Как определить сечение сварочного кабеля | Полезные статьи
Долгосрочная эксплуатация сварочных кабелей зависит от правильного подбора типа, варианта исполнения и сечения. Данная статья должна помочь разобраться в вопросах, связанных в подборе нужного сварочного кабеля.
Сварочный кабель, его характеристики
Сварочный кабель используется для питания сварочных аппаратов и соединения его рабочих частей. Рассчитаны они на переменное напряжение до 660 Вольт частотой до 400 Гц. Помимо общих характеристик сварочных кабелей, таких как гибкость и высокая электропроводимость, в зависимости от условий работы для которых они предназначены, к сварочным кабелям предъявляются требования морозостойкости, теплостойкости или маслостойкости. Видов сварочных кабелей не много, к ним можно отнести марки КГ с разными вариантами исполнения, КОГ и некоторые другие. Изоляция и оболочка сварочного кабеля выполняется из резин разных типов или ПВХ.
Сечение сварочного кабеля по току
 Выбрать сечение сварочного кабеля можно с помощью таблиц токовых нагрузок для кабелей на номинальное напряжение до 660 и 380 вольт.
Выбрать сечение сварочного кабеля можно с помощью таблиц токовых нагрузок для кабелей на номинальное напряжение до 660 и 380 вольт.Диаметры сварочного кабеля указываются заводом-изготовителем в каталогах и технических описаниях. Если известно количество жил, с помощью этих данных можно узнать сечение сварочного кабеля по диаметру.
Важным критерием также является допустимая длина сварочного кабеля. Чем длинней кабель, передающий ток на электрод, тем больше потери напряжения и мощности, что нарушает характеристики сварочной дуги и может вывести сварочный аппарат из строя. Удлинять сварочный кабель можно, но не рекомендуется, а для некоторых аппаратов вообще не допускается. Какая длина сварочного кабеля должна быть указывается производителем аппарата.
Для удобства смены положения при работе сварочного держака можно применить особо гибкий кабель КОГ. Обратный сварочный кабель в работе чаще располагается на полу гаражей, производственных помещений или на земле, поэтому лучше применить маслостойкий кабель КГН.
Ремонт изоляции сварочных кабелей
В инструкции по безопасной эксплуатации электроустановок говорится о том, как восстановить изоляцию сварочного кабеля. При ремонте кабеля применяются ленты починочных резин, намотка которых должна производиться ровно, без складок, с 50% перекрытием витков и натяжением, обеспечивающим плотное прилегание слоев. Перед применением резина нарезается на ленты шириной 20 — 40 мм, тщательно очищается от остатков прокладочного материала и обрабатывается бензином.
Если вы затрудняетесь самостоятельно, расчет сечения сварочного кабеля помогут выполнить технические специалисты «Кабель.РФ
Кабель сварочный КГ — существующие критерии выбора
Кабель сварочный КГ представлен в виде гибкого изолированного провода, состоящего из сплетённых между собой токопроводящих жил. Отдельные жильные элементы выполнены из пролуженных проволок, диаметр которых варьируется от 0,2 до 0,18 мм. Для таких проводов используется специальная маркировка. Кабель сварочный КГ 1*16 преимущественно эксплуатируется в быту. Такой провод предназначен для максимальной нагрузки, эквивалентной 160 амперам. Сверху кабель покрыт специальным изоляционным слоем. При выборе данного элемента необходимо учитывать не только эксплуатационные характеристики провода, но также и возможности сварочного полуавтомата. Совместимость их работы будет определять стабильность и долговечность эксплуатации аппарата.
Отдельные жильные элементы выполнены из пролуженных проволок, диаметр которых варьируется от 0,2 до 0,18 мм. Для таких проводов используется специальная маркировка. Кабель сварочный КГ 1*16 преимущественно эксплуатируется в быту. Такой провод предназначен для максимальной нагрузки, эквивалентной 160 амперам. Сверху кабель покрыт специальным изоляционным слоем. При выборе данного элемента необходимо учитывать не только эксплуатационные характеристики провода, но также и возможности сварочного полуавтомата. Совместимость их работы будет определять стабильность и долговечность эксплуатации аппарата.
Виды и назначение сварочного кабеля
Сварочный провод подключается к электросетям с постоянным или переменным напряжением. В зависимости от маркировки, кабель может эксплуатироваться в различных условиях. Речь идёт об использовании данного элемента не только на суше, но и под водой. Всё это обусловлено уникальными характеристиками сварочногопровода:
- устойчивость к механическим повреждениям;
- возможность эксплуатации при колебаниях температуры;
- устойчивость к ультрафиолетовому излучению;
- устойчивость к плесневым образованиям;
- устойчивость к появлению изгибов.


Кроме коммерческого использования, использование такого аппарата может понадобиться при монтаже домашней проводки. Для инвертора целесообразнее всего использовать кабель марки КГ. Он идеально подходит для работы в силовых цепях переменного и постоянного тока.
Отдельные виды сварочного кабеля могут эксплуатироваться даже при минимальных температурных показателях. Речь идёт о вариации продукта с маркировкой КГ-ХЛ. Здесь наружный слой провода представлен в виде хладостойкой резины, выполненной из эластичного каучука.
Кабель с маркировкой КГ-Т отличается повышенной устойчивостью к негативному грибковому воздействию и плесени, которая способна нарушить конструкцию сварочного провода.
При эксплуатации аппарата в труднодоступных местах может возникнуть необходимость использованиясварочного кабеля с максимально гибкой жилой. Здесь целесообразнее применять провод с маркировкой КОГ1. Посредством его использования можно достаточно легко и быстро менять положение инвертора. Оператор оборудования будет иметь удобную точку доступа, а свариваемым поверхностям будет обеспечен равномерный прогрев.
Оператор оборудования будет иметь удобную точку доступа, а свариваемым поверхностям будет обеспечен равномерный прогрев.
В зонах с повышенной пожарной опасностью рекомендуется использовать кабель КГН, верхний слой которого выполнен из материала, не поддерживающего горения. Благодаря этому, эксплуатация аппарата будет полностью безопасной.
к меню ↑Конструктивные особенности
Сварочный кабель имеет определённые конструктивные особенности, благодаря которым ток способен беспрепятственно поступать в конечную точку назначения. Токопроводящая жила имеет округлую форму и состоит из медных многопроволочных проводов, сечение которых эквивалентно 16 мм2. Разделительный слой представлен в виде плёнки из синтетического материала. Однако при условии, если резина не залипает, то изолирование может осуществляться без разделительного слоя. Это становится возможным благодаря использованию специальной электроизоляционной резины.
Оболочка токопроводящей жилы, необходимой для нормального функционирования аппарата, выполнена из силиконовой резины. При использовании одножильной вариации продукта можно прибегнуть к замене оболочки и изоляционного слоя, увеличивая таким образом максимально возможный срок эксплуатации изделия.
к меню ↑Критерии выбора
Сварочный провод имеет несколько различных критериев выбора. При решении вопроса о приобретении данного продукта необходимо в обязательном порядке обращать внимание на сечение кабеля для держателя электродов. Кроме этого, итоговый выбор будет зависеть от предполагаемых условий эксплуатации и модели инвертора.
Для питания сварочного аппарата на высокой стороне рекомендуется использовать двух или трёхжильный провод с одной фазой питания. При использовании четырёх или пятижильной вариации кабеля питание может поступать от трёх фаз.
Важно! Сечение кабеля должно быть эквивалентно силе сварочного тока. Эксплуатация при несоответствии данных показателей может повлечь за собой выход из строя инвертора.
Чтобы корректно подобрать сечение кабеля, рекомендуется несколько ближе ознакомиться с данными, представленными в таблице.
| Характеристики | Показатели | |||||
| Сечение и кол-во жил (мм2) | 1*16 | 1*25 | 1*35 | 1*50 | 1*70 | 1*95 |
| Диаметр наружной части (мм) | 11,5 | 13,5 | 15,5 | 17,8 | 13,8 | |
| Масса (кг/км) | 268 | 384 | 532 | 731 | 955 | 1318 |
| Токовая нагрузка (А) | 189 | 240 | 289 | 362 | 437 | 522 |
Следует акцентировать внимание на том, что оптимальное сечение провода способно обеспечить максимально долгую и бесперебойную работу инвертора.
Можно ли удлинять кабель?
На данный вопрос достаточно сложно ответить в одностороннем порядке. Производителями проведение таких манипуляций не запрещено и чаще всего в инструкции к эксплуатации не указано конкретных действий относительно данного момента. Наряду с этим, многие специалисты предостерегают от подобной практики, мотивируя это возможностью выхода из строя всего аппарата.
Удлинённый провод способен несколько повысить качество и удобство рабочего процесса. Здесь же следует отметить, что большая длина кабеля может привести к утечке напряжения и дальнейшему снижению силы тока. Соответственно, чем длиннее провод, тем вероятнее большие токовые потери.
Работа всех систем инвертора напрямую зависит от выходного напряжения и установленной силы тока. Замер значений осуществляется на клеммах агрегата, а не на конце сварочного провода. При условии недостаточной силы тока характеристики дуги подвергаются изменениям, вследствие чего несколько осложняется процесс управления. С целью достижения желаемого напряжения для кабеля необходимо выставить увеличенный ток на инверторе. Следует заметить, что данное решение чревато выходом из строя агрегата.
С целью достижения желаемого напряжения для кабеля необходимо выставить увеличенный ток на инверторе. Следует заметить, что данное решение чревато выходом из строя агрегата.
Однако при условии, если без удлинения невозможно разрешить поставленные задачи, следует корректно выбирать оптимальное сечение провода.
к меню ↑Выбор сечения при удлинении кабеля
При выборе оптимального сечения следует помнить о необходимости сохранения уровня сопротивления проводов. Удельное объёмное сопротивление проводника не может быть подвергнуто изменениям, так как установленная величина является постоянной для каждого материала. Касательно сечения, то здесь могут быть реализованы определённые метаморфозы.
Важно! Увеличение сечения кабеля определяется соотношением длины сварочного провода. Это значит, что при изменении длины токопроводящей жилы в два раза сечение кабеля будет увеличено в идентичное количество раз.
Только при условии соблюдения данных рекомендаций используемый кабель будет выполнять свои непосредственные функции — поставлять ток в конечную точку назначения в необходимом количестве.
Особенности эксплуатации и правила подключения
Подключение кабеля такого типа к аппарату должно осуществляться в соответствии с определёнными требованиями. Только в этом случае можно рассчитывать на эффективную и бесперебойную работу устройства. В частности, кабель должен подключаться посредством использования припаянных или спрессованных наконечников. Соединение осуществляется методом опрессовки, сварки или пайки с обязательной изоляцией.
Кабель должен подключаться к силовым разъёмам оборудования и электродержателям в обратной полярности. В данном контексте изменение полярности осуществляется на основании изменения параметров сварного тока.
Похожие статьиКабель с электрододержателем 36 кв.мм, 5м в Москве
Описание:
Кабель с электрододержателем Ресанта предназначен для фиксации электрода и подвода к нему тока во время сварочных работ методом MMA. Электропроводящие части изолированы от случайного прикосновения. Длина — 5 м. Сечение кабеля — 36 мм2. Материал — медь.
Электропроводящие части изолированы от случайного прикосновения. Длина — 5 м. Сечение кабеля — 36 мм2. Материал — медь.
Основные характеристики:
| Бренд | Ресанта |
| Длина, м | 5 |
| Максимальный потребляемый ток, А | 250 |
| Габариты упаковки | 0. 18 × 0.18 × 0.18 м 18 × 0.18 × 0.18 м |
| Вес, кг | 0.544 кг |
Характеристики:
| Бренд | Ресанта |
| Максимальный потребляемый ток, А | 250 |
| Длина, м | 5 |
| Вес, кг | 0. 544 кг 544 кг |
| Габариты упаковки | 0.18 × 0.18 × 0.18 м |
Категории: Сварочное оборудование Ресанта Сварочные принадлежности
Удлинитель для сварки — какой он должен быть, расчет сечения кабеля
Удлинитель для сварки — какой он должен быть, расчет сечения кабеляОчень часто сварщикам приходится использовать удлинитель для сварки, который должен отвечать определенным требованиям. Если использовать неподходящий удлинитель по сечению кабеля или слишком большой длины, то, возможны проблемы не только со сваркой, но и с безопасностью.
Если использовать неподходящий удлинитель по сечению кабеля или слишком большой длины, то, возможны проблемы не только со сваркой, но и с безопасностью.
Наверняка кто-то из вас мог лицезреть, как моментально горит удлинитель из-за перегрузки. Сначала кабель начинает греться, а потом он вспыхивает, словно бикфордов шнур, потушить который уже не представляет возможным.
Не стоит, наверное, говорить какими проблемами всё это грозит, начиная от замыкания проводки и заканчивая порчей дорогостоящего сварного оборудования. Именно по этой причине нужно знать, какой удлинитель для сварки можно использовать и из чего его сделать своими руками.
Удлинитель для сварки — какой он должен быть, сечение, кабель
Самая главная характеристика кабеля для удлинителя это не тип изоляции, хотя данный критерий также важен, а сечение жил проводников. Именно от сечения зависит, насколько хорошо кабель будет сопротивляться нагреву, а также, насколько сильным будет падение напряжения при большой длине удлинителя, свыше 20 метров.
Обычно для сварки используются удлинители длиной от 20 до 40 метров. Определиться с нужной длиной кабеля несложно, куда более трудно разобраться с тем, какое же именно сечение должен иметь кабель, с учетом мощности сварочного аппарата.
Пример расчета сечения кабеля для сварочного удлинителя
Прежде чем определиться с нужным сечением кабеля, чтобы сделать удлинитель для сварки, нужно внимательно прочитать инструкцию к сварочному аппарату. В ней важно найти пункт, который будет говорить о номинальной мощности аппарата и силе тока, которую он способен выдавать.
Бытовые инверторы имеют мощность от 4 до 6 кВт. Их номинальный ток работы составляет 16 Ампер. Важно не путать это значение со значениями сварочного тока, которые могут быть от 20 и до 200 Ампер. Также следует знать, что сварочные аппараты мощностью свыше 6 кВт попадают под категорию полупрофессионального оборудования.
Итак, узнав мощность сварочного аппарата можно рассчитать сечение кабеля для удлинителя. Для бытового инвертора до 5,5 кВт мощностью, сечение кабеля для удлинителя должно быть не менее 2,5 мм². Нельзя в качестве такого использовать провод 1,5 мм².
Для бытового инвертора до 5,5 кВт мощностью, сечение кабеля для удлинителя должно быть не менее 2,5 мм². Нельзя в качестве такого использовать провод 1,5 мм².
Если мощность сварочного аппарата выше 6 кВт, то и сечение удлинителя для сварки должно быть увеличено. Оптимально здесь будет использовать кабель на 4 или 6 мм². Обязательно это должен быть кабель, изготовленный из меди, поскольку алюминий плохо подходит для этих целей.
Ну и, конечно же, не стоит забывать о надежной и качественной изоляции кабеля для изготовления удлинителя. Кабель должен быть обязательно в двойной изоляции, внешний слой которой изготовлен из резины.
Всегда нужно помнить о том, что удлинитель для сварки должен обладать повышенной надежностью и долговечностью.
Поделиться в соцсетях
Сварочные провода и наборы для ММА
Сварочные инверторы – самый современный и удобный вид сварочных аппаратов на данный момент. Их работа построена на основе инновационных инверторных технологий, которые позволили добиться идеального соотношения веса, размера и мощности аппарата, максимальной простоты эксплуатации и высокого качества сварки.
Инверторные аппараты для сварки ММА одинаково популярны и среди новичков-любителей, и среди профессиональных сварщиков высокой квалификации. Профессионалы ценят инверторные аппараты за высокое качество сварного шва, стабильную работу в любых условиях, возможность работы с разными металлами и сплавами. Мастера с небольшим опытом работы также предпочитают осваивать основы сварки именно с инверторами. «Умные» инверторы отличаются простым управлением, обеспечивают легкий процесс работы без разбрызгивания металла со стабильным горением дуги и постоянным током. Инверторы для ММА сварки компактные, легкие, мобильные и исключительно простые в использовании.
Сварочные провода – обязательный элемент оборудования для сварки в режиме ММА. Это изолированные гибкие кабели из сплетенных токопроводящих жил в шланговой резиновой оболочке. Сварочный провод предназначен для подачи сварочного тока от источника к электродержателю.
Сечение и длина кабеля
Длина и сечение кабеля для ММА сварки подбирается исходя из параметров сварочного тока. Только правильно подобранный кабель способен обеспечить качественную и продуктивную работу оборудования.
Только правильно подобранный кабель способен обеспечить качественную и продуктивную работу оборудования.
Если вам нужно купить сварочные провода для ММА сварки, обращайте внимание на такие характеристики, как длина и сечение провода. Эти параметры тесно связаны между собой и являются самыми важными при выборе кабеля. Длина кабеля напрямую зависит от его сечения.
Длина и сечение сварочных проводов рассчитаны на максимальный ток сварочного аппарата. Увеличение длины чревато потерей тока и перегревом провода. Поэтому превышать рекомендуемые нормы не стоит. Чем длиннее сварочный провод, тем больше должно быть его сечение. Увеличение провода на 1 метр требует увеличения сечения в полтора раза.
Стандартные рекомендации: для сварочного тока 80-100 А подходят кабели с сечением 6 мм; для 100-199 А – 16 мм; для 200-240 А – 25 мм; для 200-289 А – 35 мм; 290-362 А – 50 мм. Инверторы ММА бытового класса обычно имеют показатели максимального тока 100-200 А.
Комплекты сварочных проводов для ММА
В интернет-магазине Greenloft.ru вы можете купить комплект сварочных проводов для сварки ММА, который включает кабели с электродержателем и зажимом массы. Представленные у нас наборы для ММА подходят для большинства сварочных инверторов. Зажимы оснащены удобными рычагами для быстрой смены электродов и надежного закрепления заготовки. Сами кабели отличаются износоустойчивостью и длительным сроком службы.
Если вам нужно купить сварочные провода для ММА в г. Екатеринбург, воспользуйтесь услугами Grеenloft.ru. В нашем ассортименте представлены комплекты сварочных проводов разной длины с разным сечением. Выбирайте подходящий набор, делайте выгодную покупку в Greenloft.ru.
Поделиться настроением:
Отрезок сварочного кабеля 350 MCM
{{section. sectionName}}:
sectionName}}:
{{опция.описание}}
Технические характеристики
| {{значение_атрибута.valueDisplay}}{{$последний ? » : ‘, ‘}} |
Купить сейчас
 product.customerName»> Номер моей детали: {{vm.product.customerName}}
product.customerName»> Номер моей детали: {{vm.product.customerName}}{{раздел.имя_раздела}} Выберите {{section.sectionName}}
{{styleTrait.nameDisplay}} {{styleTrait.unselectedValue ? «» : «Выбрать»}} {{styleTrait.unselectedValue ? styleTrait.unselectedValue : styleTrait.nameDisplay}}
Цена:
/ {{вм. product.unitOfMeasureDescription || vm.product.unitOfMeasureDisplay}}
product.unitOfMeasureDescription || vm.product.unitOfMeasureDisplay}}- Атрибуты
- Документы
- Атрибуты
- Документы
 product.specifications | filter: { isActive: ‘true’ } | orderBy: ‘sortOrder'» ng-class=»{active: ($first)}»>
{{Спецификация.отображение имени}}
product.specifications | filter: { isActive: ‘true’ } | orderBy: ‘sortOrder'» ng-class=»{active: ($first)}»>
{{Спецификация.отображение имени}}| Марка | |
{{attributeValue. valueDisplay}}{{$последний ? » : ‘, ‘}} valueDisplay}}{{$последний ? » : ‘, ‘}} |
| Марка | |
| {{значение_атрибута.valueDisplay}}{{$последний ? » : ‘, ‘}} |
Корзина для скидок: сэкономьте и купите {{vm.product.shortDescription}} с большими скидками.
| Корзина для скидок зависит от наличия возможности. Хотя мы делаем все возможное, чтобы предоставить вам указанные количества, мы оставляем за собой право заменить количество, которое на 20% больше. Все товары, приобретенные в корзине со скидками, не подлежат отмене и возврату. | ||||
|---|---|---|---|---|
| Длина | Цена | Цвет | Описание | |
| {{продукт.длина}} | ${{продукт.цена}} | {{продукт.цвет}} | {{product. colorDescription}} colorDescription}} | Добавить в корзину |
доля
Электронное письмо было успешно отправлено.Электронная почта не была успешно отправлена, пожалуйста, проверьте ввод формы.
×FAQ: Диаграмма AWG и метрическая система
AWG или American Wire Gauge — это стандарт США для измерения диаметра электрических проводников. Таблица American Wire Gauge основана на количестве штампов, первоначально необходимых для вытягивания меди до требуемого размера. Это означает, что чем выше номер AWG, тем меньше диаметр провода. Наши кабели Belden и пары в контрольно-измерительных кабелях относятся к электрическим кабелям, размер проводника которых выражается в виде числа AWG.Наш кабель Tri-Rated, соответствующий американскому стандарту UL758, при необходимости может быть преобразован в размер проводника кабеля AWG.
Наши кабели Belden и пары в контрольно-измерительных кабелях относятся к электрическим кабелям, размер проводника которых выражается в виде числа AWG.Наш кабель Tri-Rated, соответствующий американскому стандарту UL758, при необходимости может быть преобразован в размер проводника кабеля AWG.
Наиболее распространенный метод обозначения размеров проводников использует площадь поперечного сечения, выраженную в мм². В следующей таблице преобразования метрических значений AWG AWG преобразуется в миллиметры и дюймы, а также указывается площадь поперечного сечения.
Таблица преобразования метрических величин AWG(AWG в миллиметры)
Американский калибр проволоки (AWG) | Диаметр (дюймы) | Диаметр (мм) | Площадь поперечного сечения (мм 2 ) |
|---|---|---|---|
| 0000 (4/0) | 0. 460 460 | 11,7 | 107,0 |
| 000 (3/0) | 0,410 | 10,4 | 85,0 |
| 00 (2/0) | 0,365 | 9,27 | 67,4 |
| 0 (1/0) | 0,325 | 8,25 | 53,5 |
| 1 | 0,289 | 7,35 | 42,4 |
| 2 | 0,258 | 6,54 | 33.6 |
| 3 | 0,229 | 5,83 | 26,7 |
| 4 | 0,204 | 5,19 | 21.1 |
| 5 | 0,182 | 4,62 | 16,8 |
| 6 | 0,162 | 4.11 | 13,3 |
| 7 | 0,144 | 3,67 | 10,6 |
| 8 | 0,129 | 3.26 | 8,36 |
| 9 | 0,114 | 2,91 | 6,63 |
| 10 | 0,102 | 2,59 | 5,26 |
| 11 | 0. 0.907 0.907 | 2,30 | 4,17 |
| 12 | 0,0808 | 2,05 | 3,31 |
| 13 | 0,0720 | 1,83 | 2,63 |
| 14 | 0.0641 | 1,63 | 2,08 |
| 15 | 0,0571 | 1,45 | 1,65 |
| 16 | 0,0508 | 1,29 | 1,31 |
| 17 | 0,0453 | 1,15 | 1,04 |
| 18 | 0,0403 | 1,02 | 0,82 |
| 19 | 0,0359 | 0,91 | 0,65 |
| 20 | 0.0320 | 0,81 | 0,52 |
| 21 | 0,0285 | 0,72 | 0,41 |
| 22 | 0,0254 | 0,65 | 0,33 |
| 23 | 0,0226 | 0,57 | 0,26 |
| 24 | 0,0201 | 0,51 | 0,20 |
| 25 | 0,0179 | 0,45 | 0,16 |
| 26 | 0.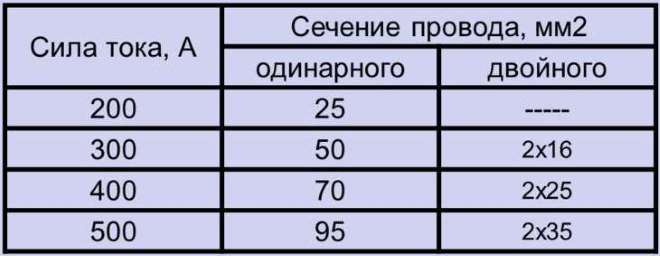 0159 0159 | 0,40 | 0,13 |
Если этот метрический калькулятор AWG не дает вам нужной информации, свяжитесь с техническими экспертами The Cable Lab, которые будут рады ответить на ваши вопросы или рассчитать подходящий размер AWG/метрический для Ваша установка.
Вернуться к часто задаваемым вопросам
Справочный центр— Справочная таблица калибров проводов (AWG)
Все измерения калибров на этом веб-сайте соответствуют американскому калибру проводов (AWG).Имеющиеся датчики выделены ниже жирным шрифтом. Информация о диаметре в таблице относится только к сплошным проводам. Калибр многожильных проводов следует измерять путем расчета эквивалентной площади поперечного сечения меди. Сначала измерьте оголенный диаметр одной нити и найдите значение кругового мила в строке, которая соответствует вашему измерению. Во-вторых, умножьте круговые милы на количество жил в кабеле. Наконец, найдите строку в таблице с круговым числом мил, которое наиболее точно соответствует вашему расчету.
Американский калибр проводов (AWG) — это система числовых размеров проводов, которые начинаются с наименьших цифр (6/0) для самых больших размеров. Размеры датчика отличаются друг от друга на 26% в зависимости от площади поперечного сечения. AWG также известен как Brown & Sharpe Gage.
SWG = Standard или Sterling Wire Gauge, британская система измерения проволоки.
BWG = Birmingham Wire Gauge, старая британская система измерения проволоки, которая широко использовалась во всем мире.
Cir Mils или CMA = Circular Mil Area, равная 1/1000 (0.001) дюйма в диаметре или 0,000507 мм.
| AWG/SWG/BWG/MM | Диам. (дюймы) | Диам. (Мм) | AWG | SWG | BWG | Круговые MILS | ||||||||||
| 6/0 AWG | 0.580000 | 14.73200 | 6/0 | — — | — — | 336390.338592 | ||||||||||
| 5/0 AWG | 0,516500 | 13,11910 | 5/0 | 7/0 | — — | 266 764. 588301 588301 | ||||||||||
| 7/0 SWG | 0.500000 | 12.70000 | 12/70000 | 5/0 | 7/0 | — — | 249 992.820000 | |||||||||
| 6/0 SWG | 0,464000 | 4 / 0 | 6/0 | 4/0 | 4/0 | 215,289.816699 | 0.460000 | 0.460000 | 11.68400 | 4/0 | 4/0 | 4/0 | 211 5593. | 8 | ||
| 4/0 БВГ | 0.454000 | 11.53160 | 4/0 | 4/0 | 4/0 | 20615 | ||||||||||
| 5/0 SWG | 0.432000 | 10.97280 | 4/0 | 5/0 | 3 / 0 | |||||||||||
| 3/0 BWG | 0,425000 10,79500 | 3/0 3/0 3/0 | ||||||||||||||
| 3/0 AWG | 0,409600 10,40384 | 3/0 | 3/0 | 3/0 | 167 767.341584 | |||||||||||
| 4/0 SWG | 0,400000 | 10. 16000 16000 | 4/0 | 4/0 | 4/0 | 159,995.40015 | ||||||||||
| 2/0 BWG | 0.380000 | 9.65200 | 2 / 0 | 2/0 | 2/0 | 144395.852832 | ||||||||||
| 3/0 SWG | 0.372000 | 9.44880 | 9/0 | 3/0 | 3/0 | 3/0 | 138 380.025612 | |||||||||
| 2/0 AWG | 0.364800 | 9.26592 | 2/0 | 2/0 | 2/0 | 133 075.217970 | ||||||||||
| 2/0 SWG | 0.348000 | 8.83920 | 2/0 | 2/0 | 2 / 0 | 121,100.521893 | ||||||||||
| 0 BWG | 0,340000 | 8,63600 | 0 | 0 | 0 | 115,596.679968 | ||||||||||
| 0 AWG | 0,324900 | 8,25246 | 0 | 0 | 0 | 105 556.978317 | ||||||||||
| 0 SWG | 0,324000 | 8,22960 | 0 | 0 | 0 | 104,972. 985089 985089 | ||||||||||
| 1 SWG | 0,300000 | 7,62000 | 1 | 1 | 1 | 89,997.415200 | ||||||||||
| 1 BWG | 0.300000 | 7002000 | 1 | 1 | 1 | 1 | 89 997.415200 | |||||||||
| 1 AWG | 0.289300 | 7.+34822 | 1 | 1 | 1 | 83,692.086294 | ||||||||||
| 2 BWG | 0,283000 | 7,18820 | 2 | 2 | 2 | 80,086.699844 | ||||||||||
| 2 SWG | 0,276000 | 7,01040 | 2 | 2 | 2 | 76173.812225 | ||||||||||
| 1,5 AWG | 0.273003 | 6. | 6. | 1.5 | 2 | 2 | 74 528.497489 | |||||||||
| 3 BWG | 0,259000 | 6,57860 | 2 | 3 | 3 | 67,079.073434 | ||||||||||
| 2 AWG | 0,258000 | 6,55320 | 2 | 2 | 3 | 66,562. 088282 088282 | ||||||||||
| 3 SWG | 0.252000 | 60015 | 2 | 2 | 3 | 3 | 63 502.176165 | |||||||||
| 2,5 AWG | 0.243116 | 6,17515 | 2,5 | 3 | 4 | 59,103.6 | ||||||||||
| 4 BWG | 0,238000 | 6,04520 | 3 | 4 | 4 | 56,642.373184 | ||||||||||
| 4 SWG | 0,232000 | 5.89280 | 3 | 4 | 4 | 4 | 53,822.454175 | |||||||||
| 3 AWG | 0.229000 | 0,229000 | 5.81660 | 3 | 4 | 5 | 52 439.4 | |||||||||
| 5 BWG | 0,220000 | 5,58800 | 3 | 5 | 5 | 48,398.609952 | ||||||||||
| 3,5 AWG | 0,216501 | 5,49913 | 3,5 | 4 | 6 | 46,871.336818 | ||||||||||
| 5 SWG | 0,212000 | 5. 38480 38480 | 4 | 4 | 5 | 5 | 44 942.709208 | |||||||||
| 4 AWG | 0.204000 | 5,18160 | 4 | 5 | 6 | 41,614.804788 | ||||||||||
| 6 BWG | 0,203000 | 5,15620 | 4 | 6 | 6 | 41,207.816478 | ||||||||||
| 4,5 AWG | 0,1 | 4.89712 | 4.5 | 6 | 7 | 37 17170.772425 | ||||||||||
| 5 AWG | 0.182000 | 0.182000 | 462280 | 5 | 7 | 7 | 33,123.048679 | |||||||||
| 7 BWG | 0,179000 | 4,54660 | 5 | 8 | 7 | 32,040.079782 | ||||||||||
| 5,5 AWG | 0,171693 | 4,36100 | 5,5 | 7 | 8 | 29,477.639627 | ||||||||||
| 8 BWG | 0.164000 | 4.16560 | 6 | 6 | 8 | 8 | 8 | 26 895. 227547 227547 | ||||||||
| 6 AWG | 0.162023 | 4,11538 | 6 | 7 | 8 | 26,250.698587 | ||||||||||
| 6,5 AWG | 0,152897 | 3,88358 | 6,5 | 9 | 9 | 23,376.821207 | ||||||||||
| 9 BWG | 0,147000 | 3.73380 | 7 | 9 | 9 | 9 | 21615 | |||||||||
| 7 AWG | 0.144285 | 3.66484 | 3.66484 | 7 | 7 | 9 | 9 | 20,817.563327 | ||||||||
| 9 SWG | 0,144000 | 3,65760 | 7 | 9 | 9 | 20,735.404462 | ||||||||||
| 7,5 AWG | 0,136459 | 3,46606 | 7,5 | 9 | 10 | 18,620.523884 | ||||||||||
| 10 BWG | 0.134000 | 340015 | 8 | 8 | 10 | 10 | 17 955.484304 | |||||||||
| 3,35 мм | 0. 131890 131890 | 3,34999 | 8 | 9 | 10 | 17,394.340630 | ||||||||||
| 8 AWG | 0,128500 | 3,26390 | 8 | 10 | 10 | 16,511.775768 | ||||||||||
| 10 SWG | 0,128000 | 3.25120 | 8 | 10 | 10 | 16 1383.529452 | ||||||||||
| 3.15 мм | 0.124016 | 0,14999 | 3.14999 | 8 | 8 | 10 | 11 | 15 379.402531 | ||||||||
| 8,5 AWG | 0,121253 | 3,07983 | 8,5 | 10 | 11 | 14,701.867759 | ||||||||||
| 11 BWG | 0,120000 | 3,04800 | 9 | 11 | 11 | 14,399.586432 | ||||||||||
| 3 мм | ||||||||||||||||
| 0.118110 | 2.99999 | 9 | 9 | 10 | 10 | 11 | 13 949.571457 | |||||||||
| 11 SWG | 0. 116000 116000 | 2, | 9 | 11 | 11 | 13,455.613544 | ||||||||||
| 9 AWG | 0,114400 | 2, | 9 | 11 | 11 | 13,086.984131 | ||||||||||
| 2,8 ММ | 0,110236 | 2.79999 | 9 | 11 | 12 | 12,151.626691 | ||||||||||
| 12 BWG | 0.109000 | 0.109000 | 2,76860 | 10 | 12 | 12 | 11 880.658778 | |||||||||
| 9.5 AWG | 0,107979 | 2,74267 | 9,5 | 11 | 12 | 11,659.129581 | ||||||||||
| 2,65 ММ | 0,104331 | 2,64999 | 10 | 11 | 12 | 10,884.540617 | ||||||||||
| 12 SWG | 0.104000 | 2.64160 | 10 | 10 | 12 | 12 | 10 815.689364 | |||||||||
| 10 AWG | 0.101900 | 2,58826 | 10 | 12 | 12 | 10,383. 311783 311783 | ||||||||||
| 2,5 ММ | 0,098425 | 2,50000 | 10 | 12 | 13 | 9,687.202401 | ||||||||||
| 10,5 AWG | 0,0 | 2.44241 | 10.5 | 12 | 13 | 9246.0 | 9 | |||||||||
| 13 BWG | 0.0 | 2,41300 | 11 | 11 | 13 | 13 | 9 024.740802 | |||||||||
| 2,36 ММ | 0,0 | 2,36000 | 11 | 12 | 13 | 8,632.614798 | ||||||||||
| 13 SWG | 0,0 | 2,33680 | 11 | 13 | 13 | 8,463.756914 | ||||||||||
| 11 AWG | ||||||||||||||||
| 0.0 | 2.30378 | 11 | 11 | 13 | 13 | 8226.253735 | ||||||||||
| 2,24 мм | 0.088189 | 2,24000 | 11 | 13 | 14 | 7,777.041082 | ||||||||||
| 11,5 AWG | 0,085800 | 2,17932 | 11,5 | 13 | 14 | 7,361. 428574 428574 | ||||||||||
| 2,12 ММ | 0,083464 | 2.12000 | 12 | 14 | 14 | 6 966.105995 | ||||||||||
| 14 BWG | 0.083000 | 0,083000 | 2,10820 | 12 | 14 | 14 | 6 888.802148 | |||||||||
| 12 AWG | 0,080800 | 2,05232 | 12 | 14 | 14 | 6,528.452497 | ||||||||||
| 14 SWG | 0,080000 | 2,03200 | 12 | 14 | 14 | 6,399.816192 | ||||||||||
| 2 мм | 0.078740 | 2,00000 | 12 | 12 | 14 | 15 | 6 16199.809536 | |||||||||
| 12,5 AWG | 0.076400 | 1, | 12,5 | 14 | 15 | 5,836.7 | ||||||||||
| 1,9 ММ | 0,074803 | 1, | 13 | 15 | 15 | 5,595.328107 | ||||||||||
| 13 AWG | 0,072000 | 1. 82880 82880 | 13 | 15 | 15 | 5,183.851116 | ||||||||||
| 15 SWG | 0,072000 | 1.82880 | 13 | 13 | 15 | 15 | 5,183.851116 | |||||||||
| 15 BWG | 0,072000 | 1,82880 | 13 | 15 | 15 | 5,183.851116 | ||||||||||
| 1,8 ММ | 0,070866 | 1,80000 | 13 | 15 | 16 | 5,021.845724 | ||||||||||
| 13,5 AWG | 0.068100 | 1.72974 | 13.594 | 13.5 | 15 | 1616 | 4 637.476808 | |||||||||
| 1,7 мм | 0.066929 | 1,70000 | 14 | 16 | 16 | 4,479.362390 | ||||||||||
| 16 BWG | 0,065000 | 1,65100 | 14 | 16 | 16 | 4,224.878658 | ||||||||||
| 14 AWG | 0,064100 | 1. 62814 62814 | 14 | 16 | 16 | 4 108.6 | ||||||||||
| 16 SWG | 0.064000 | 0,064000 | 1.62560 | 14 | 16 | 16 | 4 095.882363 | |||||||||
| 1,6 ММ | 0,062992 | 1,60000 | 14 | 16 | 17 | 3,967.878103 | ||||||||||
| 14,5 AWG | 0,060500 | 1,53670 | 14,5 | 16 | 17 | 3,660.144878 | ||||||||||
| 1,5 мм | 0,059055 | 1.50000 | 15 | 15 | 17 | 173487.3 | ||||||||||
| 17 BWG | 0.058000 | 1,47320 | 15 | 17 | 17 | 3,363. | 6 | |||||||||
| 15 AWG | 0,057100 | 1,45034 | 15 | 17 | 17 | 3,260.316361 | ||||||||||
| 17 SWG | 0,056000 | 1.42240 | 15 | 17 | 17 | 3,135. | 9||||||||||
| 1,4 мм | 0,055118 | 0,055118 | 1.40000 | 15 | 17 | 18 | 3 037. | |||||||||
| 15,5 AWG | 0,053900 | 1,36906 | 15,5 | 16 | 18 | 2,905.126562 | ||||||||||
| 1,32 ММ | 0,051968 | 1,32000 | 16 | 17 | 18 | 2,700.637034 | ||||||||||
| 1,3 мм | 0,051200 | 1.30048 | 16 | 16 | 18 | 18 | 2 621.364712 | |||||||||
| 16 AWG | 0.050800 | 1,29032 | 16 | 18 | 18 | 2,580.565884 | ||||||||||
| 1,25 ММ | 0,049213 | 1,25000 | 16 | 18 | 18 | 2,421.800600 | ||||||||||
| 18 BWG | 0,049000 | 1.24460 | 16 | 18 | 18 | 2,400.3 | ||||||||||
| 18 SWG | 0,048000 | 0,048000 | 1. 21920 21920 | 16 | 18 | 18 | 2,303. | 9 | ||||||||
| 16,5 AWG | 0,048000 | 1,21920 | 16,5 | 17 | 19 | 2,303. | 9 | |||||||||
| 1,2 ММ | 0,047200 | 1,19888 | 17 | 18 | 19 | 2,227.776016 | ||||||||||
| 1.18 мм | 0,046457 | 1.18000 | 17 | 17 | 18 | 19 | 19 | 2158.153700 | ||||||||
| 17 AWG | 0.045300 | 1,15062 | 17 | 18 | 19 | 2,052.031064 | ||||||||||
| 1,15 ММ | 0,045275 | 1,14999 | 17 | 18 | 19 | 2,049.766754 | ||||||||||
| 1.12 ММ | 0,044094 | 1.12000 | 17 | 19 | 19 | 1,944.260271 | ||||||||||
| 1,1 мм | 0,043300 | 0,0 | 1. 09982 09982 | 17 | 19 | 20 | 1 874.836153 | |||||||||
| 17,5 AWG | 0,042700 | 1,08458 | 17,5 | 18 | 20 | 1,823.237635 | ||||||||||
| 19 BWG | 0,042000 | 1,06680 | 18 | 19 | 19 | 1,763. | 8||||||||||
| 1.06 мм | 0,041732 | 1.06000 | 18 | 18 | 19 | 19 | 20 | 1 741.526499 | ||||||||
| 18 AWG | 0.040300 | 1,02362 | 18 | 19 | 20 | 1,624.043356 | ||||||||||
| 19 SWG | 0,040000 | 1,01600 | 18 | 19 | 19 | 1,599. | 8 | |||||||||
| 1 ММ | 0,039370 | 1.00000 | 18 | 20 | 20 | 1,549. | ||||||||||
| 18.5 AWG | 0.038000 | 0.038000 | 0. 96520 96520 | 18.59 | 19 | 21 | 1 443. | 8|||||||||
| 0,95 ММ | 0,037402 | 0, 19 | 20 | 21 | ||||||||||||
| 20 | SWG 0,036000 | 0, | 19 | 20 | 20 | 1,295.962779 | ||||||||||
| 19 AWG | 0.035900 | 0.05900 | 0. | 19 | 20 | 20 | 21 | 1 288.772985 | ||||||||
| .9 мм | 0.035433 | 0, | 19 | 20 | 21 | 1,255.461431 | ||||||||||
| 20 BWG | 0,035000 | 0,88900 | 19 | 20 | 20 | 1,224.964818 | ||||||||||
| 19,5 AWG | 0,033900 | 0.86106 | 19.59 | 20 | 20 | 22 | 1,149.176995 | |||||||||
| 0,85 мм | 0.033465 | 0. 033465 033465 | 0.85000 | 20 | 21 | 21 | 1,119.840598 | |||||||||
| 20 AWG | 0,032000 | 0,81280 | 20 | 21 | 21 | 1,023.970591 | ||||||||||
| 21 SWG | 0,032000 | 0,81280 | 20 | 21 | 21 | 1,023.970591 | ||||||||||
| .8 мм | 0.031496 | 0.80000 | 20 | 20 | 21 | 21 | 22 | 991.969526 | ||||||||
| 21 BWG | 0.031000 | 0,78740 20 | 21 | 21 | ||||||||||||
| 20,5 AWG | 0,030200 0,76708 | 20,5 | 21 | 22 | ||||||||||||
| .75 ММ | 0,029528 | 0.75000 | 21 | 22 | 22 | 871.848216 | ||||||||||
| 21 AWG | 0.028500 | 0.028500 | 0. 72390 72390 | 21 | 22 | 22 | 812.226672 | |||||||||
| 22 SWG | 0,028000 | 0,71120 | 21 | 22 | 22 | 783,977484 | ||||||||||
| 22 BWG | 0,028000 | 0,71120 | 21 | 22 | 22 | 783,977484 | ||||||||||
| .71 мм | 0.027953 | 0.71000 | 21 | 21 | 22 | 22 | 781.330997 | |||||||||
| .7 мм | 0.027600 | 0,70104 21 | 22 | 23 | ||||||||||||
| 21.5 AWG | 0,026900 0,68326 | 21,5 22 | 23 | |||||||||||||
| +0,65 ММ | 0,025600 | 0.65024 | 22 | 23 | 23 | 655.341178 | ||||||||||
| 22 AWG | 0.025300 | 0.025300 | 0.64262 | 22 | 22 | 23 | 23 | 640. 071617 071617 | ||||||||
| 23 | BWG 0,025000 0,63500 | 22 | 23 | 23 | ||||||||||||
| 0,63 ММ | 0,024803 0,63000 | 22 | 23 | 23 | 615,176101 | |||||||||||
| 23 SWG | 0,024000 | 0.024000 | 0.09615 | 22 | 23 | 23 | 23 | 575.983457 | ||||||||
| 22,5 AWG | 0.023900 | 0,60706 22,5 | 23 | 24 | ||||||||||||
| 0,6 ММ | 0,023622 0,60000 | 23 | 23 | 24 | ||||||||||||
| 24 | BWG 0,023000 | 0.58420 | 23 | 24 | 24 | 528.984807 | 23 AWG | 0.022600 | 0.02260000 | 0.57404 | 23 | 24 | 24 | 510.745331 | ||
| 0,56 ММ | 0,022100 0,56134 | 23 | 24 | 24 | ||||||||||||
| 24 | SWG 0,022000 0,55880 | 23 | 24 | 24 | 483,986100 | |||||||||||
. 55 мм 55 мм | 0.021700 | 0.55118 | 0.55118 | 24 | 25 | 25 | 470.876476 | |||||||||
| 23,5 AWG | 0.021300 | 0,54102 | 23,5 | 24 | 25 | 453,676970 | ||||||||||
| 24 AWG | 0,020100 | 0,51054 | 24 | 25 | 25 | 403,998397 | ||||||||||
| 25 SWG | 0,020000 | 0.50800 | 24 | 25 | 25 | 399.988512 | ||||||||||
| 25 BWG | 0.020000 | 0.020000 | 0.50800 | 24 | 25 | 25 | 399.988512 | |||||||||
| 0,5 ММ | 0,019685 0,50000 | 24 | 25 | 25 | ||||||||||||
| 24.5 AWG | 0,019000 0,48260 | 24,5 25 | 26 | 360,989632 | ||||||||||||
| 26 SWG | 0. 018000 | 0.018000 | 0.45720 | 25 | 26 | 26 | 323.9 | |||||||||
| 26 BWG | 0.018000 | 0,45720 21 | 22 | 26 | ||||||||||||
| 25 AWG | 0,017900 0,45466 | 25 | 26 | 26 | ||||||||||||
| 0,45 ММ | 0,017717 | 0,45000 | 25 | 26 | 27 | 313.865358 | ||||||||||
| 25,5 AWG | 0.016900 | 0.016900 | 0.42926 | 25.59 | 26 | 27 | 285. | |||||||||
| 0,425 ММ | 0,016732 0,42500 | 26 | 27 | 27 | ||||||||||||
| 27 | SWG 0,016400 0,41656 | 26 | 27 | 27 | 268, | |||||||||||
| 27 BWG | 0.016000 | 0.016000 | 0. 040640 040640 | 26 | 27 | 27 | 27 | 255.9 | ||||||||
| 26 AWG | 0.015900 | 0,40386 26 | 27 | 27 | ||||||||||||
| 0,4 ММ | 0,015748 0,40000 | 26 | 27 | 28 | ||||||||||||
| 26.5 AWG | 0,015000 | 0.38100 | 26,5 | 27 | 28 | 224.9 | ||||||||||
| 28 SWG | 0.014800 | 0.014800 | 0.37592 | 27 | 28 | 28 | 219.033709 | |||||||||
| 27 AWG | 0,014200 0,36068 | 27 | 28 | 28 | ||||||||||||
| 0,355 ММ | 0,013976 0,35500 | 27 | 28 | 29 | 195,332749 | |||||||||||
| 29 SWG | 0.013600 | 0.34544 | 27 | 29 | 29 | 184. | 8 | |||||||||
| 28 BWG | 0.013500 | 0,34290 | 28 | 28 | 28 | 182,244766 | ||||||||||
| 27,5 AWG | 0,013400 | 0,34036 | 27,5 | 29 | 29 | 179,554843 | ||||||||||
| 29 BWG | 0,013000 | 0.33020 | 28 | 28 | 29 | 168.9 | ||||||||||
| 28 AWG | 0.012600 | 0.02004 | 0.32004 | 28 | 30 | 29 | 158.755440 | |||||||||
| 0,315 ММ | 0,012402 0,31500 | 28 | 30 | 30 | ||||||||||||
| 30 | SWG 0,012400 0,31496 | 28 | 30 | 30 | 153,755584 | |||||||||||
| 30 BWG | 0.012000 | 0.012000 | 0.02000 | 29 | 30 | 30 | 30 | 143.9 | ||||||||
| 28,5 AWG | 0. 011900 | 0,30226 28,5 | 30 | 30 | ||||||||||||
| 0,31 ММ | 0,011800 0,29972 | 29 | 31 | 31 | ||||||||||||
| 31 | SWG 0,011600 | 0.29464 | 0.29464 | 29 | 31 | 31 | 134.556135 | |||||||||
| 29 AWG | 0.011300 | 0.28702 | 29 | 31 | 30 | 127.686333 | ||||||||||
| 0,28 ММ | 0,011024 0,28000 | 29 | 32 | 32 | ||||||||||||
| 32 | SWG 0,010800 0,27432 | 29 | 32 | 32 | 116,636650 | |||||||||||
| 29,5 AWG | 0.010600 | 0.26924 | 29.59 | 32 | 32 | 31 | 112.356773 | |||||||||
| 30 AWG | 0.010000 | 0,25400 | 30 | 33 | 31 | 99,997128 | ||||||||||
| 33 SWG | 0,010000 | 0,25400 | 30 | 33 | 33 | 99,997128 | ||||||||||
| 31 BWG | 0,010000 | 0. 25400 25400 | 30 | 33 | 33 | 99.997128 | 99.997128 | |||||||||
| .25 мм | ||||||||||||||||
| 0,2543 | 0,25000 | 30 | 30 | 33 | 32 | 96.872024 | ||||||||||
| 30,5 AWG | 0,009500 | 0,24130 | 30,5 | 33 | 32 | 90,247408 | ||||||||||
| 34 SWG | 0,009200 | 0,23368 | 31 | 34 | 34 | 84,637569 | ||||||||||
| 32 BWG | 0.228000 | 0.22860 | 0.22860 | 31 | 31 | 31 | 32 | 80.997674 | ||||||||
| 31 AWG | 0.008900 | 0,22606 31 | 34 | 32 | ||||||||||||
| 0,224 ММ | 0,008819 0,22400 | 31 | 35 | 33 | ||||||||||||
| 35 | SWG 0,008400 | 0.21336 | 32 | 35 | 35 | 35 | 70016 | 31,5 awg | 0. 008400 008400 | 0.21336 | 0.21336 | 31,5 | 34 | 33 | 70.557974 | |
| 32 AWG | 0,008000 | 0,20320 | 32 | 35 | 33 | 63,998162 | ||||||||||
| 33 BWG | 0,008000 | 0,20320 | 32 | 35 | 33 | 63,998162 | ||||||||||
| .2 мм | 0.007874 | 0.20000 | 32 | 32 | 36 | 36 | 34 | 61.998095 | ||||||||
| 36 SWG | 0.007600 | 0.19304 | 32 | 36 | 36 | 57,758341 | ||||||||||
| 32,5 AWG | 0,007500 | 0,19050 | 32,5 | 35 | 34 | 56,248385 | ||||||||||
| 33 AWG | 0,007100 | 0,18034 | 33 | 36 | 36 | 34 | 50.408552 | |||||||||
| 0,007087 | 0,007087 | 0,18000 | 33 | 36 | 35 | 50. 218457 218457 | ||||||||||
| 34 BWG | 0,007000 | 0,17780 | 33 | 36 | 35 | 48,998593 | ||||||||||
| 37 SWG | 0,006800 | 0,17272 | 33 | 37 | 34 | 46,238672 | ||||||||||
| 33,5 AWG | 0,006700 | 0.17018 | 33.59 | 36 | 36 | 34 | 44.888711 | |||||||||
| 34 AWG | 0.006300 | 0,16002 34 | 37 | 34 | ||||||||||||
| 0,16 ММ | 0,006299 0,16000 | 34 | 37 | 36 | ||||||||||||
| 38 | SWG 0,006000 | 0.15240 | 34 | 38 | 36 | 35.998966 | 0,005900 | 0,005900 | 0.14986 | 34,5 | 37 | 35 | 34.809000 | |||
| 35 AWG | 0,005600 0,14224 | 35 | 38 | 35 | ||||||||||||
| +0,14 ММ | 0,005512 0,14000 | 35 | 38 | 35 | 30,379067 | |||||||||||
| 35,5 AWG | 0. 005300 005300 | 0.13462 | 35.59 | 38 | 35 | 35 | 28.089193 | |||||||||
| 39 SWG | 0.005200 | 0,13208 | 36 | 39 | 35 | 27,039223 | ||||||||||
| 36 AWG | 0,005000 | 0,12700 | 36 | 39 | 35 | 24,999282 | ||||||||||
| 35 BWG | 0,005000 | 0.12700 | 36 | 39 | 35 | 24.999282 | ||||||||||
| .125 мм | 0,004921 | 0,004921 | 0.12500 | 36 | 39 | 35 | 24.218006 | |||||||||
| 40 SWG | 0,004800 | 0,12192 | 36 | 40 | 35 | 23,039338 | ||||||||||
| 36,5 AWG | 0,004700 | 0,11938 | 36,5 | 39 | 35 | 22,089366 | ||||||||||
| 37 AWG | 0,004500 | 0.11430 | 0. 11430 11430 | 37 | 40 | 40 | 35 | 20.249418 | ||||||||
| .112 мм | 0.004409 | 0,11200 | 37 | 40 | 36 | 19,442603 | ||||||||||
| 41 SWG | 0,004400 | 0,11176 | 37 | 41 | 36 | 19,359444 | ||||||||||
| 37,5 AWG | 0,004200 | 0.10668 | 37.5 | 37.5 | 41 | 36 | 17.639493 | |||||||||
| 38 AWG | 0,004000 | 0.10160 | 38 | 38 | 42 | 36 | 15.999540 | |||||||||
| 42 SWG | 0,004000 | 0,10160 | 38 | 42 | 36 | 15,999540 | ||||||||||
| 36 BWG | 0,004000 | 0,10160 | 38 | 40 | 36 | 15,999540 | ||||||||||
| .1 мм | 0,003937 | 0.10000 | 0.10000 | 38 | 42 | — — | 15. 499524 | |||||||||
| 38,5 AWG | 0.003700 | 0,09398 38,5 | 42 | — — | ||||||||||||
| 43 | SWG 0,003600 0,09144 | 39 | 43 | — — | ||||||||||||
| .09 М.М. | 0.003543 | 0.09000 | 39 | 43 | — — | 12.554614 | ||||||||||
| 39 AWG | 0.083500 | 0.08890 | 0.08890 | 39 | 43 | — — | 12.249648 | |||||||||
| 39,5 AWG | 0,003300 | 0,08382 | 39,5 | 43 | — — | 10,889687 | ||||||||||
| 44 SWG | 0,003200 | 0,08128 | 40 | 44 | — — | 10.239706 | ||||||||||
| 0.08 мм | 0.08150 | 0.08000 | 40 | 40 | 44 | — — | — | 9. | 5||||||||
| 40 AWG | 0. 003100 003100 | 0,07874 | 40 | 44 | — — | 9,609724 | ||||||||||
| 40,5 AWG | 0,003000 | 0,07620 | 40,5 | 44 | — — | 8,999742 | ||||||||||
| 41 AWG | 0.002800 | 0.07112 | 41 | 41 | — — | — — | ||||||||||
| 45 SWG | 0.002800 | 0.07112 | 41 | 45 | — — | 7.839775 | ||||||||||
| 0,071 ММ | 0,002795 0,07100 | 41 | 45 | — — | ||||||||||||
| 41,5 AWG | 0,002600 0,06604 | 41,5 | 45 | — — | 6.759806 | |||||||||||
| 42 AWG | 0.002500 | 0.062500 | 0.06350 | 42 | 46 | — — | 6.249821 | |||||||||
| 0616 | ||||||||||||||||
| 063 мм | 0.002480 | 0,06300 | 42 | 46 | — — | 6,151761 | ||||||||||
| 46 SWG | 0,002400 | 0,06096 | 42 | 46 | — — | 5,759835 | ||||||||||
| 42,5 AWG | 0. 002400 002400 | 0.06096 | 42.5 | 42.5 | 46 | — — | 5.759835 | 43 AWG | 0.002200 | 0.05588 | 0.05588 | 43 | 46 | — — | 4.839861 | |
| 43,5 AWG | 0,002100 | 0,05334 | 43,5 | 47 | — — | 4,409873 | ||||||||||
| 44 AWG | 0,002000 | 0,05080 | 44 | 47 | — — | 3.999885 | ||||||||||
| 47 SWG | 0.002000 | 0.05080 | 44 | 47 | — — | 3.999885 | ||||||||||
| 0,05 мм | 0.001969 | 0,05000 | 44 | 47 | — — | 3,874881 | ||||||||||
| 44,5 AWG | 0,001866 | 0,04740 | 44,5 | 47 | — — | 3,481856 | ||||||||||
| 45 AWG | 0.001761 | 0.04473 | 45 | 47 | — — | 3. 101032 101032 | 3.101032 | 45,5 awg | 0.001662 | 0.04221 | 0.04221 | 45.59 | 48 | — — | 2.762165 | |
| 48 SWG | 0,001600 | 0,04064 | 45,5 | 48 | — — | 2,559926 | ||||||||||
| 46 AWG | 0,001568 | 0,03983 | 46 | 48 | — — | 2.458553 | ||||||||||
| 46,5 AWG | 0.001480 | 0.03759 | 46,5 | 48 | — — | — — | 2.1 | |||||||||
| 47 AWG | 0.001397 | 0,03548 | 47 | 48 | — — | 1, | ||||||||||
| 47,5 AWG | 0,001318 | 0,03348 | 47,5 | 48 | — — | 1,737074 | ||||||||||
| 48 AWG | 0.001244 | 0.03160 | 48 | 49 | — — | — — | — — | |||||||||
| 49 SWG | 0. 001200 001200 | 0.03048 | 48 | 49 | — — | 1.439959 | ||||||||||
| 48,5 AWG | 0,001174 | 0,02982 | 48,5 | 49 | — — | 1,378236 | ||||||||||
| 49 AWG | 0,001108 | 0,02814 | 49 | 49 | — — | 1.227629 | ||||||||||
| 49,5 AWG | 0.02654 | 0.02654 | 49.59 | 49 | — — | 1.0 | ||||||||||
| 50 SWG | 0.001000 | 0,02540 | 49 | 50 | — — | 0,999971 | ||||||||||
| 50 AWG | 0,000986 | 0,02505 | 50 | 50 | — — | 0,972760 | ||||||||||
| 50,5 AWG | 0,000931 | 0.02364 | 50.5 | 50.5 | 50 | — — | 0.866364 | |||||||||
| 51 AWG | 0.02231 | 0.02231 | 51 | — — | — — | 0. 771389 771389 | ||||||||||
| 51,5 AWG | 0,000829 | 0,02105 | 51,5 | — — | — — | 0,687055 | ||||||||||
| 52 AWG | 0,000782 | 0,01987 | 52 | — — | — — | 0.611819 | 0.611819 | |||||||||
| 52,5 AWG | 0,000738 | 0.01875 | 52.59 | — — | — — | — — | 0.544776 | |||||||||
| 53 AWG | 0.000697 | 0,01769 | 53 | — — | — — | 0,485238 | ||||||||||
| 53,5 AWG | 0,000657 | 0,01670 | 53,5 | — — | — — | 0,432031 | ||||||||||
| 54 AWG | 0,000620 | 0.01576 | 54 | — — | — — | — — | — — | 54,5 AWG | 0,01485 | 0.01487 | 54,5 | — — | — — | 0. 342683 342683 | ||
| 55 AWG | 0,000552 | 0,01403 | 55 | — — | — — | 0,305137 | ||||||||||
| 55,5 AWG | 0,000521 | 0,01324 | 55,5 | — — | — — | 0.271746 | ||||||||||
| 56 AWG | 0,000492 | 0.01249 | 0.01249 | 56 | — — | — — | 0.241959 | |||||||||
| 56,5 AWG | 0.000464 | 0,01179 | 56,5 | — — | — — | 0,215475 | ||||||||||
| 57 AWG | 0,000438 | 0,01113 | 57 | — — | — — | 0,1 | ||||||||||
| 57,5 AWG | 0,000413 | 0,000413 | 0.01050 | 57.5 | — — | — — | — — | 0.170899 | 58 AWG | 0,000390 | 0,00991 | 58 | — — | — — | 0.152174 | |
| 58,5 AWG | 0,000368 | 0,00935 | 58,5 | — — | — — | 0,135494 | ||||||||||
| 59 AWG | 0,000347 | 0,00882 | 59 | — — | — — | 0. 120683 120683 | 0.120683 | |||||||||
| 59,5 awg | 0,000328 | 0,00833 | 0,00833 | 59.5 | — | — — | 0.107450 | |||||||||
| 60 AWG | 0.000309 | 0,00786 | 60 | — — | — — | 0,0 |
\ccTW4h ?FYСварочные кабели | Одноместный изолированный | Двойная изоляция
Конструкция кабеля
Кабель для погружного насоса — это специализированный продукт, предназначенный для использования с погружным насосом в глубокой скважине. Область установки физически ограничена, а окружающая среда очень враждебна. Rialto спроектирован и изготовлен с учетом этих факторов для достижения максимально возможной степени надежности.
Заявка
- Предназначен для вторичного (сильноточного) подключения к электродам для автоматической или ручной дуговой сварки металлическим электродом
- Подходит для гибкого использования в суровых условиях, на сборочных линиях и конвейерных системах, в станках и автоматических машинах для линейной и точечной сварки
- Кабельная упаковка стандартной длины:
Мотки 100, 200, 300 и 500 м.в деревянных бобинах
Особенности
- Гибкий сварочный провод сверхвысокого качества, с двойной изоляцией
- Улучшенные огнезащитные свойства
- Превосходная гибкость для увеличения срока службы в гибких приложениях На основе CENELEC HD 22-6 31, VDE 0282, IEC 245-6, IS 473, BS 638-4
- Исключительная прочность и долговечность
- Высокая устойчивость к порезам, разрывам и истиранию
- Стойкость к маслам, растворителям и химическим веществам
- Отличная устойчивость к озону и атмосферным воздействиям.

Падение напряжения
Если общая длина кабелей превышает 15 м, может потребоваться использование кабелей большего сечения, чтобы гарантировать, что падение напряжения не будет чрезмерным, а сварочные токи будут поддерживаться на адекватном уровне.
| КОНСТРУКЦИЯ КАБЕЛЯ | |
|---|---|
| В целом соответствует, | BS EN 50525 CENELEC HD 22-6 31, VDE 0282, IEC 245-6, BS 6899, IS 6830/84 |
| Проводник: | Гибкий проводник из неизолированной отожженной меди с высокой проводимостью, класс 5 и класс 6 по стандарту ЕС, как правило, соответствует IEC 60228, DIN VDE 0281 |
| Изоляция: | Гибкая нитриловая резина (NBR) с двойной изоляцией |
| Цвет ядра: | Оранжево-черная оболочка |
* Любой цвет может быть поставлен в соответствии с требованиями и пожеланиями покупателя.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | |
|---|---|
| Фиксированная установка: | -30 ° C до макс. + 900 ° C |
| Номинальное напряжение: | 600 V |
| Тестовое напряжение: | 3000V |
| мин. Радиус изгиба: | 6 x Диаметр кабеля |
| Распространение пламени: | Испытание на огнестойкость согласно IEC 60332-1 |
Номинальный ток
Максимальный номинальный ток гибких сварочных кабелей для различных рабочих циклов основан на температуре окружающего воздуха 25°C. и максимальная температура проводника 90°C.Процент должных циклов для различных процессов и приложений, как следует:
- Автомобильная сварка: До 100%
- Полуавтоматическая сварка: от 30% до 85%
- Ручная сварка: от 0% до 60%
- Очень прерывистая или случайная сварка: До 20%
= Изделие подтверждено ЕС в соответствии с Директивой по низковольтному оборудованию 73/23/EEC
.
Американский калибр проволоки против.Круговой милс
Американский калибр проводов (AWG) — это стандарт США для размеров проводников. Калибр связан с диаметром проволоки.
Стандарт AWG включает медь, алюминий и другие материалы для проводов. Типичная бытовая медная проводка имеет номер AWG 12 или 14. Телефонный провод обычно имеет номер 22, 24 или 26. Чем выше номер калибра, тем меньше диаметр и тоньше провод.
Круговой мил — CM — единица площади, используемая специально для обозначения размера поперечного сечения провода или кабеля.
| Американский проволочный датчик (AWG) | диаметр (MILS) (10 -3 in) | Площадь (круговые милсы) (см) (MIL 2 ) | (мм диаметр (мм) | ||
|---|---|---|---|---|---|
| 0000 (4/0) | 460 | 211592 | 107 | 11. 7 7 | |
| 000 (3/0) | 410 | 167800 | 85.0 | 10.4 | |
| 00 (2/0) | 365 | 133072 | 133072 | 674 | 9.27 |
| 0 (1/0) | 325 | 105531 | 53531 | 53.5 | 8.25 |
| 1 289 | 83690 | 42,4 7,35 | |||
| 2 258 | 66369 | 33,6 6,54 | |||
| 3 229 | 52633 | 26.7 | 5,83 | ||
| 4 | 204 | 41740 | 21,2 | 5,19 | |
| 5 | 182 | 33101 | 16,8 | 4,62 | |
| 6 | 162 | 26251 | 13.3 | 4.12 | |
| 7 | 144 | 20818 | 20818 | 10.5 | 3.67 |
| 8 | 128 | 16509 | 8. 37 37 | 3,26 | |
| 9 | 114 | 13092 | 6,63 | 2,91 | |
| 10 | 102 | 10383 | 5,26 | 2,59 | |
| 11 | 90,7 | 8234 | 4.17 | 2.31 | |
| 12 | 80,8 | 6530 | 3.31 | 2.05 | |
| 13 | 70014 13 | 72,0 | 5178 | 2.62 | 1,83 |
| 14 | 64,1 | 4107 | 2,08 | 1,63 | |
| 15 | 57,1 | 3257 | 1,65 | 1,45 | |
| 16 | 50,8 | 2583 | 1.31 | 1.29 | |
| 17 | 45.3 | 2048 | 1.04 | 1.15 | |
| 18 | 40.3 | 1624 | 0.823 | 1,02 | |
| 20 | 32,0 | +1022 | 0,518 | 0,812 | |
| 21 | 28,5 | 810 | 0,410 | 0,723 | |
| 22 | 25,3 | 642 | 0. 326 326 | 0.326 | 0.644 |
| 23 | 22.6 | 510 | 0.258 | 0.573 | |
| 24 | 20.1 | 404 | 0.511 | 0.511 | 0.511 |
| 320 | 0.162 | 0,455 |
Скачать и распечатать AWG — круговые миллы и мм 2 Chart
AWG Диаметр
в дюймах можно рассчитать от AWG как
D в = 0,005 92 (36 — N) / 39 (1)
где D в = диаметр (дюймы)
n = калибр
AWG в мм
Диаметр в мм можно рассчитать по AWG как
d мм = 0,127 92 (36 — N) / 39 (1b)
где
D мм = диаметр (мм)
n = датчик
AWG до дюймов и мм калькулятор
# калибр
Сварочные кабели Jainson — Creative
Жаростойкие, маслостойкие и огнестойкие сварочные кабели
Структура сварочного кабеля
в целом соответствует, на основе CENELEC HD 22-6 31, VDE 0282, IEC 245-6, BS 6899, IS 6830/84
Проводник:
Гибкий проводник из неизолированной отожженной меди с высокой проводимостью, класс 5 и класс 6 по стандарту ЕС, как правило, соответствует IEC 60228, DIN VDE 0281
Изоляция:
Гибкая нитриловая резина (NBR) с двойной изоляцией
Цветовой код:
Оранжево-черная куртка
*Любой другой цвет по специальному запросу также может поставляться
Характеристики сварочного кабеля
- Гибкий сварочный провод сверхвысокого качества, с двойной изоляцией
- Улучшенные огнезащитные свойства
- Отличная гибкость для более длительного срока службы в гибких приложенияхНа основе CENELEC HD 22-6 31, VDE 0282, IEC 245-6, IS 473, BS 638-4
- Исключительная прочность и долговечность
- Высокая устойчивость к порезам, разрывам и истиранию
- Стойкость к маслам, растворителям и химическим веществам
- Отличная устойчивость к озону и атмосферным воздействиям
Технические характеристики сварочного кабеля
| Стационарная установка: | от -30°C до макс. +90°С +90°С |
| Номинальное напряжение: | 600 В |
| Испытательное напряжение: | 3000 В |
| Сопротивление изоляции: | Мин. 10 МОм x км |
| Мин. радиус изгиба: | 6 x диаметр кабеля |
| Распространение пламени: | Испытание на огнестойкость согласно IEC 60332-1 |
Применение сварочного кабеля
NBR/NBR
Предназначен для вторичного (сильноточного) подключения к автоматическим или ручным электродам для дуговой сварки металлическим электродом.Он подходит для гибкого использования в суровых условиях, на сборочных линиях и конвейерных системах, в станках и автоматических машинах для линейной и точечной сварки.
Кабельная упаковка стандартной длины:
Мотки 100, 200, 300 и 500 м. в деревянных бобинах
Таблица технических данных
Текущий рейтинг:Максимальные номинальные токи гибких сварочных кабелей для различных рабочих циклов основаны на температуре окружающего воздуха 25°С и максимальной температуре проводника 90°С.Процент должных циклов для различных процессов и приложений следующий:
- Автомобильная сварка: до 100%
- Полуавтоматическая сварка: от 30% до 85%
- Ручная сварка: от 0% до 60%
- Очень прерывистая или случайная сварка: до 20%
Падение напряжения:
Если общая длина кабелей превышает 15 м, может потребоваться использование кабелей большего сечения, чтобы гарантировать, что падение напряжения не является чрезмерным, а сварочные токи поддерживаются на адекватном уровне. .
| Сварочный кабель NBR/NBR | |||||||||||
| Номинальное сечение жилы | Номинальная толщина вставки | Номинальная толщина оболочки | Общий диаметр кабеля | Макс. сопротивление проводника при 20°C сопротивление проводника при 20°C | Текущий рейтинг | ||||||
| Сварка | Применение без сварки | ||||||||||
| Рабочий цикл | |||||||||||
| Нижний предел | Верхний предел | 100% | 85% | 60% | 30% | 20% | |||||
| кв.мм | мм | мм | мм | мм | Ом/км | ампер | ампер | ампер | ампер | ампер | ампер |
| 10 | 1. 2 2 | 1,8 | 7,8 | 10 | 1,91 | 105 | 115 | 135 | 190 | 235 | 110 |
| 16 | 1,2 | 1,9 | 9 | 11,5 | 1,21 | 135 | 145 | 175 | 245 | 302 | 138 |
| 25 | 1,4 | 2 | 10 | 13 | 0. 780 780 | 180 | 195 | 230 | 330 | 402 | 187 |
| 35 | 1,4 | 2,2 | 11,5 | 14,5 | 0,554 | 225 | 245 | 290 | 410 | 503 | 233 |
| 50 | 1,6 | 2,4 | 13 | 17 | 0,386 | 285 | 310 | 370 | 520 | 637 | 295 |
| 70 | 1. 6 6 | 2,6 | 15 | 19 | 0,272 | 355 | 385 | 460 | 650 | 794 | 372 |
| 95 | 1,8 | 2,8 | 17,5 | 21,5 | 0,206 | 430 | 470 | 560 | 790 | 961 | 449 |
| 120 | 1,8 | 3 | 19,5 | 24 | 0. 161 161 | 500 | 540 | 650 | 910 | 1118 | 523 |
| 150 | 2 | 3,2 | 21,5 | 26 | 0,129 | 580 | 620 | 740 | 1040 | 1297 | 608 |
| 185 | 2,2 | 3,4 | 23 | 29 | 0,106 | 660 | 715 | 850 | 1200 | 1476 | 690 |
| 240 | 2. 4 4 | 3,5 | 27 | 32 | 0,0801 | 710 | 770 | 916 | 1296 | 1587 | 744 |
| 300 | 2,6 | 3,6 | 30 | 35 | 0,0641 | 800 | 850 | 1035 | 1450 | 1790 | 840 |
| 400 | 2,8 | 3,8 | 33 | 39 | 0. 0486 | 925 | 1000 | 1195 | 1690 | 2070 | 970 |
- Все с гибким проводом
- Изоляционный материал NBR
- Материал оболочки NBR
Рейтинговые коэффициенты для изменения температуры окружающей среды
| Температура окружающей среды °C | 20° | 25° | 30° | 35° | 40° | 45° | 50° | 55° | 60° | 65° |
| Коэффициент рейтинга | 1. |