Как переделать сварочный инвертор в полуавтомат своими руками?
Главная » Сварочные аппараты » Модификации » Делаем сварочный полуавтомат из инвертора
0
Опубликовано: 22.03.2017
Современными производителями выпускается большое количество сварочных инверторов, обладающих широким набором функций. В их числе полуавтоматические аппараты, работающие в режиме MIG/MAG, что означает подачу инертного или активного газа и сварочной проволоки к месту соединения заготовок. К сожалению, стоимость таких агрегатов превышает финансовые возможности многих людей. Поэтому желание переделать сварочные инверторы в полуавтоматы, находит всё больше последователей, поскольку удаётся сэкономить значительные суммы. Мы рассмотрим возможность такой переделки и необходимые для этого детали.
Мы рассмотрим возможность такой переделки и необходимые для этого детали.
Оглавление:
- Основные отличия сварочного инвертора от полуавтомата
- Устройство горелки и шланга сварочного полуавтомата
- Конструкция подающего устройства
- Поэтапная сборка полуавтомата
- Подводим итоги
- сварочный аппарат с режимами AC/DC, выдающий на выходе регулируемые токи от 10 до 200А, с переменным импульсным напряжением;
- горелка с возможностью подачи сварочной проволоки и соответствующего газа к месту сварочных работ;
- шланг, армированный пружиной для обеспечения бесперебойной подачи проволоки и газа;
- газовый баллон с редуктором и манометром;
- обратный сварочный кабель с зажимом;
- блок управления;
- надёжный, регулируемый узел подачи сварочной проволоки различной толщины.

Устройство горелки и шланга сварочного полуавтомата
Используя сварочный полуавтомат, мы можем увеличить скорость работы более чем в два с половиной или в три раза, поскольку нет необходимости в многократном проходе шва, в его зачистке и в замене штучных электродов. Для роста производительности, нужно обеспечить бесперебойную подачу инертного газа, напряжения и проволоки к сварочной ванночке. С этой целью используют устройство, состоящее из следующих компонентов:
- баллон с редуктором, настроенный на расход 6-10 л в минуту и укомплектованный шлангом подачи газа;
- еврорукав, шланг-кабель длиной 3 м, по которому осуществляется подача тока, проволоки и газа, а также управляющего сигнала;
- горелка с наконечником, кнопкой включения и насадкой под разный диаметр проволоки, снабжённая форсункой для инертного или активного газа.

Создать самостоятельно еврорукав — довольно сложно, нужно учитывать, что диаметр используемой проволоки колеблется от 0,8 до 1.6 мм, и она беспрепятственно должна проходить через сварочный шланг. Для этой цели канал снабжается пружиной, с использованием тефлонового покрытия, кроме того, по тому же рукаву проходит подача газа. По кабелю проходит и управляющий сигнал от кнопки горелки, а на конце обычно ставят многоконтактный евроразъём, по которому осуществляется включение и подача всех компонентов.
Сложная конструкция горелки и её работа в условиях высоких температур, подразумевает наличие тугоплавких насадок с отверстиями под разные диаметры сварочной проволоки. Через горелку происходит подача газа, а также включение механизма подачи проволоки к сварочной ванночке. Состоит она из следующих элементов:
- ручка с кнопкой управления;
- горелка;
- газовое сопло;
- калиброванный токоподводящий наконечник.
Важно обеспечивать надёжность электрических контактов и герметичное соединение газовых шлангов.
Процесс сборки сварочного полуавтомата своими руками, может происходить как с использованием заводского подающего устройства, так и его самодельного варианта. Для того чтобы его изготовить собственноручно, необходимо понять — из чего состоит заводское изделие, а именно:
- на лицевой панели находится евроразъём для подключения сварочного рукава;
- на тыльной части корпуса — тумблер включения блока питания и разъёмы для соединения с инвертором и системой подачи газа;
- внутри корпуса находится блок питания подающего устройства;
- узел подачи с закреплённой, свободно вращающейся бобиной с проволокой;
- далее расположено прижимное, регулируемое подающее устройство, соединённое через редуктор с валом электродвигателя;
- схема регулировки оборотов электродвигателя, обеспечивающая поступательное движение сварочной проволоки с заданной скоростью;
 com/embed/WTWWNDee8GA?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»>
com/embed/WTWWNDee8GA?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»> - соленоид, обеспечивающий или перекрывающий подачу газа в горелку через клапан;
- трубки подачи газа к соленоиду и евроразъёму;
- силовой кабель, подводящий сварочный ток к узлу подачи проволоки;
- схема согласования подачи газа и движения проволоки с задержкой в 1-2 секунды, препятствующая прогорание или залипание проволоки, при работе в агрессивной кислородной среде;
- кабели, соединяющие инвертор и подающее устройство.
Важно, чтобы система подачи была смонтирована на электроизолирующем материале, так как сварочная проволока находится под напряжением и является электродом, и необходимо не допустить электрического контакта с корпусом оборудования.
Необходимо обеспечить эффективный регулируемый прижим подающего ролика, поскольку проволока имеет разное сечение, в зависимости от толщины свариваемых заготовок. Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать перегибов, затрудняющих плавную подачу с необходимой скоростью. Материал шланга, подводящего газ, должен быть термостойким, а соединения — обеспечиваться надёжными хомутами. Не составит особого труда подобрать подходящий по параметрам блок питания, который будет обеспечивать работу электродвигателя и электронных схем подающего устройства.
Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать перегибов, затрудняющих плавную подачу с необходимой скоростью. Материал шланга, подводящего газ, должен быть термостойким, а соединения — обеспечиваться надёжными хомутами. Не составит особого труда подобрать подходящий по параметрам блок питания, который будет обеспечивать работу электродвигателя и электронных схем подающего устройства.
Дальнейшие действия по сборке полуавтомата из сварочного инвертора, подающего устройства и еврорукава с горелкой заключаются в следующем:
- переключить инвертор в режим MIG и соединить его с подающим устройством силовым и управляющим кабелем;
- подключить баллон с газом через редуктор и манометр к подающему устройству, а также отрегулировать подачу 6-10 л в минуту в зависимости от состава газа и условий сварки;
- установить и закрепить катушку с проводом в узел подачи;
- с помощью схемы контроля оборотов, выставить необходимую скорость подачи сварочной проволоки и убедиться в её беспрепятственном движении;
- соединить горелку с еврорукавом, который, в свою очередь, подсоединить к устройству подачи;
- включить инвертор и оборудование для подачи и убедиться в наличии задержки между приходом газа и движением проволоки в 1-2 секунды.

Правильный подбор толщины проволоки, состава инертного или активного газа, а также корректная работа радиоэлектронных компонентов, обеспечат высокую скорость и качество сварочных работ.
Подводим итоги
Мы рассмотрели некоторые способы переделки сварочных инверторов в полуавтоматы своими руками. Это довольно сложная задача, при пристальном изучении, не является особенно трудной. Важно лишь обеспечить надёжное функционирование элементов и электробезопасность. Главное, что эти усилия и временные потери, обеспечат весьма существенную экономию денежных средств.
Сергей Одинцов
tweet
Переделать сварочный инвертор в полуавтомат своими руками
Инверторы широко применяются домашними и гаражными мастерами. Однако сварка таким аппаратом требует от оператора определенных навыков. Необходимо умение «держать дугу».
Необходимо умение «держать дугу».
К тому же сопротивление дуги — величина непостоянная, поэтому качество шва напрямую зависит от квалификации сварщика.
Все эти проблемы отходят на задний план, если вы работаете полуавтоматическим сварочным аппаратом.
Особенности конструкции и принцип работы полуавтомата
Отличительная черта этого сварочника — вместо сменных электродов применяется непрерывно подаваемая в зону сварки проволока.
Она обеспечивает постоянный контакт и обладает меньшим сопротивлением, в сравнении с дуговой сваркой.
Благодаря этому в точке контакта с заготовкой моментально образуется зона расплавленного металла. Жидкая масса склеивает поверхности, образуя качественный и прочный шов.
С помощью полуавтомата легко варятся любые металлы, включая цветные и нержавейку. Освоить технику сварки можно самостоятельно, нет необходимости записываться на курсы. Аппарат очень прост в эксплуатации, даже для начинающего сварщика.
Помимо электрической части — источника тока большой мощности, полуавтомат имеет в конструкции механизм непрерывной подачи сварочной проволоки и горелку, оборудованную соплом для создания газовой среды.
С обычной омедненной проволокой работают в среде защитного инертного газа (как правило — углекислого). Для этого баллон с редуктором подключают к специальному входному штуцеру на корпусе полуавтомата.
Кроме того, полуавтоматом можно варить в самозащитной среде, которая создается с помощью специального напыления на сварочной проволоке. В этом случае инертный газ не используется.
Именно простота работы и универсальность полуавтомата делает агрегат таким популярным среди сварщиков-любителей.
Во многих комплектах реализована функция два в одном — сварочный инвертор и полуавтомат в общем корпусе. От инвертора сделан дополнительный отвод — клемма подключения держателя сменных электродов.
Единственный серьезный недостаток — качественный полуавтомат стоит существенно дороже простого инвертора. При схожих характеристиках, стоимость отличается в 3-4 раза.
Поэтому домашние мастера стремятся по возможности переделать сварочный инвертор в полуавтомат. Как это сделать — мы расскажем в следующем материале.
Сварочный полуавтомат из инвертора своими руками
Для этого надо хорошо понимать схему работы устройства. При некорректном вмешательстве инвертор просто перестанет работать. Поэтому вопрос модернизации схемы – это отдельный разговор. Вначале рассмотрим механическую часть.
Для переделки (точнее — доработки) сварочного инвертора в полуавтомат, нам понадобятся следующие элементы:
- механизм подачи сварочной проволоки
- основной инструмент — горелка (пистолет)
- устойчивый к истиранию шланг (внутренний) для подачи сварочной проволоки
- герметичный шланг для подачи в зону сварки инертного газа
- бобина (катушка) со сварочной проволокой
- блок управления вашим полуавтоматом.

Оптимальным решением будет размещение механического блока в отдельном корпусе. Хорошо подойдет полноразмерный короб от системного блока компьютера. Причем блок питания задействуется для механизма подачи проволоки.
Примеряем размер бобины с проволокой. Должно остаться достаточно места для штатного БП и разъема для шланга.
Роликовый механизм подачи разрабатывается исходя из имеющегося двигателя. Неплохим донором является моторчик от стеклоочистителя со штатным редуктором.
Под него и проектируем раму механизма. Макет рисуется на картоне, для примерки в реальном масштабе.
Разъем и шланг с горелкой можно изготовить самому, но для безопасности лучше приобрести готовый комплект. Механизм подачи сварочной проволоки компонуется с предполагаемым размещением разъема.
Все компоненты должны располагаться ровно, напротив друг друга, для равномерной подачи проволоки. Поэтому ролики тщательно центруются относительно входного штуцера разъема. В качестве направляющих механизма подачи используем обычные шариковые подшипники.
Выполняем предварительную сборку механизма подачи в металле. Производим тонкую регулировку и подгонку взаимного расположения.
Важно! При любых перекосах, будет подклинивать проволока. Это сильно отвлекает во время сварки, и можно «запороть» шов.
Поскольку сварочная проволока будет находиться под напряжением, весь модуль вместе с разъемом должен быть изолирован от корпуса.
Можно использовать текстолит, прочную пластмассу или просто лист фанеры толщиной не менее 6 мм. Закрепляем конструкцию на корпусе, проверяем отсутствие взаимного касания металлических частей.
Первичная направляющая изготавливается из обычного болта, в котором сверлится продольное отверстие (обычной электродрелью).
Получается что-то вроде экструдера для проволоки, только со свободным ходом. На входной штуцер надевается фторопластовый кембрик, армированный пружиной.
Штанги прижимных роликов также необходимо подпружинить на растяжение. Сила натяжения регулируется болтом.
Сила натяжения регулируется болтом.
Консоль для подвеса бобины с проволокой изготавливаем из пластиковой трубы (система водоотведения) и толстой фанеры.
Обеспечивается достаточная прочность и (что особенно важно!) электрическая изоляция от металлического корпуса.
Примеряем катушку, производим заправку проволоки в механизм подачи. На этом этапе окончательно регулируем зазоры, взаимное расположение элементов, свободный ход проволоки.
После тонкой доводки необходимо обеспечить законтривание гаек. Есть много способов – краска, контргайки, герметик для металла.
Схема управления механикой полуавтомата
Скорость мотора контролируется ШИМ регулятором. При сварочных работах важно точно установить интенсивность подачи проволоки в зону сварки. Иначе вы не сможете обеспечить равномерный расплав металла шва.
Переменный резистор контроллера устанавливается на переднюю панель инвертора. Следующая важная часть схемы – реле управления клапана подачи инертного газа и запуска мотора.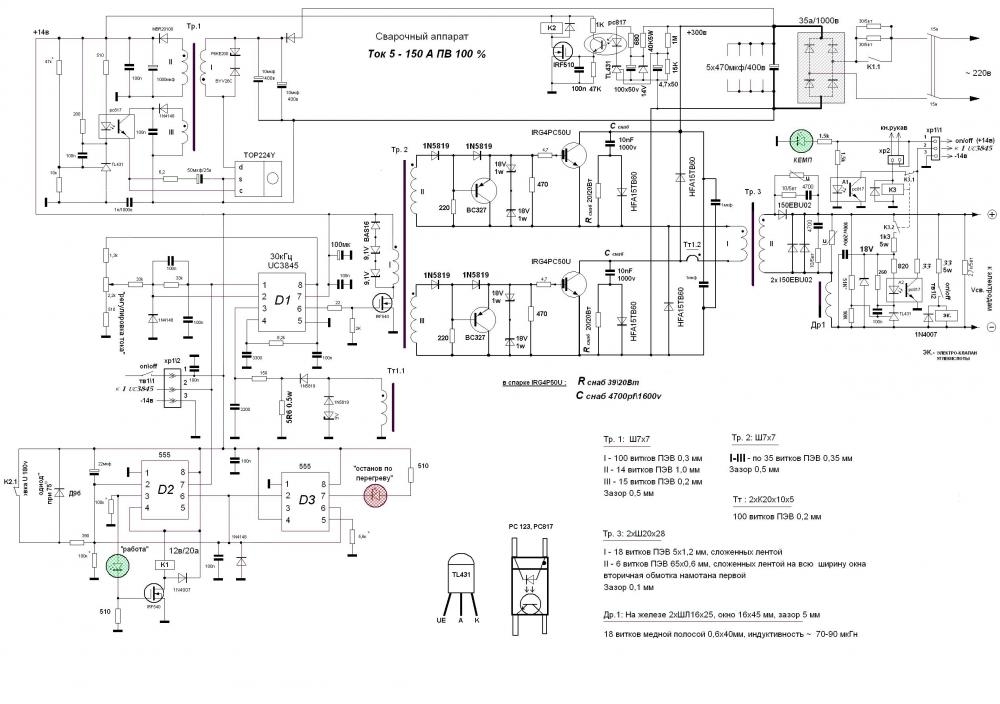 Контактные группы должны срабатывать от нажатия кнопки на горелке.
Контактные группы должны срабатывать от нажатия кнопки на горелке.
Причем газ должен подаваться на две-три секунды раньше, чем в зону сварки пойдет проволока.
Иначе зажигание дуги будет происходить в атмосферной среде, и проволока просто сгорит, вместо расплава.
Для этого собирается простенькое реле задержки на 815 транзисторе и конденсаторе. Для паузы в пару секунд достаточно 200-250 мкФ.
Реле подойдет обычное автомобильное. Питание у нас 12 вольт (компьютерный БП), поэтому подбирать компоненты удобно.
Собственно клапан устанавливается на свободное место в корпусе. Подойдет любое запорное устройство от автомобиля. В нашем случае – воздушный клапан от ГАЗ 24.
Финальная сборка
Компонуем все органы управления на передней панели, собираем корпус.
ШИМ регулятор скорости подачи можно оснастить цифровым индикатором. Задавая скорость, вы можете откалибровать показания, или просто запомнить цифры для тех или иных условий работы. В любом случае, это добавит комфорта при использовании.
В любом случае, это добавит комфорта при использовании.
Сварочный инвертор полуавтомат готов. Однако падающая вольтамперная характеристика делает работу неудобной. Нет той хваленой плавности сварки, характерной именно для полуавтомата.
Задача – сделать выходные параметры стабильными по напряжению, а не по току.
Для этого разработано много схем. Посмотрите на структурное решение – подбор элементов происходит для различных схем инверторов индивидуально.
Еще одна проблема – срабатывание на инверторе термодатчика защиты от перегрева. Это решается установкой оптронной пары. Термодатчик теперь используется в качестве контроллера для доработанной схемы.
Итог:
Полуавтоматический сварочный инвертор обойдется вам в сумму, втрое меньшую фабричного экземпляра. Главное – изучить схему вашего штатного сварочника, и не бояться выполнить работу своими руками.
Сварочный полуавтомат своими руками из инвертора: как сделать?
Екатерина
Время чтения: 7 минут
Полуавтомат для многих мастеров не просто инструмент. Это полноценный помощник в хозяйстве и на работе. Он может понадобиться каждому умельцу: от дачника до автолюбителя. Ведь полуавтомат отлично подходит для сварки всех типов металлов практически без ограничений по толщине и составу. При этом сварка может быть и профессиональной, и любительской.
Полуавтоматы появились не так давно в массовой продаже. Сварщики старой закалки помнят, как раньше варили металл с помощью больших громоздких трансформаторов. Однако, с развитием технического прогресса инженерам удалось сконструировать компактный и удобный полуавтомат. В начале 20 века он вытеснил аппараты прошлого поколения и завоевал уважения большинства сварщиков по всему миру.
Современный полуавтомат способен выполнять различные типы сварочных работ. Это может быть MMA сварка, MIG/MAG сварка, а также TIG сварка. Все это возможно благодаря «начинке» полуавтомата.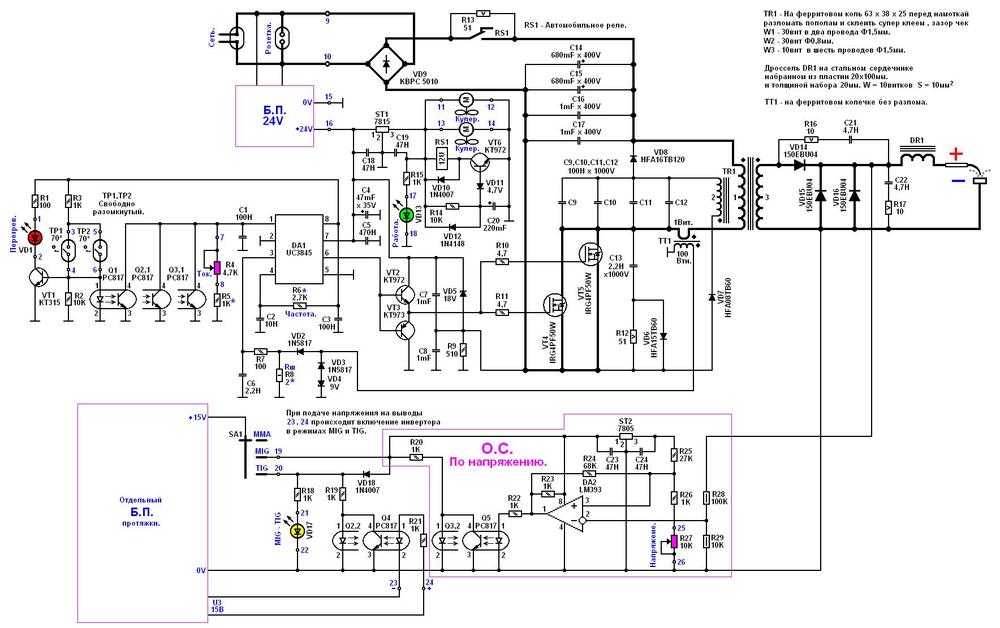 В основе аппарата лежит стандартный инвертор. Это значит, что в теории полуавтомат можно собрать самому. Конечно, используя инвертор в качестве «донора». В этой статье будет все: и основы работы полуавтомата, и переделка сварочного инвертора в полуавтомат.
В основе аппарата лежит стандартный инвертор. Это значит, что в теории полуавтомат можно собрать самому. Конечно, используя инвертор в качестве «донора». В этой статье будет все: и основы работы полуавтомата, и переделка сварочного инвертора в полуавтомат.
Содержание статьи
- Устройство полуавтомата
- Принцип работы
- Полуавтомат из инвертора
- Способ №1
- Способ №2
- Способ №3
- Вместо заключения
Устройство полуавтомата
Устройство полуавтомата — это первое, что вам нужно изучить, если вы хотите собрать свой аппарат.
Стандартный полуавтомат состоит из двух частей (или двух блоков): силовой и подающей. Подающая часть — это просто подающее устройство для полуавтоматической сварки. Но, давайте подробнее рассмотрим устройство полуавтомата.
Силовая часть, он же силовой блок — это, по сути, инвертор. Инвертор выполняет роль источника тока. Здесь все просто. А вот подающая часть представляет собой отдельно стоящий, подключаемый подающий механизм. Подающий механизм используется для подачи проволоки. Проволока продается в бобинах и бобина вставляется прямо в подающий механизм. Ее конец выходит через сопло горелки.
Подающий механизм используется для подачи проволоки. Проволока продается в бобинах и бобина вставляется прямо в подающий механизм. Ее конец выходит через сопло горелки.
Конечно, вам необязательно использовать подающий механизм, чтобы выполнить полуавтоматическую сварку. Проволоку можно подавать и вручную. Но это крайне неудобно, и в таком случае теряется вся суть полуавтоматической технологии.
Вот и все компоненты. Этого, конечно, недостаточно, чтобы сделать сварочный полуавтомат своими силами. Еще вам придется докупить детали, но они зависят от типа вашего инвертора и способа, с помощью которого вы будете переделывать его в полуавтомат. Не забудьте про комплектующие (горелка, рукав, правильно подобранное сопло и т.д.).
Принцип работы
Принцип работы полуавтомата прост. Он будет понятен даже новичку, так что внимательно изучите эту информацию. Она пригодится для сборки самодельного аппарата.
Итак, все начинается с подачи горелки в зону сварки. Горелка совмещает в себе два устройства: из своего сопла она подает защитный газ и проволоку одновременно. Количество газа сварщик регулирует вручную, а вот проволока подается в полуавтоматическом режиме (отсюда и название «полуавтомат»). Именно поэтому в процессе у сварщика всегда занята лишь одна рука. Та, что держит горелку.
Количество газа сварщик регулирует вручную, а вот проволока подается в полуавтоматическом режиме (отсюда и название «полуавтомат»). Именно поэтому в процессе у сварщика всегда занята лишь одна рука. Та, что держит горелку.
Как мы уже сказали, одновременно с проволокой в сварочную зону подается газ. В смеси газов между концом проволоки и поверхностью металл образовывается электрический разряд, благодаря которому плавится заготовка и сама проволока. Расплавленный металл смешивается с расплавленной проволокой. Далее можно формировать шов.
В данном случае проволока необходима и без нее сварка просто невозможна. Газ так же нужен, он защищает сварочную ванну от кислорода, поступающего извне. Но если у вас нет возможности использовать газ, вы можете взять специальную порошковую проволоку и варить только ею.
Полуавтомат из инвертора
Существует несколько способов, как можно из инвертора сделать рабочий полуавтомат. Мы перечислим самые интересные, на наш взгляд. Вы сможете воплотить их в домашних условиях, обладая базовыми знаниями в области электротехники.
Способ №1
Чтобы сделать инверторный сварочный полуавтомат своими руками, вам понадобится «донор». Без него сделать полуавтомат просто не получится. В качестве «донора» возьмите не самый слабый инвертор для ММА сварки. Он обязательно должен быть рабочим, и без проблем выполнять обычные сварочные операции.
Вам необходимо изменить вольт-амперные характеристики выбранного вами инвертора, чтобы он мог работать в режиме полуавтоматической сварки. Для этого можно использовать ШИМ-контроллер. Однако, этот вариант очень трудоемкий и не подойдет для тех, кто не силен в электротехнике.
Поэтому, чтобы собрать сварочный полуавтомат из инвертора своими руками, мы рекомендуем сделать дроссель. Для этого подойдет дроссель от лампы дневного света. И после дросселя нужно взять напряжение на обратную связь. Посмотрите ролик ниже, где подробно рассказывается суть этого способа. Там же в ролике есть понятная схема.
Способ №2
Второй способ крайне прост и подойдет для тех, кто обладает определенной инверторнойсваркой. Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
Способ №3
Последний способ превращения из сварочного инвертора в полуавтомат своими руками потребует некоторых знаний и навыков. В этом случае вам так же понадобится инвертор-донор. Учтите, что подойдет не любой аппарат. Вам нужен инвертор с компоновкой ZX-7. На выходе у него должен быть шунт, а на «первичке» должен быть трансформатор тока. Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
Читайте также: Как собрать сварочный аппарат своими руками?
Вместо заключения
Теперь вы знаете, как переделать сварочный инвертор в полуавтомат в домашних условиях. Такой аппарат станет отличной заменой полуавтомату заводского изготовления. Переделка обойдется недорого, и вы сможете развить свои навыки в сборке электроприборов. Самодельный полуавтомат хорошо переносит неаккуратное хранение и в целом неприхотлив к условиях работы. Еще одно преимущество самодельного аппарата — это его «начинка». Вы с точность до детали знаете, из чего он собран. Поэтому смоете быстро и недорого его починить в случае необходимости.
Такой аппарат станет отличной заменой полуавтомату заводского изготовления. Переделка обойдется недорого, и вы сможете развить свои навыки в сборке электроприборов. Самодельный полуавтомат хорошо переносит неаккуратное хранение и в целом неприхотлив к условиях работы. Еще одно преимущество самодельного аппарата — это его «начинка». Вы с точность до детали знаете, из чего он собран. Поэтому смоете быстро и недорого его починить в случае необходимости.
Но учтите, что не всегда самодельный полуавтомат из сварочного инвертора может решить все ваши трудности. Мы не рекомендуем переделывать инвертор под полуавтомат, если вы планируете использовать его как постоянный рабочий инструмент. Вы должны понимать, что самодельный аппарат может быть не таким надежным и продуманным, как заводской. И если вы будете выполнять сварку на выезде, то рискуете попасть в неприятную ситуацию. Для выполнения полупрофессиональной сварки лучше все-таки купить аппарат в магазине.
Конечно, в этой статье мы не затронули множество нюансов сборки самодельного полуавтомата. Но мы рассказали о самом главном. Инвертор можно переделать в полуавтомат, но это довольно трудоемко и самодельный аппарат будет работать немного хуже заводского. Вы должны понимать это, прежде чем примете верное решение. Желаем удачи в работе!
Но мы рассказали о самом главном. Инвертор можно переделать в полуавтомат, но это довольно трудоемко и самодельный аппарат будет работать немного хуже заводского. Вы должны понимать это, прежде чем примете верное решение. Желаем удачи в работе!
Похожие публикации
Сварочный полуавтомат своими руками из инвертора
Полуавтомат для сваривания является функциональным устройством, благодаря которому можно осуществлять сваривание различных видов металла. Такое устройство можно купить готовым, а можно изготовить из инвертора самостоятельно. Что бы изготовить полуавтоматический аппарат из инвертора, потребуется много усилий и соответственных знаний, но при стремлении можно осуществить задуманное. Для тех, кто решил попробовать совершить сборку данного устройства, потребуется исследовать схему, по которой работает полуавтомат, просмотрев различные видеоролики с фотографиями, а также раздобыть требуемые детали и приспособления.
Что понадобится для перестройки инвертора в полуавтомат
Для переделки инвертора в функциональный полуавтомат для сваривания, потребуется необходимые приспособления и комплектующие:
- Инвертор, который способен образовать ток для сваривания силой в 150А;
- Отвечающий механизм за подачу присадочного материала, проволоки;
- Горелка, которая является важным приспособлением для сваривания;
- Шланг, по которому осуществляется подача присадочного материала;
- Шланг, по которому поступает защитный газ в место соединения металлов для более качественного формирования шва;
- Катушка для присадочного материала, которую потребуется переделать для будущего оборудования.
- Электронный блок, который в итоге будет управлять процессом самодельного полуавтомата.
Важным моментом является перестройка устройства, для подачи в зону соединения присадочного материала, который проходит через гибкий шланг. Для того чтобы процесс проходил нормально без всяких затруднений, потребуется правильно осуществить скорость движения присадочного материала, для более красивого формирования шва, в соответствии с плавлением проволоки.
Необходимо отдать должное внимание регулировке, потому что при работе с полуавтоматом может использоваться проволока различного материала и толщины. Данное устройство было придумано именно из-за такой функции, поэтому механизму подачи полуавтомата необходимо выполнять ее на требуемом уровне.
Проволоки для полуавтоматов применяются разных диаметров, но самыми основными и распространенными считаются 0,8; 1; 1,2 и 1,6 мм. Перед осуществлением процесса сваривания, проволоку требуется подготовить, намотав ее на необходимую катушку, являющуюся приставкой полуавтомата, которая крепится на нем, благодаря нетрудным конструктивным приспособлениям. Во время процесса сваривания, происходит подача присадочного материала автоматически, что очень эффективно по времени, которое может быть затрачено при работе на других видах аппаратов гораздо больше, благодаря этому, технологическая операция считается гораздо востребованной и упрощенной.
Во время процесса сваривания, происходит подача присадочного материала автоматически, что очень эффективно по времени, которое может быть затрачено при работе на других видах аппаратов гораздо больше, благодаря этому, технологическая операция считается гораздо востребованной и упрощенной.
Главной деталью электрической схемы блока управления полуавтомата считается микроконтроллер, функция которого заключается в регулировке и стабилизации тока для сваривания. Как раз такая деталь электрической схемы полуавтомата для сваривания производит необходимые параметры тока для работы, и осуществляет возможную регулировку.
Как перестроить инвертор
Для возможного применения инвертора для полуавтомата, его трансформатор понадобится немного перестроить. Что бы организовать подобную перестройку механизма собственноручно, потребуется всего лишь соответствовать требуемым правилам.
Что бы характеристики инвертора совпадали соответственно с характеристиками полуавтомата, потребуется обмотать его полосой из меди, которая должна быть обмотана термобумагой. Следует помнить, что в данном случае, не рекомендуется применять простой большой в диаметре провод, поскольку он все равно станет греться.
Следует помнить, что в данном случае, не рекомендуется применять простой большой в диаметре провод, поскольку он все равно станет греться.
Так же потребуется переделывать вторичную обмотку инвертора. В данном случае понадобиться наматывать обмотку, которая сделана и трех слоев жестянки, все слои нужно изолировать фторопластовой ленты, а концы уже готовой обмотки собственноручно спаять друг с другом, благодаря этому увеличится проходимость тока.
Конструктивная схема инвертора, применяемая для его подключения в полуавтомат для сваривания, рекомендуется приобрести вентилятор, благодаря которому будет происходить достаточное охлаждение всего корпуса оборудования.
Настройки инвертора применяемого для полуавтоматического сваривания
Если будет принято решение об изготовлении собственноручно полуавтомата для сваривания, применяя инвертор, понадобится в первую очередь отключить оборудование. Что обеспечить защиту устройства от перегрева, необходимо разместить его выпрямители (входящий и выходящий) и силовые ключи на радиаторах. Конечно, лучшим способом будет монтирование термодатчика в корпус оборудования, где присутствует радиатор, он нагревается сильнее, и будет отключать устройство, если будет сильный перегрев.
Когда все вышеупомянутые действия будут сделаны, можно приступать к соединению силовой части устройства с его блоком управления, и подсоединить его к электрической сети. Необходимо будет подсоединить осциллограф к выходам инвертора, когда индикатор подключения к сети засветится. К такому устройству, необходимо раздобыть электронные импульсы частотой 40-50кГц. Для образования между импульсами потребуется время 1,5мкс, а регулировка их производится путем изменения величины напряжения, которое поступает на вход устройства. Когда все параметры будут соответствовать значениям, можно будет осуществлять подключения инвертора к электрической сети. Сила тока, которая поступает от выхода инвертора, должна составлять не менее 120А. Когда сила тока будет низкой, то, скорее всего провода оборудования обладают недостаточной проводимостью напряжения, с величиной не превышающей 100В. Что бы наладить устройство до требуемой подачи тока, понадобится проделать тесты, изменив силу тока (в процессе необходимо регулярно вести контроль напряжения на конденсаторе). Также, потребуется всегда вести контроль внутренней температуры корпуса. Если полуавтомат пройдет все тесты, далее потребуется осуществить проверку нагрузкой. Для осуществления подобного, к сварочным проводам необходимо подключить реостат, который составляет сопротивление не менее 0,5 Ом. Подобный реостат должен выдержать ток, силой в 60 А. В данном случае сила тока, которая проходит в горелку для сваривания, будет проходить контроль при помощи адаптера. Если сила тока в момент применения реостата с нагрузкой не будет соответствовать требованиям параметров, то величина сопротивления такого оборудования выбирается эмпирическим путем.
Как применять инвертор для сваривания
Когда произойдет запускание полуавтомата, изготовленного собственноручно, на экране инвертора появится значение силы тока, составляющее 120 А. В случае выполнения правильных шагов по изготовлению устройства, то такое значение и будет присутствовать, однако, на экране все равно может показывать восьмерки. Данная причина может объясняться тем, что напряжение сварочных проводов не соответствующее. Причину подобных нюансов рекомендуется устранять немедленно.
Если все будет верно сделано, индикатор будет корректно показывать силу тока, которую можно регулировать благодаря кнопкам. Ток для работы можно регулировать в пределах 20-160А, который обеспечивает инвертор для сваривания.
Контроль правильной работы устройства
Для того, что бы ваш полуавтомат для сваривания прослужил вам долгое время на требуемом уровне, рекомендуется вести постоянный контроль температурного режима работы инвертора. Для подобного контроля, потребуется в один момент зажать 2 кнопки, благодаря чему температура наиболее нагретого радиатора инвертора будет показываться на экране. Нормальная температура для работы та, значение которой не больше 75 градусов Цельсия. При превышении подобного значения, кроме информации, которая показывается на экране, инвертор будет шуметь, издавая прерываемые звуковые сигналы, необходимо немедленно принять меры на подобные звуки. В данной ситуации, и в ситуации повреждения или замыкания термодатчика, электрическая схема устройства на автоматике произведет снижение тока для работы до 20А, а звуковые сигналы будут осуществляться на протяжении всего времени, пока устройство не будет нормализовано. Также, если ваше устройство, изготовленное собственноручно, станет не исправно или будет повреждено, на экране инвертора будет высвечиваться ошибка (Err).
Когда применяется полуавтомат для сваривания
Полуавтомат рекомендуется применять в ситуациях, когда необходимо достигнуть четкий осторожных свариваний различных деталей, сделанных из стали. Благодаря данному оборудованию, которое было изготовлено собственными руками, можно осуществлять сваривание различных тонких металлов, что весьма востребовано в работах с автотранспортными средствами. Сам по себе процесс сваривания несложен, и не потребует длительного обучения, но взять несколько уроков у востребованных сварщиков все же потребуется.
Сварочный полуавтомат своими руками в Новосибирске: 259-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Новосибирск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Промышленность
Промышленность
Сельское хозяйство
Сельское хозяйство
Торговля и склад
Торговля и склад
Все категории
ВходИзбранное
Сварочный полуавтомат своими руками
35 627
FoxWeld INVERMIG 185
В МАГАЗИНЕще цены и похожие товары
153 110
Сварог TECH MIG 350 (N258)
В МАГАЗИНЕще цены и похожие товары
110 300
Сварог TECH MIG 250 (N257)
В МАГАЗИНЕще цены и похожие товары
133 704
ТСС TOP MIG/MMA-500F
В МАГАЗИНЕще цены и похожие товары
271 300
Aurora PRO SKYWAY 350 DUAL PULSE с водяным охлаждением и выносным подающим механизмом
В МАГАЗИНЕще цены и похожие товары
76 364
КЕДР AlphaMIG-200S
В МАГАЗИНЕще цены и похожие товары
168 147
КЕДР ALPHAMIG-300S
В МАГАЗИНЕще цены и похожие товары
130 960
ТСС TOP MIG/MMA-350F
В МАГАЗИНЕще цены и похожие товары
26 490
Сварочный аппарат инверторного типа FoxWeld InverMig 185, TIG, MMA, MIG/MAG типы сварки: полуавтоматическая сварка (MIG/MAG), макс. сварочный ток: 160 А (MMA), электрод: 1.6-4 мм
ПОДРОБНЕЕЕще цены и похожие товары
89 000
Grovers MIG-315T (4ROLLS)
В МАГАЗИНЕще цены и похожие товары
195 950
Сварог TECH MIG 3500 (N222)
В МАГАЗИНЕще цены и похожие товары
156 492
КЕДР AlphaMIG-500S Plus
В МАГАЗИНЕще цены и похожие товары
170 000
Grovers MIG 500
В МАГАЗИНЕще цены и похожие товары
22 599
ПТК Мастер MIG 200 F16
В МАГАЗИНЕще цены и похожие товары
161 487
ПТК Rilon MIG 500 I
В МАГАЗИНЕще цены и похожие товары
30 915
ПТК МАСТЕР MIG 200 SYNERGY D77
В МАГАЗИНЕще цены и похожие товары
26 408
Сварочный аппарат инверторного типа FoxWeld InverMIG 205, TIG, MMA, MIG/MAG типы сварки: ручная дуговая сварка (MMA), макс. сварочный ток: 160 А (MMA), электрод: 1.6-4 мм
ПОДРОБНЕЕЕще цены и похожие товары
323 200
Triton ALUMIG 500P Dpulse Synergic DW
В МАГАЗИНЕще цены и похожие товары
122 500
Grovers MIG 395
В МАГАЗИНЕще цены и похожие товары
130 997
КЕДР AlphaMIG-350S Plus
В МАГАЗИНЕще цены и похожие товары
590 752
Helvi MAXITECH EVO 506 R.A.
В МАГАЗИНЕще цены и похожие товары
96 653
FoxWeld PWE 351
В МАГАЗИНЕще цены и похожие товары
25 000
Сварочный полуавтомат FoxWeld InverMig 205 Гарантия: 36 мес., Страна бренда: Италия
В МАГАЗИНЕще цены и похожие товары
31 536
ТСС PRO MIG/MMA-160
В МАГАЗИНЕще цены и похожие товары
218 989
FoxWeld INVERMIG 500E
В МАГАЗИНЕще цены и похожие товары
494 724
Helvi MULTITECH EVO 465 R.A.
В МАГАЗИНЕще цены и похожие товары
78 320
Telwin MAXIMA 230 SYNERGIC 230V
В МАГАЗИНЕще цены и похожие товары
89 380
Сварог REAL MIG 250F (N253)
В МАГАЗИНЕще цены и похожие товары
62 784
ТСС PRO MIG/MMA-250С
В МАГАЗИНЕще цены и похожие товары
28 350
Сварог REAL MIG 200 (N24002N)
В МАГАЗИНЕще цены и похожие товары
81 900
Aurora PRO ULTIMATE 300 DW
В МАГАЗИНЕще цены и похожие товары
30 690
Барс Profi MIG-200 D
В МАГАЗИНЕще цены и похожие товары
99 000
Grovers MIG-250 4R
В МАГАЗИНЕще цены и похожие товары
32 400
Aurora PRO OVERMAN 165
В МАГАЗИНЕще цены и похожие товары
89 870
Fubag INMIG 315 T с горелкой FB 360 3 м
В МАГАЗИНЕще цены и похожие товары
26 071
FoxWeld Varteg 200 DUO
В МАГАЗИНЕще цены и похожие товары
164 000
Triton ALUMIG 250P Dpulse Synergic
В МАГАЗИНЕще цены и похожие товары
23 760
ТСС TOP MIG/MMA-160
В МАГАЗИНЕще цены и похожие товары
56 360
Сварог PRO MIG 200 (N220)
В МАГАЗИНЕще цены и похожие товары
35 900
Аппарат сварочный инверторный Aurora Pro OVERMAN 200 Mosfet полуавтомат
В МАГАЗИНЕще цены и похожие товары
65 943
ПТК RILON MIG 250 GS
В МАГАЗИНЕще цены и похожие товары
29 304
ПТК Rilon MIG 180 GDM
В МАГАЗИНЕще цены и похожие товары
139 758
Helvi TP 220 XL pulsed
В МАГАЗИНЕще цены и похожие товары
38 299
КЕДР MIG 160 GDM
В МАГАЗИНЕще цены и похожие товары
147 974
FoxWeld Varteg 501 DUO
В МАГАЗИНЕще цены и похожие товары
32 400
Aurora PRO OVERMAN 160
В МАГАЗИНЕще цены и похожие товары
441 521
Helvi MULTITECH EVO 505
В МАГАЗИНЕще цены и похожие товары
401 272
Helvi UNIMIG 498 R.A.
В МАГАЗИНЕще цены и похожие товары
386 187
Helvi UNIMIG 518 R. A.
В МАГАЗИНЕще цены и похожие товары
31 266
ПТК Rilon MIG 200 GDM
В МАГАЗИНЕще цены и похожие товары
93 427
КЕДР MIG 500 GF
В МАГАЗИНЕще цены и похожие товары
461 200
Aurora PRO SKYWAY 500 DUAL PULSE с водяным охлаждением и выносным механизмом подачи проволоки
В МАГАЗИНЕще цены и похожие товары
2 страница из 18
схема самодельного аппарата из инвертора или трансформатора – Виды сварочных аппаратов на Svarka.
guruСварочный автомат – специальный прибор, предназначенный для сварочного соединения металлических изделий. Аппараты изготавливаются с различными параметрами, но независимо от типа, наиболее важный элемент конструкции – инверторный механизм.
Для стабильной работы требуется, чтобы инвертор обладал высоким качеством, требуемой функциональностью, был для пользователя безопасным.
Приборы известных марок отличаются высокой стоимостью, а китайские не вызывают доверия у потребителей. Потому некоторые сварщики предпочитают изготавливать сварочный полуавтомат своими руками по простым схемам и технологии изготовления.
Содержание
- 1 Что потребуется?
- 2 Принцип работы
- 3 Созданный план
- 4 Подготовка трансформатора
- 5 Источник питания
- 6 Плата управления
- 7 Выбор корпуса
- 8 Совмещение катушек
- 9 Система охлаждения
- 10 Ремонт/доработка устройства скорости подачи электродной проволоки
- 11 Дроссель
- 12 Горелка
- 13 Баллон
- 14 Тележка
- 15 Переделка
Что потребуется?
В состав аппарата-самоделки включаются:
- механизм, управляющий характеристиками выходящего тока;
- блок питания;
- горелки;
- зажимные приспособления;
- резиновые рукава;
- телега.
Для сборки прибора полуавтоматической сварки своими руками будут нужны:
- устройство для проволоки-присадки;
- гибкий шланг для подачи под требуемым давлением порошка либо газа к зоне сварного соединения;
- катушка;
- электронный узел для управления прибором.
Принцип работы
Процесс производства сварки полуавтоматом состоит в:
- передвижение и регулировка работы горелки;
- контролировании процесса сварки.
Главная функция инверторного полуавтомата – трансформация переменного тока, получаемого от сети, в постоянный. Длина и качество дуги зависит от напряжения, а темп поступления присадки определяется по сварному току.
Принцип действия любого сделанного своими руками полуавтомата такой:
- продувка для устранения засоров, препятствующих стабильной подаче газа;
- включение питающего блока;
- подача присадки;
- функционирование инвертора в заданном темпе;
- укрытие шва и заваривание образованного кратера.
На завершающем этапе при необходимости выполняется ручная зачистка места соединения или наплавки, обеспечивается защита шва и заваривание кратера.
Созданный план
Перед производством сварочного полуавтомата своими руками составляется план действий на каждом этапе работы. Это позволит повысить скорость монтажа и определить требуемые приспособления и изделия.
Сначала надо определиться с принципиальной электрической схемой полуавтомата.
Далее нужно задуматься о том, какое устройство или прибор использовать как корпус для компактной установки электронной начинки и механизмов.
Затем нужно проанализировать габариты требуемых для сборки деталей, обдумать их размещение внутри корпуса. Для примера, если есть время, можно изготовить объемные прототипы деталей и расположить их в подходящем по объему пространстве по принятой схеме сварочного полуавтомата.
Подготовка трансформатора
Трансформатор составляет пара катушек с обмоткой из изолированной проволоки, одна обвивка – первичная, иная – вторичная.
Для переделки инверторного прибора изменяется только вторичная катушка. Ее нужно переделать для сокращения вольтажа и повышения силы тока. Для этого снимается имеющаяся обвивка и наматывается новая из покрытого изоляцией кабеля.
[stextbox id=’warning]Демонтаж производится как можно аккуратнее чтобы не повредить нужную обмотку, витки должны ложиться вплотную.[/stextbox]
Число и толщину витков можно определить на специализированных онлайн-сервисов.
По завершении укладки провода обмотки покрываются изолирующим материалом.
Источник питания
В конструкцию полуавтомата обязательно входит питающий блок. Можно поставить выпрямитель, преобразователь либо инвертор.
Так как электрический ток к сварочнику поставляется из сети с тремя фазами, то лучше применить для этого инвертор.
Плата управления
Для корректирования функционирования полуавтомата требуется электронная плата, составленная из таких деталей:
- генератора с преобразователем;
- ведущий блок реле;
- блоки обратной связи, ответственные за приход электротока в самодельный полуавтомат и выходящее напряжение;
- термозащитный узел;
- блок антизалипания.
Выбор корпуса
Коробка для полуавтомата-самоделки должен иметь такой объем, чтобы вместить части, но, легким, поддающимся быстрой очистке. Также не должно возникать затруднений при его открывании и закрывании.
Для изготовления корпуса многими сварщиками считается оптимальным вариантом использование системного блока от старого компьютера. Он компактен, обладает эстетичным внешним видом. Так как системник изготовлен из тонкостенного металла или пластика, в нем можно легко устроить требуемые вырезы. К тому же, присутствует установленный питающий блок напряжением 12 В, соответствующий для питания газового клапана при MIG-сварке. По технологии MMA, напряжения хватит для того, чтобы подавать проволоку в область сварки.
[stextbox id=’warning’]Если найти системник не удалось, для монтажа корпуса подбирается любой пластиковый либо металлический короб соответствующих габаритов.[/stextbox]
Совмещение катушек
В корпус сначала укладывается преобразователь, затем совмещаются катушки. Первичная обвивка подключается по параллельной схеме, вторичная –по порядку элементов.
Совмещение по этому принципу позволяет воспринимать ток величиной 60 А с выходным напряжением 40 В.
[stextbox id=’alert’]Важно! Такие параметры трансформаторных катушек подходят для изготовления сваркой в бытовых условиях различных конструкций малого размера.[/stextbox]
Система охлаждения
При продолжительной непрерывной эксплуатации полуавтомат подвержен сильному перегреванию, что ведет к неисправностям и необходимости ремонта аппарата. Потому его нужно оснастить охлаждающей системой, состоящей из термодатчика, определяющего порог допустимой для функционирования температуры, и кулеров.
Для создания системы охлаждения можно приобрести оптронную пару, подключающуюся к блоку управления аппаратом. При превышении установленного предела, от датчика на исполнительное реле поступит сигнал, отключающий подачу электроэнергии до охлаждения сварочника.
Самым простым вариантом является использование вентиляторов, которые следует прикрепить с обеих сторон корпуса перед трансформаторным прибором. Закрепляются вентиляторы так, чтобы они крутились не на приток воздуха, а на вытяжку.
В качестве охладительной системы можно задействовать кулеры, демонтированные из непригодного компьютера или иного устройства. Для обеспечения выведения и подачи внутрь кислорода, по бокам следует просверлить 20-30 отверстий размером от 5 мм.
Ремонт/доработка устройства скорости подачи электродной проволоки
Сделанный из инвертора полуавтомат чаще всего требует поступления проволоки-присадки размером 0,8, 1,0, 1,2 либо 1,6 мм. Для корректирования темпа ее подачи можно купить заводской механизм, продающийся совместно с горелкой. Но при наличии свободного времени и нужных деталей устройство делается самостоятельно согласно такому описанию.
Для сборки потребуется:
- моторчик от дворников из автомашины;
- пара подшипников;
- цилиндр окружностью 25 мм;
- две текстолитовые пластинки.
Подшипники ставятся на пластины, прислоняются к размещенному на валу моторчика цилиндрическому стержню. Прижатие производится посредством пружинки. Поступление проволоки происходит по расположенным между роликом и подшипниками направляющими.
Весь механизм монтируется на текстолитовой пластинке толщиной 8-10 мм.
[stextbox id=’alert’]Важно! Проволока при этом должна поступать из разъема, скрепляющего устройство и сварной рукав. Там же размещается и катушка с требуемой маркой расходника и подходящим диаметром.[/stextbox]
Для регулировки поступления присадки применяется механизм, смонтированный на базе тиристорной схемы без конденсатора. Диодный мост можно подобрать любой конфигурации, выдающий ток свыше 10 А.
Дроссель
Для самостоятельной намотки дросселя нужно подобрать какой-либо трансформатор с подходящими размерами. Для таких целей можно использовать старый преобразователь от лампового телевизора, мощностью более 250 Вт.
На замкнутом сердечнике овальной формы, состоящем из двух половин, имеется две катушки. Преобразователь следует разобрать, катушки демонтировать и удалить с них имеющийся провод. Для облегчения процесса намотки можно использовать плоскую медную шинку.
[stextbox id=’alert’]Важно! Для каждой из катушек требуется навивка витков в два слоя, всего на одном элементе должно быть 15-20 витков.[/stextbox]
Затем сердечник вновь монтируется, катушки возвращаются на свои точки и соединяются последовательно. Между частями сердечника устанавливается прокладка из текстолита толщиной 1,5 мм.
Горелка
Горелка требуется для подачи дугового напряжения, газа либо присадочной проволоки в область сваривания. Устройство замыкает цепь, управляет подачей проволоки или газа.
[stextbox id=’warning’]Для ускорения процесса сборки рекомендуется приобрести уже готовый пистолет, продающийся совместно с рабочими рукавами.[/stextbox]
Баллон
Для поступления в область сварочной дуги защитной среды газа следует подобрать баллон стандартной конфигурации.
При применении углекислоты подойдет и баллон от огнетушителя, предварительно установленный на подставку. Рупор следует удалить. Для установки редуктора понадобится переходник, потому как резьба горла огнетушителя не совпадает с его резьбой.
Режимы сварки с применением углекислого газа представлены в таблице.
Тележка
Как и сварочный ПА своими руками, так и телегу можно смонтировать из уже готовых частей или с нуля из имеющихся материалов. Можно собрать тележку, состоящую из одного или нескольких уровней по одному из доступных чертежей.
На верхней приставке удобной хранить инструмент и материалы, требующиеся для работы. Колеса тележки во избежание застревания в мягком грунте и облегчения передвижения должны иметь диаметр не менее 50 мм.
Переделка
Перед тем как сделать полуавтомат из инвертора, прибор, например, серии Циклон, нужно подвергнуть переустройству его токовый преобразователь.
На катушки преобразователя накручивается медная полоска, укрытая термобумагой. Простой толстый кабель применять не рекомендуется, потому как под нагрузкой он будет греться. С температурным воздействием охладители могут не совладать, из-за чего перегревается и отключается весь аппарат.
Вторичная обвивка создается из трех слоев, они хорошо изолируется фторопластовой лентой. Окончания одной обвивки спаиваются для улучшения проводимости.
Осциллограммы напряжения, прямого и обратного тока представлены на рисунке.
Любой из аппаратов не серийного изготовления восприимчив к влиянию грязи и пыли. Потому эти приборы необходимо чистить не реже одного раза в квартал. Периодичность чисток принимается в соответствии с интенсивностью работ. В противном случае не избежать частых ремонтов.
Основное преимущество полуавтоматов – компактные размеры и небольшой вес. Не менее важным считается и возможность работы как на постоянном, так и на переменном токе. Аппараты могут применяться для сваривания цветных металлов и чугуна.
К недостаткам приборов можно отнести использование в ограниченном температурном диапазоне – при показаниях термометра выше -15°С. Из-за этого полуавтоматы не годятся для северных районов и не могут полноценно работать в зимний период. Инверторные полуавтоматы применяются преимущественно в теплое время либо в отапливаемых помещениях.
[stextbox id=’info’]Игорь Корнеев, сварщик, стаж работы 20 лет: «Сварочники-самоделки применяются для сооружения малых конструкций для бытовых целей. Для профессионального применения и серийного производства их использование не рационально».[/stextbox]
Схемы сварочных полуавтоматов советского производства. Делаем сварочный полуавтомат своими руками
Сварка металлических изделий может выручить добрый хозяин в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в хозяйстве. С помощью этого приспособления можно выполнять мелкие ремонтные работы своими силами. Чаще всего сварочные работы необходимы в сельской местности, где может возникнуть необходимость в ремонте заборов, строительстве теплицы или создании любой другой металлоконструкции.
Покупка нового заводского полуавтомата может стоить больших денег, поэтому у каждого владельца в какой-то момент возникает дилемма, что делать, купить новый аппарат или сделать сварочный полуавтомат своими руками.
Самый простой способ сделать это своими руками — сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит труда, нужно лишь следовать инструкции изготовления и приобрести несколько дополнительных деталей.
Но следует учесть, что для выполнения такой работы нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимые инструменты и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата достаточно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые нужно менять в процессе работы робота, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в зону сварки постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
При этом стойкость такого аппарата значительно ниже по сравнению с дуговым, поэтому ремонт сварочного полуавтомата возможен своими руками без особых усилий и инструментов.
При подаче проволоки в зону сварки образуется область расплавленного металла, которая моментально соединяет поверхности, буквально склеивая их между собой, образуя максимально качественный высокопрочный шов.
С помощью самодельного сварочного полуавтомата можно сваривать практически все виды металлических изделий, в том числе нержавеющие стали и цветные металлы. Тем более, что техника сварки достаточно проста и ее легко освоить самостоятельно с помощью обучающих материалов. Но вы также можете пройти специальные курсы, где вас научат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварке сможет даже новичок, никогда не имевший дела со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, отвечающей за подачу тока, проволочного механизма, отвечающего за подачу присадочной проволоки, и горелки, необходимой для создания газовой среды с помощью специальной насадки.
Газовая среда необходима для создания защитного инертного облака, препятствующего окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. газовый баллон подключается к устройству через входной штуцер.
В некоторых случаях использование баллона необязательно, так как можно использовать присадочную проволоку со специальным покрытием, создающим самозащитную среду. Простота использования и отсутствие необходимости использовать цилиндр сделали полуавтомат с такой проволокой особенно популярным среди домашних мастеров.
Принцип работы устройства достаточно прост, от сети подается переменный ток, который преобразуется в постоянный.
При выполнении сварочных работ важно соблюдать баланс тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую сторону может привести к некачественному шву. Для соблюдения баланса в таких случаях используется жесткий вольтамперный источник питания. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться максимально качественного соединения.
Необходимые инструменты и материалы
Для изготовления полуавтомата из инвертора необходимо подготовить следующее оборудование:
- инвертор. При выборе этого компонента важно обращать внимание на такой показатель, как сила вырабатываемого тока. Важно, чтобы его уровень был не менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна лежать ровно, без рывков и подтормаживаний.
- Горелка. Этот компонент отвечает за плавление присадочной проволоки.
- Подающий шланг. По этому шлангу присадочная проволока будет подаваться к рабочей зоне.
- Газовый шланг. Требуется подача защитного газа, обычно двуокиси углерода, в зону сварки для защиты сварного шва от окисления.
- Катушка. На катушку должна быть помещена присадочная проволока, с которой она должна подаваться без промедления.
- Электронный блок. Необходимо контролировать работу полуавтомата, он используется для регулирования подачи тока, напряжения и скорости работы.
Большинство компонентов можно найти в высоком качестве без особых усилий и использовать без значительных модификаций. Но особое внимание следует уделить механизму подачи. Чтобы сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подводящий шланг должна осуществляться в соответствии со скоростью плавления проволоки.
Учитывая тот факт, что полуавтомат может использоваться для сварки различных металлов, скорость сварки и тип присадочной проволоки могут значительно различаться. Именно поэтому очень важно иметь возможность регулировать скорость подачи.
Выбор проволоки зависит от цели сварочных работ и обрабатываемого металла. Присадочная проволока различается не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2 и 1,6 мм. Соответствующий провод должен быть предварительно намотан на катушку. От качества этой подготовительной работы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к устройству. Во время выполнения работы проволока автоматически разматывается и подается в рабочую зону. Это значительно упрощает и ускоряет процесс соединения металлических элементов с помощью сварки, делая его более эффективным и легким для начинающих.
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что этот составляющий элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы сварочного полуавтомата необходимо произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, а переделка инвертора в полуавтомат не требует особых знаний и усилий, это легко сделать, соблюдая всего несколько правил.
Все, что вам нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полоски и термобумаги. Учтите, что ни в коем случае нельзя использовать для этих целей обычную медную проволоку, так как она может перегреться в процессе работы и вывести из строя весь аппарат.
Небольшие манипуляции также необходимо провести со вторичной обмоткой. По инструкции необходимо нанести три слоя жести, изолированной фторопластовой лентой. Концы существующей и применяемой обмотки следует припаять. Такая простая манипуляция значительно повысит проводимость токов.
Очень важно, чтобы инвертор был оснащен вентилятором для охлаждения машины и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести почти в каждом магазине электротоваров. Но его можно сделать и самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти моторы от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал мотора. На пластины устанавливаются подшипники. Получившаяся конструкция прижимается к ролику пружиной.
Проволока, намотанная на ролик, протягивается между подшипником и роликом. Все компоненты крепятся на пластине, толщина которой не должна быть меньше 1 см, изготовленной из прочного пластика. Выход провода должен совпадать с местом крепления подводящего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых компонентов и пробного подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и, самое главное, полностью реагировать на регулирование тока.
Также очень важно проверить изоляцию и применить дополнительную при выявлении проблем. Затем проверьте работу механизма подачи, скорость и равномерность подачи проволоки.
После подготовки и проверки рабочих мест можно приступать к выполнению работ.
Источник питания
Источник питания для полуавтоматической сварки может представлять собой различные источники, такие как ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток к сварочному аппарату подводится от трехфазной сети. При изготовлении самодельного устройства рекомендуется использовать инвертор.
При соблюдении соответствующих рекомендаций и подборе качественных комплектующих можно получить качественное устройство своими руками, которое прослужит в хозяйстве не один год и станет настоящим помощником при выполнении мелкого домашнего ремонта .
Использование сварочного полуавтомата облегчает работу с металлами. Эта техника может легко соединять различные сплавы. Сделать сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволяя сэкономить на покупке промышленного оборудования.
Особенности конструкции
Особенностью конструкции сварочного полуавтомата является постоянная подача в зону сварки расплавленной проволоки, которая используется вместо металлических электродов. Подача проволоки осуществляется автоматически, с возможностью изменения скорости гибких электродов. Используемая сварочная проволока обеспечит постоянный контакт соединяемых поверхностей, такой материал имеет меньшее сопротивление по сравнению со стандартными электродами, что улучшает качество соединения.
Полуавтоматическая сварка универсальна, что позволяет с помощью этой технологии сваривать металлы различных характеристик, в том числе нержавеющую сталь, цветные сплавы, алюминий и другие. освоить правильную технику полуавтоматической сварки не составит труда. Самодельные устройства просты в использовании, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от их разновидности полуавтоматы могут иметь дополнительную насадку для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить последующее образование коррозии в сварном шве.
Предлагаемые сегодня в магазинах инверторы для сварки универсальны, и во многих из них реализована функция «два в одном». При небольшой мощности и габаритах полуавтомат «два в одном» может работать с тугоплавкими металлами и толстыми металлическими заготовками.
Многие домовладельцы, которым часто приходится выполнять сварочные работы, решают изготовить такое оборудование самостоятельно. К достоинствам самодельных полуавтоматов из инвертора можно отнести следующие:
Среди недостатков данной технологии и самого оборудования можно отметить высокую стоимость полуавтоматов, которые при характеристиках, аналогичных характеристикам инвертора , может иметь цену в два-три раза выше. Неудивительно, что многие домовладельцы решают изготовить оборудование своими руками, что позволяет значительно снизить затраты без потери качества выполненного аппарата.
Изготовление своими руками
Проще всего сделать самодельный полуавтомат из инвертора на базе мощного силового агрегата. Вы можете сделать инвертор самостоятельно или использовать его из имеющегося в вашем распоряжении оборудования. Для полуавтомата следует использовать инверторы мощностью не менее 150 ампер.
Существуют схемы переделки оборудования, позволяющие установить мощность, которой будет достаточно для полуавтоматической сварки. Устройство такого типа будет сложно реализовать, поэтому к использованию маломощных блоков питания можно рекомендовать только опытным радиолюбителям, способным изготовить действительно сложную аппаратуру.
Изготовление качественного оборудования возможно, если у вас есть полуавтоматическая пусковая схема на ручном сварочном инверторе. К характеристикам такого блока относятся следующие:
- Первичный ток — 8-12 А.
- Напряжение питания — 220 или 380 вольт.
- Напряжение холостого хода 36-42 Вольта.
- Ток сварочный — 40−120 ампер.
- Регулировка напряжения с шагом плюс-минус 20 %.
Это оптимальные параметры для бытового сварочного полуавтомата, который справится с металлами различной тугоплавкости. Впоследствии, используя дополнительные чертежи для увеличения мощности инвертора, можно изменить основные характеристики, 9№ 0119, разрешающий использование такого оборудования в бытовых и производственных целях .
Необходимые комплектующие
Для изготовления гаражного полуавтомата сварочного своими руками вам потребуется следующее:
- Горелка приставка к инвертору.
- Механизм подачи проволоки.
- Прочный внутренний шланг для сварочной проволоки.
- Шпулька с проволокой.
- Герметичный газовый шланг.
- Блок управления инвертором.
Проще всего инвертор и механический блок управления поместить в отдельный бокс, для чего используют блоки от старого компьютера. Наличие питания в системном блоке позволяет существенно упростить изготовление оборудования.
Роликовый механизм для проволоки можно сделать из моторчика от автомобильного стеклоочистителя. Под такой мотор проектируется рама механизма, которая вырезается из металлических элементов и сваривается или скрепляется болтами.
Горелку и шланг можно сделать самостоятельно из пистолета из пенополиуретана и силикона. Вы также можете приобрести готовые комплекты, которые обеспечат безопасность работы с полуавтоматом и упростят его изготовление.
При изготовлении механизма подачи проволоки все используемые комплектующие необходимо располагать друг напротив друга, что в последующем обеспечит равномерную подачу гибких электродов. Ролики должны быть отцентрованы относительно фитинга в одной прорези, в дальнейшем это позволит плавно изменять скорость подачи проволоки. Схему регулятора скорости подачи проволоки сварочного полуавтомата можно легко найти в интернете.
Все используемые металлические элементы должны быть закреплены на листе фанеры, толстого пластика или текстолита. Поскольку к используемым металлическим элементам подведено электричество, следует проверить заземление каждого узла. Это исключит возможность возникновения коротких замыканий, которые могут привести к серьезному повреждению оборудования.
Схема управления механикой
За подачу сварочной проволоки будет отвечать небольшой электродвигатель и протяжной механизм, работа которого управляется ШИМ-контроллером. Качество выполненной сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочей зоне. Необходимо уделить должное внимание правильному изготовлению схем сварочных полуавтоматов.
На переднюю панель инвертора устанавливают переменный резистор контроллера, после чего приступают к сборке реле запуска двигателя и управления клапаном, отвечающим за подачу инертного газа. Контактные группы контроллеров должны срабатывать одновременно при нажатии пусковой кнопки на горелке.
Работу подачи газа необходимо отрегулировать так, чтобы клапан открывался за несколько секунд до того, как проволока начнет поступать в зону сварки. В противном случае происходит плавление в атмосферной среде, после чего вместо расплава начнет гореть проволока. При горении проволоки добиться качественного соединения и надежного сварочного шва будет невозможно.
Для задержки включения подачи проволоки нужно сделать простое реле, для чего нужен конденсатор и транзистор 875. Можно использовать самое простое реле от автомобиля, которое подключается к 12 вольтам на блоке питания компьютера.
Сам клапан можно использовать от различных автомобильных запорных устройств. Проще всего переделать воздушный клапан от автомобиля ГАЗ-24. Вы также можете выбрать электроклапан с редуктором от газовых баллонов.
Все доступные органы управления и ШИМ-контроллер подачи проволоки сварочного полуавтомата расположены на передней панели системного блока. Готовый инвертор мощностью не менее 150 ампер подключается к блоку управления и регулятору подачи проволоки с газом. Осталось провести пробный пуск и при необходимости внести соответствующие коррективы в работу системы подачи сварочной проволоки и защитного газа.
При блокировке питания инверторный полуавтомат нагревается, что может привести к повреждению инвертора и плат управления. Ремонт агрегата после таких поломок будет крайне затруднен. Чтобы этого избежать, необходимо установить внутри инвертора и системного блока датчики температуры и охладители, способные эффективно охлаждать работающее оборудование.
Можно использовать оптопару, которая подключается к общему блоку управления для работы оборудования. При превышении температуры внутри инвертора датчики отправят соответствующие сигналы на исполнительное реле, которое отключит питание до полного остывания устройства.
Дополнительно для охлаждения системного блока можно использовать различные кулеры от старых компьютеров. Кулеры будут различаться по размеру. Вы можете подобрать вентилятор, который справится с качественным охлаждением системного блока, внутри которого находится инвертор и прочая автоматика. Используемый кулер подключается к 12-вольтовому блоку питания напрямую или через термодатчик, который при повышении температуры внутри корпуса будет подавать сигнал на напряжение питания. Блок управления включит вентилятор, гарантирующий быстрое охлаждение корпуса полуавтомата.
Сборка сварочного полуавтомата не представляет особой сложности, поэтому с этой работой справится каждый домовладелец. Нужно только использовать качественный мощный инвертор, а горелку с приводом лучше всего взять от промышленных заводских полуавтоматов. Это значительно упростит изготовление оборудования. В интернете можно найти различные схемы исполнения сварочных полуавтоматов, реализовать которые не составит труда. Такой прибор будет отличаться функциональностью и универсальностью в использовании. .
У хорошего хозяина должен быть сварочный полуавтомат, особенно у владельцев автомобилей и частной собственности. С ним всегда можно делать мелкие дела. Если вам нужно сварить часть машины, сделать теплицу или создать какую-то металлоконструкцию, то такое устройство станет незаменимым помощником в личных делах. Тут возникает дилемма: купить или сделать самому. Если есть в наличии инвертор, то его проще сделать самому. Это обойдется намного дешевле, чем покупка в розничной сети. Правда, от вас потребуются хотя бы базовые знания основ электроники, наличие необходимого инструмента и желание.
Создание полуавтомата из инвертора своими руками
Конструкция
Переделать инвертор в сварочный полуавтомат для сварки тонколистовых (низколегированных и коррозионностойких) и алюминиевых сплавов своими руками не составит труда. Нужно лишь хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор — это устройство, используемое для снижения электрического напряжения до уровня, необходимого для питания сварочной дуги.
Суть процесса полуавтоматической сварки в среде защитного газа заключается в следующем. Электродная проволока подается с постоянной скоростью в зону горения дуги. Туда же подается защитный газ. Чаще всего это углекислый газ. Это обеспечивает получение качественного сварного шва, не уступающего по прочности соединяемому металлу, при этом отсутствуют шлаки в соединении, так как сварочная ванна защищена от негативного воздействия компонентов воздуха (кислорода и азота) защитными газ.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- Механизм подачи проволоки;
- рукав для защитного газа;
- баллон с углекислым газом;
- горелка:
- катушка с проволокой.
Устройство сварочного поста
Принцип действия
При подключении к сети устройство преобразует переменный ток в постоянный. Для этого требуется специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественных сварочных работ необходимо, чтобы у будущего аппарата такие параметры, как напряжение, сила тока и скорость подачи сварочной проволоки находились в определенном балансе. Этому способствует использование источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длина дуги определяется фиксированным напряжением. Скорость подачи проволоки определяет сварочный ток. Это необходимо помнить, чтобы добиться от аппарата наилучших результатов сварки.
Простейшая схема от Саныча, который давно сделал такой полуавтомат из инвертора и успешно им пользуется. Его можно найти в Интернете. Многие домашние умельцы не только сделали сварочный полуавтомат своими руками по этой схеме, но и усовершенствовали его. Вот первоисточник:
Схема сварочного полуавтомата от Саныч
Полуавтомат Саныч
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720. Первичную обмотку намотал медным проводом Ø 1,2 мм (количество витков 180+25+25+25+25), для вторичной обмотки использовал шину сечением 8 мм 2 (количество витков 35+35). Выпрямитель собран по двухполупериодной схеме. Для выключателя я выбрал парный бисквит. Диоды установил на радиатор, чтобы не перегревались при работе. Конденсатор был помещен в прибор емкостью 30 000 мкФ. Дроссель фильтра был изготовлен на сердечнике от ТС-180. Силовая часть приводится в действие с помощью контактора ТКД511-ДОД. Силовой трансформатор установлен ТС-40, перемотан на 15В. Ролик протяжного механизма в этом полуавтомате имеет диаметр 26 мм. Имеет направляющую канавку глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Этого достаточно для обеспечения оптимальной подачи сварочной проволоки.
Как его усовершенствовали другие умельцы, вы можете прочитать сообщения на различных форумах, посвященных этому вопросу и вникнуть в нюансы изготовления.
Установка инвертора
Для обеспечения качественной работы полуавтомата при небольших габаритах лучше всего использовать трансформаторы тороидального типа. У них самый высокий КПД.
Трансформатор для работы инвертора подготавливают следующим образом: его необходимо обмотать медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой, необходимой длины. Вторичная обмотка выполнена из 3 слоев листового металла, изолированных друг от друга. Для этого можно использовать фторопластовую ленту. Концы вторичной обмотки на выходе необходимо припаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.
Схема обмотки трансформатора
Работа по настройке инвертора начинается с обесточивания силового агрегата. Выпрямители (входные и выходные) и силовые ключи должны иметь радиаторы для охлаждения. Там, где расположен радиатор, наиболее нагревающийся при работе, необходимо предусмотреть датчик температуры (его показания при работе не должны превышать 75 0 С). После этих изменений силовая часть подключается к блоку управления. При включении в письмо должен загореться индикатор сети. С помощью осциллографа нужно проверить импульсы. Они должны быть прямоугольными.
Их частота повторения должна быть в диапазоне 40 ÷ 50 кГц, и они должны иметь временной интервал 1,5 мкс (время корректируется изменением входного напряжения). Индикатор должен показывать не менее 120А. Не лишним будет проверить устройство под нагрузкой. Это делается путем включения реостата нагрузки 0,5 Ом в сварочные провода. Он должен выдерживать ток 60А. Это проверяется вольтметром.
Правильно собранный инвертор при сварке дает возможность регулировать ток в широком диапазоне: от 20 до 160А, причем выбор рабочего тока зависит от свариваемого металла.
Для изготовления инвертора своими руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Кузов нужно усилить, добавив ребра жесткости. В нем смонтирована электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в таких самодельных полуавтоматах имеется возможность подачи сварочной проволоки Ø 0,8; 1,0; 1,2 и 1,6 мм. Скорость подачи должна регулироваться. Податчик со сварочной горелкой можно купить в торговой сети. При желании и наличии необходимых деталей его вполне можно сделать своими руками. Сметливые новаторы для этого используют электродвигатель от автомобильных дворников, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик установлен на валу двигателя. Подшипники закреплены на пластинах. Они прилипают к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя по специальным направляющим между подшипниками и роликом, натягивается.
Все узлы механизма устанавливаются на пластину толщиной не менее 8-10 мм, изготовленную из текстолита, при этом проволока должна выходить в месте установки разъема, соединяющегося с приварной втулкой. Сюда же устанавливается катушка с необходимым Ø и маркой провода.
Механизм протяжки в сборе
Самодельную горелку можно сделать и своими руками, воспользовавшись рисунком ниже, где ее составные части наглядно показаны в разобранном виде. Его назначение – замкнуть цепь, обеспечить подачу защитного газа и сварочной проволоки.
Самодельное горелочное устройство
Однако те, кто хочет сделать полуавтомат быстрее, могут купить в торговой сети готовый пистолет вместе с рукавами для подачи защитного газа и сварочной проволоки.
Баллон
Для подачи защитного газа к сварочной дуге лучше всего приобрести баллон стандартного типа. Если вы используете углекислый газ в качестве защитного газа, вы можете использовать баллон огнетушителя, сняв с него мундштук. Необходимо помнить, что для него требуется специальный переходник, который нужен для установки редуктора, так как резьба на баллоне не совпадает с резьбой на горловине огнетушителя.
Полуавтомат своими руками. Видео
О компоновке, сборке, испытании самодельного полуавтомата вы можете узнать из этого видео.
Инверторный сварочный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные размеры;
- возможность варки тонкого металла даже в труднодоступных местах;
- станет предметом гордости человека, создавшего его своими руками.
Любой сварщик знает о преимуществах полуавтомата перед ручной электросваркой. Благодаря высокой распространенности и дешевизне инверторы ММА есть в арсенале многих мастеров. А вот со сваркой МИГ дело обстоит иначе – эти аппараты дороже. Но, выход есть – можно сделать полуавтомат из инвертора своими руками. Если вникнуть в этот вопрос, дело окажется не таким сложным.
Существуют принципиальные различия между сваркой MMA и MIG. Для работы полуавтомата необходим углекислый газ (или смесь углекислого газа и аргона) и электродная проволока, которая по специальному шлангу подается к месту сварки. Те. сам принцип полуавтоматической сварки сложнее, но он универсален и его применение оправдано. Что нужно для работы полуавтомата:
- механизм подачи проволоки; горелка
- ;
- шланг для подачи проволоки и газа к грелке;
- источник тока с постоянным напряжением.
- А чтобы превратить сварочный инвертор в полуавтомат, нужен инструмент, время и желание.
Обучение
Изготовление сварочного полуавтомата в домашних условиях начинается с планирования работы. Есть два варианта изготовления сварки МИГ из инвертора:
- Полностью сделать сварочный полуавтомат своими руками.
- Переделать только инвертор — механизм подачи готов к покупке.
В первом случае стоимость деталей для подающего устройства будет около 1000 рублей, без учета работы, конечно. Если заводской полуавтомат включает в себя все в одном корпусе, то самодельный будет состоять из двух частей:
- Сварочный инвертор.
- Ящик с механизмом подачи и катушкой для проволоки.
Сначала нужно определиться с корпусом для второй части полуавтомата. Желательно, чтобы она была светлой и вместительной. Механизм подачи необходимо содержать в чистоте, иначе проволока будет дергаться, кроме того, периодически нужно менять катушки и регулировать механизм. Поэтому коробка должна легко закрываться и открываться.
Идеальный вариант — использовать старый системный блок:
- аккуратный внешний вид — не особо важно, но гораздо приятнее, когда внутренности самоделки не торчат и полуавтомат из Инвертор MMA выглядит хорошо;
- светлый, закрытый;
- корпус тонкий — легко сделать необходимые вырезы;
- газовый клапан и привод подачи проволоки работают от 12 вольт. Поэтому подойдет блок питания от компьютера, причем уже встроенный в корпус.
Теперь нужно прикинуть размеры и расположение будущих деталей в корпусе. Вы можете вырезать из картона примерные макеты и проверить их взаимное расположение. После этого можно приступать к работе.
Оптимальным вариантом электродной проволоки является катушка весом 5 кг. Его внешний диаметр 200 мм, внутренний — 50 мм. Для оси вращения можно использовать канализационную трубу пвх. Его внешний диаметр составляет 50 мм.
Горелка
Самодельный полуавтомат должен быть оснащен горелкой. Можно сделать самому, но лучше купить готовый набор, в который входит:
- Горелка с набором насадок разного диаметра.
- Подающий шланг.
- Евроконнектор.
Нормальную горелку можно купить за 2-3 тысячи рублей. Тем более что аппарат самодельный, так что можно не гнаться за дорогими брендами.
На что обратить внимание при выборе комплекта:
- на какой сварочный ток рассчитана горелка;
- Длина и жесткость шланга — основная задача шланга, чтобы обеспечить свободный поток проволоки к горелке. Если он мягкий, любой изгиб замедлит движение; Пружины
- возле коннектора и горелки — они предотвращают разрыв шланга.
Питатель
Электродная проволока должна подаваться непрерывно и равномерно — тогда сварка получится качественной. Скорость подачи должна регулироваться. Есть три варианта как сделать устройство:
- Купить полностью собранный механизм. Дорого, но быстро.
- Покупайте только катушки с кормом.
- Сделай все своими руками.
При выборе третьего варианта потребуются:
- два подшипника, ролик направляющий, пружина растяжения;
- моторчик подачи проволоки — подойдет моторчик от дворников; Металлическая пластина
- для крепления механизма.
Один нажимной подшипник — он должен быть регулируемым, второй служит опорой для ролика. Принцип изготовления:
- в пластине выполнены отверстия для вала двигателя и для крепления подшипников;
- двигатель закреплен за пластиной;
- на вал надевается направляющий ролик; подшипники
- закреплены вверху и внизу;
Подшипники лучше размещать на металлических планках — один конец прикручивается к основной пластине болтами, а к другому присоединяется пружина с регулировочным болтом.
Изготовленный механизм размещают в корпусе так, чтобы ролики располагались на одной линии с разъемом для горелки, т.е. чтобы не порвался провод. Перед роликами нужно установить жесткую трубку для выравнивания проволоки.
Реализация электрической части
Для этого вам потребуется:
- два автомобильных реле; диод
- ;
- ШИМ-контроллер двигателя; конденсатор
- с транзистором;
- электромагнитный клапан холостого хода — для подачи газа на горелку. Подойдет любая модель ВАЗ, например, от восьмерки;
- провода.
Схема управления подачей проволоки и газа достаточно проста и реализована следующим образом:
- при нажатии кнопки на горелке срабатывает реле №1 и реле №2;
- реле №1 включает клапан подачи газа;
- реле №2 сопряжено с конденсатором и включает подачу проволоки с задержкой; протяжка провода
- производится дополнительной кнопкой в обход реле подачи газа;
- для снятия самоиндукции с электромагнитного клапана, к нему подключен диод.
- Необходимо предусмотреть подключение горелки к кабелю питания от инвертора. Для этого рядом с евроразъемом можно установить быстросъемный разъем и подключить его к горелке.
Полуавтомат имеет следующую последовательность работы:
- Включена подача газа.
- После небольшой задержки включается подача проволоки.
Такая последовательность нужна, чтобы провод сразу попал в защитную среду. Если сделать полуавтомат без задержек, то провод прилипнет. Для его реализации понадобится конденсатор и транзистор, через который подключено реле управления двигателем. Принцип работы:
- на конденсатор подается напряжение;
- идет зарядка;
- ток подается на транзистор;
- реле включается.
Емкость конденсатора необходимо подобрать так, чтобы задержка составляла примерно 0,5 секунды — этого достаточно для заполнения сварочной ванны.
После сборки механизм нужно протестировать, а процесс изготовления можно посмотреть на видео.
Переделка инвертора
Чтобы сделать полуавтомат из обычного инвертора своими руками, вам придется немного переделать его электрическую часть. Если к собранному корпусу подключить инвертор ММА, можно будет готовить. Но при этом качество сварки будет далеко от заводского полуавтомата. Все дело в ВАХ — ВАХ. Инвертор дуги выдает падающую характеристику — плавает выходное напряжение. А для корректной работы полуавтомата необходима жесткая характеристика — устройство поддерживает постоянное напряжение на выходе.
Следовательно, чтобы использовать ваш инвертор в качестве источника тока, вам необходимо изменить его ВАХ (характеристику напряжения). Для этого вам понадобится:
- тумблер, провода;
- переменный резистор и два постоянных;
Получить жесткую характеристику инвертора достаточно просто. Для этого нужно перед шунтом поставить делитель напряжения, контролирующий сварочный ток. Для делителя используются постоянные резисторы. Теперь можно получить нужные милливольты, которые будут пропорциональны выходному напряжению, а не силе тока. Минус в такой схеме только один – дуга получается слишком жесткой. Для ее смягчения можно использовать переменный резистор, который подключен к делителю и выходу шунта.
Преимущество такого подхода в том, что появляется регулировка жесткости дуги — такая настройка есть только в профессиональных полуавтоматах. Тумблер переключает инвертор между режимами MMA и MIG.
Таким образом, переделка инвертора ММА в полуавтомат хоть и непростая задача, но вполне осуществимая. На выходе получается устройство, не уступающее заводским по своим характеристикам. Но это также намного дешевле. Стоимость такой переделки 4-5 тысяч рублей.
Собрать сварочный полуавтомат из инвертора своими руками не слишком просто, так как для этой задачи потребуются определенные знания в области электроники, умение спаивать между собой различные элементы. Крайне важно хорошо разбираться в основных принципах работы оборудования, позволяющего вести сварку в полуавтоматическом режиме.
Для перевода инверторного аппарата из ручного режима потребуется определенное оборудование. Также необходимо иметь под рукой ряд комплектующих, без которых полноценное выполнение работ невозможно:
- Поскольку полуавтоматическая сварка будет работать от инвертора, потребуется взять инвертор, способный генерировать сварочный ток, сила которого будет достигать не менее 150 А;
- Специальный механизм, обеспечивающий равномерную и постоянную подачу проволоки;
- Горелка, являющаяся основным рабочим элементом;
- Шланг необходимого диаметра, по которому будет подаваться проволока;
- Другой шланг, по которому в зону сварки металла будет подаваться специальный защитный газ;
- Катушка с намотанной на нее сварочной проволокой, однако эту деталь придется определенным образом переделывать;
- Специальный блок электронного типа, через который будет контролироваться работа самодельного сварочного полуавтомата.
Наибольшее внимание следует уделить подающему устройству, отвечающему за подачу проволоки в зону сварки.
Следует отметить, что в процессе полуавтоматической сварки проволоки различного диаметра и из разных материалов, соответственно, индекс плавления будет разным. Чтобы работать со сварочными полуавтоматами было максимально удобно, самодельная конструкция должна иметь механизм регулировки скорости устройства, которое будет подавать проволоку.
Как переделать трансформатор из инвертора?
Чтобы в конечном итоге получить качественный сварочный полуавтомат, необходимо подвергнуть инверторный трансформатор определенным переделкам. Сделать это самостоятельно не слишком сложно, однако для этого придется соблюдать ряд определенных правил.
В первую очередь нужно сделать обмотку трансформатора. Для этого вам понадобится медная полоска и намотка из термобумаги. Необходимо найти именно полосу, проволока для этих целей не подойдет, так как сварочный полуавтомат, собранный этим методом своими руками, будет сильно нагреваться.
Вторичная обмотка также нуждается в доработке. В схему сварочного полуавтомата необходимо добавить еще одну обмотку трансформатора, состоящую из трех слоев жести.
Каждый из них нужно будет дополнительно заизолировать лентой из фторопластовых материалов. Концы родной обмотки и изготовленной самостоятельно нужно будет спаять между собой, заведя их в печатную плату.
Данное технологическое решение способствует значительному увеличению проводимости токов. Чтобы знать, как сделать сварочный полуавтомат своими руками, нужно помнить о необходимости добавления в схемы сварочного полуавтомата вентилятора, который будет использоваться для эффективного охлаждения всей конструкции, не допуская ее перегрева.
Как правильно настроить инверторный аппарат для полуавтоматической сварки?
Для внесения тех или иных изменений в схемы самодельных сварочных полуавтоматов необходимо предварительно полностью обесточить данную конструкцию. Для дополнительной защиты от перегрева на радиаторах нужно установить входной и выходной выпрямитель, а также силовые выключатели.
При выполнении всех этих действий силовую часть сварочного аппарата подключают к блоку управления и пытаются подключить к сети. Сначала должен загореться индикатор, указывающий на то, что изделие подключено. Перед испытанием изделия при сварке необходимо подключить к выходам осциллограф и с его помощью попытаться найти электрические импульсы, частота которых должна быть в пределах от 40 до 50 кГц. Между ними должен сохраняться зазор в 1,5 мкс — такого эффекта можно добиться изменением входного напряжения. Как только будет найдено оптимальное напряжение, можно попробовать подключить сварочную проволоку и сварить две заготовки.
Как отрегулировать механизм подачи?
Схемы самодельных сварочных аппаратов подразумевают наличие специального механизма подачи. Если нет заготовки для этого элемента, можно собрать его самостоятельно по чертежам.
Для этого нужно взять два подшипника, размер которых должен соответствовать размеру 6202, также понадобится электродвигатель от автомобильных дворников, и чем меньше его размер, тем лучше.
При выборе сварочного аппарата и его соответствии схеме сварочного полуавтомата необходимо тщательно проверить, чтобы он вращался строго в одном направлении. Кроме того, потребуется взять валик диаметром ровно 25 мм. Он устанавливается над резьбой на валу двигателя. Все нестандартные элементы конструкции изготавливаются самостоятельно – так в дальнейшем производить будет намного проще.
Механизм подачи состоит из двух пластин, на которых установлены подшипники. Между ними каток с подключенным к нему электродвигателем. Пластины сжимаются за счет пружины, этот же элемент схемы самодельного механизма подачи позволяет прижимать подшипники к ролику. Механизм собран на специальной текстолитовой пластине, ее толщина около 5 мм. Делается это таким образом, чтобы сварочная проволока выходила из механизма в районе разъема.
Этот разъем, в свою очередь, будет подсоединен к приварной втулке, установленной на передней части корпуса. К этой же пластине подключена катушка с намотанным проводом. Для того чтобы катушка хорошо держалась на подающем механизме, под нее делается специальный вал, который крепится перпендикулярно текстолитовой пластине. На краю вала необходимо нарезать резьбу, чтобы катушка сидела на нем как можно плотнее.
Принципиальная схема самодельного сварочного полуавтомата практична, надежна и экономична. Стоит отметить, что наверняка дизайн будет выглядеть не очень привлекательно, но по своим эксплуатационным характеристикам он практически ничем не будет отличаться от профессионального промышленного оборудования.
Все элементы, расположенные в механизме подачи, рассчитаны на стандартную катушку. Однако у такой конструкции есть один серьезный недостаток – будут проводиться сварочные работы.
Как делается обмотка индуктора?
Чтобы дроссель работал надежно и в то же время не перегревался при прохождении через него электрического тока, необходимо использовать трансформатор ОСМ-0,4, мощность которого составляет 400 Вт. Кроме того, при изготовлении качественной конструкции придется использовать эмальпровод, диаметр которого должен быть не менее 1,5 мм, однако лучше брать его с небольшим запасом, например, 1,8 мм.
На индуктор нужно намотать два слоя провода, и они должны быть качественно изолированы друг от друга. Провода в каждом из них уложены максимально плотно — это необходимо для получения качественной индукционной катушки. На следующем этапе следует использовать алюминиевую шину размерами 2,8х4,65 мм.
Наматывается в один слой, делая 24 витка, а остальные концы делают длиной примерно 30 см. В дальнейшем необходимо будет собрать сердечник, между ним и катушкой должен быть зазор примерно 1 мм. Чтобы соединение было максимально жестким, между сердечником и обмотками нужно будет проложить небольшие кусочки текстолита.
Такой дроссель можно сделать на основе железа из цветного или черно-белого лампового телевизора типа ТС-270, и это будет гораздо проще, так как вам придется установить только одну катушку, которая изготовлена из алюминиевого автобуса.
Для питания схемы управления также необходимо использовать трансформатор, причем собирать данную конструкцию самостоятельно совершенно необязательно, так как можно приобрести по низкой цене готовое изделие. Основным критерием является то, что конструкция должна выдавать 24 В при силе тока около 6 А.
Подвести итоги
Если вся конструкция правильно собрана, пользоваться ею будет очень удобно, а срок службы превысит даже профессиональные устройства. Однако при неправильной сборке регулятор подачи проволоки будет наиболее уязвимым конструктивным элементом, поэтому временами эти элементы будут нуждаться в ремонте или техническом обслуживании.
В остальном сварка металлических деталей с помощью полуавтомата своими руками достаточно удобна и проста, так как эта технология значительно проще традиционной ручной дуговой сварки.
Простейший инверторный сварочный аппарат своими руками. Как сделать инверторный сварочный аппарат своими руками? Аппарат точечной сварки
Для того, чтобы собрать сварочный инвертор своими руками, не обязательно иметь глубокие познания в физике, профессионально разбираться в технике, электричестве и т. д.
Нужно просто сделать все по схеме и знать хотя бы на минимальном уровне механизм действия этого снаряжения. Желающим создать инвертор в более экономичном и простом варианте следует знать, что технические особенности и КПД по сути не отличаются от аналогов по конструкции.
Один из важных вопросов для специалистов по сварке — как сделать самому. Процесс можно осуществить с помощью схемотехники сварочных инверторов.
Перед сборкой эффективного сварочного инвертора необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов ток, проходящий через ввод, должен быть 32 ампера;
- 250 ампер – показатель силы тока, который вырабатывается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для создания простейшего сварочного инвертора необходимо объединить в один механизм следующие элементы:
- блок питания;
- тиристорный блок питания;
- драйвера для силовых выключателей.
Материалы для его сборки
Чертеж инверторного сварочного аппарата.
Прежде чем приступить к сбору, мастер должен подготовить необходимые инструменты и материалы, которые могут ему понадобиться в работе.
Прежде всего:
- различные типы отверток;
- паяльник для соединения деталей электронной схемы;
- инструмент для резки по металлической поверхности; нить
- в качестве застежки;
- поверхность с небольшой толщиной металла;
- детали, за счет которых формируется электрическая схема инверторного сварочного аппарата;
- потребуется медный и полосовой провод для намотки трансформатора;
- стекловолокно;
- слюда; текстолит
- ;
- обычная термобумага, используемая в кассовых аппаратах.
Схема сварочного аппарата применяется для сборки в домашних условиях оборудования с напряжением 220 вольт от сети.
Но если есть необходимость, то используют схемы сварочных аппаратов, работающих от трехфазной электрической сети напряжением 380 вольт. Такое оборудование имеет преимущества, среди которых выделяется высокий показатель КПД, в отличие от однофазных конструкций.
Блок питания блока
В блоке питания сварочного инвертора важнейшей частью является та, что намотана ферритом в Ш7*7 или 8*8.
Блок питания инвертора.
С помощью этого механизма подается постоянное напряжение и создается за счет 4-х обмоток:
- Первичная.
Сто кругов с проводом ПЭВ диаметром 0,3 миллиметра. - Первый вторичный.
15 кругов с проводом ПЭВ диаметром 1 миллиметр. - Второй второстепенный.
15 кругов СЭВ диаметром 0,2 мм. - Третья средняя школа.
20 кругов диаметром 0,3 миллиметра.
После завершения первичной обмотки и изоляции ее боковых сторон стеклотканью ее также обматывают экранирующим проводом. Каждый виток должен полностью покрывать защитный слой.
Обмотка экранирующего провода должна быть в том же направлении, что и первичная обмотка. Стоит обратить внимание на сходство диаметров двух видов обмоток.
То же правило применяется и для других видов: при намотке трансформатора на каркас, изоляции проводов друг от друга за счет стекловолокна или с помощью простого малярного скотча.
Для стабилизации напряжения в диапазоне 20-25 вольт, поступающего в блок питания через реле, для электронных цепей подбирается резистор. Основной особенностью рассматриваемого механизма является изменение переменного тока в постоянный.
Этого можно добиться, используя диод, образованный при выполнении схемы «косого моста». Бывает так, что при работе устройства диод перегревается, из-за чего приходится проводить монтаж на радиаторы и часто ремонтировать блок питания. Альтернативой радиаторам является охлаждающая деталь от старой техники.
Установка диодного моста подразумевает использование 2-х радиаторов: верхний подключается к одному аккумулятору через прокладку из слюды, а нижний подключается ко второму аккумулятору через поверхность термопасты.
Мост диодов должен быть выведен в ту сторону, в которую направлен вывод транзистора. За счет этого постоянный ток преобразуется в переменный ток с высокими частотами.
Соединительный провод этих клемм может иметь длину не более 15 сантиметров. Металлический лист необходимо поместить между блоком питания и инверторной частью устройства и приварить к «корпусу» оборудования.
Силовой блок
Изготовление сварочного инвертора.
Блок питания является сердцем трансформатора сварочного инвертора. С его помощью показатель напряжения тока с высокими частотами снижается, а сила, наоборот, увеличивается. Для создания блока питания в трансформаторе требуется использование сердечников. Рекомендуется использовать обычную газетную бумагу, чтобы создать небольшой зазор.
При каждом наносимом слое для обеспечения теплоизоляции необходимо перематывать ленту с кассы для достижения хорошей износостойкости. Вторичная обмотка создана на основе 3-х ленточных слоев меди, изолированных друг от друга фторопластовой лентой.
Большинство самодельщиков обматывают понижающий трансформатор толстой медной проволокой, однако это ошибка. С таким трансформатором простой сварочный инвертор будет работать током высокой частоты, вытесняя проводник наружу, не нагревая детали внутри.
Обмотки лучше формировать проводом с широкой поверхностью, другими словами, использовать широкую медную полосу.
Вместо теплоизоляционного поверхностного слоя специалисты иногда заменяют его обычной бумагой. Она не так устойчива, как теплоизоляционная лента или лента в кассе. Повышенная температура влияет только на потемнение ленты, но ее стойкость остается на исходном уровне.
Блок инверторный
Основная функция простого — преобразование постоянного тока, который формируется с помощью выпрямителя аппарата, в переменный ток высокой частоты.
Для решения этой ситуации специалисты используют силовой транзистор, и ВЧ с открывающим и закрывающим каналом. Рассматриваемый механизм в оборудовании отвечает за преобразование постоянного тока в переменный ток с высокими частотами.
Сделать инверторный сварочный аппарат своими руками можно по схеме подключения, где указано и как последовательно соединить конденсаторы.
Используются в следующих случаях:
- Минимизация перенапряжения трансформатора.
- Минимизация потерь в трансформаторном блоке, возникающих в момент отключения устройства от сети.
Это связано с тем, что транзистор открывается с большей скоростью, чем закрывается — ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзисторов.
Система охлаждения агрегата
Схема подключения инвертора для сварки.
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться в процессе работы, что может привести к его поломке.
Во избежание подобных ситуаций эффективнее всего во время работы установить вентилятор, охлаждающий механизм — своеобразную систему охлаждения, во всех узлах устройства, кроме радиатора.
Можно сделать самому, если есть мощный вентилятор. Часто используют такой с направлением потока воздуха в сторону понижающего силового трансформатора.
С вентилятором, имеющим небольшую мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливаются возле силового трансформатора с направлением потока воздуха в обратном направлении.
Во избежание перегрева самодельный сварочный инвертор должен работать в связке с термодатчиком. Устанавливается на радиатор отопления. Если радиатор достигает максимальной температуры, он автоматически отключает питание.
Для более эффективной работы системы охлаждения агрегата корпус должен быть оборудован воздухозаборником правильного исполнения. Воздушный поток проходит через его решетки во внутренние системы аппарата.
Сборка инвертора своими руками
Остается важный вопрос, как это сделать? В первую очередь нужно выбрать корпус с надежной защитой или сформировать его самостоятельно из листового металла, где толщина должна быть не менее 4 миллиметров.
В качестве основы, где монтируется инверторная сварка, используется листовой гетинакс толщиной не менее 5 миллиметров. Сама конструкция будет располагаться на основании благодаря кронштейнам, изготовленным самостоятельно из медных проводов диаметром 3 миллиметра.
Для создания электронных плат в электрических схемах сварочного аппарата используется фольгированный текстолит, толщина которого достигает 1 миллиметра. При монтаже магнитопроводов, имеющих свойство нагреваться в процессе работы, необходимо помнить о зазорах между ними. Они нужны для того, чтобы воздух мог свободно циркулировать.
Для автоматического управления сварочным инвертором сварщик должен купить и подключить к нему специальный контроллер, отвечающий за стабильность тока. Он также определяет, будет ли величина питающего напряжения мощной.
Для более удобной эксплуатации самодельного агрегата в наружную часть вмонтирован орган управления. Он может выступать в роли тумблера включения устройства, рукоятки в переменном резисторе, благодаря которому осуществляется управление подачей тока или зажимом кабеля и сигнальным светодиодом.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, следовать инструкции и четко следовать прописанной схеме.
Схема изготовления инвертора своими руками.
Диагностика самодельного инвертора и подготовка его к работе
Сбор самоделки — это еще не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как выставить нужные параметры.
В первую очередь диагностируется оборудование, а именно подача 15 вольт на контроллер и систему охлаждения сварочного аппарата для проверки их выдержки. Благодаря этому проверяется работоспособность механизмов и недопущение перегрева при работе агрегата.
При полной зарядке конденсаторов в блоке к сети подключается реле, отвечающее за замыкание резисторов. При прямом питании без реле существует риск взрыва устройства.
С функционалом реле напряжение подается на устройство до 10 секунд. Достаточно важно знать, как долго инвертор может работать во время сварки. Для этого его тестируют в течение 10 секунд. Если радиатор остается при той же температуре, то время можно выставить до 20 секунд и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора
Чертеж сварочного инвертора для сборки своими руками.
Для того чтобы простой самодельный сварочный инвертор работал долго, за ним нужен правильный уход. При поломке сварочного оборудования требуется снять корпус и тщательно прочистить механизм пылесосом. В местах, куда он не доходит, можно использовать щетку и сухую тряпку.
В первую очередь необходимо провести диагностику всего сварочного оборудования — проверяются напряжение, его вход и ток. При отсутствии напряжения необходимо следить за работоспособностью блока питания.
Также проблема может заключаться в перегоревших предохранителях конструкции. Слабым местом также считается датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное склеивание на глаз или с помощью специального тестера.
При выявлении данных неисправностей они устраняются сразу за счет имеющихся деталей, чтобы не провоцировать перегрев и выход из строя всего сварочного оборудования.
Исход
Ошибочно полагать, что самодельный аппарат не позволит эффективно выполнять необходимую работу. Самодельным устройством с простой схемой сборки можно сваривать элементы электродом диаметром до 5 миллиметров и длиной дуги до 10 миллиметров.
После включения в схему самодельного оборудования необходимо установить автоматический режим с определенным значением тока. Напряжение в проводе может быть около 100 вольт, что говорит о какой-то неисправности.
Для устранения проблемы необходимо найти схему сварочного инвертора, разобрать ее и проверить, насколько правильно она была собрана.
Благодаря такому самодельному станку сварщик может сваривать не только однородный темный металл, но и цветные и различные сплавы. При сборке такого устройства, помимо основ электроники, также необходимо иметь свободный период времени для осуществления задуманного.
Сварочный процесс с помощью инвертора – необходимая вещь в доме каждого мужчины для любых бытовых и производственных целей.
В настоящее время самым популярным, функциональным и производительным сварочным оборудованием является инверторный сварочный аппарат.
Инвертор часто используется для сварки. Он компактен и прост в использовании.
Мощные полевые транзисторы используются в качестве силовых ключей в таком оборудовании. Это позволило значительно уменьшить габариты и массу агрегата. На рынке представлен большой выбор подобного оборудования. Все доступные модели имеют практически одинаковый принцип работы. Единственный недостаток, способный избавить от желания покупать такой агрегат – это его достаточно высокая стоимость. Однако можно приложить немного усилий и собрать инвертор самостоятельно.
Особенности самодельного инверторного сварочного аппарата
Рассматриваемый инверторный сварочный аппарат состоит из следующих основных элементов:
- блок питания;
- драйвера силовых ключей; Блок питания
- .
Самодельный инверторный сварочный аппарат будет иметь следующие характеристики:
- максимальное значение потребляемого тока — 32 А;
- сварочный ток — не более 250 А;
- напряжение сети — 220 В.
Такой инверторный сварочный аппарат может без проблем сваривать электродом диаметром 3-5 мм и длиной дуги до 10 мм. Эффективность самодельного агрегата ничем не уступает готовым магазинным сварочным аппаратам.
Вернуться к оглавлению
Подготовка к сборке сварочного аппарата
Для сборки аппарата необходимо:
- электротехническая сталь; ткань х/б
- ; медные провода
- ;
- стекловолокно; Текстолит
- .
Для стабилизации напряжения обмотки необходимо выполнять по всей ширине каркаса. Всего в конструкции рассматриваемого инверторного сварочного аппарата будет 4 обмотки:
- первичная — состоит из 100 витков, ПЭВ 0,3 мм;
- три вторичные обмотки — одна на 15 витков (ПЭВ 1 мм), другая — также на 15 витков (ПЭВ 0,2 мм), третья — на 20 витков (ПЭВ 0,3 мм).
Плата с блоком питания монтируется отдельно. Между ним и силовой частью будет располагаться лист металла. Он должен быть электрически прикреплен к корпусу инверторного сварочного аппарата.
Проводники будут использоваться для управления воротами. Их следует припаивать на минимальном расстоянии от транзисторов. Они должны перекручиваться попарно друг с другом. Раздел особого значения не имеет. Длина проводников должна быть не более 15 см.
Перед сборкой инверторного сварочного аппарата необходимо внимательно изучить и понять его принципиальную схему.
Блок питания рассматриваемого блока — традиционный обратноходовой. Первичная обмотка блока должна быть покрыта экранирующей обмоткой. Он сделан из той же проволоки. Наложенные витки должны полностью перекрывать основные и иметь с ними одинаковое направление. Изоляция расположена между обмотками. Его можно сделать из лакоткани или малярного скотча.
При настройке блока питания сварочного аппарата необходимо подобрать такое сопротивление, чтобы напряжение, подаваемое на питание реле, было 20-25 В. Для входных выпрямителей подобрать надежные и мощные радиаторные элементы. Для этой цели отлично подходят модели, которые использовались в старых компьютерах. Купить их недорого можно на радиорынке.
Цепь управления включает только 1 термодатчик. Он будет размещен внутри корпуса радиатора. На этом же радиорынке следует купить ШИМ-контроллер для блока управления. Через его канал управления будет стабилизироваться ток в дуге. Конденсатор будет определять напряжение ШИМ. Сила сварочного тока зависит от самого напряжения.
Вернуться к содержанию
Пошаговая инструкция по сборке инверторного сварочного аппарата
Для намотки дросселя используйте обмоточный провод.
Прежде всего, подготовьте все детали, указанные на принципиальной схеме. Для сборки такого сварочного инвертора можно использовать доступные материалы, которые продаются в любом магазине радио и электроники. Перед использованием деталей убедитесь, что они работают должным образом.
Подберите готовый дроссель или сделайте его на стальном магнитопроводе. Для изготовления дроссельной обмотки используйте провод ПЭВ-2. Вам нужно сделать 175 оборотов.
Самыми доступными конденсаторами, которые можно использовать для сборки такого инверторного сварочного аппарата, являются конденсаторы К78.
Они широко использовались в старых телевизорах, так что найти их не составит труда. Рабочее напряжение конденсаторов должно быть не менее 1000 В. Если вы не можете найти конденсатор с требуемым напряжением, используйте несколько элементов, чтобы их общая емкость соответствовала требуемому номиналу.
Для сборки инвертора необходимо несколько транзисторов.
Купить несколько маломощных транзисторов КУ221А. Не стоит использовать вместо него один мощный транзистор, потому что это снизит рабочую частоту и создаст неприятный громкий звук при сварке. А неправильно подобранная мощность может привести к тому, что очень скоро придется проводить ремонт оборудования.
При сборке сварочного инвертора соблюдайте необходимые зазоры между обмотками и магнитопроводами. Уложить пластины печатной платы в обмотки. Это повысит электробезопасность сварочного аппарата и обеспечит достаточное охлаждение.
Далее необходимо прикрепить трансформатор к основанию самодельного сварочного инвертора. Используйте для этого 2-3 скобы. Скобы могут быть изготовлены из медной проволоки диаметром 3 мм и более. Платы изготовлены из текстолита с фольгированным покрытием. Для этого подойдет материал толщиной около 0,5-1 мм. В каждой плате следует подготовить по 4 узких прорези, благодаря чему будет снижена нагрузка на диодные выводы.
После того, как вы вынесете тумблер и светодиоды на лицевую сторону, вы получите практически готовое устройство помощи.
Установите все собранные узлы агрегата на основание. Его можно изготовить из пластины гетинакса. Достаточно будет пластины толщиной 0,5 см. В ее центре нужно сделать круглое окошко для вентилятора. Обязательно защитите последнюю решеткой. Между магнитопроводами должен быть воздушный зазор.
Поместите светодиоды и ручку переключения, а также кабельные зажимы и ручку переменного резистора на переднюю часть основания. В итоге вы получите практически готовый сварочный аппарат. Данная конструкция должна быть помещена в корпус из текстолита или винипласта. Стенки корпуса должны иметь толщину 4 мм и более. Поместите кнопку на держатель электрода. Он и подключенный к нему кабель должны быть надежно изолированы.
Вернуться к оглавлению
Подключение самодельного сварочного аппарата
Готовый сварочный инвертор необходимо подключить к сети или к аккумулятору. Используйте зажимы для подключения к аккумулятору. Обязательно соблюдайте полярность. Черный зажим идет на «-», а красный на «+». Если между аккумуляторной батареей и бортовой сетью имеется соединение, его не нужно отключать. В момент соединения выводов сварочного инвертора с аккумулятором должна появиться искра.
Включите устройства в розетку. Розетка должна иметь предохранитель или функцию автоматического отключения. При необходимости допускается использование удлинителя до 50 м.
Включите кнопку агрегата. Если все нормально, загорится зеленый светодиод. Он будет оставаться зеленым до тех пор, пока напряжение батареи не выйдет за пределы допустимого диапазона.
При подключении и использовании самодельного инвертора следует учитывать еще один очень важный момент. В том случае, если при работе сварочного инвертора на нагрузку напряжение аккумуляторной батареи падает до 10,5 Вт и продолжает падать более 1 минуты, аппарат автоматически выключается. Это предотвратит полную разрядку аккумулятора и избавит от необходимости ремонта. Более короткие перепады напряжения не повредят сварочному аппарату, аккумулятору или сети.
Изготовление сварочного инвертора своими руками вполне посильная задача даже для человека, поверхностно знакомого с электроникой.
Главное понимать принцип работы устройства и строго следовать инструкции. Многие думают, что самодельные приспособления не позволят качественно выполнять сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет сэкономить кругленькую сумму.
Что необходимо для сборки инвертора
Для того, чтобы самому создать простейший сварочный инвертор, вам потребуется:
Все это вам необходимо подготовить для того, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйвера силовых ключей; силовой агрегат
- ; Блок питания
- .
С данной сборкой инвертор будет иметь следующие характеристики:
- потребляемое напряжение — 220 В;
- входной ток — 32 А;
- выходной ток 250 А.
Создание блока питания
Очень важно правильно подобрать трансформатор для блока питания. Он обеспечит стабильное напряжение … Трансформатор намотан на феррите шириной 7х 7, всего сформировано 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первый вторичный (15; 1 мм)
- второй вторичный (15; 0,2 мм)
- третья вторичная (20; 0,3 мм)
Сначала нужно сделать первую обмотку и изолировать ее стеклотканью. На него должен быть намотан слой экранирующего провода, его витки должны располагаться в том же направлении, что и витки самой обмотки.
Остальные обмотки сделайте таким же образом, не забывая изолировать их друг от друга.
Основной задачей инвертора является преобразование переменного тока в постоянный. Для этого используются диоды, установленные по схеме «косой мост». Также необходимо подобрать подходящие резисторы для электрической цепи.
По этой схеме стоит собрать вот этот блок:
В такой схеме диоды сильно греются, поэтому их нужно просто закрепить на радиаторах. В качестве радиаторов могут использоваться охлаждающие элементы от различных устройств. Прикрепите диоды к двум радиаторам, верхнюю часть через слюдяную прокладку к одному, нижнюю часть через термопасту ко второму.
Выводы диодов должны быть направлены в том же направлении, что и выводы транзисторов. Провода, соединяющие их, должны быть не длиннее пятнадцати сантиметров. Приварите лист металла к шкафу между блоком питания и инверторным блоком.
Сборка блока питания
Блок питания снижает напряжение, но увеличивает мощность. Он также основан на трансформаторе. Требует 2 ядра 20×208 шириной 2000 нм. Оберните такой трансформатор медной полосой шириной 40 мм и толщиной в четверть миллиметра. Для обеспечения теплоизоляции оберните каждый слой прочной термобумагой. Вторичную обмотку сформировать из трех медных полос, изолированных фторопластовой лентой.
Распространенной ошибкой является выполнение обмотки понижающего трансформатора толстым проводом. Данный трансформатор работает с током высокой частоты , поэтому оптимально будет использовать широкие проводники.
Блок инвертора
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются высокочастотные размыкающие и замыкающие трансформаторы.
Вот схема этого блока:
Схема этого блока не такая простая, как предыдущая. А все из-за того, что эту деталь стоит собирать на базе нескольких мощных трансформеров. Это сбалансирует частоту, а также значительно снизит уровень шума при сварке.
Для минимизации резонансных выбросов трансформатора и уменьшения потерь в блоке транзисторов в эту цепь добавлены последовательно включенные конденсаторы.
Охлаждение
При инверторной сварке аппарат сильно нагревается, поэтому необходимо сделать систему охлаждения. Перегрев может даже привести к выходу из строя всего устройства. , поэтому помимо радиаторов используются вентиляторы. Мощный вентилятор может охлаждать всю систему; он должен быть установлен напротив понижающего трансформатора. Если вы используете маломощные вентиляторы, то вам понадобится около 6 штук.
Не забудьте установить на самый горячий радиатор термодатчик, который сработает в случае перегрева и отключит всю систему. Также установите воздухозаборники, чтобы вентиляция работала лучше.
Сборка конструкции
Для окончательной сборки вам понадобится качественный кейс. Вы можете либо купить его, либо собрать самостоятельно, используя тонкие листы металла. Закрепите блоки транзисторов скобами.
Используя текстолит , создайте электронные платы. При установке магнитопроводов между ними делайте зазоры для циркуляции воздуха.
Вам потребуется приобрести и установить на инвертор ШИМ-контроллер, который будет стабилизировать силу тока и напряжение. Также на передней части инвертора прикрепите органы управления: тумблер включения/выключения устройства, сигнальные светодиоды, кабельные зажимы и ручку переменного транзистора.
Изготовление инвертора своими руками, конечно, важно, но также важно правильно его продиагностировать. Сначала подайте небольшой ток 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверяете работоспособность контроллера и предотвращаете перегрев во время тестов.
После зарядки конденсаторов подать ток на реле, отвечающее за замыкание резистора. Никогда не подавайте ток напрямую — может произойти взрыв. Проверьте, не закорочен ли резистор после включения реле. Также при его срабатывании на плате ШИМ будут формироваться прямоугольные импульсы, поступающие на оптопары. Так же проверьте правильность сборки диодного моста.
С помощью двухлучевого осциллографа проверьте правильность соединения фаз трансформатора. Подсоедините один пучок к первичной обмотке, второй к вторичной. Фазы импульсов должны быть одинаковыми. Ориентируйтесь на шум осциллографа , это поможет вам решить, как вам нужно доработать блок-схему.
Обязательно проверьте работоспособность инвертора. Начните с 10 секунд и постепенно доведите до 20 секунд и одной минуты.
Время от времени проводите диагностику сварочного инвертора и не забывайте о его обслуживании. Ведь только при правильном уходе он прослужит вам долго.
Инверторные сварочные аппараты широко используются в строительной отрасли благодаря их высокой производительности и малому весу. Однако не каждый может себе позволить такой инструмент. Единственный выход – сделать сварочный инвертор своими руками. Схем таких устройств в интернете много. Многие из них сложные и дорогие, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, простую ремонтопригодность, однако весьма существенным недостатком является не только их вес, но и зависимость от напряжения. Вход электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работы становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для сварки в домашних условиях, а также на предприятиях, о обеспечивает стабильное горение и поддержание сварочной дуги с помощью тока высокой частоты (отличной от 50 Гц).
Сварочный инвертор представляет собой обычный импульсный источник питания, работа которого основана на следующих принципах:
- Входное напряжение (питание инвертора переменного тока 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразуется в переменный ток высокой частоты.
- Идет процесс преобразования напряжения путем его понижения.
- Выпрямление и преобразование тока для частотно-безопасной сварки.
Благодаря этим моментам вес и габариты аппарата снижены. Для того чтобы собрать инверторную сварку своими руками, необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом был огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварки. Для получения такой силы тока необходимо использовать проволоку большого диаметра, что влияет на вес сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и габаритами оказалось проще, т. к. габариты и масса самого трансформатора уменьшаются в несколько десятков и сотен раз. Например, если увеличить частоту в 6 раз, можно уменьшить габариты трансформатора и в 3 раза. Это приводит к значительной экономии материалов.
Благодаря мощным ключевым транзисторам, использованным в схеме инвертора, переключение происходит на частоте от 50 до 80 кГц. Эти транзисторы работают только при постоянном напряжении.
Как известно из курса физики, для получения постоянного напряжения используется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные синусоидальные напряжения. Но использование одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Конденсаторный фильтр используется для получения нормального постоянного напряжения. После этих преобразований на выходе фильтра появляется постоянное напряжение выше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
Блок питания служит источником питания для схемы инвертора. Транзисторы подключены к понижающему трансформатору, который импульсный и работает в диапазоне частот от 50 до 90 кГц. Мощность такого трансформатора примерно такая же, как у его огромного собрата — сварочного силового трансформатора.
Модернизация такого аппарата становится легче, так как благодаря своим габаритам и весу появляются дополнительные возможности для повышения устойчивости сварочного аппарата.
Существует огромное количество самодельных сварочных инверторов, схемы которых разнообразны по функционалу и способам установки. Разберем подробно каждую из самодельных моделей.
Изготовление резонансного инвертора
За основу необходимо взять компьютерный блок питания форм-фактора АТ, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, иначе, если их нет, покупаются на рынке. Все компоненты имеют низкую стоимость.
Тогда вам нужно определиться с параметрами инверторной сварки своими руками. Также возможно использование следующих характеристик:
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая используется во всех источниках бесперебойного питания. Инвертор имеет низкое энергопотребление около 2,5 кВт, что позволяет использовать его в квартире.
Трансформатор должен быть в сборе и сердечники типа Е42, который используется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Для дросселя следует использовать другой трансформатор. Остальные элементы индуктивности собраны из сердечника 2000HM. Диоды и транзисторы необходимо устанавливать на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода составляет примерно 36 В при длине дуги от 4 до 5 мм, что позволяет работать с ней начинающим строителям. Выходные кабели должны быть обмотаны ферритовыми трубками или ферритовыми кольцами от блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в обмотке I при резонансе.
Схема 1 — Схема сварки резонансного инвертора
Благодаря небольшому весу и габаритам появляется возможность модернизировать устройство.
Предотвращение прилипания электрода
В этом случае используется транзистор IRF510, который представляет собой полевой эффект. Кроме того, он также обеспечивает плавный пуск и прерывание входа на микросхеме SG3524:
- При высоких температурах срабатывает термодатчик.
- Выключение тумблером.
- Блокировка при коротком замыкании (КЗ).
Простой сварочный аппарат
Данная модель рассчитана на напряжение 220 В и силу тока 32А, после переделки ее значение достигнет 280А. Этого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметров.
Схема и комплектующие
Основным элементом является трансформер, сделать который достаточно сложно, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7 × 7 или 8 × 8).
- Первичная обмотка состоит примерно из 100 витков и имеет диаметр 0,3 мм.
- Вторичные обмотки — 3 шт: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклотекстолит, текстолит, электротехническая сталь (для железной руды), х/б материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Рисунок 1 — Блок-схема инверторного сварочного аппарата
Пояснение к схеме:
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров), выполнен отдельно от силовая часть.
Схема 2 — Принципиальная схема блока питания
Проводники (длиной не более 15 см) для управления затворами транзисторов необходимо припаивать ближе к последним, причем проводники соединяются попарно друг с другом, их сечение роли не играет.
Основу блока питания составляет понижающий трансформатор с сердечником Ш20×208 2000 нм, а II обмотка намотана в несколько слоев провода, изоляция которого не повреждена. На вторичку надо мотать следующим образом, изолируя слои: 3 слоя, а потом фторопластовая прокладка, потом снова 3 слоя и снова фторопластовая прокладка. Это делается для увеличения перегрузочного сопротивления . Затем на II обмотке ставят конденсатор не менее 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо трансформатор тока, подключенный к плюсу, собрать на ферритовом сердечнике, а его сердечник обернуть термобумагой (кассовой лентой). Прикрепите выпрямительные диоды к радиатору.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным назначением инверторного блока является процесс преобразования постоянного тока в переменный ток высокой частоты. Для этого используются мощные транзисторы, хотя в ряде случаев можно заменить более мощный на 2 и более транзисторов средней мощности.
Достаточно хорошее охлаждение — важный элемент всего устройства. Для этого следует использовать кулеры от компьютерной техники, но не стоит ограничиваться одним, т. к. необходимо обеспечить достаточное охлаждение цепи питания, радиаторы которой служат для отвода тепла, но это тепло необходимо отводить. Для полной защиты необходимо установить датчик температуры (устанавливается на ТЭН), из-за чего подача питания от сети будет отключена.
Пайка, регулировка и функциональная проверка
Пайка является ключевой, так как при правильном расположении деталей от этого зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливаются встречно друг к другу. Входная цепь рассчитана с запасом около 300 В.
Для настройки функции необходимо подключить широтно-импульсный модулятор к 15 В для питания кулера. Реле включается вместе с резистором R11 и должно давать 150мА.
После проделанных манипуляций необходимо перейти непосредственно к проверке работоспособности устройства:
Если эта схема показалась очень сложной, то рассмотрим схему очень простого устройства.
Простейший инверторный сварочный аппарат
Модель данного аппарата очень простая и бюджетная. Его легко собрать благодаря простой электрической схеме.
Весь процесс сборки можно разделить на этапы, кроме того необходимо собрать все детали, материалы:
Схема 4 — Схема простейшего сварочного инвертора своими руками
После сборки устройство необходимо настроить и продиагностировать при первом запуске для выявления ошибок в работе.
Установка инвертора:
Таким образом можно собрать инвертор для сварки своими руками. Не обязательно использовать сложные схемы, ведь радиолюбители нашли лучшее решение в бюджетном варианте. Причем уровень сложности схем варьируется от довольно сложных до простых. Чтобы собрать сварочный инвертор своими руками, не обязательно покупать дорогие детали, а можно использовать подручные средства.
Относительно недавно на помощь профессиональным сварщикам или любителям пришел простой и эффективный сварочный аппарат — инвертор. При одинаковых характеристиках с другим оборудованием, станками сварочный инвертор имеет вес, который в разы меньше.
Сначала ток подается на выпрямитель, после чего сглаживается фильтром, после чего получается постоянный ток. Через транзисторы постоянный ток снова становится переменным, но его частота уже не 50Гц, а 20-50кГц.
После этого напряжение падает до 70-90В, а сила тока доводится до 200А, все это позволяет тому, что данный тип сварочного аппарата по многим параметрам превосходит другие аппараты. Ремонт такой техники сложнее, так как в ней много электроники.
Практически все схемы такого оборудования одинаковы, вот одна из них.
Сварочный инвертор схема
На фото пример реализации самоделки
В связи с тем, что инвертор работает по принципу преобразования токов высокой частоты, а не преобразования ЭДС, можно максимально уменьшить его габариты и вес, но для его ремонта надо иметь знания в области электротехники.
Если сварочный аппарат, выдающий ток 160А, весит около 15-18 кг, то инвертор с такими же характеристиками будет весить около 250 г, инвертор можно отремонтировать самостоятельно.
Как обычный инвертор, так и полуавтоматический инвертор можно сделать своими руками. Инвертор-полуавтомат в своем комплекте обычно имеет помимо источника питания механизм подачи проволоки, шланг для подачи газа и проволоки и горелку.
Сделать самодельный полуавтомат сложнее, чем обычный аппарат, так как нужно еще сконструировать механизм подачи проволоки.
Но если вы все же решили сделать инвертор полуавтомат своими руками, то такая мелочь не остановит вас на пути к достижению цели. Чтобы найти схемы полуавтоматов, можно воспользоваться специальной литературой или интернетом. Так как в полуавтомате тоже есть подаватель, то он тоже может выйти из строя и может потребоваться ремонт.
Достоинства и недостатки
Одним из главных достоинств такого сварочного аппарата является малый вес. При работе с таким оборудованием можно использовать как электроды для постоянного, так и для переменного тока, поэтому можно варить чугун и цветные металлы.
Сварочный ток регулируется в широких пределах, что позволяет использовать сварку TIG.
При использовании полуавтоматического инвертора весь процесс упрощается за счет его частичной автоматизации. Полуавтоматические инверторы также в несколько раз меньше и легче своих собратьев.
Наличие такой функции как «Горячий старт» позволяет подавать максимальный ток при зажигании дуги, а функция «Антизалипание» снизит ток до минимального значения, в случае короткого замыкания , все это облегчает зажигание дуги и не прилипает электрод во время работы… Такой прибор вполне можно сделать своими руками.
И у простого инвертора, и у полуавтомата есть общий недостаток — их цена в 2-3 раза выше, чем у аналогичных трансформаторных устройств. Такой прибор боится пыли, поэтому, чтобы продлить срок их службы и не производить дополнительный ремонт, его необходимо чистить каждые 5-6 месяцев, это зависит от интенсивности его использования.
Такое оборудование боится мороза, поэтому его нельзя эксплуатировать при температуре ниже 15 градусов мороза. Еще одним недостатком и неудобством при эксплуатации является то, что для подключения такого оборудования можно использовать кабель длиной не более 2,5 метров.
Поэтапная работа
Если вы решили сделать такой инвертор своими руками, то вы должны понимать, что это тот самый трансформатор, который используется в микроволновой печи. Он состоит из двух катушек, на которые намотан изолированный медный провод. Одна из обмоток первичная, а другая вторичная.
Из-за того, что количество витков разное, ток подается на первичную катушку, а затем с помощью индукции во вторичной, напряжение уменьшается, а ток увеличивается в несколько раз.
Трансформатор СВЧ сразу использовать нельзя; это должно быть переделано. Это связано с тем, что в микроволновой печи вырабатывается напряжение в несколько тысяч вольт, а для работы сварочного аппарата оно должно быть намного меньше.
Нужно добиться увеличения тока и уменьшения напряжения. Необходимо иметь в виду, что при получении большого тока электрод сгорит и испортит металл, а при малом токе качество сварки будет плохим. Чтобы не ремонтировать оборудование сразу после его создания, необходимо правильно провести расчеты.
Перемотка своими руками требует вторичной обмотки, для этого предварительно нужно аккуратно снять старую обмотку. Наматывать надо тот повод, который покрыт эмалью, все нужно делать аккуратно, витки укладывать один к одному и не повредить первичную обмотку. О толщине провода и количестве витков говорить не будем, так как все зависит от того, какой трансформатор вы будете перешивать.
После того, как вы намотаете необходимое количество витков, все нужно покрыть специальным токоизолирующим лаком.
Подбираем корпус и подключаем катушки
Если делаете самоделку, то нужно найти для этого соответствующий корпус. Надежно крепим один трансформатор за другим в выбранный корпус, после чего соединяются их первичная и вторичная обмотки.
При создании инверторов необходимо первичные обмотки соединять параллельно, а вторичные последовательно. Такая конструкция позволит получить ток под нагрузкой около 60А, а выходное напряжение около 40 В, этого достаточно для проведения сварочных работ по дому.
Создаем систему охлаждения
В процессе работы инверторы сильно нагреваются, поэтому их необходимо хорошо охлаждать. При этом придерживаемся следующей схемы: с обеих сторон корпуса, напротив трансформаторов, устанавливаем вентиляторы, их можно взять от старого компьютера, их нужно установить так, чтобы они работали на вытяжку.
Чтобы обеспечить не только отвод теплого воздуха, но и подачу свежего, в корпусе необходимо своими руками сделать несколько десятков отверстий. Кабель можно приобрести в магазине, а держатель сделать своими руками или приобрести уже готовый.
При создании полуавтомата вам понадобится газовый баллон. В этом случае можно использовать, например, баллон от старого углекислотного огнетушителя или приобрести готовый баллон в магазине.
Особенности использования самоделок
После подключения к сети контроллер автоматически установит значение сварочного тока, если напряжение на проводе менее ста вольт, это свидетельствует о неисправности аппарата.
С помощью инверторов можно сваривать не только черные, но и цветные металлы, а также тонкие листы. Если у вас есть определенные навыки работы и базовые знания электротехники, то сделать сварочный инвертор своими руками можно за один день. В среднем, чтобы купить его комплектующие, вам понадобится около 1000-1500 рублей, много деталей можно иметь дома.
Пример: потребляет 32 А, работает от 220В, выдает до 250А
Если вы обладаете достаточно глубокими познаниями в электротехнике и имеете соответствующие навыки работы, то вы можете создать более сложный, но и более совершенный инвертор своими силами собственные руки. Рассмотрим, как изготовить его основные части, а именно трансформатор, блок питания и сам сварочный трансформатор.
Рисунок 1. Схема блока питания
Для трансформатора используется феррит Ø 7*7 или 8*8. Первичная обмотка состоит из провода диаметром 0,3 мм в количестве ста витков, вторая вторичная обмотка имеет 15 витков диаметром 2 мм, третья вторичная обмотка имеет 15 витков диаметром 0,2 мм; четвертая вторичная обмотка — 20 витков диаметром 0,35 мм. Для создания постоянного напряжения обмотки необходимо укладывать по всей ширине.
Рис. 2 Схема инвертора
Для создания трансформатора с частотой 41 кГц необходимо купить два Ш20х28 2000нм, для обеспечения зазора можно взять бумагу. Лента медная используется 10кв мм х 30 кв.мм и выполняется 12вит х 4вит. Для создания обмотки берется медь 40х0,25 мм; в качестве изоляции можно использовать глазурованную бумагу
Для вторичной обмотки используется медный лист, а для изоляции слоев проложена фторопластовая лента.
Для создания дросселя Л2 на феррите Ш30х28 наматывают 5 витков провода сечением 25мм2, для обеспечения зазора используют два слоя бумаги. Для создания трансформатора тока возьмите два кольца К30х18х7. В качестве первичной обмотки через кольцо продевают провод, а для создания вторичной наматывают 85 витков провода сечением 0,5 мм.
Как видите, для того, чтобы создать сварочный инвертор своими руками, не нужно специальное оборудование или дорогие детали, все можно сделать своими руками, а если сделать инвертор самому, то он не будет будет трудно для вас, чтобы восстановить его.
Так же у нас есть ряд статей, которые посвящены изготовлению техники своими силами, подробнее смотрите обзорную статью про и , инструменты которые нужны на дачном участке.
Если вы решили делать фундамент самостоятельно, то рекомендуем сделать бетоновибратор.
Начало работы со сваркой мотоциклов, часть I
Большинство мотоциклов, которые украшают эти страницы, где-то подвергались сварке. Если вы собираете свой собственный мотоцикл или даже если вам просто нравится возиться в гараже, сварка — это бесценный навык.
Это также немного пугающая перспектива для посвященных, поэтому это руководство состоит из двух частей. На этой неделе мы углубимся в теорию, объясним различные типы сварки и поможем вам понять, какой аппарат выбрать.
Что такое сварка? В двух словах, сварку можно определить как сплавление двух кусков материала. Я говорю «материал», потому что мы можем сваривать не только металл, но и пластик (в этой статье мы сосредоточимся на металле).
Сварочные технологии достигли такой степени, что высококачественные сварочные аппараты теперь доступны для небольших магазинов, фермеров, художников и любителей. Создание изделий из груды металла с помощью сварки доставляет удивительное удовольствие. Но не ждите, что вы возьмете сварочную горелку и с первого раза наложите идеальный валик — как и любой новый навык, требуется практика, чтобы создавать такие прочные и привлекательные соединения, как на заводской раме.
Преимущества сварки Очевидно, что сварка является непрерывным процессом по сравнению с соединением деталей болтами. Если две детали изготовлены из одного материала, их можно сваривать. Он позволяет сделать сложную форму, например раму мотоцикла, — целую кучу трубок и пластин, собранных в прочную и долговечную конструкцию.
Мы можем разделить сварку на две категории: Сварка плавлением распространена на наших мотоциклах и требует плавления соединяемых металлов; Сварка не плавлением также требует тепла для работы, но нам нужно добавить присадочный материал, который плавится при более низкой температуре, чем основной материал (например, пайка).
Ручная дуговая сварка металлом Дуговая сварка, один из первых разработанных сварочных процессов, использует электрическую дугу для выработки тепла, необходимого для расплавления металлов. Сварочный аппарат генерирует напряжение на конце плавящегося электрода, и дуга зажигается на заготовке, которая снова подключается к сварочному аппарату через заземляющий кабель.
Электрическая дуга расплавляет заготовку и конец электрода и переносит расплавленный металл от конца электрода к заготовке. Этот «присадочный» металл увеличивает размер сварного шва. Электрод покрыт «флюсом», который плавится и образует защитный газовый экран вокруг сварного шва, предотвращая загрязнение. Затем он затвердевает на сварном шве, образуя защитный «шлак», который необходимо сколоть, чтобы открыть сварной шов под ним.
Сварочный аппарат будет иметь элементы управления для регулировки величины тока, протекающего через цепь, и доступны различные электроды для различных типов и толщин металла. По мере того, как металл осаждается с электрода на заготовку, электрод становится короче и в конечном итоге должен быть заменен.
Самые дешевые сварочные аппараты для хобби, которые вы найдете в хозяйственном магазине, вероятно, будут использовать этот процесс. Я бы не стал рассматривать его как претендента на ваш мотоциклетный проект, так как другие процессы (описанные ниже) позволяют гораздо точнее сфокусировать дугу и присадочный металл.
Дуговая сварка металлическим газом (MIG) Усовершенствование дуговой сварки, сварка MIG (металл в инертном газе) использует дугу, зажигаемую между заготовкой и непрерывно подаваемым расходуемым проволочным электродом, подаваемым через горелку. Проволока является «наполнителем», она расплавляется и осаждается в сварном шве для увеличения его размера. Горелка также подключена к источнику защитного газа для защиты расплавленной сварочной ванны.
Расходуемая проволока и тип защитного газа могут быть изменены в соответствии с различными металлами. С правильным газом и проволокой вы можете сваривать ряд черных (на основе железа) и цветных металлов, таких как алюминий. Смесь двуокиси углерода и аргона является распространенным защитным газом, используемым при сварке стали, в то время как чистый аргон чаще используется при сварке алюминия. (Обычно они поставляются в переносных цилиндрах для использования в магазине.)
Органы управления сварочным аппаратом обычно позволяют регулировать сварочное напряжение и скорость подачи проволоки — и то, и другое необходимо увеличить для более толстых материалов и уменьшить для более тонких материалов. Поток защитного газа регулируется регулятором.
Сварочные аппараты MIG очень популярны, особенно среди производителей автомобилей. Они относительно экономичны, просты в эксплуатации, относительно просты в освоении и после настройки отлично подходят для одного конкретного металла, такого как сталь. Для автомобильного проекта это может быть идеальным — вы можете использовать сварочный аппарат MIG для ремонта шасси и панелей, изготовления новых деталей и даже сварки стальной выхлопной системы. Но в вашем мотоциклетном проекте вам может понадобиться возможность простой настройки сварочного аппарата для работы с другими металлами, такими как нержавеющая сталь и алюминий.
Дуговая сварка вольфрамовым электродом в среде защитного газа (TIG) Сварка TIG (вольфрамовым электродом в инертном газе) — это еще один процесс дуговой сварки. Однако вместо использования плавящегося электрода, как при дуговой сварке или сварке MIG, при сварке TIG используется электрод из вольфрамового сплава, который не расходуется во время сварки. Подача защитного газа — обычно аргона — используется для защиты сварного шва.
Поскольку электрод не образует лишнего металла, оператор добавляет присадочный металл в сварной шов. Обычно одна рука держит горелку, направляющую дугу и защитный газ, а другая рука подает присадочный металл. Некоторые модели имеют ножную педаль для модуляции дуги, поэтому вы можете работать обеими руками и одной ногой вместе. Эта координация требует больше усилий, чтобы научиться, и практики, чтобы освоить. Но если вы умеете управлять мотоциклом с дроссельной заслонкой, сцеплением и переключением передач, вы можете научиться сварке TIG.
Панели управления более сложных аппаратов для сварки ВИГ выглядят сложными, но возможность регулировки аппарата в соответствии со сварным швом — одна из причин, по которой я предпочитаю сварку ВИГ для мотоциклетных проектов. С небольшими (и относительно дешевыми) изменениями вольфрамового электрода и присадочного материала сварка TIG может использоваться для сварки стали, нержавеющей стали и алюминия — наиболее распространенных металлов, которые вы будете использовать в проектах мотоциклов, изготовленных по индивидуальному заказу. В результате TIG-сварка — мой личный выбор.
Кислородно-ацетиленовая сварка Ацетилен — это легковоспламеняющийся газ, который при смешивании с кислородом образует пламя с температурой 6000 градусов, что отлично подходит для сварки, резки и нагревания всех видов металлов.
Несмотря на то, что современные сварочные аппараты дешевеют, кислородно-ацетиленовая сварка настолько универсальна, что на нее стоит обратить внимание. Помимо использования пламени для сварки металлов, вы можете использовать режущее приспособление для резки стального листа и горелку для нагрева ржавых болтов, застрявших деталей и металла перед гибкой. Он не требует электрических подключений и ограничен только тем, где вы можете разместить газовые баллоны и длиной шлангов.
Кроме того, комплект для кислородно-ацетиленовой сварки и обогрева будет намного дешевле, чем качественный сварочный аппарат; учитывайте стоимость газа, и это может быть наиболее экономичным решением для вашего домашнего магазина.
С помощью различных присадочных стержней можно сваривать самые разные материалы, однако тепло, передаваемое деталям, иногда может вызывать деформацию. Это большая проблема для тонкого листового металла. В результате кислородно-ацетиленовая сварка может быть не лучшим выбором для мотоциклетного проекта.
Существуют также некоторые особенности безопасности. Ацетилен не только взрывоопасен, но и ядовит, вызывая тошноту и головные боли. Кислород необходим для горения, и если вы направите струю чистого кислорода на что-то легковоспламеняющееся, может легко начаться пожар, поэтому при использовании кислородно-ацетиленового оборудования все горючее должно быть удалено. Есть гораздо больше проблем безопасности, о которых нужно знать, поэтому не начинайте использовать этот процесс, основываясь только на этой статье — идите и изучите риски до Вы зажигаете факел.
Выбор процесса сварки Причины выбора дуговой сварки, сварки MIG, TIG или кислородно-ацетиленовой сварки будут варьироваться в зависимости от ваших потребностей, но здесь я кратко излагаю плюсы и минусы каждого из них, основанные на моем собственном опыте, в частности, связанные с заказом. мотоциклетные проекты. (Один — это самая низкая оценка, а пять — лучшая.)
Выбор сварочного аппарата У меня была возможность использовать как дешевые, так и дорогие аппараты на рынке. Всегда заманчиво предположить, что дешевая машина может выполнять работу дорогой, но, по моему опыту, вы получаете то, за что платите. Я использовал несколько недорогих машин; конструкция более легкая, и их было сложнее «набрать» с лучшими настройками для работы.
Если бы я мог купить только один сварочный аппарат, это был бы высококачественный инверторный аппарат для сварки TIG переменным и постоянным током с выходной мощностью около 160-200 А, который также может выполнять дуговую сварку. Машина с такими характеристиками должна иметь высокочастотный пуск — технологию, позволяющую легко зажигать дугу. Для читателей из США я говорю о таком аппарате, как Miller Diversion 180 TIG Welder (изображение ниже). Здесь, в Австралии, я использую предыдущую модель этой машины, которую купил несколько лет назад.
Несмотря на то, что аппарат для сварки TIG имеет самый долгий период обучения и высокую начальную стоимость, я думаю, что он обеспечивает максимальную гибкость при настройке мотоциклов. Вы можете сваривать более тонкие стали и алюминиевые сплавы с помощью функции TIG, а затем переключаться на функцию дуги, если хотите быстро сварить более тяжелые стальные листы. Вы можете построить свои верстаки и ящики для инструментов, а также — при наличии соответствующих ноу-хау — сварить практически все, что угодно. И вы больше никогда не купите другой сварочный аппарат, так как это вложение должно хватить на всю жизнь.
TIG по сравнению с MIG Я бы предпочел TIG, а не MIG, потому что для сварки MIG требуются разные катушки с проволокой и другие направляющие кабеля горелки, если вы свариваете разные металлы. Это дороже и требует больше времени для настройки. Если вы думаете, что сможете сваривать только сталь, выбирайте MIG. Но если вам нужна возможность сварки нержавеющей стали и алюминиевых сплавов, TIG — ваш выбор.
ВИГ по сравнению с дуговой сваркой Я бы предпочел ВИГ вместо дуговой сварки, так как контроль сварки намного лучше. Вы можете очень точно контролировать, где размещается нагрев и присадочный металл. Дуговая сварка отлично подходит для более тяжелых изделий, но сварка TIG всегда побеждает в проектах по производству мотоциклов.
Если вы можете поступить в местный колледж, чтобы научиться сварке, подождите, пока вы закончите свои курсы, прежде чем беспокоиться о покупке машины. Вы сможете использовать их машины и узнать не только о сварке, но и о функциях машины, которые вы, возможно, захотите рассмотреть.
Возвращайтесь через две недели, когда мы займемся безопасностью и с чего начать.
Загрузите бесплатное 40-страничное руководство по сварке в полевых условиях здесь.
Как починить инвертор? — Основные способы устранения неполадок
Если вы живете в отдаленном месте, где для питания используется только постоянный ток, вам необходим инвертор. То же самое относится, если вы отправляетесь в поход на фургоне или у вас есть только внедорожник для мощности. Инверторы мощности или цифровые инверторы чрезвычайно эффективны, когда речь идет об использовании батарей в качестве более крупного источника энергии. Они помогут вам превратить постоянный ток автомобильного аккумулятора в переменный ток и позволят заряжать устройства, запускать ноутбук или что-то в этом роде.
Однако, если вы в конечном итоге получите неисправный силовой инвертор , и у вас нет другого выхода, кроме как отремонтировать его самостоятельно, эта статья для вас. Я расскажу обо всем, что вы должны знать об инверторах, что они из себя представляют и как они работают. Как только вы узнаете , как работает ваш инвертор , вы также пройдете через процессы, которым вы должны следовать, чтобы отремонтировать его. Оставайтесь в процессе и отремонтируйте свой инвертор самостоятельно.
Что такое инвертор?
Инвертор мощности — это устройство преобразователя мощности, которое может преобразовывать постоянный ток от батареи в переменный. Это генератор, который может быстро переключать настройки полярности с постоянного тока на переменный и создавать прямоугольную волну. С инвертором мощности вы можете использовать устройства, которым требуется переменный ток, вместо постоянного тока. Вы можете получить выходной ток 220 В или 240 В с инвертором, который поможет вам управлять любым типом устройства. Есть три самых популярные типы инверторов , инверторы с чистой синусоидой, прямоугольные и модифицированные инверторы синусоиды. Вы также найдете инверторы с типами фаз, однофазные и трехфазные инверторы для различных типов работ.
Почему инвертор не работает?
Знание всех причин, по которым ваш инвертор может выйти из строя, поможет вам выбрать правильные методы устранения неполадок. Вот наиболее распространенные причины, по которым ваш инвертор мог перестать работать или работать неправильно:
- Неправильное подключение аккумулятора: Аккумулятор, который вы подключаете к инвертору, может быть плохо подключен или вообще не подключен.
- Коррозия клеммы аккумулятора: Если инвертор используется в течение длительного времени, клеммы аккумулятора могут подвергнуться коррозии из-за влажности или выделения водорода.
- Неисправный выключатель питания: Если ваш инвертор вообще не включается, возможно, неисправность связана с выключателем питания на инверторе.
- Разряженный аккумулятор: Возможно, проблема вовсе не в инверторе; вместо этого ваша батарея может быть недостаточно заряжена.
- Перегоревший предохранитель: Если вы используете его с постоянной клеммой и генератор внезапно выходит из строя, причиной может быть перегоревший предохранитель!
Как починить силовой инвертор
Если вы в конечном итоге получите неисправный инвертор, который, как вы могли подумать, вышел из строя, в конце концов, он не может быть полностью выведен из строя! Если проблема ремонтопригодна в домашних условиях, это можно сделать самостоятельно, проверив инвертор. Вот что вы можете сделать, если в последнее время вы столкнулись с неисправным инвертором:
1. Устранение неполадок с неисправным выключателем питания
Если инвертор не включается после нажатия на выключатель питания, возможно, проблема связана с выключателем! Сначала вы должны проверить, все ли в порядке, и этот процесс прост. Отключите инвертор от источника питания, подключите к нему другой прибор и включите его. Если он не включается, вам необходимо заменить выключатель питания. Вызовите профессионального электрика и получите запасной блок для переключателя, чтобы заменить его. Если вы не против сделать это самостоятельно, вы также можете заменить его самостоятельно.
2. Проверьте подключение аккумулятора
Если вы используете установку в течение длительного времени, а инвертор не работает или не включается, возможно, неисправность связана с аккумулятором. В большинстве случаев проблема заключается в слабом соединении с аккумулятором, что требует его очистки и подтяжки. Если проблема не в разъеме, возможно, батарея заржавела или подверглась коррозии. Осмотрите аккумулятор и проверьте его на наличие коррозии, если она есть, отсоедините и выньте аккумулятор и очистите его. Чтобы очистить его, возьмите немного пищевой соды, смешанной с горячей водой, возьмите жесткую зубную щетку и потрите ей клемму, окунув ее в смесь. После удаления коррозии очистите разъемы и высушите их бумажным полотенцем. Подсоедините их и попробуйте снова включить инвертор.
3. Разряженная или неисправная батарея
Проблема может быть вовсе не в инверторе, если ваш инвертор не работает. Проблема также может быть с аккумулятором, особенно если вы используете его в течение длительного времени. Возможно, батарея была ослаблена и быстро разряжена, или у нее может быть внутренняя неисправность. Если ваша батарея разряжена, возможно, вам придется заменить ее или отремонтировать, если это возможно. Если батарея свинцово-кислотная и в ней заканчивается кислота, вам необходимо заменить ее кислотой, и этого будет достаточно.
4. Диагностика инвертора
Если проблема не в выключателе питания или аккумуляторе, она может быть в самом инверторе, и для ее устранения необходимо выполнить диагностику. Лучший способ сделать это после того, как вы узнаете, как работает система, получить схему инвертора. Когда у вас есть схема, пришло время проверить точки контакта одну за другой после открытия корпуса. Если вы обнаружите, что точки контакта кажутся хорошими, переходите к остальным компонентам. Вы должны проверить вольтметр, а затем другие компоненты. Примите дополнительные меры предосторожности, чтобы убедиться, что вы вне опасности, сначала отключите его от всего.
5. Заказ и замена деталей
Если вы обнаружили неисправные детали, пришло время заказать их замену и установить их. По возможности приобретайте запасные части от одного и того же производителя, чтобы обеспечить лучшее качество. Когда у вас есть компоненты, снимите старые детали с инвертора и аккуратно установите новые. В процессе снятия помните, как вы его сняли и в какую сторону идет деталь. Это поможет вам правильно установить новую деталь на свое место.
6. Проверка инвертора
После того, как вы установили новые детали на старые неисправные детали и при необходимости закрепили их на местах, настало время тестирования. Подключите инвертор к аккумулятору и подключите его к контролируемой и ограниченной мощности, например к низковольтной лампе. Теперь используйте вольтметр, чтобы получить показания выходного сигнала инвертора и посмотреть, нормально ли он работает. Если все в порядке, машина должна работать идеально, а также должна загореться лампочка.
Часто задаваемые вопросы
Вот самые распространенных вопросов о преобразователях мощности людей спрашивают, и вас может заинтересовать:
Как перезагрузить инвертор?
Нажмите и удерживайте кнопку ON/OFF в течение 15 секунд и подождите, пока светодиодный индикатор зарядки не начнет быстро мигать.
Сколько ватт потребляет инвертор?
Обычная инверторная батарея будет заряжаться при 10 ампер и 12 вольт, что в сумме дает 120 кВт.