Что нужно знать про рутиловые электроды | ММА сварка для начинающих
Рутиловые электроды: состав, маркировка, покрытиеРутиловые электроды: состав, маркировка, покрытие
Среди всех сварщиков, рутиловые электроды признаны как одни из лучших, по целому ряду причин. Во-первых, электроды с рутиловым покрытием допускается применять для сварки, как постоянным, так и переменным током. Во-вторых, сварочный шов с использованием рутиловых электродов выходит прочным и ударостойким.
Что такое рутиловые электроды и для чего они используются. Какой состав и характеристики они имеют, и как выбрать для них режим сварки. Именно об этом и будет рассказано на сайте mmasvarka.ru.
Из чего состоят рутиловые электроды
Как и все другие, рутиловые электроды состоят из металлического стержня и рутила в качестве обмазки, который получают из двуокиси титана. Именно рутиловая обмазка электродов даёт возможность получить качественный сварочный шов, стабильную дугу, и ряд других преимуществ, которыми обладают рутиловые электроды.
Кстати, рутиловое покрытие электродов считается самым безопасным, поскольку оно не содержит в своём составе вредных веществ.
Характеристики электродов с рутиловым покрытием
Рутиловые электроды различаются по составу обмазки. Что касается стержня, то для его изготовления берётся стальная проволока Св-08. Её металл хорошо взаимодействует со всеми низкоуглеродистыми и малолегированными сталями, она хорошо плавится и легко соединяется с ними.
Состав рутиловых электродов может различаться, однако, чаще всего, можно встретить электроды с рутиловым покрытием следующего вида:
- Рутил — почти 50%;
- Магнезит — 10%;
- Декстрин — 3%;
- Ферромарганец — 15%;
- Полевой шпат — не более 25%.
Популярные марки рутиловых электродов знакомы почти всем сварщикам. В первую очередь, это такие известные электроды, как: МР-3, ОЗС-6, ОЗС-4, электроды АНО-21, ЗРС-1 и ЗРС-2.
В первую очередь, это такие известные электроды, как: МР-3, ОЗС-6, ОЗС-4, электроды АНО-21, ЗРС-1 и ЗРС-2.
Маркировка рутиловых электродов
Рутиловые электроды обозначаются буквой «Р». Она, как правило, ставится в самом конце аббревиатуры. Если рядом с буквой «Р» на пачке с электродами указана буква «Ц», то она говорит о том, что в составе рутиловых электродов есть целлюлоза.
Как и другие компоненты рутиловой обмазки, целлюлоза является также, абсолютно безвредным веществом. Именно по этой причине рутиловые электроды не выделяют при горении вредных для дыхательных путей сварщика, газов.
Применение электродов с рутиловым покрытием
Как было сказано выше, рутиловые электроды получили огромную популярность благодаря своей «универсальности». Их можно использовать как для работы с инвертором, который выдаёт постоянный ток, так и на трансформаторах с переменным сварочным током.
Электроды с рутиловым покрытием выдают одинаково хорошие результаты, при сварке во всех пространственных положениях. Данные электроды предназначены в основном для сварки низколегированных сталей.
Какой режим сварки для рутиловых электродов выбрать
Рутиловые электроды очень требовательны к условиям хранения, поэтому для получения хороших результатов сварки, перед началом работ их следует просушить. Прокаливание рутиловых электродов производится при температуре не менее 200 градусов. Благодаря этому, электроды с рутиловым покрытием не разбрызгивают металл и имеют лёгкое отделение шлака, чем непросушенные электроды.
Как и в большинстве случаев, чтобы подобрать правильный режим сварки для рутиловых электродов, нужно учитывать не только толщину металла, но и пространственное положение. Для сварки в нижнем положении, значения сварочного тока уменьшается на 20%.
Преимущества рутиловых электродов
К основным преимуществам рутиловых электродов относится следующее:
- Рутиловыми электродами можно работать как на постоянном, так и на переменном токе;
- Рутиловые электроды хорошо варят даже ржавый металл;
- Данные электроды имеют стабильную дугу, которая легко разжигается;
- Сварочный шов, полученный с помощью электродов с рутиловым покрытием, обладает высокой механической прочностью и ударной вязкостью;
- Предварительно просушенные электроды, перед сваркой, имеют малый коэффициент разбрызгивания металла;
- Эти электроды очень легко использовать повторно;
- Электроды, имеющие рутиловое покрытие менее опасны, чем любые другие.


Благодаря всем вышеперечисленным преимуществам, рутиловые электроды получили огромное применение в сварке. Сегодня трудно представить сварку металлоконструкций из низкоуглеродистых сталей и трубопроводов без использования электродов с рутиловым покрытием.
Еще статьи про сварку:Электроды с рутиловым покрытием — Все о сварке
Электросварка получила большое распространение благодаря своей доступности и простоте процесса. Это простой и надежный способ соединения двух металлических деталей. Для сварочного процесса необходимы подходящие электроды, ведь от них во многом зависит качество сварочного шва. Неправильный выбор электрода может существенно повлиять на сварочный процесс. Существует огромное количество видов электродов. В зависимости от конкретной задачи все они отличаются друг от друга составом покрытия, материалом стержня и многим другим. В данной статье мы поговорим про рутиловые электроды.
Содержание статьи
- Описание: преимущества и недостатки
- Применение электродов
- Химический состав
- Некоторые марки рутиловых электродов
- Электроды мгм 50к
- Электроды марки aws e6013
Описание: преимущества и недостатки
Рутиловые электроды, как и многие другие, состоят из металлического сердечника и рутилового электродного покрытия.
Электроды с рутиловым покрытием отличаются от других по следующим пунктам:
- засчет использования оксида титана (из которого получают минерал рутил) уменьшается вредное влияние на органы дыхания;
- зажигание дуги быстрее и легче;
- горение дуги стабильное;
- во время разбрызгивания теряется малое количество металла;
- шлак со сварочного шва удаляется легче и быстрее;
- рутиловое покрытие электродов эффективно защищает сварочную ванну от попадания в нее кислорода, что ведет к уменьшению образования пор;
- хорошая сопротивляемость швов разрыву и излому;
- сварку рутиловыми электродами можно проводить при работе в любых пространственных положениях.

Рутиловые стержни обеспечивают высокое качество сваривания даже в случае, когда на поверхности свариваемого металла присутствуют окалины и ржавчина. При изменении длины дуги все равно получается качественное соединение. Стабильное горение дуги обеспечивается даже при резких движениях. Покрытие в свою очередь препятствует разбрызгиванию, что является большим плюсом при сварке потолочных и вертикальных швов. В покрытие может добавляться железный порошок для увеличения массы навариваемого металла и предотвращения возникновения трещин. Стержни подходят для работы с низколегированными и малоуглеродистыми сталями.
Несмотря на перечисленные преимущества, данный вид стержней имеет и недостатки:
- перед работой необходимо производить такую подготовку, как просушка и прокалка;
- стержни подходят только для работы с низколегированными и малоуглеродистыми сталями;
- при прокалке, электродами можно пользоваться только через сутки;
- необходимо соблюдать точность режимов, иначе свойства электродов ухудшаются.

Применение электродов
Рутиловые стержни применяются при работе с трансформаторами, инверторами и генераторами. Популярны они по причине возможности работы с ними в любом пространственном положении. Данный вид стержней хорошо показывает себя при сварке труб, ремонте трубопроводов. Покрытие стержней данной марки позволяет работать даже в условиях повышенной влажности. Малое разбрызгивание металла позволяет наплавлять большую массу металла, чего не сделаешь другими марками электродов. Шов после работы покрыт чешуйчатым шлаком, который легко удаляется, что сокращает время обработки детали. Расплавленный металл глубоко проникает в швы, что позволяет получать крепкое соединение.
Химический состав
Электроды сварочные рутиловые в состав своего покрытия включают следующие элементы: рутил – 48%, полевой шпат – 30%, ферромарганец – 15%, магнезит – 15%, декстрин – 2%. Масса покрытия обычно в два раза ниже массы металлического стержня.
Некоторые марки рутиловых электродов
На сегодняшний день на рынке существует огромное количество марок электродов. Рутиловые не исключение. Далее представлены некоторые марки электродов данного типа.
Рутиловые не исключение. Далее представлены некоторые марки электродов данного типа.
Электроды мгм 50к
Стержни этой марки применяются для ручной дуговой сварки. Они обладают высокими сварочно-технологическими свойствами, что обеспечивает получение качественного прочного шва. Шлака получается мало, отделяется он легко. Стержни марки МГМ-50К можно использовать при работе с грязным и ржавым металлом, что не под силу многим другим видам электродов. Горение дуги мягкое, ровное.
Электроды марки aws e6013
Стержни данной марки служат для работы с низкоуглеродистой сталью на переменном и постоянном токе. Благодаря поддерживанию стабильного горения дуги обеспечивается хорошая технологичность процесса. Как и стержни марки мгм 50к, электроды типа aws e6013 можно использовать при работе в любых пространственных положениях. Шлак обладает довольно хорошей текучестью, что благоприятно влияет на защиту сварочной ванны от попадания в нее вредных включений и на простоту удаления шлака со шва.
Почему рутиловыми электродами варить проще всего
Почему рутиловыми электродами варить проще всегоКачество сварки во многом зависит не от того, как хорошо ты умеешь варить, а и от электродов. Мне часто встречались матерые сварщики, которые плевались на электроды, которые им выдало начальство, вспоминая старые «совдеповские» марки, насколько они хороши.
Действительно, плохие электроды могут не только усложнить процесс сварки, но и сделать его невозможным. При этом говорить о высоком качестве сварного шва не приходится, и дело здесь вовсе не в профессионализме сварщика.
В последнее время всё чаще можно встретить положительные отзывы про рутиловые электроды. Мол, они легко разжигаются, практически не выделяют шлака при сгорании, а шов отличается своей прочностью и чистотой.
Почему рутиловыми электродами проще варить? Какие марки их бывают, и каков состав у рутиловых электродов?
Почему рутиловыми электродами варить проще
Сами рутиловые электроды, как и большинство других электродов, даже с основным покрытием, состоят из металлического стержня. Их основное отличие, это состав обмазки, он содержит двуокись титана, что в целом, благоприятным образом влияет на сварочный процесс.
Их основное отличие, это состав обмазки, он содержит двуокись титана, что в целом, благоприятным образом влияет на сварочный процесс.
В отличие от электродов с основным покрытием, рутиловые, выделяет ряд таких преимуществ, как:
- Лёгкий розжиг, как первый раз, так и все последующие разы. Электроды с рутиловым покрытием очень хорошо разжигаются повторно;
- Варить рутиловыми электродами можно во всех пространственных положениях;
- Сварочный шов получается ровный, практически гладкий, с мелкочешуйчатым рисунком;
- Рутиловые электроды за счет отсутствия некоторых вредных компонентов в обмазке, наносят меньший вред здоровью сварщика;
- При сварке практически отсутствует разбрызгивание металла;
- Шлаковая корка имеет легкое отделение от шва.
Вследствие всех вышеперечисленных преимуществ, варить рутиловыми электродами гораздо проще, особенно начинающим сварщикам. Рассмотрим, из чего состоят электроды с рутиловой обмазкой, и что входит в их состав.
Из чего состоят электроды с рутиловым покрытием
Стальной пруток и обмазка, состав которой наполовину составляет рутил, почти 50%.
Также в электродной обмазке содержатся следующие компоненты:
- Полевой шпат;
- Магнезит;
- Декстрин;
- Ферромарганец.
В качестве электродного стержня, чаще всего, при изготовлении рутиловых электродов применяется проволока Св-08А и подобная. При расплавлении она хорошо взаимодействует со всеми малолегированными и низкоуглеродистыми сталями.
При маркировке рутиловых электродов указывается буква «Р». Она ставится в конце аббревиатуры марки электродов. Также на конце может быть буква «Ц», которая указывает на наличие в составе рутиловых электродов такого компонента, как целлюлоза.
Лучшими марками рутиловых электродов считаются такие электроды, как: МР-3, ОЗС-4 и ОЗС-6, электроды АНО и ЗРС-1, а также ЗРС-2. Данные электроды позволяют создавать качественный сварной шов, они не столь требовательны к подготовке металла.
Рутиловые электроды — характеристики и важные особенности сварки
Рутиловые электроды во многих случаях являются оптимальным выбором для дуговой сварки черных и низколегированных материалов. Наплавной шов, сформированный с их помощью, обладает хорошими параметрами прочности. Помимо этого возможны различные варианты положения сварки. Эти положительные качества являются следствием их состава – основы покрытия.
Особенности
Рутиловые электроды изготавливают из стального прута марки С-08, с последующим нанесением твердого протектора. Он же формируется из минерала рутил – двуокись метана, которая составляет более 50% от общего объема. Благодаря его свойствам во время сварки формируется шов, характеристики которого соответствуют спокойной или полуспокойной стали. По сравнению с кислым покрытием вероятность появления трещин на материале значительно ниже.
К другим особенностям рутиловых электродов можно отнести:
- Стабильная дуга при работе в режиме переменного тока.
- Небольшой процент разбрызгивания металла во время сварки – 3%.
- Возможность формирования шва или наплава даже на частично ржавой или мокрой поверхности.

В отличие от так называемых кислых электродов, рутиловые во время сварки повышают щелочность шлака, тем самым увеличивая ударную вязкость металла. Именно это является причиной низкой вероятности появления горячих трещин. Однако после высокотемпературной прокалки электродов во время сварки нередко возникают поры в шве. Для снижения вероятности этого явления рекомендуется работать по влажной поверхности металла. Этим достигается уменьшение водорода, который является основной причиной появления пор.
Виды и технические характеристики

При выборе определенного вида изделия следует обращать внимание на его марку. В номенклатурном наименовании «Э» означает электрод, а 42 – прочность сформированного шва на разрыв. Наряду с этим существует ограничение на положение сварки – невозможно формирование шва при вертикальном направлении сверху вниз. После формирования соединения шлаковая корка легко удаляется.
Характерным свойством является сохранение качества шва при изменении длины дуги. Но лучший результат достигается при короткой дуге. Режим работы сварочного аппарата — постоянный ток с обратной полярностью.
Технические характеристики Э42:
Технические характеристики Э46:
Рекомендуемое значение тока сварки для различных диаметров электродов и их положений:
Область применения
Сварные прутки с рутиловым покрытием предназначены для формирования ответственных соединений в стальных конструкциях из низколегированных и углеродистых сталей. Работы выполняются только в ручном режиме. Помимо этого, они могут применяться для создания ремонтной наплавки на поверхности стальных изделий.
Помимо этого, они могут применяться для создания ремонтной наплавки на поверхности стальных изделий.
Эксплуатационные качества шва:
- Сохраняет свои свойства при динамических нагрузках в условиях отрицательных температур.
- Применяют в судостроительном и станкостроительном производстве.
- Изготовление емкостей, работающих под высоким давлением.
Такая широкая область применения стала возможной благодаря уникальным качествам рутиловых электродов. Перед работой следует выполнить прокалку изделий при температуре до 350°С в течение часа.
В настоящее время у вас недостаточно прав для чтения этого закона
В настоящее время у вас недостаточно прав для чтения этого закона Логотип Public.Resource.OrgЛоготип представляет собой черно-белый рисунок улыбающегося тюленя с усами. Вокруг печати красная круглая полоса с белым шрифтом, на которой в верхней половине написано «The Creat Seal of the Seal of Approval», а в нижней половине «Public. Resource.Org». На внешней стороне красной круглой марки находится круглая серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.
Resource.Org». На внешней стороне красной круглой марки находится круглая серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.Public.Resource.Org
Хилдсбург, Калифорния, 95448
США
Этот документ в настоящее время недоступен для вас!
Дорогой земляк:
В настоящее время вам временно отказано в доступе к этому документу.
Public Resource судится за ваше право читать и высказываться в соответствии с законом. Для получения дополнительной информации см. досье этого незавершенного судебного дела:
Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA), и Американское общество инженеров по отоплению, охлаждению и кондиционированию воздуха (ASHRAE) v.Public.Resource.Org (общедоступный ресурс), DCD 1:13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за
ваше право читать и говорить о законах, по которым мы хотим управлять собой как демократическим обществом.
Чтобы подать заявку на получение лицензии на чтение этого закона, ознакомьтесь со Сводом федеральных правил или применимыми законами и правилами штата. для имени и адреса поставщика.Для получения дополнительной информации о указах правительства и ваших правах как гражданина в соответствии с верховенством права , пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов. Более подробную информацию о нашей деятельности вы можете найти на сайте Public Resource. в нашем реестре деятельности 2015 года. [2][3]
Благодарим вас за интерес к чтению закона. Информированные граждане являются фундаментальным требованием для того, чтобы наша демократия работала. Я ценю ваши усилия и приношу извинения за неудобства.
С уважением,
Карл Маламуд
Public.Resource.Org
7 ноября 2015 г.
Примечания
[1] http://www.archive.org/download/gov.uscourts.dcd.161410/gov.uscourts.dcd.161410.docket.html
[2] https://public. resource.org/edicts/
resource.org/edicts/
[3] https://public.resource.org/pro.docket.2015.html
%PDF-1.5 % 217 0 объект > эндообъект внешняя ссылка 217 83 0000000016 00000 н 0000003340 00000 н 0000003454 00000 н 0000004117 00000 н 0000004154 00000 н 0000004202 00000 н 0000004250 00000 н 0000004364 00000 н 0000004481 00000 н 0000005775 00000 н 0000006956 00000 н 0000008189 00000 н 0000009430 00000 н 0000009566 00000 н 0000010331 00000 н 0000010748 00000 н 0000011019 00000 н 0000011619 00000 н 0000011876 00000 н 0000011903 00000 н 0000012404 00000 н 0000012844 00000 н 0000014044 00000 н 0000015470 00000 н 0000016176 00000 н 0000016288 00000 н 0000016556 00000 н 0000017073 00000 н 0000018290 00000 н 0000019394 00000 н 0000022044 00000 н 0000030708 00000 н 0000037859 00000 н 0000044679 00000 н 0000044735 00000 н 0000044781 00000 н 0000044894 00000 н 0000044964 00000 н 0000045069 00000 н 0000050900 00000 н 0000051171 00000 н 0000051568 00000 н 0000052264 00000 н 0000052943 00000 н 0000089159 00000 н 0000089198 00000 н 0000126517 00000 н 0000126556 00000 н 0000131448 00000 н 0000131487 00000 н 0000131562 00000 н 0000131593 00000 н 0000131668 00000 н 0000137332 00000 н 0000137663 00000 н 0000137729 00000 н 0000137845 00000 н 0000143509 00000 н 0000144709 00000 н 0000145094 00000 н 0000145169 00000 н 0000145200 00000 н 0000145275 00000 н 0000146525 00000 н 0000146849 00000 н 0000146915 00000 н 0000147031 00000 н 0000148281 00000 н 0000148613 00000 н 0000148991 00000 н 0000166347 00000 н 0000171722 00000 н 0000253065 00000 н 0000270198 00000 н 0000287331 00000 н 0000294180 00000 н 0000313842 00000 н 0000319412 00000 н 0000323561 00000 н 0000327710 00000 н 0000334223 00000 н 0000340811 00000 н 0000001956 00000 н трейлер ]/предыдущая 765475>> startxref 0 %%EOF 299 0 объект >поток ч, Vkh[e~$’1’iZ»MeH&Xu]m]ڮ[s1: α?D?cL q?wkMV $y}\
Изучение возможностей применения специальных рутиловых электродов для сварки микролегированных сталей
[1]
М. Ракин, Н. Байич, М. Мрдак, Д. Велич, М. Арсич, Анализ механических и структурных свойств сварных соединений микролегированных сталей в зависимости от качества порошковой проволоки, Технический вестник 20, 4, 2013, стр. 635-640 .
Ракин, Н. Байич, М. Мрдак, Д. Велич, М. Арсич, Анализ механических и структурных свойств сварных соединений микролегированных сталей в зависимости от качества порошковой проволоки, Технический вестник 20, 4, 2013, стр. 635-640 .
DOI: 10.4028/www.scientific.net/amr.1029.170
[2]
С.Цветковский, В. Грабулов, Д. Славков, Ю. Магдески: Влияние химического состава и скорости охлаждения на характеристики металла шва, сварные соединения пилой, УДК/УДК: 621. 791. 754. 051. 669. 14., Сварка . Сварная конструкция. (2/2003), стр. 67-74.
(2/2003), стр. 67-74.
[3] Дж.Босанский, Г.М. Эванс: Взаимосвязь между свойствами металлов сварного шва, микролегированных V и Nb, и их структурой и основой, IIW Doc II-A-844-91.
[4]
Магудесваран Г. , Баласубраманян В., Мадхусудхан Редди Г., Баласубрамаян Т.С.Влияние сварочных процессов и расходных материалов на растяжение и ударные свойства соединений высокопрочных закаленных и отпущенных сталей. Джей Айрон Стил Рез Интер 2008; 15(6): стр.87-94.
, Баласубраманян В., Мадхусудхан Редди Г., Баласубрамаян Т.С.Влияние сварочных процессов и расходных материалов на растяжение и ударные свойства соединений высокопрочных закаленных и отпущенных сталей. Джей Айрон Стил Рез Интер 2008; 15(6): стр.87-94.
DOI: 10.1016/s1006-706x(08)60273-3
[5] П.Т. Олдланд, К. В. Рэмси, Д. К. Мэтлок, Д.Л. Олсон, Существенные особенности микроструктуры металла сварного шва высокопрочной стали, Welding Journal, 1989, стр.158.
[6]
С. Рагу Натан, В. Баласубраманян, С. Маларвижи, А.Г. Рао; Влияние сварочных процессов на механические и микроструктурные характеристики соединений высокопрочных низколегированных корабельных сталей. Оборонные технологии, том 11, выпуск 3, 2015 г., стр. 308.
Рагу Натан, В. Баласубраманян, С. Маларвижи, А.Г. Рао; Влияние сварочных процессов на механические и микроструктурные характеристики соединений высокопрочных низколегированных корабельных сталей. Оборонные технологии, том 11, выпуск 3, 2015 г., стр. 308.
DOI: 10.1016/j.dt.2015.06.001
[7] С.Лю, Дж. Э. Индакочеа, Контроль химического состава и микроструктуры сварных деталей из низкоуглеродистой микролегированной стали, IIW Doc II-A-886-93.
[8]
Г. М. Эванс, Влияние тепловложения на микроструктуру и свойства всех наплавленных металлов, Welding Journal, 61, 4, 1982, стр. 125-132.
М. Эванс, Влияние тепловложения на микроструктуру и свойства всех наплавленных металлов, Welding Journal, 61, 4, 1982, стр. 125-132.
[9] Г.М. Эванс, Влияние межпроходной температуры на микроструктуру и свойства всех наплавленных металлов, Welding Review, 1, 1982, стр. 14-20.
[10]
API Spec 5CT, Спецификация для обсадных и насосно-компрессорных труб, Американский институт нефти, (2002 г. ).
).
[11] Г.Л.Ф. Пауэлл, Г. Херфурт, Свойства надреза по Шарпи и микроструктура ферритных сварных швов с узким зазором закаленного и отпущенного стального листа.Металл. Матер. Транс. А: Физ. Металл. Матер. наук, 29А, 11, 1998, с.2775 – 2784.
DOI: 10.1007/s11661-998-0318-4
[12]
Т.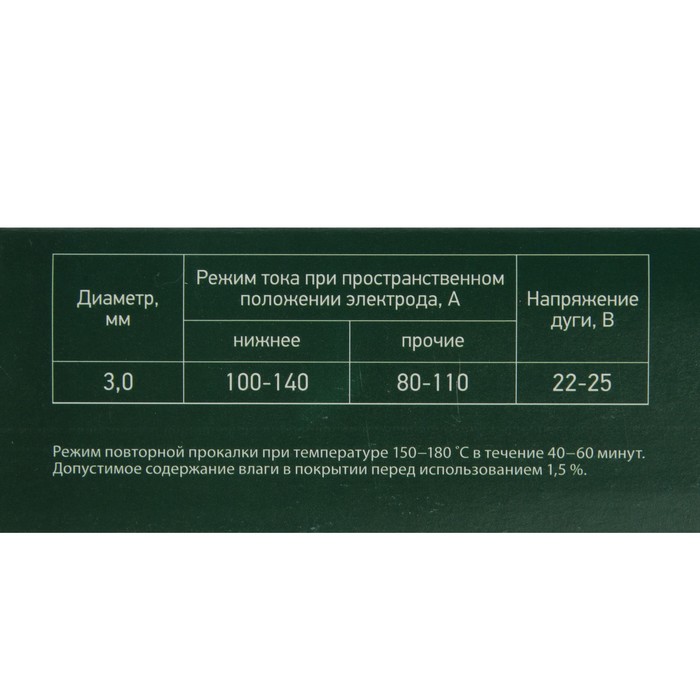 Wegrzyn, Классификация металлических наплавок по количеству азота. В: Материалы 10-й Международной морской и полярной инженерной конференции, 4, 11, 2000 г., стр. 130–134.
Wegrzyn, Классификация металлических наплавок по количеству азота. В: Материалы 10-й Международной морской и полярной инженерной конференции, 4, 11, 2000 г., стр. 130–134.
[13] Дж.Ф. душ Сантуш, В.Р. душ Сантос, Дж. К. Хорхе, Свойства металла сварного шва с ферритной порошковой проволокой, наплавленного в диапазоне давлений от 51 бар до 110 бар. Материалы 6-й Международной морской и полярной инженерной конференции, часть 4, Лос-Анджелес, Калифорния, США, 1996 г., стр. 141.
Ручная дуговая сварка металлическим электродом (MMA или MMAW), также известная как дуговая сварка в среде защитного газа (SMAW), дуговая сварка в среде защитного флюса или электродуговая сварка, представляет собой процесс, при котором дуга зажигается между металлическим стержнем, покрытым электродным флюсом, и заготовкой. .И стержень, и поверхность заготовки плавятся, образуя сварной шов.
.И стержень, и поверхность заготовки плавятся, образуя сварной шов.
Ручная дуговая сварка металлом была впервые изобретена в России в 1888 году. Она включала в себя стержень из чистого металла без флюсового покрытия для создания защитной газовой защиты. Электроды с покрытием не разрабатывались до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании был введен квазидуговой метод. Стоит отметить, что электроды с покрытием медленно внедрялись из-за их высокой стоимости.Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная дуга по металлу стала синонимом электродов с покрытием. Когда дуга зажигается между металлическим стержнем (электродом) и заготовкой, и стержень, и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное расплавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы. Шлак затвердеет и остынет, и его необходимо срезать с валика сварного шва после завершения сварки (или перед наплавкой следующего прохода).
Шлак затвердеет и остынет, и его необходимо срезать с валика сварного шва после завершения сварки (или перед наплавкой следующего прохода).
Этот процесс позволяет производить только короткие сварные швы, прежде чем потребуется вставить новый электрод в держатель сварочного электрода. Проплавление низкое, а качество готового наплавленного металла в значительной степени зависит от навыков сварщика.
Типы флюсов/электродов
Чтобы зажечь дугу между электродом и основным металлом, таким как углеродистая сталь, и получить сварной шов хорошего качества, сварщики должны убедиться, что их сварочные аппараты оснащены подходящими электродами.Стабильность дуги, глубина проплавления, скорость осаждения металла и позиционные возможности в значительной степени зависят от химического состава флюсового покрытия на электроде. Электроды можно разделить на три основные группы:
Целлюлозные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокую скорость сварки. Сварочный нагар может быть грубым, а с жидким шлаком удаление шлака может быть затруднено.Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Сварочный нагар может быть грубым, а с жидким шлаком удаление шлака может быть затруднено.Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Особенности
Глубокое проникновение во всех положениях
Пригодность для вертикальной сварки вниз
Достаточно хорошие механические свойства
Высокий уровень образования водорода — риск растрескивания в зоне термического влияния (ЗТВ)
Рутиловые электроды содержат большое количество оксида титана (рутила) в покрытии.Оксид титана способствует легкому зажиганию дуги, плавной работе дуги и малому разбрызгиванию. Эти электроды являются электродами общего назначения с хорошими сварочными свойствами. Их можно использовать с источниками переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых соединений в горизонтальном/вертикальном (Г/В) положении.
Особенности
Умеренные механические свойства металла сварного шва, такие как предел прочности при растяжении
Хороший профиль борта из вязкого шлака
Возможна позиционная сварка с жидким шлаком (содержащим фторид)
Легко удаляемый шлак
Основные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии.Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также является быстрозастывающим, что облегчает сварку в вертикальном и потолочном положении. Эти электроды используются для сварки изделий среднего и большого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (за счет высокой жесткости).
Особенности
Электроды с металлическим порошком содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока. Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент осажденного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии. Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент осажденного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии. Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Источник питания
Электроды могут работать от источников переменного и постоянного тока. Не все электроды постоянного тока могут работать от источников переменного тока, однако электроды переменного тока могут использоваться как от переменного, так и от постоянного тока.
Сварочный ток
Уровень сварочного тока определяется размером электрода – производители рекомендуют нормальный рабочий диапазон и силу тока. Типичные рабочие диапазоны для выбора размеров электродов показаны в таблице. Как правило, при выборе подходящего уровня тока электроду требуется около 40 А на миллиметр (диаметр). Таким образом, предпочтительный уровень тока для электрода диаметром 4 мм составляет 160 А, но допустимый рабочий диапазон составляет от 140 до 180 А.
Типичные рабочие диапазоны для выбора размеров электродов показаны в таблице. Как правило, при выборе подходящего уровня тока электроду требуется около 40 А на миллиметр (диаметр). Таким образом, предпочтительный уровень тока для электрода диаметром 4 мм составляет 160 А, но допустимый рабочий диапазон составляет от 140 до 180 А.
Транзисторная (инверторная) технология в настоящее время позволяет производить очень маленькие и сравнительно легкие источники питания. Эти источники питания находят все более широкое применение для сварки на стройплощадке, где их можно легко транспортировать с работы на работу.Поскольку они имеют электронное управление, для сварки TIG и MIG доступны дополнительные устройства, которые повышают гибкость. Электроды теперь доступны в герметичных контейнерах. Эти вакуумные пакеты избавляют от необходимости запекать электроды непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, важно, чтобы электроды были повторно высушены в соответствии с инструкциями производителя.
Артикул: Ручная дуговая сварка металлическим электродом MMA Process – TWI Ltd
Электроды для дуговой сварки— арифметические
электроды для дуговой сваркиЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ Мягкая сталь — с рутиловым покрытием — общего назначения Бренд Имя Подсказка Цвет Классификация АС/НЗС 4855Б: 2007 УЭЛДВЭЛЛ Ph38 СИНИЙ E4313A Маркировка флюса Тел38 6013 4313А КРАСНЫЙ E4313A СЕРЕБРО E4313A 48А Маркировка флюса Ф58А 6013 4313А УЭЛДВЭЛЛ РН68 КРАСНЫЙ E6013 E6013 E6013 ФИОЛЕТОВЫЙ E4303A E6013 Маркировка флюса РН78 6013 4303А 2.0 2,5 3.2 4.0 БЕЛЫЙ E4924A 7024 Маркировка флюса РН7024 4924А E7024 2,5 3.2 4.0 70-100 90-135 130-180 КОРИЧНЕВЫЙ E4311A 31А Маркировка флюса Ф41А 6011 4311А E6011 2,5 3.2 4.0 5,0 БЕЛЫЙ 27 Маркировка флюса Телефон 37 7048 4948А E4948AU H5 E7048-h5 2,5 3.2 4.0 60-95 90-140 120-190 КРАСНЫЙ 56С Маркировка флюса ПХ56С 7016 4916А УЭЛДВЭЛЛ РН77 Маркировка флюса РН77 7018-1 4918-1А СИНИЙ C6H Маркировка флюса ПХК6Х 7028 4928А E7016 H8 E7018-1 Н8 90-140 130-160 180-210 260-320 2,5 60-95 3,2 90-125 4,0 115-175 E4928AU H5 E7028-H8 3.
 2
4.0
5,0
2,5 60-100
3.2 85-140
4,0 100-180
АМС А5.4:2006
Э316Л-17
Э309Л-17
50 В переменного тока или постоянный ток +
WELDWELL БЕЛЫЙ ES309L-17
РН RS309LC
PH RS309LC — электрод с рутиловым покрытием для всех положений.
для сварки нержавеющей стали, содержащей 22-25% Cr
RS309 и 12-14% Ni. RS309LC также может использоваться для
ЖК
сварка разнородных металлов, например из нержавеющей стали
Маркировка флюса
18/8 для мягкой стали.
PHRS309LC
УЭЛДВЭЛЛ
РН 22.9.3LR
ЗЕЛЕНЫЙ ES2209-16
2,5 60-105
3,2 90-145
4,0 140-200
5,0 180-300
70 В переменного тока постоянного тока +
Ph500
ЗОЛОТО
РСП
СВАРОЧНЫЙ СВЕТЛО-СИНИЙ
HI-TEN 8
HI-TEN
8
80-130
3.2 170-250
4,0 220-350
Прочный хромомарганцевый сплав, используемый для изнашиваемых
рельсы, валы, грунтозацепы, лопаточные накладки, траки, 3,2
направляющие колеса, штифты драглайна и т. д. Типичный неразбавленный 4.0
твердость 38Rc.
1855-А4
600
Универсальная, недорогая твердая наплавка для прямых
углеродистая, низколегированная или марганцевая сталь. Я
упрочняющий налет обладает высокой стойкостью к истиранию.
2
4.0
5,0
2,5 60-100
3.2 85-140
4,0 100-180
АМС А5.4:2006
Э316Л-17
Э309Л-17
50 В переменного тока или постоянный ток +
WELDWELL БЕЛЫЙ ES309L-17
РН RS309LC
PH RS309LC — электрод с рутиловым покрытием для всех положений.
для сварки нержавеющей стали, содержащей 22-25% Cr
RS309 и 12-14% Ni. RS309LC также может использоваться для
ЖК
сварка разнородных металлов, например из нержавеющей стали
Маркировка флюса
18/8 для мягкой стали.
PHRS309LC
УЭЛДВЭЛЛ
РН 22.9.3LR
ЗЕЛЕНЫЙ ES2209-16
2,5 60-105
3,2 90-145
4,0 140-200
5,0 180-300
70 В переменного тока постоянного тока +
Ph500
ЗОЛОТО
РСП
СВАРОЧНЫЙ СВЕТЛО-СИНИЙ
HI-TEN 8
HI-TEN
8
80-130
3.2 170-250
4,0 220-350
Прочный хромомарганцевый сплав, используемый для изнашиваемых
рельсы, валы, грунтозацепы, лопаточные накладки, траки, 3,2
направляющие колеса, штифты драглайна и т. д. Типичный неразбавленный 4.0
твердость 38Rc.
1855-А4
600
Универсальная, недорогая твердая наплавка для прямых
углеродистая, низколегированная или марганцевая сталь. Я
упрочняющий налет обладает высокой стойкостью к истиранию. Депозит податлив и поддается ковке в горячем состоянии.
Типичная неразбавленная твердость 59Rc
КРАСНЫЙ
2360-А4
40-80
60-100
90-140
40-80
60-100
700
ВИА
АБРАЗОКОРД
43
ПРОСТОЙ
43
Маркировка флюса
45-70 WIA AC 43
70-110
ВИДАЛЛОЙ 11
45-70
70-110
Маркировка флюса
Никто
ВИДАЛЛОЙ 30
ЗОЛОТО
Э Fe3
AC 50V или DC+ или -
3.2 95-145
4,0 125-180
5,0 190-280
AC 50V или DC+ или -
PH 700 представляет собой ударопрочный сплав с высоким содержанием углерода и хрома.
сильному истиранию и обладает хорошей стойкостью к
образование накипи и коррозии при высоких температурах. Это может быть
напыление непосредственно на мягкую сталь или низколегированную сталь,
аустенитная марганцевая сталь. Однако, когда
основной металл закаливаемый или высоколегированный, буферный слой
PH 56S, PH 77 или RSP из нержавеющего сплава могут быть
необходимый. Типичная неразбавленная твердость 62Rc.
2465-А4
3,2 110-130
4,0 130-180
55 В переменного тока или постоянный ток +
Покрытие Abrasocord 43 чрезвычайно устойчиво к истиранию
карбиды хрома/ниобия, которые также имеют умеренные
к сильной ударопрочности.
Депозит податлив и поддается ковке в горячем состоянии.
Типичная неразбавленная твердость 59Rc
КРАСНЫЙ
2360-А4
40-80
60-100
90-140
40-80
60-100
700
ВИА
АБРАЗОКОРД
43
ПРОСТОЙ
43
Маркировка флюса
45-70 WIA AC 43
70-110
ВИДАЛЛОЙ 11
45-70
70-110
Маркировка флюса
Никто
ВИДАЛЛОЙ 30
ЗОЛОТО
Э Fe3
AC 50V или DC+ или -
3.2 95-145
4,0 125-180
5,0 190-280
AC 50V или DC+ или -
PH 700 представляет собой ударопрочный сплав с высоким содержанием углерода и хрома.
сильному истиранию и обладает хорошей стойкостью к
образование накипи и коррозии при высоких температурах. Это может быть
напыление непосредственно на мягкую сталь или низколегированную сталь,
аустенитная марганцевая сталь. Однако, когда
основной металл закаливаемый или высоколегированный, буферный слой
PH 56S, PH 77 или RSP из нержавеющего сплава могут быть
необходимый. Типичная неразбавленная твердость 62Rc.
2465-А4
3,2 110-130
4,0 130-180
55 В переменного тока или постоянный ток +
Покрытие Abrasocord 43 чрезвычайно устойчиво к истиранию
карбиды хрома/ниобия, которые также имеют умеренные
к сильной ударопрочности. Электрод имеет очень
высокая эффективность осаждения 190%. Типичные области применения
цементная и кирпичная промышленность, дробление, общее
землеройная, горнодобывающая и сельскохозяйственная отрасли. А
рекомендуется буферный слой RSP или 56S или 77.
Типичная неразбавленная твердость 64-69Rc.
3360-А1
3,2 115-140
4,0 140-185
50 В переменного тока или постоянного тока + или -
11
Трубчатый стержень с твердым покрытием с 60% карбида вольфрама,
грубая сетка. Крепость депозита 1800 ВПН. Идеал
для зубьев рыхлителя, зубьев траншеекопателя, алмазного керна
сверла, развертки и т. д. Высочайшая стойкость к истиранию.Типичная неразбавленная жесткость 1800 ВЧ
КРАСНЫЙ
2355-А1
ВИДАЛЛОЙ
95-145
125-200
6,0
90-145
6,0
80-125
3.2
85-135
50 В переменного тока или постоянного тока + или -
Трубчатый стержень с твердой облицовкой, дающий хромирование
30
ВИДАЛЛОЙ
40-80 Маркировка флюса
60-100 Нет
90-140
АЛЬЯРК
2,5
3.2
4.0
40-75
Маркировка флюса 60-100
90-140 Нет
2,5
3.2
40-75
75-125
СПЕЦИАЛЬНЫЕ ПРИМЕНЕНИЯ
Возможно, перечисленные выше продукты в этом ассортименте не подходят для вашего применения.
Электрод имеет очень
высокая эффективность осаждения 190%. Типичные области применения
цементная и кирпичная промышленность, дробление, общее
землеройная, горнодобывающая и сельскохозяйственная отрасли. А
рекомендуется буферный слой RSP или 56S или 77.
Типичная неразбавленная твердость 64-69Rc.
3360-А1
3,2 115-140
4,0 140-185
50 В переменного тока или постоянного тока + или -
11
Трубчатый стержень с твердым покрытием с 60% карбида вольфрама,
грубая сетка. Крепость депозита 1800 ВПН. Идеал
для зубьев рыхлителя, зубьев траншеекопателя, алмазного керна
сверла, развертки и т. д. Высочайшая стойкость к истиранию.Типичная неразбавленная жесткость 1800 ВЧ
КРАСНЫЙ
2355-А1
ВИДАЛЛОЙ
95-145
125-200
6,0
90-145
6,0
80-125
3.2
85-135
50 В переменного тока или постоянного тока + или -
Трубчатый стержень с твердой облицовкой, дающий хромирование
30
ВИДАЛЛОЙ
40-80 Маркировка флюса
60-100 Нет
90-140
АЛЬЯРК
2,5
3.2
4.0
40-75
Маркировка флюса 60-100
90-140 Нет
2,5
3.2
40-75
75-125
СПЕЦИАЛЬНЫЕ ПРИМЕНЕНИЯ
Возможно, перечисленные выше продукты в этом ассортименте не подходят для вашего применения. проблема. У нас есть доступ к широкому спектру специализированных продуктов через нашу международную
партнеры.Свяжитесь с ближайшим дистрибьютором Weldwell или техническим торговым представителем для
помощь.
карбид аустенитного железа. Хорошее воздействие и
устойчивость к высокому истиранию. Твердость отложений
52-58Rс. Идеально подходит для поворотных молотков, дробильных валков,
зубья ковша, ковши лопаты, скребковые лезвия и т. д.
Типичная неразбавленная твердость 58Rc.
Специальные сварочные электроды
ПРОСТОЙ
СОЮЗНИК
АРК
50 В переменного тока или постоянный ток +
Был разработан, чтобы дать очень хорошие силы в
повышенные температуры в сочетании с коррозией
сопротивление, высокая ударная вязкость и износостойкость.То
специальное покрытие дает плотные отложения без пористости
практически без брызг. Сварные швы наносятся на
максимально возможная скорость с наименьшим количеством базы
нагрев металла с использованием очень малых токов. Растяжение 825
МПа с высокими антитрещинными свойствами.
проблема. У нас есть доступ к широкому спектру специализированных продуктов через нашу международную
партнеры.Свяжитесь с ближайшим дистрибьютором Weldwell или техническим торговым представителем для
помощь.
карбид аустенитного железа. Хорошее воздействие и
устойчивость к высокому истиранию. Твердость отложений
52-58Rс. Идеально подходит для поворотных молотков, дробильных валков,
зубья ковша, ковши лопаты, скребковые лезвия и т. д.
Типичная неразбавленная твердость 58Rc.
Специальные сварочные электроды
ПРОСТОЙ
СОЮЗНИК
АРК
50 В переменного тока или постоянный ток +
Был разработан, чтобы дать очень хорошие силы в
повышенные температуры в сочетании с коррозией
сопротивление, высокая ударная вязкость и износостойкость.То
специальное покрытие дает плотные отложения без пористости
практически без брызг. Сварные швы наносятся на
максимально возможная скорость с наименьшим количеством базы
нагрев металла с использованием очень малых токов. Растяжение 825
МПа с высокими антитрещинными свойствами. 4.0
AC 50V или DC+ или -
РОЗОВЫЙ
75 В переменного тока или постоянный ток +
При этом наплавляется металл аустенитно-ферритной группы.
структура, которая очень устойчива к растрескиванию. Следовательно
его использование там, где комбинации металлов могут вызвать
трещин другими методами. Weldwell RSP также используется
для сварки устойчивых к ползучести сталей, таких как 5% Cr-0.5% Мо,
где нельзя применить PWHT. Для присоединения мягкого к
нержавеющая сталь. Очень хорошо подходит для ремонтной сварки.
АВС А5.13 2000
Е Fe2
65-95 СВАРКА
75-130 РН 600
115-165
Проблемные стали
УЭЛДВЭЛЛ
РСП
Электрод с толстым покрытием, обеспечивающий высокую подвижность.
средства резки, строжки и прокалывания большинства сталей,
с использованием стандартного оборудования для дуговой сварки на переменном или постоянном токе.
Создает очень высокое усилие дуги и может использоваться для
общая резка и проточка канавок при подготовке швов,
удаление дефектных сварных швов и утилизация брака
металл и т.д.
400
Абразокорд
2.
4.0
AC 50V или DC+ или -
РОЗОВЫЙ
75 В переменного тока или постоянный ток +
При этом наплавляется металл аустенитно-ферритной группы.
структура, которая очень устойчива к растрескиванию. Следовательно
его использование там, где комбинации металлов могут вызвать
трещин другими методами. Weldwell RSP также используется
для сварки устойчивых к ползучести сталей, таких как 5% Cr-0.5% Мо,
где нельзя применить PWHT. Для присоединения мягкого к
нержавеющая сталь. Очень хорошо подходит для ремонтной сварки.
АВС А5.13 2000
Е Fe2
65-95 СВАРКА
75-130 РН 600
115-165
Проблемные стали
УЭЛДВЭЛЛ
РСП
Электрод с толстым покрытием, обеспечивающий высокую подвижность.
средства резки, строжки и прокалывания большинства сталей,
с использованием стандартного оборудования для дуговой сварки на переменном или постоянном токе.
Создает очень высокое усилие дуги и может использоваться для
общая резка и проточка канавок при подготовке швов,
удаление дефектных сварных швов и утилизация брака
металл и т.д.
400
Абразокорд
2. 5
3.2
4.0
50-100
70 В переменного тока или постоянный ток +
Маркировка флюса
Ph500
50 В переменного тока или постоянный ток +
PH 22.9.3 LR — электрод для дуговой сварки во всех положениях.
для сварки дуплексной нержавеющей стали, такой как SAF 2205
22.9.3 и SAF 2304. Электрод легко сваривается,
ЛР
Маркировка флюса
обладает хорошими свойствами повторного воспламенения, что позволяет
РН 22.9.3LR
позиционная сварка должна выполняться легко.
Маркировка флюса
WELDWELL HI TEN 8
4,0 200-230
5,0 260-340
E2209-16
3.2
Электроды для наплавки
Маркировка флюса
РН700
2,5
3.2
AC 45V или DC+ или -
Для сварки чугуна, для нанесения почти чистого никеля
который полностью поддается механической обработке.Узкая зона сплавления, таким образом
зоны теплового воздействия сведены к минимуму. Гладкий
тихая дуга.
65-95
AS/NZS 2576
75-130
115-165 СВАРОЧНАЯ ЖЕЛТАЯ 1435-A4
УЭЛДВЭЛЛ
РН 700
2,5
3.2
ENi-Cl
ПРОСТОЙ
К&Г
Маркировка флюса
РН600
2,5
3.2
4.0
Размер Текущий
(мм) Диапазон
АМС А5.15
Электроды для строжки и резки
Маркировка флюса
Никто
50 В переменного тока или постоянный ток +
PH RM316LC — низкоуглеродистый электрод для сварки
Молибденовые подшипниковые стали 316 и 316L.
5
3.2
4.0
50-100
70 В переменного тока или постоянный ток +
Маркировка флюса
Ph500
50 В переменного тока или постоянный ток +
PH 22.9.3 LR — электрод для дуговой сварки во всех положениях.
для сварки дуплексной нержавеющей стали, такой как SAF 2205
22.9.3 и SAF 2304. Электрод легко сваривается,
ЛР
Маркировка флюса
обладает хорошими свойствами повторного воспламенения, что позволяет
РН 22.9.3LR
позиционная сварка должна выполняться легко.
Маркировка флюса
WELDWELL HI TEN 8
4,0 200-230
5,0 260-340
E2209-16
3.2
Электроды для наплавки
Маркировка флюса
РН700
2,5
3.2
AC 45V или DC+ или -
Для сварки чугуна, для нанесения почти чистого никеля
который полностью поддается механической обработке.Узкая зона сплавления, таким образом
зоны теплового воздействия сведены к минимуму. Гладкий
тихая дуга.
65-95
AS/NZS 2576
75-130
115-165 СВАРОЧНАЯ ЖЕЛТАЯ 1435-A4
УЭЛДВЭЛЛ
РН 700
2,5
3.2
ENi-Cl
ПРОСТОЙ
К&Г
Маркировка флюса
РН600
2,5
3.2
4.0
Размер Текущий
(мм) Диапазон
АМС А5.15
Электроды для строжки и резки
Маркировка флюса
Никто
50 В переменного тока или постоянный ток +
PH RM316LC — низкоуглеродистый электрод для сварки
Молибденовые подшипниковые стали 316 и 316L. Сварка
Металл RM316 обладает превосходной стойкостью к точечной коррозии.
ЖК
Также подходит для сварки общего назначения
Нержавеющие стали 301, 302, 304 и 304L.сварка
Маркировка флюса
с короткой дугой.
PHRM316LC
Э318-16
50 В переменного тока или постоянный ток +
СВАРОЧНАЯ ЖЕЛТАЯ ES318-16
PHRM318LC
PHRM318LC наплавляет стабилизированный металл сварного шва
подходит для сварки AISI типов 318 и 316.
Депозит RM318 обладает высокой устойчивостью к коррозии при сильном
Маркировка флюса
ЖК
кислоты.
PHRM318LC
Маркировка флюса
УЭЛДВЭЛЛ РСП
70 В переменного тока постоянного тока +
Это низководородный железный порошок с КПД 195%.
Тип электрода для чистых гладких сварных швов в нижнем положении на толстом листе и соединениях в зажатом состоянии.
Обладает отличными механическими и рентгеновскими свойствами.
очень подходит для сварки узких V-образных швов.То
Покрытие Zircon Basic оставляет очень легко удаляемый слой.
шлак. ЛРС класс 3, 3YH5.
К&Г
DC+
E309MoL-17
50 В переменного тока или постоянный ток +
WELDWELL VIOLET ES309LMo-17
PHRS309MoLC
PH RS309MoLC — всепозиционный, с рутиловым покрытием.
Сварка
Металл RM316 обладает превосходной стойкостью к точечной коррозии.
ЖК
Также подходит для сварки общего назначения
Нержавеющие стали 301, 302, 304 и 304L.сварка
Маркировка флюса
с короткой дугой.
PHRM316LC
Э318-16
50 В переменного тока или постоянный ток +
СВАРОЧНАЯ ЖЕЛТАЯ ES318-16
PHRM318LC
PHRM318LC наплавляет стабилизированный металл сварного шва
подходит для сварки AISI типов 318 и 316.
Депозит RM318 обладает высокой устойчивостью к коррозии при сильном
Маркировка флюса
ЖК
кислоты.
PHRM318LC
Маркировка флюса
УЭЛДВЭЛЛ РСП
70 В переменного тока постоянного тока +
Это низководородный железный порошок с КПД 195%.
Тип электрода для чистых гладких сварных швов в нижнем положении на толстом листе и соединениях в зажатом состоянии.
Обладает отличными механическими и рентгеновскими свойствами.
очень подходит для сварки узких V-образных швов.То
Покрытие Zircon Basic оставляет очень легко удаляемый слой.
шлак. ЛРС класс 3, 3YH5.
К&Г
DC+
E309MoL-17
50 В переменного тока или постоянный ток +
WELDWELL VIOLET ES309LMo-17
PHRS309MoLC
PH RS309MoLC — всепозиционный, с рутиловым покрытием. электрод, который чрезвычайно подходит для сварки
RS309 из молибденсодержащей аустенитной нержавеющей стали
150 Макс.
2,5
МОЦ
200 Макс.
к углеродистым сталям, а для сварки буферных слоев 3.2
270 Макс. Маркировка флюса
из плакированных сталей AISI 316, из которых изготовлен последний виток
PHRS309MoLC
с РН RM316LC.AC 70V DC+ или - для корня
проходит по желанию
Железный порошковый электрод с низким содержанием водорода для сварки
стали, низколегированных, высокопрочных сталей и сталей для
Спецификация LT40 во всех положениях. Извлечение металла
около 115% и наплавленные сварные швы первого класса
для рентгена. РН77 сваривается короткой дугой и за счет
благодаря своим более высоким характеристикам тока сварка намного
быстрее, чем обычно. ЛРС класс 3, 4YH5.
Маркировка флюса
ПХКВ5 7015-Б2Л 52151КМЛП
E7015-B2L h5
Классификация
АС/НЗС 4855Б: 2007
ENiFe-Cl
AC 45V или DC+ или WIA
ЗЕЛЕНЫЙ
СУПЕРКАСТ
Наплавляет никель-железный сплав для сварки высших
НиФе
прочные чугуны, а также обычные серые чугуны.
электрод, который чрезвычайно подходит для сварки
RS309 из молибденсодержащей аустенитной нержавеющей стали
150 Макс.
2,5
МОЦ
200 Макс.
к углеродистым сталям, а для сварки буферных слоев 3.2
270 Макс. Маркировка флюса
из плакированных сталей AISI 316, из которых изготовлен последний виток
PHRS309MoLC
с РН RM316LC.AC 70V DC+ или - для корня
проходит по желанию
Железный порошковый электрод с низким содержанием водорода для сварки
стали, низколегированных, высокопрочных сталей и сталей для
Спецификация LT40 во всех положениях. Извлечение металла
около 115% и наплавленные сварные швы первого класса
для рентгена. РН77 сваривается короткой дугой и за счет
благодаря своим более высоким характеристикам тока сварка намного
быстрее, чем обычно. ЛРС класс 3, 4YH5.
Маркировка флюса
ПХКВ5 7015-Б2Л 52151КМЛП
E7015-B2L h5
Классификация
АС/НЗС 4855Б: 2007
ENiFe-Cl
AC 45V или DC+ или WIA
ЗЕЛЕНЫЙ
СУПЕРКАСТ
Наплавляет никель-железный сплав для сварки высших
НиФе
прочные чугуны, а также обычные серые чугуны. Идеально подходит для сварки низкоуглеродистой стали со всеми марками литья
железо. Наплавленный металл устойчив к растрескиванию и
Маркировка флюса
обрабатываемый. Идеально подходит для разнородной сварки
WIA SC NiFe
из этих утюгов в стали
90-140
110-180 Вт
DC+
Для сварки сталей, легированных 1,25% Cr/0,5% Mo.
Его также можно использовать для сварки сталей с содержанием 0,9 Cr/0,5% Mo. 2,5
РН КВ5 очень хорош во всех положениях. Металл шва 3.2
4.0
нечувствителен к растрескиванию при затвердевании.
PHRM316LC
70 В переменного тока постоянного тока +
Всепозиционный низководородный электрод, который
наплавляет очень чистый металл шва с исключительным
механические и рентгенологические свойства.Для использования на легких,
нелегированные, микролегированные и низколегированные стали, а также
для сталей до LT 40 сп. Используется с короткой дугой и
достаточно низкая скорость передвижения. ЛРС класс 3, 4YH5.
ЧЕРНЫЙ E4918-1AU H5
77
УЭЛДВЭЛЛ
PHC6H
E4916AU H5
ЗЕЛЕНЫЙ E5215-1CML H5
КВ5
E8015-B3L h5
Подсказка
Цвет
50-100
Маркировка
85-140 Флюс
WIA SC Ni
120-180
70 В переменного тока постоянного тока +
Для сварки сталей, легированных 2,25% Cr/1,0% Mo
и рекомендуется для сварки 0,5% Cr/0,5%
Mo/0,25% V сталь.
Идеально подходит для сварки низкоуглеродистой стали со всеми марками литья
железо. Наплавленный металл устойчив к растрескиванию и
Маркировка флюса
обрабатываемый. Идеально подходит для разнородной сварки
WIA SC NiFe
из этих утюгов в стали
90-140
110-180 Вт
DC+
Для сварки сталей, легированных 1,25% Cr/0,5% Mo.
Его также можно использовать для сварки сталей с содержанием 0,9 Cr/0,5% Mo. 2,5
РН КВ5 очень хорош во всех положениях. Металл шва 3.2
4.0
нечувствителен к растрескиванию при затвердевании.
PHRM316LC
70 В переменного тока постоянного тока +
Всепозиционный низководородный электрод, который
наплавляет очень чистый металл шва с исключительным
механические и рентгенологические свойства.Для использования на легких,
нелегированные, микролегированные и низколегированные стали, а также
для сталей до LT 40 сп. Используется с короткой дугой и
достаточно низкая скорость передвижения. ЛРС класс 3, 4YH5.
ЧЕРНЫЙ E4918-1AU H5
77
УЭЛДВЭЛЛ
PHC6H
E4916AU H5
ЗЕЛЕНЫЙ E5215-1CML H5
КВ5
E8015-B3L h5
Подсказка
Цвет
50-100
Маркировка
85-140 Флюс
WIA SC Ni
120-180
70 В переменного тока постоянного тока +
Для сварки сталей, легированных 2,25% Cr/1,0% Mo
и рекомендуется для сварки 0,5% Cr/0,5%
Mo/0,25% V сталь. Как и все жаропрочные стали
сварка, правильный предварительный нагрев и межпроходная температура 2.5
необходимо использовать контроль. РН КВ3 выставляет отличные 3.2
Сварные швы рентгеновского качества. Также подходит для сварки других 4.0
низколегированные, среднепрочные стали, где согласование или
желательны повышенная прочность и ударная вязкость.
АС/НЗС 4854Б: 2006
СВАРНАЯ КОРПУС ОРАНЖЕВАЯ ES316L-17
E7016 H8
45 В переменного тока (2.5,3.2) 55 В переменного тока
WELDWELL БРОНЗА E4916AU h20
(4.0) ДС+
Ph26TC
Ph26TC — это плавный, простой в использовании, все
Позиция 16TC с двойным покрытием, электрод с низким содержанием водорода для 2,5
60-90
применения из мягкой и низколегированной стали. Обеспечивает высокое
качественный, прочный металл сварного шва.Легкий повторный удар. Банка 3.2 90-135
эксплуатироваться на машинах переменного тока с низким OCV. ЛРС 4.0 140-190
Маркировка флюса
3, 4Yh20.
Ф26ТК 7016 4916А
УЭЛДВЭЛЛ
PH56S
2,5
3.2
4.0
Нержавеющая сталь
2,5
3.2
4.0
5,0
Бренд
Имя
ВИА
ПРОСТОЙ
SUPERCAST Ni
Тип PH 118 предназначен для сварки низколегированных высокопрочных сплавов.
Как и все жаропрочные стали
сварка, правильный предварительный нагрев и межпроходная температура 2.5
необходимо использовать контроль. РН КВ3 выставляет отличные 3.2
Сварные швы рентгеновского качества. Также подходит для сварки других 4.0
низколегированные, среднепрочные стали, где согласование или
желательны повышенная прочность и ударная вязкость.
АС/НЗС 4854Б: 2006
СВАРНАЯ КОРПУС ОРАНЖЕВАЯ ES316L-17
E7016 H8
45 В переменного тока (2.5,3.2) 55 В переменного тока
WELDWELL БРОНЗА E4916AU h20
(4.0) ДС+
Ph26TC
Ph26TC — это плавный, простой в использовании, все
Позиция 16TC с двойным покрытием, электрод с низким содержанием водорода для 2,5
60-90
применения из мягкой и низколегированной стали. Обеспечивает высокое
качественный, прочный металл сварного шва.Легкий повторный удар. Банка 3.2 90-135
эксплуатироваться на машинах переменного тока с низким OCV. ЛРС 4.0 140-190
Маркировка флюса
3, 4Yh20.
Ф26ТК 7016 4916А
УЭЛДВЭЛЛ
PH56S
2,5
3.2
4.0
Нержавеющая сталь
2,5
3.2
4.0
5,0
Бренд
Имя
ВИА
ПРОСТОЙ
SUPERCAST Ni
Тип PH 118 предназначен для сварки низколегированных высокопрочных сплавов. прочные стали с пределом прочности до 120 000 фунтов на квадратный дюйм, т.е.
Bisalloy 80, Sumiten 80S, TI и 4140. Кроме того, 3,2
118 идеально подходит для многих ремонтных сварных швов на высокопрочных 4.0
стали, т. е. зубья вилочного погрузчика, оси, валы и т. д. ABS
одобренный. Эти электроды должны быть очень сухими.КАК/НЗС 4856Б: 2006
WELDWELL АЛЮМИНИЕВЫЙ E5515-2C1ML H5
УЭЛДВЭЛЛ
РН КВ5
70 В переменного тока или постоянный ток +
Вертикальный электрод с низким содержанием водорода,
устраняет пробелы с удивительной легкостью. Сварка очень
быстро, с использованием больших токов и короткой дуги. сварные швы
имеют плоский профиль и нечувствительны к растрескиванию. ЛРС
3 класс, 3Ях25.
Размер Текущий
(мм) Диапазон
Чугун
Жаропрочная сталь – электроды с низким содержанием водорода
ПХКВ3 8015-Б3Л 55152К1МП
Мягкая/среднепрочная сталь – электроды с низким содержанием водорода
УЭЛДВЭЛЛ
Ph37
Маркировка флюса
Ph218 11018-G 7618-GA
60-95
70-125
130-170
Маркировка флюса 170-240
AC 50V или DC-
Этот тип разработан для глубокого проникновения
дуга с высокой скоростью выгорания.
прочные стали с пределом прочности до 120 000 фунтов на квадратный дюйм, т.е.
Bisalloy 80, Sumiten 80S, TI и 4140. Кроме того, 3,2
118 идеально подходит для многих ремонтных сварных швов на высокопрочных 4.0
стали, т. е. зубья вилочного погрузчика, оси, валы и т. д. ABS
одобренный. Эти электроды должны быть очень сухими.КАК/НЗС 4856Б: 2006
WELDWELL АЛЮМИНИЕВЫЙ E5515-2C1ML H5
УЭЛДВЭЛЛ
РН КВ5
70 В переменного тока или постоянный ток +
Вертикальный электрод с низким содержанием водорода,
устраняет пробелы с удивительной легкостью. Сварка очень
быстро, с использованием больших токов и короткой дуги. сварные швы
имеют плоский профиль и нечувствительны к растрескиванию. ЛРС
3 класс, 3Ях25.
Размер Текущий
(мм) Диапазон
Чугун
Жаропрочная сталь – электроды с низким содержанием водорода
ПХКВ3 8015-Б3Л 55152К1МП
Мягкая/среднепрочная сталь – электроды с низким содержанием водорода
УЭЛДВЭЛЛ
Ph37
Маркировка флюса
Ph218 11018-G 7618-GA
60-95
70-125
130-170
Маркировка флюса 170-240
AC 50V или DC-
Этот тип разработан для глубокого проникновения
дуга с высокой скоростью выгорания. Он используется прежде всего для
сварка трубы методом дымохода. РН
31А имеет хорошие механические и рентгеновские характеристики.
Техника касания или короткая дуга являются основными
реквизиты в зависимости от условий сварки.
ЛРС 3 класса.
118
КВ3
Мягкая сталь с целлюлозным покрытием
УЭЛДВЭЛЛ
Ph41A
КАК/НЗС 4857Б: 2006
ФИОЛЕТОВЫЙ E7618-GA H5
E11018-G h5
РН КВ3
AC 50V или DC-
PH7024 представляет собой рутиловый контактный датчик с толстым покрытием.
электрод, разработанный для высокоскоростной сварки мягких
сталь в плоском и горизонтальном положениях с использованием переменного или постоянного тока
прямая полярность.Содержание железного порошка во флюсе
покрытие дает высокую эффективность в сочетании с отличным
механические свойства. ЛРС 2 класс, 2л.
Классификация
AS/NZS 4855B:2007 AWS A5.5:2006
E7016-C1L H8 AC 70V DC+
WELDWELL АЛЮМИНИЕВЫЙ E4916 N5P h20
РН75
PH75 наносит наплавленный металл, легированный никелем,
75, что дает очень высокие ударные значения при температуре ниже нуля.
температуры.
Он используется прежде всего для
сварка трубы методом дымохода. РН
31А имеет хорошие механические и рентгеновские характеристики.
Техника касания или короткая дуга являются основными
реквизиты в зависимости от условий сварки.
ЛРС 3 класса.
118
КВ3
Мягкая сталь с целлюлозным покрытием
УЭЛДВЭЛЛ
Ph41A
КАК/НЗС 4857Б: 2006
ФИОЛЕТОВЫЙ E7618-GA H5
E11018-G h5
РН КВ3
AC 50V или DC-
PH7024 представляет собой рутиловый контактный датчик с толстым покрытием.
электрод, разработанный для высокоскоростной сварки мягких
сталь в плоском и горизонтальном положениях с использованием переменного или постоянного тока
прямая полярность.Содержание железного порошка во флюсе
покрытие дает высокую эффективность в сочетании с отличным
механические свойства. ЛРС 2 класс, 2л.
Классификация
AS/NZS 4855B:2007 AWS A5.5:2006
E7016-C1L H8 AC 70V DC+
WELDWELL АЛЮМИНИЕВЫЙ E4916 N5P h20
РН75
PH75 наносит наплавленный металл, легированный никелем,
75, что дает очень высокие ударные значения при температуре ниже нуля.
температуры. Он идеально подходит для работы на сайте
потому что с одной настройкой тока можно сваривать
во всех позициях. Отлично подходит для оцинкованной стали.
Маркировка флюса
РН68 6013 4313А
2,5
3.2
4.0
5,0
45 В переменного тока или постоянный ток +/-
Это обычный тип электрода, который сваривает
во всех позициях. Это хорошо для низкого напряжения холостого хода
машины и имеет легкий запуск и перезапуск
характеристики. Кроме того, он демонстрирует очень тихий ход.
с достаточно ровными отложениями. Очень полезный
электрод для сварки оцинкованной стали. LRS класс
2, 2г.E4313A
68
УЭЛДВЭЛЛ
РН78
AC 50V или DC-
Austarc 12P — это плавный рутиловый тип.
электрод для всех позиционных сварки мягкой стали.
Характеризуется умеренной силой и
Чрезвычайно стабильная дуга и обеспечивает превосходное
проникновение с низкими потерями на разбрызгивание.
Маркировка флюса
ВИА 4313А
УЭЛДВЭЛЛ
Ph58A
E6013
Универсальный электрод с рутилом средней плотности.
покрытие, дающее довольно быстро затвердевающий шлак. Это
очень легко наносится вертикально вверх и над головой
позиции, где короткая длина дуги выгодна.
Он идеально подходит для работы на сайте
потому что с одной настройкой тока можно сваривать
во всех позициях. Отлично подходит для оцинкованной стали.
Маркировка флюса
РН68 6013 4313А
2,5
3.2
4.0
5,0
45 В переменного тока или постоянный ток +/-
Это обычный тип электрода, который сваривает
во всех позициях. Это хорошо для низкого напряжения холостого хода
машины и имеет легкий запуск и перезапуск
характеристики. Кроме того, он демонстрирует очень тихий ход.
с достаточно ровными отложениями. Очень полезный
электрод для сварки оцинкованной стали. LRS класс
2, 2г.E4313A
68
УЭЛДВЭЛЛ
РН78
AC 50V или DC-
Austarc 12P — это плавный рутиловый тип.
электрод для всех позиционных сварки мягкой стали.
Характеризуется умеренной силой и
Чрезвычайно стабильная дуга и обеспечивает превосходное
проникновение с низкими потерями на разбрызгивание.
Маркировка флюса
ВИА 4313А
УЭЛДВЭЛЛ
Ph58A
E6013
Универсальный электрод с рутилом средней плотности.
покрытие, дающее довольно быстро затвердевающий шлак. Это
очень легко наносится вертикально вверх и над головой
позиции, где короткая длина дуги выгодна. То
внешний вид сварного шва очень хорош для всех позиций. Ph38
имеет отличные рентгеновские свойства. ЛРС 2 степени.
28
АУСТАРК 12P
Размер Текущий
(мм) Диапазон
АМС А5.1:2004
Стали с низким/средним растяжением – электроды с низким содержанием водорода
E4043
DC+
Ally-Arc представляет собой алюминиевый электрод с экструдированной
покрытие. Работает плавно, легко
контролировать тихую дугу и обеспечивает плотное без разбрызгивания
депозит. Коррозионная стойкость хорошая, вместе
с хорошим цветовым соответствием. Он характеризуется низким
сила тока и легкое удаление шлака.Предел прочности
составляет до 193 МПа.
То
внешний вид сварного шва очень хорош для всех позиций. Ph38
имеет отличные рентгеновские свойства. ЛРС 2 степени.
28
АУСТАРК 12P
Размер Текущий
(мм) Диапазон
АМС А5.1:2004
Стали с низким/средним растяжением – электроды с низким содержанием водорода
E4043
DC+
Ally-Arc представляет собой алюминиевый электрод с экструдированной
покрытие. Работает плавно, легко
контролировать тихую дугу и обеспечивает плотное без разбрызгивания
депозит. Коррозионная стойкость хорошая, вместе
с хорошим цветовым соответствием. Он характеризуется низким
сила тока и легкое удаление шлака.Предел прочности
составляет до 193 МПа.
Влияние сварочного дыма на время реадаптации глаз на JSTOR
Абстрактный Было исследовано влияние сварочного дыма на время реадаптации глаз (RAT). Объективные измерения RAT были получены путем определения времени восстановления оптокинетического нистагма после яркой вспышки света. Использовались сварочные электроды различных типов и химических составов. Сварочный дым и выдыхаемые газы были проанализированы на наличие частиц, а также определена концентрация некоторых микроэлементов в крови. Результаты показывают, что пары основных электродов, содержащие большое количество кальция и фторидов, а иногда и меди, вызывали заметное увеличение RAT. Испарения от рутиловых электродов, содержащих только небольшое количество этих веществ, не вызывали заметного продления RAT. На RAT также не влияло содержание меди в электродах. Таким образом, результаты показывают, что фториды в дымах, выделяемых основными электродами, вызывают увеличение RAT.Вещества, вызывающие такое удлинение, по-видимому, связаны с частицами дыма размером более 0,3 мкм. Дискомфорт — тошнота и головная боль — коррелировали с увеличением продолжительности RAT. Но анализы атмосферного воздуха и микроэлементов в крови не выявили каких-либо изменений, которые можно было бы соотнести с влиянием на РАТ. Изменения RAT, измеренные при вдыхании дыма от сварки основным электродом, сравнимы с изменениями, наблюдаемыми после приема терапевтической дозы оксазепама.
Сварочный дым и выдыхаемые газы были проанализированы на наличие частиц, а также определена концентрация некоторых микроэлементов в крови. Результаты показывают, что пары основных электродов, содержащие большое количество кальция и фторидов, а иногда и меди, вызывали заметное увеличение RAT. Испарения от рутиловых электродов, содержащих только небольшое количество этих веществ, не вызывали заметного продления RAT. На RAT также не влияло содержание меди в электродах. Таким образом, результаты показывают, что фториды в дымах, выделяемых основными электродами, вызывают увеличение RAT.Вещества, вызывающие такое удлинение, по-видимому, связаны с частицами дыма размером более 0,3 мкм. Дискомфорт — тошнота и головная боль — коррелировали с увеличением продолжительности RAT. Но анализы атмосферного воздуха и микроэлементов в крови не выявили каких-либо изменений, которые можно было бы соотнести с влиянием на РАТ. Изменения RAT, измеренные при вдыхании дыма от сварки основным электродом, сравнимы с изменениями, наблюдаемыми после приема терапевтической дозы оксазепама.
The Scandinavian Journal of Work, Environment & Health — международное научное периодическое издание по безопасности и гигиене труда (OSH).Наша цель — продвигать исследования в области охраны труда и окружающей среды, а также расширять знания посредством публикации научных статей, обзоров и другой информации, представляющей большой интерес в области охраны труда и техники безопасности. Темы журнала включают взаимодействие между работой и здоровьем, то есть такие предметы, как эпидемиология труда, гигиена труда, медицина труда, гигиена труда и токсикология, службы гигиены труда, безопасность и эргономика труда, а также организация труда.В настоящее время наиболее актуальными областями являются заболевания опорно-двигательного аппарата, рабочее время, психическое здоровье, стресс на работе, возвращение на работу и интервенционные исследования, а также исследования, связанные с экономической оценкой и трансляционными исследованиями (от лаборатории к практике).
Скандинавский журнал труда, окружающей среды и здоровья издается тремя организациями: Финским институтом гигиены труда, Датским национальным исследовательским центром рабочей среды и Норвежским национальным институтом гигиены труда.
Новый высококачественный рутиловый электрод во всех положениях: OK GoldRox от Esab
Прослушать эту статьюВ очередной раз компания ESAB Welding & Cutting Products заново изобретает сварку с помощью нового электрода с рутиловым покрытием, доказавшего свою высокую эффективность сварки и продуманного дизайна упаковки, соответствующего назначению.
OK GoldRox обеспечивает стабильную дугу, почти не оставляющую брызг, и легкое удаление шлака с минимальными усилиями для более быстрой очистки. Использование электрода с хорошей стабильностью дуги в сочетании с приличным потоком сварочной ванны помогает в ситуациях с плохой посадкой. OK GoldRox дает плоский профиль борта с мелкой рябью и хороший внешний вид.
OK GoldRox дает плоский профиль борта с мелкой рябью и хороший внешний вид.
____________________________________________________________
Нравится эта статья?
Подпишитесь на журнал PII, электронный информационный бюллетень и подкаст — бесплатно!
Присоединяйтесь к 25 000 читателей со всего мира!
Подписаться
_______________________________________________________________
Широкое применениеOK GoldRox работает с переменным или постоянным током (прямой или обратной полярности), сваривает во всех положениях и создает более мягкую дугу, которая хорошо подходит для сварки с легким и средним проплавлением.Он дает особенно удовлетворительные результаты при потолочной сварке угловых швов, а также соединений внахлест и уплотнительных швов.
Превосходная производительность OK GoldRox предлагает профессиональную привлекательность. Типичные области применения включают листовой металл, общее производство мягкой и средней стали, кузова автомобилей и грузовиков, корневые проходы, сельскохозяйственное и строительное оборудование, ремонт и техническое обслуживание.
Типичные области применения включают листовой металл, общее производство мягкой и средней стали, кузова автомобилей и грузовиков, корневые проходы, сельскохозяйственное и строительное оборудование, ремонт и техническое обслуживание.
OK GoldRox поставляется со следующими сертификатами: ABS, BV, LR, DNV-GL, DB, VdTUV, а также имеет маркировку CE и UKCE для Великобритании.
OK GoldRox доступен в диаметрах 2,0, 2,5, 3,2 и 4,0 мм. ESAB предлагает OK GoldRox в упаковках по 2,5 кг (1/2 размера стандартных упаковок, доступных на рынке), а также в еще более удобной упаковке по 1 кг для небольших работ и меньшего количества отходов.
ESAB Welding & Cutting Products — признанный лидер в области сварки и резки. От проверенных временем процессов сварки и резки до революционных технологий автоматизации сварки и резки, присадочные металлы, оборудование и аксессуары ЭСАБ предлагают решения для клиентов по всему миру.
Для получения дополнительной информации посетите сайт www.