Обзор оборудования для орбитальной сварки
Трубы и трубные конструкции являются важнейшими элементами современной промышленности и находят широкое применение в таких областях, как производство компонентов для полупроводниковой промышленности, в пищевой промышленности, фармацевтике, химическом машиностроении, автомобилестроении, биотехнологии, судостроении и аэрокосмической отрасли, строительстве электростанций. В данных областях к качеству сварных соединений трубных изделий предъявляются очень высокие требования, поэтому с середины 20 века появилось такое понятие как орбитальная сварка — специализированный способ сварки, при котором дуга поворачивается на 360° вокруг статичной трубной заготовки и, фактически, достигается равнопрочность сварного соединения основному металлу. Современное оборудование для орбитальной сварки — с компьютерным управлением, благодаря чему процесс выполняется с наименьшим вмешательством оператора. Орбитальная сварка почти всегда осуществляется неплавящимся вольфрамовым электродом в среде инертного газа (TIG-сварка), если необходимо, то с дополнительной подачей «холодной» проволоки.
Наша компания имеет опыт поставок стандартной техники для орбитальной сварки труб и вварки труб в трубные доски, а так же автоматизированных комплексов для орбитальной сварки на предприятия России.
Если речь вести о производителе стандартной техники для орбитальной сварки, то лидером в данном сегменте является немецкая компания Orbitalservice. Компания ШТОРМ является генеральным партнером Orbitalservice в России. Мы предлагаем не просто оборудование, а готовое решение Вашей задачи – от коммерческого предложения до внедрения в производственный процесс.
Источник питания и контроллер могут быть выполнены как в монокорпусе, так и в раздельных корпусах.
Компания LORCH выступила разработчиком источника для орбитальной сварки, который работает с контроллером OWC (пр-во Orbitalservice).
Источника CompactOne, где блок управления встроен в корпус сварочного аппарата (см. фото 1).
Фото 1. CompactOne — источник питания и контроллер для орбитальной сварки в монокорпусе
Блок управления оснащен сенсорным экраном, на котором отображаются все параметры сварки трубы, разбитой на отдельные сегменты. Выбор режимов сварки в каждом сегменте осуществляется в автоматическом режиме блоком управления сварочным процессом, благодаря чему получается добиться не только высокого качества сварного соединения, но и существенно ускорить выполнение работ (см. фото 2). Отличительная особенность данного блока управления — новый интерфейс, который отличается простотой и интуитивно понятен оператору, позволяет в широком диапазоне настраивать все параметры сварки, в том числе системы слежения и колебания горелки.
Еще один важный компонент установок орбитальной сварки – сварочная головка.
Среди всех них выделяют следующие виды:
- закрытого типа;
- открытого типа;
- для сварки труб в трубные доски.
Фото 3. Головка закрытого типа CWH
|
Головки серии CWH |
|||||
| Модель | CWH-21 | CWH-38 | CWH-53 | CWH-76 | CWH-115 |
| Диаметр трубы, мм |
3. 17-21.3 17-21.3
|
3.17-38.21 | 6.0-53.0 | 6.0-76.2 | 8.0-114.3 |
При сварке труб значительных диаметров — до 273 мм с разделкой кромок, целесообразным является применение
|
Головки серии OWH |
||||
|
Модель |
OWH-76 |
OWH-114 |
OWH-168 |
OWH-263 |
|
Диаметр трубы, мм |
3. |
3.17-38.21 |
6.0-53.0 |
6.0-76.2 |
 17-21.3
17-21.3
Преимущество данных головок в том, что их можно использовать в ситуациях, где не требуется система слежения по напряжению и система поперечных колебаний горелки, так и в случаях, где применение данных систем необходимо. Таким образом, имея базовую головку OWH, ее можно укомплектовать как стандартным блоком крепления горелки, так и блоком крепления с компактной системой слежения и колебаний AVC-OSC.
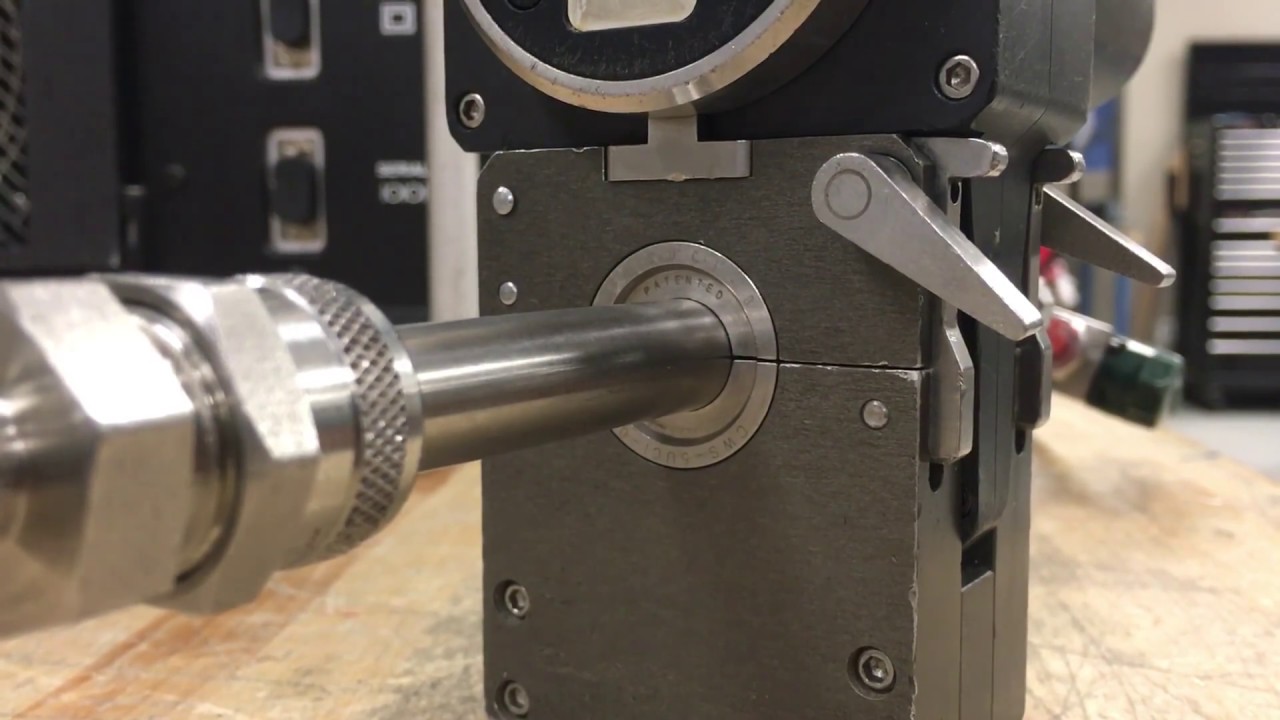
Третьим типом головок для орбитальной сварки являются головки серии TTS, предназначенные для вварки труб в трубные доски (см. фото 5). Они применяются для труб диаметром от 16 до 80мм. Конструкция данной головки позволяет быстро и с высокой точностью устанавливать их к месту сварки и получать соединение высокого качества.
Фото 5. Головка для вварки труб в трубную доску — TTS
|
Головки серии TTS |
|||
|
Модель |
TTS-40 |
TTS-90 |
TTS-122 |
|
Диаметр трубы, мм |
16.0-38.0 |
16.0-60.0 (возможно расширение до 80мм) |
10,0-80,0
(горелка параллельно к трубе) 10,0-40,0 (горелка под 30° к трубе) |
Сварочная головка TTS-122 отличается от всего модельного ряда TTS наличием непосредственно на самой головке механизма подачи проволоки с возможностью установки кассеты с массой до 1 кг.
Для удобной и быстрой переустановки головки с одного изделия на другое удобно использовать пневматический позиционер консольного типа (см. фото 6).
Фото 6. Пневматический манипулятор TTS-Autoline для для сварочных головок серии TTS
Помимо этого, в состав установки орбитальной сварки может быть включен блок жидкостного охлаждения горелки для увеличения продолжительности работы системы (WUK), механизм подачи присадочной проволоки, имеющий полностью закрытый корпус типа CWF (см. фото 7), транспортная тележка для мобильности системы Trolley , дистанционный пульт управления (см. фото 8).
Фото 7. Механизм подачи присадочной проволоки CW
Фото 8. Пульты дистанционного управления процессом орбитальной сварки .
Всего несколько лет назад цена на оборудование для орбитальной сварки была мало кому доступной, а оборудование практически эксклюзивным. К счастью, сегодня ситуация кардинально изменилась: оборудование производится серийно, расходные материалы и запчасти для него доступны, а цена — оправдана.
Орбитальная сварка труб нержавеющих в Москве и по России
Услуги орбитальной сварки
- Орбитальная сварка труб ø12-65мм, толщина до 2,5 мм
- Орбитальная сварка труб ø20-115 мм, толщина до 2,5 мм
- Применение аргона высокой чистоты при сварке
- Автоматический процесс сварки
- Сварка в фармацевтической, пищевой промышленности, а также в других сферах
Процесс орбитальной сварки выполняется вольфрамовым электродом в среде инертного газа с внешней и внутренней стороны. Для достижения высокого качества сварного соединения применяется защитный газ – аргон высокой чистоты.
Параметры процесса орбитальной сварки труб (длина дуги, величина и частота импульсов сварочного тока, скорость сварки) программируются заранее с учётом характеристик свариваемого материала.
 Процесс происходит автоматически, обеспечивается высокая точность работ и идентичное качество сварных швов по всей длине трубопровода. Скорость орбитальной сварки значительно выше ручной аргонодуговой, а процент брака при правильном выборе параметров сварки стремится к нулю. Орбитальная сварка существенно сокращает время монтажа там, где это необходимо и возможно. После сваривания деталей принтер печатает чек, в котором отражены все основные параметры сварки.
Процесс происходит автоматически, обеспечивается высокая точность работ и идентичное качество сварных швов по всей длине трубопровода. Скорость орбитальной сварки значительно выше ручной аргонодуговой, а процент брака при правильном выборе параметров сварки стремится к нулю. Орбитальная сварка существенно сокращает время монтажа там, где это необходимо и возможно. После сваривания деталей принтер печатает чек, в котором отражены все основные параметры сварки.
Мы профессионально выполним сварочные работы с использованием орбитальных сварочных аппаратов со сварочными головками закрытого (для труб ø12-65мм, толщина до 2,5 мм) и открытого типа (для труб ø20-115 мм, толщина до 2,5 мм).
Услуги орбитальной сварки осуществляются квалифицированными специалистами на оборудовании от ведущего мирового производителя.
Сложность орбитальной сварки и готовое решение для упрощения технологии
С целью получения надежного соединения металла кромка должна иметь двустороннее проплавление, что особенно тяжело добиться в замкнутых металлоконструкциях, которые не позволяют получить доступ ко шву с внутренней стороны. Для решения подобных задач применяется орбитальная сварка — сложная технология, требующая достаточно высокой квалификации сварщика. По крайней мере, так было до появления специализированного программного обеспечения WiseRoot, которое применяется на аппаратах компании Kemppi — одного из мировых лидеров сварочной индустрии.
Что собой представляет и где применяется орбитальная сварка
Чтобы получить корневой шов в замкнутых металлоконструкциях, нужно либо выполнять вращение самой металлоконструкции, либо вращать сварочную головку вокруг изделия. Первый вариант, как правило, доступен для деталей малого диаметра, которые не имеют жесткой фиксации с другими элементами. Если же свариваемую конструкцию невозможно вращать вокруг своей оси, тогда применяется альтернативный подход.
В основе орбитальной сварки лежит дуговая сварка в защитной газовой среде. Главными компонентами оборудования, применяемого для таких целей, является источник тока и орбитальная головка, которая вращает горелку и электрод вокруг детали. Если раньше основная задача по контролю вращения головы в основном ложилась на плечи сварщика, то с развитием программных продуктов источники тока «научились» самостоятельно контролировать данный процесс. Кстати, какие бывают источники тока для разных типов сварочных работ, можно узнать здесь.
Аппараты Kemppi — переход от сложного к простому
Чтобы сделать орбитальную технологию доступной не только для компаний, которые в своем штате имеют сварщиков 5-6 разрядов, компания Kemppi разработала специальный программный продукт — WiseRoot. Применение аппаратов Kemppi с таким ПО позволяет выполнять сварку высокоответственных корневых соединений с формированием обратного валика, который отвечает основным требованиям — 100% сплавление кромок и усиление сварного шва с обратной стороны.
Корневой проход в замкнутых металлоконструкциях считается самым сложным проходом, поскольку одинаково хорошо нужно выполнить обе стороны. Поэтому к такой работе допускались исключительно высококвалифицированные специалисты. С новой технологией к данному процессу можно допускать менее подготовленных сварщиков после соответствующего инструктажа и небольшой практики. Для подготовки персонала достаточно 1 недели активных тренировок.
нержавейка, лицевая сторона
нержавейка, обратная сторона
черная сталь, лицевая сторона
черная сталь, обратная сторона
Интеллектуальные аппараты Kemppi K7 и К8 обеспечивают точный контроль дуги, высокую производительность и соответствуют самым высоким требованиям промышленности, позволяя работать с такими металлоконструкциями, как:
- резервуары;
- бункеры;
- сосуды под давлением;
- котлы;
- трубопроводы.


Такое оборудование, помимо снижения требований к квалификации рабочего персонала, обеспечивает снижение затрат на расходные материалы. Это связано с тем, что угол разделки кромок существенно сокращается (для некоторых работ до 40%), соответственно и для заполнения шва требуется на порядок меньше присадочного материала. Данное правило относится к работе не только с обычной сталью, но и с более «сложными» металлами, в том числе с нержавейкой. О важности подготовки кромок для нержавеющей стали читайте здесь.
В какой газовой среде лучше выполнять работу
В основе орбитальной технологии лежит дуговая сварка в среде инертных газов. Как правило, применяется чистый аргон, хотя в зависимости от типа металла и технологических требований (скорость процесса, глубина проплавления, степень усиления обратной стороны шва и др.) могут использоваться смеси аргона с гелием или водородом. Существуют и многокомпонентные составы, эффект от применения которых, как правило, перекрывает их более высокую стоимость. Для того чтобы лучше ознакомиться с видами защитных составов и их применением для разных видов металла, можно воспользоваться информацией из статей, которые находятся в разделе о сварочных смесях.
Для того чтобы лучше ознакомиться с видами защитных составов и их применением для разных видов металла, можно воспользоваться информацией из статей, которые находятся в разделе о сварочных смесях.
Без качественного защитного газа сложно добиться надежного соединения. Поэтому лучше сотрудничать с надежными поставщиками, которые не подведут в самый ответственный момент. Компания «Промтехгаз» предлагает разные виды смесей, которые отвечают современным производственным критериям и могут поставляться как в стандартных баллонах, так и в моноблоках.
Орбитальная сварка для трубопроводов, технология взамен аргонодуговой сварке
Справка. Орбитальная сварка была разработана более полувека назад для сварки заготовок, в частности труб различного сечения.
Основной целью орбитальной сварки в момент ее создания и по сегодняшний день является устранение человеческого фактора, который в 90% случаев является источником ошибок, впоследствии приводящих к возникновению аварийных ситуаций.
Система была создана взамен аргонодуговой сварки и отличается от нее в прямом смысле противоположным образом. При АрДС заготовка приводится в движение вокруг своей оси с помощью манипулятора, а сварочная горелка остается неподвижной. При орбитальной сварке движется горелка, а свариваемое тело заготовки остается статичным, тем временем как электрическая дуга поворачивается на 360 градусов. В процесс практически не вмешивается обслуживающий персонал, так как сварка с начала и до конца проходит под управлением компьютерной программы.
Сварочные системы Magnatech (США)
Строительная индустрия стоит перед задачей повышения производительности, понижения количества ремонтных вмешательств и обеспечения высокой качества исполнения от шва в шву. Для практически любой области применения у компании Magnatech есть специализированная орбитальная система. Задача разработчика — обеспечить решения для повышения производительности качества сварки трубопроводов для клиентов по всему миру. Компания Magnatech расположена в центральной части штата Коннектикут США. Ее история основывается на разработке систем орбитальной сварки в течение последних 40 лет. В главном офисе компании производится разработка всех систем: от электросхем и программного обеспечения до исключительно точных механизмов. Каждая система тщательно собирается и тестируется. Каждый производимый компонент собран и проверен на месте.
Компания Magnatech расположена в центральной части штата Коннектикут США. Ее история основывается на разработке систем орбитальной сварки в течение последних 40 лет. В главном офисе компании производится разработка всех систем: от электросхем и программного обеспечения до исключительно точных механизмов. Каждая система тщательно собирается и тестируется. Каждый производимый компонент собран и проверен на месте.
Системы Magnatech востребованы в разных отраслях, где необходимо повышение продуктивности и качество сварки регламентировано нормативными документами. Это энергетика, химическая, пищевая, молочная промышленность, фармацевтическая, полупроводниковая, нефтегазовая отрасли. Это производительные, надежные, экономичные и износоустойчивые системы, которые доводят сварку до уровня искусства.
Какие орбитальные системы предлагаются
D-HEAD. Сварочная Д- головка создана для применения в труднодоступных местах с малым радиальным клиренсом.
Быстро устанавливается на трубу при помощи направляющих колец различного диаметра. Эта головка применяется при многопроходной сварке вольфрамовым электродом в аргона или гелия, как при сварке труб встык, так и при соединении их с фланцем. Эта многозадачная головка с охлаждаемой горелкой при силе тока в 200А способна беспрерывно производить движения профессионального сварщика. Для подачи проволоки используется стандартная однокилограммовая катушка с различными диаметрами проволоки. При использовании специального набора есть возможность уменьшить радиальный клиренс всего до 51 мм. Колебания горелки могут программироваться отдельно. Скорость колебания, ширина и задержка на кромках может быть установлена индивидуально. Регулировка движения по центру шва производится с пульта ДУ. Электронный контроль осуществляет слежение за установленной длиной дуги. Многочисленные настройки позволяют устанавливать точное место входа проволоки в ванну металла. Д-головка повышает производительность, уменьшает количество ремонтов и дает результат исключительного качества.
Эта головка применяется при многопроходной сварке вольфрамовым электродом в аргона или гелия, как при сварке труб встык, так и при соединении их с фланцем. Эта многозадачная головка с охлаждаемой горелкой при силе тока в 200А способна беспрерывно производить движения профессионального сварщика. Для подачи проволоки используется стандартная однокилограммовая катушка с различными диаметрами проволоки. При использовании специального набора есть возможность уменьшить радиальный клиренс всего до 51 мм. Колебания горелки могут программироваться отдельно. Скорость колебания, ширина и задержка на кромках может быть установлена индивидуально. Регулировка движения по центру шва производится с пульта ДУ. Электронный контроль осуществляет слежение за установленной длиной дуги. Многочисленные настройки позволяют устанавливать точное место входа проволоки в ванну металла. Д-головка повышает производительность, уменьшает количество ремонтов и дает результат исключительного качества.
Головки серии QUICKCLAMP быстро устанавливаются на трубах в условиях, где радиальный клиренс не имеет значения. Две модели головок охватывают диапазон диаметров 25- 89 мм и 60 -168 мм.
Две модели головок охватывают диапазон диаметров 25- 89 мм и 60 -168 мм.
Головки D-HEAD и QUICKCLAMP управляются при помощи источника тока PIPEMASTER 515. Программируемый PIPEMASTER – это последнее слово техники среди цифровых источников тока. Обновление программы может быть произведено при помощи электронной почты и загружено с USB носителя. Напряжение питания может быть одно/трехфазным от 230 до 480 Вт для использования по всему миру.
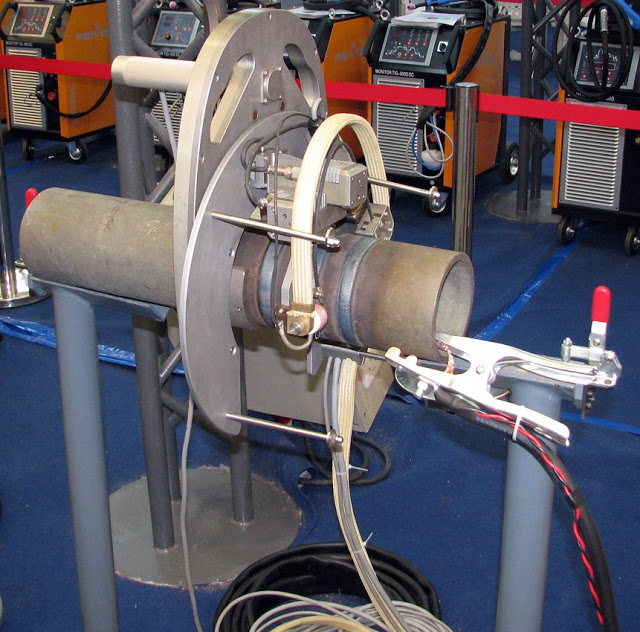
Орбитальная сварка труб диаметром 57-219 мм — Технология ATIG
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБ ДИАМЕТРОМ 57-219мм С ПРИМЕНЕНИЕМ АКТИВИРУЮЩЕГО ФЛЮСАВ отделе 11 ИЭС им. Е.О. Патона НАН Украины разработана технология орбитальной аргоно-дуговой сварки неплавящимся электродом с применением активирующего флюса – ATIG-способ. Он позволяет увеличить до 6мм толщину металла, свариваемого за один проход без разделки кромок. При этом обеспечивается качественное формирование сварных швов во всех пространственных положениях без подкладки «на весу» (рис. 1).
1).
Рис. 1. – Неповоротный стык трубы диаметром 76х4,5 из стали 12Х18Н10Т, выполненный за один проход орбитальной ATIG-сваркой.
Результаты сравнительных механических испытаний показали, что сварные соединения, выполненные ATIG-способом по показателям прочности, пластичности и ударной вязкости не уступают традиционным.
Применение активирующих флюсов на Курской и Смоленской АЭС для орбитальной сварки в условиях монтажа свидетельствует о перспективности данного способа.
Для реализации данной технологии разработан сварочный комплекс для труб диаметром 57-219 мм. Комплекс включает в себя малогабаритный сварочный аппарат, источник сварочного тока, блок автономного охлаждения сварочной горелки и систему управления.
Управление сварочным комплексом осуществляется при помощи программируемого контроллера. В контроллер с помощью компьютера вводится программа, в соответствии с которой он управляет процессом сварки.
В зависимости от требований заказчика программы могут быть простые и сложные. Простейшая программа предусматривает перемещение аппарата вдоль свариваемого стыка с постоянной скоростью и его автоматическую остановку после выполнения стыка. Программы более сложного уровня предусматривают комплекс многоходовых операций: например автоматическое нанесение активирующего флюса, выход в исходное для сварки положение, сварку с постоянной или переменной скоростью – в зависимости от положения электрода в пространстве и другие возможности. Все зависит от конкретных условий и требований заказчика.
Простейшая программа предусматривает перемещение аппарата вдоль свариваемого стыка с постоянной скоростью и его автоматическую остановку после выполнения стыка. Программы более сложного уровня предусматривают комплекс многоходовых операций: например автоматическое нанесение активирующего флюса, выход в исходное для сварки положение, сварку с постоянной или переменной скоростью – в зависимости от положения электрода в пространстве и другие возможности. Все зависит от конкретных условий и требований заказчика.
| | |
Аппарат для орбитальной сварки трубопроводов с применением активирующего флюса в исполнении для труб диаметром 57-219 мм | Инверторный источник питания для ATIG-сварки и блок принудительного охлаждения |
Панель оператораТехнические характеристики оборудования
| Наружный диаметр свариваемых труб, мм | 57-219 |
| Толщина стенок свариваемых труб, мм | 2,5-6,0 |
| Сварочный ток, А | 5 – 270 |
| Скорость сварки, мм/мин | 10-200 |
Сварка выполняется без разделки кромок и без использования присадочной проволоки.
т/ф. (+38 044) 205-23-21;
e-mail: [email protected]
Что такое орбитальная сварка? (Полное руководство)
Для орбитальной сваркииспользуется специальный аппарат, который зажимает трубу или трубу, подлежащую сварке, в то время как сварочная дуга вращается вокруг заготовки (по «орбите»). Поскольку параметры сварки устанавливаются микропроцессором, настройки можно сохранять и повторно использовать, что делает этот процесс повторяемым.
Орбитальная сварка может выполняться с использованием расходуемого или неплавящегося электрода, при этом в первом используется энергия от механизма подачи проволоки для подачи металла для дуги, а во втором — встроенные электроды собственной системы орбитальной сварки и вольфрамовый инертный газ.У каждого из этих методов есть свои преимущества и преимущества.
С 80-х годов прошлого века промышленность развивалась по производству фитингов, манометров, регуляторов, клапанов и других изделий для орбитальной сварки высокой чистоты. Сварка труб в условиях высокой чистоты требует использования полностью закрытой сварочной головки.
Сварка труб в условиях высокой чистоты требует использования полностью закрытой сварочной головки.
Для полной воспроизводимости также важно оценить сварочную головку, убедившись, что внутренние части не обуглены нагаром, который может привести к короткому замыканию тока.Сварочную головку необходимо чистить и обслуживать, чтобы детали не изнашивались с течением времени.
Несмотря на то, что это высокоавтоматизированный процесс, для эффективной эксплуатации станка по-прежнему требуются инженеры. Несмотря на то, что параметры сварки были введены в сварочный аппарат, переменные ограничения означают, что сварщику, возможно, потребуется предпринять корректирующие действия. Это включает в себя периодический осмотр образцов или купонов на предмет различий в проплавлении сварных швов. Эти купоны обычно готовятся в начале сварочной смены, а также в любое время, когда вносятся корректировки или изменения.Эти купоны должны по-прежнему демонстрировать полное проникновение и одинаковую ширину валика.
Качество орбитальных сварных швов зависит от качества используемых материалов, при этом часто используются трубки из нержавеющей стали 316L вместе с источником аргона для защитного и поддерживающего газа с минимальной чистотой 99,9995% для промышленных применений.
Качество сварного шва зависит от таких факторов, как длина дуги, величина сварочного тока и частота импульсов, скорость сварки, тип материала исходной и присадочной проволоки, защитный газ, теплопроводность и подготовка к сварке.Понимание и регулировка этих различных параметров значительно улучшит качество сварки.
Достижение высокого уровня безопасности и качества при ручной сварке в определенных положениях, например в нижнем и верхнем положении, может оказаться затруднительным. Ограниченный доступ, предоставляемый пользователю, может привести к неисправным сварным швам, поскольку сварщик изо всех сил пытается сохранить контроль над сварочной ванной с балансом между поверхностным натяжением и силой тяжести в различных положениях горелки. Орбитальная сварка может решить эту проблему за счет автоматизации процесса, хотя сварщику все равно потребуется контролировать и регулировать процесс.
Орбитальная сварка может решить эту проблему за счет автоматизации процесса, хотя сварщику все равно потребуется контролировать и регулировать процесс.
Орбитальная сварка труб используется чаще, чем труб, поскольку при производстве труб создаются постоянные внешние диаметры, которые лучше подходят для правильной посадки в сварочной головке.
Орбитальная сварка стала стандартным методом соединения высоконадежных жидкостных и газовых систем для полупроводниковой и фармацевтической промышленности, требующих высокой чистоты и герметичности.
Орбитальную сварку следует использовать, когда ручная сварка затруднительна или опасна, а также когда требуется большое количество сварных швов, поскольку она полностью автоматизирована и имеет высокую повторяемость.
Орбитальная сварка имеет ряд преимуществ по сравнению с другими методами сварки, в том числе:
- Повышенная производительность : будучи механизированным, оборудование для орбитальной сварки обеспечивает повышенную производительность по сравнению с ручной сваркой TIG, поскольку последовательности сварки можно легко и надежно повторить.
- Стабильное качество сварки : После установки и ввода параметров сварки цикл сварки можно повторить с высоким уровнем точности и согласованности.Поскольку большинство оборудования для орбитальной сварки позволяет осуществлять мониторинг в режиме реального времени, можно создать и сохранить полный протокол сварки для дальнейшего использования.
- Уровни навыков оператора : После обучения квалифицированные механики могут работать с оборудованием для орбитальной сварки. Уровень квалификации ниже, чем тот, который требуется для ручной сварки, а это означает, что затраты на персонал также должны быть ниже.
- Условия окружающей среды : Орбитальная сварка может выполняться в суровых условиях окружающей среды, а также при ограниченном доступе или плохой видимости.После того, как сварочная головка окажется в нужном положении, работа может быть завершена с безопасного расстояния с помощью видеопередачи для наблюдения за сварным швом.
- Повышенная безопасность : Орбитальная сварка может повысить безопасность за счет удаления сварщиков с рабочего места, позволяя им наблюдать за процессом с безопасного расстояния.

Несмотря на преимущества, орбитальная сварка имеет ряд ограничений. Во-первых, не все объекты можно сваривать орбитальной сваркой, а, во-вторых, для сварки разных объектов требуются разные сварочные головки.
Кроме того, стоимость оборудования для орбитальной сварки может быть в 5-10 раз выше первоначальных капитальных затрат на обычную сварку.
Основными частями системы орбитальной сварки являются источник питания (включая встроенное компьютерное управление), сварочная головка и, при необходимости, система подачи проволоки. Кроме того, детали или материалы определенных размеров также потребуют использования системы воды / охлаждающей жидкости. Здесь мы рассмотрим каждого по очереди:
- Программируемый источник питания : Программируемый источник питания позволяет вам устанавливать ряд различных параметров, включая силу тока, частоту импульсов, поток защитного газа, скорость перемещения сварочной головки и варианты подачи проволоки. В идеале блок питания должен быть достаточно легким, чтобы его мог переносить один человек, мог управлять как минимум четырьмя осями и быть компактным.
- Головки для орбитальной сварки : Вам могут потребоваться головки разного размера для разных областей применения, но во всех случаях ваша сварочная головка должна удерживать электрод на месте, управлять потоком сварочного тока, поддерживать оптимальную температуру и оказывать давление на сварочную головку. заготовки свариваемые
- Устройство подачи проволоки : Устройство подачи проволоки, при необходимости, может быть приварено к головке устройства или части отдельной системы
- Система водяного / воздушного охлаждения : Система охлаждения с использованием воздуха или воды предотвращает перегрев сварочного оборудования, а также защищает оператора сварки от теплового воздействия процесса
 В идеале блок питания должен быть достаточно легким, чтобы его мог переносить один человек, мог управлять как минимум четырьмя осями и быть компактным.
В идеале блок питания должен быть достаточно легким, чтобы его мог переносить один человек, мог управлять как минимум четырьмя осями и быть компактным. Орбитальная сварка может выполняться на различных металлах, включая высокопрочные, жаропрочные и коррозионно-стойкие стали, нелегированные и низколегированные углеродистые стали, никелевые сплавы, медь, титан, алюминий и связанные с ним сплавы.
Поскольку орбитальная сварка выполняется в инертной атмосфере, результаты очень чистые, с низким содержанием частиц и без нежелательных брызг.
Поскольку орбитальная сварка позволяет создавать сварные швы высокой чистоты, они используются для производства деталей для чистых помещений для полупроводниковой промышленности, а также трубопроводов для различных отраслей промышленности. Орбитальная сварка используется, в частности, в автомобильной, аэрокосмической, биотехнологической, химической, пищевой, фармацевтической, энергетической и судостроительной отраслях.
Как отмечалось выше, орбитальная сварка используется в различных отраслях и ситуациях. Это связано с тем, что этот процесс обеспечивает высокую эффективность для сложных сварных швов, а также обеспечивает плавные и надежные соединения.
Некоторые примеры приложений включают:
- Компоненты пищевых продуктов, молочных продуктов и напитков : Поскольку эти компоненты должны соответствовать стандартам санитарии и безопасности, орбитальная сварка часто используется для получения сварных швов с хорошей гладкостью и проплавлением для этих применений
- Полупроводники : Орбитальные сварные швы используются для полупроводников для обеспечения эффективных периодических сварных швов с гладкими поверхностями и предотвращения накопления загрязняющих веществ
- Аэрокосмические детали: Орбитальная сварка десятилетиями использовалась в аэрокосмической отрасли для создания сварных швов, которые могут выдерживать давление, связанное с полетом на высоте, при этом оставаясь гладкими и безупречными.

Сложна ли орбитальная сварка?
Орбитальная сварка не представляет особой сложности, поскольку она автоматизирована, хотя для настройки параметров сварки и внесения любых необходимых корректировок в процессе требуются специальные знания и опыт.
Что такое орбитальная сварка?
Орбитальная сварка — это специализированный процесс дуговой сварки, при котором трубы или трубы закрепляются по мере вращения (или орбиты) электрода вокруг объекта для образования сварного шва.
Орбитальная сварка обеспечивает высокую воспроизводимость и надежность сварных швов даже с необычными материалами, деталями с большой толщиной стенки, малым диаметром или в сложных / опасных условиях. Все эти факторы сделали орбитальную сварку широко используемым процессом в различных отраслях промышленности и сферах применения.
Хотя стоимость необходимого оборудования относительно высока по сравнению с обычным оборудованием (в 5-10 раз больше), орбитальная сварка может обеспечить производительность в 2-3 раза выше, чем обычная сварка TIG.
Система орбитальной сварки ABIBUG 300
При наличии подходящей горелки и соответствующих расходных материалов от ABICOR BINZEL ABIBUG 300 становится непревзойденным сварочным устройством для сварки труб.
ABIMIG ® MT 305 PipeСварочная горелка с воздушным охлаждением ABIMIG ® MT 305 Pipe была специально разработана для ABIBUG 300 и основана на серии ABIMIG ® от ABICOR BINZEL, испытанной и испытанной десятилетиями .Прочная конструкция и система быстроизнашивающихся деталей, оснащенная резьбовым газовым соплом, устойчивым к высоким температурам, обеспечивают высокие рабочие циклы и бесперебойную сварку. Держатель форсунки из твердой латуни — также оригинальный расходный материал ABICOR BINZEL — обеспечивает равномерный ламинарный поток газа и надежную крышку защитного газа.
Кабельная сборка трубы ABIMIG ® MT 305 специально разработана для орбитальной сварки с учетом гибкости, длины, подачи проволоки и запаса мощности и превращает сварочную систему ABIBUG 300 в сочетании со сварочной горелкой в идеальное системное решение.
Сварка в узкие зазоры на стыках труб требует специальных расходных материалов — предпочтительно изнашиваемых деталей, которые можно использовать для сварки от корня до покровного слоя. Контактные наконечники с покрытием от ABICOR BINZEL предназначены для предотвращения нежелательного искрения и короткого замыкания из-за их формы и покрытия. Таким образом, их тепловая нагрузка, а также адгезия брызг снижаются, и, таким образом, их срок службы значительно увеличивается. Все контактные наконечники с покрытием от ABICOR BINZEL с резьбой M8 могут использоваться с трубой ABIMIG ® MT 305.Это делает сварку труб в узкий зазор еще более эффективной и надежной.
Независимо от области применения при сварке труб в узкий зазор или в высокотемпературных процессах, ABICOR BINZEL предлагает контактные наконечники с покрытием различной геометрии. Для большей информации, пожалуйста нажмите сюда.
Позиционирующие ленты Позиционирующие ленты для использования в производстве труб являются самостоятельными предметами. В дополнение к внешнему диаметру трубы, другие факторы, такие как условия окружающей среды и необходимость предварительного нагрева трубы, также играют важную роль в этом контексте.Позиционирующие ленты от ABICOR BINZEL подходят для всех требований в полуавтоматической и автоматической орбитальной сварке. Они доступны из VA-стали, дуплексной стали и пружинной стали, могут быть легко установлены на трубы любого диаметра всего за несколько шагов, а также отличаются прочностью и долговечностью.
В дополнение к внешнему диаметру трубы, другие факторы, такие как условия окружающей среды и необходимость предварительного нагрева трубы, также играют важную роль в этом контексте.Позиционирующие ленты от ABICOR BINZEL подходят для всех требований в полуавтоматической и автоматической орбитальной сварке. Они доступны из VA-стали, дуплексной стали и пружинной стали, могут быть легко установлены на трубы любого диаметра всего за несколько шагов, а также отличаются прочностью и долговечностью.
Доступны следующие варианты:
- с шарниром для труб малого диаметра (6,625–12,75 дюйма)
- в виде полной закрытой ленты для труб среднего диаметра (14–48 дюймов)
- Два или более сегментов оболочки для труб большого диаметра без ограничения максимального диаметра (50 «–∞)
Для ABIBUG 300 фиксирующие ленты изготавливаются индивидуально по заказу и доступны с диаметром ≥ 10.75 дюймов.
Сварочная горелка с воздушным охлаждением ABIMIG ® MT 305 Pipe , контактные наконечники с покрытием и позиционирующие ленты от ABICOR BILNZEL в сочетании с системой орбитальной сварки ABIBUG 300 обеспечивают надежную сварочную систему.
Что такое орбитальная сварка и как она работает? Руководство на 2022 год
0Последнее обновление:
Попробуйте нарисовать идеальный круг с закрытыми глазами.Теперь попробуйте сварить идеальный круг с закрытыми глазами. Достаточно смелым? Сварка труб сопряжена с множеством проблем. Сваривать трубу методом MIG с использованием пистолета достаточно сложно. Сварка труб TIG во всех положениях — это лакмусовая бумажка для хорошего сварщика. Если они могут делать это хорошо, они знают свое дело и хорошо практикуются. Чтобы достичь такого уровня навыков, нужно много времени. А теперь, чтобы сделать это еще сложнее, попробуйте сварку с почти идеальной консистенцией, при опущенном капюшоне, сжимании рук и ног в неблагоприятных условиях.
Орбитальная сварка в очереди. Этот процесс сварки специально разработан для автоматизации сварки TIG, особенно труб и насосно-компрессорных труб. Его также можно использовать с процессами MIG. Он называется «орбитальным», потому что упрощает сварку на одном аппарате на 360 ° или 180 ° на двух аппаратах.
Его также можно использовать с процессами MIG. Он называется «орбитальным», потому что упрощает сварку на одном аппарате на 360 ° или 180 ° на двух аппаратах.
Как это работает?
Основное оборудование, которое используется в процессе орбитальной сварки, — это источник питания, электронное управление, сварочная головка и механизм подачи проволоки, если аппарат настроен для сварки MIG.
Машина может быть настроена на определенную скорость движения, длину дуги, силу тока и напряжение. После того, как параметры установлены, оператор аппарата (сварщик) будет контролировать. На этом этапе он или она надевает шляпу инспектора по обеспечению качества. Им не придется делать сварку самостоятельно. Но если сварные швы не получаются хорошо, им придется при необходимости внести коррективы. Причина, по которой оператор должен быть сварщиком, заключается в том, что он должен иметь возможность контролировать характеристики дуги, скорость перемещения и сплавление сварного шва. Все это может быть упущено неподготовленным глазом.
Все это может быть упущено неподготовленным глазом.
Аппарат зажигает дугу. Он может перемещаться вперед и назад в сварочной ванне, имитируя движение, которое сварщик должен будет сделать для сварки обеих сторон соединения. Вы можете спросить: «Как можно смоделировать введение присадочного стержня в сварочную ванну?» Я думал, что это можно сделать только вручную ». Для сварки TIG по обе стороны от сварочной головки, где закреплен вольфрамовый электрод, имеется устройство подачи, которое погружает присадочный стержень в сварочную ванну.Одновременно используется только одна сторона. Причина, по которой имеется два питателя, заключается в том, что вы можете двигаться в любом направлении, не переворачивая машину или материал.
Изображение предоставлено: Sfiaustralia, Wikimedia Commons
В этом случае TIG используется в качестве газа аргон. Но сварка труб и трубок (из быстрорежущей стали или полой конструкционной стали) также требует защиты задней поверхности сварного шва. Для предотвращения загрязнения используется продувка аргоном.
Для предотвращения загрязнения используется продувка аргоном.
Какие бывают типы орбитальной сварки?
Существует три основных типа орбитальной сварки.
Орбитальная сварка плавлениемЭтот процесс очень похож на орбитальную сварку TIG, за исключением того, что в ванну не добавляется присадочный металл. Вместо этого два шарнирных элемента просто соединяются вместе. Сварной шов слабее, чем у сварных швов с добавлением присадочного металла. Но он может быть более эффективным для некоторых приложений, которые мы рассмотрим.
Орбитальная сварка GTAWЭто процесс, который мы описали изначально. Это сварка TIG с использованием присадочного металла.
Орбитальная сварка МИГ Задача может потребовать сварки более толстого материала, и в этом случае потребуется процесс сварки, более подходящий для более тяжелых материалов. Сварка MIG может обеспечить более прочные сварные швы, чем TIG, особенно при использовании порошковой проволоки. В приложении MIG вместо настройки TIG сварочная головка действует как сварочный пистолет при сварке TIG .
В приложении MIG вместо настройки TIG сварочная головка действует как сварочный пистолет при сварке TIG .
Где это используется?
Орбитальная сварка в основном используется в аэрокосмической промышленности.На самом деле он был изобретен компанией North American Aviation для устранения утечки жидкости из трубопроводов североамериканского ракетного самолета X-15. Хотя он в основном используется в авиакосмической отрасли, он также является фаворитом для трубки.
Кредит изображения: 4X4 Blazer 1776, Wikimedia Commons
ТрубаОдно из наиболее распространенных применений орбитальной сварки — это сварка труб. Так как труба круглая, то это 360˙. Это может быть очевидно, но напоминает о цели орбитальной сварки, то есть о движении по орбите.
Трубки Орбитальная сварка трубок намного проще, чем труб, так как углы труб, как правило, гораздо более согласованные при производстве, чем трубы, напоминающие идеальный круг. Это упрощает программирование процесса сварки, поскольку каждый раз он будет выполняться одинаково.
Это упрощает программирование процесса сварки, поскольку каждый раз он будет выполняться одинаково.
Преимущества орбитальной сварки
- Улучшает общую прочность сварного шва
- Качество сварного шва улучшено, поскольку исключается человеческая ошибка
- Более производительный, так как нет необходимости останавливаться для переналадки
- Сертификация не требуется
- Может снизить вашу прибыль за счет увеличения производительности и меньшего расхода присадочного металла
Недостатки орбитальной сварки
- Общая однородность сварного шва может вызвать проблемы, если металл имеет дефекты
- Случайная халатность при соблюдении качества сварного шва может привести к более быстрому и более частому возникновению ошибок
- Итог может обойтись вам дороже, если у вас нет подходящего человека, управляющего машиной
Часто задаваемые вопросы (FAQ)
Почему в некоторых приложениях для орбитальной сварки используются две сварочные головки? В некоторых случаях может быть гораздо эффективнее использовать две сварочные головки. Например, если вам нужно сварить корневой проход трубы, вы можете выполнить на несколько дюймов позади корневого прохода заливной шов. Его нельзя запускать сразу после этого, так как сварной шов будет слишком горячим. Но как только корень успевает остыть, можно приступить к заливке.
Например, если вам нужно сварить корневой проход трубы, вы можете выполнить на несколько дюймов позади корневого прохода заливной шов. Его нельзя запускать сразу после этого, так как сварной шов будет слишком горячим. Но как только корень успевает остыть, можно приступить к заливке.
Изображение предоставлено: Tyankee, Wikimedia Commons
Вам нужно быть сварщиком, чтобы запустить автоматический орбитальный сварочный аппарат?Вероятно, у вас должен быть некоторый опыт в сварке, даже если он ограничен.Но кого-то можно научить распознавать, как выглядит хороший сварной шов во время процесса, без необходимости изучать ручные навыки сварки. Это может быть непростой задачей, поскольку многие знания, полученные в процессе сварки, мы получаем из первых рук.
Сколько зарабатывают орбитальные сварщики? Заработная плата сварщика орбитальной сварки значительно ниже, чем у сварщика, которому приходится работать на месте. В основном это связано с тем, что работа менее утомительна, а автоматизация требует небольшого труда, кроме настройки и активного наблюдения за сваркой.
В основном это связано с тем, что работа менее утомительна, а автоматизация требует небольшого труда, кроме настройки и активного наблюдения за сваркой.
Мы уже упоминали, что он используется в аэрокосмической промышленности. Но он также используется в нефтегазовой промышленности, где свариваются трубопроводы. В последние годы полупроводниковая промышленность также начала использовать возможности и постоянство орбитальной сварки.
Заключение
Сварщики труб уже достаточно много работают. Им приходится ползать и изгибаться в самых неудобных позах.Но орбитальная сварка может избавить их от многих проблем на следующий день. Важно помнить, что орбитальная сварка не может заменить всю сварку труб и труб. Определенно есть ситуации, в которых человек является квинтэссенцией. Ограниченное пространство на нефтеперерабатывающем заводе для сварки в поле может не вместить оборудование, необходимое для орбитальной сварки. Заводская сварка? Конечно. Орбитальная сварка работает лучше почти в 100% случаев. Но это все еще во власти оператора, который должен быть хорошо осведомлен.
Заводская сварка? Конечно. Орбитальная сварка работает лучше почти в 100% случаев. Но это все еще во власти оператора, который должен быть хорошо осведомлен.
Изображение: Amiinc123, Wikimedia Commons
Системы орбитальной сварки | Линкольн Электрик
Выберите 5 продуктов для сравнения Направляющее кольцо HELIX® 10 дюймов (254 мм) — 4 башмака — K52000-10
Основные функции
|
Выберите 5 продуктов для сравнения
Направляющее кольцо HELIX® 12 дюймов (304.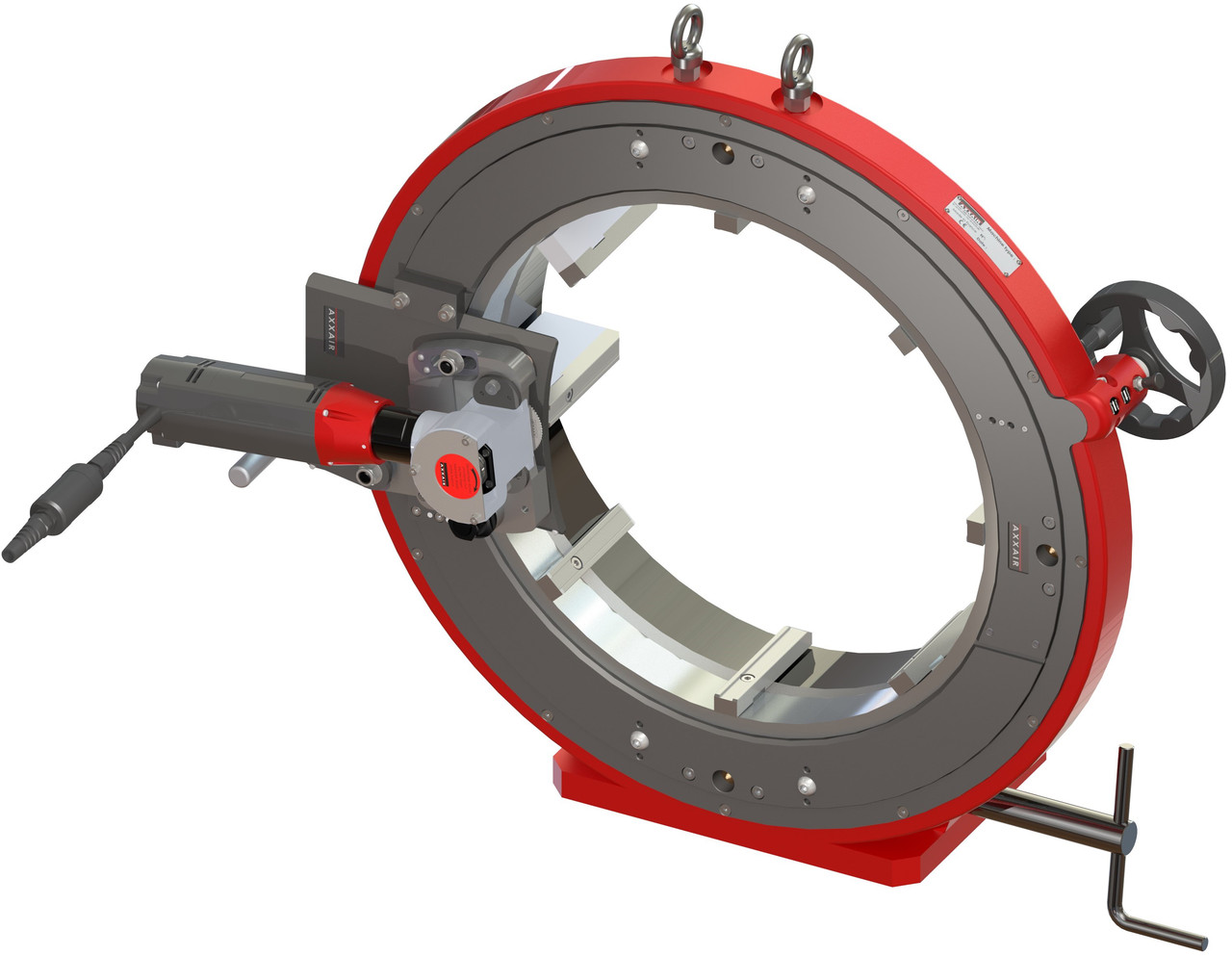 8 мм) — 6 башмаков — К52000-12
8 мм) — 6 башмаков — К52000-12
Основные функции
|
Выберите 5 продуктов для сравнения Направляющее кольцо HELIX® 14 дюймов (355.6 мм) — 6 башмаков — К52000-14
Основные функции
|
Выберите 5 продуктов для сравнения
Направляющее кольцо HELIX® 16 дюймов (406. 4 мм) — 6 башмаков — K52000-16
4 мм) — 6 башмаков — K52000-16
Основные функции
|
Выберите 5 продуктов для сравнения Направляющее кольцо HELIX®, 18 дюймов(457,2 мм) — 8 башмаков — K52000-18
Основные функции
|
Выберите 5 продуктов для сравнения HELIX® Track Ring 20 дюймов (508 мм) — 8 башмаков — K52000-20
Основные функции
|
Выберите 5 продуктов для сравнения
Направляющее кольцо HELIX® 22 дюйма (558. 8 мм) — 8 башмаков — К52000-22
8 мм) — 8 башмаков — К52000-22
Основные функции
|
Выберите 5 продуктов для сравнения Кольцо HELIX® Track Ring 24 дюйма (609.6 мм) — 8 башмаков — К52000-24
Основные функции
|
Выберите 5 продуктов для сравнения
HELIX® Track Ring 28 дюймов (711. 2 мм) — 5 башмаков — К52000-28
2 мм) — 5 башмаков — К52000-28
Основные функции
|
Выберите 5 продуктов для сравнения Направляющее кольцо HELIX® 32 дюйма (812.8 мм) — 5 башмаков — К52000-32
Основные функции
|
Выберите 5 продуктов для сравнения
Направляющее кольцо HELIX®, 36 дюймов (914. 4 мм) — 6 башмаков — К52000-36
4 мм) — 6 башмаков — К52000-36
Основные функции
|
Выберите 5 продуктов для сравнения HELIX® Track Ring 40 дюймов (1016 мм) — 6 башмаков — K52000-40
Основные функции
|
Выберите 5 продуктов для сравнения
Кольцо HELIX® Track Ring 44 дюйма (1117. 6 мм) — 8 башмаков — К52000-44
6 мм) — 8 башмаков — К52000-44
Основные функции
|
Выберите 5 продуктов для сравнения Направляющее кольцо HELIX® 48 дюймов (1219.2 мм) — 8 башмаков — К52000-48
Основные функции
|
Выберите 5 продуктов для сравнения
Направляющее кольцо HELIX® 52 дюйма (1320. 8 мм) — 8 башмаков — К52000-52
8 мм) — 8 башмаков — К52000-52
Основные функции
|
Выберите 5 продуктов для сравнения Направляющее кольцо HELIX® 56 дюймов (1422.4 мм) — 10 башмаков — К52000-56
Основные функции
|
Выберите 5 продуктов для сравнения Направляющее кольцо HELIX® 60 дюймов (1524 мм) — 10 башмаков — K52000-60
Основные функции
|
Выберите 5 продуктов для сравнения
Направляющее кольцо HELIX® 64 дюйма (1625. 6 мм) — 10 башмаков — К52000-64
6 мм) — 10 башмаков — К52000-64
Основные функции
|
Выберите 5 продуктов для сравнения Удлинитель обуви 0.5 дюймов (13 мм) — K52060-05
Выберите 5 продуктов для сравнения
Удлинение обуви 1. 0 дюймов (25,4 мм) — K52060-10
0 дюймов (25,4 мм) — K52060-10
Выберите 5 продуктов для сравнения Удлинитель обуви 2.0 дюймов (50,8 мм) — K52060-20
Выберите 5 продуктов для сравнения Удлинитель обуви 3.0 дюймов (76,2 мм) — K52060-30
Выберите 5 продуктов для сравнения Система APEX® 30M Ready-Pak® — K52165-2
Основные функции
Входная мощность Процессы MIG, импульсная, порошковая сварка, GMAW — STT |
 5 м) от источника питания
5 м) от источника питанияВыберите 5 продуктов для сравнения Система APEX® 30M Ready Pak® CE — K52165-5
Основные функции
Входная мощность
Процессы GMAW, импульсный, FCAW |
 5 м) от источника питания
5 м) от источника питанияВыберите 5 продуктов для сравнения Система APEX® 30S M85 Ready Pak® — K52257-1
Основные функции
Входная мощность
Процессы GMAW, импульсный, FCAW |
Выберите 5 продуктов для сравнения Система APEX® 30S M85 Ready Pak® CE — K52257-2
Основные функции
Входная мощность
Процессы GMAW, импульсный, FCAW |
Выберите 5 продуктов для сравнения Система APEX® 30S M45 Ready Pak® — K52264-1
Основные функции
Входная мощность
Процессы GMAW, импульсный, FCAW |
Выберите 5 продуктов для сравнения Система APEX® 30S M45 Ready Pak® CE — K52264-2
Основные функции
Входная мощность
Процессы GMAW, импульсный, FCAW |
Выберите 5 продуктов для сравнения Система APEX® 30S M85 TIG Ready Pak® — K52260-1
Основные функции
Входная мощность
Процессы GTAW |
Выберите 5 продуктов для сравнения Система APEX® 30S M85 TIG Ready Pak® CE — K52260-2
Основные функции
Входная мощность
Процессы GTAW |
Выберите 5 продуктов для сравнения Система APEX® M85 Hot Wire TIG Ready Pak® — K52266-1
Основные функции
Входная мощность
Процессы GTAW, Hot Wire GTAW |
Выберите 5 продуктов для сравнения Система APEX® M85 Hot Wire TIG Ready Pak® CE — K52266-2
Основные функции
Входная мощность
Процессы GTAW, Hot Wire GTAW |
Выберите 5 продуктов для сравнения Система APEX® 30S M45 Ready Pak® — K52265-1
Основные функции
Входная мощность
Процессы GTAW |
Выберите 5 продуктов для сравнения Система APEX® 30S M45 Ready Pak® CE — K52265-2
Основные функции
Входная мощность
Процессы GTAW |
Выберите 5 продуктов для сравнения Система APEX® 30S M45 Hot Wire TIG Ready Pak® — K52267-1
Основные функции
Входная мощность
Процессы GTAW, Hot Wire GTAW |
Выберите 5 продуктов для сравнения APEX® 30S M45 Hot Wire Система TIG Ready Pak® CE — K52267-2
Основные функции
Входная мощность
Процессы GTAW, Hot Wire GTAW |
Выберите 5 продуктов для сравнения Шкаф APEX® 2100 — K52075-1
Основные функции
|
Выберите 5 продуктов для сравнения
Подвесной кабель APEX® 2100, 25 футов (7. 6 м) — К52076-25
6 м) — К52076-25
Выберите 5 продуктов для сравнения Подвесной кабель APEX® 2100, 50 футов (15.2 м) — К52076-50
Выберите 5 продуктов для сравнения Подвесной кабель APEX® 2100, 100 футов (30.5 м) — К52076-100
Выберите 5 продуктов для сравнения Ящик для инструментов HELIX® — K52061-1
Основные функции
|
Выберите 5 продуктов для сравнения Чашка Pyrex® — короткая — KP52062-1
Выберите 5 продуктов для сравнения 1/8 Вольфрам — KP52066-1
Выберите 5 продуктов для сравнения 5/32 Вольфрам — KP52071-1
Выберите 5 продуктов для сравнения Вольфрамовый адаптер 1/8 дюйма — KP52063-1
Выберите 5 продуктов для сравнения Вольфрамовый переходник 5/32 — KP52069-1
Выберите 5 продуктов для сравнения Корпус цанги — KP52064-1
Выберите 5 продуктов для сравнения Цанга 1/8 — KP52065-1
Выберите 5 продуктов для сравнения Цанга 5/32 — KP52070-1
Выберите 5 продуктов для сравнения Задняя крышка длинная — KP52067-1
Выберите 5 продуктов для сравнения Задняя крышка средняя — KP52068-1
Выберите 5 продуктов для сравнения Кабельный вкладыш HELIX® стандартной длины — KP52077-1
Выберите 5 продуктов для сравнения Проволочный лайнер увеличенной длины HELIX® — KP52077-2
Выберите 5 продуктов для сравнения
Руководство HELIX®. 035 (0,9 мм) — KP52078-035
035 (0,9 мм) — KP52078-035
Выберите 5 продуктов для сравнения Руководство HELIX®.045 (1,1 мм) — KP52078-045
Выберите 5 продуктов для сравнения Приводные ролики HELIX®.035 (0,9 мм) — KP52079-035
Выберите 5 продуктов для сравнения
Приводные ролики HELIX®. 045 (1,1 мм) — KP52079-045
045 (1,1 мм) — KP52079-045
Выберите 5 продуктов для сравнения Направляющая входа / выхода HELIX®.035 (0,9 мм) — KP52080-035
Выберите 5 продуктов для сравнения Направляющая входа / выхода HELIX®.045 (1,1 мм) — KP52080-045
Выберите 5 продуктов для сравнения
Удлинитель кабеля / шланга HELIX® 25 футов (7. 6 м) — К52072-25
6 м) — К52072-25
Выберите 5 продуктов для сравнения Удлинитель кабеля / шланга HELIX® 15.2 м) — К52072-50
Выберите 5 продуктов для сравнения Удлинитель кабеля / шланга HELIX®, 23 м (75 футов) — K52072-75
Выберите 5 продуктов для сравнения Подвесной кабель APEX® 2100, 23 м (75 футов) — K52076-75
Выберите 5 продуктов для сравнения Сварочная головка HELIX® M85 — K52101-1
Основные функции
Входная мощность |
Выберите 5 продуктов для сравнения Головка для орбитальной сварки HELIX® C663 с бортовым питателем — K52092-1
Основные функции
|

Выберите 5 продуктов для сравнения Головка для орбитальной сварки HELIX® C663 без бортового устройства подачи — K52092-2
Основные функции
|
Выберите 5 продуктов для сравнения Портативный механизированный контроллер APEX® 30M — K52160-1
Основные функции
Входная мощность Процессы MIG, импульсная сварка MIG, порошковая сварка, GMAW-STT® |

Выберите 5 продуктов для сравнения Головка для орбитальной сварки HELIX® C450 — K52095-1
Основные функции
|

Выберите 5 продуктов для сравнения Переносное устройство подачи HELIX ® WF20S на 2–10 фунтов.(0,9-4,5 кг) Вместимость — K52097-1
Основные функции
|
Выберите 5 продуктов для сравнения
Настольный механизм подачи проволоки HELIX® WF20B 10. 0-44,0 фунта (4,5-20,0 кг) — K52097-2
0-44,0 фунта (4,5-20,0 кг) — K52097-2
Основные функции
|
Выберите 5 продуктов для сравнения Бортовые устройства подачи проволоки HELIX® SF70A-1 M85 — K52230-1
Основные функции
Процессы GMAW, порошковая порошковая газовая защита, GTAW, GTAW с горячей проволокой |
Выберите 5 продуктов для сравнения Орбитальная система управления APEX® 2100 — K52003-1
Основные функции
Входная мощность
Процессы Орбитальный TIG |

Выберите 5 продуктов для сравнения Бортовые устройства подачи проволоки HELIX® SF70A-2 M85 — K52230-2
Основные функции
Процессы GMAW, порошковая порошковая газовая защита, GTAW, GTAW с горячей проволокой |
Выберите 5 продуктов для сравнения Комплект бортового устройства подачи проволоки и манипулятора с проволокой HELIX® SF70C-1 M45 — K52268-1
Основные функции
Входная мощность Процессы GMAW, FCAW, GTAW, Hot Wire GTAW |
Выберите 5 продуктов для сравнения HELIX® SF70C-2 M45 Бортовой механизм подачи проволоки и комплект манипулятора с проволокой — K52268-2
Основные функции
Входная мощность Процессы GMAW, FCAW, GTAW, Hot Wire GTAW |
Выберите 5 продуктов для сравнения Подвеска APEX® серии 3 для сварки TIG — K52216-1
Основные функции
Входная мощность Процессы GTAW, Hot Wire GTAW |
Выберите 5 продуктов для сравнения Система APEX® 30M Ready-Pak® — K52165-2
Основные функции
Входная мощность Процессы MIG, импульсная, порошковая сварка, GMAW — STT |
 5 м) от источника питания
5 м) от источника питанияВыберите 5 продуктов для сравнения Механизированный контроллер APEX® 3000 — K52102-1
Основные функции
Входная мощность
Процессы MIG, импульсная сварка MIG, порошковая сварка, GMAW-STT® |

Выберите 5 продуктов для сравнения Механизированная система управления APEX® 3000 Ready-Pak® с Power Wave® S500 — K52103-2
Основные функции
Входная мощность
Процессы Орбитальная сварка MIG |

Выберите 5 продуктов для сравнения Сварочная головка HELIX® M85 — K52101-1
Основные функции
Входная мощность |
Выберите 5 продуктов для сравнения Стандартная орбитальная система One-Pak® — K52082-1
Основные функции
Входная мощность
Процессы Орбитальный TIG |

Выберите 5 продуктов для сравнения Орбитальная система управления APEX® 2100 — K52003-1
Основные функции
Входная мощность
Процессы Орбитальный TIG |

Выберите 5 продуктов для сравнения Контроллер APEX® 2100 — K52073-1
Основные функции
|
Выберите 5 продуктов для сравнения Подвеска APEX® 2100 — K52074-1
Основные функции
|
Выберите 5 продуктов для сравнения Головка для орбитальной сварки HELIX® C450 — K52095-1
Основные функции
|

Выберите 5 продуктов для сравнения Головка для орбитальной сварки HELIX® C663 с бортовым питателем — K52092-1
Основные функции
|
Выберите 5 продуктов для сравнения Головка для орбитальной сварки HELIX® C663 без бортового устройства подачи — K52092-2
Основные функции
|

Выберите 5 продуктов для сравнения Сварочная головка HELIX® T55 с принадлежностями — K52002-1
Основные функции
Входная мощность Процессы Орбитальный TIG |
Выберите 5 продуктов для сравнения
Переносное устройство подачи HELIX ® WF20S на 2–10 фунтов. (0,9-4,5 кг) Вместимость — K52097-1
(0,9-4,5 кг) Вместимость — K52097-1
Основные функции
|
Выберите 5 продуктов для сравнения Настольный механизм подачи проволоки HELIX® WF20B 10.0-44,0 фунта (4,5-20,0 кг) — K52097-2
Основные функции
|

Неверное соединение
Неверное соединениеЭто соединение недействительно.Срок действия SSL-сертификата истек.
Невозможно установить безопасное соединение с liburdi.com.
Когда вы пытаетесь установить безопасное соединение, сайты будут предоставлять надежную идентификацию, чтобы доказать, что вы попадаете в нужное место. Однако личность этого сайта не может быть подтверждена.
| Участок | liburdi.com |
| Сертификат CN | * .liburdi.com |
| Центр сертификации | Sectigo RSA Domain Validation Secure Server CA |
| Срок действия сертификата | Не раньше: 23 ноября 00:00:00 2020 GMT Не после: 24 декабря 23:59:59 2021 по Гринвичу |
| Цепочка сертификатов | ----- НАЧАТЬ СЕРТИФИКАТ ----- MIIFuDCCBKCgAwIBAgIRAN6RQelkqv9G0YIHAO2 + yJowDQYJKoZIhvcNAQELBQAw gY8xCzAJBgNVBAYTAkdCMRswGQYDVQQIExJHcmVhdGVyIE1hbmNoZXN0ZXIxEDAO BgNVBAcTB1NhbGZvcmQxGDAWBgNVBAoTD1NlY3RpZ28gTGltaXRlZDE3MDUGA1UE AxMuU2VjdGlnbyBSU0EgRG9tYWluIFZhbGlkYXRpb24gU2VjdXJlIFNlcnZlciBD QTAeFw0yMDExMjMwMDAwMDBaFw0yMTEyMjQyMzU5NTlaMBgxFjAUBgNVBAMMDSou bGlidXJkaS5jb20wggEiMA0GCSqGSIb3DQEBAQUAA4IBDwAwggEKAoIBAQCiu8Eu 3NfK6XAPYRSzmVXkLnPXBDKU4be5QHTTD4Jby9drhlSQUtpqtXuk3dKHFsqPmvDs a0Uaxwdt0saI3jRQxaqoynQCJgbokC7iVgYuqWh7XDrdQbVwVnY2u / n0cGJYW + 2T S1S6Fz + roJCqlNXkY9AK8 / ZIWa + L8ckp + 1x8 + 71 + Fgdmbn8K54UqszSN4sAP52VW 1NonEa9Tmts4KafQsg8igVqZnKjU61k2V / AcuEbaUUgnMxD / fNZUEWte6ayPm8tF xdMuHRBYOlff9pwJbtTOn1buqwoTeNjliUCQjs0YE9YprMCgtWAtFYPEOhLl6sqa / CxTK8OjxzOuKurpAgMBAAGjggKDMIICfzAfBgNVHSMEGDAWgBSNjF7EVK2K4Xfp m / mbBeG4AY1h5TAdBgNVHQ4EFgQUdLEIFAZIXug1vjXiJ7Vq3cO6BFMwDgYDVR0P AQH / BAQDAgWgMAwGA1UdEwEB / wQCMAAwHQYDVR0lBBYwFAYIKwYBBQUHAwEGCCsG AQUFBwMCMEkGA1UdIARCMEAwNAYLKwYBBAGyMQECAgcwJTAjBggrBgEFBQcCARYX aHR0cHM6Ly9zZWN0aWdvLmNvbS9DUFMwCAYGZ4EMAQIBMIGEBggrBgEFBQcBAQR4 MHYwTwYIKwYBBQUHMAKGQ2h0dHA6Ly9jcnQuc2VjdGlnby5jb20vU2VjdGlnb1JT QURvbWFpblZhbGlkYXRpb25TZWN1cmVTZXJ2ZXJDQS5jcnQwIwYIKwYBBQUHMAGG F2h0dHA6Ly9vY3NwLnNlY3RpZ28uY29tMCUGA1UdEQQeMByCDSoubGlidXJkaS5j b22CC2xpYnVyZGkuY29tMIIBBQYKKwYBBAHWeQIEAgSB9gSB8wDxAHYAfT7y + I // iFVoJMLAyp5SiXkrxQ54CX8uapdomX4i8NcAAAF19aCgEgAABAMARzBFAiEAtXG + Rr7CqCMqsim5nMxcCfX0SLWfJCUqd8xlkucLcKYCIA6ALRAMlOUOBlbgpHFFyIAd LalaH8U / pb4FW1SNCQsCAHcAlCC8Ho7VjWyIcx + CiyIsDdHaTV5sT5Q9YdtOL1hN osIAAAF19aCgOgAABAMASDBGAiEAl9UQCZUDav8X3JPMKOF61SJ2MWXmUzi / gK1S Q5UGJXgCIQDn / OE + aNLad7OHHn9WQ / vIuToq1uMDrBL7ebNaoWGZnTANBgkqhkiG 9w0BAQsFAAOCAQEAtzhfHNN3AQNYmU9qP9Fwv63H / qOhRcppWoD3dKaZjeacqLYF taOpxtIvJomzSa + JDqIW43vnu4TczCrcw / 7TiTl6fa08NW3GZvho3k80PQzBZ42q w0ts + zSp3QVNElaXBPV6tXVJxcbMz4yuJRtP1ikhwRRefXTNBRMYEyE0fDAEwVkW ckg3SzLLNB4Us7kFSUMz2 + aPSxizejeU5XbHPCsHurnDnfHVZiZiJrZzIdWf8Hmn OZ8Eomou66NeJnPiETYOsdv50AWPWUoEws1oRKYxm4ItRvH5BkzAJgnfLbq2RVOB CUKXGp57hsrStPXD1TmdDjV8toZLS9b4ez3jWA == ----- КОНЕЦ СЕРТИФИКАТА ----- ----- НАЧАТЬ СЕРТИФИКАТ ----- MIIGEzCCA / ugAwIBAgIQfVtRJrR2uhHbdBYLvFMNpzANBgkqhkiG9w0BAQwFADCB iDELMAkGA1UEBhMCVVMxEzARBgNVBAgTCk5ldyBKZXJzZXkxFDASBgNVBAcTC0pl cnNleSBDaXR5MR4wHAYDVQQKExVUaGUgVVNFUlRSVVNUIE5ldHdvcmsxLjAsBgNV BAMTJVVTRVJUcnVzdCBSU0EgQ2VydGlmaWNhdGlvbiBBdXRob3JpdHkwHhcNMTgx MTAyMDAwMDAwWhcNMzAxMjMxMjM1OTU5WjCBjzELMAkGA1UEBhMCR0IxGzAZBgNV BAgTEkdyZWF0ZXIgTWFuY2hlc3RlcjEQMA4GA1UEBxMHU2FsZm9yZDEYMBYGA1UE ChMPU2VjdGlnbyBMaW1pdGVkMTcwNQYDVQQQDEy5TZWN0aWdvIFJTQSBEb21haW4g VmFsaWRhdGlvbiBTZWN1cmUgU2VydmVyIENBMIIBIjANBgkqhkiG9w0BAQEFAAOC AQ8AMIIBCgKCAQEA1nMz1tc8INAA0hdFuNY + B6I / x0HuMjDJsGz99J / LEpgPLT + N TQEMgg8Xf2Iu6bhIefsWg06t1zIlk7cHv7lQP6lMw0Aq6Tn / 2YHKHxYyQdqAJrkj eocgHuP / IJo8lURvh4UGkEC0MpMWCRAIIz7S3YcPb11RFGoKacVPAXJpz9OTTG0E oKMbgn6xmrntxZ7FN3ifmgg0 + 1YuWMQJDgZkW7w33PGfKGioVrCSo1yfu4iYCBsk Haswha6vsC6eep3BwEIc4gLw6uBK0u + QDrTBQBbwb4VCSmT3pDCg / r8uoydajotY uK3DGReEY + 1vVv2Dy2A0xHS + 5p3b4eTlygxfFQIDAQABo4IBbjCCAWowHwYDVR0j BBgwFoAUU3m / WqorSs9UgOHYm8Cd8rIDZsswHQYDVR0OBBYEFI2MXsRUrYrhd + mb + ZsF4bgBjWHhMA4GA1UdDwEB / wQEAwIBhjASBgNVHRMBAf8ECDAGAQH / AgEAMB0G A1UdJQQWMBQGCCsGAQUFBwMBBggrBgEFBQcDAjAbBgNVHSAEFDASMAYGBFUdIAAw CAYGZ4EMAQIBMFAGA1UdHwRJMEcwRaBDoEGGP2h0dHA6Ly9jcmwudXNlcnRydXN0 LmNvbS9VU0VSVHJ1c3RSU0FDZXJ0aWZpY2F0aW9uQXV0aG9yaXR5LmNybDB2Bggr BgEFBQcBAQRqMGgwPwYIKwYBBQUHMAKGM2h0dHA6Ly9jcnQudXNlcnRydXN0LmNv bS9VU0VSVHJ1c3RSU0FBZGRUcnVzdENBLmNydDAlBggrBgEFBQcwAYYZaHR0cDov L29jc3AudXNlcnRydXN0LmNvbTANBgkqhkiG9w0BAQwFAAOCAgEAMr9hvQ5Iw0 / H ukdN + Jx4GQHcEx2Ab / zDcLRSmjEzmldS + zGea6TvVKqJjUAXaPgREHzSyrHxVYbH 7rM2kYb2OVG / Rr8PoLq0935JxCo2F57kaDl6r5ROVm + yezu / Coa9zcV3HAO4OLGi h29 + 24rcRki2aArPsrW04jTkZ6k4Zgle0rj8nSg6F0AnwnJOKf0hPHzPE / uWLMUx RP0T7dWbqWlod3zu4f + k + TY4CFM5ooQ0nBnzvg6s1SQ36yOoeNDT5 ++ SR2RiOSLv xvcRviKFxmZEJCaOEDKNyJOuB56DPi / Z + fVGjmO + wea03KbNIaiGCpXZLoUmGv38 sbZXQm2V0TP2ORQGgkE49Y9Y3IBbpNV9lXj9p5v // cWoaasm56ekBYdbqbe4oyAL l6lFhd2zi + WJN44pDfwGF / Y4QA5C5BIG + 3vzxhFoYt / jmPQT2BVPi7Fp2RBgvGQq 6jG35LWjOhSbJuMLe / 0CjraZwTiXWTb2qHSihrZe68Zk6s + go / lunrotEbaGmAhY LcmsJWTyXnW0OMGuf1pGg + pRyrbxmRE1a6Vqe8YAsOf4vmSyrcjC8azjUeqkk + B5 yOGBQMkKW + ESPMFgKuOXwIlCypTPRpgSabuY0MLTDXJLR27lk8QyKGOHQ + SwMj4K 00u / I5sUKUErmgQfky3xxzlIPK1aEn8 = ----- КОНЕЦ СЕРТИФИКАТА ----- ----- НАЧАТЬ СЕРТИФИКАТ ----- MIIFgTCCBGmgAwIBAgIQOXJEOvkit1HX02wQ3TE1lTANBgkqhkiG9w0BAQwFADB7 MQswCQYDVQQGEwJHQjEbMBkGA1UECAwSR3JlYXRlciBNYW5jaGVzdGVyMRAwDgYD VQQHDAdTYWxmb3JkMRowGAYDVQQKDBFDb21vZG8gQ0EgTGltaXRlZDEhMB8GA1UE AwwYQUFBIENlcnRpZmljYXRlIFNlcnZpY2VzMB4XDTE5MDMxMjAwMDAwMFoXDTI4 MTIzMTIzNTk1OVowgYgxCzAJBgNVBAYTAlVTMRMwEQYDVQQIEwpOZXcgSmVyc2V5 MRQwEgYDVQQHEwtKZXJzZXkgQ2l0eTEeMBwGA1UEChMVVGhlIFVTRVJUUlVTVCBO ZXR3b3JrMS4wLAYDVQQDEyVVU0VSVHJ1c3QgUlNBIENlcnRpZmljYXRpb24gQXV0 aG9yaXR5MIICIjANBgkqhkiG9w0BAQEFAAOCAg8AMIICCgKCAgEAgBJlFzYOw9sI s9CsVw127c0n00ytUINh5qogTQktZAnczomfzD2p7PbPwdzx07HWezcoESth3jnG vDoZtF + mvX2do2NCtnbyqTsrkfjib9DsFiCQCT7i6HTJGLSR1GJk23 + jBvGIGGqQ Ijy8 / hPwhxR79uQfjtTkUcYRZ0YIUcuGFFQ / vDP + fmyc / xadGL1RjjWmp2bIcmfb IWax1Jt4A8BQOujM8Ny8nkz + rwWWNR9XWrf / zvk9tyy29lTdyOcSOk2uTIq3XJq0 tyA9yn8iNK5 + O2hmAUTnAU5GU5szYPeUvlM3kHND8zLDU + / bqv50TmnHa4xgk97E xwzf4TKuzJM7UXiVZ4vuPVb + DNBpDxsP8yUmazNt925H + nND5X4OpWaxKXwyhGNV icQNwZNUMBkTrNN9N6frXTpsNVzbQdcS2qlJC9 / YgIoJk2KOtWbPJYjNhLixP6Q5 D9kCnusSTJV882sFqV4Wg8y4Z + LoE53MW4LTTLPtW // e5XOsIzstAL81VXQJSdhJ WBp / kjbmUZIO8yZ9HE0XvMnsQybQv0FfQKlERPSZ51eHnlAfV1SoPv10Yy + xUGUJ 5lhCLkMaTLTwJUdZ + gQek9QmRkpQgbLevni3 / GcV4clXhB4PY9bpYrrWX1Uu6lzG KAgEJTm4Diup8kyXHAc / DVL17e8vgg8CAwEAAaOB8jCB7zAfBgNVHSMEGDAWgBSg EQojPpbxB + zirynvgqV / 0DCktDAdBgNVHQ4EFgQUU3m / WqorSs9UgOHYm8Cd8rID ZsswDgYDVR0PAQH / BAQDAgGGMA8GA1UdEwEB / wQFMAMBAf8wEQYDVR0gBAowCDAG BgRVHSAAMEMGA1UdHwQ8MDowOKA2oDSGMmh0dHA6Ly9jcmwuY29tb2RvY2EuY29t L0FBQUNlcnRpZmljYXRlU2VydmljZXMuY3JsMDQGCCsGAQUFBwEBBCgwJjAkBggr BgEFBQcwAYYYaHR0cDovL29jc3AuY29tb2RvY2EuY29tMA0GCSqGSIb3DQEBDAUA A4IBAQAYh2HcdCE9nIrgJ7cz0C7M7PDmy14R3iJvm3WOnnL + 5Nb + qh + cli3vA0p + rvSNb3I8QzvAP + u431yqqcau8vzY7qN7Q / aGNnwU4M309z / + 3ri0ivCRlv79Q2R + / czSAaF9ffgZGclCKxO / WIu6pKJmBHaIkU4MiRTOok3JMrO66BQavHHxW / BBC5gA CiIDEOUMsfnNkjcZ7Tvx5Dq2 + UUTJnWvu6rvP3t3O9LEApE9GQDTF1w52z97GA1F zZOFli9d31kWTz9RvdVFGD / tSo7oBmF0Ixa1DVBzJ0RHfxBdiSprhTEUxOipakyA vGp4z7h / jnZymQyd / teRCBaho1 + V ----- КОНЕЦ СЕРТИФИКАТА ----- |
Преимущества орбитальной сварки для приложений высокой чистоты
Преимущества орбитальной сварки для приложений высокой чистоты
OLYMPUS DIGITAL CAMERA Орбитальная сварка — это чистый и очень эффективный способ соединения двух объектов. Процесс заключается в перемещении головы вокруг неподвижного объекта. У орбитальной сварки много преимуществ.
Процесс заключается в перемещении головы вокруг неподвижного объекта. У орбитальной сварки много преимуществ.
Орбитальная сварка идеальна для ряда особых ситуаций, в том числе:
- Когда труба или труба не могут вращаться или вращение нецелесообразно
- Когда пространство ограничивает размер устройства, которое можно использовать
- Для применений со строгими требованиями к качеству, стабильности и чистоте
Важно не допускать попадания загрязнений на металлические трубы во время процесса сварки.Примеси могут легко разрушить весь процесс, что требует значительных затрат времени и денег. Орбитальная сварка очень чиста. Обычно это выполняется в условиях чистой комнаты, где трубы и фитинги можно сваривать в среде высокой чистоты, свободной от загрязнений.
Сварка высокого качества Орбитальная сварка, выполненная с использованием правильного оборудования и настроек, всегда обеспечивает высокое качество сварки. Это делает орбитальную сварку идеальным выбором для приложений со строгими требованиями, например, в полупроводниковой и фармацевтической промышленности.
Это делает орбитальную сварку идеальным выбором для приложений со строгими требованиями, например, в полупроводниковой и фармацевтической промышленности.
Сварные швы всегда ровные и чистые, что делает процесс сварки чрезвычайно эффективным. Компьютеризированная сварка еще более эффективна, поскольку весь процесс можно запланировать заранее и задокументировать. Это снижает затраты, а также время производства.
Сплошные сварные швыПри ручной сварке всегда будет уровень вариативности и несоответствия между сварными швами. Орбитальная сварка всегда дает стабильные сварные швы.Это связано с тем, что оборудование для орбитальной сварки может быть настроено на определенную программу, что позволяет системе повторять одни и те же сварные швы снова и снова.
Means Engineering, Inc. обладает возможностями и оборудованием, необходимым для выполнения услуг по сварке высокой чистоты в широком спектре отраслей.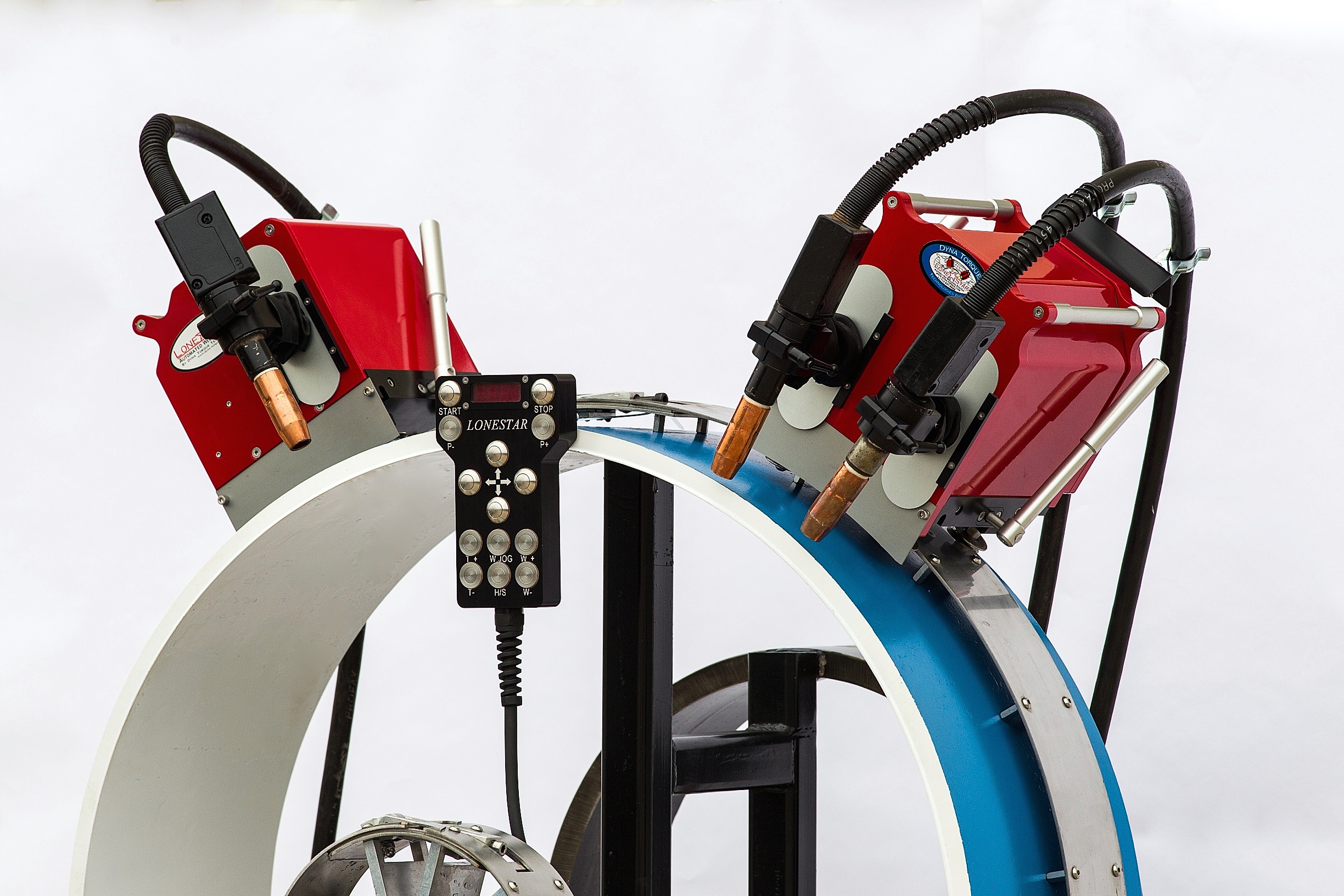 Наши высококвалифицированные сотрудники предлагают высококачественную орбитальную сварку полуавтоматической сварке Е-49.
Наши высококвалифицированные сотрудники предлагают высококачественную орбитальную сварку полуавтоматической сварке Е-49.
Что такое орбитальная сварка? — Сантехника
Клиент недавно спросил о большом заказном задании и о том, есть ли у нас возможности орбитальной сварки.Мы делаем! Для тех из вас, кто может не знать, что такое орбитальная сварка, позвольте нам объяснить.
Вы, вероятно, хорошо знаете стандартную сварку, процесс соединения двух металлических частей при помощи сильного нагрева. В типичном процессе сварки высококвалифицированный специалист использует сварочную горелку для создания бесшовного соединения. В случае сантехнической арматуры этот сварной шов затем должен быть сглажен и отполирован до такой степени, что шов почти не обнаруживается невооруженным глазом.
Однако сварка требует времени, точности и ценных человеко-часов. В случаях, когда есть достаточно места для сварки круглых поверхностей, можно использовать орбитальный сварочный аппарат, чтобы ускорить процесс. Орбитальная сварка требует, чтобы обе детали были закреплены на месте, в то время как машина вращается на 360 градусов для завершения процесса сварки. Готовый продукт такой же чистый, как и продукт, произведенный человеком, и занимает мало времени.
Орбитальная сварка требует, чтобы обе детали были закреплены на месте, в то время как машина вращается на 360 градусов для завершения процесса сварки. Готовый продукт такой же чистый, как и продукт, произведенный человеком, и занимает мало времени.
Посмотрите это видео, чтобы увидеть в действии орбитальную сварку.
Из-за размеров оборудования для орбитальной сварки их способность выполнять сварку в более ограниченных областях. Орбитальному сварщику необходим полный доступ к обоим кускам металла для выполнения своей работы. В случаях, когда могут существовать препятствия или ограниченное пространство, орбитальный сварочный аппарат не может использоваться.