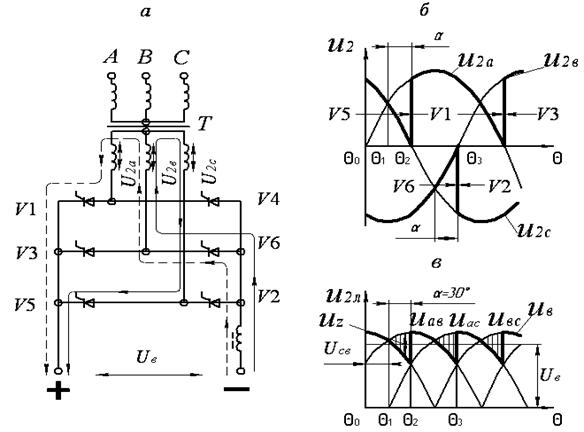
Рис. 49.Принципиальная электрическая схема сварочного выпрямителя ВСС-300-3
Сварочные выпрямители типа ВСС выпускают на номинальную силу тока 300 и 120 А. Электрическая схема выпрямителя ВСС-300-3 на 300 А показана на рис. 49.
Выпрямитель обеспечивает преобразование напряжения трехфазной сети переменного тока в требуемое для процесса дуговой сварки напряжение постоянного тока с созданием необходимой падающей внешней характеристики и обеспечением возможности плавного регулирования силы сварочного тока в нужных пределах.
Выпрямитель представляет собой передвижную однопостовую сварочную установку, состоящую из понижающего трехфазного трансформатора, блока селеновых выпрямителей, вентилятора и пу-скорегулирующей аппаратуры, смонтированных в общем кожухе.
Понижающий трансформатор имеет повышенную индуктивность рассеивания, что обеспечивает падающую внешнюю характеристику.
Выпрямитель имеет два диапазона регулирования силы сварочного тока соответственно соединению первичной и вторичной обмоток трансформатора звезда—звезда или треугольник—треугольник. Плавного регулирования силы сварочного тока в каждом диапазоне достигают изменением индуктив
ности рассеивания понижающего трансформатора за счет изменения
Рис. 49.Принципиальная электрическая схема сварочного выпрямителя ВСС-300-3
расстояния между первичной и вторичной обмотками.
Выпрямитель ВСС-120-4 на 120 А имеет такое же принципиальное устройство, как и выпрямитель ВСС-300-3.
Эти выпрямители предназначены для питания электрической дуги при ручной дуговой сварке, резке и наплавке металлов.
Сварочный выпрямитель типа ВКС-500 предназначен для ручной дуговой сварки, автоматической и полуавтоматической сварки под флюсом, резки и наплавки.
Выпрямитель ВКС-500 передвижной, в однокорпусном исполнении с трехфазным питанием. Он состоит из силового понижающего трехфазного трансформатора с подвижными катушками, выпрямительного кремниевого блока с вентилятором, пускорегулирующей и защитной аппаратуры (смонтирован в общем кожухе).
Падающая внешняя характеристика получается за счет повышенной индуктивности рассеяния. Силу сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками — плавное регулирование. При соединении первичных и вторичных обмоток в звезду или треугольник — ступенчатое регулирование.
Технические характеристики выпрямителей типа ВСС, В КС и ВД приведены з табл. 21.
|
| Лабораторный БП 0-30 вольт Драгметаллы в микросхемах Металлоискатель с дискримом Ремонт фонарика с АКБ Восстановление БП ПК ATX Кодировка SMD деталей Справочник по диодам Аналоги стабилитронов | |||||||||||||||||

Общие сведения Выпрямитель ВД-200 У3 однопостовый с падающей внешней
характеристикой предназначен для питания одной дуги при ручной
сварке.
ВД-200 У3: Условия эксплуатации В помещении с приточно-вытяжной вентиляцией (искусственной или
естественной) или на открытом воздухе под навесом. Технические характеристики Номинальное напряжение однофазной питающей сети, В — 380
Номинальная частота питающей сети, Гц — 50
Номинальный сварочный ток, А — 200
Наименьший сварочный ток, А, не более — 40
Номинальная продолжительность нагрузки* (ПН), % — 60
Номинальное рабочее напряжение, В — 28
Наименьшее рабочее напряжение, В, не менее — 22
Напряжение ХХ, В, не более — 70
Ток ХХ, А, не более — 5
Потребляемый ток, А, не более — 45
КПД, %, не менее — 89
Габаритные размеры, мм — 550x500x1000
Масса, кг, не более — 80    Табл.   Гарантийный срок эксплуатации — 1 год со дня продажи.   Срок хранения без консервации — 2 года. В состав выпрямителя входят следующие составные части:   силовой трансформатор с механическим регулированием при помощи подвижного шунта;   выпрямительный блок;   автоматический выключатель АК 50Б2МГ;   светосигнальная арматура АС12.    Силовой трансформатор состоит из стержневого магнитопровода, собранного из листовой электротехнической стали и дисковых обмоток. Обмотки трансформатора расположены на двух стержнях магнитопровода и полностью разнесены: первичные обмотки расположены рядом с верхним ярмом, вторичные — около нижнего ярма.   Механический привод шунта состоит из опоры, ходовых гаек и винта.   На одном конце винта, выходящем через переднюю стенку корпуса, закреплена ручка для его вращения.   Выпрямитель размещен в корпусе, состоящем из нижней рамы с колесиками для перемещения выпрямителя, двух боковин, крышки, передней и задней стенок. Передняя и задняя стенки корпуса съемные. В них размещены окно, закрываемое откидной крышкой для доступа к сетевым зажимам, и сварочные зажимы типа ГП-600.   Корпус выпрямителя сверху закрывается крышкой, на которой закреплена ручка для перемещения выпрямителя. Ручка имеет отверстия для стропки.   Плавное регулирование сварочного тока выпрямителя осуществляется перемещением шунта винтовым приводом. При вращении рукоятки по часовой стрелке шунт выходит из окна магнитопровода, при вращении против часовой — входит.   При полностью введенном шунте в окно магнитопровода (между первичными и вторичными обмотками) магнитная проводимость потока рассеяния и, следовательно, индуктивное сопротивление выпрямителя максимальны, сварочный ток при этом минимален. При выдвижении шунта из окна магнитопровода магнитная проводимость уменьшается и сварочный ток растет. При полностью выдвинутом шунте за пределы окна магнитопровода магнитная проводимость принимает минимальное значение, а сварочный ток — максимальное.   Электрическая принципиальная схема выпрямителя приведена на рисунке.  Рисунок   Электрическая принципиальная схема сварочного выпрямителя ВД-200 У3:   QF — автоматический выключатель;   Т — трансформатор с шунтовым регулированием;   U — выпрямительный блок;   VD1-VD4 — диоды В комплект поставки входят: сварочный выпрямитель и паспорт. Центр комплектации «СпецТехноРесурс» |

Электрическая схема сварочного инвертора
В статье представлен обзор схемотехники силовой части источников сварочного тока инверторного типа, рассмотрены общие принципы работы, недостатки и преимущества каждой из схем. Приведены несколько запатентованных способов стимулирования зажигания дуги, представлена синтезированная типовая структурная схема инверторного сварочного аппарата.Инверторные преобразователи напряжения на мощности от единиц ватт до десятков киловатт давно и успешно применяются при построении источников питания различного назначения. Особенностью этого класса преобразователей является работа на статическую нагрузку. В последнее десятилетие прошлого века инверторные преобразователи стали применяться при построении электросварочных аппаратов, где нагрузкой является сварочная дуга. Если первые модели таких инверторов выполнялись на тиристорах, то сейчас в качестве коммутирующих активных элементов применяются исключительно силовые МДП транзисторы. Абсолютное большинство сварочных инверторов предназначено для осуществления сварки на постоянном токе. Их структурная схема представлена на рис. 1
Рис. 1. Структура электросварочного аппарата инверторного типа.
1 – входной выпрямитель с емкостным накопителем энергии;
2 – инверторный модуль;
3 – выходной выпрямитель. При питании от однофазной сети бестрансформаторный входной выпрямитель заряжает накопительную емкость до напряжения величиной около 300В. Инверторный модуль, выполненный на ключевых активных элементах, осуществляет преобразование энергии постоянного тока в энергию тока высокой частоты с последующим его выпрямлением для питания сварочной дуги.
 Причем частота преобразования составляет несколько десятков килогерц. Инверторный модуль кроме ключевых элементов и системы управления ими обязательно содержит высокочастотный импульсный трансформатор. Понятно, что схемотехническое построение нверторного модуля во многом определяет качественные и количественные параметры всего сварочного аппарата. Анализ схемотехнического построения (топологии) сварочных инверторов зарубежных и отечественных производителей дает основание полагать, что число вариантов таких решений весьма ограниченно и все их можно разделить на однотактные и двухтактные. Однотактные схемы формируют импульсы одной полярности, двухтактные — двухполярные импульсы. Во всех схемах транзисторы работают в ключевом режиме, причем время включенного состояния может регулироваться, что дает возможность изменять величину нагрузочного тока. Наиболее распространенные схемотехнические решения инверторных модулей представлены на рис. 2
Причем частота преобразования составляет несколько десятков килогерц. Инверторный модуль кроме ключевых элементов и системы управления ими обязательно содержит высокочастотный импульсный трансформатор. Понятно, что схемотехническое построение нверторного модуля во многом определяет качественные и количественные параметры всего сварочного аппарата. Анализ схемотехнического построения (топологии) сварочных инверторов зарубежных и отечественных производителей дает основание полагать, что число вариантов таких решений весьма ограниченно и все их можно разделить на однотактные и двухтактные. Однотактные схемы формируют импульсы одной полярности, двухтактные — двухполярные импульсы. Во всех схемах транзисторы работают в ключевом режиме, причем время включенного состояния может регулироваться, что дает возможность изменять величину нагрузочного тока. Наиболее распространенные схемотехнические решения инверторных модулей представлены на рис. 2 Рис. 2. Схемы инверторных модулей сварочных аппаратов
а) Двухтактная схема – «полный мост»
б) Двухтактная схема – «полумостовая схема»
в) Однотактная схема – «косой полумост» В двухтактной мостовой схеме формирование двухполярных импульсов происходит за счет попарного отпирания транзисторов (VT1 и VT3), (VT2 и VT4). При номинальной мощности нагрузки через транзисторы протекает лишь половина полного тока моста, а напряжение на каждом из них составляет половину напряжения на емкости С. Однако здесь требуется обеспечить полную симметрию плеча моста для исключения возможности протекания через первичную обмотку трансформаторе тока подмагничивания. Кроме того, для предотвращения опасности сквозного короткого замыкания через транзисторы необходимо задать некоторое «мертвое время», т.е. паузу между началом процесса отключения одной пары транзисторов и включения другой. В полумостовой схеме за счет наличия емкостного делителя (С2, С3) напряжение на каждом из транзисторов и на первичной обмотке трансформатора составляет 0.
 5Uвх т.е при питании схемы от бестрансформаторного сетевого выпрямителя оно не превышает 150В. Обеспечение сварочного тока величиной 120 – 150 А при относительном малом коэффициенте трансформации приводит к необходимости применения мощных транзисторов (либо их группового соединения) и увеличению тока, потребляемого из питающей сети.
5Uвх т.е при питании схемы от бестрансформаторного сетевого выпрямителя оно не превышает 150В. Обеспечение сварочного тока величиной 120 – 150 А при относительном малом коэффициенте трансформации приводит к необходимости применения мощных транзисторов (либо их группового соединения) и увеличению тока, потребляемого из питающей сети. В такой схеме так же необходимо задавать «мертвое время». Косой полумост является однотактным инвертором. Транзисторы VT1 VT2 открываются и закрываются одновременно и здесь нет опасности сквозного КЗ. На транзисторах в запертом состоянии напряжение не превышает 0,5 Uвх. Энергия выбросов, возникающих при запирании транзисторов, сбрасывается во входную емкость С через диоды VD1 и VD2. Недостатком схемы является подмагничивание сердечника трансформатора постоянной составляющей выходного тока. Эту проблему можно решить, например, путем изготовления сердечника с зазором или выбором магнитного материала сердечника с большими значениями индукции насыщения. Схема позволяет без увеличения напряжения на транзисторах и при приемлемом значении потребляемого из сети тока за счет увеличения коэффициента трансформации получить требуемое значение выходного тока. Схема проста в управлении, не требовательна к жесткому симметрированию плеч, исключает возможность возникновения «сквозного тока», обеспечивает высокий КПД за счет рекуперации энергии.
Поэтому она нашла широкое применение в сварочных инверторах. Проектирование сварочных инверторов имеет ряд особенностей. Одна из них заключается в необходимости надежного возбуждения электрической дуги. Известно, что при ручной сварке в воздушной среде на постоянном токе или на токе промышленной частоты напряжение холостого хода должно быть порядка 60-90В. В сварочных аппаратах максимальное значение напряжения холостого хода и номинальное значение сварочного тока связаны между собой и обусловлены свойствами силового контура инвертора. Учитывая, что при питании инвертора от бестранформаторного выпрямителя входное напряжение не может быть больше 310В, при Uхх порядка 70В – 80В коэффициент трансформации по напряжению (и по току) не может быть больше 4,5.
 При таком коэффициенте трансформации и сварочном токе 150-160А потребляемый из сети ток будет порядка 40А, что при использовании бытовой сети недопустимо. Поэтому разработчики сварочных аппаратов ищут различные способы стимулирования зажигания дуги при высоком значении коэффициента трансформации сварочного трансформатора. Для зажигания дуги необходимо осуществить ионизацию разрядного промежутка.
При таком коэффициенте трансформации и сварочном токе 150-160А потребляемый из сети ток будет порядка 40А, что при использовании бытовой сети недопустимо. Поэтому разработчики сварочных аппаратов ищут различные способы стимулирования зажигания дуги при высоком значении коэффициента трансформации сварочного трансформатора. Для зажигания дуги необходимо осуществить ионизацию разрядного промежутка. Сделать это можно повышением напряжения холостого хода, стимулированием промежутка высоковольтными импульсами от отдельного генератора, воздействием маломощного лазерного луча, применением вольтодобавочных схем и др. Так, предложено ввести в схему полумостового инвертора дополнительную ёмкость С4 и диод VD1 (рис. 3). При работе инвертора на холостом ходу за счёт добротности первичного контура трансформатора ёмкость С4 заряжается до напряжения, превышающего выходное напряжение сетевого выпрямителя. При зажигании дуги добротность силового контура падает, подзаряд ёмкости С4 прекращается, и напряжение на ней определяется только выходным напряжением выпрямителя. Авторы изобретения утверждают, что такое решение позволяет при питании от однофазной цепи получать токи сварки для использования электродов с диаметром до 4 мм при напряжении холостого хода 70-75 В.
Рис.3 Сварочный источник питания по патенту № 2053069 Интересное решение для стимулирования зажигания дуги путем ионизации разрядного промежутка предложено в [2]. Сварочный ток здесь представляет собой последовательность однополярных прямоугольных импульсов следующих с частотой ультразвукового частотного диапазона. На переднем и заднем фронтах этих импульсов за счет имеющих место в сварочном трансформаторе паразитных резонансных контуров формируются высокочастотные затухающие колебания достаточно большой амплитуды (рис. 4).
Рис. 4. Эпюры напряжения и тока в схеме по патенту № 2253551 [2].
а – напряжение на первичной обмотке трансформатора инвертора
б –форма сварочного тока Авторы утверждают, что за счет такой формы сварочного тока обеспечивается непрерывная ионизация газового промежутка между электродами, поэтому достигается «чрезвычайно высокая стабильность горения дуги».
 Такой процесс сварки авторы назвали электро-импульсным. При всей заманчивости этого способа, на наш взгляд, он имеет ряд недостатков. Во-первых, из-за большой частоты следования импульсов (50-70кГц) сварка фактически осуществляется на квазипостоянном токе со всеми присущими ему недостатками. Во-вторых значительная амплитуда напряжения ударного возбуждения создает опасность повреждения ключевых транзисторов, которые и так работают в предельных режимах по току и напряжению. Поэтому к такому способу возбуждения дуги следует относится с осторожностью.
Такой процесс сварки авторы назвали электро-импульсным. При всей заманчивости этого способа, на наш взгляд, он имеет ряд недостатков. Во-первых, из-за большой частоты следования импульсов (50-70кГц) сварка фактически осуществляется на квазипостоянном токе со всеми присущими ему недостатками. Во-вторых значительная амплитуда напряжения ударного возбуждения создает опасность повреждения ключевых транзисторов, которые и так работают в предельных режимах по току и напряжению. Поэтому к такому способу возбуждения дуги следует относится с осторожностью. В сварочных инверторах ключевые элементы работают в импульсном режиме с ШИМ регулированием. Спектр тока такой последовательности импульсов весьма широк и достигает по разным оценкам 20 МГц. А поскольку токи в сварочном источнике и сварочных кабелях значительны, амплитуда высокочастотных так же может быть значительной, что создает опасность передачи радиопомех в питающую сеть и окружающую среду. Поэтому в большинстве импульсных источников на входе устанавливаются сетевые фильтры, задача которых – предотвращение попадания помех в питающую сеть. Менее проработаны вопросы снижения радиоизлучения сварочных кабелей. Почему-то считается, что если на выходе импульсного источника стоит диодный выпрямитель, то никаких высокочастотных составляющих в сварочном токе быть не должно. Однако у диодов существует время обратного восстановления, поэтому утверждение, что сварочные кабели (до и сама дуга) не являются источниками высокочастотных помех, преждевременно.
Кроме того, в моменты зажигания дуги, изменении её длины и обрыве, нагрузка на инверторный преобразователь изменяется в широких пределах. Поэтому режим работы сварочного инвертора является в принципе нестационарным, что создает опасность перегрузки и повреждения транзисторов. Классический прием снижения уровня перенапряжений на транзисторах путем подключения различных демпфирующих цепей далеко не всегда дает нужный эффект. Значительным разнообразием отличаются схемы управления сварочными инверторами.

К основным их функциям следует отнести:
• формирование импульсов, обеспечивающих надежное отпирание и запирание ключевых транзисторов;
• обеспечение возможности регулирования длительности импульсов (ШИМ) при заданной частоте их следования;
• возможность задания требуемой величины сварочного тока и его поддержание на заданном уровне в процессе сварки;
• защита аппарата от перегрева, перегрузки по току, «залипания» электрода;
• исключение токовой перегрузки питающей сети переменного тока при запуске сварочного аппарата.
С учетом всех этих требований типовую структурную схему инверторного сварочного аппарата можно представить в виде рис. 5. Сетевой фильтр (1) служит для исключения прохождения помех, возникающих в процессе работы сварочного инвертора, в питающую сеть. Входной выпрямитель с емкостным накопителем (2) необходим для питания инверторного модуля и исключения импульсной нагрузки на питающую сеть. Поскольку емкость накопителя достаточно велика (до 1500 мкФ), чтобы исключить появление пика зарядного тока, первичный заряд осуществляют через управляемый токовый ограничитель, который в процессе нормальной работы аппарата отключается блоком управления зарядом (БУЗ). Инвертор (3) преобразует энергию постоянного напряжения накопителя в энергию импульсов килогерцового диапазона путём использования широтно-импульсной модуляции (ШИМ). Формирование отпирающих импульсов для транзисторов инвертора осуществляется в системе управления состоящей из тактового генератора (10), ШИМ – котроллера (11) и драйвера (12). Требуемая величина сварочного тока задается в блоке задания режима (13) путем установления определенной ширины отпирающих импульсов. Поддержание заданной величины сварочного тока осуществляется по сигналу датчика тока (9). В ряде схем сварочных аппаратов путем задания соответствующего алгоритма управления обеспечивается стабилизация режима сварки за счет поддержания определенного соотношения между сварочным током и напряжением на дуге.
 Для этого кроме датчика тока вводится еще и датчик напряжения (8). Температурный режим внутри аппарата или его наиболее загруженных узлов контролируется с помощью датчика перегрева (7).
Для этого кроме датчика тока вводится еще и датчик напряжения (8). Температурный режим внутри аппарата или его наиболее загруженных узлов контролируется с помощью датчика перегрева (7). Рис. 5. Типовая структурная схема инверторного сварочного аппарата Путём соответствующего программирования микроконтроллера ряд фирм обеспечивает реализацию дополнительных результатов: форсирование тока при пуске, предотвращение «залипания» сварочных электродов и ряд других функций. Таким образом, повышение уровня «интеллектуальности» схемотехнических решений позволяет создавать сварочную технику с широкими функциональными возможностями.
Автор: Борисов Д.А., ГОУВПО «Мордовский государственный университет им. Н. П. Огарева», г. Саранск
Кроме статьи «Электрическая схема сварочного инвертора» смотрите также:
Диоды для сварочного аппарата
Самодельные сварочные аппараты
1. Принципы конструирования самодельных сварочных аппаратов.
1.1. Общие сведения.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения.
На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70. 75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения (Рис. 1).
Рис.1 Принципиальная электрическая схема мостового
выпрямителя сварочного аппарата, с указанием полярности
при сварке тонколистового металла
Для сглаживания пульсаций напряжения один из выводов СА подсоединяют к держателю электродов через Т-образный фильтр, состоящего из дросселя L1 и конденсатора С1. Дроссель L1 представляет собой катушку из 50. 70 витков медной шины с отводом от середины сечением S=50 мм 2 намотанную на сердечнике, например, от понижающего трансформатора ОСО-12, или более мощного. Чем больше сечение железа сглаживающего дросселя, тем менее вероятность того, что его магнитная система войдет в насыщение. При вхождении магнитной системы в насыщение при больших токах (например при резке) индуктивность дросселя скачкообразно уменьшается и соответственно сглаживание тока происходить не будет. Дуга при этом будет гореть неустойчиво. Конденсатор С1 представляет собой батарею конденсаторов типа МБМ, МБГ или им подобных емкостью 350-400 мкФ на напряжение не ниже 200 В
Дроссель L1 представляет собой катушку из 50. 70 витков медной шины с отводом от середины сечением S=50 мм 2 намотанную на сердечнике, например, от понижающего трансформатора ОСО-12, или более мощного. Чем больше сечение железа сглаживающего дросселя, тем менее вероятность того, что его магнитная система войдет в насыщение. При вхождении магнитной системы в насыщение при больших токах (например при резке) индуктивность дросселя скачкообразно уменьшается и соответственно сглаживание тока происходить не будет. Дуга при этом будет гореть неустойчиво. Конденсатор С1 представляет собой батарею конденсаторов типа МБМ, МБГ или им подобных емкостью 350-400 мкФ на напряжение не ниже 200 В
Характеристики мощных диодов и их импортных аналогов можно посмотреть в справочнике . Или по ссылке можно скачать справочник по диодам из серии «В помощь радиолюбителю № 110»
Для выпрямления и плавного регулирования сварочного тока используют схемы на мощных управляемых тиристорах, которые позволяют изменять напряжение от 0,1хх до 0,9Uхх. Помимо сварки эти регуляторы могут быть использованы для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей.
В сварочных аппаратах переменного тока используют электроды диаметром более 2 мм, что позволяет сваривать изделия толщиной более 1,5 мм. В процессе сварки ток достигает десятки ампер и дуга горит достаточно устойчиво. В таких сварочных аппаратах используют специальные электроды, которые предназначены только для сварки на переменном токе..
Для нормальной работы сварочного аппарата необходимо выполнить ряд условий. Величина выходного напряжения должна быть достаточной для надежного зажигания дуги. Для любительского сварочного аппарата Uхх=60. 65В. Для безопасности проведения работ более высокое выходное напряжение холостого хода не рекомендуется, у промышленных сварочных аппаратов для сравнения Uхх может составлять 70..75 В..
Величина напряжения сварки Iсв должна обеспечивать устойчивое горение дуги, в зависимости от диаметра электрода. Величина напряжения сварки Uсв может составлять 18. 24 В.
Величина напряжения сварки Uсв может составлять 18. 24 В.
Номинальный сварочный ток должен составлять:
Iсв – величина сварочного тока, А,
K1=30. 40 – коэффициент, зависящий от типа и размера электрода dэ, мм.
Ток короткого замыкания не должен превышать номинальный сварочный ток более чем на 30. 35%.
Замечено, что устойчивое горение дуги возможно в том случае, если сварочный аппарат имеет падающую внешнюю характеристику, которая определяет зависимость между силой тока и напряжением в сварочной цепи. (рис.2)
Рис.2 Падающая внешняя характеристика сварочного аппарата:
Диоды для сварочного аппарата
Сварочный аппарат для сварки на постоянном токе, с выпрямлением по вентильному мосту с удвоением напряжения.
По материалам статьи А.Трифонова в журнале « Моделист-конструктор » №1 1 * 99.
Как показывает практика, процесс горения дуги протекает стабильнее у сварочных устройств с мягкой (падающей) воль т- амперной характеристикой. К числу таких ” сварочников ” можно, в частности, отнести и самодельный аппарат с выпрямителем, принципиальная электрическая схема которого выполнена с “закавыкой”, суть которой – в быстрой смене режимов работы диодов, включаемых по типовому вентильному мосту (ВСМ), но по так называемой схеме удвоения напряжения (ВСУ). Особую роль в рассматриваемом техническом решении играет перемычка X2X3. Вставив ее, получают из самого, что ни на есть обычного диодного моста VD1-VD4 с низкочастотным фильтром C1C2L1 выпрямительное устройство, на выходе которого в режиме холостого хода – удвоенное (по сравнению с первым вариантом работы) напряжение. При этом положительная, скажем, полуволна напряжения, поступающего от начала вторичной обмотки сварочного трансформатора T1, беспрепятственно проходит полупроводниковый силовой вентиль VD1 и, зарядив конденсатор C1 практически до максимума, возвращается к концу названной обмотки. С наступлением другого полупериода цепь прохождения положительных электрических зарядов будет несколько иной: от конца обмотки II сварочного трансформатора T1 к C2, а от него – через вентиль VD2 – к началу той же вторичной обмотки. Но конденсаторы C1 и C2 соединены друг с другом так, что результирующее напряжение оказывается равным суммарному, которое и подводится через дроссель L1 к промежутку “электрод-деталь”, облегчая возникновение сварочной дуги. Полупроводниковые диоды VD3 и VD4 при замкнутой перемычке и отсутствии сварочной дуги в работе схемы как бы не участвуют по причине своего обратного включения в выпрямительные цепи. К тому же каждый из них оказывается запертым напряжением от соответствующего конденсатора. Недостатком типовых схем удвоения является, как утверждает теория, круто падающая внешняя характеристика, то есть резкое снижение выпрямленного напряжения при увеличении тока нагрузки. Это заставляет применять зарядные конденсаторы большой емкости (в рассматриваемом устройстве – “электролиты” по 1500 мкФ каждый). Кроме того, типовые схемы удвоения взрывоопасны: при пробое одного из силовых вентилей переменное напряжение оказывается напрямую приложенным к электролитическому (оксидному) конденсатору, что недопустимо. Вот тут то и призваны сыграть свою спасительную роль бездействовавшие ранее VD3,VD4.
С наступлением другого полупериода цепь прохождения положительных электрических зарядов будет несколько иной: от конца обмотки II сварочного трансформатора T1 к C2, а от него – через вентиль VD2 – к началу той же вторичной обмотки. Но конденсаторы C1 и C2 соединены друг с другом так, что результирующее напряжение оказывается равным суммарному, которое и подводится через дроссель L1 к промежутку “электрод-деталь”, облегчая возникновение сварочной дуги. Полупроводниковые диоды VD3 и VD4 при замкнутой перемычке и отсутствии сварочной дуги в работе схемы как бы не участвуют по причине своего обратного включения в выпрямительные цепи. К тому же каждый из них оказывается запертым напряжением от соответствующего конденсатора. Недостатком типовых схем удвоения является, как утверждает теория, круто падающая внешняя характеристика, то есть резкое снижение выпрямленного напряжения при увеличении тока нагрузки. Это заставляет применять зарядные конденсаторы большой емкости (в рассматриваемом устройстве – “электролиты” по 1500 мкФ каждый). Кроме того, типовые схемы удвоения взрывоопасны: при пробое одного из силовых вентилей переменное напряжение оказывается напрямую приложенным к электролитическому (оксидному) конденсатору, что недопустимо. Вот тут то и призваны сыграть свою спасительную роль бездействовавшие ранее VD3,VD4.
Теперь о самодельных узлах и радиодеталях, используемых в предлагаемом техническом решении. Мощность трансформатора T1, имеющего магнитопровод ПЛ45х80, равна 2,5 кВ*А. Первичная обмотка ” сварочника ” содержит 156 витков провода ПЭВ 2 диаметром 2,5 мм . Разумеется, она может быть также выполнена и более тонким, но сложенным вдвое ПЭВ2-1,7мм. Для вторичной (понижающей) обмотки использован БПВЛ сечением 16мм*2. Требуемое количество витков здесь – 22. Дроссель L1 содержит 33 витка провода БПВЛ сечением 10мм*2. Намотаны они на изолирующем каркасе, который надевается на магнитопровод ШЛ50х50, собираемый с немагнитным 2-мм зазором, где установлены прокладки толщиной 2 мм из термостойкого диэлектрика. В качестве последнего вполне подойдет гетинакс или текстолит. Конденсаторы C1 и C2 – оксидные К50-18 или другого типа, рассчитанные на использование в цепях с напряжением 50 В и более. Рекомендуемые к использованию в схеме диоды Д161 могут иметь в конце наименования любую комбинацию цифр и букв. Вполне допустимо здесь и применение мощных “электровозных” В200. Каждый из диодов установлен на дюралюминиевый теплоотвод-радиатор 80х80х45 мм с вертикальным расположением ребер (для лучшего охлаждения за счет конвекции). Клеммы X2-X5 представляют собой латунные или медные болты М10 с шайбами и гайками, выведенные на переднюю панель из текстолита или гетинакса . Перемычка сечением 30 мм*2 из меди или алюминия.
В качестве последнего вполне подойдет гетинакс или текстолит. Конденсаторы C1 и C2 – оксидные К50-18 или другого типа, рассчитанные на использование в цепях с напряжением 50 В и более. Рекомендуемые к использованию в схеме диоды Д161 могут иметь в конце наименования любую комбинацию цифр и букв. Вполне допустимо здесь и применение мощных “электровозных” В200. Каждый из диодов установлен на дюралюминиевый теплоотвод-радиатор 80х80х45 мм с вертикальным расположением ребер (для лучшего охлаждения за счет конвекции). Клеммы X2-X5 представляют собой латунные или медные болты М10 с шайбами и гайками, выведенные на переднюю панель из текстолита или гетинакса . Перемычка сечением 30 мм*2 из меди или алюминия.
Можно доработать схему и будет варить любыми электродами с высоким качеством сварки, но для этого надо дополнить данную схему еще одним дросселем, который не сложно изготовить. Берем листы трансформаторной стали размером 5см на 15см и набираем в брусок толщиной 4см, зажимаем в тисках и наматываем изоляцию на брусок, затем наматываем шинку или провод сечением 10 мм (можно алюминий) не менее 50 витков, это получится в два-три ряда, устанавливаем этот дроссель между Х 2 и Х3. Далее заменяем дроссель L1 (смотри схему) на подобии того, что изготовляли, только длина железа будет 25 см, сечение сердечника тоже – 20 см, но сечение обмотки в два раза больше, т.е. 20-25 мм . Количество витков не менее 50, но лучше 60, тоже получатся 2-3 ряда обмотки. Конденсаторы следует довести до 30000 мкФ каждый. Можно купить в магазине конденсаторы на 2200мкф соединить параллельно и установить. Не следует брать конденсаторы на 10000 мкФ, так как они взрываются, а на 2200 мкФ работают нормально. Удачи.
От автора сайта : Схема проверена на личном опыте, работает прекрасно. Пришлось к ней прибегнуть, после того как два раза сжёг вторичную обмотку бытового сварочного трансформатора (работал в повторно-кратковременном режиме). Это дало возможность уменьшить количество витков в два раза и как следствие увеличить сечение вторичной обмотки и уменьшить нагрев. А также применить очень интересный способ изоляции, с использованием старой горелой обмотки большего сечения ( можно использовать и родную вторичную обмотку). Для этого нужно отжечь обмотку в огне, чтобы убрать старую изоляцию и после очистки нанести на обмотку слой жидкого стекла (силикатный клей) и поверх намотать изоленту х.б., каждый слой обмотки промазывать жидким стеклом с асбестовой крошкой (толчёный асбестовый лист). Все операции проделывать пока клей жидкий, чтобы он пропитал обмотку. После высыхания, образуется твёрдый монолит. Этот способ пришлось придумывать от нужды (не было изолированного провода), но он превзошёл все мои ожидания. Сварка работает до сих пор в продолжительном режиме и никаких проблем. Единственный недостаток – остаточный заряд на конденсаторах. Для меня – это неважно . Дроссель не использовал . И так нормально работает.
А также применить очень интересный способ изоляции, с использованием старой горелой обмотки большего сечения ( можно использовать и родную вторичную обмотку). Для этого нужно отжечь обмотку в огне, чтобы убрать старую изоляцию и после очистки нанести на обмотку слой жидкого стекла (силикатный клей) и поверх намотать изоленту х.б., каждый слой обмотки промазывать жидким стеклом с асбестовой крошкой (толчёный асбестовый лист). Все операции проделывать пока клей жидкий, чтобы он пропитал обмотку. После высыхания, образуется твёрдый монолит. Этот способ пришлось придумывать от нужды (не было изолированного провода), но он превзошёл все мои ожидания. Сварка работает до сих пор в продолжительном режиме и никаких проблем. Единственный недостаток – остаточный заряд на конденсаторах. Для меня – это неважно . Дроссель не использовал . И так нормально работает.
Каталог статей
Выбор бытовых сварочных аппаратов на современном рынке огромен – от трансформаторных и инверторных до аппаратов плазменной резки. Основная область использования данной электроаппаратуры в бытовых целях – ремонт авто – мототехники, сварочные работы на малых строительных площадках (дачное строительство). В данной статье предлагаю рассмотреть некоторые моменты по модернизации бытовых трансформаторных сварочных аппаратов на примере сварки фирмы BlueWeld модель Gamma 4.185.
Рассмотрим принципиальную схему аппарата – как видите ничего сложного-обычный силовой трансформатор,с первичной обмоткой на 220/400В, с тепловой защитой и вентилятором охлаждения.
Рабочий ток прибора (от 25 до 160А) регулируется посредством выдвижной части сердечника трансформатора.Аппарат расчитан на работу с покрытыми электродами от 1,5 до 4мм диаметром. Что же явилось предпосылкой к модернизации данного устройства? Прежде всего нестабильность питающего напряжения в том районе, где планировалось использование данного аппарата – в иные дни оно едва достигало 170В (кстати, некоторые инверторные аппараты просто не запускаются при таком напряжении питания). Кроме того, аппарат изначально не предназачен для выполнения сварных швов с высокими эстетическими характеристиками (например при применении электродуговой сварки в процессе художественной холодной ковки металла или при сварке тонкостенных профильных труб) – в общем основным назначением аппарата было”спаять” между собой две железных болванки. Помимо всего прочего, ”зажечь” дугу этой сваркой было весьма затруднительно даже при номинальном напряжении питания – про пониженное напряжение вообще говорить не приходится. В итоге было решено прежде всего перевести аппарат на постоянный ток (для стабильности электрической дуги и как следствие увеличения качества сварного соединения) а также повысить напряжение выхода для более стабильного и легкого розжига электрода. Для этих целей идеально подошла схема выпрямителя/умножителя конструкции А.Трифонова – принципиальная электрическая схема (а) и вольт-амперные характеристики (б) показаны на рисунке.
Кроме того, аппарат изначально не предназачен для выполнения сварных швов с высокими эстетическими характеристиками (например при применении электродуговой сварки в процессе художественной холодной ковки металла или при сварке тонкостенных профильных труб) – в общем основным назначением аппарата было”спаять” между собой две железных болванки. Помимо всего прочего, ”зажечь” дугу этой сваркой было весьма затруднительно даже при номинальном напряжении питания – про пониженное напряжение вообще говорить не приходится. В итоге было решено прежде всего перевести аппарат на постоянный ток (для стабильности электрической дуги и как следствие увеличения качества сварного соединения) а также повысить напряжение выхода для более стабильного и легкого розжига электрода. Для этих целей идеально подошла схема выпрямителя/умножителя конструкции А.Трифонова – принципиальная электрическая схема (а) и вольт-амперные характеристики (б) показаны на рисунке.
Особую роль в этом техническом решении казалось бы обычного выпрямителя, играет перемычка Х1Х3-вставив ее,получают из обычного диодного моста VD1-VD4 с низкочастотным фильтром C1C2L1 выпрямительное устройство, на выходе которого в режиме холостого хода мы имеем удвоенное напряжение (по сравнению с вариантом работы прибора без перемычки). Рассмотрим более подробно работу схемы. Положительная полуволна напряжения поступает на полупроводниковый вентиль VD1 и зарядив конденсатор С1 до максимума возвращается к началу обмотки трансформатора. В другой полупериод, заряд проходит к конденсатору С2, а от него к вентилю VD2 и далее к обмотке. Конденсаторы С1 и С2 соединены таким образом, что результирующее напряжение оказывается равным суммарному (удвоенному) напряжению, которое и подводится через дроссель на держатель электрода и таким образом способствует стабильному разжиганию дуги. Вентили VD3 и VD4 при замкнутой перемычке Х2Х3 и отсутствии сварочной дуги в работе схемы не участвуют. Главным достоинством схемы является то,что при применении обычной схемы моста имеет место резкое снижение выпрямленного напряжения при увеличении тока нагрузки в момент зажигания дуги-приходится ставить электролитические конденсаторы огромной емкости – 15000мкф, и все это при том, что в момент касания электродом свариваемых поверхностей и мнгновенного разряда конденсатора большой емкости, происходит микровзрыв плазмы с разрушением покрытия электрода, а это ухудшает розжиг. Теперь немного о деталях конструкции.
Теперь немного о деталях конструкции.
В качестве вентилей диодного моста применимы полупроводниковые диоды Д161 или В200 со стандартными радиаторами для них.
Если у вас в наличии имеются 2 диода Д161 и 2 диода В200 вы можете сделать мост более компактным – диоды исполнены с разной проводимостью и радиаторы можно скрепить шпильками прямо между собой, не применяя прокладок. В качестве конденсаторов, перестраховавшись, применил набор неполярных конденсаторов МБГО (можно МБГЧ,МБГП).
Емкость каждого получилась по 400 мкф, чего вполне хватило для стабильной работы аппарата. Токовый дроссель L1 намотан на сердечнике от трансформатора ТС-270 проводом сечением 10мм квадратных.
Мотаем до полного заполнения окна. При сборке, между половинами сердечника трансформатора закладываем пластины из текстолита толщиной 0,5мм. Так как планировалось применение аппарата для сварки тонкостенных профильных труб, отрицательный вывод выпрямителя был подведен к электрододержателю, а положительный к ”крокодилу” массы. Проведенные испытания показали следующие результаты: стабильный розжиг дуги, уверенное поддержание горения дуги, отличный тепловой режим при долговременной работе (10 электродов к ряду), хорошее качество сварных швов (по сравнению с использованием аппарата без выпрямителя). Вывод – модернизация сварочного аппарата с использованием выпрямителя Трифонова заметно улучшают его показатели по всем параметрам. Автор: Элетродыч.
Вопросы по статье ДОРАБОТКА СВАРОЧНОГО АППАРАТА вы можете задать на ФОРУМЕ
© ГБПОУ КК ПАТИС
ГБПОУ КК ПАТИС
Государственное бюджетное профессиональное образовательное учреждение Краснодарского края
Приморско-Ахтарский техникум индустрии и сервиса
Адрес: 353860 г. Приморско-Ахтарск, ул. Тамаровского, 85
тел: 8 (861-43) 2-35-94, 8 (861-43) 2-18-98
Адрес сайта: http://патис. рф
рф
Социальные сети: VK и OK
Электронная почта: [email protected]
Режим работы:
ПН — СБ: с 8.00 до 16.00
Выходные дни: ВС
Учредители
Наименование:
Министерство образования, науки и молодежной политики Краснодарского края
Адрес: 350063 г. Краснодар, ул. Рашпилевская, 23
тел: 8 (861) 298-25-73
Адрес сайта: minobr.krasnodar.ru
Электронная почта: [email protected]
Режим работы:
ПН.ВТ.СР.ЧТ. – с 09.00 до 18.00
ПТ. – с 09.00 до 17.00
Перерыв на обед: с 13.00 до 13.50
Выходные дни: СБ.ВС.
Наименование:
Департамент имущественных отношений Краснодарского края
Адрес: 350000 г. Краснодар, ул. Гимназическая, 36
Канцелярия: 8 (861) 268-24-08
Факс: 8 (861) 267-11-75
Специалист по работе с обращениями граждан — консультации, запись на прием — телефон 267-11-78
Телефон горячей линии по вопросам земельных отношений: 8 (861) 992-33-35
Адрес сайта: diok.krasnodar.ru
Электронная почта: [email protected]
Режим работы:
ПН.ВТ.СР.ЧТ. – с 09.00 до 18.00
ПТ. – с 09.00 до 17.00
Перерыв на обед ПН.ВТ.СР.ЧТ.: с 13.00 до 13.50
Перерыв на обед ПТ.: с 13.00 до 13.40
Выходные дни: СБ.ВС.
Выпрямитель сварочный ВД-301
СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ ВД-301 ЭТО ХОРОШО ИЗВЕСТНЫЙ И НАДЕЖНЫЙ АППАРАТ ДЛЯ СВАРКИ В УСЛОВИЯХ ЦЕХА, НА ПРОИЗВОДСТВЕ ИЛИ НА СТРОЙКЕ. ТРЕХФАЗНЫЙ ТРАНСФОРМАТОР И ВЫПРЯМИТЕЛЬ, СОБРАННЫЙ ПО СХЕМЕ ЛАРИОНОВА, МОЩНЫЙ ВЕНТИЛЯТОР И ОПТИМАЛЬНАЯ КОМПОНОВКА |
Выпрямитель сварочный ВД-301 предназначен для питания электрической сварочной дуги постоянным током при ручной дуговой сварке, резке или наплавке металлов электродами любых марок. Климатическое исполнение выпрямителя «У», категория размещения «3» по ГОСТ15150-69, для работы в районах умеренного климата при температуре окружающего воздуха от минус 40o С до плюс 40o С и относительной влажности воздуха не более 80% (при температуре плюс 20oС). Предприятие-изготовитель гарантирует безотказную работу сварочного выпрямителя в течение 12 месяцев со дня продажи при условии соблюдения потребителем правил хранения и эксплуатации.
Технические характеристики сварочного выпрямителя ВД-301 У3
| Напряжение питания сети, В | 380 |
| Количество фаз | 3 |
| Частота, Гц | 50 |
| Номинальный сварочный ток выпрямителя, А (не менее) | 315 |
| Номинальное рабочее напряжение, В (не менее) | 32 |
| Номинальный режим работы ПН, % | 60 |
| Величина сварочного тока, A (min-max) | 30-315 |
| Напряжение холостого хода, В (не более) | 80 |
| Потребляемая мощность, кВА | 11,4 |
| Способ регулирования сварочного тока | механический, плавный |
| Габаритные размеры выпрямителя, мм | 560x510x660 |
| Macca сварочного выпрямителя, кг | 97 |
2002 — Симистор к 220 Аннотация: Тиристорный симистор 400v 16a TRIAC 25a 600v симистор 600v 25a симистор 400v 25a симистор 3a 600v симистор 10a 400v тиристор 3a 600v тиристор to220 | Оригинал | ET013 ET015 ET020 SLA0201 STA203A STA221A TF321M TF321M-A TF321S TF341M Симистор to220 Тиристор симистор 400v 16a TRIAC 25a 600v симистор 600в 25а симистор 400в 25а Симистор 3а 600в симистор 10а 400в тиристор 3а 600в Тиристор к220 | |
2008 — тиристор анодный затвор Аннотация: 3-фазная схема включения тиристора Цепи управления затвором быстрого тиристора 200A 3-фазный тиристорный привод постоянного тока pgh25016am 600A тиристорный scr демпфер ДЛЯ 3-ФАЗНОГО МОСТОВОГО ВЫПРЯМИТЕЛЯ схема включения тиристора 200A Схема управления затвором тиристора 6 Схема драйвера тиристора | Оригинал | 108мм ПГх408 тиристор с анодным затвором 3-фазная схема включения тиристора схемы управления затвором на быстром тиристоре 200А 3-х фазный тиристорный привод постоянного тока pgh25016am 600А тиристорный scr демпфер ДЛЯ 3-ФАЗНОГО МОСТОВОГО ВЫПРЯМИТЕЛЯ схема включения тиристора Схема управления тиристорным затвором на 200 А 6 тиристорная схема драйвера | |
2011 — тиристор анодный затвор Аннотация: Текст аннотации недоступен | Оригинал | 5×1014 1×107 DEAR0000112) тиристор с анодным затвором | |
1999 — Тиристор 470 А Реферат: эквивалент тиристора 1 кОм 4-контактный резисторный массив Тиристор Т 25 тиристорный направляющий тиристорный конденсатор 23 мкФ MITSUBISHI GATE ARRAY PULSE тиристор SA04 | Оригинал | ASA100) Тиристор 470 А тиристорный эквивалент 1 кОм 4-контактный массив резисторов Тиристор Т 25 направляющая тиристора тиристор конденсатор 23 мкф MITSUBISHI GATE ARRAY ИМПУЛЬСНЫЙ тиристор SA04 | |
Тиристор ГТО Аннотация: Тиристор GTO 40A, тиристорный драйвер GTO, схема тиристорного инвертора THYRISTOR GTO, тиристор GTO Замечания по применению Схема привода затвора gto vvvf регулирование скорости 3-фазного асинхронного двигателя Блок привода затвора GTO Теория, конструкция и применение демпфирующих цепей | Оригинал | ||
1998 — тиристор лтт Реферат: SIEMENS THYRISTOR Тиристоры Siemens EUPEC Тиристор LTT от постоянного тока в переменный, преобразователь через тиристор BREAK OVER DIODE плата управления тиристорная защита тиристора абстрактный срок службы тиристора, преобразователь переменного тока в постоянный, через тиристор | Оригинал | D-91362 тиристор лтт SIEMENS THYRISTOR Тиристоры Сименс EUPEC Тиристор LTT преобразователь постоянного тока в переменный с помощью тиристора ПЕРЕРЫВ НАД ДИОДОМ плата управления тиристором Аннотация тиристорной защиты срок службы тиристора преобразователь переменного тока в постоянный с помощью тиристора | |
fgt313 Аннотация: транзистор fgt313 SLA4052 RG-2A Diode SLA5222 fgt412 RBV-3006 FMN-1106S SLA5096 диод ry2a | Оригинал | 2SA1186 2SC4024 2SA1215 2SC4131 2SA1216 2SC4138 100 В переменного тока 2SA1294 2SC4140 fgt313 транзистор fgt313 SLA4052 Диод РГ-2А SLA5222 fgt412 РБВ-3006 FMN-1106S SLA5096 диод ry2a | |
2015 — Тиристор с МОП-управлением Аннотация: ресурс тиристора | Оригинал | ||
2001 — ТР250-180У Реферат: TS600-170 «Power over LAN» TR250-145 REBD TS250-130-RA TSL250-080 | Оригинал | ||
2002 — микросхема драйвера scr выпрямителя 3 фазы Аннотация: OPTOCOUPLER микросхема драйвера тиристорного затвора SCR TRIGGER PULSE Схема OPTOCOUPLER для тиристорного затвора однофазный полумост, управляемый выпрямитель scr Оптопара с тиристором SCR Phase Control IC SCR TRIGGER PULSE scr driver ic ic для выпрямителя 3 фазы 6 выход | Оригинал | ||
тиристор тт 500 н 16 Реферат: тиристорный выпрямитель с фазовым регулированием тиристор t 500 n 1800 однофазный тиристорный выпрямитель тиристор tt 121 трехфазный мост полностью управляемый выпрямитель тиристор t 500 n 18 диод ECONOPACK w3 диод b6 | Оригинал | ||
2004 — драйвер затвора scr ic Реферат: микросхема драйвера scr для выпрямителя 3-х фазная микросхема драйвера для тиристора OPTOCOUPLER для тиристорного затвора трехфазная SCR-схема управления мостом SCR TRIGGER PULSE схема OPTOCOUPLER триггер тиристора scr OPTOCOUPLER тиристор схема управления тиристором схема контактов тиристора | Оригинал | ||
1998 — Трехфазный мостовой полностью управляемый выпрямитель Реферат: tt 60 n 16 kof press-pack igbt однофазный полностью управляемый выпрямитель с тиристорным управлением с датчиком тока от постоянного к постоянному току с помощью тиристора 3-фазный выпрямительный тиристорный мост спецификация обратнопроводящего тиристора асимметричный тиристорный тиристор tt 121 | Оригинал | ||
2003 — EUPEC tt 162 n 16 Аннотация: тиристорный тиристорный модуль большой мощности tt 162 n bsm 25 gp 120 igbt модуль bsm 100 gb 60 дл ДИСКОВЫЙ ТИРИСТОРНЫЙ диод EUPEC tt 105 N 16 мощный тиристорный модуль scr IGBT FZ | Оригинал | кука-2003-инхальт EUPEC tt 162 n 16 тиристор тт 162 н тиристор большой мощности модуль bsm 25 gp 120 igbt модуль bsm 100 гб 60 дл ДИСК ТИРИСТОР диод EUPEC tt 105 N 16 тиристор большой мощности scr Модуль IGBT FZ | |
2001 — ТИРИСТОР Реферат: применение тиристора Тиристор 10А Указания по применению тиристора Указания по применению тиристор ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ Тиристор с фазовым регулированием высокой мощности Тиристор с фазовым регулированием EUPEC | Оригинал | 119 мм 05ITSM ТИРИСТОР применение тиристора тиристор 10А указания по применению тиристоров заметки по применению ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ тиристоров фазовый контроль тиристор большой мощности тиристор с фазовым регулированием eupec | |
тиристор тт 162 н Реферат: быстрый тиристор 1000 В тиристор tt 162 n 16 IGBT модуль FZ 400 тиристор td 162 n тиристор TT 162 тиристор КОНФИГУРАЦИЯ ВЫВОДОВ тиристор tt 500 n 16 THYRISTOR H 1500 тиристор 162 | Оригинал | ||
метод испытания тиристоров eupec Аннотация: SIEMENS hvdc THYRISTOR SIEMENS THYRISTOR тиристор для HVDC для 500 кВ ИМПУЛЬСНЫЙ тиристор автомобильный тиристор hvdc тиристор ltt тиристорный преобразователь проектирование пусковой схемы Схемы применения тиристоров | Оригинал | D-81541 D-59581 D- метод испытания тиристоров eupec SIEMENS hvdc THYRISTOR SIEMENS THYRISTOR тиристор для HVDC на 500 кВ ИМПУЛЬСНЫЙ тиристор автомобильный тиристор hvdc тиристор лтт схема зажигания тиристорного преобразователя Схемы применения тиристоров | |
2001 — ТР250-180У Реферат: Тиристор SiBar TSL250-080 TSV250-130 «Power over LAN» TR600-150-RA TR600-150 TR250-145 TR250-120 GR-974 | Оригинал | ||
Тиристор с обратной проводимостью Резюме: CRD5CM Тиристор to220 тиристорный регулятор CRD5C обратнопроводящий тиристор Затвор выключения Тиристор to220 | Оригинал | 2010 — Ренесас О-220 Тиристор с обратной проводимостью CRD5CM Тиристор к220 тиристорный регулятор CRD5C обратнопроводящий тиристор Тиристор выключения затвора to220 | |
2002 — тиристор EUPEC Реферат: EUPEC Тиристор LTT тиристор ltt все типы тиристоров и схема Процесс диффузии мощности Infineon Тиристор LTT Срок службы тиристора с использованием энергосистемы 6-дюймовый тиристор для HVDC ТИРИСТОР ВЫСОКОГО НАПРЯЖЕНИЯ | Оригинал | D-59581 D-81541 EUPEC Тиристор EUPEC Тиристор LTT тиристор лтт все типы тиристоров и схемы Процесс распространения энергии Infineon LTT тиристор срок службы тиристора тиристорное использование энергосистемы 6 «тиристор для HVDC ВЫСОКОВОЛЬТНЫЙ ТИРИСТОР | |
тиристор тт 162 н 12 Реферат: тиристор tt 162 n тиристор TT 46 N тиристор TT 162 асимметричный тиристор тиристор tt 25 тиристор TD 25 N dd 55 n 14 powerblock тиристор tt 105 n 16 powerblock tt 162 | Оригинал | кука-2006-де-инхальт тиристор тт 162 н 12 тиристор тт 162 н тиристор ТТ 46 Н тиристор ТТ 162 асимметричный тиристор тиристор тт 25 тиристор ТД 25 Н dd 55 n 14 powerblock тиристор тт 105 н 16 powerblock tt 162 | |
Тиристор Westcode Аннотация: WESTCODE TB 1KHZ тиристор R216Ch22FJO тиристор T 95 F 700 SM12CXC190 тиристор 910 тиристор h 250 tb 16 диодов westcode S антипараллельный тиристор | OCR сканирование | 151JL Тиристор Westcode WESTCODE TB Тиристор 1 кГц R216Ch22FJO тиристор Т 95 Ф 700 SM12CXC190 тиристор 910 тиристор h 250 тб 16 диоды westcode S Антипараллельный тиристор | |
OPTOCOUPLER тиристор Реферат: тиристорный контактор, тиристор, использующий схему перехода через нуль, автомобильный тиристор, все типы тиристоров и приложения Оптопара с тиристором, модуль тиристоров переключения перехода через нуль, код тиристора BR6000T br6000 | Оригинал | IEC60439-1 / 2/3: D-81617 105 / V3 OPTOCOUPLER тиристор тиристорный контактор тиристор с использованием схемы перехода через нуль автомобильный тиристор все типы тиристоров и приложений Оптопара с тиристором Модуль тиристоров переключения с нулевым переходом код тиристора BR6000T br6000 | |
однофазный мостовой полностью управляемый выпрямитель Аннотация: Однофазный полностью управляемый выпрямитель EUPEC DD 105 N 16 L Тиристорный трехфазный выпрямительный контур EUPEC DD 151 N 14 k EUPEC tt 105 N 16 тиристор TT 18 N eupec FZ 800 R 16 EUPEC Тиристор B / B0615 DIODE | Оригинал | ||
1999 — тиристор Т10 Аннотация: Текст аннотации недоступен | Оригинал | 120 мА 180 мА тиристор Т10 | |
Портативный усовершенствованный выпрямительный аппарат для дуговой сварки постоянного тока для резки
Использование выпрямителя постоянного тока для дуговой сварки не новость для людей, которые знакомы со строительной и металлообрабатывающей промышленностью или связаны с ней.Эти передовые наборы режущих устройств оснащены множеством обновленных функций и мощью для резки или проделывания отверстий в различных типах металла. Продукты, которые можно найти здесь, имеют прочную конструкцию и служат долгое время без каких-либо компромиссов в отношении качества. Эти продукты являются сертифицированными и экологически чистыми, при соблюдении всех стандартов безопасности. Приобретайте эти высококачественные продукты от ведущих поставщиков выпрямителей постоянного тока для дуговой сварки на Alibaba.com по удивительным ценам и невероятным предложениям.Отличительными разновидностями этого высококачественного выпрямительного аппарата для дуговой сварки постоянным током, доступного на объекте, являются резаки с плазменным высвобождением, которые могут эффективно выполнять прецизионные разрезы на металлических поверхностях. Эти изделия способны резать все типы металлов и их удобно носить с собой. Эти портативные устройства абсолютно долговечны и устойчивы к суровому и требовательному использованию. Независимо от того, хотят ли покупатели использовать их в промышленных или коммерческих целях, эти товары могут легко удовлетворить все их потребности.
На Alibaba.com доступен широкий выбор выпрямительных аппаратов для дуговой сварки постоянного тока различных размеров, мощностей, конструкций и других функций в зависимости от требований. Эти продукты являются энергоэффективными и позволяют сэкономить до 30% на счетах за электроэнергию. Инверторная технология — одна из наиболее важных особенностей этих фантастических изделий, и одна машина включает в себя комплекты для плазменной резки, комплект для сварки TIG и комплекты для дуговой сварки. Они также оснащены функциями автофункции и защиты от перегрева и имеют антипригарное действие с функцией горячего старта.
Приобретите эти аппараты премиум-класса, пролистав разнообразный ассортимент выпрямителя постоянного тока для дуговой сварки на Alibaba.com, и купите эти продукты, сэкономив при этом деньги. Они предлагаются с возможностью индивидуальной настройки и также имеют сертификаты ISO. Послепродажное обслуживание также предоставляется для некоторых моделей.
Источник питания D. C. для дуговой сварки с трехфазным регулятором SCR
Настоящее изобретение относится к источнику питания для системы дуговой сварки постоянным током и, в частности, к управляемому и программируемому источнику питания, использующему трехфазный выпрямительный мост с кремниевыми выпрямителями для управления.Еще более конкретно, это изобретение относится к такой системе для обеспечения контроля времени для точечной сварки и горячего запуска и такой системе для одновременной сварки несколькими горелками.В источниках питания для сварки обычно используются насыщаемые реакторы и трансформаторы, управляемые в первичных цепях или с помощью подвижных отводов во вторичных цепях. При включении и выключении сварочной дуги было принято включать и выключать питание первичных обмоток трансформатора. Постоянное включение и выключение напряжения на первичных обмотках приводит к чрезмерному нагреву, сокращению срока службы трансформаторов или необходимости очень больших трансформаторов.Кроме того, подвижные контакты создают возможность возникновения дуги, которая может повредить трансформаторы или блок управления. Кроме того, обычные источники питания часто приводят к чрезмерному разбрызгиванию сварочного материала, особенно при сварке MIG (металлический электрод в инертном газе). Это разбрызгивание обычно регулируется с помощью регулятора наклона.
В соответствии с настоящим изобретением предоставляется трехфазный блок питания, в котором первичные обмотки трансформатора всегда находятся под напряжением, когда сварочная система готова к использованию, а выпрямительный мост, включающий выпрямители с кремниевым управлением, обеспечивает контроль тока, который ограничивает разбрызгивание.Предусмотрена возможность горячего пуска, то есть дуга большей интенсивности в начале сварки, которая дожигает сварочный стержень до необходимой длины. Предусмотрена также точечная сварка на определенные промежутки времени. Синхронизирующая схема однопереходного транзистора вырабатывает синхронизирующие импульсы, используемые для создания сигналов зажигания для управления включением кремниевых выпрямителей в мостовой схеме для получения надлежащего сварочного тока. Дугу можно погасить, уменьшив этот ток до нуля без отключения первичных обмоток трансформатора.Для каждой сварочной горелки предусмотрено отдельное управление.
Таким образом, основной задачей настоящего изобретения является создание улучшенного трехфазного источника питания для системы сварки постоянным током и, в частности, такого источника питания, в котором питание на силовой трансформатор подается непрерывно. Другой целью изобретения является создание новой системы управления функциями для обеспечения горячего пуска и точечной сварки. Тем не менее, другой задачей является создание такой системы для раздельного управления соответствующими горелками в системе с несколькими горелками одновременно.Другие цели и преимущества изобретения станут очевидными из нижеследующего подробного описания, в частности, в сочетании с прилагаемым схематическим изображением предпочтительной формы управляемого трехфазного источника питания для сварки согласно настоящему изобретению.
Как показано на чертеже, питание подается на первичные обмотки 10 трехфазного трансформатора 12 по линиям электропередачи 14. Питание может подаваться через автоматический выключатель; однако питание подается на первичные обмотки все время, пока сварочная система находится в эксплуатации, чтобы не было необходимости повторно включать первичные обмотки каждый раз, когда возникает сварочная дуга.Кроме того, различное вспомогательное оборудование непрерывно питается от одного и того же трансформатора через третичные обмотки 16, 18 и 20 на трансформаторе 12. Управляемая мощность для самой операции сварки вырабатывается во вторичных обмотках 22 трансформатора 12. Как показано, первичные обмотки могут быть соединены треугольником, а вторичные обмотки могут быть соединены звездой, трехфазная мощность вырабатывается на соответствующих силовых проводниках 24, подключенных к соответствующим вторичным обмоткам 22.
Поскольку первичные обмотки 10 трансформаторов 12 находятся под напряжением непрерывно, напряжение появляется постоянно на проводниках 24.Это напряжение подается на трехфазный выпрямительный мост 26 через соответствующие плавкие предохранители 28. Выпрямительный мост 26 создает на выходных проводниках 30 и 32 выход постоянного тока, причем провод 30 является положительным по отношению к проводнику 32. Трехфазный выпрямительный мост 26 содержит соответствующий кремниевый управляемый выпрямитель (SCR) 34, 36, 38, каждый из которых имеет свою силовую цепь, подключенную от соответствующего проводника 24 к положительному выходному проводнику 30. Эти SCR имеют полярность, чтобы проводить электричество к положительному проводнику 30.То есть их аноды подключены к соответствующим проводникам 24, а их катоды все подключены к проводнику 30. Соответствующие диоды 40, 42 и 44 подключены между отрицательным выходным проводником 32 и соответствующими проводниками 24 и разнесены, чтобы обеспечить обратные пути для завершая мостовую схему.
Управление мощностью, подаваемой трехфазным мостом 26, достигается путем управления углом включения соответствующих тиристоров. Для SCR характерно становиться проводящим всякий раз, когда на его электрод затвора подается соответствующий сигнал зажигания, при условии, что между его анодом и катодом приложено напряжение с правильной полярностью.Как только начинается проводимость, затвор теряет управление, и проводимость продолжается до тех пор, пока ток не снизится до нуля под действием внешних сил, например, путем изменения полярности управляющего напряжения. В настоящем выпрямительном мосту 26 тиристоры 34, 36 и 38 имеют соответствующие электроды затвора 46, 48 и 50. Когда напряжение на соответствующем проводе 24 является положительным по отношению к положительному выходному проводнику 30, на него подается соответствующий сигнал зажигания. соответствующий электрод затвора 46, 48 или 50, соответствующий SCR становится проводящим, повышая напряжение на выходном проводе 30 и оставаясь проводящим до той части цикла, где напряжение на соответствующем проводе 24 начинает падать ниже напряжения на выходе проводник 30, после чего SCR становится непроводящим, и соответствующий электрод затвора восстанавливает управление.
Сигналы запуска формируются схемой запуска 52, которая вырабатывает сигнал запуска при соответствующем правильном угле запуска для каждого из SCR 34, 36 и 38. Предпочтительная схема запуска является модификацией схемы, показанной на фиг. 9.57 Руководства по SCR, General Electric, Пятое изд. 1972, стр. 278. Рабочее напряжение и опорная фаза поступают от входных проводников 24 на входную клемму 54 через соответствующие пары последовательно соединенных диодов 56, 58, 60, 62, 64 и 66. Провод 24, соединенный с анодом тринистора 34, является соединен с анодом диода 58, катод которого соединен с анодом диода 56, катод которого соединен с выводом 54.Провод 24, соединенный с анодом тринистора 36, соединен с анодом диода 62, катод которого соединен с анодом диода 60, катод которого соединен с выводом 54. Провод 24 соединен с к аноду SCR 38 подключен анод диода 66, катод которого подключен к аноду диода 64, катод которого подключен к выводу 54. Напряжение на выводе 54 используется для подачи питания на запальную цепь 52, а фаза напряжения на выводе 54 обеспечивает опорную фазу для вырабатываемых пусковых сигналов.
Напряжение на terninal 54 наносят на делитель напряжения, содержащий фиксированный резистор 68, переменный резистор 70 и диод Зенера 72 соединены последовательно между входной клеммой 54 и опорным терминалом 73. Опорный терминал 73 подключен к положительный вывод проводник 30 моста 26, чтобы обеспечить опорное напряжение. Стабилитрон обеспечивает постоянное контролируемое напряжение постоянного тока всякий раз, когда напряжение между клеммами 54 и 73 превышает это напряжение.Остальное напряжение между выводами 54 и 73 распределяется между резисторами 68 и 70 в зависимости от настройки переменного резистора 70.
Функция синхронизации пусковой цепи 52 обеспечивается генератором синхронизирующих импульсов, содержащим однопереходный транзистор. релаксационный осциллятор. Эта схема генератора содержит однопереходный транзистор 74 с его верхним основанием, подключенным через резистор 76 к соединению между резисторами 68 и 70 и с его нижним основанием, подключенным через резистор 78 к опорному терминалу 73.Последовательная RC-цепь, содержащая переменный резистор 80, постоянный резистор 82 и конденсатор 84, подключена к стабилитрону 72, причем конденсатор 84 подключен между опорным выводом 73 и электродом затвора однопереходного транзистора 74. Однопереходный транзистор 74 становится проводящим всякий раз, когда напряжение на его затворе достигает заданного уровня. Это определяется постоянной времени RC-цепи. Этой постоянной времени можно управлять с помощью переменного резистора 80.
Когда на стабилитроне 72 создается полное стандартное напряжение, конденсатор 84 заряжается этим напряжением через резисторы 80 и 82 до тех пор, пока напряжение на конденсаторе 84 не достигнет триггерного напряжения однопереходного транзистора 74, после чего конденсатор 84 разряжается. через однопереходный транзистор 74 и резистор 78, формируя тактовый импульс на резисторе 78, к которому подключен выходной вывод 86. Фазовый угол синхронизирующего импульса синхронизируется с момента подачи напряжения на входной вывод 54 и с этого момента задерживается на время, необходимое для зарядки конденсатора 84 до напряжения запуска однопереходного транзистора 74.По причинам, которые станут очевидными ниже, схема релаксационного генератора не продолжает колебаться, а, скорее, отключается перед повторной генерацией.
Синхронизирующий импульс на выходной клемме 86 подается на генератор 88 пускового сигнала, который реагирует на синхронизирующий импульс, создавая пусковые сигналы с желаемым углом зажигания для каждого из электродов затвора 46, 48 и 50 соответствующих SCR. Генератор пускового сигнала может содержать соответствующие усиливающие NPN-транзисторы 90, 92 и 94 для каждой фазы, при этом синхронизирующий сигнал на выходном выводе 86 подается на базу каждого из этих транзисторов.Коллекторы соответствующих транзисторов получают напряжение от проводников 24, подключенных к соответствующим переходам между соответствующими парами последовательно соединенных диодов 56-58, 60-62 и 64-66. Эмиттеры соответствующих транзисторов 90, 92, 94 подключены через соответствующие резисторы 96, 98, 100 к соответствующим затворам SCR 46, 48 и 50. Диоды 97, 99 и 101 подключены к соответствующим транзисторам 90, 92 и 94 для защиты последнее против обратного смещения.
При появлении синхронизирующего импульса на выходном выводе 86 транзистор 90, 92 или 94, подключенный к наиболее положительной фазе, становится проводящим, подавая пусковой импульс через соответствующий резистор 96, 98, 100 на соответствующий затвор 46. , 48, 50 соответствующих SCR 34, 36, 38.Соответствующие SCR, таким образом, становитс провод щим, подаче напряжения на соответствующем проводнике 24 к положительной выходной проводник постоянного тока 30. Это повышает напряжение на справочном терминале 73 тем, что на входной клемме 54, в результате чего напряжение на верхних и нижних оснований транзистора 74 то же самое, что делает транзистор 74 проводящим и обеспечивает разряд конденсатора 84. Это предотвращает любые колебания релаксационного генератора. Конкретный SCR остается проводящим до тех пор, пока потенциал на его соответствующем проводе 24 не начнет падать ниже напряжения на проводе 30.Затем соответствующий SCR прекращает проводимость, и соответствующий затвор восстанавливает контроль.
После того, как соответствующий тиристор становится непроводящим и его затвор находится в управлении, напряжение на соответствующем силовом проводе 24 может снова подняться выше напряжения на положительном выходном проводе 30 постоянного тока, и относительно положительное напряжение подается через соответствующие диоды 56. , 58, 60, 62, 64, 66 к входной клемме 54, создавая стандартное напряжение на стабилитроне 72. Из-за взаимодействия между тиристорами и цепью 52 зажигания опорная фаза подается в цепь зажигания со входа проводники 24.Три фазы соединенных звездой вторичных обмоток 22 разнесены на 120 ° друг от друга, и напряжения на соответствующих проводниках 24 становятся положительными с соответствующими интервалами в 120 °. Только самая положительная из трех фаз в любой момент времени подается через диоды на входной вывод 54, поскольку диоды имеют полярность, чтобы развязать менее положительные проводники. В любой момент времени только один из SCR может быть проводящим. Таким образом, как напряжение на непроводящем SCR поднимается выше напряжения на положительном проводника 30, и, следовательно, выше напряжения на эталонном терминал 73, относительный потенциал предусмотрен на входной терминал 54 производит стандартное напряжение через диод Зенера 72 и запуск периода релаксационного осциллятора.Это обеспечивает опорную фазу для пусковой цепи 52 относительно фаз напряжений, прикладываемых проводниками 24 к соответствующим тиристорам.
После периода, определенного постоянной времени RC-цепи, тактовые импульсы, генерируемые на выходной клемме 86, запускают генератор 88 сигнала зажигания с интервалами 120 °. Эти синхронизирующие импульсы производят запускающие сигналы на затворах соответствующих тиристоров. При срабатывании тринистора с наиболее положительным анодом становится проводником, и напряжение на положительном выходном проводе становится напряжением на самом положительном проводе 24.Это приводит в действии напряжения на справочном терминал 73 к тому, что на входной клемме 54 и останавливает генератор релаксации, пока последующая фаза не создает напряжение на входе терминала 54, который выше, чем на опорном терминале 73.
в том случае, постоянная времени RC релаксационного генератора должна была превысить задержку более чем на 120 °, синхронизирующий импульс возник бы в начале цикла следующей фазы, производя увеличение, а не уменьшение тока, поскольку фаза задерживается.Чтобы предотвратить это, предусмотрен второй генератор релаксации однопереходного транзистора. Этот второй релаксационный генератор включает в себя транзистор 102 однопереходных с его верхним основанием, подключенным через резистор 104 к соединению между резисторами 68 и 70 и с его нижним основанием, соединенным с опорным терминалом 73. RC цепи содержит переменный резистор 106, подключенного между затвором транзистор 102 и соединение между резисторами 68 и 70 с конденсатором 108, подключенным с одной стороны к воротам и с другой стороны через резистор 110 к опорному терминалу 73.Постоянная времени этого генератора регулируется для создания вторичного синхронизирующего импульса чуть менее 120 °, так что однопереходный транзистор 102 всегда срабатывает в пределах 120 °, если однопереходный транзистор 74 не срабатывает. Срабатывание однопереходного транзистора 102 вызывает разряд конденсатора 108 через транзистор 102 и резистор 110. Напряжение, возникающее при этом на резисторе 110, прикладывается между базой и эмиттером NPN-транзистора 112, коллектор которого подключен к электрод затвора однопереходного транзистора 74.Таким образом, когда на резисторе 110 возникает импульс, транзистор 112 становится проводящим, разряжая конденсатор 84 и подготавливая его к запуску другого цикла. Поскольку в этом режиме конденсатор 84 разряжается через транзистор 112, а не через транзистор 74 и резистор 78, на выходном выводе 86 не генерируются первичные тактовые импульсы, и все тиристоры остаются непроводящими.
С другой стороны, если однопереходный транзистор 74 сработает первым, выводы 54 и 73 приводятся в действие с одинаковым потенциалом за счет проводимости соответствующего тринистора, таким образом, обе базы транзистора 102 имеют одинаковый потенциал, вызывая тем самым конденсатор 108. разряд подготовительный к началу другого цикла.
В схеме, как было описано до сих пор, управляемая мощность постоянного тока обеспечивается между выходными проводниками 30 и 32. Величина напряжения зависит от угла возбуждения запускающих сигналов, подаваемых на тиристоры, что определяется периодом релаксационного осциллятора. . Этот период регулируется регулировкой переменного резистора 80. Это напряжение обычно подается на сварочный электрод через провод 114 и от заготовки через проводник 116, проводник 116 подключается непосредственно к D.C. Выходной провод 32 и провод 114 соединены с положительным выходным проводом 30 через дроссель 118, который служит для сглаживания сварочного тока. Резистор 120 подключен между проводниками 30 и 32, чтобы гарантировать, что некоторый значительный ток проходит через соответствующий тиристор, обеспечивая фиксацию мостовых тиристоров при нагрузках низкого уровня. Для контроля и управления амперметр 122 может быть подключен последовательно к сварочному току, а вольтметр 124 может быть подключен к нагрузке.
Для управления различными функциями сварочной системы предусмотрена схема 126 управления функцией сварки, которая содержит ряд реле и переключателей. Сварочная дуга включается и выключается переключателем 128 горелки, который может быть установлен в качестве пускового механизма на сварочной горелке. Он может быть подпружинен, чтобы открываться при отпускании спускового крючка. Питание цепи управления функцией сварки поступает от третичной обмотки 16 трансформатора. Низкое напряжение возникает между проводниками 130 и 132, а более высокое напряжение возникает между проводниками 130 и 134.Переключатель 128 горелки соединен между проводниками 130 и 132 последовательно с реле 136. Нормально замкнутые контакты реле 136-1 реле 136 соединены последовательно с резистором 138, параллельным резистору 106, для обеспечения поворота резака. включить и выключить. При замкнутых контактах 136-1 резистор 138, включенный параллельно резистору 106, обеспечивает такую короткую постоянную времени для соответствующей RC-цепи, что транзистор 102 проводит с такой высокой частотой, что транзистор 74 никогда не проводит, что исключает любой сигнал синхронизации на выходную клемму 86 и оставляя соответствующие тиристоры всегда непроводящими.При замыкании переключателя 128 горелки срабатывает реле 136, размыкая, таким образом, нормально замкнутые контакты реле 136-1 и переводя соответствующий релаксационный осциллятор в его состояние для предотвращения импульсов зажигания после 120 °.
Как уже упоминалось, при первом зажигании сварочной дуги желательно, чтобы она инициировалась при относительно высоком напряжении, чтобы сжечь сварочный стержень до соответствующей длины, с последующей подачей системой нормального сварочного напряжения. Эту процедуру часто называют горячим стартом.Чтобы обеспечить дополнительное напряжение для горячего пуска, в соответствии с настоящим изобретением предусмотрено средство для опережения синхронизирующего сигнала путем уменьшения периода релаксационного генератора, связанного с транзистором 74. Переключатель 140 горячего пуска расположен последовательно с нормально замкнутым релейные контакты 142-1 реле 142, а также последовательно с переменным резистором 144. Переключатель 140, контакты 142-1 реле и резистор 144 последовательно соединены параллельно с резистором 80, так что, когда переключатель 140 горячего старта закрывается период релаксации осциллятора уменьшается.
Поскольку желательно, чтобы это дополнительное напряжение создавалось только в течение ограниченного периода, в схеме 126 управления функцией сварки предусмотрена схема 146 синхронизации горячего старта. Схема 146 синхронизации горячего старта вводится в систему путем замыкания горячего старта. переключатель 148 синхронизации, соединенный с переключателем 140 горячего пуска. При замкнутом переключателе 148 синхронизации горячего пуска RC-цепь подключена между проводниками 130 и 134. Переменный резистор 150 и постоянный резистор 152 включены последовательно через диод 154 и нормально разомкнутые контакты реле 136-2 реле 136 к конденсатору 156.Когда переключатель 140 горячего пуска и переключатель 148 времени горячего пуска замкнуты, нажатие пускового переключателя 128 приводит в действие реле 136, замыкая контакты реле 136-2 и тем самым вызывая заряд конденсатора 156. Диод 154 имеет полярность, так что сторона конденсатора, противоположная переключателю горячего пуска, заряжается положительно. Напряжение, возникающее на этой стороне конденсатора, подается через диод 158, подключенный параллельно резистору 159 к затвору SCR 160. Катод SCR 160 подключен к другой стороне конденсатора 156.Анод SCR 160 соединен последовательно через катушку реле 142 с низким напряжением на проводнике 132. Когда напряжение на конденсаторе 156 достигает напряжения затвора SCR 160, SCR 160 проводит ток, заставляя реле 142 для работы, тем самым размыкая контакты 142-1 реле и возвращая релаксационный генератор в его нормальный период. Диод 162 подключен к катушке реле 142, чтобы подавить дребезг реле, когда тиристор 160 срабатывает и включается.
Чтобы установить опорную схему для схемы синхронизации горячего старта, резистор 164, соединенный последовательно с диодом 165 и нормально замкнутыми контактами 136-3 реле 136, подключен между конденсатором 156 и проводником 134.Таким образом, когда переключатель 128 горелки разомкнут, а релейный переключатель 136 обесточен, контакты 136-3 замкнуты, и ток течет через резистор 164, пока конденсатор 156 не будет полностью заряжен. В этом случае диод 165 установлен противоположно диоду 154, так что сторона конденсатора, соединенная с затвором тринистора 160 через резистор, становится отрицательно заряженной. Затем, когда переключатель 128 горелки замыкается, конденсатор 156 заряжается отрицательно до максимальной степени, и зарядка этого конденсатора через резисторы 150 и 152 должна сначала преодолеть отрицательный заряд, прежде чем заряжаться положительно до управляющего потенциала тринистора 160.
Для точечной сварки MIG желательно, чтобы сварочная дуга обеспечивалась в течение определенного ограниченного периода времени. С этой целью схема 126 управления функцией сварки включает в себя схему 166 точечной синхронизации MIG, сравнимую со схемой 146. Схема 166 точечной синхронизации MIG активируется переключателем 168 точечной синхронизации MIG, который соединяет схему точечной синхронизации MIG с провод 130 в качестве переключателя 148 синхронизации горячего старта подключал схему 146 синхронизации горячего старта. Когда переключатель 168 точечной синхронизации MIG замкнут, RC-цепь подключается между проводниками 130 и 134.Переменный резистор 170 и постоянный резистор 172 подключены последовательно через диод 174 и нормально разомкнутые релейные контакты 136-4 реле 136 к конденсатору 176. При замкнутом переключателе 168 точечной синхронизации MIG происходит нажатие триггерного переключателя 128. реле 136 замыкает контакты реле 136-4 и тем самым заставляет конденсатор 176 заряжаться. Диод 174 имеет полярность, так что сторона конденсатора, противоположная переключателю 168 точки MIG, заряжается положительно. Напряжение, возникающее на этой стороне конденсатора, подается через диод 178, подключенный параллельно резистору 179 к затвору тиристора 180.Катод SCR 180 подключен к другой стороне конденсатора 176. Анод SCR 180 подключен последовательно через катушку реле 182 к низкому напряжению на проводе 132. Когда напряжение на конденсаторе 176 достигает напряжения затвора SCR 180, SCR 180 проводит ток, заставляя реле 182 срабатывать, тем самым замыкая нормально разомкнутые контакты 182-1 реле параллельно с теперь разомкнутыми контактами 136-1 реле, останавливая тактовые импульсы так же, как и при замыкание контактов 136-1.Диод 183 подключен к катушке реле 182 для подавления дребезга реле, когда тиристор 180 срабатывает и включается.
Чтобы установить эталон для схемы синхронизации точки MIG, резистор 184, соединенный последовательно с диодом 186 и нормально замкнутыми контактами 136-5 реле 136, подключен между конденсатором 176 и проводником 134. Таким образом, когда выключатель горелки 128 разомкнут, а релейный переключатель 136 обесточен, контакты 136-5 замкнуты, и ток течет через резистор 184, пока конденсатор 176 не будет полностью заряжен.В этом случае диод 186 имеет полярность, противоположную диоду 174, так что сторона конденсатора, соединенная с затвором SCR 180, становится отрицательно заряженной. Затем, когда переключатель 128 горелки замыкается, конденсатор 176 заряжается отрицательно до максимальной степени, и зарядка этого конденсатора через резисторы 170 и 172 должна сначала преодолеть отрицательный заряд, прежде чем заряжаться положительно до управляющего потенциала тринистора 180.
Как было описано выше, пусковой переключатель 128 должен удерживаться нажатым, по крайней мере, в течение периода точечной сварки MIG.Может использоваться альтернативный режим работы, в котором триггерный переключатель 128 замыкается только на мгновение. Для этого режима переключатель 188 точечной фиксации MIG соединен последовательно с нормально разомкнутыми контактами 136-6 реле 136 и нормально замкнутыми контактами 182-2 реле 182 через триггерный переключатель 128. Как показано, переключатель 188 точечной фиксации MIG могут быть объединены с переключателем 168 точечной синхронизации MIG. При замкнутом переключателе 188 мгновенное замыкание триггерного переключателя 128 приводит в действие реле 136, замыкающее нормально разомкнутые контакты 136-6, обеспечивая ток для удержания реле 136 в его рабочем состоянии, когда переключатель 128 открыт.Только после того, как реле 182 приводится в действие схемой точечной синхронизации MIG, размыкая, таким образом, нормально замкнутые контакты 182-2, реле 136 размыкается. Если желательно работать только в этом режиме, цепь контактов 182-1 реле может быть исключена.
Как было указано выше, вспомогательное оборудование непрерывно питается от третичных обмоток 16, 18 и 20. Например, двигатели вентиляторов для охлаждения трансформатора 12 могут быть подключены к обмотке 18; приводы 190 сварочных стержней и регуляторы 192 подачи газа могут быть соединены с обмоткой 16; и к обмотке 20 могут быть присоединены осветительные приборы, установка положения горелки или заготовки или приводные двигатели и другое вспомогательное оборудование.Удобное управление приводом 190 сварочного прутка и регулятором 192 подачи газа можно осуществить, разместив нормально разомкнутые релейные контакты 136-7 реле 136 последовательно с линией питания к этим устройствам, чтобы сварочный пруток продвигался вперед и подавался инертный газ. всякий раз, когда включается сварочная дуга и сварочный стержень останавливается, а газ отключается всякий раз, когда отключается сварочная дуга. Когда схема синхронизации точки MIG используется в режиме, в котором переключатель 128 горелки остается замкнутым, нормально замкнутые релейные контакты 182-3 реле 182, соединенные последовательно с релейными контактами 136-7, отключают привод сварочного стержня и подачу газа во время сварки. дуга гаснет при срабатывании реле 182.
Цепи управления по настоящему изобретению особенно полезны в системах с несколькими горелками. Второй и дополнительные сварочные агрегаты могут питаться от одного и того же трансформатора 12, подключив дополнительный выпрямительный мост 26 ‘и дополнительную цепь зажигания 52’, включающую генератор синхронизирующих импульсов и генератор сигнала зажигания, ко вторичной обмотке 22 и подключив дополнительную функцию сварки.