Сварочный трансформатор: расчет, устройство и схема
Для выполнения электродуговой сварки необходим определенный набор оборудования, в него входит сварочный трансформатор. На рынке существуют производственные и бытовые аппараты, они различаются техническими характеристиками.
Трансформатор для электродуговой сварки
Главная задача трансформатора –преобразование подаваемого электричества до требуемых параметров.
Взаимодействие компонентов входящих в состав сварочного трансформатора, в результате, приводит генерации сварной дуги, которая располагается между рабочим инструментом и заготовкой.
Содержание
Устройство сварочного трансформатора и характеристики
Для возникновения дуги, обеспечивающей разогрев и расплавление кромок заготовки, требуется изменить характеристики электричества подаваемого из сети.
Сварочный трансформатор преобразует поступающее электричество следующим образом:
- напряжение снижает;
- силу тока поднимает.

В преобразовании электричества принимают участие следующие узлы:
Устройство сварочного трансформатора
- магнитопровод;
- первая обмотка, собираемая из изолированного кабеля;
- перемещающейся второй обмотки. Ее выполняют из провода без изоляции, это необходимо для повышения тепловой отдачи;
- винтовая пара;
- штурвал для управления винтовой парой;
- клеммники для сварных кабелей.
В состав сварочных агрегатов включают дополнительные компоненты, которые предназначены для совершенствования их работы.
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше.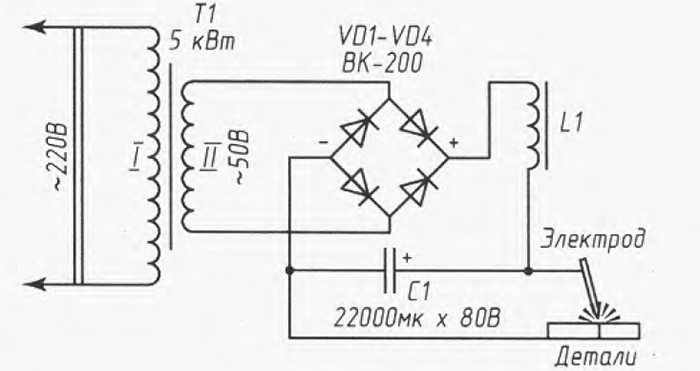 По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.
По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.
Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.
Принцип работы сварочного трансформатора
Аппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.
То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.
Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.
Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.
ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.

Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.
Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
Это позволяет напряжению, которое может появиться на корпусе в результате повреждения изоляции, уйти в землю, не нанеся ни какого вреда рабочему – сварщику.

Схема сварочного трансформатора и ее модификации
Аппаратура для сварки состоит из:
- трансформатора;
- приборы для изменения размера тока.
Для розжига и поддержания дуги необходимо обеспечить наличие индуктивного сопротивления второй обмотки.
Подъем индуктивного сопротивления ведет к тому, что изменяется наклон статистических параметров источника энергии. В результате приводит к постоянству всей системы «источник тока – дуга».
Электрическая схема сварочного трансформатора типа ТДМ
У сварочных аппаратов, работающих под нагрузкой, количество мощности в разы больше, чем потери, которые они несут при работе в холостую.
Сварочная аппаратура с шунтом
Настройка рассеивания магнитного поля осуществляется переменой геометрических параметров пространства между составными частями магнитопровода. В виду того, что магнитная проницаемость железа выше чем у воздуха то придвижении шунта изменяется сопротивление потока, который проходит по воздуху. Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода.
Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода.
Сварочная аппаратура с шунтом
Трансформаторы этого типа изготавливают для решения производственных задач.
Сварочные трансформаторы с секционными обмотками
Такая аппаратура производилось в ХХ века для решения производственных и бытовых задач. В них реализовано несколько степеней настройки количества витков в обеих катушках.
Секционная обмотка трансформатора
Тиристорные сварочные трансформаторы
Для настройки напряжения и тока применяют фазовый сдвиг тиристора. При этом происходит изменение среднего значения напряжения.
Для работы однофазной сети нужны два тиристора, включенных навстречу друг другу. Причем их настройка должно быть синхронной и симметричной. Трансформаторы на основании полупроводников (тиристоров) обладают жесткой статической характеристикой. Ее регулировка производится по напряжению при помощи тиристоров.
Тиристоры хороши для настойки напряжения и тока в электрических цепях переменного характера, дело в том, что закрытие происходит при изменении полярности.
В схемах с постоянным током для закрытия тиристоров применяют резонансные схемы. Но это сложно, дорого и накладывает определенные сложности на возможность регулирования.
Тиристорные сварочные трансформаторы
В полупроводниковых трансформаторах тиристоры монтируют в первой обмотке, тому есть две причины:
- Вторичные токи в сварочных источниках значительно больше, чем предельный ток тиристоров, он достигает 800 А.
- Высокий КПД так как потери на падении напряжения в открытых вентилях в первой обмотке в отношении рабочего ниже в несколько раз.
В современных устройствах используют обмотки из алюминия, для повышения надежности конструкции к ним на концах приварены медные накладки.![]()
Отличия и разновидности оборудования
На производстве применяют следующие виды сварочных аппаратов:
Разновидности сварочного оборудования
- трансформаторы;
- выпрямители;
- инверторы.
Ещё выделяют:
- полуавтоматы;
- генераторы — сварочные аппараты с бензиновым или дизельным электрогенератором;
- и прочие промышленные аппараты.
Сварочные трансформаторы
Так называют устройство, которое предназначено для преобразования переменного тока получаемого из сети в напряжение необходимо для выполнения электрической сварки.
Сварочный трансформатор
Ключевым узлом этого устройства является трансформатор, который понижает сетевое напряжение до уровня холостого хода.
Достоинства и недостатки сварочных трансформаторов
К несомненным преимуществам этого оборудования относят довольной высокий КПД от 70 до 90%, простоту работы и высокую ремонтопригодность. Кроме этого аппараты этого класса отличает невысокая стоимость.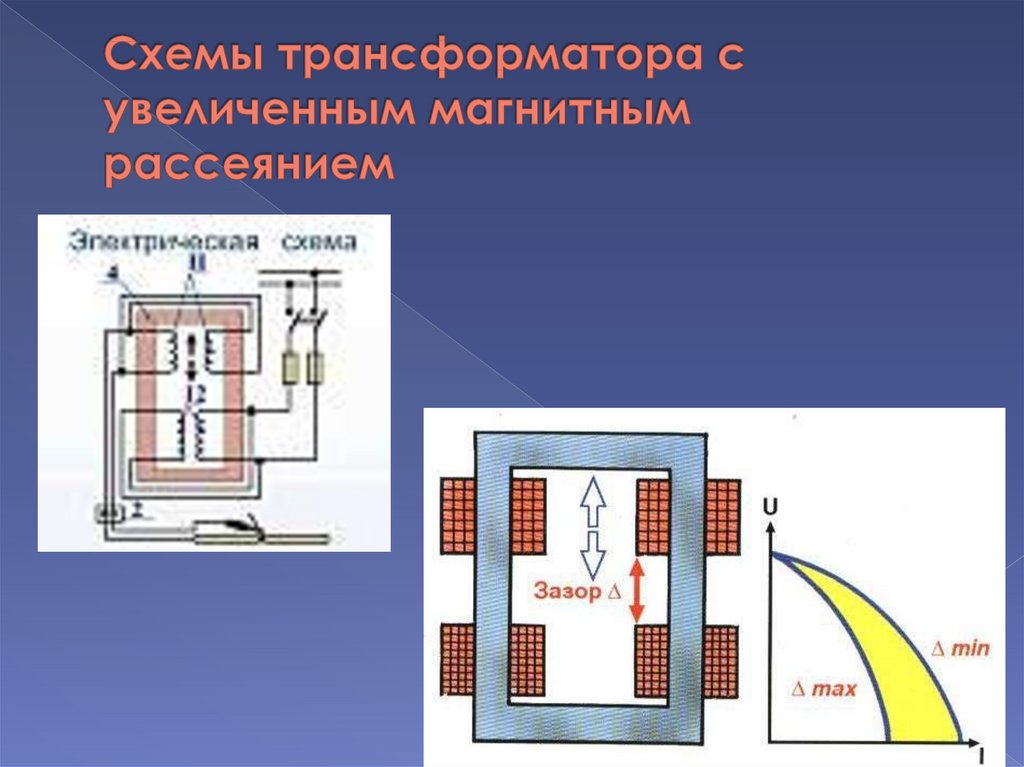
Вместе с тем, аппараты этого типа иногда не в состоянии обеспечить постоянство горения дуги. Это обусловлено характеристиками переменного тока. Для получения качественной сварки целесообразно применять электроды, адаптированные для работы с переменным током. Кроме того, на качестве сварки отрицательно сказываются и колебания напряжения на входе.
Аппараты этого типа нельзя применять для работы с нержавейкой и цветными металлами. Высокий вес аппарата и его габариты вызывают ряд сложностей при его транспортировке с места на место.
Но надо отметить, что сварочный трансформатор – это не плохой выбор для домашних нужд.
Сварочные выпрямители
Аппаратура, которое преобразует переменное напряжение, поступающее из сети питания в постоянное, необходимое для выполнения электросварочных работ.
На практике применяют несколько схем выпрямителей, в которых реализованы разные методы получения выходных параметров напряжения и тока.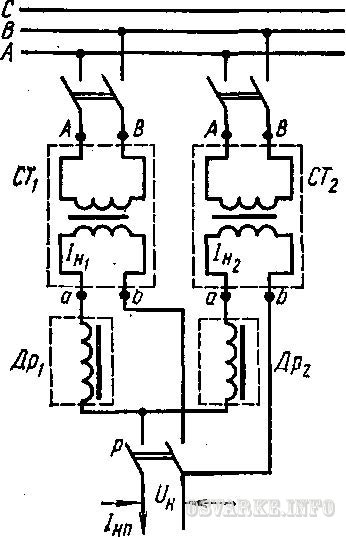 Применяют разные способы регулировки параметров тока и вольт-амперной характеристики.
Применяют разные способы регулировки параметров тока и вольт-амперной характеристики.
Сварочные выпрямители
В эти способы входят:
Изменение настроек трансформатора, применение дросселя, настройка с помощью полупроводников (тиристоров и транзисторов). В самых простых аппаратах для регулирования тока применяют трансформатор, а для его выпрямления диодные схемы. В силовую часть такого оборудования входят трансформатор, выпрямитель, дроссель.
Достоинства и недостатки сварочных выпрямителей
Главное достоинство выпрямителей, если сравнивать их с трансформаторами, заключено в том что, для сварки применяют постоянный ток. Это обеспечивает качество розжига и поддержания параметров дуги и это соответственно приводит к качеству сварного шва. Применение выпрямителя позволяет сваривать не только обыкновенные стали, но обрабатывать нержавейку и цветные металлы. Кроме того, надо учесть и то, что сваривание с применением выпрямителя обеспечивает малое количество брызг.
 youtube.com/embed/aCpY2NQdI2o?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/aCpY2NQdI2o?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> По сути, описанные достоинства дают однозначный ответ на вопрос – какой аппарат выбрать трансформатор или выпрямитель, но разумеется нельзя забывать и стоимости этого оборудования.
Выпрямители имеют и отдельные недочеты – большой вес конструкции, потеря мощности, падение напряжения в сети во время проведения сварочных работ. Кстати, все сказанное в полной мере относится и к трансформаторам.
Сварочные инверторы
Аппаратура этого типа предназначено для преобразования постоянного тока в переменный. Инвертор работает следующим образом. Ток, с частотой в 50 Гц, попадает на выпрямитель. На нем он, пройдя, через фильтр сглаживается и преобразуется в переменный. Частота такого тока оставляет несколько килогерц. Современные схемы позволяют получать ток с частотой 100 Гц. Этот этап преобразования, является самым важным в работе инвертора и это позволяет добиться существенных преимуществ в сравнении с другими моделями сварочного оборудования.
После этого, полученное высокочастотное напряжение роняют до значения холостого хода. А ток вырастает до размеров достаточных для выполнения сварочных работ, то есть до величины 100 – 200 А.
Схема инвертора и комплектующие используемые в работе позволяют создавать сварочные аппараты с малым весом и высокими техническими характеристиками.
Предприятия – производители выпускают аппараты для выполнения сварки:
- в ручном режиме;
- неплавящимся электродом в аргонной среде;
- в полуавтоматическом режиме под защитой газов и многие другие.
К несомненным достоинствам этого класса оборудования можно отнести – малый вес и габариты. Это позволяет передвигать инвертор на строительной или производственной площадке без особых сложностей.
В составе инвертора нет трансформатора и это позволило избежать потерь на нагрев обмоток и перемагничивания сердечника и получить высокий КПД. При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт.
При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт.
Схема инверторного сварочного аппарата
Схемы применяемые в инверторах позволяют генерировать практически все параметры вольт-амперных характеристик – это говорит о том, что аппараты этого типа допустимы для применения во всех видах сварочных работ. Кроме того, инверторы обеспечивают работу с легированными, нержавеющими сталями и цветными металлами.
Инверторная схема не нуждается в частых и длительных перерывах в работе.
Конструкция инвертора позволяет выполнять плавную регулировку режимов сварки во всем диапазоне токов и напряжений, необходимых для выполнения сварочных работ. Инвертор обладает широким диапазоном токов от нескольких единиц до сотен тысяч. В быту применяют аппараты, которые позволяют варить металл относительно тонкими электродами до 3 мм. Применение аппаратов такого уровня позволяет формировать шов в различных положениях и обеспечить минимальное количество брызг расплавленного металла, возникающих при сварочных работах.
Инверторные сварочные аппараты
Инверторные сварочные аппараты, производимые в наши дни, по большей части имеют микропроцессорное управление. Оно позволяет:
- обеспечить рост тока при розжиге дуги;
- минимизировать залипание электрода и детали и еще ряд функций облегчающих работу сварщика.
После выполнения сварки с помощью трансформатора или выпрямителя, работа с инвертором может с полным основанием считаться праздником.
Между тем инверторы обладают рядом недостатков. В частности, ремонт инвертора может обойтись в копеечку. Кроме того, у аппаратов инверторного типа повышенные требования к условиям хранения. Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники.
На что обращать внимание при выборе
Надо понимать, что выбор сварочного оборудования это непростая задача и решают ее в несколько этапов.
- Необходимо знать марку свариваемых материалов и вид требуемого шва. Так, для обработки стали или нержавейки достаточно аппарата обеспечивающего ручную дуговую сварку. Для сварки обыкновенной стали можно использовать аппараты с переменным и постоянным током. Для работы с нержавеющей сталью необходимо использовать аппараты постоянного тока. Рабочие характеристики сварочного трансформатора позволяют работать с разными материалами.
 Для сварки обыкновенной стали можно использовать аппараты с переменным и постоянным током. Для работы с нержавеющей сталью необходимо использовать аппараты постоянного тока. Рабочие характеристики сварочного трансформатора позволяют работать с разными материалами.
Для сварки обыкновенной стали можно использовать аппараты с переменным и постоянным током. Для работы с нержавеющей сталью необходимо использовать аппараты постоянного тока. Рабочие характеристики сварочного трансформатора позволяют работать с разными материалами.- В зависимости от размера тока, аппараты в 200 А, относят к бытовым, а в 300 к профессиональным.
- В зависимости от типа работы – полуавтоматы, обладающие сложной конструкцией и довольно высокой стоимостью, показывают высокую производительность и простоту в управлении.
- Инверторы обладают малыми габаритами и весом и широкой возможностью настроек.
- Немаловажное значение имеет место выполнения работ, в частности, климатические условия.
- Само собой, принимая решение о выборе аппарата необходимо обращать внимание на компанию – производителя.

Возможные неисправности и ремонт
Сварочная аппаратура, как и любое техническое устройство, всегда может выйти из строя. Существуют некоторые признаки, по которым можно определить возникшие неисправности.
Возможные неисправности
Например, при проведении сварки, постоянно происходит залипание электрода. Это может быть вызвано низким напряжением, неправильной настройкой тока, неправильным выбором электрода и рядом других причин.
Отсутствие дуги может быть вызвано перебитым кабелем, перегревом сварочного оборудования и множеством других причин.
Для ремонта сварочного трансформатора необходимо обладать определенными знаниями, то есть необходимо умение читать принципиальные электрические схемы и навык выполнения электромонтажных работ. Именно поэтому имеет смысл при возникновении неисправностей обращаться в мастерскую по их ремонту и обслуживанию.
Как правильно смонтировать трансформатор
Сварочную аппаратуру необходимо надежно заземлить. Для облегчения жизни, на трансформаторов устанавливают специальные болтовые зажимы с сопроводительной надписью «ЗЕМЛЯ».
Классификация по различным признакам
Сварочная аппаратура классифицируется по следующим признакам – по фазам, по применяемости.
На практике применяют одно и трехфазные сварочные аппараты. Однофазные аппараты, по большей части применяют для выполнения сварочных работ переменным током. Трехфазные применяют на строительных и производственных.
К однофазным относятся аппараты марки ТД. По сути, это трансформаторы с хорошим магнитным рассеиванием и перемещающимися обмотками. Их снабжают механическими регуляторами, выполненными в виде винтовых.
Трехфазные аппараты применяют для сварки трехфазной дугой. Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами.
Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами.
Трехфазный сварочный трансформатор
Трехфазные аппараты применяют для организации многопостовой сварки. В частности, использование такого оборудования позволяет использовать как минимум два электрода одновременно. В конструкцию аппарата вносят некритичные изменения. Такое применение аппаратуры позволяет поднять экономический эффект от сварочных работ.
Устройство сварочного трансформатора ТДМ
Трансформатор ТДМ включает в свой состав следующие части:
Устройство сварочного трансформатора ТДМ
- металлический корпус;
- клеммы для сварочных;
- штурвал для настройки аппарата;
- магнитопровод;
- первая обмотка;
- вторая обмотка;
- винтовую пару для перемещения частей обмоток.
Принцип работы трансформатора ТДМ
Как уже отмечалось в конструкцию аппарата ТДМ входит магнитопровод, представленный в виде набор стальных пластин и изолированных обмоток. Ток, подаваемый из сети электропитания, попадает на первичную обмотку. В это время вторая обмотка, которая является перемещаемой, должна быть подключена к сварочному электроду и обрабатываемой деталью.
Ток, подаваемый из сети электропитания, попадает на первичную обмотку. В это время вторая обмотка, которая является перемещаемой, должна быть подключена к сварочному электроду и обрабатываемой деталью.
Между обмотками существует зазор, который и определяет параметры сварочного тока и напряжения. Чем больше размер зазора, тем больше сварочный ток. Это достигается за счет рассеивания магнитного поля.
Сварочный трансформатор своими руками
Для изготовления сварочного аппарата своими руками надо понимать его базовые принципы работ. Первым делом необходимо определиться с параметром мощности тока. Для сварки массивных заготовок будет востребована высокая мощность генерируемого тока.
Кроме того, нельзя забывать и о том, что этот параметр жестко связан с тем, какие электроды будут использоваться во время работы.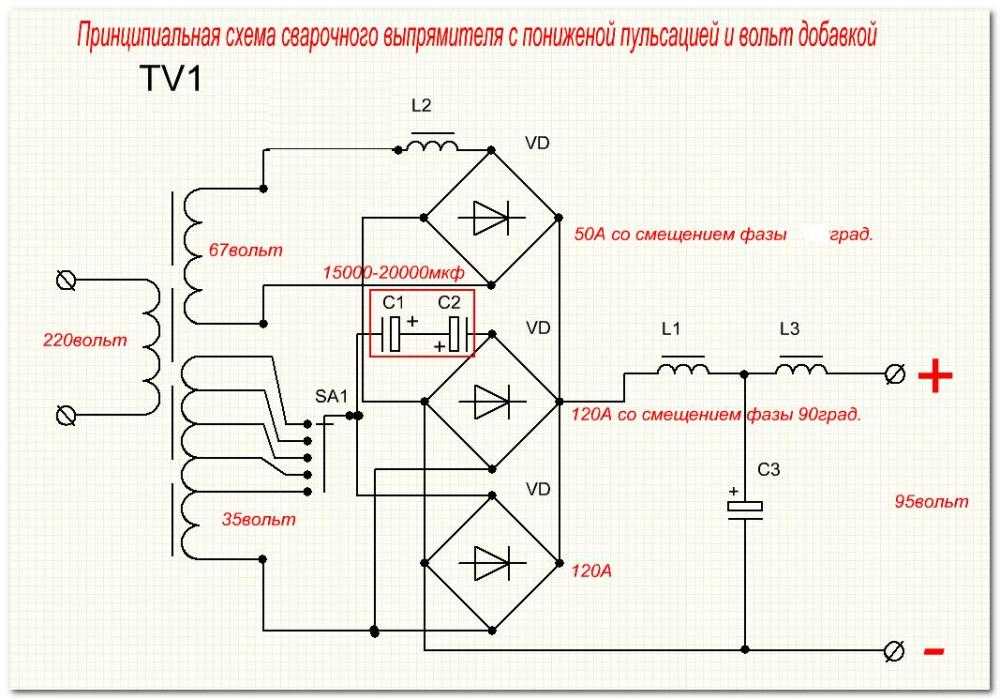 Для работы с металлом от 3 до 5 мм, необходимо использовать электроды 3 – 4 мм. Если толщина металла менее 2 мм, то вполне достаточно электродов 1,5 – 3 мм.
Для работы с металлом от 3 до 5 мм, необходимо использовать электроды 3 – 4 мм. Если толщина металла менее 2 мм, то вполне достаточно электродов 1,5 – 3 мм.
Другими словами, если планируется использование электродов толщиной 4 мм, то сила тока должна составлять 150 – 200 А, а электроды в 2 мм, сила тока должна составлять 50 – 70 А.
Дуга формируется за счет использования трансформатора, состоящего из обмоток и магнитопровода.
Расчет сварочного трансформатора
У каждого типа сварки свои требования к трансформационным устройствам. Базовый расчет выполняют на основании разности количества витков на первичной и вторичной обмотке. Для понижающего оборудования работает следующее правило – если существует необходимость снижения напряжения в 10 раз, то количество витков на вторичной обмотке должно быть в 10 раз меньше. Надо отметить, что это правило имеет обратную силу.
У каждого трансформатора имеется так называемый коэффициент трансформации. Он показывает размер масштаба силы тока при переходе с первичной обмотки на вторичную. Руководствуясь этим принципом можно выполнить расчет сварочного трансформатора пригодного для любого типа сварки.
Он показывает размер масштаба силы тока при переходе с первичной обмотки на вторичную. Руководствуясь этим принципом можно выполнить расчет сварочного трансформатора пригодного для любого типа сварки.
Сварочный аппарат своими руками: расчёт и последовательность сборки
Современному человеку тяжело представить себе создание и возведение металлических конструкций без использования сварки. Данный метод позволяет качественно и надежно соединять между собой металлические детали.
В результате технология сварки получила широкое распространение и в промышленности, и в быту. Сердцем сварочного аппарата является трансформатор. Его задача заключается в преобразовании электричества сети до необходимого значения.
Роль трансформатора в сварке
Сварочные трансформаторы переменного тока используются в ручной дуговой сварке с применением штучных электродов, в механизированной сварке с использованием флюса и в аргонодуговой для соединения деталей из алюминиевых сплавов.
Назначение сварочного трансформатора заключается в формировании необходимого для сварки значения напряжения, определенных постоянных внешних характеристик и в регулировке сварочного тока.
Требования, предъявляемые к внешним параметрам, определяются на основе таких показателей:
- тип электрода – это может быть плавящийся или неплавящийся стержень;
- характер рабочей среды – открытая дуга, дуга под флюсом, в защитном газе;
- степень автоматизации сварочного процесса – ручная, автоматическая, полуавтоматическая;
- способ регулирования механизма горения – саморегулирование, автоматическое.
Ручная дуговая сварка стержнями с покрытием, аргонодуговая с неплавящимся вольфрамовым электродом, механизированная под флюсом на автоматах с контролем скорости подачи присадочной проволоки в зависимости от величины напряжения дуги – методы соединения металлических деталей, в которых применяется падающая вольтамперная характеристика.
Виды сварочных трансформаторов.
Падающая вольтамперная характеристика подразумевает работу аппарата в режиме регулятора сварочного тока. Исходя из технологических и экономических соображений используется плавно-ступенчатое регулирование.
Такой тип управления предполагает две и более ступени регулирования, сочетающиеся с плавным изменением величины тока в каждой ступени.
Жесткая вольтамперная характеристика используется в автоматической сварке под флюсом при постоянной скорости подачи присадочной проволоки, независимо от напряжения дуги.
Источник питания в таком случае работает в качестве регулятора напряжения.
Изменение величины напряжения может быть:
- плавным;
- ступенчатым;
- смешанным.
Величина сварочного тока зависит от скорости, с которой подается электродная проволока. Источник питания, в свою очередь, устанавливает напряжение дуги и обеспечивает саморегулирование ее длины.
В зависимости от количества фаз выделяют:
- Однофазный сварочный трансформатор – модель, работающая только при напряжении 220 В. Предназначен для бытовых нужд.
- Трехфазный трансформатор – работает при напряжении сети 380 В. Такие модели способны обеспечить на выходе большую силу тока, что делает возможным соединение металлических деталей большой толщины.
 Предназначен для бытовых нужд.
Предназначен для бытовых нужд.Сварочный аппарат: дуговая характеристика
Дуга — электроразряд, протекающий несколько минут между электродом (плюсовым или фазным выводом) и массой (вывод минусовой). Помещенный в эту зону металл разогревается и плавится. При возникновении дуги возникает пробой газа межэлектронной области, а при стабилизации дугового процесса появится проводимость ионов. Стабилизатором нормальной дуги считается верхний слой электрода, так называемая обмазка, улетучивающаяся при сварке.
В процессе соединения металлов электродом, под воздействием высоких температур, осуществляется непосредственное расплавление металла с последующим формированием капли, а затем ее перенос с электрода на конструкцию. Возникновение, формирование и диаметр капель, а также скорость их появления, в основном зависят от длины электродуги, параметров электрода и силы тока.
Если система работает нормально, металл наваривается ровно, а дуга стабильна, то все выполнено прекрасно. Если нет, то ВАХ системы жесткая. Это исправляется включением балластного резистора номиналом меньше 1 Ом (часть проволоки нихромовой). Такой резистор ограничит I max трансформатора (ток максимальный) и выправит его ВА характеристику.
Так возможно получить хорошие результаты протекания нормальной дуги при ручной сварке. Улучшения крутизны ВА характеристики можно добиться, увеличив холостой ход (выходное напряжение) за счет снижения КПД системы.
Устройство трансформатора
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Естественно, каждый процесс сваривания в зависимости от особенностей материалов требует определенные параметры трансформатора.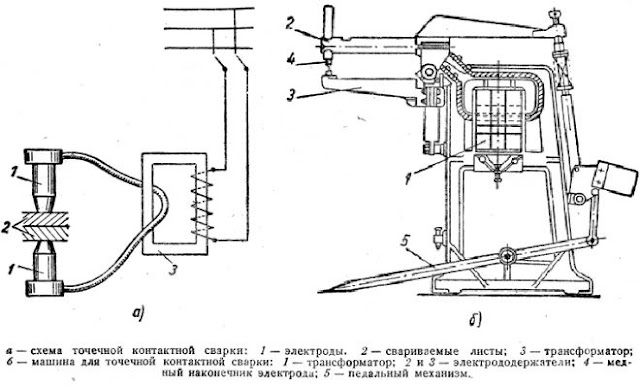 В результате это отображается в принципе действия и особенностях конструкции трансформатора.
В результате это отображается в принципе действия и особенностях конструкции трансформатора.
Изменения касаются регулировки параметров. В каждом конкретном случае требуется определенный подход. Например, работа с тонкими металлическими изделиями предполагает точную настройку параметров, чтобы исключить возможность перепалить детали.
Многие модели характеризуются практически одинаковым набором функций и состоят из одних и тех же узлов, а главное отличие между ними заключается в размерах.
В результате становится возможным изготовление однотипных приборов, имеющих различные диапазоны регулировки по максимальному току и напряжению, что, в свою очередь, будет определять и диаметры электродов, с которыми можно работать.
Также в трансформаторе может находиться и выпрямитель. Его главной задачей является преобразование переменного тока сети в постоянный. В результате сварку можно будет выполнять более качественно. В таком случае схема устройства будет включать еще один элемент.
В других случаях устройство трансформаторов может существенно отличаться из-за принципа регулировки напряжения, несмотря на выполнение одних и тех же функций их строение различно.
Устройство сварочного трансформатора.
Существует несколько основных вариантов регулировки:
- изменением расстояния между первичной и вторичной обмоткой;
- за счет подвижного шунта, изменяющего расстояние зазора;
- благодаря секционной обмотке.
Что касается простых пользователей, то для них, вне зависимости от варианта устройства, все сводится к простому повороту ручки.
Кроме перечисленных выше особенностей устройства данного прибора, в нем могут быть реализованы и дополнительные элементы, такие как: вентиляция, система автоотключения, средства для перемещения и транспортировки. Тем не менее указанные элементы влияют на комфорт использования прибора, а не на его принцип работы.
Чтобы лучше понять устройство сварочного трансформатора, его лучше рассматривать на примере конкретной модели. Одним из вариантов является сварочный трансформатор ТДМ, выпускаемый в широком модельном ряду.
Одним из вариантов является сварочный трансформатор ТДМ, выпускаемый в широком модельном ряду.
Данное оборудование применяется для понижения напряжения сети до необходимого значения. Конечно же, для различных режимов и холостого хода необходимо различное напряжение, в связи с чем в этом аппарате имеется возможность регулировки параметров, что позволяет добиться нужных характеристик.
Устройство и обслуживание сварочного трансформатора ТДМ такое же, как и у многих других моделей. По сути данный аппарат является регулируемым источником питания сварочного процесса.
Он позволяет осуществлять сварку тонкого металла и более толстых деталей, в зависимости от параметров техники и режимов. Данный аппарат может быть классифицирован по следующим признакам.
Тип подключения:
- возможность подключения к обычной бытовой сети с обыкновенной розеткой, что делает возможным его использование в домашних условиях;
- трехфазные аппараты являются более сложными в подключении и применяются в основном в промышленных целях, кроме того такие устройства отличаются более высокой мощностью.
Первичная и вторичная обмотка трансформатора.
В зависимости от назначения выделяют:
- бытовые аппараты, предназначенные для простых вариантов ручной дуговой сварки, осуществляемой обыкновенными электродами с покрытием;
- промышленные – устройства способные питать сразу несколько рабочих мест одновременно.
Кроме того, существуют и отличия в принципе регулировки напряжения. Выделяют устройства с нормальным рассеиванием магнитного поля, обычно это тиристорные трансформаторы. Такие аппараты применяются в сварке с использованием флюса.
С увеличенным рассеянием существует большее количество моделей, к которым относятся аппараты с подвижным шунтом, подвижной катушкой, а также устройства с секционной обмоткой.
Обычно трансформатор переменного тока имеет следующее устройство:
- первичная обмотка, на которую подается ток из сети;
- вторичная обмотка;
- подвижный элемент замкнутого магнитопровода;
- система подвеса аппарата;
- движущийся винт, позволяющий регулировать воздушный зазор между обмотками;
- рукоять винта управления.
Естественно, приведенное выше устройство не является единственным вариантом исполнения. Это всего лишь один из наиболее распространенных и популярных вариантов трансформатора с подвижными обмотками.
Если необходимо сделать самодельный сварочный трансформатор, тогда нужно, чтобы в нем были реализованы следующие элементы:
- Центральная часть – магнитопровод, изготавливаемый из нескольких пластин, гальванически разъединенных между собой. Самодельные сердечники делают из электротехнической стали, которую можно взять из «донорской» техники.
- Обмотки из изолированного провода размещаются на сердечнике. Длина провода, его сечение и количество витков непосредственно влияет на характеристики аппарата.
- Регулировку тока можно осуществлять, используя различные решения, приведенные ранее. Речь идет про подвижный шунт, обмотки и т.д.
- В целях защиты устройства его помещают в корпус.
- Не стоит забывать и про дополнительные элементы, такие как: вентиляция, ручки для более комфортной транспортировки и т. д.
 д.
д.Можно также соединить два трансформатора своими руками с разделением первичной обмотки на две.
Нюансы применения
Наш самодельный аппарат обладает очень простой конструкцией и неприхотлив, но все же необходимо знать некоторые особенности, чтобы устройство работало исправно на протяжении долгих лет.
Прежде всего, аппарат необходимо включать или выключать только в том случае, когда электроды сжаты. Иначе могут появиться искры и электроды просто подгорят. Также позаботьтесь о принудительном охлаждении устройства. Для этого можно использовать обычный вентилятор. Если не позаботиться об этом заранее, придется постоянно контролировать температуру нагрева аппарата, чтобы он не перегрелся. Из-за этого придется часто делать перерывы.
Качество получаемых сварных точек будет зависеть не только от того, насколько правильно вы собрали аппарат, но и от того, насколько вы опытный мастер и как долго сжимаете заготовку между электродами. Здесь нет однозначных рекомендаций, необходимо экспериментировать с заготовками различной толщины и проверять все на своем опыте.
Принцип работы
Принцип работы сварочного трансформатора заключается в снижении напряжения сети до необходимого значения в 60-80 В и повышении силы тока до 40-500 А. Чаще всего такие устройства поддерживают переменный ток. Тем не менее существуют и другие варианты, выдающие постоянный ток. Их называют выпрямителями.
Конструкция трансформатора для сварки.
Устройство и принцип действия сварочного трансформатора основаны на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Так, если намотать на первую обмотку сто витков, а на вторую – 5, то коэффициент трансформации в таком случае будет равен двадцати. В результате после подключения прибора в обычную бытовую сеть, он на выходе будет выдавать одиннадцать вольт, т.е. значение в двадцать раз меньшее, чем в сети.
Изменить нагрузку можно путем изменения зазора магнитопровода. Если зазор будет больше, сила тока уменьшится и наоборот. Количество витков будет определять напряжение вторичной обмотки. Таким образом, такая характеристика сварочного трансформатора, как количество витков, является очень важной.
Если зазор будет больше, сила тока уменьшится и наоборот. Количество витков будет определять напряжение вторичной обмотки. Таким образом, такая характеристика сварочного трансформатора, как количество витков, является очень важной.
Окончательная сборка
Чтобы разорвать контакты первичной сети, необходимо правильно подсоединить перемычки. Для этого в блок управления на кнопку пуска заводят кабели и переключатели. Затем их выводят на корпусное основание. Если необходимо, то применяются кулеры.
Под конец желательно использовать шеллак, для пропитки полученного агрегата.
Работа на холостом ходу
Выше было описано устройство и назначение сварочного трансформатора. Теперь настало время поговорить о таком функционировании агрегата, как холостой ход.
Во время формирования шва, между металлической деталью и электродом, замыкается вторичная обмотка. Под действием электричества металл плавится, в результате чего части заготовки надежно соединяются между собой. После окончания работы вторичная цепь размыкается. Сварка закончена и аппарат переходит в режим холостого хода.
После окончания работы вторичная цепь размыкается. Сварка закончена и аппарат переходит в режим холостого хода.
Электродвижущая сила вначале появляется благодаря магнитному полю. Затем ЭДС поддерживается за счет рассеивания.
Электродвижущая сила замыкается между витками катушки в воздушном пространстве и образует показатели холостого напряжения. Холостой ход ограничен величиной в 48 В и считается безопасным для жизни рабочего. Однако в некоторых моделях устройств это значение может быть увеличено и до 70 В.
Если параметры холостого хода превышают установленные величины, тогда используется автоматическое ограничение, которое срабатывает сразу после окончания сварки из трансформатора. Кроме того корпус прибора должен быть заземлен. Такой простой момент увеличит безопасность работы мастера.
Проверка
Перед использованием, необходимо предварительно проверить технику на безопасность работы. Для этого проводят профилактический осмотр:
- чистят все элементы;
- проверяют правильность изолирования проводов;
- зачищают деформированную поверхность;
- осматривают надежность крепежа всех деталей;
- заземляют аппарат.

Только после проведения вышеуказанных действий, можно приступать к использованию агрегата.
Внимание! Если не соблюдать правила безопасности, можно получить сильный удар током.
Схема конструкции и ее модификации
Помимо стандартного варианта устройства данного аппарата, возможно наличие и некоторых дополнительных узлов, позволяющих в определенной степени усовершенствовать агрегат.
Схема сварочного трансформатора может быть дополнена:
- вторичными намотками;
- конденсаторами;
- стабилизаторами;
- тиристорными фазорегуляторами.
Кроме того, в схему может быть добавлено сопротивление, позволяющее регулировать силу тока, когда разведение катушек уже не дает необходимого результата. Данный вариант устройства сварочного аппарата отлично подойдет для работы с тонким металлом.
Сопротивление может быть выполнено в виде отдельного блока с набором контакторов, задающих необходимую величину Ом.
Стоит отметить, что с того времени, как впервые была открыта электрическая дуга и создан первый сварочный агрегат, прошел не один десяток лет. На протяжении всего этого времени способы сварки, а вместе с ними и оборудование, постоянно совершенствовались.
На данный момент существует несколько вариантов, отличающихся различной сложностью конструкции и принципом работы. Когда речь заходит про возможность изготовить сварочный аппарат своими руками, то следует выделить два основных наиболее популярных варианта сварки: контактную и дуговую.
Трансформаторы дуговой сварки получили наиболее широкое распространение среди народных мастеров.
Сварочный аппарат на основе трансформатора.
Причин данному явлению существует несколько:
- широкий диапазон применения;
- достаточно простая конструкция, отличающаяся высокой надежностью;
- мобильность и простота использования.
Однако подобная модификация обладает и некоторыми недостатками, главным из которых является низкий коэффициент полезного действия и зависимость качества сварки от навыков рабочего.
Ремонтные и строительные работы, возведение металлических конструкций, сварка труб – это лишь некоторые области человеческой жизнедеятельности, в которых ручная дуговая сварка применяется наиболее широко.
Кроме того, данный метод позволяет не только осуществлять соединение различных металлических деталей, но и резать их.
Конструкция подобных агрегатов достаточно проста. Они состоят из трансформатора с первичной и вторичной обмоткой, регулятора силы тока, держателя электродов и зажима массы.
Конечно же, главным узлом подобных приборов является непосредственно трансформатор. Конструкция этого элемента может быть различной, однако самым популярным является тороидальный трансформатор с П-образным магнитопроводом.
Такой узел устроен следующим образом: намотка сварочного трансформатора выполнена из медного или алюминиевого провода. Количество витков, а также толщина провода зависит от требуемых характеристик аппарата.
Точечная сварка или, как ее называют, контактная, несколько отличается от дуговой. Естественно, главное различие заключается в самом методе. В дуговом варианте плавление происходит под воздействием электрической дуги, которая появляется между электродом и поверхностью металлической детали.
Естественно, главное различие заключается в самом методе. В дуговом варианте плавление происходит под воздействием электрической дуги, которая появляется между электродом и поверхностью металлической детали.
В контактной сварке происходит локальный нагрев изделия в месте соединения за счет прохождения тока между двумя электродами. Металл в таком варианте также расплавляется и соединяется, однако это происходит только в месте контакта электрода с изделием.
Данный способ соединения металлических заготовок получил широкое распространение в автомобильной промышленности, строительстве и т.д.
Кроме самой методики отличия имеются и в конструкции центрального элемента данного аппарата. В первую очередь тут отсутствуют наплавочные электроды. Вместо них применяются медные заточенные стержни, между которыми устанавливают соединяемые изделия.
Трансформаторы в таких агрегатах отличаются значительно меньшей мощностью. Также наличие конденсаторов в подобном устройстве обязательно, в то время как в электродуговых аппаратах можно обойтись и без них.
Тем не менее в независимости от того, какой трансформатор будет использован, главное знать его характеристики. Также важно понимать, за что они отвечают и как их можно поменять. Ниже в таблице представлены некоторые параметры данного элемента.
| Параметры | Тип трансформатора | |||||||
| СП-1 | ТСП-2 | СТШ-500 | ТС-500 | ТД-500 | ТД-300 | ТД-304 | ТДП-1 | |
| Напряжение сети, В | 220/380 | 220/380 | 380 | 220/380 | 380 | 380 | 380 | 220/380 |
| Номинальный ток, А | 160 | 300 | 500 | 500 | 500 | 300 | 300 | 160 |
| Интервал изменения сварочного тока, А | От 105 до 180 | От 90 до 300 | От 145 до 650 | От 165 до 650 | От 80 до 700 | От 60 до 400 | От 60 до 385 | От 55 до 175 |
| Номинальное напряжение дуги, В | 25 | 30 | 30 | 30 | 30 | 30 | 35 | 26,4 |
| Напряжение холостого хода, В | 65-70 | 62 | 60 | 60 | 60-76 | 61-79 | 61-79 | 68 |
| Номинальная мощность, кВ*А | 12 | 19,4 | 33 | 32 | 32 | 19,4 | 19,4 | 11,4 |
| КПД устройства | 0,750 | 0,760 | 0,90 | 0,850 | 0,870 | 0,860 | 0,870 | 0,720 |
| Коэффициент мощности cosϕ | 0,46 | 0,6 | 0,53 | 0,53 | 0,53 | 0,51 | 0,6 | 0,65 |
| Размеры, мм | ||||||||
| Длина | 254 | 510 | 670 | 840 | 515 | 692 | 692 | 435 |
| Ширина | 424 | 370 | 666 | 576 | 725 | 620 | 620 | 290 |
| высота | 435 | 590 | 753 | 1060 | 815 | 710 | 710 | 535 |
| Масса, кг | 38 | 65 | 220 | 250 | 210 | 137 | 137 | 38 |
Важной характеристикой является также количество фаз и напряжение сети. В домашних условиях наиболее простым является использование однофазного аппарата, способного работать от бытовой сети. В этой связи именно такие варианты получили наиболее широкое распространение среди умельцев, изготавливающих их самостоятельно.
В домашних условиях наиболее простым является использование однофазного аппарата, способного работать от бытовой сети. В этой связи именно такие варианты получили наиболее широкое распространение среди умельцев, изготавливающих их самостоятельно.
Однако возможно использование и трехфазного сварочного трансформатора, который питается от сети 380 В. Данная характеристика является основной при создании и проектировании сварочного агрегата.
Номинальный сварочный ток определяет возможности аппарата в сваривании и резке металлических деталей различной толщины. Если речь идет о самодельном трансформаторе, тогда в них величина данного параметра не превышает двухсот ампер. На практике этого вполне достаточно для выполнения практически любых работ, которые могут появиться быту.
Также следует отметить, что большее значение номинального тока приведет к увеличению массы аппарата. Например, промышленный трансформатор, способный обеспечить ток в тысячу ампер, весит около трехсот килограмм.
Соединение металлических изделий различной толщины требует определенного значения силы тока, в противном случае металл попросту не расплавится и не соединится. В этих целях в аппаратах предусмотрено наличие регулятора, позволяющего задавать сварочный ток.
Обычно интервал регулировки определяется потребностями применения электродов заданного диаметра. В самодельных устройствах диапазон значений тока может варьироваться от 50 до 200 ампер.
Соединение металлических заготовок различной толщины с помощью одного и того же устройства требует не только контроля величины номинального тока, но и использования электродов различного диаметра.
Особенности конструкции сварочных трансформаторов.
Следует хорошо представлять для себя тот факт, что сварка тонкими электродами требует меньшего значения величины номинального сварочного тока, а работа с толстыми электродами – наоборот, больших величин. Тоже самое относится и к толщине металла.
Как уже было отмечено ранее, сварочный трансформатор работает на понижение напряжения электрической сети. На выходе устройство выдает напряжение порядка восьмидесяти вольт. Так, в дуговой сварке интервал значений варьируется в пределах двадцати-семидесяти вольт.
На выходе устройство выдает напряжение порядка восьмидесяти вольт. Так, в дуговой сварке интервал значений варьируется в пределах двадцати-семидесяти вольт.
Важно понимать: данный параметр нельзя регулировать, он задается изначально.
Устройства для точечной сварки предполагают еще более низкое значение напряжения от полутора до двух вольт. Это вполне закономерно, исходя из связи величины напряжения с силой тока. Чем больше ток, тем меньше будет напряжение.
Ключевой характеристикой устройства является номинальный режим работы. Он определяет продолжительность беспрерывной работы, а также время, необходимое для остывания.
В самодельных приборах данный показатель обычно находится на уровне тридцати процентов. Это значит, что в течении десяти минут можно беспрерывно работать только три минуты, а остальное время аппарат должен «отдыхать».
Потребляемая и выходная мощность – не столь важные параметры. Тем не менее на их основе можно рассчитать коэффициент полезного действия. Естественно, чем меньше различие в данных характеристиках тем выше производительность.
Естественно, чем меньше различие в данных характеристиках тем выше производительность.
Напряжение холостого хода является важным критерием для дуговой сварки. При более высоких значениях этого параметра вызвать дугу проще. Выше уже упоминалось о том, что обычно данное значение не превышает восьмидесяти вольт.
Обойтись без принципиальной схемы данного устройства при его самостоятельном изготовлении просто невозможно. По большому счету в конструкции прибора не должно возникнуть особых трудностей, особенно если речь идет про дуговой метод соединения изделий.
С развитием микроэлектроники и электротехники схема трансформатора совершенствовалась. В интернете можно без проблем найти принципиальную схему данного узла. На ней обязательно будут присутствовать различные диодные мосты, регуляторы и, возможно, блоки сопротивления.
Что касается схемы, соответствующей аппарату точечного соединения металлических заготовок, то она существенно сложнее. На ней можно встретить конденсаторы, тиристоры и диоды. Все эти элементы позволяют более тонко контролировать силу тока, а также время сварки.
Все эти элементы позволяют более тонко контролировать силу тока, а также время сварки.
Существует множество различных схем. Ознакомиться с ними можно как во всемирной паутине, так и в специализированных журналах или книгах.
Из чего состоит споттер и как им пользоваться
Споттеры визуально представляют собой аппарат, который состоит из коробки, кабеля, пистолета (стаддера) и острого прута (электрода). В коробке находится вся система сварочного аппарата, в том числе трансформаторы или инвертора. Сам процесс точечной сварки для кузовных работ авто выглядит так: на месте поврежденного металла приваривается крепеж, к которому закрепляется споттер и с помощью дополнительных механизмов или вручную вытягивается вмятина. Этот способ удобен тогда, когда выровнять поверхность кузова изнутри неудобно или невозможно. При этом существует много преимуществ работы с таким специализированным оборудованием – минимум сил, быстро и без рисков нанести больший ущерб.
Для того чтобы максимально быстро и четко произвести кузовные работы авто нужно соблюдать определенный порядок и технологию процесса, а также учесть небольшие нюансы:
- Поверхность, которая была деформирована, сначала нужно зачистить от любого вида покрытий (лака, краски, ржавчина). Этот этап работы очень важен, потому что от качества соединения двух металлов будет зависеть и результат всего процесса.
- К поверхности, которая будет корректироваться, нужно присоединить контакт заземления.
- На уже очищенную поверхность поврежденного места металла следует приварить крепеж, через который будет присоединен споттер.
- К приваренному крепежу производится захват пистолетом споттера, после чего вмятину вытягивают. Для коррекции поверхности используется обратный молоток, гидроцилиндры, стапели и так далее. Учитывая толщину металла, нужно определить каким именно приспособлением лучше рихтовать вмятину, чтобы не навредить кузову. Допустим, обратный молоток нельзя использовать для алюминия, и оцинкованный кузов возьмет не каждый споттер.
- После завершения рихтовки кузова приваренная деталь скручивается, а контактное место зачищается шлифовальной машинкой.

Расчёт
Ранее уже говорилось о том, что трансформатор для сварки состоит из сердечника, первичной и вторичной обмотки. Именно эти узлы и определяют основные рабочие параметры прибора.
Необходимо заранее определиться с тем, какими должны быть напряжение на обмотках, номинальный ток и т.д. Основываясь на этих значениях следует провести расчет обмоток, сердечника и сечения провода.
В расчете необходимо использовать такие величины, как:
- напряжение сети, являющееся напряжением первичной обмотки U1;
- напряжение вторичной обмотки U2, величина которого не должна быть меньше восьмидесяти вольт;
- номинальная сила тока вторичной обмотки I, определяемая исходя из толщины металла и электродов, с которыми предстоит работать;
- сечение сердечника Sc, площадь которого определяет надежность прибора;
- площадь окна сердечника So выбирается исходя из расчета хорошего магнитного рассеяния, отвода избытка тепла и удобства намотки провода;
- плотность тока А/мм2 – важный параметр, определяющий электропотери в обмотках.

Чтобы лучше представлять специфику расчета параметров трансформатора, следует рассмотреть весь этот процесс на примере. Предположим, что известны следующие данные: U1=220 В, U2=60 В, I= 180 А, Sc=45 см2, Sо=100 см2, и плотность тока 3 А/мм2.
В первую очередь следует определить мощность: P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Затем устанавливается необходимое количество витков в первичной и вторичной обмотке. Данное значение определяется из количества витков на один вольт: K = 50/Sс = 50/45 = 1,11; и максимальной силы тока на первичной обмотке: Imax = P/U = 6750/220 = 30,7 А.
После того, как будут получены значения данных параметров, можно определить количество витков на вторичной обмотке: W2 = U2*K = 60*1,11 = 67 витков.
Расчет витков в первичной обмотке рассчитывается по другой формуле, которая будет указана ниже.
Нередко в случае необходимости расчета тороидального трансформатора определяют ступени регулирования силы тока. Это необходимо для вывода провода на определенном витке. Определить такую характеристику можно по формуле : W1ст = (220*W2)/Uст.
Определить такую характеристику можно по формуле : W1ст = (220*W2)/Uст.
Но для начала следует установить напряжение каждой ступени. Сделать это можно исходя из простого соотношения U=P/I.
Конструктивные особенности сварочного трансформатора.
Например, нужно сделать четыре ступени на 90, 100, 130 и 160 ампер. Мощность устройства составляет 6750 Ватт. Воспользовавшись приведенным соотношением, получим: 75, 67,5, 52, 42,2 вольт. Затем данные подставляются в выражение для ступеней.
В результате получим такие значения: 197, 219, 284, 350 витков. К последней величине следует добавить еще 5 процентов. В результате количество витков составит 385.
В конечном итоге нужно определить сечение провода на обмотках. Чтобы получить это значение необходимо максимальный ток обмотки разделить на плотность тока.
Приведенный выше расчет достаточно прост. Он не вызовет труда ни у одного мастера. Однако порой даже на такие простые вещи не хочется терять время. Также всегда существует вероятность того, что в каком-то действии может быть допущена машинальная описка или опечатка, что приведёт к серьезным последствиям.
Обезопасить себя и сберечь время поможет онлайн калькулятор, позволяющий произвести все описанные выше расчеты автоматически.
После того, как будут произведены все расчеты и при наличии схемы, можно приступать к сборке устройства. Сложной работу не назовешь, однако она потребует определённой усидчивости. Это связано с необходимостью четкого подсчета количества витков.
Выше уже говорилось о высокой популярности именно тороидального варианта устройства, однако далее будет рассмотрен случай трансформатора с П-образным сердечником. Данная модификация отличается большей простотой, именно поэтому она и выбрана.
В первую очередь необходимо изготовить каркасы для обмоток. В этих целях можно использовать текстолитовые плиты. Данный материал нетрудно найти, так как он широко применяется при создании плат. Из них собираем каркасы и изолируем их термостойкой изоляцией. Затем делаем обмотку.
После того, как будет уложен слой, его необходимо заизолировать и только после этого приступать к укладке следующего. По завершению данного процесса на концах отводов закрепляются медные болты.
По завершению данного процесса на концах отводов закрепляются медные болты.
После формирования обмотки собирается магнитопровод. В качестве материала используется железо, созданное специально в этих целях. Металл характеризуется определенными значениями магнитной индукции, и неправильная марка стали способна все испортить.
Металлические пластины для сердечника можно снять со старых устройств или приобрести по отдельности. Сами пластины имеют толщину около одного миллиметра, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.
Высококачественный самодельный трансформатор может не получиться с первого раза. Виной этому могут быть различные ошибки связанные с неправильными расчетами и отсутствием практики сборки подобных устройств.
Если процесс расчета можно существенно упростить с помощью онлайн калькулятора, то опыт можно получить только методом проб и ошибок. Со временем, после нескольких попыток, создание высококачественного устройства своими руками уже не будет представлять особого труда.
Со временем, после нескольких попыток, создание высококачественного устройства своими руками уже не будет представлять особого труда.
Сердечник
На подготовительном этапе мы взяли нужное количество и тип проводов. Далее следует приступить к созданию сердечника.
На рисунке ниже представлен оптимальный по всем характеристикам сердечник для самостоятельно собираемого трансформатора – тип «стержневый».
Напоминаем, для сборки сердечника берите только пластины из электротехнического металла. Понадобится пластины толщиной от 0,35 мм, но не толще 0,55мм.
Габариты сердечника (А, В, С, D – на рис.) просчитываем исходя из сечения провода. Конечно, с опытом можно и «с закрытыми глазами его собирать, главное – все ветки на своем месте.
Собираем сердечник. Берем пластины Г-образной формы и далее собираем как на рисунке ниже. Когда будет достигнута нужная толщина сердечника, болтами скрепляют пластины по углам.
Рекомендуем обрабатывать пластины тонким напильником.![]() Затем сердечник изолируют.
Затем сердечник изолируют.
Итог
Трансформатор является центральным узлом любого сварочного аппарата. Его главная задача – снижение напряжения и одновременное повышение силы тока до необходимого значения. Благодаря этому становится возможным соединение металлических изделий между собой.
Устройство сварочного трансформатора является достаточно простым. На данный момент в интернете можно найти большое количество схем реализации данного элемента. Так что его можно собрать даже в бытовых условиях. Однако для этого необходимо правильно выполнить расчет сварочного трансформатора.
Особенности
Внешний вид сварочного аппарата состоящего из самостоятельно собранного трансформатора не будет соответствовать производственному образцу, понимайте эту особенность.
Невозможно сделать самому из подручных материалов заводской агрегат. Если экстерьер принципиален, конечно, можно сделать самому, но дешевле это не будет. Проще купить.
Следующую особенность, которую следует учесть – постоянная смена характеристик. Даже установка их вручную не спасает.
Даже установка их вручную не спасает.
Поясню, установив, например, ампераж в 120, агрегат на самодельном трансформаторе каждый раз будет выдавать значение меньше или большее. Такое отклонение будет все время.
Конечно, она не критична, но, если ваша работа предусматривает щепетильности, рекомендуем рассмотреть вариант с покупкой готового аппарата.
Сварочные трансформаторы: устройство, виды, применение
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Устройство сварочного трансформатора
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Конструкция
Каждый домашний мастер старается обеспечить себя самым разнообразным инструментом, в особенности сварочным агрегатом, который является просто незаменимым помощником в хозяйственной деятельности. При этом не исключается возможность собрать такой аппарат самостоятельно. Устройство сварочного трансформатора, сделанного в домашних условиях, может быть самым разнообразным. Такой прибор может использоваться для дуговой, точечной сварки разнотипных металлических изделий.
При этом не исключается возможность собрать такой аппарат самостоятельно. Устройство сварочного трансформатора, сделанного в домашних условиях, может быть самым разнообразным. Такой прибор может использоваться для дуговой, точечной сварки разнотипных металлических изделий.
Автолюбители из трансформатора ТД 500 могут соорудить споттер, который позволит осуществлять в любое время ремонт автомобильного кузова.
У всех сварочных устройств, изготовленных на основе стандартного трансформатора принцип работы идентичный, они отличаются только конструктивными характеристиками. Сварочный полуавтомат имеет настолько простую конструкцию, что его можно сделать даже из обыкновенной микроволновки. Такой инструмент способен функционировать при использовании переменного, постоянного токов, качественные характеристики шва при этом не пострадают.
Схема сварочного полуавтомата включает несколько обязательных деталей, которые точно есть на хозяйстве любого бытового мастера.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Схема трансформатора
Делая самостоятельно трансформатор (споттер), необходимо обязательно сделать расчет. Какие детали включает схема сварочного трансформатора? Любой подобного типа инструмент включает в конструкцию проволоку из меди, намотанную на сердечнике. Число медных проводов для основного аппарата не имеет значения, его можно сделать даже из микроволновой печки.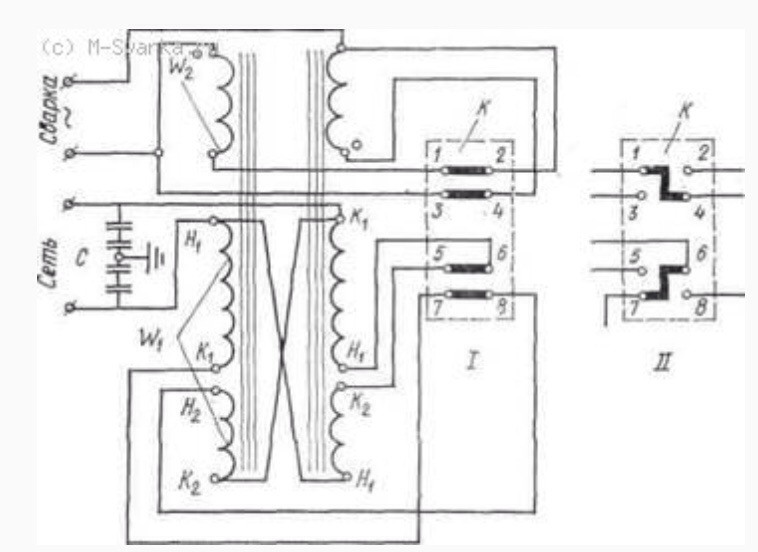
Общая схема трансформатора должна включать диодный мост. При предназначении агрегата для точечной сварки схема немного сложнее. Здесь, кроме проволоки из меди, диодного моста обязательно наличие конденсаторов, тиристоров, диодов. Эти дополнительные элементы позволят максимально точно осуществлять регулировку тока, плюс качество шва будет намного лучше.
Трансформатор для сварки точечного варианта имеет сложную схему и конструкцию. Какой больше подойдет сварочный инструмент в домашних условиях, конечно же, каждый решает самостоятельно. Главное — точно знать его функциональные обязанности.
В любом варианте трансформатора постоянного тока обязательно предусмотрен сердечник, проволочная обмотка. Эти компоненты несут ответственность за технические характеристики инструмента.
Чтобы верно выполнить требуемые расчеты, нужно первое что сделать – это определиться с показателями: напряжения обмоток, сварного тока.
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.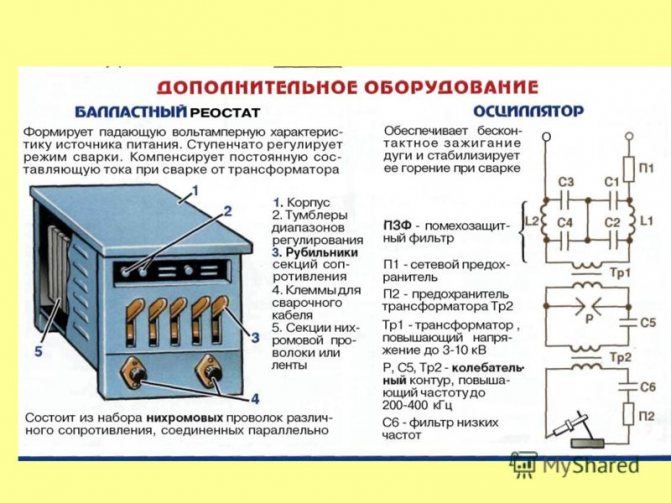
Разновидности трансформаторной сварки
Сегодня существуют разные виды сварочных трансформаторов, которые отличаются конструктивно, принципом работы. Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки.
Трансформатор дуговой сварки
Широкое распространение среди домашних умельцев имеют трансформаторы для дуговой сварки. Этому есть несколько причин:
- надежная и довольно простая конструкция инструмента;
- мобильность;
- довольно обширный рабочий диапазон;
- простота управления;
- хорошая производительность.
Конечно же, кроме многочисленных достоинст, в дуговая ручная сварка постоянного тока обладает и рядом недочетов:
- низкий показатель КПД;
- качество сварного шва полностью зависит от уровня профессионализма самого сварщика.
Трансформатор для ручной сварки обычно используется в процессе проведения разноплановых строительных или ремонтных работ, производства конструкций из металла, соединения отдельных металлических образцов, а также соединения трубопроводных коммуникаций.![]() При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
Подобного типа инструменты имеют довольно простую конструкцию. Сварочный агрегат включает:
- непосредственно сам трансформатор;
- электродный держатель;
- регулятор тока;
- зажим для массы.
Нужно выделить основной элемент аппарата – трансформатор, который может иметь разную конструкцию. Самыми популярными на сегодняшний день являются самодельные инструменты, оснащенные магнитопроводом П-образной, тороидальной конфигурации.
Вокруг магнитопровода размещаются две обмотки проволоки из алюминия или меди. Толщина проволоки на обмотках зависит от рабочих характеристик агрегата, и количества выполненных витков.
Трансформатор точечной сварки
Подобный тип сварки также называется контактной сваркой. Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).
К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).
Точечная сварка широко используется в автомобилестроении, строительной сфере, для соединения тонких алюминиевых листов, медных образцов, нержавеющей стали, для сварки скруток, создания из арматура каркаса ЖБ конструкций, прочих металлов, для соединения которых необходимо создавать специальные условия.
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.

Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Схема сварочного трансформатора с электронной регулировкой тока
Тем, кто любит мастерить всё своими руками, предлагается сделать компактное и надёжное устройство для электросварки изделий из конструкционных сталей электродами диаметром 2-5 мм. Питание его осуществляется от однофазной сети переменного тока напряжением 220 В, что довольно-таки удобно и при работе в домашних условиях, и «на выезде». А наличие встроенного электронного регулятора позволяет к тому же плавно изменять сварочный ток от 20 А до 200 А, что, в свою очередь, дает возможность прочно соединять детали различной толщины и с большим качеством.
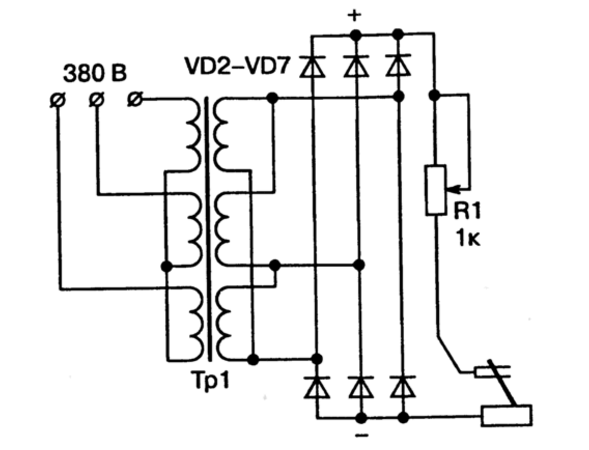
Принципиальная электрическая схема сварочного трансформатора с электронной регулировкой тока:
Как следует из принципиальной электрической схемы (см. рис.), в основе данного устройства — разновидность тиристорного регулятора, получившего широкое распространение в последнее время. Оно и понятно. Ведь такое техническое решение позволяет использовать здесь весьма доступные материалы и детали, что важно для повторения и в «центре», и в условиях «глубинки».
«Сварочник» состоит из собственно силового трансформатора Т1, регулирующих тиристоров VS1 и VS2, включённых в цепь силовой обмотки II, и блока электронной регулировки, вырабатывающего управляющие импульсы. Дополнительная обмотка III стабилизирует горение дуги и позволяет улучшить процесс образования шва в начальный момент сварки. Ну а что касается обмотки IV, то она служит для питания блока электронной регулировки тока.
Трансформатор Т1 изготовлен на основе статорного сердечника от асинхронного двигателя переменного тока мощностью 15…18,5 или 22 кВт. По методике, о которой журнал уже не раз рассказывал своим читателям (см., например, № 8’92, 11’95). Напомним лишь, что электродвигатель разбирают, и статор вместе с обмотками извлекают из корпуса.
В случае затруднений последний можно даже разбить (конечно, с соблюдением необходимых предосторожностей).
Прежние обмотки вырубают зубилом. Остатки удаляют, не повреждая, однако, сами статорные пластины. Магнитопровод обматывают затем несколькими слоями стеклоткани или киперной ленты. Причём в последнем случае изолирующий материал промазывают эпоксидным клеем. Или — простым масляным лаком (например, марки ПФ-231).
Первичную обмотку трансформатора выполняют проводом марок ПЭВ-2 (медный) или АПСО (алюминиевый) диаметром 2,5 мм. Содержать она должна 220 витков, которые наматывают равномерно по всему сечению магнитопровода.
Если же провода требуемого диаметра нет, то можно обмотку выполнить двумя проводами. Важно лишь, чтобы суммарное сечение здесь составляло 5 мм . Для удобства намотки используют челнок, на котором предварительно размещают требуемое количество провода.
Получившуюся обмотку I изолируют 2-3 слоями стеклоткани или киперной ленты. Затем нелишне проверить всё на наличие короткозамкнутых витков. Для этого обмотку включают в обычную сеть с напряжением 220 В и убеждаются, что ток в цепи обмотки находится в пределах 0,3-0,5 А, Если замеренное значение превышает указанное, то ничего не остается, кроме как более аккуратно перемотать все 220 витков.
Вторичную обмотку II выполняют уже проводом сечением 35 мм3. Витков у неё поменьше, всего 60. А в качестве провода здесь вполне подойдёт медная или алюминиевая шина с надёжной изоляцией.
Рядом с обмоткой II на магнитопроводе размещают обмотку III, которая также содержит 60 витков, но уже — провода марки ПЭВ-2 диаметром 2,5 мм. А вот у обмотки IV — 40 витков ПЭВ-2 0,7 мм. Причём предусмотрен отвод от середины. Изолируются все вторичные обмотки так же основательно, как и первичная.
После окончательной намотки следует снова испытать трансформатор на холостом ходу. Методика здесь практически та же. Отличие лишь в том, что при указанном ранее значении тока на обмотках II и III должно быть напряжение 220 В, на обмотке IV — 40В.
В основе блока электронной регулировки тока лежит схема аналогичного устройства промышленного изготовления ТС-200. Монтаж выполняется печатным или навесным способом. Но в любом случае для этого блока предусматривается надёжный корпус.
Трансформатор Т2 наматывается на магнитопроводе Ш16 с толщиной набора 16 мм. Обмотка I содержит 140 витков провода марки ПЭВ-2 диаметром 0,5 мм. У II- всего 70 витков ПЭВ-2 0,1 мм, а у III и IV — по 90 витков ПЭВ-2 0,5 мм.
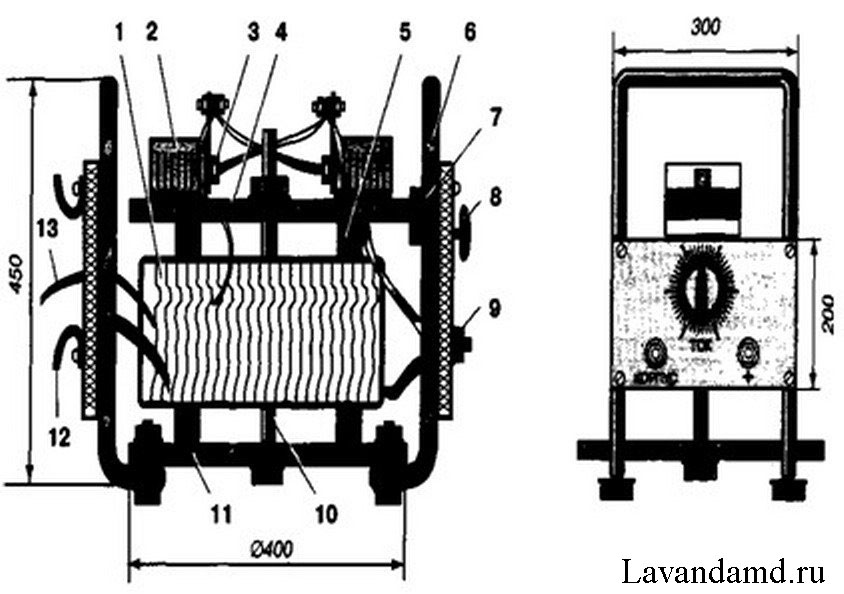
Самодельное устройство в сборе:
1 — трансформатор, 2 — радиатор (2 шт.), 3 — тиристор (2 шт.), 4 — пластина верхняя, 5 — брусок, 6 — ручка для переноски, 7 — панель блока регулировки, 8 — потенциометр R-12, 9 — болт М12 с гайкой (2 шт., для крепления сварочного кабеля), 10 — болт М12 стяжной с гайкой и шайбами, 11 — пластина нижняя, 12 — скоба крепления сетевого кабеля, 13 — кабель сетевой.
Резисторы R1…R9 — типа МЛТ-0,5. В качестве R10 и R11 как нельзя лучше подойдут МЛТ-2, а для R12 — СП2-6А. Конденсаторы С1 и С3 целесообразнее использовать типа К50-6.
А что касается С2 и С4, то здесь предпочтительнее К73. Тиристоры VS1 и VS2 — ТЛ-200 или им подобные. Устанавливаются на теплоотводах с общей поверхностью 1000 мм3 каждый.
Блок, собранный из исправных деталей и без ошибок, в наладке не нуждается. Ну а если что-то вдруг не заладится — проверьте монтаж. Обратите внимание на правильность подсоединения обмоток у трансформатора Т2 и на соблюдение указанной в схеме полярности.
Работу блока можно легко проверить с помощью осциллографа. Для этого выходы 4-5 и 6-7 нагружают резисторами сопротивлением по 50 Ом и мощностью 0,5 Вт. Подсоединив прибор сначала к одному выходу, а затем — к другому, убеждаются, что перемещением движка резистора R12 изменяется скважность импульсов.
При отсутствии осциллографа работоспособность блока можно проверить и с помощью вольтметра переменного тока. Причём не подключая обмотку III При правильной работе блока с изменением сопротивления резистора R12 напряжение в точках 9-10 должно плавно меняться от 0 до 60 В.
Возможный вариант конструкции «сварочника» представлен на иллюстрации. Трансформатор Т1 закреплён, как это хорошо видно, на круглом 400-мм основании из 10-мм текстолита или 15-мм фанеры. Причём под него следует подложить два бруска из твёрдого дерева сечением 30×30 мм и длиной 350 мм — для надлежащей циркуляции воздуха, улучшения охлаждения.
К основанию трансформатор крепится при помощи стяжного болта М12 соответствующей длины и такой же, как и снизу, пластины. Сверху на радиаторах размещаются тиристоры.
Ручки для переноски трансформатора изготавливаются из стальной трубы диаметром 0,5». На них крепятся две текстолитовые пластины толщиной 5 мм. Одна из них служит для установки блока регулировки тока, потенциометра R12, а также подсоединяемого на болтах М12 сварочного кабеля.
На второй пластине закреплены две скобы для намотки сетевого кабеля после окончания работы. Здесь же можно установить и автоматический выключатель, рассчитанный на ток не менее 25 А.
Впрочем, конструкция сварочного агрегата может быть и другой. Его, например, легко разместить в «целостном» корпусе (предусмотрев, соответственно, специальные вентиляционные отверстия или даже малогабаритный вентилятор для обдува). Однако как бы при этом не ухудшился тепловой режим!
Ведь даже в конструкции «свободно продуваемого» трансформатора, которая изображена на рисунке, приходится после каждого часа работы предусматривать 10-минутный перерыв.
Сварку производят электродами марки Э-5РА УОНИ-13/55-2,5 УД-1. Диаметр, как уже указывалось,- от 2 до 5 мм. Вставляют нужный электрод в надёжный и удобный электрододержатель (см. описания таковых в № 11’87, 1’90, 10’94 нашего журнала), включают названные выше устройства — и за дело.
Естественно, с соблюдением техники безопасности. С технологией же сварки можно ознакомиться в соответствующих пособиях.
М. ТЕРЛЕЦКИЙ, Санкт-Петербург. Моделист-конструктор 1996 №3.
схема, расчет, необходимое оборудование, сборка
Содержание
- 1 Особенности самодельных трансформаторов
- 2 Особенности самодельных выпрямителей
- 3 Как сделать сварочный аппарат
- 3. 1 Расчет сварочного трансформатора
- 3.2 Схема сварочного трансформатора
- 3.
- 4 Определение параметров
- 4.1 Номинальный режим работы
- 4.2 Номинальное рабочее напряжение
- 4.3 Напряжение сети и количество фаз
- 4.4 Напряжение холостого хода
- 4.5 Номинальный сварочный ток трансформатора
- 5 Процесс сборки
- 5.1 С чего начать подготовительный этап
- 5.2 Сборка конструкции
Работа по хозяйству всегда требует наличия определенного набора инструментов, приспособлений, а также разнообразного оборудования. Особенно остро это ощущают владельцы частных домов и занимающиеся различными видами ремонта в собственных мастерских и гаражах. Приобретение дорогостоящего оборудования не всегда оправдано, так как его использование не будет постоянным, а вот собрать сварочный аппарат своими руками вполне по силам каждому умельцу.
Перед началом процесса необходимо определиться с мощностью устройства, ведь от этого будут зависеть его габариты и возможности. Для ознакомления с процедурой сборки можно просмотреть соответствующее видео, где показано, как можно сделать своими руками практичный сварочный аппарат. Его изготовление потребует некоторой теоретической подготовки, а также опыта электромеханических работ. Сборка электроаппарата в домашних условиях производится по предварительным расчетам, учитывающим как входные, так и выходные параметры устройства.
Этот электрический аппарат пригодится не только сварщикам, выполняющим в домашних условиях или в гараже некоторые работы, но и обычным умельцам, использующим сварочный прибор для сооружения разнообразных приспособлений.
Содержание
- Особенности самодельных трансформаторов
- Особенности самодельных выпрямителей
- Как сделать сварочный аппарат
- Расчет сварочного трансформатора
- Схема сварочного трансформатора
- Определение параметров
- Номинальный режим работы
- Номинальное рабочее напряжение
- Напряжение сети и количество фаз
- Напряжение холостого хода
- Номинальный сварочный ток трансформатора
- Процесс сборки
- С чего начать подготовительный этап
- Сборка конструкции
Особенности самодельных трансформаторов
Самостоятельно собранные устройства отличаются от заводской техники техническим исполнением. Сварка своими руками изготавливается из доступных элементов и узлов, для чего используется схема сварочного трансформатора. При точном соблюдении параметров комплектующих деталей электроаппарат прослужит надежно на протяжении многих лет. Перед тем как делать сварочное трансформаторное устройство своими руками, необходимо определиться с имеющимися в наличии комплектующими узлами. Основой служит трансформатор, состоящий из магнитопровода, а также первичной и вторичной обмоток. Его можно приобрести отдельно, приспособить уже имеющийся или же изготовить самостоятельно. Чтобы сделать своими руками сварной электроаппарат, к разнообразию средств из подручных материалов прибавится трансформаторное железо и провод для обмоток. Изготовленный трансформатор должен иметь возможность подключения к бытовой электросети 220 В и иметь на выходе напряжение порядка 60-65 В для сваривания толстых металлов.
Особенности самодельных выпрямителей
Собственноручно изготовленные выпрямители позволяют выполнять сварку тонколистового металла с высоким качеством шовных соединений.
Схема сварочного аппарата, использующего выпрямление электрического тока весьма проста. Она содержит трансформатор, к которому подключен выпрямительный блок, а также дроссель. Данная простейшая конструкция обеспечивает устойчивое горение сварной электродуги. В качестве дросселя применяется катушка из намотанных на сердечник медных проводов. Выпрямляющее устройство подключается непосредственно к выводам понижающей трансформаторной обмотки.
В зависимости от целей, самостоятельно можно соорудить мини сварной электроаппарат. Он прекрасно справится с металлами небольшой толщины, не требующих использования больших токов при соединении. Из сварного электроаппарата можно сделать споттер, что значительно расширит возможности его применения.
Как сделать сварочный аппарат
Устройство для электросварки, изготовленное собственноручно, предназначено для выполнения мелких работ по дому, хозяйству или же в гараже. На первом этапе выполняются необходимые расчеты и подготавливаются сборочные детали и узлы. Чтобы собрать сварочный трансформатор своими руками желательно заранее определиться с местом сборки устройства. Это позволит упорядочить процесс изготовления. Рядом с ним складываются компоновочные узлы, позволяющие собрать своими руками простейший электросварочный аппарат. Помимо основного преобразователя напряжения, понадобится дроссель, который можно использовать от элементов люминесцентного светильника. При отсутствии готового элемента он изготавливается самостоятельно из магнитопровода от мощного пускателя и провода из медных жил сечением порядка 1 мм кв. Собственноручно сделанный сварочный электроаппарат будет отличаться от своих собратьев не только видом, но и характеристиками. Чтобы определиться, как его сделать, ознакомьтесь с похожими приспособлениями на фото или же видео.
Расчет сварочного трансформатора
Электросварочные самодельные приспособления выполнены по простейшей схеме, которая не предусматривает использование дополнительных узлов. От необходимого значения сварного электротока будет зависеть мощность собираемого электроаппарата. Сварка на даче электрическим устройством, собранным своими руками, будет напрямую зависеть от технических характеристик собственного изделия.
Делая расчет мощности на сварку, берут силу требуемого сварного тока и умножают это значение на 25. Полученная величина при умножении на 0,015 покажет необходимый диаметр сечения магнитопровода под сварку. Перед тем как делать расчеты для обмоток придется вспомнить и другие математические действия. Чтобы получить сечение обмотки высшего напряжения величина мощности делится на две тысячи, после чего умножается на 1,13. Методика расчетов для первичной и вторичной обмоток отличается.
Для получения обмоточных значений низшего напряжения трансформатора придется потратить немного больше времени. Величина сечения вторичной обмотки зависит от плотности сварного электротока. Для значений 200 А это будет 6 А/мм кв., при цифрах 110-150 А – до 8, а до 100 А – 10. При определении сечения низшей обмотки сила сварного электротока делится на плотность, после чего умножается на 1,13.
Вычисление количества витков производится делением площади сечения трансформаторного магнитопровода на 50. Помимо этого, на конечный результат сварки будет влиять величина выходного напряжения. Он влияет на характеристику процесса и может быть возрастающей по току, полого- или крутопадающей. Это влияет на колебания электродуги во время работы, при которых важным значением являются минимальные токовые изменения при работе в домашних условиях.
Схема сварочного трансформатора
На приведенном ниже рисунке показана схема сварочного трансформатора простейшего вида.
Можно найти электросхемы, которые будут дополнены устройствами для выпрямления и прочими элементами для усовершенствования сварного электроаппарата. Однако основным компонентом все же является обычный трансформатор. Схема включения подсоединения его проводов довольно проста. Подключение сварного устройства выполняется через коммутационный электроаппарат и предохранители к бытовой электросети 220 В. Использование электрозащитных аппаратов обязательно, так как это защитит сеть от перегрузок при аварийных режимах.
а – сетевая обмотка на двух сторонах сердечника;
б – соответствующая ей вторичная (сварочная) обмотка, включённая встречно-параллельно;
в – сетевая обмотка на одной стороне сердечника;
г – соответствующая ей вторичная обмотка, включенная последовательно.
Определение параметров
Чтобы изготовить электрический сварочный аппарат, необходимо понимать принцип действия. Он преобразует величину входного напряжения (220 В) в пониженное (до 60-80 В). При этом процессе невысокая сила электротока в первичной обмотке (около 1,5 А) возрастает во вторичной (до 200 А). Данная прямая зависимость работы трансформаторов именуется вольтамперной характеристикой понижающего типа. От этих показателей зависит работа устройства. На ее основании проводятся вычисления, и определяется конструкция будущего аппарата.
Номинальный режим работы
Перед тем как сделать сварку, необходимо определить ее будущий номинальный режим использования. Он показывает, которое время приспособления для сварочных работ, изготовленные своими руками, могут непрерывно варить и сколько должны остывать. Этот показатель именуется еще продолжительностью включения. Для самодельных электроаппаратов он расположен в районе 30 %. Это значит, что из 10 минут он способен непрерывно работать 3, а отдыхать 7 минут.
Номинальное рабочее напряжение
Работа трансформаторного сварного устройства основана на понижении входной величины напряжения до рабочей номинальной. При изготовлении сварочного аппарата можно сделать любое значение выходных параметров (30-80 В), что прямо влияет на диапазон рабочих электротоков. В отличие от электросети питания напряжением 220 В, выходное значение может составлять и порядка 1,5-2 Вольта в изделиях для точечной электросварки. Это обусловлено необходимостью получения высокого уровня тока.
Напряжение сети и количество фаз
Действующая схема подключения сварочного трансформатора самодельного типа рассчитывается на подключение к бытовой однофазной электросети. Для мощных сварных устройств используется промышленная сеть с тремя фазами на 380 В. От величины этого входного параметра и выполняются остальные вычисления. Изготовленная своими руками мини сварка использует включение в домашнюю электросеть и не требует больших питающих величин напряжения.
Напряжение холостого хода
Бытовой сварочник, собранный своими руками, должен иметь величину напряжения х/х, достаточную для розжига электродуги. Чем больше это значение, тем легче она будет появляться. Изготовление аппарата должно соответствовать действующим нормам безопасности, которые ограничивают выходное напряжение до максимальных 80 В.
Номинальный сварочный ток трансформатора
Перед тем как самому сделать электросварочный аппарат, необходимо определиться с размером номинального тока. От него будет зависеть возможность выполнения самих работ на металлах разнообразной толщины. При бытовой электросварке вполне достаточно значения в 200 А, что позволяет сделать вполне работоспособный аппарат. Превышение данного показателя потребует увеличения мощности электротрансформатора, что сказывается как на росте его габаритов, так и весе.
Процесс сборки
Изготовление самодельного сварочного электроаппарата начинается с выполнения необходимых расчетов. Во внимание принимаются величины входного и выходного напряжения, а также требуемая величина электротока. От этого напрямую зависит размер устройства и количество необходимых материалов. Электросварочный аппарат, как и другое оборудование сделать своими руками не очень сложно. При правильном расчете и использовании качественных комплектующих он сможет надежно прослужить десятки лет. Для основы используется провод с медными жилами, а также сердечник из магнитопроницаемого железа. Остальные компоненты не столь существенны и могут подбираться из тех, что возможно легко достать.
С чего начать подготовительный этап
После выполнения расчетной части заготавливаются материалы, и оснащается рабочее место под сборку конструкции. Чтобы соорудить самодельный сварочный аппарат потребуются провода на первичную, а также вторичную обмотку, для сердечника — подходящее трансформаторное железо, изолирующие материалы (лакоткань, текстолит, стеклолента, электрокартон). Кроме того, следует заранее позаботиться о намоточном станке для изготовления обмоток, металлических элементах для каркаса и коммутационном электроаппарате. В процессе сборки понадобится комплект обычного слесарного инструмента. Рабочее место выбирайте попросторнее, чтобы свободно наматывать катушки и заниматься сборочным процессом.
Сборка конструкции
Выполнив подготовительные мероприятия, приступают непосредственно к изготовлению электроаппарата. Самодельная электросварка требует при сборке достаточно много времени. Она не столь тяжелая, сколько длительная и кропотливая, требующая точного соблюдения расчетных значений. Процедура начинается с изготовления каркаса для обмоток. Для этого используются текстолитовые пластины небольшой толщины. Внутренняя часть коробов должна подходить для трансформаторного сердечника с небольшим зазором.
После сборки двух каркасов необходимо выполнить их изолировку для защиты электропровода. Это делают с помощью любого электроизоляционного материала термостойкого типа (лакоткань, стеклолента или же электрокартон).
На полученные каркасы наматывается провод, имеющий термостойкую изоляцию. Это защитит изделие от возможного пробоя при перегреве в работе. Необходимо точно считать количество витков, чтобы не получилась разница с расчетными значениями. Каждый намотанный слой обязательно изолируется от последующего. Между первичной, а также слоем вторичной обмотки укладывается усиленная изоляция. Не забывайте выполнять необходимые отводы на необходимых количествах витках. После окончания намотки выполняется наружная изолировка.
На следующем этапе намотанные обмотки насаживаются на трансформаторный сердечник, выполняется его шихтовка (сборка единой конструкции). При этом нежелательно при монтаже сверлить листы трансформаторного железа. Металлические пластины соединяются в шахматном порядке и хорошо стягиваются. Собрать простой сварной аппарат П-образного типа своими руками не составляет особой сложности. По окончании сборочной процедуры проверяется целостность обмоток на предмет их возможного повреждения. Финишным этапом является сборка корпуса и подсоединение коммутационного электроаппарата. К дополнительному оснащению относится выпрямительный блок, а также регулятор электротока.
Внимательно относитесь ко всем процессам, начиная от расчетов и заканчивая сборкой самодельной сварки. От этого будут зависеть конечные параметры изготовленного устройства.
Сварочный трансформатор: расчет, устройство и схема
Введение резистивной или индуктивной нагрузки
Это самый простой способ регулирования. К держателю подсоединяют дроссель или резистор. Это помогает менять индуктивность, влияющую на силу тока и напряжение.
Регулятор-дроссель обеспечивает многоступенчатую настройку. Его подключают к цепи после держателя. Индуктивная нагрузка создает разность между током и напряжением.
При минимальных значениях силы напряжение приобретает максимальную амплитуду. Такие параметры способствуют поддержанию стабильной дуги.
Изготовление дросселя своими руками
Этот элемент получают из ненужного трансформатора. Требуется только магнитопровод, поэтому обмотки снимают. После этого накручивают 30-40 витков медной толстой жилы.
Такой регулятор подойдет для изменения рабочих параметров трансформаторного агрегата. Элемент прост и ремонтопригоден. Недостатком считают слишком большой шаг настройки.
Накручиваем витки из медной толстой жилы.
Контактная сварка своими руками из сварочного трансформатора
Контактная сварка создаёт сварное соединение деталей за счет следующих одновременных воздействий на них:
- нагрев области их соприкосновения проходящим через него электрическим током;
- к зоне соединения прикладывается сжимающее усилие.
Существует три вида контактной сварки:
- точечная;
- стыковая;
- шовная.
Мы расскажем про самодельный СТ для наиболее популярной: точечной контактной сварки (для двух других требуется очень сложное оборудование).
Точечная контактная сварка. Ист. http://moyasvarka.ru/process/kak-sdelat-kontaktnuyu-svarku-svoimi-rukami.html.
Пояснения к рисунку:
1 – электроды, подводящие сварочный ток с свариваемым изделиям;
2 – свариваемые изделия с нахлёсточным соединением;
3 – сварочный трансформатор.
Для осуществления контактной сварки, в зависимости от толщины и теплопроводности материалов свариваемых деталей, выбираются следующие значения её основных параметров:
- электрическое напряжение в силовой (сварочной цепи), В: 1…10;
- величина сварочного тока (амплитуда сварочного импульса), А: ≥ 1000;
- время нагрева (прохождения импульса сварочного тока), сек: 0,01…3,0;
Кроме того, должны быть обеспечены:
- незначительная зона расплавления;
- значительное сжимающее усилие, прилагаемое к месту сварки.
Схема и расчёт
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше). При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А. Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.
Схема обмоток трансформатора для контактной сварки. Ист. http://tutmet.ru/kontaktnaja-svarka-svoimi-rukami-shema-video.html.
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.
Схема соединения двух трансформаторов точечной сварки. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.
Намотка и монтаж
Эти операции выполняются по тем же основным правилам и с соблюдением требований, что и для СТ дуговой сварки. С особой тщательность следует закрепить витки вторичной обмотки. Для этого можно использовать её выводы, пропустив их в термостойком изоляторе.
В качестве электродов применяются медные стержни.
Электрод для точечной сварки в зажиме. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.
Следует учитывать, что чем больше будет диаметр электрода, тем лучше. Ни в коем случае не допустимо, чтобы диаметр электрода был меньше диаметра провода. Для маломощных СТ возможно использовать жала от мощных паяльников.
В процессе эксплуатации следите за состоянием расходных материалов: электроды необходимо периодически подтачивать – иначе они теряют форму. Со временем они стачиваются полностью и требуют замены.
Схема и расчёт трансформатора
В ходе расчёта подлежат определению такие параметры:
- Эксплуатационные показатели: тип питающей сети, диапазон регулировки, фактическая мощность, продолжительность непрерывного действия.
- Размеры сварочного электрода.
- Условия непрерывной работы.
- КПД устройства.
Некоторые из перечисленных параметров взаимосвязаны, например, фазность и напряжение сети.
Ток сварки определяет функциональные возможности трансформатора, а именно, толщину свариваемого металла. Кроме того, с ростом тока увеличиваются диаметр проволоки в обмотках, масса агрегата и его размеры, что обусловлено необходимостью более эффективного охлаждения обмоток.
Соотношения между основными эксплуатационными характеристиками сварочных трансформаторов приведены ниже:
- При толщине обрабатываемой заготовки 1…2 мм, номинальный диаметр электрода составляет 1,6 мм, а рекомендуемое значение тока – не более 50 А.
- При толщине обрабатываемой заготовки 2…3 мм, номинальный диаметр электрода составляет 2…2,5 мм, а рекомендуемое значение тока – не более 100 А.
- При толщине обрабатываемой заготовки 3…4 мм, номинальный диаметр электрода составляет 3 мм, а рекомендуемое значение тока – не более 160 А.
- При толщине обрабатываемой заготовки 4…6 мм, номинальный диаметр электрода составляет 4 мм, а рекомендуемое значение тока – не более 200 А.
- При толщине обрабатываемой заготовки 6…8 мм, номинальный диаметр электрода составляет 5 мм, а рекомендуемое значение тока – не более 250 А.
- При толщине обрабатываемой заготовки 10…24 мм, номинальный диаметр электрода составляет 6…8 мм, а рекомендуемое значение тока – не более 320 А.
- При толщине обрабатываемой заготовки более 24 мм, номинальный диаметр электрода составляет 8…10 мм, а рекомендуемое значение тока – не более 630 А.
Более детальный расчёт параметров сварочного трансформатора ведут обычно при изготовлении агрегата своими руками.
Какой сварочный трансформатор лучше купить
Правильный выбор прибора и расчет требуемых показателей зависят от целей его использования. Одной из основных характеристик сварочного аппарата является максимальная сила тока.
Для мелких бытовых работ вроде изготовления заборов, решеток или навесов толщиной не более 4 мм будет достаточно показателя 160 А. В мастерской или сварочном цехе потребуется трансформатор, обладающий силой тока не менее 200 А.
Эта характеристика влияет на необходимый диаметр электрода. Сварка металла толщиной около 2 мм предполагает наличие трансформатора со значением силы тока не менее 45 А и диаметром электрода от 2 мм. Следует использовать стержни несколько меньшей обрабатываемого металла толщины.
Сварочные трансформаторы используют при отсутствии потребности в высоком качестве шва, например, при обработке черных металлов. Такие устройства отличаются экономичным расходом электричества и высоким показателем КПД — около 70-80%.
Важной характеристикой сварочного трансформатора является поддерживаемое напряжение. Для питания от бытовой сети 220 В подойдет однофазный прибор, от 380 В — двухфазный
В случае, если сварочные работы планируется проводить в различных местах, следует приобрести трехфазный трансформатор, поддерживающий оба значения.
К дополнительным показателям устройства относятся тип охлаждения и масса. Оснащение трансформатора системой вентиляции позволяет эффективно избавляться от излишков тепла. Это повышает допустимую продолжительность нагрузки и срок службы аппарата.
Крупногабаритные трансформаторы зачастую отличаются высокой мощностью и производительностью, но их трудно перевозить. Стационарные приборы используются в мастерских и цехах, в быту будет достаточно компактных.
Сварка: трансформатор или инвертор?
Еще несколько лет назад даже самодельная модель трансформаторного сварочного аппарата вызывала у его обладателя законную гордость. Но теперь особый интерес у сварщиков вызывают сварочные инверторы.
На специализированных форумах в интернете разворачиваются жаркие дискуссии относительно преимуществ и недостатков того и другого вида аппаратов.
Чтобы сделать правильный выбор, нужно разбираться в особенностях трансформатора и инвертора.
Важно
Чем специалистов не устраивает трансформатор? Прежде всего, он отличается недостаточной устойчивостью дуги и невысокой стабильностью режима работы. Последний параметр существенно зависит от колебаний напряжения в сети.
В этом отношении инвертор обладает неоспоримыми преимуществами. Он гарантирует наличие стабилизированного тока, который не зависит от колебаний напряжения.
При работе инвертором наблюдается малое разбрызгивание и устойчивая дуга.
От обычного трансформатора инвертор отличается тем, что работает по принципу сварочного выпрямителя. Если частота напряжения высока, общие габариты и вес устройства для обеспечения одной и той же энергии будут минимальными.
Для этого в схему инвертора включаются выпрямители и управляющие элементы. Специалисты утверждают, что сама работа с инвертором намного приятнее, чем обращение с трансформатором.
Чем определяется такое уважение потребителей к инвертору? С инвертором удобнее работать, поскольку он дает возможность плавно регулировать ток сварки. Некоторые модели имеют дополнительные функции управления этим рабочим параметром.
Например, чтобы начать сварку без всяких задержек и вспомогательных касаний изделия электродом, используется функция «горячий старт», которая увеличивает ток на начальной фазе сварочных работ.
Для тех, кому приходится использовать сварку не от случая к случаю, а регулярно, очень важно, что инвертор, в отличие от трансформатора, потребляет значительно меньше электрической энергии. По этой причине его без лишних хлопот можно подключать к бытовой сети или к автономному источнику питания, например, к дизельной установке
По этой причине его без лишних хлопот можно подключать к бытовой сети или к автономному источнику питания, например, к дизельной установке.
На выбор сварочного агрегата, несомненно, влияют и физические параметры.
Большим преимуществом инвертора становятся его малые размеры и незначительный вес. Достичь этого удается, повышая частоту напряжения.
Некоторые модели инвертора вполне можно переносить на плече, ведь весит такая «малютка» не более трех-четырех килограммов, позволяя в то же время работать со стандартными электродами. Управляться с трансформатором даже физически подготовленному сварщику значительно сложнее.
Разновидности и классификация устройств
Классификация сварочных агрегатов осуществляется по следующим характеристикам:
- Размерам и весу. Приборы бывают компактными переносными или стационарными, перемещаемыми с помощью колес или тельфера (подвесного грузоподъемного устройства).
- Напряжению холостого хода сварочного трансформатора. В разных моделях приборов этот параметр составляет от 48 до 70 В.
- Максимальной силе тока. У промышленных моделей этот параметр достигает 1000 А, у бытовых — 50-400 А.
- Напряжению потребляемого тока, числу фаз. Выделяют одно- или трехфазные виды.
- Характеру подачи. Аппарат может вырабатывать ток непрерывно или импульсно.
- Диаметру подключаемых электродов.
1 На чем базируется расчет сварочного трансформатора?
Прежде, чем разбираться в формулах, давайте рассмотрим принцип действия простейшего аппарата для дуговой сварки. Основой такого агрегата является понижающий трансформатор, позволяющий изменить входящее напряжение, соответствующее в быту 220 В, на более низкое, до 60 В для так называемого холостого хода или, иначе, состояния покоя. То, какие виды электродов можно будет использовать с устройством, зависит от силы тока, которая должна быть в пределах 120-130 А для наиболее популярного трехмиллиметрового диаметра расходного материала.
И вот здесь как раз требуются расчеты, поскольку, если стержень электрода плавится при определенной силе тока, значит, она будет в той же степени нагревать и сердечник трансформатора, а также проволоку обмотки. Следовательно, для того, чтобы узнать оптимальную мощность трансформатора, нам нужно сначала вычислить рабочее напряжение, ориентируясь на рабочую силу тока. Для этого существует формула U2 = 20 + 0,04I2, где U2 – напряжение на вторичной обмотке, а I2 – выдаваемый аппаратом максимальный сварочный ток.
Теперь вернемся к сердечнику, который не зря так называется, поскольку является сердцем трансформатора, как самого простого, так и полуавтомата. Он составляется из металлических пластин, которые способны выдержать определенную нагрузку по мощности тока. Это допустимое значение зависит от размеров сердечника и называется габаритной мощностью, которую можно найти, зная значение напряжения холостого хода. Последнее высчитывается по формуле Uхх = U2S, где S – площадь сечения провода вторичной обмотки. Зависимость этой площади от диаметра проводника определяем по формуле S = πd2/4, или по следующим таблицам:
1.
Допустимые токовые нагрузки на провода с медными жилами | ||||||
| Площадь сечения токопроводящей жилы, мм2 | Диаметр провода,мм | Допустимая сила тока, А | Площадь сечения токопроводящейжилы, мм2 | Диаметр провода, мм | Допустимая сила тока, А | |
| 0.5 | 0.78 | 11 | 35 | 6,7 | 170 | |
| 0,75 | 0.98 | 15 | 50 | 8,0 | 215 | |
| 1,0 | 1,13 | 17 | 70 | 9.5 | 270 | |
| 1,5 | 1,4 | 23 | 95. | 11.0 | 330 | |
| 2,5 | 1,8 | 30 | 120 | 12,4 | 385 | |
| 4,0 | 2,26 | 41 | 150 | 13.8 | 440 | |
| 6.0 | 2,8 | 50 | 185 | 15,4 | 510 | |
| 10 | 3,56 | 80 | 240 | 17,5 | 605 | |
| 16 | 4,5 | 100 | 300 | 19,5 | 695 | |
| 25 | 5,6 | 140 | 400 | 22,5 | 830 |
2.
Допустимые токовые нагрузки на провода с алюминиевыми жилами | ||||||
| Площадь сечения токопроводящей жилы, мм2 | Диаметр провода,мм | Допустимая сила тока, А | Площадь сечения токопроводящейжилы, мм2 | Диаметр провода, мм | Допустимая сила тока, А | |
| 2 | 1,6 | 21 | 35 | 6,7 | 130 | |
| 2,5 | 1,78 | 24 | 50 | 8,0 | 165 | |
| 3 | 1,95 | 27 | 70 | 9.5 | 210 | |
| 4 | 2,26 | 32 | 95. | 11.0 | 255 | |
| 5 | 2,52 | 36 | 120 | 12,4 | 295 | |
| 6 | 2,76 | 39 | 150 | 13.8 | 340 | |
| 8 | 3,19 | 46 | 185 | 15,4 | 390 | |
| 10 | 3,56 | 60 | 240 | 17,5 | 465 | |
| 16 | 4,5 | 75 | 300 | 19,5 | 535 | |
| 25 | 5,6 | 105 | 400 | 22,5 | 645 |
Плюсы и минусы
К положительным качествам трансформаторного оборудования относятся:
- Высокий коэффициент полезного действия, простота эксплуатации и обслуживания. Ремонт устройства не сопряжен с большими тратами, что позволяет использовать его в домашних условиях.
- Низкая стоимость.
Из недостатков выделяют:
- Нестабильность дуги. Это связано с параметрами переменного тока. Для работы с такими аппаратами используются специализированные электроды.
- Перепады выходного напряжения, негативно отражающиеся на качестве сварного шва.
- Невозможность применения для соединения деталей из цветных металлов или нержавеющей стали.
- Габариты и большой вес, вызывающие трудности при перемещении.
5 ЗУБР ЗТС-200
Компактными размерами отличается сварочный трансформатор ЗУБР ЗТС-200. Модель предназначена для сварки низкоуглеродистых сортов стали. Производитель оснастил аппарат пластиковыми колесами, благодаря чему перемещать его очень удобно. Прибор может питаться от бытовой (220 В) или силовой (380 В) электросети. Выбор сети осуществляется с помощью удобного переключателя. Величина сварочного тока варьируется в диапазоне 60-200 А. Благодаря этому можно соединять стальные пластины толщиной 1,5-6,0 мм. Чтобы предотвратить перегрев аппарата, установлен термопредохранитель.
Пользователи в отзывах довольны доступной ценой трансформатора ЗУБР ЗТС-200, удобным регулятором настройки тока, надежной фиксацией кабелей, мобильностью и компактностью. К минусам можно отнести быстрый нагрев прибора и достаточно большой вес (19,3 кг).
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Лучшие бытовые сварочные трансформаторы
Приборы подобного типа используются для сварки металла толщиной не более 6 мм. Они обладают малыми габаритами и весом, низкой стоимостью.
Показатель силы тока бытовых сварочных трансформаторов не превышает 200 А. Обычно они подключаются к электрической сети напряжением 220 В и применяются для мелких домашних работ.
Спец ММА 200 АС-S
4.9
★★★★★
оценка редакции
94%
покупателей рекомендуют этот товар
Главными особенностями модели являются удобство транспортировки и регулировка сварочного тока. В комплект, помимо трансформатора, входят съемные колеса и рукояти специальной формы.
Благодаря вращающемуся контроллеру оператор имеет возможность настроить силу тока в пределах до 200 А, в зависимости от обрабатываемого материала.
Аппарат может работать от электрической сети 220 или 380 вольт. Он поддерживает использование электродов диаметром от 2 до 4 мм, что позволяет производить сварочные работы с металлом толщиной 4-6 миллиметров.
Достоинства:
- воздушное охлаждение;
- удобство перевозки;
- тепловая защита;
- регулировка силы тока.
Недостатки:
большой вес.
Спец ММА 200 АС-S применяется для ручной дуговой сварки. Надежность и простота конструкции позволяют использовать его в частном хозяйстве на протяжении длительного времени.
Зубр ЗТС-200
4.9
★★★★★
оценка редакции
72%
покупателей рекомендуют этот товар
Благодаря удобной ручке-регулятору и расположенной на корпусе шкале настройка требуемого значения силы тока происходит с максимальной точностью.
Безопасность и стабильность работы обеспечивают автоматическая блокировка переключателя режима питания и защита от перегрузок.
Малые габариты позволяют работать с прибором в труднодоступных местах, а простота конструкции гарантирует легкость использования и обслуживания. Сварочный ток настраивается в диапазоне от 60 до 200 А для обработки металла толщиной до 6 мм.
Достоинства:
- точная настройка силы тока;
- защита от перегрева;
- длинный кабель;
- компактность.
Недостатки:
низкий предел напряжения.
Зубр ЗТС-200 используется для мелких бытовых работ. Благодаря простоте транспортировки и малым габаритам его легко перевозить и хранить. Отличное решение для сварки на различных объектах.
Wester ARC 130
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
К отличительным характеристикам модели относятся небольшой вес и удобство использования. Прибор может функционировать при пониженном до 198 В напряжении и обрабатывает металл толщиной около 4 мм.
Благодаря встроенному вентилятору и многослойной лаковой обмотке трансформатора он надежно защищен от перегрева и межвиткового замыкания. Регулировка силы тока происходит в диапазоне 80-130 А.
Достоинства:
- вес — 10,6 кг;
- надежный корпус;
- долгий срок службы;
- световая индикация.
Недостатки:
короткий кабель.
Wester ARC 130 станет прекрасным приобретением для домашнего мастера. Низкая цена и отличная производительность делают прибор одним из лучших в сфере бытового использования, сварки стали и черных металлов.
Awelco Club 1850
4.7
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
В качестве источника питания модель использует электрическую сеть напряжением 220 или 380 В. Обработка металла происходит с помощью рутиловых электродов толщиной 1,6-3,2 мм. Конструкция аппарата включает в себя предохранитель на 16 А для защиты от перегрузок.
Настройка силы тока происходит в пределах от 60 до 150 А, что позволяет добиться высокого качества швов при сварке металла малой толщины. Для транспортировки устройства общим весом 18 кг используется выдвижная ручка и пара съемных колес.
Достоинства:
- низкая цена;
- стабильная работа;
- качественная сварка;
- удобство перевозки.
Недостатки:
сильное нагревание при высокой нагрузке.
Awelco Club 1850 предназначен для периодической сварки тонкого металла. Его можно использовать в гараже, на даче, при ремонте кузова автомобиля или строительстве ограждающих металлоконструкций. Прибор отличает экономичность потребления энергии и аккуратная работа.
Особенности профессиональных трансформаторов
Данный тип вспомогательного сварочного оборудования рассчитывается на повышенные нагрузки, причем не только электротехнические. В проекты таких устройств закладывается несколько уровней конструкционной защиты, которая предотвращает проникновение грязи, пыли, а иногда и воды, хотя в принципе использовать подобные аппараты даже в условиях высокой влажности запрещается. Что касается электротехнических показателей, то они выражаются в возможности подключения к трехфазным сетям и широких диапазонах настройки силы тока. К примеру, сварочный трансформатор «ТД-500» номинально работает при 500 А, а на практике регулировка позволяет достигать и 560 А. С другой стороны, базовый уровень не опускается ниже 100 А, что ограничивает возможности применения агрегата в мелких сварочных операциях. К недостаткам промышленных преобразователей относят также массивность конструкции и высокий расход энергии.
Устройство для спайки проводов
Если прибор будет предназначаться только для работы с тонкими жилами, например, при установке распределительных щитков, обходятся микросварочным прибором. Размер устройства составляет 7-10 см. Оно собирается на основе транзистора КТ835. Трансформатор наматывают самостоятельно, придавая ему вид высокочастотного повышающего преобразователя.
В отличие от стандартных схем, конструкция использует высокое напряжение (до 30000 В). При сварке этим устройством соблюдают технику безопасности. Трансформатор изготавливают на базе ферритового стержня. Первая обмотка включает 20 витков диаметром 1 мм, вторая — из 500. В схему вводят резисторы, препятствующие перегреву прибора на холостом ходу.
Как обслуживать
Трансформатор является самым простым и доступным вариантом преобразовательного оборудования, техническое обслуживание которого в домашних условиях занимает минимум сил и времени.
При работе надо следить, чтобы сварочный ток не превышал предельного значения, а обмотки не перегревались. Обслуживание также заключается в смазке механизма регулировки (это можно делать раз в месяц).
Следует проверять надежность контактов, целостность изоляции, подключение заземления сварочного трансформатора, не допускать его загрязнения. Можно продувать устройство струей сухого воздуха, сметающего пыль.
При выполнении основных правил эксплуатации, трансформатор прослужит много лет. С его помощью можно будет выполнить большую часть бытовых работ с достаточно высоким качеством получаемых сварочных соединений.
Конструкция сварочного трансформатора
Такой аппарат включает несколько узлов, которые создают электрическую дугу, способную расплавлять сталь. Компоненты изменяют параметры токов, поступающих от сети.
Сварка металлов становится возможной благодаря узлам, входящим в конструкцию аппарата:
- магнитопроводу;
- первичной обмотке из изолированного кабеля;
- винту;
- подвижной вторичной обмотке из неизолированного провода;
- ходовой гайке;
- рукоятке, вращающей винт;
- зажимам для фиксации кабелей;
- охлаждающей системе.
Магнитопровод не влияет на параметры тока, он лишь формирует магнитное поле. Для этого применяется набор стальных пластин, покрытых оксидным составом. Некоторые трансформаторы включают дополнительные компоненты, улучшающие работу оборудования.
Сферы применения
Сварочный трансформатор постоянного тока и переменного можно использовать, только чтобы соединить изделия из черных металлов. Качество соединения будет зависеть от мастерства работника. Прибор используется в строительстве, строительной промышленности. Он позволяет сэкономить металл, ускорить производственный процесс, снизить стоимость конечной продукции, получить рациональные конструкции, понизить трудоемкость резки, пробивки, сверления и чеканки.
Также помогает заменить некоторые литые изделия легкими сварными, сэкономив материал на 50 %, а также изготовить, установить, преобразовывать металлические, сборные железобетонные конструкции.
Строительство как сфера применения
К сведению! Сварочный аппарат нашел свое применение в космосе, автомобильной промышленности, ремонте сельскохозяйственной техники, архитектуре и дизайне. Главной сферой применения остается строительство.
Самостоятельное изготовление
Перед самостоятельной сборкой сварочного трансформатора, эксплуатация которого возможна в домашних условиях, необходимо вкратце ознакомиться с рядом требований, предъявляемых к этому устройству.
Расчет самодельного устройства
Согласно схемному решению, к вторичной обмотке трансформатора подключаются две толстые медные шины, ответные концы которых подсоединяется к электродному держателю и свариваемой заготовке. За счёт этих подключений образуется замкнутая цепь для , обеспечивающая получение дугового разряда, необходимого для сварки.
Помимо этого необходимо предусмотреть возможность работы самодельного сварочного трансформатора в режиме перегрузок, что требует тщательного расчёта его основных параметров (эти показатели рекомендуется выбирать с небольшим запасом). Чтобы рассчитать трансформатор, нужно определить вначале его требуемую мощность, затем количество витков на первой и второй обмотках.
Расчеты нельзя назвать простыми. В их основу должны быть заложены данные по обмоточным проводам и выбору их сечения, обеспечивающие соответствие входных и выходных параметров заданным характеристикам.
Также следует побеспокоиться о вспомогательных приспособлениях, облегчающих намотку (и перемотку, в случае необходимости) первичной катушки сварочного трансформатора с большим количеством витков.
Использование СВЧ
В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку.
Для самостоятельного изготовления лучше всего выбрать простейший агрегат без встроенной автоматики, в основу применения которого заложено выполнение основных рабочих функций. С таким аппаратом будет проще работать, да и ремонт его в случае необходимости можно произвести без излишних затрат нервов и времени.
Неприхотливость в обслуживании и ремонте изделий этого класса объясняется простотой их конструктивного решения, позволяющей быстро найти пришедшую в негодность деталь и заменить её исправной.
При самостоятельном изготовлении трансформатора следует учитывать и возможность обустройства на его основе сварочного инвертора, получаемого после добавления к трансформатору импульсного модуля.
Относительная сложность конструкции этого устройства полностью компенсируется его лучшими техническими показателями, оказывающими существенное влияние на рабочие параметры сварочной дуги.
Показатели напряжения
Грубо говоря, весь ассортимент условно делится на модели, работающие от однофазных сетей, и аппараты, подключающиеся к трехфазным линиям энергоснабжения, как в случае с версией «ТДМ-402». Соответственно, первые работают под напряжением в 220 В, а вторые – 380 В. Очевидно, что однофазная сеть менее требовательна к мощностям и покрывает ресурсы, которые задействуются в мелких операциях. Такие модели подойдут скорее для гаражно-дачных работ. Однако есть и промежуточная группа аппаратов с «плавающим» напряжением. Сварочные трансформаторы этого типа могут подключаться к сетям обоих видов. Причем данная особенность важна и для рядовых пользователей, и для специалистов. Речь идет даже не столько об универсальности, сколько о преимуществах, которые дает возможность работы от разных источников. Например, при наличии двух сетей владелец аппарата с номинально небольшими характеристиками выиграет от подключения к сети на 380 В, так как на фоне сбалансированного распределения нагрузки будут отсутствовать скачки напряжения. Что касается владельцев профессионального оборудования, то в их случае подключение к однофазной сети будет выгоднее при работе на минимальной рабочей нагрузке.
Способ управления током в нагрузке
Известные виды сварочных трансформаторов классифицируются по мощности преобразовательного устройства, фазности его подключения и способу управления величиной переменного тока в нагрузке. Мощность и фазность относятся к типовым характеристикам электрооборудования и не нуждаются в специальных пояснениях.
Гораздо больший интерес представляет последний показатель, имеющий принципиальное значение для понимания сути происходящих в трансформаторе процессов. Особенностью конструкции трансформатора для сварочного аппарата является возможность изменять величину тока во вторичной цепи, меняя при этом условия проведения сварки.
Различные варианты исполнения вторичных цепей сварочного трансформатора предусматривают возможность регулировки тока в нагрузке следующими способами:
- изменением импеданса (индуктивного сопротивления) нагрузочной цепи;
- переключением цепей вторичной обмотки с изменением задействованного числа витков;
- за счёт использования принципа фазного регулирования, реализуемого с помощью мощных тиристорных переключателей.
Гораздо реже используется подвижная конструкция вторичной обмотки, благодаря которой удаётся управлять величиной магнитного потока.
Вследствие разнообразия вариантов преобразовательных изделий, при выборе в первую очередь ориентируются на тип регулятора тока сварочного трансформатора.
Так, оснащённые тиристорным блоком преобразователи хоть и считаются более совершенными в сравнении с электромеханическими моделями, однако из-за сложности конструкции они могут чаще выходить из строя.
RoMan Трансформаторы и источники питания
Трансформаторы переменного, постоянного и многофазного постоянного тока с водяным охлаждением и источники питания В НАЛИЧИИ и уже доступны от Weld Systems Integrators
(844) WSI-WELD
+1 (2516) 47 -5629
Трансформаторы и блоки питания RoMan можно приобрести у Weld Systems Integrators. Компания WSI является дистрибьютором трансформаторов и источников питания для контактной сварки сопротивлением переменного, постоянного и постоянного тока RoMan с водяным охлаждением. Ведем учет новых, бывших в употреблении и перемотанных трансформаторов для контактной сварки В НАЛИЧИИ в нашем магазине Warrensville Heights для быстрой отгрузки и доставки.
РЕВЕРСИВНЫЙ ИСТОЧНИК ПИТАНИЯ MFDC
Реверсивный источник питания MFDC с водяным охлаждением имеет малый вес и может использоваться при роботизированной сварке алюминия в различных областях промышленности.
- КВА: 225
- Первичное напряжение: 650
- Частота: 1000 Гц
- Допустимый ток: до 32 кА
- Полностью герметизирован для обеспечения длительного срока службы
БЫСТРОЕ ВРЕМЯ НАГРУЗКИ ИСТОЧНИК ПИТАНИЯ MFDC
Обеспечивает альтернативу традиционной сварке емкостным разрядом (CDW). Характеристики источника питания FRT-MFDC:
- 650 В, 1000 Гц
- 225 кВА при рабочем цикле 50 %
- Вторичное напряжение постоянного тока без нагрузки 13,0 и 17,5 В герметизирован для обеспечения длительного срока службы
- С водяным охлаждением, 15 л/мин. (4 гал/мин) минимум при 30°C
- Вес: 50 кг (110 фунтов)
MFDC/ИНВЕРТОРНЫЕ ИСТОЧНИКИ ПИТАНИЯ
Легкие инверторные блоки питания с водяным охлаждением идеально подходят для роботизированной сварки.
- КВА. life
- Дополнительные принадлежности: Вторичная приемная катушка
ТРАНСФОРМАТОРЫ С ВОДЯНЫМ ОХЛАЖДЕНИЕМ
Идеально подходят для многоточечной сварки.
- Диапазон кВА: 25–200 кВА (при рабочем цикле 50 %)
- Первичное напряжение: 400 В, 50 Гц | 480 Вольт, 60 Гц | 575 В, 60 Гц
- Полная герметизация для обеспечения длительного срока службы
- Дополнительные принадлежности: комплект вторичных параллельных шин, комплект вторичных последовательных шин, заземляющие дроссели, доступные дистанционно устанавливаемые распределительные устройства / переключатели ответвлений, термовыключатели защиты от перегрева
ТРАНСФОРМАТОРЫ С ВОДЯНЫМ ОХЛАЖДЕНИЕМ TRANSGUN
Компактные и легкие, что делает их идеальными для роботизированной и точечной сварки.
- Диапазон кВА: от 35 кВА до 136 кВА (при рабочем цикле 50 %)
- Первичное напряжение: 240 В, 60 Гц | 480 Вольт, 60 Гц | 575 В, 60 Гц
- Плоские вторичные прокладки
- Термовыключатели защиты от перегрева
- Полностью герметизированы для обеспечения длительного срока службы
- Дополнительные аксессуары: Специальные вторичные прокладки, Вторичные шунтирующие адаптеры, Вторичная измерительная катушка
ПОРТАТИВНЫЙ ПИСТОЛЕТ С ВОДЯНЫМ ОХЛАЖДЕНИЕМ ТРАНСФОРМАТОР
Идеален для портативных сварочных аппаратов, удаленных роботов или ручных сварочных пистолетов.
- Диапазон кВА: от 50 кВА до 200 кВА (при рабочем цикле 50 %)
- Первичное напряжение: 480 В, 60 Гц | 575 В, 60 Гц
- Вторичные соединения для подключения сварочных кабелей с низким реактивным сопротивлением (без пускового тока)
- Установленные параллельные стержни – включены дополнительные серийные стержни
- Встроенные подвесы для монтажа над головой
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные принадлежности: двойные кабели без ножевого контакта, термовыключатели защиты от перегрева, заземляющий дроссель .
- КВА Диапазон: от 20 кВА до 500 кВА (при рабочем цикле 50 %)
- Стандартные размеры подкладок и расстояние между отверстиями RWMA
- Первичное напряжение: 480 В, 60 Гц (7 – 1/4″ x 9– 1/4″ и 7 – 3/4″ x 10 – только 1/4″) | 575 В, 60 Гц
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные аксессуары: Имеющиеся дистанционно устанавливаемые распределительные устройства / переключатели ответвлений, термовыключатели защиты от перегрева
ТРАНСФОРМАТОРЫ ПОСТОЯННОГО ТОКА / НИЗКОЧАСТОТНЫЕ С ВОДЯНЫМ ОХЛАЖДЕНИЕМ
Идеально подходят для больших токов, длительных Применение с рабочим циклом — большой кольцевой выступ, стыковая сварка оплавлением и сварка обода.
- Диапазон кВА: 10–3000 кВА
- Первичное напряжение: 200–800 Вольт
- Частота: 50 — 60 Гц
- Вторичные напряжения: 0,5 — 50 вольт
- Вторичный ток. является вашим полным источником стандартных и нестандартных аппаратов для контактной сварки, расходных материалов, запасных частей и запасных частей, а также услуг с добавленной стоимостью. Мы предлагаем доставку по всему миру из нашего города Уорренсвилл-Хайтс, штат Огайо.
СВЯЗАТЬСЯ с интеграторами сварочных систем или ЗАПРОСИТЬ ПРЕДЛОЖЕНИЕ на стандартное оборудование, НАХОДЯЩЕЕСЯ НА СКЛАДЕ, или полностью индивидуальное сварочное оборудование. Чтобы поговорить с членом команды WSI, позвоните нам по телефону 844-WSI-WELD или +1-216-475-5629..
© RoMan Manufacturing
Подключение трансформатора для дуговой сварки
- Форум
- Сварочные веб-дисциплины
- Электрический
- Подключение трансформатора для дуговой сварки
07.04.2016 #1
Подключение трансформатора для дуговой сварки
Привет, ребята,
Я получил этот небольшой стандартный китайский сварочный аппарат для дуговой сварки, у которого внутри сломался переключатель напряжения (220–0–110 В).
Чтобы подключить последовательно, я отключаю 5 от 6 и подключаю 6 к 12, что приведет к короткому замыканию.
Из первичной обмотки выходит 6 проводов, изначально 2 провода были подключены к одной и той же клемме на переключателе.
Последний раз редактировалось Rnkd; 07.04.2016 в 20:15.
Ответить с цитатой
08.
04.2016 #2Re: Подключение трансформатора для дуговой сварки.
Не уверен, почему из первичной обмотки должно быть 6 проводов, если есть только две первичные обмотки, как вы показываете. было бы действительно хорошо понять внутреннюю работу переключателя, или он был слишком сгоревшим, чтобы сказать? Трудно сказать, что делать с частичной информацией. А схему подключения в мануале можешь выложить? Чтобы соединить обмотки последовательно, вы должны быть в состоянии выяснить, какие провода являются «начальными» и «конечными» на каждой обмотке. Вы должны соединить «конечный» провод одной обмотки с «стартовым» проводом другой.
Ответить с цитатой
08.04.2016 #3
Re: Подключение трансформатора для дуговой сварки.
Если ранее он был подключен на 220, вы должны подключить его таким же образом.
Как вы утверждаете, номера клемм переключателя не совпадают.
Похоже, вы неправильно подключили переключатель?Ответить с цитатой
08.
04.2016
#4Re: Подключение трансформатора для дуговой сварки.
Не уверен, каковы все ваши линии рисования, но пробовали ли вы связать их вот так?
MM200 с Spoolmatic 1
Syncrowave 180SD
Bobcat 225G Plus — LP/NG
Чемодан MUTT Wirefeeder
WC-1S/Spoolmatic 1
HF-251D-1
ПакМастер 100XL
’68 Red Face Code # 6633 проект
Стар Джет 21-110
Спасите вторую базу!Ответить с цитатой
04-09-2016 #5
Re: Подключение трансформатора для дуговой сварки.
Привет, ребята, спасибо всем за ответы.
Я снова заработал. Проблема заключалась в том, что я потерял два провода на переключателе, когда работал над последовательным подключением катушек.Я подключил их так же, как и duaneb55, и они отлично работают.
Еще раз спасибо!
Ответить с цитатой
04-09-2016 #6
Re: Подключение трансформатора для дуговой сварки.
Дуэйн — мужчина, не уверен, что я когда-либо видел его неправым. Тогда он, вероятно, постарается не открывать свой тявканье, пока не будет уверен, что прав.
Миллер Челленджер 172
Миллер Тандерболт AC/DC 225/150
Миллер Maxstar 150 STL
Виктор 100С
Виктор Подмастерье
Оксвелд ОА
Харрис О/А
Smith O/Маленький фонарикНет, это не моя машина.
Ответить с цитатой
04-10-2016 #7
Re: Подключение трансформатора для дуговой сварки.
Первоначально Послано bigb
Дуэйн — человек, не уверенный, видел ли я когда-нибудь его неправильным.
Уверяю вас bigb, что я ошибаюсь больше, чем хочу признать. Я ненавижу это чувство, когда иррационально (то есть не споря) обсуждая тему с кем-то в течение определенного периода времени только для того, чтобы понять, что я не прав, и мне нужно есть ворону. Блюдо, которое мне не особенно нравится, но которое иногда приятно попробовать, чтобы напомнить нам, что мы все еще люди.Первоначально Послано bigb
Тогда он, вероятно, осторожен, чтобы не открывать свой тявканье, если он не уверен, что он прав.
MM200 с Spoolmatic 1
Syncrowave 180SD
Bobcat 225G Plus — LP/NG
Чемодан MUTT Wirefeeder
WC-1S/Spoolmatic 1
HF-251D-1
ПакМастер 100XL
’68 Red Face Code # 6633 проект
Star Jet 21-110
Спасите вторую базу!Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Подключения к сварочному трансформатору | Детали
Итак, первое, о чем нужно подумать, это то, как именно этот сварочный преобразователь будет подключаться к существующему сварочному трансформатору, который есть у меня (и у вас, если вы хотите его построить).
Где-то в верхней части списка опасений при работе со всем, что втыкается в стену, стоит (или должна быть) безопасность.
Заманчиво просто иметь пару болтов, торчащих из задней части коробки преобразователя, чтобы просто прикрепить держатель электрода и зажим заземления. (буквально защелкнуть их), но это не совсем безопасно, и, скорее всего, оторвется на полпути к выполнению чего-то, более чем вероятно, на какой-то критической стадии…
Что-то, что я скажу, вы можете просто прикрепить разъем к этому и болт находится непосредственно на задней части машины, или даже возьмите существующий электродный провод и зажим заземления, обрежьте их и навсегда установите в коробку преобразователя, жестко подключив дешевый трансформатор к этой коробке.
Однако я собираюсь пойти по маршруту, который будет «выглядеть» немного лучше, но не будет служить никакой другой функциональной цели.
Соединители, используемые на сварочных аппаратах более высокого класса, похожи на байонетные соединители и производятся компанией Dinse, поэтому я буду называть эти соединители «соединителями Dinse».Они бывают разных размеров, все в миллиметрах, которые определяют текущую пропускную способность фактического разъема.
Чтобы выбрать размер разъема, который вам нужен, посмотрите на максимальный номинальный ток вашей машины и выберите следующий наибольший размер.Например: если ваш сварочный аппарат имеет максимальный сварочный ток 120А, то разъема 10-16мм2 будет достаточно.
Если вы планируете подключить блок питания на 250 А к блоку преобразователя, вам понадобится разъем 285 35–50 мм2
Для моего сварочного аппарата кабели крепятся к трансформатору. — это относится к большинству «дешевых» сварочных аппаратов.
Мне нужно будет обрезать кабели, просверлить панель управления и установить разъемы типа Dinse на главный трансформатор, а также прикрепить разъемы к существующим зажимам заземления и держателям электродов.
(так что после этого у меня будет сварочный аппарат такой же мощности, но я смогу его упаковать поаккуратнее!?)Чтобы он работал только в одном направлении, я установлю заглушки шасси на тиг-конвертеры назад.
это означает, что разъем, присоединяемый к сварочному трансформатору, нуждается в вилке на одном конце и розетке на другом. это означает, что вы не можете подключить трансформатор к выходу сварочного аппарата, поэтому я, по сути, также получаю немного удлинительного кабеля для моей существующей сварочной установки.Собираюсь с коннекторами типа Dinse, но откуплю фирменные экземпляры, чтобы удешевить себе.
Сварочный трансформатор
2 разъема шассиСоединительный провод
2 встроенных разъема + 2 встроенных разъемаВход Tig Box
встроенные розетки и две встроенные вилки.
2 разъема шасси
По отдельности (и в нужном мне размере) они начинаются от 5 фунтов за штуку на ebay., но прокрутите списки вниз, и вы найдете несколько наборов списков людей. Я только что видел набор из 2-х разъемов для шасси и 2-х встроенных вилок за 13 фунтов стерлингов (бесплатно P&P), это снижает стоимость до 3,50 фунтов стерлингов за каждую.
также стоит поискать размер CK, в данном случае CK35-50
По этой цене это 35 фунтов за набор, который я хочу.
Следующие кабели необходимо искать в
Снова простая таблица(как ни странно, американский калибр проводов не достигает достаточно высокого значения, чтобы выразить требуемые самые толстые кабели!)
таблица показывает площадь поперечного сечения, под которой диаметр кабеля в миллиметрах, а под ним — американский калибр проволоки и стандартный калибр проволоки (также известный как имперский или британский)
Опять же, я ищу максимальную мощность 250 ампер, поэтому рассмотрю ряд 300 ампер. Мне понадобится всего несколько метров (менее 10!), поэтому сечение проводника нужно всего 50 мм2. (это явно самый большой кабель, который я мог бы использовать с разъемами dinse 35–50 мм2 (если бы мне нужен был более длинный сварочный кабель, я мог бы использовать провод сечением 70 мм2, но для этого потребуются вилки большего размера).Беглый осмотр показывает, быть серьезно дорогим при покупке в рулонах
Однако вам нужна только короткая длина (для подключения сварочного трансформатора к коробке преобразователя), чтобы найти этот провод в удобных размерах, ищите соединительные провода на 300 ампер, которые я видел за 5,9 фунтов стерлингов0005
Что касается моего бюджета менее 100 фунтов стерлингов.
..
эти разъемы НЕ включены.почему?
ну, я мог бы легко поднять цену намного выше целевого бюджета с несущественным пухом. Алюминиевый корпус с лазерной резкой? с логотипами, порошковое покрытие?
почему бы и нет? и если я действительно доволен тем, что я сделал, то я с радостью потрачу немного времени и денег на то, чтобы дать этому хороший случай.На данный момент единственное, что «необходимо», это 2 штекера Dinse на выходе для сопряжения преобразователя TIG с горелкой.
, и даже они не являются необходимыми, так как вы можете отрезать любые вилки, которые поставляются с факелом, и жестко подключить их к коробке преобразователя. или использовать несколько болтов, проушины и гайки…в основном, сейчас я собираюсь потратить 40 фунтов стерлингов (разъемы и провода). Я ожидаю, что если вы хотите сэкономить деньги, вы просто отрежете держателя электрода и жестко подключите трансформатор к коробке без затрат на соединения. — в конце концов, это ваше устройство и ваш выбор.
Возможно, это мошенничество, но цель проекта здесь — получить конвертер TIG за 100 фунтов стерлингов, а не красивый.
(Я буду отслеживать как основные, так и второстепенные бюджеты в обзоре спецификаций.)Сварочный трансформатор — Джордж, Гленн Г.
Это изобретение относится к трансформаторам переменного тока, используемым для снижения напряжения при электросварке. , и основная цель изобретения состоит в том, чтобы обеспечить улучшенную конструкцию таких трансформаторов, при которой характеристики сварочного тока будут более подходящими для намеченной цели, а аппарат, особенно при использовании для точечной сварки, будет в значительной степени автоматически приспосабливаться к требованиям, а также при желании обеспечить простое ручное управление.
Особенностью изобретения является обеспечение трансформатора упомянутого характера, в котором есть средства для шунтирования большего или меньшего магнитного потока, имеющие форму подвижной секции сердечника, расположенной таким образом, что она всегда является частью основного Путь потока через сердечник.
Еще одной особенностью является использование обмотки на шунтирующем сердечнике или рядом с ней, которая включена последовательно либо со вторичной, либо с первичной обмоткой и в результате чего создается оппозиция неопределенного характера, которая способствует желаемому эффекту в сварочный контур.
Другие особенности и преимущества изобретения будут показаны в последующем описании и прилагаемых чертежах.
На чертеже: Рисунок 1 представляет собой схематический чертеж, показывающий элементы и схемы усовершенствованного трансформатора, расположенные таким образом, который особенно подходит для использования в точечной сварке или контактной сварке.
На рис. 2 схематично показаны элементы и схемы усовершенствованного трансформатора, более подходящего для дуговой сварки, и показана катушка на шунтирующем сердечнике, последовательно соединенная со вторичными обмотками.
Рис. 3 представляет собой схему, аналогичную рис. 2, но изображающую катушку на шунтирующем сердечнике последовательно с первичными обмотками.
На рис. 4 показан вид сбоку на сердечник трансформатора и его магнитный шунт, иллюстрирующий механическую конструкцию, используемую для осуществления изобретения.
На фиг.5 представлен вид с торца сердечника, показанного на фиг.4. Трансформатор, состоящий из отдельной секции сердечника, которую можно скользить через зазор, прорезанный в одной ветви трансформатора, для более или менее шунтирования магнитного потока в зависимости от степени, в которой секция шунтирующего сердечника вдавливается в направлении противоположной ветви трансформатора, при этом секция шунтирующего сердечника плотная посадка в зазоре и пластины, примыкающие ребром к основным пластинам сердечника, чтобы всегда образовывать часть основного пути потока в сердечнике, независимо от того, вдвигается ли секция или вытягивается до упора Пойду.
В трансформаторе, предназначенном для дуговой сварки, где требуется наибольшая степень контроля, подвижная секция сердечника также снабжена катушкой или обмоткой, предпочтительно окружающей ее и через которую она скользит, причем эта катушка последовательно соединена либо со вторичной, либо с вторичной обмоткой.
первичные обмотки трансформатора, и какая катушка предпочтительно соединена в цепи с реверсивным переключателем, чтобы направление тока, проходящего через нее, можно было контролировать для достижения наилучших результатов в некоторых случаях.На чертеже линейные провода переменного тока обозначены I, 2, линейный выключатель 3, трансформатор кольцевого типа с многослойным сердечником 4, первичные обмотки П, вторичные обмотки С, сварочные концевые провода 6, 1, скользящие или шунтирующие Участок сердечника 8 плавно скользит вперед-назад в зазоре 9, прорезанном через одно плечо сердечника, а вспомогательная или шунтирующая обмотка сердечника обозначена на рис. 2 цифрой 10, а I на рис. 3. На рис. последовательно со вторичными обмотками и подключается через реверсивный переключатель 12.
На рисунке 1 многослойный сердечник трансформатора представляет собой двойное кольцо или тип восьмерки с секцией шунтирующего сердечника, проходящей только через одну петлю или кольцо 4 сердечника, и оставляя другое кольцо 4′ нешунтированным, поскольку это было обнаружено, что он обеспечивает достаточный контроль для целей точечной сварки.
С таким трансформатором, рассчитанным на 110 В переменного тока в первичной обмотке и от 6 до 8 В на выходе во вторичной обмотке при токе около 20 000 ампер, напряжение упадет примерно до 1/2 В или менее при замыкании цепи точечной сварки. Вдавливание сердечника скольжения снизит выходной ток с примерно 20 000 до примерно 500 или меньше без использования реактивного сопротивления в первичной цепи.В конструкции, показанной на рисунках 2 и 3, сердечник представляет собой ламинированный одинарный прямоугольный кольцевой тип с первичной и вторичной обмотками, расположенными на обеих сторонах сердечника, и хотя обмотки здесь показаны соответственно последовательно, одна или обе могут быть параллельными, в зависимости от сетевого напряжения и требуемого сварочного тока, такие сварочные токи обычно составляют примерно от 60 до 68 В при открытом напряжении и от примерно 15 до 200 ампер и падают до 38 или 40 вольт при рабочей дуге.
На обоих рисунках 2 и 3 показана вспомогательная обмотка 10 или Ii, окружающая секцию подвижного сердечника 8 и расположенная рядом с основным сердечником, так что секция подвижного сердечника может скользить вперед и назад через нее, чтобы более или менее шунтировать поток от проходя через вторичные обмотки.
Реверсивный переключатель 12, показанный на фиг.2, можно также использовать для катушки 11 на фиг.3, которая включена последовательно с первичными обмотками.Когда описанный выше трансформатор настраивается на максимальную силу тока в сварочной цепи путем смещения секции сердечника по мере необходимости, ток становится в значительной степени саморегулирующимся, чтобы соответствовать различным условиям либо точечной сварки, либо дуговая сварка до такой степени, что точечная сварка железных пластин толщиной примерно от % дюйма до сварки пары проволок диаметром A» вместе в перекрестном положении не требует регулировки.0005
При дуговой сварке плавное регулирование объема вторичного тока между максимумом и минимумом достигается за счет регулировки скользящего шунтирующего сердечника без изменения сварочных характеристик тока, а также лучшего зажигания дуги при заданном напряжении и большую стабильность дуги, а также очень высокий электрический КПД, составляющий от примерно 80,6% до примерно 94%.
Точная причина стабилизирующего тока и управляющего действия трансформатора неизвестна, но она возникает из-за противодействующих магнитных сил и/или противоэлектродвижущей силы, особенно когда используется шунтирующая обмотка, и в результате чего волна Характеристика сварочного тока, наблюдаемая на осциллографе, показывает почти уплощенные и уширенные вершины синусоиды с почти резким и мгновенным переходом от максимума одного потенциала к максимуму противоположного потенциала. 4 В некоторых сварочных работах аппарат дает лучшие результаты, когда ток проходит через шунтирующую катушку в одном направлении ее обмотки, тогда как в других случаях верно обратное, и я предпочтительно предусмотрел реверсивный переключатель для этой катушки, как показано на 12. на рис. 2. По-видимому, нет большой разницы в результате, питается ли шунтирующая катушка от первичной или вторичной цепи..
Хотя я предпочитаю, чтобы вспомогательная обмотка 5 10 или i была зафиксирована, а шунтирующий сердечник мог скользить через нее, для достижения наилучших эффектов, тем не менее, ее можно заставить перемещаться вместе со скользящим сердечником или располагать рядом с подвижным сердечником, не окружая его.
это, когда лучшие эффекты не требуются.В реальной конструкции секция шунтового сердечника изготавливается из слоистого железа так же, как и основной сердечник, и с пластинами, расположенными в одной плоскости, так что они находятся в краевом контакте с пластинами сердечника в положении скольжения. Зазор и секция сердечника точно обработаны и обработаны таким образом, чтобы во всех точках существовал идеальный скользящий контакт, и предусмотрены средства для упругого принудительного закрытия зазора 6 вплотную к скользящему сердечнику, чтобы гарантировать хороший магнитный контакт.
На рисунках 4 и 5 показаны некоторые основные детали конструкции. Многослойные пластины сердечника 4 изолируются обычным способом 7 и скрепляются вместе латунными или изолированными болтами или заклепками 13 в изолирующих трубках 14, и такая же конструкция применяется к секции скользящего сердечника 8, за исключением того, что она покрыта оболочкой. с противоположных сторон с несколько более широкой пластиной 7 из бакелита или другого изоляционного материала 15, которая перекрывает края зазора сердечника 9 для обеспечения надлежащего направления секции при скольжении, а внешний конец секции предпочтительно снабжен выступающим резьбовым стержнем 18, с помощью которого секцию можно перемещать вперед и назад, либо поворачивая стержень в подходящей гайке 17, закрепленной на конце секции, и при этом стержень свободно проходит в отверстии в секции, либо поворачивая гайку на стержень, вращающийся на неподвижной опоре, не показан.
Однако для простой и недорогой конструкции секцию можно отрегулировать вручную, а вдоль одного края можно нанести подходящие калибровочные метки, чтобы облегчить сброс на любое конкретное значение.Чтобы обеспечить гладкую и плотную посадку скользящей секции в зазоре, я предпочтительно создаю круговое соединение через все сегменты сердечника в точке 18, расположенное в шахматном порядке для перекрытия в последовательных пластинах, а затем удерживаю как это соединение, так и соединение между зазором и скользящей секцией, закрытое натяжением пружины, прикладываемой любым желаемым образом.
Удобный способ приложения усилия пружины к стыкам состоит в том, чтобы установить пару угловых пластин 19, 20-21, 22, расположенных лицом друг к другу на противоположных сторонах обоих стыков и на противоположных сторонах пакета пластин сердцевины, и угловые пластины удерживаются на месте латунными болтами или заклепками 23, проходящими через изолирующие трубки или втулки 24, и каждая пара противоположных пластин упруго притягивается друг к другу с помощью пружинных болтов, таких как болты 25, головки которых опираются на слегка изогнутые пружинные пластины.
26 на одной из угловых пластин, или такие пружинные пластины могут быть на обоих концах болта. Эта конструкция обеспечивает плотное соединение с достаточным трением, чтобы сделать возможным скольжение секции сердечника 8 шунта, как это может потребоваться, хотя может быть предусмотрена возможность слегка ослабить соединение, например, слегка ослабив болты, чтобы сдвинуть сердечник и затяните их потом. Такое приспособление может иметь несколько различных форм, например, с помощью кулачка или клина под головкой или гайкой болта, или с эксцентриситетом концов болтов 23, чтобы их можно было поворачивать, или с относительно быстрым или грубым закручиванием. резьба на болтах 25 и наличие небольшого рычага, выступающего из гаек 27, как показано позицией 28, который можно повернуть на пол-оборота, чтобы освободить болты в достаточной степени, чтобы позволить секции сердечника скользить более легко. Это приспособление для ослабления натяжения пружины на болтах было бы желательно только для соединения с зазором, так как другое на 18 почти не влияет на способность скольжения центральной секции. В прилагаемой формуле изобретения слова «кольцевой сердечник или сердечник кольцевого типа» следует понимать как включающие любой сердечник трансформатора из магнитного материала в общей форме кольца, или квадратного, или продолговатого контура, или двойного нулевого контура, или фигуры 8, в любом из сердечников в норме был бы замкнутый полный магнитный путь для магнитного потока, если бы он был свободен от gat, дополнительно изложенного в формуле изобретения, и в каком зазоре работает мой подвижный шунтирующий сердечник, при этом все время заполняя и закрытия указанного пробела.Описав таким образом свое изобретение и некоторые его модификации, я заявляю следующее: 1. Сварочный трансформатор, содержащий сердечник кольцевого типа с зазором в одной точке кольца, отдельную подвижную удлиненную секцию шунтирующего сердечника, расположенную с возможностью скольжения в указанном зазоре. и выполнен с возможностью перемещения в нем вблизи и от точки кольцевого сердечника, противоположной указанному зазору, при этом указанная часть сердечника имеет длину, позволяющую заполнить указанный зазор во всех точках рабочего перемещения, чтобы обеспечить закрытый путь для магнитного потока через указанное кольцо сердечника кольцевого типа всегда, а первичная и вторичная электрические обмотки на упомянутом сердечнике кольцевого типа соответственно расположены на противоположных сторонах плоскости движения упомянутой секции сердечника пропорционально, чтобы обеспечить сварочный ток, выходящий из вторичных обмоток.
2. В конструкции сварочного трансформатора по п.1 указанный сердечник кольцевого типа образован из слоистого железа с пластинами, расположенными в плоскости кольца, и указанная секция шунтирующего сердечника также образована из слоистого железа с выступающими пластинами. в той же плоскости, что и у упомянутого кольцевого сердечника, и в скользящем краевом контакте с ним по обеим сторонам упомянутого зазора.
3. В электрическом трансформаторе описанного типа сердечник кольцевого типа, образованный соединением, расположенным между одной ветвью, и зазором в плече, противоположном указанному соединению, секция шунтирующего сердечника, расположенная с возможностью скольжения в указанном зазоре для перемещения к указанному плечу и от него. соединения, при этом всегда заполняя указанный зазор, и означает, что зазор упруго подталкивает зазор к плотному охвату указанной секции сердечника шунта.
4. В электрическом трансформаторе описанного типа сердечник кольцевого типа, образованный соединением, расположенным между одной ветвью, и зазором в плече, противоположном указанному соединению, секция шунтирующего сердечника, расположенная с возможностью скольжения в указанном зазоре для перемещения к указанному плечу и от него.
соединение, всегда заполняя указанный зазор, и означает упругое прижатие зазора к плотному охвату указанной секции сердечника шунта, а также означает упругое прижатие элементов сердечника на противоположных сторонах указанного соединения к тесному контакту.5. В конструкции по п.4 средства, упруго сжимающие зазор и элементы сердцевины вместе, содержат кронштейны, прикрепленные к основе на противоположных сторонах соединения и зазора, и пружинные средства, поджимающие скобы друг к другу .
6. В конструкции по п.4 средства, упруго сжимающие зазор и элементы сердцевины соединения вместе, содержат кронштейны, прикрепленные к основе на противоположных сторонах соединения и зазора, и пружинные средства, поджимающие скобы друг к другу , и средства для снятия натяжения указанных пружинных средств для облегчения скольжения указанной секции сердечника шунта.
7. В конструкции по п.3 указанное соединение образовано расположенными в шахматном порядке раструбными концами, сформированными на пластинах сердцевины.
8. Сварочный трансформатор, содержащий первичную и вторичную электрические обмотки, пропорциональные размеру сварочного тока, выходящего из вторичной обмотки, железный сердечник, имеющий множество ветвей, образующих замкнутый сердечник кольцевого типа. 5, и несущие указанные обмотки, одна из указанных ветвей образована в промежуточной точке со сквозным зазором с противоположными стенками, при этом отдельный участок железного шунтирующего сердечника заполняет указанный зазор и расположен в нем с возможностью скольжения, причем указанный участок шунтирующего сердечника имеет длину, позволяющую скользить в указанном зазоре для перемещения внутреннего конца указанного шунтирующего сердечника рядом с точкой и от точки на противоположной стороне указанного сердечника кольцевого типа, чтобы более или менее шунтировать нормальный путь потока к указанной противоположной ветви, указанные первичная и вторичная обмотки расположены на указанном сердечнике кольцевого типа соответственно на противоположных сторонах плоскости движения указанной секции шунтирующего сердечника, причем указанная секция шунтирующего сердечника имеет такой размер, чтобы всегда заполнять указанный зазор во всех положениях использования, и средства для упругого зажима секции шунтирующего сердечника между противолежащими стенками зазора .
9. В сварочном трансформаторе по п.1, отдельная обмотка, примыкающая к указанной подвижной секции сердечника последовательно с одной из обмоток трансформатора.
10. В сварочном трансформаторе по п.1, отдельная обмотка, примыкающая к указанной подвижной секции сердечника последовательно с первичными обмотками трансформатора.
11. В сварочном трансформаторе, указанном в пункте 1, отдельная обмотка, примыкающая к указанной подвижной секции сердечника последовательно с вторичными обмотками трансформатора.
12. В сварочном трансформаторе по п.1 отдельная обмотка, примыкающая к указанной подвижной секции сердечника последовательно с одной из обмоток трансформатора и включенная в цепь через реверсивный переключатель.
13. В конструкции сварочного трансформатора по п.1 означает взаимодействие с подвижной секцией шунтирующего сердечника и краями упомянутого зазора, направляющими секцию для скольжения через зазор.
14. В конструкции сварочного трансформатора по п.
1 означает взаимодействие с подвижной секцией шунтирующего сердечника и краями указанного зазора, направляющими секцию для скольжения через зазор, состоящей из пары пластин на внешних сторонах указанная секция сердечника шунта перекрывает края указанного зазора.ГЕРМАН Дж. ФАНГЕР.
Трансформаторы — объяснение основ
Описание различных типов трансформаторов
Магазин трансформаторов
Трансформатор представляет собой электротехническое устройство, которое по принципу электромагнитной индукции передает электрическую энергию из одной электрической цепи в другую, не изменяя частоты. Передача энергии обычно происходит при изменении напряжения и тока. Трансформаторы либо увеличивают, либо уменьшают переменное напряжение.
Трансформаторы используются для удовлетворения самых разнообразных потребностей. Некоторые трансформаторы могут быть высотой в несколько этажей, например, такие, которые можно найти на электростанции, или достаточно маленькие, чтобы их можно было держать в руке, которые можно использовать с подставкой для зарядки видеокамеры.
Независимо от формы или размера, цель трансформатора остается неизменной: преобразование электроэнергии из одного типа в другой.В настоящее время используется множество различных типов трансформаторов. В этом ресурсе более подробно рассматриваются силовые трансформаторы, автотрансформаторы, распределительные трансформаторы, измерительные трансформаторы, изолирующие трансформаторы, трансформаторы напряжения и трансформаторы тока.
Как работают трансформаторы
Важно помнить, что трансформаторы не генерируют электроэнергию; они передают электрическую мощность от одной цепи переменного тока к другой с помощью магнитной связи. Сердечник трансформатора используется для обеспечения управляемого пути для магнитного потока, создаваемого в трансформаторе током, протекающим через обмотки, также известные как катушки. Базовый трансформатор состоит из четырех основных частей. Части включают входное соединение, выходное соединение, обмотки или катушки и сердечник.
Когда на первичную обмотку подается входное напряжение, в первичной обмотке начинает течь переменный ток. При протекании тока в сердечнике трансформатора создается изменяющееся магнитное поле. Когда это магнитное поле пересекает вторичную обмотку, во вторичной обмотке возникает переменное напряжение.
Соотношение между числом фактических витков провода в каждой катушке является ключом к определению типа трансформатора и выходного напряжения. Отношение между выходным напряжением и входным напряжением такое же, как отношение количества витков между двумя обмотками.
Выходное напряжение трансформатора больше входного, если во вторичной обмотке больше витков провода, чем в первичной. Выходное напряжение повышено и считается «повышающим трансформатором». Если вторичная обмотка имеет меньше витков, чем первичная, выходное напряжение ниже. Это «понижающий трансформатор».
Конфигурации трансформатора
Существуют различные конфигурации как для однофазных, так и для трехфазных систем.
- Однофазный источник питания — Однофазные трансформаторы часто используются для подачи электроэнергии для освещения жилых помещений, розеток, кондиционирования воздуха и отопления. Однофазные трансформаторы можно сделать еще более универсальными, если первичная и вторичная обмотки состоят из двух равных частей. Затем две части любой обмотки могут быть повторно соединены последовательно или параллельно.
- Трехфазное питание — Питание может подаваться через трехфазную цепь, содержащую трансформаторы, в которой используется комплект из трех однофазных трансформаторов, или используется трехфазный трансформатор. Когда в преобразовании трехфазной мощности участвует значительная мощность, экономичнее использовать трехфазный трансформатор. Уникальное расположение обмоток и сердечника значительно экономит железо.
- Треугольник и звезда Определено — Существуют две конфигурации подключения для трехфазного питания: треугольник и звезда. «Дельта» и «звезда» — греческие буквы, обозначающие конфигурацию проводников на трансформаторах. При соединении треугольником три проводника соединяются встык в форме треугольника или треугольника. Для звездочки все проводники исходят из центра, то есть они соединены в одной общей точке.
- Трехфазные трансформаторы — Трехфазные трансформаторы имеют шесть обмоток; три первичных и три вторичных. Шесть обмоток соединены производителем либо треугольником, либо звездой. Как указывалось ранее, первичная и вторичная обмотки могут быть соединены по схеме треугольник или звезда. Они не должны быть подключены в одной конфигурации в одном и том же трансформаторе. Фактические используемые конфигурации подключения зависят от приложения.
Силовой трансформатор
Силовой трансформатор используется в основном для передачи электроэнергии от линии электроснабжения к электрической цепи или к одному или нескольким компонентам системы.
Силовой трансформатор, используемый с твердотельными цепями, называется выпрямительным трансформатором. Номинальные характеристики силового трансформатора определяются максимальным напряжением вторичной обмотки и пропускной способностью по току.Распределительный трансформатор
Распределительный трансформатор опорного типа используется для подачи относительно небольшого количества электроэнергии в жилые дома. Он используется в конце системы подачи электроэнергии.
Автотрансформатор
Автотрансформатор представляет собой особый тип силового трансформатора. Он состоит из одной непрерывной обмотки, на одной стороне которой имеется отвод, обеспечивающий либо повышающую, либо понижающую функцию. Это отличается от обычного двухобмоточного трансформатора, у которого первичная и вторичная обмотки полностью изолированы друг от друга, но магнитно связаны общим сердечником. Обмотки автотрансформатора связаны между собой как электрически, так и магнитно.
Автотрансформатор изначально дешевле двухобмоточного трансформатора аналогичного номинала. Он также имеет лучшую стабилизацию (меньшие падения напряжения) и большую эффективность. Кроме того, его можно использовать для получения нейтрального провода трехпроводной сети 240/120 вольт, точно так же, как вторичную обмотку двухобмоточного трансформатора. Автотрансформатор считается небезопасным для использования в обычных распределительных цепях. Это связано с тем, что первичные цепи высокого напряжения подключены непосредственно к вторичной цепи низкого напряжения.
Изолирующий трансформатор
Разделительный трансформатор — это уникальный трансформатор. Он имеет передаточное отношение 1:1. Следовательно, он не повышает или понижает напряжение. Вместо этого он служит защитным устройством. Он используется для изоляции заземленного проводника линии электропередачи от шасси или любой части нагрузки цепи. Использование изолирующего трансформатора не снижает опасности или поражения электрическим током при контакте со вторичной обмоткой трансформатора.
Технически любой настоящий трансформатор, независимо от того, используется ли он для передачи сигналов или энергии, является изолирующим, поскольку первичная и вторичная обмотки соединены не проводниками, а только индукцией. Однако только трансформаторы, основной целью которых является изоляция цепей (в отличие от более распространенной функции трансформатора преобразования напряжения), обычно называют изолирующими трансформаторами.
Приборный трансформатор
Для измерения высоких значений тока или напряжения желательно использовать стандартные измерительные приборы малого диапазона вместе со специально сконструированными измерительными трансформаторами, также называемыми трансформаторами точного коэффициента. Трансформатор с точным коэффициентом соответствует своему названию. Он преобразуется с точным коэффициентом, позволяющим подключенному прибору измерять ток или напряжение, фактически не пропуская через прибор полную мощность.
Требуется преобразовать относительно небольшое количество энергии, потому что единственная нагрузка, называемая нагрузкой, представляет собой тонкие подвижные элементы амперметра, вольтметра или ваттметра.Существует два типа измерительных трансформаторов:
- Ток — Используется с амперметром для измерения тока при переменном напряжении
- Потенциал — Используется с вольтметром для измерения напряжения (разности потенциалов) переменного тока.
Трансформатор тока
Трансформаторы тока относятся к типу приборных
трансформаторов. Они используются для измерения
электрических токов.
Трансформатор тока имеет первичную обмотку из одного или нескольких витков толстой проволоки. Он всегда подключается последовательно в цепи, в которой измеряется ток. Вторичная катушка состоит из множества витков тонкого провода, который всегда должен быть подключен к клеммам амперметра.
Вторичная обмотка трансформатора тока никогда не должна быть разомкнута. Это связано с тем, что первичка не подключена к постоянному источнику. Существует широкий диапазон возможных первичных напряжений, поскольку устройство можно подключать ко многим типам проводников. Вторичная обмотка всегда должна быть доступна (замкнута) для реакции с первичной, чтобы предотвратить полное намагничивание сердечника. Если это произойдет, приборы больше не будут точно считывать показания.Накладной амперметр работает аналогичным образом. При открытии зажима и размещении его вокруг проводника с током сам проводник действует как первичная обмотка с одним витком. Вторичка и амперметр удобно крепятся в рукоятке прибора. Циферблат позволяет точно измерять ряд текущих диапазонов.
Трансформатор напряжения
Трансформатор напряжения — это тщательно спроектированный, чрезвычайно точный понижающий трансформатор. Обычно он используется со стандартным 120-вольтовым вольтметром.
Умножая показания вольтметра (называемые отклонениями) на коэффициент трансформации, пользователь может определить напряжение на стороне высокого напряжения. Общие коэффициенты трансформации составляют 10:1, 20:1, 40:1, 80:1, 100:1, 120:1 и даже выше.В целом трансформатор напряжения очень похож на стандартный двухобмоточный трансформатор, за исключением того, что он имеет очень небольшую мощность. Трансформаторы для этой службы всегда являются корпусными, поскольку доказано, что эта конструкция обеспечивает лучшую точность.
Трансформаторы напряжения (подобные изображенному выше) предназначены для контроля однофазных и трехфазных напряжений в линиях электропередач в приложениях по измерению мощности.
Трансформаторы постоянного напряжения— обзор видео
(Назад к Трансформаторам)
Трансформаторы, преобразователи фазы и ЧРП | Сварочный трансформатор 415В Костюм R.
P.C. | Практик-механикДжим Кеннеди
Алюминий
- #1
Любой житель Сиднея, Австралия, желающий построить RPC, этот автотрансформатор подойдет для двигателя холостого хода мощностью 3 л.с. или 4 л.с.
В прошлый раз на него не было ставки в 10 долларов, поэтому он будет стоить дешево. Я никоим образом не связан с этой рекламой, просто надеюсь, что кто-нибудь сможет построить из нее
себе R.P.C. Номер Ebay 1420553.
Transarc 2 3-фазный электросварщик В рабочем состоянии НЕТ выводов в Новом Южном Уэльсе | eBay
Джим
77люк
Пластик
- #2
помогите пожалуйста Джим
Джим
как дела??
я новичок на этом форуме, однако не новичок в механической обработке, я строю сарай дома и уже купил токарный станок (не удержался) у меня нет 3 фазы, а маленькие машинки для хобби не очень отрежьте мне, поэтому я хочу построить RPC для запуска моего токарного станка.
У меня есть сварочный аппарат для сигарет, чтобы использовать автотрансформатор, и у меня есть промежуточный двигатель мощностью 7,5 л.с. , прямо сейчас я хочу пройтись, прежде чем бежать (и иметь возможность вращать свой токарный станок дома)
На фотографиях, которые я прикрепляю, показана установка, которую вы построили, у меня такой же сварочный аппарат, я не хочу использовать устройство для сварки когда-либо опять же, поэтому я считаю, что могу удалить дроссель и вторичные обмотки? , а также жду вашего совета по поводу конфигурации проводки, которую вы использовали, чтобы вытащить 415 из обмотки
Заранее спасибо
Уэйд
Джим Кеннеди сказал:
Любой в Сиднее, Австралия, хочет построить RPC, это будет подходящий автотрансформатор для запуска двигателя холостого хода мощностью 3 л.
с. или 4 л.с.
В прошлый раз он не получил ставку в 10 долларов, поэтому он будет стоить дешево. Я никоим образом не связан с этой рекламой, просто надеюсь, что кто-нибудь сможет построить из нее
себе R.P.C. Номер Ebay 1420553.
Transarc 2�� 3-фазный электросварщик В рабочем состоянии НЕТ проводов в Новом Южном Уэльсе | ебэй
Джим
Нажмите, чтобы развернуть…
Джим Кеннеди
Алюминий
- #3
Привет, Уэйд! Вот копия того, что я написал некоторое время назад. Он объяснит вам, как подключить C.I.G Tradesman Welder в качестве автотрансформатора.
Я бы порекомендовал включить контактор в цепь, чтобы, если основное питание отключилось, а затем снова включилось, оно отключилось, а затем потребовалось ручного перезапуска.
Что-нибудь еще, просто дайте мне знать.
Что Х.П. Ваш токарный двигатель?Джим
Преобразование CIG Transarc Tradesman в автотрансформатор
Несколько замечаний по катушкам переменного тока и их последовательному и параллельному соединению, если они намотаны на один и тот же железный сердечник. Они должны быть соединены по фазе друг с другом. Я не думаю, что правильно говорить, что у катушки есть начало и конец. Меня учили думать об этом как о голове и хвосте, и когда катушка показана на диаграмме и имеет значение фазировка (например, соединения трансформатора), точка показана на одном из концов катушки. Преобразование сварочного аппарата CIG Transarc Tradesman Welder с входным напряжением 240 В, 415 В и 480 В для работы в качестве автотрансформатора, чтобы можно было вводить 240 В и выводить 415 В, заключается в соединении линий связи, как если бы сварочный аппарат должен работать от источника питания 415 В, теперь эти два входные клеммы станут выходными клеммами 415 В этого автотрансформатора, а входное питание 240 В будет подключено к первой (на моем рисунке) катушке.Обе катушки на 240В, но вторая катушка имеет отвод на 175В. (240 + 175 = 415). Хотя электрически источник питания 240 В этого автотрансформатора может быть подключен любым способом и работать, я бы рекомендовал подключить активный и нейтральный, как я показал. Что касается вторичной обмотки и дроссельного механизма, все это может оставаться на месте и не создавать проблем, но большинство сварочных аппаратов с подвижными дросселями шумные и дребезжащие, поэтому его также можно полностью снять вместе со вторичными обмотками. Для этого автотрансформатора требуется только первичная обмотка и железный сердечник. С автотрансформатором этого типа дополнительное заземление не требуется, и ваша существующая защита цепи установки должна функционировать должным образом.
77люк
Пластик
- #4
Двигатель мощностью 5 л.с., блок пусковых конденсаторов и таймер для управления пусковым током. В трехфазной сети он запускается довольно мягко, я очень редко буду делать тяжелые токарные работы дома. для меня важен размер шпинделя и качание больше, чем чистое ворчание
77люк
Пластик
- #5
Большое спасибо за помощь, Джим, я починю в сарае и дам вам знать, как я пойду, я возьму выключатель от электромафии по дороге с работы и подключим все это в случае, когда я найду его .
Должен развлекать меня, пока совет не одобрит мой да77люк
Пластик
- #6
Джим
у меня было исследование таблички на двигателе холостого хода
это 415/720В
ампер 14/8.2
1440 об/мин
как вы думаете этот блок подходит в качестве холостого хода ?
ура
Джим Кеннеди
Алюминий
- #7
Привет, Wade
Да, очень подходит, вы бы подключили этот двигатель к треугольнику, НО, если бы этот двигатель использовался на машине с очень большой пусковой нагрузкой, он был бы подключен к звезде для запуска, а затем переключен на треугольник для непрерывной работы. .Я заинтересовался вашим мотором для токарного станка мощностью 5 л.с. Я хотел бы увидеть изображение этого двигателя и его паспортную табличку, так как я никогда не видел трехфазный двигатель с пусковыми конденсаторами и таймером.
Джим
77люк
Пластик
- #8
Jim
ни одна из машин, на которых я работал, не имела такой настройки, я сделаю несколько фотографий, на первый взгляд я подумал, что кто-то модифицировал устройство на 240 В, однако мой искрометный приятель считает, что это связано с запуском.
отлично, я рад, что он подходит, это была правильная цена, двигатель холостого хода уже подключен к треугольнику, я повозился и получил 421 В от трансформатора, я не из тех, кто идет, покупает что-то и ремонтирует все свое снаряжение, так что изготовление фазопреобразователя не исключение, еще раз спасибо за помощь
Какой источник конденсаторов лучше всего?
ура
Джим Кеннеди
Алюминий
- #9
Привет, Уэйд,
Очень легко помочь кому-то, когда он слушает, что ему говорят. Приятно слышать, что вы получаете 421 В от своего автотрансформатора. Это сработает
в порядке, но допустим, вы хотите сделать его немного ниже, что легко сделать, удалив вторичную обмотку, а затем в этом месте вам нужно будет только поместить около
6 витков, скажем, 6-миллиметрового квадратного строительного провода, подключенного между терминалом S1 и источником питания. нейтральный провод. (Не забудьте сохранить его в фазе).
Я с вами, я не покупаю, если могу сделать или починить из бывших в употреблении материалов.
Мне не терпится услышать, как вы будете довольны обработкой стружки. (Очень скоро).
По поводу конденсаторов, во многих современных дешевых двигателях с расщепленной фазой используется рабочий конденсатор, как в китайских компрессорах, обычно 35 мкФ, в старых кондиционерах —
30 или 35 мкФ для компрессора и 10 мкФ для вентилятора, даже люминесцентные лампы используют что-то от 3 мкФ до 7 мкФ или покупают на Ebay из Китая. Я бы не стал покупать китайские крышки Motor Run
с номиналом 100/150/200 мкФ, которые выглядят нормального размера. С конденсаторами вам понадобится тип двигателя Run, потому что они предназначены для непрерывного использования. Пуск двигателя типа
предназначен только для пуска. Когда я строю преобразователь на 415 В, я всегда использую 2 конденсатора последовательно, чтобы напряжение было намного выше требуемого, и у меня не было проблем.
Если у вас есть 415 В, подключенное к не включенному двигателю холостого хода, и вы обвязываете его шкив веревкой, резко потяните его, затем включите питание двигателя холостого хода и наблюдайте, как он работает, вам не нужны конденсаторы, тогда, если бы вы могли переключиться ваш токарный станок в холостом двигателе ваш токарный станок будет работать.
Следует помнить, что ваша схема управления должна подключаться к 2 проводам 415 В от автотрансформатора, а не к заводской фазе.
Я просто говорю о начале работы без колпачков, когда вы работаете, вы сбалансируете это с помощью 2 конденсаторов.Джим
77люк
Пластик