Электроды по алюминию – особенности сварки, фото, видео
- Выполнение сварки алюминия
- Способы сварки алюминия
- Виды электродов
Электроды по алюминию очень удобны в применении. С их помощью можно достаточно легко выполнять сварку деталей, изготовленных из алюминиевых сплавов. Осуществлять такие технологические операции стало возможным потому, что использование таких электродов позволяет разрушить прочную оксидную пленку, покрывающую поверхность изделий из алюминия и его сплавов.
Алюминиевые прутки для сварки
Выполнение сварки алюминия
Наличие таких электродов — не единственное условие, которое необходимо соблюсти, чтобы получить качественное сварное соединение деталей, изготовленных из этого распространенного металла. Прежде всего, чтобы варить такие изделия, необходимо тщательно очистить их поверхности от различных загрязнений и окислов, а также подготовить их кромки: придать им оптимальный профиль.
Для очистки алюминиевых деталей и удаления с их поверхности жира используются органические растворители, а в производственных условиях для этого делают щелочные ванны. Из наиболее распространенных растворителей, которые для этого применяются, можно выделить «Уайт-спирит», технический ацетон, составы «РС-1» и «РС-2». Такие растворители несложно приобрести в специализированных точках продаж.
Если есть необходимость в использовании щелочной ванны, то приготовить ее своими руками можно и в домашних условиях. Для этого необходимо смешать следующие компоненты:
- 1000 мл воды;
- 50 г кальцинированной соды;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Электроды для ручной сварки алюминия Kjellberg Finsterwalde CMA 512
Для того чтобы обработать алюминиевую деталь, полученный состав необходимо предварительно нагреть до температуры 65 градусов. Важно и время выдержки изделия из алюминия в таком растворе, которое составляет 5 минут.
Следующая операция, которую необходимо будет выполнить, — это очистка алюминия от оксидной пленки. Выполняется такая процедура при помощи специальных щеток, щетина которых состоит из тонкой (диаметр до 0,1 мм) стальной проволоки. После очистки такой щеткой поверхность алюминия необходимо еще раз обработать растворителем, чтобы обезжирить.
В предварительной подготовке нуждаются и электроды для сварки алюминия. Чтобы сварное соединение получилось более качественным, специалисты рекомендуют просушивать электроды перед использованием при температуре 200 градусов, для чего используются специальные печи. Такую просушку необходимо выполнять в течение 2 часов. После выполнения всех вышеуказанных процедур можно начинать варить алюминиевые детали, для чего может быть использован обычный инвертор.
Принцип сварки вольфрамовым электродом в среде защитного газа
Режимы для сварки выбирают следующие: постоянный ток, подключаемый с обратной полярностью, сила которого должна составлять 25–30 ампер на один миллиметр диаметра используемого электрода. Если к качеству и надежности получаемого соединения предъявляются повышенные требования, то детали лучше всего нагреть предварительно до 250–400 градусов. Важно, что чем больше толщина алюминиевых деталей, тем до более высокой температуры их необходимо нагревать.
Если к качеству и надежности получаемого соединения предъявляются повышенные требования, то детали лучше всего нагреть предварительно до 250–400 градусов. Важно, что чем больше толщина алюминиевых деталей, тем до более высокой температуры их необходимо нагревать.
Детали из алюминия нагревают перед сваркой для того, чтобы обеспечить хорошую проплавляемость зоны соединения и, соответственно, хорошее качество шва. Чтобы минимизировать риск коробления деталей из алюминия после сварки и избежать кристаллизационных дефектов готового соединения, необходимо обеспечить их медленное остывание после окончания процесса.Если варить предполагается крупногабаритные детали, то их нагревают не целиком, а только те участки, которые находятся в зоне будущего сварного соединения. Когда сварка алюминиевых деталей завершена, выполняются следующие технологические операции:
- сварной шов очищается от образовавшейся корки шлака;
- не успевший остыть шов поливается горячей водой;
- выполняется обработка шва при помощи щетки с металлической щетиной.


Сварочный шов при использование электродов ОЗАНА-2
Способы сварки алюминия
Варить детали, изготовленные из алюминия и его сплавов, можно различными способами. Наиболее распространенными из них являются следующие.
Ручная сварка при помощи электрической дугиВ качестве электродов при выполнении такой сварки могут использоваться металлические или угольные стержни, которые и обеспечивают горение электрической дуги, нагрев и плавление кромок соединяемых частей. За счет введения в зону сварки алюминиевого прутка, поверхность которого покрыта специальным флюсом, обеспечивается формирование шва. При помощи такой дуговой сварки можно соединять детали небольшой толщины, а также устранять небольшой брак в алюминиевых отливках.
Таким методом можно варить встык алюминиевые детали, толщина которых превышает 4 мм. Для получения соединения данным методом применяются плавящиеся электроды и ток с обратной полярностью. Формирование сварного шва происходит под слоем специального флюса, который предварительно замешивают, перетирают через сито и прокаливают при температуре 300 градусов.
Формирование сварного шва происходит под слоем специального флюса, который предварительно замешивают, перетирают через сито и прокаливают при температуре 300 градусов.
Режимы аргонодуговой сварки алюминия вольфрамовым электродом
Сварка, осуществляемая в среде газов — гелия и аргона, которые выполняют защитную функциюТакой технологический процесс, в котором также используется дуговой разряд, выполняется при помощи неплавящегося электрода, изготовленного из вольфрама. Благодаря использованию защитного газа дуга при такой сварке отличается исключительной стабильностью горения, поэтому применять данную технологию можно для соединения даже очень тонких деталей. Чтобы варить таким способом, могут использоваться автоматические или ручные аппараты. В первом случае применяется сварочная проволока, которая в зону сварки подается автоматически, во втором — неплавящиеся электроды для формирования дуги и присадочный материал из алюминия. Сварка по данной технологии может выполняться и на трехфазном токе, для этого должна использоваться погружаемая и импульсная дуга.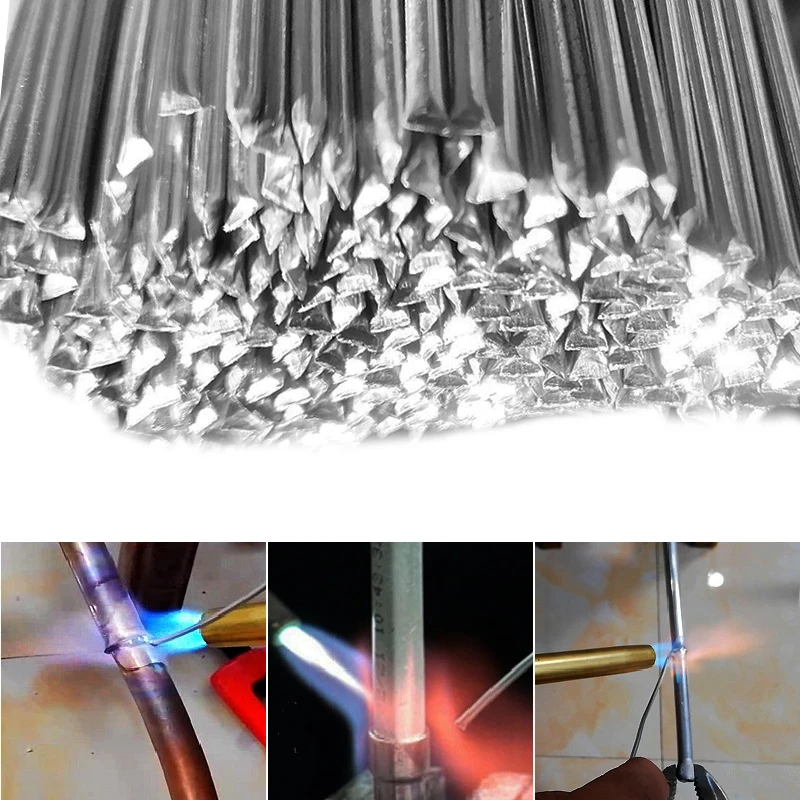
Виды электродов
Для сварки алюминия, а также сплавов на его основе применяется несколько видов электродов. В частности, к ним относятся следующие.
Электроды щелочно-солевой группы (ОК: 96.10, 96.20, 96.50)Оптимальнее всего использовать такие электроды, чтобы варить сплавы, основу которых составляет алюминий, магний и марганец, а также детали из технического алюминия. Такие электроды очень критично относятся к условиям хранения по причине высокой гигроскопичности, поэтому они нуждаются в надежной защите от повышенной влажности.
Электроды ОК 96.20
Электроды по алюминию популярной торговой марки «ОЗАНА»Существует две модификации электродов данной марки, одна из которых («ОЗАНА-1») применяется для соединения или наплавки деталей, изготовленных из сплавов марки А0-А3, а вторая («ОЗАНА-2») — для работы с марками АЛ4, АЛ9, АЛ11 и др.
Такими электродами сваривают детали из чистого алюминия, а также изделия из сплава на основе алюминия с кремнием.
Электроды марки «УАНА»Эти электроды используют для соединения деталей из сплавов алюминия, относящихся к литейной и деформируемой группе.
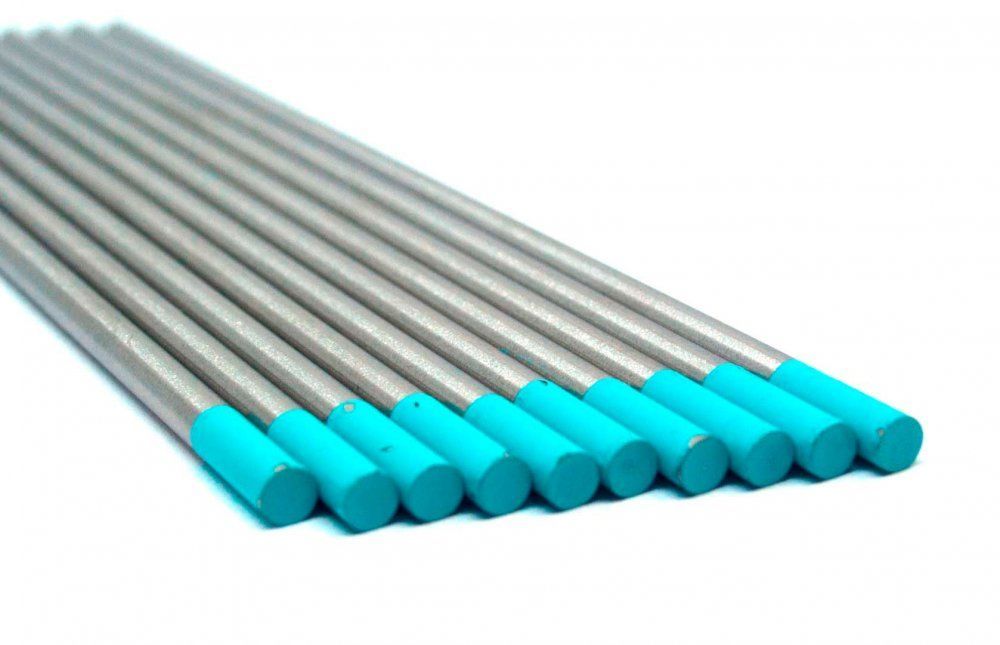
Электроды, изготавливаемые из вольфрама, которыми оснащают аппараты для сварки в среде защитных газов.Вольфрамовые электроды Elitech WP
Электроды для сваривания алюминия выпускаются современной промышленностью в большом ассортименте и в достаточном количестве, но их стоимость находится на высоком уровне. Однако можно серьезно сэкономить на их приобретении, если изготовить такие электроды своими руками. Сделать это совсем несложно, если придерживаться следующего алгоритма действий:
Однако можно серьезно сэкономить на их приобретении, если изготовить такие электроды своими руками. Сделать это совсем несложно, если придерживаться следующего алгоритма действий:
- алюминиевую проволоку диаметром 3–4 мм порезать на куски длиной 250–350 мм;
- подготовить обмазку для электродов, в которую войдет сильно измельченный мел, смешанный с силикатным клеем;
- доведенную до пастообразного состояния смесь следует равномерным слоем (1–2 мм) нанести на подготовленную проволоку и просушить готовые электроды до полного затвердевания их обмазки.
С помощью электродов легко выполнять сварку деталей из алюминия. Значительно сэкономить на этом технологическом процессе позволит изготовление электродов своими руками.
Электроды по алюминию и особенности сварки алюминия электродами
- Особенности сварочных работ с деталями из алюминия
- Виды и методы использования электродов по алюминию
- Популярные типы электродов для сварки алюминия
- Как изготовить электроды по алюминию своими руками
Электроды по алюминию, представляющие собой металлические стержни, покрытые специальной обмазкой, очень редко используют на крупном производстве. С их помощью варят металл в домашних условиях, на небольших предприятиях или при выполнении сложных монтажных работ вне стен производственного цеха. При использовании таких электродов удается избавиться от оксидной пленки на поверхности алюминия, которая очень сильно затрудняет сварочные работы, выполняемые с деталями из данного металла.
С их помощью варят металл в домашних условиях, на небольших предприятиях или при выполнении сложных монтажных работ вне стен производственного цеха. При использовании таких электродов удается избавиться от оксидной пленки на поверхности алюминия, которая очень сильно затрудняет сварочные работы, выполняемые с деталями из данного металла.
Шведские электроды Elga для сварки алюминия и его сплавов
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе
Раствор, приготовленный в результате тщательного смешивания данных компонентов, надо нагреть до 65 градусов Цельсия. Только после этого можно помещать в него заготовки из алюминия.
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки.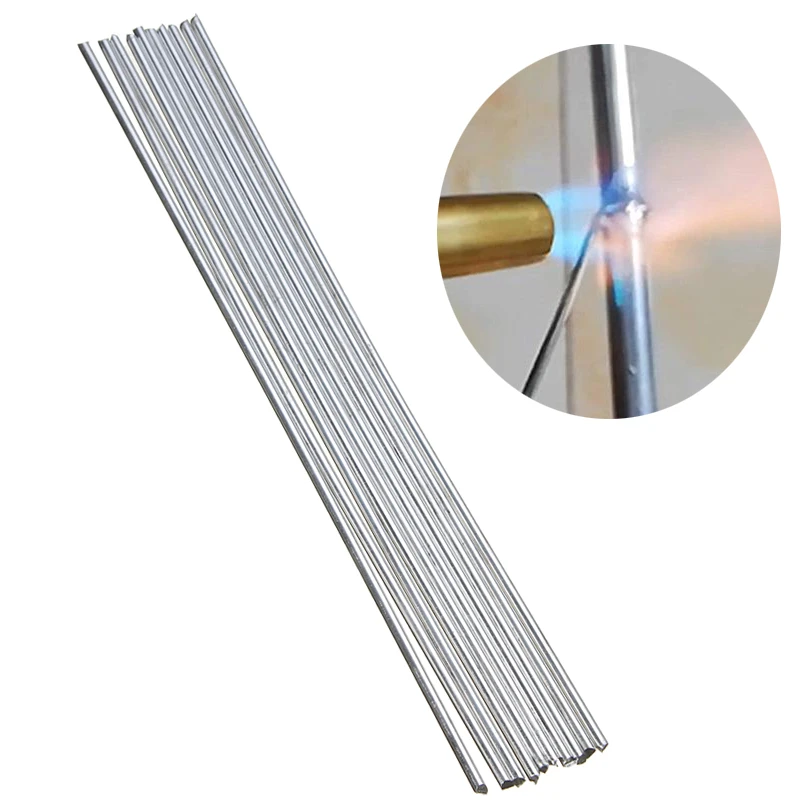 После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Есть ряд обязательных действий, которые выполняют при сварке алюминия (их можно также изучить по видео).
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Виды и методы использования электродов по алюминию
Варить алюминий можно с помощью электродов различного типа – угольных, графитовых, вольфрамовых. На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
Сварка, выполняемая по ручной дуговой технологииЭта технология предполагает использование в качестве электродов угольных стержней, а также металлических прутков со специальным покрытием, выполняющим роль присадочного материала. Такую сварку проводят на прямом токе обратной полярности. Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Такую сварку проводят на прямом токе обратной полярности. Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Такая технология эффективна при соединении встык алюминиевых деталей, толщина сечения которых больше 4 мм. В качестве электродов используется алюминиевая проволока, а сам процесс выполняется под слоем флюса, обладающего невысокой электропроводностью. Основу такого флюса составляет карбоксиметилцеллюлоза, замешиваемая на обычной воде. После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
Сварка в среде защитных газов (аргона или его смеси с гелием)Такая сварка, для которой применяется алюминиевая проволока, используется для соединения алюминиевых деталей, отличающихся небольшой толщиной. Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Такая сварка характеризуется высокой скоростью выполнения и проходит с применением вольфрамовых электродов и присадочной алюминиевой проволоки. Для плазменной сварки необходим источник переменного тока. Диаметр вольфрамовых электродов, применяемых при этом, находится в интервале 0,8–1,5 мм. Защитным газом для такой сварки выступает аргон (в чистом виде или в смеси с гелием).
Небольшой обзор дорогих электродов для сварки алюминия и его сплавов от производителя Weldcap.
 youtube.com/embed/jIhdTIL_G7M»/>
youtube.com/embed/jIhdTIL_G7M»/>
Популярные типы электродов для сварки алюминия
Среди большого разнообразия электродов, которые применяют для сварки деталей, выполненных из алюминия, есть ряд марок, которые пользуются наибольшей популярностью.
Щелочно-солевые электроды марки ОКНаиболее популярными моделями являются 96.10, 96.20, 96.50. Такими электродами рекомендуется варить технический алюминий, а также изделия из сплавов данного металла с марганцем и магнием. Электроды названных марок отличаются высокой гигроскопичностью, поэтому хранить их следует в помещениях с минимальным уровнем влажности.
Сварочные электроды ОК
Электроды марки ОЗАНАРаспространенными модификациями этих электродов для алюминия являются ОЗАНА-1 и ОЗАНА-2. Первые используют, если необходимо выполнить сварку или наплавку деталей из сплавов А0-А3, вторые – для сплавов АЛ4, АЛ9, АЛ11 и др.
Электроды ОЗАДля их изготовления используется проволока сварочная алюминиевая марок СвА 1,3,5,10. Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием.
Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием.
Марки электродов по алюминию и их особенности
Электроды марки УАНАИх применяют для сварки заготовок из деформируемых и литейных сплавов алюминия.
Электроды ЭВЧЭто электроды из вольфрама, сварка с их использованием выполняется в защитной среде аргона. Изделия данной марки не в состоянии обеспечить качественного зажигания сварочной дуги, поэтому они не очень популярны у профессионалов.
На видео ниже вы можете ознакомиться с кратким обзором турецких электродов по алюминию Kobatek.
Как изготовить электроды по алюминию своими руками
Все марки электродов, которые используются для сварки деталей из алюминия, стоят недешево, поэтому у многих домашних умельцев возникает естественный вопрос: можно ли сделать их своими руками. В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
- Алюминиевая проволока, диаметр которой составляет 3–4 мм, нарезается на куски длиной 25–30 см.
- Для приготовления обмазки электродов необходимо измельчить обычный мел и смешать полученный порошок с силикатным клеем – жидким стеклом. Смесь данных компонентов надо довести до однородной массы и обмазать ею прутки из алюминиевой проволоки.
- Обмазку из силикатного клея и измельченного мела наносят на поверхность алюминиевого прутка слоем толщиной 1,5–2 мм, затем полученный электрод сушат до полного затвердевания его поверхности.
Пользуясь этой несложной инструкцией, вы сможете сделать своими руками электроды для сварки заготовок из алюминия, а приведенное ниже видео на данную тему вам в этом поможет.
 Несмотря на простоту изготовления, самодельные электроды дают возможность выполнять сварку деталей из алюминия с высокой эффективностью, получать качественные и надежные соединения.
Несмотря на простоту изготовления, самодельные электроды дают возможность выполнять сварку деталей из алюминия с высокой эффективностью, получать качественные и надежные соединения.Электроды по алюминию: виды и характеристики
Алюминий и сплавы на его основе свариваются сложно. Это объясняется негативным воздействием внешних факторов, текучестью металла, его тугоплавкостью, наличием оксидной пленки. Сварка с применением электродов по алюминию делает процесс доступным и малозатратным. Электроды имеют низкую температуру плавления и специальные добавки для стабилизации процесса.
Содержание
- Марки электродов для сварки алюминия
- Продукция шведской компании ESAB
- Советы профессионалов
- Особенности сварочного процесса
Марки электродов для сварки алюминия
Приведенный перечень электродов применяется при сварке алюминиевых конструкций с помощью инвертора.
 Изделия со спецобмазкой позволяют работать с алюминиевыми деталями или сплавами на основе алюминия с кремнием либо марганцем, например, АМг и АМц.
Изделия со спецобмазкой позволяют работать с алюминиевыми деталями или сплавами на основе алюминия с кремнием либо марганцем, например, АМг и АМц.Расходные материалы для сварки диаметром 3 мм выпускаются длиной 225-300 мм, а при диаметре 4-5 мм имеют длину 350-450 мм.
Электроды ОЗАНА
Электроды ОЗАНА
ОЗАНА-1. Расходники с солевой обмазкой подходят для сварки чистого алюминия марок А0-А3. Тонкостенные детали толщиной до 10 мм можно соединять без предварительного подогрева. Остальные детали прогреваются до температуры 200° в течение 30 минут. Для работы необходим переменный ток обратной полярности. Возможна сварка нижних и потолочных швов.
ОЗАНА-2. Предназначены для сваривания сплавов алюминия и кремния. Не подходят для наплавки, ремонта литейного брака. Иногда для работы необходимы дополнительные алюминиевые флюсы.
Электроды ОЗА
Электроды по алюминию изготовлены из стального стержня с соляной обмазкой. Выпускаются диаметром 4, 5 и 6 мм. Марка подойдет для сваривания заготовок из чистого алюминия и его сплавов. Ограничение по толщине деталей — от 3 мм до 16 мм. Ток сваривания – постоянный, с обратной полярностью. Нужен предварительный подогрев свариваемых торцов до 250°С. Подготовительная зачистка кромок обязательна.
Выпускаются диаметром 4, 5 и 6 мм. Марка подойдет для сваривания заготовок из чистого алюминия и его сплавов. Ограничение по толщине деталей — от 3 мм до 16 мм. Ток сваривания – постоянный, с обратной полярностью. Нужен предварительный подогрев свариваемых торцов до 250°С. Подготовительная зачистка кромок обязательна.
Марка УАНА
Электроды этой марки предназначены для заготовок из литейных и деформируемых алюминиевых сплавов. Условия подготовки кромок и сваривания — как и для марки ОЗА. Расположение шва — верхнее и нижнее.
Продукция шведской компании ESAB
Категория щелочно-солевых электродов ОК96 производится для сваривания и наплавления деталей из алюминия и сплавов. Процесс происходит в среде защитного инертного газа аргон. Расходники производятся нескольких модификаций.
ОК 96.10. Назначение – сварка алюминия в чистом виде без технических примесей. Производятся с обмазкой композитным материалом из солей хлора и фтора. Шов ложится ровно и аккуратно, без разбрызгивания металла. Шлаки легко удаляются с поверхности.
Шов ложится ровно и аккуратно, без разбрызгивания металла. Шлаки легко удаляются с поверхности.
При малом токе происходит залипание материалов. Нагревать стержни не обязательно, но желательно, потому что так можно снизить их расход. Кромки защищать не придется. Достаточно лишь обдать их горячей водой. Подходят для работы с дюралюминием.
Электроды ОК 96.10
ОК 96.20. Марка электродов для сварки слабонагруженных конструкций с минимальными требованиями. Они успешно сваривают сплавы с содержанием магния и марганца не более 3%. В составе стержня есть добавки марганца. Тип покрытия – солевое. Сваривать можно в любом положении, с предварительным нагревом до 220°С.
ОК 96.50. Востребованы при сваривании алюминиевых сплавов с включением меди, магния или марганца. Электродный стержень состоит из алюминиево-марганцевого сплава. Может использоваться как присадочная проволока при сварке автогеном. Покрытие прутка сделано щелочно-солевой обмазкой.
Советы профессионалов
При отсутствии опыта выбрать расходные материалы и соединить алюминиевые элементы непросто. Поэтому советы мастеров будут кстати.
- Лучше, когда состав заготовки и сплав алюминиевых электродов точно соответствуют друг другу. Проверить это можно по информации на упаковке.
- Сечение электродов для сварки должно отвечать толщине стенки. Если варить толстым стержнем тонкий лист, то прожог неизбежен.
- Разница толщин допускается не более 1 мм.
- Просушенные 2-3 раза расходники теряют качество и использовать их не рекомендуется.
- Предварительная зачистка обрабатываемых сваркой кромок обязательна.
- Новичкам сварочного дела следует начинать с толстых деталей. Сварочный процесс протекает очень быстро, и тонкий металл легко прожигается.
- Алюминий отличается повышенной текучестью, поэтому тонкий шов получить достаточно сложно.
- Прогревать электроды перед работой нужно тем дольше, чем толще свариваемый металл.
- Хорошему плавлению основного металла способствуют умеренные токи.
- Толстые заготовки лучше прогревать участками. Готовый шов очищают от шлака, промывают горячей водой, обрабатывают щеткой и варят дальше.

Особенности сварочного процесса
Сварочный процесс очень чувствителен к чистоте поверхностей свариваемых деталей по физическим и химическим параметрам. Детали необходимо зачистить металлической щеткой или напильником и протереть растворителем. Таким образом снимается оксидная пленка. Защитная среда и газ не в состоянии от нее избавиться.
После тщательной подготовки можно начинать сваривание алюминия с применением инвертора. Ток должен быть только постоянным с обратной полярностью, потому что переменный ток не дает хорошего шва. Сварочный ток для дуговой сварки нужно точно подбирать. Исходят из того, что на 1 мм толщины свариваемого листа необходимо 25-30 А. Так, при толщине стенки 4 мм потребуется ток 120 А.
Сварка алюминия и его сплавов
Действовать нужно быстро, чтобы шов получился качественным. Сложности при сварке возникают из-за того, что электроды для алюминия плавятся в 3 раза быстрее стальных. При наплавке металла дугу следует держать близко к детали.
Почти все марки электродов для сваривания алюминия предварительно прогреваются в печи при 200°С пару часов, потому что при резком скачке температуры металл сильно разбрызгивается. Надежные сварные соединения получаются при прогреве стыков с помощью газовой горелки. Температура нагрева тем выше, чем больше толщина детали.
Шов основательно зачищается от шлаков, а затем обливается горячей водой. Такой прием замедляет процесс остывания, снижает коробление и минимизирует образование трещин. Охлажденную конструкцию нужно повторно зачистить в месте сварочного шва. Остатки шлаков становятся причиной образования коррозии.
Такой прием замедляет процесс остывания, снижает коробление и минимизирует образование трещин. Охлажденную конструкцию нужно повторно зачистить в месте сварочного шва. Остатки шлаков становятся причиной образования коррозии.
Видео по теме: Электроды для сварки алюминия
Сварочные электроды по алюминию для инвертора
Ручная дуговая сварка для соединения двух алюминиевых заготовок используется не часто. Но это самый дешевый и простой вариант, поэтому электроды по алюминию с обмазкой применяют в небольших мастерских или в полевых условиях, где нет возможности использовать другой более дорогой вид сварки, требующий наличие сложного оборудования. В состав обмазки таких электродов входят фториды или хлориды щелочноземельных металлов, которые вступая в соединение с оксидом алюминия, превращаются в газы и шлаки. Оксид алюминия – это тугоплавкая пленка, которая всегда находится на поверхности алюминиевых деталей.
В состав обмазки таких электродов входят фториды или хлориды щелочноземельных металлов, которые вступая в соединение с оксидом алюминия, превращаются в газы и шлаки. Оксид алюминия – это тугоплавкая пленка, которая всегда находится на поверхности алюминиевых деталей.
Дуговую сварку можно использовать для соединения алюминиевых заготовок толщиною не меньше 4 мм. При этом диаметр используемых электродов составляет 4-5 мм, меньше не стоит, потому что скорость плавления стержня электрода в три раза быстрее, чем у стального, отсюда и трудности сварочного процесса. Они могут привести к непровариванию металла на всю глубину сварочного шва.
Чаще всего электроды с покрытием используются для сваривания чистого алюминия, или его сплавов с добавлением кремния или марганца, при этом их процентное содержание не должно превышать 5%.
Содержание страницы
- 1 Характеристики электродов для алюминия
- 1.1 ОЗАНА
- 1.2 ОЗА
- 1.3 УАНА
- 1.4 Электроды от шведской компании ESAB
- 2 Полезные советы
Характеристики электродов для алюминия
Список сварочных электродов, с помощью которых можно варить алюминиевые сплавы или чистый металл, не так уж и много.
ОЗАНА
Здесь две позиции:
- ОЗАНА-1, с помощью этих электродов можно варить чистый алюминий марки А0-А3. Шов получается ровным и аккуратным, коррозионная стойкость его высокая. Если варить детали толщиной до 10 мм, то подогревать электроды не надо. В остальных случаях прокалка обязательна до температуры 200С в течение получаса. Особое внимание чистоте соединяемых кромок. Сварка производится переменным током обратной полярности. Обмазка – солевая. Варить можно в нижнем положении и в вертикальном.
- ОЗАНА-2. Применяется для сваривания только алюминиевых сплавов. Все остальные характеристики и условия проводимого процесса точно такие же, как и у предыдущего вида.
ОЗА
Эта разновидность электродов используется для сваривания, как чистого алюминия, так и сплавов. При этом толщина соединяемых деталей – 3-16 мм. В основе расходника лежит металлический стержень, покрытый соляной обмазкой. Режим работы:
- Ток – постоянный;
- Полярность – обратная;
- Положение – нижнее и вертикальное;
- Предварительный подогрев сварочного элемента или свариваемых поверхностей до +250С;
- Обязательная зачистка кромок до металлического блеска.

В настоящее время производители предлагают электроды диаметром 4; 5 и 6 мм.
УАНА
Данный вид применяется для сваривания заготовок из деформируемых и литейных сплавов алюминия. Все остальные позиции, а это режим сварки, способы подготовки в точности повторяют марку ОЗА. Единственное отличие – это положение электрода. Оно может быть только нижним и верхним (потолочным).
Электроды от шведской компании ESAB
Шведы предлагают марку электродов ОК, специально для сваривания и наплавки алюминиевых деталей в среде защитного инертного газа аргона. Здесь несколько позиций.
- ОК 96.10. Отличительной чертой этой модели является новая обмазка, сделанная из солей фтора и хлора, как композитный материал. Именно такая обмазка позволяет держать сварную дугу в стабильном состоянии, разбрызгивание металла практически отсутствует, шлаки легко отделяются от поверхности сварочного шва. Сам шов очень ровный и аккуратный. Предназначен электрод для сваривания чистого алюминия. Нагрев расходника не обязателен, но предпочтителен. От этого качество шва не меняется, но нагрев уменьшает расход электродов. Сильно зачищать кромки нет необходимости, надо их просто промыть горячей водой. Обмазка – щелочно-солевая.
- ОК 96.20. Используют его, если сборная конструкция или детали не подвергаются большим нагрузкам, то есть, требование к ним минимальные. Сваривать можно только сплавы, в которых присутствует магний или марганец, их содержание не должно превышает 3%. Покрытие стержня – солевое. Положение сварки – любое. По всем остальным позициям полное совпадение с предыдущим видом.
- ОК 96.50. Применяется только для соединения сплавов алюминия (марганцевых, магниевых и медных). Стержень электрода изготовлен тоже из сплава: алюминия и марганца, поэтому можно его использовать в качестве присадочного прутка в автогенной сварке. Обмазка – щелочно-солевая.
Все перечисленные виды можно отнести к категории – электроды для сварки алюминия инвертором. Но этот металл и его сплавы можно соединять и неплавящимися вольфрамовыми электродами в среде инертного газа. Для этого необходимо использовать присадочную проволоку. Она может быть алюминиевой или циркониевой. Марка таких электродов – ЭВЧ.
Полезные советы
Новичкам иногда сложно сделать выбор, потому что в алюминиевых сплавах присутствуют разные компоненты, от которых зависит качество конечного результата соединения. Поэтому стоит прислушаться к рекомендациям профессионалов.
- Хорошо, если электрод по своему составу точно подходил под состав сплава. Многие производители это указывают на упаковке или в маркировке, что облегчает процесс подбора.
- Выбор толщины расходника также является немаловажным. Нельзя варить толстым электродом тонкие детали. Это гарантия появления прожога основного металла.
- Нельзя в сварке использовать расходники, которые просушивались дважды или трижды. У них снижено качество.
- Предварительная обработка кромок сваривания – обязательное условие. Надо из зачистить сначала металлической щеткой, а затем обработать растворителем. Только таким образом можно удалить оксидное покрытие.
- Новичку не стоит браться за тонкие заготовки, лучше опыта набираться на толстых деталях. Все дело в скорости сварочного процесса. Он проходит быстро, так что прожечь тонкий металл несложно. Плюс появляется вероятность образования толстого сварного шва за счет большой текучести алюминия.
- Чем толще металл свариваемых изделий, тем длительнее процесс прокалки электродов.
- Варить лучше при умеренных токах, что позволит хорошо проплавить основной металл.
- Если варятся толстые детали, то оптимальный вариант – это локальный нагрев по участкам. Закончили сварку, удалили своими руками шлак, промыли шов горячей водой и зачистили его металлической щеткой. Переходите к следующему участку.
- При дуговой сварке необходимо точно подобрать величину сварочного тока. Здесь можно использовать вот такое соотношение: на один миллиметр толщины свариваемых деталей применять ток силой 25-30 ампер. К примеру, если толщина заготовок равна 5 мм, то для их соединения необходим ток, равный 150 амперам.
Любой сварщик скажет, что варить алюминиевые сплавы достаточно сложно. У каждого свой опыт, который набит большим количеством испорченных стыков. И все дело в текучести металла и оксидной пленке, которая является тугоплавким материалом. Поэтому у данного процесса свой собственный технологический подход.
электроды для сварки алюминия : Электроды по алюминию UTP 48
Минималный заказ — 1 шт. (один электрод).
Производитель: UTP Maintenance, Германия.
Стандарт: UTP 48
DIN 1732: S – AlSi12
Алюминиевые электроды UTP 48 со специальным покрытием для ковких и литых сплавов.
Ø 2,5 мм
Ø 3,2 мм
Ø 4,0 мм
Упаковка: герметичный металлический тубус 2 кг.
Описание и применение.
Сварка алюминия электродами — это реально !!! UTP 48 — специальные электроды для сварки и наплавки алюминия и его сплавов. Электроды для алюминия UTP 48 имеют исключительные сварочные характеристики. Гладкий ровный шов. Плотный наплавленный металл без пор. Возможна соединительная сварка пластин толщиной более 2 мм. Покрытие несколько гигроскопично и при надлежащем хранении хорошо сохраняется.
Область применения: идентична электродам AlSi-12 Lincoln Electric. (блоки и поршни двигателей, кузова и картеры автомобилей, коробки передач, корпуса, насосы, баки, литейные формы, лопасти, оконные рамы, лестницы, устранение дефектов литья и т.п.)
Химический состав наплавленного металла, %
Al Si
Основа 12
Особенности сварки.
Электроды UTP 48 позволяют производить сварку во всех пространственных положениях, кроме сверху-вниз, обратная полярность (электрод +). Массивные детали нагреть до 100-250°С. Перед сваркой необходимо тщательно подготовить свариваемые кромки, очистив их от загрязнения и оксидной пленки. Для очистки и обезжиривания применяют ацетон, авиационный бензин, уайт-спирит или иной подходящий растворитель.
При необходимости разделываются кромки. Для сварки деталей толщинами до 4 мм, как правило, разделку кромок не производят; при больших толщинах изделия разделка необходима.
Для удаления оксидной пленки кромку детали на ширину 25 — 30 мм нужно зачистить наждачкой, напильником либо щеткой из нержавейки, имеющую проволоку диаметром не более 0,15 мм.
Сварка алюминия алюминиевым электродом имеет некоторые особенности. Плавление электрода по алюминию происходит в 2 — 3 раза быстрее, чем плавление электрода по сталям. Сварка, исходя из этого, должна производиться с существенно большей скоростью. Также, необходимо избегать поперечных движений электрода, которые применяют при сварке сталей. Сварочную дугу стараться выдерживать максимально короткой, при этом алюминиевый электрод держать перпендикулярно свариваемой поверхности.
После сварки шов обрабатывается металлической щеткой для удаления шлака, остатки которого в зазорах могут вызвать коррозионные процессы.
Электрод, ф х длина (мм) 2,5 х 350 3,2 х 350 4,0 х 350
Ток, А 50-70 80-100 90-130
Свариваемые материалы:
Алюминиевые сплавы с содержанием кремния, магния, меди.
G- AlSi12 № 3.2581
G- AlSi12(Cu) № 3.2583
G- AlSi10Mg (Cu) № 3.2383
G- AlSi10Mg № 3.2381
G- AlSi9Mg № 3.2373
УЗНАТЬ СТОИМОСТЬ: под ценой и надписью «Доступные варианты» находится окошко с диаметром электрода (в данный момент Ø 2,5 мм по цене 18,00 грн за 1 шт).
Нажимаете курсором мышки на значок «» справа от стрелки —-> и выбираете «кликом» необходимый Вам диаметр. Сверху автоматически появится цена.
Благодарим за покупку !
Купить электроды по алюминию UTP 48 Вы можете в сети магазинов «ЗВАРЮВАННЯ».
Электроды для сварки алюминия UTP 48 купить в г. Кривой Рог Вы можете в сети магазинов «ЗВАРЮВАННЯ»:
• магазин ЗВАРЮВАННЯ — ул. В. Матусевича (22-го партсъезда), д. 55, р-он ГосЦирка;
Тел.:(067) 379-07-77, (067) 569-35-66, (099) 047-64-46, (093) 610-90-26. Низкие цены. Гарантия от ведущих производителей. Доставка во все регионы Украины.
Покупка у официального дилера – гарантированный способ получить высокое качество и конкурентоспособные цены на сварочное оборудование, а также качественное гарантийное и послегарантийное обслуживание.
Электроды по алюминию купить. Электроды для сварки алюминия UTP 48 цена. Электроды по алюминию Кривой Рог. Электроды для алюминия Кривой Рог.
Ваше имя:
Ваш відкуг: Примітка: HTML разметка не поддерживается! Используйте обычный текст.
Оцінка: Погано Хорошо
Введіть код, вказаний на зображенні:
Продовжити
какие бывают, их характеристики, особенности выбора и применения
Время на чтение: 2 мин
489
Сварочные электроды по алюминию представляют собой металлические пруты с покрытием. Оно позволяет получить хороший шов и предотвратить коррозию металла.
В тяжёлой промышленности такие стержни встречаются редко потому что они не эффективны при больших масштабах сварки. Однако им быстро нашли применение умелые хозяева.
Угольный электрод – наиболее распространён у сварщиков. Здесь вы узнаете всю необходимую информацию о сварочных расходниках и о том, как изготовить стержни в домашних условиях.
Содержание статьиПоказать
- Что вы должны знать о домашней сварке алюминия?
- Распространённые виды электродов
- Пособие по производству
- Завершение
Что вы должны знать о домашней сварке алюминия?
Многие знают, что сварка данного металла-проблематичное занятие. Всему виной-плёнка из оксида алюминия, которая появляется на поверхности металла из-за контакта с кислородом.
Она существенно усложняет работу сварщику. Именно для решения этой задачи и существуют электроды по алюминию.
Перед сваркой обязательно очистите материал от грязи и подготовьте его к сварке. Очистка сделает результат вашего труда более качественным, долговечным.
Ещё вам понадобится сварочный аппарат обратной полярности, выдающий постоянный ток. При дуговой сварке алюминия проследите за тем, чтобы сила тока была минимальной.
Мы дадим вам несколько советов для качественной сварки:
- Когда вы варите алюминий с большой толщиной, то перед началом прогрейте место для шва обычной газовой горелкой.
- Удалите со шва весь шлак и полейте его кипящей водой.
- После остывания шва проделайте повторную очистку. Это убережет материал от коррозии в будущем.
Распространённые виды электродов
Кроме угольного стержня есть также не мало других столь же популярных видов электродов. Так что же всё-таки следует применять в домашней сварке алюминия?
- Электроды марки ОК. Такие стержни производит компания ESAB. Это видно по фирменной маркировке ОК. Лучше всех себя проявили модели 96.10, 96.20, а также 96.50. Этот сварочный материал хорош не во всём, но с техническим алюминием и его сплавами на основе марганца, справляется отлично. Такие стержни действительно стоящие, хоть и требую особых условий хранения и внимания к срокам годности.
- Электроды марки ОЗА. Из-за того, что в основе таких стержней обычная проволока из можно сделать и дома. Они идеальны при роботе с чистым алюминием или кремниевыми сплавами.
- Электроды марки УАНА. Применение их не слишком широко. Чаще всего такие электроды можно встретить при сварке литейных алюминиевых сплавов. И хоть в домашних условиях ими практически не работают, не упомянуть о них было бы ошибкой.
- Электроды марки ЭВЧ. Данный вид стержней представляет собой вольфрамовые электроды для аргонной сварки. Дома сделать такие стержни трудно, но если вам удастся их купить, то обязательно попробуйте их в деле. Сложность работы с ними заключается в том, что зажечь дугу очень сложно, поэтому профессионалы их не любят. Однако если вы овладеете таким мастерством, то и трудности с любыми другими марками вам буду не по чём.
Пособие по производству
Любой из перечисленных видов стержней — дорогое удовольствие. Можно не тратится и сделать расходный материал самому. Интернет полон видеороликами, в которых демонстрируется процесс изготовления электродов.
Нам тоже хочется поведать вам тайну производства электродов в домашних условиях. Следуйте инструкции:
- Нарежьте из алюминиевой проволоки заготовки. Их диаметр должен быть не больше 4 мм, а длинна примерно 20-25 см. Таких прутиков вполне хватит, вы можете изменить их.
Для верхнего слоя смешиваем измельчённый белый мел с силикатным клеем, он же- «жидкое стекло», до однородной массы. Окунаем в неё прутики. - Важно, чтобы верхний шар был не больше 2 мм. Оставляем всё застывать. После высыхания покрытия всё готово к использованию.
- Шов с их помощью будет, конечно, далёк от идеала, но вполне подойдёт для какой-нибудь не хитрой работы. Вы можете с недоверием отнестись к этому способу домашнего изготовления стержней, но они правда могут пригодиться в хозяйстве и сберегут ваш бюджет.
Помните, что это не фабричный продукт так что для качественного шва, чтобы сделать хорошую работу, лучше проверьте электрод на ненужном куске металла.
Завершение
Мы посвятили вас во все тонкости ручной сварки и технологию производства самодельных электродов по алюминию.
Попробуйте сделать такие стержни дома и расскажите в комментариях, что у вас получилось, это поможет и другим энтузиастам.
Расскажите о нас друзьям. Удачи!
Алюминиевый электрод | AMERICAN ELEMENTS®
РАЗДЕЛ 1. ИДЕНТИФИКАЦИЯ
Название продукта: Алюминиевый электрод
Номер продукта: Все применимые коды продуктов American Elements, например. АЛ-М-02-ЭЛЕК , АЛ-М-03-ЭЛЕК , АЛ-М-04-ЭЛЕК , AL-M-05-ELEC
Номер CAS: 7429-90-5
Соответствующие установленные области применения вещества: Научные исследования и разработки
Информация о поставщике:
American Elements
10884 Weyburn Ave.
Los Angeles, CA
Тел.: +1 310-208-0551
Факс: +1 310-208-0351
Телефон службы экстренной помощи: +
, Северная Америка 800-424-9300
Международный: +1 703-527-3887
РАЗДЕЛ 2.
ИДЕНТИФИКАЦИЯ ОПАСНОСТИ Классификация вещества или смеси
Классификация согласно Регламенту (ЕС) № 1272/2008
Вещество не классифицируется как опасны для здоровья или окружающей среды в соответствии с правилами CLP.
Классификация в соответствии с Директивой 67/548/ЕЭС или Директивой 1999/45/ЕС
Н/Д
Информация об особых опасностях для человека и окружающей среды:
Нет данных
Опасности, не классифицированные иначе
Нет данных
Элементы маркировки
Маркировка в соответствии с Регламентом (ЕС) № 1272/2008
Н/Д
Пиктограммы опасности
Н/Д
Сигнальное слово
Н/Д
Указания на опасность
Н/Д
Классификация WHMIS
Не контролируется
Система классификации
Рейтинги HMIS (шкала 0–4)
(Система идентификации опасных материалов)
ЗДОРОВЬЕ
ПОЖАР
РЕАКЦИОННАЯ СПОСОБНОСТЬ
0
0
0
Здоровье (острые воздействия) = 0
Воспламеняемость = 0 9 0
Физические опасности Результаты оценки PBT и vPvB
PBT:
N/A
vPvB:
N/A
РАЗДЕЛ 3.
СОСТАВ/ИНФОРМАЦИЯ О КОМПОНЕНТАХ Вещества
CAS No. номер(а):
Номер ЕС:
231-072-3
РАЗДЕЛ 4. МЕРЫ ПЕРВОЙ ПОМОЩИ
Описание мер первой помощи
Общая информация
Никаких специальных мер не требуется.
При вдыхании:
В случае жалоб обратиться за медицинской помощью.
При попадании на кожу:
Обычно продукт не раздражает кожу.
При попадании в глаза:
Промыть открытые глаза в течение нескольких минут под проточной водой. Если симптомы сохраняются, обратитесь к врачу.
При проглатывании:
Если симптомы сохраняются, обратитесь к врачу.
Информация для врача
Наиболее важные симптомы и эффекты, как немедленные, так и замедленные
Нет данных
Указание на необходимость немедленной медицинской помощи и специального лечения
Нет данных
РАЗДЕЛ 5. МЕРЫ ПОЖАРОТУШЕНИЯ
Средства пожаротушения
Подходящие средства пожаротушения
Специальный порошок для сжигания металлов. Не используйте воду.
Неподходящие огнетушащие вещества из соображений безопасности
Вода
Особые опасности, создаваемые веществом или смесью
В случае пожара могут выделяться следующие вещества:
Пар оксида металла
Рекомендации для пожарных
Защитное снаряжение:
Никаких особых мер не требуется
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Индивидуальные меры предосторожности, защитное снаряжение и чрезвычайные меры
Не требуется.
Меры предосторожности по охране окружающей среды:
Не допускать попадания материала в окружающую среду без официального разрешения.
Не допускать попадания продукта в канализацию, канализационные системы или другие водотоки.
Не допускайте проникновения материала в землю или почву.
Методы и материалы для локализации и очистки:
Собрать механически.
Предотвращение вторичных опасностей:
Никаких специальных мер не требуется.
Ссылка на другие разделы
См. Раздел 7 для информации о безопасном обращении
См. Раздел 8 для информации о средствах индивидуальной защиты.
Информацию об утилизации см. в Разделе 13.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение
Меры предосторожности для безопасного обращения
Держите контейнер плотно закрытым.
Хранить в прохладном, сухом месте в плотно закрытой таре.
Информация о защите от взрывов и пожаров:
Никаких специальных мер не требуется.
Условия безопасного хранения, включая любые несовместимости
Требования, которым должны соответствовать складские помещения и емкости:
Особых требований нет.
Сведения о хранении в одном общем хранилище:
Не хранить вместе с кислотами.
Хранить вдали от окислителей.
Дополнительная информация об условиях хранения:
Хранить контейнер плотно закрытым.
Хранить в прохладном сухом месте в хорошо закрытых контейнерах.
Особое конечное использование
Данные отсутствуют
РАЗДЕЛ 8.
КОНТРОЛЬ ВОЗДЕЙСТВИЯ/СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ Дополнительная информация о конструкции технических систем:
Нет дополнительных данных; см. раздел 7.
Параметры управления
Компоненты с предельными значениями, требующими контроля на рабочем месте:
7429-90-5 Алюминий (100,0%)
PEL (США) Долгосрочное значение: 15*; 15** мг/м 3
*Общая пыль; ** Вдыхаемая фракция
REL (США) Долговременное значение: 10* 5** мг/м 3
*Общая пыль ** Вдыхаемая фракция
TLV (США) Долговременное значение: 1* мг/м 3
как алюминий; *в виде респирабельной фракции
EL (Канада) Долговременное значение: 1,0 мг/м 3
металлы и нерастворимые соединения, вдыхаемые
EV (Канада) Долговременное значение: 5 мг/м 3
алюминийсодержащие ( как алюминий)
Дополнительная информация:
Нет данных
Средства контроля воздействия
Средства индивидуальной защиты
Соблюдайте стандартные меры защиты и гигиены при обращении с химическими веществами.
Поддерживайте эргономически подходящую рабочую среду.
Дыхательное оборудование:
Не требуется.
Защита рук:
Не требуется.
Время проникновения через материал перчаток (в минутах)
Данные отсутствуют
Защита глаз:
Защитные очки
Защита тела:
Защитная рабочая одежда
РАЗДЕЛ 9. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физико-химических свойствах
Внешний вид:
Форма: Твердое вещество в различных формах
Цвет: Серебристый
Запах: Без запаха
Порог восприятия запаха: Нет данных.
pH: неприменимо
Точка плавления/диапазон плавления: 660,4 °C (1221 °F)
Точка кипения/диапазон кипения: 2519 °C (4566 °F)
Температура сублимации/начало: Данные отсутствуют газ)
Нет данных.
Температура воспламенения: Данные отсутствуют.
Температура разложения: Данные отсутствуют.
Самовоспламенение: Данные отсутствуют.
Опасность взрыва: Данные отсутствуют.
Пределы взрываемости:
Нижний: Данные отсутствуют
Верхний: Данные отсутствуют
Давление пара: неприменимо
Плотность при 20 °C (68 °F): 2,7 г/см 3 (22,532 фунта/гал)
Относительный плотность
Нет данных.
Плотность пара
Н/Д
Скорость испарения
Н/Д
Растворимость в воде (H 2 O): Не растворим
Коэффициент распределения (н-октанол/вода): Данные отсутствуют.
Вязкость:
Динамическая: Н/Д
Кинематика: Н/Д
Другая информация
Нет данных
РАЗДЕЛ 10. СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
Реактивность
Нет данных
Химическая стабильность
Стабилен при соблюдении рекомендуемых условий хранения.
Термическое разложение / условия, которых следует избегать:
Разложение не происходит, если используется и хранится в соответствии со спецификациями.
Возможность опасных реакций
реагирует с сильными окисляющими агентами
Условия, чтобы избежать
Данных, окислительных агентов
. эффекты
Острая токсичность:
Эффекты неизвестны.
Значения LD/LC50, важные для классификации:
Нет данных
Раздражение или коррозия кожи:
Может вызывать раздражение
Раздражение или коррозия глаз:
Может вызывать раздражение
Повышение чувствительности:
Сенсибилизирующие эффекты неизвестны.
Мутагенность зародышевых клеток:
Эффекты неизвестны.
Канцерогенность:
ACGIH A4: Не классифицируется как канцероген для человека: Недостаточно данных для классификации агента с точки зрения его канцерогенности для людей и/или животных.
Репродуктивная токсичность:
Реестр токсического воздействия химических веществ (RTECS) содержит репродуктивные данные для этого вещества.
Специфическая токсичность для системы органов-мишеней — многократное воздействие:
Неизвестно никаких эффектов.
Специфическая токсичность для системы органов-мишеней — однократное воздействие:
Эффекты неизвестны.
Опасность при вдыхании:
Эффекты неизвестны.
От подострой до хронической токсичности:
Реестр токсических эффектов химических веществ (RTECS) содержит данные о многократных дозах токсичности
для этого вещества.
Дополнительная токсикологическая информация:
Насколько нам известно, острая и хроническая токсичность этого вещества полностью не известна.
РАЗДЕЛ 12. ЭКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Токсичность
Водная токсичность:
Нет данных
Стойкость и способность к разложению
Нет данных
Биоаккумулятивный потенциал
Нет данных
Мобильность в почве: отсутствует 0 Дополнительная информация
допускать выброс материала в окружающую среду без официального разрешения.
Избегайте попадания в окружающую среду.
Результаты оценки PBT и vPvB
PBT:
Н/Д
vPvB:
Н/Д
Другие неблагоприятные воздействия
Нет данных
РАЗДЕЛ 13. РЕКОМЕНДАЦИИ ПО УТИЛИЗАЦИИ
Методы обработки отходов
Рекомендация
Для обеспечения надлежащей утилизации см. официальные правила.
Неочищенная упаковка:
Рекомендация:
Утилизация должна производиться в соответствии с официальными правилами.
РАЗДЕЛ 14. ИНФОРМАЦИЯ О ТРАНСПОРТИРОВКЕ
Номер ООН
DOT, ADN, IMDG, IATA
Н/Д
Собственное отгрузочное наименование ООН
DOT, ADN, IMDG, IATA
N/A
Класс(ы) опасности при транспортировке
DOT, ADR, ADN, IMDG, IATA
Класс
N/A
Группа упаковки
DOT, IMDG, IATA
N/A
Окружающая среда опасности:
Н/Д
Особые меры предосторожности для пользователя
Н/Д
Транспортировка навалом в соответствии с Приложением II MARPOL73/78 и Кодексом IBC
Н/Д
Транспорт/Дополнительная информация:
DOT
Морской загрязнитель (DOT):
№
РАЗДЕЛ 15. НОРМАТИВНАЯ ИНФОРМАЦИЯ
Правила/законодательные акты по безопасности, охране здоровья и окружающей среды, относящиеся к данному веществу или смеси
Национальные правила
Все компоненты этого продукта перечислены в Реестре химических веществ Агентства по охране окружающей среды США.
Все компоненты этого продукта перечислены в Канадском перечне веществ для внутреннего потребления (DSL).
Раздел 313 SARA (списки конкретных токсичных химических веществ)
7429-90-5 Алюминий
Предложение штата Калифорния 65
Предложение 65 — Химические вещества, вызывающие рак
Вещество не указано в списке.
Prop 65 — Токсичность развития
Вещество не указано.
Prop 65 — Токсичность для развития, женщины
Вещество не указано.
Prop 65 — Токсичность для развития, мужчины
Вещество не указано.
Информация об ограничении использования:
Только для использования технически квалифицированными лицами.
На этот продукт распространяются требования к отчетности в соответствии с разделом 313 Закона о планировании действий в чрезвычайных ситуациях и праве общества на информацию от 1986 г. и 40CFR372.
Прочие нормы, ограничения и запретительные нормы
Вещество, вызывающее особую озабоченность (SVHC) в соответствии с Регламентом REACH (ЕС) № 1907/2006.
Вещество не указано.
Необходимо соблюдать условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) для производства, размещения на рынке и использования.
Вещество не указано.
Приложение XIV Регламента REACH (требуется разрешение на использование)
Вещество не указано.
REACH — Предварительно зарегистрированные вещества
Вещество указано.
Оценка химической безопасности:
Оценка химической безопасности не проводилась.
РАЗДЕЛ 16. ПРОЧАЯ ИНФОРМАЦИЯ
Паспорт безопасности в соответствии с Регламентом (ЕС) № 1907/2006 (REACH). Приведенная выше информация считается верной, но не претендует на полноту и должна использоваться только в качестве руководства. Информация в этом документе основана на современном уровне наших знаний и применима к продукту с учетом соответствующих мер предосторожности. Это не является гарантией свойств продукта. American Elements не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом. Дополнительные условия продажи см. на обратной стороне счета-фактуры или упаковочного листа. АВТОРСКОЕ ПРАВО 1997-2022 АМЕРИКАНСКИЕ ЭЛЕМЕНТЫ. ПРЕДОСТАВЛЯЕТСЯ ЛИЦЕНЗИЯ НА ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННОГО БУМАЖНОГО КОПИЯ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
Можно ли сваривать алюминий сварочным аппаратом?
Из-за того, насколько грязным и, откровенно говоря, некрасивым может быть процесс сварки алюминия электродуговой сваркой, многие просто пришли к выводу, что это невозможно. Это далеко не так, хотя практика требует опыта, осторожности и терпения.
Можно ли сваривать алюминий с помощью сварочного аппарата? Да, можно сваривать алюминий с помощью сварочного аппарата. Так как это может быть грязно, лучшие методы:
- ВИГ переменным током
- ВИГ постоянным током
- Сварка МИГ
Существует множество факторов, которые следует учитывать при выборе электродной сварки для алюминиевой заготовки. Вы должны учитывать толщину металла и знать, как подготовить деталь к сварке для начала.
Без соответствующих мер предосторожности вы можете обречь себя на неудачу. Ниже приведены некоторые из наиболее важных деталей, которые следует учитывать при использовании метода сварки электродами.
Содержание
Лучшие методы сварки алюминия электродами
Наилучшим методом для максимального контроля процесса сварки алюминия является сварка TIG переменным током (вольфрамовый инертный газ) с использованием смеси гелия или аргона. Это самый чистый и медленный метод, гарантирующий, что останется очень мало беспорядка (что делает его идеальным кандидатом, особенно для сварки тонкого алюминия).
Сварка ВИГ на постоянном токе также приемлема для алюминиевых деталей.
Однако этот метод рекомендуется больше для более толстых заготовок из-за большей глубины проникновения . Используйте гелий, если вы решили использовать метод сварки TIG на постоянном токе.
Недавно я написал подробную статью о сварке электродами: Полное руководство по SMAW, взгляните на нее.
У вас есть возможность использовать аргон и флюс при использовании этого метода на алюминии, но есть небольшой шанс, что у вас будет положительный опыт:
- Видимость во время сварки.
- Подготовка сварочного оборудования и заготовки.
- Уборка рабочего места/заготовки.
В-третьих, сварка MIG (металл в среде инертного газа). Это значительно быстрее, чем TIG, но с некоторыми компромиссами. У вас будет ограниченная степень контроля над процессом, поскольку основной металл не будет плавиться без добавления присадочного металла.
Тем не менее, процесс не потребует ни двухтактного, ни шпульного пистолета, если следующие элементы правильно отрегулированы:
- Параметры сварки. These settings include:
- Speed of the wire feed
- Flow rate of the gas
- Type or mixture of gases
- Voltage
- Straightness of кабель MIG
- Натяжение приводного ролика
Сварить алюминий можно, и, возможно, к удивлению многих, это можно сделать даже с помощью сварочного аппарата постоянного тока (он работает лучше, чем вы могли ожидать! ).
Что нужно знать о электродной сварке алюминия
Алюминиевый электрод DCEP (положительный электрод постоянного тока) обратной полярности. Прежде чем начать, имейте в виду, что при использовании алюминиевой палочки вы заметите, что флюс имеет склонность к разбрызгиванию.
Когда начнет остывать, приобретет вид «грязи». Не пугайтесь, если вы наблюдаете подобное впервые – это вполне нормально для данного процесса.
Конечно, разные типы ремонтных сплавов будут вести себя по-разному, и у вас может не быть такого опыта с типами палочек, которые вы будете использовать.
Такая степень вариации, естественно, обусловлена, прежде всего, составом флюса. Тем не менее, полезно знать риски и особенности процесса заранее.
К счастью, есть шаги, которые можно предпринять, чтобы сделать процесс более плавным. >> Посмотрите видео ниже
- Перед началом сварки вы можете убедиться, что сварка будет немного чище, непосредственно нагревая алюминий с помощью горелки с науглероживающим пламенем.
- Примечание: Преднамеренное применение такого сильного нагрева приводит к образованию копоти на поверхности заготовки.
- Вернитесь к нейтральному пламени.
- Возврат концентрированного тепла алюминию.
- Когда сажа рассеется, заготовка достигла 400 ֯F.
Такой предварительный нагрев позволит сварке протекать более плавно. Вы также должны помнить следующее:
- Алюминий рассеивает тепло в четыре раза быстрее, чем углеродистая сталь.
- Алюминий имеет оксидный слой, который для достижения наилучших результатов можно удалить проволочной щеткой из нержавеющей стали.
- Многие используют шлифовальный круг, предназначенный для углеродистой стали, для обработки алюминиевых деталей и ожидают положительных результатов. К сожалению, это не идеально, так как служит только для складывания оксидного слоя в металл. Это также происходит при использовании высокоскоростной проволочной щетки. Лучшие способы удалить этот слой включают в себя:
- Задача металла при световой шлифовании давление
- Химическое травление
- . для работы находится под углом прямо к желаемому участку (не вверх, вниз или под другим углом).
Недавно я написал подробную статью о сварке электродами: Полное руководство по SMAW, взгляните на нее.
Вам также необходимо выполнять сварку на относительно высокой скорости перемещения.
Сварка также требует короткой дуги, так что помните об этом во время работы. Вот еще несколько ключевых деталей, которые необходимо знать о сварке электродом:- Что происходит во время сварки электродом: При сварке электродом ток течет через электрод на заготовку. Заготовку можно считать отрицательным электродом, а палочку — положительным электродом. Когда палка отрывается от заготовки, создается дуга. Чем ближе к заготовке вы держите палку, тем короче будет дуга.
- Как электрод и флюс работают вместе: По мере того, как стержень расходуется в процессе сварки, металл приплавляется к металлу. Флюс защищает расплавленный металл во время сварки, защищая его от атмосферных газов.
- Как работает дуга для сварки деталей: Дуга, возникающая в результате электрического соединения между электродом и заготовкой, нагревает каждый компонент, в результате чего металл электрода достигает плазмоподобного состояния. По мере того, как расплавленная лужа тянется вдоль линии сварки, верхняя и нижняя пластины слипаются.
Вот почему электродуговая сварка подходит и для алюминиевых деталей. Хотя химия работает точно так же, по общему признанию, процесс отличается, прежде всего, своей беспорядочностью и тенденцией к получению неэстетичного сварного шва.
(Вот почему вы должны выбирать электроды, специально предназначенные для сварки алюминия, иначе вы можете получить тусклые результаты. 4043 Настоятельно рекомендуется использовать электродные стержни.)
Процесс сварки алюминия электродами в целом очень похож на сварку другие металлы, но помните об этих факторах во время работы. Прежде чем начать, вам нужно немного обнажить электрод, чтобы сделать процесс более аккуратным.
Для этого вам придется поцарапать кончик палочки о твердую поверхность, чтобы выдержать часть электрода (особенно при использовании алюминиевого электрода).
Похожие материалы: Нужен ли вам шпулемет для сварки алюминия?
Что следует помнить о сварке электродом
Во время сварки держите электрод как можно ближе к заготовке, избегая замерзания стержня (чтобы электрод не застрял в охлаждающей ванне металла).
Чтобы этого не произошло, вы должны просто плавать стержень, не приближая его слишком близко к заготовке и не слишком замедляя скорость во время сварки.
(Вот почему для этого типа сварки рекомендуется высокая скорость перемещения.)
Это может занять некоторое время, чтобы научиться этому, так как сварка электродом, также известная как «дуговая сварка защитным металлом» или SMAW известен.
Это второе название немного больше раскрывает эту кривую обучения, так как оно дает сварщику полный контроль над электродом. Хотя алюминий можно сваривать электродуговой сваркой, это, конечно, не лучший вариант.
Помните о преимуществах и недостатках этого метода.
Плюсы Минусы Сварочное оборудование относительно дорогое, хотя защитный газ не требуется, так что это финансовый компромисс. Очень грязный для алюминиевых заготовок. Этот метод по-прежнему хорошо работает на окрашенных или ржавых металлических деталях. Флюс имеет свойство разбрызгиваться, поэтому для получения чистого сварного шва требуется большой опыт. Гибкие условия работы благодаря отсутствию защитного газа. Сложно работать с тонкими заготовками Если вас интересует сварочное оборудование или инструменты, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные аксессуары, которые мы любим и используем (БЕЗ ДЕРЬМА)
Рекомендуемая литература
Можно ли сваривать алюминий без газа? Является ли это возможным?
Может ли плазменный резак резать алюминий? | Полное руководство – 2020
Новый композитный золото-алюминиевый электрод с применением для регистрации и стимуляции нейронов в сканерах магнитно-резонансной томографии сверхсильного поля
. 2021 сен;49(9):2337-2348.
doi: 10.
1007/s10439-021-02779-y.
Epub 2021 21 апр.Кори Э. Круттенден 1 2 , Махди Ахмади 1 , И Чжан 2 , Сяо-Хун Чжу 2 , Вэй Чен 2 , Раджеш Раджамани 3
Принадлежности
- 1 Факультет машиностроения Миннесотского университета, Миннеаполис, Миннесота, США.
- 2 Центр магнитно-резонансных исследований (CMRR), отделение радиологии, Миннесотский университет, Миннеаполис, Миннесота, США.
- 3 Факультет машиностроения Миннесотского университета, Миннеаполис, Миннесота, США. [email protected].
- PMID: 33884539
- PMCID: PMC8458236
- DOI: 10.1007/с10439-021-02779-у
Бесплатная статья ЧВК
Кори Э. Круттенден и др. Энн Биомед Инж. 2021 Сентябрь
Бесплатная статья ЧВК
. 2021 сен;49(9):2337-2348.
doi: 10.1007/s10439-021-02779-y. Epub 2021 21 апр.
Авторы
Кори Э.
Круттенден 1
2 , Махди Ахмади 1 , И Чжан 2 , Сяо-Хун Чжу 2 , Вэй Чен 2 , Раджеш Раджамани 3 Принадлежности
- 1 Факультет машиностроения Миннесотского университета, Миннеаполис, Миннесота, США.
- 2 Центр магнитно-резонансных исследований (CMRR), отделение радиологии, Миннесотский университет, Миннеаполис, Миннесота, США.
- 3 Факультет машиностроения Миннесотского университета, Миннеаполис, Миннесота, США. [email protected].
- PMID: 33884539
- PMCID: PMC8458236
- DOI:
10. 1007/с10439-021-02779-у
Абстрактный
Традиционные электроды, используемые для регистрации и стимуляции нейронов, создают большие области отсутствия сигнала (отсутствие функционального сигнала МРТ) при использовании в МРТ-сканерах сверхвысокого поля (УВЧ). Это существенный недостаток, когда требуется одновременная запись/стимуляция нейронов и получение сигнала фМРТ, например, для понимания функциональных механизмов глубокой стимуляции мозга (DBS). В этой работе представлен новый нейронный электрод из золото-алюминиевой микропроволоки, в котором этот недостаток преодолен. Золото-алюминиевый дизайн значительно уменьшает разницу в магнитной восприимчивости между электродом и тканью мозга, что приводит к значительному уменьшению областей отсутствия сигнала. Образцы золото-алюминиевых микропроводов визуализируются в сверхвысоком поле 16,4 Тесла и сравниваются с образцами микропроводов только из золота и только из алюминия.
Во-первых, Б 9Картирование поля 0240 0 использовалось для количественной оценки искажений поля при 16,4 Тл и сравнивалось с аналитическими расчетами на фантоме из агарозы. Образцы золото-алюминиевых микропроводов генерировали значительно меньше искажений поля и потери сигнала по сравнению с образцами только из золота и только из алюминия при 16,4 Тл с использованием последовательностей градиентного эхо-изображения и плоскостного эхо-изображения. Затем предложенный золото-алюминиевый электрод был использован для успешной регистрации сигналов потенциала локального поля от коры головного мозга крыс. Недавно предложенный электрод из золото-алюминиевой микропроволоки демонстрирует уменьшенные искажения поля и потери сигнала при 16,4 Тл, что также применимо к МРТ-сканерам с более низкой напряженностью магнитного поля. Дизайн можно легко воспроизвести для широкого изучения DBS с помощью МРТ на животных моделях. Кроме того, использование нереакционноспособных золотых и алюминиевых материалов открывает возможности для использования в будущем имплантатов человека.Ключевые слова: Золото-алюминиевые электроды; Артефакты изображения; сканеры МРТ; Согласованная магнитная восприимчивость; Нейронные электроды.
© 2021. Общество биомедицинской инженерии.
Заявление о конфликте интересов
Цифры
Рисунок 1.
Образцы скрученных проводов для проверки концепции…
Рисунок 1.
Образцы витой проволоки для проверки концепции. (а) Золото, композит золото-алюминий, вид сбоку…
Фигура 1.Образцы витой проволоки для проверки концепции. (а) Золотая, золото-алюминиевая композитная и алюминиевая витая проволока, вид сбоку.
(б) Схема поперечного сечения образцов. Золотые проволоки имели диаметр 100 мкм мкм; алюминиевая проволока 125 мк м в диаметре. (в) Нервный электрод, образованный скручиванием изолированных золотых и алюминиевых проводов диаметром 100 мкм м. Провода были припаяны к цветному разъему Omnetics. Неизолированные серебряные провода служили опорой и землей. Стоматологический цемент использовался для механической поддержки и защиты паяных соединений.Рисунок 2.
Сравнение фантома B 0…
Рисунок 2.
Сравнение результатов отображения фантома B 0 при 16,4T (верхний ряд) с аналитическим…
Фигура 2.Сравнение результатов картирования фантома B 0 при 16,4 Тл (верхний ряд) с аналитическим решением (нижний ряд) для образцов золота, золото-алюминиевого композита, алюминиевой витой проволоки.
Парамагнитный алюминий произвел самые большие искажения в фантоме B 9.0240 0 , затем диамагнитное золото и, наконец, золото-алюминиевые композитные образцы. Аналитические решения совпадают с экспериментальными результатами фантомов. На правом нижнем графике показано аналитическое решение для четырех платиновых проводов (диаметром 100 мкм м), обычно используемых в нервных электродах.Рисунок 3.
Графики сравнения аналитического решения…
Рисунок 3.
Графики, сравнивающие аналитическое решение и экспериментальный результат для B 0 искажение поля…
Рисунок 3.Графики, сравнивающие основанное на анализе решение и экспериментальный результат для искажения поля B 0 вдоль направления z (верхний ряд) и направления x (нижний ряд) для линии, проходящей через центр каждого из трех образцов.
Экспериментальные результаты были согласованы с аналитическими расчетами и замаскированы там, где B 0 расчет искажений стал неточным из-за потери сигнала вблизи образца.Рисунок 4.
Корональное градиентное эхо с несколькими срезами…
Рисунок 4.
Корональное градиентное эхо-изображение множественных срезов (GEMS) крысы с имплантированным…
Рисунок 4.Множественное срезовое изображение коронарного градиентного эха (GEMS) крысы, имплантированной витой золотой проволокой (G) в правое полушарие и скрученной золото-алюминиевой композитной проволокой (C) в левом полушарии. Образец золото-алюминиевой проволоки создавал меньший артефакт изображения и был виден на меньшем количестве срезов по сравнению с образцом золотой проволоки.
Срезы увеличиваются от 1 до 8 от каудального к ростральному. Толщина среза 500 µ м, разрешение в плоскости 94 µ м, размер матрицы 256 на 256,Рисунок 5.
Поперечное градиентное эхо-сигнал с несколькими срезами…
Рисунок 5.
Визуализация нескольких срезов с поперечным градиентным эхо-сигналом (GEMS) (верхний ряд) и картирование B 0 …
Рисунок 5.Визуализация нескольких срезов поперечного градиентного эха (GEMS) (верхний ряд) и B 0 картирование (нижний ряд) крысы с имплантированными образцами скрученной проволоки из золота (G) и золото-алюминиевого композита (C). Образец золотой проволоки давал большие артефакты и искажения поля, чем образец золото-алюминий.
Толщина среза 500 µ м, разрешение в плоскости 94 µ м, размер матрицы 256 на 256,Рисунок 6.
Коронарная эхо-планарная визуализация (EPI)…
Рисунок 6.
Коронарная эхо-планарная визуализация (EPI) крысы с имплантированным золотом (G) и…
Рисунок 6.Коронарная эхо-планарная визуализация (EPI) крысы, имплантированной образцами скрученной проволоки из золота (G) и золото-алюминиевого композита (C). Образец золота давал большие области потери сигнала по сравнению с образцом золото-алюминий. Параметры изображения: матрица 64 на 96, 8 срезов, разрешение в плоскости 250 мк м, толщина среза 500 мк м, четыре выстрела, TE 6 мс, TR 2 секунды на объем.
Рисунок 7.
Проводимость каналов нейронных электродов…
Рисунок 7.
Проводимость каналов нервных электродов на воздухе и в солевой ванне при 1…
Рисунок 7.Проводимость каналов нервных электродов на воздухе и в солевой ванне на частоте 1 кГц (слева). Увеличение проводимости в физиологическом растворе подтверждает соединение электрода и его функцию до тестирования in vivo . Каналы 1 и 4 соответствуют золотым проводам, каналы 2 и 3 соответствуют алюминиевым проводам. Потенциал локального поля (LFP), зарегистрированный с помощью золото-алюминиевого скрученного нервного электрода в коре головного мозга крысы при различных уровнях анестезии изофлураном (2,0%, 1,5% и 1,2%, справа). Записи с каждого из 4 контактов электродов накладываются друг на друга на каждом подграфике. Когда уровень анестезии снизился с 2,0% до 1,2%, кортикальная LFP перешла от подавления всплесков (верхняя панель) к устойчивым колебаниям (нижняя панель).
Рисунок 8.
Расчет искажения поля вокруг провода…
Рисунок 8.
Вычисления искажения поля вокруг образцов проводов (верхний ряд) и оценка затухания поперечного сигнала…
Рисунок 8.Вычисления искажения поля вокруг образцов проводов (верхний ряд) и оценка поперечного затухания сигнала, вызванного наличием проводов (нижний ряд), без учета эффектов градиента кодирования. (a) 4 золотые проволоки 100 9 пробы0806 μ м диаметр, (б) 2 золотые проволоки 104 μ м диаметр и 2 алюминиевые проволоки 96 μ м диаметр, (в) 2 золотые и 2 алюминиевые проволоки 100 μ м диаметр, (г) 2 золотые проволоки проволоки 100 μ м и 2 алюминиевых проволоки 125 μ м диаметром, (e) 4 алюминиевых проволоки 125 μ м диаметром.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Надежные процедуры функциональной МРТ для глубокой стимуляции мозга у крыс и мышей с использованием МР-совместимого вольфрамового микропроводного электрода.
Лай Х.И., Албо Д.Л., Као Ю.К., Юнс М.Р., Ши Ю.Ю. Лай ХИ и др. Магн Резон Мед. 2015 март; 73(3):1246-51. doi: 10.1002/mrm.25239. Epub 2014 5 мая. Магн Резон Мед. 2015. PMID: 24798216
Артефактные свойства электрода из пряжи из углеродных нанотрубок в магнитно-резонансной томографии.
Цзян CQ, Хао Х.В., Ли Л.М. Цзян CQ и др. Дж. Нейронная инженерия. 2013 Апрель; 10 (2): 026013. дои: 10.1088/1741-2560/10/2/026013. Epub 2013 21 февраля. Дж.
Нейронная инженерия. 2013.
PMID: 234290653-Tesla МРТ пациентов с глубокой стимуляцией мозга: оценка безопасности катушек и импульсных последовательностей.
Буте А., Ханку И., Саха У., Кроули А., Сюй Д.С., Ранджан М., Хласны Э., Чен Р., Фольц В., Саммартино Ф., Кобленц А., Кухарчик В., Лозано А.М. Буте А. и др. Дж Нейрохирург. 201922 февраля; 132 (2): 586-594. дои: 10.3171/2018.11.JNS181338. Дж Нейрохирург. 2019. PMID: 30797197
Запись электрокортикографических (ЭКоГ) сигналов человека для нейробиологических исследований и функционального картирования коры головного мозга в режиме реального времени.
Хилл, Нью-Джерси, Гупта Д., Бруннер П., Гундуз А., Адамо М.А., Ритаччо А., Шалк Г. Хилл, штат Нью-Джерси, и др.
J Vis Exp. 2012 26 июня;(64):3993. дои: 10.3791/3993.
J Vis Exp. 2012.
PMID: 22782131
Бесплатная статья ЧВК.Ультрамягкие нейронные электроды из микропроволоки улучшают хроническую интеграцию тканей.
Du ZJ, Kolarcik CL, Kozai TDY, Luebben SD, Sapp SA, Zheng XS, Nabity JA, Cui XT. Ду З.Дж. и др. Акта Биоматер. 2017 15 апр; 53:46-58. doi: 10.1016/j.actbio.2017.02.010. Epub 2017 6 февраля. Акта Биоматер. 2017. PMID: 28185910 Бесплатная статья ЧВК.
Посмотреть все похожие статьи
термины MeSH
вещества
Грантовая поддержка
- P41 EB027061/EB/NIBIB NIH HHS/США
- R01 Mh211413/MH/NIMH NIH HHS/США
- P41 EB027061/NH/NIH HHS/США
- P30 NS076408/NS/NINDS NIH HHS/США
- S10 RR025031/NH/NIH HHS/США
- R01 Mh211413/NH/NIH HHS/США
- P30 NS076408/NH/NIH HHS/США
- S10 RR025031/RR/NCRR NIH HHS/США
Долговременно стабильный водный алюминиевый аккумуляторный электрод на основе одномерных массивов нанотрубок оксида молибдена и тантала
Долговременно стабильный водный алюминиевый аккумуляторный электрод на основе одномерных массивов нанотрубок оксида молибдена и тантала†
Боуэн Джин, аб Сейедсина Хиджази, б Хунци Чу, и Гихун Ча, б Марко Альтомаре, б Мин.
Ян
* и а также
Патрик
Шмуки
* до н.э. Принадлежности автора
* Соответствующие авторы
и Ключевая лаборатория МИИТ технологии критических материалов для преобразования и хранения новой энергии, Школа химии и химического машиностроения, Харбинский технологический институт, Харбин, КНР
Электронная почта: [email protected]б Департамент материаловедения, Институт изучения поверхности и коррозии WW4-LKO, Университет Эрланген-Нюрнберг, Мартенсштрассе 7,
- Эрланген, Германия
Электронная почта: schmuki@ww. uni-erlangen.deв Химический факультет, Факультет естественных наук, Университет короля Абдулазиза, 80203 Джидда, Королевство Саудовская Аравия
Аннотация
Ионно-алюминиевые аккумуляторы на водной основе (AIB) являются одними из наиболее многообещающих кандидатов для устройств с высокой плотностью энергии из-за многовалентных окислительно-восстановительных процессов, связанных с интеркаляцией ионов Al 3+ . Однако до сих пор сообщалось лишь о нескольких стабильных электродных материалах AIB. MoO 3 является очень многообещающим электродным материалом благодаря своей октаэдрической слоистой кристаллической структуре, которая может вмещать многовалентный катион путем интеркаляции.
Однако плохая электрохимическая стабильность MoO 3 и вялая кинетика интеркаляции иона Al 3+ в электродах из оксидов Мо ограничивают его практическое применение. В этой работе мы предлагаем стратегию преодоления таких недостатков MoO 3 путем изготовления электродов, состоящих из самоупорядоченных одномерных (1D) MoTaO x нанотрубок, синтезированных посредством электрохимического анодирования Mo Подложки из сплава Ta. Мы показываем, что этот подход позволяет напрямую вводить Та в нанотрубки оксида Мо. Полученный MoTaO x nanotubes, composed of octahedral MoO 3 and rhombohedral Mo 2 Ta 2 O 11 phases, exhibit remarkable electrochemical stability and Al-ion storage properties в водных электролитах, которые превосходят исходный оксид Мо или другие наиболее эффективные электродные материалы, о которых сообщалось на сегодняшний день.
- Многие используют шлифовальный круг, предназначенный для углеродистой стали, для обработки алюминиевых деталей и ожидают положительных результатов. К сожалению, это не идеально, так как служит только для складывания оксидного слоя в металл. Это также происходит при использовании высокоскоростной проволочной щетки. Лучшие способы удалить этот слой включают в себя: