Ручные клещи контактной сварки
| Модель | Толщ. лист/пруток.,мм | Кол-во т/час | Привод | Охлаждение | Напряжение,В | Масса,кг | Вылет плеч,мм |
| Tecna 7900 | 2+2 / 6+6 | 60 | ручной | воздушное | 220/1 или 380/2 | 11 | 125/250/350/500 |
| Tecna 7902 | 2,5+2,5 / 8+8 | 70 | ручной | воздушное | 220/1 или 380/2 | 12 | 125/250/350/500 |
| Tecna 7903 | 2+2 / 6+6 | 500 | ручной | водяное | 220/1 или 380/2 | 14 | 150/250/350/500 |
| Tecna 7911 | 2,5+2,5 / 8+8 | 70 | пневмо | воздушное | 220/1 или 380/2 | 14 | 125/250/350/500 |
| Tecna 7915 | 2+2 / 6+6 | 700 | пневмо | водяное | 220/1 или 380/2 | 15 | 150/250/350/500 |
Контактная точечная сварка – это вид соединения металлических элементов, предполагающий, что между двумя свариваемыми листами подается электрический ток большой силы.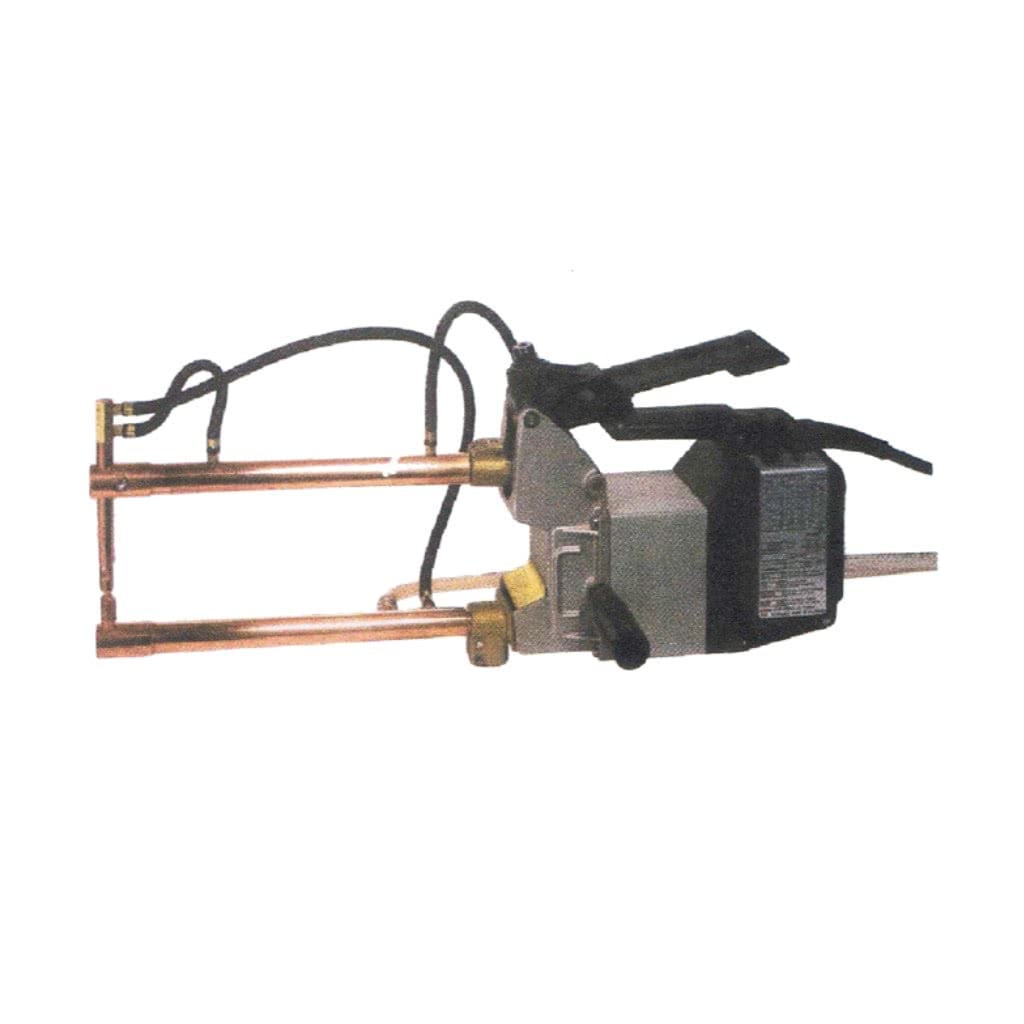 При этом подача тока осуществляется в определенной точке, что и дало название методу. Он применяется в самых разных отраслях машиностроения и автомобилестроения, что потребовало создания специального оборудования. Наиболее распространенным его видом является инструмент, известный как подвесные или ручные клещи для контактной сварки, разновидностью которого являются пистолеты, скобы, и другие приспособления.
При этом подача тока осуществляется в определенной точке, что и дало название методу. Он применяется в самых разных отраслях машиностроения и автомобилестроения, что потребовало создания специального оборудования. Наиболее распространенным его видом является инструмент, известный как подвесные или ручные клещи для контактной сварки, разновидностью которого являются пистолеты, скобы, и другие приспособления.
Ручные сварочные клещи: особенности конструкции и виды.
Так как методом точечной сварки часто соединяются крупногабаритные элементы, одним из требований к применяемому оборудованию являются мобильность. Однако это входит в противоречие с другим требованием: необходимость создания силы тока в пределах нескольких тысяч А. Эта задача была решена использованием гибких приводов, с помощью которых рабочая часть ручных сварочных клещей соединяется с габаритной частью оборудования – трансформатором. Таким образом, необходимость в перемещении трансформатора при проведении сварочных работ отсутствует.
В зависимости от габаритов и особенностей применения различают два основных вида сварочных клещей:
• подвесные. Применяются в основном для выполнения промышленных сварочных работ, а также для кузовного автомобильного ремонта.
Преимущества контактной сварки.
Применение ручных сварочных клещей позволяет в полной мере воспользоваться всеми достоинствами, которыми обладает контактная сварка:
• простота, отсутствие необходимости в применении высококвалифицированного труда;
• возможность работы с тонкими листовыми материалами;
• швы, получаемые в результате сварки, отличаются высокой прочностью;
• экономичность – для этого вида работ не требуется использования электродной проволоки, а степень износа электродов очень низкая;
• металлы, обрабатываемые таким образом, полностью сохраняют свои свойства, как и покрытие, которое наносится на их поверхность;
• в процессе сварки отсутствует выделение вредных газов, а также значительно снижается риск пожара;
Все эти и ряд других преимуществ обусловили широкое распространение ручных клещей для контактной сварки в автомастерских, на машиностроительных производствах и при изготовлении различных видов изделий, в том числе мебели и электрооборудования. Приобретая клещи от надежного производителя, потребитель может быть уверен в их надежности и удобстве эксплуатации.
Подобное оборудование отличает небольшой вес, практичность, широкая функциональность, позволяющая использовать клещи для проведения сложных видов работ. И при этом операции с их применением могут выполнять не только квалифицированные сварщики. Приобретение этого вида сварочного оборудования, безусловно, можно считать хорошим вложением средств, которое окупится уже в самом скором будущем.
| Напряжение сети:
? Напряжение питающей сети 220 В/380 В. |
220/380 В |
Тип охлаждения:
? Тип охлаждения. Сегодня представлены сварочные аппараты с водяным, воздушным, а также комбинированным охлаждением. К примеру, силовой блок сварочного аппарата охлаждается при помощи вентилятора, а сама горелка при помощи водяного охлаждения. При помощи воздушного охлаждения температура внутренних элементов инвертора всегда будет под контролем, а пропускаемый через изолированный канал охлаждения воздух позволяет избежать попадания абразивной пыли или частиц грязи. Циркуляционное водяное охлаждение сварочной горелки позволяет работать без перерывов при ПН=100 % с высокомощными инверторами TIG или MIG/MAG сварки, в которых рабочий диапазон тока достигает 300-600 А. Циркуляционное водяное охлаждение сварочной горелки позволяет работать без перерывов при ПН=100 % с высокомощными инверторами TIG или MIG/MAG сварки, в которых рабочий диапазон тока достигает 300-600 А.
|
Воздушное |
| Потребляемая мощность:
? |
2 кВА |
| Артикул: | TECNA_7900/220 |
| Вес:
? Вес (кг). Вес сварочного аппарата часто определяет работы, которые с его помощью можно выполнять. |
11 кг. |
| Толщина свариваемых листов: | 4 мм |
| Класс изоляции:
? Класс изоляции. Данный параметр характеризует максимальный предел стойкости материалов при нагреве внутри сварочного аппарата. Всего представлено 7 классов изоляции. Минимальный Y – 90 °С (изоляция из хлопка, целлюлозы, шелка), максимальный С – более 180 °С (изоляция из кварца, стекла, керамики их комбинаций). |
F |
| Вылет плеч: | 125-500 мм |
| Привод: | Ручной |
| Тип точечной сварки: | Ручные клещи |
| Количество точек в час: | 60 |
| Используемый пруток, мм: | 6+6 мм |
 Параметр, который говорит о том, к какой питающей сети можно подключить оборудование — однофазной на 220 В или 3-х фазной на 380 В. Как правило, сварочные модели на 220 В более универсальны, их можно использовать в любом помещении, где есть электричество. Однако, сварочные устройства на 380 В способны выдерживать более длительные и мощные нагрузки и меньше зависят от качества электросети
Параметр, который говорит о том, к какой питающей сети можно подключить оборудование — однофазной на 220 В или 3-х фазной на 380 В. Как правило, сварочные модели на 220 В более универсальны, их можно использовать в любом помещении, где есть электричество. Однако, сварочные устройства на 380 В способны выдерживать более длительные и мощные нагрузки и меньше зависят от качества электросети
 Если легкие аппараты можно переносить с места на место (некоторые из них оснащены ремнями для ношения на плече), то более тяжелые модели требуют стационарного расположения. При этом некоторые модели тяжелых аппаратов оснащаются колесами для более удобной транспортировки и пультами дистанционного регулирования сварочных параметров.
Если легкие аппараты можно переносить с места на место (некоторые из них оснащены ремнями для ношения на плече), то более тяжелые модели требуют стационарного расположения. При этом некоторые модели тяжелых аппаратов оснащаются колесами для более удобной транспортировки и пультами дистанционного регулирования сварочных параметров.
выбор сварочных клещей для контактной сварки, сварные ручные клещи из дерева и другие модели
Клещи для точечной сварки предназначены преимущественно для промышленного использования — ручные варианты из дерева и другие модели выступают в роли зажимов при соединении листового металла, востребованы на СТО и в металлоремонтных мастерских. Они позволяют производить манипуляции с заготовками путем местного, локального нагрева с 2 сторон. О том, как осуществляется выбор сварочных клещей для контактной сварки, о видах и особенностях этих инструментов стоит поговорить более подробно.
Они позволяют производить манипуляции с заготовками путем местного, локального нагрева с 2 сторон. О том, как осуществляется выбор сварочных клещей для контактной сварки, о видах и особенностях этих инструментов стоит поговорить более подробно.
Особенности
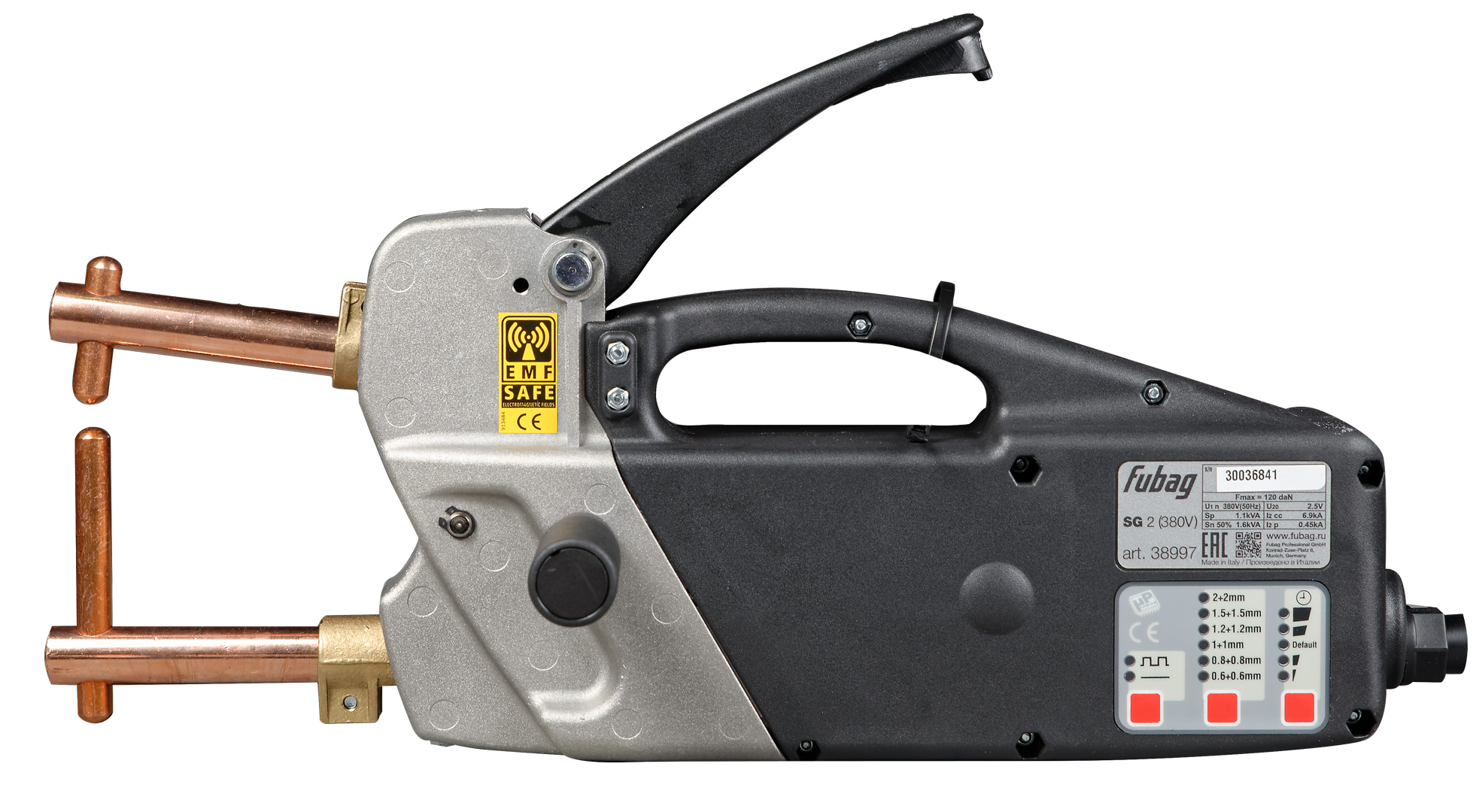
Клещи для точечной сварки представляют собой специальный инструмент, объединяющие силу сжатия и воздействие электрическим током для соединения металлических деталей. Внешне они напоминают традиционные плоскогубцы, но с электродами в области зажимных пластин. К изолированным ручкам прибора подведены провода, по которым пускают ток.
Сварочные клещи для контактной работы имеют проводниковые элементы, изготовленные из кабеля большого сечения, в рабочий комплект также входит пусковое устройство и поворотный рычаг, отвечающий за работу зажимного механизма.
Обычно для питания таких клещей применяют промышленные источники тока с напряжением 380 В, чаще всего трансформаторы с обычной или усиленной обмоткой. Используемые электроды изготавливают из сплавов на медной основе, легированных кадмием, хромом, кобальтом. Такая основа обеспечивает изделию необходимую прочность, высокую термостойкость и оптимальную для точечной сварки электропроводность.
Используемые электроды изготавливают из сплавов на медной основе, легированных кадмием, хромом, кобальтом. Такая основа обеспечивает изделию необходимую прочность, высокую термостойкость и оптимальную для точечной сварки электропроводность.
Процесс работы с таким инструментом выглядит максимально простым. На электроды подается ток. Одновременно с этим происходит сжатие рукояток устройства — оно может быть механическим, пневматическим. При работе без дополнительных приспособлений рычаг, при помощи которого осуществляется нажим, делают максимально длинным.
Клещи ручного типа должны оснащаться таймером, системой охлаждения, регуляторами сварочного тока. Благодаря такому оснащению можно обеспечить соединение не только плоских листов, но и тонких прутков, деталей из нержавеющей стали. У этого инструмента есть ограничение по продолжительности включения, определяющее длительность непрерывной эксплуатации.
Современные подвесные клещи оснащаются электропневматическим клапаном. Он управляет рабочим ходом, имеет встроенный трансформатор. Такие устройства могут работать с высокой продуктивностью, удаленно от блока управления.
Обзор видов
Для клещей, используемых при контактной сварке, разработана специальная классификация. Изделия могут различаться по материалу изготовления, типу крепления, виду используемого привода, способу охлаждения. Выделяют следующие категории сварных щипцов.
По типу используемого охлаждения
От того, как именно охлаждается инструмент, зависит производительность работы устройства. Для слаботочной сварки подходит воздушный тип. Он дает возможность прибору остывать в естественной среде. Производительность оборудования с воздушным охлаждением — самая низкая, не более 60 точек в течение 1 часа. Водяное охлаждение применяется при использовании высокого напряжения. Интенсивность нагрева в этом случае требует адекватного остывания металла. Производительность оборудования с водяным охлаждением достигает 700 точек в час.
Производительность оборудования с воздушным охлаждением — самая низкая, не более 60 точек в течение 1 часа. Водяное охлаждение применяется при использовании высокого напряжения. Интенсивность нагрева в этом случае требует адекватного остывания металла. Производительность оборудования с водяным охлаждением достигает 700 точек в час.
По разновидности привода
Выделяют следующие основные категории.
- Ручные. Подходят для работы с нержавеющей сталью, окисленным металлом, черной жестью, окрашенными поверхностями. Они могут снабжаться регуляторами сварочного тока для выбора желаемой интенсивности воздействия.
- Механизированные. Они работают после нажатия кнопки или педали.
 Сила сжатия постоянная, обычно не регулируется.
Сила сжатия постоянная, обычно не регулируется. - Автоматические. В них происходит сжатие деталей до определенной степени. Как только будет достигнута заданная точка, кнопка регулировки остановит процесс. Ток включается специальными реле.
 Сила сжатия постоянная, обычно не регулируется.
Сила сжатия постоянная, обычно не регулируется.Наличие электропривода или гидропривода заметно упрощают процесс работы с клещами. Сварщику нужно прилагать минимальные физические усилия. Такие компоненты обычно используются в самых тяжелых устройствах.
По материалу изготовления
Самодельные клещи точечной сварки иногда снабжают рукоятками из дерева. Важно, чтобы их поверхность имела дополнительное изолирующее покрытие. Также можно применять различные сплавы. В промышленном варианте у них металлическая основа с изоляцией из резины или других материалов с низкой электропроводностью.
По способу крепления
Ручные клещи, используемые при контактной сварке, имеют компактные размеры, внешний блок питания, соединенный со щипцами для электродов.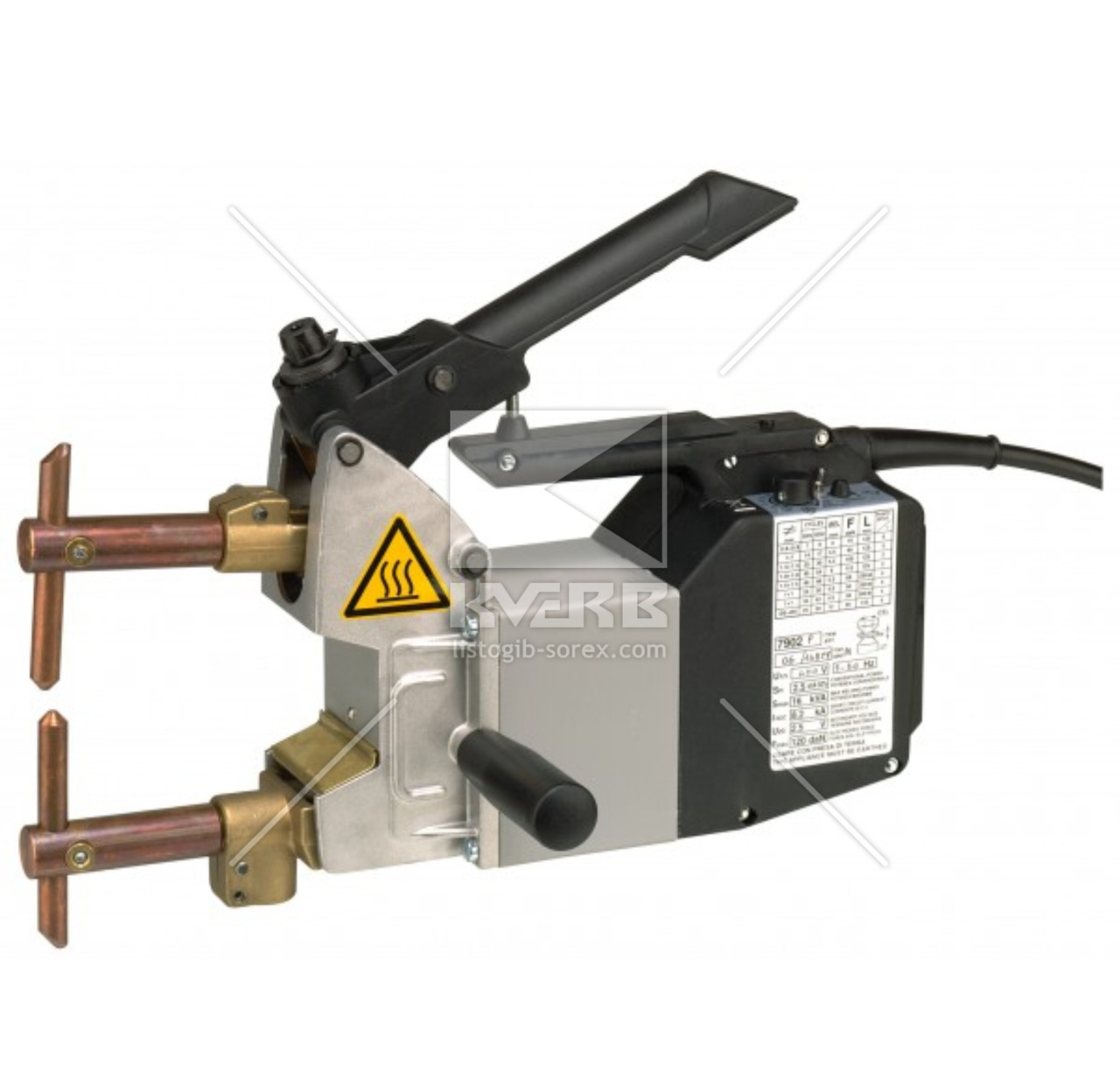 Весят изделия не более 10-12 кг, что позволяет оператору без труда удерживать их на весу в процессе работы. Такие варианты подходят для сварки деталей в труднодоступных местах.
Весят изделия не более 10-12 кг, что позволяет оператору без труда удерживать их на весу в процессе работы. Такие варианты подходят для сварки деталей в труднодоступных местах.
В ручных клещах обязательно используется рычаг, отвечающий за регулировку раскрытия держателей.
Подвесные клещи гораздо более массивные, их крепят при помощи специальных кронштейнов, оставляя область с электродами на весу. При работе с ними сварщик держит детали в руках, получая свободу действий при выполнении манипуляций. Подвесные модели более высокопроизводительные, могут выполнять значительное количество точек в течение короткого периода времени.
Конструкция ручных клещей позволяет использовать их и в подвесном формате. Нижняя ручка в этом случае заклинивается, верхняя сохраняет подвижность.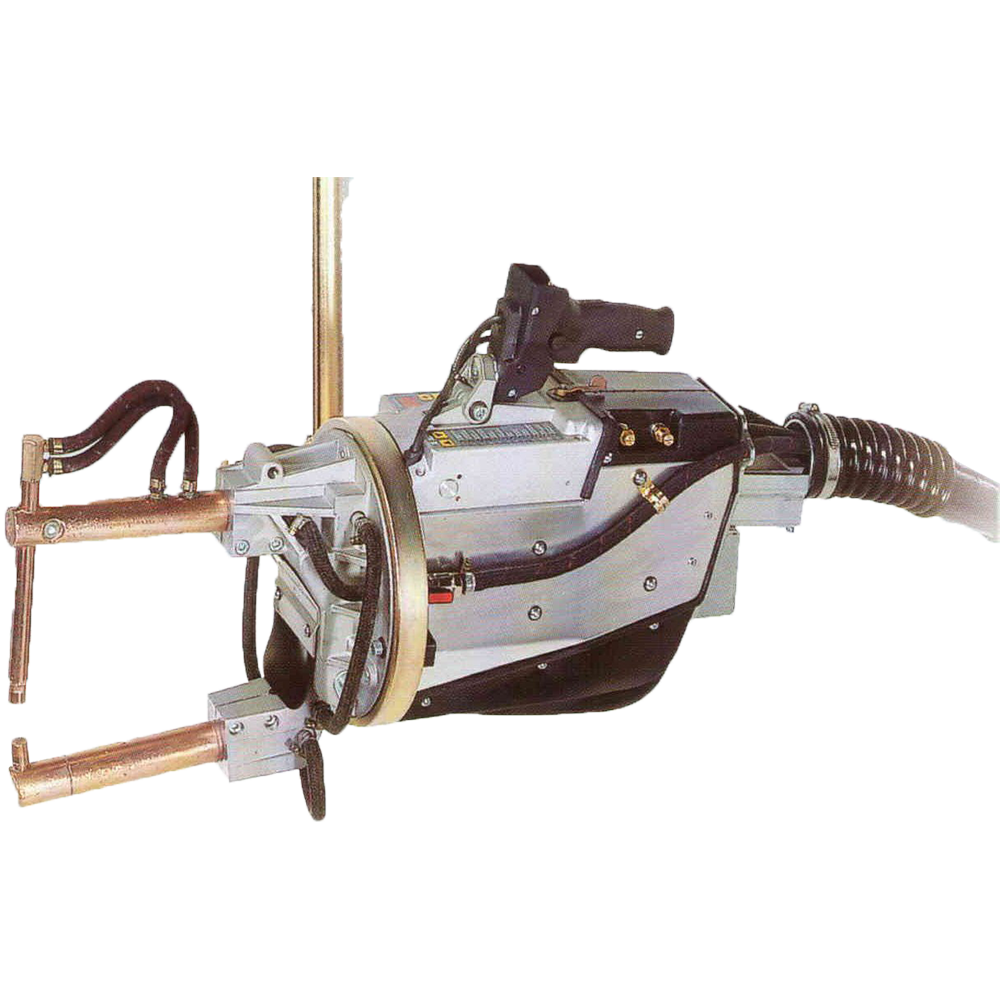 Сварщик может освободить руки, обеспечивая себе больший комфорт в процессе работы.
Сварщик может освободить руки, обеспечивая себе больший комфорт в процессе работы.
Советы по выбору
При подборе подходящих клещей для точечной сварки очень важно обращать внимание на то, какими именно рабочими характеристиками обладает оборудование. Среди важных параметров отметим такие.
- Рабочее сетевое напряжение. Оно может составлять 220 или 380 Вольт, соответственно, подключение будет осуществляться от бытовой или промышленной сети.
- Значение тока. От этого показателя зависит, какой будет максимальная толщина соединяемых листов. Например, для железа в 1 мм этот показатель должен достигать 3800 А.
- Расстояние вылета электродов. Она зависит от длины кронштейнов. Чем она больше, тем удаленнее от края будет располагаться точка сварки.
- Тип используемого для крепления электродов зажима. Он может быть резьбовым или клеммовым. Первый вариант надежнее.
- Вес агрегата. Для подвесных моделей он превышает 100 кг, ручные имеют меньший вес.
- Энергопотребление. Самые мощные модели могут требовать специальных условий для подключения к сети питания.
- Рекомендованную толщину заготовки. Она указывается в инструкции к оборудованию, в некоторых случаях точечная сварка используется даже при соединении прутков.
- Наличие встроенных защитных механизмов. Они позволят избежать резких скачков напряжения и выхода аппарата из строя.
 Он может быть резьбовым или клеммовым. Первый вариант надежнее.
Он может быть резьбовым или клеммовым. Первый вариант надежнее.При подборе клещей для точечной сварки нужно учитывать и толщину соединяемых металлических заготовок. Для тонких лучшим выбором станут ручные виды инструмента, для толстых листов стоит приобрести механизированное оборудование, иначе силы сжатия не хватит для соединения.
В следующем видео вы можете посмотреть на аппарат контактной точечной сварки FoxWeld KTP-8.
| ABICOR BINZEL
Приводные ролики также обычно двусторонние. Это означает, что у вас есть боковая канавка для проволоки 0,035 или боковая канавка для проволоки 0,045. Иногда для получения надлежащего приводного ролика для проволоки необходимо перевернуть этот приводной ролик, чтобы убедиться, что у вас есть правильный приводной ролик или правильная настройка приводного ролика для этой проволоки.
Если у вас разные проволоки, для некоторых требуется V-образный паз или зубчатые ролики с накаткой. В сварочных горелках push-pull можно использовать комбинации приводных роликов для обеспечения правильной подачи проволоки.
Узнайте у производителя проволоки или устройства подачи, какие приводные ролики указаны для этого типа проволоки. У производителя вашего сварочного пистолета также есть рекомендации, особенно если вы используете специальные горелки, такие как двухтактные.
Натяжение приводного роликаТакже важно обеспечить правильное натяжение приводного ролика. Я был свидетелем нескольких случаев, когда натяжение приводного ролика было настолько сильным, что изменял размер проволоки, заставляя проволоку сматываться с катушки или барабана в другой форме.
Если натяжение приводного ролика слишком сильное, проволока может быть заменена на проволоку квадратного или овального сечения, что вызовет проблемы с подачей лайнера до кончика, преждевременный износ нескольких компонентов, но особенно риск повреждения к лайнеру.
Попытка протянуть согнутый провод через круглое отверстие контактного наконечника требует больших затрат времени и ресурсов.
Все на горелке MIG имеет точки подключения.Проволочный лайнер ничем не отличается.
Соединение горловины должно быть хорошим и плотным, если вы используете переходники или вкладыши горловины в сварочных горелках.
У большинства горелок MIG есть возможность снять, заменить или повернуть шейку горелки. Эти соединения должны быть плотно соединены.
Убедитесь, что основная подкладка имеет правильную длину, а подкладка для шеи, если она используется, правильно стыкуется с этой основной подкладкой. Шейный вкладыш должен входить в конец направляющего провода без зазора между ними.
Правильный уход за лайнером зависит от содержания в чистоте всего, что соприкасается с лайнером. При необходимости вы можете продуть направляющий канал сжатым воздухом, но в этом нет необходимости, если поверхность проволоки, барабан, катушка — все, что соприкасается с этим направляющим каналом, — остается чистым.
После смены или по окончании рабочего дня выполнение таких простых действий, как надевание полиэтиленового пакета на рулон проволоки, может существенно повлиять на сохранение целостности направляющего канала и предотвращение его засорения или преждевременного износа.
Вы также можете ввести такую практику, как каждую ночь снимать эту катушку и класть ее в шкаф, чтобы она не ржавела. Это предотвратит скопление пыли или влаги на проводе.
Использование средств защиты барабана, таких как цилиндры, предотвращает скопление мусора на этой проволоке. Все, что скапливается на проволоке, будет вдавливаться во вкладыш и забивать или заполнять вкладыш мусором.
Мусор в футеровке любого типа вызывает проблемы с подачей и возникновение дуги внутри сварочной горелки.
инструментов торговли! — Плоскогубцы для сварки MIG
Плоскогубцы для сварки MIG необходимы всем, у кого есть сварочный аппарат MIG. Читайте больше для большого количества изображений и объяснений того, как они работают.
Их также обычно называют клещами для сварки MIG или просто клещами для сварки MIG. Если бы вы увидели их в магазине, вы, вероятно, подумали бы что-то вроде «Для чего нужны эти причудливые плоскогубцы?».
Теперь ты узнаешь.
Сварочные клещи MIG
Клещи для сварки MIG имеют множество особенностей, разработанных специально для работы и очистки сварочных аппаратов MIG, что способствует их оригинальной форме.
Снятие и установка сопла
На задней стороне плоскогубцев есть канавка для снятия и установки сопла
Внутренняя очистка сопла
Чтобы очистить внутреннюю часть сопла, возьмитесь за сопло рукой в перчатке и вращайте плоскогубцами вперед и назад, чтобы стряхнуть брызги. На внешней стороне наконечников плоскогубцев есть поверхность напильника/рашпиля, которая помогает удалить шлак.
Сопло отвечает за направление защитного газа вокруг сварочной ванны для предотвращения попадания загрязняющих веществ.Форсунки обычно изготавливаются из латуни или меди. Эти материалы позволяют быстро рассеивать тепло и удалять брызги. Грязное сопло может ограничить поток защитного газа и испортить сварные швы.
Эти материалы позволяют быстро рассеивать тепло и удалять брызги. Грязное сопло может ограничить поток защитного газа и испортить сварные швы.
Внешняя очистка сопла
Если у вас есть брызги на внешней стороне сопла, вы можете использовать плоскогубцы, чтобы отколоть их. Будьте осторожны, чтобы не погнуть сопло при этом.
Снятие и установка наконечника
Меньшая канавка в передней части плоскогубцев предназначена для удаления резьбового наконечника путем вращения против часовой стрелки.Обычно наконечник можно снять вручную, но иногда мне приходится использовать плоскогубцы, чтобы снять его.
Вытягивание и резка проволоки
Сварочные клещи также имеют кусачки, которые при необходимости можно использовать для отрезания лишней проволоки.
Большинство сварочных клещей также имеют небольшой выступ молотка/отбойника шлака и несколько датчиков сбоку для определения определенной толщины металла. Я никогда не использую эти функции, хотя. Если мне нужно что-то забить, я просто беру молоток.
Если мне нужно что-то забить, я просто беру молоток.
На сайте Lincoln Electric есть отличная статья со схемой использования сварочных клещей ЗДЕСЬ
Надеюсь, это поможет.Если у вас есть сварочный аппарат MIG, это в значительной степени необходимый инструмент, поэтому обязательно приобретите его себе.
А теперь иди в гараж и займись чем-нибудь!
Связанные
Сварочные инструменты и материалы • Изготовители трех штатов
Основные типы сварки, используемые в промышленности и домашними инженерами, обычно называются сваркой MIG, сваркой TIG, дуговой сваркой, газовой сваркой.Несомненно, сварка MIG является наиболее распространенной формой сварки, но есть и другие варианты сплавления металлов.
_________
GMAW или G как M etal A rc W elding (называемый чаще всего наиболее широко используемый тип сварки MIG1) 900 и домашнего использования. Процесс GMAW подходит для плавления низкоуглеродистой стали, нержавеющей стали, а также алюминия.Несколько лет назад полное название сварка металлическим инертным газом (MIG) было изменено на дуговую сварку металлическим газом (GMAW), но если вы назовете это так, что большинство людей не поймут, о чем, черт возьми, вы говорите, название сварка MIG конечно застрял.
Процесс GMAW подходит для плавления низкоуглеродистой стали, нержавеющей стали, а также алюминия.Несколько лет назад полное название сварка металлическим инертным газом (MIG) было изменено на дуговую сварку металлическим газом (GMAW), но если вы назовете это так, что большинство людей не поймут, о чем, черт возьми, вы говорите, название сварка MIG конечно застрял.
MIG ( M etal I nert G как сварка) представляет собой процесс полуавтоматической дуговой сварки, при котором расходуемый проволочный электрод и защитный газ подаются через сварочный пистолет, также известный как фонарь . Машина производит сильный электрический ток, который проходит через расходуемую проволоку к вашим заготовкам, сплавляя и расплавляя как проволоку, так и основной металл вместе.
Сварка МИГ была разработана в 1940-х годах как способ ускорить сварку материалов на заводах во время и после Второй мировой войны.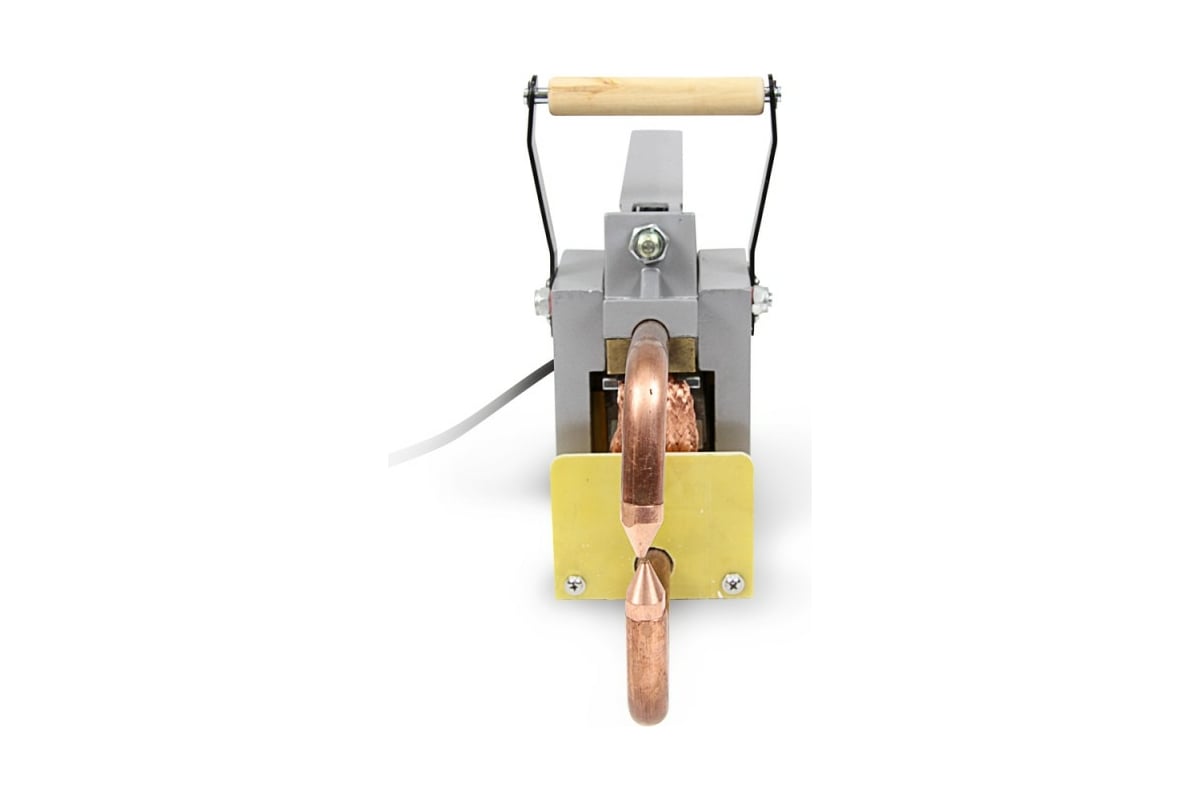 Семьдесят лет спустя общий принцип остался прежним, но большая часть сварочного оборудования MIG была модернизирована с использованием более качественных деталей, а некоторые даже имеют бортовые компьютеры.
Семьдесят лет спустя общий принцип остался прежним, но большая часть сварочного оборудования MIG была модернизирована с использованием более качественных деталей, а некоторые даже имеют бортовые компьютеры.
Сварка МИГ использует электрическую дугу для создания короткого замыкания между постоянно питаемым положительным анодом (сварочная горелка с подачей проволоки) и отрицательным катодом (свариваемый основной металл).Если вы хотите лучше понять основные принципы электричества, ознакомьтесь с классом электроники.
Тепло, выделяемое при коротком замыкании, вместе с инертным инертным газом плавит металлы под сварочной горелкой и позволяет им смешиваться. Как только тепло удаляется, металл начинает остывать и затвердевать, образуя новый кусок расплавленного металла.
Сварка МИГ удобна тем, что ее можно использовать для сварки различных металлов: углеродистой стали, нержавеющей стали, алюминия, магния, меди, никеля, кремниевой бронзы и других сплавов.В этом классе рассказывается только о том, как плавить мягкую сталь, но в руководстве вашего сварщика будут подробные инструкции о том, как сваривать другие материалы.
Часть ящиков для боеприпасов, свариваемая кислородом, 1943 г. — из библиотеки изображений Flickr Creative Commons Public Domain, предоставленной Государственной библиотекой Южной Австралии.
Сварка кислородно-ацетиленовой горелкой , чаще Газовая сварка и резка , , а не , широко используются для обычной сварки мягкой стали, но отлично подходят для очень деликатной сборки небольших декоративных деталей.Эта форма сварки является одной из первых промышленных форм сварки. Газовая сварка состоит из смешивания кислорода и газообразного ацетилена для создания пламени, способного плавить сталь. Газовая горелка обычно используется для пайки более мягких металлов, таких как медь и бронза, но также может использоваться для сварки деликатных алюминиевых деталей, таких как трубы холодильного оборудования.
Фотография горелки для сварки TIG из удивительной стальной чаши ElektraSteel, сваренной методом TIG. Инструкция.
GTAW ( G AS T Ungsten A RC W Elding), или, более широко T UNGTEN I Nert G AS ( TIG) Сварка сопоставима с кислородно-ацетиленовой газовой сварке и требует от оператора значительной координации рук/глаз/ног. Сварка TIG лучше всего подходит для работ, требующих особого контакта, таких как скульптуры и архитектурные элементы. Сварные швы TIG обеспечивают превосходную отделку, которая требует минимальной очистки путем шлифовки или шлифовки.
Сварка TIG лучше всего подходит для работ, требующих особого контакта, таких как скульптуры и архитектурные элементы. Сварные швы TIG обеспечивают превосходную отделку, которая требует минимальной очистки путем шлифовки или шлифовки.
Сварка ВИГ обеспечивает очень чистый способ сварки. В одной руке вы держите электрод горелки и подключаете землю к основному материалу. Вы активируете подачу тока ножной педалью и контролируете силу тока на сварочном аппарате. Вместо сжигания расходуемой проволоки из горелки сварщик осторожно подает присадочный материал из прутка в сварочную ванну.Поскольку вы контролируете подачу материала, брызги шлака минимальны. Если вы хотите узнать больше о сварке TIG, ознакомьтесь с этой инструкцией.
Сварщик, изготавливающий котлы для корабля, компания Combustion Engineering Co., Чаттануга, Теннесси, июнь 1942 года. Фотография Альфреда Т. Палмера. Из Flickr Creative Commons — предоставлено Библиотекой Конгресса.
Дуговая сварка или S экранированная M etal A rc W elding ( SMAW ) чаще называют электродуговой или дуговой сваркой. Дуговая сварка работает путем зажима электрода, производящего ток, на расходуемый стержень материала с покрытием. Электрическая дуга движется от кончика расходуемого электрода к основному материалу под ним. Расстояние между кончиком электрода и основным материалом определяет количество тепла, выделяемого сверхгорячей электрической дугой. Дуговая сварка лучше всего подходит для изготовления конструкций, строительства и крупномасштабного ремонта. Дуговые сварные швы очень сильно нагреваются и могут легко прожечь тонкий материал, более тонкие материалы больше подходят для процессов сварки MIG.
Дуговая сварка работает путем зажима электрода, производящего ток, на расходуемый стержень материала с покрытием. Электрическая дуга движется от кончика расходуемого электрода к основному материалу под ним. Расстояние между кончиком электрода и основным материалом определяет количество тепла, выделяемого сверхгорячей электрической дугой. Дуговая сварка лучше всего подходит для изготовления конструкций, строительства и крупномасштабного ремонта. Дуговые сварные швы очень сильно нагреваются и могут легко прожечь тонкий материал, более тонкие материалы больше подходят для процессов сварки MIG.
Перезагрузка Сварочная машина Руководство пользователя
Руководство пользователя Руководство пользователяРуководство пользователя
Руководство пользователя для перезагрузки Модели, в том числе: Сварочный аппарат, Сварочный аппарат RBM1600, RBM1600
Чжан Нэнси
ВерсияНенос: RBM1600-201221A1 Эксплуатация 9020-202221A1 3 7 Зажим для шланга 2 Используется для фиксации трахеи во избежание утечки воздуха.
 8 Токопроводящий наконечник0,8 3 Запасные части, требующие частой замены,
8 Токопроводящий наконечник0,8 3 Запасные части, требующие частой замены,- руководства.плюс
- Перезагрузить
- Руководство пользователя перезагрузить сварочный аппарат
Информация о файле: приложение/pdf, 23 страницы, 2.16MB
DocumentB1xWjxll83SНомер версии: RBM1600-20201221A1 Руководство по эксплуатации Перезагрузка сварочных аппаратов RBM1600 использует новейшую технологию широтно-импульсной модуляции (ШИМ) и силовой модуль биполярного транзистора с изолированным затвором (IGBT), который может изменять рабочую частоту на среднюю частоту, чтобы заменить традиционный транзисторный трансформатор среднечастотным трансформатором.
 он характеризуется портативностью, небольшими размерами, малым весом, низким потреблением и т. д. Это также интеллектуальный и простой в эксплуатации многофункциональный сварочный аппарат с MMA, MIG GAS, MIG GASLESS и LIFT TIG.Он обладает характеристиками высокой производительности сварки и разнообразными сценариями использования. Его можно использовать как в газовых, так и в безгазовых условиях, а сварочный эффект превосходен. Он высоко оценен энтузиастами сварки. Он также очень удобен для новичков в сварке и может быстро приступить к работе.
Часть 1: Введение в машину
1. Текущий измеритель дисплея
Цифровой амперметр используется для отображения фактического выходного тока источника питания. Он также используется для отображения параметров в режиме программирования. В зависимости от выбранного параметра программирования индикатор состояния рядом с амперметром загорится, показывая единицы измерения параметра программирования.При сварке амперметр будет отображать фактический сварочный ток.
он характеризуется портативностью, небольшими размерами, малым весом, низким потреблением и т. д. Это также интеллектуальный и простой в эксплуатации многофункциональный сварочный аппарат с MMA, MIG GAS, MIG GASLESS и LIFT TIG.Он обладает характеристиками высокой производительности сварки и разнообразными сценариями использования. Его можно использовать как в газовых, так и в безгазовых условиях, а сварочный эффект превосходен. Он высоко оценен энтузиастами сварки. Он также очень удобен для новичков в сварке и может быстро приступить к работе.
Часть 1: Введение в машину
1. Текущий измеритель дисплея
Цифровой амперметр используется для отображения фактического выходного тока источника питания. Он также используется для отображения параметров в режиме программирования. В зависимости от выбранного параметра программирования индикатор состояния рядом с амперметром загорится, показывая единицы измерения параметра программирования.При сварке амперметр будет отображать фактический сварочный ток. 2. Измеритель напряжения 3. Выберите диаметр проволоки и выбор газовой и безгазовой сварки 4. Выбор функции MIG/MMA/LIFT TIG 5. Регулировка напряжения малого диапазона и регулировка индуктивности
Рекомендуется не регулировать напряжение. Машина представляет собой унифицированную машину. Напряжение, ток и скорость подачи проволоки согласуются автоматически. Только когда отклонение слишком велико, его можно отрегулировать соответствующим образом.Регулировка индуктивности: если разбрызгивание слишком большое или сварочная ванна недостаточно глубокая, его можно отрегулировать до большего значения, в противном случае его можно уменьшить.
6. Отрегулируйте ручку значения
1 Номер версии: RBM1600-20201221A1
Поверните по часовой стрелке, чтобы увеличить ток, и поверните против часовой стрелки, чтобы уменьшить ток.
7. Разъем сварочной горелки MIG 8. Положительная клемма
Положительный терминал. Сварочный ток протекает от источника питания через клеммы байонетного типа для тяжелых условий эксплуатации.
2. Измеритель напряжения 3. Выберите диаметр проволоки и выбор газовой и безгазовой сварки 4. Выбор функции MIG/MMA/LIFT TIG 5. Регулировка напряжения малого диапазона и регулировка индуктивности
Рекомендуется не регулировать напряжение. Машина представляет собой унифицированную машину. Напряжение, ток и скорость подачи проволоки согласуются автоматически. Только когда отклонение слишком велико, его можно отрегулировать соответствующим образом.Регулировка индуктивности: если разбрызгивание слишком большое или сварочная ванна недостаточно глубокая, его можно отрегулировать до большего значения, в противном случае его можно уменьшить.
6. Отрегулируйте ручку значения
1 Номер версии: RBM1600-20201221A1
Поверните по часовой стрелке, чтобы увеличить ток, и поверните против часовой стрелки, чтобы уменьшить ток.
7. Разъем сварочной горелки MIG 8. Положительная клемма
Положительный терминал. Сварочный ток протекает от источника питания через клеммы байонетного типа для тяжелых условий эксплуатации. Однако важно, чтобы вилка была вставлена и надежно повернута, чтобы обеспечить надежное электрическое соединение.9. Отрицательный терминал
Отрицательный терминал. Сварочный ток протекает от источника питания через клеммы байонетного типа для тяжелых условий эксплуатации. Однако важно, чтобы вилка была вставлена и надежно повернута, чтобы обеспечить надежное электрическое соединение.
10. Вилка выбора полярности
В состоянии MMA и LIFT TIG этот штекер не нужно подключать; в режиме газовой сварки MIG этот штекер подключается к плюсовой клемме 8; в режиме безвоздушной сварки MIG этот штекер подключается к минусовой клемме 9. Часть 2. Знакомство со списком продуктов и конфигураций Нет.Картина Имя Кол-во Примечание 1 1600 руб. 1 Пожалуйста, проверьте, нет ли снаружи всей машины царапин и поломок, она может нормально включаться. 2 Сварочная горелка MB15 1 Сварочная горелка 3M, MB 15 MIG, европейская центральная вилка. 3 Сварочный держатель Кабель 2м 16мм2, 300А медный американский 1 сварочный патрон +10-25мм2 европейский быстрый затыкать.
Однако важно, чтобы вилка была вставлена и надежно повернута, чтобы обеспечить надежное электрическое соединение.9. Отрицательный терминал
Отрицательный терминал. Сварочный ток протекает от источника питания через клеммы байонетного типа для тяжелых условий эксплуатации. Однако важно, чтобы вилка была вставлена и надежно повернута, чтобы обеспечить надежное электрическое соединение.
10. Вилка выбора полярности
В состоянии MMA и LIFT TIG этот штекер не нужно подключать; в режиме газовой сварки MIG этот штекер подключается к плюсовой клемме 8; в режиме безвоздушной сварки MIG этот штекер подключается к минусовой клемме 9. Часть 2. Знакомство со списком продуктов и конфигураций Нет.Картина Имя Кол-во Примечание 1 1600 руб. 1 Пожалуйста, проверьте, нет ли снаружи всей машины царапин и поломок, она может нормально включаться. 2 Сварочная горелка MB15 1 Сварочная горелка 3M, MB 15 MIG, европейская центральная вилка. 3 Сварочный держатель Кабель 2м 16мм2, 300А медный американский 1 сварочный патрон +10-25мм2 европейский быстрый затыкать. 4 Зажим заземления 1 Кабель 2 м 16 мм2, 300 А Заземляющий зажим + быстроразъемная европейская вилка 10-25 мм2. 5 Строка конверсии Линия преобразования подходит только для 220 В на 110 В 1 машины с двойным входом напряжения, если не с двойным напряжением напряжение машины в эту строку не входит.6 Прозрачный шланг 1 3м 8*12 прозрачный сетевой шланг. 2 Номер версии: RBM1600-20201221A1 7 Зажим шланга 2 Используется для фиксации трахеи, чтобы предотвратить утечку воздуха. 8 Токопроводящий наконечник0,8 3 Запасные части необходимо часто заменять, пожалуйста, держите их в наличии. 9 Проводящий наконечник1.0 3 Запасные части необходимо часто заменять, пожалуйста, держите их в наличии. 10 Фарфоровая насадка Для порошковой сварочной проволоки нужны запасные части 3 заменять часто, пожалуйста, держите инвентарь. 11 Колесо подачи проволоки 1 V-образное колесо подачи проволоки подходит для сплошной сварочной проволоки 0.8 мм/1,0 мм. 12 Колесо подачи проволоки Колесо подачи зубчатой проволоки подходит для 1 диаметр порошковой сварочной проволоки 0,8 мм/1,0 мм, установленный на машине.
4 Зажим заземления 1 Кабель 2 м 16 мм2, 300 А Заземляющий зажим + быстроразъемная европейская вилка 10-25 мм2. 5 Строка конверсии Линия преобразования подходит только для 220 В на 110 В 1 машины с двойным входом напряжения, если не с двойным напряжением напряжение машины в эту строку не входит.6 Прозрачный шланг 1 3м 8*12 прозрачный сетевой шланг. 2 Номер версии: RBM1600-20201221A1 7 Зажим шланга 2 Используется для фиксации трахеи, чтобы предотвратить утечку воздуха. 8 Токопроводящий наконечник0,8 3 Запасные части необходимо часто заменять, пожалуйста, держите их в наличии. 9 Проводящий наконечник1.0 3 Запасные части необходимо часто заменять, пожалуйста, держите их в наличии. 10 Фарфоровая насадка Для порошковой сварочной проволоки нужны запасные части 3 заменять часто, пожалуйста, держите инвентарь. 11 Колесо подачи проволоки 1 V-образное колесо подачи проволоки подходит для сплошной сварочной проволоки 0.8 мм/1,0 мм. 12 Колесо подачи проволоки Колесо подачи зубчатой проволоки подходит для 1 диаметр порошковой сварочной проволоки 0,8 мм/1,0 мм, установленный на машине. 13 Порошковая проволока 1 кг диаметр 0,8 мм 0,030", подходит для 1 безгазовой сварки MIG расходные материалы должны заменены вовремя, пожалуйста, держите на складе. Обычно предоставляет руководства на английском языке, если вы 14 Руководство 1 нужен другой язык, такой как французский, немецкий, итальянский, испанский и русский, пожалуйста, свяжитесь нам получить электронные версии документов. 15 Гарантийный талон Если у вас есть дополнительные вопросы для консультации, 1 пожалуйста, свяжитесь с нами через послепродажное обслуживание почтовый ящик на карточке.3 Часть 3: Простой тест для включения машины Номер версии: RBM1600-20201221A1 Перезагрузка RBM1600 Сварочные аппараты будут подвергаться строгим различным испытаниям, когда они покинут завод для
убедиться в том, что каждый сварочный аппарат, попадающий к потребителю, имеет высокое качество, ведь нашему аппарату предстоит пройти десятки тысяч километров дальних перевозок от завода до доставки к вам. Неизбежно, что некоторые неконтролируемые факторы приведут к ослаблению или даже повреждению некоторых внутренних компонентов машины в процессе.
13 Порошковая проволока 1 кг диаметр 0,8 мм 0,030", подходит для 1 безгазовой сварки MIG расходные материалы должны заменены вовремя, пожалуйста, держите на складе. Обычно предоставляет руководства на английском языке, если вы 14 Руководство 1 нужен другой язык, такой как французский, немецкий, итальянский, испанский и русский, пожалуйста, свяжитесь нам получить электронные версии документов. 15 Гарантийный талон Если у вас есть дополнительные вопросы для консультации, 1 пожалуйста, свяжитесь с нами через послепродажное обслуживание почтовый ящик на карточке.3 Часть 3: Простой тест для включения машины Номер версии: RBM1600-20201221A1 Перезагрузка RBM1600 Сварочные аппараты будут подвергаться строгим различным испытаниям, когда они покинут завод для
убедиться в том, что каждый сварочный аппарат, попадающий к потребителю, имеет высокое качество, ведь нашему аппарату предстоит пройти десятки тысяч километров дальних перевозок от завода до доставки к вам. Неизбежно, что некоторые неконтролируемые факторы приведут к ослаблению или даже повреждению некоторых внутренних компонентов машины в процессе. Мы рекомендуем вам проверить внешнее устройство, как только вы получите сварочный аппарат, и включить питание, чтобы убедиться, что вы получаете квалифицированный продукт. Меры предосторожности при проверке при включении питания:
1 Пожалуйста, убедитесь, что напряжение вашего источника питания составляет 220 +-15%. Reboot RBM1600 поддерживает входное напряжение 220 В в Северной Америке и Японии, а также поддерживает входное напряжение 220 В в Великобритании, ЕС и других регионах; Если у вас есть источник питания от генератора, убедитесь, что мощность генератора не менее 4000 Вт.
2 Рекомендуется выбрать защиту с помощью автоматического выключателя на 30 А при входном напряжении 220 В переменного тока.3 Пожалуйста, выберите вилку питания, которая соответствует требованиям местного законодательства в области электротехники. 4Удлинительный шнур: № 12 AWG или больше; 25 футов (8 м) или меньше. Включите выключатель питания машины, и вентилятор на задней панели машины начнет вращаться, а цифровой дисплей на панели покажет, что мощность в норме.
Мы рекомендуем вам проверить внешнее устройство, как только вы получите сварочный аппарат, и включить питание, чтобы убедиться, что вы получаете квалифицированный продукт. Меры предосторожности при проверке при включении питания:
1 Пожалуйста, убедитесь, что напряжение вашего источника питания составляет 220 +-15%. Reboot RBM1600 поддерживает входное напряжение 220 В в Северной Америке и Японии, а также поддерживает входное напряжение 220 В в Великобритании, ЕС и других регионах; Если у вас есть источник питания от генератора, убедитесь, что мощность генератора не менее 4000 Вт.
2 Рекомендуется выбрать защиту с помощью автоматического выключателя на 30 А при входном напряжении 220 В переменного тока.3 Пожалуйста, выберите вилку питания, которая соответствует требованиям местного законодательства в области электротехники. 4Удлинительный шнур: № 12 AWG или больше; 25 футов (8 м) или меньше. Включите выключатель питания машины, и вентилятор на задней панели машины начнет вращаться, а цифровой дисплей на панели покажет, что мощность в норме. Примечание: 1) Цифровой дисплей сначала показывает нерегулярные изменения, а затем возвращается к цифровому дисплею через 3 секунды, что является нормальным явлением. 2) Для снижения рабочей температуры машины нормально, если вентилятор продолжает вращаться в течение нескольких секунд после отключения питания.3) При высокопрочной непрерывной сварке может сработать защита машины. После непрерывного рассеивания тепла машина вернется в нормальное состояние, что является нормальным.
4 Номер версии: RBM1600-20201221A1
Прикрепленная таблица: Самопроверка ненормальных состояний без реакции при включении машины: 1. Не включен выключатель питания машины. 2. Неверное входное напряжение. 3. Штепсельная вилка плохо закреплена. 4. Внутренняя цепь ослаблена (из-за дальней транспортировки, ударов), необходимо открыть крышку и проверить внутреннюю соединительную линию.Часть 4: Технические характеристики ТИП 1600 руб. Входное напряжение питания (В) 1 фаза 220 В 50/60 Гц Номинальный входной ток (А) 24,5 Номинальная мощность (кВА) 3.
Примечание: 1) Цифровой дисплей сначала показывает нерегулярные изменения, а затем возвращается к цифровому дисплею через 3 секунды, что является нормальным явлением. 2) Для снижения рабочей температуры машины нормально, если вентилятор продолжает вращаться в течение нескольких секунд после отключения питания.3) При высокопрочной непрерывной сварке может сработать защита машины. После непрерывного рассеивания тепла машина вернется в нормальное состояние, что является нормальным.
4 Номер версии: RBM1600-20201221A1
Прикрепленная таблица: Самопроверка ненормальных состояний без реакции при включении машины: 1. Не включен выключатель питания машины. 2. Неверное входное напряжение. 3. Штепсельная вилка плохо закреплена. 4. Внутренняя цепь ослаблена (из-за дальней транспортировки, ударов), необходимо открыть крышку и проверить внутреннюю соединительную линию.Часть 4: Технические характеристики ТИП 1600 руб. Входное напряжение питания (В) 1 фаза 220 В 50/60 Гц Номинальный входной ток (А) 24,5 Номинальная мощность (кВА) 3. 2 Диапазон регулировки тока (А) МиГ: 30-140 ММА: 30-120 Толщина сварки (мм) >1,0 Диапазон регулировки напряжения (В) 15-23 Напряжение холостого хода (В) 555 Диаметр электрода (мм) 0,8/1,0 Номинальный рабочий цикл 60% КПД (%) Коэффициент мощности Класс защиты Класс изоляции Размер (мм) Вес (кг) В 0,7 ИП21С Ж 540*310*350 12 Часть 5: Руководство по эксплуатации машины.Советы: 1. Наденьте сварочную маску с фильтром соответствующего оттенка, чтобы защитить лицо и глаза во время сварки или наблюдения; 2. Носите сертифицированные защитные очки. Рекомендуются боковые щиты; 3. Используйте защитные экраны или барьеры, чтобы защитить других от вспышки и яркого света; предупредите других, чтобы они не смотрели на дугу; 4. Носите защитную одежду из прочного, огнестойкого материала (шерсть и кожа) и средства защиты ног; 5. Используйте одобренные беруши или наушники, если уровень шума высок; 6. Никогда не носите контактные линзы во время сварки.5 1. Режим ММА Номер версии: RBM1600-20201221A1 Если вы хотите отремонтировать сломанные заборы или починить кронштейны, вам нравится использовать для работы традиционные сварочные прутки, вы можете использовать для сварки режим Reboot RBM1600 MMA.
2 Диапазон регулировки тока (А) МиГ: 30-140 ММА: 30-120 Толщина сварки (мм) >1,0 Диапазон регулировки напряжения (В) 15-23 Напряжение холостого хода (В) 555 Диаметр электрода (мм) 0,8/1,0 Номинальный рабочий цикл 60% КПД (%) Коэффициент мощности Класс защиты Класс изоляции Размер (мм) Вес (кг) В 0,7 ИП21С Ж 540*310*350 12 Часть 5: Руководство по эксплуатации машины.Советы: 1. Наденьте сварочную маску с фильтром соответствующего оттенка, чтобы защитить лицо и глаза во время сварки или наблюдения; 2. Носите сертифицированные защитные очки. Рекомендуются боковые щиты; 3. Используйте защитные экраны или барьеры, чтобы защитить других от вспышки и яркого света; предупредите других, чтобы они не смотрели на дугу; 4. Носите защитную одежду из прочного, огнестойкого материала (шерсть и кожа) и средства защиты ног; 5. Используйте одобренные беруши или наушники, если уровень шума высок; 6. Никогда не носите контактные линзы во время сварки.5 1. Режим ММА Номер версии: RBM1600-20201221A1 Если вы хотите отремонтировать сломанные заборы или починить кронштейны, вам нравится использовать для работы традиционные сварочные прутки, вы можете использовать для сварки режим Reboot RBM1600 MMA. 1 Выберите процесс «ММА». 2 Подсоедините сварочный держатель и зажим заземления. 3Для регулировки тока можно регулировать только ток.
6 Номер версии: RBM1600-20201221A1
Примечание. 1) Спецификация сварочного электрода, поддерживаемая Reboot RBM1600, ниже 4,0 (5/32 дюйма), обычно 2,5 (3/32 дюйма) и 3,2 (1/8 дюйма).В европейском стиле обычно используется E6013, в американском стиле обычно используется E7018, а в нержавеющей стали обычно используется ER308. 2) Поддерживает сварку углеродистой стали толщиной 1–8 мм (1/64–5/64 дюйма) и нержавеющей стали толщиной 1–5 мм (1/64–7/32 дюйма). Алюминий нельзя сваривать. Для углеродистой стали используйте электрод из углеродистой стали. Для нержавеющей стали используйте электрод из нержавеющей стали. 3) Подсоедините зажим заземления к чистому оголенному металлу. Отсутствие ржавчины, краски или других покрытий и обеспечение хорошей электропроводности. 4) Идеальное расстояние между сварочным стержнем и объектом сварки составляет 1-2 мм (1/64-5/64 дюйма), чтобы гарантировать, что сварочный стержень и заготовка находятся в постоянном и стабильном контакте.
1 Выберите процесс «ММА». 2 Подсоедините сварочный держатель и зажим заземления. 3Для регулировки тока можно регулировать только ток.
6 Номер версии: RBM1600-20201221A1
Примечание. 1) Спецификация сварочного электрода, поддерживаемая Reboot RBM1600, ниже 4,0 (5/32 дюйма), обычно 2,5 (3/32 дюйма) и 3,2 (1/8 дюйма).В европейском стиле обычно используется E6013, в американском стиле обычно используется E7018, а в нержавеющей стали обычно используется ER308. 2) Поддерживает сварку углеродистой стали толщиной 1–8 мм (1/64–5/64 дюйма) и нержавеющей стали толщиной 1–5 мм (1/64–7/32 дюйма). Алюминий нельзя сваривать. Для углеродистой стали используйте электрод из углеродистой стали. Для нержавеющей стали используйте электрод из нержавеющей стали. 3) Подсоедините зажим заземления к чистому оголенному металлу. Отсутствие ржавчины, краски или других покрытий и обеспечение хорошей электропроводности. 4) Идеальное расстояние между сварочным стержнем и объектом сварки составляет 1-2 мм (1/64-5/64 дюйма), чтобы гарантировать, что сварочный стержень и заготовка находятся в постоянном и стабильном контакте. Сварочный стержень не должен располагаться слишком высоко или прижиматься слишком низко, чтобы избежать обрыва дуги и прилипания. 5) Для новичков нормально иметь адгезию во время процесса сварки, и вы можете попробовать дугу трения, чтобы избежать адгезии. 6) Подходит для обычных сварочных электродов, таких как 7018, 6013 и т. д., но не подходит для специальных сварочных электродов, таких как
7010, 7011.
Возможные проблемы
1) Дуга отсутствует, проверьте заземляющий провод для подключения заготовки, чтобы убедиться, что на заготовке нет ржавчины, краски или других покрытий.2) Дуга отсутствует, проверьте прямое расстояние между сварочным стержнем и объектом сварки, идеальное расстояние составляет 1-2 мм; проверьте, нет ли на объекте сварки следов ржавчины или масляных пятен, рекомендуется отшлифовать наждачной бумагой или шлифовальной машиной.
3) При сварке разбрызгивание очень большое, и сварка очень затруднена. Попробуйте изменить полярность соединения зажима заземляющего провода и сварочного зажима с аппаратом.
Сварочный стержень не должен располагаться слишком высоко или прижиматься слишком низко, чтобы избежать обрыва дуги и прилипания. 5) Для новичков нормально иметь адгезию во время процесса сварки, и вы можете попробовать дугу трения, чтобы избежать адгезии. 6) Подходит для обычных сварочных электродов, таких как 7018, 6013 и т. д., но не подходит для специальных сварочных электродов, таких как
7010, 7011.
Возможные проблемы
1) Дуга отсутствует, проверьте заземляющий провод для подключения заготовки, чтобы убедиться, что на заготовке нет ржавчины, краски или других покрытий.2) Дуга отсутствует, проверьте прямое расстояние между сварочным стержнем и объектом сварки, идеальное расстояние составляет 1-2 мм; проверьте, нет ли на объекте сварки следов ржавчины или масляных пятен, рекомендуется отшлифовать наждачной бумагой или шлифовальной машиной.
3) При сварке разбрызгивание очень большое, и сварка очень затруднена. Попробуйте изменить полярность соединения зажима заземляющего провода и сварочного зажима с аппаратом. 4) Во время процесса сварки, если время превышает 3 минуты, может сработать защита от перегрузки по току.Вам нужно прекратить работу на несколько минут, дать машине остыть в течение определенного периода времени и автоматически восстановиться. Если воздух охлаждается более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите.
5) Если у вас есть какие-либо проблемы, которые не могут быть решены, свяжитесь с нами по адресу [email protected] .
Режим 2MIG Перезагрузка RBM1600 обеспечивает два режима сварки: сварка в защитных газах и сварка в самозащитной среде с флюсом.
провод. Если вы работаете дома или в студии, для обеспечения лучшего сварочного эффекта рекомендуется использовать режим газовой сварки; если вам нужно выйти на работу, переносить газовые баллоны и другие неудобные ситуации, вы можете использовать метод сварки Самозащита.Режим сварки в среде АГаз
1 Выберите процесс «MIG».
2 Установите полярность для MIG Solid wiregas RBM1600 отличная поддержка проволоки диаметром 0,8 мм и 1,0 мм, автоматическое и интеллектуальное соответствие
лучшие параметры сварки в соответствии с различными спецификациями сварочной проволоки для достижения наилучших результатов.
4) Во время процесса сварки, если время превышает 3 минуты, может сработать защита от перегрузки по току.Вам нужно прекратить работу на несколько минут, дать машине остыть в течение определенного периода времени и автоматически восстановиться. Если воздух охлаждается более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите.
5) Если у вас есть какие-либо проблемы, которые не могут быть решены, свяжитесь с нами по адресу [email protected] .
Режим 2MIG Перезагрузка RBM1600 обеспечивает два режима сварки: сварка в защитных газах и сварка в самозащитной среде с флюсом.
провод. Если вы работаете дома или в студии, для обеспечения лучшего сварочного эффекта рекомендуется использовать режим газовой сварки; если вам нужно выйти на работу, переносить газовые баллоны и другие неудобные ситуации, вы можете использовать метод сварки Самозащита.Режим сварки в среде АГаз
1 Выберите процесс «MIG».
2 Установите полярность для MIG Solid wiregas RBM1600 отличная поддержка проволоки диаметром 0,8 мм и 1,0 мм, автоматическое и интеллектуальное соответствие
лучшие параметры сварки в соответствии с различными спецификациями сварочной проволоки для достижения наилучших результатов. 7 Номер версии: RBM1600-20201221A1
3Подсоедините горелку MIG и зажим заземления.
4Установите катушку с проволокой 0,030 дюйма (0,8 мм)/0,040 дюйма (1,0 мм), диаметр 8 дюймов (200 мм, 5 кг), катушку с проволокой 4 дюйма (100 мм, 1 кг), катушку с проволокой.
8 Номер версии: RBM1600-20201221A1
5Установите приводной ролик Лицом к стороне с отметкой 0.030" от машины.
Примечания: 1. На одном колесе подачи проволоки есть две канавки, одна сторона 0,030 дюйма (0,8 мм), а другая сторона 0,040 дюйма (1,0 мм) для
соответствуют соответствующему диаметру проволоки.
2. Газовая сварка требует использования роликов подачи проволоки V-образного типа, которые подходят для обычной сварочной проволоки из углеродистой стали и сварочной проволоки из нержавеющей стали, и должны использовать газ CO2 или смесь газов CO2 и аргона. 6Подача проволоки и установленное давление Давление не должно быть слишком слабым, слишком слабое приведет к проскальзыванию сварочной проволоки и нестабильной подаче проволоки, а слишком сильное приведет к проскальзыванию и деформации сварочной проволоки.
7 Номер версии: RBM1600-20201221A1
3Подсоедините горелку MIG и зажим заземления.
4Установите катушку с проволокой 0,030 дюйма (0,8 мм)/0,040 дюйма (1,0 мм), диаметр 8 дюймов (200 мм, 5 кг), катушку с проволокой 4 дюйма (100 мм, 1 кг), катушку с проволокой.
8 Номер версии: RBM1600-20201221A1
5Установите приводной ролик Лицом к стороне с отметкой 0.030" от машины.
Примечания: 1. На одном колесе подачи проволоки есть две канавки, одна сторона 0,030 дюйма (0,8 мм), а другая сторона 0,040 дюйма (1,0 мм) для
соответствуют соответствующему диаметру проволоки.
2. Газовая сварка требует использования роликов подачи проволоки V-образного типа, которые подходят для обычной сварочной проволоки из углеродистой стали и сварочной проволоки из нержавеющей стали, и должны использовать газ CO2 или смесь газов CO2 и аргона. 6Подача проволоки и установленное давление Давление не должно быть слишком слабым, слишком слабое приведет к проскальзыванию сварочной проволоки и нестабильной подаче проволоки, а слишком сильное приведет к проскальзыванию и деформации сварочной проволоки. 7Подключение к входному источнику питания Пожалуйста, обратитесь к цифровому знаку на задней панели машины для получения информации о входном напряжении, неправильное напряжение приведет к повреждению машины.
9 Номер версии: RBM1600-20201221A1
8Пожалуйста, подключите газ CO2 1. Подсоедините газовый шланг к машине. 2. Подсоедините шланг и регулятор к газовому баллону.
9Установка сварочной горелки. Сварочную проволоку следует вывести за пределы европейского центрального разъема, а затем установить сварочную горелку. Направляющая трубка проволоки и контактный наконечник сварочной горелки должны соответствовать сварочной проволоке.Нажмите и удерживайте ключ выключателя горелки более 3 секунд, чтобы прекратить сварку. Это быстрая подача проволоки. Пусть сварочная проволока будет быстро доставлена к головке горелки.
10Удалите расходные материалы и нажимайте курок до тех пор, пока не выйдет провод. Замените расходные материалы.
10 11Отрегулируйте скорость подачи проволоки, силу тока и напряжение.
7Подключение к входному источнику питания Пожалуйста, обратитесь к цифровому знаку на задней панели машины для получения информации о входном напряжении, неправильное напряжение приведет к повреждению машины.
9 Номер версии: RBM1600-20201221A1
8Пожалуйста, подключите газ CO2 1. Подсоедините газовый шланг к машине. 2. Подсоедините шланг и регулятор к газовому баллону.
9Установка сварочной горелки. Сварочную проволоку следует вывести за пределы европейского центрального разъема, а затем установить сварочную горелку. Направляющая трубка проволоки и контактный наконечник сварочной горелки должны соответствовать сварочной проволоке.Нажмите и удерживайте ключ выключателя горелки более 3 секунд, чтобы прекратить сварку. Это быстрая подача проволоки. Пусть сварочная проволока будет быстро доставлена к головке горелки.
10Удалите расходные материалы и нажимайте курок до тех пор, пока не выйдет провод. Замените расходные материалы.
10 11Отрегулируйте скорость подачи проволоки, силу тока и напряжение. Номер версии: RBM1600-20201221A1 1. Выберите режим работы MIG, MMA, LIFT-TIG. 2. Выберите диаметр сварочной проволоки 0,8 или 1,0, выберите сварку сплошной проволокой. 3. Аппарат имеет унифицированную функцию, поэтому просто отрегулируйте эту ручку в соответствии с сварочным током, напряжением и проволокой.
скорость подачи регулируется автоматически одновременно.4. «V». Если вас не устраивает автоматическая регулировка машины, вы можете точно настроить напряжение.
(при неизменном токе и скорости подачи проволоки), "индуктивность", в процессе сварки чувствуется, что сварочная ванна недостаточно глубокая, а всплеск слишком большой, поэтому можно соответствующим образом отрегулировать.
13 С контактным наконечником 1/4 дюйма из металла полностью нажмите курок, чтобы зажечь дугу. 14 Чтобы заменить сварочную проволоку.
Используйте кусачки, чтобы отрезать переднюю часть контактного наконечника, которая больше сварочной проволоки, ослабьте прижимное колесо механизма подачи проволоки, поверните катушку сварочной проволоки по часовой стрелке, поверните сварочную проволоку обратно к катушке подачи проволоки, обратите внимание зажать сварочную проволоку правой рукой, чтобы избежать ее отскока.
Номер версии: RBM1600-20201221A1 1. Выберите режим работы MIG, MMA, LIFT-TIG. 2. Выберите диаметр сварочной проволоки 0,8 или 1,0, выберите сварку сплошной проволокой. 3. Аппарат имеет унифицированную функцию, поэтому просто отрегулируйте эту ручку в соответствии с сварочным током, напряжением и проволокой.
скорость подачи регулируется автоматически одновременно.4. «V». Если вас не устраивает автоматическая регулировка машины, вы можете точно настроить напряжение.
(при неизменном токе и скорости подачи проволоки), "индуктивность", в процессе сварки чувствуется, что сварочная ванна недостаточно глубокая, а всплеск слишком большой, поэтому можно соответствующим образом отрегулировать.
13 С контактным наконечником 1/4 дюйма из металла полностью нажмите курок, чтобы зажечь дугу. 14 Чтобы заменить сварочную проволоку.
Используйте кусачки, чтобы отрезать переднюю часть контактного наконечника, которая больше сварочной проволоки, ослабьте прижимное колесо механизма подачи проволоки, поверните катушку сварочной проволоки по часовой стрелке, поверните сварочную проволоку обратно к катушке подачи проволоки, обратите внимание зажать сварочную проволоку правой рукой, чтобы избежать ее отскока. 15Структура сварочного пистолета
11 Номер версии: RBM1600-20201221A1
Примечание: 1. Сопло, 2. Токопроводящее сопло. Они являются изнашиваемыми деталями, и их необходимо часто заменять, пожалуйста, храните запасы. 19. Трубку направляющего провода лучше оборудовать запасной частью, так как она может повредить принадлежности.
Примечание: 1. Пожалуйста, строго следуйте инструкциям на картинке для подключения, в противном случае пайка будет невозможна. 2 Сварочная проволока со сплошным сердечником поддерживает 0,8 мм, 1,0 мм, 0,6 мм (необходимо приобрести сварочную проволоку, колесо подачи проволоки и
контактный наконечник).3 Машина может устанавливать катушки с проволокой весом 5 кг (11 фунтов) и 1 кг (2,2 фунта). 4 В комплект поставки аппарата входит сварочная проволока с флюсовой сердцевиной весом 1 кг. Этот режим не используется. Сплошная сварочная проволока должна
приобретаться отдельно. 5 опорный сварочный материал, углеродистая сталь, нержавеющая сталь, алюминий не могут быть сварены.
15Структура сварочного пистолета
11 Номер версии: RBM1600-20201221A1
Примечание: 1. Сопло, 2. Токопроводящее сопло. Они являются изнашиваемыми деталями, и их необходимо часто заменять, пожалуйста, храните запасы. 19. Трубку направляющего провода лучше оборудовать запасной частью, так как она может повредить принадлежности.
Примечание: 1. Пожалуйста, строго следуйте инструкциям на картинке для подключения, в противном случае пайка будет невозможна. 2 Сварочная проволока со сплошным сердечником поддерживает 0,8 мм, 1,0 мм, 0,6 мм (необходимо приобрести сварочную проволоку, колесо подачи проволоки и
контактный наконечник).3 Машина может устанавливать катушки с проволокой весом 5 кг (11 фунтов) и 1 кг (2,2 фунта). 4 В комплект поставки аппарата входит сварочная проволока с флюсовой сердцевиной весом 1 кг. Этот режим не используется. Сплошная сварочная проволока должна
приобретаться отдельно. 5 опорный сварочный материал, углеродистая сталь, нержавеющая сталь, алюминий не могут быть сварены. 5) Во время процесса сварки, если время превышает 3 минуты, может сработать защита от перегрузки по току. Вам нужно прекратить работу на несколько минут, дать машине немного остыть и автоматически восстановиться.Если воздух охлаждается более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите. 6) Если у вас есть какие-либо вопросы, свяжитесь с нами по адресу [email protected]
Б) Режим самозащиты порошковой сварочной проволоки.
1. Выберите процесс «МИГ».
2 Установите полярность для сварки MIG с флюсовой проволокой (без газа). Reboot RBM1600 превосходно поддерживает сварочную проволоку диаметром 0,8 мм и 1,0 мм и автоматически
и интеллектуально подбирает лучшие параметры сварки в соответствии с различными спецификациями сварочной проволоки для достижения наилучших результатов.13 4Подсоедините горелку MIG и зажим заземления. Номер версии: RBM1600-20201221A1 Порошковая проволока Примечание: нет необходимости использовать газовый баллон и газовый счетчик. 5Установите катушку с проволокой.
5) Во время процесса сварки, если время превышает 3 минуты, может сработать защита от перегрузки по току. Вам нужно прекратить работу на несколько минут, дать машине немного остыть и автоматически восстановиться.Если воздух охлаждается более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите. 6) Если у вас есть какие-либо вопросы, свяжитесь с нами по адресу [email protected]
Б) Режим самозащиты порошковой сварочной проволоки.
1. Выберите процесс «МИГ».
2 Установите полярность для сварки MIG с флюсовой проволокой (без газа). Reboot RBM1600 превосходно поддерживает сварочную проволоку диаметром 0,8 мм и 1,0 мм и автоматически
и интеллектуально подбирает лучшие параметры сварки в соответствии с различными спецификациями сварочной проволоки для достижения наилучших результатов.13 4Подсоедините горелку MIG и зажим заземления. Номер версии: RBM1600-20201221A1 Порошковая проволока Примечание: нет необходимости использовать газовый баллон и газовый счетчик. 5Установите катушку с проволокой. Диаметр 0,030 дюйма (0,8 мм)/0,040 дюйма (1,0 мм), катушка проволоки 8 дюймов (200 мм, 5 кг), катушка проволоки 4 дюйма (100 мм, 1 кг). 5Установите приводной ролик. Направьте сторону с маркировкой на 0,030 дюйма от аппарата. Примечания: 1. На одном колесе подачи проволоки есть две канавки, одна сторона 0,030 дюйма (0,8 мм), а другая сторона 0,040 дюйма (1,0 мм), чтобы соответствовать соответствующей проволоке. диаметр.
14 Номер версии: RBM1600-20201221A1
2.Колесо подачи зубчатой проволоки, колесо подачи зубчатой проволоки подходит для сварочной проволоки с флюсовой сердцевиной, наша стандартная конфигурация включает 1 кусок 1 кг сварочной проволоки с флюсовой сердцевиной, которую можно установить и использовать напрямую. 6Подайте проволоку и установите давление.
7Подключите к источнику питания. Пожалуйста, обратитесь к цифровому знаку на задней панели машины для получения информации о входном напряжении. Подключение неправильного напряжения
повредит машину.
8Установка сварочной горелки.
Диаметр 0,030 дюйма (0,8 мм)/0,040 дюйма (1,0 мм), катушка проволоки 8 дюймов (200 мм, 5 кг), катушка проволоки 4 дюйма (100 мм, 1 кг). 5Установите приводной ролик. Направьте сторону с маркировкой на 0,030 дюйма от аппарата. Примечания: 1. На одном колесе подачи проволоки есть две канавки, одна сторона 0,030 дюйма (0,8 мм), а другая сторона 0,040 дюйма (1,0 мм), чтобы соответствовать соответствующей проволоке. диаметр.
14 Номер версии: RBM1600-20201221A1
2.Колесо подачи зубчатой проволоки, колесо подачи зубчатой проволоки подходит для сварочной проволоки с флюсовой сердцевиной, наша стандартная конфигурация включает 1 кусок 1 кг сварочной проволоки с флюсовой сердцевиной, которую можно установить и использовать напрямую. 6Подайте проволоку и установите давление.
7Подключите к источнику питания. Пожалуйста, обратитесь к цифровому знаку на задней панели машины для получения информации о входном напряжении. Подключение неправильного напряжения
повредит машину.
8Установка сварочной горелки. Сварочную проволоку следует вывести за пределы европейского центрального разъема, а затем установить сварочную горелку.Направляющая трубка проволоки и контактный наконечник сварочной горелки должны соответствовать сварочной проволоке. Нажмите и удерживайте ключ выключателя горелки более 3 секунд, чтобы прекратить сварку. Это быстрая подача проволоки. Пусть сварочная проволока будет быстро доставлена к головке горелки.
15 Номер версии: RBM1600-20201221A1
9 Удалите расходные материалы и нажимайте курок, пока не выйдет провод. Замените расходные материалы. 10 Обязательно используйте фарфоровые насадки. 11. Отрегулируйте скорость подачи проволоки, ток и напряжение.
16 Номер версии: RBM1600-20201221A1
1. Выберите режим работы MIG, MMA, LIFT-TIG.2. Выберите диаметр сварочной проволоки 0,8 мм/1,0 мм, выберите безвоздушную сварку (порошковая проволока). 3. Аппарат имеет унифицированную функцию, поэтому просто отрегулируйте эту ручку в соответствии с сварочным током, напряжением и проволокой.
Сварочную проволоку следует вывести за пределы европейского центрального разъема, а затем установить сварочную горелку.Направляющая трубка проволоки и контактный наконечник сварочной горелки должны соответствовать сварочной проволоке. Нажмите и удерживайте ключ выключателя горелки более 3 секунд, чтобы прекратить сварку. Это быстрая подача проволоки. Пусть сварочная проволока будет быстро доставлена к головке горелки.
15 Номер версии: RBM1600-20201221A1
9 Удалите расходные материалы и нажимайте курок, пока не выйдет провод. Замените расходные материалы. 10 Обязательно используйте фарфоровые насадки. 11. Отрегулируйте скорость подачи проволоки, ток и напряжение.
16 Номер версии: RBM1600-20201221A1
1. Выберите режим работы MIG, MMA, LIFT-TIG.2. Выберите диаметр сварочной проволоки 0,8 мм/1,0 мм, выберите безвоздушную сварку (порошковая проволока). 3. Аппарат имеет унифицированную функцию, поэтому просто отрегулируйте эту ручку в соответствии с сварочным током, напряжением и проволокой. скорость подачи регулируется автоматически одновременно. 4 "V", если вас не устраивает автоматическая регулировка машины, вы можете точно настроить напряжение
(при неизменном токе и скорости подачи проволоки), "индуктивность", в процессе сварки чувствуется, что сварочная ванна недостаточно глубокая, а всплеск слишком большой, поэтому можно соответствующим образом отрегулировать.12 С контактным наконечником 1/4 дюйма из металла полностью нажмите курок, чтобы инициировать дугу. 13 Чтобы заменить сварочную проволоку. Используйте кусачки, чтобы отрезать переднюю часть контактного наконечника, которая больше, чем сварочная проволока, ослабьте механизм подачи проволоки. прижимное колесо, поверните катушку сварочной проволоки по часовой стрелке, поверните сварочную проволоку обратно к катушке подачи проволоки, обратите внимание на то, чтобы зажать сварочную проволоку правой рукой, чтобы избежать отскакивания проволоки.
14 структура факела:
17 Номер версии: RBM1600-20201221A1 Примечание: 1.Сопло, 2.
скорость подачи регулируется автоматически одновременно. 4 "V", если вас не устраивает автоматическая регулировка машины, вы можете точно настроить напряжение
(при неизменном токе и скорости подачи проволоки), "индуктивность", в процессе сварки чувствуется, что сварочная ванна недостаточно глубокая, а всплеск слишком большой, поэтому можно соответствующим образом отрегулировать.12 С контактным наконечником 1/4 дюйма из металла полностью нажмите курок, чтобы инициировать дугу. 13 Чтобы заменить сварочную проволоку. Используйте кусачки, чтобы отрезать переднюю часть контактного наконечника, которая больше, чем сварочная проволока, ослабьте механизм подачи проволоки. прижимное колесо, поверните катушку сварочной проволоки по часовой стрелке, поверните сварочную проволоку обратно к катушке подачи проволоки, обратите внимание на то, чтобы зажать сварочную проволоку правой рукой, чтобы избежать отскакивания проволоки.
14 структура факела:
17 Номер версии: RBM1600-20201221A1 Примечание: 1.Сопло, 2. Токопроводящее сопло. Это быстроизнашивающиеся детали, и их необходимо часто заменять, пожалуйста. держать инвентарь. 19. Трубку направляющего провода лучше оборудовать запасной частью, так как она может повредить Примечание аксессуары. 1) Пожалуйста, строго следуйте инструкциям на картинке для подключения, иначе пайка будет невозможна. 2) Сварочная проволока с флюсовой сердцевиной поддерживает 0,8 мм, 1,0 мм. 3) На машину можно установить катушки с сварочной проволокой весом 5 кг (11 фунтов) и 1 кг (2,2 фунта). 4) Машина оснащена порошковой проволокой массой 1 кг (2,2 фунта), которую можно установить и использовать напрямую.5) Материал для сварки опор, углеродистая сталь, алюминий и нержавеющая сталь не могут быть сварены. 6) Диаметр сварочной проволоки, канавка колеса подачи проволоки и отверстие контактного наконечника должны соответствовать. 7) Прижимной ролик устройства подачи проволоки не должен быть слишком тугим или слишком свободным, что может привести к подача проволоки нестабильна.
Токопроводящее сопло. Это быстроизнашивающиеся детали, и их необходимо часто заменять, пожалуйста. держать инвентарь. 19. Трубку направляющего провода лучше оборудовать запасной частью, так как она может повредить Примечание аксессуары. 1) Пожалуйста, строго следуйте инструкциям на картинке для подключения, иначе пайка будет невозможна. 2) Сварочная проволока с флюсовой сердцевиной поддерживает 0,8 мм, 1,0 мм. 3) На машину можно установить катушки с сварочной проволокой весом 5 кг (11 фунтов) и 1 кг (2,2 фунта). 4) Машина оснащена порошковой проволокой массой 1 кг (2,2 фунта), которую можно установить и использовать напрямую.5) Материал для сварки опор, углеродистая сталь, алюминий и нержавеющая сталь не могут быть сварены. 6) Диаметр сварочной проволоки, канавка колеса подачи проволоки и отверстие контактного наконечника должны соответствовать. 7) Прижимной ролик устройства подачи проволоки не должен быть слишком тугим или слишком свободным, что может привести к подача проволоки нестабильна. 8) Установка катушки подачи проволоки не должна быть слишком свободной или слишком тугой, иначе сварочная проволока катушка с проволокой отскакивает, а проволока подается слишком медленно.Возможные проблемы 1) Нет реакции при включении питания, проверьте штекерное соединение. 2) Нет ответа при включении питания, откройте крышку и проверьте, не отсоединены ли внутренние соединительные провода. 3) Подача проволоки нестабильна. Пожалуйста, проверьте катушку подачи проволоки и прижимной ролик подачи проволоки, и сварочная горелка не должна быть накручена. Обратите внимание, чтобы диаметр сварочной проволоки соответствовал канавке колеса подачи проволоки и контактному наконечнику. 4) Нет подачи проволоки, убедитесь, что рабочий режим соответствует режиму MIG, убедитесь, что сварочная горелка правильно подключена, нажмите переключатель горелки или проволока не подается, пожалуйста, свяжитесь с нами.5) Во время процесса сварки, если время превышает 3 минуты, может сработать защита от перегрузки по току.
8) Установка катушки подачи проволоки не должна быть слишком свободной или слишком тугой, иначе сварочная проволока катушка с проволокой отскакивает, а проволока подается слишком медленно.Возможные проблемы 1) Нет реакции при включении питания, проверьте штекерное соединение. 2) Нет ответа при включении питания, откройте крышку и проверьте, не отсоединены ли внутренние соединительные провода. 3) Подача проволоки нестабильна. Пожалуйста, проверьте катушку подачи проволоки и прижимной ролик подачи проволоки, и сварочная горелка не должна быть накручена. Обратите внимание, чтобы диаметр сварочной проволоки соответствовал канавке колеса подачи проволоки и контактному наконечнику. 4) Нет подачи проволоки, убедитесь, что рабочий режим соответствует режиму MIG, убедитесь, что сварочная горелка правильно подключена, нажмите переключатель горелки или проволока не подается, пожалуйста, свяжитесь с нами.5) Во время процесса сварки, если время превышает 3 минуты, может сработать защита от перегрузки по току. Вам нужно прекратить работу на несколько минут, дать машине немного остыть и автоматически восстановиться. Если воздух охлаждается более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите.
18 6) Если у вас есть какие-либо вопросы, свяжитесь с нами по адресу [email protected] Номер версии: RBM1600-20201221A1 Режим 3LIFT-TIG:
Перезагрузите RBM1600 для тонких листов с более высокими требованиями к процессу сварки или сварки с более высокими требованиями к процессу, особенно для сварки нержавеющей стали, вы можете использовать режим LIFT TIG, который требует использования чистого аргона.1 Выберите процесс «Lift TIG». 2 Как подключить горелку TIG ПРИМЕЧАНИЕ. Горелка TIG не входит в комплект поставки. 3 Отрегулируйте ток, можно отрегулировать только ток.
19 Номер версии: RBM1600-20201221A1
4 WP17V Структура сварочной горелки ПРИМЕЧАНИЕ. Горелка TIG и принадлежности не входят в комплект поставки.
Примечание: 1. керамическое сопло, 2. вольфрамовая цанга, 3. корпус вольфрамовой цанги, 4.
Вам нужно прекратить работу на несколько минут, дать машине немного остыть и автоматически восстановиться. Если воздух охлаждается более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите.
18 6) Если у вас есть какие-либо вопросы, свяжитесь с нами по адресу [email protected] Номер версии: RBM1600-20201221A1 Режим 3LIFT-TIG:
Перезагрузите RBM1600 для тонких листов с более высокими требованиями к процессу сварки или сварки с более высокими требованиями к процессу, особенно для сварки нержавеющей стали, вы можете использовать режим LIFT TIG, который требует использования чистого аргона.1 Выберите процесс «Lift TIG». 2 Как подключить горелку TIG ПРИМЕЧАНИЕ. Горелка TIG не входит в комплект поставки. 3 Отрегулируйте ток, можно отрегулировать только ток.
19 Номер версии: RBM1600-20201221A1
4 WP17V Структура сварочной горелки ПРИМЕЧАНИЕ. Горелка TIG и принадлежности не входят в комплект поставки.
Примечание: 1. керамическое сопло, 2. вольфрамовая цанга, 3. корпус вольфрамовой цанги, 4. короткая задняя крышка, 5. длинная задняя крышка. Вышеупомянутая конструкция является изнашиваемой деталью, пожалуйста, держите ее на складе.
Примечание 1) Пожалуйста, подключите в соответствии с рисунком, в противном случае его нельзя сварить 2) Этот аппарат не является профессиональным аппаратом для аргонно-дуговой сварки с высокочастотным запуском дуги, это только контактный запуск дуги LIFT TIG или запуск трением.20 Номер версии: RBM1600-20201221A1
3) Необходимо использовать TIG, горелку wp17v, эта горелка не входит в комплект, вам нужно купить ее самостоятельно 4) Сварочный материал поддержки, углеродистая сталь, нержавеющая сталь, легированная сталь, алюминий не могут быть сварены. 5) Этот режим сварки требует использования вольфрамовых игл, которые необходимо приобретать отдельно, а размер
вольфрамовой иглы должна соответствовать цанге и корпусу цангового патрона сварочного пистолета, иначе она не может быть установлена 6) В этом режиме необходимо использовать аргонную сварку.
короткая задняя крышка, 5. длинная задняя крышка. Вышеупомянутая конструкция является изнашиваемой деталью, пожалуйста, держите ее на складе.
Примечание 1) Пожалуйста, подключите в соответствии с рисунком, в противном случае его нельзя сварить 2) Этот аппарат не является профессиональным аппаратом для аргонно-дуговой сварки с высокочастотным запуском дуги, это только контактный запуск дуги LIFT TIG или запуск трением.20 Номер версии: RBM1600-20201221A1
3) Необходимо использовать TIG, горелку wp17v, эта горелка не входит в комплект, вам нужно купить ее самостоятельно 4) Сварочный материал поддержки, углеродистая сталь, нержавеющая сталь, легированная сталь, алюминий не могут быть сварены. 5) Этот режим сварки требует использования вольфрамовых игл, которые необходимо приобретать отдельно, а размер
вольфрамовой иглы должна соответствовать цанге и корпусу цангового патрона сварочного пистолета, иначе она не может быть установлена 6) В этом режиме необходимо использовать аргонную сварку. возможные проблемы
1) Нет ответа при запуске, проверьте штекерное соединение.2) Нет ответа при загрузке, пожалуйста, откройте крышку и проверьте, есть ли внутреннее соединение
провода свободны. 3) Во время процесса сварки, если время превышает 3 минуты, может сработать защита от перегрузки по току. Тебе следует
прекратите работу на несколько минут, дайте машине остыть в течение некоторого времени и автоматически восстановите работу. Если воздух охлаждается более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите. 4) Если у вас есть какие-либо вопросы, свяжитесь с нами по адресу [email protected] 5) Lift TIG отличается от профессионального высокочастотного TIG.Лифт TIG необходимо сваривать после контакта с дугой. Высокочастотный тиг не требует контакта с дугой. Lifttig не подходит для точечной сварки.
Часть 6: Внутренняя схема машины
1. 7 импортных транзисторов, стабильный и мощный выходной ток. 2. 3 мощных больших конденсатора, машина более стабильна. 3. Охлаждающие вентиляторы, значительно улучшающие продолжительность нагрузки машины.
возможные проблемы
1) Нет ответа при запуске, проверьте штекерное соединение.2) Нет ответа при загрузке, пожалуйста, откройте крышку и проверьте, есть ли внутреннее соединение
провода свободны. 3) Во время процесса сварки, если время превышает 3 минуты, может сработать защита от перегрузки по току. Тебе следует
прекратите работу на несколько минут, дайте машине остыть в течение некоторого времени и автоматически восстановите работу. Если воздух охлаждается более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите. 4) Если у вас есть какие-либо вопросы, свяжитесь с нами по адресу [email protected] 5) Lift TIG отличается от профессионального высокочастотного TIG.Лифт TIG необходимо сваривать после контакта с дугой. Высокочастотный тиг не требует контакта с дугой. Lifttig не подходит для точечной сварки.
Часть 6: Внутренняя схема машины
1. 7 импортных транзисторов, стабильный и мощный выходной ток. 2. 3 мощных больших конденсатора, машина более стабильна. 3. Охлаждающие вентиляторы, значительно улучшающие продолжительность нагрузки машины.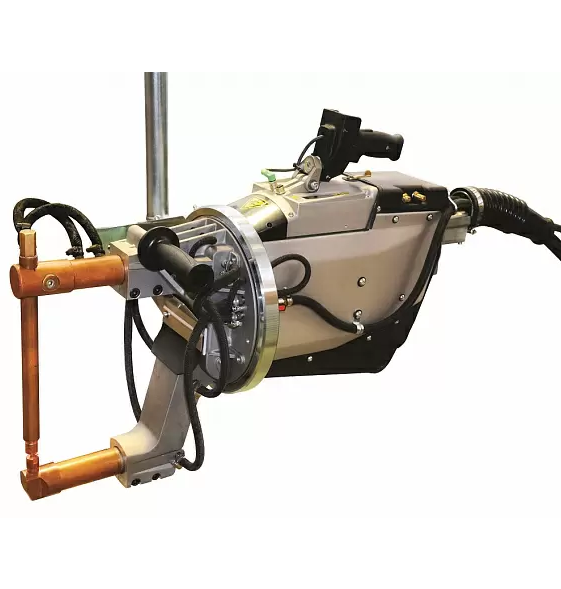 21 Номер версии: RBM1600-20201221A1
4. Главный трансформатор из меди 18:3, размер магнитопровода: 562828, мощность больше.5. Кроме того, добавлено выходное реактивное сопротивление, выходной сварочный ток более стабилен, форма сварки хорошая, а разбрызгивание меньше.
6. Мощная металлическая структура подачи проволоки, сильное усилие подачи проволоки и стабильная подача проволоки. 7. Толстый выходной соединительный провод из меди, эффект сварки лучше. 8. Более толстый радиатор, лучший эффект рассеивания тепла.
Часть 7: Устранение неполадок Соблюдайте все правила техники безопасности, подробно описанные в данном руководстве. ПРОБЛЕМЫ (СИМПТОМЫ) ВОЗМОЖНАЯ ПРИЧИНА ПРОБЛЕМЫ ВЫВОДА Очевидно серьезное физическое или электрическое повреждение.«Не подключайте машину к сети и не включайте ее». Обратитесь в местный авторизованный сервисный центр. Нет подачи проволоки, сварочного шва или подачи газа при нажатии на спусковой крючок горелки. Вентилятор НЕ работает. 1. Убедитесь, что на машину подается правильное напряжение.
21 Номер версии: RBM1600-20201221A1
4. Главный трансформатор из меди 18:3, размер магнитопровода: 562828, мощность больше.5. Кроме того, добавлено выходное реактивное сопротивление, выходной сварочный ток более стабилен, форма сварки хорошая, а разбрызгивание меньше.
6. Мощная металлическая структура подачи проволоки, сильное усилие подачи проволоки и стабильная подача проволоки. 7. Толстый выходной соединительный провод из меди, эффект сварки лучше. 8. Более толстый радиатор, лучший эффект рассеивания тепла.
Часть 7: Устранение неполадок Соблюдайте все правила техники безопасности, подробно описанные в данном руководстве. ПРОБЛЕМЫ (СИМПТОМЫ) ВОЗМОЖНАЯ ПРИЧИНА ПРОБЛЕМЫ ВЫВОДА Очевидно серьезное физическое или электрическое повреждение.«Не подключайте машину к сети и не включайте ее». Обратитесь в местный авторизованный сервисный центр. Нет подачи проволоки, сварочного шва или подачи газа при нажатии на спусковой крючок горелки. Вентилятор НЕ работает. 1. Убедитесь, что на машину подается правильное напряжение. 2. Убедитесь, что выключатель питания находится в положении ON. 3. Убедитесь, что автоматический выключатель сброшен. Нет подачи проволоки, сварочного шва или подачи газа при нажатии на спусковой крючок горелки.
Вентилятор работает нормально. 1. Термостат может сработать из-за перегрева. Дайте машине остыть. Сварка с меньшим рабочим циклом.2. Проверьте, нет ли препятствий для потока воздуха. Проверьте соединения триггера пистолета. См. раздел «Установка». ПРОБЛЕМЫ С КОРМЛЕНИЕМ 3. Возможно, неисправен курок пистолета.
1. Если двигатель привода проволоки работает, убедитесь, что в машине установлены правильные приводные ролики. Нет подачи проволоки при нажатии курка пистолета. Вентилятор работает, газ течет, и сварочный аппарат имеет правильное напряжение холостого хода. 2. Проверьте, не засорен ли кабельный канал или контактный наконечник. 3. Проверьте правильность размеров кабельного канала и контактного наконечника. 4. Проверьте, установлен ли переключатель пистолета для катушки, расположенный в отсеке подачи проволоки, в нужное положение.
2. Убедитесь, что выключатель питания находится в положении ON. 3. Убедитесь, что автоматический выключатель сброшен. Нет подачи проволоки, сварочного шва или подачи газа при нажатии на спусковой крючок горелки.
Вентилятор работает нормально. 1. Термостат может сработать из-за перегрева. Дайте машине остыть. Сварка с меньшим рабочим циклом.2. Проверьте, нет ли препятствий для потока воздуха. Проверьте соединения триггера пистолета. См. раздел «Установка». ПРОБЛЕМЫ С КОРМЛЕНИЕМ 3. Возможно, неисправен курок пистолета.
1. Если двигатель привода проволоки работает, убедитесь, что в машине установлены правильные приводные ролики. Нет подачи проволоки при нажатии курка пистолета. Вентилятор работает, газ течет, и сварочный аппарат имеет правильное напряжение холостого хода. 2. Проверьте, не засорен ли кабельный канал или контактный наконечник. 3. Проверьте правильность размеров кабельного канала и контактного наконечника. 4. Проверьте, установлен ли переключатель пистолета для катушки, расположенный в отсеке подачи проволоки, в нужное положение.