться, листовой металл всегда выходит из строя.0003 перед точечной сваркой. И хотя вы не можете воспроизвести сложное лабораторное исследование
, вы можете провести вышеуказанный тест, чтобы получить некоторое представление о том, с чем вы имеете дело.)
Если вы сделаете 10 тестовых сварных швов и лист не выдержит до точечной сварки
, у вас будет довольно хорошее оборудование. Если нет,
, то вам нужно спросить себя, хотели бы вы ездить на автомобиле
, отремонтированном с этим оборудованием S-TRSW. (Но также убедитесь, что вы
правильно используете аппарат для точечной сварки!)
На самом деле не имеет значения, просматриваете ли вы потенциальный модуль S-TRSW
или настраиваете существующий сварочный аппарат для выполнения работы, вам понадобится
для выполнения тестовых сварных швов. Чтобы помочь, рассмотрим следующие четыре примера.
Чтобы помочь, рассмотрим следующие четыре примера.
(И помните, что критерием для оценки точечной сварки или сварки электродом в среде инертного газа
является то, что она должна быть круглой.)
На фото №1 видно отверстие, вырванное в одном куске двухкомпонентного образца
. Размер отверстия составляет около 7/32 дюйма. Сварной шов на
другом элементе имеет примерно такой же диаметр. Этот сварной шов 9Диаметр 0003 соответствует сварному шву OEM для материала 18 калибра.
На фото № 2 показан участок сварного шва диаметром около 5/32 дюйма
. Этот размер сварного шва больше соответствует портативному оборудованию
для точечной сварки для материала 18 калибра. Важно отметить, что если
вам необходимо сделать 25 точечных сварных швов, все они должны быть около
5/32 дюйма. Если 10 из них имеют размер 1/16 дюйма, четыре не годятся
вообще, а остальные между 1/8 дюйма и 5/32 дюйма, остановите
и подумайте, что происходит. Большинство портативного оборудования для точечной сварки
Большинство портативного оборудования для точечной сварки
позволяет получить сварной шов размером 5/32 дюйма или чуть меньше; некоторые будут делать
только 1/8-дюймовый самородок. Вот почему эти разрушительные испытания
так важны. Если вы не проверите это, как вы узнаете? Этот
также является причиной того, что вы должны следовать рекомендациям по номеру
и шагу ремонтных точечных сварных швов.
На фото №3 показано, что происходит при использовании недостаточной силы тока.
Нет сплавления, отверстия и сварного шва. Этот шов
очень некачественный.
Фото № 4 — сварка электрозаклепками MIG. Диаметр отверстия под сварку пробкой
составляет 5/16 дюйма. Диаметр самородка составляет от
9/32 до 5/16 дюймов. Обратите внимание, что размер слепка
больше соответствует размеру точечной сварки OEM.
Если вы хотите получить более точное представление о размере точечной сварки, ознакомьтесь с разделом 9. 0003 несколько заводских точечных сварных швов на следующем куске металлолома, который вы выбрасываете.
0003 несколько заводских точечных сварных швов на следующем куске металлолома, который вы выбрасываете.
Попробуйте разных производителей автомобилей, разную толщину и т.д.
и т.д. Это требует немного времени и усилий, но это своего рода практическое тестирование
, которое поможет вам использовать портативное оборудование S-TRSW с пользой для
.
Точечная сварка или нет…
На сегодняшний день S-TRSW является единственным методом точечной сварки, рекомендованным
любым производителем транспортных средств для ремонта своих автомобилей. И
только некоторые производители автомобилей рекомендуют S-TRSW – и только
в определенных случаях.
С учетом сказанного нет никаких сомнений в том, что S-TRSW обладает потенциалом
для ускорения ремонта многих сварочных цехов, но сначала вам нужно задать
несколько вопросов: как часто вы будете использовать оборудование? Собираетесь ли вы
приобрести первоклассное оборудование, которое может приблизиться к
OEM на 18-м или более тонком материале? Собираетесь ли вы потратить время
, чтобы научиться пользоваться оборудованием? Вы собираетесь научиться
, как обслуживать оборудование? Готовы ли вы признать
ограничения оборудования S-TRSW?
После того, как вы зададите эти вопросы и получите ответы на них,
каждая марка оборудования, которую вы рассматриваете для покупки, должна быть тщательно оценена. Если вы не знаете, во что ввязываетесь, как
Если вы не знаете, во что ввязываетесь, как
работает и когда работает, вы определенно не будете знать, будет ли
работать на вас.
Фред Кьелд — пишущий редактор BodyShop Business.
Достижение качества точечной сварки
При точечной сварке учитывайте следующие процедуры, чтобы обеспечить качество:
- Не размещайте точечные сварные швы в одном и том же месте при сварке
на существующей панели с точечными сварными швами. - Используйте чистый материал. Некоторые производители оборудования S-TRSW рекомендуют
удалять грунтовку снаружи обоих свариваемых элементов;
обеспечивает хороший контакт электродов. Следуйте этим рекомендациям.
Грязный, замасленный или ржавый материал означает менее прочные сварные швы. Всегда
обратитесь к рекомендациям производителя транспортного средства относительно процедур
для цинковых покрытий, грунтовок с высоким содержанием цинка и т. д.
минимально возможного времени сварки.
 По мере увеличения силы тока или увеличения времени
По мере увеличения силы тока или увеличения времени диаметр сварного шва увеличивается. Разве не имеет смысла,
, что для более толстого материала потребуется сварной шов
большего диаметра, чем для более тонкого материала? Разве не имеет смысла, что чем толще материал
, тем больше сила тока и/или время сварки, чем
?0003 потребуется?
не недооценивать важность прижимного усилия.
Увеличение сварочной силы тока и времени сварки не является жизнеспособной заменой
адекватного усилия зажима. Убедитесь, что элементы, подлежащие сварке,
плотно прижаты друг к другу. Используйте дополнительные зажимы или другие механические
методы, но не привыкайте использовать силу зажима
электродов для удержания материала на месте и обеспечения
0003 необходимое давление для достижения качественных сварных швов.
Аппараты для точечной сварки с пневматическим приводом будут иметь улучшенное усилие зажима
по сравнению с механическими версиями. Из-за этой особенности
Из-за этой особенности
у вас может возникнуть соблазн немного схитрить, не обеспечив правильную посадку
с зажимами перед сваркой, но не делайте этого.
- Не забывайте, что аппараты для точечной сварки с механическим зажимным механизмом
могут обеспечивать качественные сварные швы, но требуют регулировки.
Этим юнитам может потребоваться немного больше обучения, чтобы использовать
их правильно, но и не стоят они столько, сколько стоит топовый пневматический аппарат точечной сварки
. - При использовании рычагов с большим вылетом падает не только сила тока
, но и усилие зажима. Это зависит от модели
, которую вы используете. Учитывайте это при сварке опоры радиатора, например,
. - Хотя искры при сварке S-TRSW меньше, чем при сварке MIG, не забывайте
о потенциальной опасности возгорания. Горячие искры — это горячие искры. Также
не забудьте защитить салон автомобиля, как и
стекло и отделка. Вся цель S-TRSW состоит в том, чтобы улучшить
практический результат. Если искры от сварщика повредят сиденье или
лобовое стекло, о получении прибыли можно забыть.
 Вся цель S-TRSW состоит в том, чтобы улучшить
Вся цель S-TRSW состоит в том, чтобы улучшить Использование правильных насадок для точечной сварки
Основы: Использование правильных насадок для точечной сваркиСледите за нашими обновлениями на @Ask_ICAR.
Иногда возврат к основам может стать решающим фактором между качественным ремонтом и неудачным ремонтом. Когда дело доходит до точечной сварки, важно знать, какие советы следует использовать для получения правильного или наиболее эффективного сварного шва.
Различные наконечники для точечной сварки влияют на качество сварного шва. Различные формы наконечников электродов распределяют ток, а затем и тепло уникальным и специфическим образом. Большинство наконечников для точечной сварки имеют плоскую или куполообразную форму, каждая из которых имеет несколько вариаций. Вот почему важно выполнять пробные сварные швы с разными наконечниками электродов, чтобы обеспечить надлежащий провар, особенно когда речь идет о многослойной сварке.
Большинство наконечников для точечной сварки имеют плоскую или куполообразную форму, каждая из которых имеет несколько вариаций. Вот почему важно выполнять пробные сварные швы с разными наконечниками электродов, чтобы обеспечить надлежащий провар, особенно когда речь идет о многослойной сварке.
Некоторым автопроизводителям требуются специальные насадки для точечной сварки при ремонте автомобилей. Требования к наконечникам обычно одинаковы для разных моделей OEM-производителей. Тем не менее, всегда важно проверять руководство по ремонту конкретного автомобиля для получения необходимых советов.
Если при точечной сварке используется неправильный наконечник, может произойти следующее:
- Перегрев
- Слишком мало тепла
- Слишком большие сварные швы
- Слишком маленькие сварные швы
Слишком большой нагрев, который может ослабить металл, особенно высокопрочную сталь (HSS) и сверхвысокопрочную сталь (UHSS). Слишком малое количество тепла может не обеспечить достаточно глубокого провара, а сварные швы неправильного размера могут привести к ремонту, который не соответствует процедуре ремонта OEM. Все это может привести к неудачному ремонту.
Все это может привести к неудачному ремонту.
Всегда следуйте процедурам OEM и спецификациям сварки, чтобы обеспечить полный, безопасный и качественный ремонт.
Связанные курсы I-CAR
- Самый популярный
- Самые последние
- Архив
