Сварочные полуавтоматы самодельные в Беларуси
Регистрация
Вход
Каталог
сварочные полуавтоматы самодельные
- Все регионы
- Брест
- Витебск
- Гомель
- Гродно
- Могилев
- Минск
- Все города
Минская область
Березино
Березинский р-н
Борисов
Борисовский р-н
Вилейка
Вилейский р-н
Воложин
Воложинский р-н
Городея
Дзержинск
Дзержинский р-н
Жодино
Заславль
Ивенец
Клецк
Клецкий р-н
Копыль
Копыльский р-н
Красная Слобода
Крупки
Крупский р-н
Логойск
Логойский р-н
Любанский р-н
Любань
Марьина Горка
Минск(3)
Минский р-н
Молодечненский р-н
Молодечно
Мядель
Мядельский р-н
Нарочь
Негорелое
Несвиж
Несвижский р-н
Плещеницы
Пуховичский р-н
Радошковичи
Раков
Руденск
Слуцк
Слуцкий р-н
Смиловичи
Смолевичи(1)
Смолевичский р-н
Солигорск
Солигорский р-н
Старобин
Стародорожский р-н
Старые Дороги
Столбцовский р-н
Столбцы
Узда
Узденский р-н
Уречье
Фаниполь
Холопеничи
Червенский р-н
Червень
Брестская область
Антополь
Барановичи
Барановичский р-н
Белоозерск
Береза
Березовский р-н
Брест
Брестский р-н
Высокое
Ганцевичи
Ганцевичский р-н
Городище
Давид-Городок
Дрогичин
Дрогичинский р-н
Жабинка
Жабинковский р-н
Иваново
Ивановский р-н
Ивацевичи
Ивацевичский р-н
Каменец
Каменецкий р-н
Кобрин
Кобринский р-н
Коссово
Лунинец
Лунинецкий р-н
Ляховичи
Ляховичский р-н
Малорита
Малоритский р-н
Микашевичи
Пинск(1)
Пинский р-н
Пружанский р-нПружаны
Ружаны
Столин
Столинский р-н
Телеханы
Витебская область
Барань
Бегомль
Бешенковичи
Бешенковичский р-н
Богушевск
Браслав
Браславский р-н
Верхнедвинск
Верхнедвинский р-н
Витебск(1)
Витебский р-н
Глубокое
Глубокский р-н
Городок
Городокский р-н
Дисна
Докшицкий р-н
Докшицы
Дубровенский р-н
Дубровно
Езерище
Коханово
Лепель
Лепельский р-н
Лиозненский р-н
Лиозно
Миорский р-н
Миоры
Новолукомль
Новополоцк
Оболь
Орша
Оршанский р-н
Освея
Подсвилье
Полоцк
Полоцкий р-н
Поставский р-н
Поставы
Россонский р-н
Россоны
Сенненский р-н
Сенно
Толочин
Толочинский р-н
Ушачи
Ушачский р-н
Чашники
Чашникский р-н
Шарковщина
Шарковщинский р-н
Шумилино
Шумилинский р-н
Гомельская область
Брагин
Брагинский р-н
Буда-Кошелево
Буда-Кошелёвский р-н
Василевичи
Ветка
Ветковский р-н
Гомель
Гомельский р-н
Добруш
Добрушский р-н
Ельск
Ельский р-н
Житковичи
Житковичский р-н
Жлобин
Жлобинский р-н
Калинковичи
Калинковичский р-н
Корма
Кормянский р-н
Лельчицкий р-н
Лельчицы
Лоев
Лоевский р-н
Мозырский р-н
Мозырь(1)
Мозырь-11
Наровля
Наровлянский р-н
Октябрьский
Октябрьский р-н
Петриков
Петриковский р-н
Речица
Речицкий р-н
Рогачев
Рогачевский р-н
Светлогорск
Светлогорский р-н
Туров
Хойники
Хойникский р-н
Чечерск
Чечерский р-н
Гродненская область
Б. Берестовица
Берестовица
Березовка
Берестовицкий р-н
Волковыск
Волковысский р-н
Вороново
Вороновский р-н
Гродненский р-н
Гродно(1)
Дятлово
Дятловский р-н
Желудок
Зельва
Зельвенский р-н
Ивье
Ивьевский р-н
Козловщина
Кореличи
Кореличский р-н
Красносельский
Лида
Лидский р-н
Мир
Мостовский р-н
Мосты
Новогрудок
Новогрудский р-н
Новоельня
Острино
Островец
Островецкий р-н
Ошмянский р-н
Ошмяны
Радунь
Россь
Свислочский р-н
Свислочь
Скидель
Слоним
Слонимский р-н
Сморгонский р-н
Сморгонь
Сопоцкин
Щучин
Щучинский р-н
Юратишки
Могилевская область
Белыничи
Белыничский р-н
Бобруйск
Бобруйский р-н
Быхов
Быховский р-н
Глуск
Глусский р-н
Горецкий р-н
Горки(1)
Дрибин
Дрибинский р-н
Кировск
Кировский р-н
Климовичи
Климовичский р-н
Кличевский р-н
Костюковичи
Костюковичский р-н
Краснополье
Краснопольский р-н
Кричев
Кричевский р-н
Круглое
Круглянский р-н
Могилев(2)
Могилевский р-н
Мстиславль
Мстиславский р-н
Осиповичи
Осиповичский р-н
Славгород
Славгородский р-н
Хотимск
Хотимский р-н
Чаусский р-н
Чаусы
Чериков
Чериковский р-н
Шклов
Шкловский р-н
Кристалор ООО
и материалы сварочные аппараты продажа, сварочный полуавтомат,.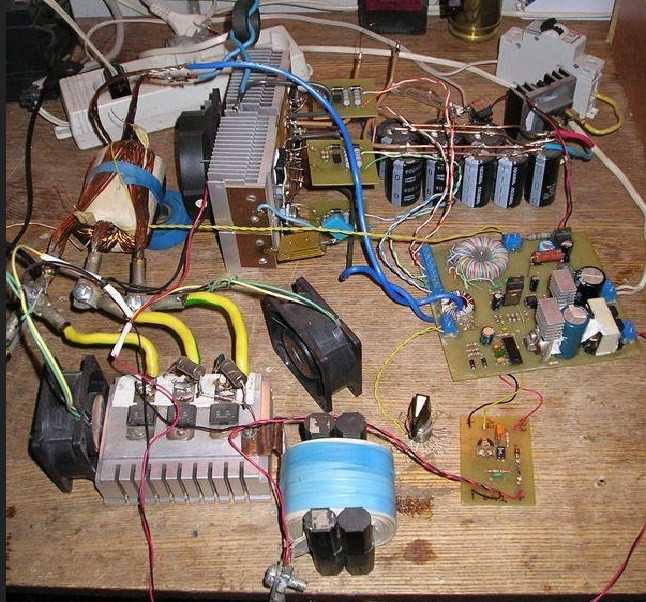 .. маски, сварочные полуавтоматы самодельные, инверторные сварочные полуавтоматы… сварочные полуавтоматы самодельные, инверторные сварочные полуавтоматы …
.. маски, сварочные полуавтоматы самодельные, инверторные сварочные полуавтоматы… сварочные полуавтоматы самодельные, инверторные сварочные полуавтоматы …
Оливер ООО Представительство
сварочный аппарат, сварочные
аппараты kemppi, выбор сварочного… маски, сварочные полуавтоматы самодельные, инверторные сварочные полуавтоматы,… сварочные полуавтоматы самодельные, инверторные сварочные полуавтоматы, сварочное…Дело Плюс УП
материалы электроды сварочные, сварочные полуавтоматы своими руками,… сварочные, сварочные полуавтоматы своими руками, сварочные инверторы…
МАШАГРОПРОМ ЗАО
минске, полуавтоматы сварочные, электроды украина, плазменные сварочные… в минске, полуавтоматы сварочные, электроды украина, плазменные… сварочные аппараты, самодельные сварочные аппараты, купить сварочный. ..
..
БелСваМО ОДО Гродненское региональное представительство
э42, вращатели сварочные, сварочное оборудование минск, сварочные… точечная сварка,
Кислород Хозрасчетный участок ОАО Борисовинтертранс
угольные электроды, сварочные полуавтоматы бытовые, самодельные сварочные… электроды, сварочные полуавтоматы бытовые, самодельные сварочные трансформаторы,… полуавтоматы бытовые, самодельные сварочные трансформаторы, инверторные сварки,…
Кемфин ОДО
цена электроды, сварочные аппараты цена, маски сварочные,… купить, сварочные полуавтоматы пдг, сварочные полуавтоматы в… сварочные электроды, самодельные сварочные аппараты, сварочные машины,…
МДФ-КЛ ООО
станок пвх, сварочные аппараты для пластиковых труб,… сварочный аппарат, самодельные импульсные сварочные аппараты .
ОРХИДЕЯ УЧ ПКП Филиал г. Могилев
проволока китай, сварочные инверторы форум, сварочный аппарат… самодельные сварочные полуавтоматы, выпрямители сварочные, сварка трубопроводов,… сварочные цена, самодельные сварочные полуавтоматы, выпрямители сварочные,…
ОРХИДЕЯ УЧ ПКП Филиал г. Горки
оборудование, электроды сварочные цена, самодельные сварочные полуавтоматы,… самодельные сварочные полуавтоматы, выпрямители сварочные, сварка трубопроводов,… сварочные цена, самодельные сварочные полуавтоматы, выпрямители сварочные,…
Ватра УП
сварочного инвертора, сварочные маски, металлические электроды, инверторная… инвертор, сварочные полуавтоматы цены, плазменная резка и…
Найдено 11 организаций
Текущие фильтры
Вы искали:сварочные полуавтоматы самодельные
Новости компаний
Каталог организаций Беларусинфо – самый полный и подробный справочник организаций в Беларуси. У нас вы найдете описания деятельности, адреса, телефоны, схемы проезда и официальные сайты компаний, которые предлагают услуги и товары в разделе сварочные полуавтоматы самодельные в Беларуси. Сейчас такие услуги и товары предоставляют 11 организаций и список постоянно увеличивается.
У нас вы найдете описания деятельности, адреса, телефоны, схемы проезда и официальные сайты компаний, которые предлагают услуги и товары в разделе сварочные полуавтоматы самодельные в Беларуси. Сейчас такие услуги и товары предоставляют 11 организаций и список постоянно увеличивается.
Сварочный полуавтомат своими руками | Минидозатор
Желание сделать какое-либо оборудование своими руками присуще нашему менталитету, поэтому вопрос: «Как сделать сварочный полуавтомат самому?» возникает у многих мастеров-аматоров . Для нас это вполне закономерно, ведь самодельный сварочный аппарат не только приходится в хозяйстве, но и станет предметом заслуженной гордости. Ремонт кузовов автомобилей, выполнение конструкций типа каркаса для теплицы и много многое другое станет легко осуществимо с помощью самодельного сварочного помощника.
Полуавтомат сварочный своими руками сделать вполне реально вооружившись знаниями, твердым намерением, терпением и энтузиазмом. Мастера единичного производства сходятся во мнении, что в среднем на сборку сварочного аппарата уходит от 7-ми до 10-ти дней, при условии наличия всех комплектующих. Самодельный сварочный полуавтомат значительно дешевле, чем покупка готового, но сильно экономить на комплектующих не стоит – дороже выйдет.
Самодельный сварочный полуавтомат значительно дешевле, чем покупка готового, но сильно экономить на комплектующих не стоит – дороже выйдет.
С газом или без?
Важным моментом является применение защитной газовой среды (CO2), так как режим ММА ( с применением порошковой проволоки) дает значительно худшее качество шва. Газ, в данном случае углекислый, подается через шланг и защищает процесс сваривания деталей от воздействий кислорода и азота. В результате получаем минимальное количество шлака, в сравнении со сваркой простыми электродами, и красивый надежный шов. Полуавтоматы сварочные самодельные отлично справляются с задачами сваривания тонких листов стали а значит идеально подойдут для выполнения реставрационных кузовных работ.
Давайте рассмотрим порядок разработки, производства и эксплуатации углекислотного полуавтоматического сварочного инструмента на базе обычного сварочного аппарата постоянного тока (70-150А). Под словом «обычный» здесь нужно понимать инструмент для сварки с трансформаторным Источником питания, оснащенный мощными диодами выпрямления тока на выходе обмотки (вторичной). Чем больше вторичных обмоток, тем больше вариантов выбора сварочного напряжения.
Чем больше вторичных обмоток, тем больше вариантов выбора сварочного напряжения.
Баллон и пистолет
Перед ответом на вопрос: «как сделать сварочный полуавтомат» — решим задачу подходящей для защитного газа емкости. Для хранения углекислого газа необходимо приобрести специальный баллон, или использовать в этом качестве старый углекислотный огнетушитель. *Баллон-огнетушитель вряд ли прослужит долго, поэтому будет разумнее сразу купить полноценный углекислотный баллон. Когда вопрос емкости для защитного газа дело решенное, можно приступать к выбору пистолета. Основная функция пистолета – замыкание цепи и запуск протяжного механизма с электроклапаном. Посредством нажатия копки в шланг подается углекислый газ для создания защитной среды над «точкой варки». Выбор пистолета зависит от личных предпочтений и ширины кармана, тут только одно предостережение – у самых дешевых вариантов шланг быстро приходит в негодность (трескается).
Механизм подающий проволоку
Полуавтомат сварочный невозможно представить без механизма, подающего проволоку – именно наличие МПП делает сварочный аппарат полуавтоматическим. В качестве протяжного механизма для нашего самодельного инструмента можно использовать старенький движок от автомобильного стеклоочистителя. Вариантов конструкции такого механизма несколько, например, устанавливается «наглухо» вал с небольшим прижимным валиком. Между малым и большим валом пропускают сварочную проволоку, к которой подводится «+» постоянного сварочного тока (клемма «-» подводятся в свариваемым деталям). В процессе вращения валики подают расходную проволоку в рукав.
В качестве протяжного механизма для нашего самодельного инструмента можно использовать старенький движок от автомобильного стеклоочистителя. Вариантов конструкции такого механизма несколько, например, устанавливается «наглухо» вал с небольшим прижимным валиком. Между малым и большим валом пропускают сварочную проволоку, к которой подводится «+» постоянного сварочного тока (клемма «-» подводятся в свариваемым деталям). В процессе вращения валики подают расходную проволоку в рукав.
Вопрос питания электрического клапана и двигателя механизма подачи проволоки решается при помощи мощного трансформатора и не менее мощного (15Вт, 10А) выпрямителя. Впрочем, их можно запитать и от самого сварочного трансформатора с потерей оборотов двигателя во время сварки (результат падения напряжения) и ухудшением качества сварочного шва.
Схемы самодельных сварочных полуавтоматов легко можно найти в интернет сети, ниже представлена общая схема комплектующих.
Итак, следующий этап – приобретение конденсатора и дросселя. Для нашего аппарата подойдет конденсатор на 22 и более тысяч мкФ, 63Вт общее рабочее напряжение которого больше чем напряжение на концах. Для дроссельной обмотки берем медный многожильный провод 5-ть и более миллиметров в диаметре, длиной 20-ть и более метров (это исключительно на дроссель). Дроссель мотается по 15-ть витков по часовой и столько же против часовой стрелки, далее следует переход на другую сторону сердечника и повторение операции.
Для нашего аппарата подойдет конденсатор на 22 и более тысяч мкФ, 63Вт общее рабочее напряжение которого больше чем напряжение на концах. Для дроссельной обмотки берем медный многожильный провод 5-ть и более миллиметров в диаметре, длиной 20-ть и более метров (это исключительно на дроссель). Дроссель мотается по 15-ть витков по часовой и столько же против часовой стрелки, далее следует переход на другую сторону сердечника и повторение операции.
На рисунке показанного как именно произвести намотку дросселя.
Электрический клапан от автомобиля (например, Жигулей) имеет две клеммы, с помощью которых обеспечивается отпирание клапана и подача углекислого газа в шланг. Именно к клеммам, подается необходимое для подачи газа напряжение.
Вся конструкция «сделай сам сварочный полуавтомат» выглядит как два отельных блока: корпус трансформатора отдельно, полуавтомат отдельно . тем не менее при большом желании, упорстве и навыках сборки подобных агрегатов все можно оформить более аккуратно – в один корпус.
Новое на сайте:
Источник: http://poluavtomatu.ru/view_post.php?id=48
Метки: полуавтомат, сварочного, сварочный
Сварочный полуавтомат схема электрическая принципиальная
Содержание
- Особенности конструкции
- Преимущества и недостатки самодельного оборудования
- Изготовление своими руками
- Необходимые компоненты
- Схема управления механикой
- Модернизация устройства
–> –>
| –>Главная » –>Каталог » Схемы сварочных полуавтоматов |
| –>В категории материалов : 121 –>Показано материалов : 1-10 | –>Страницы : 1 2 3 . 12 13 » |
–>Сортировать по : Дате · Названию · Рейтингу · Комментариям · Загрузкам · Просмотрам
Схема сварочного полуавтомата ПДШР-500
Cхема сварочного полуавтомата PDG-100
Cхема сварочного полуавтомата ПДГ-151
Схема сварочного полуавтомата ПДГ 215
Подающее устройство ППУ-3
Cхема сварочного полуавтомата PDG205-1
Подающее устройство CS-501
Схема сварочного полуавтомата Solaris MIG-250
Подающее устройство WF-23A
Cхема инверторного сварочного полуавтомата Калибр СПИ-180А
Нашел немного времени пофоткать аппарат изнутри.
Выкладываю потроха)
Вот и схема, максимально упрощеная, без лишних наворотов, проверена годами.
РЕЛЕ ВКЛЮЧЕНИЯ СИЛОВОГО ТРАНСА НЕ СТАВИЛ! Прекрасно обхожусь без него, никаких дуг после остановки подачи нет!
РЕЛЕ ТОРМОЗА ДВИГАТЕЛЯ ПОДАЧИ НЕ СТАВИЛ! Это лишнее роскошество и затраты, после отпускания кнопки, и без тормоза останавливается за пол секунды! Были бы с этим неудобства, давно бы все это добавил! Годами много всего переварил шов получается отличный. Заборы варю без газа, а ответственные места варю с газом, из углекислотного огнетушителя с редуктором) Об Этом и о механизме подачи в следуюшей статье.
Коментарии и критика приветствуется)
Силовой трансформатор намотан на ЛАТР 10А
Силовые диоды 250А на радиаторах, всегда чуть теплые.
Дроссель намотан на сердечнике от трансформатора ТС-270, от старого лампового цветного телевизора и принрученный к нему кондер на 47000 мкф.
Дополнительный трансформатор питания двигателя и электроники.
Плата управления оборотами двигателя подачи проволоки.
Разъем горелки, мамка самодельная из сантехники, со встроенным гетинаксом, такую запчасть нигде не нашел)
Механизм подачи, тоже из подручного материала, подробности в следующей статье.
Электромотор от дворников с капейки, стоит на гетинаксовой пластине, для изоляции от корпуса.
Ну и если кто хочет по сложнее аппарат, есть много интересных идей и схемотехники здесь: Самодельные сварочные аппараты, полуавтоматы, схемы
Использование полуавтоматического сварочного аппарата позволяет упростить работу с металлами. Такая техника может с легкостью соединять различные сплавы. Изготовить сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволив сэкономить на покупке промышленного оборудования.
Особенности конструкции
Особенностью конструкции полуавтоматического сварочного аппарата является постоянная подача в зону сварки расплавляемой проволоки, которая используется вместо металлических электродов. Подача проволоки осуществляется автоматически, с возможностью изменения скорости движения гибких электродов. Используемая сварочная проволока позволит обеспечить постоянный контакт соединяемых поверхностей, такой материал в сравнении со стандартными электродами имеет меньшее сопротивление, что улучшает качество соединения.
Подача проволоки осуществляется автоматически, с возможностью изменения скорости движения гибких электродов. Используемая сварочная проволока позволит обеспечить постоянный контакт соединяемых поверхностей, такой материал в сравнении со стандартными электродами имеет меньшее сопротивление, что улучшает качество соединения.
Полуавтоматическая сварка отличается универсальностью, что позволяет при помощи этой технологии сваривать различные по своим характеристикам металлы, в том числе нержавейку, цветные сплавы, алюминий и другие. Освоить правильную технику полуавтоматической сварки не составит труда. Самодельные аппараты отличаются простотой в эксплуатации, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от своей разновидности полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить в последующем образование коррозии в сварном шве.
Предлагаемые сегодня в магазинах инверторы для сварки отличаются универсальностью, а многие из них имеют реализованную функцию два в одном.
При небольшой мощности и габаритах сварочный инвертор и полуавтомат два в одном может работать с тугоплавкими металлами и толстыми металлическими заготовками.
 При небольшой мощности и габаритах сварочный инвертор и полуавтомат два в одном может работать с тугоплавкими металлами и толстыми металлическими заготовками.
При небольшой мощности и габаритах сварочный инвертор и полуавтомат два в одном может работать с тугоплавкими металлами и толстыми металлическими заготовками.Многие домовладельцы, которым часто приходится выполнять сварочные работы, решаются на изготовление такого оборудования самостоятельно. К преимуществам самодельных полуавтоматов из инвертора можно отнести следующее:
- Простота и надежность техники.
- Функциональность аппарата.
- Высокая мощность позволяет сваривать тугоплавкие металлы.
- Доступная стоимость используемых компонентов.
- Полная безопасность работы с оборудованием.
- Простота эксплуатации техники.
Из недостатков этой технологии и самого оборудования можно отметить высокую стоимость полуавтоматов, которые при сходных с инвертором характеристиках могут иметь цену в два-три раза выше. Неудивительно, что многие домовладельцы решаются на изготовление оборудования своими руками, что позволяет существенно сократить затраты, не потеряв при этом в качестве выполненного аппарата.
Изготовление своими руками
Проще всего выполнить самодельный полуавтомат из инвертора на основе мощного силового блока. Изготовить инвертор можно самостоятельно или использовать от имеющегося в распоряжении оборудования. Для полуавтомата следует использовать инверторы мощностью не меньше 150 ампер.
Существуют схемы переделки техники, позволяющие устанавливать мощность, которой будет хватать для осуществления полуавтоматической сварки. Устройство этого типа будет сложным в реализации, поэтому рекомендовать использовать маломощные силовые блоки можно лишь опытным радиолюбителям, которые могут изготовить по-настоящему сложную технику.
Изготовить качественное оборудование можно при наличии на руках пусковой схемы полуавтоматического сварочного инвертора. К характеристикам такого агрегата можно отнести следующее:
- Первичный ток — 8- 12 А.
- Напряжение питания — 220 или 380 вольт.
- Напряжение холостого хода — 36−42 Вольта.
- Ток сварки — 40−120 ампер.
- Регулировка напряжения с шагом плюс-минус 20%.
Это оптимальные параметры для бытового сварочного полуавтомата, который справится с различными по показателям тугоплавкости металлами. В последующем можно, используя дополнительные чертежи увеличения мощности инвертора, изменить базовые характеристики, что позволяет применять такое оборудование в бытовых и промышленных целях.
Необходимые компоненты
Для выполнения гаражного сварочного аппарата полуавтомата своими руками потребуется следующее:
- Горелка приставка для инвертора.
- Механизм подачи проволоки.
- Прочный внутренний шланг для сварочной проволоки.
- Бобина с проволокой.
- Герметичный шланг для подачи газа.
- Блок управления инвертором.
Проще всего расположить инвертор и механический блок управления в отдельном коробе, для чего используют блоки от старого компьютера. Наличие питания в системном блоке позволяет существенно упростить изготовление оборудования.
Наличие питания в системном блоке позволяет существенно упростить изготовление оборудования.
Роликовый механизм для проволоки можно выполнить из моторчика от автомобильного стеклоочистителя. Под такой моторчик проектируют раму механизма, которая вырезается из металлических элементов и сваривается или скрепляется болтовым соединением.
Горелку и шланг можно сделать самостоятельно из пистолета от монтажной пены и силикона. Также можно приобрести уже готовые комплекты, что позволит обеспечить безопасность работы с полуавтоматом и упрощает его изготовление.
Выполняя механизм подачи проволоки, все используемые компоненты необходимо располагать друг напротив друга, что в последующем обеспечит равномерную подачу гибких электродов. Ролики следует отцентрировать относительно штуцера в одном разъеме, в последующем это позволит плавно изменять скорость подачи проволоки. Схему регулятора скорости подачи проволоки сварочного полуавтомата можно с легкостью отыскать в интернете.
Все используемые металлические элементы следует закрепить на листе фанеры, плотной пластмассе или текстолите. Так как на используемые металлические элементы подается электричество, следует проверить заземление каждого узла. Это исключит возможность коротких замыканий, что может привести к серьезным поломкам техники.
Схема управления механикой
За подачу сварочной проволоки будет отвечать небольшой электромотор и протяжный механизм, работа которого контролируется при помощи ШИМ-регулятора. Качество выполненной сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочую зону. Необходимо уделить должное внимание правильности изготовления схем сварочного полуавтомата.
На передней панели инвертора устанавливают переменный резистор контроллера, после чего приступают к сборке реле управления запуска мотора и управления клапаном, который отвечает за подачу инертного газа.
 Контактные группы контроллеров должны срабатывать одновременно при нажатии кнопки пуска на горелке.
Контактные группы контроллеров должны срабатывать одновременно при нажатии кнопки пуска на горелке.Работу подачи газа необходимо отрегулировать таким образом, чтобы клапан открывался на несколько секунд раньше, чем в сварочную зону начнет поступать проволока. В противном случае оплавление происходит в атмосферной среде, после чего проволока начнет гореть вместо расплава. Добиться качественного соединения и надежного сварочного шва при горении проволоки будет невозможно.
Для задержки включения подачи проволоки необходимо выполнить простейшее реле, для чего потребуется конденсатор и 875 транзистор. Можно использовать простейшее реле от автомобиля, которое подключается к 12 Вольтам на компьютерном блоке питания.
Сам клапан может использоваться от различных автомобильных запорных устройств. Проще всего переделать воздушный клапан от автомобиля ГАЗ-24. Можно выбрать также электроклапан от редуктора с газовых баллонов.
Все имеющиеся органы управления и ШИМ-регулятор подачи проволоки сварочного полуавтомата располагают на передней панели системного блока. К блоку управления и контроллеру подачи проволоки с газом подключают уже готовый инвертор с мощностью не менее 150 ампер. Останется выполнить пробный запуск и при необходимости внести соответствующие корректировки в работу системы подачи сварочной проволоки и защитного газа.
К блоку управления и контроллеру подачи проволоки с газом подключают уже готовый инвертор с мощностью не менее 150 ампер. Останется выполнить пробный запуск и при необходимости внести соответствующие корректировки в работу системы подачи сварочной проволоки и защитного газа.
Модернизация устройства
В процессе работы силовой блок инверторного полуавтомата будет нагреваться, что может привести к поломкам инвертора и плат управления. Ремонт агрегата после таких поломок будет крайне сложен. Чтобы избежать подобного необходимо установить внутри инвертора и системного блока термодатчики и кулеры, которые смогут эффективно охлаждать работающее оборудование.
Можно использовать оптронную пару, которая подключается в общий блок управления работы оборудования. При превышении температуры внутри инвертора датчики будут посылать соответствующие сигналы на исполнительное реле, отключающее подачу электроэнергии вплоть до полного охлаждения устройства.
Дополнительно для охлаждения системного блока можно использовать различные кулеры от старых компьютеров. Кулеры будут различаться своими размерами. Можно подобрать вентилятор, который справится с качественным охлаждением системного блока, внутри которого располагается инвертор и другая автоматика. Используемый кулер подключается к 12 вольтовому блоку питания напрямую или через термодатчик, который при увеличении температуры внутри корпуса будет посылать сигнал на подачу напряжения. Блок управления включит вентилятор, что гарантирует быстрое охлаждение корпуса полуавтоматического аппарата.
Сборка полуавтоматического сварочного аппарата не представляет особой сложности, поэтому с такой работой сможет справиться каждый домовладелец. Необходимо лишь использовать качественный мощный инвертор, а горелку с приводом лучше всего взять от промышленных заводских полуавтоматов. Это позволит существенно упростить изготовление техники. В интернете можно найти различные схемы исполнения полуавтоматических сварочных аппаратов, реализовать которые не составит особого труда. Такой аппарат будет отличаться функциональностью и универсальностью в использовании.
“>
Самодельная электросварка. Сварочный аппарат своими руками – возможно ли такое? Как правильно рассчитать параметры детали
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Сварочные аппараты: классификация
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах . Такие агрегаты также подразделяются на разновидности:
- Установки-генераторы — оснащены собственным генератором тока. Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
- Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
- Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
- Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:
Параметры для аппарата можно выбирать такие:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока равен 250 А.
- Источник напряжения — сеть бытовая на 220 В.
- Регулировка сварочного тока варьируется от 30 до 220 А.

Инструмент включает такие компоненты:
- блок питания;
- выпрямитель;
- инвертор.
Начинаем с намотки трансформатора и действуем в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
- Вторая обмотка — 15 витков, проводом с сечением 1 мм).
- Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
- Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства , а можно его сделать и самостоятельно.
Можно использовать старый корпус от радиоустройства , а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор , который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток . Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку.
Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Инструкция сборки П-образного сердечника выглядит таким образом:
- Возьмите трансформаторное железо сечением от 30 до 55 с м 2 . Если показатель будет больше, аппарат получится слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
- Возьмите медный обмоточный провод сечением около 5 мм 2 , оснащенный термостойкой изоляцией из стеклоткани или хлопка. Изоляция важна, поскольку во время работы обмотка может нагреться до 100 градусов и выше. У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.
- Вторичная обмотка потребует порядка 50 витков. Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
- Готовый трансформатор установите в корпус.
- Чтобы вывести вторичную обмотку, потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Расклепайте ее конец и просверлите отверстие с диаметром в 10 мм, а в другой конец вставьте конец провода, предварительно очищенный от изоляции. Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
- Для изготовления электродержателя возьмите трубу с диаметром около 20 мм и длиной порядка 20 см. На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
 Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза. На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.Готовый аппарат к сети лучше всего подключать с помощью проводов с сечением от 1,5 с м 2 и более, а также рубильника. Ток в первичной обмотке обычно не превышает показатель в 25 А, а во вторичной колеблется в пределах 6-120 А. Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл . Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Мини-сварка своими руками
Чтобы самостоятельно собрать миниатюрный аппарат для сварки, вам потребуется всего лишь несколько часов и такие материалы:
Сначала аккуратно разберите старую батарейку и извлеките из нее графитовый стержень. На конце его заострите шкуркой и протрите сухой тряпкой. Кусок толстой проволоки на4−5 см от конца очистите от изоляции и с помощью пассатижей или бокорезов загните петлю. В нее вставьте угольный электрод.
На конце его заострите шкуркой и протрите сухой тряпкой. Кусок толстой проволоки на4−5 см от конца очистите от изоляции и с помощью пассатижей или бокорезов загните петлю. В нее вставьте угольный электрод.
Уберите вторичную обмотку с трансформатора и на ее место намотайте толстую проволоку на 12−16 витков. Теперь все это вставляется в подходящий корпус — и аппарат готов.
Его провода присоединяются к выводам вторичной обмотки, угольный стержень вставляется в петлю и хорошо обжимается. Плюсовый вывод соедините с держателем электрода, а минусовый — со скруткой рабочих деталей. Ручку-держатель можно приспособить для электрода.
Можно применять ручку паяльника или нечто подобное. Включите прибор в бытовую сеть и выполните соединение деталей посредством графита . Должно возникнуть пламя, а на конце деталей образуется шарообразный сварной шов.
Для домашней мастерской наличие сварочного аппарата очень важно. Такие приборы имеют разные конструкции и модификации . Как новички, так и опытные мастера часто предпочитают не заводские, а самодельные аппараты, которые можно модифицировать на свой лад.
Как новички, так и опытные мастера часто предпочитают не заводские, а самодельные аппараты, которые можно модифицировать на свой лад.
В арсенале домашнего мастера бывает много инструментов на все случаи жизни.
Сварочный аппарат является незаменимым устройством для настоящих умельцев. Его можно купить в магазинах. Однако куда интереснее и дешевле собрать своими руками.
У некоторых имеется и сварочный аппарат, о котором мечтает каждый умелец.
Его сегодня можно приобрести в специализированных магазинах. Моделей существует множество. Продаются различные аксессуары к прибору и расходные материалы. А можно ли сделать сварочный аппарат своими руками? Ответ прост: можно и даже нужно!
Типы сварочных аппаратов
Все аппараты для сварочных работ делятся на газовые и электрические. Газовые установки не совсем подходят для использования в быту. Они требуют к себе особого отношения, так как комплектуются взрывоопасными баллонами с газом. Поэтому речь следует вести только об аппаратах электрических. Они тоже бывают разные:
Они тоже бывают разные:
Сварочный инвентор является экономичным и идеально походит для домашнего пользования.
- Генераторы. Эти установки имеют свой генератор тока. Отличаются очень большим весом и громоздкими размерами. Для домашней сборки и применения не подходят.
- Трансформаторы. Такие аппараты могут питаться от сети 220 или 380 вольт. Пользуются большой популярностью, особенно полуавтоматы.
- Инверторы. Очень экономные приспособления, идеально подходящие для дома. Отличаются малым весом, но довольно сложной электронной схемой.
- Выпрямители. Просты в изготовлении и использовании. Даже начинающие сварщики могут делать качественные швы. Идеальны для сборки своими руками.
Вернуться к оглавлению
С чего начать сборку инверторного аппарата?
Для сборки инвертора нужно выбрать схему, которая обеспечит необходимые параметры работы аппарата. Рекомендуется использовать детали советского производства.![]() Особенно это касается диодов, конденсаторов, транзисторов, резисторов, дросселей, тиристоров и готовых трансформаторов. Аппаратура, собранная на этих деталях, не требует сложной регулировки. Все детали очень компактно располагаются на плате. Для изготовления аппарата своими руками можно выбрать следующие параметры:
Особенно это касается диодов, конденсаторов, транзисторов, резисторов, дросселей, тиристоров и готовых трансформаторов. Аппаратура, собранная на этих деталях, не требует сложной регулировки. Все детали очень компактно располагаются на плате. Для изготовления аппарата своими руками можно выбрать следующие параметры:
- Сварочный аппарат должен работать с электродами диаметром до 4-5 мм.
- Величина рабочего тока не более 250 А.
- Источник питания — бытовая сеть напряжением 220 В.
- Регулировка сварочного тока в пределах 30-220 А.
Сварочный аппарат состоит из нескольких блоков: блока питания, выпрямителя и инвертора.
Начать делать своими руками сварочный аппарат инверторного типа можно с намотки трансформатора в таком порядке:
Для сборки инвентора потребуется ферритовый сердечник.
- Нужно взять ферритовый сердечник Ш8х8. Можно использовать Ш7х7.
- Первичная обмотка № 1 состоит из 100 витков, намотанных проводом марки ПЭВ 0,3.
- Вторичная обмотка № 2 мотается проводом сечением 1 мм. Количество витков — 15.
- Обмотка № 3 — 15 витков провода ПЭВ 0,2 мм.
- Обмотки № 4 и № 5 состоят из 20 витков провода сечением 0,35 мм.
- Для охлаждения трансформатора можно использовать вентилятор на 220 В, 0,13 А. Этим параметрам соответствует вентилятор от компьютера Pentium 4.

Чтобы бесперебойно работали транзисторные ключи, на них нужно подать напряжение после выпрямителя и сглаживающих конденсаторов. Собирается блок выпрямителя по простой схеме на плате. Все узлы сварочного аппарата закрепляются в корпусе. Хорошо, если в хозяйстве мастера окажется подходящий корпус от радиоприбора, тогда не придется его делать из подручных материалов.
На лицевой стороне корпуса размещают светодиодный индикатор, который своим свечением оповещает о включении аппарата в сеть. Тут же можно установить дополнительный выключатель любого типа и защитный предохранитель. Предохранитель можно установить на задней стенке, а также в самом корпусе. Зависит это от его конструкции и габаритов. Переменное сопротивление, с помощью которого будет производиться регулировка рабочего тока, размещается тоже на лицевой стороне корпуса.
Зависит это от его конструкции и габаритов. Переменное сопротивление, с помощью которого будет производиться регулировка рабочего тока, размещается тоже на лицевой стороне корпуса.
Если электрические схемы собраны правильно, все проверено с помощью тестера или иного прибора, можно проводить испытания аппарата.
Вернуться к оглавлению
Как собрать трансформаторный аппарат?
Процесс сборки трансформаторного аппарата для сварки несколько отличается от предыдущего варианта. Работает он на переменном токе. Для сварки постоянным током к нему собирается простейшая приставка. Для сборки аппарата своими руками нужно раздобыть трансформаторное железо для сердечника и несколько десятков метров толстой медной шины или просто толстого провода. Можно поискать эти вещи в пунктах приема цветного и черного металла, у друзей и знакомых. Рекомендуется сердечник делать П-образным, но можно и круглый, тороидальный. Некоторые умельцы с успехом используют в качестве сердечника статор сгоревшего электромотора. Для П-образного сердечника порядок сборки может быть таким:
Для П-образного сердечника порядок сборки может быть таким:
Для выполнения первичной обмотки потребуется обмоточный провод.
- Набрать сердечник из трансформаторного железа до оптимального его сечения около 55 квадратных сантиметров. Можно и больше, но аппарат получится тяжелым. При сечении меньше 30 см² прибор может потерять некоторые свои качества.
- Для выполнения первичной обмотки идеально годится специальный обмоточный провод сечением 5-7 мм². Он изготовлен из меди, имеет термостойкую стеклотканевую или хлопчатобумажную изоляцию. Это очень важно, так как при работе обмотка может нагреваться до температуры выше 100 градусов. Сечение провода обычно квадратное или прямоугольное. Найти такой провод не всегда удается. Можно заменить его обычным проводом такого же сечения и доработать: снять изоляцию, обмотать провод полосками стеклоткани, пропитать тщательно специальным электротехническим лаком и просушить. Первичная обмотка состоит из 200-230 витков.
- Для вторичной обмотки сначала можно намотать 50-60 витков. Обрезать провод не нужно. Нужно включить первичную обмотку в сеть. Найти на проводах вторичной обмотки место, где напряжение будет равно 60-65 В. Для того чтобы найти эту точку, приходится отматывать или наматывать дополнительные витки. Мотать можно алюминиевый провод, увеличив сечение в 1,7 раз.
- Простейший трансформатор собран. Осталось разместить его в подходящем корпусе.
- Для выводов вторичной обмотки делаются клеммы из меди. Берется трубка диаметром около 10 мм длиной 3-4 см. Ее конец расклепывается, и в нем просверливается отверстие, диаметр которого 10 мм. В другой конец трубки нужно вставить очищенный от изоляции конец провода и обжать его легкими ударами того же молотка. Для усиления контакта провода с трубкой-клеммой можно нанести на нее насечки керном. К корпусу самодельные клеммы прикручиваются болтами и гайками М10. Желательно подбирать медные детали. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода. Эти отводы позволят ступенчато менять напряжение на электроде.
- Осталось сделать электрододержатель. Его можно изготовить из трубы диаметром около 18-20 мм. Общая ее длина примерно 25 см. На концах в 3-4 см от торца выпиливаются выемки примерно до половины диаметра. Электрод вставляется в выемку и прижимается пружиной из приваренного куска стальной проволоки диаметром 6 мм. К другому концу крепится винтом и гайкой М8 такой же провод, из которого выполнена вторичная обмотка. На держатель надевается резиновая трубка подходящего внутреннего диаметра. Подключать аппарат к домашней сети рекомендуется с помощью рубильника и проводов сечением 1,5 мм² или больше. Ток в первичной обмотке обычно не бывает выше 25 А. Во вторичной обмотке он может быть от 60 до 120 А. При работе рекомендуется через 10-15 электродов диаметром 3 мм делать перерыв, чтобы трансформатор остыл. При более тонких электродах можно этого не делать. В режиме резки перерывы следует делать чаще.
 Обрезать провод не нужно. Нужно включить первичную обмотку в сеть. Найти на проводах вторичной обмотки место, где напряжение будет равно 60-65 В. Для того чтобы найти эту точку, приходится отматывать или наматывать дополнительные витки. Мотать можно алюминиевый провод, увеличив сечение в 1,7 раз.
Обрезать провод не нужно. Нужно включить первичную обмотку в сеть. Найти на проводах вторичной обмотки место, где напряжение будет равно 60-65 В. Для того чтобы найти эту точку, приходится отматывать или наматывать дополнительные витки. Мотать можно алюминиевый провод, увеличив сечение в 1,7 раз.
Не секрет, что сварочный аппарат своими руками для человека, знакомого с электротехникой, сделать не так уж трудно. Особенно это имеет смысл, если он предназначен для использования в личном хозяйстве, где применяется лишь время от времени.
В этом случае самодельный сварочный аппарат, себестоимость которого намного ниже заводского, вполне способен его заменить. Детали для его конструкции свободно можно снять с различных электрических бытовых устройств, вышедших из строя или, в случае необходимости, изготовить и собрать самому. Схемы таких аппаратов могут быть различными. Решающим фактором здесь обычно выступает доступность деталей и материалов.
Особенно это имеет смысл, если он предназначен для использования в личном хозяйстве, где применяется лишь время от времени.
В этом случае самодельный сварочный аппарат, себестоимость которого намного ниже заводского, вполне способен его заменить. Детали для его конструкции свободно можно снять с различных электрических бытовых устройств, вышедших из строя или, в случае необходимости, изготовить и собрать самому. Схемы таких аппаратов могут быть различными. Решающим фактором здесь обычно выступает доступность деталей и материалов.
Выбор подходящей схемы сварочного аппарата
Все сварочные аппараты дуговой электросварки делятся на инверторные и трансформаторные. Сразу необходимо отметить, что вопрос о том, как сделать сварочный аппарат самостоятельно, во многом зависит от возможности достать детали от определенной бытовой техники. Если все детали приобретать по рыночным ценам, то в результате себестоимость будет приближаться к цене фирменного аппарата, уступая ему в эффективности. Именно поэтому нужно иметь определенные знания в области электротехники и знать, где какая деталь ставится и где ее можно снять бесплатно или за небольшую цену.
Именно поэтому нужно иметь определенные знания в области электротехники и знать, где какая деталь ставится и где ее можно снять бесплатно или за небольшую цену.
Число витков на первичной обмотке должно быть порядка 240. При этом для обеспечения возможности регулировки сварочного тока с шагом от 20 до 25 витков делаются несколько отводов. Вторичную обмотку наматывают медной проволокой сечением от 30 до 35 мм в количестве от 65 до 70 витков. Для регулировки сварочного тока на ней тоже нужно сделать отводы. Изоляция вторичной обмотки должна быть особенно надежной и теплостойкой, поэтому ей стоит уделить особое внимание. Каждый из слоев необходимо проложить дополнительной изоляцией из хлопчатобумажной ткани.
Трансформаторный сварочный аппарат может использовать для работы переменный или постоянный ток. Первый из них самый простой по устройству, но сложнее в использовании. Для постоянного тока его достаточно несложно доработать, установив диодный мост. Подобный аппарат надежен, долговечен и неприхотлив в использовании, но имеет значительный вес и чувствителен к перепадам напряжения в электросети. Если оно падает ниже 200 В, становится очень сложно зажигать и удерживать электрическую дугу.
Если оно падает ниже 200 В, становится очень сложно зажигать и удерживать электрическую дугу.
В отличие от трансформаторного инверторный сварочный аппарат, благодаря применению современных электронных деталей, имеет сравнительно небольшой вес. Его вполне может носить на плече один человек. Такой аппарат обладает устройством стабилизации тока, что очень облегчает работу при сварке. Понижение напряжения для него помех практически не создает, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе он легко выходит из строя.
Сборка трансформаторного сварочного аппарата
Главной деталью такого аппарата является трансформатор. Основной характеристикой его должна быть способность стабильно держать рабочий ток, а это опирается на такой показатель, как внешняя вольт-амперная характеристика блока питания. Иными словами, ток сварки не должен значительно отличаться от тока, производимого коротким замыканием.
Для этого ток необходимо ограничить одним из таких способов, как увеличение магнитного рассеяния трансформатора, балластное сопротивление или установка дросселя. Сам трансформатор можно снять со сгоревшей высокочастотной микроволновой печи. Если доступа к нему нет, то можно изготовить сварочный трансформатор своими руками.
Для изготовления сердечника нужно приобрести пластины из трансформаторного железа. Площадь сердечника в идеале должна составить от 40 до 55 см², при таких показателях обмотка не будет излишне перегреваться. Первичные обмотки для самодельных сварочных трансформаторов должны состоять из толстой термостойкой медной проволоки сечением не менее 5 мм, а лучше более, заключенной в стеклотканевую или хлопчатобумажную изоляцию. Пластиковую или резиновую изоляцию для таких целей применять не рекомендуется, поскольку она менее стойка к перегреванию и легче пробивается, что вызывает короткое замыкание на первичной обмотке.
Нужно помнить, что вторичную обмотку сварочного трансформатора нужно наматывать на обеих сторонах сердечника. Ее можно соединить либо последовательно, либо встречно-параллельно. При этом нужно помнить, что обмотка должна производиться на обеих сторонах в одном направлении. После этого трансформатор помещается в металлический корпус. С его торца вырезаются отверстия для охлаждения аппарата, и ставится вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. С противоположной стороны корпуса сверлится несколько десятков отверстий для циркуляции воздуха. После этого можно подсоединять кабели и держак для электродов.
Ее можно соединить либо последовательно, либо встречно-параллельно. При этом нужно помнить, что обмотка должна производиться на обеих сторонах в одном направлении. После этого трансформатор помещается в металлический корпус. С его торца вырезаются отверстия для охлаждения аппарата, и ставится вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. С противоположной стороны корпуса сверлится несколько десятков отверстий для циркуляции воздуха. После этого можно подсоединять кабели и держак для электродов.
Как собрать самодельный сварочный инверторный аппарат?
Инверторный сварочный аппарат можно вполне собрать из деталей от старых телевизоров. Для этого необходимы некоторые не только общие электротехнические знания, но и определенные познания в электронике. Его схема достаточно сложна. Инвертор представляет собой импульсный источник постоянного тока, и для его изготовления подойдет несколько ферритовых сердечников, которые стоят на строчных трансформаторах в старых телевизорах. Они складываются по три, и уже на них наматывается обмотка из медного или алюминиевого провода.
Они складываются по три, и уже на них наматывается обмотка из медного или алюминиевого провода.
Поскольку первичная обмотка наиболее подвержена перегреву, между витками необходимо оставлять небольшие промежутки, чтобы облегчить процесс охлаждения. Стоит помнить, что алюминиевый провод нужно брать большего сечения, чем медный, поскольку его теплопроводность ниже. Для фиксации обмоток инвертора применяется проволочный бандаж из миллиметровой медной проволоки шириной 10 мм, наложенный на изоляцию из стеклоткани.
Конденсаторы тоже можно снять с телевизора, но только стоит помнить, что не рекомендуется брать бумажные конденсаторы от низкочастотных цепей, поскольку долго они работать при таких нагрузках не смогут. Тринисторы лучше взять достаточно маломощные и подсоединить их параллельно, чем брать один мощный, поскольку на них падает большая термическая нагрузка и их легче охлаждать. Тринисторы монтируются на металлической пластине толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже с легкостью можно набрать с нескольких старых телевизоров. Сам мост также монтируется на теплоотводящей пластине.
Диоды для сборки диодного моста тоже с легкостью можно набрать с нескольких старых телевизоров. Сам мост также монтируется на теплоотводящей пластине.
Некоторые детали для инверторного аппарата в телевизорах отсутствуют, и их приходится изготавливать самостоятельно. Прежде всего это дроссель. Его нетрудно сделать без каркаса из медного провода сечением не менее 4 мм, накрученного 11 витками с промежутками не менее 1 мм. Поскольку на дроссель будет падать основная термическая нагрузка, нужно поставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, монтируемый в корпусе сварочного аппарата таким образом, чтобы воздушная струя попадала прямо на дроссель.
Все элементы электронной схемы собираются на печатной плате из стеклотекстолита толщиной не менее 1,5 мм. К самой плате присоединяется теплоотвод, облегчающий охлаждение всей системы. В центре платы вырезается круглое отверстие для установки вентилятора, поскольку без принудительного воздушного охлаждения аппарат долго не проработает. Сварочный инвертор главным своим преимуществом имеет возможность делать мини-сварочные работы, сваривая тонкие металлические листы. Сам сварочный шов выходит более аккуратным, нежели у трансформаторного аппарата. Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
Сварочный инвертор главным своим преимуществом имеет возможность делать мини-сварочные работы, сваривая тонкие металлические листы. Сам сварочный шов выходит более аккуратным, нежели у трансформаторного аппарата. Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
Сварочный аппарат, сделанный самостоятельно, включает детали, полученные бесплатно или по бросовой цене, но вполне справляется со своими задачами.
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).
Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.
Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов .
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора , который является основой агрегата.
Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички , к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант — это проводник с сечением 7 мм 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм 2
Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм 2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник . Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см 2 = a х b (см. рис. ниже).
рис. ниже).
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см 2 , то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см 2 . Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора .
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель . Ниже приведена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор , такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор .
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки , распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы.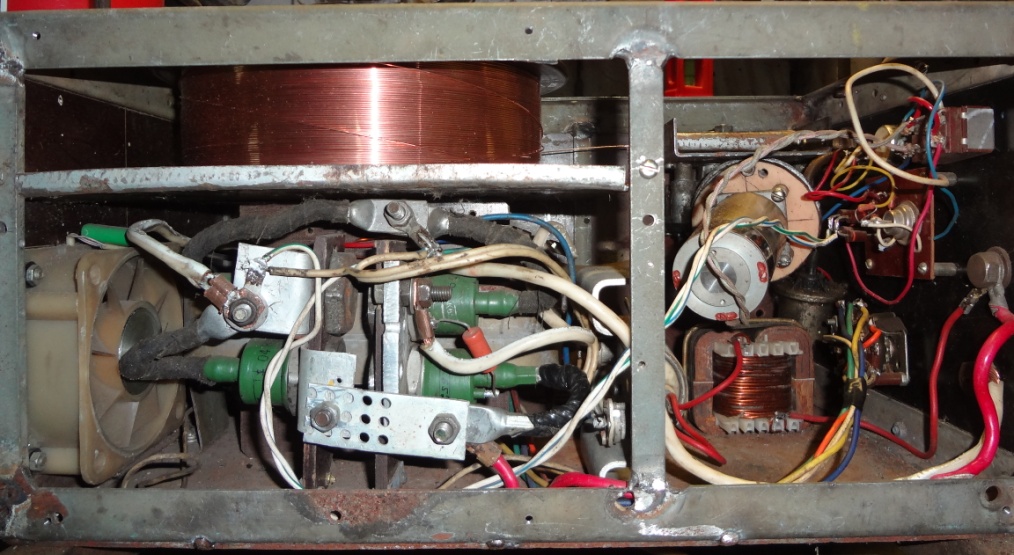 Одна будет внутренней, а вторая – наружной. Далее, нужно:
Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.

Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм).
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее, следует сделать корпус для аппарата . Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин . Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки . Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.
 Благодаря ему клещи смогут подниматься выше.
Благодаря ему клещи смогут подниматься выше. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки . Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки . Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
 Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: .
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
Рис. 2: уберите высоковольтную обмотку
2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки.
Рис. 3: удалите токовые шунты - Для вторичной катушки возьмите медную шину сечением 10мм 2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника.
Рис. 4: намотайте вторичную обмотку на каркас - Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода.
Рис. 5: сделайте диэлектрическую прокладку - Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
Рис. 6: поместите катушку в магнитопровод - Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям.
Рис. 7: подключите шнур питания и кабели
 6: поместите катушку в магнитопровод
6: поместите катушку в магнитопроводУстановите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.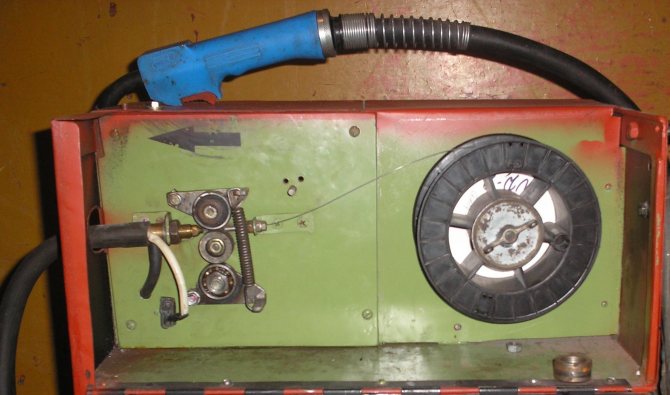
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.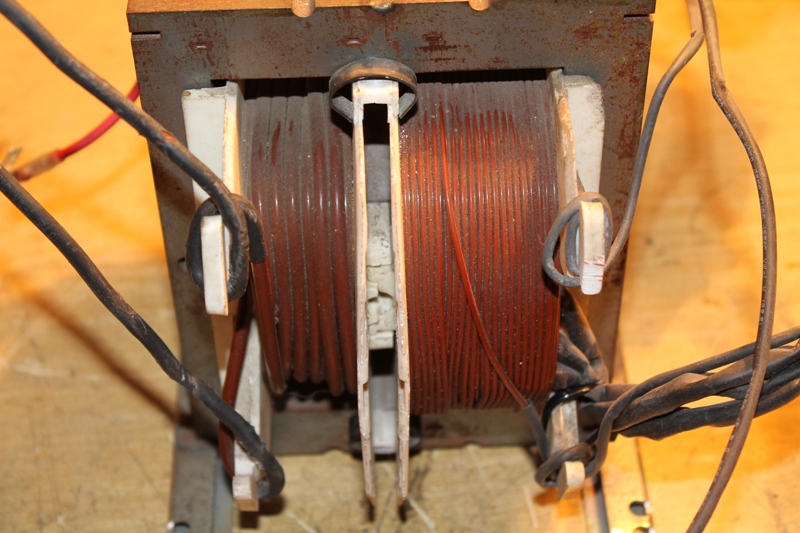
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать и т.д.
Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видео инструкции
Полуавтомат сварочный из инвертора своими руками. Как сделать сварочный полуавтомат из инверторной сварки своими руками
ГлавнаяПолПолуавтомат сварочный из инвертора своими руками
Полуавтомат сварочный из инвертора своими руками: как его настроить?
Сварочный полуавтомат можно купить готовым, но всегда находятся люди, которые пытаются сделать его своими руками. Сделать это не просто, но тем, кто действительно хочет собрать полуавтомат своими руками, придется заранее подготовить все необходимые комплектующие.
Устройство полуавтомата для сварки.
Для изготовления сварочного полуавтомата из инвертора потребуются инструменты и материалы:
- инвертор, который способен давать ток примерно в 150 А;
- подающий механизм;
- горелка;
- гибкий шланг;
- катушка с проволокой, с некоторыми изменениями в конструкции;
- сварочный инвертор;
- блок управления.
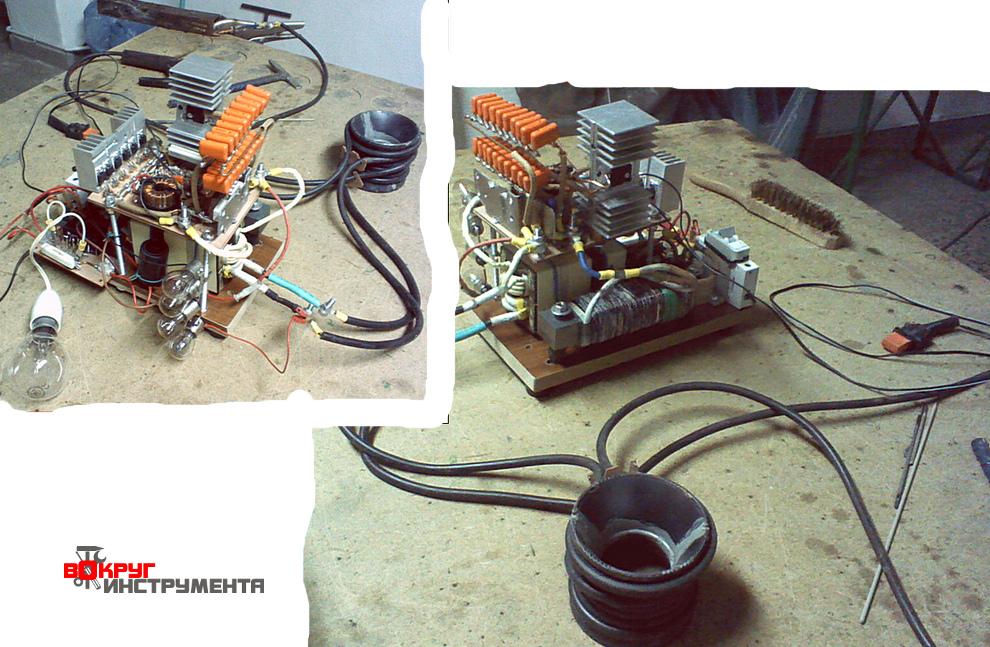
Схема питания сварочного полуавтомата.
Подающий механизм в данном случае заслуживает отдельного внимания: с его помощью происходит подача электродной проволоки по гибкому шлангу к точке сварки. В идеале скорость подачи проволоки должна соответствовать скорости расплавления расходного материала. Скорость подачи электродной проволоки очень важна для процесса сварки: от этого зависит качество сварного шва. Необходимо предусмотреть возможность регулирования скоростей для возможности работы с электродной проволокой разного размера из различных материалов. Чаще всего применяется проволока следующих диаметров: 0,8 мм, 1 мм, 1,2 мм, 1,6 мм. Ее наматывают на катушки и заряжают сварочный инвертор. Полностью автоматическая подача проволоки к сварочной горелке значительно сокращает время, затрачиваемое на работы.
Блок управления сварочного полуавтомата имеет канал регулирования, стабилизирующий ток. Действие тока контролирует микроконтроллер в широтно-импульсном режиме. От заполнения широтно-импульсного режима напрямую зависит напряжение на конденсаторе. Именно это напряжение влияет на силу сварочного тока.
Именно это напряжение влияет на силу сварочного тока.
Тонкости трансформатора
Схема намотки сварочного трансформатора.
Есть небольшие тонкости при подготовке трансформатора. Трансформатор необходимо обмотать медной полосой (ширина — 40 мм, толщина — 30). Предварительно полосу необходимо обмотать термобумагой (подойдет от кассового аппарата). Намотка простого толстого провода в данном случае исключена, так как он будет греться.
Вторичная обмотка должна состоять из трех слоев жести. Изолировать слои друг от друга нужно фторопластовой лентой. На выходе необходимо спаять контактные концы вторичной обмотки. Делается это для того, чтобы повысить проводимость токов. Обязательно необходимо предусмотреть обдув вентилятором в корпусе инвертора.
Вернуться к оглавлению
Как настроить инвертор?
Если решено сделать полуавтомат своими руками, для начала необходимо обесточить силовую часть. Кстати, для входного и входного выпрямителей, а также для силовых ключей (предварительно припаянных к медным подложкам) силовой части нужно предусмотреть хорошие радиаторы. В корпусе наиболее нагревающегося радиатора необходимо расположить термодатчик. Теперь силовая часть подключается к блоку управления и включается в сеть. Когда засветится индикатор, надо включить в провода осциллограф Out1, Out2. Теперь найдите двухполярные импульсы, частота которых должна составлять 40-50 кГц. Время между ними корректируется путем изменения напряжения на входе. Величина времени должна составлять 1,5 мкс.
Схема устройства сварочного инвертора.
Импульсы на осциллографе должны быть прямоугольными с фронтами не более 500 нс. После проверки инвертора подключите его к сети. Индикатор сварочного полуавтомата должен показать 120 А, если эта надпись на индикаторе не загорелась, значит, необходимо искать и устранять причину низкого напряжения в сварочных проводах. Такая ситуация случается в том случае, если напряжение менее 100 В. После этого требуется протестировать сварочный инвертор посредством изменения тока (при постоянном контроле напряжения на конденсаторе). Затем можно проверить температуру.
После того как сварочный инвертор протестирован, необходимо проконтролировать то, как он поведет себя в нагруженном состоянии. Для этого в сварочные провода включается нагрузочный реостат 0,5 Ом, который должен выдерживать ток более 60 А. В таком состоянии контролируется ток при помощи вольтметра.
В случае если имеются расхождения между заданной величиной тока и его контролируемой величиной, придется подбирать сопротивление до тех пор, пока не будет достигнуто соответствие.
Вернуться к оглавлению
Правила использования сварочного инвертора
Основные режимы сварки полуавтоматом.
По умолчанию, когда вы запустите инвертор, контроллером автоматически будет выставлен размер тока. Если все действия, указанные ранее, выполнены правильно, то величина сварочного тока будет равна 120 А. Если вдруг окажется так, что на индикаторе высветятся восьмерки, это будет свидетельствовать о неисправности. Такие неисправности происходят в том случае, когда в сварочных проводах напряжение не повышается более 100 В. Если это произошло, то придется искать и устранять неисправность.
Когда все выполнено правильно, на месте восьмерок должно отображаться число, обозначающее величину заданного тока. С помощью кнопок данную величину можно изменять, в зависимости от того, какая величина сварочного тока потребуется в каждом конкретном случае. Интервал, в котором возможно изменять величину тока, варьируется от 20 А до 160 А.
Работа сварочного полуавтомата.
Существует возможность контролировать во время всего процесса работы температуру инвертора. Для этого необходимо нажать одновременно обе кнопки. После этого можно будет наблюдать за изменением температуры радиатора, данные которой будут выводиться на индикатор. В норме температура радиатора не должна превышать 75° С. Если температура повысилась более чем на 75° С, она незамедлительно отобразится на индикаторе, и инвертор начнет издавать звуковой сигнал прерывистого типа. Если это случится, то заданный ток автоматически снизится до 20 А. Несмотря на то что величина тока будет резко снижена, инвертор будет продолжать работать. Данный звуковой сигнал будет издаваться до тех пор, пока температура индикации не войдет в норму.
Индикатор может выдавать код ошибки Ert: это произойдет в случае поломки или замыкания термодатчика.
В этом случае точно так же заданный ток будет снижен до 20 А.
Вернуться к оглавлению
Применение сварочного полуавтомата
Полуавтомат сварочный из инвертора используют для точной сварки сталей, а также его применяют для сварки тонкого металла, например, кузова автомобиля.
Сварочный инвертор, конечно, можно приобрести и в магазине, но многие предпочитают собрать полуавтомат своими руками.
moiinstrumenty.ru
как сделать, схема и все подробности
Агрегат, предназначенный для сваривания изделий, принято считать сварочным полуавтоматом. Такие устройства могут быть различных видов и форм. Но самым важным является механизм инвертора. Необходимо, чтобы он был качественным, многофункциональным и безопасным для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства самостоятельно. Схема изготовления самодельных инверторов достаточно проста. Важно учитывать для каких целей будет изготовлен аппарат.
Существуют инверторы для:
- Сваривания при помощи порошковой проволоки;
- Сваривания на различных газах;
- Сваривания под толстым слоем флюса;
Иногда для качественного результата и получения ровного сварного шва необходимо взаимодействие двух устройств.
Также инверторные устройства делятся на:
- Однокорпусные;
- Двухкорпусные;
- Толкающие;
- Тянущие;
- Стационарные;
- Передвижные, в комплекте которых есть тележка;
- Переносные;
- Предназначенные для начинающих сварщиков;
- Предназначенные для полупрофессиональных сварщиков;
- Предназначенные для профессиональных мастеров;
Схема инвертора:
Что потребуется?
Самодельный аппарат, схема которого очень проста, включается в себя несколько главных элементов:
- Механизм с главной функцией, отвечающий за управление сварочным током;
- Источник сетевого питания;
- Специальные горелки;
- Удобные зажимы;
- Рукава;
- Тележка;
Схема сварки при помощи полуавтомата в среде защитного газа:
Также мастеру понадобятся:
- Механизм, который обеспечивает подачу проволоки;
- Гибкий шланг, при помощи которого проволока или порошок будет поступать к сварному шву под давлением;
- Бобина с проволокой;
- Специальное устройство управления;
Принцип работы
Принцип работы инвертора включает в себя:
- Регулировку и перемещение горелки;
- Контроль и наблюдение за сварочным процессом;
При подключении агрегата к электрической сети наблюдается преобразование переменного тока в постоянный. Для данной процедуры понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой. Для качественного сваривания нужно, чтобы у будущего агрегата такие параметры, как скорость подачи специальной проволоки, сила тока и напряжение были в идентичном равновесии. Для данных характеристик понадобятся источник питания дуги, который имеет вольтамперные показания. Длину дуги должно определить заданным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
Схема самодельного устройства:
Электрическая схема устройства предусматривает факт, что тип сваривания сильно влияет на прогрессивную работоспособность аппаратов в целом.
Электрическая схема самодельного устройства:
Полуавтомат своими руками — подробное видео
Созданный план
Любая схема самодельного устройства предусматривает отдельную последовательность работы:
- На начальном уровне необходимо обеспечить подготовительную продувку системы. Она будет воспринимать последующую подачу газа;
- Затем необходимо запустить источник питания дуги;
- Подать проволоку;
- Только после выполнения всех действий начнется движение инвертора с заданной скоростью.
- На окончательном этапе следует обеспечить защиту шва и заварку кратера;
Пример реализации самодельного устройства:
Самодельный аппарат должен работать по принципу преобразования токов высокой частоты. В таком случае преобразование ЭДС исключается. Благодаря этому Устройство можно значительно уменьшить в габаритах и в весе. Но чтобы провести качественный ремонт устройства, необходимо разбираться в электротехнике.
Рассказ про самодельный полуавтомат
Подготовка трансформатора
Свое внимание необходимо уделить подающему механизму. При помощи данного устройства должна происходить подача электродной проволоки. Из-за того, что данный механизм ломается чаще всего, следует сделать качественные расчеты. Важно учесть, что увеличение силы тока в большинстве случаев приводит к возгоранию электрода. При этом происходит сильное повреждение изделия. Но если ток очень слабый, то сделать полноценный агрегат не получится. Полученный сварной шов будет ненадежен. Поэтому на данном этапе подготовки необходимо правильно выполнить все расчеты.
Источник питания
Ремонт или изготовление конструкции включает в себя источник питания. Таким устройством может служить выпрямитель, инвертор или трансформатор. Именно данная деталь влияет на объем и стоимость сварочника. Наиболее профессиональными и качественными устройствами принято считать инверторные источники питания.
Схема блока питания:
Плата управления
Для создания инвертора необходима специальная плата управления. На данном устройстве должны быть вмонтированы узлы аппарата:
- Задающий генератор, включающий в себя трансформатор гальванической развязки;
- Узел, при помощи которого управляется реле;
- Блоки обратной связи, отвечающие за сетевое напряжение и подающий ток;
- Блок термозащиты;
- Блок «антистик»;
Печатная плата блока управления:
Выбор корпуса
Перед сборкой агрегата нужно подобрать корпус. Можно выбрать короб или ящик с подходящими габаритами. Рекомендовано выбирать пластик или тонкий листовой материал. В корпус всонтируются трансформаторы, которые соединяются с вторичными и первичными бобинами.
Совмещение катушек
Первичные обмотки выполняются по параллельной схеме. Вторичные бобины подключаются по последовательной. По подобной схеме устройство способно принимать ток величиной до 60 А. При этом выходное напряжение будет равно 40 В. Данные характеристики отлично подойдут для сваривания небольших конструкций в домашних условиях.
Система охлаждения
Во время непрерывной работы самодельный инвертор может сильно перегреваться. Поэтому такому устройству необходима специальная система охлаждения. Самым простым методом создания охлаждения является установка вентиляторов. Данные устройства необходимо прикрепить по бокам корпуса. Вентиляторы должны быть установлены напротив трансформаторного устройства. Прикрепляются механизмы таким образом, чтобы они могли работать на вытяжку.
Охлаждение, которое будет использоваться в самодельном устройстве, можно вынуть из устаревшей компьютерной техники. Для того, чтобы сделать не только удаление теплого воздуха, но и подачу свежего кислорода – в корпусе механизма высверливают 20-50 отверстий. Диаметр таких отверстий должен соответствовать диаметру сверла и быть не менее 5 мм.
Ремонт/доработка устройства скорости подачи электродной проволоки
Инверторы считаются надежными устройствами. Но при небрежном уходе устройства могут выйти из строя. Аппаратам может потребоваться ремонт. В большинстве случаев главной причиной является поломка регулятора. При возникновении первых проблем, поломка сказывается на дальнейшей работе устройства. Поэтому чтобы избежать будущий ремонт, следует как можно больше уделить времени на качественную сборку устройства.
Схема агрегата включает в себя прижимной ролик. Он оснащен специальным регулятором уровня прижима проволоки. Также в агрегате присутствует ролик подачи проволоки, в котором есть два небольших углубления. Из них должна выходить сварочная проволока. Разрешено использование проволоки диаметром до 1 мм. Сразу после регулятора находится соленоид, который контролирует подачу газа.
Регулятор считается крупным элементом. Он фиксируется при помощи небольших болтов. Поэтому крепление является крайне ненадежным. Агрегат может перекашиваться, что может привести к сбою в работе. Именно из-за этой причины устройство часто ломается и требует дополнительный ремонт.
Дроссель своими руками
Для того, чтобы сделать дроссель, понадобится трансформатор, эмальпровод с диаметром более 1,5 мм. Между слоями наматывается изоляция. При помощи алюминиевой шины с габаритами не менее 2,5х4,5 мм, наматываются 24 витка. Оставшиеся концы шины остаются по 30 см. Сердечник прокладывается при помощи кусочков текстолита с зазором минимум 1 мм. Также разрешено наматывать дроссель на железе от старого лампового цветного телевизора. Но на такое устройство можно поставить только одну катушку. Такое устройство может стабилизировать сварочный ток. Готовое изделие должно выдавать минимум 24 В при токе 6 А.
Сварочная горелка
Данное устройство предназначено для подачи электродной проволоки, углекислого газа и дугового напряжения к необходимому участку сварки. Назначением устройства является замыкание цепи, которое обеспечивает подачу сварочной проволоки к защитному газу.
Сварочная горелка:
Для наибольшего качественного эффекта рекомендуется приобретать готовый пистолет. В комплекте вместе с устройством должны быть рукава для подачи сварочной проволоки и защитного газа.
Баллон
Баллон рекомендовано покупать стандартного типа. Если применять углекислоту, то разрешено использование баллона огнетушителя. Предварительно с устройства снимают рупор. Для установки редуктора необходим специальный переходник, так как резьба баллона не соответствует горловине огнетушителя. Для перемещения баллонов понадобится тележка.
Тележка
Тележка может быть выполнена самостоятельно. Также разрешено использование готовых конструкций. Можно изготовить одноуровневые, двухуровневые и трехуровневые изделия. Для удобства на верхнем уровне хранят инструменты и материалы, которые будут нужны для работы. Для удобного перемещения тележка включается в себя колесики диаметром не менее 5 см.
Самодельная тележка с нескольких вариациях:
Режимы сваривания в углекислом газе:
От обычного устройства полуавтомат отличается механизмом подачи проволоки. Поэтому такой агрегат считается наиболее сложным устройством. Ремонт будет необходим в случае поломки подающего механизма.
Еще один полезный вариант изготовления
Переделка сварочного инвертора в полуавтомат
Чтобы сделать полуавтомат из сварочного инвертора – необходимо подвергнуть устройство некоторым манипуляциям. Аппарат обматывают медной полосой с обмоткой из термической бумаги. Важно заметить, что обыкновенный толстый провод не подойдет. Он будет очень сильно нагреваться. Система охлаждения может не справиться с поставленной нагрузкой, что приведет к сильному перегреву устройства.
Вторичная обмотка должна состоять из стрех слоев жести. Каждый слой следует тщательно изолировать. Для этого используют фторопластовую ленту. Концы обмотки необходимо сделать спаянными между собой. Такая процедура позволяет повысить проводимость токов.
Осциллограмма сварочного напряжения и тока на обратной и прямой полярности:
Любой самодельный аппарат плохо воспринимает наличие грязи и пыли. Поэтому такие устройства следует чистить минимум раз в 4-6 месяцев. Интенсивность чистки должна зависеть от количества применений. В ином случае ежегодно придется проводить ремонт устройства.
Ориентировочные режимы сварки стыковых швов при помощи полуавтомата:
Главным преимущество таких аппаратов считается маленький вес. Также есть возможность использования как переменного, так и постоянного тока. Агрегаты могут сваривать цветные металлы, а также чугун. В недостаткам относится низкий температурный интервал. Сварочный полуавтомат своими руками нельзя использовать при температуре ниже 15°С. Поэтому для холодных регионов и для зимнего периода времени такие устройства не подойдут. В основном такие инверторы используют на улице в летний период или в помещениях. Самодельные конструкции отлично подойдут для сваривания небольших конструкций в домашних условиях. Для профессионального сваривания и для широкого производства рекомендовано покупать готовые инверторы.
generatorexperts.ru
Самодельный сварочный полуавтомат – схема сборки своими руками
Март 22, 2017
Сварочный полуавтомат своими руками собрать из инвертора не слишком просто, так как данная задача потребует определенных знаний в области электроники, умения спаивать между собой различные элементы. Нужно обязательно быть хорошо осведомленным в плане ключевых принципов работы оборудования, позволяющего проводить сварочные работы в полуавтоматическом режиме.
Какие нужны комплектующие?
Чтобы переделать инверторный аппарат из ручного режима потребуется воспользоваться определенным оборудованием. Также надо иметь под руками ряд комплектующих, без которых полноценное выполнение работ не представляется возможным:
- Так как полуавтоматическая сварка будет работать от инвертора, потребуется взять инвертор, способный сформировать сварочный ток, сила которого будет достигать хотя бы 150 А;
- Специальный механизм, обеспечивающий равномерную и постоянную подачу проволоки;
- Горелка, которая представляет собой ключевой рабочий элемент;
- Шланг требуемого диаметра, через который будет происходить подача проволоки;
- Еще один шланг, по которому в зону сваривания металла будет подаваться специальный защитный газ;
- Катушка с намотанной на нее сварочной проволокой, однако, эту деталь придется определенным образом переделать;
- Специальный блок электронного типа, через который и будет осуществляться управление работой самодельного сварочного полуавтомата.
Наибольшее внимание необходимо уделить подающему устройству, которое отвечает за подачу проволоки в зону сварки. Для получения максимально аккуратного шва без различных дефектов с внешней стороны, скорость подачи проволоки в самодельном сварочном полуавтомате подбирается такая, чтобы проволока успевала полностью расплавляться и формировать качественный шов.
Стоит отметить, что в процессе полуавтоматической сварки может использоваться проволока различного диаметра и изготовленная из разных материалов, соответственно показатель расплавления будет различным. Чтобы работать со сварочными полуавтоматами было как можно удобнее, в самодельной конструкции должен быть предусмотрен механизм регулировки скорости устройства, которое будет подавать проволоку.
Как правильно переделать трансформатор от инвертора?
Чтобы получить в конечном счете качественный полуавтоматический сварочный аппарат, необходимо подвергнуть определенным переделкам трансформатор инвертора. Сделать это самостоятельно не слишком трудно, однако, для этого придется следовать ряду определенных правил.
Прежде всего, нужно сделать обмотку трансформатора. Для этого понадобится медная полоска и обмотка из термобумаги. Нужно найти именно полосу, проволока для этих целей не подойдет, так как собранный по такому методу своими руками сварочный полуавтомат станет очень сильно нагреваться.
Вторичная обмотка также нуждается в определенной переделке. В схему сварочного полуавтомата нужно внести еще одну обмотку трансформатора, включающую в себя три слоя жести.
Каждый из них потребуется дополнительно изолировать за счет ленты из фторопластовых материалов. Концы родной обмотки и изготовленной самостоятельно нужно будет спаять между собой, заведя их в печатную плату.
Данное технологическое решение способствует значительному увеличению проводимости токов. Чтобы знать, как сделать сварочный полуавтомат своими руками, нужно помнить о необходимости внесения в схемы сварочных полуавтоматов вентилятора, который будет использоваться для того, чтобы качественно охлаждать всю конструкцию, не допуская ее перегрева.
Как правильно произвести настройку инверторного аппарата для проведения полуавтоматических сварных работ?
Чтобы внести определенные изменения в схемы самодельных сварочных аппаратов-полуавтоматов, нужно сначала полностью обесточить данную конструкцию. Для дополнительной защиты от перегрева на радиаторах нужно установить входной и выходной выпрямитель, а также силовые ключи.
Когда все эти действия будут произведены, силовую часть сварочного аппарата соединяют с блоком управления и пробуют подключить его к электросети. Сначала должен загореться индикатор, говорящий о том, что изделие подключено. Перед тем как опробовать изделие в сварке, к выходам нужно подключить осциллограф и с его помощью постараться отыскать электрические импульсы, частота которых должна находиться в пределах от 40 до 50 кГц. Между ними должен сохраняться промежуток 1,5 мкс – этого эффекта можно добиться благодаря изменению входного напряжения. Как только оптимальное напряжение будет найдено, можно попробовать подключить сварочную проволоку и сварить две заготовки.
Как наладить механизм подачи?
Схемы самодельных сварочных аппаратов-полуавтоматов подразумевают наличие специального механизма подачи сварочной проволоки. Если нет заготовки данного элемента, можно собрать его самостоятельно по чертежам.
Для этого потребуется взять два подшипника, величина которых должна соответствовать типоразмеру 6202, также понадобится электродвигатель от автомобильных дворников, причем чем меньше будет его размер, тем лучше.
Когда будет производиться выбор сварочного аппарата и его соответствие схеме сварочного полуавтомата, необходимо тщательно проверить, чтобы он вращался строго в одном направлении. Помимо этого, нужно будет взять ролик с диаметром ровно 25 мм. Его насаживают поверх резьбы на вал электромотора. Все нестандартные элементы конструкции производятся самостоятельно – так в последующем будет гораздо легче производить ремонт сварочных полуавтоматов своими руками.
Механизм подачи включает в себя две пластины, на которых установлены подшипники. Между ними находится ролик с подключенным к нему электродвигателем. Пластины сжимаются за счет пружины, этот же элемент схемы самодельного механизма подачи позволяет прижимать подшипники к ролику. Сборка механизма производится на специальной текстолитовой пластине, ее толщина составляет порядка 5 мм. Делают это таким образом, чтобы сварочная проволока выходила из механизма в районе разъема.
Этот разъем, в свою очередь, будет подключаться к сварочному рукаву, установленному на передней части корпуса. К этой же пластине подключается катушка с намотанной проволокой. Чтобы катушка хорошо держалась на механизме подачи, под нее делают специальный вал, который крепится перпендикулярно к текстолитовой пластине. С краю у вала должна быть нарезана резьба, чтобы катушка как можно плотнее садилась на него.
Принципиальная схема сварочного полуавтомата, изготовленного самостоятельно, отличается практичностью, надежностью и экономичностью. Стоит отметить, что наверняка конструкция будет выглядеть не слишком привлекательно, однако по своим эксплуатационным характеристикам она практически ничем не будет отличаться от профессионального промышленного оборудования.
Все элементы, расположенные в механизме подачи, рассчитаны под стандартную катушку. Однако у данной конструкции имеется один серьезный недостаток – сварочные работы будут производиться без газа.
Как осуществляется обмотка дросселя?
Чтобы дроссель работал надежно и при этом не перегревался при прохождении через него электрического тока, нужно воспользоваться трансформатором ОСМ-0,4, мощность которого составляет 400 Вт. Кроме того, при изготовлении качественной конструкции придется воспользоваться эмальпроводом, диаметр которого минимум должен составлять 1,5 мм, однако, лучше брать с небольшим запасом, например, 1,8 мм.
Следует намотать на дроссель два слоя провода, причем они должны быть качественно изолированы друг от друга. Провода в каждом из них укладывают как можно более плотно – это нужно для получения качественной индукционной катушки. На следующем этапе следует воспользоваться алюминиевой шиной размерами 2,8х4,65 мм.
Ее наматывают в один слой, изготавливая 24 витка, а оставшиеся концы делают длиной приблизительно по 30 см. В дальнейшем нужно будет собрать сердечник, между ним и катушкой должен быть зазор размером приблизительно 1 мм. Чтобы соединение получилось как можно более жестким, между сердечником и обмотками нужно будет проложить небольшие кусочки текстолита.
Подобный дроссель можно изготовить на базе железа из цветного или черно-белого лампового телевизора наподобие ТС-270, причем это будет значительно проще, так как установить придется только лишь одну катушку, которую делают из алюминиевой шины.
Для питания схемы управления также необходимо воспользоваться трансформатором, причем данную конструкцию собирать самостоятельно совершенно необязательно, так как можно по небольшой цене приобрести готовое изделие. Главным критерием является то, что конструкция должна выдавать 24 В при силе тока около 6 А.
Подведём итог
Если вся конструкция будет правильно собрана, то ею будет очень удобно пользоваться, а срок ее службы будет превышать даже профессиональные аппараты. Однако при неправильной сборке наиболее уязвимым элементом конструкции будет регулятор подачи проволоки, поэтому временами данные элементы будут нуждаться в проведении ремонтных или профилактических работ.
В остальном, сваривать металлические детали с помощью полуавтоматического аппарата, собранного своими руками, довольно-таки удобно и просто, так как эта технология значительно проще по сравнению с традиционной ручной электродуговой сваркой.
electrod. biz
схемы и чертежи самодельного устройства из трансформатора и инвертора, инструкция и видео
Полуавтоматом называется сварочное оборудование, предназначенное для сварки металлических изделий. Стоимость таких приборов довольно высокая, поэтому у многих потребителей возникает необходимость соорудить сварочный полуавтомат своими руками.
Содержание
[ Раскрыть]
[ Скрыть]
Принцип работы сварочного полуавтомата
Принцип действия инверторного устройства состоит из:
- процедуры перемещения и регулирования горелки;
- контроля и мониторинга за проведением сварочного процесса.
Когда оборудование подключается к сети, переменный ток преобразуется в постоянный.
Чтобы это происходило правильно, агрегат должен быть оборудован:
- электронный блоком;
- выпрямительными устройствами;
- высокочастотным трансформатором.
Процедура качественной сварки металлических изделий возможна при наличии основных параметров.
В идентичном равновесии должны находиться:
- величина напряжения;
- параметр силы тока;
- величина скорости подачи проволоки.
Чтобы обеспечить работу этих характеристик, потребуется источник питания с вольтмерными параметрами, а сама длина дуги определяется величиной напряжения. Что касается скорости подачи проволоки, то она зависит от величины сварочного тока.
Общая схема подключения сварочного полуавтомата
Что понадобится для переделки инвертора?
Чтобы переделать инвертор и получить самодельный сварочный полуавтоматический аппарат в домашних условиях, надо использовать следующие устройства:
- Агрегат с основной опцией, которая отвечает за процедуру управления сварочным током. Устройство должно формировать не менее 150 ампер тока.
- Устройство сетевого питания.
- Агрегат, предназначенный для подачи сварочной проволоки.
- Основной компонент оборудования — горелка.
- Патрубок, по которому поступает сварочная проволока.
- Специальный патрубок для поступления защитного газа в зону, где проводится сварка.
- Механизм с катушкой с проволокой. При изготовлении конструкции катушку придется немного переделать.
- Управляющий модуль, который мониторит и следит за функционированием самоделки.
Подготовка трансформатора
Чтобы самостоятельно собрать ручной полуавтомат, надо правильно подготовить трансформаторное устройство. Посредством этого агрегата выполняется подача проволоки. В результате того, что трансформаторный узел выходит из строя чаще других устройств, при подготовке плана правильно делаются расчеты. Если сила тока превышена, это может привести к воспламенению электродов, в итоге изделие будет повреждено. Но если величина тока слишком слабая, то готовый аппарат будет неполноценным, поскольку шов получится ненадежным.
Василий Макунин подробно рассказал о подготовке трансформаторного узла и других этапах сборки сварочного полуавтомата.
Механизм подачи проволоки
Чтобы сделать полуавтоматический аппарат, надо продумать модернизацию механизма подачи проволоки. Сам по себе инвертор является надежным агрегатом, но при некорректной эксплуатации он может сломаться. Причина неисправности обычно заключается в выходе из строя регуляторного механизма. Сама схема функционального девайса включает прижимной ролик, который оборудован регуляторным устройством прижима проволоки. В аппарате имеется ролик подачи проводника, в нем расположены два технологических углубления, из них выходит проволока.
При эксплуатации оборудования допускается применение проводника, диаметр которого составляет не более 1 мм.
После регуляторного механизма располагается соленоид, он предназначен для контроля процедура подачи газа. Сам по себе регулятор имеет большие размеры, он крепится на агрегате посредством небольших винтов. Поэтому место фиксации нельзя назвать надежным. В ходе эксплуатации оборудование может подкашиваться, что станет причиной неисправности.
Можно приобрести подающий узел с горелкой в магазине или соорудить самостоятельно.
Если собирать устройство своими руками, понадобится:
- электрический мотор от стеклоочистителей авто;
- два подшипниковых элемента;
- две пластины;
- ролик с диаметром не более 2,5 см.
Принцип сборки механизма:
- Монтаж ролика выполняется на вал электрического мотора от дворников.
- На пластинах выполняется фиксация подшипниковых устройств, эти элементы надо прижать к ролику. Процедура сжатия выполняется посредством пружины.
- Проводник, который проходит по направляющим между подшипниковыми элементами, протягивается.
- Составляющие компоненты устройства регулировки монтируются на пластине, ее толщина — не меньше 0,8-1 см. Для сборки потребуется текстолитовая пластина. Подача проволки должна выполняться в месте установки разъема, соединяющегося с рукавом. Здесь производится монтаж катушки соответствующего диаметра, а также маркой проволоки.
- Сам разъем подсоединяется к рукаву, который монтируется на лицевой части корпуса устройства. К пластине выполняется подключение катушки с намотанным проводником. Для качественной фиксации катушки на подающем механизме под нее надо изготовить вал. Его фиксация выполняется перпендикулярно с текстолитовой пластиной. На краю вала делается резьба, это позволит обеспечить качественную фиксацию катушки.
Схема механизма подачи для полуавтомата
Пример чертежа протяжки представлен ниже.
Схема механизма подачи для полуавтомата
Источник питания
При изготовлении полуавтомата надо продумать схему подачи питания.
В качестве основного устройства может использоваться:
- выпрямительный узел;
- инвертор;
- трансформаторный агрегат.
Этот узел влияет на объем, а также стоимость изготовляемого оборудования. Рекомендуется использовать инверторные механизмы, этот вариант является профессиональным и наиболее качественным.
Схема источника питания
Горелка
Горелка применяется для поступления к определенному участку сваривания:
- проволоки;
- напряжения;
- газа.
Предназначение узла заключается в замыкании электроцепи, благодаря этому выполняется подача проводника к защитному газу. Комплектация устройства должна включать в себя рукава, которые будут применяться для подачи проводника и газа.
Для удобства и лучшего эффекта специалисты рекомендуют использовать уже готовый пистолет.
Баллон
При самостоятельной сборке оборудования рекомендуется использоваться стандартные баллоны. Если применяется углекислота, то возможна эксплуатация баллона от огнетушителя. Но перед установкой с узла необходимо демонтировать рупор. Чтобы произвести монтаж редуктора, потребуется переходник, поскольку фактическая резьба баллона не соответствует горлу огнетушителя. Чтобы баллон можно было перемещать во время эксплуатации агрегата, применяется тележка.
Плата управления полуатоматическим сварочным аппаратом
Чтобы сделать сварочный полуавтомат своими руками, потребуется плата управления.
Для изготовления платы потребуются:
- Задающее генераторное устройство, которое включает в себя трансформаторный узел гальванической развязки.
- Механизм, который управляет реле.
- Модуль двусторонней связи, потребуется несколько устройств, они предназначены для подачи напряжения и тока.
- Термозащитный модуль.
- Блок Антистик.
Схема платы управления
Как подобрать корпус для полуавтомата?
Сборка преобразователя включает в себя выбор корпуса для агрегата. В качестве этого компонента можно использовать короб либо ящик, обладающий соответствующими размерами. При сборке специалисты рекомендуют отдать предпочтение пластмассовым либо корпусам, выполненным из тонкого листового материала. Внутрь устройства выполняется установка трансформаторов, подключающихся к первичным и вторичным обмоткам.
Система охлаждения полуавтомата
Чтобы не пришлось менять элементы сварочного оборудования в ходе эксплуатации, необходимо заранее продумать систему охлаждения. При интенсивной работе компоненты агрегата будут перегреваться.
Простейший вариант реализации охладительной системы — монтаж вентиляторов. Эти компоненты фиксируются по бокам корпуса оборудования. Для эффективной работы монтаж вентиляторов производится напротив трансформатора, а фиксация устройств выполняется так, чтобы они работали на вытяжку.
В качестве охлаждения допускается применение вентиляторов из блока домашнего компьютера.
Качественное охлаждение включает в себя удаление теплого воздушного потока и поступление свежего воздуха извне. В корпусе оборудования с помощью дрели выполняется сверление отверстий, их количество может варьироваться от 20 до 50. Что касается диаметра отверстий, то он должен составить не меньше 0,5 см. Слишком большие отверстия тоже делать не рекомендуется, чтобы не допустить попадания грязи внутрь агрегата.
Петр Саюк показал работу самодельного сварочного полуавтомата.
Изготовление дросселя своими руками
Для изготовления дроссельного узла потребуется трансформаторное устройство и эмалированный кабель. Диаметр последнего должен составить больше 1,5 мм. Между слоями проводника выполняется намотка изоляционного слоя. Надо сделать 24 витка провода, потребуется алюминиевая шина, ее размеры должны составить не меньше 2,5*4,5 мм. Оставшиеся концы шины надо оставить по 30 см.
Производится укладка сердечника, потребуются куски текстолита, они должны иметь зазор не менее 1 мм. Допускается намотка дросселя на металле от лампового телевизора. Но на подобный агрегат можно установить не более одной катушки. Узел позволит выполнить стабилизацию сварочного тока. В конечном счете агрегат должен выдавать не менее 24 вольт при токе 6 ампер.
Тележка для сварочного полуавтомата
В качестве тележки можно использовать готовую конструкцию или собрать изделие самостоятельно. Если собирать своими руками, то тележку можно сделать одно-, двух- или трехуровневой. Для выполнения работ по сварке потребуются инструменты, их можно хранить на верхнем «этаже» изделия.
Чтобы перемещение оборудования было удобным, на тележку устанавливаются колеса, их диаметр должен составить не меньше 0,5 см.
Как контролировать работу сварочного полуавтомата?
При функционировании оборудования потребителю надо регулярно контролировать уровень температуры, при которой функционирует инверторное устройство. Процедура мониторинга выполняется посредством одновременного клика по двум клавишам. В результате нажатия уровень температуры наиболее горячего радиаторного устройства будет отображаться на индикаторе. Если температура составит не более 75 градусов, за сварочный аппарат можно не переживать.
При увеличении температуры индикатор воспроизводит звуковые импульсы. Это приведет к автоматическому снижению величины рабочего тока до 20 ампер, также ток снижается при выходе из строя или замыкании контроллера. Индикатор издает сигналы до момента, пока температура не будет стабилизирована. О некорректной работе агрегата могут сообщить ошибки на дисплее.
Фотогалерея
Фото самодельного оборудования представлены в этом разделе.
Видео
Valeriy Doniy наглядно продемонстрировал процедуру сборки полуавтоматического сварочного оборудования из инверторного устройства.
razvodka.com
Самодельный полуавтомат из инвертора сварочный своими руками
Инструмент, который нужен для сваривания изделий, обычно считают сварочным полуавтоматом. Эти агрегаты могут быть разных типов и форм. Но самым главным считается механизм инвертора. Нужно, чтобы он был качественным, функциональным и эффективным для потребителя. Большинство профи специалистов не доверяют китайским изделиям, создавая приборы самостоятельно. Схема сварочного полуавтомата довольна легкая. Главное, учесть для каких задач будет сделано приспособление. Создать такую переделку своими руками несложно, нужно лишь придерживаться некоторых правил. Главное, это разобраться с приставкой и протяжкой.
Есть инверторы для:
- Сварки с помощью порошковой проволоки.
- Сварки на разных газах.
- Сварки под большим слоем флюса.
Иногда для хорошего результата и получения полноценного сварного шва нужно взаимодействие двух приборов.
Также рекомендуем прочитать:
Еще такие устройства подразделяются на:
- С одним корпусом.
- С двумя корпусами.
- Толкающие.
- Тянущие.
- Домашние.
- Передвижные, в комплекте с тележкой.
- Переносные.
- Для начинающих специалистов.
- Для полупрофессиональных сварщиков.
- Для профессионалов своего дела.
Содержание материала
Что понадобится для изготовления
Самодельный агрегат, схема которого несложная, включает в себя пару основных элементов:
- Механизм с важной функцией, которая отвечает за управление сварочным током.
- Источник специального питания.
- Различные горелки.
- Качественные зажимы.
- Рукава.
- Тележка.
- Схема сварки с помощью полуавтомата в местах защитного газа.
Также специалисту понадобится:
- Элемент, который производит подачу проволоки.
- Качественный шланг, при помощи которого проволока или порошок будет поступать к специальному шву с давлением.
- Бобина с проволокой.
- Специальный прибор для управления.
Принцип работы
Принцип работы инвертора заключается в следующем:
- Регулирование и передвижение горелки.
- Контроль и наблюдение за сварочной работой.
При подключении полуавтоматического аппарата к электрической сети можно заметить изменение переменного тока в постоянный ток. Для такой манипуляции потребуется электронный модуль, различные выпрямители и трансформатор с огромной частотой. Для правильной сварки нужно, чтобы у будущего прибора такие характеристики, как скорость подачи какой-либо проволоки, сила тока и напряжение были в одном ровном положении.
Для данных характеристик потребуется источник питания дуги, у которого есть вольтамперные показания. Длину дуги определяют заданным напряжением. Скорость подачи проволоки зависит от сварочного тока.
Электрическая схема прибора — чертеж — предусматривает факт, что вид сварки серьезно влияет на прогрессивную эффективность агрегатов в целом. Еще существуют устройство сварочный инвертор и полуавтомат два в одном, но его тяжелее сделать.
Созданный план
Любая схема самодельного протяжного приспособления предусматривает определенную последовательность работы:
- Сначала необходимо обеспечить подготовительную работу и продувку системы. Она будет проводить последующую подачу газа.
- Потом нужно включить источник питания дуги.
- Выложить проволоку.
- Лишь после выполнения всех манипуляций начнется движение инвертора с выбранной скоростью.
- На последнем этапе стоит создать защиту шва и заварку кратера. Самодельный агрегат должен функционировать по принципу изменения токов большой частоты. В этом варианте преобразование ЭДС исключается. Благодаря такому устройству можно в разы уменьшить прибор в размерах и в весе. Но чтобы переделать и выполнить качественный ремонт агрегата, нужно разбираться в электротехнике. Ну и помните, если вы хотите заняться модернизацией или модернизировать слабый гаражный полуавтомат, меняя и добавляя все силовые токовые узлы, посоветуйтесь перед работой с мастером.
Подготовка трансформатора
Свое внимание нужно уделять подающему механизму. С помощью такого аппарата должна выполняться подача электродной проволоки. Из-за того, что такой механизм очень часто выходит из строя, стоит выполнить правильные расчеты. Важно помнить, что увеличение силы тока чаще всего приводит к возгоранию электрода. Из-за этого происходит серьезное повреждение элемента. Но если ток довольно слабый, то создать полноценный аппарат не выйдет. Выполненный сварной шов будет ненадежным. Поэтому на этом этапе подготовки нужно верно произвести все расчеты.
Источник питания
Ремонт или создание конструкции может включать в себя и источник питания. Таким прибором может послужить выпрямитель, инвертор или трансформатор. Именно эта деталь может повлиять на объем и цену инструмента. Самыми профессиональными и лучшими приборами считают инверторные источники питания.
Плата для управления
Для изготовления инвертора нужна качественная плата управления. На таком приборе должны быть вставлены узлы агрегата:
- Задающий генератор, который включает в себя трансформатор специальной развязки.
- Узел, с помощью которого можно управлять реле.
- Блок обратной связи, может отвечать за сетевое напряжение и весь ток.
- Блок термозащиты.
- Блок «антистик».
101sovet.guru
Инверторный сварочный полуавтомат своими руками: составные элементы
Сварочный инвертор был изобретен ученым и конструктором Юрием Негуляевым. Выполнять качественную сварку без дополнительных финансовых затрат на оборудование можно, если сделать сварочный полуавтомат своими руками.
Схема устройства сварочного инвертора.
Составные элементы
Конструировать оборудование необходимо по схеме. Рекомендуется изготавливать инверторный полуавтомат своими руками по проекту Негуляева. Провод будущего агрегата не требует обмотки термоизолирующим материалом. Все проводники и провода, отдающие тепло, необходимо присоединить к дюралюминиевой плите 6 мм. Радиаторы и резонансный дроссель будут обдуваться вентилятором высокой мощности.
Функциональная схема источника питания инверторного сварочного аппарата.
Дроссель необходимо прижать к основанию с помощью прокладочного уплотнителя «NOMOCOM». Самодельное оборудование не будет функционировать без дроссельного аппарата. Его изготавливают из сердечников от трансформаторов, работающих по строчному типу. Потребуется 6 сердечников.
К основанию инверторной схемы прижимаются диоды, а к ним присоединяются стабилизаторы напряжения и уплотнители, которые обеспечивают изоляцию. Для изготовления устройства применяют нестандартный трансформатор с сечением медного провода 2 мм без изоляции.
В противном случае между изоляциями должен оставаться зазор, способствующий охлаждению трансформатора тока. Чтобы предотвратить сбои в работе самодельного сварочного полуавтомата, проводники разводят в стороны. Провод необходимо обмотать 2-3-мя слоями обычных ниток, чтобы защитить проводник от повреждений в процессе пайки или сваривания деталей.
Крепление выполняется с помощью пяточек.
Для повышения работоспособности сварочного полуавтомата рекомендуется перенести нагрузку с транзисторов на пяточки.
Инструменты для изготовления сварочного инвентора.
Импульсный инвертор высокой мощности можно изготовить самостоятельно. Обмотка наматывается на всю ширину каркаса (для повышения устойчивости трансформатора к внешним влияниям). Для самостоятельного изготовления рассматриваемого агрегата потребуется изолента, трансформаторный преобразователь и уплотнитель.
С помощью инструкции можно изготовить аналог «бармалея» и «topy». Вторичная обмотка в подобных устройствах наматывается в несколько слоев. Кольца крепятся к обмоткам через трансформатор.
Сварочный полуавтомат будет охлаждать компьютерный радиатор, который подходит по уровню потребления энергии и мощности. Импульсный трансформатор высокого качества необходимо обмотать медной лентой для защиты алюминиевых проводов от перепадов переменного тока.
Настройка устройства
Схема дросселя сварочного инвертора.
Стоимость изготовления самодельного инвертора для сварки ниже стоимости готового агрегата на рынке. При самостоятельной настройке аппарата потребуется выполнить следующие шаги:
- Подключить устройство к сети. Блок будет издавать громкие звуки, передавая ток. На емкостный вентилятор будет передаваться электричество, нагрев прибора уменьшится, он начнет работать тише.
- Подключить после зарядки конденсаторов реле, чтобы резистор замкнулся. Скачки напряжения при включении агрегата в сеть 220 В снизятся.
- Отсутствие резисторной детали при подсоединении трансформатора может спровоцировать взрыв. Пропускная способность обоих инверторов от 100 А. Чтобы определить этот показатель, понадобится мультиметр.
- Сварку требуется проверить на оптроне и усилителе. Они проводят сигнал к блоку. Среднее значение амплитуды для маломощного оборудования — 15 В. Правильность сборки моста проверяется подачей на простой сварочный аппарат напряжения 16 В.
На холостом ходу преобразуется не более 100 мА. Этот показатель необходимо учитывать, чтобы замеры были правильными. Исходящие от обмоток импульсы должны быть одинаковыми. Контроль сварочного трансформатора под управлением силовых конденсаторов выполняется с помощью увеличения пропускного уровня до 200 Вт. Необходимо подключить осциллограф и следить за формой исходящего от коллектора эмиттера сигнала.
moyasvarka.ru
преимущества техники, схема изготовления полуавтоматического инвертора
Использование полуавтоматического сварочного аппарата позволяет упростить работу с металлами. Такая техника может с легкостью соединять различные сплавы. Изготовить сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволив сэкономить на покупке промышленного оборудования.
Содержание материала
Особенности конструкции
Особенностью конструкции полуавтоматического сварочного аппарата является постоянная подача в зону сварки расплавляемой проволоки, которая используется вместо металлических электродов. Подача проволоки осуществляется автоматически, с возможностью изменения скорости движения гибких электродов. Используемая сварочная проволока позволит обеспечить постоянный контакт соединяемых поверхностей, такой материал в сравнении со стандартными электродами имеет меньшее сопротивление, что улучшает качество соединения.
Полуавтоматическая сварка отличается универсальностью, что позволяет при помощи этой технологии сваривать различные по своим характеристикам металлы, в том числе нержавейку, цветные сплавы, алюминий и другие. Освоить правильную технику полуавтоматической сварки не составит труда. Самодельные аппараты отличаются простотой в эксплуатации, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от своей разновидности полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить в последующем образование коррозии в сварном шве.
Предлагаемые сегодня в магазинах инверторы для сварки отличаются универсальностью, а многие из них имеют реализованную функцию два в одном. При небольшой мощности и габаритах сварочный инвертор и полуавтомат два в одном может работать с тугоплавкими металлами и толстыми металлическими заготовками.
Преимущества и недостатки самодельного оборудования
Многие домовладельцы, которым часто приходится выполнять сварочные работы, решаются на изготовление такого оборудования самостоятельно. К преимуществам самодельных полуавтоматов из инвертора можно отнести следующее:
Также рекомендуем прочитать:
- Простота и надежность техники.
- Функциональность аппарата.
- Высокая мощность позволяет сваривать тугоплавкие металлы.
- Доступная стоимость используемых компонентов.
- Полная безопасность работы с оборудованием.
- Простота эксплуатации техники.
Из недостатков этой технологии и самого оборудования можно отметить высокую стоимость полуавтоматов, которые при сходных с инвертором характеристиках могут иметь цену в два-три раза выше. Неудивительно, что многие домовладельцы решаются на изготовление оборудования своими руками, что позволяет существенно сократить затраты, не потеряв при этом в качестве выполненного аппарата.
Изготовление своими руками
Проще всего выполнить самодельный полуавтомат из инвертора на основе мощного силового блока. Изготовить инвертор можно самостоятельно или использовать от имеющегося в распоряжении оборудования. Для полуавтомата следует использовать инверторы мощностью не меньше 150 ампер.
Существуют схемы переделки техники, позволяющие устанавливать мощность, которой будет хватать для осуществления полуавтоматической сварки. Устройство этого типа будет сложным в реализации, поэтому рекомендовать использовать маломощные силовые блоки можно лишь опытным радиолюбителям, которые могут изготовить по-настоящему сложную технику.
Изготовить качественное оборудование можно при наличии на руках пусковой схемы полуавтоматического сварочного инвертора. К характеристикам такого агрегата можно отнести следующее:
- Первичный ток — 8- 12 А.
- Напряжение питания — 220 или 380 вольт.
- Напряжение холостого хода — 36−42 Вольта.
- Ток сварки — 40−120 ампер.
- Регулировка напряжения с шагом плюс-минус 20%.
Это оптимальные параметры для бытового сварочного полуавтомата, который справится с различными по показателям тугоплавкости металлами. В последующем можно, используя дополнительные чертежи увеличения мощности инвертора, изменить базовые характеристики, что позволяет применять такое оборудование в бытовых и промышленных целях.
Необходимые компоненты
Для выполнения гаражного сварочного аппарата полуавтомата своими руками потребуется следующее:
- Горелка приставка для инвертора.
- Механизм подачи проволоки.
- Прочный внутренний шланг для сварочной проволоки.
- Бобина с проволокой.
- Герметичный шланг для подачи газа.
- Блок управления инвертором.
Проще всего расположить инвертор и механический блок управления в отдельном коробе, для чего используют блоки от старого компьютера. Наличие питания в системном блоке позволяет существенно упростить изготовление оборудования.
Роликовый механизм для проволоки можно выполнить из моторчика от автомобильного стеклоочистителя. Под такой моторчик проектируют раму механизма, которая вырезается из металлических элементов и сваривается или скрепляется болтовым соединением.
Горелку и шланг можно сделать самостоятельно из пистолета от монтажной пены и силикона. Также можно приобрести уже готовые комплекты, что позволит обеспечить безопасность работы с полуавтоматом и упрощает его изготовление.
Выполняя механизм подачи проволоки, все используемые компоненты необходимо располагать друг напротив друга, что в последующем обеспечит равномерную подачу гибких электродов. Ролики следует отцентрировать относительно штуцера в одном разъеме, в последующем это позволит плавно изменять скорость подачи проволоки. Схему регулятора скорости подачи проволоки сварочного полуавтомата можно с легкостью отыскать в интернете.
Все используемые металлические элементы следует закрепить на листе фанеры, плотной пластмассе или текстолите. Так как на используемые металлические элементы подается электричество, следует проверить заземление каждого узла. Это исключит возможность коротких замыканий, что может привести к серьезным поломкам техники.
Схема управления механикой
За подачу сварочной проволоки будет отвечать небольшой электромотор и протяжный механизм, работа которого контролируется при помощи ШИМ-регулятора. Качество выполненной сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочую зону. Необходимо уделить должное внимание правильности изготовления схем сварочного полуавтомата.
На передней панели инвертора устанавливают переменный резистор контроллера, после чего приступают к сборке реле управления запуска мотора и управления клапаном, который отвечает за подачу инертного газа. Контактные группы контроллеров должны срабатывать одновременно при нажатии кнопки пуска на горелке.
Работу подачи газа необходимо отрегулировать таким образом, чтобы клапан открывался на несколько секунд раньше, чем в сварочную зону начнет поступать проволока. В противном случае оплавление происходит в атмосферной среде, после чего проволока начнет гореть вместо расплава. Добиться качественного соединения и надежного сварочного шва при горении проволоки будет невозможно.
Для задержки включения подачи проволоки необходимо выполнить простейшее реле, для чего потребуется конденсатор и 875 транзистор. Можно использовать простейшее реле от автомобиля, которое подключается к 12 Вольтам на компьютерном блоке питания.
Сам клапан может использоваться от различных автомобильных запорных устройств. Проще всего переделать воздушный клапан от автомобиля ГАЗ-24. Можно выбрать также электроклапан от редуктора с газовых баллонов.
Все имеющиеся органы управления и ШИМ-регулятор подачи проволоки сварочного полуавтомата располагают на передней панели системного блока. К блоку управления и контроллеру подачи проволоки с газом подключают уже готовый инвертор с мощностью не менее 150 ампер. Останется выполнить пробный запуск и при необходимости внести соответствующие корректировки в работу системы подачи сварочной проволоки и защитного газа.
Модернизация устройства
В процессе работы силовой блок инверторного полуавтомата будет нагреваться, что может привести к поломкам инвертора и плат управления. Ремонт агрегата после таких поломок будет крайне сложен. Чтобы избежать подобного необходимо установить внутри инвертора и системного блока термодатчики и кулеры, которые смогут эффективно охлаждать работающее оборудование.
Можно использовать оптронную пару, которая подключается в общий блок управления работы оборудования. При превышении температуры внутри инвертора датчики будут посылать соответствующие сигналы на исполнительное реле, отключающее подачу электроэнергии вплоть до полного охлаждения устройства.
Дополнительно для охлаждения системного блока можно использовать различные кулеры от старых компьютеров. Кулеры будут различаться своими размерами. Можно подобрать вентилятор, который справится с качественным охлаждением системного блока, внутри которого располагается инвертор и другая автоматика. Используемый кулер подключается к 12 вольтовому блоку питания напрямую или через термодатчик, который при увеличении температуры внутри корпуса будет посылать сигнал на подачу напряжения. Блок управления включит вентилятор, что гарантирует быстрое охлаждение корпуса полуавтоматического аппарата.
Сборка полуавтоматического сварочного аппарата не представляет особой сложности, поэтому с такой работой сможет справиться каждый домовладелец. Необходимо лишь использовать качественный мощный инвертор, а горелку с приводом лучше всего взять от промышленных заводских полуавтоматов. Это позволит существенно упростить изготовление техники. В интернете можно найти различные схемы исполнения полуавтоматических сварочных аппаратов, реализовать которые не составит особого труда. Такой аппарат будет отличаться функциональностью и универсальностью в использовании.
pochini.guru
Как собрать простой сварочный аппарат в домашних условиях
В любой мастерской по обработке металла очень удобно работать, если под рукой есть сварочный аппарат. С его помощью можно надежно соединять металлические детали или конструкции, вырезать отверстия, а то и просто разрезать заготовки в нужном месте.
Такой полезный инструмент можно сделать своими руками, главное, во всем хорошенько разобраться, а мастерство делать красивый и надежный шов, придет с опытом.
Краткое содержимое статьи:
- Переменный выходной ток
- Размеры провода
- Вторичная обмотка
- Многожильный провод
- Сердечник
- Инвертор
- Фото сварочного аппарата в домашних условиях
Переменный выходной ток
Дома, на даче, на производстве чаще всего встречаются именно такие аппараты. Многие фото сварочного оборудования показывает, что оно сделано своими руками.
Самые главные составляющие для такого аппарата – это провод для двух обмоток и сердечник для них. Фактически – это трансформатор для понижения напряжения.
Размеры провода
Аппарат будет довольно хорошо работать при напряжении на выходе 60 вольт и током до 160 ампер. Расчеты показывают, что для первичной обмотки нужно взять медный провод сечением 3, а лучше 7 квадратных миллиметров. Для алюминиевого провода сечение должно быть больше в 1,6 раза.
Изоляцию проводов необходимо использовать тканевую потому, что провода в процессе работы сильно нагреваются и пластик просто расплавится.
Укладывать первичную обмотку нужно очень тщательно и аккуратно потому, что она имеет много витков и находится в зоне высокого напряжения. Желательно, чтобы провод был без разрывов, но если нужной длины нет под рукой, то куски необходимо надежно соединить и спаять.
Вторичная обмотка
Для вторичной обмотки можно брать медь, а можно алюминий. Провод может быть как одножильным, так и состоящим из нескольких проводников. Сечение от 10 до 24 квадратных миллиметров.
Очень удобно наматывать катушку отдельно от сердечника, например на деревянную заготовку, а потом набирать пластины из трансформаторной стали в готовую, надежно изолированную обмотку.
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.
На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.
Сердечник
Хорошие характеристики показывают самодельные сварочные аппараты на основе сердечников из трансформаторной стали. Они набираются из пластин толщиной 0,35-0,55 миллиметров.
Важно правильно подобрать размер окна в сердечнике, чтобы в него поместились обе катушки, и площадь в разрезе (его толщина) была 35-50 квадратных сантиметров. По углам готового сердечника устанавливаются болты, а гайками все плотно стягивается.
Первичная обмотка состоит из 215 витков. Для возможности регулирования сварочного тока готового аппарата можно сделать выводы от намотки на 165 и 190 витках.
Все контакты крепятся на пластине из изоляционного материала и подписываются. Схема такова: чем больше витков катушки, тем больше ток на выходе. Вторичная обмотка состоит из 70 витков.
Инвертор
Своими руками можно собрать еще один сварочный прибор – это инвертор. У него есть ряд положительных отличий от трансформатора. Самое первое, что бросается в глаза, – его небольшой вес. Всего несколько килограммов. Можно работать, не снимая аппарат с плеча. Затем, рабочий постоянный ток, это позволяет создавать более аккуратный шов, да и дуга не так скачет. Проще работать начинающим сварщикам.
Детали для сборки такого аппарата продаются в магазинах и на рынке. Необходимо лишь знать маркировку. Особого внимания требует качество транзисторов потому, что они находятся в самой напряженной области конструкционной схемы инвертора. Для охлаждения прибора используют принудительную вентиляцию в виде охлаждающих радиаторов и вытяжных вентиляторов.
Таким образом, если составить каталог самодельных сварочных аппаратов, то получится длинный список из трансформаторов различной конструкции, инверторов, сварочных полуавтоматов и автоматов. Такие приборы позволяют работать с чугуном и сталью, алюминием и медью, нержавейкой и тонким листовым железом.
Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильности сборки, а также от соблюдения правил безопасности на всех этапах создания и эксплуатации подобных приборов.
Фото сварочного аппарата в домашних условиях
Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉
Самодельная полуавтоматическая установка TIG.
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, электродуговая и кислородно-топливная сварка
- Самодельная полуавтоматическая установка TIG.
28.08.2016 #1
Самодельная полуавтоматическая установка Tig.
Не знаю, как это началось, но мы просто болтали глупости в местном хакерском пространстве. Мы нашли старый портал от большого чертежного плоттера или что-то в этом роде, привязали к нему горелку Tig.
После пары прогонов, набирая скорость со старым блоком питания, мы получили неплохие результаты. Смотрите видео. Как вы можете видеть на видео, очевидно, что он все еще нуждается в дозвоне, тем не менее мы задались вопросом, что еще мы могли бы сделать.С этой текущей настройкой угол, высота и скорость горелки TIG были определены за нас, так как нам все еще нужно было использовать педаль управления и подающий стержень. Мы провели мозговой штурм идей и хотим включить: автоматическую подачу присадочной проволоки, регулируемый контроль высоты и, надеюсь, контроль силы тока, а. Ардуино.
Это позволит нам контролировать скорость, уровень наполнения и управление псевдо-педалями.
Пожалуйста, вернитесь к этому для получения дополнительных обновлений.
Скоро будут фото.Ответить с цитатой
28.
08.2016
#2Re: Самодельный полуавтоматический Tig.
отлично подходит для плоской пластины в горизонтальном положении!
Первый на WeldingWeb, у которого есть прокручивающийся знак!
Ответить с цитатой
28.08.2016 #3
Re: Самодельный полуавтоматический Tig.
Спасибо. Сегодня вечером поработаю еще над этим. Мы собираемся отказаться от рамы принтера и использовать алюминий с Т-образными пазами для новой рамы с регулируемым креплением горелки TIG. Как упоминалось выше, мы используем механизм подачи проволоки MIG в качестве двойного держателя стержня TIG/держателя проволоки MIG. Вечером должно быть новое видео с фотками.
Ответить с цитатой
28.08.2016 #4
Re: Самодельный полуавтоматический Tig.
вот фото результатов. это все еще подается с наполнителем вручную… следующее обновление будет с автоматической подачей….
Прикрепленные изображенияОтветить с цитатой
08-29-2016 #5
Re: Самодельный полуавтоматический Tig.
Интересный проект!
На прошлой работе я участвовал в сборке аппарата для автоматической сварки TIG.
Деталь вращалась под резаком ходовым винтом/серводвигателем.
Наполнитель подавался с помощью механизма подачи проволоки. Серводвигатель, механизм подачи проволоки, усилители
и газовый клапан управлялись с ПК. Машина сделала
красивых сварных шва, но по-прежнему требовался опытный оператор
(сварщик TIG).
Удачи и держите нас в курсе!Miller a/c-d/c Thunderbolt XL
Миллерматик 180
Пурокс О/А
Смит Литтлторч O/A
Хобарт Чемпион ЭлитаОтветить с цитатой
29.08.2016 #6
Re: Самодельный полуавтоматический Tig.
Вот видео моего приятеля, описывающего нашу импровизированную машину.
Видео показывает хороший крупный план результатов, но я загружу картинку завтра или когда получу рабочий стол.
Еще не все, и, пожалуйста, оставьте комментарий, если у вас есть какие-либо идеи..
Спасибо .Ответить с цитатой
29.08.2016 #7
Re: Самодельный полуавтоматический Tig.
Очень круто. Мне нравится видеть творческие способы использования оборудования и других ресурсов.
2016 AHP AlphaTIG 200X
Dave’s Astro Shop
Dave’s Telescopes PageОтветить с цитатой
08-29-2016 #8
Re: Самодельный полуавтоматический Tig.
Прошу прощения за мой шум..
..Но вы не на пути создания автоматизированной установки MIG (GMAW)? Что-то вроде роботов-сварщиков, которые продаются уже много лет.
Продолжайте экспериментировать! Веселиться. Взломайте сколько душе угодно. Но имейте в виду, что вы можете заново изобретать велосипед.
Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 «игрушка» GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
29.08.2016 #9
Re: Самодельный полуавтоматический Tig.
Круто, я помню, как пару месяцев назад впервые попробовал аргонодуговую сварку, думая, как было бы неплохо иметь моторизованный ручной механизм подачи прутков.
Lincoln, ESAB, Thermal Dynamics, Victor, Miller, Dewalt, Makita, Kalamzoo. Ручной инструмент, электроинструмент, сварочный и режущий инструмент.
Ответить с цитатой
29.08.2016 #10
Re: Самодельный полуавтоматический Tig.
Первоначально написал N2 Welding
Круто, я помню, как пару месяцев назад впервые попробовал аргонодуговую сварку, думая, как было бы неплохо иметь моторизованный ручной механизм подачи прутков.
вы имеете ввиду вот так: https://www.arc-zone.com/index.php?m…1354_2182_1356 ?Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 «игрушка» GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
29.08.2016 #11
Re: Самодельный полуавтоматический Tig.
Не совсем то, что я имел в виду, но тем не менее это круто и, вероятно, намного дороже, чем то, что я имел в виду. Представьте себе, что приводные ролики MIG или шпульного пистолета находятся в вашей руке, как шпульный пистолет, но вместо того, чтобы подавать проволоку из колеса проволоки, он будет подавать проволоку для тиг-прутка. Хотя теперь, когда я думаю об этом, он был бы довольно тяжелым и довольно громоздким в использовании, если бы устройство не было сделано из очень легких материалов, включая приводной двигатель, что на тот момент сделало бы его непомерно дорогим.
Мозговой штурм. Если бы моторизованную часть устройства можно было привязать к предплечью над запястьем, а трубку для кормления можно было бы держать как карандаш, то оно могло бы быть не таким тяжелым и громоздким в руке.
На самом деле его можно надеть как перчатку и бандаж для запястья со встроенной металлической опорой, которая помогает выдерживать вес и предохраняет запястье и руку от усталости.
Наконец, его можно настроить с помощью выключателя, как у механического карандаша, а также с опцией скорости подачи 2T и 4T с синхронизацией.
Извините, я не пытаюсь отвлечь вас от вашей идеи. Просто у меня была мысль, которой я думал поделиться.
Последний раз редактировалось N2 Welding; 29.08.2016 в 11:53.
Lincoln, ESAB, Thermal Dynamics, Victor, Miller, Dewalt, Makita, Kalamzoo. Ручной инструмент, электроинструмент, сварочный и режущий инструмент.
Ответить с цитатой
08-29-2016 #12
Re: Самодельный полуавтоматический Tig.
N2, есть механическое устройство, похожее на карандаш, которое будет индексировать стержень в вашей руке нажатием кнопки.
Но если вы не можете повернуть стержень, удерживая горелку, поддерживать постоянный зазор при перемещении резака, а затем погружать стержень почти непрерывными движениями, удерживая сварочную ванну в движении… Тогда вас вряд ли можно назвать сварщиком TIG.
Я снова влюбился в сварку, когда открыл для себя TIG и стал неотъемлемой частью процесса!
Да, я GTAW Snob. И горжусь этим!
Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 «игрушка» GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
08-29-2016 №13
Re: Самодельный полуавтоматический Tig.
SqWave 200
Миллерматик 190
Airco 200 AC
Hypertherm PM45
Ленточная пила Boice-Crane
Виктор О/АОтветить с цитатой
08-29-2016 №14
Re: Самодельный полуавтоматический Tig.
Ну сварщиком я пока не очень. Я учусь. Я думаю, что самым большим препятствием для меня с Тигом будет стать обеими руками и быть в состоянии равномерно подавать удочку и держать горелку обеими руками. Я правша, поэтому держать горелку в правой руке для меня легко, но кормить tig проволокой левой — это то, в чем я плохо разбираюсь. А теперь представьте, сколько раз я окунаю вольфрам, пытаясь поджечь левой рукой… :/
Lincoln, ESAB, Thermal Dynamics, Victor, Miller, Dewalt, Makita, Kalamzoo. Ручной инструмент, электроинструмент, сварочный и режущий инструмент.
Ответить с цитатой
29.08.2016 №15
Re: Самодельный полуавтоматический Tig.
Первоначально Послано N2 Welding
Ну, я еще не сварщик. Я учусь. Я думаю, что самым большим препятствием для меня с Тигом будет стать обеими руками и быть в состоянии равномерно подавать удочку и держать горелку обеими руками. Я правша, поэтому держать горелку в правой руке для меня легко, но кормить tig проволокой левой — это то, в чем я плохо разбираюсь. А теперь представьте, сколько раз я окунаю вольфрам, пытаясь поджечь левой рукой… :/
Попрактикуйтесь в соединениях внахлестку без наполнителя или попробуйте укладку проволоки, чтобы почувствовать работу горелки TIG. ТОГДА добавь замешательство от координации своей небрежной руки.Вы когда-нибудь завинчивали гайку и болт трещоткой и гаечным ключом? Если да; ты уже на полпути!
Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 «игрушка» GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
29.
08.2016
№16Re: Самодельный полуавтоматический Tig.
Спасибо, Майк, надо будет попробовать.
Да, и да, я затягивал и ослаблял множество комбинаций болтов и гаек, используя обе руки либо с помощью двух комбинированных ключей, либо с помощью комбинации гаечного ключа и храповика
Последний раз редактировалось N2 Welding; 29.08.2016 в 13:07.
Lincoln, ESAB, Thermal Dynamics, Victor, Miller, Dewalt, Makita, Kalamzoo. Ручной инструмент, электроинструмент, сварочный и режущий инструмент.
Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
5,4 В 400F Конденсаторный аппарат для точечной сварки DIY Светодиодный портативный аппарат для точечной сварки Набор полуавтоматических сварочных инструментов 0,25 мм 18650 Аккумулятор
Учитывая, что в последнее время появилось слишком много похожих продуктов, мы должны сделать некоторые различия:
1. С использованием конденсатора 2,7 В 100 Ф или 120 Ф с очень низким внутренним сопротивлением, 2 серии по 8 параллельных, внутреннее сопротивление: 5 мОм – всего 400 Ф, а не 1600 Ф
2. С использованием мягкого силиконового провода сечением 25 квадратных AWG, более низкое внутреннее сопротивление и приятный на ощупь
3. Он использует красную медную паяльную ручку с резьбой, которая имеет более низкое внутреннее сопротивление и более долговечна, чем традиционная латунная паяльная ручка
4. Панель управления была обновлена с новыми функциями, мы всегда будем выпускать новые версии, поэтому следите за обновлениями
5. Наша цена может быть выше, чем в других магазинах, но материалы, которые мы используем, будут лучше, чем в других магазинах, по крайней мере, я думаю, что наш аппарат для точечной сварки является лучшим в своем классе
6. Этот продукт собран и закончен. Его можно использовать сразу после получения товара. Кроме того, при заказе обратите внимание на тип вилки, которая вам нужна. Что касается тарифов, мы приложим некоторые усилия для этого
7. Добавлены функции отображения напряжения 1 и напряжения 2 для контроля напряжения при точечной сварке
Использование машины:
Подключите зарядное устройство? В правом нижнем углу находится кнопка вращения, вращение может перемещать курсор и регулировать размер значения, а подтверждение — нажать кнопку.
1.Чем больше значение импульса, тем сильнее способность к сварке. Например, значение первого импульса для точечной сварки никеля 0,15 мм составляет около 7, а второй импульс можно регулировать.
Ожидание: Проще говоря, чем больше значение непрерывного разряда, тем дольше время непрерывного разряда.
Автоматическая сварка: ее можно настроить в соответствии с вашими требованиями… (новичок рекомендует более одной секунды)
2. Настройка напряжения в интерфейсе позволяет регулировать напряжение разряда конденсатора, например: конденсатор представляет собой одиночный 2,8 В, тогда напряжение 5,6 В после последовательного соединения, если конденсатор 2,7 В, он регулируется 5,4 В, помните, чтобы не превышать напряжение после последовательного соединения!
3. Настройка системы:
(1) Зарядный ток относится к скорости зарядки, при которой заряжается конденсатор, чем больше значение, тем быстрее зарядка, диапазон значений составляет 1-10 А
(2) Выдерживаемое напряжение одиночного конденсатора: относится к диапазону выдерживаемого напряжения одиночного конденсатора, например выдерживаемое напряжение 2,7 В и конденсатор 2,7 В. Это безопасно. Конденсатор 2,8 В настроен на 2,7 В. Это не перенапряжение и длительное использование приведет к повреждению конденсатора
Не устанавливайте значение напряжения, превышающее емкость! Сохраните и выйдите после изменения данных!
4.Например:
Точечная сварка 0,15 листов никеля Настройка: импульс 1 – 5 мс, импульс 2 – 5 мс, АВТО – 1 с.
Точечная сварка никеля 0,2 мм. Настройки: импульс 1 — 12 мс, импульс 2 — 5 мс, АВТО для 1S
Рекомендуется устанавливать значение импульса 1 и импульса 2 в пределах 20 мс для поддержания работоспособности аппарата точечной сварки
Упаковочный лист (весь комплект) :
1*ПРОДОВОЙ СВОЙСТВЕННАЯ СВОЙСТВА.0363
Возврат
Вы можете вернуть этот товар в течение 15 дней с момента доставки для полного возврата средств. Мы также оплатим стоимость обратной доставки, если возврат является результатом нашей ошибки (вы получили неправильный или дефектный товар и т. д.).
Если вам нужно вернуть товар, свяжитесь с нами, указав номер вашего заказа и сведения о продукте, который вы хотите вернуть. Мы быстро ответим и предоставим инструкции о том, как вернуть товары из вашего заказа.
Продукт не работает должным образом?
Наша служба поддержки клиентов может решить большинство проблем, связанных с продуктом, быстро и эффективно. Чтобы получить поддержку, свяжитесь с нашей командой, заполнив форму отправки на странице Контакты.
Право на возврат
Чтобы возврат имел право на возмещение, убедитесь, что вы вернули в течение 15 дней с даты доставки вашего товара.
Убедительно просим вас вернуть нам товар в течение новое или малопользованное состояние без признаков износа. Если товар находится в использованном состоянии, пожалуйста, отправьте нам фотографию, чтобы подтвердить его состояние, прежде чем вернуть его. Мы оставляем за собой право отказать в возврате, если есть какие-либо признаки износа или отсутствия деталей.
Имейте в виду, что мы покрываем стоимость возврата только в том случае, если возврат является результатом нашей ошибки (вы получили неправильный или дефектный товар и т. д.).
Все клиенты должны связаться с нами, прежде чем отправлять нам что-либо. Мы не несем ответственности за возвращенные товары без предварительного уведомления.
Возврат
После успешной проверки вашего возврата мы обработаем полный возврат средств на кредитную/дебетовую карту или счет PayPal, который использовался для размещения первоначального заказа.
Вы должны рассчитывать на возмещение в течение четырех недель после возврата посылки, однако во многих случаях вы получите возмещение быстрее. Этот период времени включает в себя время доставки вашего возврата от грузоотправителя (от 5 до 20 рабочих дней), время, необходимое нам для обработки вашего возврата после его получения (от 3 до 5 рабочих дней), и время, которое требуется вашего банка для обработки нашего запроса на возврат средств (от 3 до 5 рабочих дней).
Полуавтоматические машины для изготовления окон из ПВХ против портативных машин для изготовления окон из ПВХ Saicon
Перейти к содержимому
В этом блоге мы будем проводить подробное сравнение между портативными машинами для изготовления окон из ПВХ SAICON и полуавтоматическими машинами для изготовления окон из ПВХ.
Если вы не хотите читать текст блога, вы можете пропустить текст и посмотреть видео под этим текстом блога.
Чтобы это сравнение было честным и прозрачным, мы решили посетить завод, который использует полуавтоматические машины для производства окон из ПВХ, и узнать у них, с какими проблемами они сталкиваются, используя свои полуавтоматические машины для производства окон и дверей из ПВХ.
Мы также позаботились о том, чтобы производитель, чью фабрику мы решили посетить, был опытным. В данном случае выбранная нами компания по производству окон ПВХ имеет опыт работы 13 лет.
Итак, давайте начнем с первой машины, которую мы здесь видим, и это машина для резки стеклянных бусин.
Как вы знаете, SAICON научит вас резать стеклянные бусины с помощью самой торцовочной пилы. Таким образом, вам не нужно вкладывать средства в полуавтоматическую машину для резки стеклянных бусин, показанную ниже.
Полуавтоматическая машина для резки стеклянных шариковВторая машина, с которой мы столкнулись, — это машина для резки с двумя головками. Теперь здесь заключается небольшая разница. Набор машин, которые мы предоставляем вам в нашей Переносной установке для производства окон из ПВХ , представляет собой станок для резки с одной головкой, которого более чем достаточно для ваших производственных нужд. Но если вам нужно более высокое качество резки, вы также можете купить еще одну торцовочную пилу с одной головкой, которая в конечном итоге обеспечит вам тот же объем производства, что и станок для резки с двумя головками, за меньшую часть стоимости.
Станок для резки с двумя головками Третьим станком, с которым мы столкнулись на их фабрике, был станок для резки с V-образным вырезом. Теперь этот процесс V-образной резки, V-сварки и V-очистки является очень сложным и трудоемким процессом. Покупка такого количества машин только для выполнения такой небольшой работы по V-образной сварке, по моему мнению, не имеет смысла. Поэтому мы научим вас, как сделать механическое соединение, используя только режущий станок. Таким образом, вам не нужно вдаваться в детали процесса V-образной резки, V-сварки и V-очистки.
Четвертая машина, которую мы видели, была машиной для резки пазов. Теперь это очень простой процесс, который можно легко выполнить с помощью долота, и не волнуйтесь, мы научим вас, как это сделать, в подробном обучающем видео продолжительностью 3,5 часа, которое вы получите от нас вместе с SAICON Переносная установка для производства окон из ПВХ. .
Машина для пробивки замков из ПВХ Теперь идет пятая машина, которая была машиной для водных слотов. Теперь проблема с большинством полуавтоматических машин для водного слота заключается в том, что они не могут просверлить водяной слот в средней дорожке 2,5-гусеничной рамы или 3-гусеничной рамы. Но эта проблема легко решается при использовании Портативные машины для производства окон из ПВХ SAICON . Поскольку у нас есть специальный станок, предназначенный только для создания водяных прорезей на средней гусенице 2,5-гусеничной рамы или 3-гусеничной рамы.
Теперь мы наткнулись на одну из самых важных машин, и это машина для сварки углов ПВХ. Машина, которая была у них на заводе, представляла собой полуавтоматический четырехголовочный угловой сварочный аппарат для ПВХ. Но основная проблема с полуавтоматическими сварочными аппаратами заключается в том, что они настольные. Поэтому, когда вам нужно сварить большую раму двери или окна из ПВХ, расширенная свободная часть рамы, которая выдвигается наружу во время процесса сварки углов из ПВХ, имеет тенденцию прогибаться из-за собственного веса, и для этого требуется несколько дополнительных людей. держите раму, пока кто-то занимается сваркой.
Но с портативными угловыми сварочными аппаратами SAICON такой проблемы нет. Независимо от того, насколько велика рама, вы всегда можете легко поставить ее на землю и сварить. Наши производители даже изготовили рамы размером до 12 футов x 19 футов, используя нашу портативную угловую сварочную машину из ПВХ.
Затем мы подошли к полуавтоматической машине для зачистки углов. Эта машина очищает излишки полировки углов профиля из ПВХ после сварки. Проблема, с которой сталкиваются эти полуавтоматические машины для очистки углов, заключается в том, что глубину канавки для очистки углов, сделанной в верхней части профиля, нельзя отрегулировать в соответствии с вашими предпочтениями.
Но с портативными машинами для зачистки углов SAICON вы получаете дополнительное преимущество в регулировке глубины канавки для зачистки углов, которую вы делаете после сварки углов ПВХ.
Полуавтоматическая машина для очистки углов пвх И последнее, но не менее важное: необходимо помнить, что для работы всех полуавтоматических или автоматических машин для изготовления окон из пвх требуется большой и мощный воздушный компрессор. Но с портативными машинами для производства окон из ПВХ SAICON вам не нужно об этом беспокоиться, так как все машины SAICON Upvc полностью электрические и, следовательно, не требуют для работы воздушного компрессора.
Мой единственный девиз здесь — не унижать полуавтоматические машины для производства окон из ПВХ, а четко дать вам понять сравнительный анализ преимуществ, которые вы получаете в портативной установке для производства окон из ПВХ SAICON по сравнению с другими полуавтоматическими установками для производства окон из ПВХ.
SAICON Портативные оконные машины из ПВХ и полуавтоматические машины для производства окон из ПВХ (часть 1) Портативные машины для производства окон из ПВХ SAICON и полуавтоматические машины для изготовления окон из ПВХ (часть 2)Обязательно ознакомьтесь с нашим другим блогом «Процесс маркетинга окон и дверей из ПВХ»
Если вы планируете настроить собственную фабрику по производству окон и дверей из ПВХ, не стесняйтесь обращаться к нам. Мы производим полностью портативные машины для производства окон из пвх.
Нравится:
Нравится Загрузка…
ОпубликованоDr. Амит Чакрабарти Posted inUncategorizedДоктор Амит Чакрабарти является изобретателем первой в мире полностью портативной оконной машины из ПВХ. Он работает в индустрии окон уже 16 лет и постоянно вносит свой вклад в инновации и разработки продуктов в дверной и оконной промышленности. Он также был награжден многочисленными наградами из Индии и за рубежом за свои достижения. Он также был удостоен звания почетного доктора делового администрирования престижного Национального американского университета (НАУ), Денвер, США. Посмотреть больше сообщений
Маски для сварки ушных петель Производители в Индии | Ультразвуковой аппарат для сварки ушных петель в Индии
Перейти к содержимому Производители сварочных аппаратов для изготовления ушных петель в масках для лица в Индии | полуавтоматический / ручной сварочный аппарат для ушных петель. . Этот полуавтоматический аппарат для сварки ушных петель для лицевой маски подходит для полуавтоматической сварки ушных петель, вам необходимо подавать корпус лицевой маски вручную, и машина для изготовления масок будет работать, одновременно автоматически приваривая ушные петли с обеих сторон, а после сварка, соберу вместе и изготовление масок с комфортное ношение и недавящее достигается.
- С помощью аппарата для ручной сварки ушных петель лицевой маски ушная петля маски герметизируется путем нагревания краев.
- Кроме того, установлена фотоэлектрическая система обнаружения , которая обеспечивает низкий уровень отказов.
- Рулоны ушных петель расположены в этом сварочном аппарате таким образом, что ушная петля автоматически разрезается, а затем запечатывает маску точно .
- Автоматический сварочный аппарат для ушных петель производства Five Finger используется для автоматического присоединения ушных петель к пустой маске.
- Этот аппарат для ультразвуковой сварки ушных петель оснащен алюминиевым профилем и нержавеющей сталью.
Запросить БЕСПЛАТНУЮ оценку
Выберите свой продуктМашина для изготовления лицевых масокСварочная машина для ушных петельМашина для фиксации петель N95 Ультразвуковая машина для запечатывания краевМашина для хирургических масок с автоматической фиксацией петельХирургическая машина для изготовления пустых масок для лицаN95 Машина для изготовления пустых масокПолуавтоматическая машина для крепления петель для масокДругое оборудование
Высококачественный ультразвуковой аппарат для сварки ушной петли с маской Поставщики в Индии Мы с гордостью предлагаем широкий ассортимент автоматических аппаратов для сварки ушной петли с внутренней маской в Индии с использованием новейших технологий и проверенных на качество компонентов . Эти машины изготавливаются специалистами под наблюдением и руководством квалифицированных специалистов в соответствии с мировыми отраслевыми стандартами. Он прост в эксплуатации и требует, чтобы всего один человек справился со всем производственным процессом. Благодаря своим превосходным характеристикам, эти полуавтоматические/ручные сварочные аппараты для ушных петель для лицевых масок пользуются большим спросом. Наш ультразвуковой сварочный аппарат для лицевых масок предлагается в различных спецификациях для удовлетворения потребностей отрасли. Мы поставляем надежные продукты по всей Индии. Кроме того, клиенты могут помочь этим механизмам согласно их потребностям по разумной цене.
Характеристики:
| Описание | Деталь |
| Тип маски | Хирургический 3-слойный |
| Диаметр ушной петли | 2,5 мм |
| Скорость | 30-40 шт/мин |
| Блок питания | 220 В/50 Гц |
| Ультразвуковой | 20 кГц |
| Суммарная мощность | 4 кВт |
| Вес | 700 кг |
| Размеры (д*ш*в) | 2400*1200*1500 мм |
.
Аппарат для сварки ушных петель подходит для сварки ушных петельОснову маски необходимо подавать вручную
Машина автоматически приварит ушную петлю с обеих сторон одновременно
После сварки она соберет вместе и изготовит маски
Оснащен алюминиевым профилем и нержавеющей сталью
ПОЛУЧИТЬ!
Видео о продукте
Получите недорогую машину для сварки ушных петель с нетканой маской для лица в Индии
Ultimate Features:
Robustness
Safety & protection
Anti — Rust
Quality assurance
Productivity
Simple structure
Easy cleaning
Low maintenance
Efficiency
Easy to Maintain
Мы гарантируем, что цена нашего аппарата для сварки ушных петель с нетканой маской для лица является самой доступной на рынке. Мы гарантируем качество нашей машины, скорость производства и общую производительность. В наши услуги входит послепродажная поддержка, обучение, бесплатная установка и демонстрация и многое другое. Поскольку мы являемся прямым производителем полуавтоматических сварочных аппаратов для изготовления ушных петель, мы можем предложить вам лучшую цену! Повысьте производительность с помощью наших высокоскоростных машин.
Мы всегда приносим продукты хорошего качества со 100% меры безопасности
0+
ПК/мин
0+
PCS/HR
DO YOU HAND HAST HAND GARPLEND GARPLEND GARPLED GARPLED GARPLID DARPLIDE DARPLIDE DARPLIDE DARPLIDE DARPLIDE DARPLIDE DARPLIDE DARPLIDE DARPLIDE DARPLIDE DARPLING. Индия?Запрос мгновенного предложения
Ссылка для загрузки страницыПерейти к началу
Производитель полуавтоматических аппаратов для точечной сварки, Поставщик и экспортер полуавтоматических аппаратов для точечной сварки
Далее > >
Полуавтоматическая машина для точечной сварки
Код продукта: 10
Цена и количество
- Минимальный объем заказа
- 1 комплект
- Диапазон цен
- 39000,00 — 43000,00 долларов США ($)
Описание продукта
Следуя международным стандартам качества, мы считаемся трудолюбивой фирмой, предлагающей широкий ассортимент полуавтоматических аппаратов для точечной сварки. Он применим для мониторинга автомобильных аккумуляторов, чтобы проверить, есть ли холодные или сухие паяные соединения. Полуавтоматическая машина для точечной сварки автоматически подключает необходимое напряжение тока для измерения и проверки микромощности точки сварки. Приводится в действие через электрический источник при очень меньшем энергопотреблении. Это обеспечивает долгий срок службы и фантастическую управляемость.
Specification