Аргонно-дуговая сварка. Аргонная сварка алюминия в Москве. Цены сварки аргоном технология и производство.
Нержавеющая сталь давно зарекомендовала себя как экологически безопасный, прочный и долговечный материал. Изделия из него находят широкое применение в пищевой, химической, авиационной промышленности. Без него невозможна ни одна современная стройка. Перила, поручни, пандусы, ограждения из этого уникального материала, изготовленные нашей компанией служат примером эстетического совершенства. Для того чтобы узлы металлоконструкций были скреплены прочным и аккуратным швом, применяется аргонно-дуговая сварка.
Наше предприятие оснащено ультрасовременными аппаратами,
гарантирующими высокое качество шва!
Секреты инертного газа
Аргоновая сварка представляет собой гибрид традиционного и газового способа соединения металла. Ее универсальность позволяет проводить работы с алюминием, чугуном, титаном и широким спектром цветных металлов.
Аргонно дуговая сварка TIG, предлагаемая нашей компанией позволяет производить чистую и высококачественную сварку самых тонких изделий из нержавеющей стали, избегая разбрызгивания металла, что гарантирует отсутствие дефектов соединений, образования подрезов и пор. Метод TIG позволяет изготавливать металлоконструкции из высоколегированной стали, не нарушая структуру металла, что в свою очередь приводит к ненадобности дополнительной обработки.
Изящные сварные металлоконструкции из сверкающей нержавеющей стали станут украшением любого помещения, придав ему нужный стиль. Изысканное ограждение лестниц, без признаков сварных швов восхитит даже видавшего виды скептика. Кафе, ресторан, торговый центр украшенные такими ограждениями станут центром отдыха горожан.
Наша аргонно дуговая сварка ГОСТ соответствующая может превратить простую металлическую ферму в сверкающее декоративное, изделие современного искусства. Объемные рекламные буквы, сваренные тонким швом, покрытые сверкающим нитридом титана привлекут внимание многих сотен покупателей, обеспечив процветание вашему производству.
Наши аккуратные сварочные швы –
залог успеха вашего бизнеса на долгие времена!
Существует множество кустарных компаний, предлагающих услуги по сварке металла в аргоне. Но, как правило, стоимость аргонно дуговой сварки у них на порядок выше, а работники не обладают достаточными знаниями и опытом для проведения квалифицированных работ такого типа. Наше оборудование позволяет проводить сварку любой сложности, исходя из чертежей и желания заказчика.
Не позволяйте обмануть себя низкими ценами,
сотрудничайте только с проверенными компаниями –
звоните нам прямо сейчас!
Как варить тонкую нержавейку аргоном
22.
 11.2019
11.2019Вопросы, рассмотренные в материале:
- В чем особенности и плюсы аргонной сварки нержавейки
- Как подготовить материалы к аргонной сварке
- Как проводится аргонная сварка неплавящимся электродом из вольфрама
- Что собой представляет аргонная сварка нержавейки полуавтоматом
- Что важно учитывать при аргонной сварке нержавейки
Нержавеющая сталь – материал достаточно сложный для сварочных работ. Однако применение сварки с аргонным охлаждением позволяет получить ровный и качественный шов, соединяющий детали из нержавейки. Начинать обучение данному процессу необходимо с ознакомления с различными характеристиками этого сложного для соединения сплава. Наша статья познакомит вас не только с тем, что такое аргонная сварка нержавейки, но также с особенностями и технологией работ.
Основы аргонной сварки нержавейки
Нержавеющие стали отличаются от обычных антикоррозийными свойствами, которые они получили за счет добавления в состав хрома (до 20 %), никеля, марганца, молибдена и иных компонентов. Эти примеси придают металлу различные свойства и эксплуатационные качества. Что в результате приводит к сложностям в аргонной сварке нержавейки.
Эти примеси придают металлу различные свойства и эксплуатационные качества. Что в результате приводит к сложностям в аргонной сварке нержавейки.
Основными свойствами нержавеющих сталей являются:
- Теплопроводность – она в два раза меньше, чем у низкоуглеродистых сталей. Отток тепла из места аргонной сварки происходит очень медленно, в результате чего рабочая зона может перегреться, возможен пережог. Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.
- Коэффициент линейного расширения нержавейки – высокий. Соответственно, изменение длины изделия при нагреве будет значительной, что может привести к его деформации или появлению трещин.
Для предотвращения этого необходимо делать достаточно большие зазоры между соединяемыми деталями, особенно крупными. - Высокое удельное электрическое сопротивление – вследствие чего происходит нагрев стержня электрода. Для получения качественного соединения требуется соблюдать правило – для создания коротких швов использовать длинные электроды, имеющие более высокое сопротивление.
 При аргонной сварке же больших участков необходимо брать электроды размером 35 см.
При аргонной сварке же больших участков необходимо брать электроды размером 35 см.
 При аргонной сварке же больших участков необходимо брать электроды размером 35 см.
При аргонной сварке же больших участков необходимо брать электроды размером 35 см.Важной особенностью нержавеющей стали является потеря антикоррозийных свойств в месте соединения при нагревании до температуры свыше +500 °С. Причина – в образовании на границе зерен карбидов, которые берут на себя роль анодов. Они и приводят к увеличению скорости межкристаллитной коррозии сплавов.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Для защиты нержавейки от перегрева в процессе сварочных работ используют метод охлаждения аргоном. А для хромоникелевых сплавов – технологию быстрого охлаждения шва.
Особенности сварки
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
Читать также: Косвенное включение трехфазного счетчика
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Присутствие же газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления, либо влиянию примесей и воздействию кислорода – это влияет на качество шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то без аргона с ним работать практически невозможно, поскольку под воздействием кислорода он загорается.
Сварка в аргоновой среде качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, и улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТ.
Кроме того, расход аргона при сварке в этом виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему может вытеснить его из рабочей зоны и защитить ванну в среде, где происходит работа, от внешнего воздействия.
Газ нужно подать в рабочую область перед зажиганием дуги не позднее, чем за 20 секунд, и прекратить подавать его через 10 секунд, когда процесс окончен.
Аргон является инертным газом, поэтому не соединяется в среде с внешними газами или сплавами металла и стали.
Когда вы работаете с аргоном своими руками, следует помнить, что после подачи газа пространство будет насыщено электроном, который превращает аргоновую среду в проводник электричества.
Аргоновая сварка включает способ воздействия на материал электродом, который может быть двух типов: плавящимся и неплавящимся.
Если вы решили производить сварку неплавящимся электродом, то для него используется вольфрамовый объект, т.к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
Размер и то, из чего изготовлен электрод, зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавейки, латуни, титана и т.д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
Из размера и характеристик складывается расход энергии электрода, которая будет затрачена во время работы.
Технология аргонодуговой сварки делается тремя вариантами: ручной сваркой неплавящимся электродом (РАД), автоматической аргонодуговой сваркой с неплавящимся электродом (ААД), автоматической аргонодуговой сваркой с плавящимся электродом (ААДП).
Если вы собираетесь приобрести для работы готовый аппарат, то выбирайте модели типа TIG – этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной среде.
Этот аппарат полностью соответствует ГОСТ.
Преимущества аргонной сварки нержавейки
При выборе варианта проведения сварочных работ по нержавеющей стали аргонная сварка имеет ряд преимуществ, которые обусловлены технологией, а именно:
- Для получения ровного шва с равномерным проплавом на всю глубину необходимо защитить металл в процессе работы от воздействия воздуха. Это помогает сделать аргон, создающий специальную атмосферу вокруг места работы, вытесняющую N2 и O2.
- Данный метод помогает соединить сложные по форме детали без изменения их конфигурации благодаря низкой теплопроводности нержавеющей стали. Прогреву подвергается только небольшая область около шва. С одной стороны это хорошо, но с другой – действовать надо очень осторожно, чтобы не произошел пережог.
- Соединение происходит достаточно быстро, поскольку температура дуги высока.
 Это помогает сделать аргон, создающий специальную атмосферу вокруг места работы, вытесняющую N2 и O2.
Это помогает сделать аргон, создающий специальную атмосферу вокруг места работы, вытесняющую N2 и O2.Помимо достоинств, аргонная сварка имеет и недостатки. Для ее проведения необходимо сложное и дорогостоящее оборудование, а также определенный опыт работы, знание материала и процесса.
Как подготовить нержавейку к варке?
И алюминий, и нержавеющая сталь требуют соответствующей подготовки перед работой. Существует несколько способов варки нержавеющей стали. Наибольшее распространение получили следующие:
Режимы сварочных работ в среде инертных газов.
- Работа с использованием покрытых электродов.
- Применение вольфрамового электрода.
- Полуавтоматический режим сварки с применением нержавеющей проволоки.

Читать также: Какой сваркой варят чугун
Каждый из этих методов имеет свои особенности и подходит для выполнения конкретного перечня работ. В процессе варки нержавейки аргоном вам понадобятся:
- Сварочный аппарат.
- Электроды. Подбираются в соответствии с характеристиками обрабатываемого материала.
- Нержавеющая проволока.
- Стальная щетка.
- Растворитель.
Прежде чем сваривать детали, нужно обработать их кромки. Делается это почти так же, как и в случае работы с низкоуглеродистыми сталями. Особенность лишь одна: чтобы обеспечить свободную усадку шва, при создании сварного стыка нужно делать некоторый зазор. Конечно же, в разумных пределах.
Перед работой нужно зачистить поверхности кромок. Для этого воспользуйтесь стальной щеткой. Также кромки нужно промыть растворителем. Подойдет ацетон либо авиационный бензин. Такая обработка позволяет избавиться от жира и является обязательной. Ведь при наличии жира устойчивость дуги будет снижаться и в шве начнут появляться поры.
Такая обработка позволяет избавиться от жира и является обязательной. Ведь при наличии жира устойчивость дуги будет снижаться и в шве начнут появляться поры.
Как настроить аргонную сварку по нержавейке: нюансы подготовки
Важным этапом, влияющим на конечный результат, является процесс подготовки нержавейки для последующей аргонной сварки:
- Тщательно обработать края деталей металлической щеткой, наждачной бумагой или провести автоматическую шлифовку.
- Обезжирить ацетоном, спиртом или бензином.
- Расположить свариваемые детали с зазором на расширение.
- Подогреть края деталей до +200…+300 °С при проведении работ по тонкой нержавейке. Это поможет снизить напряженность металла и избежать трещин.
Следующий этап – подбор присадочного материала или проволоки. Легирующих добавок в ней должно быть больше, чем в предназначенной для сваривания нержавейке. Сечение же проволоки подбирается исходя из толщины соединяемых деталей.
Аргонодуговая сварка нержавеющей стали: режим AC/DC TIG и его особенности
Это технология с использованием вольфрамовых электродов рекомендуется для сваривания деталей, к которым выдвигают высокие требования качества. В частности, это работа с изделиями, состоящими из тонкого металла. Часто применяется для работы с трубопроводами, которые служат для работы под давлением жидкостей.
- чтобы вольфрам не попал в сварочную ванну необходимо использовать бесконтактный поджог дуги. Если такой вариант работы невозможен, то рекомендуется выполнять работу на угольной плите и только потом переносить дугу на металл. Таким образом вы сможете избежать проблем при работе;
- работать можно на переменном и постоянном токе;
- режим сварки подбирается исходя из толщины металлических деталей, которые необходимо соединить между собой;
- уровень легирования проволоки всегда должен быть выше основного металла;
- для того, чтобы избежать окисления не делайте электродом колебательные движения.

Обдув электрода позволяет существенно и гарантированно уменьшить окисление. Сварка полуавтоматом по технологическому процессу практически не отличается от простого соединения поверхностей. Просто в этом способе проволока из нержавейки подается не вручную, а механическим путем. Работа в режиме «MIG» проходит легче и быстрее.
Читать также: Шины твердость по шору
Техника работы в режиме полуавтомат позволяет работать с разными поверхностями:
- для металла с большой толщиной используется метод струйного переноса;
- для изделий с тонкими ластами металла подходит сварка короткой дугой;
- универсальная технология – импульсная сварка. Она является самым выгодным вариантом для соединения деталей.
Технология ММА
Одной из самых популярных и востребованных методик считается сварка с покрытыми электродами. Такой вариант сварки очень часто используется любителями в домашних условиях. Он идеально подходит для сварки, если к качеству конечного результата не предъявляются серьезные требования. Здесь необходимо лишь правильно выбрать электроды, которые могут быть двух видов:
Здесь необходимо лишь правильно выбрать электроды, которые могут быть двух видов:
- двуокись титана с рутиловым покрытием. Они подходят для сварки на постоянном и переменном токе. Отличаются низким уровнем разбрызгивания при работе и надежной дугой, которая обеспечивает качественное и постоянное горение;
- основное покрытие, которое делается карбонатами магния и кальция. Подходят для работы на постоянном токе.
Для проведения качественной сварки важно правильно подобрать электроды. Именно от них многое зависит. Делать это лучше по соответствиям ГОСТу «10052». В документе имеются четкие указания по разным типам. Такой подход позволит вам узнать необходимую информацию и начать работу правильно.
Если вам известна марка стали вашего изделия, то обратитесь к стандартам, и вы легко найдете соответствующий ей электрод. Также немаловажны механические параметры, которые следует изучить до начала работы. Важно знать уровень коррозионной устойчивости. Сварка пищевой нержавейки требует тщательной подготовки и грамотного подхода для получения качественного результата.
Технология аргонной сварки неплавящимся электродом из вольфрама
С помощью вольфрамового электрода аргонной сваркой соединяют детали с тонкими стенками (тонкостенные). Метод этот называется TIG-сваркой.
Для работы применяют два вида аппаратов: постоянного или переменного тока. Через горелку со вставленным электродом из вольфрама подается аргон. Шов формируется за счет плавки присадочной проволоки, которую подают вручную. Горелку перемещают также вручную, держа строго под углом 70–80° к шву.
Движение горелки идет вдоль линии соединения, без поперечных перемещений. Таким образом формируется стабильная сварочная ванна, исключающая попадание атмосферного кислорода и взаимодействие его с металлом. Рекомендуется одновременная подача аргона как с лицевой, так и с изнаночной стороны шва. Несмотря на больший расход газа, качество соединения будет выше.
Электрод не должен соприкасаться с поверхностью нержавейки. Для разжигания дуги используют угольные или графитовые пластинки, а затем ее переносят на металл. Делается это для предотвращения оплавления электрода и отсутствия следов на сварочном шве.
Делается это для предотвращения оплавления электрода и отсутствия следов на сварочном шве.
Аргонная сварка нержавейки полуавтоматом
Аргонная сварка полуавтоматом значительно упрощает процесс, увеличивает его скорость, а также повышает качество сварочного шва. Чаще полуавтомат используют для соединения деталей большой толщины.
Существует несколько особенностей проведения аргонной сварки нержавейки с помощью полуавтомата:
- использование никельсодержащей проволоки;
- расходование вместе с аргоном углекислого газа при соединении толстых деталей – кромки шва смачиваются газом, уменьшая нагрев, что ведет к смягчению всего процесса;
- применение трех способов соединения: с короткой дугой, с технологией струйного переноса или импульсный метод.
Считается, что наибольший контроль процесса происходит при импульсной сварке, когда подача проволоки в рабочую зону происходит толчками. При этом снижается ее расход, что немаловажно по причине высокой стоимости. Сокращается площадь нагревания металла. Уменьшается его разбрызгивание.
Сокращается площадь нагревания металла. Уменьшается его разбрызгивание.
Это приводит к снижению времени последующей окончательной обработки поверхностей рядом со сварочным швом, поскольку брызги расплавленного металла отсутствуют.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Читать также: Устройство никель кадмиевого аккумулятора
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Какое оборудование применяют для аргонной сварки нержавейки
Для аргонной сварки нержавейки необходимы:
- Инверторный источник сварочного тока (сварочный инвертор) – является источником питания сварочной дуги, обеспечивающим ее стабильное горение. Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
- Осциллятор – электронное устройство, поддерживающее и стабилизирующее сварочную дугу при использовании неплавящегося электрода из вольфрама.
- Горелка и токопроводящий узел – включают форсунку для газа и неплавящийся электрод.
- Аргон или его смеси с иными газами – подается из баллонов, где находится под давлением.
- Неплавящиеся электроды – в настоящее время на рынке широко представлены электроды для аргонной сварки нержавейки, стойкой к коррозии. Выбор зависит от шва и свойства материала.
- Присадочная проволока – выбирается в зависимости от марки нержавеющей стали.
- Спецодежда – роба, рукавицы и маска. А также средства для обработки нержавейки – обезжириватель и металлическая щетка.
Настройка аппарата и тонкости аргонной сварки труб из нержавейки
Создание трубопроводов из нержавейки требует соединения его частей. Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Для этой цели используют метод заглушки одного конца соединяемой трубы подручными материалами:
- бумагой;
- поролоном;
- резиной;
- тканью или пр.
В заглушку вставляют трубку, необходимую для подачи аргона. После чего конструкция закрепляется скотчем. Аргон подают под небольшим давлением, которое определяется путем визуального осмотра. Главным критерием служит отсутствие расплавленного металла в выдуваемом из трубы воздухе.
После чего конструкция закрепляется скотчем. Аргон подают под небольшим давлением, которое определяется путем визуального осмотра. Главным критерием служит отсутствие расплавленного металла в выдуваемом из трубы воздухе.
Самодельная, но удобная конструкция поможет сделать сварочный шов ровным и качественным.
Для соединения нержавейки толщиной в 3 мм аппарат настраивают на ток в 65 А. Заварка кратера шва должна длиться 3 секунды. А подача аргона после завершения работы – 4 секунды.
Итоговые рекомендации специалистов по аргонной сварке нержавейки
Использование аргонной сварки для нержавейки требует опыта и знаний, которые можно получить у специалистов в данной области – профессиональных сварщиков.
Вот несколько их рекомендаций:
- Работать нужно, держа электрод на самом малом расстоянии от металла, но не прикасаясь к нему. При этом образуется минимально возможная дуга. Делается это для улучшения качества шва. Поскольку длинная дуга не будет прогревать шов по глубине, в результате чего он будет расширяться.
- Подавать проволоку необходимо ровно, стараясь держать ее в зоне действия аргона. Это поможет избежать окисления при ручной аргонной сварке.
- Оценить качество проплава можно по форме наплывов, появляющихся в результате плавки присадочной проволоки. Вытянутая вдоль шва форма говорит о хорошем качестве. А круговой или овальный наплыв расскажет о недостаточном или неполном проплавлении.
- Постепенно снижать величину тока, приближаясь к окончанию шва. Необходимо избегать резкого отрыва дуги для повышения уровня защиты горячего шва и, соответственно, его качества.

Метод аргонной сварки хоть и считается сложным, однако таковым не является. Он не намного труднее обычного. Его можно освоить в достаточно короткие сроки, а профессионализм придет с опытом. Стоимость же дополнительного оборудования с лихвой окупится возможностью, помимо нержавейки, варить медные, алюминиевые или бронзовые детали, а также их сплавы.
Сварка нержавейки с помощью аргона, особенности
Основным
преимуществом нержавеющей стали считается ее коррозионная устойчивость. Достигается это благодаря добавлению в железо легирующих элементов. Основным
легирующим элементом является хром. Кроме него могут использоваться никель,
молибден, ниобий. Марганец, титан и др. Благодаря легированию сталь становится
не подверженной ржавчине и окислению.
Использование нержавеющей стали весьма обширно. Она используется
практически во всех промышленных отраслях и в быту. Самая практичная посуда из нержавейки. Такие
кастрюли легко отмываются, с них не отваливается эмаль и т.д. Вспомните
оборудование для поваров в столовых. Все столы там изготовлены из пищевой нержавеющей
стали таких марок как AISI 304, 409, 420 и др. Особенно такое
оборудование удобно, когда сочетает в себе не только стол, но и другой агрегат.
Например — внутри столов устанавливают
жарочную камеру тоже из нержавейки, или холодильный агрегат и получается холодильный стол. Такой холодильник не
подвержен коррозии, он прослужит долгие годы, а стол получается устойчивым к механическим
повреждениям, на нем можно разделывать любы продукты.
Достигается это благодаря добавлению в железо легирующих элементов. Основным
легирующим элементом является хром. Кроме него могут использоваться никель,
молибден, ниобий. Марганец, титан и др. Благодаря легированию сталь становится
не подверженной ржавчине и окислению.
Использование нержавеющей стали весьма обширно. Она используется
практически во всех промышленных отраслях и в быту. Самая практичная посуда из нержавейки. Такие
кастрюли легко отмываются, с них не отваливается эмаль и т.д. Вспомните
оборудование для поваров в столовых. Все столы там изготовлены из пищевой нержавеющей
стали таких марок как AISI 304, 409, 420 и др. Особенно такое
оборудование удобно, когда сочетает в себе не только стол, но и другой агрегат.
Например — внутри столов устанавливают
жарочную камеру тоже из нержавейки, или холодильный агрегат и получается холодильный стол. Такой холодильник не
подвержен коррозии, он прослужит долгие годы, а стол получается устойчивым к механическим
повреждениям, на нем можно разделывать любы продукты.
Такое оборудование, как правило, изготавливается из металла небольшой толщины, а соединения производятся за счет сварки. Наиболее подходящей технологией для сварки тонких листов нержавеющего пищевого металла, является аргонодуговая сварка.
Аргонодуговая сварка пищевой нержавейки
Процесс
сварки осуществляется с помощью электрода из вольфрама. Этот электрод не подлежит
плавлению в виду того, что температура плавления у вольфрама очень высока. Через электрод запускается ток прямой
полярности. В некоторых случаях сварку производят переменным током. В некоторых
постоянным током. Весь процесс происходит в защитной среде, которую образует подаваемый
в область сварочной дуги газ аргон. Для надежного
сплавления предпочтительно использовать присадочный материал. Чаще всего для
этого используется проволока с показателями легирования большими, чем у
свариваемого материала.
Сварка производится плавным движением. Колебания необходимо исключить, т.к. может возникнуть прерывание защитной аргоновой оболочки, в следствии чего, произойдет окисление сварочного шва. Для получения более качественного соединения желательно осуществить поддув защитного газа с обратной стороны сварочного шва. Свариваемый металл тонкий, и поддув аргона поможет исключить окисление обратной стороны шва. В особенности это нужно титаносодержащим сплавам.
Поджог дуги у вольфрамового электрода тоже имеет свои особенности. Необходимо исключить возможность попадания частиц вольфрама в ванну сварочного шва. Может использоваться способ, когда дуга загорается бес контактным способом, или когда зажигание дуги производится на графитовой или угольной прослойке, с последующим переносом на поверхность стали.
Вольфрамовые
электроды это материал достаточно дорогой. Поэтому в целях его экономии рекомендуется
продолжать подачу аргона даже после окончания сварки.
После производства сварочных работ шов нуждается в дополнительной обработке. На нем остаются окислы, которые необходимо удалять. Травление — наиболее удобный и простой способ для этого. Травление можно делать нанося специальные химические составы или, погружая изделие в емкости с реагентами. Затем целесообразно шов зачистить, и отшлифовать.
Сварка нержавейки электродом в домашних условиях: технология, видео, выбор электродов
Иногда в домашних условиях необходимо срочно заварить емкость или трубу из нержавейки.
 Начинающие сварщики, имеющие в хозяйстве бытовой инвертор, могут устранить проблему самостоятельно. Хотя в промышленных условиях ручную сварку нержавейки электродом не практикуют, дома можно устранить дефект обычной электросваркой. Специалисты поделятся опытом, как варить нержавейку электродом. Какие особенности легированных металлов нужно учитывать, какого режима придерживаться при работе.
Начинающие сварщики, имеющие в хозяйстве бытовой инвертор, могут устранить проблему самостоятельно. Хотя в промышленных условиях ручную сварку нержавейки электродом не практикуют, дома можно устранить дефект обычной электросваркой. Специалисты поделятся опытом, как варить нержавейку электродом. Какие особенности легированных металлов нужно учитывать, какого режима придерживаться при работе.Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов. В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается. Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла. Желательно точно знать марку свариваемых заготовок.
Способы сварки
В настоящее время выделяется несколько способов, позволяющих сваривать нержавейку.
Осуществить сварку нержавеющей стали в домашних условиях можно тремя методами:
— Сварка электродами. Такой вид отличается тем, что плавящийся электрод становится материалом, из которого делается шов. Такой способ подходит для сварки и обычной стали и тонкой нержавейки, и в данном случае процесс сварки осуществляется специальным сварочным аппаратом — инвертором.
Такой вид отличается тем, что плавящийся электрод становится материалом, из которого делается шов. Такой способ подходит для сварки и обычной стали и тонкой нержавейки, и в данном случае процесс сварки осуществляется специальным сварочным аппаратом — инвертором.
— Аргоновая сварка с вольфрамовым электродом. В данном случае с помощью электрода плавится металл заранее выбранной детали. Он и будет выступать в качестве материала, из которого будет производиться шов. Сварку с применением аргона можно осуществить еще одним способом. Для этого для сварки используется присадочная проволока, в которой функцию защиты сварочной ванны выполняет инертный газ – аргон.
Вольфрамовые прутки для сварки
— Полуавтоматическая сварка плавящимся электродом. Такой вид сварки производится в газовой среде.
 youtube.com/embed/yn1KSpJp0Bk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/yn1KSpJp0Bk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.

Применяемые электроды
Чтобы хорошо понимать, какими электродами варить нержавейку, стоит помнить о тепловом коэффициенте металла. Для этого подбираются стержни электродов, имеющие тот же состав, что и свариваемый элемент. Это обеспечивает взаимодействие основного и присадочного материалов, предупреждая появление дефектов.
Возможный вариант используемых электродов:
- «ЦЛ-11». Это довольно дорогие расходные материалы, покрытые специальной обмазкой, и хорошо изолирующие сварочную ванну от внешних факторов воздействия. Металл стержня хорошо вплавляется в основной материал и создает прочное соединение.
- «НЖ-13» являются еще одним подходящим расходным материалом. Они создают надежный шов с ударной вязкостью в 120 Дж/см, и предотвращают явление межкристаллитной коррозии. Отличие электродов состоит в образовании тонкого слоя шлака, который после остывания поверхности и сжатия материала до первоначального размера, отпадает самопроизвольно. Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.
 Отличие электродов состоит в образовании тонкого слоя шлака, который после остывания поверхности и сжатия материала до первоначального размера, отпадает самопроизвольно. Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.
Отличие электродов состоит в образовании тонкого слоя шлака, который после остывания поверхности и сжатия материала до первоначального размера, отпадает самопроизвольно. Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.Можно ли варить нержавейку обычным электродом?
Использовать углеродистые стержни можно только в крайних случаях. Ожидать особой прочности от шва в этом случае не стоит. При остывании соединения можно будет услышать потрескивание – черный металл порвет сокращающаяся в размерах нержавейка. Со временем в рабочей зоне обязательно образуется ржавчина, даже под небольшим давлением образуется течь.
Простым электродом НЕ варят:
- нихромовые трубы системы отопления;
- полотенцесушители;
- нержавеющие емкости.
Новичкам, имеющим дома инвертор, желательно иметь в запасе пачку универсальных электродов для нержавейки.
Ручная и полуавтоматическая сварка нержавейки в среде аргона (AC/DC TIG, MIG)
Для выполнения ручной сварки нержавейки в среде аргона применяются электроды из вольфрама. Эта технология даже в условиях дома позволяет получать качественные и надежные соединения изделий, отличающихся небольшой толщиной. Сварку такими электродами по нержавейке используют преимущественно для монтажа коммуникаций из труб, по которым под давлением будут транспортироваться газы или различные жидкости.
Аустенитную нержавеющую сталь следует сваривать особенно тщательно и с осторожностью
У данной технологии есть определенные особенности.
- Для того чтобы вольфрам, из которого изготовлены электроды по нержавейке, не попал в расплавленный металл в зоне сварки, дугу поджигают бесконтактным способом. Если выполнить это непосредственно на детали не представляется возможным, то дугу зажигают на специальной угольной плите и аккуратно перемещают ее на соединяемые заготовки.
- Сварку нержавеющей стали данным способом можно выполнять как на постоянном, так и на переменном токе.
- Режимы подбираются в зависимости от толщины соединяемых деталей. К таким режимам, в частности, относятся параметры сечения вольфрамового электрода, диаметр проволоки, используемой в качестве присадки, параметры тока (сила и полярность), расход защитного газа, скорость выполнения сварки.
- Очень важно, чтобы уровень легирования присадочной проволоки был выше, чем у соединяемых деталей.
- В процессе выполнения сварки электроды по нержавейке не должны совершать колебательных движений. Если пренебречь этим требованием, это может привести к нарушению сварочной зоны и окислению металла в ее области.

При использовании данной технологии можно сократить расход вольфрамового электрода. Для этого нужно некоторое время (10–15 секунд) не отключать подачу аргона после окончания сварочного процесса. Подобная процедура способствует защите раскаленного вольфрамового электрода от активного окисления.
У полуавтоматической сварки нержавейки в среде аргона, по сути, мало отличий от обычного ручного способа. Основное ее отличие заключается в том, что подача проволоки в зону сварки осуществляется при помощи специального оборудования. Благодаря механизации процесс протекает значительно точнее и с большей скоростью.
Благодаря использованию полуавтоматического оборудования могут быть реализованы следующие техники сварки деталей из нержавеющей стали:
- метод струйного переноса, который позволяет эффективно сваривать детали большой толщины;
- сварка короткой дугой – для выполнения соединения деталей небольшой толщины;
- импульсная сварка – универсальная технология, которая позволяет получать качественные и надежные соединения и является самым выгодным вариантом в финансовом плане.

Аргонодуговая сварка нержавеющей стали
Технология сварки нержавеющей стали электродом
Ход работы немного отличается от электросварки черных металлов. Есть тонкости образования шва, поэтому должна соблюдаться технология сварки. Подготовительный этап стандартный:
- Заготовки зачищают, снимают с них грязь, масляные пятна, следы краски. Все эти компоненты вспенивают ванну расплава.
- У деталей, толще 4 мм, разделывают кромки под углом 45°.
- Детали укладывают встык с зазором не меньше 1 мм, это связано с большим коэффициентом расширения нержавейки в процессе сварки.
- Прочность швов повышается, если детали предварительно прогревают до +150°С, затем приступают сваркой.
Как правильно варить нержавейку электродами:
- Сначала будущий шов прихватывают в нескольких местах.
- Стержень необходимо держать под углом от 45 до 60°, наклоняют его к себе или в сторону.
- Нужно быть готовым к густой ванне расплава, жидкий металл вязкий, как пластилин.
- Шов накладывают мелкими стежками, быстро.
- Необходимо поддерживать короткую дугу, колебательные движения недопустимы.
- При остывании стыка металл дополнительно не охлаждают, шов должен кристаллизоваться постепенно, чтобы не возникали внутренние напряжения в заготовках. Тогда качество соединения будет нормальным.
- Сварку тонкой нержавейки электродом проводят током обратной полярности, при таком подключении клемм самая высокая температура будет сконцентрирована на кончике присадочного стержня.

Общие проблемы свариваемости нержавайки в домашних условиях
При сварке нержавеющих сталей могут возникать сложности:
- Низкая теплопроводность материала. По сравнению с черным металлом у нержавейки этот параметр в 2 раза меньше. При нагревании детали не отдают тепло в окружающую среду, а накапливают в себе. Резкое повышение температуры обрабатываемого участка способствует появлению сквозных дефектов. Снижение силы подаваемого тока решает эту проблему.
- Увеличенное линейное расширение. При остывании сварочного шва наблюдается усадка, способная разорвать соединение и привести к появлению трещин. Устранить этот недостаток помогает увеличение расстояния между заготовками.
- Электрическое сопротивление. Этот параметр у нержавеющей стали также высок. Сопротивление воздействует на электрод, способствуя его перегреву. Длину расходного материала уменьшают до 35 см.
- Изменение физических характеристик при высокотемпературном воздействии. При перегреве нержавейка утрачивает антикоррозионные свойства, превращаясь в простую сталь. Решить проблему можно разными способами, например, ведя сварочный процесс в газовой среде или охлаждая соединяемые элементы водой.

Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Выбор электродов
Чтобы качественно и надежно сварить нержавеющую сталь, важное внимание стоит уделить выбору электродов.
Данные проводники должны иметь следующие характеристики:
- небольшое температурное расширение,
- они должны быть упругими,
- должны хорошо проводить тепло и быть износоустойчивыми,
- у них должно быть специально покрытие, которое предназначено для работы с нержавейкой.
Выбор электродов в строительных магазинах и на рынке достаточно большой. Широкой популярностью пользуются электроды ОК 67.60 шведской фирмы ESAB. Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
В таблице представлены основные показатели, которые должны соблюдаться при сварке металла, разной толщины.
| Толщина металла, мм | Род тока | Сила тока,А | Диаметр электрода или проволоки, мм | Скорость прохождения, см/мин | Напряжение, В | Расход аргона, л/мин |
| 1 | Постоянный | 30..60 | 2 или 1,6 | 12 – 28 | 11…15 | 2,5…3 |
| 1 | Переменный | 35…75 | 2 или 1,6 | 15 – 33 | 12…16 | 2,5…3 |
| 1,5 | Постоянный | 40..75 | 2 или 1,6 | 9 – 19 | 11…15 | 2,5…3 |
| 1,5 | Переменный | 45…85 | 2 или 1,6 | 1 — 14 | 12…16 | 2,5…3 |
| 4 | Постоянный | 85…130 | 4 или 2,5 | — | 11…15 | 10 |
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Какой инвертор подойдет для сварки нержавейки
Для сварки нержавейки используется инверторный сварочный аппарат любой марки. Для работы дома выбирается самая простая модель. Умельцы мастерят даже самодельные аппараты по характеристикам не уступающие заводским аналогам. Инвертор должен быть с режимом ручной сварки (ММА) и регулировкой тока в пределах 20 — 200 А. Для сварки нержавейки желательно наличие следующих опций:
Инвертор должен быть с режимом ручной сварки (ММА) и регулировкой тока в пределах 20 — 200 А. Для сварки нержавейки желательно наличие следующих опций:
- режима «Форсаж», позволяющего кратковременно понижать напряжение дуги с одновременным увеличением величины тока;
- ПВ (длительность непрерывной работы, указано в инструкции) не меньше 40%;
- длина кабелей не больше 6 м, иначе из-за большой потери мощности они будут сильно нагреваться;
- сохранение работоспособности при значительных изменениях напряжения в электросети.
Обратите внимание!
Выбирая инвертор, нужно внимательно прочесть инструкцию, так как не все модели могут работать при низких температурах.
Сварка нержавеющей стали аргоном: плюсы и минусы Daewoo matiz
Нержавеющая сталь нашла широкое применение в различных отраслях промышленности, сюда входит химическая, строительная, бумажная, пищевая, газовая. Кроме этого, в быту также часто встречаются изделия из нержавейки, которая ввиду высоких коррозионностойких параметров применяется довольно часто.
Во-первых, нержавеющая сталь, при воздействии темпера туры свыше 500°С, начинает быстро окисляется, освобождая железо и хром. Поэтому, чтобы этот процесс не разрушил защитные свойства металла, его сразу охлаждают.
Кроме этого, у нержавейки, есть так называемое высокое линейное расширение и усадка. На практике же это означает, что при воздействии высокой температуры на металл, оно расширяется, тем самым деформируя будущее изделие или его шов. А как только начинает охлаждаться, происходит обратный процесс — сужение.
У нержавейки есть еще одна особенность, а именно неравномерный нагрев заготовки. Так как вся температура будет не равномерно растекаться по листу металла, а скапливается именно в месте соединения. Всё из-за того, что теплопроводность практически в 2 раза меньше, чем у стандартных металлов.
Всё из-за того, что теплопроводность практически в 2 раза меньше, чем у стандартных металлов.
Один из популярных видов сварки нержавейки это конечно аргон. Плюсы видны сразу, так как именно газ создает отличную сварочную ванну, что в итоге выливается в высокое качество сварного шва. Кроме этого, изделия не подвергаются высокому нагреву, что позволяет создавать сложные конструкции. У дуги высокая скорость при сварки аргоном, что позволяет довольно быстро проводить работы.
Конечно есть и недостатки у этого метода, а именно наличие дорогостоящего и сложного сварочного оборудования. Кроме этого, сам мастер должен иметь практический и теоретический опыт по сварке нержавейки.
Сварка тонкой нержавейки также проходит с использованием аргона. Так как этот метод позволяет избежать дефектов и брака. Так как оптимальный подогрев рабочей области возможен при сварке аргоном.
Сварка MIG нержавеющей стали с помощью компактных сварочных аппаратов
В: У меня в магазине есть небольшой сварочный аппарат с механизмом подачи проволоки на 120 В, который я использую для сварки МИГ мягкой стали. У меня новая работа по изготовлению листового металла из нержавеющей стали марки 16 калибра 304, и мне интересно, могу ли я использовать этот же сварочный аппарат для сварки MIG из нержавеющей стали? Если да, то как настроить сварочный аппарат?
У меня новая работа по изготовлению листового металла из нержавеющей стали марки 16 калибра 304, и мне интересно, могу ли я использовать этот же сварочный аппарат для сварки MIG из нержавеющей стали? Если да, то как настроить сварочный аппарат?
A: Во-первых, обратите внимание, что марка 304 — это аустенитная нержавеющая сталь. Поэтому в этой статье речь пойдет только об этом типе.Хотя аустенитные нержавеющие стали очень распространены, существуют также ферритные, мартенситные, дуплексные и дисперсионно-твердеющие типы нержавеющих сталей.
Ответ на ваш первый вопрос: да, вы можете сваривать MIG-сварку тонкостенной нержавеющей стали в режиме короткого замыкания с помощью компактных сварочных аппаратов MIG с входным питанием 120 В или 230 В (см. пример в , рис. 1 ). Машина будет иметь такую же силу тока и результирующую толщину материала с нержавеющей сталью, как и с углеродистой сталью. Прежде чем ответить на ваш второй вопрос, необходимо кратко обсудить различия некоторых физических и химических свойств нержавеющей стали по сравнению с углеродистой сталью и то, как это влияет на параметры сварки. также имеет более низкую электропроводность (т.е. более высокое электрическое сопротивление). Это означает, что при той же скорости подачи проволоки, что и при использовании углеродистой стали, уровень тока при работе с нержавеющей сталью будет ниже.Кроме того, поддержание постоянного расстояния контакта наконечника до рабочего места (CTWD) более важно для нержавеющей стали, так как отклонения приводят к большей степени изменения уровней тока. | |
 Во-первых, коэффициент теплового расширения аустенитных сталей примерно на 50 % больше, чем у углеродистой стали, что может привести к большей деформации. Поэтому, чтобы свести к минимуму деформацию (особенно на листовом металле), сваривайте на самом низком возможном уровне силы тока или «нагрева», который по-прежнему обеспечивает полное сплавление между проволокой и базовой пластиной.Во-вторых, нержавеющая сталь имеет более низкую теплопроводность, а это означает, что тепловая энергия не передается и не удаляется от зоны сварки так быстро. Это полезно при сварке, поскольку для достижения полного плавления не требуется такого большого тока, поскольку тепло не так быстро отводится из зоны сварки.
Во-первых, коэффициент теплового расширения аустенитных сталей примерно на 50 % больше, чем у углеродистой стали, что может привести к большей деформации. Поэтому, чтобы свести к минимуму деформацию (особенно на листовом металле), сваривайте на самом низком возможном уровне силы тока или «нагрева», который по-прежнему обеспечивает полное сплавление между проволокой и базовой пластиной.Во-вторых, нержавеющая сталь имеет более низкую теплопроводность, а это означает, что тепловая энергия не передается и не удаляется от зоны сварки так быстро. Это полезно при сварке, поскольку для достижения полного плавления не требуется такого большого тока, поскольку тепло не так быстро отводится из зоны сварки.
Теперь переведите эти различия свойств в различные параметры, необходимые для сварки MIG нержавеющей стали. Во-первых, машина должна быть установлена на полярность DC+ (постоянный ток положительная). Что касается настроек скорости подачи проволоки и напряжения, у большинства этих компактных сварочных аппаратов MIG есть таблица рекомендуемых настроек на дверце. Однако в таблице могут отсутствовать настройки для нержавеющей стали. Если нет, или если они не найдены в руководстве по эксплуатации аппарата, то в качестве отправной точки используйте рекомендуемые настройки таблицы для углеродистой стали, основанные на толщине листового металла из нержавеющей стали, в котором вы свариваете. Затем отрегулируйте настройки оттуда, чтобы точно настроить сварной шов. В общем, вам, вероятно, потребуется немного более высокая скорость подачи проволоки, чем при использовании низкоуглеродистой стали, но это, вероятно, приведет к немного более низкому уровню тока. Кроме того, вам, вероятно, потребуется использовать более высокие настройки напряжения, которые помогут лучше смочить ванну, придавая более плоскую поверхность и лучшую промывку на концах сварного шва.
Если нет, или если они не найдены в руководстве по эксплуатации аппарата, то в качестве отправной точки используйте рекомендуемые настройки таблицы для углеродистой стали, основанные на толщине листового металла из нержавеющей стали, в котором вы свариваете. Затем отрегулируйте настройки оттуда, чтобы точно настроить сварной шов. В общем, вам, вероятно, потребуется немного более высокая скорость подачи проволоки, чем при использовании низкоуглеродистой стали, но это, вероятно, приведет к немного более низкому уровню тока. Кроме того, вам, вероятно, потребуется использовать более высокие настройки напряжения, которые помогут лучше смочить ванну, придавая более плоскую поверхность и лучшую промывку на концах сварного шва.
Вам не нужны какие-либо специальные приспособления для подачи проволоки (например, рекомендуемый катушкодержатель для алюминиевой проволоки). Однако вам потребуется использовать проволоку MIG из нержавеющей стали. Я бы порекомендовал диаметр 0,030 дюйма на двухфунтовой или десятифунтовой катушке. Для вашего конкретного применения используйте марку 308LSi. Как правило, марка используемой проволоки зависит от типа свариваемого основного материала из нержавеющей стали. три наиболее распространенных сорта проволоки из аустенитной нержавеющей стали: 308, 309 и 316.Эти марки проволоки также могут иметь обозначение «L», указывающее на то, что уровень содержания углерода в проволоке находится в нижней части диапазона содержания углерода. Я бы также порекомендовал марку с обозначением «Si», указывающим на более высокое содержание кремния, что обеспечивает большую текучесть в луже. Примеры (см. , рис. 2, ) включают провода Harris 308LSi, Harris 309LSi и Harris 316LSi. Для вашего конкретного применения используйте марку 308LSi. Как правило, марка используемой проволоки зависит от типа свариваемого основного материала из нержавеющей стали. три наиболее распространенных сорта проволоки из аустенитной нержавеющей стали: 308, 309 и 316.Эти марки проволоки также могут иметь обозначение «L», указывающее на то, что уровень содержания углерода в проволоке находится в нижней части диапазона содержания углерода. Я бы также порекомендовал марку с обозначением «Si», указывающим на более высокое содержание кремния, что обеспечивает большую текучесть в луже. Примеры (см. , рис. 2, ) включают провода Harris 308LSi, Harris 309LSi и Harris 316LSi. | В обеих этих газовых смесях для нержавеющей стали второстепенные газы в смеси необходимы для обеспечения хороших характеристик зажигания дуги. Блог Склада сварщиковКакой газ лучше всего подходит для сварки MIG низкоуглеродистой стали — это частый вопрос, который мне задают по телефону. К сожалению, простого и однозначного ответа не существует, так как он зависит от множества факторов! Три ключевых фактора:
Я думаю, вы можете комбинировать 1 и 2. Одноразовые газовые баллоныЕсли вы используете одноразовые газовые баллоны, у вас будет выбор: чистый углекислый газ или смесь аргона и углекислого газа. Смесь обычно состоит из 86% аргона и 14% СО2. В этом случае смесь аргона и углекислого газа позволит получить более гладкие, пластичные сварные швы с меньшим разбрызгиванием. Однако аргон/со2 обходится дороже, потому что баллоны не служат так долго! Pure Co2 будет немного жестче и больше разбрызгивается при использовании, но цилиндры служат дольше, поэтому стоимость минуты сварки меньше. Я часто разговариваю с клиентами, которые занимаются сваркой на автомобилях. Мой совет им всегда использовать аргон/CO2 для видимых частей автомобиля и CO2 для невидимых областей (полы, пороги и т.д.). Таким образом, вы получаете более высокое качество там, где оно вам нужно, и более низкую стоимость там, где качество на самом деле не является проблемой. Посмотреть наши одноразовые газовые баллоны Многоразовые газовые баллоныЗдесь вода становится немного мутнее, потому что есть намного больше выбора газа с многоразовыми баллонами! Pure Co2 по-прежнему является простым вариантом.Некоторым сварщикам удается получить баллоны с CO2 от дружелюбного владельца паба, и если вы довольны качеством сварки, вы молодец, что приобрели, вероятно, самый дешевый вариант. Для тех, кто хочет получить аргон/CO2 лучшего качества, обычно доступен ряд смесей.
Для большинства сварок MIG своими руками я бы выбрал 95% аргона + 5% СО2! Другим преимуществом аргона/углекислого газа является то, что его можно использовать для сварки Mig нержавеющей стали. Промышленные пользователи, как правило, используют более экзотические газы для нержавеющей стали, но для домашних мастеров подойдет аргон/Co2. Я написал отдельную статью в блоге об отсутствии арендной платы и одноразовых газовых баллонах, которая также может быть вам полезна! Какой газ лучше всего подходит для сварки мягкой стали методом мигания? По моему мнению, 95% аргона + 5% СО2 сделают почти все, что может захотеть сделать с помощью Mig Welder домашний мастер или светотехник. Я надеюсь, что эта статья в блоге о том, какой газ лучше всего подходит для сварки мягкой стали, была вам полезна. Вы также можете найти мою статью о сварочных газах Mig полезной для чтения! Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не волнуйтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не будете получать нежелательные электронные письма. Ура Грэм Склад сварщика Как сваривать листовой металл с помощью MIG и TIGВеками производители сталкивались с трудностями при сварке листового металла эффективным и экономичным способом.Они должны учитывать множество факторов, таких как инвестиции в оборудование по сравнению с прожогом, внешний вид сварного шва, деформация, зоны термического влияния и многое другое. Однако сварка листового металла может быть очень эффективной, если использовать надлежащие методы. Во время выбора процесса Вы хотите предотвратить коробление, прожоги и зоны перегрева, когда решите сваривать металл. Все это и обеспечение того, чтобы ваш сварной металл обладал достаточной механической прочностью для той цели, которую он будет выполнять.Для этого вам нужны контролируемые процессы, такие как передача короткого замыкания GMAW, импульсный GMAW, импульсный GTAW и GTAW. Выбор электрода GMAW и защитного газа Для этого процесса вам потребуются проволоки как можно меньшего диаметра. Для плавления им требуется минимальное количество тепла. Это предотвращает прогорание в большей степени. Кроме того, у него низкая скорость осаждения. Профессионалы, такие как I-CAR, используют для этого процесса проволоку диаметром 0,023. Если ваш сварочный материал толще 18 ga, рекомендуется использовать .030 провод. Для низкоуглеродистой стали требуется проволока AWS E70 с классификацией S-2, S-3 или S-6. Для сварки алюминиевых экранов используйте проволоку ER4043 и ER5356 для проволоки большого диаметра. Для этого процесса используйте 100% аргон. Для сварки нержавеющей стали 304 требуются проволоки ER308, ER308L и ER308LSI.Если это нержавеющая сталь 316L, то для процесса вам понадобится совместимая проволока 316L. Для защитного газа вам понадобится 90 % гелия, 8 % аргона и 2 % CO2. Не используйте порошковую проволоку с нержавеющей сталью. Если вы используете сплошную проволоку для сварки, убедитесь, что полярность электрода положительная. Это обеспечивает наилучшие результаты с описанными выше процессами. Выбор и подготовка электрода для GTAW Используйте электрод диаметром менее 1/8 дюйма. Однако для нержавеющей стали вольфрам следует держать заостренным и лучше всего шлифовать параллельно длине сварного шва. Для тонкого алюминия лучше всего использовать инверторный источник питания. Используйте 3/32-дюймовый. диаметра вольфрама с 2-процентным содержанием церия (можно даже заменить торий церием). Для сварки алюминия его нужно отшлифовать до точки и на конце положить небольшую землю. Заостренный электрод обеспечивает больший контроль над всем процессом, а также позволяет свести к минимуму деформации в местах соединения. Подготовительный столик для алюминия Перед началом сварки тщательно протрите все металлы. Алюминий при контакте с воздухом образует на поверхности оксидный слой. Поэтому вам необходимо очистить этот слой проволочной щеткой из нержавеющей стали, шлифовальной машиной или химическим очистителем от окислов. Это поможет алюминию плавиться при более низкой температуре. Также доведите его до комнатной температуры перед сваркой. Универсальные насадки Техника сварки Вы всегда должны направлять дугу на середину сварочной ванны, а не на переднюю кромку, как это обычно делается.Это помогает ванне оставаться изолированной от полной силы дуги. Во избежание прожогов и коробления рекомендуется не перекручивать и не хлестать горелку. Используйте дугу по прямой линии и поддерживайте максимально возможную скорость движения по профилю борта. Пропускная сварка Чтобы свести к минимуму деформацию, необходимо равномерно распределять тепло во время процесса сварки. Для этого вам нужно применить технику скиповой сварки. Пропускная сварка требует сварки в ровных точках материала — в начале, середине и конце.Это приводит к оптимальному и равномерному распределению тепла. Будь то лист или линейный объект, применяется одна и та же теория. Подкладочные стержни Зоны термического влияния могут быть созданы для более быстрого отвода тепла от зоны сварки. Если ваши приложения требуют более высокого рабочего цикла, то пришло время рассмотреть опорный стержень с водяным охлаждением.Прохладную воду можно использовать вместе с трубами из ПВХ для охлаждения зон термического влияния. Подгонка и проектирование соединений При сварке металлов требуется плотная подгонка. Лучше, если вы перепроектируете любую деталь с соединениями, которые могут выдерживать большее количество тепла, где это возможно. В противном случае все, что у вас получится, это пустая трата сварного шва. Не делать Переваривать Люди пытаются заварить соединение, чтобы получить большую прочность. Не делай этого. Это приведет к получению широких сварных швов, которые увеличивают скорость сварки, тратят время, присадочный металл и газ. Источники питания — GMAW При коротком замыкании GMAW всегда используйте источник питания с хорошим контролем напряжения. Получите универсальный источник питания от крупного производителя промышленного оборудования в отличие от других вариантов. Убедитесь, что они поставляются с контактором и газовым электромагнитным клапаном. Если вы ищете источник питания с диапазоном 200–250 ампер, приобретите его с катушкой. Решает вопросы подключения. Для металлов диаметром 1/16 дюйма. до 3/32 рекомендуется надлежащая импульсная система GMAW . Они не разбрызгивают и обеспечивают более высокую скорость движения, чем остальные. Источники питания -GTAW Источники питания GTAW можно разделить на две категории – выход постоянного тока для черных металлов и источник питания переменного/постоянного тока для цветных металлов. Это хороший пример модели Longevity TIGWELD 200 EX. Инверторы GTAW с импульсным управлением и высокочастотным запуском дуги лучше всего подходят для сварки тонкой или нержавеющей стали (не алюминия). Импульсные инверторы GTAW хороши для предотвращения коробления и прожога. Для сварки алюминия лучше всего использовать машину GTAW с регулируемой мощностью прямоугольной волны. Припойная проволока Стержни для аргонной сварки Нержавеющая сталь Mig Сварочная проволока Tig Электроды Припой Паяльная станция Инструменты 1,0 мм 304 —В настоящее время недоступен.  Мы не знаем, будет ли этот товар снова в наличии. Примечание. Изделия с электрическими вилками предназначены для использования в США. Влияние смесей фоновых газов на коррозионные свойства металла шва из нержавеющей стали марки 304 методом автогенной GTAWТом 11, март – апрель 2021 г., страницы 1559-1570https://doi.org/10.1016/j.jmrt.2021.01.125Получить права и contentAbstract Точечная коррозия может затруднить очистку оборудования, используемого в пищевой промышленности, даже при использовании процесса безразборной мойки (CIP).Обычно это происходит в месте, требующем сварки. В целом, дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) является наиболее применимым процессом для оборудования для пищевых продуктов и лекарств. Для улучшения свойств сварного соединения обычно используются присадочные металлы. Ключевые словаАзот Защитный газ Точечная коррозия GTAW Нержавеющая сталь Рекомендуемые статьиСсылки на статьи (0) © 2021 АвторОпубликовано Elsevier B.V. Рекомендуемые статьиСсылки на статьиТонкостенная труба из нержавеющей стали, метод изготовления аргонно-электрической муфты — Китайский поставщик решений для трубопроводов Труба тонкостенная из нержавеющей стали — это новый вид энергосберегающей, экологически чистой трубы, с хорошей коррозионной стойкостью, долгим сроком службы, надежным соединением фитингов, умеренной ценой. Аргонная электрическая муфтовая сварка, применяемая в соответствии с требованиями к чистоте и инженерному качеству трубопровода из нержавеющей стали высокого давления Ⅰ, Ⅱ сварного шва, в промышленности широко используется проект установки трубопровода котла. ОсобенностиСоединение тонкостенных труб из нержавеющей стали с использованием аргоновой электросварки, чем использование ручной электродуговой сварки и аргонно-дуговой сварки, имеет следующие преимущества.
Область примененияЭтот метод в основном применим для установки тонкостенных промышленных и котельных трубопроводов из нержавеющей стали с высоким качеством сварки, диаметром сварных труб DN100–DN230 мм, толщиной стенки трубы 3–6 мм. Принцип процесса Аргонно-электрическая сварка аргоном — это использование аргонно-дуговой сварки приварки нижней части шва, а затем дуговой сварки методом сварки покрытия, приваривание сначала к трубе по окружности встык, чтобы определить угол и расположение каждой зоны сварки, а затем определить параметры каждой зоны: такие как температура предварительного нагрева, температура сварки, сила тока, импульс сварки, расход аргона и т. Технологический поток и рабочие точкиТехнологический поток
Операционные точки Подготовка к строительству.
Обработка фаски: из-за большего диаметра тонкостенной трубы стенка трубы тонкая, размер и прямолинейность фаски не так легко понять.Выберите машину плазменной резки типа LG-400-2, отрежьте фаску V-образной фаской (как на рисунке 1), отполируйте горловину отрезанной трубы и отполируйте угол фаски 30°. Сварка днища, сварка крышки Нижняя сварка: в сварочном пистолете, вольфрамовый электрод диаметром 1,6 мм (обычно берется 1-2,5), ручная сварка короткой дугой, пистолетом и углом сварки 80-90°, концы вольфрама шлифуются в коническую форму, расстояние от сварной шов толщиной 1,5-2,0 мм, вольфрамовый электрод обычно выбирается вольфрамовым или ториевым вольфрамовым, также можно использовать импортный вольфрамовый электрод, чтобы обеспечить надежность запуска дуги. Дефектоскопия: Трубы высокого давления должны пройти рентгеновскую дефектоскопию по мере необходимости, до стандарта класса II: отсутствие дефектов, таких как несварка, нерастворимость, пористость и оксидный шлак менее 2 мм, с оценочным полем 10 мм × 10 мм. Источник: Сетевое соглашение — Китайский производитель сварных труб из нержавеющей стали — Yaang Pipe Industry Co., Limited (www.epowermetals.com) (Yaang Pipe Industry является ведущим производителем и поставщиком изделий из никелевого сплава и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги для труб из нержавеющей стали, трубы из нержавеющей стали. Продукция Yaang широко используется в судостроении, атомной энергетике, судостроении. машиностроение, нефть, химия, горнодобывающая промышленность, очистка сточных вод, природный газ и сосуды под давлением и другие отрасли промышленности.) Если вы хотите получить дополнительную информацию о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу [email protected]. Обратите внимание, что вас могут заинтересовать другие технические статьи, которые мы опубликовали: Сварка МИГ из нержавеющей стали с мягкой сталью: шаг за шагом Сварка МИГ (или GMAW) — это превосходный процесс сварки нержавеющей стали с мягкой сталью. Но есть некоторые вещи, которые следует учитывать. Поскольку одна часть выполнена из нержавеющей стали, вы должны использовать нержавеющую проволоку и специальные защитные газы. Оба дорогие. Кроме того, детали из нержавеющей стали более чувствительны к теплу сварки, чем детали из мягкой стали. Таким образом, если вы переварите его, вы рискуете деформироваться, продуться, потерять коррозионную стойкость и, что еще хуже, растрескаться. Более того, нержавеющая сталь в четыре-пять раз дороже мягкой стали.Было бы полезно, если бы у вас уже был некоторый опыт сварки MIG, чтобы не повредить нержавеющую часть. В Weldpundit уже есть вводная статья о сварке нержавеющей стали с углеродистой сталью. Содержание Теперь давайте посмотрим, как можно сваривать нержавеющую сталь с помощью сварочного аппарата MIG, достигая при этом хорошей коррозионной стойкости без коробления. 1. Определите стали, чтобы знать, с чем вы работаетеЛегко отличить нержавеющую сталь от мягкой: Во-первых, вы можете проверить внешний вид .Нержавеющая сталь не ржавеет, имеет серебристо-серый цвет и никогда не имеет прокатной окалины. Мягкая сталь часто имеет ржавые части и светло-серый цвет. Если он покрыт прокатной окалиной, то имеет черно-синеватый цвет. Искровой тест – отличный метод идентификации металлов. Но вы должны определить образцы металлов, чтобы сравнить их с вашими заготовками. Чтобы провести искровой тест, вы растираете металлы и наблюдаете их искры. Большинство марок нержавеющей стали дают длинные желтые искры без раздвоения.Мягкая сталь образует длинные желто-красные искры с вилками. Вилки — это узоры, напоминающие развилку, где заканчивается искра. Определить тип и класс сложнее. Нержавеющая стальСуществует три основных типа нержавеющей стали:
Следуя этому руководству, вы сможете сваривать ферритную и мартенситную нержавеющую сталь с низкоуглеродистой сталью без предварительного нагрева . Но только если вы:
Различить аустенитный и два других типа легко, поскольку аустенитный не является магнитным, а два других типа магнитными. Магнит не прилипает к аустенитной стали или может слегка притягивать некоторые марки, прошедшие холодную закалку.Два других типа прилипают к магниту, как обычная сталь. Если вам повезет, вы сможете найти именно тот сорт нержавеющей стали, который указан на многих компонентах из нержавеющей стали. Если такового нет, то для идентификации каждого сорта, например, 304 из 316, нужно химических тестов . Но в этом нет необходимости, так как проволока ER309 обеспечивает превосходные результаты сварки наиболее распространенных марок стали с низкоуглеродистой сталью. Углеродистая сталь Хотя низкоуглеродистая сталь является наиболее распространенной сталью и ее легче всего сваривать, вы можете столкнуться с двумя другими типами углеродистой стали. Среднеуглеродистая сталь и высокоуглеродистая сталь . Оба трудно свариваются, потому что они имеют тенденцию трескаться после сварки. У Weldpundit есть подробная статья о том, как идентифицировать металлы, которая включает фотографии с искрами из аустенитной нержавеющей и мягкой стали. Поскольку аустенитная нержавеющая сталь марки 304 является наиболее популярной, следующие шаги посвящены сварке этой марки с мягкой сталью. Теперь давайте посмотрим, какое оборудование вам нужно. Выбор подходящей проволоки является наиболее важным моментом при сварке нержавеющей стали с мягкой сталью. Лучшей проволокой для сварки MIG из нержавеющей стали с мягкой сталью является ER309L. Эта проволока имеет высокое содержание хрома и никеля, но низкое содержание углерода. Он также имеет небольшое количество феррита, который предотвращает горячее растрескивание. Проволока ER309L оставляет великолепный валик с высокой прочностью, пластичностью, коррозионной и термостойкостью. Давайте посмотрим, что означает ER309L:
Существует также вариант ER309L Si с более высоким содержанием кремния (Si). Кремний делает лужу более жидкой, в результате чего шарик становится более плоским и красивым. Это экономит усилия после сварки и затраты на шлифовку валика, если важен внешний вид. Для большинства работ с нержавеющей и мягкой сталью достаточно простой и легкодоступной проволоки ER309L. Проволока ER312 предназначена для сварки неизвестных или трудносвариваемых разнородных металлов, например, от мартенситной нержавеющей стали до высокоуглеродистой стали.Тем не менее, ER309 более чем достаточно для большинства распространенных сценариев, его легче найти и он дешевле. На что обратить внимание при использовании проволоки из нержавеющей сталиПроволока из нержавеющей стали отличается от обычной проволоки:
3. Выберите подходящий защитный газ для необходимого режима переноса.При сварке MIG используется баллон с защитным газом для защиты дуги и сварочной ванны.Важно выбрать правильный газ, чтобы избежать множественных дефектов сварки и сохранить коррозионную стойкость валика из нержавеющей стали. Вы выбираете газ в соответствии с режимом переноса металла, который вы хотите использовать для сварки. Проволока из нержавеющей стали требует трехкомпонентного газа при использовании режима передачи короткого замыкания , чтобы обеспечить наилучшие результаты. Короткое замыкание идеально подходит для деталей из нержавеющей стали, так как при этом выделяется небольшое количество тепла. Этот режим сваривает во всех положениях.Небольшие и любительские сварочные аппараты на 120 В могут выполнять сварку только в этом режиме. Трехкомпонентный газ состоит из:
Если у вас есть сварочный аппарат на 120 В, режим короткого замыкания отлично подходит для сварки нержавеющей и мягкой стали от 18ga (1,2 мм) до 3/16″ (4,8 мм). Или, если у вас есть сварочный аппарат на 240 В, до 1/4 дюйма (6,4 мм). После этой толщины вы можете использовать следующий режим. Аэрозольный перенос используется для толстых металлов.Для режима распыления требуется мощный сварочный аппарат на 240 В с высокой силой тока. Кроме того, вы не можете выполнять сварку в вертикальном или потолочном положении. Если вы хотите использовать перенос распылением, выберите защитный газ:
Шаровидный перенос не используется с проволоками из нержавеющей стали, поскольку он использует газ CO2 и вызывает слишком много брызг. Существует также импульсная передача . Это похоже на перенос распылением, но при этом используются две разные силы тока. Один достаточно силен, чтобы перенести металл сварного шва. Другой только держит дугу зажженной. Импульсный режим сваривает все положения и тонкие металлы. Но для этого нужен дорогой сварочный аппарат. В этом режиме используются те же газы, что и в режиме распыления. При использовании проволоки из нержавеющей стали нежелательно использовать защитный газ с содержанием CO2 более 2,5 % для обеспечения идеальной коррозионной стойкости. Остальная часть статьи будет посвящена короткозамкнутому режиму переноса с трехсмесным газом, так как это наиболее распространенный сценарий. 4. Соберите необходимое оборудованиеВам необходимо собрать все необходимое для сварки средства индивидуальной защиты :
Еще одна проблема, о которой следует помнить, заключается в том, что все, что соприкасается с углеродистой сталью, не должно соприкасаться с нержавеющей сталью . Например, лепестковый диск, используемый для обработки низкоуглеродистой стали, загрязнен частицами железа. Поэтому, если вы используете его на компоненте из нержавеющей стали, он рано или поздно заржавеет, в зависимости от окружающей среды. В связи с этим вам потребуется отдельный набор инструментов , например, проволочная направляющая, проволочная щетка, шлифовальные и режущие инструменты и т. д. Кроме того, убедитесь, что все шлифовальные круги, диски, проволочные щетки и т. д. , особо отметьте, что они подходят для нержавеющей стали. Держите под рукой запасные расходные материалы на случай, если вам понадобится быстро заменить их во время работы. Полезным инструментом является сварщик, плоскогубцы, предназначенные для сварки MIG. Он универсален и может: отрезать проволоку на нужной длине вылета, удалить сварочные брызги внутри сопла и снять контактный наконечник и сопло. Проведите быструю проверку безопасности, чтобы избежать неожиданностей, которые могут нанести вред вам или вашей работе. Например, открытые электрические провода, газовые соединения, хорошо проветриваемое помещение, достаточное освещение и т. д. Сварка MIG — это процесс, при котором для получения качественных сварных швов требуется чистый металл. Кроме того, вы получите валик из нержавеющей стали с множеством дефектов, если он будет загрязнен примесями. Например, пористость, хрупкость, более низкая коррозионная стойкость и т. д. Чистый шов также выделяет меньше дыма. Таким образом, вы должны удалить все посторонние материалы, чтобы получить качественный буртик, даже на компоненте из мягкой стали. Теперь давайте посмотрим, как очистить каждый из этих металлов. Нержавеющая сталь Нержавеющая сталь не имеет ржавчины или других пятен, но на ней может быть масло или смазка .Убрать их можно тряпкой, смоченной ацетоном или, что еще лучше, чистящим средством на спиртовой основе. Также, если вырезать детали плазменным резаком, на поверхности будут оксиды , которые могут ограничивать течение лужи. По бокам также будут образовываться заусенцы, которые концентрируют грязь. Для удаления остаточных оксидов или видимой грязи можно использовать:
Как уже упоминалось, нельзя использовать загрязненный инструмент на детали из нержавеющей стали. Если это произойдет, вы можете использовать мягкое химическое чистящее средство для удаления свободного железа. Наконец, если на стали есть влага , ее можно удалить с помощью горелки или горячего воздуха. Влага будет выделять водород и кислород, что приведет к включениям и пористости. Мягкая стальС другой стороны, все, кроме нежелательных материалов, может покрывать детали из мягкой стали, такие как:
Газ тройной смеси чувствителен к поверхностным загрязнениям , что приводит к плохому течению лужи, пористости и другим дефектам.Поэтому очистите деталь из мягкой стали как можно лучше. Пескоструйная обработка, угловая шлифовальная машина или проволочная щетка являются распространенными методами очистки низкоуглеродистой стали. Вы также можете использовать химические способы, учитывая их безопасность. Поскольку мягкая сталь часто покрыта трудноудаляемой грязью, многие люди используют хлорированные химикаты для быстрого результата. Никогда не используйте хлорсодержащие химические вещества, особенно в зоне сварки. Сварочная дуга и тепло превращают пары хлора в еще более вредные газы.Остаточные химические вещества на стали также могут генерировать эти газы. Для достижения наилучших результатов очистите область рядом с стыком не менее чем на 1 дюйм (2,5 см). Если низкоуглеродистая сталь оцинкована, удалите покрытие не менее чем до 2 дюймов (5 см). Все примеси могут вызвать горячее растрескивание и пористость металла сварного шва, особенно цинка. Кроме того, на чистой поверхности дуга будет работать более плавно. Кроме того, лужица будет лучше стекать и заполнять пальцы, предотвращая дефект поднутрения. Подготовьте деталь из мягкой стали отдельно от детали из нержавеющей стали, чтобы избежать свободных частиц железа. 6. Подготовьте плотное симметричное соединениеВы хотите получить симметричную посадку . Неравномерные стыки легко продуть в более широких или тонких частях, особенно если одна часть из нержавеющей стали. Кроме того, по возможности пытайтесь сваривать в горизонтальном положении. Подготовка соединения нержавеющей стали со сталью несложная. Конструкция соединения аналогична сварке низкоуглеродистой стали. Некоторые примеры:
Угловая шлифовальная машина со специальным лепестковым диском для каждого металла отлично подходит для снятия фаски. Если вы хотите использовать режим распыления и сваривать толстые металлы, сделайте двойное V-образное соединение, так как для этого требуется меньше металла для сварки.Но двойной V требует сварки с обеих сторон. В качестве альтернативы можно создать одиночные U-образные соединения, но это хлопотно. На этом этапе полезно снова очистить соединение, если на нем остались примеси железа. Сварка MIG позволяет сваривать тонкие нержавеющие и низкоуглеродистые стали толщиной до 18 ga (1,2 мм) или даже меньше. Но, как уже упоминалось, нержавеющая часть легко деформируется, продувается и теряет коррозионную стойкость при перегреве. При сварке тонких нержавеющих сталей рекомендуется использовать резервную охлаждающую пластину под соединением, а также если она тоньше 14 ga (2 мм).Медный или алюминиевый охлаждающий стержень быстро поглощает тепло и охлаждает компонент из нержавеющей стали. Кроме того, охлаждающий стержень не срастается с заготовками. Медь более эффективна, чем алюминий. Но если металлы тонкие или у вас открытый корень, медь может вступить в реакцию с горячей нержавеющей частью. Это может привести к проблемам с коррозией. Чтобы избежать этой проблемы, рекомендуется:
Если вы свариваете толстые металлы без корневого шва, вы можете разместить охлаждающие стержни на металле в непосредственной близости от зоны термического влияния (ЗТВ) шва. Зона термического влияния — это область рядом со швом, на которую воздействует тепло сварки. Когда вы размещаете охлаждающую балку и металлы, зажмите их на сварочном столе, чтобы они оставались на месте. 8. Установите правильное напряжение и скорость подачи проволокиДеталь из нержавеющей стали требует минимального количества тепла, чтобы избежать многочисленных дефектов.Кроме того, деталь из мягкой стали также требует слабого нагрева, иначе она загрязнит металл сварного шва чрезмерным количеством углерода. Чтобы контролировать нагрев, вам нужно установить низкую силу тока, чтобы должным образом расплавить нержавеющую проволоку и слегка сплавить оба металла. При сварке MIG сила тока зависит от диаметра проволоки и скорости подачи проволоки. Когда вы выбираете правильную скорость проволоки для вашей проволоки, вы выбираете правильное напряжение для правильного плавления проволоки. Однако нельзя устанавливать слишком низкую силу тока.Лужа должна легко контролироваться, заполнять края и иметь плоскую кромку. Несмотря на то, что в Интернете существует множество таблиц для правильной скорости подачи проволоки и напряжения, каждый сварочный аппарат работает по-своему. Каждый производитель оптимизирует настройки для каждой машины. На многих сварочных аппаратах указаны напряжение и скорость подачи проволоки для каждого диаметра проволоки и толщины металла. Вы также можете найти их в руководстве или на сайте производителя. В качестве типичного примера для сварки тонких металлов толщиной 14ga (2 мм) с использованием газа Trimix можно использовать:
Другим фактором, определяющим, сколько тепла уходит в металлы, является скорость движения . Когда вы используете нержавеющую проволоку, вы всегда свариваете на более высокой скорости. 9. Установите индуктивностьИндуктивность полезна при работе в режиме короткого замыкания, поскольку она определяет, как долго горит дуга.Высокая индуктивность продлевает срок службы дуги, что приводит к более горячей дуге. Индуктивность очень полезна при сварке нержавеющей проволокой для контроля вялого металла сварного шва. Вы всегда устанавливаете высокую индуктивность. В результате у вас будет более плоский борт с меньшим количеством брызг и улучшенным слиянием пальцев. Если ваш сварочный аппарат не имеет регулятора индуктивности, производитель установил встроенное значение, которое вы не можете изменить. 10. Для соединения нержавеющей стали с мягкой сталью требуется измененный рабочий уголНанесение валика на соединение нержавеющей стали с мягкой сталью похоже на обычную сварку нержавеющей стали с одним основным отличием.Вы направляете провод чуть больше на компонент из нержавеющей стали. В результате окончательный валик будет симметричным с хорошим сплавлением на пальцах, независимо от неравномерного рабочего угла. Например, для углового сварного шва попробуйте угол ближе к 60 градусам, направляя его больше на сторону из нержавеющей стали вместо обычного угла в 45 градусов. Всегда сначала экспериментируйте на подобном металлоломе. Угол хода остается коротким на 5-10 градусов. И, наконец, , прежде чем приступить к сварке стыка, вы прихватите его, чтобы сохранить симметричность и предотвратить деформацию.Так как одна часть из нержавеющей стали, вы приметываете ее чаще. Прикрепите тонкие металлы через каждые 2″ (5 см) во избежание деформации. Длина прихватки зависит от толщины: чем толще металл, тем длиннее, но крупнее прихватки. 12. Советы по сварке MIG из нержавеющей стали со стальюВот некоторые моменты, которые следует учитывать при сварке MIG из нержавеющей стали с мягкой сталью:
Лучше избегать многопроходных сварных швов при правильной подготовке шва и плотной посадке.Если необходимы многопроходные сварные швы, подождите, пока предыдущий валик остынет . Если у вас большое соединение, несколько перекрывающихся валиков с проволокой ER309 могут привести к растрескиванию, вызванному чрезмерным содержанием никеля. Но только в том случае, если сварной шов служит в жестких условиях, особенно при высоких температурах. Чтобы избежать этого, поверхность компонента из мягкой стали сваривается проволокой ER309. Это называется техникой намазывания маслом . После этого для заполнения шва используется соответствующая нержавеющая проволока.Например, ER308L для стали 304L или ER316 для стали 316. 13. Очистите нержавеющую деталь и валик после сваркиСварка МИГ дает красивый валик и малое разбрызгивание, но часто требуется улучшить его. Кроме того, очистка последнего валика и ЗТВ из нержавеющей стали позволяет избежать коррозии, особенно в суровых условиях. Чтобы удалить брызги и сделать бортик более плоским, его можно отшлифовать с помощью специального лепесткового диска с зернистостью 40-60. После этого вы можете использовать шлифовальный круг и создать более гладкую поверхность. Будьте осторожны, не прикасайтесь к деталям из мягкой стали, чтобы избежать частиц железа. При необходимости можно удалить изменения цвета различными способами:
Часто задаваемые вопросы Наконец, давайте рассмотрим два популярных вопроса, когда кто-то хочет сварить MIG нержавеющую сталь с мягкой сталью. Можно ли сваривать MIG нержавеющую и мягкую сталь с помощью газа 75/25?Приобретение еще одного баллона для сварки детали из нержавеющей стали является хлопотным и дорогостоящим делом, поэтому многие сварщики думают об использовании своего обычного защитного газа. Вы можете сваривать нержавеющую сталь с низкоуглеродистой сталью с помощью газа 75/25 и получать приемлемые результаты только при однопроходном стрингерном валике. Бортик не будет выглядеть великолепно и будет иметь несколько более низкую коррозионную стойкость. Но он будет отлично держаться в неагрессивных или слабокоррозионных средах. Тем не менее, для получения отличных результатов в области нержавеющей стали в течение длительного времени вам не обойтись без трехкомпонентного газа. Газовая смесь 75 % аргона и 25 % CO2 (или C25) не рекомендуется для сварки нержавеющей проволокой MIG:
Если вы хотите выполнить многопроходную сварку, каждый валик не будет идеально сплавляться по бокам с предыдущими, а поглощенный углерод усугубит проблемы с коррозией. Однако, если ваш проект небольшой и простой, и вы хотите избежать дополнительных затрат, или вы не можете получить надлежащий трехкомпонентный газ, вы можете сваривать с 75/25. Поскольку тримиксный газ содержит гелий, стандартные рекомендации по напряжению выше, чем для газа 75/25. Чтобы это исправить, нужно не забыть понизить напряжение, иначе дуга будет слишком горячей. Было бы полезно использовать провод ER309L Si и высокую индуктивность для улучшения текучести лужи. Конечно, помогает и идеально чистый стык. Практика на аналогичном металлоломе перед основным сварным швом помогает избежать ошибок на детали из нержавеющей стали. Если у вас есть только газ 75/25, вы можете попробовать сварку порошковой проволокой с двойным экраном, такой как E309LT1- 4 . Это дает идеальные результаты из нержавеющей стали. Многие проволоки с двойным экраном также можно сваривать в среде 100 % CO2. Однако вы не можете сваривать тонкие металлы, трудно найти маленькие катушки или тонкую проволоку, и это очень дорого за фунт. Можно ли сваривать MIG нержавеющую сталь с мягкой сталью обычной проволокой?Если сварка без подходящего газа не рекомендуется, то сварка с неподходящей проволокой намного хуже. При сварке нержавеющей стали с мягкой сталью обычной проволокой MIG, такой как ER70S-6, результаты будут от плохих до опасных. Типичная проволока из мягкой стали не содержит элементов, обладающих коррозионной стойкостью. Кроме того, они разбавят нержавеющую зону термического влияния (ЗТВ).В результате углерод будет соединяться с хромом, образуя карбиды. В результате будет меньше свободного хрома для защиты детали из нержавеющей стали и буртика. В агрессивных средах это приводит к чрезмерной коррозии, чаще всего к ржавчине. Карбиды делают полученный валик и ЗТВ из нержавеющей стали очень хрупкими. В результате, если соединение подвергается механическим или термическим нагрузкам, возможно его растрескивание. Кроме того, если буртик находится в постоянном контакте с электролитом, таким как вода, гальваническая коррозия (twi-global. Однако вы можете использовать обычную проволоку и газ C25, если ваш проект небольшой и простой и не требует качественного валика из нержавеющей стали. Полученная бусина будет выглядеть узкой, высокой и серой. Но он будет удерживать компоненты из нержавеющей и мягкой стали достаточно прочными для легких домашних или художественных проектов. Убедитесь, что соединение не подвергается сильным или частым ударам и не подвергается воздействию высоких или низких температур. Наконец, было бы лучше нанести покрытие для защиты вашей работы, в том числе ЗТВ из нержавеющей стали, от коррозии. Но вы должны купить подходящий продукт, который может оставаться на поверхности из нержавеющей стали в течение длительного времени, не отслаиваясь. Другие статьи Weldpundit Как приклеить нержавеющую сталь к углеродистой стали: шаг за шагом. Как сваривать чугун MIG: с предварительным подогревом и без него. |
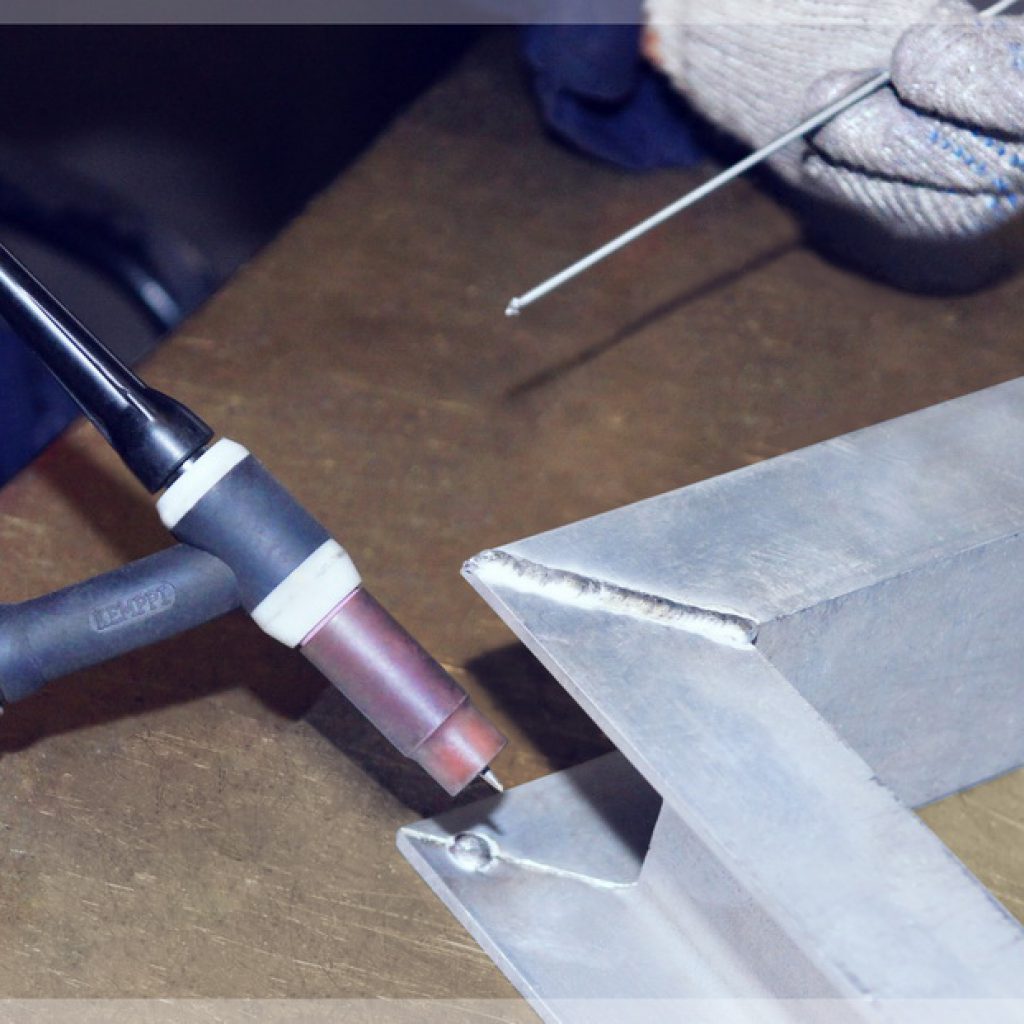 Поэтому рекомендуемый защитный газ для сварки MIG нержавеющей стали с коротким замыканием представляет собой трехкомпонентный защитный газ, такой как 90%He/7,5%Ar/2,5%CO2. Высокая теплопроводность гелия помогает обеспечить более плоский сварной шов и хорошее сплавление с базовой пластиной.Хотя смеси с высоким содержанием гелия могут быть более дорогими, чем другие типы защитных газов, высокий процент гелия в смеси помогает нейтрализовать холодные и вялые характеристики валика. Другой приемлемой смесью защитного газа для сварки MIG нержавеющей стали с коротким замыканием является смесь 98%Ar/2%O2 (или эквивалентная смесь 98%Ar/2%CO2). Эта последняя смесь дает более холодный сварной шов, чем тройная смесь гелия, и поэтому расплавленная сварочная ванна также не смачивается. Тем не менее, сварочные характеристики по-прежнему приемлемы, и, как правило, стоимость газовой смеси меньше, чем у трехкомпонентной смеси гелия, а также она более доступна.
Поэтому рекомендуемый защитный газ для сварки MIG нержавеющей стали с коротким замыканием представляет собой трехкомпонентный защитный газ, такой как 90%He/7,5%Ar/2,5%CO2. Высокая теплопроводность гелия помогает обеспечить более плоский сварной шов и хорошее сплавление с базовой пластиной.Хотя смеси с высоким содержанием гелия могут быть более дорогими, чем другие типы защитных газов, высокий процент гелия в смеси помогает нейтрализовать холодные и вялые характеристики валика. Другой приемлемой смесью защитного газа для сварки MIG нержавеющей стали с коротким замыканием является смесь 98%Ar/2%O2 (или эквивалентная смесь 98%Ar/2%CO2). Эта последняя смесь дает более холодный сварной шов, чем тройная смесь гелия, и поэтому расплавленная сварочная ванна также не смачивается. Тем не менее, сварочные характеристики по-прежнему приемлемы, и, как правило, стоимость газовой смеси меньше, чем у трехкомпонентной смеси гелия, а также она более доступна. Таким образом, вы не хотите использовать полностью инертный защитный газ, такой как 100% гелий или 100% аргон, для сварки MIG нержавеющей стали. Характеристики дуги будут плохими. Примечание. Не путайте эту рекомендацию с рекомендуемыми защитными газами для дуговой сварки вольфрамовым электродом в среде защитного газа или процесса TIG, которые представляют собой 100 % аргона или 100 % гелия (или их смесь) для любого типа основного металла, включая нержавеющую сталь. .Динамика дуги при сварке TIG совершенно иная, чем при сварке MIG. Кроме того, вы не хотите использовать тот же тип защитного газа, который вы используете с проволокой из углеродистой стали, например, 75%Ar/25%CO2 или 100%CO2. И углерод, и кислород из защитного газа реагируют с нержавеющей сталью под действием тепла дуги, что приводит к некоторому окислению и снижению коррозионной стойкости. Максимальный уровень кислорода или углекислого газа, который следует использовать в смеси защитного газа с нержавеющей сталью, составляет 3% или 5% соответственно.
Таким образом, вы не хотите использовать полностью инертный защитный газ, такой как 100% гелий или 100% аргон, для сварки MIG нержавеющей стали. Характеристики дуги будут плохими. Примечание. Не путайте эту рекомендацию с рекомендуемыми защитными газами для дуговой сварки вольфрамовым электродом в среде защитного газа или процесса TIG, которые представляют собой 100 % аргона или 100 % гелия (или их смесь) для любого типа основного металла, включая нержавеющую сталь. .Динамика дуги при сварке TIG совершенно иная, чем при сварке MIG. Кроме того, вы не хотите использовать тот же тип защитного газа, который вы используете с проволокой из углеродистой стали, например, 75%Ar/25%CO2 или 100%CO2. И углерод, и кислород из защитного газа реагируют с нержавеющей сталью под действием тепла дуги, что приводит к некоторому окислению и снижению коррозионной стойкости. Максимальный уровень кислорода или углекислого газа, который следует использовать в смеси защитного газа с нержавеющей сталью, составляет 3% или 5% соответственно.




 Что касается защитного газа, то требуется газ с высоким содержанием аргона. Это связано с тем, что аргон выделяет меньше тепла, чем CO2, и его использование приводит к меньшему разбрызгиванию. Для процесса рекомендуется использовать 75% аргона и 25% газа CO2.
Что касается защитного газа, то требуется газ с высоким содержанием аргона. Это связано с тем, что аргон выделяет меньше тепла, чем CO2, и его использование приводит к меньшему разбрызгиванию. Для процесса рекомендуется использовать 75% аргона и 25% газа CO2. диаметр вольфрамового электрода для этого процесса, но не менее .020 дюйм.
диаметр вольфрамового электрода для этого процесса, но не менее .020 дюйм.
 Даже состояние металла ухудшается.
Даже состояние металла ухудшается.
 Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой.
Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой. Однако использование тонколистовой нержавеющей стали в качестве присадочного металла было бы затруднительным в пищевой промышленности. В этом исследовании свойства металла сварного шва могут быть улучшены только за счет использования N 2 , подмешиваемого к фоновому газу во время сварки. Эксперименты проводились с использованием различных смесей N 2 на 1.Толщина 5, 2,0 и 3,0 мм из нержавеющей стали 304. Корни металла шва, взятые из образцов, оценивали на коррозионные свойства в 3,5% NaCl по поляризационным кривым. Результаты показали улучшение точечной коррозии с 379 мВ до 757 мВ, в то время как общая скорость коррозии снизилась с 0,00477 мм/год до 0,00099 мм/год при использовании 100% Ar и 100% N 2 соответственно. Как содержание азота, так и скорость затвердевания вместе влияли на режимы затвердевания и содержание феррита, что могло повлиять на коррозионные свойства.По крайней мере, 15% N 2 смешивания будет достаточно для улучшения свойств металла сварного шва.
Однако использование тонколистовой нержавеющей стали в качестве присадочного металла было бы затруднительным в пищевой промышленности. В этом исследовании свойства металла сварного шва могут быть улучшены только за счет использования N 2 , подмешиваемого к фоновому газу во время сварки. Эксперименты проводились с использованием различных смесей N 2 на 1.Толщина 5, 2,0 и 3,0 мм из нержавеющей стали 304. Корни металла шва, взятые из образцов, оценивали на коррозионные свойства в 3,5% NaCl по поляризационным кривым. Результаты показали улучшение точечной коррозии с 379 мВ до 757 мВ, в то время как общая скорость коррозии снизилась с 0,00477 мм/год до 0,00099 мм/год при использовании 100% Ar и 100% N 2 соответственно. Как содержание азота, так и скорость затвердевания вместе влияли на режимы затвердевания и содержание феррита, что могло повлиять на коррозионные свойства.По крайней мере, 15% N 2 смешивания будет достаточно для улучшения свойств металла сварного шва.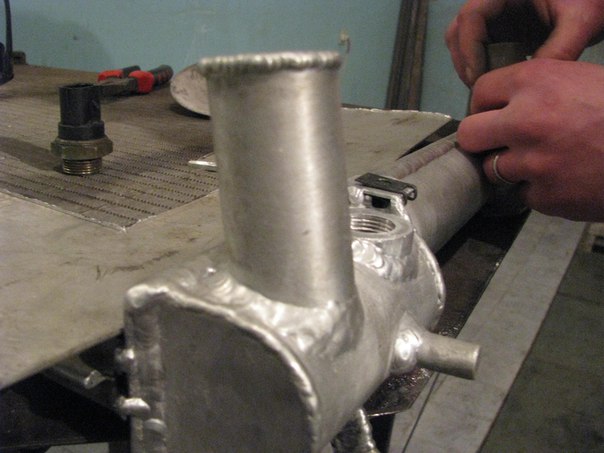 Из-за снижения содержания феррита из-за добавления N 2 испытание на склонность к растрескиванию при затвердевании с помощью теста «рыбий скелет» было приемлемым, при этом растрескивания не наблюдалось, что свидетельствует о возможности рекомендовать смеси N 2 для фактического производства.
Из-за снижения содержания феррита из-за добавления N 2 испытание на склонность к растрескиванию при затвердевании с помощью теста «рыбий скелет» было приемлемым, при этом растрескивания не наблюдалось, что свидетельствует о возможности рекомендовать смеси N 2 для фактического производства. С развитием национальной экономики аргонная электросварка тонкостенных труб из нержавеющей стали станет новой тенденцией в монтаже промышленных систем трубопроводов котлов.
С развитием национальной экономики аргонная электросварка тонкостенных труб из нержавеющей стали станет новой тенденцией в монтаже промышленных систем трубопроводов котлов.
 д., который объединяет преимущества двух методов сварки, чтобы лучше обеспечить качество проекта.
д., который объединяет преимущества двух методов сварки, чтобы лучше обеспечить качество проекта.
.jpg)
 Чтобы обеспечить внутреннее качество сварного шва, дугу перед подачей аргона 5-10С, чтобы исключить сварку фитингов на воздухе.После отключения питания после сварки подача защитного газа должна продолжаться в течение 3-5 секунд до тех пор, пока вольфрамовый электрод и область ванны раствора не остынут.
Чтобы обеспечить внутреннее качество сварного шва, дугу перед подачей аргона 5-10С, чтобы исключить сварку фитингов на воздухе.После отключения питания после сварки подача защитного газа должна продолжаться в течение 3-5 секунд до тех пор, пока вольфрамовый электрод и область ванны раствора не остынут.  , а количество дефектных точек равно 1.
, а количество дефектных точек равно 1. MIG — это самый простой процесс для начинающих и домашних сварщиков, дающий хорошие результаты при небольшом опыте.Также отлично подходит для сварки тонких металлов.
MIG — это самый простой процесс для начинающих и домашних сварщиков, дающий хорошие результаты при небольшом опыте.Также отлично подходит для сварки тонких металлов.
 Например, большая часть кухонной посуды и пищевых контейнеров изготовлена из стали 304. Аустенитный сплав легче всего сваривается.
Например, большая часть кухонной посуды и пищевых контейнеров изготовлена из стали 304. Аустенитный сплав легче всего сваривается.

 После этого можно использовать провод ER312.
После этого можно использовать провод ER312.  Это отличный выбор при сварке в режиме переноса короткого замыкания.
Это отличный выбор при сварке в режиме переноса короткого замыкания.

 Он позволяет вам видеть свою работу и защищает ваши глаза и лицо от излучения дуги (ультрафиолетового и инфракрасного излучения), искр, брызг и летящих предметов.
Он позволяет вам видеть свою работу и защищает ваши глаза и лицо от излучения дуги (ультрафиолетового и инфракрасного излучения), искр, брызг и летящих предметов.



 Но постарайтесь сделать соединение, для которого требуется наименьшее количество сварочного металла.
Но постарайтесь сделать соединение, для которого требуется наименьшее количество сварочного металла.




 Если вы свариваете листовой металл, делайте прихватки через каждые 1″ (2,5 см), но делайте прихватки меньшего размера.
Если вы свариваете листовой металл, делайте прихватки через каждые 1″ (2,5 см), но делайте прихватки меньшего размера. Это важно при сварке MIG.
Это важно при сварке MIG.
 Любые остаточные брызги, железо и т. д. будут служить точками концентрации коррозии.
Любые остаточные брызги, железо и т. д. будут служить точками концентрации коррозии.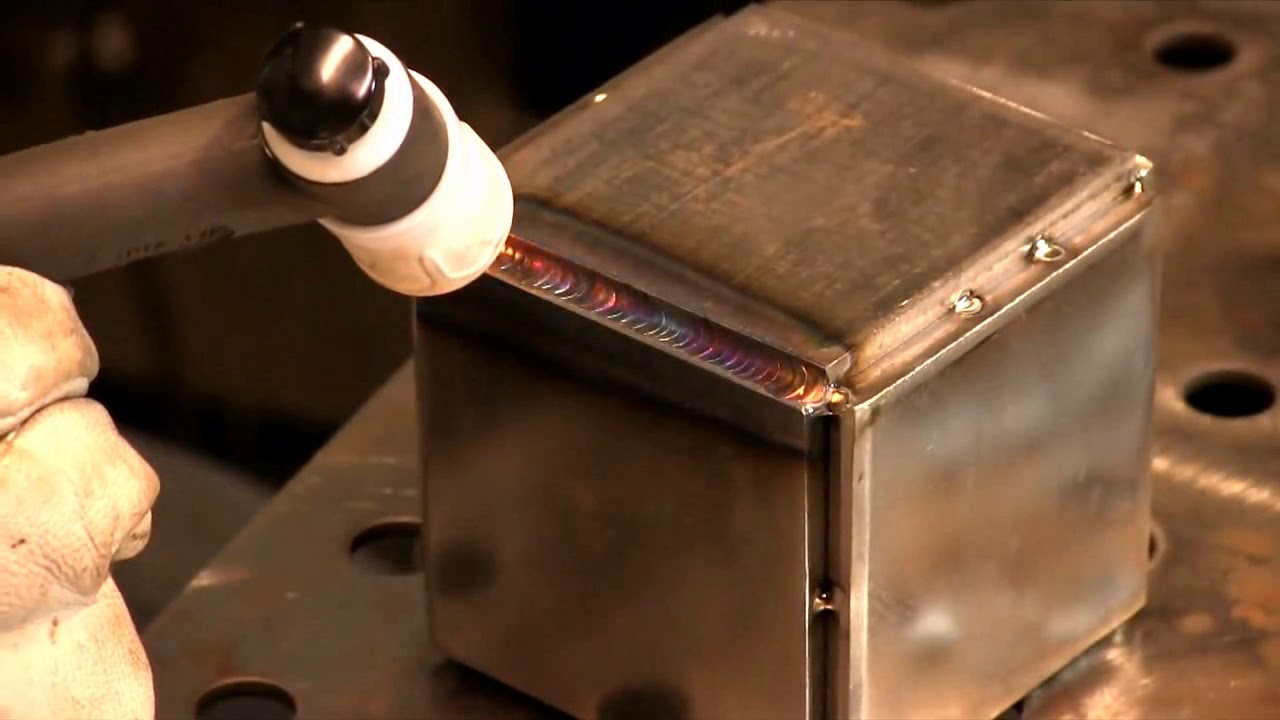 Это эффективный, безопасный, но дорогой метод. Ее также называют электрополировкой.
Это эффективный, безопасный, но дорогой метод. Ее также называют электрополировкой.
 Шарик не будет обладать коррозионной и термостойкостью, а также низкой прочностью. Хуже того, валик будет хрупким и может треснуть под механическим или термическим воздействием. Общий провод также повредит дорогой компонент из нержавеющей стали.
Шарик не будет обладать коррозионной и термостойкостью, а также низкой прочностью. Хуже того, валик будет хрупким и может треснуть под механическим или термическим воздействием. Общий провод также повредит дорогой компонент из нержавеющей стали.  com) будет разъедать его быстрыми темпами.
com) будет разъедать его быстрыми темпами.