Инверторный сварочный аппарат из старого телевизора
Главная > Сварочные аппараты > Самодельный инверторный сварочный аппарат из деталей старых телевизоров
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата — со сварочным трансформатором или на основе конвертора — был выбран второй.
Действительно, сварочный трансформатор — это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью — это обычный однотактный конвертор, его достоинство — в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40. ..130 ..130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока — постоянный, регулирование — плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 — С24 — его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А.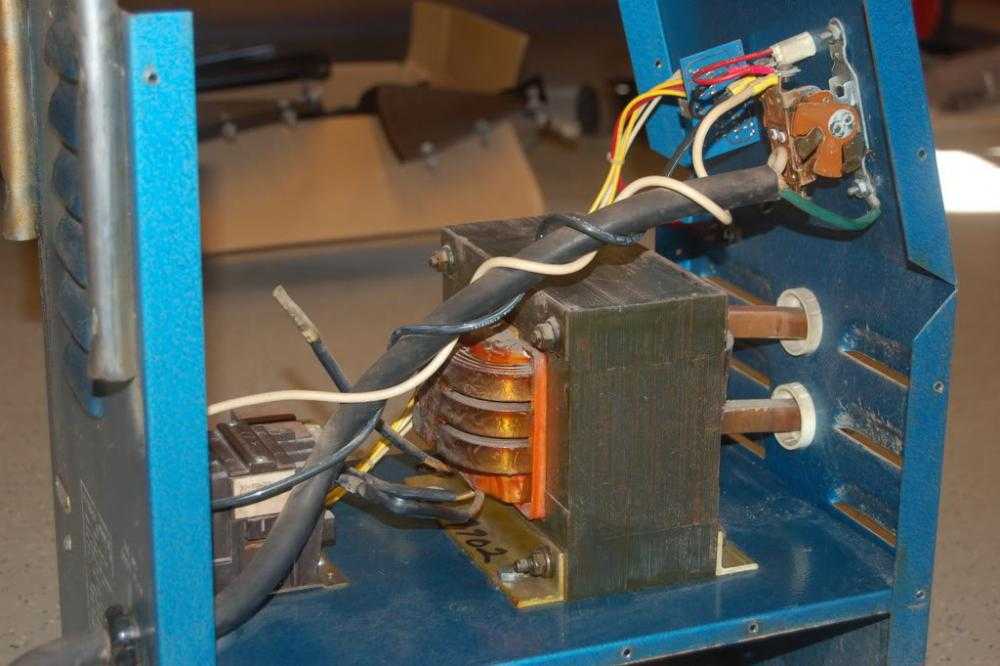 Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 — любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне.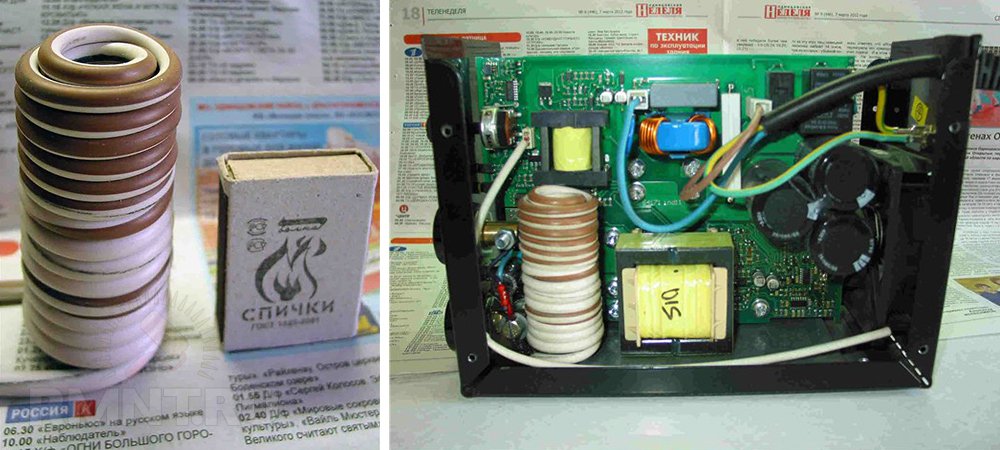
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 — еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов — К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.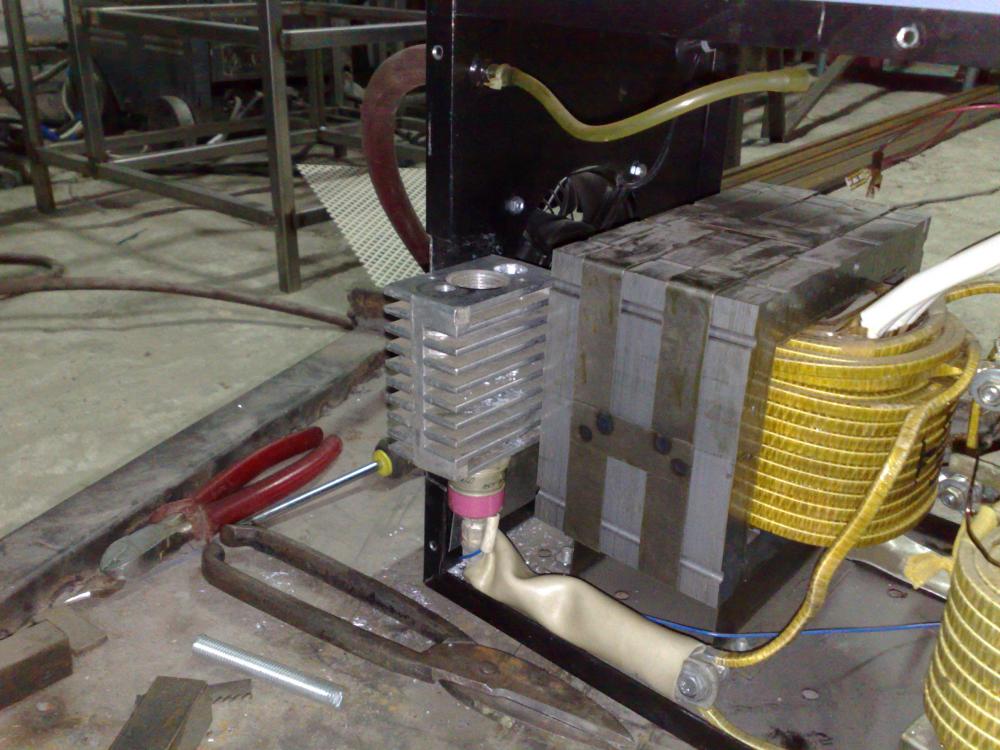
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1. ..1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
..1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная — 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8…1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом — это необходимо для правильной работы выпрямителя VD11 — VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, — по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2. ..0,3 мм.
..0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II — аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково — выводами катода вправо по рисунку — и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати — шестью, вторая плата с общей точкой всех диодов — шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 — VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы — 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д — с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода — медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника — 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
Как сделать инверторный сварочный аппарат своими руками: схемы
Содержание статьи:
- 1 Инверторная сварка своими руками — это очень просто
- 2 Особенности функционирования инвертора
- 3 Что нужно для сборки инвертора
- 4 Как выглядит схема инверторной сварки
- 5 Как собрать инверторную сварку: поэтапное описание + (Видео)
- 5.
 1 Проверка работоспособности устройства
1 Проверка работоспособности устройства
- 5.
- 6 Как пользоваться самодельным аппаратом
 1 Проверка работоспособности устройства
1 Проверка работоспособности устройстваИнверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертораСварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сваркиДля того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть.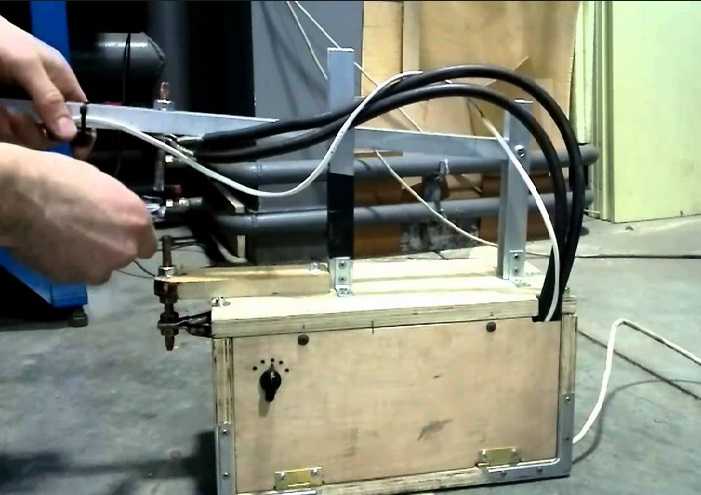 В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Как пользоваться самодельным аппаратомПосле включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
схемы и инструкция по сборке
Содержание
- Типы сварочных аппаратов
- На переменном токе
- На постоянном токе
- Характеристики самодельного инвертора и материалы для его сборки
- Что нужно для сборки инвертора
- Изготовление трансформатора и дросселя
- Как выглядит схема инверторной сварки
- Простые схемы инверторной сварки
- Как собрать инверторную сварку: поэтапное описание
- Где взять блок питания и как его подключить
- Диодный мост
- Намотка трансформатора
- Корпус
- Система охлаждения
- Силовая часть
- Управление
- Основные рекомендации
- Дальнейшая настройка
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку,
Рис. 1: распилите сердечник
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки.
Рис. 3: удалите токовые шунты
- Для вторичной катушки возьмите медную шину сечением 10мм2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника.
Рис. 4: намотайте вторичную обмотку на каркас
- Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода.
Рис. 5: сделайте диэлектрическую прокладку
- Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
Рис. 6: поместите катушку в магнитопровод
- Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям.
Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель.
Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения.
Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора.
Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста
Рис. 13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Характеристики самодельного инвертора и материалы для его сборки
Для эффективной работы устройства понадобиться использовать качественные материалы. Некоторые части возможно применить от старых блоков питания или найти на разборках радиодеталей.
Основные технические характеристики устройства:
- Потребляемое напряжение составляет 220 Вольт.
- На входе сила тока не менее 32 ампер.
- Сила тока, производимая аппаратом – 250 А.
Схема сборки сварочного инвертора
Основная схема сварочного инвертора состоит из блока питания, дросселей, силового блока.
Для изготовления устройства понадобятся инструменты и детали:
- Комплект отверток для демонтажа и дальнейшей сборки.
- Паяльник, необходим для соединения электронных элементов.
- Нож и полотно по металлу для изготовления правильной формы конструкции.
- Кусок металла толщиной 5-8 мм для формирования корпуса.
- Саморезы или болты с гайками для крепления.
- Платы для электронных схем.
- Медные изделия в виде проводов, служат для обмотки трансформатора.
- Стеклоткань либо текстолит.
В домашнем обиходе пользуется популярностью самодельный сварочный инвертор однофазного типа, сделанный своими руками.
Сварочный инвертор однофазного типа
Такой инвертор питается от бытовой сети 220 В, бывают случаи, когда необходимо изготовить устройство, питание которого происходит от трехфазной сети 380 В. Такие аппараты отличаются повышенной эффективностью и мощностью, используются при массовых работах.
Что нужно для сборки инвертора
Основной задачей сварочного инвертора является преобразование силы тока, достаточной для использования в хозяйстве. Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.
Первично изготавливается блок питания, для его составляющих понадобиться:
- Трансформатор, имеющий сердечник из ферритного материала.
- Обмотка трансформатора с минимальным количеством витков – 100 шт., сечением 0,3 мм.
- Вторичная обмотка изготавливается из трех частей, внутренняя состоит из 15 витков с сечением провода 1 мм, средняя с таким же количеством витков сечением 0,2 мм, наружный слой 20 завитий диаметром не менее 0,35 мм.
Самодельный инвертор необходимо изготавливать в соответствие с требуемыми характеристиками. Для стабильной, устойчивой к перепадам напряжения работы, обмотки используются на полной ширине каркаса. Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
Изготовление трансформатора и дросселя
Основной задачей трансформатора является преобразование напряжения высокочастотного тока при достаточной его силе. Сердечники могут быть использованы модели Ш20×208, в количестве двух штук. Зазор между деталями возможно обеспечить своими руками, используя обычную бумагу. Обмотка производится своими руками, медной полосой шириной 40 мм, толщина должна быть не менее 0,2 мм. Теплоизоляция достигается с использованием термоленты кассового устройства, она демонстрирует хорошую износостойкость и прочность.
Как сделать трансформатор для инвертора
Использование медного провода при обмотке сердечника недопустимо, т.к. он вытесняет силу тока на поверхность устройства. Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Инверторный блок отвечает за пропускную способность электрической дуги путем использования транзисторов и дросселей.
Для стабильного хода процесса сварки рекомендуется использовать несколько транзисторов в параллельной цепи, чем один более мощный элемент.
За счет этого происходит стабилизация тока на выходе, при процессе инверторной сварки своими руками, устройство издает меньше шума.
Самодельный дроссель
Конденсаторы, соединённые последовательно отвечают за несколько функций:
- Резонансные выбросы минимизируются.
- Потери ампер из-за конструктивных особенностей транзисторов, которые открываются намного быстрее, чем закрываются.
Самодельный трансформатор как основа для инвертора
Трансформаторы сильно нагреваются, за счет большого объема проходящего тока. Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Простые схемы инверторной сварки
Первый шаг на пути к изготовлению сварочного инвертора – выбор проверенной рабочей схемы. Существует несколько вариантов, требующих детального изучения.
Самый простой сварочный аппарат:
Принципиальная электрическая схема сварочного инвертора:
Рисунок 4 — Принципиальная электрическая схема сварочного инвертора
Схема инверторного сварочного аппарата:
Рисунок 5 — Схема инверторного сварочного аппарата
Как собрать инверторную сварку: поэтапное описание
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Где взять блок питания и как его подключить
Блок питания сварочного инвертора вполне можно сделать из бесперебойника. Потребуются только трансформатор и корпус ИБП с удаленной остальной начинкой. Входом будет обмотка с большим сопротивлением и «родное» гнездо на торце корпуса. После подачи напряжения 220 В нужно найти пару с разностью потенциалов 15 В. Эти провода станут выходом из БП. Здесь потребуется еще поставить диодный мост, к которому будут подключаться потребители. На выходе получится напряжение около 15 В, которое просядет под нагрузкой. Тогда вольтаж придется подбирать опытным путем.
Импульсный блок питания позволяет снизить габариты и вес трансформатора, сэкономить материалы. Мощные транзисторы постоянного напряжения, установленные в инверторной схеме, обеспечивают переключение с 50 до 80 кГц. С помощью группы мощных диодов (диодного моста) получается на выходе постоянное пульсирующее напряжение. Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Сделать трансформатор можно на сердечниках типа Е42 из старого лампового монитора. Потребуется 5 таких приборов. Один пойдет для дросселя. Для остальных элементов нужны сердечники 2000 НМ. Напряжение холостого хода получится 36 В при длине дуги 4–5 мм. Выходные кабели рекомендуется заправить в ферритовые трубки или кольца.
Схема сварочного резонансного инвертора:
Рисунок 8 — Схема сварочного резонансного инвертора
Диодный мост
Диодный «косой мост» предназначен для трансформации в блоке питания переменного тока в постоянный. Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Выходные провода оставляют длиной 15 см. При установке мост отделяется прикрепленным к корпусу стальным листом.
Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.
Рисунок 9 — Намотка трансформатора
Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Корпус
Пошаговая сборка инвертора своими руками предусматривает подбор надежного корпуса для такого изделия. Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.
Различные виды самодельных сварочных инверторов имеют общую черту – это управление работой аппарата. На передней панели устанавливают выключатель, ручку регулировки сварочного тока, контакты для проводки, контрольные лампы.
Таким образом, чтобы обзавестись таким нужным в домашней мастерской аппаратом, не обязательно покупать готовый инвертор. Можно изучить необходимую теорию, приобрести детали и самому собрать сварку, которая будет надежно работать.
Система охлаждения
Из-за нагрева силовые узлы инвертора могут отказать. Во избежание этого помимо радиаторов с установленными подверженными нагреванию блоками, для недопущения перегрева также требуются вентиляторы.
Если есть высокомощный вентилятор, можно ограничиться только им, направляя воздух непосредственно к трансформатору. Если используются кулеры от старого ПК, то их понадобится порядка 6 штук. Как сделать охлаждение самого трансформатора: устанавливается сразу три вентилятора.
На самый греющийся радиатор устанавливается термодатчик, отключающий питание при приближении к заданной температуре.
Для нормального функционирования охлаждения в корпусе нужно расположить воздухозаборщики с постоянно свободными решетками.
Силовая часть
В инверторе немалая роль принадлежит блоку питания, представляющему собой трансформатор с ферритовой обмоткой. Его назначение – сбавление напряжения, трансформирование переменного тока в постоянный. Для сборки требуется 2 сердечника типа Ш20х208 2000 нм.
Обмотки инвертора термоизолируются. Для сведения к минимуму неблагоприятного влияния нестабильности напряжения, обвивка производится на всем протяжении сердечника.
Рекомендуется использовать листы омедненной жести 0,3 мм и шириной 40 мм, завернутые в термоустойчивую бумагу 0,05 мм.
Необходимость применения термобумаги диктуется тем, что при сваривании ток проходит поверхностно по проводу, сердечник практически не участвует в процессе, из-за чего образуются излишки тепла. Потому для обмотки проводники стандартного сечения не подходят, для исключения теплообразования используются материалы с большей площадью.
Если медной жести нет, можно взять многожильный провод ПЭВ сечением 0,5-0,7 мм. Имеющиеся между жилами зазоры позволяют снизить нагрев. Важна и вентиляция сварочника, так как перегревается не сам стержень, а обмотка.
После создания первого слоя по направлению намотки следует накрутить стеклоткань с экранирующим проводом того же сечения, что и основной. Стеклоткань при этом полностью закрывается проводом. Подобным образом создаются последующие обмотки и разделяются посредством термобумаги.
Для обеспечения стабильности напряжения порядка 20-25 В, следует правильно отобрать резисторы. Для мостового инвертора рекомендуется применить диодную схему «косой мост».
При работе инвертора не избежать нагрева диодов, потому их нужно расположить на радиаторе, к примеру, от персонального компьютера.
Всего нужно 2 радиатора – для крепления верхней и нижней частей моста. При установке первого необходимо применение слюдяной прокладки, для другого – термопасты.
Выход моста назначается по направлению выходов транзисторов. Для соединения используются провода длиной до 15 см. От блока мост отделяется листом металла, прикрепляющимся к корпусу агрегата для инверторной сварки.
Управление
Электронные платы инвертора следует размещать с использованием фольгированного текстолитового материала 0,5-1 мм.
Инверторная сварка своими руками осуществляется под автоматическим управлением через ШИМ-контроллера, стабилизирующего основные функциональные параметры. Для удобства органы управления рекомендуется располагать на лицевой части совместно с входом для подключения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Источники
- https://www.asutpp.ru/kak-sobrat-svarochnyy-apparat-svoimi-rukami.html
- https://stankiexpert.ru/spravochnik/svarka/svarochnyi-invertor-svoimi-rukami.html
- http://instrument-blog.ru/svarka/invertornyj-svarochnyj-apparat-svoimi-rukami.html
- https://WikiMetall. ru/oborudovanie/svarochnyiy-invertor-svoimi-rukami.html
- https://tytmaster.ru/svarochnyj-invertor-svoimi-rukami/
- https://svarka.guru/oborudovanie/vidy-apparatov/invertor-svoimi-rukami.html
- https://pochini.guru/sovety-mastera/sborka-invertornogo-svarochnogo-apparata
[свернуть]
Сварочный инвертор своими руками из подручных материалов: Инструкция +Видео схема
Сварочные работы очень востребованы в любых сборочных и ремонтных работах. Качественная варка металла высоко ценится и оплачивается. Для того, чтобы выполнять самому все сварочные работы необходим личный аппарат. И совсем необязательно его покупать. Можно собрать установку для инверторной сварки своими руками. Который ни на грамм не будет уступать конвейерным представителям.
[contents]
Содержание:
- 1 Общие сведения о сварочном инверторе
- 1.1 Технические показатели
- 1.2 Элементы собираемой конструкции
- 1.3 Инструменты необходимые для выполнения сборки
- 2 Изготовление инверторной сварки своими руками
- 2. 1 Сбор блока питания
- 2.2 Сбор силового блока
- 2.3 Состав инверторного блока
- 2.4 Приблизительная схема самодельного сварочного инвертора
- 2.
- 3 Описание основных неисправностей сварочного инвертора и его ремонт
Общие сведения о сварочном инверторе
Каждый настоящий хозяин должен иметь в своем хозяйстве аппарат для сварки.
Это устройство незаменимо и в сельхоз подсобьях, и в строительстве и обустройстве дома, и в обслуживании автомобиля и ещё много где.
К тому же выполнить инверторную сварку своими руками вполне возможно, даже если вы не профессиональный электрик.
Технические показатели
Показатели сварочного инвертора собранного самостоятельно, будут следующими:
- Напряжение 220В.
- Сила тока на входе в устройство – 32 А, а на выходе -250А.
- Подобная установка сможет выполнять сварочную работу электродом 5-ой с длинной дуги до 1см.
- КПД его будет не ниже покупных.
Элементы собираемой конструкции
- блок для питания,
- драйверы силовых ключей,
- силовой блок.
Инструменты необходимые для выполнения сборки
- нож, комплект отверток, ножовка по металлу,
- паяльник для работы с электросхемой,
- резьбовые крепежные элементы,
- тонкий лист металла,
- элементы для микросхемы, медные провода и полосы,
- кассовая термобумага, стеклоткань, текстолит, слюда.
Изготовление инверторной сварки своими руками
Сбор блока питания
Самым важным узлом для этого блока инвертора будет трансформатор. С помощью него обеспечивается подача стабильного напряжения.
Его делают из четырех обмоток:
- первичная – 100 витков выполненных из провода ПЭВ 0,3 мм в диаметре;
- первая вторичная – 15 витков выполненных из провода ПЭВ 1мм в диаметре;
- вторая вторичная – 15 витков выполненных из провода ПЭВ 0,2мм в диаметре;
- третья вторичная – 20 витков выполненных из провода ПЭВ 0,3 мм в диаметре.
Завершив намотку первичной обмотки, следует провести изоляцию полученной поверхности стеклотканью. А затем наматывать слой экранирующего провода. Причем его витки должны закрывать весь первый слой.
Важно! Обмотку трансформатора лучше делать равномерно по всей ширине каркаса. Так влияние перепадов напряжения будет минимально.
Провод для экранирования нужно брать одного диаметра с первичной обмоткой и наматывать в одинаково направлении. Это условие относиться ко всем остальным обмоткам. Каждый слой обмотки изолируется друг от друга стеклотканью или малярным скотчем.
Правильно подобранные резисторы к электронной схеме обеспечат силу напряжения передающегося от блока питания на реле в диапазоне 20-25В. Диоды в схеме должны быть собраны согласно методу «косого моста».
В процессе работы устройства, диоды будут значительно нагреваться, поэтому к ним обязательно нужно прикрепить радиаторы. Иногда с этой целью заимствуют у старого компьютера охлаждающие элементы. Установка диодного моста должна иметь два радиатора. Верх моста крепится через слюдяную прокладку к одному радиатору, низ — через термопасты ко второму.
Выводы диодов необходимо направить в одну сторону с выводами транзисторов, обеспечивающих трансформацию постоянного тока в переменный.
Длинна проводов, для соединения выводов, должна быть меньше 15 см. Блоком питания и блок инверторный разделяются листом металла, приваренным к корпусу установки.
Сбор силового блока
Основной узел силового блока – трансформатор. Он понижает напряжение высокочастотного тока, а силу увеличивает.
Дня такого трансформатора необходимы два сердечника Ш20х208 2000 нм. Зазор между ними лучше обеспечить с помощью газетной бумаги.
Обмотка трансформатора должна быть сделана из медной полосы шириной в 40мм и толщиной 0,25 мм.
Все слои должны быть дополнительно обмотаны кассовой лентой с целью термоизоляции.
Вторичная обмотка выполняется тремя слоями медных полос с фторопластовой лентой между каждым из них.
Итого трансформаторная обмотка должна состоять из 12 витков х 4 витка, 10 кв.мм х 30 кв.мм.
Термоизоляцию можно выполнить обычной бумагой, но лентой от кассового аппарата будет более долговечно.
Необходимо учитывать, что в процессе эксплуатации устройства сделанный трансформатор будет значительно перегреваться, поэтому необходимо предусмотреть охлаждающий кулер. Например, от старого компьютера.
Состав инверторного блока
Данный блок устройства постоянный ток преобразует в переменный высокочастотный. Наилучшим вариантом будет сбор такого блока из двух транзисторов средней и ниже мощностей. Тогда и частота тока будет стабилизирована, и шум, в процессе эксплуатации, минимальным.
В самодельном сварочном инверторе необходимо закладывать минимум шесть охлаждающих маломощных вентилятора от компьютера, или же один мощный, направив его на обдувание понижающего силового трансформатора. В случае использования нескольких вентиляторов, как минимум, три из них следует расположить у силового трансформатора.
Для большей защиты от перегрева устройства устанавливается термодатчик к наиболее греющемуся радиатору. Его функция при достижении максимально допустимой температуры отключать питание на весь аппарат.
Приблизительная схема самодельного сварочного инвертора
Выполненная обмотка трансформатора крепится на основу агрегата с помощью нескольких скоб.
Платы делаются с помощью фольгированного текстолита толщиной в 1мм. Для понижения нагрузки в платах формируют несколько небольших прорезей.
В качестве основы агрегата используют пластину гетинакса толщиной в 0,5 см с круглой прорезью в центре для вентилятора.
Важно! Все провода должны располагаться так, что бы между ними было е пространство.
На поверхность основы выводятся ручки для резистора и переключатели тумблера, зажимы и светодиоды. Сверху устройство покрывается кожухом из винипласта или текстолита толщиной минимум 4 мм.
Описание основных неисправностей сварочного инвертора и его ремонт
Определения причин поломки следует начать с внешнего осмотра. Если обнаружены места с плохим контактом, их отсоединяют, зачищают и соединяют их снова.
Достаточно часто встречаются следующие неисправности:
- Излишнее потребление тока при полном отсутствии нагрузки.
В этом случае, скорее всего, замкнулись витки. Нужно просто выполнить перемотку и улучшить изоляцию слоя. - Частое падение сварочной дуги.
Наиболее вероятен пробой обмотки, вследствие чего, в цепь поступает завышенное напряжение. - Неверная регулировка сварочного тока.
Возможны замыкания в зажимах или дроссельной катушке, отказ регулирующего ток винта. - Ток недостаточен.
Это говорит о том, что в сети упало напряжение. В этом случае проверяют исправность регулятора. - Повышенная шумность трансформатора.
Часто повышение шума сопровождается перегревом аппарата. В подобных случаях необходимо проверить крепления стягивающие части магнитопровода, крепления механизмов перемещения, сердечника катушки. Скорее всего, возникло замыкание в сварочных проводах. - Самостоятельное отключение аппарата.
Следует предположить замыкание в электро цепи, которое вызвало автоотключение.
Кроме того, самым слабым местом инвертора всегда будет колодка клеммы для подключения сварочного кабеля.
инверторный, точечный, из микроволновки и другие
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Содержание
- 1 Сварочный аппарат из микроволновки
- 2 Сварочник на переменном токе
- 3 Аппарат на постоянном токе
- 4 Инвертор из блока питания компьютера
- 5 Сварочник из электромотора
- 5.1 Подготовка к работе
- 5.2 Изготовление трансформатора
- 6 Самодельный аппарат точечной сварки
Сварочный аппарат из микроволновки
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).
Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.
Далее, с помощью сверла или зубила выбейте остатки намотки.
Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов.
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.
Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм2 до 4 мм2. Но идеальный вариант — это проводник с сечением 7 мм2. При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см2 = a х b (см. рис. ниже).
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см2, то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора.
- В первую очередь, следует намотать первичку. Для ее изготовления потребуется сделать 215 витков.
- Рекомендуется на 165 и 190 витке сделать ответвление. Чтобы это сделать, необходимо в верхней части трансформатора прикрепить пластину из текстолита. Все ответвления закрепляются на ней с помощью болтов. Но возле них следует ставить маркировку. Например, возле первого провода следует написать “Общий”, возле 2-го отвода – “165 виток”, возле 3-го – “190 виток” и возле 4-го – “215 виток”. В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
- Далее, делается вторичная обмотка, состоящая из 70-ти витков.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель. Ниже приведена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор, такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
Далее приведены схемы, для производства печатных плат, которые нужны, чтобы сделать инвертор.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
[iframe width=»680″ height=»383″ src=»https://www.youtube.com/embed/Z-bc7nQ8hIA»]
Cамодельный сварочный инвертор из доступных деталей своими руками
Инверторная сварка быстро вошла в рабочую сферу мобильных бригад и отдельных специалистов, выполняющих заказы по вызову. Наличие такого сварочного аппарата полезно и каждому хозяину в гараже или частном доме. Компактные размеры устройства, малый вес и высокие показатели качества шва, выгодно выделяют его на фоне крупных трансформаторов. К сожалению, магазинная цена позволяет не всем стать владельцем этого оборудования. Но для тех, кто умеет работать своими руками выход есть — это самодельный сварочный инвертор. Какие инструменты и материалы понадобятся для его создания? Как собрать основные узлы? Что включается в обслуживание и ремонт самодельного устройства?
Содержание страницы
- 1 Реалистичные ожидания
- 2 Необходимые детали и инструменты
- 3 Трансформатор
- 4 Корпус
- 5 Охлаждение
- 6 Преобразование тока
- 7 Сборка и укомплектовка
- 8 Ремонт своими руками
Реалистичные ожидания
Решая создать аппарат из сподручных деталей, доступный по цене, и пригодный для сварки дома или на небольших заказах, следует осознавать реальность результата. Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами. Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно.
Но простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работах в гараже. Такой аппарат будет способен потреблять 220V от сети, преобразовывать их в 30V, а силу тока увеличивать до 200А. Этого вполне достаточно для работы электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, поскольку переменный ток преобразуется в постоянный, и затем обратно в переменный, но с высокой частотой.
Такие инверторы сгодятся для сварки забора, ворот, собственного отопления, дверей. Его удобно переносить, и даже варить с ним, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать на практике накладывать швы, то станет возможным сварка тонких листов стали. Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат. Возможна и переделка под аргоновую сварку.
Необходимые детали и инструменты
Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок. Собрать его абсолютно бесплатно, из предметов в гараже, невозможно. Но итоговая стоимость будет в три раза дешевле покупки готовой продукции. В сварочниках и их создании применяются:
- набор отверток;
- нож;
- пассатижи;
- паяльник, для изготовления электрической платы;
- дрель, для отверстий под переключатели и вентиляцию;
- ножовка;
- листовой металл под корпус;
- болты и саморезы;
- приборы и кнопки на панель;
- конденсаторы, транзисторы и диоды;
- медная шина для обмотки;
- провода для соединения всех узлов;
- элементы для сердечника;
- изоляционная бумага и изолента;
- силовые и рабочие кабеля.
Перед тем, как приступить к созданию сварочного инвертора своими руками, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке. Это поможет увидеть наглядно с чем придется столкнуться, и сравнить результат. Далее предоставляется поэтапная инструкция о том, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какой мощности аппарат необходим на выходе, и какие подручные материалы имеются в наличии.
Трансформатор
Электрическая составляющая инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышения силы тока, до величины способной плавить металл. Прежде всего необходимо выбрать материал для сердечника. Это могут быть заводские стандартные пластины или самодельный каркас из листового железа. Видео в сети помогает увидеть главный принцип этой конструкции, независимо от используемых вариантов.
Сварочные трансформаторы лучше мотать из медной шины, поскольку оптимальные характеристики — это достаточная ширина и небольшое сечение. Такие параметры позволят задействовать все физические ресурсы материала. Но если такой шины нет, то можно воспользоваться проводом другого сечения. Все это влияет на степень нагрева изделия во время работы.
Трансформатор мотается вручную и состоит из двух частей: первичной и вторичной обмоток. Для инвертора своими руками подойдет:
- Феррит 7 х 7. Первичную обмотку создают из провода ПЭВ 0.3 мм, который наматывают ровно, виток к витку, 100 оборотов.
- Следующий слой — это изолирующая бумага. Подойдет лента от кассового аппарата или стеклоткань. Первая сильно темнеет при нагреве, но сохраняет свои свойства.
- Вторичную обмотку наносят в несколько уровней. Первым идет ПЭВ 1.0 мм в 15 оборотов. Поскольку витков мало, их следует распределить по всей ширине равномерно. Их покрывают лаком и слоем бумаги.
- Второй уровень состоит из ПЭВ 0. 2 мм в 15 оборотов, с последующей изоляцией, аналогичной предыдущим слоям.
- Заключительный уровень изготавливается из ПЭВ 0.35 в 20 оборотов. Изолировать слои можно и второпластовой лентой.
Корпус
Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. От его размеров стоит рассчитать еще 70% требуемого места под остальные детали. Защитный кожух можно собрать из листа стали 0.5 — 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.
Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта. Необходимо сделать отверстия на лицевой стороне под:
- переключатели силы тока;
- кнопку питания;
- световые диоды, сигнализирующие о включении;
- разъемы под кабеля.
Магазинные сварочные инверторы красятся порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий.
Охлаждение
В корпусе нужно просверлить достаточно отверстий для вентиляции. Желательно, чтобы они находились в противоположных сторонах напротив друг друга. Понадобиться и вентилятор. Им может стать кулер из старого компьютера. Устанавливать его нужно работой на вытяжку горячего воздуха. Приток холодного производится через отверстия. Разместить кулер стоит максимально близко к трансформатору, — самому горячему элементу устройства.
Преобразование тока
Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Пайка диодов осуществляется по схеме «косого моста». Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках. Для их поиска можно обратиться в ремонтные мастерские по компьютерам.
Два радиатора размещаются по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направляются к контактным проводам транзисторов, которые отвечают за возврат тока в переменный, но с повышенной частотой. Соединенные вместе провода должны иметь длину 150 мм. Трансформатор и диодный мост рекомендуется разделять внутренней перегородкой.
В схеме инвертора обязательно наличие конденсаторов, с последовательным соединением. Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.
Сборка и укомплектовка
После создания всех составляющих устройства можно переходить к сборке. На основание крепится трансформатор, диодный мост, электронная схема управления. Происходит соединение всех проводов. На наружную панель фиксируются:
- переключатели резистора;
- кнопка включения;
- световые индикаторы;
- ШИМ-контроллер;
- разъемы под кабеля.
Держатель и зажим для массы лучше купить готовые, потому что они более безопасные и удобные. Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост. После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
Ремонт своими руками
Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух. Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Что проверяется в первую очередь:
- Напряжение на входе. Если оно отсутствует или недостаточно по величине, то устройство работать не будет.
- Предохранители. При скачке сгорают защитные элементы или срабатывает отключение автоматом.
- Температурный датчик. При повреждении блокирует работу последующих узлов.
- Клеммы контактов и паяные соединения. Разрыв цепи прекращает движение тока и рабочие процессы.
Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину.
Схема сварочного инвертораSMPS — Проекты самодельных схем
обычный сварочный трансформатор, сварочный инвертор — лучший выбор. Сварочный инвертор удобен и работает на постоянном токе. Текущий контроль поддерживается с помощью потенциометра.
Автор: Друбаджйоти Бисвас
Содержание
Использование топологии с двумя переключателями
При разработке сварочного инвертора я применил прямой инвертор с топологией с двумя переключателями. Здесь входное линейное напряжение проходит через фильтр электромагнитных помех, который дополнительно сглаживается с большой емкостью.
Однако, поскольку импульс тока включения имеет тенденцию быть высоким, необходимо наличие схемы плавного пуска. Поскольку переключатель включен, а первичные конденсаторы фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения переключателя реле.
В момент включения питания IGBT-транзисторы используются и далее подаются через управляющий трансформатор прямого затвора TR2 с последующим формированием схемы с помощью регуляторов IC 7812.
Использование микросхемы UC3844 для ШИМ-управления
В этом сценарии используется схема управления UC3844, которая очень похожа на UC3842 с ограничением длительности импульса до 50% и рабочей частотой до 42 кГц.
Цепь управления питается от вспомогательного источника 17 В. Из-за больших токов в обратной связи по току используется трансформатор Tr3.
Напряжение сенсорного регистра 4R7/2W более или менее равно выходному току. Выходной ток можно дополнительно контролировать с помощью потенциометра P1. Его функция заключается в измерении пороговой точки обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Одним из важных аспектов силовых полупроводников является то, что они нуждаются в охлаждении, и большая часть выделяемого тепла отводится выходными диодами.
Верхний диод, состоящий из 2х DSEI60-06A, должен выдерживать ток в среднем 50А и потери до 80Вт.
Нижний диод т.е. STTh300L06TV1 также должен иметь средний ток 100А и потери до 120Вт. С другой стороны, общие максимальные потери вторичного выпрямителя составляют 140 Вт. Выходной дроссель L1 дополнительно соединен с отрицательной шиной.
Это хороший сценарий, так как радиатор защищен от высокочастотного напряжения. Другой вариант — использовать диоды FES16JT или MUR1560.
Однако важно учитывать, что максимальный ток нижнего диода в два раза превышает ток верхнего диода.
Расчет потерь IGBT
На самом деле, расчет потерь IGBT является сложной процедурой, так как помимо кондуктивных потерь еще одним фактором являются коммутационные потери.
Также каждый транзистор теряет около 50 Вт. Выпрямительный мост также теряет мощность до 30 Вт и размещен на одном радиаторе с IGBT вместе с диодом сброса UG5JT.
Также можно заменить UG5JT на FES16JT или MUR1560. Потери мощности диодов сброса также зависят от конструкции Tr1, хотя потери меньше по сравнению с потерями мощности IGBT. Мост выпрямителя также приводит к потерям мощности около 30 Вт.
Кроме того, при подготовке системы важно помнить о масштабировании максимального коэффициента нагрузки сварочного инвертора. Основываясь на измерении, вы можете быть готовы выбрать правильный размер обмотки, радиатора и т. д.
Принципиальная схема
Детали обмотки трансформатора
Переключающий трансформатор Tr1 намотан на два ферритовых сердечника EE, и они оба имеют сечение центральной стойки 16×20 мм.
Таким образом, общее поперечное сечение составляет 16×40 мм. Следует позаботиться о том, чтобы не осталось воздушного зазора в области сердцевины.
Хорошим вариантом будет использовать первичную обмотку 20 витков, намотав ее 14 проводами диаметром 0,5мм.
Вторичная обмотка, с другой стороны, имеет шесть медных полос 36×0,55 мм. Трансформатор прямого привода Тр2, рассчитанный на малую паразитную индуктивность, выполнен по схеме трехжильной обмотки с тремя витыми изолированными проводами диаметром 0,3 мм и витками из 14 витков.
Основная секция изготовлена из h32 с диаметром средней стойки 16 мм и без зазоров.
Трансформатор тока Tr3 изготовлен из дросселей подавления электромагнитных помех. В то время как первичка имеет всего 1 виток, вторичка намотана 75 витками провода 0,4 мм.
Одним из важных моментов является соблюдение полярности обмоток. В то время как L1 имеет ферритовый EE-сердечник, средняя колонка имеет сечение 16×20 мм и имеет 11 витков медной ленты 36×0,5 мм.
Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а ее индуктивность составляет около 12 мкГн.
Обратная связь по напряжению особо не мешает сварке, но несомненно влияет на потребление и потери тепла в режиме ожидания. Использование обратной связи по напряжению очень важно из-за высокого напряжения около 1000 В.
Кроме того, ШИМ-контроллер работает с максимальным рабочим циклом, что увеличивает уровень энергопотребления, а также нагрева компонентов.
Напряжение постоянного тока 310 В можно извлечь из сети 220 В после выпрямления через мостовую сеть и фильтрации через пару электролитических конденсаторов 10 мкФ/400 В.
Источник питания 12 В можно получить из готового блока адаптера 12 В или собрать дома с помощью информации, предоставленной здесь :
Цепь сварки алюминия
Этот запрос был отправлен мне одним из преданных читателей. этого блога г-н Хосе. Вот подробности требования:
Мой сварочный аппарат Fronius-TP1400 полностью исправен, и я не заинтересован в изменении его конфигурации. Эта машина, которая имеет возраст, является первым поколением инверторных машин.
Это базовое устройство для сварки покрытым электродом (сварка MMA) или вольфрамовой дугой (сварка TIG). Переключатель позволяет сделать выбор.
Это устройство обеспечивает только постоянный ток, что очень подходит для сварки большого количества металлов.
Есть несколько металлов, таких как алюминий, которые из-за их быстрой коррозии при контакте с окружающей средой необходимо использовать пульсирующий переменный ток (прямоугольная волна от 100 до 300 Гц) это облегчает устранение коррозии в циклах с обратной полярностью и включить плавку в циклы прямой полярности.
Существует мнение, что алюминий не окисляется, но оно неверно, происходит то, что в нулевой момент, когда он контактирует с воздухом, образуется тонкий слой окисления, который с этого момента предохраняет его от следующих последующих окисление.
Мое желание состоит в том, чтобы сделать устройство, которое будет подключено между терминалами моего сварочного аппарата постоянного тока и горелки, чтобы получить этот переменный ток в горелке.
Вот где у меня возникли трудности, в момент создания преобразователя CC в AC. Я увлекаюсь электроникой, но не специалист.
Итак, я прекрасно понимаю теорию, я смотрю на микросхему HIP4080 или аналогичную таблицу данных и вижу, что ее можно применить к моему проекту.
Но моя большая трудность в том, что я не делаю необходимых вычислений значений компонентов. Может есть какая схема которую можно применить или адаптировать, в инете не нашел и не знаю где искать, поэтому прошу вашей помощи.
Конструкция
Чтобы гарантировать, что в процессе сварки можно устранить окисленную поверхность алюминия и обеспечить эффективное сварное соединение, существующий сварочный стержень и алюминиевую пластину можно интегрировать с приводным каскадом полного моста. , как показано ниже:
Rt, Ct можно рассчитать методом проб и ошибок, чтобы получить колебание полевых МОП-транзисторов с любой частотой от 100 до 500 Гц. Точную формулу вы можете найти в этой статье.
Th Входное напряжение 15 В может подаваться от любого адаптера 12 В или 15 В переменного тока в постоянный.
О компании Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем/печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными схемами и учебными пособиями.
Если у вас есть какие-либо вопросы, связанные со схемой, вы можете ответить через комментарии, я буду очень рад помочь!
Взаимодействие с читателем
Схема Бармалея на 160 ампер. Инверторный сварочный аппарат своими руками. Как я сделал сварочный аппарат своими руками
Сварочный инвертор своими руками собрали сотни мастеров. Как показывает практика, ничего сверхсложного в этом процессе нет. При наличии опыта и желания можно обзавестись необходимыми деталями и потратить некоторое время на работу.
Для изготовления устройства необходимо запастись всеми необходимыми деталями и аксессуарами.
Сварочный аппарат трансформаторного типа был настолько громоздким и проблемным в эксплуатации, что пришедшие ему на смену инверторы на тиристорах быстро завоевали всеобщую популярность.
Дальнейшее развитие технологий изготовления полупроводниковых компонентов позволило создать мощные полевые транзисторы. С их появлением инверторы стали еще легче и компактнее. Улучшенные условия регулирования и стабилизации сварочного тока позволяют легко работать даже новичкам.
Выбор конструкции инвертора
В качестве корпуса можно использовать старый компьютерный блок.
Схема самодельного сварочного инвертора неоригинальна и похожа на большинство других конструкций. Большинство деталей можно заменить аналогами. Необходимо определить размеры устройства и приступить к изготовлению корпуса при наличии всех основных элементов.
Можно использовать готовые радиаторы (от старых компьютерных блоков питания или других устройств). Если у вас есть алюминиевая шина толщиной 2-4 мм и шириной более 30 мм, вы можете изготовить их самостоятельно. Можно использовать любой вентилятор от старых устройств.
Все габаритные детали должны располагаться на ровной поверхности, возможности подключения посмотреть согласно принципиальной схеме.
Затем определите место установки вентилятора, чтобы горячий воздух с одних частей не нагревал другие. В сложной ситуации можно использовать два вентилятора, работающих на вытяжку. Стоимость кулеров невысока, вес также незначителен, а надежность всего устройства значительно повысится.
Самые большие и тяжелые детали — это трансформатор и дроссель для сглаживания пульсаций. Их желательно размещать по центру или симметрично по краям, чтобы их вес не перетаскивал устройство набок. Крайне неудобно работать с устройством, носимым на плече и постоянно сползающим набок во время сварки.
Если все детали расположены удовлетворительно, необходимо определить размеры нижней части устройства и вырезать ее из доступного материала. Материал должен быть неэлектропроводным, обычно используют гетинакс, стекловолокно. При отсутствии этих материалов можно использовать древесину, обработанную антипиренами и для защиты от влаги. Последний вариант имеет свои преимущества в некотором роде. Для крепления деталей можно использовать винты, а не резьбовые соединения. Это несколько упростит и удешевит процесс изготовления.
Схема подключения инвертора
Все инверторы имеют аналогичную блок-схему:
- входной диодный мост, преобразующий переменное напряжение сети в постоянное напряжение;
- Высокочастотный преобразователь постоянного тока в переменный;
- устройство понижения напряжения высокой частоты до рабочего;
- Преобразователь постоянного напряжения со сглаживающим фильтром пульсаций.
Схема, выбранная для самоделки, устроена по классической методике. Сердцем схемы является косой мост, обеспечивающий наилучшие характеристики при максимальной простоте и стоимости. Цепь питания управляется TL49.4 контроллер. Функции управления и регулирования сварочного тока осуществляет микроконтроллер PIC16F628. Через него также реализована защита устройства от перегрева. В зависимости от максимального тока и используемых деталей возможно несколько версий прошивки аппарата с разным максимально допустимым сварочным током.
Блок питания логических элементов схемы и низковольтной аппаратуры выполнен на базе ШИМ-контроллера TNY264.
Принципиальная схема, несмотря на большое количество элементов, достаточно проста в изготовлении. Вся система управления выполнена на нескольких платах:
- плата силовых элементов, два варианта; выпрямитель
- ;
- две платы управления.
На плате силовых элементов расположены выпрямительные диоды с защитными цепями, силовые транзисторы, трансформатор, измеритель сопротивления. Требуемый вариант платы необходимо выбирать в соответствии с имеющимися комплектующими для сварочного инвертора.
Для инверторного устройства требуется плата управления питанием.
На плате выпрямителя имеются мостовые элементы, сглаживающие конденсаторы, реле плавного пуска, сопротивления, компенсирующие изменение параметров от температуры (термисторы).
Платы управления питанием содержат следующие схемы:
- ШИМ-контроллер с оптронными развязывающими элементами; цифровой индикатор
- с кнопками управления;
- элементов питания; Микроконтроллер
- .
Перед сборкой плат дорожки для установки силовых элементов необходимо армировать медной проволокой сечением 2,5-4 мм. Для лужения дорожек желательно использовать тугоплавкий припой.
Трансформатор и дроссель для инвертора
При изготовлении сердечника для трансформатора сварочного инвертора можно использовать строчные трансформаторы от старых телевизоров. Потребуется шесть трансформаторов типа ТВС110ПЦ15.У. Снимите прижимную скобу с трансформаторов (отверните две гайки М3 и снимите скобу). Обмотку можно разрезать с двух сторон ножовкой по металлу или болгаркой, соблюдая необходимые меры предосторожности. Если после снятия обмотки сердечник не раскололся на две части, нужно зажать его в тиски и легким ударом разделить. Поверхности деталей необходимо очистить от эпоксидной смолы. После подготовки магнитопроводов нужно сделать каркас. Оптимальным материалом для каркаса будет стекловолокно толщиной 1-2 мм, но можно использовать гетинакс или картон. Технические характеристики магнитопровода в сборе:
Трансформеры можно позаимствовать из старого телевизора.
- средняя длина магнитной линии kp = 182 мм;
- размеры окна S 0 = 6,2 см 2 ;
- сечение магнитопровода S m = 11,7 см 2 ;
- коэрцитивная сила H c = 12 А/м;
- остаточная магнитная индукция В г = 0,1 Тл;
- магнитная индукция B s = 0,45 Тл (если H = 800 А/м), B m = 0,33 Тл (если H = 100 А/м и t = 60 °С).
Сечение и количество витков обмоток необходимо рассчитывать исходя из максимально допустимого рабочего тока для устройства.
Обмотки должны располагаться по всей ширине окна, чтобы уменьшить потери на накладные расходы.
В качестве материала обмоток для устранения скин-эффекта может использоваться медная фольга или многожильный провод нужного сечения. Изоляционным материалом между слоями и обмотками может быть вощеная бумага, лакоткань, лента ФУМ.
При необходимости регулирования сварочного тока можно изготовить трансформатор тока. Для его изготовления вам потребуются два кольца типа К30х18х7. Им нужно намотать 85 витков медного провода в лаковой изоляции сечением 0,2-0,5 мм. Кольцо надевается на любой из выходных проводов устройства.
Использование инвертора в трехфазной сети
Иногда при перегрузке сети не хватает мощности для нормальной работы инвертора. При возможности однофазный инвертор можно преобразовать в трехфазный.
При подключении к однофазной сети (вилка вставлена в розетку) включается пускатель К1. Одна пара его контактов соединяет провода, идущие от вилки, к штатному выключателю (вкл/выкл) инвертора. Другая пара будет соединять обрезанные дорожки печатной платы от автоматического выключателя к стационарному выпрямителю.
Пускатель К1 должен иметь контакты с максимально допустимым током не менее 25 А.
Для подключения напряжения от трехфазного выпрямителя используется пускатель К2. Максимально допустимый ток его контактов должен быть не менее 10А. Для подключения к трехфазной сети целесообразно использовать розетку 3p+N+E (три фазных провода, нейтраль и земля). Устройство может быть встроено в инвертор или изготовлено как отдельный блок. Производство как отдельное подразделение оптимально при работе в одном месте. При частых перемещениях таскать два устройства не удобно.
Заключение по теме
Сделать сварочный инвертор своими руками не так уж и сложно. При недостатке опыта всегда можно проконсультироваться со специалистами.
В итоге можно получить отличное устройство с дополнительными функциями, которых нет в коммерческих инверторах.
Ремонт самодельного устройства не создаст особых проблем, а использование инструмента в работе доставит удовольствие.
Сегодня широко используемым сварочным аппаратом является сварочный инвертор. Его преимущества – функциональность и производительность. Сделать мини сварочный аппарат своими руками можно без особых денег (тратя только на расходники), если иметь представление о том, как устроена и работает электроника. Хорошие инверторы сегодня дороги, а дешевые могут разочаровать низким качеством сварки. Прежде чем сконструировать такой инструмент самостоятельно, необходимо внимательно изучить схему.
Все компоненты устройства должны быть установлены на базу. Для его изготовления подойдет пластина гетинакса толщиной ½ см. Вырежьте в центре пластины круглое отверстие для вентилятора, который нужно будет защитить решеткой. Между проводами должно быть воздушное пространство.
На лицевую часть базы необходимо вывести светодиоды, ручки резистора и тумблера, фиксаторы кабеля. Весь этот механизм необходимо оснастить сверху «кожухом», для изготовления которого подойдет винипласт или текстолит (толщиной не менее 4 мм). На электрододержателе крепится кнопка, которую вместе с подсоединяемым кабелем необходимо хорошо заизолировать.
Сам процесс сборки не так уж и сложен. Важнейшим этапом является настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
- Инвертор нужен сначала подключить питание 15В к ШИМ , одновременно подключить один конвектор к питанию, чтобы уменьшить теплопроизводительность прибора и сделать его работу тише.
- Для замыкания резистора нужно подключить реле . Подключается, когда зарядка конденсаторов закончилась. Эта процедура значительно снижает колебания напряжения при подключении инвертора к сети 220В. Взрыв может произойти, если резистор не используется при прямом подключении.
- Затем проверьте, как срабатывают реле замыкание резистора через несколько секунд после подключения тока к плате ШИМ. Продиагностировать саму плату на наличие прямоугольных импульсов после срабатывания реле.
- Затем подается питание 15В на мост для проверки его исправности и правильности установки. Сила тока не должна быть выше 100мА. Установите ход на холостой ход.
- Проверить правильность установки фаз трансформатора … Для этого можно использовать 2-лучевой осциллограф. Подключить питание на мост от конденсаторов через лампу 220В 200Вт, перед этим выставить частоту ШИМ 55кГц, подключить осциллограф, посмотреть форму сигнала, убедиться, что напряжение не поднимается более 330В.
- Постепенно увеличивайте ток Инвертор с резистором. Обязательно слушайте прибор и наблюдайте за показаниями осциллографа. Нижний ключ не должен подниматься более чем на 500В. Стандартный показатель – 340В. При наличии шума IGBT может выйти из строя.
- Начало сварки через 10 секунд … Проверьте радиаторы, если они холодные, увеличьте время сварки до 20 секунд. Затем можно увеличить время сварки до 1 минуты и более.
После использования нескольких электродов трансформатор нагревается. Через 2 минуты вентилятор остывает и можно снова приступать к работе.
Для того, чтобы определить частоту устройства, нужно постепенно уменьшать частоту ШИМ до тех пор, пока на нижнем ключе IGBT не появится небольшая закрутка. Зафиксируйте этот показатель, разделите его на два, прибавьте к полученной сумме значение частоты перенасыщения. Итоговая сумма будет рабочей частотой колебаний трансформатора.
Мост должен потреблять ток в районе 150мА. Свет от лампочки не должен быть ярким, очень яркий свет может свидетельствовать о пробое в обмотке или ошибках в построении моста.
Трансформатор не должен создавать шумовых эффектов. Если они присутствуют, то стоит проверить полярность. Тестовое питание можно подключить к мосту через какой-нибудь бытовой прибор. Можно использовать чайник мощностью 2200 Вт.
Проводники от ШИМ должны быть короткими, скрученными и вдали от источников помех.
Сборка самодельного сварочного инвертора своими руками на видео
Сделать инвертор самостоятельно реально, даже при отсутствии глубоких знаний в области электротехники и электроники. Для этого нужно всего лишь разобрать принцип работы такого устройства, строго придерживаться готовой схемы. Если заняться изготовлением самодельного сварочного аппарата, который по техническим характеристикам практически не будет уступать заводскому аналогу, можно неплохо сэкономить.
В том, что самодельный сварочный агрегат будет работать эффективно, можно не сомневаться. Аппарат, собранный по простейшей схеме, позволит готовить электродами 3,0-5,0 мм, при длине дуги 1 см.
- Ненужным компьютерным блоком может быть установочный корпус.
- Комплектация сварочного инвертора своими руками неоригинальна, она напоминает большинство других самодельных конструкций. Многие элементы можно заменить аналогами. При наличии основных деталей конструкции можно рассчитать оптимальные параметры корпуса и приступить к его изготовлению.
- Подойдут готовые радиаторы от старых устройств, например, блоков питания ПК. Но сделать их можно и самостоятельно, если под рукой есть алюминиевая рейка, толщина которой от 2 до 4 мм, а ширина более 3 см. Можно использовать вентилятор от любого старого устройства.
- Все крупные детали рекомендуется изначально разложить на плоскости, чтобы можно было наглядно определить возможности соединения по схеме.
- Далее нужно определиться с местом для вентилятора. Он не должен гнать поток горячего воздуха от одного элемента устройства к другому. Если в этой ситуации есть сложности, то можно использовать одновременно несколько вентиляторов, которые будут работать на вытяжку. Цена кулеров, их вес незначителен, но надежность агрегата в целом возрастет в разы.
- Основными конструктивными элементами самодельного сварочного полуавтомата, которые имеют большие размеры и вес, являются дроссель и трансформатор. Располагать их рекомендуется по краям (симметрично друг другу) или по центру. То есть их масса не должна тянуть транспортное средство в сторону. Например, довольно неудобно работать с установкой, подвешенной на ремне через плечо сварщика, когда она будет постоянно скользить в одном направлении.
- После того, как все детали от сварочного инвертора расставлены по своим местам, необходимо определить параметры днища для агрегата, вырезанного из имеющегося материала, который должен быть токопроводящим. Чаще всего для этих целей используют стеклохолст, гетинакс. Если этого материала нет в наличии, то подойдет обычная древесина, предварительно обработанная влагостойкими, противопожарными растворами. Экстремальный вариант даже имеет некоторые преимущества.
- Компонентами крепежа обычно являются винты, что упрощает и удешевляет сборку изделия.
Самодельная сварка: материалы для изготовления, основные характеристики
Собрав сварочный полуавтомат инвертор по стандартной простой электрической схеме, вы станете обладателем работоспособной установки со следующими ТТХ:
- напряжение — 220В ;
- входной ток — 32А, выходной — 250А.
Схема сварочного оборудования с аналогичными техническими показателями включает следующие детали:
- блок питания; силовой агрегат
- ;
- драйверы ключей питания.
Перед сборкой самодельного сварочного аппарата рекомендуется подготовить все комплектующие по схеме, инструмент для сборки. Для такой самоделки вам понадобится:
- набор отверток;
- ножовка по металлу; провод
- , медные полосы; паяльник
- для соединения деталей электронных схем;
- тонкий листовой металл:
- компонентов резьбового крепежа;
- компонентов для формирования электронных схем; текстолит
- ; термобумага
- ;
- слюда;
- стекловолокно.
Для домашнего использования часто изготавливают инверторы, работающие от стандартной электросети (220В). Если есть необходимость, то можно собрать и устройство, которое будет работать от трехфазной сети питания (380В). Инверторы этого типа имеют свои преимущества, одним из которых является достаточно высокий КПД, в отличие от однофазных изделий.
Обмотка трансформатора
Для намотки трансформатора потребуется медная полоса: толщина — 0,3 мм, ширина — 40 мм. Медная проволока подходит для высоких температур. Термослой может быть изготовлен из бумаги, используемой для кассовых аппаратов или копировальной техники. А вот второй вариант хуже, бумага недостаточно прочная, может порваться.
Лак является лучшим изоляционным материалом; желательно использовать минимальный слой. Для электробезопасности устройство можно разместить в обмотке платы платы. Напряжение зависит от качества изоляции между обмотками. Длины полосок бумаги должно хватить, чтобы полностью покрыть периметр обмотки, и еще должен быть запас не менее 2 см.
Запрещается использовать толстую проволоку, так как работа инверторного сварочного аппарата основана на токах высокой частоты. Если взять такой провод, то его жила при работе использоваться не будет. В результате трансформатор может перегреться.
Для предотвращения этого эффекта рекомендуется брать провод минимальной толщины и большей площади. Поверхность такого типа не перегревается, является эффективным проводником.
При выполнении вторичной обмотки рекомендуется использовать 3 медные полосы, разделенные пластиной из фторопласта. И снова из бумажной кассовой ленты делается термопрослойка. Недостатком этой бумаги является то, что она темнеет после нагревания, но остается прочной на разрыв.
Вместо медной полосы также можно использовать провод ПЭВ — диаметром не более 0,7 мм. Такой провод имеет большое количество жил – в этом его главное преимущество. Но этот вариант обмотки гораздо хуже медной, провода такого типа имеют значительные воздушные зазоры, из-за чего плохо стыкуются.
При использовании СЭВ конструкция полуавтомата из инвертора имеет четыре обмотки (используется СЭВ диаметром 0,3 мм):
- первичная обмотка — 100 витков;
- 1-я вторичная обмотка — 15 витков;
- 2-я вторичная обмотка — 15 витков;
- 3-я вторичная обмотка — 20 витков.
Для трансформатора и всей конструкции требуется охлаждающий вентилятор. Для этих целей отлично подойдет кулер системного блока (220В, 0,15А).
Охлаждение
Силовые компоненты самодельной схемы сварочного инвертора, изготовленной своими руками, значительно нагреваются. Это может привести к быстрым поломкам. Чтобы они не перегревались, помимо радиаторов охлаждения блоков, нужно дополнительно установить вентиляторы.
Если у вас есть мощный вентилятор, вы можете сделать только это. При этом поток холодного воздуха должен быть направлен на силовой трансформатор. При использовании маломощных вентиляторов, например, от старых ПК, их потребуется около шести штук, три из которых будут охлаждать трансформатор.
Также для предотвращения перегрева сварочного аппарата своими руками рекомендуется на самый горячий радиатор установить датчик температуры, который при достижении максимально допустимой температуры будет сигнализировать об автоматическом отключении.
Для эффективной работы системы вентиляции необходимо правильно установить воздухозаборники в корпусе сварочного агрегата, решетки которых не должны загораживаться.
Кастомизация
Самодельный сварочный инвертор прост в сборке и не требует значительных капиталовложений. Но без привлечения специалиста настроить его проблематично. Как сделать и настроить самодельный инвертор самостоятельно?
Инструкция
- Предварительно необходимо подать напряжение на плату сварочного аппарата. Блок издаст характерный писк. Сетевое напряжение также необходимо подать на охлаждающий вентилятор, что предотвратит перегрев деталей, и агрегат будет работать стабильнее.
- Когда силовые конденсаторы получили достаточный заряд, необходимо замкнуть токоограничивающий резистор (проверяется работа реле, на резисторе должно быть нулевое напряжение).
Важно — при подключении сварки без токоограничивающего резистора возможен взрыв!
- Использование этого типа резистора значительно снижает броски тока при подключении сварочного аппарата к сети 220В.
- Наш инструмент генерирует ток более 100А. Этот параметр зависит от конкретной используемой схемы, и рассчитать его можно с помощью осциллографа.
- Проверка режима сварки на блоке управления самодельным плазморезом. Для этого нужно подключить вольтметр к выходу усилителя оптопары. Для маломощных устройств среднее пиковое напряжение должно быть около 15В.
- Далее необходимо проверить правильность сборки выходного моста. Для этого от подходящего блока питания на вход блока подается напряжение 16В. В нерабочем состоянии блок потребляет ток около 100 мА, что следует учитывать при выполнении контрольных измерений.
- Работу вашего самодельного инвертора можно сравнить с работой промышленного. На обеих обмотках осциллограф измеряет соответствие импульсов друг другу.
- Далее нужно проверить работу. Необходимо изменить напряжение с 16В на 220В, подключив инвертор напрямую к сети. С помощью осциллографа, подключенного к выходным транзисторам, наблюдаем форму сигнала, его соответствие тестам при минимальном напряжении.
Инвертор для сварки – достаточно популярный агрегат в любой сфере деятельности: на производстве, в быту. А благодаря использованию встроенного регулятора, выпрямителя тока, сварочный аппарат инверторного типа позволит добиться наиболее эффективных результатов сварки, если сравнивать с результатами аналогичных работ с использованием стандартных сварочных аппаратов, на которых установлены трансформаторы из электротехнической стали.
Вывод
Собрать самоделку не представляет особой сложности. Если для этого недостаточно опыта, то всегда можно обратиться к специалистам за дополнительной консультацией. Зато в результате можно собрать агрегат с дополнительными функциями, которых лишены заводские аналоги, и существенно сэкономить.
Инверторные сварочные аппараты широко используются в строительной отрасли благодаря их высокой производительности и малому весу. Однако не каждый может себе позволить такой инструмент. Единственный выход – сделать сварочный инвертор своими руками. Схем таких устройств в интернете много. Многие из них сложные и дорогие, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, простую ремонтопригодность, однако весьма существенным недостатком является не только их вес, но и зависимость от напряжения. Вход электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работы становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для сварки в домашних условиях, а также на предприятиях, о обеспечивает стабильное горение и поддержание сварочной дуги с помощью тока высокой частоты (отличной от 50 Гц).
Сварочный инвертор представляет собой обычный импульсный источник питания, работа которого основана на следующих принципах:
- Входное напряжение (питание инвертора переменного тока 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразуется в переменный ток высокой частоты.
- Идет процесс преобразования напряжения путем его снижения.
- Выпрямление и преобразование тока для частотно-безопасной сварки.
Благодаря этим моментам вес и габариты аппарата снижены. Для того чтобы собрать инверторную сварку своими руками, необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом был огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварки. Для получения такого тока необходимо использовать проволоку большого диаметра, что влияет на вес сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и габаритами оказалось проще, т. к. габариты и масса самого трансформатора уменьшаются в несколько десятков и сотен раз. Например, если увеличить частоту в 6 раз, можно уменьшить габариты трансформатора но в 3 раза. Это приводит к значительной экономии материалов.
Благодаря мощным ключевым транзисторам, использованным в схеме инвертора, переключение происходит с частотой от 50 до 80 кГц. Эти транзисторы работают только при постоянном напряжении.
Как известно из курса физики, для получения постоянного напряжения используется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные синусоидальные напряжения. Но использование одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Конденсаторный фильтр используется для получения нормального постоянного напряжения. После этих преобразований на выходе фильтра появляется постоянное напряжение выше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
Блок питания служит источником питания для схемы инвертора. Транзисторы подключены к понижающему трансформатору, который импульсный и работает на частотах в диапазоне от 50 до 90 кГц. Мощность такого трансформатора примерно такая же, как у его огромного собрата — сварочного силового трансформатора.
Модернизация такого аппарата становится легче, так как благодаря своим габаритам и массе появляются дополнительные возможности для повышения устойчивости сварочного аппарата.
Существует огромное количество самодельных сварочных инверторов, схемы которых разнообразны по функционалу и способам установки. Разберем подробно каждую из самодельных моделей.
Изготовление резонансного инвертора
За основу необходимо взять компьютерный блок питания форм-фактора АТ, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, иначе, если их нет, покупаются на рынке. Все компоненты имеют низкую стоимость.
Тогда вам необходимо определиться с параметрами инверторной сварки своими руками. Также возможно использование следующих характеристик:
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая используется во всех источниках бесперебойного питания. Инвертор имеет низкое энергопотребление около 2,5 кВт, что позволяет использовать его в квартире.
Трансформатор должен быть в сборе и сердечники типа Е42, который используется в старых ламповых мониторах. Для изготовления нужно около 5 штук таких трансформаторов.
Для дросселя следует использовать другой трансформатор. Остальные элементы индуктивности собраны из сердечника 2000HM. Диоды и транзисторы необходимо устанавливать на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода составляет примерно 36 В при длине дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели должны быть обмотаны ферритовыми трубками или ферритовыми кольцами от блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в обмотке I при резонансе.
Схема 1 — Схема сварки резонансного инвертора
Благодаря небольшому весу и габаритам появляется возможность модернизировать устройство.
Предотвращение прилипания электрода
В этом случае используется транзистор IRF510, который представляет собой полевой эффект. Кроме того, он также обеспечивает плавный пуск и прерывание входа на микросхеме SG3524:
- При высоких температурах срабатывает датчик температуры.
- Выключение тумблером.
- Блокировка при коротком замыкании (КЗ).
Простой сварочный аппарат
Данная модель рассчитана на напряжение 220 В и силу тока 32А, после переделки ее значение достигнет 280А. Этого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметров.
Схема и комплектующие
Основным элементом является трансформер, сделать который достаточно сложно, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7 × 7 или 8 × 8).
- Первичная обмотка примерно 100 витков, диаметр 0,3 мм.
- Вторичные обмотки — 3 шт: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклотекстолит, текстолит, электротехническая сталь (для железной руды), х/б материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Рисунок 1 — Блок-схема инверторного сварочного аппарата
Пояснение к схеме:
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров), выполнен отдельно от блока силовая секция.
Схема 2 — Принципиальная схема блока питания
Проводники (длиной не более 15 см) для управления затворами транзисторов необходимо припаивать ближе к последним, причем проводники соединяются попарно друг с другом, их сечение роли не играет.
Основу блока питания составляет понижающий трансформатор с сердечником Ш20×208 2000 нм, а II обмотка намотана в несколько слоев провода, изоляция которого не повреждена. На вторичку надо мотать следующим образом, изолируя слои: 3 слоя, а потом фторопластовая прокладка, потом снова 3 слоя и снова фторопластовая прокладка. Это делается для увеличения перегрузочного сопротивления . Затем на II обмотке поставить конденсатор не менее 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо трансформатор тока, подключенный к плюсу, собрать на ферритовом сердечнике, а его сердечник обернуть термобумагой (кассовой лентой). Прикрепите выпрямительные диоды к радиатору.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным назначением инверторного блока является процесс преобразования постоянного тока в переменный ток высокой частоты. Для этого используются мощные транзисторы, хотя в ряде случаев можно заменить более мощный на 2 и более транзисторов средней мощности.
Достаточно хорошее охлаждение — важный элемент всего устройства. Для этого следует использовать кулеры от компьютерной техники, но не стоит ограничиваться одним, т. к. необходимо обеспечить достаточное охлаждение цепи питания, радиаторы которой служат для отвода тепла, но это тепло необходимо отводить. Для полной защиты необходимо установить датчик температуры (устанавливается на ТЭН), из-за чего подача питания от сети будет отключена.
Пайка, регулировка и проверка работоспособности
Пайка является ключевой, так как при правильном расположении деталей от нее зависят размеры всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливаются встречно друг к другу. Входная цепь рассчитана с запасом около 300 В.
Для настройки функции необходимо подключить широтно-импульсный модулятор к 15 В для питания кулера. Реле включается вместе с резистором R11 и должно давать 150мА.
После проделанных манипуляций необходимо перейти непосредственно к проверке работоспособности устройства:
Если эта схема показалась очень сложной, то рассмотрим схему очень простого устройства.
Простейший инверторный сварочный аппарат
Модель данного аппарата очень простая и бюджетная. Его легко собрать благодаря простой электрической схеме.
Весь процесс сборки можно разделить на этапы, кроме того необходимо собрать все детали, материалы:
Схема 4 — Схема простейшего сварочного инвертора своими руками
После сборки устройство необходимо настроить и продиагностировать при первом запуске для выявления ошибок в работе.
Установка инвертора:
Таким образом можно собрать инвертор для сварки своими руками. Не обязательно использовать сложные схемы, ведь радиолюбители нашли лучшее решение в бюджетном варианте. Причем уровень сложности схем варьируется от довольно сложных до простых. Чтобы собрать сварочный инвертор своими руками, не обязательно покупать дорогие детали, а можно использовать подручные средства.
Инверторная сварка быстро вошла в рабочее пространство мобильных групп и отдельных рабочих мест по вызову. Наличие такого сварочного аппарата также пригодится каждому владельцу в гараже или частном доме. Компактные габариты устройства, небольшой вес и высокие показатели качества шва выгодно выделяют его на фоне крупных трансформеров. К сожалению, магазинная цена не позволяет каждому стать обладателем этой техники. Но для тех, кто умеет работать своими руками, есть выход – это самодельный сварочный инвертор. Какие инструменты и материалы понадобятся для его создания? Как собрать основные узлы? Что входит в обслуживание и ремонт самодельного устройства?
Принимая решение о создании аппарата из подручных деталей, доступных по цене и пригодных для сварки в домашних условиях или по мелким заказам, следует отдавать себе отчет в реальности результата. Самодельный инверторный сварочный аппарат значительно уступает по внешнему виду магазинным аналогам. Для солидного частного предпринимателя, специализирующегося на монтаже отопления, установке заборов, металлических дверей и других услугах, такое подразделение не будет выглядеть авторитетно.
А вот простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работы в гараже. Такое устройство сможет потреблять из сети 220В, преобразовывать их в 30В, увеличивать силу тока до 200А. Этого вполне достаточно для работы с электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, так как переменный ток преобразуется в постоянный, а потом обратно в переменный, но с высокой частотой.
Такие инверторы подходят для сварки забора, ворот, собственного отопления, дверей. С ним удобно носить, и даже готовить, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать накладывать швы на практике, то сваривать тонкие листы стали станет возможным. Впоследствии можно усовершенствовать схемы сварочных инверторов, добавив к ним механизм подачи проволоки, крепление барабана и газовые краны своими руками, чтобы получился полуавтомат. Также возможна переделка под аргоновую сварку.
Необходимые детали и инструменты
Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок. Совершенно невозможно собрать его из предметов в гараже бесплатно. Но общая стоимость будет в три раза дешевле, чем покупка готовой продукции. В сварочных аппаратах и их производстве используются:
- набор отверток; плоскогубцы
- ; паяльник
- для изготовления электрощита; дрель
- , для отверстий под выключатели и вентиляцию; ножовка
- ;
- листовой металл под кузов;
- болтов и винтов;
- устройств и кнопок на панели;
- конденсаторы, транзисторы и диоды; медная шина
- для намотки;
- проводов для подключения всех узлов;
- элементов для ядра; изолента
- и изолента;
- силовой и рабочий кабели.
Прежде чем приступить к созданию своими руками сварочного инвертора, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке. Это поможет вам наглядно увидеть, с чем вам придется столкнуться, и сравнить результат. Далее приводится пошаговая инструкция, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какая мощность устройства нужна на выходе, и какие материалы имеются под рукой.
Трансформатор
Электрическая часть инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышение силы тока до величины, способной расплавить металл. В первую очередь необходимо выбрать материал для сердцевины. Это могут быть заводские стандартные пластины или самодельный каркас из листового металла. Видео в сети помогает увидеть главный принцип этой конструкции вне зависимости от используемых вариантов.
Сварочные трансформаторы лучше мотать из медной шины, так как оптимальные характеристики достаточная ширина и малое сечение. Такие параметры позволят использовать все физические ресурсы материала. Но если такой шины нет, то можно использовать провод другого сечения. Все это влияет на степень нагрева изделия во время работы.
Трансформатор намотан вручную и состоит из двух частей: первичной и вторичной обмоток. Для инвертора своими руками подходит:
- Феррит 7 х 7. Первичная обмотка создана из провода ПЭВ 0,3 мм, который намотан ровно, виток к витку, 100 витков.
- Следующий слой — изоляционная бумага. Подойдет лента от кассового аппарата или стеклоткани. Первый сильно темнеет при нагревании, но сохраняет свои свойства.
- Вторичная обмотка применяется в несколько уровней. Первый – ПЭВ 1,0 мм на 15 оборотов. Так как витков немного, их следует равномерно распределить по всей ширине. Они покрыты лаком и слоем бумаги.
- Второй уровень состоит из ПЭВ 0,2 мм в 15 витков с последующей изоляцией аналогично предыдущим слоям.
- Финальный уровень делается из ПЭВ 0,35 за 20 ходов. Вы также можете изолировать слои лентой второго слоя.
Рама
Когда основной элемент инвертора создан своими руками, можно приступать к изготовлению корпуса. Можно ориентироваться на ширину трансформера, чтобы он свободно помещался внутри. От его размера стоит рассчитать еще 70% необходимого места для остальных частей. Защитный кожух может быть собран из стального листа толщиной 0,5 — 1,0 мм. Уголки можно приварить, скрепить болтами, а борта сделать сплошными на гибочном станке (что потребует дополнительных затрат). Для переноски инвертора вам понадобится ручка или зажим для ремня.
При создании корпуса стоит предусмотреть удобную разборку и доступ к основным элементам в случае ремонта. На лицевой стороне необходимо сделать отверстия для:
- токовых выключателей;
- кнопка питания;
- световые диоды, сигнализирующие о включении;
- разъемы для кабелей.
Цеховые сварочные инверторы с порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционные цвета сварочных аппаратов — красный, оранжевый и синий.
Охлаждение
В корпусе должно быть просверлено достаточное количество вентиляционных отверстий. Желательно, чтобы они находились на противоположных сторонах друг напротив друга. Также нужен вентилятор. Это может быть кулер от старого компьютера. Он должен быть установлен, работая на вытяжку горячего воздуха. Приток холода осуществляется через отверстия. Разместите кулер как можно ближе к трансформатору — самому горячему элементу устройства.
Преобразующий ток
В схему сварочного инвертора обязательно входит диодный мост. Он отвечает за изменение напряжения на постоянное. Диоды припаяны по схеме «косой мост». Эти элементы также подвержены нагреву, поэтому их следует монтировать на радиаторы, которые имеются в старых системных блоках. Чтобы найти их, вы можете обратиться в мастерские по ремонту компьютеров.
Два радиатора расположены по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направлены на контактные провода транзисторов, отвечающие за возврат тока в переменный, но с повышенной частотой. Соединяемые между собой провода должны иметь длину 150 мм. Трансформатор и диодный мост рекомендуется разделить внутренней перегородкой.
В схеме инвертора требуются конденсаторы с последовательным соединением. Они отвечают за снижение резонанса трансформатора и минимизацию потерь в транзисторах. Последние быстро открываются и медленно закрываются. При этом появляются потери тока, которые компенсируют конденсаторы.
Сборка и комплектация
После создания всех компонентов устройства можно переходить к сборке. К основанию крепятся трансформатор, диодный мост и электронная схема управления. Все провода подключены. К внешней панели крепятся:
- резисторные переключатели;
- кнопка питания;
- световых индикаторов;
- ШИМ-контроллер;
- разъемы для кабелей.
Держатель и зажим для массы лучше покупать в готовом виде, так как они надежнее и удобнее. Но можно изготовить держатель самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке устройства. Измеряется начальное напряжение. При 15В он не должен читать больше 100А. Диодный мост проверяется осциллографом. После этого проверяется временная пригодность к работе путем наблюдения за нагревом радиаторов.
Самостоятельный ремонт
Правильное техническое обслуживание инвертора необходимо для его долгой и бесперебойной работы. Для этого раз в два месяца следует проводить чистку от пыли, предварительно сняв кожух. Если устройство перестало работать, вы можете произвести ремонт самостоятельно, посмотрев видео в сети об основных поломках и способах их устранения.
Что проверяется в первую очередь:
- Входное напряжение. Если он отсутствует или недостаточен по размеру, то устройство работать не будет.
- Автоматические выключатели. При скачке сгорают защитные элементы или срабатывает автоматическое отключение.
- Датчик температуры. При повреждении блокирует работу последующих узлов.
- Контактные клеммы и соединения под пайку. Размыкание цепи останавливает протекание тока и рабочие процессы.
Изучив схемы обычных инверторов, и закупив необходимые детали, а также посмотрев обучающие видео, вы сможете собрать качественный сварочный аппарат, который будет очень полезен хорошему хозяину.
СВАРОЧНЫЙ АППАРАТ СВОИМИ РУКАМИ ОБЗОР СХЕМ СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА РАБОТЫ Начнем с довольно популярной схемы сварочного инвертора, которую довольно часто называют схемой Брамалея. Не знаю, почему к этой схеме приклеилось это название, но сварочный аппарат Бармалей часто упоминается в Интернете. Микросхемы изначально разрабатывались как контроллеры для управления силовым ключом однотактного среднего источника питания, и этот контроллер был оснащен всем необходимым для увеличения собственной живучести и живучести управляемого им источника питания. На блок-схеме красным выделен дополнительный триггер, который не позволяет длительности выходного импульса превышать 50%. Этот триггер установлен только в сериях UCx844 и UCx845. Типовая схема импульсного блока питания на UC3844 показана ниже: Данный блок питания имеет непрямую стабилизацию вторичного напряжения, так как управляет собственным блоком питания, формируемым обмоткой НЗ. Это напряжение выпрямляется диодом Д3 и служит для питания самой микросхемы после ее запуска, а после прохождения делителя на R3 поступает на вход усилителя ошибки, управляющего длительностью управляющих импульсов силового транзистора.
Данная информация может понадобиться, если проектируемый сварочный аппарат будет без трансформатора тока, а управление будет осуществляться так же, как и в базовой схеме — с помощью токоограничивающего резистора в цепи источника питания транзистор или в цепи эмиттера, при использовании IGBT-транзистора. Данная схема управляет выходным напряжением с помощью оптопары, яркость светодиода оптопары определяется регулируемым стабилитроном TL431, увеличивающим коробку. стабилизация. Невольно может возникнуть вопрос — ЗАЧЕМ НУЖНЫ ТАКИЕ ПОДРОБНОСТИ И ПОЧЕМУ ГОВОРЯТ О ИСТОЧНИКАХ ПИТАНИЯ МОЩНОСТЬЮ 20. В верхней левой части схемы блок питания самого контроллера и, собственно, может использоваться от ЛЮБОГО блока питания с выходным напряжением 14. Я не очень понял, за что отвечает выходное напряжение, лично мне понравилось использование биполярных транзисторов в качестве замыкающих силовую часть. Другими словами, в этом узле могут использоваться как полевые, так и биполярные устройства. В принципе, это как бы подразумевалось по умолчанию, главное как можно быстрее закрыть силовые транзисторы, а как это сделать уже вопрос второстепенный. В принципе, используя более мощный управляющий трансформатор, можно отказаться от замыкания транзисторов — достаточно подать небольшое отрицательное напряжение на затворы силовых транзисторов. Данная схема отличается от предыдущих отсутствием управляющего трансформатора, так как происходит открытие-закрытие силовых транзисторов со специализированными драйверными микросхемами IR4426, которые в свою очередь управляются оптронами 6N136. В данной версии сварочного аппарата также используется ограничение выходного напряжения, но отсутствует стабилизация тока. Есть еще один конфуз, и довольно серьезный. Как заряжается конденсатор С30? В принципе, во время паузы должно происходить дополнительное размагничивание сердечника, т.е. должна меняться полярность напряжения на обмотках силового трансформатора и чтобы не слетели транзисторы, установлены диоды Д7 и Д8. Вроде кратковременно на верхнем выводе силового трансформатора должно появиться напряжение на 0,4…0,6 вольта меньше общего провода, это довольно кратковременное явление и есть некоторые сомнения, что С30 будет успеть зарядиться. В первую очередь бросается в глаза силовая часть — по 4 штуки IRFP460. Тем более, что автор в исходной статье утверждает, что первая версия была собрана на IRF740, по 6 штук на плечо. Это действительно «сложно изобрести». Сразу следует сразу сделать запоминание — в сварочном инверторе можно использовать как IGBT-транзисторы, так и MOSFET-транзисторы. Чтобы не запутаться с определениями и цоколевкой, вышиваем картинки этих самых транзисторов: Кроме того, имеет смысл отметить, что в данной схеме используется как ограничение выходного напряжения, так и режим стабилизации тока, который регулируется переменным резистором 47 Ом — малое сопротивление этого резистора является единственным недостатком этой реализации, но при желании можно найти и такое, и увеличение этого резистора до 100 Ом не критично, нужно только увеличить ограничительные резисторы. В данной схеме сварочного аппарата на выходе установлены электролитические конденсаторы. Идея, конечно, интересная, но для этого устройства потребуются электролиты с малым ESR, а найти такие конденсаторы на 100 вольт достаточно проблематично. Поэтому от установки электролитов откажусь, а поставлю пару конденсаторов МКП Х2 5 мкФ, используемых в индукционных плитах. МЫ СОБИРАЕМ ВАШ СВАРОЧНЫЙ АППАРАТ МЫ ПОКУПАЕМ ТОВАРЫ В первую очередь сразу скажу, что сборка сварочного аппарата своими силами — это не попытка сделать аппарат дешевле магазинного, потому что в итоге может получиться так, что собранный аппарат окажется дороже дороже заводского. Однако и в этой затее есть свои плюсы – это устройство можно приобрести в беспроцентный кредит, так как вовсе не обязательно покупать весь комплект деталей сразу, а совершать покупки, как только появятся свободные деньги на счету. бюджет. Для сборки сварочного аппарата требуется дополнительное оборудование, необходимое для сборки и настройки сварочного аппарата. Это оборудование тоже стоит определенных денег и если вы действительно собираетесь заниматься силовой электроникой, то оно вам потом пригодится, ну а если сборка этого устройства это попытка потратить меньше денег, то смело отказывайтесь от этой идеи и сходить в магазин за готовым сварочным инвертором. Если есть такие же комплектующие по более привлекательной цене, но количество продаж у этого продавца не большое, то имеет смысл обратить внимание на общее количество положительных отзывов о продавце. Имеет смысл обратить внимание на фотографии — наличие самой фотографии торвара говорит об ответственности продавца. А на фото видно что за маркировка, часто помогает — на фото видна маркировка лазером и краской. Силовые транзисторы покупаю с маркировкой Alzer, но и IR2153 брал с маркировкой краской — рабочие микросхемы. Я тоже несколько раз сталкивался с разовыми акциями — продавцы без рейтинга вообще выставляют на продажу некоторые комплектующие по ОЧЕНЬ смешным ценам. Разумеется, покупка осуществляется на ваш страх и риск. Тем не менее, я сделал пару покупок у аналогичных продавцов, и обе оказались успешными. В прошлый раз купил конденсаторы MKP X2 на 5 мкФ за 140 рублей 10 штук.
Заказ пришел довольно быстро — чуть больше месяца, 9 штук на 5 мкФ, и одна, точно такого же размера на 0,33 мкФ 1200 В. Я спор не открывал — у меня есть все емкости для индукционных игрушек на 0,27 мкФ и как бы еще пригодился на 0,33 мкФ. И цена слишком смешная. Проверил контейнеры — рабочие, хотел заказать еще, но уже была табличка — ТОВАРА УЖЕ НЕТ В НАЛИЧИИ. Пока вопрос с силовыми транзисторами открыт, но разъемы для электрододержателя понадобятся для любого сварочного аппарата. Поиски были долгими и довольно активными. Дело в том, что разница в цене очень смущает. Но сначала о маркировке разъемов для сварочного аппарата. На Али используются европейские маркировки (ну так говорят), так что будем плясать от их обозначений. Правда, шикаронного танца не получится — эти разъемы разбросаны по разным категориям, начиная от USB-разъемов, ПАЯЛЬНЫХ ЛАМП и заканчивая ПРОЧИМ. И по названию разъемов тоже не все так гладко, как хотелось бы… Я ОЧЕНЬ сильно удивился, когда набрал DKJ35-50 в поисковой строке на Googlechrome и OS WIN XP и не получил НИ ОДНОГО РЕЗУЛЬТАТА, и тот же запрос на том же Googlechrome, но WIN 7 дал хоть какие-то результаты. Ну для начала небольшая табличка:
Несмотря на то, что отверстия и заглушки разъемов на 300-500 ампер одинаковы, на самом деле они способны проводить разные токи.
Разъемы DKJ10-25 я купил год назад и у этого продавца их уже нет. Буквально пару дней назад заказал пару DKJ35-50. Я купил это. Правда пришлось сначала с продавцом объясняться — в описании написано, что для провода 35-50 мм2, а на фото 10-25 мм2. Продавец уверял, что это разъемы для провода 35-50 мм2. Что увидим — есть время подождать. Но в процессе освоения сварочного аппарата выявилось несколько недостатков, которые хотелось бы устранить. Не буду вдаваться в подробности, что именно мне не понравилось, потому что аппарат действительно очень не плохой, но хочется большего. Поэтому, собственно, и взялся за разработку своего сварочного аппарата. Аппарат типа Бармалея будет тренажером, а следующий должен будет превзойти существующую Аврору. ОПРЕДЕЛЕН ПРИНЦИПИАЛЬНОЙ СХЕМОЙ СВАРОЧНОЙ МАШИНЫ Итак, мы рассмотрели все варианты схем, которые заслуживают внимания, приступаем к сборке собственного сварочного аппарата. Для начала необходимо определиться с силовым трансформатором. Ш-образные ферриты покупать не буду — в наличии есть ферриты от строчных трансформаторов и таких же немало. Вот почти классическая схема включения UC3845. На VT1 собран стабилизатор напряжения для самой микросхемы, так как диапазон питающих напряжений самого стенда довольно большой. VT1 любой в корпусе ТО-220 с током 1 А и напряжением К-Э выше 50 В. Больше с этим стендом ничего делать не буду — у меня есть ЛАТР и я могу спокойно менять напряжение питания стенда, подключив через ЛАТР тестовый, обычный трансформатор. Единственное, что пришлось добавить, так это вентилятор. VT4 работает в линейном режиме и довольно резво греется. Чтобы не перегревать общий радиатор, подключил вентилятор и ограничительные резисторы. Тут логика достаточно проста — вбиваю параметры ядра, делаю расчет для преобразователя на IR2153, и выставляю выходное напряжение равным выходному напряжению моего блока питания. В итоге получаю за два кольца К45х28х8 по вторичному напряжению надо намотать 12 витков. Начинаем с минимальной частоты — можно не беспокоиться о перегрузке транзистора — сработает ограничитель тока. Встаем осциллографом на выводы Х1, постепенно увеличиваем частоту и наблюдаем такую картину: Далее составляем пропорцию в Excel для расчета количества витков в первичной обмотке. Результат будет существенно отличаться от расчетов в программе, но мы понимаем, что программа учитывает как время паузы, так и падение напряжения на силовых транзисторах и диодах выпрямителя. К тому же увеличение числа витков не приводит к пропорциональному увеличению индуктивности — имеет место квадратичная нагрузка. Поэтому увеличение числа витков приводит к значительному увеличению индуктивного сопротивления. Программа это тоже учитывает. Мы не будем сильно поступать иначе — для того, чтобы исправить эти параметры в нашей таблице, мы делаем уменьшение первичного напряжения на 10%. В этом файле лежат пропорции на ЛИСТ 2 , на ЛИСТ 1 расчеты импульсных блоков питания для видео про расчеты в Excel. Решил все таки дать свободный доступ. Видео, о котором идет речь, находится здесь: Текстовый вариант того, как составить эту таблицу и исходные формулы. Расчеты мы закончили, но червоточина осталась — компоновка стенда была проста как три копейки и показала вполне приемлемые результаты. Можно ли собрать полноценный стенд с питанием напрямую от сети 220? А вот гальваническая связь с сетью не очень. Да и снимать накопленную индуктивностью энергию с помощью линейного транзистора тоже не очень хорошо — понадобится ОЧЕНЬ мощный транзистор с ОГРОМНЫМ радиатором. Как узнать насыщение ядра вроде бы разобрались, выбираем само ядро. Перед введением своих новых сердечников я пересчитываю площадь круглых граней жилы и вывожу значения для предположительно прямоугольных граней. Расчет сделан для мостовой схемы, так как в однотактном преобразователе приложены ВСЕ имеющиеся первичные напряжения. Вроде все сходится — с этих ядер можно взять около 6000 Вт. Попутно выясняется, что в программах какой-то косяк — абсолютно одинаковые данные по сердечникам в двух программах дают разные результаты — ExcellentIT 3500 и ExcellentIT_9 транслируют разную мощность результирующего трансформатора. Разница составляет несколько сотен ватт. Правда, количество витков первичной обмотки такое же. Но если количество витков первички одинаковое, то и общая мощность должна быть одинаковой. Еще час уже увеличилось глупость. Описание данного стенда с чертежом печатной платы. А пока приступим к изготовлению обвязки трансформатора сварочного аппарата. Можно скрутить жгутом, можно приклеить ленту. Ленты мне всегда больше нравились — по трудоемкости они конечно превосходят жгуты, но плотность намотки гораздо выше. Поэтому можно уменьшить напряжение в самом проводе, т.е. в расчете заложить не 5 А/мм2, как это обычно делается для таких игрушек, а например 4 А/мм2. Это значительно облегчит тепловой режим и, скорее всего, позволит получить коэффициент заполнения 100%. | |||||||||||||
Самодельный дуговой инверторный сварочный аппарат и мощность
плазменной резкиДобро пожаловать на EDAboard.com
Добро пожаловать на наш сайт! EDAboard.com — это международный дискуссионный форум по электронике, посвященный программному обеспечению EDA, схемам, схемам, книгам, теории, документам, asic, pld, 8051, DSP, сети, радиочастотам, аналоговому дизайну, печатным платам, руководствам по обслуживанию… и многому другому. более! Для участия необходимо зарегистрироваться. Регистрация бесплатна.
Нажмите здесь для регистрации.Регистрация Авторизоваться
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы девречи
- Дата начала
- Статус
- Закрыто для дальнейших ответов.
Девречи
Младший член уровня 1
самодельный плазменный резак
мой самодельный плазменный резак
**ссылка удалена**
Электроника_чайтаня
Участник уровня 5
Re: самодельный плазменный резак
Привет
Опубликуйте другие детали, такие как ток . частота….какую топологию переключения вы использовали?? Не стесняйтесь сказать…
— привет
девречи
Младший член уровня 1
Re: самодельный плазменный резак
привет,
Я использовал блок питания на 300В. Зажигание дуги катушкой Тесла с искровым разрядником
девречи
Младший член уровня 1
Привет.
Мой любительский проект, но очень хорошо работает.
Последнее редактирование модератором:
Реле
Полноправный член уровня 5
Здравствуйте, devreci,
Должен сказать одно, вы очень смело делаете схему на Veroboard, особенно
, так как схема такая сложная.
Я также должен сказать, что вы проделали отличную работу. Не только на печатной плате, но и на трансформаторе
и остальные настройки.
Молодец!!! :clap:
С уважением,
Ретранслятор
девречи
Младший член уровня 1
Спасибо.
Я увлекаюсь электроникой как хобби.
Если я буду работать аккуратно, это будет пыткой, а не развлечением.
Это устройство (плазменная резка) очень дорогое в моей стране. 3 минимальная заработная плата.
Исправил ошибки в схеме.
Другие изображения
Обратная связь с обратной связью. не должно быть более тонкой волны, потому что для здоровья igbt
Последнее редактирование:
- Статус
- г. Закрыто для дальнейших ответов.
В
Компактный инверторный сварочный аппарат
- Автор Vermes
- Ответов: 2
Шоу своими руками
В
130A самодельный инверторный сварочный аппарат
- Автор Vermes
- Ответов: 0
Шоу своими руками
В
Инверторный сварочный аппарат 45-140A 60 кГц на UC3526
- Автор Vermes
- Ответов: 0
Шоу своими руками
Д
Самодельная конструкция ЧПУ для трассировки печатных плат
- Автор: dirace
- Ответов: 17
Шоу своими руками
грамм
Конструкция инвертора с чистой синусоидой и схема
- Автор george_leon