Как сделать самостоятельно аргонную сварку? — Моя ковка
Существенным отличием работ с цветметом (к примеру, медью, бронзой, алюминием) и его сплавами, «нержавейкой», сталью легированной является то, что обычная сварка (хоть газовая, хоть электрическая) для них не подходит. Перед тем как рассматривать вопрос о том, что такое аргонная сварка своими руками, нужно для начала уяснить, что она из себя представляет в целом.

Аргонная сварка применяется для работы с алюминием и изделиями из него.
Аргонная сварка — это нечто среднее между газовой и электрической сваркой.
У нее есть признаки, которые делают ее сродни этим двум видам сварки: применение газа, образование дуги.
Хотя принцип ее действия имеет существенные отличия.
Чем вызвана необходимость использования аргона (инертного газа)?

Устройство электрода для сварки.
Результатом влияния высоких температур становится то, что легированные стали и цветметаллы вступают в реакцию с кислородом и прочими газами, выделяя окислы, а какие-то даже возгораются (алюминий, например). Появление в области сваривания инородных примесей сказывается на надежности шва не в лучшую сторону. Аргоном, являющимся гораздо тяжелее воздуха, последний вытесняется из области электрической дугой, что исключает возможность соединения плохого качества. Помимо этого, появляется плазма, плавящая соединяемые между собой металлы.
Все электроды для сварки подразделяют на неплавящиеся (вольфрамовые) и плавящиеся. Исходя из выбранного вида электрода, аргонную сварку различают: либо ручную (при помощи неплавящегося электрода), либо по типу «автомат» (любым видом электрода). Хотя некоторые мастера из народа могут сделать аргонную сварку полуавтоматической, возможности которой не так велики, как у первых двух вариантов. Чтобы сделать аппарат, применяют различные «детали». Главное, что следует учитывать, что аргонная сварка своими руками, выполненная по-простому, выйдет не только дешевле, но и надежнее.
Вернуться к оглавлению
Для процесса обязательно потребуются
Вернуться к оглавлению
Трансформатор

Трансформатор: а- внешность; б- схема регулирования тока; в- электрическая схема; 1- корпус; 2- зажим; 3- ручка; 4- магнитопровод; 5- рукоятка; 6- рымболт; 7- шкала; 8- крышка; 9- вертикальный винт; 10- ходовая гайка винта; 11,12– обмотки.
Основываясь на том, что «варят», подбирают мощность прибора. Одну вторичную обмотку рассчитывают на напряжение в 65-70 В без нагрузки.
Некоторым новичкам не понятны рекомендации для самостоятельного выбора «железа» и по наматыванию обмоток. Требуется наличие опыта, чтобы изготовить прибор. Предпочтительнее воспользоваться купленным трансформатором, рассчитанным для значительной силы тока (к примеру, от «сварочника» электрического).
Потребуется изготовить выпрямитель, поскольку применяется постоянное напряжение. Важна его полярность, которая может быть изменена.
Вернуться к оглавлению
Горелка
Первым делом подбирают цангу (зажим) под диаметр около 0,2 см. К противоположному направлению зажима на держатель припаивают трубку из меди для подачи газа (аргона) и напряжения к электроду. Трубка должна иметь диаметр 0,6 см. Припой применяют с высокими температурами.
Еще к одному месту цанги прикрепляют рабочую трубку (из кварцевого стекла, керамики). Важно предусмотреть ее легкое снятие для перезаправки проволоки. Диаметр трубки подбирают в пределах 0,8-1,0 см, с длиной 5,0 см. Внутрь помещают изогнутый дугообразно электрод, удерживаемый зажимом. Назначение трубки — подача аргона к рабочей области.
Вернуться к оглавлению
Как изготовить аппарат под аргонную сварку?

Схема устройства горелки для сварки.
Трубку-держатель обматывают изолирующим материалом (стеклотканью), поверх него — еще одним слоем изоляции. Промеж них — силиконовый герметик. Должно получиться наподобие рукоятки револьвера. К ней крепят микровыключатель, управляющий действием газового клапана.
Горелку соединяют с газовым баллоном трубкой (диаметр 0,6-0,8 см), плюс два провода — от выключателя к клапану и под напряжение трансформатора (хватит 8 «квадратов»).
Важно: в рабочей области пламя должно исчезнуть не сразу, а по прошествии некоторого времени. Промышленные модели под аргонную сварку для этого имеют задержку выключения. На деле данное устройство электроники только делает схему сложнее, поэтому при самостоятельном изготовлении отключение делают ручным способом с некоторой задержкой.
Такой вариант считается наиболее бюджетным для получения аргонной сварки. Здесь главное — учесть стоимость самого аппарата (готовое изделие стоит недешево) и то, что таким промышленно созданным оборудованием не придется слишком часто пользоваться.
Некоторые источники дают указание на то, что можно применять, помимо аргона, и другой газ. Но это не верно. На практике достоверно выяснено, что содержание меньше, чем 99% аргона приводит к некачественно выполненной сварке.
Вернуться к оглавлению
Процесс аргонно-дуговой сварки: последовательность работ

Физические свойства защитных газов и металла электродов
Сварочный ток и инертный газ подводят в газовую горелку, другую фазу тока для сварки подсоединяют к детали. В горелке вставлен вольфрамовый электрод, в процессе сварки не расплавляющийся. Горит дуга, идущая от вольфрамового электрода до детали, присадочную проволоку подают непосредственно в область дуги. Конец электрода из вольфрама при аргоновой ручной сварке затачивают конусообразно. Длину заточки делают равной 2-м или 3-м диаметрам электрода. В начале дугу зажигают на специальной пластине из угля.
Недопустимо зажигать дугу на базовом металле ввиду оплавления конца электрода и его загрязнения.
Возбуждение дуги выполняют, пользуясь источником питания, холостой ход у которого имеет повышенное напряжение, либо применяют дополнительный источник питания, имеющий высокой напряжение (осциллятор), поскольку потенциал возбуждения и ионизации аргона гораздо выше, чем у азота, кислорода или паров металлов.
Дуговой разряд аргона отличает надежная стабильность. Важная особенность аргонно-дуговой сварки при помощи неплавящегося вольфрамового электрода и применении переменного тока — появление в сварочной цепи показателя постоянного тока, величина которого может составлять до 50% от эффективной величины значения переменного тока в сварочной цепи.
Выпрямление тока находится в прямой зависимости от формы и размеров вольфрамового электрода, материала, из которого выполнено изделие, и режима сварки (токовой величины, скорости сваривания, длины дуги).

Схема аргоннодуговой сварки.
Когда величина постоянного тока будет слишком высока, то нарушится стабильность дугового горения и, соответственно, резко уменьшится качество наплавляемой поверхности металла, появятся надрезы, чешуйчатость. Но самое главное — снизится прочность соединения и пластичность металла на шве.
Особенно нежелательно образование в сварочной цепи характеристик постоянного тока в процессе сваривания алюминия и его сплавов. Чтобы получить качественные сварные соединения, нужно устранить в цепи сварки элементы постоянного тока. Аналогично аргонно-дуговой сварке выполняется гелио-дуговая сварка.
Отличие обычной ручной сварки дугой качественными электродами от ручной аргонной сварки дугой состоит в количестве задаваемых направлений движения электроду. В первом случае задают три движения электроду (по оси электрода, перпендикулярно шву и по оси будущего шва). Во втором варианте задают только одно направление — горизонтально оси будущего шва. Это правило распространяется и на механизированные способы сваривания изделий. Два других направления движения не применяют при аргонно-дуговой сварке по причинам:
- исключается передвижение согласно оси электрода книзу, так как при аргонно-дуговом сваривании не происходит его расплавление;
- в поперечном направлении согласно шву не двигаются, дабы не нарушить инертным газом защищенность расплавляемого металла.
Поскольку колебательное передвижение электрода перпендикулярно шву исключается, то швы, выполненные аргонным свариванием, получаются более узкие, нежели при ручной обычной сварке дугой хорошими электродами. Стык освобождают из приспособления, выполняя первоначальный слой шовного соединения, используя присадочную проволоку, марку которой устанавливают либо технологическим процессом либо техническими условиями. Дугу зажигают на пластине из угля, но ни в коем случае не на самой детали. Гашение дуги следует выполнять на расстоянии.
В целях недопущения пропитки металла шва воздушными О2 или азотом, концы расплавляемой проволоки сварочной и нагретого вольфрамового электрода никогда не должны выходить из области защитного газа. Чтобы избежать разбрызгивания расплавляемого металла, выполняют подачу проволочного конца в жидкую ванну плавными движениями.
Накладывая корневой слой шва, внимательно отслеживают, в какой степени полноты проплавились кромки, нет ли непроваренных мест. Насколько металл проплавился, определяют по конфигурации ванны расплавляемого металла: о качественном проплавлении свидетельствует ванна, длина которой вытянута в сторону направления сварки, недостаточность проплавления определяет ванна в форме круга либо овала.
Если послушать отзывы тех, кто уже применял аргонную сварку, то все они сходятся во мнении о том, что желания работать обычным аппаратом для сварки после такой технологии больше не возникает. И шов при этом образуется узенький и качественно выполненный. Для этого нужно лишь немного потренироваться.
Как проводится аргоновая сварка своими руками: схема и технология процесса
Немногие имеют представление о том, как осуществляется аргоновая сварка своими руками, схема которой довольно проста. Нередко в сварочном деле организуется соединение металлических изделий с применением различных защитных газов. Углекислота и аргон в данной ситуации применяются чаще остальных газов. Аргонодуговая сварка отлично подходит для соединения цветных металлов и легированной стали. Зачем нужно использовать аргон? На поверхности цветных металлов имеется пленка, которая может вступать в реакцию с кислородом окружающего воздуха. Образующиеся окислы ухудшают качество сварного соединения. Как проводится сварка с применением аргона?

Фото 1. Схема аппарата для аргоновой сварки.
Особенности сварки с применением аргона
Аргон входит в группу инертных газов. Это значит, что он имеет низкую химическую активность, то есть не вступает в реакции со многими другими веществами. Сварка аргоном имеет свои преимущества. К ним можно отнести:
- возможность без труда сваривать алюминий, медь, чугун, нержавеющую сталь;
- возможность окрашивания поверхности свариваемого изделия после формирования сварного шва;
- хорошее качество сварного шва.
Кроме того, при наличии каких-либо видимых дефектов по окончании работы можно их убрать путем наложения второго сварного шва поверх первого. Для данного вида работ предпочтительнее использовать электроды из вольфрама. Этот металл имеет высокую температуру плавления. Для этого понадобится специальная горелка. Сварка в среде аргона может выполняться несколькими способами: ручным, полуавтоматическим, автоматическим. Отличие автоматизированного процесса заключается в наличии специального механизма, который подает сварочную проволоку в рабочую зону.

Фото 2. Схема подключения оборудования для сварки.
При автоматическом процессе всю работу выполняет оборудование. Сварщик же наблюдает и контролирует процесс, задавая определенный режим работы.
Для осуществления сварочных работ потребуется специальное оборудование. При ручном и полуавтоматическом процессе в последнее время чаще всего используются инверторы.
Можно применять и трансформаторы. Если соединение металла требуется проводить с помощью неплавящихся электродов, то оборудование должно включать в себя саму горелку, источник тока, стабилизирующее устройство, устройство управления за сварочным процессом. Газ подается в сопло горелки через шланги от баллонов.
В силу всего это сварщик должен иметь в наличии достаточный объем газа. Схема сварочного оборудования представлена на фото 1.
Читайте также:
Как производится сварка металла.
Особенности сварки нержавейки полуавтоматом.
Виды сварных швов смотрите здесь.
Вернуться к оглавлению
Полуавтоматическая сварка
Совсем недавно стала использоваться полуавтоматическая сварка с применением аргона. Сварочные аппараты для этого процесса бывают стационарными, передвижными, переносными. В чем положительные стороны этого типа сварочных работ? Во-первых, благодаря полуавтомату можно соединять тонкий листовой металл, который имеет толщину менее 0,5 мм.
Во-вторых, оптимальное соотношение цены и качества сварного шва. В-третьих, имеется возможность паять оцинкованные изделия, не повреждая при этом само цинковое покрытие. Если используется аргон, то такой процесс еще называется MIG-сваркой. Процесс соединения металла происходит за счет расплавления проволоки. В большинстве случаев применяется проволока на основе марганца и кремния.

Фото 3. Процесс аргонодуговой сварки.
Как осуществляется аргонная сварка своими руками? В первую очередь необходимо подготовить инструменты и сварочный аппарат. Инвертор подсоединяется к источнику тока. При этом обязательно должна соблюдаться полярность.
При сварке в облаке аргона используется прямая полярность. Это означает, что на горелке должен быть «+», а на металлической поверхности – «-». Схема подключения оборудования показана на фото 2. Справа представлена прямая полярность, слева – обратная. Для регулирования поступления аргона из баллонов непосредственно в сопло горелки понадобится газовый редуктор, включающий в себя 2 манометра.
В настоящее время имеется большой ассортимент полуавтоматов. Каждый из них подходит для определенного типа сварочных работ. Есть и универсальные агрегаты.
Вернуться к оглавлению
Технология процесса
Чтобы соединить металлические детали и получить крепкую конструкцию, необходимо четко придерживаться схемы работы. На начальном этапе нужно подготовить поверхность металла. Для этого понадобится очистить его от грязи, пыли, масла, горючих веществ. Делать это можно при помощи простой ветоши, щетки или пескоструйного аппарата. Чтобы избежать образования пор, трещин и других дефектов, целесообразно проводить травление металла и его обезжиривание. На следующем этапе включается в сеть рабочее оборудование. Источник тока должен быть надежным, в противном случае аппарат будет работать плохо.
Если проводится сварка алюминия, то целесообразно использовать алюминиевую проволоку. Если это нержавейка, то проволока должна быть тоже из легированной стали. Сила используемого электрического тока подбирается исходя из толщины металла. Нужно помнить, что малая сила тока не обеспечит нужного результата.

Устройство горелки для аргоновой сварки.
Если требуется сваривать алюминиевые материалы толщиной 3 мм, то подойдет проволока диаметром 2-3 мм, сила тока при этом должна составлять 180 А. В этом случае шов может быть один. При толщине листов 6 мм и более потребуется сделать несколько швов. Оптимальный режим работы полуавтомата можно подобрать, прочитав инструкцию по его применению.
После всего этого сварщик обязан проверить исправность оборудования, а также отрегулировать наконечник горелки. Диаметр наконечника должен превышать толщину проволоки на 1-2 мм. Расположение горелки при сварке показано на фото 3.
Важно, что непосредственно перед соединением металла рекомендуется испробовать режим на каком-либо ненужном изделии. Если дуга горит равномерно и получается ровный сварной шов, то работу продолжают на основном изделии.
Вернуться к оглавлению
Необходимый объем защитного газа
На расход защитного газа аргона влияет несколько факторов. К ним можно отнести скорость движения воздуха (силу ветра) и скорость подачи газа. Не рекомендуется проводить аргонодуговую сварку на открытом воздухе, потому что расход аргона будет выше. Если работы проводятся в помещении, то газа потребуется значительно меньше.
Интересен тот факт, что при наличии ветра требуется увеличить расстояние между электродом и поверхностью металла. В возникшей ситуации можно применять специальные сопла для горелки, которые имеют мелкие ячейки.
Нередко используется сразу несколько газов одновременно. При этом в газовую смесь, помимо аргона, вносят еще кислород. Его доля составляет не более 5%. Зачем это необходимо? Значение кислорода в данном случае сводится к защите изделия от влаги и других вредных примесей. Аргон не справляется с этой задачей. Установлено, что добавление в смесь кислорода снижает пористость металла.
Вернуться к оглавлению
Меры безопасности и необходимое оборудование

Сварочная маска необходима для того, чтобы защитить глаза во время сварки.
Любая сварка представляет потенциальную опасность для работника и окружающих людей. Негативными факторами этого процесса являются следующие:
- возможность удара электрическим током;
- ультрафиолетовое излучение;
- инфракрасное излучение;
- выделение вредных газов;
- шум;
- нагревающий микроклимат.
Чтобы защититься от всех их, сварщик должен работать в средствах индивидуальной защиты (рукавицах, маске, одежде, обуви). Обязательно должно быть сделано заземление. Можно использовать только исправное сварочное оборудование. При необходимости переноса инвертора или трансформатора в другое место нельзя браться за шланг. Для уменьшения скопления вредных газов обязательно должно быть организовано проветривание или искусственная вентиляция.
Для проведения сварочных работ в наличии сварщика должен иметься полный набор оборудования, инструментов и материалов. Он включает в себя сварочный аппарат, электроды или проволоку нужной толщины, источник питания, молоток, осциллятор (при необходимости), баллоны с аргоном, щетку, зубило, средства индивидуальной защиты.
Таким образом, с помощью аргона можно добиться отличного качества сварного соединения. Это достигается за счет его химической инертности.
Аргоновая сварка своими руками — технология процесса
Одним из видов электродуговой сварки является процесс сварочного соединения расплавленных сплавов в среде инертного газа, а именно аргона. Но аргоновая сварка своими руками представляет собой более сложный технологический процесс, из-за чего не всем под силу самостоятельно разобраться в ее применении.
Сильные стороны аргоновой сварки
Сварка с аргоном используется для соединения легированной стали и цветных металлов. Плюсом такого сварочного решения выступает именно аргон, входящий в группу инертных газов, и в силу низкой химической активности не вступающий в реакцию со многими веществами.
Преимуществами являются:

Характеристика аргонодуговой сварки
- простота процесса;
- не имеет высокой температуры нагрева, что не дает видоизмениться нагреваемым деталям;
- аргон обеспечивает защиту свариваемой зоны;
- сварка проводится быстро из-за высокой тепловой мощности дуги;
- позволяет произвести соединение многих деталей, что не под силу другим видам сварки;
- высокое качество сварного шва и возможность окраски изделия после формирования шва.
Аргоновая сварка полуавтоматом
Полуавтоматическая аргоновая сварка в домашнем использовании стала применяться не так давно. Этот вид получил популярность благодаря способности сварочного соединения листового металла, толщина которого не превышает 0,5 мм, что является очень удобным и под силу далеко не всем аппаратам.
Работа с аргоном или MIG-сваркой играет роль для тех, кто имеет дело с оцинкованным металлом, ведь после паяния покрытие не повреждается. В процессе расплавления проволоки происходит спаивание металла, основу для проволоки в таком случае составляет марганец либо кремний.
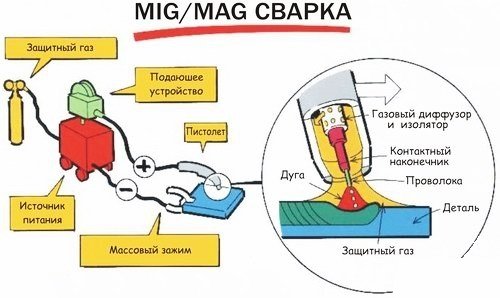
MIG-MAG сварка — схема
Сварочный процесс можно проводить как с помощью приобретенного аппарата, так и собственноручно собранным агрегатом. Для второго варианта понадобятся:
- осциллятор;
- инвертор;
- реостат балластный;
- сопло горелки.
Вместо инвертора можно использовать трансформаторную установку как источник тока, но предпочтение лучше отдать инвертору из-за его способности равномерно распределять напряжение по заданной частоте.
При самостоятельном проведении полуавтоматической сварки с применением аргона стоит учитывать ряд особенностей:
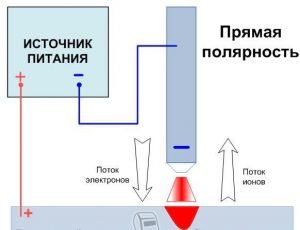
Прямая полярность во время сварки
- перед началом работы необходимо смазать поверхность паяльной кислотой или устранить жирность и загрязнения с помощью растворителя, а также зачистить края заготовок;
- режим тока, интенсивность подачи и расход газового потока должны соответствовать технологической карте;
- при подключении инвертора к источнику тока должна соблюдаться прямая полярность: на горелке будет стоять плюс, на поверхности металла – минус;
- чтобы урегулировать поступление аргона в сопло горелки, не обойтись без газового редуктора с двумя манометрами.
Технология сварочного процесса
Для получения качественного изделия на выходе необходимо придерживаться четкой технологической карты проведения сварочного процесса. После выполнения подготовительного этапа с очищением поверхности и подключением к сети рабочего оборудования, стоит обратить внимание на тип используемого металла.
Технология аргонной сварки
Когда осуществляется сварка с применением аргона относительно алюминия, то используется проволока из такого же металла, для нержавейки – тоже из легированной стали. Сила рабочего тока определяется толщиной металла. Для алюминиевых материалов толщиной в 3 мм сила тока составляет 180 A, и одного шва будет достаточно.
После проверки заданных параметров и исправности оборудования регулируется наконечник горелки, который толще проволоки на 1–2 мм. Инертный газ подается к области сварки на 20 секунд раньше зажигания дуги, а прекращение его подачи должно быть не раньше 10 секунд после окончания сварки.
Проволока и электрод должны всегда располагаться в зоне аргоновой среды, которая будет их защищать от активного кислорода. Для формирования узкой полосы сварочного шва рекомендуется делать движения горелкой, по направлению вдоль оси сварочной ванны без поперечных манипуляций.
На завершительном этапе не стоит резко отрывать электродугу от сварного шва – это негативно скажется на его качестве; нужно с помощью реостата снизить силу тока и при такой мощности производить заваривание кратера. Проволока или электрод располагается как можно ближе к сварочной ванне. На глубину краев и ширину шва оказывает влияние изменение длины дуги. Чтобы сварка аргоном дала нужный результат, перед началом работы на основном материале нужно испытать режим на ненужной детали.
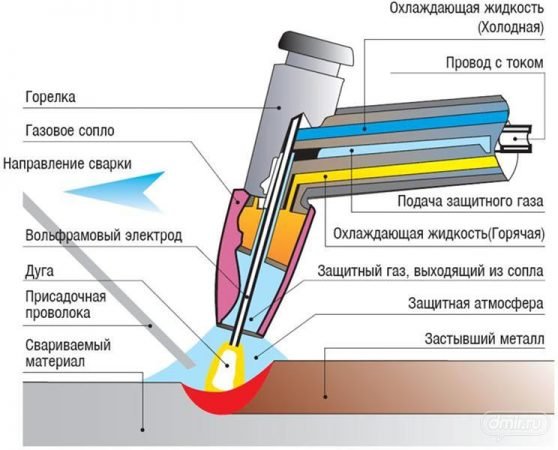
Схема аргонной сварки
Необходимый объем защитного газа
Аргон является наиболее доступным и бюджетным газом для сварки. Величина расходования газа зависит от нескольких факторов, среди которых:
- скорость движения воздуха;
- скорость подачи газа;
- открытая местность (при которой увеличивается расход аргона).

Таблица расхода сварочной смеси в зависимости от разных параметров
Кроме внешних факторов, значительную роль играют тип и толщина свариваемого металла. В зависимости от этого фактора, расход объема газа имеет следующие показатели:
- для алюминия – 15–20 л/мин.;
- для меди – 10–12 л/мин.;
- для магния – 12–14 л/мин.;
- для никеля – 10–12 л/мин.;
- для титана – 30–50 л/мин;
- для низколегированных сталей – 6–8 л/мин.
Правила безопасности при аргонной сварке
Любой вид сварки несет в себе потенциальную угрозу для здоровья и жизни не только сварщика, но и окружающих. Сварка с применением аргона чревата последствиями в виде:

Правила техники безопасности при сварочных работах
- удара электротоком;
- инфракрасного и УФ излучения;
- выделением токсичных газов;
- шумом и риском возникновения ожогов.
Во избежание возможных последствий, работник должен обезопасить себя средствами индивидуальной защиты (костюмом, рукавицами, маской, специальной обувью), произвести заземление. Не браться за шланг в случае перемещения сварочного агрегата.
Периодически нужно осуществлять проветривание рабочих помещений и с помощью приборов проводить дистанционный контроль количества кислорода в окружающей среде. Каждый сварщик, приступая к работе, должен иметь полный пакет оборудования в исправном состоянии.
Видео по теме: Самодельная аргоннодуговая сварка — осциллятор
Самодельная аргоно-дуговая горелка — Законченные проекты
Добрый день!
Самодельная аргоно-дуговая горелка для сварки с неплвляющимся электродом.
В середине девяностых годах появилась необходимость в изготовлении трубы из листового материала – 10КП или 08КП, толщина 1мм, с последующей покраской (корпус аппарата). Готовые размеры: наружный диаметр ф86, длина 237. После гибки надо было заварить продольный шов.
Для этого решил применить аргоновую сварку. Был аргон, сварочный выпрямитель – ВД306, баластный резистор – РБ-302, электромагнитный клапан на 220В, вольфрамовый электрод ф1,6 (кажется ещё советский, черный, с изкривлением в продольном направлении с радиусом примерно в 1,5м, как будто смотаным с бухты и порезаным в длину примерно в 1м), коническое керамическое сопло с выходным отверстием ф6 и кусок графита. Варить решил на фрезерном станке (6М82Ш) используя подачу стола.
Наскоро делались эскизы на бумаге (для меня эта была предкомпютерная эра). Хотелось варить и руками, поэтому держатель (ручка) позволяет закрепить горелку на станке или держать в руке а сама головка относительно него имеет прямой угол.
Горелка в собранном выде (выше хомут для закрепления горелки на станке –

Горелка в полузазобранном виде ( под ручкой выдна графитовая пластинка с заточенном концом под угол –

Цанга из ЛС59-1, с нижнего конца имеет 4 прорезей для зажатия электрода и пропускания аргона. Корпус (ЛС59-1) имеет 6 прорезей и проточенную наружную канавку для раскрития и зажатия в сопле. Сопло прижимается до фиксации к уплотнению из термостойкой резины. При затяжки цанги специальной гайкой (Сталь 45) от руки, которая упирается на фторопластовую шайбу уплотнения, одновременно зажимается и электрод и сопло. В верхней части упомянутой гайки завинчивается вторая гайка (Сталь 45) с отверстием ф1,6 (в плюсе), который поджимая фторопластовое уплотнение и предохраняет от прохода аргона вверх. В соответственом отверстии головки серебряным припоем впаена медная трубка для прохода аргона и сварочного тока. На трубке у головки свободно лежит термоизолятор изготовленый из фторопласта. На другом конце медной трубки мягким припоем припаен токосём. Силовой провод с листовым наконечником к токосёму крепится болтом М6 и шайбой. Токосём на стороне обращеной к головке имеет наружную резьбу М12Х1, на которой навинчена гайка и поставлена шайба. Наложив две части ручки – держателя (эбонит) на трубке и легко завинчивая 4 шт. винтов с гайками М3, с помощю гайки на токосёме вся система прижимается к головке. Винты М3. затягивается до конца. Уже позже для предотврощения начального удара аргона после открития клапана в конце медной трубки (там где ёлка) вставил на резьбе дроссель ф0,5.
Острый конец электрода затачивал на алмазном круге ф250, в продольном направлении под углом у вершины примерно 40 градусов. Электроды (пока пользуюсь старым запасом) резал на длину 250. Давление аргона – 1атм, чистота аргона по шильдику на балоне – 99,993%. Вилет электрода от сопла — 4мм. Растояние до поверхности сварки – 2,7…2,8мм. На электрод — минус, на заготовку – плюс (прямая полярность). Заготовка закрепляется на оправке из Д16Т с выфрезерованой канавкой под швом, притягивается стальными накладками по обе стороны шва на винтах за пределами заготовки и всё это зажимается в станочных тисках вместе с токосёмной пластиной и выставляется паралельно в обе плоскости относительно электрода. Место шва обезжиривается ацетоном. По оба конца заготовки крепится кусочки одного материала с заготовкой. Дуга зажигается и гасится на этих приставках. Дуга зажигается очень легко – напряжение ХХ на электроде – 80В. В начале сварочный ток -16,5А, при выходе на заготовку ток поднимается до 22…23А, с напряжением дуги – 12,5В (напряжение зависит от растояния от электрода до заготовки). Скорость перемещения электрода – 80мм/мин. Сварка произходит без добавочного материала, т.е. сваривается обе части заготовки, которие находятся одна относительно другой практически «без зазора».
Вот что получается –



После сварки заготовка точится с обеих концов на оправке снимая с каждого конца по 5мм. Место сварки обтачивается быстроходной воздушной турбинкой с подходящем камнем. Потом грунтовка, шпахтлевка, покраска, приклёпка шильдиков.
За прошедшее время сварено более 800 заготовок и истрачено 3шт. 40л. балонов аргона, около 500мм электрода. Сопло не менялось. Сколько электроэнергии истрачено – не следил.
Есть мисли о замене электродов, о серво системе слежения за растоянием между электродом и загоговкой по напряжению дуги.
Janis
Изменено пользователем EngineerJDАргоновый Плазморез к мма сварочнику — Самодельное сварочное и вспомогательное оборудование
Да, можно. Напряжение на дуге в аргоне, боюсь соврать, но что-то около 20 вольт. Напряжение в дуге в воздушном плазмотроне значительно больше, и, когда не было специальных источников тока с высоким напряжением холостого хода, то для воздушно-плазменной резки использовали два последовательно подключенных выпрямителя , получая напряжение холостого хода больше 120 вольт. Для аргона хватит и стандартного сварочного выпрямителя. Но и выделение тепла в разрезаемом металле при работе аргонной плазмой значительно меньше. Соответственно меньше толщины разрезаемого металла. Да и сам аргон намного дороже, воздух же берется просто из атмосферы. Поэтому плазморезы на аргоне почти не получили распространения. Не берусь сказать удастся ли использовать горелки для воздушно-плазменной резки с аргоном, конструкции их все же другие, чем у плазморезов на аргоне. В начале 80х годов, я спроектировал и изготовил горелку микроплазменной резки на аргоне. Какое-то время работал ею по нержавейке. Толщина разрезаемого металла была до 4 мм. Ширина реза около 1.5 мм. Была возможна гравировка металла и даже смешная такая технология гравировки стекла (косвенной дугой). При этом в игле выходящей из сопла плазмы разогревался участок поверхности стекла (ванна) диаметром примерно 2 мм и глубиной порядка 1 мм. При перемещении плазмореза и резком остывании ванны стекло трескалось и выкрашивалось. Скорость «рисования» была такой же, как и карандашом на бумаге. Результатом — линия «морозного» узора шириной примерно 2 и глубиной 1 мм. Так что ответ на ваш вопрос — да, но который из плазморезов будет работать с аргоном и какие понадобятся переделки сказать не могу. И, конечно толщина разрезаемого металла будет в два — три раза меньше. Основные неприятности при работе с ручным плазморезом связаны с точностью его перемещения. Если при работе с автогеном вы можете видеть одновременно и линию реза и сам процесс, то при плазменной резке яркость дуги или струи плазмы настолько велика, что светофильтр требуется темный, и линии реза не видно. Вы можете резать по шаблону, но требуется и равномерное перемещение плазмореза и постоянство расстояния от сопла до разрезаемого металла, что не так просто выдержать. Спасением является координатный стол, без него плазморез является весьма грубым инструментом и, практически, игрушкой — таким гаджетом. Для черного металла, начиная с толщин больше 4-6 мм значительно удобнее и дешевле автоген. Толщины до 3 мм проще резать виброножницами или рычажными ножницами. Нержавейку толщиной больше 3 мм используют мало,- дорого. Во всех случаях нетиповых работ проще обратится на лазерную или гидрорезку, сэкономите кучу времени и денег.Собственно говоря,вопрос в названии темы
Поверьте старому профессионалу и не занимайтесь ерундой и игрушками.
Изменено пользователем дед20