Рутиловые электроды для сварки – Где применять | Как использовать
На что обратить внимание при выборе электродов для сварки инвертором? Материал, толщина, производитель? Что еще? Один из важнейших параметров – покрытие (обмазка) электрода. Химический состав, нанесенный на металлический стержень, защищает сварочную ванну от негативного влияния окружающих газов и гарантирует получение шва с заранее известными свойствами.
Чаще всего в профильных магазинах встречаются следующие варианты покрытий:- Основное
- Целлюлозное
- Кислотное
- Рутиловое
- Смешанные типы
Помимо перечисленных существуют электроды с другими видами обмазок (имеют маркировку П). Они пользуются меньшим спросом и реже применяются, чем вышеупомянутые.
Покрытия наделяют электроды уникальными свойствами. Каждый из видов обладает собственными преимуществами и недостатками, а также имеет определенные ограничения по применению.
Рутиловые электроды – Состав | Характеристики | Маркировка
Конструкция электродов проста: внутри находится металлический стержень, снаружи – покрытие. Материал стержня и свариваемых деталей должен совпадать, чтобы гарантировано получить качественный сварной шов без дефектов.
Что представляет собой рутиловое покрытие:- Двуокись титана
- Полевой шпат
- Ферромарганец
- Магнезит
- Декстрин
Это классический «рецепт» рутилового покрытия. Однако встречаются и смешанные типы обмазок:
- Рутилово-целлюлозные (РЦ) – дают возможность варить в любом положении, включая сварной шов (сверху-вниз)
- Рутилово-основные (РБ) – позволяют осуществлять сварку не ограничиваясь в положениях, отличаются легким удалением шлака и наделяют шов высокой вязкостью
- Рутилово-кислые (РA) – отличаются легкостью устранения шлака, имеющего пористую структуру
Какие рутиловые электроды выбрать? На сегодняшний день больше всего востребованы варианты с маркировкой Э42 и Э46. Каждый из них предлагает определенные показатели ударной вязкости и прочности сварочного шва, в зависимости от которых профессионалы выбирают тот или ной вариант расходного материала.
 Что содержит полная маркировка? В качестве примера возьмем рутилово-целлюлозные электроды FUBAG FB 46 D3.0 мм.
Что содержит полная маркировка? В качестве примера возьмем рутилово-целлюлозные электроды FUBAG FB 46 D3.0 мм.
На упаковке электродов указано следующее:
Э46-FB46-∅-УДE431(3)-РЦ12
Расшифруем полностью:
— «Э46» – Электрод для ручной дуговой сварки (буква Э) с пределом прочности 46 кгс/мм2 (число 46).— «FB46» – Название электрода данное производителем.
— «∅» – Символ указывает на диаметр, представленный в характеристиках на упаковке.
— «У» – Определяет возможность применения. В данном случае это низколегированная сталь с пределом прочности 60 кгс/мм2.
— «Д» – Указывает на толщину обмазки и означает толстое покрытие (тонкое обозначается маркером «М», среднее – «С», а очень толстое «Г»).
— «Е» – Означает, что покрытие подвергается плавлению.
— «43» – Еще одно значение предела прочности.
Временное сопротивление разрыву не менее – 44 кгс/мм2— «1» — Относительное удлинение составляет не менее 20%
— «(3)» — Указывает на показатель температуры равный -20оС. Это минимальное значение при котором соблюдается условие – ударная связь не опускается ниже 34 Дж/см2 (считается показатель ежду металлом шва и направленным металломы)
— «РЦ» — Тип покрытия – рутилово-целлюлозное
— «1»
— «2» — Сварка проводится на прямой полярности и рекомендованное напряжение холостого тока, которого стоит придерживаться, составляет 50 В (допустимое отклонение от показателя 5 в большую и меньшую сторону)
Убедились в том, что представлено немало полезной информации об электродах? А ведь такая маркировка имеется у каждого из производителей. Советуем обращать на нее внимание, чтобы подобрать лучший вариант для создания качественного шва.
Где применяются рутиловые электроды
Химический состав наделяет электроды с рутиловым покрытием устойчивостью к высокой влажности. За счет этого сварщику гарантирована стабильность сварочной дуги даже в случае попадания воды в зону горения. Конечно же, это преимущество невозможно проигнорировать. Рутиловые электроды часто используются при ремонте трубопровода или других конструкций, которые находятся во влажной среде.
За счет этого сварщику гарантирована стабильность сварочной дуги даже в случае попадания воды в зону горения. Конечно же, это преимущество невозможно проигнорировать. Рутиловые электроды часто используются при ремонте трубопровода или других конструкций, которые находятся во влажной среде.
Немаловажной является возможность наплавлять толстый сварочный шов на металлическую поверхность. Это делает их востребованным среди мастеров, которые ремонтируют (восстанавливают) разнообразные детали и инструменты со стертой поверхностью.
Дополнительным бонуса от применения рутиловых электродов во время сварки инвертором идет минимальное разбрызгивание. Таким образом значительно экономится материал, что уменьшает расходы на выполнение сварочных работ. Это наверняка будет важно как для профессионала, так и новичка.
Почему продавцы рекомендуют рутиловые электроды
- Универсальность – стабильная дуга в независимости от вида тока (постоянный/переменный).

- Легкий розжиг дуги – отсутствие заминок повторном зажигании.
- Малый коэффициент разбрызгивания.
- Возможность работы с влажным материалом, поверхностью с небольшим коррозийным слоем или грунтовкой.
- Отличный показатель ударной вязкости шва.
- Устойчивость сварочного шва – после сварки рутиловым электродом полученный сварочный шов сохранит качество даже при длительных нагрузках.
- Отсутствие вредоносных испарений.

Сравнение – рутиловое относительно других типов покрытий
Электрод с кислотным покрытием проигрывает рутиловому типу в стабильности сварочной дуги. При этом интенсивность сохраняется как в случае постоянного тока, так и переменного.
Основное покрытие проигрывает в легкости розжига и удобстве применения, ведь при использовании рутилового электрода нет необходимости в постоянной зачистке нагара, образовавшегося после некоторого времени. Такой вид идеален для создания коротких швов, не принося никаких неудобств во время работы.
В отличие от прочих разновидностей электродов при использовании рутиловой обмазки не требуется специальная подготовка поверхности. Работа с рутиловым покрытием гарантирует качественный и стойкий шов, на котором уж точно не будет трещин.
Дополнительным бонусом станет возможность быстрой зачистке поверхности шва. После работы не понадобится долгая шлифовка. Шлак легко отделится, экономя драгоценное время сварщика.
Говоря о достоинствах, стоит быть объективным. Не все так гладко и, конечно же, имеются и свои недостатки:- Ограниченный диапазон металлов, которые можно сваривать данным электродом.
- Перед тем, как приступить к работе расходнику требуется просушка и прокалка.
- Обязательное внимание на номинальное напряжение – серьезное отклонение в большую сторону может привести к ухудшению свойств сварочного шва.
Подготовка перед сваркой (Прокалка электродов)
Как уже говорилось ранее, перед использованием рутилового электрода, обязательным этапом работы является его прокалка.
Существуют разновидности требующие температуры до 90С, но есть и такие, которые вовсе не требуют прокалки.
Обратите внимание на то, что прокалка может повторно потребоваться, если:- При осмотре обнаружилось, что обмазка слишком сырая
- Электроды начали липнуть к металлу
- Расходные материалы хранились в ненадлежащих условиях в течение долгого времени
Стоит ли постоянно прокаливать электроды? Конечно же, нет. Существует даже рекомендация – прокаливать не более 3-х раз. Именно поэтому новичкам следует не спешить и прокаливать лишь столько электродов, сколько понадобится для выполнения текущих задач, а не всю коробку.
Что нужно для прокалки? Лучше всего прокаливать в термопенале или специальной печи. Существуют и другие варианты, которые используют разные домашние мастера, но мы не будем их упоминать в виду сложности и побочных эффектов.
Немного советов по применению рутиловых электродов
Обратите внимание на материал сердечника. Стержень должен соответствовать свариваемому металлу. Только так вы достигните максимального качества сварного шва.
Не забывайте о диаметре электродов. Показатель должен соответствовать толщине металла свариваемой конструкции с возможным небольшим отклонением (смотрите таблицу ниже). Отметим, что опытные сварщики могут использовать и более толстый или тонкий электрод, полагаясь на свой богатый опыт в работе.
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Обычные рутиловые электроды: что это такое
В промышленности большое распространение получила электро- и газовая сварка. Каждый вид обладает конкретными преимуществами, но имеет и некоторые отрицательные качества. Для сварочного процесса используются разные расходные материалы. Рутиловые электроды – не исключение.
Для сварочного процесса используются разные расходные материалы. Рутиловые электроды – не исключение.
Рутиловые электроды обычно применяются при ручной дуговой сварке и наплавке.
Особенности материала
Технологический процесс сварки не может происходить без сварочного электрода. Для каждого вида сварки разработан определенный вид электродов.
Сам сварочный электрод сделан из двух частей. Это его сердцевина и соответствующее покрытие. Сердцевина делается из металла и покрывается особым порошком, который наносится равномерно. Состав покрытия во многом влияет на качественные показатели сварочного процесса, от него зависит, какой материал можно сваривать данным электродом.
Преимуществами рутиловых электродов являются: способность легко зажигаться, создавать дугу и склонность к созданию пор.
В последнее время большую популярность у сварщиков имеет электрод с особым покрытием, называемым рутилом. Что такое рутиловые электроды? В основном покрытие сделано из оксида титана и обладает большими преимуществами в сравнении с другими. Это связано с несколькими причинами.
Это связано с несколькими причинами.
Прежде всего, покрытие не выделяет токсичных газов. Это очень важно, так как это напрямую связано со здоровьем рабочего. Такие электроды дают возможность серьезно сократить время сварочного процесса. Материалы, имеющие рутиловое покрытие, можно применять для проведения работ в вертикальной плоскости.
При сварке различных видов стали требуется учитывать уровень технологических показателей электродов:
- сварка в пространстве;
- род сварочного тока;
- производительность;
- возможность появления пор;
- наличие водорода;
- появление трещин.
Рутиловые электроды не стоит использовать в работе при слишком высоких температурах.
Все указанные выше характеристики обязательно нужно учитывать, когда делается выбор марки электрода. Это сильно зависит от используемого покрытия. Они могут быть:
- целлюлозными;
- кислыми;
- смешанными;
- рутиловыми.
Рассмотрим сварочные электроды, которые имеют рутиловое покрытие. Основой такого покрытия является рутиловый концентрат, которого больше 50%. Шов, который получается после сварочных работ рутиловым электродом, состоит из низкоуглеродистой стали. Полученный металлический шов имеет высокую стойкость к возникновению трещин, если проводить сравнение с подобными электродами, оснащенными кислым покрытием.
Основой такого покрытия является рутиловый концентрат, которого больше 50%. Шов, который получается после сварочных работ рутиловым электродом, состоит из низкоуглеродистой стали. Полученный металлический шов имеет высокую стойкость к возникновению трещин, если проводить сравнение с подобными электродами, оснащенными кислым покрытием.
Главные параметры сварочного шва, полученного рутиловыми электродами, напоминают сварку, проводимую электродами марки Э42. Этот вид наделен малой чувствительностью к возникновению пор, когда происходит изменение величины длины дуги. Электроды не обладают чувствительностью, когда проводится сварка водянистой поверхности или требуется сварить кислую поверхность.
Вернуться к оглавлению
Положительные качества рутиловых электродов
Если сравнивать их с аналогичными видами, то можно выделить различные положительные качества:
- Газовые выделения нетоксичны. Наносят минимальный вред здоровью сварщика.
- При работе переменным током поддерживается стабильное и сильное горение дуги.
- В случае разбрызгивания наблюдаются небольшие потери металла.
- Без труда отделяется шлаковая корка.
- Качественное формирование шва.

В состав рутиловых электродов входят алюмосиликаты, карбонаты и минерал рутил.
Когда покрытие имеет много карбонатов, увеличивается щелочность шлака. В результате наплавленный металл получает малое количество кремния, обнаруживается низкое содержание кислорода. Происходит увеличение показателей ударной вязкости, увеличивается стойкость металла, сводится к нулю образование трещин.
В случае большой влажности покрытий наблюдается малое количество водорода в металлическом шве, практически минимизируется образование пор.
За счет присутствия TiO2 в электродах, имеющих рутиловое покрытие, они способны с легкостью повторно зажечь дугу. Причем этот процесс не требует удаления пленки с кратера электрода, так как при большом количестве TiO2 он имеет свойства полупроводниковой проводимости. Он способен зажечь дугу, не входя в соприкосновение своим стержнем со свариваемым металлом. Такое положительно качество рутилового покрытия позволяет выполнять работу короткими швами, при которой приходится очень часто прерывать горение дуги.
Такое положительно качество рутилового покрытия позволяет выполнять работу короткими швами, при которой приходится очень часто прерывать горение дуги.
Чтобы проводить сварочные работы, можно использовать только рутиловые качественные электроды, которые прошли сушку более 24 часов. Если они были прокалены при большой температуре, возможно появление пор. Их появление может быть связано с увеличением силы тока, когда выполняется сварка тавровыми швами, когда варится тонкий металл и требуется использование электродов большого размера.
Когда проводится сварка стали, имеющей окалину, такие электроды не образуют поры. Они наделены высокой стойкостью в случае образования трещин, если сравнивать их с аналогичными электродами, отличающимися кислым покрытием.
Схема электрода.
В основном данный тип имеет технологические показатели, которые намного лучше показателей электродов, имеющих другое покрытие. Использование рутила обеспечивает великолепное постоянство работы дуги, когда проводится сварка постоянным электрическим током.
Электроды отличает низкий показатель разбрызгивания, простота отделяемости шлаковых образований. Этот вид считается самым лучшим для проведения сварочных работ на потолке, а также в вертикальной плоскости. Такая простота возникает вследствие того, что этот тип покрытия во время плавления начинает образовывать соединения титана, которые мгновенно появляются на поверхности, выплывая из расплавленной ванны.
Кроме того, такие титановые покрытия сильно увеличивают вязкость шлака, особенно в моменты понижения температуры. Эти шлаки получили название «короткие».
Технологические свойства рутиловых электродов:
- простота зажигания дуги;
- минимальное образование пор в момент розжига;
- высокая сопротивляемость усталостным характеристикам сварочных соединений.
Благодаря высокому содержанию металлического порошка в рутиловых покрытиях происходит уменьшение количества углерода в сварочном шве, сера распределяется более однородно.
https://youtu. be/dlS8VKAGMOk
be/dlS8VKAGMOk
Вернуться к оглавлению
Состав и технологические характеристики
Подобные электроды изготавливаются из разных типов сварочной проволоки, чаще всего производители используют марку СВ-08А. Данную проволоку покрывают твердым флюсом, состоящим в основном из натуральной двуокиси титана (рутиловый естественный минерал).
Флюс имеет в своем составе газозащитную составляющую, сделанную из органики.
Поэтому данный тип используется только после просушки. Влажное покрытие не в состоянии справиться с возникновением наводороживания шва.
Стандартом регламентируются размеры и форма этих электродов. Маркировка изделий должна иметь обозначение «Р», сообщающее марку флюса. Ориентируясь на эту букву, можно легко найти рутиловые изделия и не перепутать с другими разновидностями продукции.
Вернуться к оглавлению
Немного о применении
Функции электродного покрытия.
Основным назначением считается дуговая сварка различных типов стали, проводимая вручную. Такими электродами вполне доступно проводить на поверхности деталей наплавку металла.
Такими электродами вполне доступно проводить на поверхности деталей наплавку металла.
Проводятся сварочные работы с любыми типами малоуглеродистых сталей. Не стоит пользоваться рутиловыми электродами, когда требуется сварить приспособления, которые будут эксплуатироваться при высоких температурах.
Вернуться к оглавлению
Основные режимы и их нюансы
Электроды, имеющие рутиловый флюс, могут работать совместно с любым видом электродуговых сварочных агрегатов. Величина сварочного тока соответствует стандартным показателям.
Данные электроды не имеют никаких ограничений, касающихся типа шва. Такими деталями можно получать потолочные швы, с успехом проводятся сварочные работы в вертикальной плоскости. Соединения делаются встык, применяется способ соединения внахлест. Для работы с таким типом электродов не требуется специальная подготовка торцов. Известно, что они прекрасно варят поверхности, покрытые краской.
Отменное качество наблюдается при угловой или стыковочной сварке. Благодаря рутиловому покрытию стало возможно получить высочайшее качество шва, когда проводятся стыковочные работы основного металла и материала после наплавления. В данном случае появление остаточных напряжений практически минимально.
Благодаря рутиловому покрытию стало возможно получить высочайшее качество шва, когда проводятся стыковочные работы основного металла и материала после наплавления. В данном случае появление остаточных напряжений практически минимально.
https://youtu.be/7vjDO-iSb4Q
Несколько сложнее выполнять сварочные работы такими электродами, когда требуется провести тавровую стыковку, а детали должны иметь солидный зазор между торцами.
Для такого случая требуется использовать электроды большого размера с толстым покрывающим слоем. Подобный присадочный материал всегда вызывает сложности. Приходится увеличивать сварочный ток, а это ведет к увеличению риска получения пористого шва.
Электроды MP-3C (4х450 мм; 1 кг; рутиловое покрытие) СИБРТЕХ 97525 — цена, отзывы, характеристики, фото
Электроды MP-3C СИБРТЕХ 97525 предназначены для сварки методом ММА рядовых и ответственных конструкций из углеродистых и низколегированных сталей. Сварка ведется переменным и постоянным током. Электроды обеспечивают мягкое горение, малое разбрызгивание и отлично формируют шов.
Электроды обеспечивают мягкое горение, малое разбрызгивание и отлично формируют шов.
Химический состав наплавленного металла:
- углерод не более 0.12%;
- марганец 0.35-0.70%;
- кремний 0.09-0.25%;
- сера не более 0.04%;
- фосфор не более 0.045%.
- Тип Э46
- Диаметр, мм 4.0
- Марка электрода МР-3С
- Свариваемый материал углеродистые стали
- Покрытие рутиловое
- Длина, мм 450
- Вес, кг 1
 org/PropertyValue»> Аналоги СЭ ОК-46, ОЗС-12, АНО-36
org/PropertyValue»> Аналоги СЭ ОК-46, ОЗС-12, АНО-36Этот товар из подборок
Параметры упакованного товара
Единица товара: Штука
Вес, кг: 1,07
Длина, мм: 15
Ширина, мм: 455
Высота, мм: 50
Произведено
- Россия — родина бренда
- Китай — страна производства*
- Информация о производителе
Указанная информация не является публичной офертой
На данный момент для этого товара нет расходных материаловСервис от ВсеИнструменты.
 ру
руМы предлагаем уникальный сервис по обмену, возврату и ремонту товара!
Вернем вам деньги, если данный товар вышел из строя в течение 14 дней с момента покупки.
Обратиться по обмену, возврату или сдать инструмент в ремонт вы можете в любом магазине или ПВЗ ВсеИнструменты.ру.Гарантия производителя
Гарантия производителя 3 месяцаГарантийный ремонт
Здесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров.
| Лицензированные сервисные центры | Адрес | Контакты |
|---|---|---|
СЦ «ИП Киревнина Е.В» АСТ | ул. 5-я Литейная, 30 | +7 (989) 791-00-11 |
7 лучших сварочных электродов — Рейтинг 2020 года (Топ 7)
Обзор лучших электродов для ручной сварки углеродистых и коррозионно-стойких сталей составлен при использовании публикаций журналов «Сварка и диагностика», «Металлургический бюллетень» и других специализированных источников. В статье обобщены интернет-отзывы профессиональных сварщиков о продукции разных производителей.
В статье обобщены интернет-отзывы профессиональных сварщиков о продукции разных производителей.
Критерии отбора
К сожалению, российские электроды проигрывают многим зарубежным аналогам по большинству параметров. Однако «прорывы» в этой области уже наметились. Российская электродная продукция, выпускаемая на немногочисленных пока совместных предприятиях, по стабильности качества уже не уступает многим маститым брендам. Начали «подтягиваться» к ним и некоторые заводы отечественной подчиненности. Однако в случаях, когда требуется уверенно обеспечить высокое качество шва, профессионалы по-прежнему предпочитают использовать более дорогие, но и более качественные электроды зарубежного производства. Для сварочных инверторов подходят электроды любого типа, для сварочных аппаратов переменного тока подходят не все типы.
При выборе лучших электродов для обзора мы руководствовались следующими критериями:
- объемы производства;
- качество продукции;
- попадание производителя в обзоры по электродной промышленности;
- отзывы профессионалов.

Для корректности сравнения цен мы включили в обзор только самый часто применяемые электроды диаметром 3 мм.
Основным параметром любого сварочного электрода, определяющим большинство его свойств – от легкости розжига до качества шва – является состав его обмазки. Наиболее распространенными сегодня являются следующие виды обмазок:
- Рутиловые электроды (и электроды со смешанной обмазкой на этой основе – рутилово-целлюлозные и так далее) стали одними из самых популярных благодаря легкости розжига, в том числе и повторного, сниженной (в разумных пределах) чувствительности к отсыреванию. Они могут использоваться и на переменном, и на постоянном токе во всех направлениях шва, но при выборе рутилового электрода нужно быть внимательным – можно купить как хороший электрод, так и загрязняющий шов огромным количеством шлаковых язв, пригодный разве что для прихваток.
- Электроды с основным покрытием чаще всего используются при сварке постоянным током в особо ответственных местах. При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали – это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее.
 При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали – это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее.
При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали – это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее.Рейтинг лучших электродов для сварки
Правильный выбор электрода требует учитывать многие факторы. К примеру, при необходимости сварить сталь с высоким содержанием углерода многие сварщики посоветуют Вам электроды УОНИ – но не факт, что в неопытных руках из получится что-то хорошее. Вместе с тем более удобные в работе электроды наподобие ОЗС-12 позволят получить более качественный результат – но только до того момента, когда Вы не освоите сварку более сложными в работе типами электродов.
Нужно учитывать и условия хранения: держать в гараже большинство типов электродов с основным покрытием значит обречь себя на постоянный и длительный прожиг обмазки перед сваркой, которая сама может занимать буквально несколько минут, и рутиловые электроды в таком случае будут более предпочтительными, особенно типы с самой низкой температурой прокалки (ESAB OK 46.00, Omnia 46).
Рутиловое покрытие — Энциклопедия по машиностроению XXL
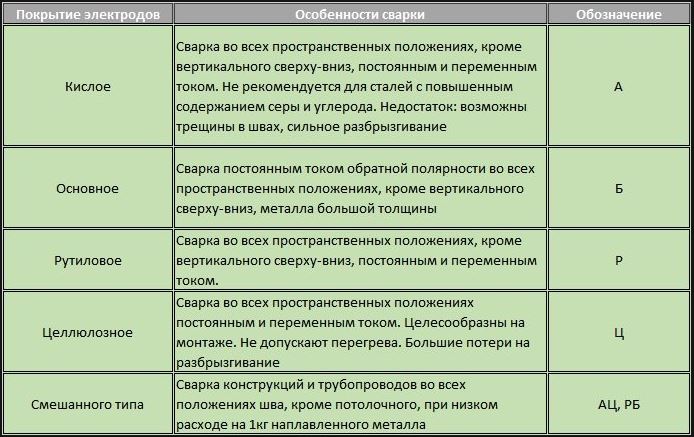
По видам покрытий электроды подразделяются на следующие виды с кислым покрытием — индекс А с основным покрытием — индекс Б с целлюлозным покрытием — индекс Ц с рутиловым покрытием — индекс Р с покрытием смешанного вида — соответствующее двойное условное обозначение с прочими видами покрытий — индекс П. Если покрытие содержит железный порошок в количестве более 20%, к обозначению вида покрытия добавляют букву Ж. [c.103]Различие в поведении указанных сварных соединений можно предположительно объяснить различиями в химическом составе швов швы, выполненные электродами с рутиловым покрытием, содержат в 4—5 раз меньше кремния и имеют весьма мелкозернистую структуру. Пластичность ферритной составляюш,ей материала этих швов выше, что должно благоприятствовать релаксации остаточных напряжений. В некоторой мере может проявляться легирующее действие титана, который был в незначительном количестве обнаружен только в швах, выполненных электродами с рутиловым покрытием. Действие отжига, в значительной степени снимающего остаточные напряжения и укрупняющего зерно (причем с ростом температуры увеличивался эффект), показывает преимущественную роль выравнивания структуры металла шва и зоны термического влияния. [c.224]
Локальный рентгеноструктурный анализ показал наличие значительных остаточных напряжений первого рода — до 200 МН/м (20 кгс/мм ) в материале швов, выполненных электродами с фтористокальциевым покрытием, и их отсутствие в случае электродов с рутиловым покрытием. В первом случае остаточные напряжения второго рода достигали 500 МН/м (50 кгс/мм ), а во втором были в среднем на 200 МН/м (20 кгс/мм ) меньше. [c.224]
Установлено, что с помощью технологических мероприятий в значительной мере можно управлять электрохимическим поведением металла у сварных соединений, выполненных автоматической сваркой (рис. 107, кривая 2), меньший градиент потенциалов в зоне шва, чем у образцов ручной дуговой сварки, выполненной электродами с фтористо-кальциевым покрытием (кривая /), а у сварных соединений, выполненных электродами с рутиловым покрытием, обнаружено иное электрохимическое поведение (кривая 7) экстремальное значение разности потенциалов здесь также соответствует зоне шва, однако потенциал металла шва у них является более благородным, чем у основного металла. [c.239]
Сталь с содержанием углерода до 0,25% сваривать электродами с рудно-кислым или рутиловым покрытием, а более 0,25% С — с фтористо-кальциевым покрытием. [c.140]
Р — рутиловое покрытие (ОЗС-4, ОЗС-6, АНО-1, АНО-3, АНО-4, АНО-5, АНО-12 и др.). Основной компонент покрытия — оксид титана. Электроды служат для сварки на переменном и постоянном токе прямой и обратной полярности. Достигается высокая устойчивость горения дуги во всех пространственных положениях. Поскольку в покрытие входит [c.176]
Электроды с толстым покрытием, как правило, обеспечивают крупнокапельный перенос металла в широком диапазоне режимов сварки. Исключением является сварка электродами с кислым и рутиловым покрытиями. Они гарантируют мелкокапельный перенос за счет низкого коэффициента поверхностного натяжения на границе металла со шлаком по причине значительного содержания в них кислорода. [c.250]
Электроды с рутиловым покрытием вида Р [c.85]
По своим сварочно-технологическим свойствам электроды, например марки ОММ-5, МН-5, содержащие в покрытии до 50 % оксидов железа, относятся ближе к электродам с кислым покрытием, а электроды, например, АНО-6, АНО-6М, АНО-17, содержащие в покрытии до 35 % оксидов железа — к рутиловым электродам. Поэтому области применения те же, что и электродов с кислым и рутиловым покрытиями [c.85]
Для сварки электродами с кислым и рутиловым покрытиями характерен мелкокапельный перенос. Размер капель при этом существенно зависит от силы тока. При низкой плотности тока металл переносится более крупными каплями. С ее повышением масса переносимых капель резко уменьшается, и при высокой плотности тока наблюдается чрезвычайно мелкокапельный (так называемый туманообразный) перенос металла. Изменение напряжения дуги в практически значимых пределах не отражается на переносе [c.19]
Электроды с рутиловым покрытием обладают хорошими сварочно-технологическими свойствами обеспечивают условия для формирования шва с плавным переходом к основному металлу, малое разбрызгивание расплава, легкую отделимость шлака, сварку во всех пространственных положениях, стабильное горение дуги на постоянном и переменном токах. Металл шва мало склонен к образованию пор при колебаниях длины дуги и сварке по окисленной или загрязненной поверхности. Наплавленный металл соответствует по химическому составу полуспокойной или спокойной стали. Покрытие этого вида имеют электроды марок АНО-4, ОЗС-12 и др. [c.63]
При введении в рутиловое покрытие железного порошка в количестве, достигающем 50…60%, коэффициент наплавки повышается до 18 г/(А-ч). В этом случае шов формируется из металла электродного стержня и металла, вводимого в состав покрытия, и производительность сварки в нижнем положении возрастает примерно в 1,5…2 раза. [c.192]
Титан присутствует в сварочном аэрозоле в виде диоксида, поступающего из рутилового покрытия электродов. Эти и подобные им электроды при сварке образуют много пыли, однако в ней содержится незначительное количество токсичных элементов. [c.385]
По видам покрытий электроды подразделяются на электроды с кислым покрытием (А), основным покрытием (Б), целлюлозным покрытием (Ц), рутиловым покрытием (Р), прочими видами покрытия (П). [c.388]
РЖ — рутиловое покрытие (Р) с содержанием железного порошка более 20 % (Ж) [c.106]
Эти выводы легли в основу исследования влияния различных вариантов сочетания сварочных материалов и свариваемых сталей, технологических режимов сварки, термической обработки на формирование физико-механических свойств металла. Исследованиями установлено, что у сварных соединений, выполненных электродами с рутиловым покрытием на стали марки Ст 20, шов является более благородным, чем основной металл, поэтому в коррозионной паре шов — основной металл анодному растворению будет подвергаться основной металл, а шов будет служить катодом. В связи с тем, что в реальном сварном соединении в трубопроводе площадь шва немного меньше площади основного металла, изменение полярности сопровождается снижением [c.31]
Электроды с рутиловым покрытием (ОЗС-4, МР-3, АНО-4 и другие) находят более ограниченное применение, и при сварке в зимних условиях используются главным образом при выполнении швов конструкций из малоуглеродистых сталей (например, каркасов котлов). [c.180]
Рутиловые покрытия Р (электроды АНО-3, АНО-4, ОЗС-3, ОЗС-4, ОЗС-6, МР-3, МР-4 и др.) имеют в своем составе преобладающее количество рутила Т102. Рутиловые покрытия технологичны, менее вредны для дыхательных органов сварщика, чем другие. [c.51]
Переход из шлака в металл других компонентов в заметных количествах маловероятен. Оксид АЬОз обладает очень высокой термодинамической устойчивостью и, кроме того, образует комплексные ионы А107 и восстанавливаться железом практически не может. Титан из шлаков, богатых ТЮг, например при плавлении рутиловых покрытий, восстанавливаться может, но переходить в металл не будет, так как титан имеет ряд оксидов, и если он будет восстанавливаться, окисляя металл, по реакции [c.366]
Рутиловые покрытия (Р) построены на основе рутила Ti02 с добавками полевого шпата, магнезита и других шлакообразующих компонентов. В качестве газообразующих веществ используются органические материалы (целлюлоза, декстрин) и карбонаты (Mg Oa, СаСОз). Раскислителем служит ферромарганец. Для повышения коэффициента наплавки в эти электроды вводят порошок железа. Типичные электроды с таким покрытием — электроды АНО-4, АНО-5, АНО-6. [c.393]
Для выяснения влияния материала покрытия сварочных электродов была исследована (совместно с А. С. Мацкевич) электрохимическая гетерогенность сварных соединений стали 20, выполненных электродами марки УОНИ 13/45 и АНО-7 (с фтор исто-кальциевым покрытием) и МР-3 и АНО-4 (с-рутиловым покрытием). [c.223]
Микроэлектрохимические измерения проводили в электролите, состав которого указан на с. 182. Для оценки влияния термической обработки образцы подвергали также низкотемпературному (680° С) и полному (920° С) отжигу. Установлено, что потенциал шва по отношению к основному металлу в случае сварки электродами с фтористокальциевым покрытием более отрицателен и достигает 60 мВ. В случае же сварки электродами с рутиловым покрытием разность потенциалов имеет противоположный знак и достигает 40 мВ. Отжиг практически выравнивал распределение потенциалов в обоих случаях. Распределение [c.223]
Как следует из приведенных данных, в процессе эксплуатации в результате действия нагрузок происходило увеличение разности потенциалов между швом и основным металлом, что согласовывалось с лабораторными результатами исследований. Однако у сварных соединений, выполненных электродами марки УОНИ-13/55, происходило разблагороживание шва, которое сопровождалось усилением его растворения. У сварных соединений, выполненных электродами марки МР-3, небольшое увеличение разности потенциалов вызывало некоторое увеличение общей потери массы, распределенной, однако, на большую площадь основного металла. В таких условиях шов этого сварного соединения был защищен. Такое изменение поведения во времени сварных соединений, выполненных электродами с рутиловым покрытием, может быть объяснено положительным влиянием рутила на структуру металла шва в связи с переходом ее в более равновесное состояние. При этом эксплуатационные нагрузки не вызывали упрочнения металла, не имеющего в твердом растворе кремния. У сварных соединений, выполненных электродами марки УОНИ-13/55, наоборот, происходило преимущественное локальное упрочнение металла шва и разблагороживание потенциала. У всех сварных соединений после термообработки гетерогенность практически выравнивалась и мало изменялась во времени. [c.243]
Выпуск электродов в СССР непрерывно и быстро возрастал и с 1960 г. опережал выпуск их в США. Основную массу электродов, выпускаемых в СССР, составляют пока электроды общего назначения для сварки конструкций из малоуглеродистых и низколегированных сталей. За последние годы проведено большое количество исследований в области металлургии и технологии дуговой сварки, в результате чего разработаны и внедрены в производство новые универсальные низкотоксичные электроды с рутиловым покрытием, а также с железным порошком в покрытии. Это привело к серьезному изменению номенклатуры выпускаемых электродов если до 1958 г. 75% выпуска приходилось на электроды с руднокислыми покрытиями, то в 1965 г. их доля снизилась До 50%, а 30% составляли марки электродов с прогрессивным рутиловым покрытием. [c.139]
В. Д. Тараном еще в конце 30-х годов и значительно усовершенствованы в середине 40-х). В начале 60-х годов электроды с рутиловым покрытием были разработаны также в Институте электросварки им. Е. О. Патона группой научных сотрудников под руководством И. К. Походни. [c.139]
Электроды с рутиловым покрытием обладают высокими технологическими свойствами, стабильны при горении, дают минимальное разбрызгивание и газообразование, плавное формирование шва и легкоотделяемый шлак. Их применяют для сварки ответственных конструкций из углеродистых и низколегированных марок стали и особенно подвергающихся действию динамической нагрузки. Они пригодны для сварки тонкостенных конструкций, так как [c.143]
Рутиловые покрытия состоят из рути-лового концентрата (Ti02), полевого шпата, мрамора (СаСОз), ферромарганца и других компонентов обладают высокими сварочно-технологическими свойствами. Их применяют для сварки ответственных конструкций из низкоуглеродистых и низколегированных сталей. Наплавленный металл по составу соответствует полуспо-койной стали. [c.230]
Ручная дуговая сварка металлоконструкций из низкоуглеродистых сталей выполняется электродами типа Э46 (марки МР-3, АНО-3 и АНО-4) с рутиловым покрытием, а также типов Э42А и Э50Л (марки УСНИ-13/45 и УСНИ-13/55) с фтористо-кальциевым покрытием. Для высокопроизводительной сварки вертикальных швов способом сверху вниз рекомендуются электроды АНО-9 (тип Э50А). [c.235]
Основу рутиловых покрытий (Р) составляют шлакообразующий компонент — рутиловый концентрат Т1О2 (до 45 %), а также алюмосиликаты (слюда, полевой шпат и др.) и карбонаты (мрамор, магнезит) ферромарганца в покрытии обычно меньше 10. .. 15 %. Газовая защита обеспечивается введением органических соединений (до 5 %), а также разложением карбонатов. Покрытия этого вида обеспечивают высокое качество металла шва, малотоксичны и обладают хорошими сварочно-техноло-гическими свойствами. [c.27]
Рутиловые покрытия содержат рутиловый концентрат TiOj, полевой шпат, мрамор, ферромарганец и др. Они обладают высокими технологическими свойствами, пригодны для сварки во всех пространственных положениях на постоянном и переменном токах. Применяются для сварки ответственных конструкций из низкоуглеродистых и низколегированных сталей. [c.389]
Электроды марок ОЗС-6 МР-3 АНО-4 и другие с рутиловым покрытием, относящиеся к типу Э-46, находят в настоящее время все более широкое применение. По своим характеристикам они во многом превосходят электроды типа Э-42 и полностью заменяют их. Электроды с рутиловым покрытием, в основу обмазки которых входит рутил — двуокись титана ТЮг, отличаются высокими сварочно-технологическими свойствами. Они обеспечивают устойчивое горение дуги при сварке на переменном и постоянном токе, позволяют вести процесс сварки во всех положениях с хорошим формированием шва, образуют быстро затвердевающие и. легко удаляемые шлаки. При сварке допустима любая длина дуги и величина сварочного тока. Эти электроды обеспечивают повышенную прочность и высокую пластич Ность сварных соединений и п03В10ляют сваривать низколегированные конструкционные стали. При добавлении в покрытие железного порошка (электроды ОЗС-6) обеспечивается повышение коэффициента наплавки. Из существующих типов электроды с рутиловым покрытием отличаются наименьшей токсичностью, что делает их предпочтительными при выборе присадочного материала. [c.48]
Температура просушки имеет существенное значение. Для электродов с руднокисльш и рутиловым покрытием рекомендуемая температура просушки составляет 150— 200 С с выдержкой в иечи в течение 1—1,5 ч. Температуры сушки выше 200° С не допускаются ввяду возможного выгорания органических составляющих, что может отрицательно сказаться на газовой защите металла шва при сварке и привести к получению пористых швов. Для электродов с фтористо-кальциевым покрытием температура просушки составляет 200— 250° С с выдержкой в печи 1—1,5 ч. Допускается прокалка этих электродов при 250—350° С, применяемая в некоторых случаях с целью полного удаления кристаллизационной воды из покрытия. Выдержка более 1,5 ч при просушке электродов с любым покрытием не рекомендуется, поскольку при этом их технологичность снижается. [c.56]
При сварке необходимо применять электроды с фтористо-кальциевым покрытием марки УОНИ-13/55А или аналогичного типа. Электроды с руднокислым и рутиловым покрытием применять нельзя арматуру диаметром до 36 мм следует сваривать электродами [c.74]
Электроды MP-3C, диаметр 3 мм, 1 кг, рутиловое покрытие Сибртех
Электроды предназначены для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых и низколегированных сталей переменным и постоянным током, когда к формированию швов в различных пространственных положениях предъявляют повышенные требования. Электроды с рутиловым покрытием широко применяются при сварке изделий общего назначения. Они обеспечивают высокие сварочно-технологические свойства – мягкость горения, малое разбрызгивание, отличное формирование шва. Химический состав наплавленного металла: Углерод не более 0,12% Марганец 0,35-0,70% Кремний 0,09-0,25% Сера, не более 0,04% Фосфор, не более 0,045%
_Ширина в упаковке мм
355
Штрихкод
4606800060044
_Сертификат_Конечная дата
09.08.2021
Бренд_Артикула скрытая
СИБРТЕХ
Бренд
СИБРТЕХ
_Высота в упаковке мм
55
_Сертификат_Номер сертификата
РОСС RU.НА34.Н08964
_Ссылка на сертификат
Https://instrument.ru/info/sertif/РОССИЯ/РОСС RU.НА34.Н08964.pdf
Покрытие
рутиловое
Группа
Сварочное оборудование
_Сертификат_Орган сертификации
ОСП ООО «Вега»
Группа 1
10-Силовое оборудование
Тип скидки
Россия
Свариваемый материал
углеродистая сталь
_Длина в упаковке мм
15
_Сертификат_Вид сертификата
Сертификат соответствия ГОСТ Р
Группа 3
975-Сварочные электроды, проволока
Габариты в упаковке
355 х 55 х 15 мм
Сварочные электроды с рутиловым покрытием:марки,обозначение,выбор
При выборе электродов под определенные виды заготовок, очень важно ориентироваться не только на то, какие виды сварочной проволоки входят в их состав, но и каким покрытием они обладают. Электроды с рутиловым покрытием являются лишь одним из типов, которые встречаются в сварочном деле, но это один из самых распространенных вариантов. Главной особенностью данного типа является то, что он на половину состоит из рутилового концентрата. Благодаря этому, металл шва получается похожим по свойствам на спокойную и полуспокойную сталь. Если сравнивать с кислым покрытием электродов, то в данном случае намного меньше вероятность образования трещин, поэтому, швы получаются более качественными.
Рутиловые электроды для сварки
В составе встречаются карбонаты, алюмосиликаты и рутил. Чем больше карбонатов в составе данного покрытия, тем меньше кремния и кислорода будет в готовом шве. Данное покрытие электродов для сварки добавляет наплавленному металлу ударной вязкости, так как повышается щелочность шлака. В свою очередь это повышает защиту от образования горячих трещин. Перед использованием материалов с такой обмазкой их требуется просушивать при температуре в 200 градусов не более 1 часа. Если превысить температуру или время, то во время сварки могут появляться поры.
Электроды с рутиловым покрытием
Электроды с рутиловым покрытием обладают очень важным преимуществом, так как они могут сохранять высокое качество сваривания, даже если на поверхности основного металла есть ржавчина или окалина, если во время процесса соединения меняется длина дуги или присутствуют прочие неблагоприятные условия. При этом электроды хорошо зажигаются, как в первый, так и в последующие разы. Дуга горит стабильно и не прерывается при резких движениях. Она одинаково хорошо проявляет себя как при постоянном, так и при переменном токе. Обмазка обеспечивает плотность горения, так что металл практически не разбрызгивается. Это дает дополнительные преимущества во время сваривания в вертикальном и потолочном положении. Чтобы уменьшить количество углерода в покрытии добавляют железный порошок, что также минимизирует количество образующихся трещин. Данные материалы широко применяются там, где нужна работа с низколегированными и малоуглеродистыми сталями. Не рекомендуется использовать данную разновидность при условиях с повышенными температурами.
Сварочные электроды с рутиловым покрытием
Преимущества
- Электроды с рутиловым покрытием обеспечивают надежную защиту от негативного влияния внешних факторов, поддерживая при этом высокое качество шва;
- Обмазка дает стабильное горение дуги;
- Возможно использовать во всех положениях;
- При выполнении всех условий предварительной подготовки, снижает риск образования трещин и пор;
- Увеличивает ударную вязкость металла.
Недостатки
- Требуется проводить дополнительную подготовку в виде просушки и прокалки при точном соблюдении режимов;
- Имеет относительно низкий диапазон взаимодействия с металлами, так как используется для малоуглеродистой и низколегированной стали;
- Требуется придерживаться точных режимов, так как при повышении тока выше номинального резко ухудшаются свойства электрода;
- После прокалки можно пользоваться только по прошествии суток.
Физико-химический состав
Электроды с рутиловым покрытием могут иметь некоторые отличия в своем составе. Но в целом можно определить среднестатистический состав, который встречается в большинстве случаев. Как правило, в него входит:
- Рутил – 48%;
- Полевой шпат – 30%;
- Ферромарганец – 15%;
- Магнезит – 15%;
- Декстрин – 2%.
Масса покрытия зачастую в два раза меньше, чем масса стержня электрода.
Технические характеристики
Сварочные электроды с рутиловым покрытием обладают не только теми свойствами, которые дает покрытие, но теми, что дает металлический стержень внутри них. На примере технических характеристик АНО-21, которые имеют такую же обмазку, можно примерно понять, какими свойствами обладают другие разновидности.
| Темпера тура испытаний, градусы Цельсия | Сопротивление разрыву временное, Н/мм2 | Удлинение относительное, % | Вязкость ударная, Дж/см2 | Угол загиба соединения, градусы Цельсия | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 450 | 18 | 78 | 150 | – 20 |
| Производительность наплавки, г/мин | Относительный выход металла на шве, % | Расход электродов на 1 кг шва, кг | ||
| 14 | 95 | 1,65 | ||
Марки электродов с рутиловым покрытием
Практически электроды с рутиловым покрытием, марки которых представлены ниже предназначаются для сварки металлов с низким содержанием углерода. А также с минимальным присутствием легирующих элементов. Иными словами, это самые простые расходные материалы, но тем не менее, достаточно распространенные. К ним можно причислить такие электроды как:
- МР-3;
- АНО;
- ЗРС-1;
- ЗРС-2;
- ОЗС-4;
- ОЗС-6.
Обозначение и маркировка
Обозначение рутилового покрытия в маркировке электродов осуществляется при помощи буквы «Р». На последних позициях указывается, какой обмазкой обладает та или иная разновидность расходного материала. Если рассмотреть полную маркировку модели Э46–АНО–21d–УД, 9466–75. Е 432 (3) – Р 1, то здесь видно, что присутствует «Р» и данная марка относится к материалам с рутиловым покрытием. Марки рутиловых электродов могут иметь еще двойное обозначение. К примеру, Э46–ЛЭЗАНО–21d–УД Е 43 1(3) – РЦ13. Здесь видно, что присутствует еще и целлюлозное покрытие. Таким образом, здесь сочетаются свойства двух разновидностей.
Маркировка сварочных электродов
Выбор
Сварка рутиловыми электродами проходит достаточно просто и без лишних проблем, поэтому выбор мастеров так часто падает именно на них. При выборе нужно обращать внимание не только на покрытие, но и на состав стержня. В идеальных условиях он должен полностью совпадать с тем металлом, с которым сваривается. Большинство марок образуют наплавленный металл схожий по составу с конструкционной сталью. Следующим пунктом выбора является толщина. Данный пункт оказывается достаточно важным, так как не все марки имеют в своем ассортименте тонкие электроды, тоньше 2 мм. Это может оказаться проблемой в некоторых случаях. Толщина электрода подбирается относительно основного металла и должна быть равной ей или превышать ее максимум на 1 мм.
Важно!Иногда для достижения тех свойств, которые невозможно получить выбранной маркой, можно использовать правильно подобранный флюс, который зачастую решает возникшую проблему.
Основные режимы и нюансы применения
Каждая марка электродов с рутиловым покрытием обладает своими параметрами, но все они зависят от толщины диаметра. Таким образом, на данном примере можно рассмотреть основной принцип:
Величина диаметра, мм | Сила тока в нижнем положении, А | Сила тока в вертикальном положении, А | Сила тока в потолочном положении, А |
2 | 50…90 | 50…70 | 70…90 |
2,5 | 60…110 | 60…90 | 80…100 |
3 | 90…140 | 80…100 | 100…130 |
Одним из главных нюансов использования материалов такого типа состоит в предварительной подготовке. Здесь нужна точность, иначе можно испортить электроды. Их требуется просушить при температуре около 200 градусов Цельсия в течение одного часа. Затем нужно выждать сутки и только после этого можно применять по прямому назначению.
Сравнение использования рутиловых и целлюлозных электродов
На рынке доступно множество типов ручных электродов для сварки металлической дугой (MMA). В зависимости от основного компонента флюса они делятся на три категории: целлюлозные, рутиловые и основные. Все электроды состоят из сердечника (обычно диаметром 2,5–6 мм), покрытого флюсом. Сердечник проволоки обычно изготавливается из низкокачественной стали с ободком, а флюсы содержат множество элементов, позволяющих улучшить микроструктуру сварного шва.
Состав флюса влияет на поведение электродов. Основные составляющие различных типов электродов и защитный газ, создаваемый для каждого из них, описаны в таблице 1 (Bowniszewski, 1979).
Таблица 1 Основная составляющая трех возможных типов электродов и защитный газ, создаваемый при их сгорании
| Тип электрода | Основная составляющая | Создаваемый защитный газ |
|---|---|---|
| Рутил | Титания (TiO2) | В основном CO2 |
| Базовый | Соединения кальция | В основном CO2 |
| Целлюлозная | Целлюлоза | Водород + CO2 |
Основные характеристики электродов для ММА подробно описаны (Bosward, 1980).Следующие параграфы представляют собой обзор интересующих характеристик электродов общего назначения (рутиловых и целлюлозных).
Электрод рутиловый
Разница между электродами E6012 и E6013 заключается в том, что покрытие E6012 содержит натрий, а покрытие E6013 — калий. Оба они могут работать от постоянного тока (DC +), но только последний подходит для работы от переменного тока (AC). Рекомендуется работать с постоянным током, чтобы уравновесить неустойчивость руки сварщика.
Благодаря высокому содержанию диоксида титана (также называемого диоксидом титана) рутиловый электрод дает гладкую поверхность валика, легко удаляет шлак и гладкую дугу. Во время горения покрытие из флюса будет в основном выделять углекислый газ.
Этот флюс также содержит целлюлозу. Несмотря на то, что содержание целлюлозы намного ниже, чем в целлюлозном электроде (до 10% по Бонишевски), ее присутствие, наряду с влагой, означает, что эти электроды выделяют относительно высокий уровень водорода: до 25 мл / 100 г металла сварного шва. (Веб-сайт TWI).Это ограничивает их использование низкоуглеродистыми сталями толщиной менее 25 мм и тонкослойными низколегированными сталями типа C / Mo и 1Cr1 / 2Mo (веб-сайт TWI).
Рутиловые электроды можно использовать для сварки во всех положениях, кроме вертикального нижнего положения. Осаждение можно улучшить, добавив железный порошок, что приведет к осаждению большего количества металла при том же токе. Однако электроды с добавлением железного порошка можно использовать только в плоском положении.
Рутиловые электроды обладают средней глубиной проплавления, тихой дугой и небольшим разбрызгиванием (Bosward, 1980).Они образуют большое количество саморастворяющегося шлака, который после сварки требует минимальной очистки.
Это, вероятно, наиболее широко используемые электроды общего назначения (веб-сайт TWI). Однако эти электроды не следует использовать на конструкциях, где требуется высокая прочность (Bosward, 1980). В таблице 2 приведены их механические свойства.
Таблица 2 Типичные механические свойства, полученные с E6012 и E6013 AWS A5.1 / A5.1M, 2012
| Требование к ударной вязкости (AWS после сварки) | Температура испытания | Требование предела текучести (МПа) | Типичное требование к растяжению (МПа) |
|---|---|---|---|
| E6012 | |||
| Не указано | 0 ° С | 330 | 430 |
| E6013 | |||
| Не указано | 0 ° С | 330 | 430 |
Целлюлозный электрод
Подобно рутиловым электродам, целлюлозные электроды E6010 и E6011 отличаются электрическими параметрами, используемыми во время сварки, и типом покрытия.Покрытие E6010 содержит натрий; E6011 содержит калий. Оба они могут работать от постоянного тока (DC +), но только последний подходит для работы от переменного тока (AC). Процесс MMA можно использовать в DCEN, DCEP или AC, но снова рекомендуется постоянный ток, чтобы уравновесить неустойчивость руки сварщика.
Газовая защита, создаваемая сжиганием целлюлозы, содержит водород, монооксид углерода и диоксид углерода. В сварном шве можно найти от 30 до 45 мл водорода на 100 г (веб-сайт TWI).Это имеет два последствия: хорошая защита сварочной ванны и высокий уровень диффузионного водорода в металле шва и зоне термического влияния (HAZ). Высокий процент водорода является причиной высокой скорости осаждения и более глубокого проплавления за счет образования пробивной дуги (Clyne, 1984), для которой этот тип электродов хорошо известен.
Еще одним следствием содержания водорода в газовой защите является потребность в более высоком напряжении (около 70 В).
Однако основным недостатком этого электрода является также высокое содержание водорода в защитном газе.Это вызывает высокий уровень диффузионного водорода в сварном шве, который является одним из параметров, влияющих на водородное растрескивание (также называемое холодным растрескиванием), если не соблюдаются надлежащие методы и не принимаются профилактические меры.
Высокий уровень водорода означает, что любая сталь, сваренная этими электродами, должна иметь очень высокую стойкость к водородному образованию холодных трещин (веб-сайт TWI). Эти электроды в основном используются для обработки низкоуглеродистой нелегированной стали. Их следует использовать только с учетом состава стали, ограничений и необходимости предварительного нагрева.
Еще одно преимущество целлюлозных электродов — их способность сваривать в положении трубопровода печи (или вертикально вниз). Электроды E6010 иногда называют «электродами для печной трубы». Это положение может улучшить сварной шов и помогает повысить эффективность и производительность благодаря быстрому охлаждению шлака.
Этот метод сварки должен выполняться опытным сварщиком, который может быстро наложить сварные швы для поддержания горячего состояния сварки и обеспечения выхода водорода.При работе с толстостенными трубами сварщик может испытывать трудности с контролем сварочной ванны из-за ее увеличения в размерах и риска выхода за пределы дуги и затопления стыка (Spiller, 1991). Следует отметить, что для любого типа целлюлозного электрода требуется высококвалифицированный сварщик, поэтому сварка печных труб не должна производиться без осторожности и подтверждения компетентности сварщика.
Количество образовавшихся брызг ограничит использование очень сильного тока (Bosward, 1980). Большое количество дыма вырабатывается целлюлозными электродами (Welding and Cutting, 2013), но количество шлака, которое нужно удалить после каждого сварного шва, невелико (веб-сайт TWI).
Механические свойства целлюлозных электродов представлены в таблице 3. Значения ударной вязкости доступны до -30 ° C в состоянии после сварки.
Таблица 3 Типичные механические свойства, полученные с E6010 и E6011, AWS A5.1 / A5.1M, 2012
| Требуемая прочность на удар (AWS после сварки) | Температура испытаний | Типичный предел текучести (МПа) | Типичный предел прочности на разрыв (МПа) |
|---|---|---|---|
E6010 | |||
| 27J | -30 ° С | 330 | 430 |
| E6011 | |||
| 27J | -30 ° С | 330 | 430 |
Его характеристики глубокого проникновения, высокая скорость наплавки и возможность использования в вертикальном нижнем положении означают, что в основном эти электроды используются для прокладки трубопроводов по пересеченной местности, хотя они используются в более ограниченной степени для сварки резервуаров для хранения. (Веб-сайт TWI).
В более промышленных условиях использование этого типа электродов обычно ограничивается корневым проходом процедуры сварки. После корневого прохода в течение следующих десяти минут следует нанести горячий проход, чтобы ограничить охлаждение сварочного прохода и позволить водороду уйти. Это ограничение должно быть указано в спецификации процедуры сварки.
Опять же, эти электроды требуют квалифицированного сварщика. Это особенно актуально при работе с трубой с наружным диаметром менее восьми дюймов, поскольку положение сварки вертикально вниз может быть затруднено.
Заключение сравнения
В соответствии с европейским стандартом (EN 1011-2: 2004) необходимую температуру и продолжительность предварительного нагрева можно определить в зависимости от углеродного эквивалента стали и количества диффундирующего водорода, создаваемого электродом. Это определяет, где электроды классифицируются по пятибалльной шкале, от A до E.
Категория A соответствует электродам, создающим количество диффундирующего водорода более 15 мл / 100 г наплавленного металла.Категория E относится к электродам, создающим количество диффундирующего водорода менее 3 мл / 100 г наплавленного металла. Оба типа электродов относятся к категории А для определения предварительного нагрева.
Согласно Бонишевски (1979), несмотря на приемлемое качество и прочность сварного шва, полученного с помощью целлюлозных электродов (100 Дж Шарпи-V, полученного при -10 ° C), из-за требуемой высокой температуры предварительного нагрева их обычно избегают при высокотехнологичном производстве. такие как морские сооружения или сосуды под давлением
Электроды из целлюлозы сложнее использовать и, следовательно, требуют квалифицированного сварщика.Их большим преимуществом является повышенная скорость, которую они обеспечивают при сварке печных труб или сварке вертикально вниз, но не в качестве сварки. Они подходят в случаях, когда необходимо сваривать большое количество труб или требуется много вертикальной сварки вниз, а не для разовых работ. Скорость движения может достигать 300 мм / мин.
В любом случае использование целлюлозных электродов обычно ограничивается корневым запуском многопроходной процедуры. Использование горячего прохода жизненно важно в случае целлюлозных электродов.
В следующей таблице приведены результаты сравнения и сделанные ранее выводы.
Таблица 4 Сравнение характеристик электродов
| Характеристика | Рутиловый электрод | Целлюлозный электрод |
|---|---|---|
| Ток (А) | Нижний | Высшее |
| Напряжение (В) | Нижний | Высшее |
| Проникновение | Нижний | Высшее |
| Количество брызг | Нижний | Высшее |
| Удаление шлака | Самостоятельная разблокировка | Требуется чистка |
| Очистка | Очень мало требуется | Всегда нужен |
| Позиция | Все, кроме вертикального вниз | Все, включая трубу печи / вертикально вниз |
| Простота использования | Легко | Требуется квалифицированный сварщик |
| Образование дыма | Меньшее количество дыма | Больше дыма |
| Риск водородного растрескивания | Низкий риск при правильном предварительном нагреве | Высокий риск |
| Одно- или многопроходная сварка | Одно- и многопроходные | Многопроходный |
| Меры предосторожности при предварительном нагреве | Требуется предварительный нагрев в соответствии с BS EN ISO 1011-2: 2004 | Требуется предварительный нагрев в соответствии с BS EN ISO 1011-2: 2004 |
| Термическая обработка после сварки | Обжиг водорода может быть использован для удаления диффундирующего водорода |
Рекомендации и передовая практика по предотвращению водородного растрескивания в случае использования целлюлозного электрода
Водородное растрескивание происходит при температуре, близкой к температуре окружающей среды, если соблюдены три условия: диффузионный водород в сварном шве, растягивающие напряжения и чувствительная микроструктура (Kihara, 1970).
Напряжения растяжения невозможно избежать, но их можно уменьшить с помощью разумного дизайна. Микроструктуру можно до некоторой степени контролировать, выбирая материал, менее чувствительный к водородному растрескиванию (с низким углеродным эквивалентом [EN 1011-2: 2004]). Наконец, снижением содержания диффундирующего водорода в сварном шве можно управлять, выбирая расходный материал с низким содержанием водорода (чего нельзя сказать о целлюлозном электроде) или улучшая выделение водорода сварным швом.
Содержание водорода в металле шва зависит от скорости охлаждения от температуры сварки (Folkhard et al, 1973).Для сравнения: образцы, извлеченные после сварки целлюлозными электродами и охлажденные на неподвижном воздухе, имеют более низкое содержание диффундирующего водорода, чем образцы, закаленные в ледяной воде. Скорость охлаждения можно уменьшить, увеличив температуру предварительного нагрева и промежуточного прохода.
При увеличении толщины увеличивается время дегазации (и время сварки) сварного шва, и, следовательно, увеличивается количество дегазирующего водорода. Кроме того, дополнительное тепло следующего цикла приводит к дегазации ранее нанесенного валика и к более тонкой микроструктуре.Однако остаточные напряжения увеличиваются.
Условия охлаждения корневого прохода имеют решающее значение для содержания водорода в сварном шве. Рафинирование или повторный нагрев второго прохода помогает высвободить диффундирующий водород.
Дополнительные рекомендации и передовой опыт использования целлюлозных электродов
Прежде всего, только сварщикам, имеющим недавнюю квалификацию, касающуюся использования целлюлозных электродов, должно быть разрешено выполнять с ними любые сварочные работы.
Предварительный нагрев, идентичный тому, который требуется для рутиловых электродов, следует применять перед сваркой, чтобы снизить скорость охлаждения сварного шва и обеспечить выделение водорода.
Использование целлюлозных электродов должно ограничиваться корневым проходом и всегда сопровождаться горячим проходом с другим электродом, чтобы обеспечить удаление большей части диффундирующего водорода и улучшение макроструктуры сварного шва. Кроме того, следует избегать однопроходных угловых швов, поскольку это может повысить чувствительность к водородному растрескиванию. Это связано с тем, что твердость HAZ и количество диффундирующего водорода, вероятно, будут выше без последующего повторного нагрева из последовательных проходов.
Электроды из целлюлозы нельзя сушить, поскольку они используют водород из атмосферы для защиты сварочной ванны. Их следует использовать прямо из упаковки производителя. Если электрод влажный, его можно сушить в духовке при 120 ° C. Если электроды намокли, их нужно выбросить. Руководство по расходуемому хранилищу можно найти в AWS A5.1 / A5.1M.
Рутиловый флюспо сравнению с основным флюсом: различные типы флюсов, помогающие при выборе проволоки для дуговой сварки порошковой проволокой
Сегодня на рынке представлено много проволоки для порошковой дуговой сварки в защитных газах (FCAW).Задача выбора правильного провода для конкретного приложения может быть пугающей и запутанной. Большинство проволок FCAW, которые используются в тяжелой сталелитейной промышленности, подразделяются всего на два типа: флюсовые проволоки с рутиловым покрытием и базовые флюсовые проволоки. Понимание основных различий между этими двумя типами флюса для проволоки может послужить хорошей отправной точкой и помочь в выборе проволоки.
Рутиловый флюс
Рутиловая флюсовая проволока более удобна для сварщиков, чем обычная флюсовая проволока.Для данного диаметра проволоки рутиловая флюсовая проволока имеет широкий диапазон сварочного тока, в котором сохраняется гладкая дуга и хорошая стабильность работы. Этот широкий диапазон тока не только расширяет технологическое окно для приемлемых сварных швов, но и делает выполнение этих швов более достижимым при различных уровнях квалификации сварщика.
отлично справляется с сваркой в произвольном положении. Как правило, рутиловая флюсовая проволока имеет меньший риск образования дефектов неполного плавления и обеспечивает хорошую форму валика для сварных швов в неправильном положении.Проволоки из рутилового флюса также выделяют меньше дыма, чем обычные флюсовые проволоки.
Basic Flux
Основные флюсовые проволоки используются, прежде всего, в тех случаях, когда целью является достижение превосходных механических свойств металла сварного шва. Базовая флюсовая проволока обеспечивает сварные швы с хорошей низкотемпературной ударной вязкостью даже до экстремальных температур, таких как -100 ° C. Уровень диффузионного водорода в наплавленном покрытии составляет менее 5 мл / 100 г наплавленного металла. Поэтому основная флюсовая проволока часто используется для обработки высокопрочных сталей, где возникает проблема водородного растрескивания.
Состав основной флюсовой проволоки, который позволяет сварному шву достичь этих хороших механических свойств и низких уровней диффузии водорода, достигается за счет снижения эксплуатационной стабильности и ограничений при сварке в нерабочем положении. Затвердевающий шлак основных флюсовых проволок обеспечивает меньшую поддержку сварочной ванны, что делает основные флюсовые проволоки менее пригодными для сварки в нерабочем положении. Также известно, что основные флюсовые проволоки имеют более неустойчивую дугу.
Руководящий принцип
Начните поиск электродов в проволоке на основе рутилового флюса, если ваши области применения:
• производятся с использованием полуавтоматической FCAW, где «удобство для сварщика» является проблемой
• включает большой процент сварных швов в нерабочем положении
И наоборот, начните поиск электродов с основных проволок на основе флюса, если ваши приложения:
• требуется превосходная низкотемпературная ударная вязкость
• требуется низкий уровень диффузионного водорода
Это практическое правило может служить хорошей отправной точкой для выбора подходящего провода FCAW для вашего конкретного приложения.
Урок 3 — Покрытые электроды для сварки низкоуглеродистой стали
Урок 3 — Покрытые электроды для сварки низкоуглеродистой стали © АВТОРСКИЕ ПРАВА 2000 УРОК ГРУППЫ ЭСАБ, ИНК. III б) E6011 электроды аналогичны E6010, за исключением того, что достаточно соединения калия были добавлены в покрытие, чтобы стабилизировать поток дуги и позволить электрод, который будет использоваться при чередовании Текущий.Проникновение чуть меньше типа Е6010. в) Электроды E6012 имеют несколько общих имен. В Европе их называют рутиловые (см. Глоссарий) электроды. Многие сварщики называют их холодными стержнями. Покрытие содержит большое количество минерального рутила (диоксида титана), т. е. диоксид титана, упомянутый в классификации. Дуга имеет низкое проплавление и с при правильной манипуляции можно восполнить большие промежутки. Хотя специфика- ция требует работы на любом Переменный или постоянный ток, дуга более плавная и разбрызгивается ниже при использовании постоянного тока.г) Электроды E6013 также содержат большой процент диоксида титана в своих покрытие. Они предназначены для имеют низкую проникающую дугу, позволяющую обрабатывать тонкий лист сваривать без прожога. Покрытие содержит достаточно соединения калия для стабилизации дуги, достаточной для сварки с чередованием Текущий. д) Электроды E7014 относятся к электродам 6013, за исключением того, что железный порошок имеет добавлено и более тяжелое покрытие применяется к сердечнику провода.Это приводит к более высокому скорость осаждения с электродом E7014, чем с E6013. е) E7015 электроды были первыми из электродов с низким содержанием водорода. Они были разработаны в 1940-х годах для сварки закаленных сталей, таких как броневой лист. Все ранее обсужденные электроды имеют заметное количество водорода в своих покрытия в виде воды или химически связанного водорода в химических каловые соединения. Когда затвердевает сталь сваривается любым из этих электродов содержащие значительное количество водорода, «растрескивание под валиком» часто встречается.Эти трещины появляются в основном металле, как правило, чуть ниже и параллельно до сварного шва. Известняк и другие ингредиенты с низким содержанием влаги используется в покрытии, устраняя это вызванное водородом растрескивание. В покрытие низководородное, натриевого типа что ограничивает использование этих электродов только при постоянном токе, обратной полярности. Электроды E7015 обычно не доступны сегодня после замены типом E7016 и E7018.грамм) Электроды E7016 очень похожи на тип E7015, за исключением того, что использование калий в покрытии позволяет электроды для переменного тока а также постоянного тока, обратной полярности. Справочник— изделия из нержавеющей стали Справочник
— изделия из нержавеющей стали 1 ARCALOY ® Покрытие из нержавеющей стали Покрытие электродных покрытий Типы…Факторы, такие как анализ типа покрытия и сердечника проволоки может повлиять на коррозионную стойкость и механические свойства металла шва, а также оборудование, которое необходимо б / у, положение сварки, рентгенографические стандарты, требуемая форма шарика и общая экономичность изготовления сустав. Каждый из три вида покрытий имеют свою область применения. Известь … покрытия, также известный как плавиковый шпат извести или основной, обычно ассоциируется с суффиксом -15 обозначение.Они дают самый чистый металл шва, в котором обычно меньше всего кислорода и включений. и более стойкие к влажности и пористости. Металл сварного шва имеет тенденцию быть более жестким, более пластичным, более пластичным. устойчивый к трещинам и имеют более высокую коррозионную стойкость. Также они обладают хорошими всепозиционными характеристиками. и часто выбран для работы на сайте. Обычно они работают только с постоянным током и должны быть выбором самые требовательные приложения. ПЕРЕМЕННЫЙ ТОК…coatings могут использоваться с переменным или постоянным током и иметь суффикс -16. Главным компонент — рутил, также известный как диоксид титана, с добавлением известняка, поэтому покрытие иногда бывает называется основным рутилом. Эти Электроды AC-DC являются наиболее популярным типом и имеют следующие характеристики: отличный пуск свойства достигаются со всеми типами сварочного оборудования на переменном токе. Дуга стабильная, гладкая, с мелким разбрызгиванием перенос металла сварного шва и валик получается однородным, плоским или слегка вогнутым с прямые скошенные края.Проникновение готов, а металл шва не имеет пористости. Шлак легко и полностью снимается без вторичная пленка, что означает меньше очистки, шлифовки и полировки время. Электроды Arcaloy AC-DC дают хорошие внеочередные характеристики. Механические свойства Металлы сварного шва AC-DC похожи на сварку металл из покрытых известью электродов, за исключением того, что он может быть прочнее с хорошая пластичность. Плюс … покрытия также на основе диоксида титана, но, кроме того, содержат высокую долю силикатов и другие кислотные компоненты.Эти электроды очень просты в использовании как на переменном, так и на постоянном токе и имеют суффикс -17. Аркалой Плюс электроды с покрытием были разработаны для применения, где сварной шов должен быть гладким и смешаться с основной металл, чтобы свести к минимуму шлифовку в местах, где щели могут вызвать коррозию. Сварной шов бусина вогнутая и имеет минимальная пульсация. Эти электроды Arcaloy Plus обеспечивают плавный перенос распыла и производить очень низкие уровни брызг. Кислый шлак, как правило, дает самый низкий уровень углерода и более высокий уровень кремния. уровни.Это может быть идеально для коррозионной стойкости, но для критических механических применений использование известь или даже покрытие AC-DC предпочтительнее.(PDF) Влияние сварочного электрода рутилового типа с различными составами покрытия на дефект поднутрения при ручной дуговой сварке
382 Иш Каккар и др.
контролируют избыточный температурный градиент, который приводит к уменьшению образовавшегося поднутрения на
.
Ключевые слова: MMAW, поднутрение, рутиловое покрытие, анализ кальцита,
энтальпия образования.
1. Введение
Процесс ручной дуговой сварки металла — один из самых популярных в мире процессов сварки
, изобретенный в России в 1888 году; это процесс, который соединяет материалы, обычно
металлов или термопластов, вызывая коалесценцию. В то время неизолированный электрод используется для
сварочных работ. Разработка покрытых электродов имела место в начале
–годов 1900-х годов, когда был изобретен процесс Кьельберга [1].Когда между
ивозникает дуга, обе поверхности электрода и заготовки плавятся и образуют сварочную ванну.
В течение последних 20 десятилетий заметное снижение использования расходуемых электродов
имело место в развитых странах, где, как и в таких странах, как Индия и Китай
, наблюдалось заметное увеличение покрытого электрода [2] При выборе
, первое правило — выбрать такой, который дает качество жидкого металла, равное или на
лучше, чем у основного металла.
Электроды с рутиловым покрытием используются по следующим причинам:
o Электроды с рутиловым покрытием, обеспечивающие восстановление металла сварного шва около 90%.
. Рутиловые электроды с высоким КПД обычно обеспечивают более высокую скорость сварки.
o Хороший профиль валика за счет вязкого шлака.
. Легко удаляет шлак.
Подрезание — один из наиболее часто встречающихся дефектов при сварке Подрезание — это когда сварной шов
уменьшает толщину поперечного сечения основного металла, что снижает прочность сварного шва и деталей
.Дефект поднутрения, связанный либо с неправильной техникой сварки
, либо с чрезмерным сварочным током, либо с обоими, обычно располагается
параллельно стыку металла шва и основания [3]. Основной металл
, прилегающий к валику сварного шва. В основном сварной компонент рассчитан на прочность
ЗТВ. Но образование поднутрения делает эту проблему — * irr «, так как
формируется в ЗТВ и концентрация напряжений, вызванная Структура типа паза поднутрения
делает его еще более слабым, вызывая выход из строя компонента tnl намного раньше, чем ожидалось
.
Одной из причин такого дефекта является чрезмерный ток, в результате которого края стыка
оплавляются и стекают в сварной шов; это оставляет желоб в виде дренажа по длине сварного шва
–(как показано на рис. 1). Другая причина заключается в использовании метода pooi
, который не наносит достаточного количества присадочного металла по краям сварного шва. Третья причина —
с использованием неподходящего присадочного металла, потому что он с «.» Uf. больший температурный градиент
между центром сварного шва и краями.Прочие «.orr.». Включают слишком большой угол наклона электрода
, амортизированный электрод, чрезмерную длину дуги и низкую скорость [5]. Правила
AWS гласят, что максимальная глубина выреза не должна превышать d.1S1.
— Было предложено множество методов, чтобы противодействовать этому дефекту, который включает,
опилок до ткачества для снижения содержания серы.
Направляющая электродов для сварки стержневыми электродами MMA
Типы флюсов / электродов
Стабильность дуги , глубина проникновения, скорость осаждения металла и особенности положения в значительной степени зависят от химического состава флюсового покрытия на электроде.Электроды можно разделить на три основных типа:
• Основные • Целлюлозный
• Рутиловый
Основные сварочные электроды
Основные сварочные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии. Это делает их шлаковое покрытие более жидким, чем рутиловое покрытие — оно также быстро замерзает, что способствует сварке в вертикальном и верхнем положении. Эти электроды используются для сварки изделий среднего и тяжелого сечения, где требуется более высокое качество сварки, хорошие механические свойства и устойчивость к растрескиванию (из-за высокой прочности).
Характеристики:
Металл шва с низким содержанием водорода
Требуются высокие сварочные токи / скорости
Плохой профиль валика (выпуклый и грубый профиль поверхности)
Затрудняется удаление шлака
Когда эти электроды подвергаются воздействию влаги из воздуха. вверх быстро. Из-за необходимости контроля содержания водорода эти электроды следует тщательно высушить в сушильном шкафу с регулируемой температурой. Обычно время высыхания составляет один час при температуре примерно от 150 ° C до 300 ° C, но перед использованием вы всегда должны проконсультироваться с данными производителя.
После контролируемой сушки основной и основной / рутиловый электроды необходимо выдержать при температуре от 100 ° C до 150 ° C, чтобы защитить их от повторного поглощения влаги покрытием. Эти условия могут быть достигнуты путем переноса электродов из основной сушильной печи в раздаточную печь или нагретый колчан на рабочем месте.
Металлические порошковые электроды
Металлические порошковые электроды содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока.Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент нанесенного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии.
Обычно шлак легко удаляется. Электроды из железного порошка в основном используются в плоском и горизонтальном / вертикальном положениях, чтобы использовать преимущества более высоких скоростей наплавки. Эффективность 130-140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик искрения, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
ПРИМЕЧАНИЕ. Качество сварного шва зависит от стабильной работы электрода. Покрытие из флюса не должно иметь сколов, трещин или, что более важно, намокать. Электроды изготавливаются с разными типами покрытия и требуют разного обращения.
Целлюлозные сварочные электроды
Целлюлозные сварочные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и быстрым выгоранием, что обеспечивает высокую скорость сварки.Наплавленный наплавленный металл может быть крупным, а удаление шлака жидким шлаком может быть затруднено. Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Характеристики:
• Глубокое проникновение во все позиции • Пригоден для сварки вертикально вниз. • Достаточно хорошие механические свойства. • Высокий уровень образования водорода — риск растрескивания в зоне термического влияния (HAZ)
Эти электродные покрытия предназначены для работы с определенным количеством влаги в покрытии.Покрытие менее чувствительно к впитыванию влаги и обычно не требует операции сушки. Однако сушка может потребоваться в тех случаях, когда относительная влажность окружающей среды, в которой хранились электроды, была очень высокой.
Рутиловые сварочные электроды
Рутиловые сварочные электроды содержат высокую долю оксида титана (рутила) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавному срабатыванию дуги и малому разбрызгиванию. Эти электроды представляют собой электроды общего назначения с хорошими сварочными свойствами.Их можно использовать с источниками питания переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых швов в горизонтальном / вертикальном (H / V) положении.
Характеристики:
• Умеренные механические свойства металла шва. • Хороший профиль валика за счет вязкого шлака. • Возможна позиционная сварка жидким шлаком (содержащим фторид)
• Легко удаляемый шлак
Рутиловые покрытия могут выдерживать ограниченное количество влаги, и покрытия могут разрушиться, если они пересохнут.Перед использованием всегда сверяйтесь с данными производителя.
Электроды для износостойкой сварки / наплавки
Электроды для наплавки или износостойкости в основном используются для нанесения твердой поверхности на более мягкий основной материал. Существует широкий спектр этих типов продуктов, и общая область их использования — ремонт изнашиваемых поверхностей, таких как зубы, на землеройном и горнодобывающем оборудовании.
Сварочные электроды постоянного тока с медным покрытием
Это наиболее распространенный тип из-за сравнительно длительного срока службы электродов.Эти электроды изготавливаются путем смешивания и обжига углерода, графита и связующего вещества и покрытия их медью. Они обеспечивают стабильные характеристики дуги и однородные канавки.
Плоские электроды постоянного тока
Они сконструированы так же, как электроды постоянного тока с медным покрытием, но без медного покрытия. При использовании они расходуются быстрее, чем покрытые медью.
Электроды с покрытием переменного тока
Эти электроды конструируются путем смешивания и обжига углерода, графита и специального связующего с добавлением редкоземельных материалов для стабилизации дуги.Они покрыты медью. В этом процессе используется сжатый воздух под давлением 80-100 фунтов на квадратный дюйм на держателе электрода.
Повышение давления воздуха не приводит к более эффективному удалению металла.
Хранение сварочных электродов
Электроды всегда следует хранить в сухом и хорошо вентилируемом помещении. Рекомендуется складывать пакеты с электродами на деревянных поддонах или стеллажах на достаточном расстоянии от пола. Кроме того, все неиспользованные электроды, подлежащие возврату, следует хранить так, чтобы они не подвергались воздействию влаги, чтобы восстановить влагу.
Хорошие условия хранения: на 10 ° C выше температуры наружного воздуха. Поскольку условия хранения должны предотвращать конденсацию влаги на электродах, запасы электродов должны быть сухими.
В этих условиях и в оригинальной упаковке срок хранения электродов практически неограничен. Современные электроды теперь доступны в герметичных упаковках, что исключает необходимость сушки. Однако при необходимости неиспользованные электроды необходимо повторно высушить в соответствии с инструкциями производителя.
Сушка электродов
Сушка обычно проводится в соответствии с рекомендациями производителя, и требования будут зависеть от типа электрода.
Многие электроды теперь доступны в герметичных контейнерах. Эти вакуумные упаковки избавляют от необходимости сушить электроды непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, необходимо повторно высушить электроды в соответствии с инструкциями производителя.
Выбор электрода
Выбор диаметра электрода зависит от толщины заготовки, положения сварки, формы соединения, сварочного слоя и т. Д.
Уровень сварочного тока определяется размером электрода — нормальный рабочий диапазон и ток рекомендуются производители. Типичные рабочие диапазоны для выбора размеров сварочных электродов показаны в таблице. Таблица выбора сварочных электродов
JasicЭлектроды должны быть сухими и использоваться в соответствии с инструкциями.Это уменьшит водород в ванне расплава и сварном шве, избегая образования пузырей и холодных трещин.
В процессе сварки дуга не должна быть слишком длинной; в противном случае это вызовет нестабильное горение дуги, большое количество брызг, проникновение света, поднутрение, образование пузырей и т. д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.
При сварке стержневыми электродами длина дуги обычно составляет 0,5 ~ 1,0 диаметра электрода.Длина дуги основного электрода не превышает диаметра электрода, поэтому предпочтительна сварка короткой дугой. При использовании кислотных электродов длина дуги равна диаметру электрода.
Сварочные электроды: типы покрытий, которые вы можете использовать
Электроды — важный элемент в дуговой сварке. Каждый из методов, используемых для дуговой сварки, будет использовать уникальный электрод для создания необходимого плавления ваших материалов. Электроды с покрытием в основном используются для SMAW (дуговой сварки в защитном металлическом корпусе) или для сварки штангой.Покрытие на этих электродах имеет толщину примерно 1-3 мм и составляет 15-30% веса электрода. Электродные покрытия предназначены для повышения стабильности сварочной дуги, создания защитной газовой среды для расплавленного металла и обеспечения флюса, который помогает удалять оксиды и другие примеси.
Покрытия, используемые на изделиях от оптовых поставщиков сварочных материалов, также минимизируют разбрызгивание при сварке и замедляют скорость охлаждения сварного шва. Электродные покрытия состоят из металла, органических материалов, минералов и связующих.Минералы защищают ваш электрод от атмосферных воздействий, а органические продукты выделяют водород, который благоприятно влияет на положительные характеристики вашего сварного шва. Связующие обеспечивают прочное покрытие для ваших электродов, а металл укрепляет ваше покрытие.
Для покрытий сварочных электродов используются следующие классификации:
Рутиловые покрытия
Они считаются золотым стандартом для сварочных электродов с покрытием. Это связано с тем, что они обладают оптимальной стабильностью дуги, переносят металл мелкими каплями с низким уровнем разбрызгивания и низким выделением дыма и имеют плавный перезапуск из холодного состояния.Рутиловые покрытия часто используются для низкоуглеродистых сталей для создания прочных сварных швов с лучшими механическими свойствами. Некоторые производители добавляют целлюлозу в свои рутиловые покрытия, чтобы создать дополнительную газовую защиту для прочного сварного шва.
Покрытия с низким содержанием водорода
Они содержат флюориты и карбонаты кальция. Электрод с покрытием в этом случае должен соответствовать требуемым свойствам стали для предполагаемого сварного шва, включая CTOD, сопротивление ползучести, ударной прочности и прочности на растяжение, среди прочего. Более того, достигнутый химический баланс ваших электродов должен быть надежным.Это означает, что он должен выдерживать ряд термических циклов и выдерживать изменения в различных процедурах сварки.
Наконец, основное покрытие электрода должно иметь как можно более низкое содержание диффундирующего водорода, чтобы предотвратить образование холодных трещин в сварном шве. Это покрытие идеально подходит для низкоуглеродистых, низколегированных и высокопрочных сталей.
Целлюлозные покрытия
Они состоят из органических материалов, хотя целлюлоза является в них основным элементом. Целлюлозные покрытия имеют те же свойства, что и рутиловые покрытия, но в первых имеется более низкое содержание оксида титана.Покрытия из целлюлозы также имеют более глубокую скорость проникновения, чем покрытия из рутила. Когда целлюлоза горит, она выделяет окись углерода и водород. Они создают защитный экран для вашего основного металла.
Покрытия из оксида железа
Они улучшили внешний вид шва и характеристики дуги. Покрытия из оксида железа также положительно влияют на скорость наплавки вашего металла и скорость распространения дуги. Их выделение газообразного водорода также меньше по сравнению с выделением целлюлозных покрытий, хотя скорость его проникновения ниже, чем у последних.Покрытия из оксида железа обычно используются для позиционной сварки.
Некоторые сварщики полагают, что для их задач подойдет любой электрод с покрытием. Это заставляет их соглашаться на самые дешевые или наиболее доступные электроды на рынке. Однако все, что не является лучшим поставщиком для ваших сварочных электродов, независимо от их покрытия из вышеперечисленного, оставляет вам некачественные сварные швы.