что мешает продвижению автомобилей на легком газе :: Свое дело :: РБК
Прощание с бензиномУ водородных двигателей долгая и непростая история: еще в 1979 году BMW выпустила первый автомобиль, работающий на этом газе. Однако нефтяные кризисы 1970-х, заставившие задуматься о разработке такого автомобиля, миновали, и вплоть до 2000-х автогиганты положили идею под сукно. Все изменилось в новом веке, когда нефть снова стала дорожать, а правительства задумались о снижении выбросов в атмосферу углекислого газа. Экологичность — один из главных плюсов водородных двигателей, ведь единственный побочный продукт их работы — обычная вода. Ни углекислого газа, ни соединений свинца.
Читайте на РБК Pro
В 2007 году BMW выпустила партию из ста автомобилей Hydrogen 7, способных работать как на бензине, так и на водороде, сопроводив это событие масштабной рекламной кампанией: за рулем таких авто появлялись голливудские звезды Брэд Питт, Анджелина Джоли, Ричард Гир, Шарон Стоун. Однако сотней машин дело и ограничилось: их технические характеристики оставляли желать лучшего. Компания выбрала тупиковый путь: гибридная модель сжигала водород в камере сгорания, и газового баллона в 8 кг хватало всего на 200–250 км. А стоил автомобиль на уровне топовых моделей концерна.
Фото: Paul Sancya / AP
Другие компании извлекли из эксперимента BMW урок. Сейчас уже три фирмы серийно выпускают легковые автомобили на водородных топливных ячейках, использующих топливо более эффективно: в результате электрохимической реакции они вырабатывают энергию, которая подается на электрический двигатель.
Тем не менее цены кажутся высокими по сравнению с обычными машинами: так, Hyundai ix35 с обычным двигателем стоит от $10 тыс. до 35 тыс. Да и сам водород пока обходится дороже бензина. Но инновационные автомобили не только чище, но и потенциально выгоднее. Согласно подсчетам бывшего главного исследователя по вопросам альтернативной энергии Лос-Аламосской национальной лаборатории (США) Стива Хенча использовать водород в качестве энергоносителя намного выгоднее, чем обычный бензин. Энергоемкость одного галлона (4,54 л) бензина и 1 кг водорода, эквивалентного ему по объему, почти одинакова: 130 против 130–140 мДж. Галлон бензина в США стоит около $2,90, 1 кг водорода обойдется дороже — в $8,6. Однако если учесть, что термодинамическая эффективность бензина составляет 20–25%, а водорода — 60% и более, получится, что топливные ячейки в 2,5–3 раза эффективнее двигателя внутреннего сгорания. А значит, на том же объеме топлива водородные автомобили смогут проехать в 2,5–3 раза дольше.
Высокая энергия
В России компании также проявляют интерес к водородным технологиям. В 2006 году «Норильский никель» приобрел контрольный пакет акций американского пионера водородной энергетики Plug Power. Однако кризис 2008–2009 годов вынудил «Норникель» продать бумаги.
В 2014 году в России появился производитель водородных топливных ячеек — AT Energy. Компании удалось найти свою нишу: она поставляет аккумуляторные системы для дронов, в том числе военных.
В июне 2017 года AT Energy подписала стратегическое соглашение с АО «Линде Газ Рус», дочерней компанией производителя промышленных газов Linde Group. Партнеры будут поставлять владельцам беспилотных аппаратов баллоны с водородом производства Linde. Это поможет решить важнейшую проблему водородной энергетики для беспилотников — заправочной инфраструктуры.
Легок на поминеАжиотаж по поводу самого легкого в природе газа, стартовавший в начале 2000-х, был подхвачен политиками. В 2004 году губернатор Калифорнии Арнольд Шварценеггер рисовал картины «водородных шоссе», которыми будет опоясан его штат всего через шесть лет. Ничего такого, конечно, не произошло. «Автомобильная отрасль консервативна: все новые технологии дорогие, требуют оптимизации моделей по массе и габаритам, испытаний на ресурс», — говорит гендиректор AT Energy Данила Шапошников.
Сказалась и экономическая ситуация. «В глобальном контексте замедление развития водородной энергетики связано с тем, что выбор технологий снижения выбросов в энергетике, транспорте, горнодобывающей промышленности и ЖКХ определяется экономической выгодой, — говорит советник по возобновляемой энергии в MoJo Energy Говард Рамсден, в 2000-х принимавший участие в разработке законодательства Европейского союза в области электроэнергетики. — Если финансовые механизмы стимулирования выбора низкоуглеродных технологий не являются существенными для стимулирования потребителя, то он либо не будет менять своих привычек, либо будет делать это очень вяло. Водородные технологии оказались слишком дороги для производителей в условиях двух глобальных экономических кризисов, где война за покупателя была жесткой».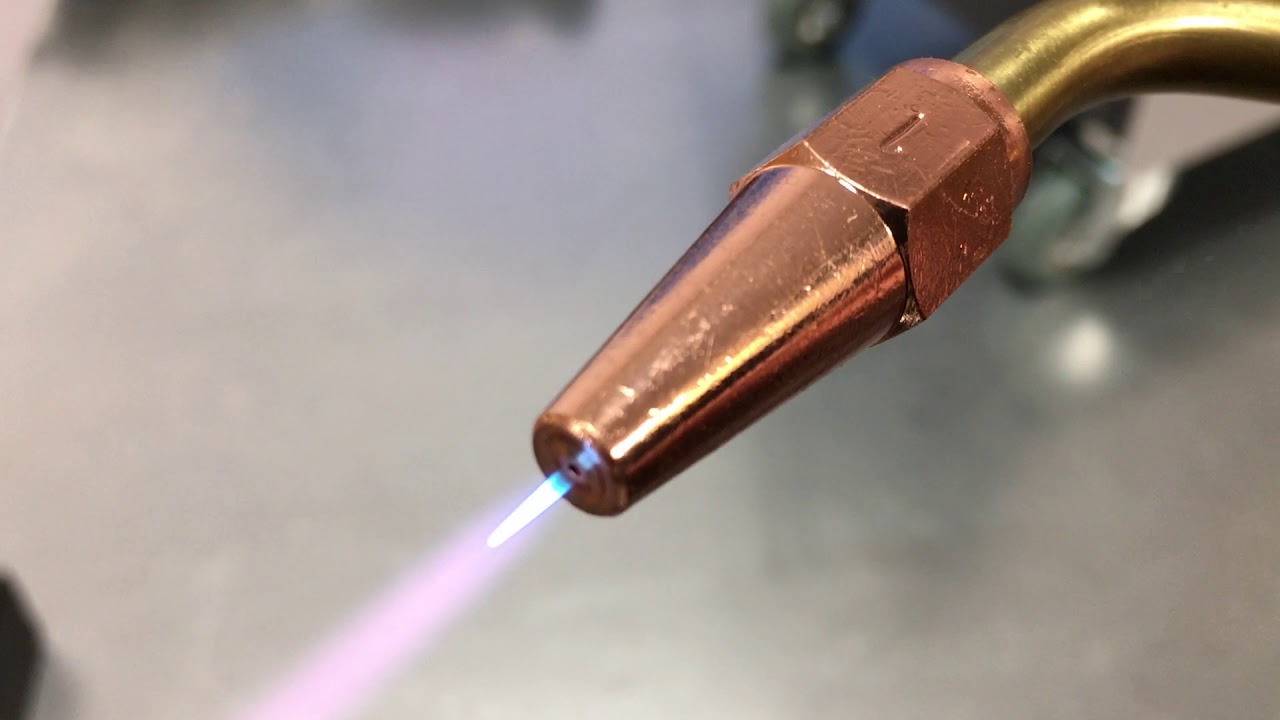
Проблемы вызваны не только экономической конъюнктурой. Первому элементу таблицы Менделеева то и дело достается от глав технологических компаний. Так, владелец Tesla Илон Маск неоднократно называл топливные ячейки «ошеломляюще тупой технологией», противопоставляя их электрическим аккумуляторам, на которые сделала ставку его компания. Основная претензия заключается в том, что в качестве средства хранения энергии ячейки уступают аккумуляторам, поскольку преобразование химической энергии в электрическую внутри топливного элемента ведет к неизбежным потерям.
Другие критики отмечают, что водородные автомобили по умолчанию небезопасны. Водород невидим, легко воспламеняется и не имеет запаха, а значит о его утечке водитель не догадается вплоть до взрыва. Правда, и Toyota и Honda специально отмечают, что в их моделях водород хранится в герметичных и ударопрочных контейнерах из углеволокна. И все-таки никакое углеволокно не выдержит сильного удара при ДТП.
И даже подсчеты экономических выгод водорода могут быть обманчивы. «Главная проблема — высокая стоимость производства самих топливных элементов, так как водородные батареи содержат платину, один из самых дорогих металлов в мире, — напоминает Кристиан Цбинден. — Многие заблуждаются, считая водородную энергетику спасением от глобального изменения климата. На самом деле энергия из водорода — это плацебо, поскольку при производстве подобных батарей используется непропорционально большое количество электроэнергии. Поэтому «зелеными» данные технологии назвать нельзя».
Кроме того, под водородные двигатели нужно строить специальные сети заправок. «Вопрос не столько в разработках производителей двигателей, сколько в подготовке и развитии необходимой инфраструктуры, — считает Никита Игумнов, финансовый эксперт, ранее работавший в инвестпроектах Газпромбанка, в органах управления и контроля МОЭСК и «Мосэнергосбыта». — При реализации данного направления возникнет ряд проблем, требующих решения. Среди них — высокая стоимость производства, хранения и транспортировки топлива, а также необходимость масштабного развития необходимой инфраструктуры: заправки, терминалы хранения, производственные мощности. Все эти вопросы требуют масштабных инвестиций».
И все-таки будет ошибочным считать водородную энергетику тупиковым направлением. «Например, она давно применяется в ракетостроении, но СМИ редко об этом пишут», — отмечает Шапошников. Пока автомобили на топливных элементах делают первые шаги, их меньшие братья — автопогрузчики уже вовсю переходят на самый легкий газ. В июле Walmart приобрела 55 млн акций одного из пионеров водородной энергетики — компании Plug Power, объявив о планах оснастить 30 своих центров дистрибуции водородными автозаправками, где смогут заряжаться погрузчики компании (сейчас такими заправками оснащены 22 американских магазина Walmart). В апреле этого года Amazon.com купила более 50 млн акций Plug Power, параллельно начав оснащать водородными заправками свои склады.
Компании-конкуренты считают, что водород поможет их центрам быть более эффективными. «Складская техника — это ниша, в которой водородные топливные ячейки уже прочно закрепились, — говорит Данила Шапошников. — Электрические аккумуляторы погрузчиков быстро садятся и подолгу заряжаются. Возникают большие паузы в работе. Кроме того, батареи имеют короткий срок службы. А техника на водороде надежна, неприхотлива и, кроме того, экологична — такие погрузчики могут работать в закрытых помещениях».
Возникают большие паузы в работе. Кроме того, батареи имеют короткий срок службы. А техника на водороде надежна, неприхотлива и, кроме того, экологична — такие погрузчики могут работать в закрытых помещениях».
То, что силовые установки, работающие на водороде, практически бесшумны, делает их привлекательными для производства военной техники. Уже сейчас такими установками оснащают, например, подводные лодки. Водород служит и для нужд домохозяйств: энергетические станции мощностью от 1 до 5 кВт могут вырабатывать электроэнергию в режиме когенерации, попутно давая тепло для системы отопления и нагрева воды.
В Японии такие автономные системы получили широкое признание после аварии на «Фукусиме», когда ядерная энергетика стала восприниматься как нечто страшное. Агентство по природным ресурсам и энергетике Японии рассматривает развитие водородной промышленности как один из приоритетов, рассчитывая за три года довести число используемых домохозяйствами водородных электрогенераторов до 1,4 млн. Кроме того, правительство мотивирует промышленные компании использовать водород в качестве источника электроэнергии на заводах и фабриках. А организаторы летних Олимпийских игр 2020 года в Токио собираются превратить их в демонстрацию возможностей водородных двигателей.
Среди ниш, где водород находит себе применение уже сегодня, — стационарное резервное питание. «Топливные ячейки требуют мало обслуживания: поставил — забыл, — говорит Шапошников. — Когда напряжение в сети падает до нуля, они включаются. Небольшой баллон с газом, установленный, например, на сотовой вышке, даст ей энергии на сутки, пока ремонтная бригада устраняет проблему. Другая ниша — автономное энергоснабжение удаленных пунктов: можно раз в год наполнять газгольдер, обеспечивая электричеством и теплом небольшой поселок полярников где-нибудь в Арктике». Это решение подойдет для многих труднодоступных уголков страны.
Водородная энергетика будет развиваться даже при отсутствии прорыва в автомобильной отрасли, говорят эксперты. Согласно прогнозу Markets&Markets объем мирового производства водорода, который сейчас составляет $115 млрд, к 2022 году вырастет до $154 млрд. Но и в автомобильной промышленности этот элемент рано списывать со счетов. Да, водород высокого давления требует строительства сотен заправочных станций. Но есть более дешевая альтернатива, которую сейчас разрабатывает сразу несколько компаний, в частности один из лидеров по производству топливных ячеек — канадская Ballard Power, делающая пилотный проект для китайского Министерства транспорта. Жидкий химический состав можно будет заливать в обычные бензохранилища, которыми оснащены АЗС, и заправлять им машину как бензином. В специальном реакторе из жидкости будет выделяться газообразный водород, поступающий в топливную ячейку. Голубая мечта Шварценеггера не столь уж и несбыточна.
Согласно прогнозу Markets&Markets объем мирового производства водорода, который сейчас составляет $115 млрд, к 2022 году вырастет до $154 млрд. Но и в автомобильной промышленности этот элемент рано списывать со счетов. Да, водород высокого давления требует строительства сотен заправочных станций. Но есть более дешевая альтернатива, которую сейчас разрабатывает сразу несколько компаний, в частности один из лидеров по производству топливных ячеек — канадская Ballard Power, делающая пилотный проект для китайского Министерства транспорта. Жидкий химический состав можно будет заливать в обычные бензохранилища, которыми оснащены АЗС, и заправлять им машину как бензином. В специальном реакторе из жидкости будет выделяться газообразный водород, поступающий в топливную ячейку. Голубая мечта Шварценеггера не столь уж и несбыточна.
| Резаки | Цена | |||||||
| Резак пропановый Р1П «LATION» LV | 1840 | |||||||
| Резак пропановый Р1П-У LATION | 2100 | |||||||
| Резак пропановый РЗП-22-Р | 2300 | |||||||
| Резак пропановый РЗП-22-РУ | 2500 | |||||||
| Резак ацетиленовый Р2А-31 (535 мм) | 2380 | |||||||
| Резак ацетиленовый Р2А-32 (535 мм) | 2155 | |||||||
| Резак ацетиленовый Р2А-22-Р | 1865 | |||||||
| Горелки кровельные | Цена | |||||||
| Горелка газовоздушная ГВ-111 | 800 | |||||||
| Горелка газовоздушная ГВ-121 | 1150 | |||||||
| Горелка газовоздушная ГВ-131 | 1300 | |||||||
| Горелка газовоздушная ГВ-131-Р | 1450 | |||||||
| Горелка газовоздушная кровельная ГВкр рычажная | 1120 | |||||||
| Горелки | Цена | |||||||
Горелка ацетиленовая Г3-345 9/6 нак. 3,4,5 3,4,5 |
1800 | |||||||
| Горелка ацетиленовая Г2-13 9/6 нак.1,3 | 1400 | |||||||
| Горелка ГЗУ-3-23 9/6 нак.2,3 | 1500 | |||||||
| Горелка газовоздушная ГВг Р1,2,3 М1,2,4 | 1880 | |||||||
| Горелка Г1 «Рубин» | 1580 | |||||||
| Рукав пропановый d=6мм (красный) за м. | 55 | |||||||
| Комплектующие | Цена | |||||||
| Ключ ацетиленовый 10/12 | 230 | |||||||
| Ключ для вентиля баллона универсальный, противоискровой | 2000 | |||||||
| Кольцо кислородное/пропановое | 15 | |||||||
| Хомут Ду 6/9 | 15 | |||||||
Тележка – подставка для 10л. Баллона Баллона |
800 | |||||||
| Средства защиты | Цена | |||||||
| Очки защитные ЗНД2-Адмирал | 280 | |||||||
| Очки газосварщика ЗН-56-Г (металл) | 320 | |||||||
| Перчатки х/б | 25 | |||||||
| Редуктора | Цена | |||||||
| Редуктор гелиевый БГО-5-м | 1700 | |||||||
| Редуктор азотный БАЗО 50-4 (БАМЗ) | 2793 | |||||||
| Редуктор пропановый БПО-5 | 940 | |||||||
| Редуктор кислородный БКО-50-12,5 | 1360 | |||||||
| Редуктор ацетиленовый БАО-5-1,5 | 930 | |||||||
| Редуктор пропановый БПО-5 (ПромДжет) | 940 | |||||||
| Редуктор углекислотный УР-6-М(ПромДжет) | 1660 | |||||||
| Редуктор водородный БВО-80(ПромДжет) | 1460 | |||||||
| Регулятор РДСГ 1-1,2 (лягушка) | 280 | |||||||
Наличие, количество и цену уточняйте у наших менеджеров по телефонам т. 249-54-33, 249-54-34, 202-54-35, 202-54-37, 202-54-38 249-54-33, 249-54-34, 202-54-35, 202-54-37, 202-54-38 |
||||||||
Водородный сварочный аппарат: преимущества работы
В условиях ужесточения экологических требований к промышленным процессам проводятся работы по поиску безвредных видов топлива. Не остались без внимания и сварочные работы с использованием в качестве основных источников энергии горючих газов – пропана, ацетилена и других. В результате исследований оказалось возможным заменить их водородом, или, вернее смесью из водорода и кислорода.
Получение водорода
Водород можно получить при помощи электролиза воды, точнее, щелочного раствора гидроксида натрия (каустической соды, едкого натра, это все названия одного и того же вещества). Гидроксид добавляют в воду для ускорения реакции.
Для получения водорода достаточно опустить в раствор два электрода и подать на них постоянный ток. В ходе электролизного процесса на положительном электроде будет выделяться кислород, на отрицательном – водород. Объем выделяемого водорода будет в два раза больше, чем объем выделяемого кислорода.
- В химическом выражении реакция выглядит следующим образом:
- 2h3O=2h3+O2
Остается технически разделить эти два газа и воспрепятствовать их смешиванию, поскольку в результате образуется смесь, обладающая огромной потенциальной энергией. Оставлять процесс без контроля крайне опасно.
Для сварки водород получают при помощи специальных аппаратов – электролизеров. Для их питания необходимо электричество напряжением от 230 В. Электролизеры, в зависимости от конструкции, могут работать на трехфазном токе и на однофазном.
Преимущества и недостатки
В результате сгорания водорода не образуется никаких вредных веществ, в отличие от случаев, когда для сварки используется ацетилен. Происходит это потому, что при сгорании водорода в среде кислорода, образуется вода, точнее водяной пар, который не содержит никаких вредных примесей.
Температура пламени водородно-кислородной смеси может регулироваться в пределах 600-2600 °C, что позволяет сваривать и резать даже самые тугоплавкие материалы.
Для получения водорода в качестве сырья используется только вода и электроэнергия, что делает стоимость работ низкой по сравнению с другими видами сварки.
Все вышеперечисленные свойства позволяют использовать водородную сварку в замкнутых пространствах, помещениях с плохой вентиляцией, в колодцах, тоннелях, подвалах домов.
Стоит отметить и такое преимущество водородной сварки, как возможность смены сопла горелки. Водород поддерживает пламя практически любой конфигурации и размера.
Использовать тонкую струю газа, дающую пламя не толще швейной иглы, можно даже при работе с ювелирными изделиями из драгоценных металлов. Для тонкого пламени не требуется наличие дополнительного кислорода, достаточно растворенного в воздухе.
Генератор водорода бытового назначения
Недостатком водородной сварки можно считать зависимость ее от наличия источника электроэнергии, необходимой для получения водорода. Использование баллонов с водородом не допускается по причине опасности их транспортировки и эксплуатации.
Атомно-водородный способ
Одной из разновидностей сварки, в которой задействован водород, является атомно-водородная сварка. Процесс ее основан на явлении диссоциации (распада) молекулярного водорода на атомы.
Для распада, молекула водорода должна получить значительное количество тепловой энергии. Атомное состояние водорода настолько неустойчиво, что длится лишь доли секунды. А далее происходит восстановление водорода из атомного в молекулярный.
При восстановлении выделяется большое количество теплоты, которую и используют при атомно-водородной сварке для разогрева и плавления свариваемых деталей из металла.
Обратите внимание
На практике весь процесс реализуется при помощи электросварки с двумя неплавящимися электродами. Для получения необходимого тока, возбуждающего дугу, может использоваться обычный сварочный аппарат. А вот держатель или горелка имеют необычную конструкцию.
А вот держатель или горелка имеют необычную конструкцию.
Электроды и горелка
Электроды с горелкой, в которую подается водород, расположены под углом друг к другу. Дуга возбуждается между этими двумя электродами. Водород, или азотно-водородная смесь, подаваемые в зону дуги, под воздействием высокой температуры переходят в состояние атомарного водорода.
Далее при возвращении в молекулярную форму, водород отдает тепло, создающее температуру, которая в сумме с температурой дуги может достигать 3600 °C.
Поскольку диссоциации происходит с поглощением тепла (водород оказывает охлаждающее влияние), то напряжение для разжигания дуги должно быть достаточно высоким – около 250-300 В. в дальнейшем напряжение можно понизить до 60-120 В, и дуга при этом может отлично гореть.
Интенсивность горения будет зависеть от расстояния между электродами и количества водорода, подаваемого в зону сварки.
Горение дуги
Разжигание дуги производится кратковременным замыканием электродов между собой или на графитовой пластинке при обдувании электродов газом. После разжигания дуги, расстояние до свариваемых деталей поддерживается в пределах 5-10 мм.
Если дуга не касается свариваемого металла, она горит равномерно и устойчиво. Ее называют спокойной. При малых расстояниях, до детали, когда пламя дуги почти касается детали, образуется сильный резкий звук. Такая дуга называется звенящей.
Технология сварки сходна с технологией обычной газовой.
Сварка с применением атомно-водородного метода была придумана и исследована в 1925 году американским ученым Лангмюром. В процессе исследований вместо дуги использовалась теплота от горения вольфрамовой нити, через которую пропускался водород.
В бытовых условиях
Для использования водородной сварки в быту необязательно покупать аппараты для получения водорода. Они, как правило, обладают большой производительностью и мощностью. К тому же, такие генераторы громоздкие и дорогие.
В бытовых условиях часто требуются небольшие объемы сварочных работ, поэтому оборудование для водородной сварки целесообразно изготовить самостоятельно.
Питание и рабочая жидкость
Питание можно подавать от автомобильного зарядного устройства или от самодельного выпрямителя, который можно изготовить, имея подходящий трансформатор и несколько полупроводниковых диодов.
В качестве рабочей жидкости должен использоваться раствор гидроокиси натрия. Он будет являться лучшим электролитом, чем простая вода. По мере уменьшения уровня раствора, необходимо просто добавлять воду. Количество гидроксида натрия будет всегда постоянно.
Корпус и трубки
В качестве корпуса для генератора водорода можно использовать обычную литровую банку с полиэтиленовой крышкой. В крышке необходимо просверлить отверстия под диаметр стеклянных трубок.
Трубки будут использоваться для отвода образующихся газов. Длина трубок должна быть достаточной для того, чтобы нижние концы были погружены в раствор.
Внутри трубок должны быть размещены электроды, по которым подается постоянный ток. Места прохода трубок через крышку необходимо загерметизировать любым силиконовым герметиком.
Отвод водорода
Из трубки, в которой находится отрицательный электрод, будет выделяться водород. Необходимо предусмотреть возможность отвода его при помощи шланга. Отводить водород необходимо через гидрозатвор.
Он представляет собой еще одну полулитровую банку с водой, в крышку которой вмонтированы две трубки. Одну из них, по которой подается водород от генератора, погружают в воду. Вторая выводит прошедший через воду водород из затвора и через шланги или эластичные трубки подает к горелке.
Водяной затвор необходим для того, чтобы пламя от горелки не прошло в генератор при падении давления водорода.
Горелка
Горелку можно сделать из иглы от медицинского шприца. Толщина ее должна быть 0,6-0,8 мм. Для держателя иглы можно приспособить подходящие пластиковые трубки, части корпусов шариковых ручек, автоматических карандашей. Необходимо предусмотреть и подвод к горелке кислорода от генератора.
Необходимо предусмотреть и подвод к горелке кислорода от генератора.
Интенсивность образования водорода и кислорода в генераторе будет зависеть от величины подаваемого напряжения. Поэкспериментировав с этими параметрами, можно достичь температуры пламени горелки 2000-2500 °C.
Изготовленный своими руками аппарат, выполняющий водородную сварку, возможно с успехом применять для резки или для соединения сваркой либо пайкой различных мелких деталей из черного и цветного металла. Это может понадобиться при ремонте различных предметов домашнего обихода, деталей автомобилей, различных металлических инструментов.
Источник: https://svaring.com/welding/vidy/vodorodnaja-svarka
Технология водородной сварки своими руками
Особенности процесса сварки водородом
газовая сварка
Начнем с того, что сварка водородом является разновидностью газопламенной. Газовая сварка своими руками активно применяется уже на протяжении многих лет. Горючим газом здесь выступает ацителин. При водородной сварке вместо ацителина применяется водород, который смешивается с кислородом. Такой метод оказался более эффективным. В результате получается тонкий и качественный шов, однако, у подобного способа есть один минус, который заключается в том, что в процессе сварки в сварочной ванне образуется много шлака. Чтобы этого не происходило в газовую смесь добавляют небольшое количество органических веществ, которые гасят кислород. В качестве таких веществ обычно используются углеводороды, температура кипения которых варьируется в промежутке 30-80°С: бензин, гексан, гептан, бензол.
Еще одной трудностью, с которой приходилось сталкиваться при сварке водородом стал выбор эффективного источника подачи газа. Использовать водородный баллон нецелесообразно и к тому же очень опасно.
сварочный аппарат для водородной сварки
Сжиженный водород при сильной концентрации может вызывать у человека такие симптомы как: удушье и головокружение!
Обратите внимание! Водородная сварка своими руками может использоваться для соединения деталей из малоуглеродистых сталей, железа. Для сваривания изделий из нержавейки она не пригодна.
Для сваривания изделий из нержавейки она не пригодна.
Способы применения водородного сварочного аппарата
Стоит отметить, что атомно-водородная сварка с таким аппаратом отличается простотой использования. Обычно нужный рабочий режим задается в считанные минуты, что зависит от требуемого расхода газа и температуры в месте, где производится процесс. При сварке водородом, в отличие от ацетилена, окружающая среда не загрязняется вредными веществами. Это обусловлено тем, что приборы, в которых как горючее выступает углеводород, выделяют только чистый пар. Работает аппарат благодаря водороду, который вырабатывается в самом приборе. Он образуется за счет того, что вода (которая заливается вручную) расщепляется на атомы кислорода и водорода, в результате чего образуется газовая смесь с большой энергией, которая необходимо для проведения сварки. Для эффективной работы такого устройства нужно 1,5 литра дистиллированной воды и электричество.
Несмотря на то, что водородный сварочный аппарат безопасен, в процессе эксплуатации стоит надеть защитную одежду и очки.
Используя такие приборы можно выполнить такие процедуры как: пайка, сваривание, порошковое напыление, наплавка, кислородная резка. Исходя из того, какой рабочий режим выбрать, можно выполнить самые разные по сложности работы: от соединения деталей маленькой толщины до резки толстых и прочных стальных листов.
Помимо основного своего предназначения, такие аппараты активно применяются у стоматологов, ювелиров, мастеров по ремонту холодильников, а также во время кузовных работ, при обслуживании и ремонте радиаторов и т.д.
Высокая безопасность сварочных работ обеспечивается благодаря тому, что в комплектацию устройства входит система автоматического отключения, которая отключает прибор, если рабочее давление превысит норму.
Достоинства и недостатки водородной сварки
Соединение деталей подобным способом обладает множеством преимуществ, о которых нельзя не упомянуть:
- высокая эффективность,
- безопасность выполнения сварочных работ,
- экологичность, поскольку в атмосферу не выделяются вредные токсины,
- аппараты компактные и удобные в управлении,
- подходят для обработки деталей, выполненных из различных материалов: сталь, стекло, чугун, цветные металлы,
- работают на воде, для нормального бесперебойного функционирования не требуются другие составляющие,
- сварочный аппарат не нужно перезаряжать.


Несмотря на большое количество плюсов, выделяются и некоторые недостатки:
- маленькие горелки могут применяться исключительно для тонких изделий, для толстых деталей нужны мощные сварочные аппараты,
- если вы соединяете детали из меди или из легированной стали, то полученные швы будут сопровождаться множеством пор,
- пламя от чистого водорода практически невозможно рассмотреть невооруженным глазом.
Правила безопасности при сварке водородом
Несмотря на то, что в статье неоднократно упоминалось о том, что водородная сварка своими руками – это безопасный процесс, все же пренебрегать мерами осторожности не стоит, т.к. это чревато воспламенением кислородных редукторов и как следствие взрывом.
Поэтому стоит соблюдать следующие правила:
- Следите за тем, чтобы газовая горелка не находилась слишком близко к воспламеняющимся и огнеопасным веществам.
- Если процесс производится в небольшом помещении, то делайте перерывы и периодически выходите на свежий воздух.
- Осуществляя сварочные работы обязательно надевайте защитные очки, иначе яркие лучи могут негативно сказаться на состоянии сетчатки и кровеносной оболочке глаз. Разбрызгивающийся металл и шлак очень опасны для открытых глаз.
- Если вы используете газовые баллоны, то перевозите их на тележке и обязательно надевайте на них защитный колпак. Важно, чтобы во время перевозки баллоны не соприкасались друг с другом и не падали. В участке, где металл сваривается или режется нельзя хранить кислородные баллоны.
- Осуществляя сварку водородом, горелку надо держать по направлению к противоположной стороне от источника питания. Если вы не в состоянии соблюсти это правило, то оградите источник посредством железного щита.
- Если во время работы вы делаете перерыв, то пламя горелки обязательно надо тушить.
Исходя из вышеописанного можно сделать вывод, что технология выполнения соединения металлов посредством водородной сварки идентична газовой.
Однако, атомно водородная сварка значительно расширила спектр возможностей выполнения различных процессов.
Если выполнять все условия эксплуатации, то в конечном результате можно получить качественный и прочный шов при полной безопасности и безвредности как для окружающей среды, так и для людей, выполняющих сварку.
Источник: https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/gazovaya-i-gazozashhitnaya-svarka/vodorodnaya-svarka.html
Атомно водородная сварка: особенности и все нюансы процедуры. Водородная сварочная станция своими руками
ГлавнаяСвоими рукамиВодородная сварочная станция своими руками
Водородное пламя используется как альтернатива ацетиленовому. С его помощью можно осуществлять процесс сваривания, резки, запаивания.
Сварочный водородный аппарат обеспечивает эффективность и безопасность процесса. Использование водорода вместо ацетилена в процессе газовой сварки обеспечивает большую продуктивность.
Сварочный шов получается качественным, а производительность остается на высоком уровне.
Суть процесса
Водородная сварка – разновидность газопламенной. Ее суть заключается в смешивании газов — водорода и кислорода. Работа позволяет получить пористый тонкий шов, однако в сварочной емкости остается большой шлаковый слой. Чтобы это избежать, в газовую смесь добавляют минимальное количество органики, а именно углеводородов. Эти вещества обладают способностью «гасить» кислород.
Сложным вопросом при организации водородной сварки считается выбор эффективного источника подачи газа. Известно, что применять водородный баллон для этих целей опасно. Сжиженный водород при высокой концентрации вызывает удушье и головокружение.
Также проблемой является невидимость пламени в дневном свете. Днем применение такой сварки возможно только с использованием датчиков. Также проблема решается при помощи электролизеров – приборов, разлагающих воду на составляющие – кислород и водород.
Обратите внимание
Необходимо помнить, что этот газ пригоден для проведения сварки из малоуглеродистых сталей, железа, однако для сварки листов и труб из нержавеющей стали его применять нельзя.

Проблема возникает из-за взаимодействия водорода с никелем при высоких температурах. После охлаждения выделяется газ и образует повреждения на поверхности. Также такая сварка не применяется при обработке меди.
Варианты применения
Сварочный водородный аппарат подключают как к бытовой, так и к электрической сети с тремя фазами. Также его используют для ручной и автоматизированной работы. При работе происходит подача по шлангу смеси газов в горелку. Температура регулируется в диапазоне 600-2600 градусов по Цельсию.
Любой сварочный аппарат включается в эксплуатационный режим очень быстро – это зависит от температуры окружающей среды, а также величины расхода газа. Малые габариты прибора способны обеспечить его высокую мощность.
Продукт горения водорода – пар, не имеющий токсических свойств. Поэтому как при работе, так и при хранении сварочный аппарат на основе этого газа абсолютно безопасен.
Однако требования техники безопасности стоит соблюдать — нужно применять защитный костюм и очки при эксплуатации устройства.
Существуют следующие варианты применения оборудования:
- сваривание;
- выпаивание;
- порошковое напыление;
- кислородная резка;
- термическое упрочнение;
- наплавка.
Выбор режимов эксплуатации обеспечивает широкий спектр возможностей прибора — от сварки малой толщины до осуществления резки больших по толщине листов стали. Качественный сварочный аппарат – помощник стоматологов, ювелиров, также он часто применяется при ремонте холодильного оборудования, а также в пунктах технического обслуживания.
Помимо этого, оборудование используется при ремонте ступиц, двигателя, радиаторов, для проведения кузовных работ.
Безопасность устройства достигается благодаря системе автоматического отключения при достижении запредельного уровня давления и допустимой концентрации электролита. Это защищает от возможных взрывов и пожаров.
Плюсы водородной сварки
Преимущества данного типа сварочных работ таковы:
- эффективность;
- безопасность;
- экологичность;
- компактность;
- небольшая трудоемкость;
- широкий спектр материалов обработки: сталь, благородные и цветные металлы, стекло, чугун, керамика, стекло;
- для эксплуатации требуется только вода, бесперебойная работа не нуждается в других компонентах;
- водородная атмосфера создает защиту поверхности от окисления;
- нет необходимости перезарядки.

Новейшая разработка – сварочный аппарат, способный соединять трубы, толщина металлической поверхности которых составляет до 5 мм. Устройства применяются при заваривании участков с браком, а также для разрезания металлов толщиной до 30 мм.
Такая сварка возможна при баллонной подаче кислорода. Так получают чистый срез. Металл подвергается закаливанию, но не происходит насыщения углеродом и нет побочного образования оксида азота.
Такое оборудование эксплуатируется в метро, тоннельных помещениях и колодцах.
Таким образом, применение водородной сварки – отличное решение для широкого круга сфер деятельности. Главное достоинство метода заключается в его абсолютной безопасности при соблюдении всех условий эксплуатации.
Обратите внимание
Интересное по теме:
autokuz.ru
Технологический процесс водородной сварки представляет собой газосварку по принципу электромеханического разложения воды на два компонента: водород и кислород. Это особая технология и своими характеристиками принципиально отличается от других способов газосварки. Например, атомно водородная сварка, которая производится с принудительным добавлением водорода.
Область применения
Такая газосварка, своими уникальными свойствами, завоевала широкое применение для специальных легированных сталей и алюминиевых сплавов. Эта водородная газосварка экономически выгодна при сваривании конструкций и изделий толщиной до 5 миллиметров.
Широкое применение такая технология нашла в:
- Авиастроении.
- Медицинской сфере.
- Химической промышленности.
- Ракетно-космическом производстве.
- Металлургической отрасли.
Во время выполнения этого водородно кислородного типа сварки происходит медленный и равномерный нагрев металла. Такой способ нагрева материала необходим при работе с:
- Низкоуглеродистыми и легированными сталями, толщиной до 5 миллиметров.
- Цветными металлами.
- Инструментальными сталями, для которых необходим медленный нагрев и охлаждение.
- Наплавочными работами при наплавке резцов.
- Чугуном и специальными аналогичными сталями, которые медленно остывают в среде угля и нагреваются равномерно по всей свариваемой поверхности. Своими технологическими режимами, такая газосварка предотвращает появления трещин в сварном шве.
- Ювелирном производстве.
- Изготовлении стоматологического инструмента.
- При изготовлении металлических оправ
- Запайке медицинских ампул с лекарствами.

Технологический процесс
Технологический процесс такой сварки основан на принципе подачи водородной смеси в сварочную зону. Сварочная горелка – это тот инструмент, который определяет направления, и количество этой смеси.
Во время выполнения водородно кислородной технологии сварки, из-за больших температур, горелка по краям оплавляется. Ее необходимо своими руками очищать.
Этот процесс газосварки может выполняться в ручном и автоматическом режимах.
Люди с опытом проведения сварочных работ могут выполнять такие работы самостоятельно своими руками. Достаточно приобрести простейший сварочный аппарат эффект 210, в комплекте поставляется дополнительная горелка. Такой аппарат работает от напряжения электросети 220 в.
Важно
Им хорошо достигается эффект порезки тонких металлических пластин из любых легированных сталей, с последующим соединением любых изделий.
Самодельная доработка для использования газовых баллонов с другими газами, этот сварочный аппарат можно использовать для выполнения технологии, которая называется — атомно водородная сварка.
Эффективно процесс сваривания в водородной среде используется на станциях технического обслуживания и ремонта автомобилей.
- Горелка с правильно подобранным диаметром в соответствии с толщиной свариваемых деталей, обеспечивает высокий эффект продуктивного сваривания.
- goodsvarka.ru
- Самодельная водородная сварка
Источник: https://rinnipool. ru/svoimi-rukami/vodorodnaya-svarochnaya-stanciya-svoimi-rukami.html
ru/svoimi-rukami/vodorodnaya-svarochnaya-stanciya-svoimi-rukami.html
Водородная сварка: изготовление горелки своими руками и электролизный сварочный аппарат
Водородная сварка представляет собой разновидность газопламенной обработки. Ее отличительной особенностью является горение пламени в атмосфере водорода. На сегодняшний день среди всех видов газопламенных обработок наибольшей популярностью пользуется именно такой метод.
Он обладает высокой эффективностью и служит отличной альтернативой ацетиленовой сварке. Кроме того, изготовить водородный сварочный аппарат можно своими руками в домашних условиях, что делает его еще более интересным.
Преимущества водородной сварки
Водородная сварка обладает рядом преимуществ по сравнению с другими аналогами. Главным ее достоинством является то, что в процессе горения сварочной горелки выделяется водяной пар, поэтому она является самой безопасной.
Кроме того, данная технология обеспечивает высокие рабочие температуры, а значит позволяет работать с более тугоплавкими металлами. Водородную сварку можно легко использовать в домашних условиях, так как изготовить сварочный аппарат своими руками может любой желающий.
Еще одним наиболее часто используемым методом является ацетиленовая сварка.
Технология сварки при помощи водорода.
В то же время водородная во многих случаях оказывается более предпочтительной благодаря своим особенностям:
- позволяет получать аккуратные плотные швы;
- возможность работы с мелкими деталями;
- высокая температура газовой горелки позволяет осуществлять не только сварку, но и резку материалов;
- водородная горелка своими руками – это посильная задача не только для мастеров, но и для новичков;
- возможность выполнения работ в замкнутом пространстве;
- водородный сварочный аппарат является малогабаритным и его удобно транспортировать.
Применение метода
Газопламенная сварка осуществляется за счет горения газообразной смеси. Самой часто используемой является ацетиленовая сварка. Она основана на окислении карбида в воде.
Самой часто используемой является ацетиленовая сварка. Она основана на окислении карбида в воде.
Если необходима небольшая температура, например, для работы с мелкими деталями или тонким металлом, используется пропан. Он подается из баллона в смесительную камеру, а затем в горелку.
В эту же камеру подается кислород, поддерживающий горение газа. Регулируя давление кислорода можно достичь температуры горения до 3000 градусов, что позволяет осуществлять не только сварку, но и резку металла.
Недостатком этой технологии является необходимость использование баллона с газом. Это накладывает ограничения на применение сварки во многих сложных условиях.
Агрегат для водородной сварки.
Принцип работы водородной сварки основан на процессе разделения воды на водород и кислород. В результате последующей рекомбинации одноатомного водорода в двухатомный происходит высвобождение энергии, ускоряющей сварку.
Область сварки оказывается защищенной водородом от кислорода, что исключает окисление поверхности и обеспечивает гладкие швы.
Использовать водородные баллоны для сплава опасно. Его утечка в замкнутых помещениях может привести к удушью или головокружению. Также он является взрывоопасным.
Производство водорода, необходимого для работы сварочного аппарата, осуществляется непосредственно на месте проведения сварочных работ в электролизной камере. Это исключает указанные риски при правильном использовании оборудования и соблюдении техники безопасности.
Водородная сварка широко применяется в сложных условиях: тоннелях, шахтах, коллекторах. Использовать в таких задачах пропилен-ацетиленовые баллоны невозможно из-за высокого риска утечки смеси и ее взрыва.
Совет
Электролизное оборудование лишено этих недостатков и широко применяется в указанных областях.
Кроме того, они могут работать от бытовой сети, что делает их весьма привлекательными для простого пользователя. Особенно учитывая то, что водородная сварка может быть изготовлена своими руками по одной из многочисленных схем электролизера для сварки доступной в интернете.
Как самому сделать водородный сварочный аппарат?
Сварка водородом пригодится любому умельцу. Водородный резак является недешевым оборудованием. Кроме того, доступные в продаже аппараты зачастую оказываются непригодными для пайки мелких деталей, особенно для ювелирных изделий.
Выходом из этой ситуации является изготовление атомно-водородной сварки своими руками. Все детали, необходимые для создания такого прибора можно легко приобрести в любом хозяйственном магазине. Итак, давайте рассмотрим, как это сделать в домашних условиях.
Основная емкость
Установка для сварки при помощи водорода.
Аппарат водородной сварки работает в результате горения водорода, благодаря диссоциации водного раствора щелочи.
Этот процесс осуществляется в емкости, для которой отлично подойдет пол литровая банка. Ее необходимо закрыть пластмассовой крышкой с двумя отверстиями, проделанными для вывода контактов от электродов.
Все выводы необходимо плотно загерметизировать. Для этих целей подойдет клей «Момент».
В качестве электродов можно использовать четырехсантиметровые полоски из нержавеющей стали. Для наибольшей производительности сварочного аппарата требуется задействовать весь объем жидкости.
Для этого пластины просверливаются по верхнему и нижнему краю и соединяются между собой диэлектрическими шпильками. На получившемся блоке делаются клеммы: два минуса, расположенные по краям, и полюс между ними.
Каждая клемма загибается и фиксируется на емкости болтом. На эти болты будут накидываться клеммы от источника питания.
Емкость необходимо заполнить с помощью шприца рабочей жидкостью через штуцер отвода газов. Электролит представляет собой 8-10% смесь гидроокиси натрия в дистиллированной воде. При работе электролизера температура рабочей жидкости щелочного раствора обычно не превышает 80 °С.
В качестве сопла, через которое буду выходить кислород, водород и горючие вещества, может быть использована обычная медицинская игла.
Источник тока для атомно-водородной сварки
В качестве источника тока может использоваться обычный аккумулятор на 12 вольт. Этот вариант отлично подойдет для работы с металлом фиксированной толщины.
Его недостатком является отсутствие возможности контроля силы пламени горелки, так как ее производительность определяется выработкой водорода и кислорода, зависящей от силы тока.
Выбор зарядного устройства для автомобильных аккумуляторов будет более предпочтительным. Для работы с тонкими металлическими пластинами или ювелирными изделиями зарядку можно настроить на 3 вольта.
Запитать кислородом водородную сварку можно от обычной сети в 220 В, что позволяет использовать данный аппарат в домашних условиях.
Обменная камера
Принципиальная схема аппарата водородной сварки.
Для отбора водорода и кислорода, подаваемого в горелку, используется еще одна емкость – обменная камера.
Внутри нее необходимо проделать 3 отверстия:
- для заправки рабочей жидкостью;
- снизу штуцер для подачи рабочей жидкости в основную емкость;
- штуцер для подачи газовой смеси на сопло.
Конструкцию дополнительной емкости также необходимо тщательно загерметизировать. Через водородные затворы водородного генератора не должны просачиваться газы и жидкость. Это также решается с помощью «Момента».
Изготовление горелки
Для изготовления горелки можно использовать обычный резиновый шланг. Именно по нему водород и кислород будут транспортироваться от обменной камеры к соплу. В качестве сопла можно применить иглу от шприца или капельницы. Последняя будет более предпочтительным выбором, так как стенки этой иглы толще.
Шланг необходимо плотно закрепить со штуцером обменной камеры и основанием иглы. Это достигается при помощи хомутов. После завершения всех операций по сборке аппарата можно приступать к его испытанию.
Электролиз рабочей жидкости начинается быстро. Уже через несколько минут можно будет поджечь пламя на конце сопла. Регулировка пламени осуществляется изменением напряжения на аппарате.
Регулировка пламени осуществляется изменением напряжения на аппарате.
Итог
Во многих случаях использование водородной сварки оказывается более удобным, чем других газопламенных методов. Особенно актуальной она становится, когда речь заходит про работу в домашних условиях.
Приведенное описание того, как сделать водородную горелку своими руками, поможет всем мастерам, желающим изготовить такой прибор. Это существенно сэкономит средства на покупку магазинного варианта сварки.
Кроме того изготовленный своими руками водородный резак является более перспективным для работы с мелкими изделиями. Водородная сварка является экологически чистой, а ее изготовление не требует большого труда и крупных затрат.
Также метод аналогичен с ацетиленовой сваркой, и освоить его не составит труда.
Источник: https://tutsvarka.ru/vidy/vodorodnaya-svarka
Водородная сварка — экологическая чистота и легкость работы!
Безопасность водородной сварки, отличающей ее от других традиционных способов, обеспечивается тем, что продуктом горения, образованным в процессе, является пар.
Водородная сварка – это один из методов газопламенной обработки, при котором используются смесь кислорода с горючими газами.
Водородное пламя прекрасно заменяет ацетиленовое, когда необходимо выполнить резку, пайку и сварку разных материалов.
Процесс
Особенности процесса
Использование водорода в качестве топливо заменяющего ацетилен приводит к покрытию сварочной ванны толстым слоем шлака. Шов, полученный таким способом, отличается низким качеством из-за повышенной пористости и тонкости.
Исключить подобные дефекты помогает применение органических соединений, связывающих кислород. Для этого используют подогретые до определенной температуры углеводороды: бензины, бензолы, толуолы, и другие.
Температура нагрева должна составлять от 30% до 80% от температуры кипения элементов.
Обратите внимание
Углеводы применяются в минимальном количестве, поэтому сварка водородом стоит почти столько же, сколько и другие способы газопламенного воздействия.
Основная сложность способа заключается в том, что часто не хватает эффективного источника водорода и кислорода. Использование баллонов с газом зачастую становится не целесообразным в связи с высоким риском возникновения обморожений и удуший при их эксплуатации.
Водородное пламя трудно заметить при дневном свете. Его возникновение обнаруживается только сверхчувствительными датчиками. Но все проблемы решаются применением специальных аппаратов, которые, воздействуя на воду электрической энергией, способствуют ее распаду на водород и кислород. Устройства – электролизеры, производят одномоментно два газа.
Приборы достаточно легки в применении, благодаря простоте и мобильности конструкции. Они являются отличной заменой крупногабаритному и тяжеловесному оборудованию, и могут использоваться при отсутствии прямых источников питания, что делает доступной водородную сварку своими руками в домашних условиях.
Оборудование для водородной сварки
Аппараты для сварки, проводимой таким способом, обладают различной мощность и работают от электрической сети. Они оснащены обычной горелкой, которая обеспечивается водородно-кислородной смесью посредством шланга. Температура пламени варьируется от 600 до 2600ºС и устанавливается с помощью специальных устройств.
Водородно кислородная сварка может выполняться с помощью ручного и автоматического оборудования, которое не представляет никакой сложности при эксплуатации, благодаря низкой трудоемкости процесса и отсутствию нужды в постоянной перезарядке устройства.
Компактная аппаратура обладает большой мощностью и приводится в рабочее состояние за небольшой период времени, который зависит от температурных условий в месте проведения работ и количества газов, требуемых для сварочного процесса.
Атомно водородная сварка требует от сварщика только владения основными навыками и знаниями о газопламенной обработке, которые позволят без труда выполнить сварку элементов, и получить в месте соединения качественный и прочный шов.
Обратите внимание
Еще одним преимуществом водородной сварки является экологическая чистота процесса и его продуктивность. Например, ацетилен, используемый в качестве топливного газа, загрязняет окружающую среду соединениями, обладающими огромной токсичностью. А продуктом горения в процессе использования водородного оборудования является обычный пар.
Водородные сварочные аппараты не представляют никакой опасности при транспортировке, хранении и эксплуатации.
Они предназначены как для сварочных работ, так и для ручной или автоматической кислородной резки, пайки, порошковой наплавки, термическом упрочнении и порошковом напылении. Компактное оборудование оснащено несколькими режимами работы, что позволяет выполнять с его помощью соединение материалов различной толщины и резку самых толстых металлических листов.
Применение
Ювелирное дело, стоматология, ремонт холодильного оборудования, сервисные центры, занимающиеся ремонтом и обслуживанием техники — не могут обойтись без применения сварочных аппаратов, с водородно-кислородным топливом.
Устройства отлично подходят для использования их в помещениях, где запрещена эксплуатация взрывоопасных баллонов, наполненных кислородом или пропаном.
К преимуществам водородной сварки относятся также:
- низкая стоимость процесса;
- отсутствие отходов;
- отсутствие дорогих исходных материалов, для работы нужен небольшой объем воды;
- экологическая чистота производства;
- широкий спектр обрабатываемых материалов.
Атомно-водородная сварка, в основе которой лежит действие электродуги, прекрасно выполняет сваривание чугунных, легированных, низкоуглеродистых сталей. Но использование этого подвида сварки плавлением в промышленных целях ограничено высоким напряжением источников питания, которое представляет угрозу жизни человека.
Медь, латунь, цинк, титан обладают высокой активностью при контакте с водородом. Поэтому атомно-водородная сварка не применяется при работе с этими материалами.
Водородная сварка очень востребована при проведении сварочных работ в труднодоступных местах, например, колодцах, толях, железнодорожных цистернах, где нельзя использовать баллоны, наполненные пропаном и ацетиленом. Также существуют водородные сварочные приборы, с помощью которых можно соединять материалы в условиях низкой температуры.
Обратите внимание
Источник: http://stroitel5.ru/vodorodnaya-svarka-ehkologicheskaya-chistota-i-legkost-raboty.html
Что собой представляет сварка водородная?
Сегодня среди всех видов газопламенных обработок все большую популярность получает сварка водородная. Такая газосварочная технология основана прежде всего на процессе электрохимического распада воды на два химических элемента: водород и кислород.
Схемы водородной сварки.
Процедура сварки отличается наибольшей эффективностью и обладает большими преимуществами перед сваркой, где главным элементом выступает соединение кислорода с ацетиленом.
Водородную сварку можно отнести к категории безвредных технологий, так как весь процесс горения основан на единственном элементе — водяном паре. В ходе работы температура горелки может повыситься до 2600°С, а это значит, что данная технология позволит осуществить любую сварку, спаивание или поможет прорезать различные виды черных металлов.
Обратите внимание
Как применяется холодная сварка для пластика.
Так как водородное пламя имеет ряд преимуществ перед ацетиленовым, его чаще используют для прорезания и спайки изделий из металла. Из-за того что в результате горения выделяется водяной пар, такая сварка считается самой безопасной.
При использовании в ходе сварки водорода как топливного элемента, на покрытии металла может возникнуть слой шлака большой толщины. Выполняемый при этом сварочный шов будет иметь тонкую толщину и рыхлость.
Чтобы избежать этого, в основном используют органические соединения, которые, наоборот, связывают кислород. Для этого лучше применять различные углеводороды (бензин, толуол и др.) и подогревать их до достижения температуры 80% от температуры кипения.
Для этого лучше применять различные углеводороды (бензин, толуол и др.) и подогревать их до достижения температуры 80% от температуры кипения.
При сварке понадобится минимальное количество углеводородов для максимального результата, поэтому она и намного дешевле, чем другая газопламенная обработка.
Устройство водородной горелки.
При использовании водородной сварки не нужно применять газовые баллоны, являющиеся эффективными источниками смеси водорода с кислородом. Дело в том, что они очень опасны при эксплуатации. Когда происходит сварка, водородное пламя совсем не видно при дневном свете. Поэтому для облегчения работы необходимо использовать специальные датчики.
Надежность источников газа зависит прежде всего от аппаратов, работа которых возможна при наполненности водой, где с помощью воздействия электроэнергии она распадается на кислород и водород.
При помощи таких электролизеров очень просто выполняется электролизная сварка, где в качестве основного элемента соединения деталей используется водородно-кислородная смесь.
В некоторых случаях используется атомно-водородная сварка, представляющая собой электрохимический процесс плавления. Действие достигается в результате нагревания электрической дуги расщепления водорода.
По уровню содержания тепла атомно-водородная сварка несколько отличается от ацетиленово-кислородной сварки и других видов сварок. В основном данный вид используется при сварке чугуна или стали.
В промышленных предприятиях атомно-водородная сварка применяется в редких случаях по причине высокого напряжения, которое опасно для любого человека.
Источник: https://expertsvarki.ru/tehnologii/svarka-vodorodnaya.html
Отзыв о водородной сварке
Работаю газосварщиком на частной фирме. Все годы работы использовалась ацетилено-кислородная сварка, т.к. с ее помощью можно не только варить, но и паять, резать металл, стекло, керамику.
С очередным экономическим кризисом на предприятии началось сокращение расходов, но как уменьшить расход ацетилена и кислорода при сварке без ущерба качеству работы никак не могли придумать.
Как-то наткнулся на информацию о современных водородных сварочных аппаратах, которые не требуют покупки газа, а сами вырабатывают водород и кислород из обыкновенной воды. Навел справки, поспрашивал у реальных пользователей на форумах и понял, что водородная – реальная альтернатива ацетиленовой сварке.
Начальника насторожила цена такого оборудования – 1300$, но примерный расчет экономии по сравнению с имеющимся убедил его вложиться в это чудо техники.
Скажу сразу, наловчиться работать было не сложно, хотя когда привыкаешь к допотопным агрегатам бывает проблематично перестроиться на легкоуправляемую и нафаршированную разными примочками технику. Итак, наш подсчет окупаемости водородного сварочного составил три месяца, т.к.
по заявлению продавца для пятидневной рабочей недели при постоянной работе сварки необходимо около 15 л дистиллированной воды и 75 кВт/ч электричества, что в сумме составляет 6$.
Поначалу в такие мизерные суммы на расходники мы даже не поверили, ведь еженедельно на покупку и доставку ацетилена и кислорода выкладывали по 100-120$. В первую же неделю работы на водородной сварке сомнения рассеялись. Помимо экономической стороны аппарат имеет массу других преимуществ, поэтому деньги были потрачены не зря.
Вот уже полгода использую водородную сварку и могу отметить что:
- Качество сварных швов по сравнению с ацетиленовой сваркой получается даже немного лучше. Возможность регулировать диаметр пламени позволяет использовать сварку, наверное, даже в ювелирном деле, т.к. швы получаются очень аккуратными. •
- Пробовал резать металл толщиной 10 мм – срез вышел гладкий и ровный. Толще 10 мм резать не пробовал, хотя производитель заявляет, что и это возможно. •
- Экономить на качестве воды не рекомендую. Если использовать не дистиллированную воду, аппарат начнет барахлить. Лучше беречь такое дорогое оборудование. •
- Несмотря на то, что аппарат может работать целый день без перерыва, лучше все-таки давать ему периодически остывать минут по 5-10. •
- Выезжать на объекты с таким аппаратом – одно удовольствие. Взял в руку и поехал. Не нужно везти баллоны и переживать за сильную тряску в пути.
 •
•Экономия на расходных материалах действительно невероятная! За счет этого наша фирма не только преодолела кризис, но и немного снизила расценки на некоторые услуги, связанные со сварочными работами. Клиентов прибавилось.
Если вы работаете со сваркой целыми днями – берите, не пожалеете. Если сварка вам нужна периодически – смотри по своим финансовым возможностям, т.к. цена немаленькая.
Игорь
| Азовпромсталь® 28 сентября 2017г. 16:27 |
Источник: https://www.azovpromstal.com/article/one/id/2794
Производственное объединение «Джет», одно из лидеров на территории СНГ по производству газосварочного оборудования
Компания Производственное объединение «Джет» предлагает следующие оборудование:
Резак «Джет» — пропановый (до 100 мм), Р1П(1,2)
Резак «Джет» — пропановый (до 150 мм), Р1П(1,2,3)
Резак «Джет» — ацетиленовый (до 150 мм),Р1А(1,2,3)
Резак универ. (ацетилен-пропан), Р3П/2А
Резак пропановый (до 150 мм) трехтрубный, Р3Пт(1,2,3)
Резак удлиненный Р1ПУ (L=800 мм, 1,2,3)
Горелка ацетиленовая (нак 0,1), Г2(0,1)
Горелка пропановая (нак 0,1), Г2У(0,1)
Комплект резак-горелка (пропан/ацет), КРГП/КРГА
Горелка интенсивного нагрева «Вулкан», ГП-1
Редуктор кислородный
Редуктор пропановый
Редуктор ацетиленовый
Редуктор для закиси азота
Редуктор водородный
Редуктор аргоновый
Редуктор углекислотный
Вентиль медицинский (кислородный) ВКм
Вентиль магистральный без манометра
Коллектор вентилей углекислотных (3-х вентильный).
Подогреватель газа универсальный магистральный ПГУМ-50
Подогреватель газа универсальный
Регулятор расхода кислорода медицинский РРК-30М
Редуктор для закиси азота
Автомобильные и стационарные газификационные установки
Баллоны для хранения газов
Газификаторы холодные криогенные
Емкость для хранения и транспортировки жидкой двуокиси углерода (углекислоты)
Мобильный мини-завод для автогенной резки сталей и чугуна
Рампа наполнительная
Цистерны для транспортировки и хранения криогенных жидкостей
По всем вопросам обращаться:
Наименование предприятия: «Джет» Производственное объединение, ЗАО
Страна: Россия
Город: Ижевск
Адрес: 426051, ул. Милиционная, 3
Милиционная, 3
Телефон: (3412)78-48-03, 78-59-56
Факс: (3412) 51-09-01
E-Mail: [email protected]
URL: http://www.promjet.ru
Резаки газовые | Норд Газ
Газовый резак представляет собой инструмент, используемый сварщиками для разрезания металлических деталей разной толщины. С помощью резака можно, к примеру, разрезать металлический лист. Работает этот инструмент по следующему принципу. Металлическая поверхность расплавляется при помощи газового пламени и очищается в месте разреза методом продува.
Виды резаков
Резаки газовые классифицируются по следующему принципу:
- газовый резак пропановый
- газовый резак ацетиленовый
- газовый резак водородный
- газовый резак метановый
- газовый резак комбинированный
Резаки играют важную роль в производстве различных изделий, в строительстве, в ремонтных работах. Особенно популярен и востребован резак газовый на пропане в виду своей высокой продуктивности и технической надёжности.
Пропановый резак
Работающий на пропане резак создан для выполнения сложных технических операций: резка толстых листов цветного и чёрного металла, шаблонная резка, криволинейный срез и т.д. Это устройство работает довольно тихо, а также не занимает много места и достаточно легко транспортируется.
Из-за того, что в качестве рабочего газа используется пропан, эксплуатировать этот тип резака довольно выгодно. Данным резаком успешно разрезают стали со средним и низким содержанием углерода, а также чугун. Приобрести пропановый резак обязательно стоит тем, кто регулярно осуществляет резку металла в больших объёмах.
Стоимость газового резака
Газовый резак, купить который вы можете в компании «Нордгаз», относится к категории очень востребованного газосварочного оборудования. Стоимость резака этого типа зависит от его технических характеристик – комплектации и производительности.
На нашем сайте вы можете самостоятельно заказать газовый резак, а можете предварительно проконсультироваться с менеджером по следующему телефону: +7 (812) 906-52-15.
Водородный редуктор — Энциклопедия по машиностроению XXL
Водородный редуктор конструктивно ничем не отличается от кислородного. [c.217]Для нормальной работы сварочных горелок необходимо обеспечить поступление газа в них из баллонов под определенным и относительно невысоким давлением. Для автоматического понижения и регулирования давления служат газовые редукторы. В зависимости от рода газа различают кислородные, ацетиленовые, водородные редукторы и т. д. По назначению редукторы делятся на баллонные, постовые и центральные. По принципу действия различают редукторы прямого и обратного действия. По конструкции редукторы могут быть с однократным и двойным редуцированием газа. [c.501]
Водородный редуктор применяется для редуцирования пропана, городского, нефтяного и коксового газов, метана, природных и сланцевых газов. [c.140]
Примечание. При отсутствии водородного редуктора применяют кислородный, устанавливая на нем переходник (фиг. 33). [c.144]
При применении газов — заменителей ацетилена оборудование для подачи кислорода не меняют. Для подачи горючих газов из баллонов используют специальные редукторы для пропана — ДПП-1—65, для природного газа ДПВ-1—65 (постовой водородный редуктор), который должен быть окрашен в красный цвет. При отсутствии водородного редуктора можно приспособить (вместо него) серийный постовой кислородный редуктор ДКП-1—65. Для этого в нем необходимо заменить штуцер, ниппель, прокладку и накидную гайку. Редуктор должен быть окрашен в красный цвет. Переделывать редуктор следует только в ремонтных мастерских рабочими, прошедшими обучение и допущенными к производству ремонта газорезательного оборудования. [c.21]
[c.21]
ВОДОРОДНЫЙ РЕДУКТОР — редуктор I для сжатого водорода. [c.24]
Водородный редуктор 165 Водяные затворы 163 [c.554]
Водородный редуктор РВ-53 отличается от кислородного редуктора РК 53 окраской и тем, что накидная гайка имеет левую резьбу диаметром 21,8 мм, 14 ниток на I». [c.59]
Для других горючих газов применяются редукторы, внутреннее устройство которых такое же, как и у рассмотренных выше. Так, например, водородный редуктор РВ-53 выполнен на базе кислородного редуктора РК-53. Редуктор РВ-53 отличается от кислородного окраской (зеленый цвет) и тем, что накидная гайка имеет левую [c.66]
Для использования ацетиленовых редукторов при работе на пропан-бутане ннакидной гайкой (рис. II). При использовании водородных редукторов никаких изменений производить не требуется, кроме перекрашивания в красный цвет. В кислородных и углекислотных редукторах вход- [c.27]
При отсутствии водородного редуктора ДВП-1-65 вместо него можно приспособить серийный постовой кислородный редуктор, например редуктор типа КБО-60 (см. табл. 20). Для этого в нем следует заменить штуцер, ниппель, прокладку и накидную гайку другими, изготовленными по чертежам, приведенным на рис. 34, или изготовить переходник с правой резьбы на левую согласно чертежу, приведенному на рис. 35. Во всех случаях редуктор должен быть окрашен в цвет баллона. [c.62]
На базе данной конструкции кислородного редуктора выпускаются также ацетиленовый редуктор РД-2А и водородный редуктор РВ-55. Ацетиленовый редуктор РД-2А отличается от кислородного размерами главной и запорной пружины, диаметром седла клапана и наличием присоединительного хомута вместо накидкой гайки. У водородного редуктора накидная [c.96]
И реактора (или одного реактора) 2) горелки с комплектом сменных мундштуков для укрепления электродов разных диаметров 3) баллона с водородом, редуктора и комплекта резиновых шлангов или же установки для получения азотно-водородной смеси и 4) вспомогательной аппаратуры для обслуживания сварочной установки.
 [c.322]
[c.322]Кислородные редукторы окрашиваются в синий цвет, водородные в красный, воздушные — в чёрный и ацетиленовые — в белый. [c.393]
По роду газа редукторы разделяются на кислородные, водородные, ацетиленовые и пр. Для работы на инертных газах, как прав ило, используют кислородные редукторы. Промышленность выпускает для установки на баллонах сжатого газа [c.151]
| Рис. 3.24. Схема монохроматора МВ-4. / — водородная лампа, 2 — диафрагма, 3 — входная щель, 4 — заслонка, 5 — вентиль, 6 — патрубок входной щели, 7 — вентиль, 8 — лампа ЛТ-4, 9 — дифракционная решетка, 10 — микрометрический винт, // — редуктор, 12 патрубок выходной щели, 13 — кассета с оптическими фильтрами, 14 — выходная щель, /5 — светопровод, /5 — ФЭУ 19 М, /7 — сетка — экран, /5 —кювета, /9 —вводы, 20 — лампа ЛМ-2, Г/— вентиль напуска, 22 — люминесцирующий экран. |
Резак для водородно-кислородной подводной резки показан на рис. 130. Режущий кислород подается через вентиль 4 в центральный канал мундштука / головки 2 резака. Водородно-кислородная смесь поступает в головку по трубке 3. Сжатый воздух поступает в колпак 6 через вентиль 5. Водород и кислород поступают в резак по шлангам из баллонов, соединенных в группы с помощью коллекторов, снабженных рамповыми редукторами. Воздух подается по отдельному шлангу из компрессора или баллонов. [c.232]
Редуктор водородный баллонный РВ-55 150 1-15 100 При помощи накидной гайки с левой резьбой диаметром 21,8 мм Защитный 1,95 [c.367]
Присоединение редуктора к водородному баллону производится при помощи переходной гайки (фиг. 144) с левой резьбой.
[c. 479]
479]
Баллонные (постовые), кислородные, азотные, водородные и воздушные редукторы рассчитаны на пропускную способность для кислорода 60 м 1ч и рабочее давление до 15 кгс см при максимальном давлен ги газа на входе Б редуктор 200 кгс/см . Постовые кислородные редукторы могут быть использованы также на кислородных магистралях при давлении на выходе 15—30 кгс/ см . Ацетиленовые постовые редукторы имеют пропускную способность до 5 м 1ч и рабочее давлепие до 1,5 кгс/см . [c.47]
Для водорода и метана можно использовать кислородные ре кторы, заменив накидные гайки для водорода — резьба трубная 8 . левая для метана — резьба трубная /А левая. Перекрасить эти редукторы водородный—в зеленый цвет, метановый —в красный. 3. Редукторы РКР-47, РК-39, 2-КВД, М-31, М-34, РК-47 сняты с производства. [c.49]
По роду газа редукторы бывают кислородные, ацетиленовые, водородные и др. Различаются между собой окраской и, способом крепления к баллону. [c.56]
Редукторы подразделяются по следующим признакам по принципу действия (прямого и обратного) по числу камер редуцирования (одно- и двухкамерные) по способу установки (баллонные и центральные, рамповые, сетевые) по роду редуцированного газа (кислородные, ацетиленовые, водородные, воздушные, пропан-бутановые, для углекислого газа). [c.107]
Под промышленным газом понимают большей частью сжижен-ный газ, состоящий из смеси пропана и бутана, состав которой часто меняется. На потребление обычно поступает промышленный газ, содержащий 70% бутана, 25% пропана, остальное—Нг, СгН и т. д. Случается, что потребителю поступает почти чистый пропан. Промышленным газом наполняют стальные баллоны под давлением примерно в И ати. Так как подсоединительные размеры вентиля такие же, как у водородного баллона, т. е. трубная левая резьба то в практике часто применяют водородный редуктор. Однако лучше применять специальный пропановый редуктор. Количество газа в баллоне, которое составляет примерно 33 кг и в газообразном состоянии соответствует примерно 100 светильного газа, достаточно для ежедневной восьмичасовой металлизации в течение недели.
[c.28]
Количество газа в баллоне, которое составляет примерно 33 кг и в газообразном состоянии соответствует примерно 100 светильного газа, достаточно для ежедневной восьмичасовой металлизации в течение недели.
[c.28]
Водородные редукторы, конструктивно не отличающиеся от кислородных, могут быть однокамерными и двухкамерными В отличие от кислородных редукторов онп окрашиваются в. зеленый пвет. [c.479]
Водородные редукторы, конструктивно пс отличающиеся от кислородных, могут быть однокамерными и двухкамериымн, В отличие от кислородных редукторов они окрашиваются в зеленый цвет. [c.479]
Из отечественных редукторов (см. табл. 22) этим требованиям отвечают кислородный редуктор РКД-8 и редуктор ДЗР-1-57 для защитных газов. Можно также использовать редукторы кислородные РК-53 и РКД-15, а также водородный редуктор РВ-55, однако они рассчитаны на более высокую величину рабочего давления (не менее 1 кГ1см ) и неустойчиво работают при низких рабочих давлениях. [c.96]
В аппаратах с ручным управлением повышенный перепад водородного редуктора при достаточном навыке резчика можно компенсировать плавным пуском водорода. Разумеется, наялучшим способом борьбы с влиянием перепада нужно считать применение при резке высококачественных редукторов. Задача создания редуктора с благоприятными характеристиками для газоэлектрической резки должна быть решена в ближайшее время. [c.99]
Установка УБТ-600 состоит из резака, кислородной рампы на 10 баллонов с двумя редукторами (рамповым — для питания резака режущим кислородом и постовым — для питания резака подогревающим кислородом) и трехбаллонной водородной рампы с редуктором. Резак УБТ-600 — ручной, инжекторного типа. Кислород для резки подводится отдельно в бронированном шланге, так как давление достигает 25—30 кПсм . При резке металла толщиной до 450 мм используют ацетилено-кислородное пламя, свыше 450 мм — водородно-кислородное. [c.562]
[c.562]
Из-за большого содержания метана природный газ является ценным горючим газом. Сгорая в кислороде, природный газ дает пламя с температурой 2000С. Природный газ можно применять для сварки тонколистовой стали (до 2 мм) и пайки. К месту работы природный газ транспортируют либо по трубопроводу (под давлением 0,5—3 кгс/см ), либо в баллонах (под давлением 150 кгс/см ). Практически в сварочную горелку подают смесь метана и кислорода в соотношении кислорода к метану 1,5 1. При подключении рабочего поста к трубопроводу устанавливают водяной затвор (обычный- ацетиленовый), при подключении к баллону — редуктор (водородный). [c.14]
Редукторы. Для повижения давления газа на выходе из баллона и для поддержания постоянного давления его во время работы служат редукторы. В зависимости от газа, для которого они применяются, редукторы подразделяются на кислородные, водородные, ацетиленовые и т. п. [c.335]
Редукторы. Предназначены для понижения давления газа, выходящего из баллона, и поддержания постоянного давления во время работы. Редукторы бывают кислородные, ацетиленовые, водородные и т. д. По назначению они делятся на центральные, баллонные и постовые. По конструкции редукторы могут быть двойного или одинарного действия. Одинарные редукторы устанавливают на трубопроводе или укрепляют на баллоне при обслуживании односварочного поста. [c.299]
В комплект аппаратуры водородного охлаждения входят пост газовый (без баллонов и редукторов), панель газового управления, панель сигнализации, панель пуска насосов, агрегат маслоснабже-ния, насосы подъема В01ды в газоохладители. [c.346]
В последнее время для резки стали начинают применять устройства плазменно-дуговой резки, которые могут быть использованы и для резки металлолома. Например, плазморез РДМ-2-66 (рис. 16) предназначен для ручной плазменно-дуговой заготовительной резки алюминия и его сплавов, нержавеющей стали и других металлов. В комплект аппаратуры плазмореза РДМ-2-66 входят резак с кабель-шланговым пакетом, коллектор и зажигалка. Резак состоит из головки, мундштука со сменными формирующими соплами, рукоятки с клапанно-вентильным узлом, позволяющим осуществлять резку в аргоно-водородной смеси или в азоте с одновременным перекрыванием потока аргона. Резак переналаживают с одного режима работы на другой поворотом ограничителя, установленного на клапанно-вентильном узле. В штуцерах этого узла установлены калиброванные дюзы, что дает возможность определить расход газов по показаниям манометров на редукторах.
[c.224]
В комплект аппаратуры плазмореза РДМ-2-66 входят резак с кабель-шланговым пакетом, коллектор и зажигалка. Резак состоит из головки, мундштука со сменными формирующими соплами, рукоятки с клапанно-вентильным узлом, позволяющим осуществлять резку в аргоно-водородной смеси или в азоте с одновременным перекрыванием потока аргона. Резак переналаживают с одного режима работы на другой поворотом ограничителя, установленного на клапанно-вентильном узле. В штуцерах этого узла установлены калиброванные дюзы, что дает возможность определить расход газов по показаниям манометров на редукторах.
[c.224]
При работе на газах — заменителях ацети лена — питание резака осуществляется от газо проводов или баллонов. Если газ в баллоне находится под давлением 125 аг и выше (во дород, метан, смешанный газ), то на балло следует устанавливать водородный редукто] РВ-55. Если газ в баллоне находится под дав лением до 20 ат (пропапо-бутановая смесь) или питание осуществляется от газопровода, то для понижения давления следует устанавливать регуляторы давления типа РД-1 или ацетиленовый редуктор РА-50, у которого вместо подсоединительного хомута установлен штуцер с левой резьбой. [c.180]
Для резки стали толщиной от 300 мм и выше применяются специальные установки. Установка УБТ-600 состоит из резака, кислородной рампы на 10 баллонов для питания резака режущим кислородом, поста для питания резака подогревающим кислородом и трехбаллон-ной водородной рампы с редуктором. Резак УБТ-600 (фиг. 33) [c.134]
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||



водорода | Группа продуктов Harris
Дуг Перри
Как вы знаете, когда речь идет о кислородно-топливных приложениях, «Святым Граалем» является водород. Сжигание h3 и O2 приводит только к двум побочным продуктам — выделению энергии в виде тепла и простой старой чистой воды — H 2 O.
Вы не можете найти более богатого и более возобновляемого источника энергии. Водород на самом деле является самым распространенным веществом во Вселенной, и кислород тоже очень распространен.Фактически, если вы разделите воду на h3 и O2, а затем воссоедините ее путем сжигания, она вернется в воду, и на нашей планете будет больше воды, чем грязи. Кислородно-водород действительно «зеленый». Единственная реальная проблема заключается в том, что для разделения воды на водород и кислород требуется слишком много энергии, чтобы сделать ее энергию конкурентоспособной с другими топливными газами. Так что изобилие не отражается на его цене.
Так что изобилие не отражается на его цене.
Использование кислородно-водородного топлива не новость для нашей отрасли. В прошлом водород был предпочтительным топливом для таких вещей, как подводная резка и специальные сварочные работы, такие как сварка алюминия или свинца.
В настоящее время мы все еще используем кислородно-водород, когда нам нужно пламя, свободное от загрязняющих веществ, таких как углерод, выделяющийся при сгорании обычного углеводородного топлива. Формование лабораторного стекла, полировка оргстекла и плавка драгоценных металлов — это распространенные способы использования кислородно-водородного пламени сегодня. Поэтому, если вам нужно действительно чистое пламя, используйте кислородно-водородное пламя.
Официально Harris рекомендует использовать ацетилено-кислородное оборудование равного давления для кислородно-водородных применений — с одним исключением: вам понадобится регулятор с CGA 350 на водородном баллоне.A 350, как правило, предназначен для топливных газов высокого давления (> 500 фунтов на кв. Дюйм) по сравнению с более распространенным соединением CGA 510, предназначенным только для баллонов с топливным газом низкого давления. Вы можете использовать таблицу наконечников ацетилена для установки давления газа. Несмотря на то, что водород намного тоньше, чем газ ацетилен, и он требует использования совершенно другого кислородно-топливного отношения, все, кажется, само собой работает, и вы получите горячее, чистое, стабильное пламя.
Когда вы разожжете пламя, первое, что вы заметите, это то, что пламя бледное, почти без какого-либо цвета.Дело в том, что в пламени практически нет углерода, чтобы придать ему цвет и интенсивность, к которым вы привыкли при сжигании углеводородного топлива. Из-за этого пламя трудно увидеть при дневном свете или в ярко освещенной комнате. Так что будьте осторожны, есть несколько вещей, более опасных, чем пламя, которое вы не видите.
В дополнение к тому, что его пламя трудно увидеть, есть два других недостатка, о которых вы заметите, если решите попробовать: во-первых, оно обычно дороже, чем другие альтернативные виды топлива, и, во-вторых, оно имеет большую тенденцию к утечка. Он имеет тенденцию протекать, потому что это не только самое распространенное вещество во Вселенной, но и самое тонкое. Помните: ПРОВЕРЬТЕ УТЕЧКИ ДВАЖДЫ — ОДИН РАЗ!
Он имеет тенденцию протекать, потому что это не только самое распространенное вещество во Вселенной, но и самое тонкое. Помните: ПРОВЕРЬТЕ УТЕЧКИ ДВАЖДЫ — ОДИН РАЗ!
Резюме:
- Используйте кислородно-водород через кислородно-ацетиленовые горелки, смесители и наконечники равного давления.
- Замена ацетиленовых регуляторов низкого давления на регуляторы высокого давления для водорода — CGA 350.
- Установленное давление такое же, как в таблицах наконечников для ацетилена
- Предупреждение:
- Пламя будет практически незаметным.
- Водород имеет большой потенциал утечек — тщательно проверяйте и используйте только в хорошо проветриваемых помещениях.
Станок для резки металла с ЧПУ с системой газовой резки с кислородным водородом — Хорошо Oh2500-Oh20000
Okay Energy hho водородный генератор — это недорогая, высококачественная, чистая система газокислородной газовой резки. Для резки листового металла с ЧПУ газогенератор может быть альтернативным газом для замены СНГ, ацетилена или СПГ. Система газокислородной газовой резки — это водород. -Метод полного отделения кислорода и, следовательно, без взрыва или безопасности.Кроме того, горелка hho вообще не использует пропан и делает возможной высокоскоростную резку. Это машина для газовой резки с кислородом, которая использует новую технологию для решения проблем безопасности, экологичности, высокой производительности и полной замены ископаемого топлива.1. безопасный газообразный водород для резки
Как показано в следующей таблице1, газообразный водород имеет более низкий удельный вес, более высокую точку воспламенения и предел взрываемости. Он безопаснее, чем газы пропана и ацетилена.
| ||||||||||||||||||||
Предел взрываемости | ||||||||||||||||||||
Газ | Формула | Удельный вес | Температура возгорания (℃) | (воздух) | ||||||||||||||||
( об. | ||||||||||||||||||||
Водород | h3 | 0.07 | 585 | 4 | ||||||||||||||||
Ацетилен | C2h3 | 0.88 | 335 | 2,5 | ||||||||||||||||
Пропан | C3H8 | 1.567 | 467 | 2,2 | ||||||||||||||||
 % )
% ) 2.
 Снижение стоимости резки
Снижение стоимости резки По сравнению с обычными системами газовой резки, система водородной газовой резки также использует газообразный кислород под высоким давлением, но его потребление очень низкое. Кроме того, для предварительного нагрева пламени не используется газ пропан (ацетилен), поэтому стоимость газа невысока. Благодаря высокой скорости резания стоимость единицы длины реза может быть снижена.
Таблица 2 показывает формулу реакции для предварительного нагрева пламени с газовой резкой водородом и газовой резкой ацетилена и пропана. При водородной газовой резке потребление кислорода для предварительного нагрева снижается до 1/5 или менее, а общее потребление кислорода, включая операцию резки, уменьшается примерно на 20%.Таким образом можно снизить стоимость газа.
Таблица 2 Расход режущего газа и кислорода для предварительного нагрева
Газ | Формула реакции (предварительный нагрев) | Расход кислорода на предварительный нагрев | |
(при использовании 10 л газа) | |||
Водород | 2х3 + О2 | 2х3О | 5л |
Ацетилен | 2C2h3 + 5O2 | 4CO2 + 2h3O | 25L |
Пропан | C3H8 + 5O2 | 3CO2 + 4h3O | 50 л |
Таблица 3 Сравнение текущих затрат на раскрой
Водород | Л П Г | Разница | |
Кислород | 34 | 43 | 9 |
СНГ | 0 | 5 | 5 |
Power (водитель объекта) | 12 | 12 | 0 |
Электростанция (водородный газогенератор) | 4 | 0 | 4 |
Всего | 50 | 60 | 10 |
 Газовая резка водородом может снизить примерно на 15% эксплуатационные расходы на операцию резки по сравнению с резкой сжиженным газом. 3. Низкое тепловложение и высокая точность резки
Газовая резка водородом может снизить примерно на 15% эксплуатационные расходы на операцию резки по сравнению с резкой сжиженным газом. 3. Низкое тепловложение и высокая точность резки Стальная пластина при одновременном нагреве как обычным, так и водородным пламенем показывает следующее распределение тепла в пластине. Высокая скорость горения водородного пламени уменьшает площадь пламени и концентрирует тепловую энергию. Это позволяет каналу для кислорода под высоким давлением нагревать только непосредственно обрабатываемую область, предотвращая чрезмерную теплопередачу в окружающую область.Это сокращает время охлаждения и искажения, вызванные чрезмерным тепловым стрессом.
Поверхность обрезанной кромки гладкая и без окалины, уменьшение или устранение вторичного процесса должно быть изменено, чтобы поверхность обрезанной кромки была гладкой и без окалины, что снижает или исключает необходимость вторичной обработки.
Заключение
Метод водородной резки может удовлетворить экологические требования, а также снизить энергопотребление, и поэтому ожидается, что в будущем он станет доминирующим методом сварки и резки стали.Okay Energy предлагает 4 модели систем газовой резки с кислородом на выбор в соответствии с требуемыми объемами кислорода и водорода.
Выберите одну из 4 моделей газогенератора в соответствии с требуемым объемом кислорода и водорода. | |||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||
 20 МПа
20 МПаНесколько простых истин о водороде и HHO
Я подумал, что опубликую несколько вещей, которые могут показаться довольно интересными о водороде и газе HHO. Настоящие истины, а не версии для психов-одухотворенных энвиро-единоборств.
Настоящие истины, а не версии для психов-одухотворенных энвиро-единоборств. Вот несколько фотографий моей настоящей водородной газовой горелки.
Любой, как ты тоже можешь получить!
Все это стандартная кислородно-пропановая горелка. Регуляторы топлива являются стандартными стандартными регуляторами газа с диафрагмами, совместимыми с ацетиленом / пропаном / природным газом. Шланг представляет собой стандартный многотопливный кислородно-топливный шланг типа T.
Сопло резака является стандартным типом кислородно-пропанового резака. Но сопло кислород / ацетилен также работает с водородом.
Как видите, водородный бак от компании praxair distribution. Это означает, что любой может пойти и взять напрокат! Это около 28 долларов в год за аренду резервуара и около 25-30 долларов за замену заправки.
Однако, как вы можете видеть на фотографиях, давление в резервуаре с водородом составляет около 1800 фунтов на квадратный дюйм (обычно полное давление составляет 2000–2400 фунтов на квадратный дюйм), поэтому для снижения его до безопасного уровня, используемого в системе горелки, требуется регулятор высокого давления. У меня просто настроен выход регулятора высокого давления со стандартной пропановой муфтой, поэтому его можно использовать с горелкой без переключения регулятора.
Использовать водород для резака — это супер! Для предварительного нагрева пламени не нужно включать кислородную газовую смесь. Само пламя не нагревает металл до точки накала, но когда вы нажимаете на курок для резки, вы получаете очень горячую струю прямо по центру пламени горелки, которая начинает резать в течение нескольких секунд.
Plus, даже если кислородная смесь не попадает в пламя предварительного нагрева, его невероятно сложно задуть! пропан и ацетилен, работающие только на проливном топливе, можно продуть, хорошо вдохнув.Водород этого не сделает!
Итак, как вы можете догадаться, это означает, что для поддержания работы резака требуется очень мало топлива, а кислород из вашего бака даже не используется, если только вы не режете.
На каждой фотографии есть водородное пламя, но это то, что вы обычно видите при дневном свете, почти ничего!
Также эти фотографии с моей собственной рукой сделаны с моей кожей на расстоянии менее 1/2 дюйма от пламени, и я могу вас заверить, что до тех пор, пока вы на самом деле не прикоснетесь к ней, от нее почти не будет излучаться тепло!
И когда вы дотрагиваетесь до него, он становится горячим и влажным, больше похоже на струю пара.Он обожжет вас в течение секунды или двух, но его интенсивность далеко не такая, как у обычного пламени резака.
Настоящее пламя ацетилена или пропана на таком расстоянии очень горячее и сразу же снимет кожу, если я прикоснусь к нему в течение того же времени, в течение которого я могу контактировать с водородным пламенем.
Я просто хотел бы увидеть правдивое использование и реальные изображения водорода в реальных приложениях.
И да, я действительно использую небольшие газоны и садовые двигатели без водорода и кислорода! (Настоящая HHO исходит от пары танков) И нет, они не выдают больше мощности, чем то, что в них заложено!
На самом деле, без серьезных доработок двигателя они не могут выдавать столько мощности, сколько при работе на стандартном бензине!
Но удвоить сжатие, изменить кривые опережения зажигания и получить более крупный и агрессивный профиль кулачка, и Вау! Они могут взорвать себя реальной силой, которую затем могут произвести!
, то есть они могут расколоть литые алюминиевые головки, сломать поршни и раздавить собственные шатуны!
Итак, вы собираетесь попробовать запустить настоящий бензин HHO, сначала усилить двигатель, или это будет большим разочарованием в плане мощности и дорогостоящим восстановлением, если вы не сделаете это правильно!
Надеюсь, это поможет вдохновить и просветить некоторых из вас!
% PDF-1.4
%
147 0 объект>
эндобдж
xref
147 72
0000000016 00000 н.
0000002246 00000 н.
0000002330 00000 н.
0000002526 00000 н. dL2 (圜: bIŧ * p9Y + U * OJ ٬ diWp1PJezȦ00zgPYQh
Lơ @ Ѐ 䮎 t
dL2 (圜: bIŧ * p9Y + U * OJ ٬ diWp1PJezȦ00zgPYQh
Lơ @ Ѐ 䮎 t
Top 4 Plasma Cutter Gases
Если вы хотите быстро, гладко и чисто резать различные металлы, плазменный резак — лучшее решение.
Плазменные резакиможно использовать с ручным резаком или установить на стол для резки с ЧПУ, часто называемый резаком для профилей или пластин.
Однако вы должны знать, какие газы подходят для обеспечения оптимальной производительности и высококачественных результатов. Но, в зависимости от металла, который вы режете, вам потребуются разные типы газов или особая комбинация. Итак, мы собрали полную информацию о газах , рекомендованных для плазменной резки , с указанием, для каких металлов они подходят.
4 Рекомендуемые газы для плазменной резки
Сжатый воздух
Сжатый воздух — это универсальный плазменный газ, обеспечивающий высококачественную резку мягкой и нержавеющей стали, а также алюминия. Но он также подходит для плазменной экстракции углеродистой стали. Кроме того, это недорогой газ, так как вам не нужно его покупать. Тем не менее, вы все равно должны очистить его, чтобы удалить любые частицы, влагу или масляный туман. Вы можете использовать сжатый воздух для резки металлов толщиной до 1 дюйма.Однако вы получите окисленную зону реза, которая может повлиять на свариваемость кромки реза.
Кислород
Oxygen стал популярным для резки низкоуглеродистой стали благодаря чистому сечению и высокой скорости резания. Не рекомендуется резать листы из алюминия или нержавеющей стали. При контакте с углеродистой сталью кислородно-плазменный газ образует мелкую струю расплавленного металла, и каждая капля имеет низкое поверхностное натяжение, но ее легко выбросить из пропила. Обратной стороной кислорода является высокая цена и небольшой срок службы расходных материалов.Однако высокотехнологичные системы плазменной резки используют азот с кислородной плазмой для достижения тех же результатов.
Азот
Азот обычно используется для сильноточных плазменных машин и для резки металлов толщиной до 3 дюймов, включая низкоуглеродистую и нержавеющую сталь или алюминий. Вы добьетесь превосходного качества резки и длительного срока службы деталей. Однако для более толстых металлов следует использовать смесь аргон-азот. В общем, воздух является лучшим вторичным газом при использовании азотной плазмы.Но вы также можете использовать углекислый газ, который улучшает качество резки и увеличивает скорость резки.
О смеси аргон-водород
Смесь аргона с водородом обычно подходит для резки нержавеющей стали или алюминия. Стандартная комбинация смеси — 65% аргона и 35% водорода. Он обеспечивает максимальную производительность резки и является самым горячим газом для плазменного горения. Вы получите отличный и чистый срез. Смесь аргона и водорода требуется для механической резки любого типа материалов, толщина которых превышает 3 дюйма.Но он также подходит для плазменной строжки любых материалов.
Мы рекомендуем при покупке любого нового оборудования для плазменной резки звонить вашим местным экспертам по газу, чтобы дать вам лучший совет по эффективному производству.
Hypertherm — один из ведущих мировых производителей оборудования для плазменной резки. Мы доверяем их системам и советам и гордимся тем, что являемся агентом Hypertherm Agent . На веб-сайте Hypertherm вы найдете множество советов и уловок, которые помогут максимально эффективно использовать ручной или плазменный резак с ЧПУ. Блог
Westermans International специализируется на покупке и продаже подержанного и отремонтированного оборудования для плазменной резки от ведущих производителей.Мы также можем полностью отремонтировать ваше устаревшее оборудование, чтобы сэкономить ваши деньги.
10 Вопросы и ответы экспертов
Безусловно. Плазменная резка — один из наиболее эффективных методов резки нержавеющей стали различной толщины. Однако тип используемого вами стола для резки из нержавеющей стали и источника плазмы имеет большое значение.
Однако тип используемого вами стола для резки из нержавеющей стали и источника плазмы имеет большое значение.
Имеет ли значение режущий станок?
Качество сборки вашего отрезного станка существенно повлияет на качество резки в долгосрочной перспективе.
В частности, на качество кромки (рябь или отсутствие ряби) и угловатость реза могут влиять механические дефекты режущего стола.
Вам необходимо оценить жесткость портала (ось Y, которая перемещается по разрезаемому материалу) и может ли тепло, рассеиваемое при разрезании, повлиять на конструкцию рельсов.
Хотя качество резки может выглядеть одинаково на новых станках, тепло может со временем искривить металлическую конструкцию вашего стола, что может повлиять на прямолинейность режущего станка.
Кроме того, различные компоненты машины, такие как приводы, рельсы и шестерни, влияют на движение. Плохо собранные или некачественные компоненты могут привести к нарушениям движения.
Это, в свою очередь, вызывает вибрации, которые передаются через ось станка на режущую кромку и могут вызвать шероховатую поверхность, нелинейные кромки резки и общее плохое качество резки.
Поэтому мы рекомендуем проверять качество приводов, рельсов и шестерен перед покупкой любого станка для плазменной резки.
Имеет ли значение система плазменной резки?
Основное различие между недорогой воздушно-плазменной системой и промышленным типом систем плазменной резки связано с типами газов, которые используются для резки, и давлением, при котором плазменный газ выходит из резака. Оба эти фактора существенно влияют на конечный результат резки.
На изображении ниже показано различие в качестве, которое можно ожидать между использованием более дорогого газа F5 в качестве газа для плазменной резки по сравнению сболее дешевое решение, такое как сжатый воздух.
Система газовой резки| Kingkar
Системы газовой резки с водородом
Эта система водородной газовой резки была разработана для резки стали с использованием высокотемпературного пламени, питаемого водородом, образующимся при электролизе воды. Система обеспечивает высокую скорость резания, гладкие режущие поверхности и хорошую вертикальность режущей кромки.Система водородной газовой резки состоит из кислородно-водородного генератора и режущего оборудования. Режущим компонентом может быть ручной резак, полуавтоматический станок для линейной резки или режущий станок с ЧПУ.
Система обеспечивает высокую скорость резания, гладкие режущие поверхности и хорошую вертикальность режущей кромки.Система водородной газовой резки состоит из кислородно-водородного генератора и режущего оборудования. Режущим компонентом может быть ручной резак, полуавтоматический станок для линейной резки или режущий станок с ЧПУ.
- Экологичность: она создает водород и кислород путем электролиза воды и режет материал с помощью высокотемпературного пламени, подпитываемого чистым сжиганием газообразного кислорода, для устранения выбросов CO2.
- Высокая скорость резания: Концентрированное кислородно-водородное пламя отличается высокой скоростью горения, что обеспечивает высокую скорость резания и короткое время предварительного нагрева.
- Превосходный режущий эффект: продукты будут иметь гладкую режущую поверхность без видимого сварочного шлака.
| Модель | Kingkar5800cw | Kingkar7800cw |
| Максимальная толщина резки | 100 мм | 150 мм |
| Эффективная глубина штамповки | 90 мм | 120 мм |
| 90 мм | 120 мм | |
| Углеродистая сталь Толщина резания марганцовистая сталь | ||
| Максимальный расход воды | 2.42 / H | 3,2L / H |
| Напряжение | Трехфазное питание 380 В | Трехфазное питание 380 В |
| Частота источника питания | 50/60 Гц | 50/60 Гц |
| Максимум скорость производства водорода | 5800 л / час | 7800 л / час |
| Максимальное рабочее давление | 0,2 МПа | 0,2 МПа |
| Размеры (Д´Ш´В) | 1300 * 930 * 1560 мм | 1300 * 930 * 1720 мм |
| Вес нетто | 365 кг | 500 кг |
Kingkar — профессиональный производитель оборудования, работающего на водороде и кислороде.