Режимы ручной дуговой сварки
Сеть профессиональных контактов специалистов сварки
Режимы ручной дуговой сварки имеют основные и дополнительные параметры. Основные параметры — диаметр электрода; сила, род и полярность сварочного тока; напряжение дуги. Дополнительные — состав и толщина покрытий, число проходов, положение шва в пространстве.
Диаметр электродов зависит от толщины металла, положения шва в пространстве, катета шва. Примерное соотношение толщины металла s и диаметра электрода dэ для сварки шва в нижнем положении смотрите ниже:
| s, мм | от 1 до 2 | от 3 до 5 | от 4 до 10 | от 12 до 24 | от 30 до 60 |
| dэ , мм | от 2 до 3 | от 3 до 4 | от 4 до 5 | от 5 до 6 | ≥6 |
Вертикальные, потолочные и горизонтальные швы вне зависимости от толщин свариваемого металла выполняются электродами диаметра до 4 мм.
Во время сварки многослойных швов для лучшегo провара корня шва пеpвый шов сваривают электродом диам. 3-4 мм, a последующие электродом большего диаметра.
Сила сварочного тока зависит oт выбранного диаметра электрода. Пpи сварке швов в нижнем положении величину токa подсчитывают по эмпирическим формулам
Iсв = Кdэ
или
Iсв = (20 +6dэ)dэ ,
где dэ — диаметр электрода, мм ; К — коэффициент, зависящий от диаметра электрода и имеющий следующие значения :
| dэ,мм | 2 | 3 | 4 | 5 | 6 |
| К | 25.. .30 | 30.. .45 | 35.. .50 | 40… 55 | 45…60 |
При большей силе то ка наблюдаются перегрев стержня электрода, осыпание покрытия со стержня и нарушается стабильность плавлeния электрода.
Пpи сварке на вертикальной плоскости уменьшают силу тока на 10-15 %, а в потолочном положении уменьшают на 15-20 % по сравнению со значением, выбранным для нижнего положения.
Род тока и его полярность устанавливаются в зависимости oт типа покрытия электродов, химсостава свариваемого металла и толщины металла. Во время сварки постоянным током обратной полярности нa электроде выделяется больше теплоты. Исхoдя из этогo, обратная полярность применяетcя при сварке электродами с покрытием основного типа, а также пpи сварке тонких деталей c целью предотвращения прожога, алюминиевых сплавов для разрушения оксидной пленки и легированных сталей чтобы избежать их перегрева. Род тока и полярность указаны в паспорте электрода.
Напряжение дуги при РДС изменяется в пределах (20.. .36 В ) и пропорционально длине дуги. В процессе ручной сварки надо поддерживать постоянную длину дуги, которaя зависит oт диаметра и марки электрода. Ориентировочнo нормальная длина дуги должнa быть в пределаx
Lд = (0,5. . .1,1) d), где Lд — это длина дуги,мм.
. .1,1) d), где Lд — это длина дуги,мм.
В таблице 1 приведены ориентировочные режимы ручной дуговой сварки стыковых соединений (в нижнем положении) металла различной толщины. На эту тему смотрите страницу Сварка стыковых соединений в нижнем положении (ручной дуговой сваркой).
Таблица 1. Режимы ручной дуговой сварки стыковых соединений в нижнем положении.
| № |
Толщина металла, мм |
Диаметр электрода, мм |
Сварочный ток, А |
| 01 |
1-2 |
1,5 |
25-40 |
| 02 |
2 |
60-70 |
|
| 03 |
3 |
3 |
100-140 |
| 04 |
4-5 |
3 |
100-140 |
| 05 |
4 |
160-200 |
|
| 06 |
6-12 |
|
160-200 |
| 07 |
5 |
220-280 |
|
| 08 |
≥13 |
5 |
220-280 |
| 09 |
6 |
280-340 |
|
| 10 |
7 |
350-400 |
|
| 11 |
8 |
420-480 |
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Режимы ручной дуговой сварки | Строительный справочник | материалы — конструкции
Режимы дуговой сварки представляют собой совокупность контролируемых параметров, определяющих условия сварочного процесса. Правильно выбранные и поддерживаемые на протяжении всего процесса сварки параметры являются залогом качественного сварного соединения. Условно параметры можно разделить на основные и дополнительные.
Основные параметры режима дуговой сварки: диаметр электрода, величина, род и полярность тока, напряжение на дуге, скорость сварки, число проходов.
Дополнительные параметры: величина вылета электрода, состав и толщина покрытия электрода, положение электрода, положение изделия при сварке, форма подготовленных кромок и качество их зачистки.
Выбор диаметра электрода
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, катета шва, а также вида соединения и формы кромок, подготовленных под сварку.
Таблица 1. Примерное соотношение диаметра электрода и толщины свариваемых деталей
| Толщина свариваемых деталей, мм | 1-2 | 3-5 | 4-1С | 12-24 | 30-60 |
| Диаметр этектрода, мм | 2-3 | 3-4 | 4-5 | 5-6 | 6-8 |
Однако такое соотношение является примерным, так как на этот фактор накладывает отпечаток размещение шва в пространстве и количество сварочных проходов. К примеру, при потолочном положении шва не рекомендуют применять электроды с диаметром более 4 м. Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва.
Сила тока выбирается в зависимости от диаметра шва длины его рабочей части, состава покрытия, положения сварки и т. д. Чем больше сила тока, тем интенсивнее расплавляется его рабочая часть и тем выше производительность сварки. Но это правило может приниматься с некоторыми оговорками. При чрезмерном токе для выбранного диаметра электрода происходит перегрев рабочей части, что чревато ухудшением качества шва, разбрызгиванием капель жидкого металла и даже может привести к сквозным прогораниям деталей. При недостаточной силе тока дуга будет неустойчива, часто будет обрываться, что может привести к непроварам, не говоря уже о качестве шва. Чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения сварочного шва.
д. Чем больше сила тока, тем интенсивнее расплавляется его рабочая часть и тем выше производительность сварки. Но это правило может приниматься с некоторыми оговорками. При чрезмерном токе для выбранного диаметра электрода происходит перегрев рабочей части, что чревато ухудшением качества шва, разбрызгиванием капель жидкого металла и даже может привести к сквозным прогораниям деталей. При недостаточной силе тока дуга будет неустойчива, часто будет обрываться, что может привести к непроварам, не говоря уже о качестве шва. Чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения сварочного шва.
Опытные сварщики силу тока определяют экспериментальным путем, ориентируясь на устойчивость горения дуги. Для тех, кто еще не имеет достаточного опыта, разработаны следующие расчетные формулы: Для наиболее распространенных диметров электрода (3 -6 мм)
I = (20 + 6dэ )dэ
где Iсв — сила тока.
Для электродов диаметром менее 3 мм ток подбирают по формуле:
Icв = 30dэ
Для сварки потолочных швов сила тока должна быть на 10 — 20% меньше, чем при нижнем положении шва.
Кроме того, на силу тока оказывает полярность и вид тока. К примеру, при сварке постоянным током с обратной полярностью катод и анод меняются местами и глубина провара увеличивается до 40%. Глубина провара при сварке переменным током на 15 — 20% меньше, чем при сварке постоянным током. Эти обстоятельства следует учитывать при выборе режимов сварки.
При выборе режимов сварки следует учитывать и наличие скоса свариваемых кромок. Все эти обстоятельства учтены и сведены в таблицах 2 и 3. Особенности горения сварочной дуги на постоянном и переменном токе различны. Дуга, представляющая собой газовый проводник, может отклоняться под воздействием магнитных полей, создаваемых в зоне сварки. Процесс отклонения сварочной дуги под действием магнитных полей называют магнитным дутьем, которое затрудняет сварку и стабилизацию горения дуги.
Таблица 2. Режим сварки стыковых соединений без скоса кромок
| Характер шва | Диаметр электрода, мм | Ток, А | Толшина металла, мм | Зазор, мм |
| Односторонний | 3 | 180 | 3 | 1,0 |
| Двухсторонний | 4 | 220 | 5 | 1,5 |
| Двухсторонний | 5 | 260 | 7-8 | 1,5-2,0 |
| Двухсторонний | б | 330 | 10 | 2,0 |
Примечание: максимальное значение тока должно уточняться по паспорту электродов.
Таблица 3. Режимы сварки стыковых соединений со скосом кромок
| Диаметр электрода, мм | Ток, А | Толщина металла, мм | Зазор, мм | Число слоев креме подваренного и декоративного | |
| Первого | Последующего | ||||
| 4 | 5 | 180-260 | 10 . | 1,5 | 2 |
| 4 | 5 | 180-260 | 12 | 2,0 | 3 |
| 4 | 5 | 180-260 | 14 | 2,5 | 4 |
| 4 | 5 | 180-260 | 16 | 3,0 | 5 |
| 5 | 6 | 220-320 | 18 | 3,5 | 6 |
Примечание: значение величины тока уточняется по паспортным данным электрода.
Особенно ярко выражено магнитное дутье при сварке на источнике постоянного тока. Магнитное дутье ухудшает стабилизацию горения дуги и затрудняет процесс сварки. Для уменьшения влияния магнитного дутья применяют меры защиты, к которым относят: сварку на короткой дуге, наклон электрода в сторону действия магнитного дутья, подвод сварочного тока к точке, максимально близкой к дуге и т.д. Если полностью избавиться от действия магнитного дутья не удается, то меняют источник питания на переменный, при котором влияние магнитного дутья заметно снижается. Малоуглеродистые и низколегированные стали обычно варят на переменном токе.
Как правильно выбрать режим ручной дуговой сварки (РДС)
Содержание
- Сила тока
- Длина дуги (напряжение дуги)
- Скорость сварки
- Полярность тока
- Розжиг сварочной дуги
Начиная работать с ручной дуговой сваркой, необходимо правильно выбрать режим сварки. На качество сварного шва влияет множество параметров, которые подбираются непосредственно до начала работы:
- сила тока;
- длина дуги;
- скорость сварки;
- полярность тока;
- расположение шва в пространстве;
- диаметр электрода.


Сила тока
Этот параметр смело можно назвать самым важным во время работы с ручной дуговой сваркой.
Сила тока влияет на качество шва и производительность сварочных работ. Какую величину силы тока выставить всегда указано в документации на сварочный аппарат. Если по какой-то причине документации нет, необходимое значение подбирается исходя из диаметра электрода. Эту информацию многие производители электродов размещают прямо на упаковке. Размер подбираемого электрода зависит от толщины свариваемой заготовки.
Обратите внимание, что чем толще электрод, тем меньше плотность тока, что негативно сказывается на сварочной дуге. Это в свою очередь снижает качество сварного шва из-за увеличения ширины шва и уменьшения глубины провара. Помимо этого, на величину силы тока влияет то, как расположен шов в пространстве.
Таблица 1. Соотношение сварочного тока и диаметра электрода
| Диаметр | Длина электрода | Сварочный ток, А | ||
| Нижнее | Вертикальное | Потолочное | ||
| 2 | 250, 300 | 60-90 | 50-70 | 50-70 |
| 2,5 | 250, 300, 350 | 60-110 | 60-90 | 60-90 |
| 3 | 300, 350 | 110-140 | 80-110 | 80-110 |
| 3,25 | 300, 350 | 100-140 | 80-110 | 80-110 |
| 4 | 450 | 160-220 | 140-180 | 140-180 |
| 5 | 450 | 180-260 | 160-200 | — |
Длина дуги (напряжение дуги)
Под ней понимают расстояние от поверхности свариваемой заготовки до конца электрода. В идеале это расстояние нужно поддерживать неизменным во время всего процесса сварки, но выполнить это сложно даже профессионалам своего дела. В итоге оптимальной длиной дуги считается величина на 1-2 мм больше диаметра электрода.
В идеале это расстояние нужно поддерживать неизменным во время всего процесса сварки, но выполнить это сложно даже профессионалам своего дела. В итоге оптимальной длиной дуги считается величина на 1-2 мм больше диаметра электрода.
Таблица 2. Соотношение диаметра электрода и силы тока
| Примерное соотношение диаметра электрода и длины дуги | ||||||||
| Длина электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Длина дуги, мм | 0,6 | 2,5 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6,5 |
Скорость сварки
На эту величину влияют толщина свариваемой заготовки и толщина сварного шва.
Скорость сварки должна быть такой, чтобы расплавленный металл образовал над свариваемыми кромками аккуратный валик с плавными спусками к поверхности самой заготовки и чтобы ширина шва была в 1,5-2 раза больше диаметра электрода.
Если вести электрод слишком медленно, то это приведет к непровару из-за скопления большого количества расплавленного металла перед сварочной дугой.
А если перемещать электрод слишком быстро, то это опять же приведет к непровару, но уже из-за недостаточного нагрева поверхностей свариваемого металла. Что впоследствии может привести даже к трещинам. Во время сварки необходимо контролировать равномерное заполнение сварочной ванны расплавленным металлом.
Полярность тока
Есть аппараты для ручной дуговой сварки, у которых на выходе — постоянный ток. Именно при постоянном токе появляются два варианта подключения свариваемой заготовки и электрода:
- прямая полярность-свариваемая заготовка подключается на плюс, а электрододержатель — на минус;
- обратная полярность-свариваемая заготовка — на минус, электрододержатель — на плюс.
Обратную полярность при подключении используют при сварке высоколегированных сталей и тонколистового металла, потому что на отрицательном полюсе выделяется меньше тепла, что позволит избежать их перегрева и, как следствие, прожига металла.
Прямую полярность хорошо использовать для сварки толстостенных деталей. Например, низколегированные стали (с содержанием углерода меньше 0,2%) можно сваривать на любой полярности.
Розжиг сварочной дуги
Разжечь дугу можно:
- чиркая электродом, как спичкой;
- постукивая электродом по заготовке.
Попробуйте оба метода и выбирайте для себя тот, которым у вас получается делать это быстрее всего.
диаметр электрода, сила тока, напряжение, скорость работы
Под режимом сварки подразумевается такой набор условий, который обеспечит стабильное проведение сварочных работ. Режим сварки имеет основные и второстепенные характеристики.
Содержание
- 1 Режимы ручной дуговой сварки
- 2 Подбор диаметра электрода
- 3 Сила сварочного тока
- 4 Напряжение на дуге
- 5 Скорость сварки
- 6 Род и полярность тока
К основным характеристикам относятся:
- диаметр электрода;
- скорость работы;
- уровень напряжения;
- направление тока и его полярность;
- сила тока.

К второстепенным характеристикам относят следующее:
- состав и толщина покрытия электрода;
- уровень подогрева заготовок;
- положение изделия в пространстве;
- наклон электрода.
Подбор диаметра электрода
При выборе толщины электрода учитывают множество факторов.
Если сварка проводится в нижнем положении, тогда ключевым критерием выступает толщина свариваемых деталей.
Существует определённое соотношение толщины металла к диаметру электрода при выполнении работы в нижнем положении.
| Толщина свариваемых заготовок, мм | Диаметр электрода, мм |
| 1,4 | 1,5 |
| 2 | 2 |
| 3 | 2-3 |
| 4-5 | 3-4 |
| 6-8 | 3-4 |
| 9-12 | 4-5 |
| 13-15 | 4-5 |
| 16-20 | 5-6 |
Также выбор можно проводить, опираясь на марку свариваемого сплава. Например, для соединения изделий из чугуна рекомендуется использовать электроды диаметром 2-3 миллиметра. Это уменьшит уровень тепла, поступающего в свариваемую конструкцию, и гарантирует образование валика небольшого сечения.
Например, для соединения изделий из чугуна рекомендуется использовать электроды диаметром 2-3 миллиметра. Это уменьшит уровень тепла, поступающего в свариваемую конструкцию, и гарантирует образование валика небольшого сечения.
Ещё одним важным фактором является наличие разделки кромок. Если такая предварительная работа проводилась, тогда наложение первого слоя осуществляется 3-миллиметровыми электродами, невзирая на марку используемого металла. При таком подходе использование электродов большой толщины может привести к возникновению ряда трудностей: непровар заготовок, зашлаковывание сварочного шва. Дальнейшая работа проводится электродом большей толщины (4-5 мм).
Примерная стоимость 4-миллиметровых электродов на Яндекс.маркетНеобходимо учитывать тип свариваемого соединения. Если проводить стыковое соединение, тогда нужно руководствоваться описанными выше правилами подбора. Если необходимо сварить угловые, тавровые или нахлёсточные соединения, тогда возможны два варианта:
- первый – сварку проводят в определённое количество слоёв, тогда для первого слоя берутся электроды толщиной 2-3 мм для более глубокой проварки и высокой крепости шва;
- второй – работа проводится в один заход, толщина электрода будет зависеть от толщины заготовок и может варьироваться от 2 до 6 мм.
Сила сварочного тока
При расчёте силы сварочного тока необходимо брать в расчёт диаметр используемого электрода.
Для расчёта применяется формула:
I=K*D, где:
- I – сила тока;
- D – диаметр электрода;
- K – специальный коэффициент.
Возможные изменения специального коэффициента представлены в таблице.
| Диаметр электрода, мм | Значение коэффициента, А |
| 1-2 | 25-30 |
| 3-4 | 30-45 |
| 5-6 | 45-60 |
Нужно помнить, что если установить слабый ток, тогда сварочная дуга не будет устойчивой, а сам шов проварится не полностью, что может привести к появлению трещин. В то же время повышенная мощность приведёт к ускоренной расплавке электрода и появлению брызг, что негативно отразится на качестве шва.
Напряжение на дуге
Напряжение дуги изменчиво и находится в зависимости от её длины. Чем больше длина дуги, тем больше её напряжение, соответственно, расходуется больше тепла для плавки электрода и металлических деталей. Из-за этого сварной шов получается шире, в то время как высота усиления и глубина провара сокращаются.
Чем больше длина дуги, тем больше её напряжение, соответственно, расходуется больше тепла для плавки электрода и металлических деталей. Из-за этого сварной шов получается шире, в то время как высота усиления и глубина провара сокращаются.
Кроме того, напряжение дуги может варьироваться от 18 до 45 В в зависимости от используемого электрода и заданной силы тока.
Рекомендуется проводить работу короткой дугой, напряжение в которой не превышает 20 В. При длинной дуге происходит сильное разбрызгивание расплавленного металла, возникает резкий звук с небольшими хлопками. По таким признакам опытные специалисты могут судить о длине дуги.
Чтобы избежать вышеперечисленных неудобств, необходимо скорее опускать вниз электродержатель с электродом.
Скорость сварки
Необходимо поддерживать оптимальную скорость сварки, чтобы избежать переполнения сварочной ванны, и не возникали натёки на основной металл.
Толщина образуемого шва должна быть шире электрода в 2 раза.
Слишком быстрое проведение работы приведёт к тому, что соединение не проварится, а после остывания на нём образуются трещины. А если двигаться слишком медленно, тогда расплавленный металл начнёт скапливаться перед сварочной дугой. Это приводит к тому, что шов выходит неровный, а металл проварится не полностью.
Идеальным считается шов шириной 9-14 мм с глубиной, не превышающей 6 мм. Для достижения такого результата необходимо проводить работу со скоростью 35-40 м/ч.
Род и полярность тока
Чаще всего при проведении сварочных работ используют постоянный ток. При таком токе прямой полярности возможно соединить крупные и толстые детали. Это возможно из-за того, что на свариваемый металл приходится большее количество тепла. Обратную полярность применяют для соединения тонкого металла, чтобы избежать прожога.
Сварка переменным током практически не применяется из-за её слабой мощности. При проведении работ таким способом производительность снижается на 15-20% по сравнению с постоянным током обратной полярности.
Режимы ручной дуговой сварки: параметры, электроды
Содержание:
- Основные параметры
- Особенности при вертикальном расположении
- Дополнительные параметры
- Интересное видео
Несмотря на появление нового удобного оборудования, ручная сварка не сдает своих позиций. Привлекает простота использования и отсутствие необходимости больших затрат. Для того, чтобы сварной шов получился наиболее качественным, требуется провести подготовительные работы, в которые входит установление режимов, необходимых для конкретного вида материалов для соответствия требованиям технологического процесса.
Режим ручной дуговой сварки — это установка параметров, максимально гарантирующих образование сварного шва, имеющего требуемые габариты и конфигурацию, а также необходимые для конкретного соединения характеристики. Параметры режима ручной дуговой сварки делятся на основополагающие и дополняющие их. Выбор и установка параметров производится самим сварщиком согласно существующим требованиям. На выбор оказывают влияние вид сварного соединения, артикул металла свариваемых деталей и проводника тока, пространственное расположение.
Параметры режима ручной дуговой сварки делятся на основополагающие и дополняющие их. Выбор и установка параметров производится самим сварщиком согласно существующим требованиям. На выбор оказывают влияние вид сварного соединения, артикул металла свариваемых деталей и проводника тока, пространственное расположение.
Основные параметры
Наиболее значительные параметры ручной дуговой сварки:
- ток;
- напряжение;
- полярность;
- диаметр электрода;
- скорость;
- амплитуда колебаний поперек шва.
Вид и размер этих параметров подбираются сварщиком перед началом работы на основе рекомендаций и личного опыта.
Величина тока
Это значение значительно влияет на качество получаемого шва и скорость сварочного процесса. Между параметрами существует прямая зависимость: величину тока при сварке устанавливают согласно диаметру выбранного электрода, а диаметр, в свою очередь, зависит от толщины свариваемых элементов.
Для более точного расчета значения тока используют формулу, в которой оно прямо пропорционально диаметру электрода. При этом применяется поправочный коэффициент. Для разных диаметров он является различным. При каком значении силы тока проводят ручную электродуговую сварку? При слабом токе нарушается стабильность дуги, шов не будет провариваться целиком, что вызывает появление трещин. Повышенное значение тока вызывает быстрый процесс сварки и приводит к усиленному распространению брызг.
Диаметр электрода
Выбор режима сварки при ручной электродуговой сварке включает необходимость грамотного определения необходимых диаметров электродов. Электроды, имеющие диаметр свыше 6 мм, отличаются большим весом, при котором их трудно удерживать в нужном направлении длительное время. Кроме того, при использовании таких электродов плохо проваривается корень шва.
Если используется многопроходной вариант, то первый слой проводится электродом 2-3 мм, а для последующих можно использовать большее значение диаметра. Это имеет большое значение при сварке ответственных конструкций, поскольку меньший диаметр обеспечивает лучшую проварку корня. При одном заходе можно сразу применять электрод большого диаметра.
Это имеет большое значение при сварке ответственных конструкций, поскольку меньший диаметр обеспечивает лучшую проварку корня. При одном заходе можно сразу применять электрод большого диаметра.
При решении задачи правильного выбора диаметра электрода рассматривается марка свариваемых поверхностей. Например, для сварки чугунных изделий хорошо себя зарекомендовали электроды небольшого диаметра. Уровень тепла при этом понижается и образуется валик небольшого сечения. Если была осуществлена предварительная разделка кромок, то допускается использование электродов диаметром 3 мм, не слишком ориентируясь на толщину деталей.
Напряжение дуги
Этот параметр зависит от длины дуги, то есть расстояния от конца электрода до металлической поверхности. Дуга имеет разные размеры. Больше дуга — больше напряжение. Для плавления расходуется значительное количество тепла. Сварочный шов становится шире, а глубина провара меньше.
Напряжение зависит от диаметра электрода и значения тока. Находится в диапазоне 18-45 В. Оптимальный выбор режима ручной дуговой сварки, касающийся напряжения, предполагает сваривание короткой дугой. В этом случае напряжение не будет превышать значения, равного 20 В. Важным обстоятельством для получения хорошего шва является постоянство выбранной дуги.
Находится в диапазоне 18-45 В. Оптимальный выбор режима ручной дуговой сварки, касающийся напряжения, предполагает сваривание короткой дугой. В этом случае напряжение не будет превышать значения, равного 20 В. Важным обстоятельством для получения хорошего шва является постоянство выбранной дуги.
Скорость
Режимы ручной дуговой сварки покрытыми электродами включают установление скорости. Чтобы избежать переполнения ванны и, как следствие, возникновения на металле подтеков, следует выбрать оптимальное значение скорости и поддерживать его постоянным на протяжении всего процесса. Большая скорость приведет к недостаточному провару шва, что вызовет появление трещин.
При слишком медленном перемещении жидкий металл начнет собираться впереди дуги. Шов получится неровным, появятся непровары. Для получения удачного шва скорость должна быть 35-40 м/час. Тогда сварочная ванна будет находиться сверху поверхности кромок, не образуя стекания вниз. Переход ее к соединению будет плавным, наплывы и подрезы не образуются.
Ширина шва уменьшается при увеличении скорости.
Полярность
Как правило, для сварочных работ применяют ток постоянной величины. Прямая полярность при постоянном токе дает возможность сваривать толстые детали. Чтобы избежать появления прожогов при соединении тонких металлов включают обратную полярность. Сварку переменным током практически не применяют, поскольку это снижает производительность.
Выбор режима сварки при ручной дуговой сварке заключается, в частности, в возможности проводить процесс при разных полярностях. При прямом варианте проводник тока подключают к клемме с минусом, а металлическое соединение к плюсу. Интенсивней, чем электрод, начинаются расплавляться элементы сварного соединения. Это дает преимущество при сварке толстых металлических деталей.
Обратная полярность получается при подключении электрода к плюсу, а металлических деталей к минусу. Это обеспечивает интенсивный расплав электрода, превосходящий плавление деталей.
Объяснение является достаточно простым и соответствует физическим законам. Где плюс, там нагревание больше. Соответственно, при прямой полярности выше нагреваются свариваемые детали. Становится возможным соединение крупных изделий. Применение такого вида полярности на тонких деталях вызовет прожоги, и шов будет некачественным. Поэтому для соединения тонких деталей обеспечивают обратную полярность.
Где плюс, там нагревание больше. Соответственно, при прямой полярности выше нагреваются свариваемые детали. Становится возможным соединение крупных изделий. Применение такого вида полярности на тонких деталях вызовет прожоги, и шов будет некачественным. Поэтому для соединения тонких деталей обеспечивают обратную полярность.
Особенности при вертикальном расположении
Сварка в вертикальном положении является более сложной по сравнению с горизонтальным вариантом. Поэтому выбор режимов дуговой сварки в этом случае является особенно важным.
Как корректируют величину сварочного тока в вертикальном положении? Первое требование относится к дуге — она должна быть короткой. Объем сварочной ванны не должен быть большим. Для ее уменьшения следует использовать электроды небольшим диаметром, а величину тока устанавливать на 10-15% меньше, чем, когда сварка проводится в горизонтальном положении внизу.
Дополнительные параметры
Режимы сварки электродуговой включают не только основные, но и дополняющие их параметры. Такие режимы дуговой сварки так же оказывают влияние на конечное получение сварного шва.
Такие режимы дуговой сварки так же оказывают влияние на конечное получение сварного шва.
Вылет электрода
Вылетом электрода называется расстояние от торца электрода до поверхности металлической детали. Он оказывает влияние на процесс сварки и размеры получаемого шва.
Увеличение этого параметра снижает стабильность горения дуги. Металл начинает сильнее разбрызгиваться. Маленький вылет делает затруднительным наблюдение за сварочным процессом. Набрызгивание происходит на сопло.
Толщина электродного покрытия
Режимы ручной дуговой сварки включают особенности электродов, в частности, его покрытие, а именно его толщина. Этот параметр регламентирует ГОСТ 9466. Оптимальное покрытие предполагает нахождение его торцевого размера в пределах 0,5-2,5 мм. Применение проводников тока с такой толщиной покрытия обеспечивает получение прочного шва, выдерживающего большие нагрузки.
Число проходов
Однопроходной способ сварки предполагает сваривание одним слоем. Колебательные движения при этом не делаются. Он применяется при сварке деталей небольшой толщины, когда ширина шва не превышает 14-15 мм. При этом уменьшается величина остаточных деформаций. Для стыковых соединений, особенно при сварке толстых элементов, используют несколько слоев, и этот способ называется многопроходным.
Колебательные движения при этом не делаются. Он применяется при сварке деталей небольшой толщины, когда ширина шва не превышает 14-15 мм. При этом уменьшается величина остаточных деформаций. Для стыковых соединений, особенно при сварке толстых элементов, используют несколько слоев, и этот способ называется многопроходным.
Шов, осуществленный за один проход, имеет ванну большего размера. Преимуществами являются высокая производительность процесса и экономичность способа. К недостаткам относятся снижение пластичности шва и слишком большая зона нагрева. Все швы при многопроходной сварке выполняют электродами одного размера.
Интересное видео
Выбор параметров режима ручной дуговой сварки
Комплекс параметров и значений, которые необходимо выбирать и поддерживать в процессе сварочных работ являются режимами дуговой сварки. Изменяемые величины позволяют выбрать оптимальный вариант для работы в конкретных условиях с конкретными материалами. Другими словами, режим дуговой сварки можно определить как оптимальные условия для осуществления сварочного процесса в разных обстоятельствах. Режим выбирается специалистом в зависимости от различных показателей и параметров.
Изменяемые величины позволяют выбрать оптимальный вариант для работы в конкретных условиях с конкретными материалами. Другими словами, режим дуговой сварки можно определить как оптимальные условия для осуществления сварочного процесса в разных обстоятельствах. Режим выбирается специалистом в зависимости от различных показателей и параметров.
Ручная дуговая сварка имеет несколько режимов, которые условно можно разделить на основные и дополнительные. К основным значениям относятся диаметр электрода, показатели сварочного тока и напряжения электрической дуги. К дополнительным принято относить положение сварного стыка, толщина металла, его состав, покрытие электрода и скорость выполнения сварочных работ.
СОДЕРЖАНИЕ
- Основные параметры режима ручной дуговой сварки
- Сварочный ток
- Диаметр электрода
- Выбор режима дуговой сварки в зависимости от напряжения
- Скорость работ при ручное электродуговой сварке
Основные параметры режима ручной дуговой сварки
Сварочный ток
Большинство реализуемых в розничной сети аппаратов работают на постоянном токе. От переменного он отличается тем, что не меняет ни свою величину, ни направление. Благодаря этому электрическая дуга горит стабильно. Есть и минус. В процессе сваривания сталей и других металлов под постоянным током возможно образование эффекта магнитного дутья.
От переменного он отличается тем, что не меняет ни свою величину, ни направление. Благодаря этому электрическая дуга горит стабильно. Есть и минус. В процессе сваривания сталей и других металлов под постоянным током возможно образование эффекта магнитного дутья.
Он может возникать при сваривании конструкций большого размера с намагниченными элементами. Магнитное поле начинает воздействовать на электрическую лугу, заставляя ее отклоняться. В таком случае дуга выходит за пределы стыка и резко понижается ее стабильность. Есть несколько способов противостояния:
- ограждение рабочего пространства специальными защитными экранами, отсекающими влияние сторонних магнитных полей;
- поверхности, которые соединяются, следует заземлять;
- проанализировать возможность использования переменного тока.
Преимущество работы на постоянном токе заключается в стабильности горения дуги и возможности выбора оптимального варианта полярности. Прямая полярность в среде специалистов называется электрод-отрицательной, а обратная – электрод-положительной.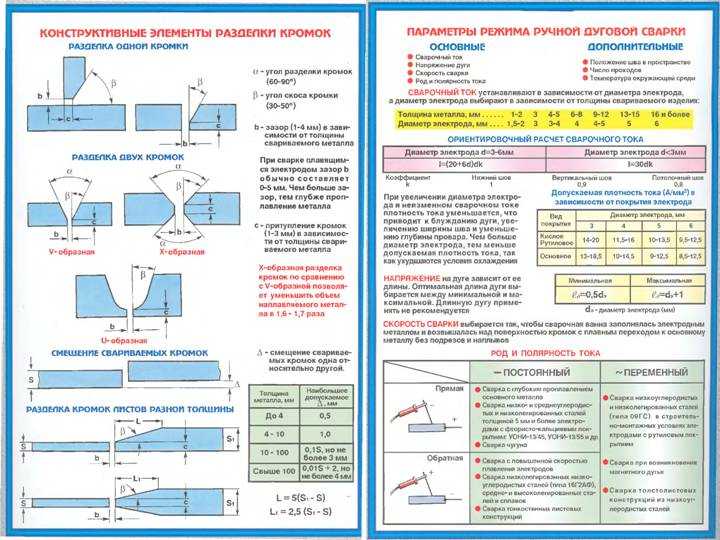 Как вытекает из самого названия обратная полярность подразумевает подключение электрода к положительной клемме, а массы – к отрицательной. Естественно, что при прямой полярности подключение зеркально обратное: электрод или сварочная проволока – к минусу, а масса – к плюсовой клемме.
Как вытекает из самого названия обратная полярность подразумевает подключение электрода к положительной клемме, а массы – к отрицательной. Естественно, что при прямой полярности подключение зеркально обратное: электрод или сварочная проволока – к минусу, а масса – к плюсовой клемме.
Изменение полярности влечет за собой последствия для работы со сварочным агрегатом. Отличие заключается в следующем. Согласно общепринятым физическим законам больше будет прогреваться тот элемент, который подключен к положительному заряду. Исходя из этого получается, что при прямом подключении больше будет прогреваться заготовка. Следовательно, такой способ сваривания лучше всего подходит для соединения заготовок большой толщины, поскольку они будут лучше прогреваться, а значит, скорее плавиться.
Если использовать прямое подключение в случае, когда проводятся сварочные работы с тонкостенными заготовками, то металл будет «гореть». То есть, он быстро плавится и получаются не швы, а прогоревшие насквозь участки. В лучшем случае получится шов без сквозных отверстий, но низкого качества. Поэтому для работы с тонкими металлами применяют обратную полярность.
В лучшем случае получится шов без сквозных отверстий, но низкого качества. Поэтому для работы с тонкими металлами применяют обратную полярность.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Величина силы тока зависит от возможностей конкретной модели сварочного аппарата. Этот параметр указывается в сопроводительной документации. Если по каким-либо причинам нет документации, по которой можно определить оптимальные значение силы тока для конкретной ситуации, то можно выбирать значение, ориентируясь на диаметр используемого электрода. Ни в коем случае нельзя брать силу тока выше от рекомендованных для определенных электродов значений. В противном случае будет повреждено покрытие электрода, вследствие чего дуга станет работать нестабильно, а шов получится некачественным.
Негативно влияет на сварочный процесс и слишком толстый электрод. В этом случае уменьшается плотность тока, сварочная дуга начинает смещаться и выходить ха пределы шва, сварной шов получается низкого качества и с плохими эстетическими показателями.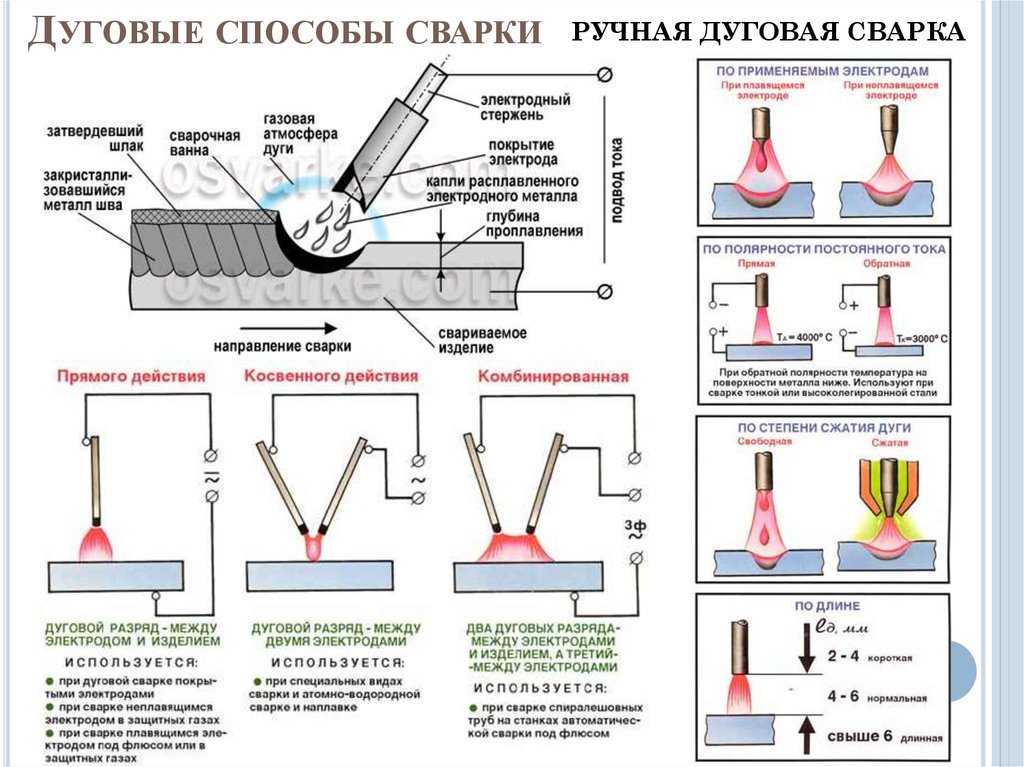
Диаметр электрода
Режим сварки выбирается с учетом типа электрода. Диаметр расходного материала подбирается в зависимости от толщины свариваемых заготовок и пространственного расположения шва. Вне зависимости от толщины стенок вертикальные, горизонтальные и потолочные швы формируются при помощи электродов диаметром 4 мм. В случаях, когда планируется несколько слоев, то первый из них ложится электродом 3-4 мм в диаметре, а потом применяются расходники большего размера.
Ниже представлена таблица с параметрами тока, диаметра электрода и толщины металла для ручной дуговой сварки.
| Толщина заготовки, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
|---|---|---|---|---|---|---|---|---|
| Толщина электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Выбор режима дуговой сварки в зависимости от напряжения
Длина дуги и ее напряжение – понятия взаимосвязанные. В большинстве случаев сварщики устанавливают напряжение в 20-36В. Оно может быть увеличено в зависимости от увеличения длины дуги, которая может быть короткой, средней или длинной.
В большинстве случаев сварщики устанавливают напряжение в 20-36В. Оно может быть увеличено в зависимости от увеличения длины дуги, которая может быть короткой, средней или длинной.
Длиной дуги принято считать расстояние от края электрода до рабочей поверхности стыка. Качественный сварной шов можно получить только при условии стабильности дуги. Новичкам проще всего выдерживать средний ее размер. Высокое качество соединения можно получить на короткой дуге, но для этого требуется опыт.
Скорость работ при ручное электродуговой сварке
Скорость перемещения электрода вдоль сварочного соединения влияет на ширину шва. Чем быстрее сварщик перемещает электрод, тем тоньше получится шов, и, наоборот – чем медленнее двигается расходник, тем больше наплава остается на стыке. Помимо продольных сварщик делает и поперечные движения. Они определяют ширину и глубину шва.
Варить очень быстро или же слишком медленно не стоит. В первом случае будут образовываться пустотелые включения.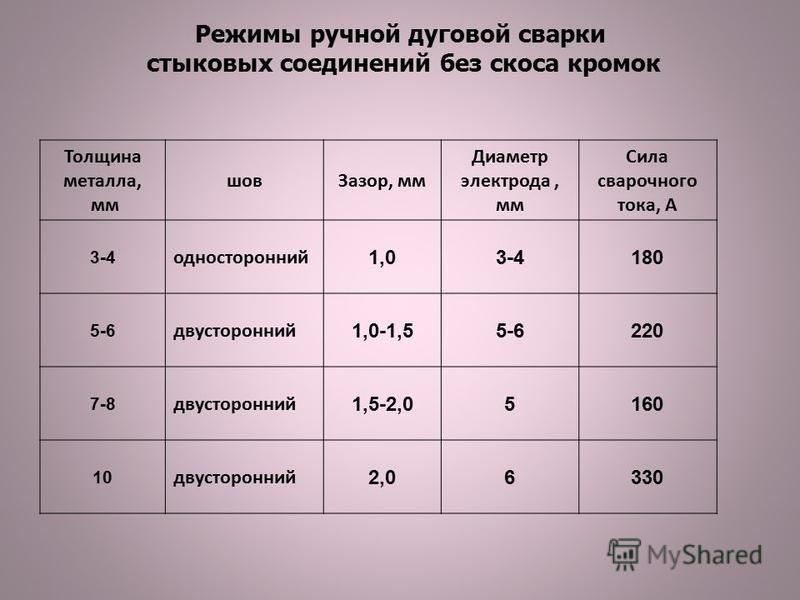 Незаполненное расплавом пространство является потенциально слабым местом, которое может дать трещину. Медленное передвижение электрода является причиной растекания расплава, что снижает качество сварного соединения. Кроме поступательного движения электрода, существуют еще и поперечные перемещения торца: елочка, зигзаг, лесенка и другие.
Незаполненное расплавом пространство является потенциально слабым местом, которое может дать трещину. Медленное передвижение электрода является причиной растекания расплава, что снижает качество сварного соединения. Кроме поступательного движения электрода, существуют еще и поперечные перемещения торца: елочка, зигзаг, лесенка и другие.
Можно подвести небольшой итог: выбор режима ручной дуговой сварки представляет собой комплекс действий сварщика, призванных закрыть вопросы поиска оптимальных параметров сварки конкретных заготовок при определенных условиях. Новичкам сначала будет непросто выбрать наиболее подходящий под конкретные условия режим сварки. В помощь им производители оборудования и расходников предоставляют справочники, руководства по эксплуатации и другие материалы информативного характера. Со временем приходит опыт и потребность заглядывать в разного рода инструкции постепенно исчезает.
Выбор параметров режима ручной дуговой сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 0, Средняя:
Понимание режимов передачи для GMAW
Надлежащая регулировка индуктивности и наклона в режиме передачи короткого замыкания помогает обеспечить более плоский внешний вид валика с меньшим разбрызгиванием.
В процессе дуговой сварки металлическим газом (GMAW) используются четыре основных режима переноса металла с электрода на заготовку. Каждый режим передачи зависит от процесса сварки, источника сварочного тока и расходных материалов, и каждый из них имеет свои отличительные характеристики и области применения.
Несколько переменных определяют тип используемого переноса, включая количество и тип сварочного тока, химический состав электрода, поверхность электрода, диаметр электрода, защитный газ и расстояние от контактного наконечника до изделия. Режим переноса также влияет на выбор используемого присадочного металла.
Какой режим вам подходит? Разумный выбор может сильно повлиять на вашу эффективность и производительность.
Перенос при коротком замыкании
При переносе при коротком замыкании электрод касается изделия и вызывает короткое замыкание, вызывая перенос металла в результате короткого замыкания. Это происходит со скоростью от 20 до более чем 200 раз в секунду.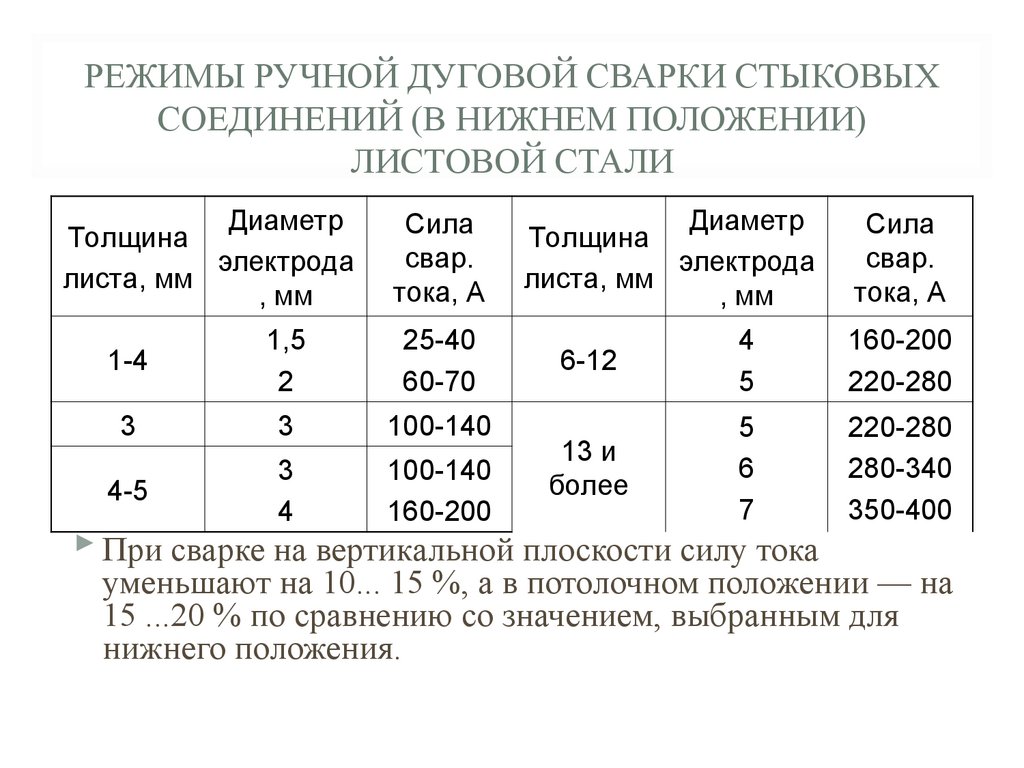
Преимуществом передачи с коротким замыканием является ее низкая энергия. Этот метод обычно используется на тонком материале толщиной ¼ дюйма или меньше, а также для корневого шва на трубе без подложки. Его можно использовать для сварки во всех положениях.
Этот способ переноса обычно требует электродов меньшего диаметра, таких как 0,023, 0,030, 0,035, 0,040 и 0,045 дюйма. Сварочный ток должен быть достаточным для расплавления электрода, но если он чрезмерный, это может вызвать сильное отрыв закороченного электрода, приводящий к чрезмерному разбрызгиванию. Использование регулируемых элементов управления наклоном и индуктивностью может улучшить передачу, чтобы свести к минимуму разбрызгивание и
способствуют более плоскому профилю шва. Регулировка наклона ограничивает силу тока короткого замыкания, а регулировка индуктивности контролирует время, необходимое для достижения максимальной силы тока. Правильная настройка этих двух факторов может обеспечить превосходный внешний вид валика и имеет важное значение для переноса короткого замыкания с электродами из нержавеющей стали.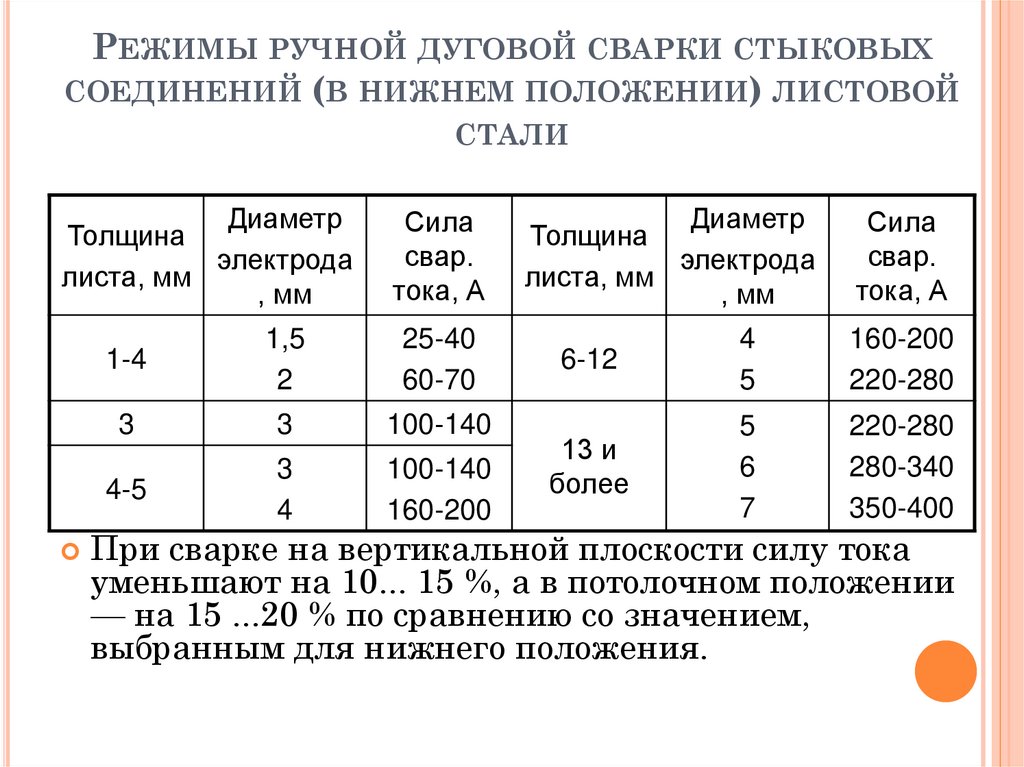
Наиболее распространенными сплошными электродами из нержавеющей стали являются электроды ER308L, ER309L и ER316L. Эти электроды также доступны в исполнении с Si, например, 308LSi. Типы LSi содержат больше кремния, который увеличивает текучесть сварочной ванны и помогает сварочной ванне смачиваться лучше, чем стандартные сплавы. Хотя может потребоваться незначительная регулировка источника питания, оба типа могут успешно использоваться до тех пор, пока Спецификация разрешений на сварочные материалы.
Для электродов из углеродистой стали классификация электродов определяет уровень кремния. Наиболее распространены ER70S-3 и ER70S-6. В трубах ER70S-2, ER70S-4 и ER70S-7 иногда используются для работы с открытым корнем, потому что они предлагают более низкие уровни кремния. Нижний силикон создает более жесткую лужу и дает вам больше контроля над профилем заднего борта. При сварке с открытым корнем вы можете использовать
электрод типа S-6 имеет меньшую индуктивность, чем электрод типа S-2, потому что электрод типа S-6 имеет более высокий уровень кремния, а ванна более жидкая.
Поддержание постоянного расстояния между наконечником и изделием при коротком замыкании важно для обеспечения плавного переноса.
Наиболее распространенным защитным газом для режима переноса короткого замыкания для электродов из углеродистой стали является 75-процентный аргон/25-процентный CO 2 . Для этого способа переноса также доступны многочисленные трехкомпонентные смеси защитных газов для углеродистой и нержавеющей стали.
Шаровидный перенос
Шаровидный перенос означает, что металл сварного шва перемещается по дуге большими каплями, обычно превышающими диаметр используемого электрода. Этот способ переноса обычно используется только для углеродистой стали и использует 100-процентный CO 9 .0025 2 защитный газ. Этот метод обычно используется для сварки в плоском и горизонтальном положениях, потому что размер капли большой и его труднее сварить.
контроль при использовании в вертикальном и потолочном положениях по сравнению с переносом дуги короткого замыкания.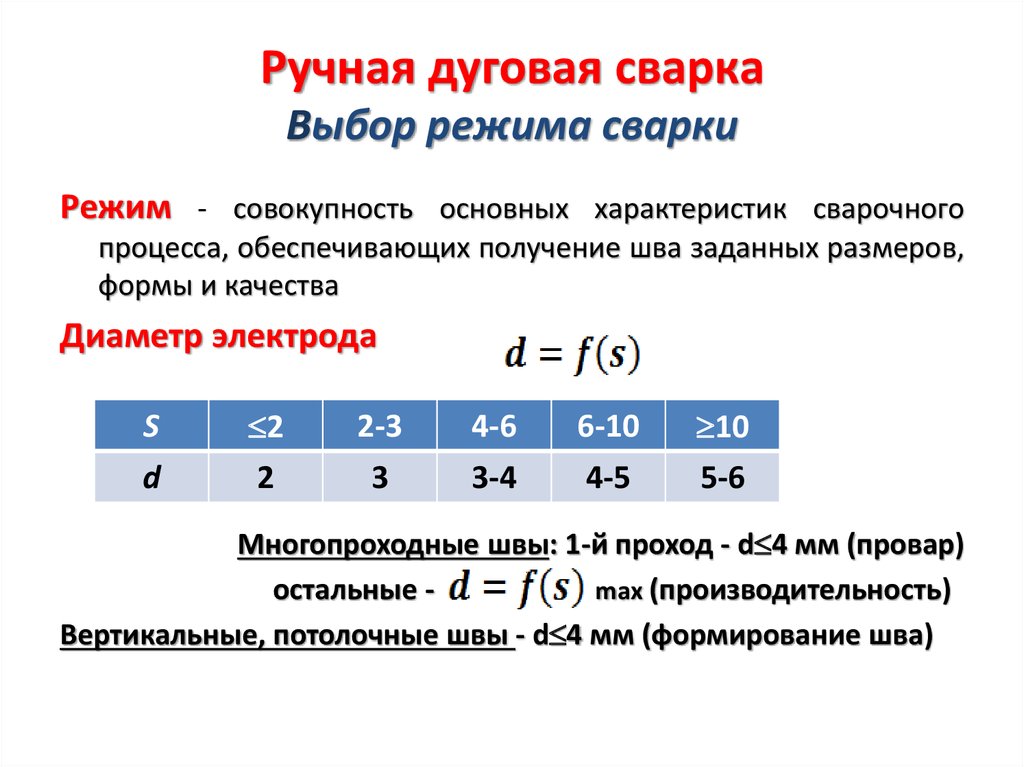 В этом режиме образуется наибольшее количество брызг; однако при использовании более высоких токов с защитой CO 2 и скрытой дугой разбрызгивание может быть значительно уменьшено. Вы должны соблюдать осторожность с заглубленной дугой, потому что это может привести к чрезмерному армированию, если скорость движения не контролируется.
В этом режиме образуется наибольшее количество брызг; однако при использовании более высоких токов с защитой CO 2 и скрытой дугой разбрызгивание может быть значительно уменьшено. Вы должны соблюдать осторожность с заглубленной дугой, потому что это может привести к чрезмерному армированию, если скорость движения не контролируется.
Электроды GMAW из нержавеющей стали обычно не используются в этом режиме переноса, поскольку содержание в них никеля и хрома (от 9 до 14 процентов никеля и от 19 до 23 процентов хрома) создает более высокое электрическое сопротивление, чем электроды из углеродистой стали. Помимо различий в электрическом сопротивлении, использование 100-процентного CO 2 в качестве защитного газа может отрицательно сказаться на коррозии. сопротивление электродов из нержавеющей стали. Электроды из углеродистой стали ER70S-3 и ER70S-6 обычно являются предпочтительными.
Режим переноса распылением
Перенос распылением назван в честь разбрызгивания мельчайших капель расплава по дуге, подобно брызгам, выходящим из садового шланга, когда отверстие ограничено.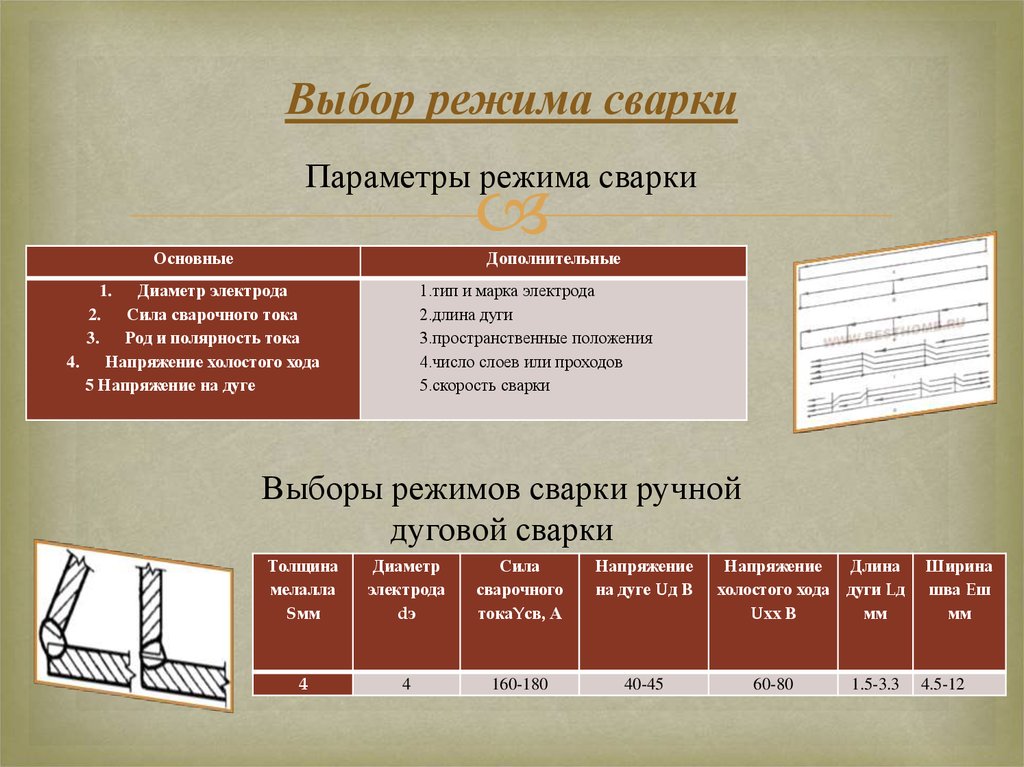 Распылительный перенос обычно меньше диаметра проволоки и использует относительно высокое напряжение и скорость подачи проволоки или силу тока. В отличие от передачи при коротком замыкании, если дуга установлена, она горит постоянно. Этот метод дает очень
мало разбрызгивается и чаще всего используется на толстых металлах в плоском и горизонтальном положениях.
Распылительный перенос обычно меньше диаметра проволоки и использует относительно высокое напряжение и скорость подачи проволоки или силу тока. В отличие от передачи при коротком замыкании, если дуга установлена, она горит постоянно. Этот метод дает очень
мало разбрызгивается и чаще всего используется на толстых металлах в плоском и горизонтальном положениях.
Токи перехода защитного газа | ||
Диаметр провода | Защитный газ | Ток распылительной дуги (амперы) |
0,023 | 98% Ar/2% O 2 | 135 |
0,035 | 95% Ar/5% O 2 | 155 |
0,035 | | 175 |
0,035 | 85% Ar/15% CO 2 | 180 |
0,035 | 80% Ar/20% CO 2 | 195 |
Распылительный перенос достигается при высоком процентном содержании аргона в защитном газе, обычно не менее 80 процентов. В этом режиме, также называемом осевым распылением, используется уровень тока, превышающий то, что описывается как переходный ток. Ток перехода будет варьироваться в зависимости от диаметра электрода, процентного содержания защитного газа и расстояния между контактным наконечником и рабочей поверхностью. Когда текущий уровень выше
чем ток перехода, электрод переходит в работу очень мелкими каплями, которые могут образовываться и отрываться со скоростью несколько сотен в секунду. Достаточное напряжение дуги требуется для того, чтобы эти маленькие капли никогда не касались изделия, обеспечивая сварку без брызг. Распылительный перенос также дает профиль проникновения в виде пальцев.
В этом режиме, также называемом осевым распылением, используется уровень тока, превышающий то, что описывается как переходный ток. Ток перехода будет варьироваться в зависимости от диаметра электрода, процентного содержания защитного газа и расстояния между контактным наконечником и рабочей поверхностью. Когда текущий уровень выше
чем ток перехода, электрод переходит в работу очень мелкими каплями, которые могут образовываться и отрываться со скоростью несколько сотен в секунду. Достаточное напряжение дуги требуется для того, чтобы эти маленькие капли никогда не касались изделия, обеспечивая сварку без брызг. Распылительный перенос также дает профиль проникновения в виде пальцев.
Этот режим переноса используется в основном в плоском и горизонтальном положениях, поскольку при этом образуется большая сварочная ванна. По сравнению с другими режимами переноса могут быть достигнуты высокие скорости осаждения. Из-за используемой длины дуги на нее также легче воздействуют магнитные поля. Если это не контролировать, это может отрицательно повлиять на профиль проникновения, внешний вид валика и уровень разбрызгивания.
Если это не контролировать, это может отрицательно повлиять на профиль проникновения, внешний вид валика и уровень разбрызгивания.
Основным фактором при выборе электрода из углеродистой стали иногда является количество силикатных островков, которые остаются на поверхности сварного шва. Это особенно важно, если вам нужно минимизировать время очистки после сварки или если готовое изделие будет окрашено. По этой причине вы можете выбрать электрод ER70S-3, ER70S-4 или ER70S-7. С электродами из нержавеющей стали разница незначительна. появление шариков в типах Si из-за более высокой энергии, используемой в этом режиме переноса. Преимущество смачивающего действия Si типов не обязательно, и если они используются, это обычно является вопросом предпочтения. Влияние химического состава на переходный ток минимально, но для одного сплава может потребоваться более высокое напряжение по сравнению с другим для достижения истинного распыления.
Импульсный перенос распыления
В режиме импульсно-распылительного переноса источник питания переключается между высоким током переноса распыления и низким фоновым током. Это позволяет переохлаждать сварочную ванну во время фонового цикла, что немного отличается от настоящего переноса распылением. В идеале в каждом цикле одна капля переходит с электрода в сварочную ванну. Из-за низкого фонового тока этот режим
перенос можно использовать для сварки в нерабочем положении на толстых участках с более высокой энергией, чем перенос короткого замыкания, что обеспечивает более высокий средний ток и улучшенное плавление боковых стенок. Кроме того, его можно использовать для снижения тепловложения и уменьшения искажений, когда высокие скорости движения не нужны или не могут быть достигнуты из-за ограничений оборудования или пропускной способности.
Это позволяет переохлаждать сварочную ванну во время фонового цикла, что немного отличается от настоящего переноса распылением. В идеале в каждом цикле одна капля переходит с электрода в сварочную ванну. Из-за низкого фонового тока этот режим
перенос можно использовать для сварки в нерабочем положении на толстых участках с более высокой энергией, чем перенос короткого замыкания, что обеспечивает более высокий средний ток и улучшенное плавление боковых стенок. Кроме того, его можно использовать для снижения тепловложения и уменьшения искажений, когда высокие скорости движения не нужны или не могут быть достигнуты из-за ограничений оборудования или пропускной способности.
Как правило, те же защитные газы, что и для переноса распылением, также используются в режиме импульсного распыления.
В число электродов, которые вы можете использовать, входят все стандартные типы углеродистой и нержавеющей стали, а также некоторые специальные сплавы, такие как INCONEL® (625), дуплекс (2209) и супердуплекс (2509).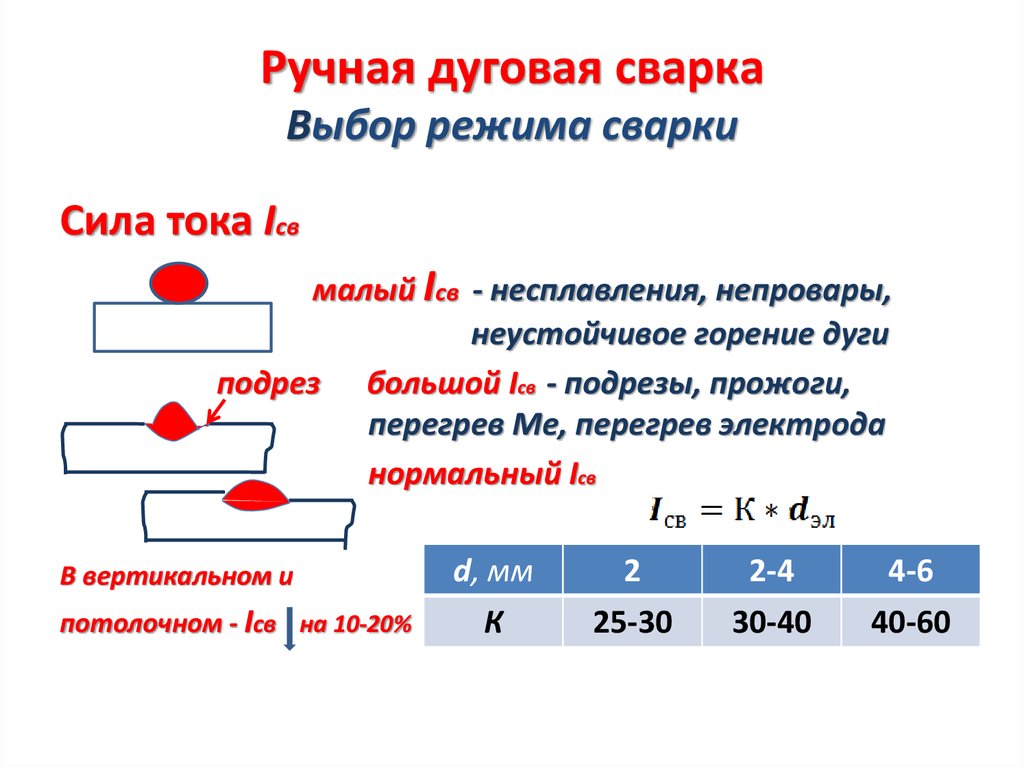 Благодаря программируемому импульсному источнику питания большинство сплавов со сплошной проволокой можно использовать с индивидуальной формой импульса.
Благодаря программируемому импульсному источнику питания большинство сплавов со сплошной проволокой можно использовать с индивидуальной формой импульса.
При всех режимах передачи тип проволоки оказывает некоторое влияние на настройки аппарата. Кроме того, на передачу влияет поверхность проволоки. Производители используют различные типы стабилизаторов дуги на поверхности проволоки для улучшения плавного переноса. Вот почему при сварке одним и тем же типом электродов разных производителей необходимо вносить небольшие коррективы.
Способы переноса металла: короткое замыкание
Способы переноса металла относятся к различным способам переноса присадочного металла (электрода) через сварочную дугу в сварочную ванну. Мы можем написать книгу на эту тему, но мы постараемся дать представление о различных способах переноса, о том, что они требуют, каковы их преимущества и ограничения.
Переменные, определяющие режим переноса металла, включают: диаметр проволоки, силу тока, напряжение и состав защитного газа.
Основные режимы переноса металла:
- Перенос короткого замыкания (короткая дуга)
- Шаровидный
- Спрей
- Импульсный распылитель
Есть варианты, которые создают подкатегории внутри этих четырех, но нет необходимости усложнять вещи из-за в основном теоретической дифференциации.
В этой статье основное внимание будет уделено передаче при коротком замыкании, а остальные три режима мы рассмотрим в следующих постах.
Передача короткого замыкания
Короткое замыкание, обычно называемое «короткой дугой» и формально называемое GMAW-S, представляет собой режим переноса металла с низким подводом тепла, при котором перенос металла с электрода в сварочную ванну происходит в результате серии коротких замыканий. Когда сварочная проволока подается, она вступает в физический контакт с основным материалом и создает короткое замыкание. При возникновении короткого замыкания напряжение сразу падает до нуля.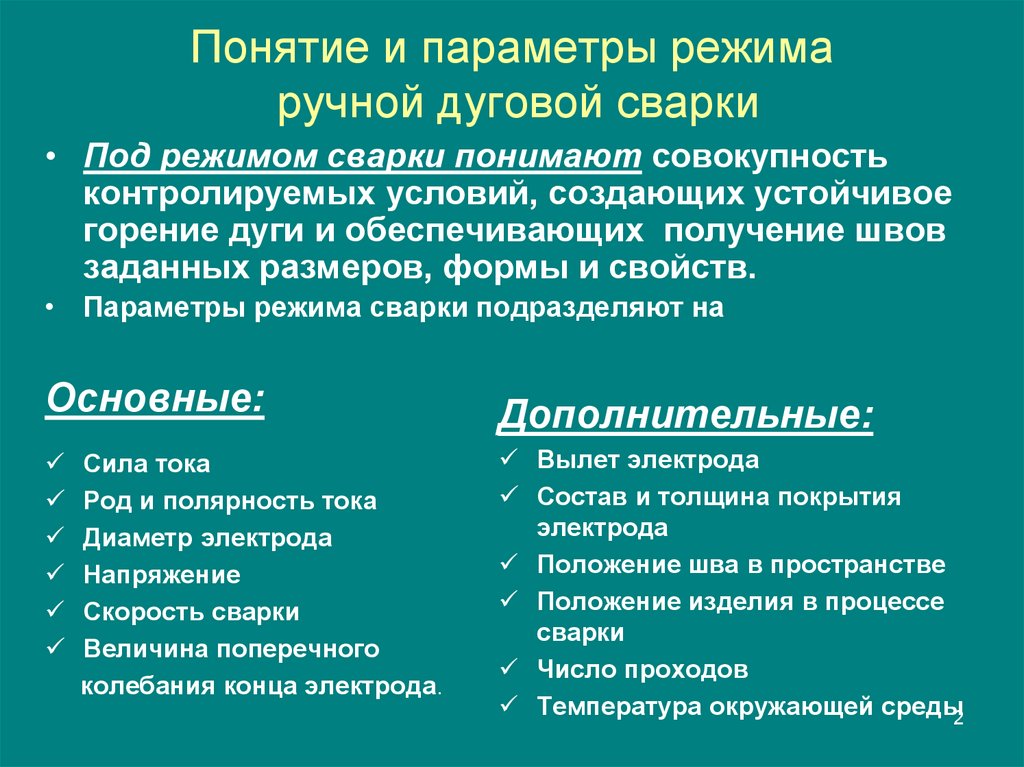 Однако сварочные аппараты MIG являются источниками питания постоянного напряжения, и их основная задача заключается в поддержании постоянного напряжения. Чтобы сделать это при наличии короткого замыкания, которое хочет сбросить напряжение до нуля, источник питания увеличит силу тока, чтобы разорвать короткое замыкание.
Однако сварочные аппараты MIG являются источниками питания постоянного напряжения, и их основная задача заключается в поддержании постоянного напряжения. Чтобы сделать это при наличии короткого замыкания, которое хочет сбросить напряжение до нуля, источник питания увеличит силу тока, чтобы разорвать короткое замыкание.
Короткое замыкание практически снесено скачком силы тока, вызвавшим своего рода взрыв. Этот взрыв вызывает брызги и треск, который мы слышим. Некоторые люди сравнивают звук передачи короткого замыкания со звуком жарящегося бекона. Каждый раз, когда проволока замыкается на основной металл, сварочная дуга гаснет. Сварочный аппарат мгновенно отреагирует на всплеск силы тока, чтобы устранить короткое замыкание и снова зажечь дугу. Это происходит много раз в секунду (до 200 раз в секунду!), поэтому мы никогда не видим, как гаснет дуга.
Этот график зависимости силы тока и напряжения от времени показывает, как короткое замыкание сводит напряжение к нулю, и в то же время источники питания увеличивают силу тока для разрыва короткого замыкания .
Передача короткого замыкания приводит к низкому подводу тепла из-за низкой силы тока и низкого напряжения. Из-за этого он ограничен тонкими материалами. Американское общество сварщиков запрещает использование передачи короткого замыкания в предварительных процедурах сварки из-за высокой вероятности непровара.
Типичные защитные газы для передачи при коротком замыкании включают 100 % диоксида углерода и смеси, содержащие до 75 % аргона, а остальное составляет диоксид углерода.
Преимущества короткозамкнутого переноса
- Подходит для более тонких материалов (1/8 дюйма и менее) — низкое тепловложение предотвращает продувку основного материала, а при достаточной скорости перемещения также может предотвращать деформацию.
- Сварка во всех положениях – благодаря низкому подводу тепла сварочная ванна быстро затвердевает, что позволяет выполнять сварку во всех положениях.
- Отлично подходит для зазоров и плохой подгонки — передача короткого замыкания хороша для плохой подгонки, включая зазоры. По этой причине короткое замыкание широко используется для запуска корневого прохода по трубе.
- Низкая стоимость. Низкие требования к силе тока для передачи короткого замыкания означают, что можно использовать простые недорогие источники питания. Углекислый газ также относительно недорог по сравнению со смесями с высоким содержанием аргона.
Ограничение передачи короткого замыкания
- Ограничено листовым металлом – как упоминалось выше, низкое тепловложение приводит к несплавлению на более толстых участках.
- Брызги — короткое замыкание дуги и последующее срабатывание дуги из-за резкого скачка силы тока приводит к разбрызгиванию, что увеличивает время очистки и снижает эффективность электрода.
- Запрещено использовать в процедурах сварки, прошедших предварительную квалификацию (из-за склонности к несплавлению).
Самая большая проблема с переносом короткого замыкания заключается в том, что мы можем сделать очень красивый сварной шов, который создает иллюзию качества. Ежедневно на рамах прицепов, стальных зданиях и других несущих конструкциях выполняются одно- и многопроходные переходные швы с коротким замыканием. Вот почему наличие квалифицированных сварочных процедур имеет решающее значение. Соблюдение норм, таких как AWS D1.1 Structural Welding Code (Steel), следует рассматривать не как неудобство, а как возможность повысить качество, следуя проверенным рекомендациям.
Чтобы проиллюстрировать, что может означать использование передачи короткого замыкания в элементах конструкции, взгляните на изображения ниже. Первый сварной шов (слева) был выполнен методом короткого замыкания. Сварной шов справа был выполнен струйным переносом.
Сварной шов слева выполнен методом короткого замыкания, и при манипулировании движением электрода образуются отчетливые ряби. Сварной шов справа представлял собой стрингер (без манипуляций), выполненный методом распыления. Оба сварных шва были выполнены на пластине толщиной 3/8 дюйма.
Глядя на внешний вид этих сварных швов, мы можем предположить, что оба шва хорошие. Некоторые люди предпочитают сварку слева, потому что им нравится вид ряби. Но что находится под этими сварными швами? Давайте взглянем.
Протравленное поперечное сечение сварного шва короткого замыкания (слева) ясно показывает непровар. На изображении справа показано глубокое проникновение, связанное с переносом распылением.
Хотя оба сварных шва имеют одинаковый размер, сварной шов справа (нанесение распылением) имеет почти вдвое большую несущую способность благодаря глубокому проплавлению корня. Сварочный шов с коротким замыканием справа показывает значительное непроваривание. Эти сварные швы были выполнены на материале толщиной 3/8 дюйма, чтобы показать, что перенос короткого замыкания не следует использовать для толстых секций. Для получения дополнительной информации по этой теме прочитайте «Как определить прочность на сдвиг углового сварного шва».
Не пора ли вам подумать о качестве ваших сварных швов?
Ссылка: Руководство по дуговой сварке, 14-е издание Категории: Процесс GMAW, Процессы
Раскрытие существенной связи: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Что такое сварка ММА? — Welding Headquarters
Один из наиболее универсальных и широко используемых методов дуговой сварки, ручная дуговая сварка металлическим электродом (MMA), требует создания дуги между заготовкой и электродом с металлическим покрытием.
Итак, что такое сварка ММА? Ручная дуговая сварка металлическим электродом (MMA), также известная как дуговая сварка в среде защитного газа (SMAW), представляет собой процесс сварки, при котором электрическая дуга горит между заготовкой и электродом с покрытием .
Здесь мы обсудим все, что вам нужно знать о сварке ММА, в том числе, что такое сварка ММА, для чего она используется, процесс сварки ММА и 4 типа сварки. Мы также кратко рассмотрим некоторые другие вопросы, связанные со сваркой ММА. Давайте начнем.
Что такое сварка ММА?
Это, пожалуй, самый важный вопрос, на который необходимо ответить в отношении сварки ММА. При сварке ММА электрод помещается в электрододержатель и на короткое время контактирует с точкой соединения. Возникает короткое замыкание, и дуга загорается при поднятии электрода. Электрод, как и его покрытие, в процессе сварки разжижается, а над свариваемой поверхностью образуется шлак.
Тепло дуги расплавляет электрод и основной металл, которые при охлаждении соединяются вместе, образуя однородную твердую массу. Сердечник или основной металлический электрод служит расходным материалом и обеспечивает свариваемый присадочный металл. С помощью сварки ММА можно соединить большинство чугунов, нержавеющих сталей, сталей и других цветных металлов. Это идеальный метод соединения для многих углеродистых сталей с умеренным и высоким сопротивлением.
Для создания дуги между электродом и подлежащим сварке металлом используется электрический ток, генерируемый источником питания для сварки. Дуга разжижает сердцевину электрода, образуя капли расплавленного металла, образующие сварной шов. Флюсовое покрытие электрода также плавится и образует защитный газ, который создает слой шлака, защищающий сварной шов от разрушения в атмосфере. После каждого сварного шва слой шлака необходимо удалять.
Существует семь различных параметров и факторов, от которых зависит успех сварки ММА. К ним относятся следующие:
- Правильная подготовка заготовки к сварке
- Правильный электрод
- Правильная скорость перемещения
- Правильный размер электрода для работы
- Правильный угол электрода для работы
- Правильная длина дуги
- Правильная сварочный ток
Для чего используется сварка MMA?
Сварка ММА используется из-за всех преимуществ, которые она имеет по сравнению с другими процессами сварки. Сварка ММА имеет ряд преимуществ перед другими методами сварки. Например, он может генерировать больше энергии, чем сварка MIG.
Это означает, что он может паять более прочные материалы с одинаковым уровнем силы тока. Таким образом, крошечные, компактные инверторные сварочные аппараты ММА могут выполнять сварку электродами диаметром до 4 мм, что делает их идеальными для широкого диапазона толщин материалов и приложений без проблем с защитным газом или подачей проволоки.
MMA также становится все более портативным методом благодаря инверторной технологии и часто используется в полевых условиях. Наконец, по сравнению с TIG или MIG, сварка MMA обычно более «щадящая» при сварке загрязненных или ржавых материалов, что делает ее пригодной для работ по техническому обслуживанию.
Что такое процесс сварки ММА?
В 1888 году в России впервые была внедрена сварка ММА, которая представляла собой сварочный стержень из чистого металла. После того, как в начале 1900-х годов в Швеции был изобретен процесс Кьельберга, в процесс был добавлен электрод с покрытием.
Итак, как работает процесс сварки ММА? Электрическая дуга возникает между заготовкой, требующей сварки, и металлическим электродом, по которому течет сильный ток.
Когда между заготовкой и электродом возникает дуга, которая расплавляет электрод и заготовку, материал соединяется, образуя сварочную ванну. Кроме того, электрод также имеет внешнее покрытие, часто называемое электродным флюсом, которое часто плавится и создает барьер над сварочной ванной, чтобы предотвратить загрязнение расплавленной ванны и помочь создать дугу.
Это охлаждает и образует твердый шлак над сварным швом, который после завершения или перед наложением другого наварного валика необходимо удалить с наплавленного валика. Процедура позволяет создавать только более короткие швы из-за длины электрода до введения нового электрода в держатель. Качество наплавленного металла во многом зависит от навыков сварщика.
Выход постоянного тока (CC) задается источником питания и может быть либо постоянным током (DC), либо переменным током (AC).
Крошечные, довольно дешевые комплекты переменного тока (AC) в основном используются в домашних условиях или при мелком техническом обслуживании. В то время как несколько более крупных комплектов переменного тока также могут использоваться в тяжелой промышленности, в настоящее время наиболее широко используется выходной комплект постоянного тока.
Важно отметить, что не все электроды постоянного тока могут работать от источников переменного тока. Однако электроды переменного тока могут работать как на постоянном, так и на переменном токе. Наиболее широко используемым из этих режимов является постоянный ток (DC). Блок питания переменного тока, по-видимому, переключает переключаемые трансформаторы или железный сердечник.
Источники постоянного тока на выходе могут использоваться на нескольких типах материалов и могут генерироваться в широком диапазоне тока. Элементы управления такими устройствами варьируются от переключения переключателей с железным сердечником до новых конструкций инверторов.
Что такое инверторная сварка MMA?
Современные инверторные сварочные аппараты могут помочь решить несколько проблем, связанных со сваркой ММА, и обладают превосходными характеристиками и эффективностью, поскольку кривая может управляться электронным способом для каждой операции.
Однако выбранный источник питания сварочного инвертора должен иметь достаточную мощность, чтобы расплавить сварочный материал, и электрод с достаточной мощностью, чтобы поддерживать напряжение дуги.
Процесс сварки MMA обычно требует высокой мощности (50–350 А) при довольно низком напряжении (10–50 В). Хотя электроды, используемые для инверторной сварки MMA, предназначены для работы при различных уровнях напряжения и выходной мощности, перед использованием всегда целесообразно прочитать инструкции производителя.
Инверторные сварочные аппараты MMA помогают добиться экономии затрат и других преимуществ, поскольку они:
- Обладают высоким уровнем контроля и эффективности
- Чрезвычайно легкие и компактные, чем их предшественники
- Может обеспечить более высокую производительность при меньших затратах
- Может обеспечить чрезвычайно энергоэффективный источник питания
Является ли сварка MMA хорошим методом сварки?
Сегодня сварка MMA является широко используемым методом сварки, что указывает на то, что этот метод сварки является хорошим для использования. Сварка MMA сегодня используется все чаще, потому что она дает следующие преимущества.
Сварочные аппараты ММА относительно недороги, а затраты на техническое обслуживание намного меньше, чем при других методах сварки.
Гибкость и универсальностьХотя сварка ММА в основном используется для сварки стали и железа, с ее помощью также можно сваривать широкий спектр других металлов. К таким металлам относятся медные сплавы, никель и алюминий. Кроме того, в отличие от сварки TIG или MIG, сварка MMA менее подвержена влиянию погодных условий, что делает ее наиболее эффективным процессом сварки на открытом воздухе.
ПростотаОборудование достаточно легко запитывается, и этот метод проще, чем некоторые другие методы сварки.
Мобильность Компактные и легкие сварочные аппараты MMA легко переносятся и подходят для использования в любом месте.
Заключительные мысли
Сварка ММА включает в себя все, что подробно описано выше. Используя информацию, предоставленную выше, вы можете определить, является ли сварка MMA процессом сварки, который вы хотели бы использовать по сравнению с тремя основными типами сварки для вашего конкретного применения.
Похожие вопросы
Какие существуют 4 типа сварки?
Как упоминалось в начале, мы кратко рассмотрим 4 типа сварки, чтобы вы точно знали, какие варианты сварки у вас есть. Ниже приведены 4 основных типа сварки.
Дуговая сварка металлическим газом (MIG)
Дуговая сварка металлическим газом, также известная как сварка MIG, использует защитный газ на электроде проволоки, который расплавляет два металла для соединения. Процедура требует постоянного напряжения и источника постоянного тока. Это самый популярный метод промышленной сварки, который включает четыре основных метода переноса металла. Они включают импульсное распыление, распыление, короткое замыкание и шаровидное распыление.
Газовая вольфрамовая дуговая сварка (TIG)
Этот метод обычно используется для пайки толстых секций цветных металлов или нержавеющей стали вместе. Кроме того, это процесс дуговой сварки, при котором сварка производится с использованием вольфрамового электрода. Этот метод занимает намного больше времени, чем другие процессы сварки, а также намного сложнее.
Дуговая сварка металлическим электродом в среде защитного газа (MMA)
Этот процесс сварки мы рассмотрели в этой статье. В этом процессе сварки сварщик MMA использует ручной метод сварки стержнем. Электрический ток используется палкой для создания дуги между соединяемыми металлами и палкой. Этот процесс сварки также используется для сварки стали и железа в промышленном производстве и строительстве стальных конструкций.
Дуговая сварка под флюсом
Это четвертый и последний основной тип сварки. Альтернатива экранной сварке, этот процесс сварки часто используется в строительных проектах. Это связано с тем, что он использует полуавтоматическую дуговую сварку и обладает высокой портативностью и скоростью сварки.
Применение дуговых типов в промышленной сварке | Международный журнал машиностроения и материаловедения
- Обзорная статья
- Открытый доступ
- Опубликовано:
- Paul Kah 1 ,
- Hamidreza Latifi 1 ,
- Raimo Suoranta 1 ,
- Jukka Martikainen 1 &
- …
- Markku Pirinen 1
Международный журнал машиностроения и материаловедения том 9 , номер статьи: 15 (2014) Процитировать эту статью
9278 Доступ
18 цитирований
Сведения о показателях
Abstract
Поведение дуги является важным фактором во всех процессах дуговой сварки. Понимание типов дуг и присущих им свойств может помочь улучшить прогноз сварки и качество сварки, а также снизить стоимость сварки и время производственного цикла. Усовершенствованные процессы сварки используют управление и прогнозирование в режиме реального времени, что увеличивает потребность в подробных знаниях о характеристиках дуги и ее применении. В этом документе анализируются типы сварочных дуг, используемых в сварочной промышленности, объясняются соответствующие особенности и характеристики, даются рекомендации по подходящим приложениям, а также представлены сравнения типов дуг, их преимущества и недостатки. Исследование основано на обзоре литературы и дает всесторонний обзор явлений дуги. Результаты этой работы показывают, что во многих случаях струйная и импульсная дуги дают больше преимуществ, чем режимы короткой и шаровой дуги. Управляемая короткая дуга, дуга с высокой скоростью наплавки и управляемая дуга распыления — это усовершенствованные дуговые процессы, обеспечивающие значительное повышение эффективности и удобства использования. Этот обзор может помочь компаниям сделать правильный выбор дуги и процесса сварки для различных материалов и областей применения. Кроме того, он может быть использован в качестве основы для дальнейших исследований.
Обзор
Введение
Дуговая сварка является ключевым процессом в промышленном производстве (Naidu et al. 2003). профили провара, гладкий валик, низкий уровень разбрызгивания и высокая скорость сварки (Kah et al. 2009). За последние два десятилетия GMAW стала основной технологией роботизированной сварки (Чен и Ву, 2009 г.). Тип дуги является важным фактором во многих приложениях; однако явление дуги не полностью объяснено и демонстрирует неизвестные свойства и поведение.
Использование соответствующего типа дуги при сварке различных материалов различной толщины обеспечивает экономию затрат, сокращает время производства и повышает качество. Соединение тонких материалов и материалов, чувствительных к теплу, в последнее время стало актуальной проблемой. Более глубокое понимание явления дуги может помочь в разработке и усовершенствовании комплексного проектирования промышленных сварочных систем (Иордаческу и Квинтино, 2008 г.). В связи с растущим разнообразием соединяемых материалов и множеством различных дуговых процессов необходимость понимания различных типов процессов дуговой сварки актуальна как никогда. Кроме того, при контроле и изменении процесса сварки знание явления дуги облегчит получение улучшенного качества сварки и надежных соединений (Eagar 19).90а, б).
В этом исследовании дается краткое введение в характеристики дуги, обсуждается классификация сварочных дуг, проводится сравнение дуг, а также обсуждаются преимущества и недостатки различных дуг. Наконец, рассматриваются типы сварочных дуг и их роль в промышленности.
Характеристики дуги
Сварочную дугу можно рассматривать как проводник газа, который преобразует электрическую энергию в тепловую (Naidu et al. 2003). В исследовании Ланкастера (1984) сварочная дуга рассматривается как газовое тело цилиндрической формы, ограниченное температурным градиентом. Одной из проблем, с которыми обычно сталкивается сварочная промышленность, является плохая стабильность дуги. Стабильность и длина дуги влияют на процесс переноса металла (Пал и др., 2010 г.). При стабильной дуге перенос металла равномерен, а количество брызг минимально (Hermans and Ouden 1999). В ситуации стабильной дуги можно найти взаимосвязь между напряжением и током, показанную на рисунке 1 (Ибрагим Хан, 2007 г.). График показывает, что дуга не подчиняется закону Ома. При этом убывающая часть дуговой характеристики является частью Айртона и характеризует нестабильную дугу, а часть Ома, увеличивающаяся по площади, применяется при сварке. Другие факторы, такие как атмосфера дуги, длина дуги и используемые металлы, также влияют на наклон кривой.
Типовая характеристика дуги по сравнению с законом Ома (Ибрагим Хан 2007 г. ).
Изображение полного размера
Плазма дуги
Плазма дуги представляет собой ионизированное состояние сварочного газа и представляет собой смесь почти равных количеств электронов и ионов. Плазма несет ток дуги. Большая часть проводимости тока осуществляется электронами. В случае дуговой сварки обычно предполагается, что электрод является катодом, а заготовка — анодом. Электроны вытекают из электрода (т. е. с отрицательной клеммы) и направляются в заготовку (т. е. с положительной клеммы) (Найду и др., 2003). Чтобы определить влияние дуговой плазмы на сварочную ванну, необходимо учитывать четыре фактора (i) тепловой поток, (ii) плотность тока, (iii) напряжение сдвига и (iv) давление дуги.
Существует прямая зависимость между увеличением теплового потока и плотности тока и глубиной сварочной ванны. Увеличение напряжения сдвига в расплавленной ванне способствует вытеканию потока из верхней части сварочной ванны, а увеличение давления дуги может привести к более вогнутой поверхности сварочной ванны (Мерфи и др., 2009). Однако давление дуги не влияет на плоскостность поверхности сварочной ванны, когда сила тока меньше 200 А (Лин и Игар, 1985; Ван и Цай, 2001).
Температура дуги
Первоначально считалось, что температура сварочной дуги состоит из тепла плазмы дуги, но Cobine and Burger (1955) показали, что большая часть тепла, передаваемого заготовке от электрода, возникает в результате протекания тока в электрод. металл. Позже это понимание было расширено Quigley et al. (1973), которые отметили, что только 20 % тепла переносится теплопроводностью от горячих газов, а 80 % остается в электрическом токе. В зависимости от конкретной природы плазмы и силы тока, протекающего через нее, температура сварочной дуги варьируется от 5 000 до 30 000 К (Найду и др., 2003; Роберт и Месслер, 2004). В некоторых случаях мощность чрезвычайно высока, а температура может достигать 50 000 К (Найду и др., 2003).
На температуру плазмы влияют два важных фактора: конкретная плазма и ее плотность (Роберт и Месслер, 2004). При дуговой сварке с однокомпонентным газом, который используется в некоторых сварочных процессах, температура в GMAW ниже, потому что расплавленная капля, пар и ионы металла более концентрированы. На рис. 2 показано распределение температуры дуги при сварке алюминия GMA при 250 А. Как видно, центральное ядро дуги имеет самую высокую температуру, которая изменяется в зависимости от используемого защитного газа (Роберт и Месслер, 2004).
Распределение температуры дуги при сварке GMA алюминия при 250 А (Smårs and Acinger 1968 г. ).
Изображение полного размера
Ток дуги
На процесс сварки влияет несколько факторов, таких как ток дуги, напряжение дуги, скорость перемещения горелки, присадочная проволока и частота вращения (Lu et al. 2009; Moon et al. , 2006). При выборе этих параметров следует учитывать количество подводимого тепла и желаемый сплав (Min et al. 2011). Режим дуги и, следовательно, качество сварки сильно зависят от силы тока (Hu and Tsai 2006). На глубину проплавления также существенно влияет ток дуги. При газовой дуговой сварке увеличение тока дуги увеличивает проплавление шва. Однако повышенное проникновение в шов также увеличивает вероятность прожога и растрескивания при затвердевании. Эксперименты, проведенные Ху и Цаем (2006 г. ), показали, что более высокий ток приводит к более высокой электромагнитной силе, которая заставляет каплю отрываться от электрода в сварочную ванну. Кроме того, при более высоком токе размер расплавленной капли меньше, а частота капель выше.
Напряжение дуги
Напряжение дуги пропорционально длине дуги. Таким образом, напряжением дуги можно управлять, изменяя длину дуги (Найду и др., 2003). На рис. 3 показаны кривые напряжения дуги типичного источника питания на диаграмме сварочного тока и напряжения. Видно, что небольшое изменение напряжения приводит к очень большому изменению сварочного тока. В результате взаимосвязи между сварочным током и напряжением дуги можно прогнозировать свойства и геометрию сварного шва (Shoeb et al. 2013): при сварке высоким напряжением образуется очень широкий валик с возможными поднутрениями и вогнутой формой, а сварка слишком низкое напряжение приводит к некачественному сварному шву.
Рисунок 3 Саморегулирование напряжения дуги (Naidu et al. 2003 г. ).
Изображение в полный размер
Как видно из рисунка 3, напряжение значительно изменяется при небольшом изменении длины дуги, в то время как для тока наблюдаются небольшие изменения. Следовательно, длина дуги больше влияет на напряжение, чем на сварочный ток. Длина дуги на этой диаграмме разделена на три части: длинную, среднюю и малую, которые представляют собой так называемые кривые источника напряжения. Место соединения кривых CC и CV с кривой источника напряжения называется рабочей точкой источника питания и может быть изменено в процессе сварки (Naidu et al. 2003).
Проникновение дуги
Чтобы определить проплавление дуги, необходимо знать положение дуги, которое рассчитывается на основе таких параметров, как сварочное напряжение, сварочный ток и скорость подачи проволоки. Положение дуги определяется как сумма удлинения проволоки и длины дуги. На рисунке 4 эти параметры показаны для GMAW как L и L a соответственно. Расстояние между сварочной горелкой и заготовкой составляет H , а параметр P показывает глубину проникновения (Ивата и др. 2009a, b).
Параметры для прогнозирования положения дуги (Ивата и др. 2009а , б ).
Изображение полного размера
На рис. 5 показана корреляция между положением дуги и проваром при сварке плоских листов под флюсом. Подгоночная линия на графике показывает, что значения проникновения дуги и положения дуги очень близки. Таким образом, отношения являются ожидаемыми (Ивата и др., 2009 г.).а, б).
Рисунок 5 Сравнение прогнозируемой и фактической глубины проникновения для SAW (Ивата и др. 2009а , б ).
Изображение в натуральную величину
КПД дуги
КПД дуги является важным фактором в процессах дуговой сварки и обычно объясняется отношением подвода тепла к металлу к общей тепловой энергии дуги (Eagar 1990а). Другими словами, эффективность дуги измеряется как количество энергии дуги, переданной подложке (Дюпон и Мардер, 1995). Эффективность дуги влияет на скорость сварки и может варьироваться от 60% до 99% для различных сварочных процессов (Eagar 1990b). Важно знать эффективность дуги, чтобы измерить эффективность плавки, как экспериментально, так и с помощью моделей теплового потока (Дюпон и Мардер, 1995). Параметры сварки (например, ток и напряжение) мало влияют на КПД дуги для данного процесса, а КПД дуги в процессах с неплавящимся электродом считается немного ниже, чем в процессах с плавящимся электродом (Kou 19).87; Ланкастер 1984). Тепловложение можно рассчитать с использованием эффективности дуги по формуле, приведенной в уравнении 1 (Гунарадж и Муруган, 2002 г. ):
$$ \mathrm{Heat}\;\mathrm{input}\left(\frac{\mathrm{kJ}} {\ mathrm {cm}} \ right) = \ frac {\ mathrm {Arc} \; \ mathrm {voltage} \ times \ mathrm {Arc} \; \ mathrm {current}} {\ mathrm {Welding} \; \ mathrm{скорость}\times 1,000}\times \mathrm{Arc}\;\mathrm{efficiency} $$
(1)
Стабильность дуги
Стабильность дуги – еще одна важная характеристика дуговой сварки. На стабильность дуги влияют такие параметры, как мощность дуги, режим переноса металла и регулярность режима переноса металла (Ghosh et al. 2006). Выброс брызг при сварке – основной негативный результат плохой стабильности дуги; разбрызгивание приводит к потерям материала, увеличивает время очистки и снижает качество сварного шва (Субан и Тусек, 2003 г.).
Свойства идеальной и стабильной сварочной дуги следующие (Субан и Тусек, 2003): (i) форма всего переносимого материала постоянна, (ii) длина дуги постоянна, и (iii) существует низкий уровень разбрызгивания или полное отсутствие разбрызгивания.
При сварке плавящимся электродом, напр. GMAW, на стабильность дуги влияет поведение корня дуги (Коста и др., 2010). Еще одним фактором стабильности дуги является смесь защитного газа. Стабильность дуги ниже в газовой смеси с более высоким содержанием углекислого газа (CO 2 ) содержание. На рисунке 6 показано, что более длинная дуга и более тонкое изотермическое распределение являются двумя характеристиками смеси с низким содержанием углекислого газа (Pires et al. 2007).
Рисунок 6Распределение температуры для смесей: высокое (слева) и низкое (справа) содержание углекислого газа. Для того же тока и напряжения I 1 выше, чем I 2 (Pires et al. 2007)
Полноразмерное изображение
Удар дуги
Удар дуги — это явление, при котором дуга стремится отделиться от точки сварки, как если бы дул сильный ветер (Naidu et al. 2003). Причиной возникновения дугового разряда является дисбаланс магнитного поля, окружающего заготовку (Gerbec 2009). Как правило, это явление возникает в трех случаях: (i) изменяется направление тока, (ii) вокруг сварочной дуги присутствуют магнитные материалы и (iii) вблизи края пластины присутствуют магнитные материалы (Naidu et al. 2003). Прорыв дуги обычно происходит только при высоких сварочных токах постоянного тока. Этого можно избежать, уменьшив уровень тока, используя сварочный ток переменного тока и размагничивая приспособление (Gerbec 2009).). Напряжение дуги влияет на отклонение дуги, так что дуга с более низким напряжением короче и жестче и имеет лучшее сопротивление отклонению, чем дуга с более высоким напряжением дуги.
Как упоминалось ранее, тепловая энергия дуги создается электрическими реакциями между анодом и катодом внутри плазмы. Части генерируемой энергии расплавляют электрод. На скорость плавления (MR) влияет нагрев катода (ток), и ее можно рассчитать по формуле, показанной в уравнении 2.92 $$
(2)
В приведенной формуле и α , и β являются константами, l s — удельное сопротивление электрода, α ω — площадь поперечного сечения проволоки, а I — сварочный ток (Найду и др. , 2003).
Пинч-эффект
Дуга во всех проводниках с током окружена магнитным полем (Luksa 2006). При дуговой сварке площадь поперечного сечения плавящегося электрода изменяется, а направление электромагнитной силы зависит от направления протекания сварочного тока. Магнитное поле имеет силу, направленную к центру дуги, так называемую силу Лоренца. С увеличением силы тока величина тока и радиальное сужение дуги увеличиваются из-за большей магнитной силы. Этот процесс называется пинч-эффектом (Dzelnitzki, 2000; Robert and Messler, 2004). Величина силы защемления напрямую зависит от сварочного тока и диаметра проволоки и влияет на отрыв капли от сварного шва (Kasikci 2003). Эффект зажима показан на рисунке 7 (Надзам, 2006 г.).
Рисунок 7Пинч-эффект при коротком замыкании передачи (Надзам 2006 г. ).
Изображение с полным размером
Когда площадь поперечного сечения электрода увеличивается, сила Лоренца действует в том же направлении, что и ток. Уменьшение площади поперечного сечения электрода заставляет силу Лоренца действовать в направлении, обратном протеканию тока. Сила Лоренца может действовать двумя способами, чтобы отделить капли от кончика электрода до сварочной ванны. Во-первых, если электрод положительный и размер капли больше диаметра проволочного электрода, магнитная сила разделяет каплю. Во-вторых, есть сужение или сужение. В этом случае магнитная сила действует в обоих направлениях от точки сужения (Роберт и Месслер, 2004).
Типы дуг
Вслед за первой классификацией типов дуг в 1976 г. (Lancaster 1984) было предложено несколько дополнительных классификаций. Короткая дуга, шаровидная дуга и струйная дуга — это три основные классификации типов дуги Американского общества сварщиков (AWS) (Iordachescu and Quintino 2008). Международный институт сварки (IIW) в 1984 году разделил типы струйной дуги на три категории: (i) капельная струя или направленная струя, (ii) вращающаяся струя и (iii) струйная струя (Iordachescu and Quintino 2008; Lancaster 19). 86). Норриш (2003), а затем Пономарев и соавт. (2003) изменили эту классификацию. Использование цифрового управления источниками питания привело ко многим улучшениям в управлении дугой, особенно при сварке короткими и импульсными дугами. Цифровое управление увеличивает скорость реакции инвертора источника питания, а использование сложного программного обеспечения позволяет напрямую влиять на дугу (Weman 2003; Iordachescu and Quintino 2008).
Таблица 1 суммирует попытку классифицировать перенос металла. Использование цифрового управления источниками питания привело ко многим улучшениям в управлении дугой, особенно при сварке короткими и импульсными дугами. Цифровое управление увеличивает скорость реакции инвертора источника питания, а использование сложного программного обеспечения позволяет напрямую влиять на дугу (Weman 2003; Iordachescu and Quintino 2008). Текущая классификация дуги IIW показана в Таблице 2. Таблица также включает пример процесса сварки и доминирующую силу для каждого типа режима переноса (Иордаческу и Квинтино, 2008; Роберт и Месслер, 2004).
Полноразмерный стол
Стол 2 Классификация IIW режима переноса металла и примеры сварочных процессов aПолноразмерная таблица
Попытки классифицировать дугу и перенос металла были мотивированы различными факторами, в том числе необходимостью лучшего понимания процесса, чтобы иметь возможность лучше его исследовать и контролировать. Улучшенная классификация позволила различить дугу на основе переноса капель. Таким образом, в зависимости от стабильности дуги может происходить желательный (например, шунтирование, разбрызгивание) или нежелательный (например, отталкивающий, взрывной) перенос металла.
При перемычке расплавленный металл растет, пока не коснется сварочной ванны. Происходит короткое замыкание и повышается ток; таким образом, сужение и разрыв отрывают каплю. При переносе в полете между электродной проволокой и сварочной ванной отсутствует контакт (Li and Zhang 2007). Если размер капель, оторвавшихся от электрода в расплавленной сварочной ванне, меньше диаметра электродной проволоки, то в режиме дуги проецируется распыление. Если расплавленный металл от электрода вращается, это называется вращающейся струйной дугой. Для упрощения терминологии спроецированное распыление чаще всего называют дугой распыления (Роберт и Месслер, 2004 г.). Характеристики, которые обычно типичны для проектируемой струйной дуги, включают устойчивый отрыв, низкий уровень разбрызгивания, постоянный размер капли и прямой перенос капли. Следовательно, этот режим дуги предпочтительнее для обычного GMAW (Li and Zhang 2007).
Режимы дуги связаны с напряжением дуги и уровнем тока. Изменяя эти два параметра, можно менять режимы дуги. При малом токе капля не образуется, пока не коснется сварочной ванны; этот режим дуги является так называемой короткой дугой. Режим дуги меняется на шаровидную, когда ток увеличивается, так что возникает небольшая электромагнитная сила (Wang et al. 2004). В шаровой дуге диаметр капли больше диаметра электрода, и капля формируется под действием гравитационной силы. При дальнейшем увеличении тока тип дуги изменяется на проецируемую струйную дугу, затем на струйную дугу и, наконец, на вращающуюся дугу (Li and Zhang 2007). Различные типы дуг можно показать на диаграммах напряжения и тока дуги.
В качестве иллюстрации влияния тока, напряжения и состава защитного газа Иордаческу и Квинтино на встрече IIW в 2003 г. классифицировали типы дуги на основе «естественных режимов переноса». Однако сегодня из-за использования более совершенных контроллеров режимы естественной передачи используются не так часто (Иордаческу и Квинтино, 2008). На рисунке 8 из исследования Пономарева показан тип дуги в зависимости от тока, напряжения и защитного газа (Пономарев и др., 2003).
Рисунок 8 Классификация IIW переноса металла, изображенная на диаграмме напряжения дуги и сварочного тока (Пономарев и др. 2003 г. ).
Изображение в полный размер
Переходный ток был важной темой в дуговой сварке GMA. Он устанавливает границу между шаровой и струйной дугой и определяет рабочие условия процесса сварки, как это было предложено Пономаревым и др. (2003) на рис. 8. Согласно Иордаческу и Квинтино (2008), может существовать второй переходный ток между короткой дугой и шаровидной дугой, как показано на рис. 9.. Цель предложения состоит в том, чтобы охватить как нормальное распыление, так и проектируемое распыление.
Рисунок 9Основные режимы передачи. Диаграмма U (I) на основе классификации Йордаческу и Квинтино (2008).
Изображение в полный размер
В дополнение ко второй линии переходного тока в исследовании Иордаческу и Квинтино (2008) предложена новая классификация режима переноса дуги в GMAW в зависимости от тока, напряжения и защитного газа: короткий циклический, шаровидный, шарообразный, отталкивающий, капельный, потоковый и вращающийся режимы переноса. Рисунок 9иллюстрирует эту классификацию дуг в GMAW (Iordachescu and Quintino 2008). На рисунке показаны управляемый, основной и передаточный режимы на одной диаграмме, и каждая часть разделена зонами переходного тока. Первый переходный ток разделяет управляемую и основную моды, а второй переходный ток разделяет аэрозольную и глобулярную основные группы. Кроме того, режим дуги изменяется при увеличении сварочного тока и напряжения дуги. На рисунке показано, что электрический ток при переносе с помощью короткой дуги ниже, чем при других типах дуг, и что для переноса с вращением требуется большой ток.
В таблице 3 показан режим переноса типа дуги из классификации стандартов DIN при сварке GMA (Иордаческу и Квинтино, 2008 г.). Размер капель и режим переноса металла также указаны для каждого типа дуги. Информация о типе дуги и связанном с ним режиме переноса снижается, если игнорируется их связанное применение. Важность их соответствующих применений возрастает с разработкой нового термочувствительного металла (Матусиак и Пфайфер, 2011).
Полноразмерная таблица
Сравнение различных типов дуг: преимущества и недостатки
В этом разделе дается сравнение типов сварочных дуг. Перечень сварочных дуг состоит из естественных и контролируемых типов. В таблице 4 представлена сравнительная таблица основных свойств типов дуг. В зависимости от типа дуги и свойств дуги в таблице указаны рабочие характеристики для промышленного применения. Можно заметить, что традиционная управляющая дуга демонстрирует более слабую стабильность дуги и, следовательно, низкие характеристики с точки зрения качества сварки. Кроме того, операция возможна не во всех положениях, кроме короткой дуги. Управляемая дуга обеспечивает более высокую скорость осаждения и лучшую стабильность. Как следствие стабильность увеличивается, производительность больше. Экономия средств самая высокая, но оборудование немного дороже. Уровень образования брызг выше при неконтролируемой шарообразной дуге; тем не менее, контрольная короткая дуга может обеспечить сварку практически без разбрызгивания. Подвод тепла сводится к минимуму при контролируемой короткой дуге, но дуга с более высокой скоростью наплавки требует достаточного подводимого тепла. Управление сосредоточено на ограничении неожиданного короткого замыкания, работа стабильна, а экономия средств значительно улучшается. Слабость шаровой дуги может быть успешно уменьшена за счет контроля заглубленной дуги, увеличения провара и подавления разбрызгивания. Импульсное управление – наиболее стабильная дуга с большим диапазоном тока; следовательно, можно сваривать более толстый профиль и более широкий диапазон металла.
Полноразмерная таблица
Применение различных типов дуг
Правильный выбор типа дуги может снизить риск дефектов сварки и повысить производительность. В этом разделе обсуждаются приложения дугового типа. Обсуждение начинается с естественной дуги, затем следует регулируемая дуга. Обсуждение основано на сравнительной характеристике их применения из Таблицы 4, а в Таблице 5 представлены типы дуг и их области применения.
Полноразмерный стол
Короткая дуга
Короткая дуга подходит для операций, требующих низкого тепловложения, и позволяет соединять тонкие материалы и листовой металл в любом положении. Это хороший выбор, когда необходимо свести к минимуму искажения конструкции. Он подходит для швов с разделкой кромок в качестве корневого прохода или для заполнения зазоров в соединениях, а также для корневого прохода соединений с открытой разделкой и сварных швов с разделкой пластин. Режим короткой дуги широко используется в трубной промышленности и очень хорошо подходит для корневого шва труб. Его можно использовать с углеродистой сталью с защитным газом, содержащим 100 % диоксида углерода или смесью с максимальным содержанием 25 % CO 2 и остаток аргона. Режим короткой дуги также применим к низкоуглеродистой стали, низколегированной стали и нержавеющей стали толщиной от 0,5 до 2,6 мм. Однако он не может выполнять сварку алюминия (Deruntz 2003). Хотя во многих случаях используется обычная короткая дуга, ее использование ограничено высоким потенциалом чрезмерного образования брызг, образования дыма, отсутствия сплавления, более низкой способности перекрывать зазор и нестабильности дуги (Hermans and Ouden 1999; Jenkins et al. 2005). Плохая производительность обычной короткой дуги является результатом ограниченной способности источника питания контролировать каждую последовательность режима переноса металла с коротким замыканием (Lyttle and Praxair 19).90; Альтхаус и др. 2004 г.; Ларен 2004; Гёке 2005а, б; Джеффус и Бауэр, 2010). Вследствие этого ограничения обычная короткая дуга постепенно заменяется управляемой короткой дугой при сварке листового металла корневым швом.
Шаровидная дуга
Режим шаровидной дуги имеет мало применений из-за многочисленных недостатков. Из-за размера капли (больше диаметра электрода) она может неожиданно коснуться сварочной ванны и вызвать короткое замыкание. Корень дуги очень подвижен, поэтому силы дуги имеют тенденцию перемещать каплю неравномерно, что вызывает высокий уровень разбрызгивания и нестабильность сварного шва. Кроме того, расплавленный металл не ускоряется по направлению к сварочной ванне, что приводит к мелкому и широкому валику сварного шва. Крупные капли отделяются при низких частотах (<10 Гц), что приводит к низкой производительности. Следовательно, общий режим дуги ограничен низкокачественными сварными соединениями, сваренными в плоском положении сварки или вертикальном положении вниз (Kou 2003; Xu and Wu 2007). Наиболее подходящим применением шаровой дуги является сварка тонких материалов при очень низком токе. Хотя его также можно использовать с более высоким током, это неэффективно. Он подходит для GMAW на стали (Althouse et al. 2004; Jeffus and Bower 2010).
Распылительная дуга
Распылительная дуга требуется для большей толщины, чем короткая дуга. Он очень подходит, когда требуется высокая скорость наплавки и когда требуется глубокое проплавление для сварки массивных основных материалов, которые могут выдерживать высокое тепловложение. Большая сварочная ванна затрудняет сварку в вертикальном или потолочном положении, особенно в случае простой углеродистой стали и нержавеющей стали. Для соединения сталей ток перехода можно варьировать в большей степени, чем при сварке алюминиевых сплавов. Дугу распыления можно использовать практически со всеми распространенными сплавами, содержащими алюминий, а также с никелевыми и медными сплавами, нержавеющими сталями, магниевыми и углеродистыми сталями (Lyttle и Praxair 19).90; Альтхаус и др. 2004 г.; Роберт и Месслер, 2004 г.; Гёке 2005а, б; Джеффус и Бауэр, 2010). Несмотря на преимущества обычной струйной дуги, странная нестабильность дуги и неупорядоченный перенос металла ограничивают ее применение. В режиме струйной дуги ток и напряжение практически неизменны, что приводит к случайным размерам и частоте капель (Хатт и Лукас, 1982). Следовательно, образуется много дыма, брызг и тепла. Недостаточный контроль может отрицательно сказаться на качестве сварки. Следует также отметить, что защитный газ на основе аргона, используемый для создания струйной дуги, дороже, чем CO 9 .0025 2 . Ввиду этих недостатков струйная дуга не подходит для алюминия, конструкционной стали, стали с покрытием и высокопрочной стали.
Управляемая дуга короткого замыкания
Эти типы дуги относятся к категории режимов, управляемых по форме волны. Отделение капель во время короткого замыкания контролируется, чтобы уменьшить образование брызг и дыма и повысить производительность (Stava 1993; Goecke 2005a, b; Huisman 2000). Эти дуги продаются под разными торговыми названиями: холодный перенос металла (CMT): (FRONIUS International GmbH), ColdArc: (EWM Hightec Welding GmbH), перенос поверхностным натяжением (STT): (Lincoln Electric), холодный процесс (CP). : (CLOOS), FastRoot (KEMPPI), регулируемое осаждение металлов (RMD): (Miller Electric Mfg) и т. д. Pépe et al. (2011) исследовали эффективность контролируемого GMAW. Результаты показали, что для STT, fast root и CMT эффективность составляет около 85%. Контролируемая короткая дуга может использоваться почти во всех положениях сварки, почти со всеми видами металлических материалов и различной толщины. Контролируемая короткая дуга применяется для соединения тонких листов, соединения металлических листов из оцинкованной и непокрытой нержавеющей стали, а также для соединения алюминиевых сплавов. Также возможна сварка очень тонких металлических листов из углеродистой стали, высоколегированной стали, низколегированной стали и алюминия (Deruntz 2003). В настоящее время толщина материалов, используемых в автомобильной промышленности, становится менее 0,3 мм, и процесс GMAW с короткой дугой больше не подходит. Другими областями применения контролируемой короткой дуги являются роботизированная сварка GMAW и пайка сверхтонких листов как в ручном, так и в автоматическом режимах в любом положении. Можно сваривать разнородные материалы, такие как алюминий и сталь, сталь и магний, а также магниевые сплавы (Росадо и др., 2008; Шринивасан и Баласубраманиан, 2011; Матусиак и Пфайфер, 2011). Хотя управление короткой дугой обеспечивает большую гибкость применения, для этого требуется усовершенствованный источник питания, а иногда и горелки специальной конструкции.
Управляемая шаровидная дуга
В этом режиме дуга используется в диапазоне тока шаровидной дуги, но с короткой длиной дуги. Это позволяет дуге работать под поверхностью сварочной ванны (так называемая «заглубленная дуга») и использовать давление дуги экранированного CO 2 для улавливания брызг. Согласно Нишигучи и соавт. (1975), метод сварки под погребенной дугой позволяет достичь более высоких скоростей сварки и скорости наплавки присадочного металла, чем шаровидная дуга. Скорость сварки может достигать 2540 мм/мин, а очистка минимальна (Линерт и др., 2011 г.). Стол и др. (2006) изучали использование подземной дуги GMAW для сварки швов. Подземная дуга имеет большой потенциал для использования в автомобильной, железнодорожной и морской промышленности для сварки узлов. Примером применения является сварка кромок и сторон алюминиевых деталей в качестве альтернативы GMAW. Режим управляемой шарообразной дуги можно использовать для угловых или шовных сварных швов внахлест или Т-образных соединений, а также для стыковых соединений с квадратной канавкой. Он подходит для механизированной сварки тонкостенных материалов на высоких скоростях и может использоваться при полностью механизированной или автоматической дуговой сварке металлическим электродом в среде защитного газа. Он также используется при сварке трубных цилиндров. Подземная дуга может использоваться в автомобилях для стыковой сварки кузова и полуавтоматической сварки рамы и кузова (Килхорн и др., 2001; Аоки и др., 2003; Ках и др., 2013).
Контролируемая дуга распыления
Для контроля тепловложения и уменьшения образования брызг и дыма были разработаны источники питания, способные выпускать одну каплю в течение последовательности дугового и импульсного времени. В дуге используется постоянный ток (например, импульсный GMAW) или переменный ток (например, AC-GMAW) с различными формами тока. Импульсная дуга может использоваться во всех положениях сварки и при любой толщине основного материала как в ручных, так и в автоматических сварочных системах. Сварка вне положения также возможна из-за более низкого, чем средний уровень тока. Из-за низкой тепловложения этот режим подходит для заполнения зазоров. Он широко используется в GMAW алюминия (Kah et al. 2012). Этот метод подходит для сварки всех стандартных и высококачественных марок нержавеющей стали, когда используется никелевая основа или присадочный металл из нержавеющей стали. Высоколегированные стали также можно сваривать импульсной дугой. Супераустенитная нержавеющая сталь демонстрирует лучшие механические и металлургические свойства с оптимизированными параметрами при сварке GMA по сравнению с обычным распылением (Sathiya et al. 2012). Импульсная дуговая сварка находит применение в судостроении, например, для сварки вне положения высокопрочных низколегированных базовых материалов при изготовлении корпусов кораблей. Преимущества импульсной дуги в судостроении заключаются в том, что ее электродная эффективность выше по сравнению с дуговой сваркой с флюсовой сердцевиной (FCAW), и она может создавать меньше водородных отложений на сварных швах (Lyttle и Praxair 19).90; Кнопп и Лоренц, 2002 г.; Альтхаус и др. 2004 г.; Ларен 2004; Уэяма и др. 2005 г.; Лебедев 2010; Торбати и др. 2011 г.; Ках и др. 2013).
Дуга более высокой мощности
Поток и перенос металла с вращением происходят при более высоких диапазонах мощности. Вращение расплавленного металла является результатом более длинного вылета электрода (от 25 до 35 мм) и более высокого тока и напряжения, которые заставляют поток металла отклоняться от своей оси симметрии и начинают вращаться под действием магнитных сил. Хотя стыковая сварка является наиболее типичным применением сварки в режиме вращающейся дуги, вращающаяся дуга также может использоваться при сварке в узкий зазор. Этим методом можно сваривать тяжелые толстые листы. Благодаря гибкости, экономичности и производительности этого режима его можно использовать при изготовлении крупных и тяжелых конструкционных деталей (Черч и Имаидзуми 19). 90). Хотя Черч и Имаидзуми (1990) сообщают, что этот процесс требует четвертичной защиты (He-Ni-CO 2 и O 2 ), что допускает очень ограниченный допуск, Субан и Тусек (2003) указали, что бинарный защитный газ (аргон и CO 2 ) могут давать удовлетворительные результаты при оптимизированных параметрах сварки. Полное использование его потенциала заключается в полностью механизированных процедурах (Masseti 2010). Крупногабаритные детали мостов, тяжелое машиностроение, судостроение и тяжелые цилиндрические конструкции — вот некоторые примеры его применения. Новая разработка вращающейся дуги, вращение которой происходит не за счет магнитного эффекта, а за счет специальных небольших вращающихся горелок, позволяет применять режим вращающейся дуги для угловой сварки в судостроении, мостостроении и т. д. Этот режим также подходит для низких пластины из углеродистой стали (Ивата и др., 2009 г.а, б; Ян и др. 2009 г.; Кристенсен и др. 2005).
Выводы
В ходе исследования была рассмотрена и сопоставлена информация, относящаяся к сварочной дуге. Тепловой поток, плотность тока, напряжение сдвига и давление дуги — четыре основных фактора, которые следует учитывать при определении влияния плазмы дуги на сварочную ванну. Из исследования важны следующие выводы:
Только 20% тепла переносится за счет теплопроводности от горячих газов, а 80% остается за счет электрического тока в сварочной ванне. Диапазон температуры дуги варьируется от 5 000 до 30 000 К, в зависимости от конкретной природы плазмы и силы тока, протекающего через нее. Ток дуги и напряжение дуги являются двумя наиболее важными факторами, определяющими характеристики дуги, влияющими на качество сварки.
AWS разделяет сварочные дуги на три основные категории: короткие, шаровые и струйные. Другими вариантами дуг, упомянутыми в этом исследовании, являются импульсные, холодные, вращающиеся, заглубленные и быстрые дуги. Стабильная дуга имеет три основных характеристики: постоянная форма капель, постоянная длина дуги и малое количество брызг.
При сварке короткой дугой может быть непровар и низкая скорость наплавки. Следовательно, основные применения этого режима ограничены углеродистой сталью, низкоуглеродистой сталью, низколегированной сталью и нержавеющей сталью толщиной от 0,5 до 2,6 мм.
Распылительная дуга ограничена плоским и горизонтальным положениями сварки, но почти все материалы можно сваривать в этом режиме. Шаровидная дуга редко используется в промышленности из-за высокого уровня разбрызгивания.
Контроль дуги позволил значительно улучшить контроль подвода тепла, разбрызгивания и образования дыма. Импульсная дуга продемонстрировала подрезку на 75 %, сокращение времени цикла на 10–30 % благодаря более высокой скорости сварки и возможность сваривать такие металлы, как алюминий и высокопрочная сталь. Новые варианты импульсной дуги, такие как двойная импульсная дуга и импульсная дуга с переменной полярностью, позволяют контролировать эффективность плавления и возможность перекрытия.
Контролируемая короткая дуга применима для более тонких поперечных сечений и менее вредна для оцинкованного металла. Было обнаружено, что он обеспечивает КПД дуги 85%. Дуга более стабильна, практически не образует брызг и выделяет меньше дыма, чем обычная короткая дуга.
В будущих исследованиях, направленных на улучшение понимания явления дуги, распределения скорости, давления, температуры, плотности тока и магнитного поля плазменных дуг могут быть рассчитаны с использованием вычислительной гидродинамики (CFD). Улучшенное двух- или трехмерное моделирование различных типов сварочной дуги улучшит понимание результатов сварки. Кроме того, будет улучшена предсказуемость воздействия различных дуг на различные материалы и области применения.
Ссылки
Althouse, AD, Turnquist, CH, Bowditch, WA, Bowditch, KE, & Bowditch, MA. (2004). Современная сварка . Тинли Парк: Goodheart-Willcox Co.
Google ученый
Аоки С., Кайден Т., Кавагва Ю., Нагашима Т., Фудзимото Т. и Хосака С.
(2003). Новый передовой автомобиль Mc5 для испытательной линии Yamanashi Maglec — направлен на снижение воздействия на окружающую среду. Mitsubishi Heavy Ind Ltd, 40 (3), 1–9.Google ученый
Болмшо, Г., Олссон, М., и Седерберг, П. (2001). Роботизированная дуговая сварка – Тенденции и разработки для повышения автономности . Лунд: Лундский университет.
Google ученый
Чен С. и Ву Дж. (2009). Интеллектуальная методология динамического процесса дуговой сварки . Берлин: Спрингер.
Google ученый
Кристенсен К.Х., Соренсен Т. и Кристенсен Дж.К. (2005). Газовая дуговая сварка стыкового соединения с различной шириной зазора на основе нейронных сетей. Наука и техника сварки и соединения, 10 (1), 33–43.
Артикул Google ученый
Черч, Г.
и Имаидзуми, Х. (1990). Сварочные характеристики нового процесса сварки (процесс TIME. Doc. IIW com. XII-1199-90). Вильпент, Франция: Международный институт сварки.Google ученый
Cobine, LD, & Burger, EE. (1955). Анализ электродных явлений в сильноточной дуге. Journal of Applied Physics, 26 , 895.
Статья Google ученый
Коста, MCMDS, Старлинг, CMD, и Моденеси, PJ. (2010). Характеристика явлений нестабильности дуги GMAW, связанных с защитными газами с низким потенциалом окисления. Welding International, 24 (3), 181–189.
Артикул Google ученый
ДеРунц, Б.Д. (2003). Оценка преимуществ сварки с переносом поверхностного натяжения в промышленности. Журнал промышленных технологий, Национальная ассоциация промышленных технологий, 19 (1), 1–8.
Google ученый
Дюпон, Дж.
Н., и Мардер, А. Р. (1995). Термическая эффективность процессов дуговой сварки. Сварочный журнал, 74 (12), 406с–416с.Google ученый
Дзельницкий, Д. (2000). Увеличение объема наплавки или скорости сварки? — Преимущества сверхмощной сварки MAG . Мюндерсбах: EWM Hightec Welding.
Google ученый
Игар, ТВ. (1990а). Взгляд бунтаря на физику сварки — переосмысление старых идей. В SA Дэвид и Дж. М. Витек (ред.), Последние тенденции в сварочной науке и технике (стр. 341–346). Парк материалов: ASM International.
Google ученый
Игар, ТВ. (1990b). Физика процессов дуговой сварки. В TH North (Ed.), Передовые технологии соединения . Лондон: Чепмен и Холл.
Google ученый
Гербек, Д. (2009). Минимизация дефектов при сварке под флюсом.
Сварочный журнал, 88 (9), 78–79.Google ученый
Гош, П.К., Дхиман, Х.К., и Кумар, М. (2006). Характеристики теплового переноса и переноса металла при наплавке Al-Mg сплава импульсным током в газовой дуге. Наука и технология сварки и соединения, 11 , 232–242.
Артикул Google ученый
Гёке, Сан-Франциско. (2005а). Energiereduziertes Lichtbogen-Fuegeverfahren fuer Waermeempfindliche Werkstoffe (Лазерный процесс с пониженной энергией для термочувствительных материалов). DVS-Berichte, 237 , 44–48.
Google ученый
Гёке, Сан-Франциско. (2005б). Процесс сварки низкоэнергетической дугой материалов, чувствительных к теплу . Мундерсбах: EWM Hightec Welding.
Google ученый
Гунарадж, В., и Муруган, Н. (2002).
Прогнозирование характеристик околошовной зоны при сварке под флюсом труб из конструкционной стали. Сварочный журнал, 81 (7), 94с–98с.Google ученый
Hermans, MJM, & Ouden, GD. (1999). Поведение и стабильность процесса при дуговой сварке металлическим электродом с коротким замыканием. Приложение к исследованиям в области сварки, 78 , 1372–141s.
Google ученый
Ху, Дж. И Цай, Х.Л. (2006). Влияние тока на образование капель и дуговую плазму при дуговой сварке в среде защитного газа. Журнал прикладной физики, Американский институт физики, 100 (053304), 1–12.
Google ученый
Хьюсман, Г. (2000). Прямой контроль переноса материала: процесс MIG с управляемым коротким замыканием (CSC), Proc. Газовая дуговая сварка в 21 веке . Орландо: Американское общество сварщиков.
Google ученый
Хатт, Г.
А., и Лукас, В. (1982). Нарушения дуги при сварке плавящимся электродом – обзор литературы (Отчет об исследованиях Института сварки, 173/1982). Кембридж, Великобритания: Институт сварки. www.twi-glbal.comGoogle ученый
Ибрагим Хан, М. (2007). Наука и техника в области сварки . Нью-Дели: Международное издательство New Age.
Google ученый
Иордаческу, Д., и Квинтино, Л. (2008). Шаги к новой классификации переноса металла при дуговой сварке в среде защитного газа. Журнал технологии обработки материалов, 202 , 391–397.
Артикул Google ученый
Ивата С., Мураяма М. и Кодзима Ю. (2009a). Применение процесса сварки в узкий зазор с высокоскоростной вращающейся дугой для сварки коробчатых колонн тяжелых толстых листов. Технический отчет Jef, 14 (14), 16–21.
Google ученый
Ивата С.
, Ниши Ю. и Озамото Д. (2009 г.б). Практичная система для контроля и управления глубиной провара при сварке под флюсом (SAW) с несколькими электродами (Технический отчет JFE № 14, стр. 22–25).Google ученый
Изутани С., Симидзу Х., Судзуки К. и Косииши Ф. (2006). Наблюдение и классификация капельного переноса при дуговой сварке металлическим газом (IIW Doc. 212-1090-06). Вильпент, Франция: Международный институт сварки.
Google ученый
Джеффус, Л., и Бауэр, Л. (2010). Навыки, процессы и методы сварки для начинающих сварщиков . Коннектикут, США: Cengage Learning.
Google ученый
Дженкинс, NT, Пирс, WMG, и Игар, TW. (2005). Гранулометрический состав газообразного металла и дыма при дуговой сварке порошковой проволокой. Сварочный журнал, 84 , 156с–63с.
Google ученый
Ках, П.
, Джибрил, А., Мартикайнен, Дж., и Суоранта, Р. (2012). Технологическая возможность сварки тонких алюминиевых сплавов. Международный журнал машиностроения и материаловедения, 7 (3), 232–242.Google ученый
Ках П., Мартикайнен Дж., Джернстром П. и Ууситало Дж. (2009). Влияние геометрии соединения и зазоров на качество угловых соединений в новом модифицированном GMAW с короткой дугой. Международный научно-технический и производственный журнал, The Paton Welding Journal, 5 , 27–33.
Google ученый
Ках, П., Мвола, Б., Суоранта, Р., и Мартикайнен, Дж. (2013). Модифицированные процессы GMAW: Управление подачей тепла. Advanced Science Letters, 19 (3), 710–718.
Артикул Google ученый
Кан, М.Дж., Ким, Ю., Ан, С., и Ри, С. (2003). Оценка скорости разбрызгивания в области передачи короткого замыкания GMAW.
Сварочный журнал, 82 , 188с–196с.Google ученый
Касикчи, И. (2003). Влияние расстояния между зазорами на механические свойства и характеристики поперечного сечения стыковых сварных швов MIG-MAG . Анкара: Ближневосточный технический университет.
Google ученый
Килхорн, В.Х., Адони, Ю., Холдрен, Р.Л., Хоррокс, Р.К., и Ниссли, Северная Каролина. (2001). Обзор процессов соединения, резки и родственных процессов (9-е изд.). Нью-Йорк: AWS.
Google ученый
Кнопп, Н., и Лоренц, Х. (2002). Сварка алюминиевых материалов методом МИГ стала проще . Золинген: EWM Hightec Welding GmbH.
Google ученый
Коу, С. (1987). Металлургия сварки . Нью-Йорк: Уайли.
Google ученый
Коу, С.
(2003). Металлургия сварки (2-е изд.). Нью-Джерси: Уайли.Google ученый
Ланкастер, Дж. (1984). Физика сварки . Нью-Йорк: Международный институт сварки.
Google ученый
Ланкастер, Дж.Ф. (1986). Физика сварки (2-е изд.). Оксфорд: Международный институт сварки.
Google ученый
Ларен, М. (2004). Руководство по сварке Avesta: Практика и продукты для сварки нержавеющей стали . Швеция: Avesta Welding AB.
Google ученый
Лебедев В.А. (2010). Тенденции развития механизированной сварки с регулируемым переносом электродного металла (обзор). Международный научно-технический и производственный журнал, 10 , 37–44.
Google ученый
Ли, К. и Чжан, Ю.
(2007). Перенос металла при двухэлектродной газовой дуговой сварке. Производство и инженерия, 129 (6), 991–999.Артикул Google ученый
Линерт, Т., Зиверт, Т., Бабу, С., и Акофф, В. (2011). Справочник по ASM, том. 6A: основы и процессы сварки . Огайо: ASM International.
Google ученый
Лин М.Л. и Игар Т.В. (1985). Влияние давления дуги на геометрию сварочной ванны. Сварочный журнал, 64 (6), 163–169 с.
Google ученый
Лу, Кью, Ю, З, Сюй, Г и Хе, Дж. (2009). Исследования по оптимизации параметров сварки в узкую разделку. Международная конференция по измерительным технологиям и автоматизации мехатроники , Чжанцзяцзе, провинция Хунань, 9 апреля.05:30 .
Google ученый
Лукас В., Иордаческу Д. и Пономарев В.
(2005). Классификация режимов переноса металла в GMAW, IIW Doc. XII-1859-05 . Вильпент, Франция: Международный институт сварки.Google ученый
Лукса, К. (2006). Влияние сварного шва на стабильность сварочной дуги GMA при коротком замыкании. Журнал технологии обработки материалов, 175 , 285–290.
Артикул Google ученый
Литтл, К.А., и Праксэйр, И. (1990). Справочник по ASM, том. 6 . Огайо: ASM International.
Google ученый
Массети, Ф. (2010). Новые технологии сварки подвесных мостов. Welding International, 18 (10), 785–797.
Артикул Google ученый
Матусяк, Дж., и Пфайфер, Т. (2011). Низкоэнергетическая дуговая сварка с газовой защитой – влияние материальных и технологических условий на качество соединения и выделение примесей на рабочем месте.
Welding International, 25 (1), 24–31.Артикул Google ученый
Мин, Д., Синь-хуа, Т., Фэн-гуй, Л., и Шун, Ю. (2011). Сварка закаленных и отпущенных сталей высокоспиновой дугой с узким зазором в системе MAG. Int J Adv Manuf Technol, Springer Science, 55 (5–8), 527–533.
Артикул Google ученый
Мун, Х-С, Ким, Ю.Б., и Битти, Р.Дж. (2006). Объединение данных с нескольких датчиков для повышения производительности и надежности полностью автоматической системы сварки. Международный журнал передовых производственных технологий, 28 , 286–293.
Артикул Google ученый
Мерфи, А.Б., Танака, М., Ямамото, К., Таширо, С., и Лоук, Дж.Дж. (2009). CFD-моделирование дуговой сварки: важность дуговой плазмы. В Седьмая международная конференция по CFD в горнодобывающей и обрабатывающей промышленности, Мельбурн, декабря.
Google ученый
Надзам, Дж. (2006). Направляющая для сварки GMAW . Огайо, США: Линкольн Электрик.
Google ученый
Найду, Д.С., Озчелик, С., и Мур, К. (2003). Моделирование, определение и контроль дуговой сварки металлическим газом (1-е изд.). Великобритания: Эльзевир.
Google ученый
Нишигучи, К., Мацуяма, К., Тераи, К., и Икеда, К. (1975). Образование валиков при высокоскоростной дуговой сварке металлическим электродом в среде защитного газа (Протокол 2-го Международного симпозиума Японской ассоциации сварщиков по передовым технологиям сварки). Осака: Японское общество сварщиков. Бумага 2-2-(10).
Google ученый
Норриш, Дж. (2003). Обзор классификации переноса металла при дуговой сварке (IIW DOC. XII-1769-03.
Бухарест). Вильпент, Франция: Международный институт сварки.Google ученый
Пал, К., Бхаттачарья, С., и Пал, СК. (2010). Исследование звука дуги и режимов переноса металла для оперативного контроля при импульсной газовой дуговой сварке металлом. Журнал технологии обработки материалов, 210 , 1397–1410.
Артикул Google ученый
Пепе, Н., Эгерланд, С., Колегроув, А.П., Япп, Д., Леонхартсбергер, А., и Скотти, А. (2011). Измерение эффективности процессов дуговой сварки металлическим электродом с контролируемым газом. Наука и технология сварки и соединения, 16 (5), 412–417.
Артикул Google ученый
Пирес, И., Квинтино, Л., и Миранда, Р.М. (2007). Анализ влияния защитной газовой смеси на режимы переноса металла газовой дуги и скорость дымообразования. Материалы и дизайн, 28 , 1623–1631.
Артикул Google ученый
Пономарев В., Скотти А., Сильвинский А. и Аль-Эрхайем О. (2003). Атлас режимов переноса металла при сварке MIG/MAG (IIW Doc. XII-1771 до 1775–03. Бухарест). Вильпент, Франция: Международный институт сварки.
Google ученый
Quigley, MBC, Richards, PH, Swift-Hook, DT, & Gick, AEF. (1973). Поток тепла к заготовке от сварочной дуги TIG. Journal of Physics D: Applied Physics, 6 , 2250.
Статья Google ученый
Роберт В. и Месслер Дж. (2004). Принцип сварки . Сингапур: Wiley-VCH Verlag GmbH & Co.
Google ученый
Росадо Т., Алмейда П., Пирес И., Миранда Р. и Квинтино Л. (2008). Инновации в дуговой сварке. 5-й конгресс Лусо-Мозамбикано-де-Энгенхария, Мапуту, 90 530 сентября. Португалия: INEGI, Leça do Balio.
Google ученый
Сатья П., Судхакаран А. и Сундарараджан Р. (2012). Механико-металлургические исследования по газовой дуговой сварке супераустенитной нержавеющей стали. Международный журнал машиностроения и материаловедения, 7 (1), 107–112.
Google ученый
Сондерс, HL. (1997). Сварка алюминия: Теория и практика . США: Американское общество металлов.
Google ученый
Скотти А., Пономарев В. и Лукас В. (2012). Научная прикладная классификация режимов переноса металла при сварке GMA. Журнал технологии обработки материалов, 212 (6), 1406–1413.
Артикул Google ученый
Шоеб, М., Парвез, М., и Кумари, П. (2013). Влияние входных параметров процесса сварки MIG на геометрию наплавленного валика стали HSLA. Международный журнал инженерных наук и технологий.
, 5 (1), 200–212.Google ученый
Сморс, Э. и Асингер, К. (1968). Транспортировка материала и распределение температуры при дуговой плавке. IIW-Document 212-168-68, Исследовательская группа Международного института сварки SG212, Physics of Welding . Вильпент, Франция: Международный институт сварки.
Google ученый
Шринивасан, К., и Баласубраманян, В. (2011). Влияние переноса металла с поверхностным натяжением на скорость дымообразования при дуговой сварке стали HSLA порошковой проволокой. Международный журнал передовых производственных технологий, 56 (1–4), 125–134.
Артикул Google ученый
Става, ЕК. (1993). Источник питания с передачей поверхностного натяжения: новый аппарат для дуговой сварки с малым разбрызгиванием. Сварочный журнал, 72 (1), 25–29.
Google ученый
Стол, И.
, Уильямс, К.Л., и Гайдос, Д.В. (2006). Использование заглубленной газовой дуги для сварки швов. Американское общество сварщиков, 85 , 28–33.Google ученый
Субан, М., и Тусек, Дж. (2003). Методы определения устойчивости дуги. Журнал технологии обработки материалов, 143–144 , 430–437.
Артикул Google ученый
Судзуки, Р. (2012). Современное состояние управления процессом расплавленных капель и ванн при дуговой сварке в среде защитного газа. Welding International, 79 (6), 569–575.
Google ученый
Торбати, А.М., Миранда, Р.М., Квинтино, Л., Уильямс, С., и Япп, Д. (2011). Процедуры оптимизации для GMAW биметаллических труб. Журнал технологии обработки материалов, 211 (6), 1112–1116.
Артикул Google ученый
Уэяма Т.
, Тонг Х., Харада С., Пассмор Р. и Ушио М. (2005). Импульсный GMAW переменного тока улучшает соединение листового металла. Сварочный журнал, 84 (2), 40–46.Google ученый
Ван Г., Хуанг П. Г. и Чжан Ю. М. (2004). Численный анализ переноса металла при газовой дуговой сварке в условиях модифицированного импульсного тока. Metallurgical and Materials Transactions B, 35B , 857–866.
Артикул Google ученый
Ван Ю. и Цай Х.Л. (2001). Столкновение капель наполнителя и динамика сварочной ванны в процессе дуговой сварки металлическим электродом в среде защитного газа. Международный журнал тепло- и массообмена, 44 , 2067–2080.
МАТЕМАТИКА Статья Google ученый
Веман, К. (2003). Справочник по сварочным процессам . Кембридж: Woodhead Publishing Ltd.
Книга Google ученый
Сюй, Г.
и Ву, К. (2007). Численный анализ геометрии сварочной ванны при дуговой сварке металлическим электродом с шаровым переносом. Границы материаловедения в Китае, 1 (1), 24–29.Артикул Google ученый
Ян, CL, Го, N, Линь, SB, Фань, CL, и Чжан, YQ. (2009). Применение системы вращающейся дуги для горизонтальной сварки в узкий зазор. Наука и технология сварки и соединения, Институт материалов, полезных ископаемых и горного дела, 14 (2), 172–177.
Артикул Google ученый
Ссылка на скачивание
Информация о авторе
Авторы и принадлежность
Департамент машиностроения, Лаппинранский технологический университет (Lut), PL 20, Lappeenrant , Юкка Мартикайнен и Маркку Пиринен
Авторы
- Пол Ках
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Академия
- Хамидреза Латифи
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Raimo Suoranta
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Юкка Мартикайнен
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Маркку Пиринен
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
Автор, ответственный за корреспонденцию
Пол Ках.
Дополнительная информация
Конкурирующие интересы
Авторы заявляют об отсутствии конкурирующих интересов.
Вклад авторов
Основные авторы PK и HL подготовили документ, а другие авторы RS, JM, MP проверили и внесли существенные предложения по улучшению документа. Все авторы прочитали и одобрили окончательный вариант рукописи.
Права и разрешения
Открытый доступ Эта статья распространяется на условиях международной лицензии Creative Commons Attribution 4.0 (https://creativecommons.org/licenses/by/4.0), которая разрешает использование, копирование, адаптацию, распространение и воспроизведение на любом носителе или в любом формате, при условии, что вы укажете первоначальных авторов и источник, предоставите ссылку на лицензию Creative Commons и укажете, были ли внесены изменения.
Перепечатки и разрешения
Об этой статье
Различия между процессами сварки SMAW, GMAW и GTAW
Сварка — это один из быстрых и надежных методов соединения, который почти заменил другие постоянные процессы соединения. Его можно определить как один процесс соединения, с помощью которого два или более материалов могут быть соединены на постоянной основе с применением или без применения тепла, давления и наполнителя. Его можно широко использовать для соединения не только металлов, но и других типов материалов, включая пластмассы и керамику. Чтобы удовлетворить потребность в соединении широкого спектра материалов несколькими способами, существует большое количество сварочных процессов, которые можно в широком смысле классифицировать как сварку плавлением и сварку в твердом состоянии. Сварка плавлением — это сварка, при которой тепло применяется снаружи для расплавления поверхностей основного металла с образованием коалесценции. Тепло может применяться различными способами, такими как электрическая дуга, газовое пламя, резистивный нагрев, высокоэнергетический луч и т. д.
Соответственно, все процессы дуговой сварки, газовой сварки, контактной сварки и сварки с интенсивным энергетическим лучом подпадают под область сварки плавлением. При дуговой сварке электрическая дуга возникает между заостренным электродом и проводящим основным металлом. Эта дуга является основным источником тепла для плавления поверхностей обшивки и присадочного металла. Таких процессов существует довольно много — все они следуют одному и тому же основному принципу, но существенно различаются по процедурам, преимуществам, ограничениям и возможным областям применения. Дуговая сварка металлическим электродом в среде защитного газа (SMAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW) и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — это три таких процесса дуговой сварки, каждый из которых имеет определенные преимущества перед другими. Различия между процессами сварки SMAW, GMAW и GTAW обсуждаются ниже.
Плавящийся и неплавящийся электрод: Электрод является неотъемлемой частью любого процесса дуговой сварки для создания и поддержания электрической дуги. Такие электроды могут быть двух типов — плавящиеся и неплавящиеся. Плавящийся электрод плавится во время сварки из-за нагрева дуги и впоследствии откладывается на валике сварного шва, который в конечном итоге становится неотъемлемой частью соединения. В отличие от этого, неплавящийся электрод не плавится при сварке и остается целым. В конкретном процессе дуговой сварки используется только один тип. Что касается плавящегося и неплавящегося характера электрода, сравнение процессов сварки SMAW, GMAW и GTAW приведено ниже.
- SMAW—Расходуемый электрод.
- GMAW — расходуемый электрод.
- GTAW — неплавящийся электрод.
Применение присадочного металла: Присадочный металл необходим для заполнения корневого зазора. Когда корневой зазор значительно больше (> 2 мм) и/или края подготовлены, следует применить наполнитель. При использовании плавящегося электрода сам электрод плавится и откладывается на сварном шве. Таким образом, не требуется подача дополнительного наполнителя. Такой электрод ведет себя как наполнитель, и скорость подачи электрода можно контролировать, чтобы управлять скоростью осаждения наполнителя. Напротив, неплавящийся электрод не обеспечивает присадку на сварной шов. Таким образом, если требуется наполнитель, он должен поставляться отдельно.
- SMAW — дополнительный наполнитель не требуется. Электрод действует как наполнитель.
- GMAW — дополнительный наполнитель не требуется. Электрод действует как наполнитель.
- GTAW — электрод не является расходным материалом. Поэтому дополнительный наполнитель в виде стержня малого диаметра подается только тогда, когда это необходимо, постоянно подавая его под столб дуги.
Непрерывный характер электрода/наполнителя: Присадочный материал, либо в виде электрода, либо в виде отдельного электрода, непрерывно расплавляется и осаждается на сварном шве. Таким образом, его длина постепенно сокращается со временем сварки. Если длина этого наполнителя короткая, его необходимо часто заменять новым. Это снижает скорость производства и прерывает процесс. С другой стороны, длинный присадочный материал может непрерывно подаваться в зону сварки в течение более длительного времени без каких-либо перерывов. Такой способ продуктивен, но требует объемного хранения дорогостоящего наполнителя.
- SMAW — наполнитель-электрод представляет собой прямой стержень небольшого диаметра длиной 2–3 фута. При этом требуется частая смена и прерывание процесса.
- GMAW — наполнитель-электрод представляет собой проволоку малого диаметра, намотанную на проволочный жгут. В этом бассейне хранится достаточно длинный проволочный электрод, поэтому сварку можно вести непрерывно в течение более длительного времени без промежуточных остановок для смены электрода. Этот электрод непрерывно подается с помощью механизированных устройств.
- GTAW — электрод не является расходным материалом. Дополнительный наполнитель обычно поставляется в виде короткого стержня малого диаметра, что требует частых остановок для замены наполнителя. Однако сварку можно проводить непрерывно, если не используется присадочный материал.
Предпочтительный режим сварки: Дуговая сварка может выполняться в трех различных режимах. Как упоминалось ранее, наполнитель не требуется, когда корневая щель очень мала или базовый материал тонкий. Когда сварка осуществляется без применения присадочного материала, ее называют автогенным режимом. Однако, если применяется наполнитель и металлургический состав наполнителя аналогичен составу исходного компонента, то такой режим называют гомогенным. Если металлургический состав наполнителя существенно отличается от состава исходного компонента, его называют гетерогенным. Для разных режимов подходят разные процессы сварки.
- SMAW — Наполнитель присущ этому процессу из-за расходуемого электрода. Так что автогенный режим невозможен. Он подходит в основном для гомогенной сварки.
- GMAW — Подобно SMAW, этому процессу присущ наполнитель из-за расходуемого электрода. Так что автогенный режим невозможен. Подходит для гомогенной и гетерогенной сварки.
- GTAW — электрод не является расходным материалом. Таким образом, аутогенный режим возможен; фактически сварка TIG подходит только для этого режима. Однако его также можно применять для гомогенной и гетерогенной сварки, используя оптимальный набор параметров процесса.
Материал электрода: Материал электрода для каждого процесса дуговой сварки должен обладать несколькими основными характеристиками, такими как хорошая электропроводность, хорошая эмиссия электронов, желаемая температура плавления и т. д. Стоит отметить, что присадочный металл должен быть совместим с основным металлом, в противном случае они не перепутает должным образом ведущую дефектную сварку. Таким образом, в случае расходуемого электрода материал электрода следует выбирать на основе совместимости с основным металлом. При неплавящемся электроде присадочный материал следует выбирать исходя из совместимости с основным металлом, а электрод должен быть изготовлен из такого материала с высокой температурой плавления.
- SMAW — Электрод в основном изготовлен из черных металлов. Он имеет лишь несколько разновидностей с точки зрения материала электродов. Таким образом, он подходит только для однородного соединения компонентов из черных металлов.
- GMAW — на рынке представлен широкий выбор электродных материалов. Хотя большинство электродов состоят из железа, их металлургический состав можно варьировать для достижения желаемого результата.
- GTAW — этот электрод изготовлен только из вольфрама. Это не зависит от основного металла или присадочного металла, поскольку электрод не является расходуемым. Вольфрам имеет самую высокую температуру плавления (3422°C). Другими желательными свойствами также можно управлять, добавляя легирующие элементы в небольших количествах. Например, к вольфраму добавляют торий, оксид лантана, оксид церия, диоксид циркония и т. д. для улучшения различных характеристик сварки, таких как излучательная способность электронов, эрозия электрода и т. д.
Электрод с покрытием или без покрытия: Электрод может иметь покрытие для защиты от окисления или атмосферного загрязнения. Помимо защиты от окисления, покрытие также обеспечивает другие преимущества, такие как подача защитного газа, уменьшение разбрызгивания, стабилизация дуги, индуцирование химических элементов в валик сварного шва и т. д. Однако электрод с покрытием является дорогостоящим и подвержен повреждению со временем. В разных процессах используются разные типы покрытий, каждое из которых имеет желаемую функцию.
- SMAW — используется электрод с толстым покрытием из флюса. Помимо защиты электрода, этот флюс поставляет защитный газ.
- GMAW — на электроде отсутствует флюсовое покрытие. Однако для защиты материала электрода от окисления наносится тонкое покрытие из стабильного материала.
- GTAW — используется неизолированный вольфрамовый электрод. На электрод не наносится покрытие.
Подача защитного газа: Защитный газ подается при дуговой сварке для удаления кислорода из зоны сварки и создания оболочки из инертных газов вокруг сварного шва. Его основная функция заключается в защите горячего валика сварного шва от окисления. Такой защитный газ может подаваться непосредственно из газового баллона или опосредованно путем разрушения других химических элементов во время сварки.
- SMAW — флюсовое покрытие электрода распадается во время сварки с выделением защитного газа. Отдельно защитный газ не применяется.
- GMAW — Защитный газ (инертный или активный) подается из газового баллона.
- GTAW — инертный защитный газ подается из газового баллона.
Проблема разбрызгивания: Брызги – это мелкие капли расплавленного металла, образующиеся в результате рассеяния дуги и выходящие из зоны сварки. Это разбрызгивание вызывает потерю присадочного металла и, следовательно, неравномерную скорость осаждения присадочного материала, что иногда приводит к различным дефектам сварки, включая отрицательное армирование и неточность размеров. Он также портит внешний вид и требует шлифовки после сварки для его удаления.
- SMAW — дает чрезмерное разбрызгивание даже при оптимальном наборе параметров процесса.
- GMAW — также дает брызги; однако его можно уменьшить за счет использования оптимального набора параметров процесса.
- GTAW — практически не содержит брызг.
Ручная и автоматическая сварка: Дуговая сварка в среде защитного газа выполняется вручную, поэтому она также называется ручной дуговой сваркой металлическим электродом (MMAW). Газовая дуговая сварка металлом может быть легко автоматизирована, когда электродная проволока непрерывно подается с катушки с помощью механизированного устройства, а одновременно горелка перемещается другим автоматическим транспортным средством. Газовая вольфрамовая дуговая сварка обычно выполняется вручную; однако его также можно автоматизировать, особенно движение горелки. Автоматизированный процесс быстрее и продуктивнее; но ручной процесс более гибкий и практически не имеет ограничений по месту его применения.
Проблемы с производительностью и качеством: SMAW не обеспечивает соединения хорошего качества. При этом она осуществляется в основном для бытовых и общепроизводственных нужд. Частая смена электродов приводит к прерыванию процесса и, таким образом, не подходит для более длительной сварки. GMAW высокопроизводителен и может выполняться непрерывно в течение длительного времени. Его можно легко автоматизировать. Скорость его объемного осаждения также очень высока. Таким образом, он подходит для случаев, когда существует широкий зазор между корнями, кромки имеют U-образную или V-образную форму, требуется более длинное соединение или даже для облицовки. Хотя он менее подвержен дефектам, качество его соединения не очень хорошее. Брызги также ухудшают внешний вид сварного шва. С точки зрения качества, GTAW является лучшим среди трех. Это обеспечивает превосходное соединение с великолепным внешним видом. Он менее подвержен дефектам, но скорость наплавки или сварки сравнительно низкая.
В этой статье представлено научное сравнение дуговой сварки металлическим электродом в среде защитного газа (SMAW), дуговой сварки металлическим электродом в среде защитного газа (GMAW) и дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW). Автор также предлагает вам просмотреть следующие ссылки для лучшего понимания темы.
- Справочник по дуговой сварке металлическим газом, автор У. Х. Минник (2007 г., Goodheart Willcox).
- Basic TIG & MIG Welding (GTAW & GMAW) И. Х. Гриффина, Э. М. Родена и К. В. Бриггса (издание 3 rd , Delmar Cengage Learning).
- Дуговая сварка защитным металлом, автор WL Ballis (2011, Xulon Press).
Что такое дуговая сварка? –[Значение, определение и типы процессов]
Дуговая сварка была впервые обнаружена около 1800 года. За последние 200 лет она претерпела последовательные волны оптимизации и модернизации. По этой же причине некоторые отрасли промышленности зависят от дуговой сварки в своих процессах. Оглянитесь вокруг: от строительных площадок до автомобильных заводов, ангаров для самолетов, морских доков и вплоть до мастерских.
Что такое дуговая сварка? Дуговая сварка — это процесс сварки, в котором используется электрическая дуга для создания тепла для соединения металлов. Источник питания создает электрическую дугу между неплавящимся или расходуемым электродом и основным материалом, используя либо постоянный ток (DC), либо переменный ток (AC).
вот полное руководство со всем, что вам нужно знать!
Содержание
Для чего используется дуговая сварка?
Дуговая сварка использует электричество для создания сфокусированного выброса энергии, очень похожего на молнию. Вот как используется это мощное устройство.
Для плавления и соединения различных металлов
Эта электрическая дуга способна повышать температуру в точке приложения примерно до 6400 градусов.
Это намного превышает температуру плавления высокоуглеродистой стали, которая составляет около 2600-2800 градусов. Это также выше температуры плавления титана в 3000 градусов.
Для создания чистых сварных швов
Концентрированное тепло сразу же создает ванну расплавленного металла в заготовке. Это позволяет сварщику соединять две металлические детали вместе с дополнительным заполнением или без него.
Применение защиты из инертного газа или флюса вокруг этой металлической лужи гарантирует, что затвердевающий металл не будет содержать примесей.
Связанное чтение: 5 Типы сварных соединений и их использование – Полное руководство
Сохранение механических свойств свариваемых металлов атмосферы, заключается главным образом в их механических свойствах.
Воздух содержит много видов загрязнителей и окислителей. Как только они достигают сварного шва, он становится хрупким и подвержен коррозии.
Быстрое выполнение работы с хорошим качеством
Таким образом, дуговая сварка позволяет выполнять сварные швы, сохраняющие первоначальную прочность заготовки. Квалифицированный сварщик также выберет правильный метод дуговой сварки. Благодаря этому работа выполняется быстро, с первоклассной отделкой.
Пример работы со сварочными аппаратами TIG. Эти устройства предлагают самые аккуратные швы из всех, при условии, конечно, что сварщик обладает должным уровнем ловкости и навыков ручного труда.
Сварка ВИГ занимает немного больше времени, чем сварка МИГ, но даже при высокой точности сварки МИГ сварка ВИГ по-прежнему способна сохранить хороший внешний вид заготовки.
Связанное чтение: В чем разница между сваркой TIG и MIG?
Для различных рабочих требований
Различные методы сварки дают сварщикам различные преимущества. Например, сварка стержнем отлично подходит для работы на стройплощадке.
MIG отлично подходит для сложных работ, например, для ремонта автомобилей. А TIG — это мастер на все руки, который может работать с несколькими видами металлов.
Параметры мощности на аппарате для дуговой сварки могут быть низкими, средними, или вы можете получить аппарат с очень высокой выходной мощностью.
Все зависит от того, чем вы занимаетесь. В некоторых мастерских имеется более одного сварочного аппарата для покрытия всех оснований.
Для поддержки различных отраслей промышленности
Дуговая сварка универсальна, агрессивна при необходимости и выполняет свою работу. Это нормально видеть на строительных площадках, широко используемых в механических работах, при ремонте автомобилей и даже в мегапроектах. Он также обычно используется на верфях и в авиационных работах.
Быть таким могущественным; является самым большим преимуществом дуговой сварки, но также и ее основным недостатком.
Тонкие листовые металлы плохо поддаются дуговой сварке. С ними все еще можно справиться, особенно при сварке MIG.
Но требуется немного больше навыков, чтобы работать с калиброванной сталью, не деформируя и не пробивая ее.
Какие бывают виды дуговой сварки?
Дуговая сварка использует один принцип, который заключается в использовании электричества для создания значительного количества тепла , что позволяет плавить прочные металлы.
Исходя из этого основного принципа, инженеры и сварщики разработали несколько производных технологий. Каждый из них решает вопрос сварки.
Метод дуговой сварки, используемый в помещении, обязательно отличается от метода, используемого на открытом воздухе. И то, что хорошо подходит для точной работы, может оказаться не лучшим решением для тяжелых производственных работ.
Также имеет значение расположение шва, тип металла и толщина заготовки.
Различные методы дуговой сварки можно разделить на категории в соответствии с электродами, используемыми в процессе.
Грубо говоря, есть методы с плавящимся электродом, такие как палочка и MIG. И есть методы с неплавящимся электродом, такие как TIG.
Типы дуговой сварки могут иметь еще один параметр для классификации, а именно тип подачи расходуемой проволоки. В этом отношении есть ручной, полуавтоматический и автоматический.
Ниже приведены основные типы дуговой сварки:
Ручная сварка
Также называется дуговой сваркой в среде защитного газа (SMAW), ручной дуговой сваркой в среде защитного газа (MMAW) или дуговой сваркой в среде защитного флюса.
Метод сварки электродом является одним из старейших видов сварки. Вот почему он кажется простым и в некотором роде сырым.
Основной материал соединяется со сварочным аппаратом, так что он становится частью цепи. Электрод палки является другим полюсом.
Зажигание дуги происходит не сразу, на самом деле это требует некоторой практики и движения, имитирующего зажигание спички.
После того, как дуга установлена, электрод необходимо перемещать равномерно вперед и в стороны. Основной металл плавится под действием тепла, а электрод поставляет необходимый наполнитель.
Состав электрода часто выбирается в зависимости от основного материала . Он должен быть совместим и обеспечивать наилучшее соответствие с ним. Это гарантирует, что соединение сохранит первоначальные свойства основного металла.
Защита сварного шва обеспечивается экраном электрода. По мере плавления пар образует защитное облако вокруг металлической лужи. Он также образует слой шлака поверх затвердевающего металла для дополнительной изоляции его от примесей, содержащихся в окружающем воздухе.
Связанное чтение : Вы толкаете или тянете при сварке электродом? Какой правильный?
Ручная сварка проста и проста в освоении. Он также обеспечивает большую гибкость, поскольку не требует подключения газа и воздуха . Вот почему это довольно распространено на строительных площадках.
Часто используется для черных металлов, что имеет некоторые ограничения. Однако недавние модификации сварочных аппаратов и электродов позволили использовать электродуговую сварку для алюминия, никеля, чугуна и меди.
С другой стороны, это немного грубо и грязно. Он также оставляет слой шлака, который необходимо сколоть и счистить щеткой после завершения работы.
В целом, электродуговая сварка является важной техникой, которой должен овладеть любой достойный сварщик. На самом деле, когда люди говорят о «дуговой сварке», они часто имеют в виду «сварку электродом».
Сварка металла в среде инертного газа (MIG)
Формально называемая дуговой сваркой металлом в газе (GMAW), это довольно элегантная форма сварки электродом. У него более эргономичная рукоятка, которая автоматически подает проволоку, выступающую в роли присадочного электрода.
Инертный газ обтекает проволоку/электрод, чтобы обеспечить необходимую защиту сварного соединения. Сварка часто выполняется быстро, аккуратно и точно.
Сварка МИГ изначально была разработана для сварки алюминия и других цветных металлов, но простота использования вскоре расширила область применения стали.
MIG не нуждается в настройках электропитания. Он часто работает с постоянным напряжением постоянного тока. Но он также хорошо работает с постоянным током постоянного и даже переменного тока.
Установка сварки MIG явно намного сложнее, чем палка. Кроме того, его нельзя использовать на улице или в сквозняках.
Это ограничивает использование MIG мастерской. Он портативный в этом пространстве, поэтому, если вам довелось заниматься ремонтом и ремонтом автомобилей, сварочный аппарат MIG идеально подойдет для этой работы.
Flux Core
Настоящее название которой – дуговая сварка с флюсовой проволокой (FCAW). По сути, это корректировка аппарата MIG, позволяющая использовать его на открытом воздухе.
Основная разница заключается в используемом проводе. Добавление флюса устраняет необходимость подключения инертного газа к сварочному аппарату.
Это позволяет сварщикам использовать сварочный аппарат с флюсовой сердцевиной на открытом воздухе так же, как и палку, но с ловкостью, предлагаемой MIG.
Flux core также можно использовать с установкой защиты от инертного газа, что обеспечит двойную защиту. Это не обязательно, и ради портативности его часто используют без него. Сварка флюсовой проволокой выполняется быстро и легко, поэтому неудивительно, что ее можно увидеть повсюду на строительных площадках.
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), это другой метод сварки, в котором используется неплавящийся электрод. Остальная часть установки включает электрод наполнителя и источник инертного газа.
Сварщики, обученные сварке MIG или Stick, поначалу могут счесть сварку TIG немного запутанной. Это понятно, так как при сварке TIG обе руки перемещаются вокруг основного металла.
Плавление металла одной рукой и перемещение присадочного электрода другой.
Через некоторое время у большинства сварщиков вырабатывается собственный стиль использования этих многочисленных инструментов. Усилия, затраченные на обучение сварке TIG, вознаграждаются способностью выполнять высококачественные сварные швы.
Эти швы редко нуждаются в дополнительной обработке или сокрытии с глаз долой. Они действительно хорошо выглядят.
Аппарат для сварки TIG универсален и хорошо работает с широким спектром металлов. Он хорошо справляется с тонкими металлами, поэтому его часто используют в бытовых предметах, таких как велосипеды.
Прочность соединений и хорошее качество отделки добавили к особенностям сварки TIG авиационные и морские работы.
Дуговая сварка под флюсом (SAW)
Дуговая сварка под флюсом не относится к подводной сварке, несмотря на термин «под флюсом». На самом деле то, что погружено в воду, — это металлическая основа. Она полностью покрыта гранулированным флюсом. Теперь вы можете задаться вопросом, как сварщик может добраться до заготовки? В этом сценарии нет сварщика.
Это промышленный метод сварки. Он полностью автоматизирован, а дуга расположена так, что достигает уровня флюсового покрытия. Защита от атмосферных загрязнений впечатляет. А образующийся шлаковый слой вскоре отрывается сам по себе.
Дуговая сварка под флюсом выполняется быстро, точно и с минимальным выделением дыма. Он часто используется для больших деталей в процессах, где требуется высокая производительность.
Плазменно-дуговая сварка (PAW)
Этот метод является производным от сварки TIG. Основными недостатками TIG являются его медленное развитие и ограниченное использование тонких металлических листов. Плазменная дуговая сварка использует плазменный газ для создания гораздо более сфокусированной дуги.
Это позволяет использовать PAW на более толстых металлических деталях, а также автоматизировать процесс. Это естественным образом увеличивает скорость сварки, сохраняя при этом высокое качество отделки.
Plasma еще больше расширяет возможности применения и предлагает дополнительные возможности резки стальных листов. Резы часто получаются аккуратными и точными, поэтому существуют автономные машины плазменной резки.
Плазменная дуговая сварка различных металлов, таких как алюминий, титан, медь и сталь. Это близко к диапазону полезности TIG, но он не может работать с магнием.
Часто используется для обработки нержавеющей стали, которую можно автоматизировать.
Дуговая сварка шпилек (ASW)
Дуговая сварка шпилек — это процесс, обеспечивающий прочное крепление двух металлических деталей без необходимости сверления отверстий.
Это также промышленный процесс, обеспечивающий высокую производительность, а также соединения, которые нельзя ослабить или разъединить в одно мгновение.
Электрошлаковая сварка (ESW)
Электрошлаковая сварка — это еще один автоматизированный сварочный процесс, очень похожий на дуговую сварку под флюсом. Он используется для выполнения симметричного сварного шва с заполнением зазора за один проход.
Установка немного сложна, как и принцип ее работы. Однако это забота инженеров-технологов, а этим людям нравится решать задачи!
Как работает дуговой сварщик?
Аппарат для дуговой сварки — это прежде всего источник питания с парой кабелей. Мощность, выходящая из сварочного аппарата, направляется на два полюса кабелей. Одна сторона соединяется с заготовкой, а другая с электродом.
Когда цепь замыкается, в результате столкновения электрических полюсов возникает электрическая дуга. Электрод переносит тепло, выделяемое дугой, в одну точку на заготовке.
Так расплавляются металлы и наполнитель, а затем создается сварной шов.
Сварочные аппараты имеют несколько настроек и несколько насадок для оптимизации их использования. Некоторые из них предназначены для обеспечения одного типа сварки, например, сварочный аппарат MIG.
Другие, более универсальные и обеспечивают более одного режима работы. Некоторые доходят до работы многопроцессорными сварщиками.
Основной настройкой сварочного аппарата является его мощность. Потребляемая мощность сварочного аппарата первоначально подразделяется на постоянный и переменный ток. Каждый из них имеет свои области применения и области применения.
Напряжение сварочного аппарата определяет длину дуги, а ток регулирует количество выделяемого тепла. Большинство машин способны обеспечить постоянный ток или постоянное напряжение.
Полярность электродов является одной из наиболее важных настроек сварочных аппаратов постоянного тока. Анод, который является положительным электродом, сохраняет большую часть тепла. Это хорошо, когда требуется глубокий сварной шов или когда заготовка не может выдержать чрезмерный нагрев.
Изменение полярности смещает направление тепла к заготовке и позволяет выполнять неглубокие сварные швы и более деликатные работы.
Еще одним важным параметром является рабочий цикл. Эта цифра часто дается в процентах, и она диктует, как долго может работать сварщик, прежде чем потребуется пять.
Например, рабочий цикл 60% говорит о том, что сварщик может работать шесть минут, а затем остановить машину на четыре минуты.
Как работает дуговая сварка >> Посмотрите видео ниже:
Дуговая сварка прочнее, чем MIG?
Прежде чем указать, что MIG на самом деле является формой дуговой сварки, вы можете вспомнить, что я упоминал ранее, что сварку электродом часто называют «дуговой сваркой». Таким образом, это сравнение мышечной силы сварки MIG и дуговой сварки.
Соревнование почти завершено еще до того, как мы начнем. MIG был получен из сварки стержнем для обработки более тонких материалов. У него нет такого глубокого проникновения или обильного нанесения наполнителя, как у сварки электродом.
С точки зрения прочности, довольно ясно, что вам нужно выбрать для сварки большого куска. Однако все так же черно-бело. Целесообразно также учитывать и другие параметры.
Сварка небольших деталей не требует чрезмерной сварочной мощности, поэтому сварочный аппарат MIG и сварочный аппарат Stick будут иметь стяжку. Кроме того, по точности и скорости МИГ легко выигрывает.
Связанное чтение: 8 самых прочных типов сварки, которые вы должны знать
Преимущества и недостатки дуговой сварки
Дуговая сварка существует уже около 200 лет. Он нашел широкое применение в строительстве, судостроении и авиастроении. В последнее время дуговая сварка нашла применение в небольших отраслях промышленности.
Даже любители и домовладельцы в настоящее время могут использовать дуговой сварщик.
Вся эта обширная история демонстрирует важность дуговой сварки в различных условиях. Вот некоторые из причин, по которым он широко используется, а также несколько недостатков, связанных с таким использованием.
Преимущества дуговой сварки
- Эффективная сварка различных черных и цветных металлов
- Быстрая сварка больших объемов работ
- Возможность выполнения точных сварных швов при необходимости
- Сварка в помещении или на месте
- Сварочные аппараты доступны по разным ценам
- Соединение сохраняет основные свойства свариваемых материалов
- Экранирование сохраняет сварной шов чистым и свободным от коррозионных агентов
- Может сваривать два несовместимых металла
- Возможность сварки под водой или очень большие трубы
Трудно поверить, что после всех этих преимуществ дуговая сварка может иметь какие-то недостатки. Но вот мы, нет ничего идеального, ребята!
Недостатки дуговой сварки
- Дуговая сварка мощная, поэтому она плохо подходит для сварки тонколистового металла
- По сравнению с другими видами сварки требуется много ресурсов
- Сварщикам необходимо обширное обучение для хорошей работы
- Машины немного сложны и требуют навыков для работы
- Базовая установка цеха дуговой сварки может быть дорогостоящей
4 Как начать и развивать сварочный бизнес за 11 шагов
Легко ли дуговая сварка для начинающих?
Дуговая сварка включает в себя изучение четырех основных методов сварки, понимание того, как работает сварочный аппарат, и знание того, как лучше всего использовать каждый тип дуговой сварки.
Кроме того, необходимо изучить все меры безопасности при работе в цехе дуговой сварки.
Это место, где металлы перегреваются, везде высоковольтное оборудование, есть опасность взрыва, а факелы буквально растворяют железо!
Это, безусловно, выглядит как большой кусок, и это может показаться сложным для начинающих. Однако по своему опыту я знаю, что новички без особых проблем разбираются в различных технических тонкостях.
Многие сварщики разрабатывают свои собственные методы сварки вскоре после того, как изучают основы . Это показывает, как быстро они приобретают необходимые навыки, а также то, что рядом с этими машинами легко чувствовать себя достаточно уверенно.
Первые неприглядные валики и несколько несчастных случаев с вольфрамовой иглой могут обескуражить некоторых сварщиков. Но при настойчивости и усердии большинство этих ошибок новичков становятся пищей для мастерства.
Также настоятельно рекомендуется изучить дуговую сварку у профессионалов. Онлайн-видео потрясающие и очень информативные. Но ничто не заменит прямое наставничество, когда речь идет об дуговой сварке.
Связанные материалы: 11 Распространенные дефекты сварки и способы их предотвращения
Заключение
С аппаратами для дуговой сварки работают как профессиональные, так и начинающие сварщики.