Для чего выполняется разделка кромок при сварке
Главная » Статьи » Для чего выполняется разделка кромок при сварке
Для чего выполняется разделка кромок при сварке?
Разделка кромок металла под сварку — обработка свариваемых кромок, придание им надлежащих параметров. Данная процедура осуществляется со следующими целями: обеспечение доступа к корню шва сварочного оборудования, проварка соединяемых деталей по всей толщине материала.
Кромки по форме разделки могут отличаться:
- соединения сварные без разделки краев деталей;
- соединения элементов с разделкой, отбортовкой.
Разделка кромки может быть:
- с односторонним скосом, который может выполняться для одной или обоих краев;
- с двусторонним скосом, выполняемым аналогично для одной, обеих кромок.
Выбирая вариант разделки, рекомендуется брать в учет то, что самым экономным считается соединение сварное без выполнения скоса кромки. Если же предварительная обработка краев изделия все-таки производится, то наиболее простой считается разделка с прямым скосом К, V, Х-образная, чем U-образная. Если сравнивать с односторонней разделкой, то двусторонняя К, Х-образная разделка считается более технологичной, но осуществить такую обработку возможно только в случае наличия доступности сварочным устройством к обоим краям свариваемого металла.
Если сравнивать с односторонней разделкой, то двусторонняя К, Х-образная разделка считается более технологичной, но осуществить такую обработку возможно только в случае наличия доступности сварочным устройством к обоим краям свариваемого металла.
Предварительная подготовка для сварки металлической поверхности
В процессе предварительной подготовки свариваемых металлических элементов производятся следующие мероприятия:
- правка, разметка материала;
- резка металла;
- подготовка к соединению кромок изделия;
- гибка металла горячим, холодным способом.
Подготовка металла может производиться ручным, механическим способами:
- ручная обработка осуществляется на специализированных правильных плитах, выполненных из чугуна, стали. При этом используется винтовой ручной пресс, правка выполняется ударами кувалды;
- механическая правка выполняется на листоправильных вальцах;
- правка угловой стали осуществляется на правильном прессе;
- обработка швеллеров, двутавровых элементов производится на ручных, механических правильных вальцах;
- разметка материала определяет будущую фигуру изделия;
- резка механическая металлических листов может быть прямолинейной, криволинейной.

- резка заготовок из углеродистых сталей осуществляется дуговой плазменной или газокислородной резками, механическим или ручным способом;
- резка заготовок из легированных сталей производится дуговой плазменной или флюсовой газовой резкой.

Предварительная подготовка деталей
Предварительная разделка кромок под сварку соединяемых элементов осуществляется для обеспечения максимальной проварки основного металла. Для изделий толщиной свыше 5 мм делается скос свариваемых краев. Угол разделки кромок может составлять от 70 до 90 градусов.
Способы выполнения скосов краев металла
- Выполнение скоса пневматическим, ручным зубилом. Это наиболее грубая с низкой производительностью методика, в результате которой края получаются недостаточно ровные.
- Обработка на специализированном оборудовании: фрезерные, кромкострогальные станки. В данном случае скосы получаются более чистыми, ровными.
- Самый экономичный вариант получения скоса — это ручная, механизированная кислородная резка, после которой обязательно нужно убрать шлаковые отложения при помощи металлической щетки или зубила.
 В данном случае скосы получаются более чистыми, ровными.
В данном случае скосы получаются более чистыми, ровными.Важно не забывать про очистку кромок, чтобы не допустить наличия неметаллических компонентов в сварочном шве и некачественного провара.
Рекомендации специалистов
- Чтобы в период выполнения сварочных работ не нарушалось положение деталей, размеры зазоров между кромками, необходимо их предварительно прихватить сваркой, то есть соединить в нескольких точках.
- Длину прихваток, промежутки между ними нужно определять в зависимости от длины основного сварного шва, толщины соединяемого материала. Например, прихватка тонких изделий, которые будут соединяться короткими швами, не должна быть больше 5 мм, а для толстых изделий, которые планируется соединять довольно длинными швами, прихватки выполняются на расстоянии до 50 см между собой и быть длиной до 3 см.

Сергей Одинцов
electrod.biz
5 Разделка кромок под сварку
РАЗДЕЛКА КРОМОК ПОД СВАРКУ
Разделка кромок — придание кромкам, подлежащим сварке, необходимой формы.
Разделка кромок под сварку выполняется с целью обеспечения:
— провара по всей толщине свариваемых элементов;
— доступа сварочного инструмента к корню шва.
По форме разделки кромок под сварку различают сварные соединения без разделки кромок, с отбортовкой и с разделкой кромок под сварку. Кроме того, сварные соединения с разделкой кромок подразделяются на сварные соединения с односторонним скосом одной или двух кромок (односторонняя разделка одной или двух кромок) и сварные соединения с двусторонним скосом одной или двух кромок (двусторонняя разделка одной или двух кромок).
При выборе формы разделки кромки следует учитывать, что наиболее экономичным является сварное соединение без скоса кромок. В случае выполнения разделки кромок более простой в исполнении по сравнению с U – образной является разделка кромок с прямолинейным скосом кромок (V, К, Х – образные). В сравнении с односторонней разделкой кромок более технологичными являются К- и Х-образные двусторонние. Однако К- и Х-образные двусторонние могут быть реализованы при возможности доступа сварочного инструмента к обеим сторонам изделия.
В сравнении с односторонней разделкой кромок более технологичными являются К- и Х-образные двусторонние. Однако К- и Х-образные двусторонние могут быть реализованы при возможности доступа сварочного инструмента к обеим сторонам изделия.
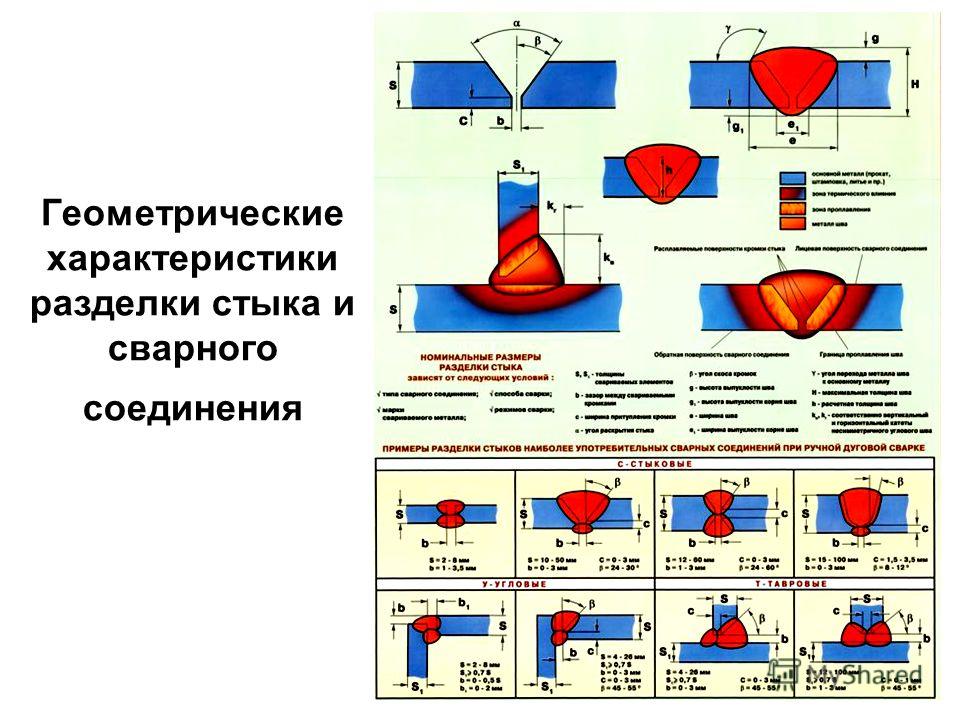
Конструктивные элементы формы разделки кромок.
Конструктивные элементы формы разделки кромок зависят от конструктивных особенностей свариваемых элементов, а также от диаметра электродного материала (размеры разделки кромок должны обеспечивать доступ электрода или сварочной проволоки к корню шва).
Форма разделки кромок характеризуются следующими основными конструктивными элементами: зазор b, притупление С, угол скоса кромки β и угол разделки кромок α.
Угол скоса кромки β.
Скос кромки — прямолинейный срез кромки, подлежащей сварке.
Угол скоса кромки — острый угол между плоскостью скоса кромки и плоскостью торца.
Угол скоса кромки β изменяется в пределах от 30 ± 5 до 10 ± 5 градусов. При разделке одной кромки угол скоса кромки может составлять 45 градусов.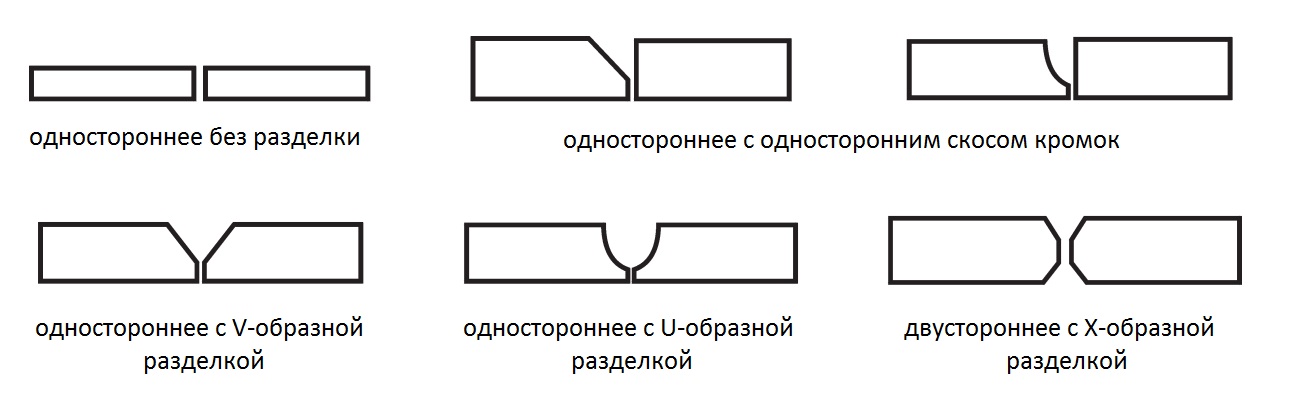
Угол разделки кромок — угол между скошенными кромками свариваемых частей. Угол разделки кромок α= 2 β. Угол разделки кромок выполняется для обеспечения доступа электрода к основанию шва.
Притупление кромки — нескошенная часть торца кромки, подлежащей сварке. Назначение притупления — обеспечить правильное формирование сварного шва и предотвратить прожоги в корне шва. Притупление кромок С обычно составляет 2 мм ± 1 мм. Иногда, в связи с конструктивными особенностями сварного соединения, значение притупления может приниматься равным нулю (С=0). В этом случае необходимо предусматривать технологические мероприятия, исключающие появление прожога (сварка на подкладке, сварка на флюсовой подушке, укладка подварочного шва, применение замкового соединения).
Зазор — кратчайшее расстояние между кромками собранных для сварки деталей. Зазор b обычно равен 1,0 — 3 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара корня шва, но в отдельных случаях, при той или иной технологии, зазор может быть равным нулю или достигать 8-10 мм и более. Если зазор b = 0, выполняемая сварка называется сваркой без зазора, если b ≠ 0 –сваркой с зазором (или по зазору).
Если зазор b = 0, выполняемая сварка называется сваркой без зазора, если b ≠ 0 –сваркой с зазором (или по зазору).
БЕЗ РАЗДЕЛКИ КРОМОК I – образная (без скоса кромок) |
С ОТБОРТОВКОЙ КРОМОК (без скоса кромок) |
Односторонняя разделка Односторонняя разделка с прямолинейным скосом с прямолинейным скосом одной кромки двух кромок | |
Форма разделки кромок |
2
studfiles.net
Типы сварных соединений. Разделка кромок под сварку. | мтомд.инфо
Основными преимуществами сварных соединений являются: экономия металла; снижение трудоемкости изготовления корпусных деталей; возможность изготовления конструкций сложной формы из отдельных деталей, полученных ковкой, прокаткой, штамповкой.
Сварным конструкциям присущи и некоторые недостатки: появление остаточных напряжений; коробление в процессе сварки; плохое восприятие знакопеременных напряжений, особенно вибраций; сложность и трудоемкость контроля.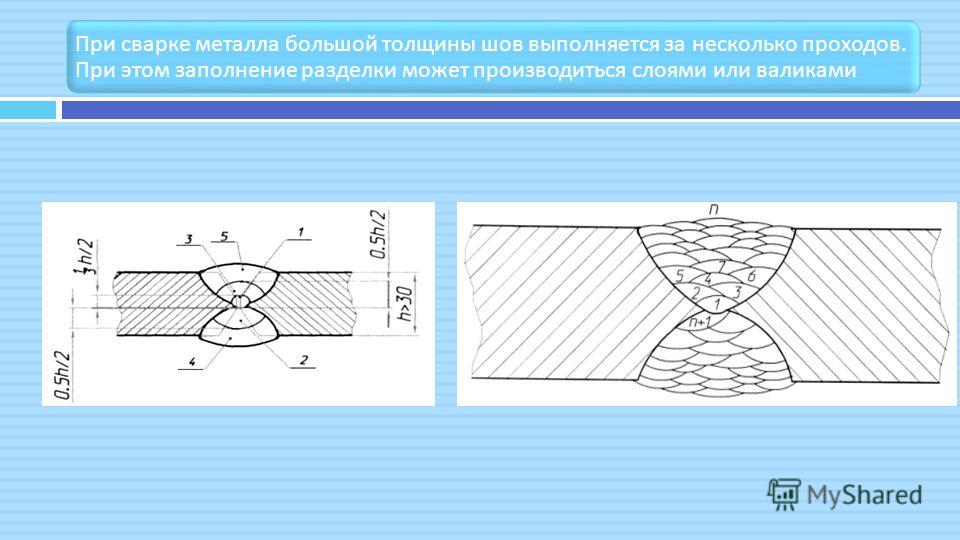
Типы сварных соединений
Тип сварного соединения определяют взаимным расположением свариваемых элементов и формой подготовки (разделки) их кромок под сварку. В зависимости расположения соединяемых деталей различают четыре основных типа сварных соединений: стыковые, нахлесточные, угловые и тавровые (рисунок 1).
Рисунок 1 — Основные типы сварных соединений
а – стыковое; б – нахлесточное; в – тавровое; г – угловое
Разделка кромок под сварку
Кромки разделывают в целях полного провара заготовок по сечению, что является одним из условий равнопрочности сварного соединения с основным металлом. Формы подготовки кромок под сварку показаны на рисунке 2, различают V, K, X – образные. По характеру выполнения сварные швы могут быть односторонние и двухсторонние.
Рисунок 2 — Разделка кромок под сварку
а – V-образная; б – U -образная; в – X-образная; г – двусторонняя Х-образная
Скос кромок можно производить различными способами. Самым грубым и малопроизводительным из них является срубание кромок ручным или пневматическим зубилом. При этом способе края кромок получаются неровные. Наиболее ровные и чистые кромки получаются при изготовлении их на специальных кромкострогальных или фрезерных станках. Применение кислородной резки, ручной или механизированной, для скоса кромок является самым экономичным. Шлаки и окалина, остающиеся после кислородной резки, должны быть удалены с помощью зубила и стальной щетки.
При этом способе края кромок получаются неровные. Наиболее ровные и чистые кромки получаются при изготовлении их на специальных кромкострогальных или фрезерных станках. Применение кислородной резки, ручной или механизированной, для скоса кромок является самым экономичным. Шлаки и окалина, остающиеся после кислородной резки, должны быть удалены с помощью зубила и стальной щетки.
Следует уделять большое внимание чистоте кромок, так как загрязненная поверхность кромок металла приводит к плохому провару и образованию в сварном шве неметаллических включений. Поэтому перед сваркой кромки, а также соседние с каждой кромкой участки на ширину 20—30 мм должны очищаться до металлического блеска от окалины, ржавчины, масла, краски и других загрязнений. Очистка от окалины, краски и масла может осуществляться непосредственно пламенем сварочной горелки. При этом окалина отстает от металла, а масло и краска сгорают. После нагрева пламенем поверхность зачищается стальной щеткой.
www.mtomd.info
Добро пожаловать на главную страницу
Незаметно пролетели три месяца учебы для первокурсников группы 971 «Мастер по обработке цифровой информации». В рамках внутригруппового профессионального конкурса по компетенции «Графический дизайн» ребята продемонстрировали свое владение графическим редактором: рисовали шар на новогоднюю елку. Лучше всех с заданием справились Садовников Дмитрий (1 место), Волков Дмитрий (2 место) и Ширшов Илья (3место). Ёлочка украшена, а ребята показали, что они уже знают и умеют, и что готовы двигаться дальше, к новым знаниям. |
 Первые шаги к освоению профессии сделаны.
Первые шаги к освоению профессии сделаны.| Наши парикмахеры на семинаре |
7 декабря в парикмахерской- мастерской Некрасовой Ю.А, мастером производственного обучения, был организован семинар по теме: «Окрашивание волос красителем CONSTANT DELIGHT c витамином С». Семинар состоял из двух частей: теоретической и практической. Теоретическая часть включала:
Практическая часть заключалась в пошаговой отработке умений и навыков «от простого — к сложному»: обучающиеся 2 курса , под руководством технолога Черновой Е.А проводили диагностику волос и кожи головы модели, выполняли окрашивание, консультировали модель по подбору средств по уходу за волосами в домашних условиях. |

pu4-biysk.ru
Разделка кромок под сварку: виды, ГОСТ, формы, углы
Прежде, чем сваривать заготовки, их кромкам придают определенную форму. Такая операция называется «разделка». Ее выполняют на изделиях средней и большой толщины для того, чтобы:
Такая операция называется «разделка». Ее выполняют на изделиях средней и большой толщины для того, чтобы:
- дать инструментам сварщика удобный доступ к коренной области шва;
- обеспечить качественную проварку по всей толщине соединяемых деталей.
Разделка кромок под сварку
Разделка кромок увеличивает зону шва и, соответственно, расход сварочных материалов. Наименьший расход наблюдается в том случае, когда кромки не разделывается вовсе. Сварка идет без разделочной подготовки. При малых толщинах применяют отбортовку. При подготовке к сварке делают фаски различной формы, одно- и двухсторонние. Прямолинейные односторонние скосы легче всего заваривать. Фаски сложной формы требуют доступа сварщика к лицевой и изнаночной сторонам конструкции.
Содержание
Для чего выполняется, цель подготовки и зачистки
Перед выполнением подготовки торцы подлежат обязательной зачистке. Зачистка разделяется на две стадии:
- Механическая. Проводится для удаления слоя окислов, ржавчины, окалины и других механических загрязнений. Выполняется проволочными щетками или абразивными дисками различной зернистости и формы. Небольшие детали могут зачищаться вручную, для более крупных используют угловые шлифмашины (УШМ), в обиходе называемые «болгарками».
- Химическая. Выполняется для обезжиривания области шва и удаления из нее других видов химических загрязнений. Используются органические растворители. Некоторые сплавы пред сваркой протравливают кислотами.
 Выполняется проволочными щетками или абразивными дисками различной зернистости и формы. Небольшие детали могут зачищаться вручную, для более крупных используют угловые шлифмашины (УШМ), в обиходе называемые «болгарками».
Выполняется проволочными щетками или абразивными дисками различной зернистости и формы. Небольшие детали могут зачищаться вручную, для более крупных используют угловые шлифмашины (УШМ), в обиходе называемые «болгарками».Если проводить сварочные работы без предварительной зачистки, то загрязнения, попавшие в шовный материал, существенно снизят его прочность и долговечность.
После зачистки поверхности можно приступать к разделке кромок под сварку. Она проводится для того, чтобы дать электроду или горелке доступ ко всей сварочной зоне. Особенно это важно для толстостенных конструкций, которые приходится проваривать в несколько проходов. Основная цель разделочных операций — обеспечение глубокого и полного провара по всей глубине и длине шва.
Различают несколько разновидностей подготовительных работ:
- Ручная правка. Проводится на правильных плитах, применяется ручной молоток.
- Механическая правка. Используется пресс или прокатка в правильных вальцах. С заготовки снимаются зоны кривизны (вздутия и впадины) и коробления.
- Разметка. Суть операции заключается в переносе линейных и угловых размеров будущего изделия с чертежа на поверхности заготовки. Обозначаются также места сверления отверстий. Разметка выполняется острыми чертилками или контрастными маркерами. Необходимо также не забывать о припуске, оставляемом для операций механической обработки. Разметка выполняется для уникальных и мелкосерийных изделий. Серийные и массовые изделия не размечаются, а обрабатываются по шаблонам.
- Термообработка. Нагрев до относительно невысоких температур используется для повышения пластичности и обрабатываемости металла.
- Раскрой. Резка листового проката под необходимый размер заготовки проводится механическими ножницами, линейными или роликовыми. Раскрой высокоуглеродистых сплавов осуществляют с помощью установок газовой или плазменной резки. Высоколегированные сплавы разрезают лазерными резаками либо применяют кислородные резаки под флюсом.
- Гибка. Проводится для изгиба заготовок согласно чертежей. Выполняется на гибочных станках в холодном или нагретом состояниях.
 Проводится на правильных плитах, применяется ручной молоток.
Проводится на правильных плитах, применяется ручной молоток. Высоколегированные сплавы разрезают лазерными резаками либо применяют кислородные резаки под флюсом.
Высоколегированные сплавы разрезают лазерными резаками либо применяют кислородные резаки под флюсом.После проведения комплекса подготовительных операций приступают к собственно разделке кромок.
Различают следующие виды разделки кромок:
- односторонние;
- двухсторонние.
По форме скоса выделяют такие типы разделки кромок под сварку, как:
- V-образная;
- X-образная;
- U-образная.
Правильно выполненная подготовка под сварку помогает сформировать сварочную ванну наилучшей формы, обеспечит плавное соединение двух заготовок, минимизирует возникающие после кристаллизации внутренние напряжения.
Важно отметить, что скосы не должны заканчиваться острой кромкой.
 В этом случае возникает вероятность локальных непроваров или прожогов.
В этом случае возникает вероятность локальных непроваров или прожогов.На последних 2-3 миллиметрах кромку делаю плоской, формируя так называемое притупление.
Оборудование для механической разделки
В ходе механической обработке стыков чаще других используются следующие операции:
- строгание;
- фрезерование;
- долбление;
- абразивное резание.
Для каждой группы операций применяется свое специализированное оборудование.
Сенсорно-механическое устройство для подготовки кромок
Для подготовки прямых стыков используются строгальные станки. Резец из высокопрочной инструментальной стали устанавливается под необходимым углом и совершает возвратно- поступательный движения вдоль торца, снимая за каждый проход небольшой слой металла. Механизированная система подачи резца перемешает его немного ниже перед началом очередного прохода. Станки отличаются простотой устройства, надежностью и низкой себестоимостью операции.
Если же линия шва криволинейная, приходится применять специализированные фрезеровальные станки.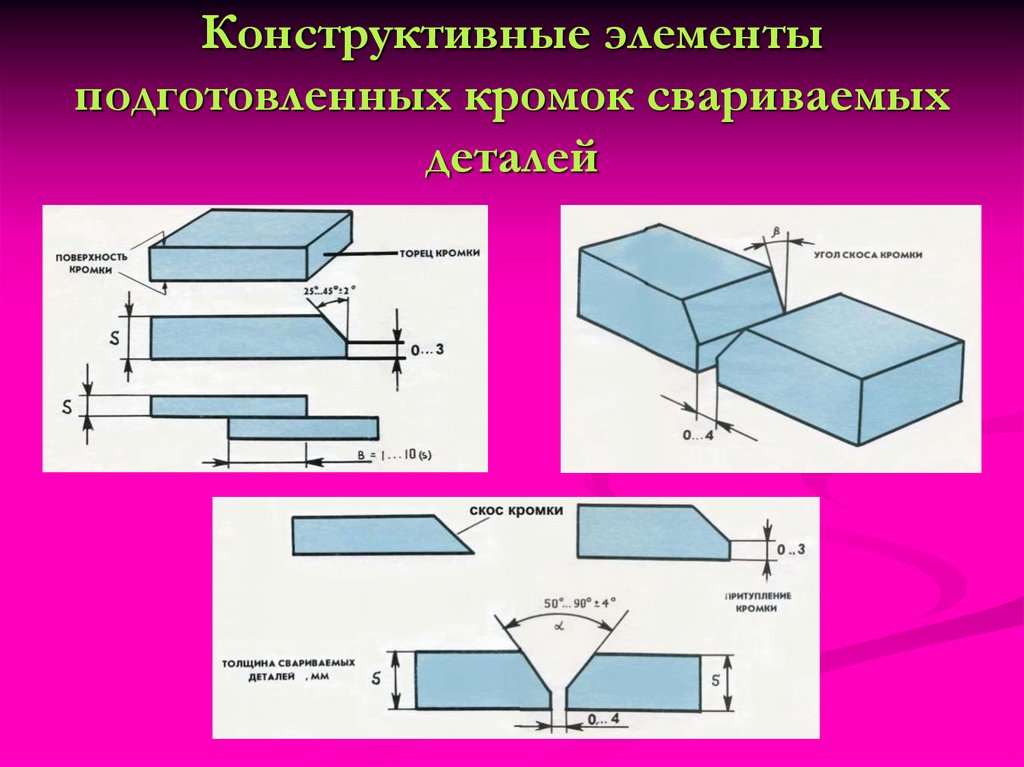 Фреза, закрепленная в шпинделе под углом, движется под управлением рабочей программы вдоль линии шва, снимая необходимую фаску. Эту операцию также можно выполнить и на универсальном обрабатывающем центре, но тогда себестоимость ее заметно возрастет.
Фреза, закрепленная в шпинделе под углом, движется под управлением рабочей программы вдоль линии шва, снимая необходимую фаску. Эту операцию также можно выполнить и на универсальном обрабатывающем центре, но тогда себестоимость ее заметно возрастет.
Для разделки кромок при сварке заготовок, которые по своим размерам не помещаются на станок, а также для обработки стыков труб для магистральных трубопроводов, используют мобильные кромкоскалыватели. Они закрепляются на заготовке и работают методом долбления. По качеству поверхности и точности соблюдения размеров фаски получаются гораздо хуже, чем на стационарных станках. Им требуется дополнительная доводка.
Абразивная обработка используется при подготовке относительно небольших заготовок, а также для дополнительной доводки после фрезерования и скалывания. Обязательной шлифовке подлежат детали из нержавеющих и алюминиевых сплавов.
Скос под сварку труб трубопроводов
Сварка труб необходима в самых разных отраслях. Это и производство, и транспорт, и строительство. Отдельно стоят магистральные трубопроводы и жилищно — коммунальное хозяйство. Люди применяют в своей жизни большое количество типоразмеров труб, сделанных из разных материалов и эксплуатируемых в разных условиях. Различаются и требования по подготовке кромок. Иногда без нее можно обойтись, а иногда — это неотъемлемое требование для обеспечения качества и безопасности эксплуатации.
Отдельно стоят магистральные трубопроводы и жилищно — коммунальное хозяйство. Люди применяют в своей жизни большое количество типоразмеров труб, сделанных из разных материалов и эксплуатируемых в разных условиях. Различаются и требования по подготовке кромок. Иногда без нее можно обойтись, а иногда — это неотъемлемое требование для обеспечения качества и безопасности эксплуатации.
Государственный стандарт 16037-80 регламентирует способы и параметры подготовки к сварке стальных труб для различных видов и сочетаний свариваемых конструктивных элементов и их сочетаний. Стандарт предусматривает такие типы соединений, как:
- в стык;
- угловое;
- внахлест.
Нормы, закрепленные в стандарте, являются обязательными к исполнению. Без их соблюдения нельзя говорить о качественной сварке и распространяются на электродуговую и газовую ее разновидность, включая применение флюсов и атмосферы защитных газов.
Виды соединения труб при сварке трубопровода
Предписывается в стандарте и механическая, и химическая зачистка поверхности перед сваркой.
Река труб большого диаметра должна осуществляться специализированным оборудованием. В случае применения ручного инструмента (УШМ) резать трубу следует по секторам, соблюдая требования правил безопасной работы.
Под отводы
Это вид соединения, позволяющего разделить поток в трубе (или соединить два потока). При подготовке сварки отвода с основной деталью делают скос одной или двух кромок под 45° к продольной оси. Если отвод присоединяется в стык, то заготовки должны быть равной толщины. Угловые присоединения допускается выполнять без фаски.
Под штуцеры
Это патрубок меньшего по отношению к основной трубе диаметра. Он вваривается в основную трубу и отводит из нее поток. Их также используют в качестве средства присоединения к основной трубе гибких шлангов. Штуцер соединяют с трубопроводом такими приемами:
- угловым швом для ответвления;
- внахлест для промежуточной установки.
Оба приема предусматривают односторонний не разделанный шов. Фаски формируются мехобработкой или газовым резаком.
Фаски формируются мехобработкой или газовым резаком.
Для сосудов и резервуаров
Металлические резервуары и сосуды представляют собой объекты повышенной опасности. Содержимое может быть химически активным, находиться под давлением или иметь высокую температуру. Из-за этого высококачественному соединению их деталей и формированию кромок труб под сварку всегда уделяется повышенное внимание.
Стандарт предписывает следующим условиям:
- Для стенок толщиной 3-25 мм используют V- либо X- образную фаску.
- 26-60 мм — используют U-образный.
- Для стенок большей толщины применяют специальные формы разделки и технологии сварочных работ.
Стыкового соединения
В этом случае детали лежат в одной плоскости, а торцы их разделяет небольшой промежуток. В этом случае формируется прочный и долговечный шов, заготовки после сваривания практически становятся единым куском металла. Сваривание встык применяется для конструкций, к которым предъявляются высокие требования. Так выполняется, например, сварка труб при сборке плетей под магистральные трубопроводы.
Так выполняется, например, сварка труб при сборке плетей под магистральные трубопроводы.
Для заготовок толщиной до 3 мм достаточно выполнить отбортовку кромок. Если толщина 3-25 мм — делают фаску с одной стороны. При толщине от 26 до 60 мм потребуется двухсторонняя фаска на обеих деталях.
Угловое соединение
Угловых соединений
Это соединения, для которых угол между поверхностями более 30°. Угол разделки кромок зависит от угла между поверхностями.
Для них стандарт предусматривает следующие требования, исходя из толщины:
- до 1 мм разделка углов по краям заготовок не требуется;
- 1-3 мм – достаточно отбортовать;
- 3-20 мм –фаска с одной стороны.
При толщинах 20-50 мм выполняют двустороннюю фаску обеих кромок.
Для двутавровой балки
Это металлический профиль, в сечении похожий на букву H Он обладает повышенной устойчивостью к изгибным напряжениям и является часто применяемым несущим элементом в машиностроении и строительстве. Соединяется с другими элементами с применением таврового шва. Разделка под сварку также зависит от толщины профиля:
Соединяется с другими элементами с применением таврового шва. Разделка под сварку также зависит от толщины профиля:
- 4-25 мм – односторонняя фаска;
- 26-60 мм – фаска делается с двух сторон;
Прокат большей толщины встречается редко, для него предусмотрены особые формы разделки и технологии сварочных работ.
Виды, типы, формы скосов для швов при ручной дуговой сварке
В ходе ручной электродуговой сварки используются следующие типы:
V-образная
прямая фаска с одной стороны используется для листового проката от 3 до 26 мм. Угол скоса определяется числом разделанных кромок:
- одна — 50°;
- две — 60°.
X-образная
скашиваются две стороны листа 12-60 мм. Угол фаски – 60°.
V- и X-образное соединения
U-образная
Криволинейная фаска на одной из сторон рекомендуется для заготовок от 20 до 60 мм. Эффективен при ручной электродуговой сварке. В этом случае достигается существенная экономия сварочных материалов за счет формирования сварочной ванны оптимальной формы.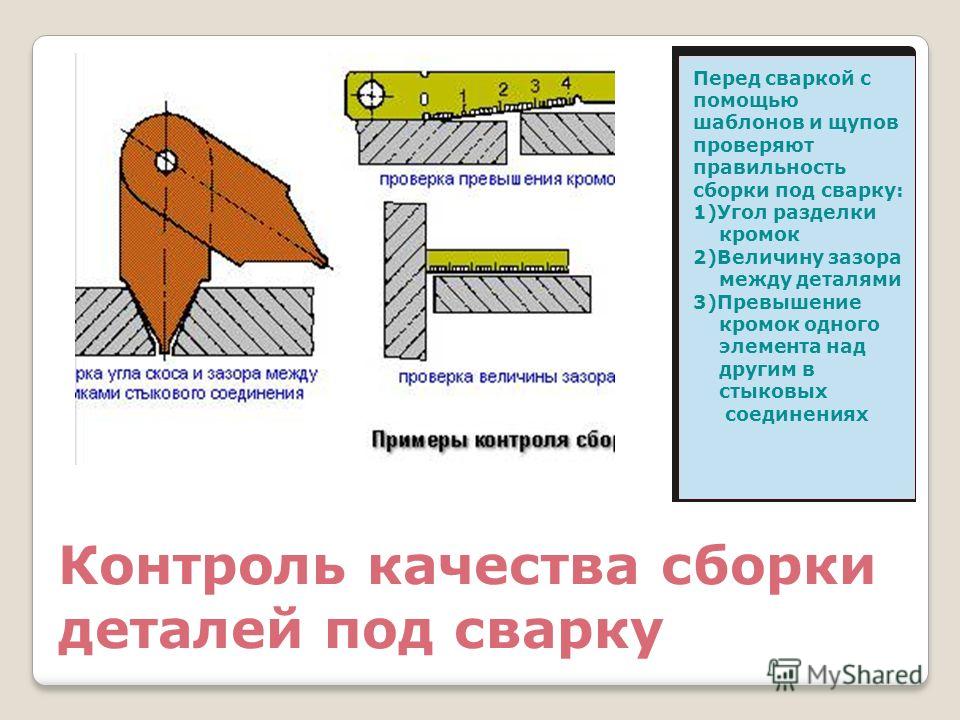 Повышается также и скорость сварки. Все это положительно влияет на себестоимость сварочных операций.
Повышается также и скорость сварки. Все это положительно влияет на себестоимость сварочных операций.
Обозначения
Геометрические параметры разделки определяются конструктивными характеристиками соединяемых деталей. Влияет на них и диаметр электрода или сварочной проволоки. Угол скоса должен давать возможность доступа инструмента к корню шва.
Основными параметрами являются:
- Зазор b. Наименьшее расстояние между торцами заготовок. Обычно его делают не больше 2-3 мм. Если конструктивные или технологические условия требуют большего зазора, то соединение выполняют с большим количеством присадочного материала, а также с использованием специальных траекторий движения горелки. Используют также метод нескольких проходов.
- Притупление C. Не скашиваемая нижняя часть торца. Оставляется для обеспечения заданной формы шовного материала. Служит также для снижения риска корневых прожогов. Если притупление по конструктивным или технологическим условиям оставляется менышим 1 мм или вовсе не делается, следует прибегать к специальным мерам.
- Угол скоса β. Острый угол, образуемый торцом заготовки и плоскостью кромки. Бывает от 10 до 30°. В случае одностороннего скоса может достигать 45°.
- Угол разделки α. Угол, образуемый плоскостями фасок обеих заготовок. Его назначение – обеспечение доступа электрода к корню шва. Равен удвоенному значению β.

Для предотвращения прожога при малых (или нулевых) значениях притупления принимают следующие меры:
- сварочные подкладки, исключающие прожог и вытекание расплава;
- подушка из флюса;
- выполнение предварительной подварки;
- формирование замкового шва.
Конструкторы и технологи должны стремиться к соблюдению нормативных значений зазора и притупления. Применение любых дополнительных операций и специальных методов ведет к росту трудоемкости, снижению производительности и повышенному расходу сварочных материалов. Все это негативно влияет на производительность и себестоимость сварочных операций.
Способы разделки кромок
В ходе подготовительных работ применяются такие способы разделки кромок:
- Газовым резаком. Метод не отличается высокой точностью и качеством поверхности. Обязательно требуется дополнительная механическая обработка для выравнивания фаски и его шлифовки.
- Механическая резка. При обработке строганием или фрезерование дополнительной обработки не требуется. После долбежки нужна такая же доработка, как и после газовой резки.
 Метод не отличается высокой точностью и качеством поверхности. Обязательно требуется дополнительная механическая обработка для выравнивания фаски и его шлифовки.
Метод не отличается высокой точностью и качеством поверхности. Обязательно требуется дополнительная механическая обработка для выравнивания фаски и его шлифовки.
Способы разделки кромок под сварку
На заготовках, имеющих форму тел вращения, удобно формировать фаски на токарно — расточных станках.
Для криволинейных швов применяются специализированные фрезеровальные станки или универсальные обрабатывающие центры. Применение специализированного оборудования позволяет снизить себестоимость операции.
Для прямолинейных кромок доступен самый широкий выбор оборудования. Наиболее производительными и экономичными являются строгальные станки. Доступна также обработка фрезерованием и пневмошлифовка.
Дополнительная механическая обработка для выравнивания поверхности может проводиться вручную, с применением УШМ.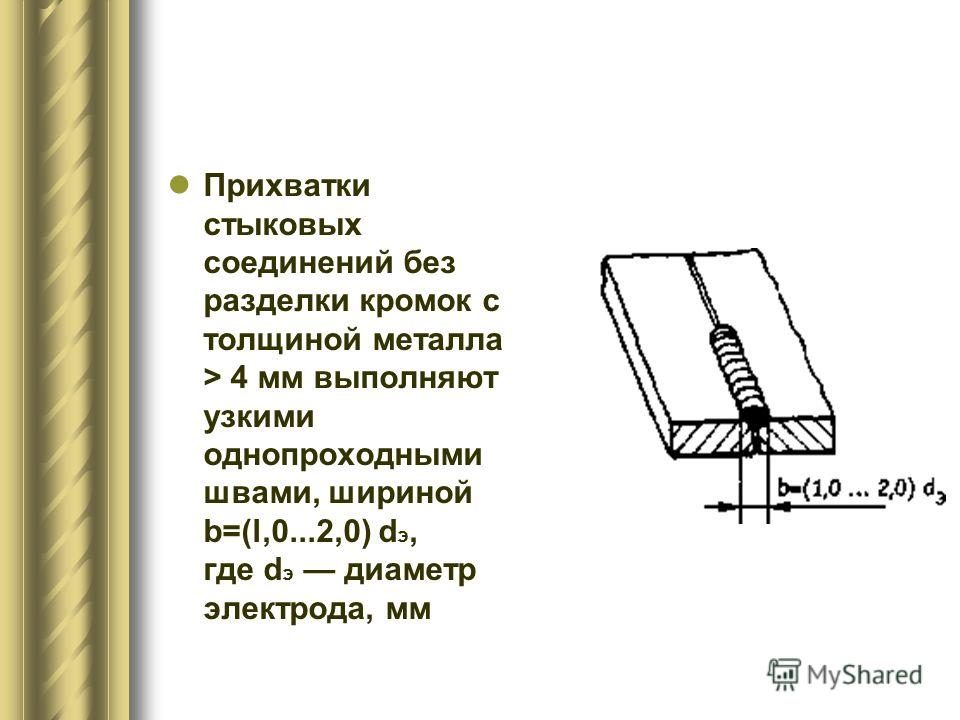 Сохранилась также и доработка с применением зубила и напильника. К механизированным способам относят пескоструйную и дробеструйную обработку.
Сохранилась также и доработка с применением зубила и напильника. К механизированным способам относят пескоструйную и дробеструйную обработку.
Правила подготовки изделий
Для любого метода сварки необходим комплекс подготовительных операций, направленных на выравнивание поверхности заготовки и ее очистку от слоя окислов, шлаков, окалины, ржавчины и других механических и химических загрязнений. В них входят:
- правка;
- зачистка;
- разметка;
- раскрой.
Химическая очистка проводится для полного обезжиривания и удаления следов посторонних химических веществ в околошовной области, как минимум на 30 мм в каждую сторону от линии шва.
В качестве дополнительной операции по указаниям технологов может проводиться локальная или общая термообработка. Она предназначена для снятия внутренних напряжений, возникших на предыдущих стадиях обработки. Термообработка также может использоваться для улучшения таких характеристик материала, как прочность, упругость, пластичность и свариваемость.
Термообработка также может использоваться для улучшения таких характеристик материала, как прочность, упругость, пластичность и свариваемость.
Тщательное проведение подготовительных операций позволяет получить прочное, бездефектное и долговечное сварное соединение.
Разделку кромок, как правило, проводят после завершения комплекса подготовительных операций. Правильно выполненная разделка позволяет рассчитывать на качественный шов. Электрод (или проволока) должен иметь доступ к корневой области шва и выполнить глубокий и полный провар.
Зачистка металла
Кромки свариваемых заготовок проходят предсварочную подготовку одним из трех способов:
- Без разделки. Допускается для материалов тоньше 1 миллиметра. Достаточное качество шва может быть обеспечено и без формирования фасок.
- Отбортовка. Торцы заготовок прокатываются на специальном оборудовании и становятся тоньше. Односторонняя делается для стыковых и угловых швов. Двусторонняя – при сварке встык.
- Формирование скосов.
Если деталь перемещалась или хранилась, то после разделки следует выполнить повторное обезжиривание непосредственно пред началом сварочных работ.
В случае длительного хранения потребуется повторить и механическую зачистку для удаления окисной пленки, успевшей образоваться на поверхности.
Требования к готовым поверхностям
К поверхностям, подготовленным для сварки, предъявляются следующие требования:
- Выровненная поверхность. Должны быть исключены искривления, коробление, поверхностные дефекты.
- Чистота. Должны быть удалены окисные пленки, ржавчина, окалина, пыль и стружка, лакокрасочные покрытия и смазка.
- Точность разделки кромок. Недопустимы перепады угла скоса и притупления.
Скачать ГОСТ 5264-80
Четкое выполнение этих требований дает возможность выполнить качественный, прочный и долговечный шов.
Под каким углом
Угол скоса измеряется между плоскостями скошенной кромки и торцом. Он определяется такими параметрами:
Он определяется такими параметрами:
- Метод сварки. Для газовой рекомендовано 40-45°, высота притупления от полумиллиметра до миллиметра. Для электросварки – 30-35°.
- Диаметр сварочного материала. Электрод или проволока должны свободно достигать корневой области.
- Толщина материала. С увеличением толщины угол должен становиться более тупым.
Особенности методов резки также влияют на величину угла.
Оборудование и инструмент
Для выполнения подготовительного блока операций доступно большое разнообразие оборудования:
- Ручная правка. Правильные столы, молот.
- Механическая правка. Прессы, вальцы.
- Зачистка. УШМ с дисками или проволочными щетками. Органические растворители для обезжиривания.
- Термообработка. Прогрев газовыми горелками и индукционным методом.
- Раскрой. Газовый резак, роликовые ножницы, установки плазменной и лазерной резки.
- Гибка. Ручным инструментом или на гибочных установках.
Гибочный станок
Станки для обработки кромок
Для этой операции применяют как универсальные инструменты, так и специализированное оборудование. Выбор типа зависит от объема работ.
Выбор типа зависит от объема работ.
В качестве универсальных инструментов используются угловые шлифмашины, напильники, другой ручной слесарный инвентарь.
Представлены на рынке и специальные устройства — кромкорезы и фаскосниматели. Их применение экономически оправдано при подготовке больших объемах однотипных швов.
Станок для обработки кромок под сварку
Технология разделки кромок
Основа технологического процесса разделки кромок — это удаление части материала из зоны шва для обеспечения его однородности, прочности и долговечности. Металл удаляется механической обработкой или газовой резкой под определенным углом.
Если после обработки качество поверхности неудовлетворительное, то проводится дополнительная мехобработка.
В большинстве случаев скос не доходит до нижней кромки заготовки. Там оставляют притупление. Его назначение — снизить риск прожога металла и вытекания расплава из шва.
Мехобработка для заготовок, имеющих форму тел вращения, проводится на токарных станках.

Прямолинейные фаски снимают на строгальных или фрезеровальных станках. Применяются и установки для пневмошлифовки и долбежные станки. В отдельных случаях используются установки водяной резки под высоким давлением.
В условиях небольших мастерских поверхности под сварку обрабатывают ручным слесарным инструментом и дорабатывают напильником.
Кроме газовой резки, используются плазменные и лазерные установки. Они позволяют добиться высокой точности обработки и качества поверхности, формируя К-, V-, и Х-профили скоса.
Разделка трещин в металле перед сваркой
При ремонте трещин в изделиях также требуется их разделать. Обрабатывают их обязательно на всю глубину и по всей протяженности. Сквозные трещины разделывают с двух сторон, чтобы снизить потери металла и расход сварочных материалов для наплавки. Выполняют операцию одним из двух способов:
- Механический. Вырубают зубилом или шлифуют абразивами.
- Термический. Применяют газовый резак.

Углы трещины следует засверлить, чтобы снять внутренние механические напряжения и остановить дальнейшее распространение.
Разделка трещин в металле перед сваркой
Для деталей различной толщины
Для заготовок, различающихся по толщине, даются такие рекомендации:
- до 1 мм разделка кромок не требуется;
- от 1 до 3 мм достаточно провести отбортовку;
- от 3 до 25 формируется односторонний скос;
- от 26 до 60 рекомендован двусторонний скос.
Рекомендации сохраняют свою силу для заготовок разной формы и для разных видов швов.
Разделка кромок под сварку
Среди важных подготовительных этапов сваривания металлических заготовок является и работа с кромками. В ряде случаев им необходимо придать определенную форму, сделать края косыми. Этот процесс называется разделкой кромок.
СОДЕРЖАНИЕ
- Для чего выполняется разделка кромок при сварке
- Нюансы разделки кромок
- Конструктивные параметры
- Виды разделки кромок
- V-образная
- X-образная
- К-образная
- U-образная
- Смещение кромок сварных стыковых соединений
- Кромки для труб
Для чего выполняется разделка кромок при сварке
Подготовка такого плана необходима для создания прочного сварного соединения, способного выдержать большие механические нагрузки. Суть работы заключается в том, чтобы снять часть металла и создать небольшой скос под углом. Благодаря скошенным кромкам обеспечивается отличный провар по всей ширине заготовки. Помимо этого, электрод гарантировано доберется до корня сварного шва и хорошо его прогреет. Пожалуй, это и будут основные причины, которые оправдывают разделку кромок.
Суть работы заключается в том, чтобы снять часть металла и создать небольшой скос под углом. Благодаря скошенным кромкам обеспечивается отличный провар по всей ширине заготовки. Помимо этого, электрод гарантировано доберется до корня сварного шва и хорошо его прогреет. Пожалуй, это и будут основные причины, которые оправдывают разделку кромок.
Линейные параметры скосов кромок деталей являются величиной конструктивной и регламентируются соответствующими нормативными документами. Размеры принято разделять в зависимости от способа сварки и формы скосов. Как пример: описанные в ГОСТе 5264 требования содержат нормативы для ручной дуговой сварки. Но они не подходят длят сваривания трубопроводов, нормативы для которых регламентированы ГОСТом 16037. В случаях, когда используется полуавтоматическая сварка или автомат, то нужно руководствоваться положениями ГОСТ 11533.
Нюансы разделки кромок
Разделывание кромок под сварочные работы имеет свои нюансы. Одна из них заключается в том, что по завершению операции ширина сварного соединения будет увеличена.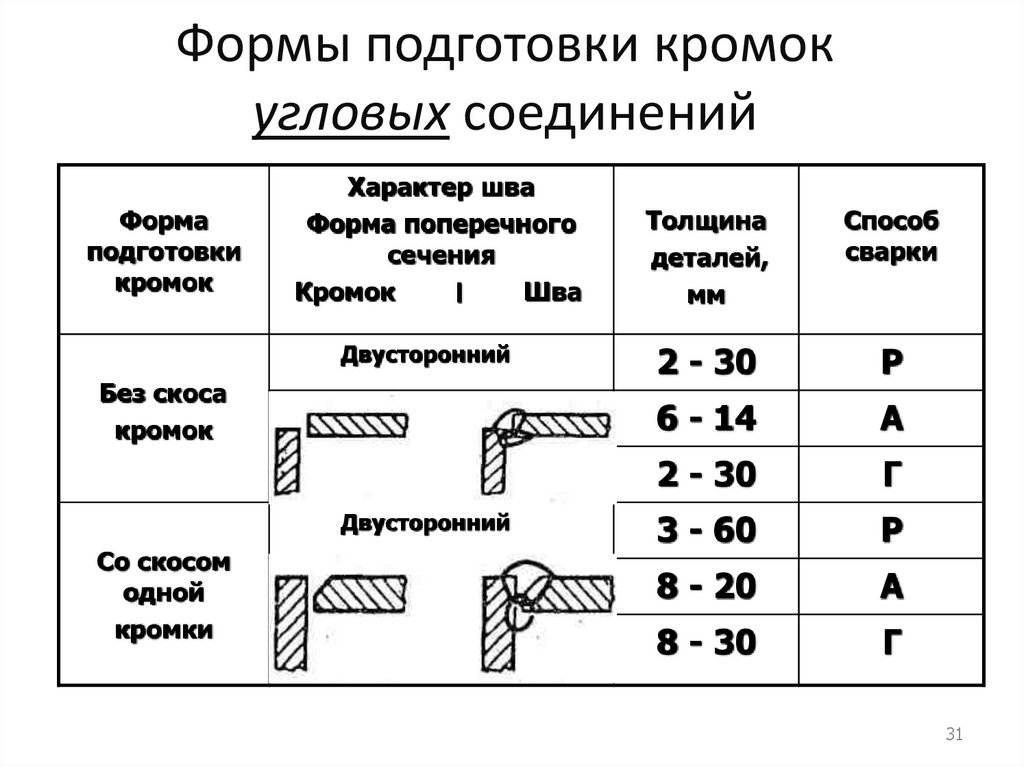 Соответственно, потребуется больше электродов, чтобы создать шов. В некоторых случаях прибегать к разделке не целесообразно. Тогда детали свариваются без такого вида подготовки.
Соответственно, потребуется больше электродов, чтобы создать шов. В некоторых случаях прибегать к разделке не целесообразно. Тогда детали свариваются без такого вида подготовки.
При соединении тонких кромок разделка, как таковая, невозможна. В этом случае для увеличения площади соединения делается отбортовка кромок. Процесс представляет собой загибку кромок обеих соединяемых поверхностей. Сделать это можно как вручную, так и с помощью специальных приспособлений. Если нет под рукой соответствующих механизмов, то достаточно иметь молоток и наковальню или аналогичную поверхность с прямым углом.
Механическое снятие кромок может быть выполнено с использованием абразивных инструментов (болгарка), долблением, строганием или фрезерованием. В любом случае необходим специальный инструмент.
Распространенным способом предварительной подготовки толстых заготовок является использование строгальных станков. Острый и прочный резец ставится под определенным углом и проходит вдоль линии изгиба металла по направляющим станка.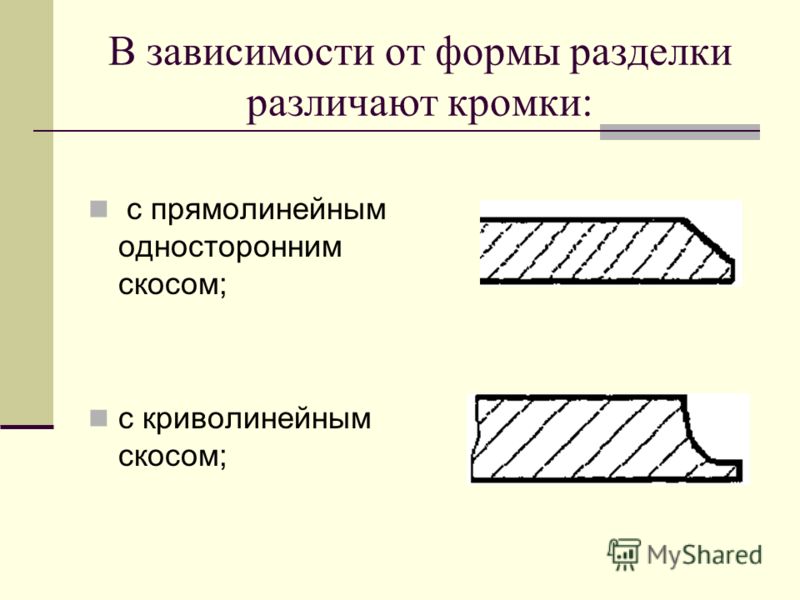 За каждый проход снимается некоторое количество металла с заготовки. После первого этапа угол резца меняется, и операция повторяется по новой. Фрезеровальные станки чаще всего применяются в случаях, когда требуется подготовить криволинейные заготовки. Фреза перемещается по линии соприкосновения и снимает фаску.
За каждый проход снимается некоторое количество металла с заготовки. После первого этапа угол резца меняется, и операция повторяется по новой. Фрезеровальные станки чаще всего применяются в случаях, когда требуется подготовить криволинейные заготовки. Фреза перемещается по линии соприкосновения и снимает фаску.
Для трубопроводов и больших конструкций оптимально использование скалывателей кромок. Они работают по принципу долбления. Абразивная обработка подходит для небольшого размера заготовок и для финишной шлифовки после станочной обработки. Еще один вариант снятия кромки предусматривает применение газового резака. Популярно снятие кромки зигмашиной.
Фаска может быть выполнена с одной или же с обеих сторон. Односторонние скосы обеспечивают простоту выполнения сварочных работ. Двусторонни скосы делаются только в тех случаях, когда сварщик будет иметь доступ к обоим скосам.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.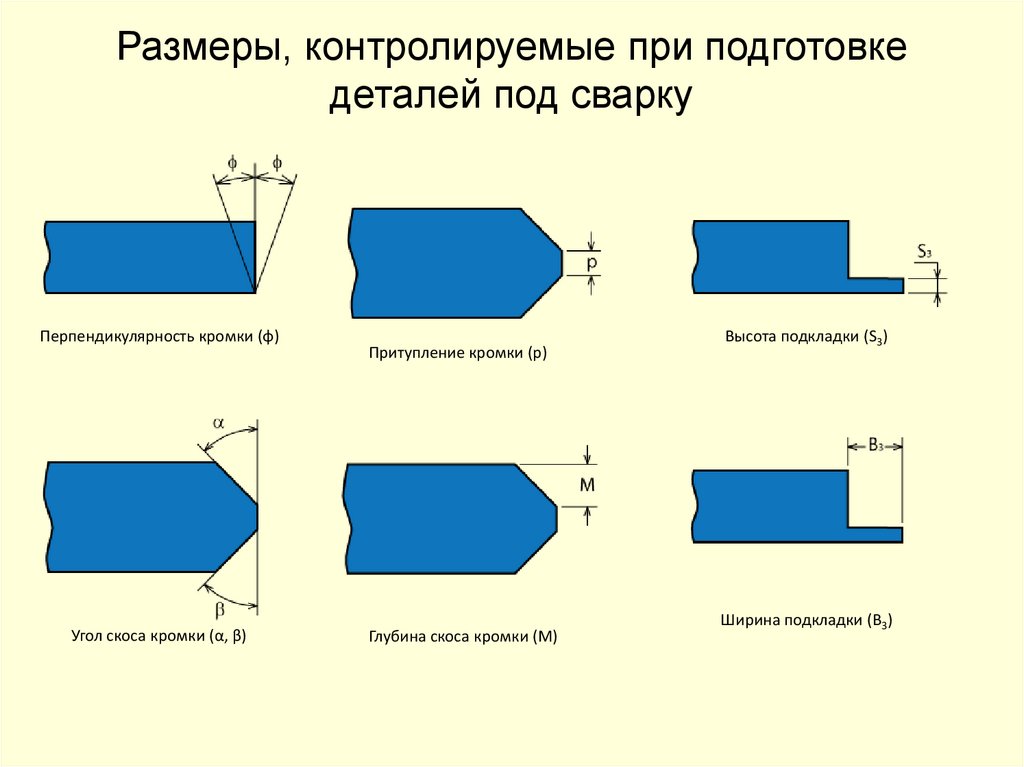
Конструктивные параметры
Способ разделки кромок под сварочные работы зависит от конструктивных параметров соединения:
- Угол скоса. На графических материалах и в документации обозначается литерой «β». Обозначает величину угла между торцом детали и скошенной поверхностью. Значение, как правило, находится в диапазоне от 10 до 30 градусов. При разделке только одной кромки угол может составлять и 45 градусов.
- Угол разделки соединения . В описании задания или на чертежах обозначается буквой «α». Термин обозначает величину угла между уже подготовленными скосами. Если кромки обрабатывались одинаково, то значение равно удвоенной величине угла скоса. Логично предположить, что диапазон его значений находится в пределах от 20 до 60 градусов. Важно правильно выбрать угол раскрытия, чтобы обеспечить электроду доступ до корня шва. Только в таком случае обеспечивается хороший провар стыка.
- Притупление. Маркируется буквой «С». Обозначение величины угла кромки, которая не подвергалась обработке. Она может иметь как прямой угол, так и острый. В последнем случае процесс сваривания заготовок будет затруднен. В тонкой части стыка не исключаются прожоги металла. Чтобы исправить ситуацию специалисты прибегают к так называемому затуплению кромок. Глубина обработки может достигать двух миллиметров.
- Зазор. Обозначается через символ «b». Информирует о величине зазора в корне стыка. Сам зазор необходим для того, чтобы обеспечить максимальный провар в корневой зоне. Как правило, его значение составляет порядка 1,5 мм. В зависимости от технических особенностей сварки величина может увеличиваться или уменьшаться.
- Длина скоса. В техдокументации маркируется символом «L». Призвана обеспечивать плавность перехода от минимального значения скошенной части до толщины заготовок. Важно выбрать правильное значение параметра. Это позволяет устранить напряжение в данной области.
- Высота и ширина. Обозначаются привычными для таких параметров символами: «h» и «в» соответственно.
- Катет шва. Условное обозначение выражается через литеру «К». представляет собой минимальное расстояние от поверхности одной детали до противоположной границы сварочного шва.
Виды разделки кромок
Принятая классификация включает все известные сегодня способы разделки кромок свариваемых металлических заготовок. Выбор конкретного варианта базируется на таких параметрах: тип шва, используемая технология сварки, толщина стенок. Приведенные в классификации виды имеют свое название. Оно выражается в виде латинской буквы, на которую похож метод разделки. Три типа имеют прямолинейный скос и только один – криволинейный.
V-образная
Применяется наиболее часто. Популярность обусловлена простотой исполнения и универсальностью: подходит для разделывания металлических заготовок разной толщины в диапазоне от 3 до 26 мм. Способ требует разделок обеих кромок. Величина угла составляет 60 градусов. Отлично подходит для тавровых, стыковых и угловых соединений.
X-образная
Тоже востребованный вариант подготовки кромок. Скосы делаются с обеих сторон. Отлично подходит для подготовки деталей с толщиной стенки от 12 до 60 миллиметров. Угол резки составляет 60 градусов. Сваривается в несколько проходов с каждой стороны, что позволяет снизать расход электродов на формирования шва. При нагреве возможна незначительная деформация.
К-образная
Способ используется очень редко. Кромки подготавливаются только на одной детали, но с обеих сторон. То есть, одна из кромок имеет прямую стенку, а другая – два скоса.
U-образная
Единственный вариант криволинейного скоса, который из-за своей формы еще называются «рюмочным». Именно из-за формы этот вариант разделки кромок является самым трудным. Выполняется с использованием специального оборудования – кромкорезов. Его применение может быть оправдано только в том случае, когда качество шва должно быть безупречным. Обе кромки подготавливаются с одной стороны и имеют идентичные зеркально обращенные скосы. Подходит для стенок в диапазоне толщин от 20 до 60 мм. Метод характеризуется небольшим расходом электродов.
Смещение кромок сварных стыковых соединений
Вовсе не обязательно, чтобы кромки были симметричны по форме и размещались строго параллельно. Допускается их смещение, но только в определенных рамках. Такие допуски регламентируются в нормативной документации. Величина смещения напрямую зависит от толщины соединяемых деталей.
Есть некоторые нюансы при сваривании трубопроводных магистралей. При таких работах требуется высокая точность. Допуск на смещение здесь намного жестче, чем у деталей с плоской поверхностью. Чтобы выдержать регламент и не превысить максимально разрешенные допуски, трубы перед выполнением сварочных работ надежно фиксируются. Наиболее распространенный метод фиксации – выполнение прихваток.
Кромки для труб
Все, что касается сваривания трубопроводов, характеризуется повышенными требованиями к качеству и регламенты работ. Формирование швов на трубных магистралях является достаточно сложным и трудоемким процессом. Разделка кромок под сварку труб прописана в положениях ГОСТа 16037.
Большое внимание уделяется соблюдению перпендикулярность оси трубы по отношению к торцевой поверхности. Чтобы соблюсти требования, необходимо перед началом подготовки кромок обрезать трубу для получения прямого угла. Показатель угла раскрытия тоже варьируется в небольшом диапазоне значений: 60-70 градусов. Допускается притупление кромок на 2-2,5 мм. Обработка торцов возможна любым доступным способом – ручным, механическим, станочным, газовым резаком.
При сборке трубопроводных магистралей важно соблюсти соосность соединяемых элементов и точную стыковку поверхности. Не менее жесткие требования предъявляются и к величине зазоров. Они должны укладываться в диапазон 2-3 мм. Чтобы исключить перекос элементов, зазор должен быть одинаков по всей окружности.
Разделка кромок под сварку
Оцените, пожалуйста, статью
12345
Всего оценок: 9, Средняя: 3
Общие правила сварки судостроительных материалов
Подготовка кромок
. При подготовке соединений под сварку кромкам сопрягаемых деталей придают необходимую форму, т. е. производят разделку кромок. Разделку кромок выполняют для того, чтобы обеспечить полное проплавление металла, а также получение поверхности шва с минимальным усилением. Конструктивные элементы разделки кромок для дуговой и электрошлаковой сварки регламентированы государственными стандартами. При соединении встык двух листов, значительно различающихся по толщине, у более толстого делают скос (ласку) на длине, равной пятикратной разности толщины листов. Кроме отмеченных основных соединений стандартами предусматриваются соединения элементов под острым и тупым углами для ручной дуговой сварки и автоматической под флюсом.Способы сварки. В зависимости от пространственного положения шва различают сварку в нижнем, вертикальном и потолочном положениях, а в зависимости от наклона электрода вдоль шва — сварку вертикальным электродом, сварку углом вперед и углом назад (рис. 4.9).
Рис. 4.9. Способы сварки в зависимости от положения швов и электрода
в пространстве:
а — в зависимости от положения швов, б — в зависимости от положения электрода; 1 — сварка в нижнем положении, 2 — сварка вертикальным электродом, 3 — потолочная сварка; I — сварка углом вперед, II — сварка углом назад
Вертикальные швы почти всегда выполняют снизу вверх. Тонкий металл (до 6 мм) или угловые швы встык с небольшим катетом (до 5 мм) сваривают сверху вниз вручную с помощью специальных электродов или полуавтоматов тонкой проволокой в защитном газе. Сварку в потолочном положении выполняют вручную, она является трудоемкой и тяжелой для сварщика операцией.
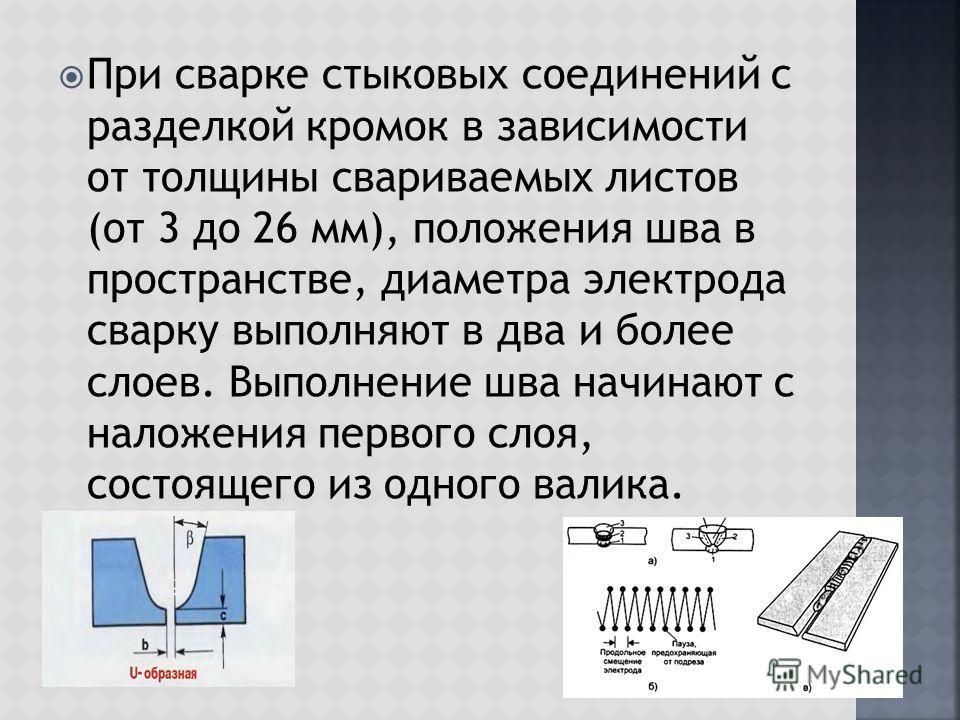
Сварной шов накладывают за один проход (рис. 4.10, а) при небольшой толщине металла (автоматическая сварка) или за несколько проходов с раскладкой слоев (валиков) по ширине разделки (рис. 4.10, б) или без раскладки (рис. 4.10, в). Первый проход, выполненный в разделку, называют корневым; валик, накладываемый с обратной стороны соединения с V-образной или с несимметричной Х-образной подготовкой кромок — подварочным (слой 1 на рис. 4.10). Перед подваркой соединения корень шва обычно подвергают разделке, выполняемой газовой, воздушно-дуговой строжкой (иногда рубкой).
Рис. 4.10. Способы заполнения разделки кромок: а — за один проход, б и в — за несколько проходов соответственно с раскладкой слоев (валиков) по ширине разделки и без раскладки слоев; 1—7 — слои в шве
Швы тавровых и угловых соединений сваривают вертикальным (при расположении изделия «в лодочку») и наклонным электродами (рис. 4.11). Сварка «в лодочку» ничем не отличается от сварки стыковых швов в разделку. При сварке наклонным электродом, чтобы избежать стекания металла шва на горизонтальный лист, ограничивают катет шва, выполняемый за один проход (8 мм). Внешние формы угловых и стыковых швов характеризуются (рис. 4.12) катетом К, шириной шва В, усилением стыкового (углового) шва q, ослаблением углового шва т и коэффициентом формы усиления стыкового шва ψ=B/q.
Рис. 4.11. Способы сварки угловых швов: а — сплошной угловой шов таврового соединения, б — многосторонний шов прерывистый, в —угловые точечные швы, г — сварка вертикальным электродом при положении тавра «в лодочку», д — сварка наклонным электродом
Рис. 4.12. Элементы правильно сформированных швов:
а — стыкового, б, в, г — угловых
Важным для проведения сварки является выбор способа формирования шва первого прохода с обратной стороны сварного соединения (рис. 4.13). При сварке на весу зазор между кромками не должен превышать 0,5—1 мм для предотвращения протекания жидкого металла. При большем зазоре должны быть применены специальные меры, предотвращающие протекание металла. С этой целью при автоматической сварке под флюсом применяют флюсовую подушку (желоб, заполненный сварочным флюсом, на который укладывают свариваемые листы).
Рис. 4.13. Схемы способов сварки стыковых соединений:
а — на флюсомедной подкладке, б — на флюсовой подушке, в — на скользящем медном ползуне, г — на весу; 1 — верхний слой флюса; 2— шлаковая корка, 3 — медная подкладка, 4 — воздушный шланг для поджима, 5 — нижний слой флюса, 6 — скользящий медный ползун, 7 — электрод
При изготовлении судовых конструкций исключительно важны способы односторонней сварки листов встык с формированием шва с обратной стороны. Эти способы освобождают от необходимости кантовки изделия и значительно снижают трудоемкость работ. Для формирования шва с обратной стороны может быть применена флюсовая подушка, но лучшие результаты дают флюсомедная подкладка, медная подкладка с желобом и керамическая подкладка одноразового использования, например БФК-1.
Стыковые и сплошные угловые швы при автоматической сварке, как правило, выполняют напроход — за один прием в одном направлении от начала до конца соединения (рис. 4.14, а), а в ряде случаев (повышенная жесткость конструкции) — от середины к краям (рис. 4.14, б). При ручной сварке часто применяют обратноступенчатый способ выполнения шва (рис. 4.14, в) при сохранении общего направления движения сварщика, напроход или от середины листа к его краям. При этом облегчается процесс сварки и уменьшаются поперечные деформации сварного соединения.
Рис. 4.14. Приемы выполнения швов по длине:
а — напроход, б — от середины к концам, в — обратноступенчатым методом, г — сварка блоками, д — сварка каскадом, е — сварка горкой; 1—20 — слои в шве
При ручной и полуавтоматической сварке толстого металла в целях уменьшения поперечных деформаций применяют один из способов, показанных на рис. 4.14, г, д, е: сварку блоками 1—IV, сварку каскадом с перевязкой слоев 1—7 и сварку горкой.
Сборку соединений под дуговую сварку чаще всего производят прихватками — короткими сварными швами. В особых случаях детали соединяют с помощью гребенок.
Трактор+
Главная / Техника сварки
Назад
Время на чтение: 2 мин
0
1115
«Разделка» или «обработка» кромок заключается в том, что с торцов заготовки снимают часть металла под углом и создают соответствующую их конфигурацию.
Молодым сварщикам придется хорошо усвоить, что такая работа – необходимый этап в подготовке сварки, а не пустая трата времени.
ГОСТами и другими руководящими документами предусмотрено формирование конкретно обусловленных форм линии соприкосновения деталей.
Четкое выполнение данных требований позволит получить прочное сварное соединение, ибо электрод дойдет до самого корня шва и получится глубокий провар.
Опытные мастера рекомендуют разделывать стыки при толщине листов выше 5 мм. Для более тонких материалов используют бесскосное соединение. Раскроем главные правила обработки кромок.
- До разделки
- Скосы как буквы
- Способы обработки кромок
- Какие выводы
Обязательная подготовка
Единственной задачей разделки кромок является желание получить качественный надежный шов. Разделку проводят так, чтобы электрод легко мог достать до нижних слоев и проварить изделие по всей толщине.
Подготовка кромок перед сваркой проводится в любом случае. Она может быть:
- без разделки;
- с отбортовкой;
- с разделкой.
Обязательный подготовительный этап заключается в очистке торцовой и прилегающей области от всевозможных механических и жировых загрязнений, оксидных пленок, ржавчины на расстояние не менее 20 мм в соответствии с ГОСТ.
Зачистка стыков под сварку может производиться вручную с использованием наждачки, щетки с металлической щетиной, напильника, шлифовальной машинки или с применением химических реагентов.
После того как детали собраны в узел, который предстоит варить, и зафиксированы, правильно обработать кромки уже не получится.
Подготовку стыков рекомендуется делать при толщине стенок свариваемых деталей 5 мм и более. Односторонняя отбортовка выполняется при сварке стыковых и угловых соединений.
Двухсторонняя отбортовка производится при стыковой сварке. В целом разделка заключается в придании кромкам определенной формы, в результате чего они становятся тоньше.
Какие бывают сварочные швы и соединения, классификация
В таблице 1 приведены основные типы сварочных соединений, сгруппированные по форме поперечного сечения.
По способу выполнения:
- Двухсторонние – сварка с двух противоположных сторон с удалением корня первой стороны;
- Однослойные – выполнение за один «проход», с одним наплавленным валиком;
- Многослойные – число слоев равно числу «проходов». Применяется при большой толщине металла.
По степени выпуклости:
- Выпуклые – усиленные;
- Вогнутые – ослабленные;
- Нормальные – плоские.
На выпуклость шва влияют используемые сварочные материалы, режимы и скорость сварки, ширина разделки кромок.
По положению в пространстве:
- Нижние – сварка ведется под углом 0° – наиболее оптимальный вариант, высокие производительность и качество;
- Горизонтальные – сварка ведется под углом от 0 до 60° требуют повышенной
- Вертикальные- сварка ведется под углом от 60 до 120° квалификации сварщика;
- Потолочные – сварка ведется под углом от 120 до 180° – наиболее трудоемкие, небезопасные, сварщики проходят специальное обучение.
По протяженности:
- Сплошные – самые распространенные;
- Прерывистые – негерметичность конструкции.
Виды сварных соединений и швов по взаимному расположению:
- Расположены по прямой линии;
- Расположены по кривой линии;
- Расположены по окружности.
По направлению действующего усилию и вектору действия внешних сил:
- фланговые – вдоль оси сварного соединения;
- лобовые – поперек оси сварного соединения;
- комбинированные – сочетание фланговых и лобовых;
- косые –под некоторым углом к оси сварного соединения.
Виды сварных швов по форме свариваемых изделий:
- на плоских поверхностях;
- на сферических.
Виды швов зависят также от толщины рабочего материала и от длины самого стыка:
- короткие – не > 25 см, при этом сварка производится способом «за один проход»;
- средние – длиной Разделка кромок под сварку
Для создания прочного и качественного сварного шва кромки соединяемых изделий проходят необходимую подготовку и им придается определенная форма (V, X, U, I, K, J, Y – образная). Во избежание прожога подготовку кромок можно выполнять при толщине металла не менее 3 мм.
Порядок подготовки кромок:
- Очищение краев металла от ржавчины и загрязнений;
- Снятие фасок определенного размера – в зависимости от способа сварки;
- Величина зазора – в зависимости от типа сварных соединений.
Параметры подготовки кромок:
- Угол разделки кромок – α;
- Зазор между кромками –b;
- Притупление кромок –c.
Читать также: Как узнать диаметр жилы кабеля
В таблице 2 приведены особенности подготовки кромок в зависимости от толщины металла.
РАЗДЕЛКА КРОМОК ПОД СВАРКУ
Разделка кромок
– придание кромкам, подлежащим сварке, необходимой формы.
Разделка кромок под сварку выполняется с целью обеспечения:
– провара по всей толщине свариваемых элементов;
– доступа сварочного инструмента к корню шва.
По форме разделки кромок под сварку различают сварные соединения без разделки кромок, с отбортовкой и с разделкой кромок под сварку. Кроме того, сварные соединения с разделкой кромок подразделяются на сварные соединения с односторонним скосом одной или двух кромок (односторонняя разделка одной или двух кромок) и сварные соединения с двусторонним скосом одной или двух кромок (двусторонняя разделка одной или двух кромок).
При выборе формы разделки кромки следует учитывать, что наиболее экономичным является сварное соединение без скоса кромок. В случае выполнения разделки кромок более простой в исполнении по сравнению с U – образной является разделка кромок с прямолинейным скосом кромок (V, К, Х – образные). В сравнении с односторонней разделкой кромок более технологичными являются К- и Х-образные двусторонние. Однако К- и Х-образные двусторонние могут быть реализованы при возможности доступа сварочного инструмента к обеим сторонам изделия.
Конструктивные элементы формы разделки кромок.
Конструктивные элементы формы разделки кромок зависят от конструктивных особенностей свариваемых элементов, а также от диаметра электродного материала (размеры разделки кромок должны обеспечивать доступ электрода или сварочной проволоки к корню шва).
Форма разделки кромок характеризуются следующими основными конструктивными элементами: зазор b, притупление С, угол скоса кромки β и угол разделки кромок α.
Угол скоса кромки β.
Скос кромки – прямолинейный срез кромки, подлежащей сварке.
Угол скоса кромки – острый угол между плоскостью скоса кромки и плоскостью торца.
Угол скоса кромки β изменяется в пределах от 30 ± 5 до 10 ± 5 градусов. При разделке одной кромки угол скоса кромки может составлять 45 градусов.
Угол разделки кромок
– угол между скошенными кромками свариваемых частей. Угол разделки кромок α= 2 β. Угол разделки кромок выполняется для обеспечения доступа электрода к основанию шва.
Притупление кромки
– нескошенная часть торца кромки, подлежащей сварке. Назначение притупления – обеспечить правильное формирование сварного шва и предотвратить прожоги в корне шва. Притупление кромок
С
обычно составляет 2 мм ± 1 мм. Иногда, в связи с конструктивными особенностями сварного соединения, значение притупления может приниматься равным нулю (С=0). В этом случае необходимо предусматривать технологические мероприятия, исключающие появление прожога (сварка на подкладке, сварка на флюсовой подушке, укладка подварочного шва, применение замкового соединения).
Зазор
– кратчайшее расстояние между кромками собранных для сварки деталей.
Зазор b
обычно равен 1,0 – 3 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара корня шва, но в отдельных случаях, при той или иной технологии, зазор может быть равным нулю или достигать 8-10 мм и более. Если зазор b = 0, выполняемая сварка называется сваркой без зазора, если b ≠ 0 –сваркой с зазором (или по зазору).
БЕЗ РАЗДЕЛКИ КРОМОК
(без скоса кромок)
С ОТБОРТОВКОЙ КРОМОК
(без скоса кромок)
Односторонняя разделка Односторонняя разделка
с прямолинейным скосом с прямолинейным скосом
Перед выполнением сварочных работ следует произвести этапы подготовки рабочего изделия. Одной из подобных процедур является
разделка кромок. Суть данного процесса заключается в придании кромкам, подлежащих свариванию, необходимых размеров и формы.
Разделку следует проводить при сваривании изделий, толщина которых превышает 5 мм. при осуществлении односторонней сварки и 8 мм. — при двусторонней.
Разделка кромок изделий разной конфигурации осуществляется в соответствии с определенными правилами. Необходимость получения соединения конкретного типа также подразумевает некоторые нюансы. Именно грамотной разделке кромок разнообразных заготовок будет посвящена статья.
Скосы
Стыки с разделкой кромок бывают с односторонним скосом одной или двух кромок и с двусторонним скосом одного или двух стыков. Скосы могут быть прямолинейными или криволинейными, с притуплением или без него.
При односторонней сварке разделку стыков делают в виде буквы V или U. При сварке с обеих сторон реализуется K или X-образные разделки. Разделка для односторонней сварки более трудоемка, чем при сваривании с двух сторон.
Выбор скосов кромок под сварку определяется конструкцией свариваемых изделий, толщиной металла и диаметром электрода. Форму разделки определяет угол и форма скоса, а также высота притупления.
Притуплением называют нескошенную часть стыка. Оно нужно для правильного образования сварного шва и предотвращения прожога. Притупление бывает толщиной от 1 до 3 мм.
Иногда обходятся совсем без него. Тогда предусматриваются специальные мероприятия предотвращающие прожог сварного шва. Сваривание производят на подкладке, основе из флюса или используют замковое соединение.
При использовании ручной электродуговой сварки подготовку кромок у металла толщиной менее 5 мм не делают. Если изделие более толстое, то обычно используют одностороннюю симметричную разделку с углом в 60 °-80 °и притуплением 1-3 мм.
Для соединений в стык с К-, V-, и Х-образной обработкой кромки, совокупный угол скоса равен 45 °-55 °, а при сваривании с подкладкой – 10 °-12 °. Эти параметры влияют на свойства шва и прямо определяют его характеристики.
Назначение разделки кромок под сварку
Правильно сформированная ванна – залог прочного соединения сварных деталей, образуется глубокий однородный слой, после кристаллизации в диффузном слое не возникает внутренних напряжений.
Процессом разделки кромок под сварку подразумевают изменение геометрии стыка, его увеличивают с одной или двух сторон. Разделку выполняют с целью упрочнения соединения толстых деталей, проварить встык на всю глубину невозможно. Появляется доступ к центральной части шва, увеличивается размер ванны расплава.
При правильной подготовке деталей снижается риск брака, не образуются пустоты, раковины, несплошности в месте шва.
Методы резки
Разделка кромки заключается в том, что с торца детали снимают часть металлы под углом. Угол определяют между плоскостью торца и образовавшегося скоса.
Разделку можно провести механическим способом и термическим. Впоследствии, в зависимости от качества образованной поверхности, проводится механизированная или ручная доработка.
Механизированная доработка осуществляется на расточном оборудовании для тел вращения. Для прямолинейных поверхностей используются фрезерные станки или пневматические шлифовальные машины.
Если специального оборудования нет, то поверхность под сварку можно доработать вручную с помощью зубила и напильника.
Термические методы разделки кромок – это газовая (при помощи кислорода), плазменная и лазерная резка. При терморезке можно получить К-, V-, и Х-образные скосы кромок. К механическим методам относятся фрезеровка, строгание, резка абразивом и долбежными устройствами.
Для чего выполняется: цель подготовки и зачистки
Прежде чем приступать к разделке кромок, необходимо произвести очистку поверхности. Присутствие загрязнений отрицательно сказывается на качестве, надежности и прочности шва: в соединении формируются поры, трещины и шлаковые отложения. Как следует проводить зачистку рассказано в следующем подразделе. После зачистки поверхности осуществляется разделка. Данная процедура производится для достижения следующих целей:
- осуществление провара по всей толщине свариваемых изделий;
- обеспечение доступа к корню шва сварочного инструмента.
Подготовка свариваемых поверхностей
Предварительная подготовка свариваемых металлических поверхностей включает выполнение нескольких процедур:
Правка может выполняться вручную на специальных правильных плитах из стали или чугуна с помощью пресса или посредством ударов молотка. Механическая правка производится на листоправильных вальцах. Правка осуществляется с целью избавления от дефектов и кривизны.
Читать также: Как проверить генератор ваз 2106 мультиметром
Предварительная зачистка. В процессе подготовки металл необходимо очистить от масел, красок и лаков с помощью бензина или любого растворителя. Грязь и ржавчина удаляются кордщеткой, абразивными кругами или болгаркой. Изделия из высоколегированных сталей необходимо вычищать до блеска.
Кордщетки, насадки на болгарку
Разметка позволяет определить формы и размеры будущего изделия. Выполнять разметку нужно внимательно, так как даже небольшая неточность приведет к дефекту. Важно помнить о припуске на обработку.
Небольшой подогрев деталей.
Механическая резка металлических листов осуществляется с помощью роликовых ножниц, которые оборудованы ножами. Резка деталей из углеродистых сталей проводится плазменно-дуговой или газокислородной технологиями, легированные стали — кислородно-флюсовый и плазменно-дуговой методы.
При необходимости изделия подвергаются гибке.
После выполнения данных процедур, можно приступать к разделке кромок. Грамотно выполненный скос обеспечивает плавность перехода между свариваемыми заготовками, снизит возможное напряжение на область шва. О том, как правильно это сделать расскажем далее.
Скос под сварку труб, трубопроводов
Сваривание труб осуществляется в различных сферах деятельности: в быту и промышленности, на производстве. Потребность в соединении труб возникает и при первоначальной прокладке и при ремонтных работах. Поэтому важно знать, в каких случаях следует осуществлять разделку, а когда можно обойтись без этой процедуры.
Под отводы
Отвод представляет собой фитинг, использующийся для изменения направления потока жидкости, газа или пара в трубопроводе. Для получения качественного стыкового соединения отвода с трубой, исполнителю необходимо выполнить односторонний скос одной или двух кромок под углом в 45 градусов относительно оси трубы.
Кроме этого, сварщик может сделать угловое соединение, которое осуществляется без скоса.
Под штуцеры
Штуцер — это патрубок (небольшое отрезок трубы), привариваемый к любой конструкции и служащий для подключения к ней трубопровода с целью отвода жидкости, газа или пара.
Штуцер с трубопроводом может соединяться следующими способами:
- угловое соединение ответвительного штуцера с трубой односторонним швом без скоса кромок;
- нахлесточное соединение промежуточного штуцера с трубой односторонним швом без скоса кромок.
Скосы с торцов труб можно снимать с помощью механической обработки или газовой резкой.
Для сосудов и резервуаров
При разделке кромок под сварку различного рода сосудов и резервуаров следует следовать следующим рекомендациям:
- если толщина стенок изделия составляет 3-26 мм., то следует применять V-образный или X-образный скос;
- при толщине стенок, не превышающей 60 мм., следует выполнить U-образный скос кромок.
Стыкового соединения
Стыковое соединение (сварка встык) — тип соединения, при котором заготовки расположены в одной плоскости и примыкают друг к другу торцами. Такой тип соединения обеспечивает высокие прочностные характеристики, поэтому применяется при работе с ответственными конструкциями.
Изделия толщиной 1,0-3,0 мм. свариваются встык после отбортовки кромок.
Для деталей с толщиной стенок до 26 мм. следует выполнить односторонний скос одной или обеих кромок, с толщиной до 60 мм. — двухсторонний скос каждой кромки.
Угловых соединений
Угловое соединение — тип соединения, в котором угол между рабочими поверхностями двух заготовок в месте примыкания кромок превышает 30 градусов.
При толщине стенок изделия до 3 мм. рекомендуется выполнять отбортовку кромок.
При работе с большими толщинами (до 20 мм.) необходимо проводить односторонний скос одной кромки, значительные толщины требуют двухстороннего скоса.
Под сварку двутавра (двутавровой балки)
Двутавр (двутавровая балка) — стандартный профиль, имеющий сечение близкое по форме к букве «Н». Приваривание балки к различным конструкциям осуществляется посредством таврового соединения, при котором заготовки располагаются под прямым углом друг к другу.
Сварка деталей, толщина которых от 4 до 26 мм. осуществляется с односторонним скосом, толстостенные изделия (до 60 мм.) варятся после проведения двухстороннего скоса.
Особенности методов резки
При газовой кислородной резке легированных сталей свободный углерод образует карбиды, удалить которые очень трудно. Поэтому подготовку таких сплавов, как хромированная нержавейка, например, проводят другими способами. Газовую разделку кромок применяют в основном к углеродистым сталям.
Качество термической резки, проведенной вручную, почти всегда оставляет желать лучшего, поэтому требуется дополнительно обрабатывать срез абразивом. К тому же изменяется состав и свойства верхнего слоя, что приводит к деформации изделий.
Плазменная резка позволяет получить качественный срез практически любых металлов. В роли плазмообразующего газа применяют воздух. Переносные устройства терморезки оснащаются газовыми и плазменными горелками. При установке трех горелок можно делать скосы кромок К-образной формы.
При машинной термической резке, качество кромок получается высоким, и удовлетворяет требованиям ГОСТов. Лазерная разделка кромок используется, когда ее нечем заменить, стоит она очень дорого.
Механическая резка обеспечивает получение качественных скосов кромок. К достоинствам относится создание скосов сложной формы. Но есть и существенные недостатки, среди которых невысокая производительность и трудность формирования кромок на крупных заготовках.
При формировании двусторонних скосов механическим методом требуется кантовка заготовок. Резка стыков абразивами является вредным производством и требует много ручного труда. Элементы абразива вызывают трещины.
Оборудование для механической разделки
Основные механические способы подготовки стыков – это фрезеровка, строжка, долбежка и резка абразивом.
Кромкострогальные станки используются при разделке стыков прямолинейных заготовок и позволяют получать любые виды разделки кромок. Кромкофрезерное оборудование может работать с криволинейными заготовками.
Переносные устройства используют, чтобы подготавливать стыки трубопроводов. Кромкоскалывающее оборудование работает на высокой скорости, но кромки требуют дальнейшей доводки.
Для доводки стыков абразивом применяют шлифовальные машинки. Данная обработка используется после фрезеровки изделий из нержавейки и алюминия.
Все методы разделки кромок имеют свои полюсы и минусы, все зависит от конкретики, вида обрабатываемых заготовок, условий работы и требуемой точности обработки.
Виды (типы, формы) скосов для швов при РДС (ручной дуговой сварке)
Различают несколько типов скосов, каждый из которых следует использовать при работе с определенными изделиями и при особых требованиях к сварочному соединению.
V-образная
V-образный скос — односторонний прямолинейный скос одной или двух кромок. Данный тип применяется при работе с листовым металлом, толщина которого варьируется в диапазоне от 3 до 26 мм. Угол разделки двух кромок — 60 градусов; одной кромки — 50 градусов.
X-образная
X-образный скос — двухсторонний прямолинейный скос двух кромок, который используется при сварке изделий толщиной 12-60 мм. Угол разделки — 60 градусов.
U-образная
U-образный скос — односторонний криволинейный скос обеих кромок, применяется для металла толщиной от 20 до 60 мм. Данный тип особенно активно используется именно при проведении ручной дуговой сварки, так как происходит значительное уменьшение расхода электродов за счет сокращения объема наплавленного металла.
Читать также: Icm7555 datasheet на русском
Также иногда выделяют K-образный скос, который применяется, когда одно из одна из кромок имеет двухсторонний скос, а другая — односторонний.
Обозначения
При ознакомлении с чертежами сварных соединений можно встретить буквенные обозначения. Каждому исполнителю необходимо знать их значение.
Элементы, встречающие на чертежах по подготовке кромок для сварки:
- в — ширина шва;
- h — высота шва;
- β — угол скоса кромки;
- α — угол раскрытия кромок;
- К — катет шва — наиболее короткое расстояние от плоскости соединяемой первой заготовки до границы углового соединения, которое расположено на плоскости второй заготовки;
- b — величина зазора — расстояние между заготовками, стандартный диапазон величин 1,5-2,0 мм. ;
- С — величина притупления — нескошенная часть торца кромки, обычно составляет 1-3 мм.
Геометрические характеристики подготовки кромок под сварку презентация, доклад
ГЕОМЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОДГОТОВКИ КРОМОК ПОД СВАРКУ
Цель: Рассмотреть виды разделок кромок свариваемых деталей и зазоры между ними зависят от толщины свариваемого металла, способов сварки и видов сварных швов (стыковые, угловые).
Знания: Разновидности форм, размеров разделок кромок под сварку, которые должны соответствовать действующим стандартам, требованиям чертежа и техническим условиям.
Умения: Правильное создание кромок под сварку для получения заданной геометрической формы и удаления дефектного слоя на практических занятиях
ПОДГОТОВКА КРОМОК ПОД СВАРКУ
Цель подготовки кромок:
Для того, чтобы добиться высокого качества сварного соединения и при этом обеспечить провар металла по всей его толщине, кромки металлических деталей необходимо специальным образом подготовить, то есть, выполнить скос кромок.
ПОДГОТОВКА КРОМОК ПОД СВАРКУ
Основные операции до создания формы кромок:
Вначале следует уделять внимание чистоте кромок, так как загрязненная поверхность кромок металла приводит к плохому провару и образованию в сварном шве неметаллических включений.
Поэтому перед сваркой кромки, а также соседние с каждой кромкой участки на ширину 20—30 мм должны очищаться до металлического блеска от окалины, ржавчины, масла, краски и других загрязнений.
Очистка от окалины, краски и масла может осуществляться непосредственно пламенем сварочной горелки. При этом окалина отстает от металла, а масло и краска сгорают.
После нагрева пламенем поверхность зачищается стальной щеткой.
РАЗДЕЛКА КРОМОК ДЕТАЛЕЙ
Различают разделку кромок: без скоса, односторонний скос, двухсторонний скос, V-образный, Х-образный и К-образный скос кромок при сварке. Выбор каждого конкретного вида скоса зависит от толщины металла и от особых требований к сварному шву.
V-образный скос – это односторонний скос одной или двух кромок. V-образный скос кромок выполняется при сварке металлических листов толщиной от 3 до 26 мм.
Х-образный скос – это двухсторонний скос обеих кромок металла.
О, К-образном скосе кромок речь идет в том случае, если одна из свариваемых кромок имеет двухсторонний скос, а вторая – односторонний. И Х-образный, и К-образный скос кромок делают в том случае, когда сварке подвергаются металлические изделия толщиной от 12 до 40 мм.
РАЗДЕЛКА КРОМОК ДЕТАЛЕЙ
РАЗДЕЛКА КРОМОК ДЕТАЛЕЙ
ЗАДАНИЕ: Добавить словосочетание в предложение
Если ведется ручная дуговая сварка металлических листов толщиной от 20 до 60 мм, то также применяется и еще один вид скоса кромок – криволинейный U-образный скос. Делается такой скос кромок при сварке …
на одной или на обеих кромках свариваемых листов.
Предлагаемый ответ
Если сварке подвергаются две металлических заготовки разной толщины, то кромка листа с большей толщиной …, чем кромка второго листа.
скашивается больше
Предлагаемый ответ
Форма кромок обеспечивает … сварного шва и может быть различной: под углом с прямолинейным скосом кромок, с притуплением кромок и без него; под углом с криволинейным скосом кромок.
правильное формование
Предлагаемый ответ
ПОДГОТОВКА КРОМОК ПОД СВАРКУ
Скос кромок металлических заготовок может производиться различными способами:
Срубание кромок с помощью ручного или пневматического зубила. Это самый грубый и самый неточный способ подготовки кромок к сварке. Его недостатком является то, что при применении зубила края кромок получаются очень неровными.
Подготовка кромок на специальном оборудовании – кромкострогательных станках или фрезерных машинах. При применении этого способа подготовки кромок к сварке скос получается более ровным, а края кромок более чистыми.
Применение для выполнения скоса кромок кислородной резки. Этот способ считается самым экономичным и производительным. Кислородный резак может быть как ручным, так и механическим. Здесь важно помнить, что после его применения на поверхности металла могут остаться шлаки и окалина – их следует удалить с помощью зубила или металлической щетки.
Подготовка кромок абразивным кругом предусматривает зачистку с двух сторон поверхности листа в местах разделки кромок и будущей сварки на ширине 40 мм от торцов. Кромки зачищают до полного удаления окалины и ржавчины, трещин и пр. Операцию выполняют с использованием электрической или пневматической шлифовальной машины с применением шлифовальных кругов.
Инструменты для зачистки кромок
Спасибо за внимание
Скачать презентацию
Что такое авангард? — Определение из WhatIs.
comПо
- Эмили Маклафлин, Коравин
Передовой край — это прилагательное, используемое для описания новейшей, наиболее продвинутой версии продукта или услуги. Фраза передний край имеет положительный оттенок и может быть противопоставлена фразе передний край , что имеет негативный оттенок. Передовой край подразумевает, что продукт или услуга настолько новы, что их внедрение может нанести вред.
В информационных технологиях (ИТ) передовой часто используется для описания прорывных технологий, а также последних технологических достижений. По мере того, как конечные пользователи ищут следующую большую вещь , ИТ-директора и другие ИТ-руководители вынуждены внедрять или даже внедрять передовые технологии и услуги. В качестве альтернативы можно позволить теневым ИТ повышать склонность организации к риску и, возможно, создавать операционные риски и риски безопасности в дополнение к увеличению нагрузки на организацию по соблюдению нормативных требований.
См. также : прорывные инновации
Последнее обновление: октябрь 2013 г.
Продолжить чтение О переднем крае- Повторяющиеся процессы стимулируют инновации в TopGolf
- Инноваторы по информационным технологиям: в центре внимания – передовые технологии
- Передовые стартапы борются за превращение HR в мощный корпоративный инструмент
Пограничное хранилище: что это такое и какие технологии оно использует
Автор: Стивен Притчард
Объявлены победители конкурса FDM «Каждая женщина в области технологий» 2021 года
Автор: Клэр Макдональд
Microsoft исключит Edge Legacy из предстоящего обновления Windows
Автор: Майк Глисон
Edge Cloud IoT сочетает в себе лучшее из облака и периферийных вычислений
Автор: Джейми Шимански
SearchCloudComputing
- Как сократить расходы на Azure с помощью автоматизации
Один из способов для клиентов Azure сократить свои расходы — убедиться, что виртуальные машины, развернутые в облаке, не работают, когда они не .
.. - Как настроить оповещения о бюджете Azure
Оповещения о бюджете Azure можно настроить в соответствии с вашими конкретными потребностями с помощью настраиваемых уведомлений по электронной почте о финансовых бюджетах. …
- Внедрите эти 6 рекомендаций по оптимизации затрат Azure.
Существует несколько способов, с помощью которых облачные администраторы могут оптимизировать расходы на Azure, чтобы оставаться в пределах … 9 от тегов ресурсов до бессерверных развертываний.0014
SearchMobileComputing
- Вопросы и ответы Jamf: как упрощенная регистрация BYOD помогает ИТ-специалистам и пользователям
Руководители Jamf на JNUC 2022 делятся своим видением будущего с упрощенной регистрацией BYOD и ролью iPhone в …
- Jamf приобретет ZecOps для повышения безопасности iOS
Jamf заплатит нераскрытую сумму за ZecOps, который регистрирует активность на устройствах iOS для выявления потенциальных атак.
Компании ожидают … - Apple преследует растущий премиальный рынок с iPhone 14
Apple переключила свое внимание на смартфоны премиум-класса в новейшей линейке iPhone 14 с такими функциями, как режим блокировки, который IT …
SearchDataCenter
- Как использовать отчеты файлового сервера в FSRM
Отчеты файлового сервера в диспетчере ресурсов файлового сервера могут помочь администраторам выявлять проблемы, а затем устранять неполадки серверов Windows…
- Intel расширяет Developer Cloud, обновляет GPU, CPU
Администраторы, которые управляют многими пользователями, могут сделать еще один шаг к оптимизации назначения лицензий, воспользовавшись преимуществами нового…
- Платформа ServiceNow Now «Токио» обеспечивает искусственный интеллект и автоматизацию
ServiceNow удвоила свою приверженность делу упрощения проектов цифровой трансформации, представив новую версию своей.
..
Кот Торомонт | Инструменты для зацепления грунта (GET)
ОБЗОР СИСТЕМЫ
Бульдозеры перемещают грунт на шахтах, стройках, в жилых комплексах и сотнях других мест. Основными рабочими органами бульдозера являются отвал и рыхлитель. Универсальный отвал изогнут, широк и высок, так что он может нести материал. Другие лезвия плоские или короче, но все они выполняют одинаковую работу: выравнивают землю. Рыхлитель разрыхляет каменистую или плотную землю, что облегчает бульдозерство или погрузку.
Бульдозеры работают в десятках различных отраслей промышленности, областей применения, климатических условий и сред и могут быть адаптированы для конкретных задач — точно так же, как G.E.T. которые защищают их лезвие или рыхлитель. От доступности запчастей до экспертной поддержки и обслуживания клиенты Cat могут рассчитывать на один надежный источник — Caterpillar и дилеров Cat.
Как отвал, так и рыхлитель должны сбалансировать проникновение в почву со сроком службы. Чрезмерный рабочий инструмент или G.E.T. Изнашиваемый материал может снизить эффективность машины. Режущие кромки бульдозера Cat и концевые долота спроектированы как сбалансированная система, позволяющая перемещать больше материала в течение более длительного периода времени с меньшим временем простоя, что приводит к снижению затрат в час для вас. Выберите одну из десятков конфигураций системы рыхления или обратитесь к дилеру Cat за помощью в выборе наилучшего варианта для вашей области применения.
РЕЖУЩИЕ КРОМКИ И НАКОНЕЧНИКИ
СБАЛАНСИРОВАННЫЕ СИСТЕМЫ ДЛЯ ЛЮБОГО ПРИМЕНЕНИЯ. Благодаря нашему широкому ассортименту опций легко подобрать скорость износа режущей кромки к выбору концевых долот. Вы получаете сбалансированную систему, которая помогает сократить как интервалы технического обслуживания, так и эксплуатационные расходы, что приводит к повышению производительности.
Наконечники и режущие кромки Cat могут быть изготовлены по индивидуальному заказу из устойчивого к истиранию материала Cat (A.R.M.), который рекомендуется для работ, в которых песок, гравий или другие абразивные материалы значительно сокращают срок службы. Твердые частицы карбида вольфрама связаны с критическими зонами износа, обеспечивая в пять раз больший срок службы по сравнению с аналогичными наконечниками и режущими кромками без A.R.M. Подробную информацию можно получить у дилера Cat.
Имя | Описание |
|---|---|
| БЕЗОПАСНАЯ И ПРОСТАЯ УСТАНОВКА | Резьбовые отверстия облегчают обращение с кромками при первой установке или во время вращения для износа противоположной кромки. |
| МИНИМАЛЬНЫЙ ВЫБРОС | Несколько краевых секций позволяют поворачивать или заменять только изношенные участки. |
| ПОВЫШЕННАЯ ПРОИЗВОДИТЕЛЬНОСТЬ | Широкие предложения позволяют обеспечить как глубокое проникновение концевой насадки, так и длительный срок службы режущей кромки, что снижает потребность в техническом обслуживании. |
ВАРИАНТЫ РЕЖУЩИХ КРОМОК И НАКОНЕЧНИКОВ
У нас есть G.E.T. для вашего блейда, независимо от приложения или среды. По мере того, как машины становятся больше, их работа усложняется, как и Cat G.E.T. Максимальный срок службы и сопротивление поломке возможны благодаря нашему стальному сплаву, который может выдерживать вдвое большую температуру и давление по сравнению с традиционными изделиями из стали для лезвий. Проконсультируйтесь с вашим местным дилером Cat, чтобы определить лучшую передовую систему для вашего применения, чтобы обеспечить наименьшую стоимость часа.
ВАРИАНТЫ НАКОНЕЧНИКОВ D3 — D5
Изображение | Описание | Опция |
|---|---|---|
| РОВНАЯ ОТРЕЗКА/ОТДЕЛКА (ПЕРВАЯ ЗАВОДСКАЯ ПОДГОТОВКА) » Рекомендуется для чистового и получистового дозирования » Соответствует глубине резания режущей кромки » Только ударопрочные, малоабразивные материалы | А.Р.М. | |
| РЕВЕРСИВНАЯ РЕЗКА УРОВНЯ » Реверсивные чистовые и получистовые долота » Используется в приложениях, где бордюр не требуется | ||
| РЕЗКА УРОВНЯ УДЛИНЕННАЯ ДВУСТОРОННЯЯ » Удлиненные реверсивные чистовые и получистовые концевые долота, используемые для увеличения длины отвала » Используется в приложениях, где бордюр не требуется |
КОНЦЕВАЯ НАСАДКА D6 ОПЦИИ
Изображение | Описание | Опция |
|---|---|---|
| РОВНАЯ ОТРЕЗКА/ОТДЕЛКА (ПЕРВАЯ ЗАВОДСКАЯ ПОДГОТОВКА) » Рекомендуется для чистового и получистового дозирования » Соответствует глубине резания режущей кромки » Только ударопрочные, малоабразивные материалы | А. | |
| РЕВЕРСИВНАЯ РЕЗКА УРОВНЯ » Реверсивные чистовые и получистовые долота Используется в приложениях, где бордюр не требуется | ||
| ГОРЯЧАЯ ЧАШКА » Выступающий вперед профиль для лучшего проникновения, чем плоская пластина | ||
| ОБЩЕЕ НАЗНАЧЕНИЕ » Заостренный, выступающий вперед профиль для отличного проникновения » Для быстрой загрузки отвала, высокопроизводительных приложений | ||
| КОММУНАЛЬНЫЕ » Толстое поперечное сечение для применений с высоким износом поверхности » Рекомендуется для ударопрочных и абразивных материалов | ||
| ПРОДЛЕННЫЙ СРОК ИЗНОСА (EWL) » На 25 % больше пригодного для использования износостойкого материала, чем у материала общего назначения . » Длительный срок службы и отличное проникновение в абразивных условиях | А.Р.М. |
ВАРИАНТЫ НАКОНЕЧНИКОВ D7 — D9
Изображение | Описание | Опция |
|---|---|---|
| РОВНАЯ РЕЗКА/ОТДЕЛКА » Рекомендуется для чистового и получистового дозирования » Соответствует глубине резания режущей кромки » Только ударопрочные, малоабразивные материалы | А. | |
| КОММУНАЛЬНЫЕ » Толстое поперечное сечение для применений с высоким износом поверхности » Приемлемо для ударопрочных и абразивных материалов | А.Р.М. | |
| ГОРЯЧАЯ ЧАШКА » Выступающий вперед профиль для лучшего проникновения, чем плоская пластина | А.Р.М. | |
| ОБЩЕЕ НАЗНАЧЕНИЕ (ПЕРВАЯ ПОДГОТОВКА НА ЗАВОДЕ) » Заостренный, выступающий вперед профиль для отличного проникновения » Для быстрой загрузки отвала, высокопроизводительных приложений | А. | |
| ПРОДЛЕННЫЙ СРОК ИЗНОСА (EWL) » На 25 % больше пригодного для использования износостойкого материала, чем у материала общего назначения . » Длительный срок службы и отличное проникновение в абразивных условиях | А.Р.М. |
ВАРИАНТЫ НАКОНЕЧНИКОВ D10 — D11
Изображение | Описание | Опция |
|---|---|---|
| РОВНАЯ РЕЗКА/ОТДЕЛКА » Рекомендуется для чистового и получистового дозирования » Соответствует глубине резания режущей кромки » Только ударопрочные, малоабразивные материалы | ||
| КОММУНАЛЬНЫЕ » Толстое поперечное сечение для применений с высоким износом поверхности » Приемлемо для ударопрочных и абразивных материалов | ||
| ГОРЯЧАЯ ЧАШКА » Выступающий вперед профиль для лучшего проникновения, чем плоская пластина | ||
| ОБЩЕЕ НАЗНАЧЕНИЕ » Заостренный, выступающий вперед профиль для отличного проникновения » Для быстрой загрузки отвала, высокопроизводительных приложений | ||
| ПРОДЛЕННЫЙ СРОК ИЗНОСА (EWL: ЗАВОДСКАЯ ПОДГОТОВКА) » На 25 % больше пригодного для использования износостойкого материала, чем у материала общего назначения . » Длительный срок службы и отличное проникновение в абразивных условиях | А.Р.М. | |
| ЧРЕЗВЫЧАЙНО ПРОДЛЕННЫЙ СРОК ИЗНОСА (EEWL) » На 25 % больше пригодного для использования износостойкого материала, чем у материала общего назначения . » Длительный срок службы и отличное проникновение в абразивных условиях | А.Р.М. | |
| ВЫСОКАЯ ИЗНОСОСТОЙКОСТЬ » Новые литые кромки и концевые насадки обеспечивают до 40 % более длительный срок службы по сравнению с продлённым сроком службы (EWL) . » Оптимизированное размещение материала |
ВЫСОКОАБРАЗИВНАЯ СИСТЕМА ЛИТОЙ РЕЖУЩЕЙ КРОМКИ
МАКСИМАЛЬНАЯ ПРОДОЛЖИТЕЛЬНОСТЬ РАБОТЫ МАШИНЫ В САМЫХ АБРАЗИВНЫХ ПРИМЕНЕНИЯХ. Эта литая режущая кромка предназначена для установки на универсальные и полууниверсальные отвалы Cat D10 и D11.
система обеспечивает сокращение времени простоя машины и максимальную производительность при низких
для умеренного воздействия толкающих приложений. Новые высокоабразивные наконечники теперь
сочетаются с дополнительными литыми износостойкими режущими кромками, предложение, которое Cat
никогда не было в прошлом.
Имя | Описание |
|---|---|
| МАКСИМАЛЬНЫЙ СРОК ИЗНОСА | Новые литые кромки и концевые насадки обеспечивают до 40 % более длительный срок службы по сравнению с продлённым сроком службы (EWL). |
| МЕНЬШЕ ВЫБРОСОВ | Благодаря оптимизированному размещению материала получается больше изнашиваемого материала и уменьшается вес одноразового использования. |
ПАРА МИНУТ СМОЖЕТ СЭКОНОМИТЬ ЧАСЫ.
Обеспечение долгой жизни вашего лезвия и G.E.T. который защищает его, включает в себя три простых шага. Чистые поверхности, новое оборудование и правильная техника установки делятся советами и рекомендациями.
ниже. Всегда следуйте специальным инструкциям для вашей машины. Ваш местный дилер Cat только
телефонный звонок, если вам нужна помощь.
1) Чистый и нетронутый
» Поверхности, резьба болтов и гаек должны быть чистыми
для обеспечения максимальной силы зажима
» При установке используйте новую фурнитуру вместо старых болтов
возможно, пострадала усталость металла
2) От центра к краю
» Режущие болты устанавливаются от центра
наружу — не устанавливайте с обоих концов по направлению
центр
» Концевые болты устанавливаются первыми от центра
наружу, затем от центра внутрь
3) Torque, Bang, Torque
» Затяните все болты требуемым моментом
. » Наденьте защитные очки, закрепите головки болтов
в зенкерах тяжелым молотком
» Снова затяните болты требуемым моментом
ЗАЩИТА НОЖА
ОСТАВЬТЕ ДОРОГОЙ РЕМОНТ.Имя | Описание |
|---|---|
| УМЕНЬШИТЬ ПОВРЕЖДЕНИЕ НОЖА | Толкающие пластины распределяют большие силы создается при толкании скребков. |
| ПРОДЛЕНИЕ СРОК СЛУЖБЫ НОЖА | Износостойкие пластины продлевают срок службы
«кожа» лезвия в высокоабразивных условиях. |
| УПРОЩАТЬ МОНТАЖ | Изнашиваемые стержни Cat имеют номинал 450 BHN и скошены. принять сварной шов — быстрый способ добавить сила и защита. |
ОБСЛУЖИВАНИЕ И РЕМОНТ НОЖЕЙ
Только передовая опора Cat гарантирует
точность размеров как у заводских оригиналов. Резка
лезвия и наконечники крепятся к режущей кромке
поддерживать. Это болтовое соединение требует идеально плоской
и гладкая поверхность по всей длине лезвия, чтобы обеспечить
ваш G.E.T. остается в безопасности. Когда миллиметры имеют значение, считайте
о качестве Cat и возможностях вашего дилера Cat.
ЗАЩИТА БОКОВОЙ ПАНЕЛИ
Бульдозерам тоже нужна боковая защита. Большие бульдозеры, как и большие погрузчики, работают в тяжелых условиях. и сильное истирание. Увеличьте грузоподъемность и упростите обслуживание отвала с безударной защитой. Просто приварите защитный адаптер один раз и сэкономьте часы при каждой замене защиты боковой панели.
Имя | Описание |
|---|---|
| НЕБОЛЬШОЙ ОБСЛУЖИВАНИЕ | Защищает край лезвия и удлиняет
досягаемость боковой панели для сокращения затрат на техническое обслуживание
стоимость и увеличить мощность. |
| БЕЗУДАРНЫЙ | Быстрое и простое снятие и установка. Снижает риск травм. |
СИСТЕМЫ Рыхлителя
СОЗДАВАЙТЕ НАРУШЕНИЯ, ПОВЫШАЙТЕ ПРОИЗВОДИТЕЛЬНОСТЬ. Выбор правильных инструментов для копирования может иметь значение между просто способностью копировать
материал и возможность достижения оптимальной эффективности и максимальной производительности (самая низкая стоимость / ярд3).
Для производственного рыхления (> 20 % работы) обычно требуется однозубый рыхлитель, как и для очень тяжелых работ. или плотно утрамбованных материалов. Чем разнообразнее условия работы, тем больше потребность в
многозубый рыхлитель. Многозубый особенно удобен при предварительном рыхлении для скребков или других материалов.
загрузочные инструменты.
Имя | Описание |
|---|---|
| СНИЖЕНИЕ ЭКСПЛУАТАЦИОННЫХ РАСХОДОВ | Безударная конструкция позволяет повторно использовать штифт на адаптерах стиля R. |
| БЕЗУДАРНАЯ КОНСТРУКЦИЯ | Быстрое и простое снятие и установка. Снижает риск травм. |
НАЛИЧИЕ СИСТЕМЫ РОПЛЕВА
Проникновение зуба может быть ключом к успеху разрыва. Именно поэтому мы предлагаем различные стили и профили наконечников. Наши наконечники из легированной стали выдерживают более высокие рабочие температуры и также являются самозатачивающимися. Защита хвостовика помогает вам резать материал и удлинять интервалы технического обслуживания. Продукты ниже легко доступны, или вы можете проконсультироваться с вашим Дилер Cat для нестандартных опций.
НАКОНЕЧНИКИ БЕЗУДАРНОГО Рыхлителя УДЕРЖИВАНИЕ ЗАКРЫТИЯ
Всегда используйте самый длинный наконечник без чрезмерной поломки. Наконечники центральной линии имеют одинаковый износ
материал с обеих сторон и может быть перевернут, что может продлить срок службы и помочь сохранить
Острота. Наконечники рыхлителей Cat для проникновения имеют агрессивный угол для прорыва даже
самые твердые поверхности и более эффективно копать землю. Оба безударных варианта
имеют верхний дефлектор, который создает плавный переход с защитой хвостовика.
Изображение | Описание |
|---|---|
| КОРОТКАЯ ОСЕВАЯ ЛИНИЯ » Используется в экстремальных условиях удара » Жертвует некоторыми изнашиваемыми материалами | |
| ПРОМЕЖУТОЧНАЯ ОСЕВАЯ ЛИния » Используется в условиях умеренного удара и истирания » На 33% длиннее короткой осевой линии | |
| ПРОМЕЖУТОЧНОЕ ПРОНИКНОВЕНИЕ » Используется в условиях умеренного удара и истирания | |
| ДЛИТЕЛЬНОЕ ПРОНИКНОВЕНИЕ » Разработан для малоударных и высокоабразивных условий, когда это не проблема » На 20% дольше, чем при промежуточном проникновении1 |
УСТАНОВКА И СНЯТИЕ
Безударное удаление и установка возможны с вашим текущим боковым штифтом
система хвостовик/адаптер. Ретенция CapSure™ встроена в каждую насадку, так что вы только
необходимо вставить штифт, чтобы быстрее, безопаснее и проще заменить наконечник.
Изображение | Описание |
|---|---|
| 1. Вставьте штифт в отверстие адаптера. | |
| 2. Вставьте шайбу в отверстие адаптера. | |
| 3. Наденьте наконечник на адаптер. | |
| 4. Поверните фиксатор на 180°, чтобы зафиксировать/разблокировать. |
ВАРИАНТЫ НАКОНЕЧНИКОВ Рыхлителей СЕРИИ R
Всегда используйте самый длинный наконечник без чрезмерной поломки. Наконечники центральной линии имеют одинаковый износостойкий материал с обеих сторон и может быть изменено, что может продлить срок службы и помочь сохранить резкость. Наконечники рыхлителя для проникновения кошек имеют агрессивный угол, чтобы пробить даже самые твердые поверхности и более эффективно копать землю.
Изображение | Описание | Опция |
|---|---|---|
| КОРОТКАЯ ОСЕВАЯ ЛИНИЯ » Используется в экстремальных ударных условиях » Жертвует некоторыми изнашиваемыми материалами | ||
| ПРОМЕЖУТОЧНАЯ ОСЕВАЯ ЛИния » Используется в условиях умеренного удара и истирания » На 17% больше изнашиваемого материала, чем у Short Centerline | А. | |
| ДЛИННАЯ ОСЕВАЯ ЛИНИЯ » Используется в условиях низкой ударопрочности и высокого абразивного износа, когда поломка не является проблемой » На 30% больше изнашиваемого материала, чем в промежуточной осевой линии | ||
| ОСТРЫЙ ИЗВЕСТНЯК » Наконечник промежуточной осевой линии, сужающийся к заостренной вершине на конце » РУКА. полоска с одной стороны для улучшения заточки » Обеспечивает наилучшее проникновение и на 13 % больше износостойкого материала, чем короткая осевая линия. | А.Р.М. | |
| ЧРЕЗВЫЧАЙНО ПРОДЛЕННЫЙ СРОК ИЗНОСА (EEWL) » Используется для обработки известняка или калиши » Острие долота проникает в труднопроницаемые материалы » На 16% больше изнашиваемого материала, чем у короткой осевой линии, и на 10 мм короче, чем у промежуточной осевой линии. | ||
| КОРОТКОЕ ПРОНИКНОВЕНИЕ » Используется в экстремальных условиях удара » Жертвует некоторыми изнашиваемыми материалами | ||
| ПРОМЕЖУТОЧНОЕ ПРОНИКНОВЕНИЕ » На 17 % больше износостойкого материала и на 50 мм длиннее, чем у материала Short Penetration . » Используется в условиях умеренного удара и истирания | ||
| ДЛИТЕЛЬНОЕ ПРОНИКНОВЕНИЕ » Используется в условиях низкой ударопрочности и высокого абразивного износа, когда поломка не является проблемой » На 4% больше износостойкого материала и на 47 мм длиннее, чем у Intermediatet | А.Р.М. | |
| ОСТРОЕ ПРОНИКНОВЕНИЕ » Наконечник средней длины проникновения » Заточено на заводе для обеспечения максимального проникновения |
УСТАНОВКА И СНЯТИЕ
В системе зубьев и адаптеров серии R используются стандартные штифты и фиксаторы. система. Доступен инструмент для удаления зубных штифтов, облегчающий удаление.
Изображение | Описание |
|---|---|
| 1. Поместите инструмент на наконечник и совместите экстрактор со штифтом. | |
| 2. Ударяйте по инструменту молотком, пока штифт не будет извлечен. |
ЗАЩИТА РУКОЯТКИ
ХОТИТЕ ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ ПРИ МЕНЬШИХ ЗАТРАТАХ? МЫ ВАС ПОКРЫЛИ. Протекторы хвостовика прорезают материал острыми кромками, снижая усилие разрыва. Свести к минимуму износ и необходимое техническое обслуживание более дорогого корпуса хвостовика, когда
вы охраняете его с защитником. Никогда не копируйте без Cat G.E.T. Наши безударные варианты предлагают
быстрое и простое снятие и установка без специальных инструментов.
Имя | Описание |
|---|---|
| ЗАТОЧЕННЫЙ ПРОФИЛЬ | Режет твердые и компактные материалы, вызывая более низкое сопротивление разрыву и меньше потеря лошадиных сил. |
| УДЛИНЕННЫЕ ЗАЩИТЫ | На 60 % больше охват. |
| ПОЛНАЯ ДЛИНА | Треугольная защитная планка интегрируется с острым нижним протектором для максимального защита от разрыва. |
ВАРИАНТЫ ЗАЩИТЫ СТОЙКИ РЫШНИКА
Четыре различных варианта защиты соответствуют системе рыхления трактора. и самые распространенные приложения.
Изображение | Описание |
|---|---|
| ОБЩЕЕ НАЗНАЧЕНИЕ » Только базовый протектор R350 и R450 | |
| ОСТРЫЙ » Проникает в плотный материал лучше, чем стандартное исполнение » Вариант без молотка имеет на 40% больше Износостойкий материал, чем версия с боковым штифтом | |
| УДЛИНЕННАЯ ЗАЩИТА » Защита хвостовика на 60 % выше, чем у Sharp | |
| ВСТРОЕННЫЙ SHARP » Работает с треугольным стержнем, чтобы обеспечить полная защита хвостовика |
УСТАНОВКА И СНЯТИЕ
Безмолотковая фиксация — это просто. Система блокировки CapSure™ позволяет
для более безопасного и простого снятия/установки в четыре этапа.
Изображение | Описание |
|---|---|
| 1. Вставьте штифты и шайбу в отверстие хвостовика. | |
| 2. Установите защиту хвостовика на нижний штифт. | |
| 3. Установите фиксатор на верхний штифт. | |
| 4. Поверните фиксатор на 180°, чтобы зафиксировать/разблокировать. |
Режущие кромки и насадки
Компания BYG предлагает широкий ассортимент лезвий и насадок для всех моделей и производителей, представленных на рынке. Предназначен для защиты и продления срока службы компонентов вашего оборудования. Лезвия BYG изготавливаются из различных сплавов в зависимости от необходимой прочности, проникающей способности и износостойкости.
Режущие кромки и насадки BYG CLASSIC
Лезвия BYG Classic изготавливаются различного качества и размеров в соответствии с требованиями выполняемой работы. BYG производит высококачественные лезвия из углеродистых сплавов, прочность которых достигает 250 Hb. BYG также изготавливает лопасти из сортового проката (прямого, с одинарным скосом, с двойным скосом, полустрелой, бронированного прутка и т. д.) и из стального листа лучших марок, таких как HARDOX, WELDOX, HITUf и других. BYG является авторизованным производителем HARDOX.
Компания BYG также предлагает полный ассортимент сменных наконечников для всех типов техники: бульдозеров, погрузчиков, скреперов и т. д. и хранения. Лопасти BYG изготовлены из стального проката и закалены для большей износостойкости. BYG производит два типа лезвий: СТАНДАРТНЫЕ ЛЕЗВИЯ для общего использования и ЛИТЫЕ ЛЕЗВИЯ 9.0218 для высокоабразивных или ударных применений.
Также доступно 6 типов конечных битов. Ассортимент включает в себя UT (Utility endbits) для низкоабразивных материалов и до вольфрамовых накладок для экстремальных условий.
ТЕХНИЧЕСКИЙ КАТАЛОГ И ОНЛАЙН-ПОКУПКА
Компания BYG имеет обширный ассортимент лезвий, доступных на предприятиях в Барселоне.
BYG специализируется на производстве и поставке лезвий для строительства, общественных работ и горнодобывающей промышленности. BYG производит лезвия, совместимые со всеми основными брендами в отрасли:
- Гусеница
- Эско
- Комацу
- Вольво и более
ПОЛНЫЙ НОМЕР ДЕТАЛИ OEM
На складе BYG имеется полный ассортимент лезвий, готовых к заказу по оригинальному номеру детали производителя. Отвалы BYG — это решение для прямой замены машин основных марок, таких как:
- Бульдозеры
- Компакторы
- Мотогрейдеры
- Скребки
- Погрузчики
- Снегоочиститель
Ножи премиум-класса FUTURA
Марка износостойких материалов премиум-класса FUTURA также предлагает собственный ассортимент специализированных ножей. Лезвия премиум-класса FUTURA отличаются высокой устойчивостью к истиранию и предназначены для применения в условиях низкой ударной нагрузки и высокой абразивности. Все лезвия FUTURA крепятся болтами, поэтому их необходимо собирать с помощью болтов. Срок службы лезвий FUTURA 550 на 60 % больше по сравнению с лезвиями из бора Бринелля 500 других производителей.
НОЖИ FUTURA 550 9№ 0035
FUTURA 550 — износостойкая сталь с номинальной твердостью 550 HBW. Типичными приложениями являются компоненты с стойкостью к истиранию. FUTURA 550 обеспечивает износостойкость более чем на 60% по сравнению с другой борсодержащей сталью 500 по Бринеллю.
НОЖИ FUTURA 600
Изделия FUTURA 600 по Бринеллю могут заменить твердосплавные режущие кромки по очень доступной цене.
FUTURA 600 — износостойкая сталь с номинальной твердостью 600 HBW. Типичными приложениями являются компоненты с стойкостью к истиранию.
НОЖИ FUTURA НА БОЛТАХ
Диски FUTURA 550 И 600 PREMIUM специально предназначены для использования в очень абразивных работах, особенно для:
- БУЛЬДОЗЕРОВ
- СКРЕБКИ
- АВТОГРЕЙДЕРЫ
Отвалы, сегменты и концевые долота ПРОИЗВОДСТВО
Компания BYG специализируется на производстве отвалов, режущих кромок, концевых долот и сегментов. Производственные мощности BYG в Барселоне предлагают сталь различного качества:
- 250 HB
- 450 НВ
- 550 НВ
BYG также изготовит любой тип режущей кромки в соответствии с вашими требованиями. BYG также предлагает полный ассортимент совместимых насадок для всех типов техники: бульдозеров, погрузчиков, скреперов, автогрейдеров и т. д. оригинальный номер детали производителя. BYG производит лезвия, которые являются прямой заменой основных брендов в этом секторе:
- Гусеница
- Эско
- Комацу
- Вольво
- и другие
ИЗГОТОВЛЕНИЕ ПО ЗАКАЗУ: ТИПЫ СВЕРЛ
BYG производит лопасти в соответствии с широким спектром спецификаций, чтобы они соответствовали всем требованиям к оборудованию.
BYG имеет самые точные инструменты для изготовления на заказ и предлагает следующие типы сверл (см. рисунок)
CUTTING EDGE и концевые биты, изготовленные на заказ
Компания BYG владеет самыми современными технологиями и специализированными роботами для производства лезвий для коммунальных и горнодобывающих машин на своих предприятиях в Барселоне. BYG предлагает возможность изготовления лопастей на заказ из профилей толщиной от 4 мм до 160 мм. BYG также предлагает услугу oxycut любой формы и сверления лезвий по запросу.
БИМЕТАЛЛИЧЕСКИЕ лезвия и кромки
Биметаллические пластины состоят из слоя карбида хрома, приваренного к базовой пластине из ковкой стали. Биметаллические пластины BYG собираются на сварочном аппарате собственной конструкции по эксклюзивной технологии.
Биметаллические стальные пластины BYG обладают превосходными характеристиками и стойкостью к истиранию. Биметаллические пластины являются идеальным решением для любого из следующих применений:
- Защита ковша
- Усиление бульдозерных отвалов
- Усиленные сегменты для бульдозеров и погрузчиков
- Боковая и нижняя защита ковша
ПРЕИМУЩЕСТВА БИМЕТАЛЛИЧЕСКИХ ПЛАСТИН
Биметаллические пластины защищают компоненты вашего оборудования от износа в критических зонах. По сравнению со стандартными лезвиями, биметаллические детали могут служить в 3-5 раз дольше в условиях сильного истирания/удара от слабого до умеренного. Это представляет собой существенную экономию общих эксплуатационных расходов.
ОБЫЧНОЕ ПРИМЕНЕНИЕ БИМЕТАЛЛИЧЕСКИХ ПЛАСТИН
Ковши и сошники, классификаторы, доменные печи / грузовые колпаки, тралы, воздуховоды, вентиляционные лопасти, транспортировка шлака и рампы, боковые пластины для дноуглубительных работ, цементные печи, колосники, дробилки, металлургические заводы, и т.д…
ШИРОКИЙ АССОРТИМЕНТ БИМЕТАЛЛИЧЕСКИХ НОЖЕЙ
Компания BYG предлагает широкий выбор лопаток и уголков, изготовленных из биметаллических пластин. Эти лезвия и перфорированные сегменты доступны в полном ассортименте толщин и размеров и готовы заменить многие оригинальные модели производителей.
ПОЛИУРЕТАНОВЫЕ лезвия и сегменты
Полиуретановые лезвия BYG специально предназначены для работ, требующих гибкости или когда важно сохранение целостности поверхности, как в случае с асфальтом или бетоном.
Полиуретановые ножи BYG чаще всего применяются:
- Снегоочистители
- Транспорт (аэропорты, шоссе, дороги или порты)
- Погрузочные машины
- Сельскохозяйственное оборудование
- Промышленное оборудование (гипсовое, химическое, бумажное, перерабатывающее, серное)
полиуретановые лезвия: преимущества
Вот некоторые из преимуществ полиуретановых лезвий:
- Полиуретан обеспечивает стойкость к истиранию при медленном и равномерном износе. Полиуретановые лезвия
- BYG отличаются превосходной эластичностью и гибкостью.
- Полиуретановые лезвия не повреждают дорожное покрытие или горизонтальные знаки
- Полиуретановые лопасти снижают уровень шума и вибрации
- Полиуретан не подвержен коррозии и окислению
ПОЛИУРЕТАНОВЫЕ НОЖИ ДЛЯ СНЕГОХОДА
Компания BYG предлагает полный ассортимент стандартных полиуретановых ножей для снегоуборочных машин. Полиуретановые ножи BYG изготавливаются стандартной толщины (30 мм, 40 мм и 50 мм), подходящей для использования в большинстве снегоочистителей. BYG специализируется на производстве снежных лезвий для самых важных брендов в отрасли, таких как:
- Schmidt
- Ассалони
- Джилетта
- Фрезия и другие
ПОЛНЫЙ АССОРТИМЕНТ ПОЛИУРЕТАНОВЫХ НОЖЕЙ
Полиуретановые ножи используются во многих отраслях промышленности благодаря разнообразию их применения:
- Снегоуборочная техника (Assaloni, Giletta, Fresia и др. )
- Промышленное оборудование (обработка гипса, химикатов, бумаги, переработка и т. д.)
- Транспорт (обслуживание аэропортов, автомагистралей, дорог и портов)
- Сельское хозяйство (животноводство, зерновые, хлопок, солома, оливки…)
На рисунке показан полиуретановый отвал, поставляемый BYG для использования в ПОГРУЗЧИКЕ марки VOLVO для работы с серой.
ЛИТЫЕ ОТВАЛЫ для бульдозеров и грейдеров
Компания BYG предлагает отвалы различных сечений, облегчающие установку, техническое обслуживание, обращение и хранение. Лопасти BYG изготовлены из стального проката и закалены для большей износостойкости. BYG производит два типа лезвий: СТАНДАРТНЫЕ ЛЕЗВИЯ для общего использования и ЛИТЫЕ ЛЕЗВИЯ для применения в условиях сильного истирания или ударных нагрузок.
Литые наконечники заметно усилены по периметру и имеют выступающее ребро на конце, обеспечивающее большую устойчивость к поломке.
КАТАЛОГ ЛИТЫХ НОЖЕЙ
Компания BYG предлагает полный ассортимент литых ножей для сборки комплектного оборудования как бульдозеров, так и грейдерных машин. Литые отвалы BYG доступны для следующего оборудования:
- Бульдозеры Caterpillar: D11, D10, D9 и D8
- Бульдозер Komatsu: D375 и D475
- Гусеница Niveladora: 14H, 14M, 16H, 16M, 160H, 160M, 24H, 24M
СПЕЦИАЛЬНЫЕ ЛИТЫЕ ОТВАЛЫ И НАКОНЕЧНИКИ
Специальные литые отвалы и уголки для бульдозеров и грейдеров. Литые лопасти для использования в условиях высокого абразивного износа значительно усилены и обеспечивают большую устойчивость к поломке и износу по сравнению с ламинированными лопастями (изготовленными из прокатных стальных профилей)
ПРЕИМУЩЕСТВА ЛИТЫХ ЛОПАСТЕЙ
Литые лопасти и насадки BYG легко узнать по усиленному ребру на углах. Литые лезвия значительно усилены по всему периметру, что обеспечивает большую устойчивость к поломке. Концевые биты несут одно или несколько колец для обработки. Кроме того, эти лезвия обработаны сзади, чтобы облегчить установку на оригинальное оборудование.
Особенности
Упростите процесс составления предложений и заказов, найдите свои поставки и управляйте своей учетной записью.
Откройте для себя все преимущества.
Инструменты SCHELL: практические знания
1. Нарост на кромке
Слишком низкая скорость резания или слишком низкая подача зуба могут привести к образованию нароста. Если передний угол слишком мал или скос режущей кромки не оптимален, сход стружки можно улучшить, используя рифленую пластину или инструмент с положительным передним углом. Если охлаждение не оптимальное, чипы «припекают» на контактной поверхности. Охлаждающий объем должен быть достаточно большим, чтобы достигать непосредственно режущей кромки и обеспечивать достаточное рассеивание тепла. В некоторых областях использование другого покрытия приводит к улучшениям.
2. Выкрашивание режущей кромки
Слишком низкая скорость резания или слишком большая подача зуба способствуют выкрашиванию режущей кромки. Часто помогает увеличение или уменьшение значений. u Более прочный тип режущего материала также препятствует выкрашиванию режущей кромки. Из-за более мягкого резания могут быть полезны пластина с канавкой или использование инструмента с положительным передним углом. Слишком большая глубина резания излишне нагружает режущую кромку. Часто уменьшение глубины резания при увеличении скорости резания дает лучшие результаты.
3. Термическое растрескивание
Слишком высокая скорость резания и слишком большая подача зуба чрезмерно затрудняют резание. Если за счет уменьшения подачи зуба нельзя добиться улучшения, все же возможны следующие меры: За счет выбора меньшего установочного угла улучшается положение режущей пластины относительно заготовки. u Гребенчатые трещины также могут быть вызваны сильными перепадами температуры на режущей кромке. Может помочь сухая обработка, а также адекватная подача охлаждающей жидкости.
4. насечка
Во время износа стружки «вытачивают» материал из режущей пластины на максимальной глубине стружки. Снижение скорости резания и подачи зуба обеспечивает лучший сход стружки, а также выбор более жесткого сплава режущего материала. u Выбор уменьшенного установочного угла или изменение глубины резания противодействует этому. Если износ канавки вызван образованием заусенцев, изменение рабочего положения фрезы может привести к улучшению.
5. Лункообразование
Лункообразование — это тепловая проблема. Если СОЖ не подведена или недостаточно подведена к режущей кромке, она слишком сильно нагревается. Тот же эффект возникает даже при слишком высокой скорости резания или слишком большой скорости подачи. Выбор более износостойкого сплава или другого покрытия может противодействовать задирному износу.
6. Поломка пластины / поломка режущей кромки
Причиной поломки пластины или поломки режущей кромки является механическая перегрузка режущей пластины. Триггеры для этого могут быть разными: u Неправильная установка режущего наконечника может привести к образованию воздушного зазора, что может привести к повреждению контактной поверхности режущего наконечника
7. Деформация режущей кромки
Если температура резания слишком высока, а давление резания слишком велико, это может привести к термомеханической деформации режущей кромки. Remedy обеспечивает выбор износостойкой режущей пластины и/или значительное улучшение охлаждения.
8. Износ по задней поверхности
Чрезмерный износ по задней поверхности часто возникает из-за слишком высокой скорости резания или слишком малой подачи. Скорректируйте эти значения или выберите более износостойкий сплав.
9. Заусенцы
Если режущая кромка недостаточно острая или недостаточно острая, это может привести к образованию заусенцев. Может помочь более позитивная геометрия пластины (например, с канавкой) или инструмента. ты может быть. Если неблагоприятным является только направление силы резания, то можно добиться улучшения угла установки.
10. Адгезивная стружка
Для очень мягкого, «смазывающего» основного материала использование твердого сплава с покрытием, возможно, со скользящим слоем, приводит к лучшему отводу стружки. В случае подходящих вставок также можно использовать охлаждающую жидкость. Адгезивной стружке также можно противодействовать за счет увеличения подачи зуба: стружка становится толще, может поглощать больше тепла и, таким образом, уменьшать нагрев режущей пластины.
11. Перегрузка станка
Если происходит перегрузка станка, возникающее давление резания слишком велико. Наиболее распространенной причиной является выбор слишком большого инструмента и/или слишком большой пластины. Уменьшите их или выберите положительную геометрию инструмента. Для уменьшения сил резания также можно уменьшить скорость резания, подачу зуба или глубину резания.
12. Повторная резка
Повторная резка, на которую указывают мешающие канавки на поверхности резания, обычно можно устранить, выбрав меньший диаметр инструмента или меньший угол установки, поскольку все эти меры снижают силу резания. Часто замена (изношенных) вкладышей приводит к успеху.
13. Плохое качество поверхности на заготовке
Если причина не в возникновении вибраций, следует проверить, нет ли ошибки биения и ее можно устранить выравниванием шпинделя, записи или инструмента. u Для плоских поверхностей рекомендуется использовать пластины с плоским скосом вместо углового радиуса или даже специальные торцевые фрезы. Или просто подача на оборот слишком велика?
14. Стружка не стекает
Оптимальный отвод стружки — это альфа и омега механической обработки. Следите за Б. с обильной подачей воздуха, чтобы уже удаленная стружка снова не попала «под резак». Даже в слишком узкой камере для стружки может скапливаться стружка. Используйте более разъемный инструмент с меньшим количеством зубьев. При уменьшении глубины резания, ширины резания или подачи на зуб стружка становится меньше и лучше стекает. В случае «смазочных» материалов часто помогают режущие материалы со специальным покрытием со скользящим слоем или особой геометрией режущей кромки (например, галтели).
15. вибрации
Одной из возможных причин является недостаточная жесткость машины. Если невозможно перейти на более устойчивую машину, следует рассмотреть возможность использования небольших инструментов. Специально для нестабильных машин в программе есть небольшие вставки. Также к улучшению может привести уменьшение скорости резания и/или глубины резания. Если возникают вибрации из-за нестабильных комбинаций записи, следует проверить, возможен ли более короткий вариант.
16. Выступы на заготовке
Прорывы заготовок из-за чрезмерных сил резания можно устранить, выбрав более острую режущую кромку или более оптимальную геометрию инструмента. также только сила резания неблагоприятна для заготовки; тогда изменение Fräsbahnrichtung или переход с постоянного тока на обратный может принести улучшение. В частности, при работе с хрупкими материалами можно предотвратить выламывание материала из материала путем снятия фаски на выходной кромке инструмента.
Изготовленные на заказ износостойкие режущие кромки — Применение режущей кромки из AR стали
Изготовленные на заказ износостойкие режущие кромки — Режущие кромки из AR стали | Форд СтилПерейти к навигации Перейти к содержимому
Ваш браузер устарел.
В настоящее время вы используете Internet Explorer 7/8/9, который не поддерживается нашим сайтом. Для получения наилучших результатов используйте один из последних браузеров.
- Хром
- Фаерфокс
- Internet Explorer Edge
- Сафари
Компания North Shore Steel внимательно следит за вспышкой COVID-19. Наши объекты остаются открытыми, и мы с нетерпением ждем возможности обслуживать наших клиентов.
Ford Steel известна своими износостойкими режущими кромками, которые привариваются, крепятся болтами и надеваются из стали Wearalloy 400, 450 или 500. Мы предлагаем прямые, лопатообразные или утконосые кромки. Ford Steel изготавливает режущие кромки, идеально подходящие для вашего конкретного применения. Имея за плечами многолетний опыт, команда Ford Steel располагает высококачественным оборудованием и хорошо обученным персоналом, необходимыми для завершения вашего следующего проекта.
ИЗНОСОСТОЙКИЕ РЕЖУЩИЕ КРОМКИ
Компания Ford Steel ценит удовлетворенность клиентов, поэтому мы делаем все возможное, чтобы вы могли максимально эффективно использовать изготовленные по индивидуальному заказу износостойкие режущие кромки. Надлежащее техническое обслуживание передовой системы вашей машины обеспечивает высокую производительность, меньшее время простоя на техническое обслуживание и меньший стресс во время работы. Независимо от того, насколько велика машина, мы предоставим вам нужную деталь по правильной цене.
Мы знаем, что все машины не имеют одинаковых деталей, поэтому наш склад полностью укомплектован многочисленными деталями из легированной стали и износостойкими деталями. Являясь основным источником металлопродукции в Соединенных Штатах, Ford Steel предлагает широкий ассортимент изготовленных на заказ износостойких режущих кромок и концевых наконечников: хвостовики, лезвия, болты плуга и наконечники для экскаваторов, грейдеров, бульдозеров, зубья, зубья рыхлителей и т. другие машины, способные выдерживать экстремальные условия.
Наша продукция изготовлена из материала высочайшего качества, изготовленного из термически обработанного, закаленного, отпущенного и подвергнутого сквозной закалке стального сплава с твердостью в диапазоне 400-500 по Бринеллю, что снижает потребность в обслуживании и предотвращает истирание. Некоторые из изготовленных по индивидуальному заказу износостойких режущих кромок, которые мы производим, включают:
РЕЖУЩИЕ КРОМКИ ДЛЯ ПОГРУЗЧИКОВ
Мы предлагаем услуги режущих кромок из легированной стали, которые доступны для всех областей применения, таких как колесные погрузчики, экскаваторы, ковши погрузчиков, вкладыши ковша, желоба и бункеры. Индивидуальный дизайн или стандарт
- Отверстия для сегментов и адаптеров
- Адаптеры с болтовым и приварным креплением
- Термическая обработка для увеличения срока службы
- Нос лопаты
РЕЖУЩИЕ КРОМКИ
Грейдерные ножи выбираются по двум характеристикам: термообработанные грейдерные ножи и черные высокоуглеродистые грейдерные ножи. Термически обработанные лезвия грейдера представляют собой бористую сталь, закаленную до твердости 420-512 по Бринеллю, по сравнению со стандартной высокоуглеродистой сталью с твердостью до 320 по Бринеллю.
Термически обработанные грейдерные ножи
- Изогнутые с двойной фаской:
- Плоский с двойной фаской:
- Накладки и подложки
- Пальцы и зубья рыхлителя
- зубчатый
Черные высокоуглеродистые грейдерные ножи
- Высокая производительность
- Строгий контроль качества
- Экономичный
РЕЖУЩИЕ КРОМКИ ДЛЯ БУЛЬДОЗЕРОВ
Уже более четырех десятилетий Ford Steel сотрудничает с многочисленными компаниями в качестве основного поставщика запчастей для тракторных ножей и бульдозеров. У нас есть полный диапазон толщин как для тяжелых, так и для стандартных лезвий. Наши режущие кромки и наконечники из горячекатаной стали AR защищают вашу машину от повреждений, обеспечивая максимальную устойчивость к проникновению.
ИНДИВИДУАЛЬНЫЕ ДИЗАЙНЫ
Не можете найти деталь для своей уникальной машины или у вас нестандартный ковш? Не проблема! В Ford Steel мы можем изменить концевую фрезу или режущую кромку по сравнению со стандартными техническими характеристиками, чтобы они соответствовали вашему уникальному применению режущей кромки из AR-стали. В случае отсутствия на складе определенной детали, мы заказываем индивидуальное решение на нашем производственном предприятии, экономя ваше время на исследования и время простоя.
Наша команда специалистов занимается поставкой износостойких режущих кромок и насадок по индивидуальному заказу по конкурентоспособной цене. Нашей общей целью является эффективность, мы посещаем ваш объект для проверки ваших систем, чтобы оценить их состояние и рекомендовать решения, которые улучшают долговечность и производительность машины.
Свяжитесь с нашей командой
Пластина из износостойкого сплаваЯвляясь поставщиком износостойких стальных листов, Ford Steel поставляет изнашиваемые листы, используемые в самых разных областях.
Учить больше Режущие кромки из износостойкого сплаваFord Steel может изготовить режущую кромку любого размера для вашего ковша.
Учить больше ФормированиеWearalloy 400 и 450 могут подвергаться холодной штамповке на листогибочном прессе или вальцах.
Учить большеПрименение режущих инструментов, Глава 8: Сверление и операции сверления
Сверление — один из самых сложных процессов механической обработки. Главной особенностью, отличающей его от других операций механической обработки, является комбинированное резание и выдавливание металла на кромке долота в центре сверла. Большая сила тяги, вызванная движением подачи, сначала выдавливает металл под кромку долота. Затем он имеет тенденцию к сдвигу под действием инструмента с отрицательным передним углом.
Номенклатура спирального сверла — Режущее действие вдоль кромок сверла мало чем отличается от других процессов механической обработки. Однако из-за переменного переднего угла и наклона режущее действие на различных радиусах режущих кромок различается. Это осложняется ограничением всей стружки на поток стружки в любой точке вдоль кромки. Тем не менее, удаление металла представляет собой настоящую резку, и здесь присутствуют проблемы с изменяемой геометрией и ограничениями. Однако, поскольку это такая небольшая часть всей операции бурения, это не является отличительной характеристикой процесса.
Настройки станка, используемые при сверлении, раскрывают некоторые важные особенности этой операции по изготовлению отверстий. Глубина резания, фундаментальный параметр в других процессах резания, наиболее точно соответствует радиусу сверла. Ширина недеформированной стружки эквивалентна длине кромки сверла, которая зависит от угла при вершине, а также от размера сверла. Для данной настройки ширина недеформированной стружки при сверлении постоянна. Размер подачи, указанный для сверления, представляет собой подачу на один оборот шпинделя. Более фундаментальной величиной является подача на губу. Для обычного сверла с двумя канавками это половина подачи за оборот. Толщина недеформированной стружки отличается от подачи на кромку в зависимости от угла при вершине.
Скорость шпинделя постоянна для любой операции, в то время как скорость резания меняется по всей режущей кромке. Скорость резания обычно рассчитывается для наружного диаметра. В центре режущей кромки скорость резания равна нулю; в любой точке губы она пропорциональна радиусу этой точки. Это изменение скорости резания вдоль режущих кромок является важной характеристикой сверления.
Как только сверло входит в заготовку, контакт продолжается до тех пор, пока сверло не пробьет нижнюю часть детали или не будет извлечено из отверстия. В этом отношении сверление напоминает точение и отличается от фрезерования. Непрерывное резание означает, что вскоре после контакта между сверлом и заготовкой можно ожидать устойчивых усилий и температур.
Номенклатура сверла — Наиболее важным типом сверла является спиральное сверло. Важная номенклатура приведена ниже и проиллюстрирована на рисунке выше.
Сверло: Сверло — это инструмент для сверления отверстий. Он имеет одну или несколько режущих кромок и канавки для входа жидкости и выброса стружки. Сверло состоит из хвостовика, корпуса и наконечника.
Хвостовик: Хвостовик — это часть сверла, которая удерживается и приводится в движение. Он может быть прямым или коническим.
Хвостовик: Хвостовик представляет собой уплощенную часть на конце хвостовика, которая входит в ведущий паз держателя сверла на шпинделе станка.
Корпус: Корпус сверла простирается от хвостовика до острия и содержит канавки. При заточке частично стачивается корпус сверла.
Наконечник: Наконечник — это режущий конец сверла.
Канавки: Канавки — это канавки, которые вырезаются или формируются в корпусе сверла, чтобы позволить жидкости достичь вершины, а стружке — поверхности заготовки. Хотя в некоторых случаях используются прямые канавки, обычно они спиральные.
Участок: Участок — это оставшаяся часть снаружи корпуса сверла после вырезания канавок. Площадка немного срезана по сравнению с внешним диаметром сверла, чтобы обеспечить зазор.
Поля: Поля – это небольшой участок земли, не отрезанный для расчистки. Он сохраняет полный диаметр сверла.
Перемычка: Перемычка — это центральная часть корпуса буровой установки, соединяющая площадки.
Кромка долота: Кромка, заточенная на острие инструмента вдоль ребра, называется кромкой долота. Он соединяет режущие губы.
Кромки: Кромки являются основными режущими кромками сверла. Они простираются от вершины долота к периферии сверла.
Ось: Осью сверла является центральная линия инструмента. Он проходит через полотно и перпендикулярен диаметру.
Шейка: Некоторые сверла изготавливаются с разгрузкой между корпусом и хвостовиком. Это называется шейкой сверла. В дополнение к этим терминам, которые определяют различные части сверла, существует ряд терминов, которые относятся к размерам сверла, включая важные углы сверления. Среди этих терминов:
Длина: Наряду с наружным диаметром при указании размера сверла указывается осевая длина сверла. Кроме того, часто используются длина хвостовика, длина канавки и длина шейки.
Зазор по диаметру кузова: Высота шага от края до земли называется зазором по диаметру кузова.
Толщина полотна: Толщина полотна — это наименьший размер полотна. Измеряется в точке, если не указано иное. Толщина перемычки часто увеличивается по мере продвижения вверх по корпусу от острия, и, возможно, ее придется шлифовать во время заточки, чтобы уменьшить размер кромки долота. Этот процесс называется «истончение паутины».
Угол спирали: Угол, который образует передний край земли с осью бура, называется углом спирали. Доступны сверла с различными углами наклона спирали для различных эксплуатационных требований.
Угол при вершине: Угол между кромками сверла называется углом при вершине. Он различен для разных материалов заготовки.
Задний угол кромки: Обычным углам задней кромки, используемым в других инструментах, соответствует угол задней кромки. Измеряется на периферии.
Угол кромки долота: Угол кромки долота — это угол между кромкой и кромкой долота, если смотреть с конца сверла.
Классы сверл — Существуют разные классы сверл для разных типов операций. Материалы заготовки также могут влиять на класс используемого сверла, но обычно он определяет геометрию наконечника, а не общий тип сверла, наиболее подходящего для данной работы. Спиральное сверло — самый важный класс. В общем классе спиральных сверл есть несколько типов сверл, предназначенных для различных видов операций.
Сверла с большим витком: Это сверло имеет большой угол спирали, что повышает эффективность резания, но ослабляет корпус сверла. Он используется для резки более мягких металлов и других материалов с низкой прочностью.
Сверла с малым витком: Меньший, чем обычно, угол спирали иногда полезен, чтобы инструмент не «забегал вперед» или «захватывал» при сверлении латуни и подобных материалов.
Сверла для тяжелых условий: Сверла, подвергающиеся сильным нагрузкам, могут быть усилены такими методами, как увеличение толщины перемычки.
Левосторонние сверла: Стандартные спиральные сверла могут быть изготовлены как левосторонние инструменты. Они используются в нескольких сверлильных головках, конструкция головки которых упрощена за счет того, что шпиндель может вращаться в разных направлениях.
Сверла с прямыми канавками: Сверла с прямыми канавками являются крайним случаем сверл с малым шагом спирали. Они используются для сверления латуни и листового металла.
Сверла для коленчатых валов: Сверла, специально предназначенные для работы с коленчатыми валами, оказались полезными для обработки глубоких отверстий в твердых материалах. У них тяжелая паутина и угол наклона спирали несколько больше, чем обычно.
Сверла-удлинители: Сверла-удлинители имеют длинный закаленный хвостовик, позволяющий сверлить поверхности, обычно недоступные.
Сверла повышенной длины: Для глубоких отверстий стандартного длинного сверла может быть недостаточно, и требуется сверло с более длинным корпусом.
Ступенчатое сверло: Два или более диаметра могут быть отшлифованы спиральным сверлом для получения отверстия ступенчатого диаметра.
Подповерхностное сверло: Подповерхностное или многозаходное сверло выполняет ту же работу, что и ступенчатое сверло. У него есть отдельные лезвия, идущие по всей длине корпуса для каждого диаметра, тогда как в ступенчатом сверле используется одно лезвие. Подземная дрель выглядит как две сверла, скрученные вместе.
Цельные твердосплавные сверла: Для сверления небольших отверстий в легких сплавах и неметаллических материалах цельные твердосплавные стержни могут быть отшлифованы до стандартной геометрии сверла. Необходимо выполнять легкие резы без ударов, потому что карбид довольно хрупок.
Сверла с твердосплавными наконечниками: Наконечники из твердого сплава можно использовать на спиральных сверлах для повышения износостойкости кромок при высоких скоростях. Сверла с твердосплавными наконечниками широко используются для обработки твердых абразивных неметаллических материалов, таких как кирпичная кладка.
Сверла для смазочных отверстий: Небольшие отверстия в шлицах или небольшие трубки в прорезях, выфрезерованных в лезвиях, можно использовать для нагнетания масла под давлением к острию инструмента. Эти сверла особенно полезны для сверления глубоких отверстий в твердых материалах.
Плоские сверла: Плоские стержни могут быть заточены обычным сверлом на конце. Это дает очень большие пространства для стружки, но не спираль. Основное их применение – бурение железнодорожных путей.
Сверла с тремя и четырьмя канавками: Существуют сверла с тремя или четырьмя канавками, которые напоминают стандартные спиральные сверла, за исключением того, что у них нет долотообразной кромки. Они используются для расширения отверстий, которые ранее были просверлены или пробиты. Эти сверла используются, потому что они обеспечивают лучшую производительность, точность и чистоту поверхности, чем стандартные сверла при той же работе.
Сверло и зенкер: Комбинированное сверло и зенкер — полезный инструмент для обработки «центровых отверстий» на стержнях, которые необходимо обтачивать или шлифовать между центрами. Конец этого инструмента напоминает стандартную дрель. Зенковка начинается на небольшом расстоянии от тела.
Связанные операции бурения — Некоторые операции связаны с бурением. В следующем списке большинство операций следует за сверлением, за исключением центрирования и центровки, которые предшествуют сверлению. Отверстие должно быть сделано сначала путем сверления, а затем отверстие модифицировано одной из других операций. Некоторые из этих операций показаны ниже.
Развёртывание: Развертка используется для расширения ранее просверленного отверстия, чтобы обеспечить более высокий допуск и улучшить чистоту поверхности отверстия.
Нарезание резьбы: Метчик используется для нарезания внутренней резьбы в предварительно просверленном отверстии.
Зенковка: Зенковка создает больший шаг в отверстии, что позволяет посадить головку болта ниже поверхности детали.
Зенковка: Зенковка аналогична зенкеровке, за исключением того, что шаг выполнен угловым, что позволяет устанавливать винты с плоской головкой под поверхностью.
Центрирование: Центровое сверление используется для точного определения местоположения отверстия, которое будет просверлено впоследствии.
Spotfacing: Spotfacing используется для получения плоской обработанной поверхности детали.
Условия эксплуатации — Различные условия, в которых используются сверла, затрудняют определение установленных правил для скоростей и подач. Производители сверл и различные справочные тексты предоставляют рекомендации по правильной скорости и подаче для сверления различных материалов.
Скорость сверления: Скоростью резания можно назвать скорость, с которой точка на окружности сверла перемещается за 1 минуту. Он выражается в поверхностных футах в минуту (SFPM). Скорость резания является одним из наиболее важных факторов, определяющих срок службы сверла. Если скорость резания слишком низкая, сверло может отколоться или сломаться. Слишком высокая скорость резания быстро затупляет режущие кромки. Скорость резки зависит от следующих семи переменных:
- Тип сверлимого материала. (Чем тверже материал, тем медленнее скорость резания.)
- Материал и диаметр режущего инструмента. (Чем тверже материал режущего инструмента, тем быстрее он может обрабатывать материал. Чем больше сверло, тем медленнее должно вращаться сверло.)
- Типы и использование смазочно-охлаждающих жидкостей позволяют увеличить скорость резания.
- Жесткость сверлильного станка.
- Жесткость сверла. (Чем короче упражнение, тем лучше.)
- Жесткость рабочей установки.
- Качество просверливаемого отверстия.
Каждая переменная должна быть рассмотрена до бурения скважины. Каждая переменная важна, но наиболее важными факторами являются рабочий материал и скорость его резки.
Подача сверления: После выбора скорости резания для конкретного материала заготовки и состояния необходимо установить соответствующую скорость подачи. Скорость подачи при сверлении выбрана таким образом, чтобы максимизировать производительность при сохранении контроля над стружкообразованием. Подача при сверлении выражается в дюймах на оборот или IPR, то есть на расстояние, которое сверло проходит в дюймах за каждый оборот сверла. Подача также может быть выражена как расстояние, пройденное сверлом за одну минуту, или IPM (дюймы в минуту), которое является произведением RPM и IPR сверла. Его можно рассчитать следующим образом: IPM = IPR x RPM.
Выбор скорости сверления (SFPM) и подачи сверления (IPR) для различных обрабатываемых материалов часто начинается с рекомендаций в виде таблиц применения от производителей или из справочников.
Износ спирального сверла — Износ сверла начинается, как только начинается резание, и вместо того, чтобы прогрессировать с постоянной скоростью, износ непрерывно ускоряется. Износ начинается с острых углов режущих кромок и в то же время распространяется вдоль режущих кромок к кромке долота и вверх по краям сверла. По мере износа зазор уменьшается. Возникающее трение вызывает больше тепла, что, в свою очередь, вызывает более быстрый износ.
Площади износа за режущими кромками не являются лучшим показателем износа, так как они зависят от заднего угла режущей кромки. Износ краев сверла фактически определяет степень износа и не так очевиден, как износ площадок. Когда углы сверла закруглены, сверло повреждено больше, чем это очевидно. Вполне возможно, что сверло работало должным образом, даже когда оно было изношено. Поля можно было носить конусообразно на расстоянии дюйма от острия.
Чтобы восстановить инструмент до нового состояния, необходимо удалить изношенный участок. Из-за ускоряющегося характера износа количество отверстий на дюйм сверла иногда можно удвоить, уменьшив на 25 процентов количество отверстий, просверливаемых за один проход.
Заточка сверла — Подсчитано, что около 90 % проблем при сверлении возникают из-за неправильной заточки сверла. Поэтому важно соблюдать осторожность при заточке сверл. Хороший наконечник сверла будет иметь: обе кромки под одинаковым углом к оси сверла; обе губы одинаковой длины; правильный угол зазора; и правильная толщина полотна.
Лопатчатые сверла — Инструмент обычно состоит из режущего лезвия, закрепленного в держателе с канавками. Лопатчатые сверла могут просверливать отверстия гораздо большего размера (до 15 дюймов в диаметре), чем спиральные сверла. Лопастные сверла обычно не доступны в диаметрах меньше 0,75-. Глубина сверления перьевых сверл с отношением длины к диаметру более 100:1 намного превышает возможности спиральных сверл.
В то же время, из-за их гораздо большей подачи, скорость проходки перьевых сверл превышает таковую спиральных сверл на 60-100 процентов. Однако из-за этого обычно страдает качество обработки отверстий. По сравнению со спиральными сверлами перовые сверла гораздо более устойчивы к вибрации при больших подачах, когда они полностью входят в зацепление с заготовкой. Прямолинейность отверстия, как правило, улучшается (при сравнимых размерах) с помощью сверла-лопасти. Однако эти преимущества могут быть получены только при использовании буровых станков подходящей производительности и мощности.
Лопатковая дрель также является очень экономичной дрелью из-за гибкости ее диаметра. Один держатель подходит для лезвий разных диаметров. Поэтому, когда требуется изменение диаметра, необходимо приобрести только лезвие, что намного дешевле, чем покупка всего сверла.
Твердосплавные сверла со сменными пластинами — Сверление со сменными пластинами стало настолько эффективным и экономичным, что во многих случаях просверлить отверстие дешевле, чем отлить или выковать его. По сути, сверло со сменными пластинами представляет собой инструмент с двумя канавками и центральной режущей кромкой со сменными твердосплавными пластинами. Сверла со сменными пластинами были представлены с использованием квадратных пластин. Со сменными сверлами, использующими более популярную пластину Trigon, используются две пластины; но по мере увеличения размера добавляется больше вставок, до восьми вставок в очень больших инструментах.
Сверла со сменными пластинами имеют проблему с нулевой скоростью резания в центре, даже если скорость может превышать 1000 футов в минуту на крайних пластинах. Поскольку скорость обычно в некоторой степени заменяет подачу, силы тяги обычно составляют от 25 до 30 процентов от сил, необходимых для обычных инструментов того же размера. Сменные сверла имеют хвостовик, корпус и многогранное острие. Обычно доступны хвостовики с прямым, коническим хвостовиком и V-образным фланцем номер 50.
Корпуса имеют две канавки, обычно прямые, но могут быть спиральными. Поскольку нет никаких запасов для поддержки подшипника, инструменты должны полагаться на присущую им жесткость и на баланс сил резания, чтобы поддерживать точный размер отверстия и прямолинейность. Поэтому эти инструменты обычно ограничиваются отношением длины к диаметру примерно 4:1.
Острие сверла изготовлено из карбидных пластин с карманами. Эти вставки обычно специально разработаны. Передний угол резания может быть отрицательным, нейтральным или положительным, в зависимости от конструкции держателя и пластины. Твердые сплавы с покрытием и без покрытия доступны для сверления широкого спектра обрабатываемых материалов. Сверла иногда сочетаются со сменными или сменными пластинами для выполнения более одной операции, например сверления, зенкерования и зенкерования.
Инструмент для вставки, устанавливаемый на корпусе, может выполнять несколько операций.
Общая геометрия режущих кромок важна для работы сверл со сменными пластинами. Как упоминалось ранее, нет никаких поддерживающих краев, чтобы удерживать эти инструменты на линии, поэтому силы, необходимые для перемещения режущих кромок через рабочий материал, должны быть сбалансированы, чтобы свести к минимуму отклонение инструмента, особенно при запуске, и сохранить размер отверстия.
Хотя они в основном предназначены для сверления, некоторые сверла со сменными пластинами могут выполнять торцевание и растачивание на токарных станках. Насколько хорошо эти инструменты работают в этих приложениях, зависит от их размера, жесткости и конструкции.
При использовании в надлежащих условиях производительность сверл со сменными пластинами впечатляет. Однако для успешного применения необходимо тщательно следовать рекомендациям производителя.
Трепанация — При трепанации режущий инструмент создает отверстие, удаляя дискообразную деталь, также называемую заготовкой или сердцевиной, обычно из плоских пластин. Отверстие производится без измельчения всего удаляемого материала в стружку, как в случае сверления. Процесс трепанации можно использовать для изготовления дисков диаметром до 6 дюймов из плоского листа или пластины. Инструмент для трепанации также называется ротабрахом.
Трепанация может выполняться на токарных, сверлильных и фрезерных станках, а также на других станках с использованием однолезвийных или многолезвийных инструментов. Сверла Rotabreach обеспечивают больший срок службы инструмента, поскольку у них больше зубьев, чем у обычных сверл. Поскольку в заготовке задействовано больше зубьев, материал, разрезанный на одно отверстие, распределяется по большему количеству режущих кромок. Каждая режущая кромка режет меньше материала для данного отверстия. Это значительно увеличивает срок службы инструмента.
Трепанационные операции — Трепанация — черновая операция. Отделочные работы требуют дополнительной операции с использованием разверток или расточных оправок для получения заданного размера и отделки. Из многих типов операций по сверлению отверстий он конкурирует со сменными твердосплавными фрезами и лопаточным сверлением.
Для трепанации используются несколько типов инструментов. Самым простым является одно- или двухточечный резак. Кольцевая пила — еще один инструмент, которым можно нарезать отверстия.
Выбор материала режущего инструмента — M2 Быстрорежущая сталь (HSS) является стандартным материалом для режущих инструментов Rotabreach. М2 имеет самый широкий спектр применения и является наиболее экономичным инструментальным материалом. Он может использоваться для черных и цветных металлов и обычно рекомендуется для резки материалов твердостью до 275 BHN. M2 можно наносить на более твердые материалы, но срок службы инструмента резко снижается.
Сверла M2 HSS Rotabreach с покрытием TiN предназначены для более высоких скоростей, большей выносливости, более твердых материалов или более свободного резания для снижения энергопотребления. Покрытие TiN уменьшает трение и работает при более низких температурах, обеспечивая при этом более твердую поверхность режущей кромки. Инструменты с покрытием TiN рекомендуются для обработки материалов до 325 BHN.
Твердосплавные режущие материалы также доступны в качестве специальной опции для сверл Rotabreach. Карбид предлагает определенные преимущества по сравнению с быстрорежущей сталью. Применение ограничено и требует обсуждения с представителем производителя.
Жесткость и допуск на размер отверстия — Сверла Rotabreach изначально разрабатывались как инструменты для черновой обработки, чтобы конкурировать со спиральными сверлами и обеспечивать аналогичные допуски на отверстия. Многие пользователи успешно применяли сверла Rotabreach для получистовой обработки, сокращая количество проходов с двух и более до одного. Для изготовления отверстий в соответствии с этими спецификациями требуется жесткий станок и установка. Допуски будут варьироваться в зависимости от применения, и их невозможно точно определить.
Удаление стружки — При обработке таких материалов, как алюминий, инструментальная сталь и чугун, правильный выбор подачи и скорости обычно приводит к дроблению стружки и вымыванию ее из резания смазочно-охлаждающей жидкостью. Во многих других материалах, таких как мягкая и легированная сталь, стружка имеет тенденцию быть длинной и часто наматывается на сверло, образуя «птичье гнездо». В большинстве ручных операций это вызывает раздражение, которое перевешивается другими преимуществами метода. Однако при автоматизированных операциях недопустимо образование стружки вокруг сверла. Помимо очевидных проблем, которые это может вызвать, гнездо стружки препятствует потоку дополнительной стружки, пытающейся покинуть канавки. Это, в свою очередь, может привести к забиванию канавок и поломке сверла.
Существует несколько методов измельчения стружки, если этого нельзя добиться путем регулировки подачи и скорости. Один из методов заключается в использовании прерывистого цикла подачи. Не рекомендуется втягивать сверло, как в цикле «выдавливания», потому что стружка может скапливаться под режущими кромками. Вместо этого используйте чрезвычайно короткую выдержку примерно через каждые два оборота. Это приведет к образованию стружки, которая обычно достаточно коротка, чтобы не намотаться на инструмент. Запрограммированная задержка может не понадобиться, так как между последовательными командами подачи в системе ЧПУ могут возникать некоторые колебания.
Преимущества инструментов для трепанации — Спиральное сверло имеет центральную точку, которая на самом деле вовсе не является точкой. Это линия пересечения двух углов режущей кромки на стенке сверла. Эта точка является так называемой «мертвой зоной» спирального сверла.
Она называется мертвой зоной, потому что поверхностная скорость режущих кромок (коэффициент оборотов в минуту и диаметр сверла) приближается к нулю, когда соответствующий диаметр приближается к нулю. Более низкая скорость резания снижает эффективность резания и требует повышенного давления подачи, чтобы режущие кромки врезались в материал. По сути, центр сверла не режет, а проталкивает материал. Величина тяги, необходимая для преодоления сопротивления заготовки, часто вызывает деформацию заготовки или появление вмятин вокруг отверстия, а также создает вторую проблему — заусенцы или отслаивание вокруг стороны отверстия.