Сила сварочного тока
Главная » Статьи » Сила сварочного тока
Большая Энциклопедия Нефти и Газа
Cтраница 1
Сила сварочного тока зависит от выбранного диаметра электрода. [1]
Сила сварочного тока, А Расход плазмообразующего газа ( аргона), л / мин. [2]
Сила сварочного тока оказывает большое влияние на глубину проплавления, размеры валика наплавленного металла и производительность процесса. С повышением силы тока увеличивается глубина проплавления основного металла, ширина и высота наплавленного валика, а также производительность процесса. [3]
Сила сварочного тока оказывает большое влияние на глубину про-плавления, размеры валика наплавленного металла и производительность процесса. С повышением силы тока увеличиваются глубина про-плавления основного металла, ширина и высота наплавленного валика, а также производительность процесса. [4]
Сила сварочного тока назначается в зависимости от марки стали, из которой изготовлена сварочная проволока, диаметра проволоки ( электрода) и положения изделия в пространстве при сварке. [5]
[5]
Сила сварочного тока берется согласно паспортным данным электрода. [6]
| Зависимость коэффициента наплавки от марки электрода. [7] |
Сила сварочного тока определяется условиями сварки, диаметром электрода, положением шва в пространстве и другими данными, устанавливаемыми технологическим процессом. [8]
Сила сварочного тока зависит от диаметра электрода и принимается: для электродов d4 MM i130 — 150 а и для d 5 MM i 150 — 180 а. Перед наплавкой деталь следует устанавливать так, чтобы наплавляемый участок находился в горизонтальном положении. Количество расплавленного основного металла должно быть как можно меньше. [9]
Сила сварочного тока для ванной сварки должна быть на 35 — 40 А больше силы тока, чем при сварке швами. [10]
Сила сварочного тока должна быть предельно низкой, едва обеспечивающей плавление, чтобы по возможности ограничить разбавление коррозион-ностойкой наплавки металлом конструкционной стали и ее шва. Число наплавочных слоев должно быть не менее — двух. В некоторых случаях применяется частичная сошлифовка первого — слоя, что позволяет увеличить число верхних слоев и снизить разбавление коррозионно-стойкой наплавки железом. [11]
Число наплавочных слоев должно быть не менее — двух. В некоторых случаях применяется частичная сошлифовка первого — слоя, что позволяет увеличить число верхних слоев и снизить разбавление коррозионно-стойкой наплавки железом. [11]
Сила сварочного тока зависит от диаметра электродной проволоки и скорости ее подачи. [12]
Сила сварочного тока не должна иметь беспорядочных колебаний и оставаться одинаковой для каждой точки. При этом необходимо учитывать, что шунтирование тока через ранее поставленные точки при сварке каждой новой точки может достигнуть значительной величины; это влияние следует учитывать и компенсировать соответственным увеличением силы сварочного тока. [13]
Сила сварочного тока / св зависит от толщины свариваемого металла. Для сварки деталей из низкоуглеродистых сталей на машинах переменного тока среднее значение сварочного тока получают из опытной формулы / св6500 — 6, где Ь — толщина одного листа в мм. Плотность тока / / св / 5э с увеличением толщины деталей уменьшается. [14]
[14]
| Трансформаторы ТС-300 и ТС-500. [15] |
Страницы: 1 2 3 4
www.ngpedia.ru
Электросварка покрытым электродом (ММА)
Режимы ручной дуговой сварки покрытыми электродами
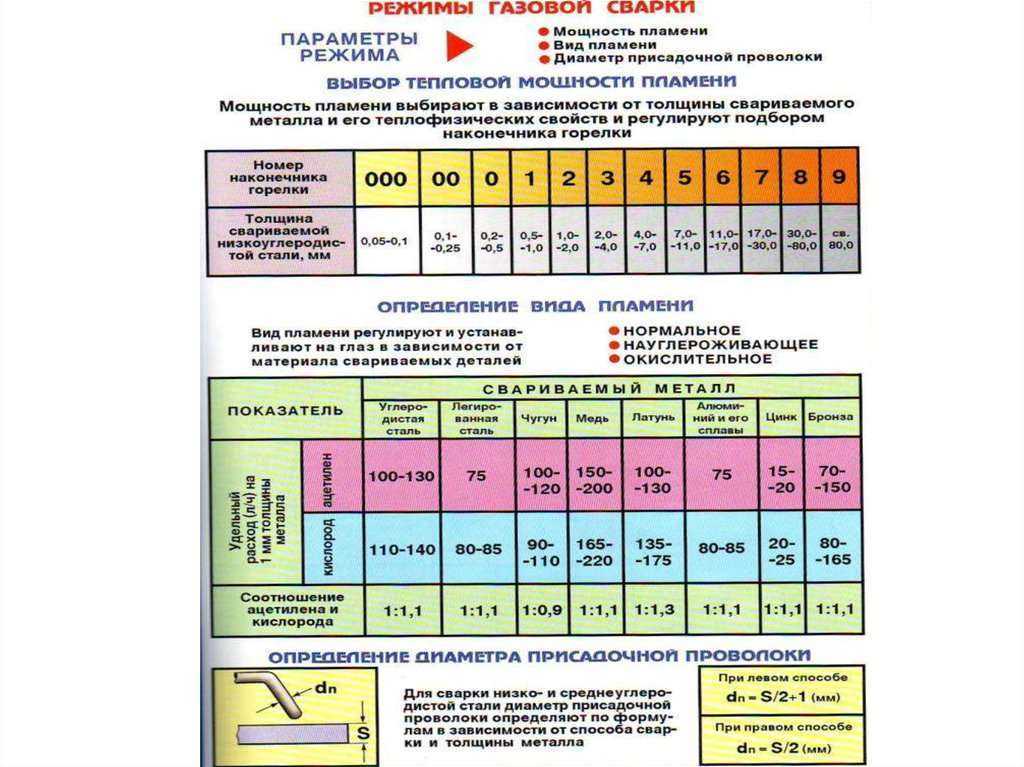
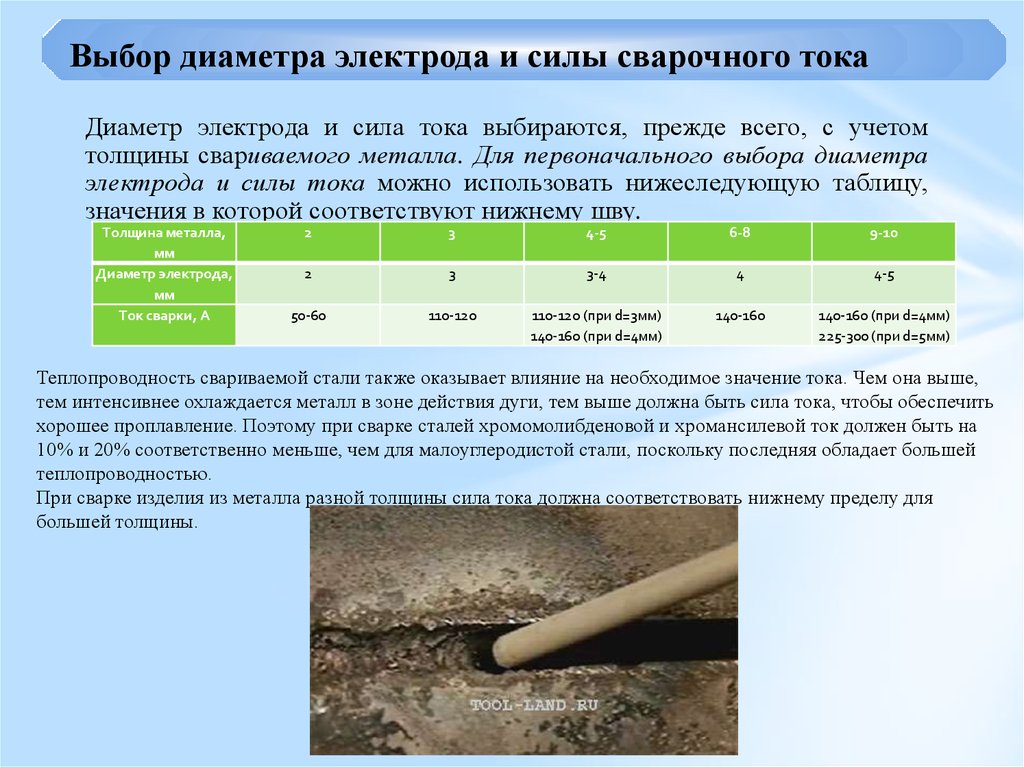
Под режимом сварки понимают совокупность контролируемых параметров, определяющих сварочные условия. Выбор режима предусматривает определение значений параметров, при которых обеспечивается устойчивое горение дуги и получение швов заданных размеров, формы и свойств. Параметры режима подразделяют на основные и дополнительные. К основным параметрам ручной дуговой сварки покрытыми электродами относят диаметр электрода, силу сварочного тока, род и полярность его, напряжение дуги. К дополнительным относят состав и толщину покрытий, положение шва в пространстве, число проходов.
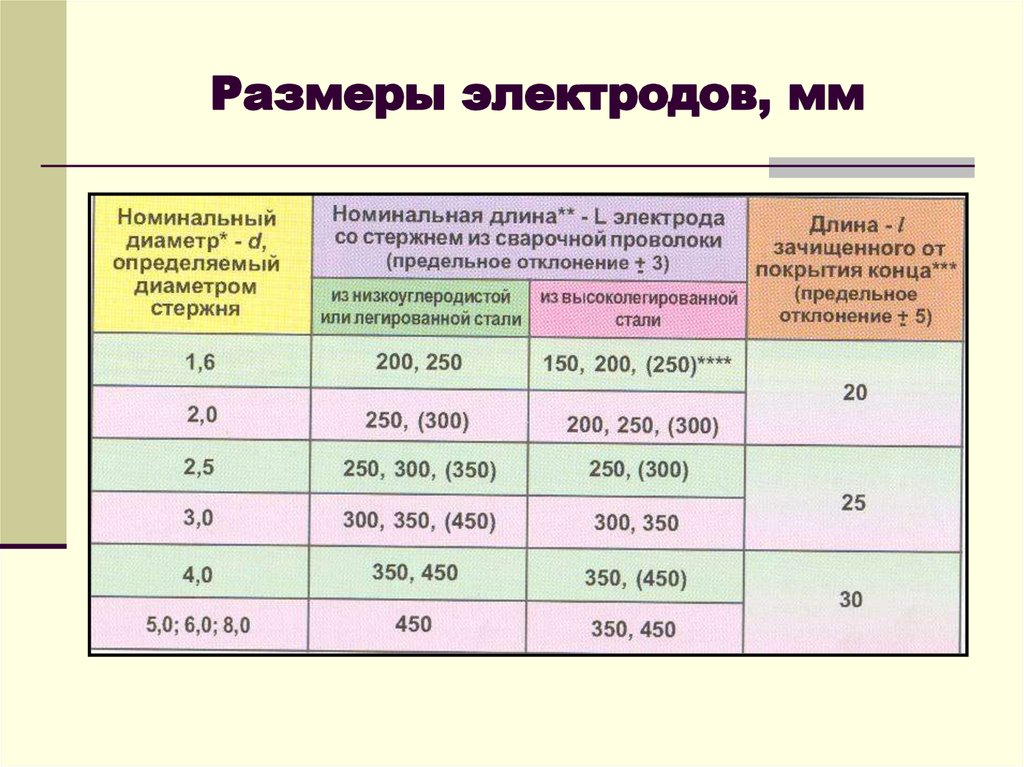
Диаметр электродов выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве. Примерное соотношение между толщиной металла S и диаметром электрода d при сварке шва в нижнем положении составляет:
S, мм .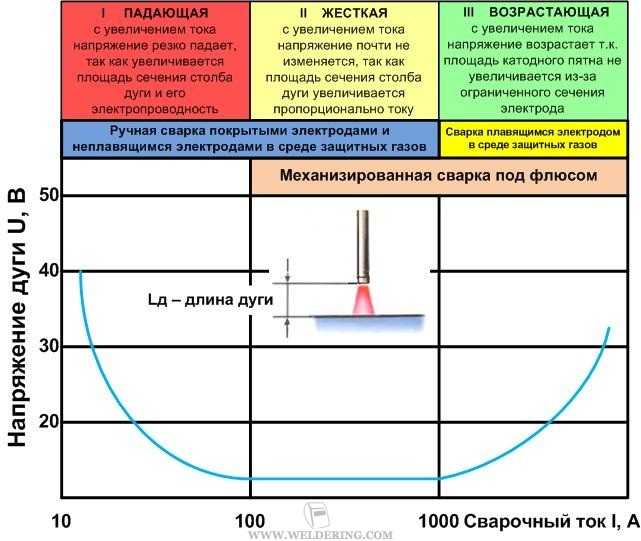
Сила сварочного тока обычно устанавливается в зависимости от выбранного диаметра электрода. При сварке швов в нижнем положении шва для электродов диаметров 3-6 мм сила тока может быть определена по соотношению ТОК = (20 + 6d)d; для электродов диаметром менее 3 мм ТОК = 30d.Из приведенной зависимости следует, что допустимая сила тока ограничена. При большой силе тока наблюдается перегрев стержня электрода. В результате ухудшаются защитные свойства покрытия, его осыпание со стержня, нарушается стабильность плавления электрода.
Основные положения сварки. Ручную сварку можно производить во всех пространственных положениях шва, однако следует стремиться к нижнему положению, как более удобному и обеспечивающему лучшие условия для достижения высокого качества сварного шва.
Технология выполнения ручной дуговой сварки
Технология выполнения ручной дуговой сварки предусматривает способ возбуждения дуги, перемещения электрода в процессе сварки, порядок наложения швов в зависимости от особенностей сварных соединений. Возбуждение дуги осуществляется при кратковременном прикосновении конца электрода к изделию и отведении его на расстояние 3-5 мм. Технически этот процесс можно осуществлять двумя приемами: касанием электрода впритык и отводом его вверх; чирканием концом электрода, как спичкой, о поверхность изделия.В процессе сварки необходимо поддерживать определенную длину дуги, которая зависит от марки и диаметра электрода. Ориентировочно нормальная длина дуги должна быть в пределах Lд = 0,5d +1,где:Lд — длина дуги, мм; d — диаметр электрода, мм.Длина дуги оказывает существенное влияние на качество сварного шва и его геометрическую форму. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, увеличивает разбрызгивание, а при сварке покрытыми электродами основного типа приводит к пористости металла.
Возбуждение дуги осуществляется при кратковременном прикосновении конца электрода к изделию и отведении его на расстояние 3-5 мм. Технически этот процесс можно осуществлять двумя приемами: касанием электрода впритык и отводом его вверх; чирканием концом электрода, как спичкой, о поверхность изделия.В процессе сварки необходимо поддерживать определенную длину дуги, которая зависит от марки и диаметра электрода. Ориентировочно нормальная длина дуги должна быть в пределах Lд = 0,5d +1,где:Lд — длина дуги, мм; d — диаметр электрода, мм.Длина дуги оказывает существенное влияние на качество сварного шва и его геометрическую форму. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, увеличивает разбрызгивание, а при сварке покрытыми электродами основного типа приводит к пористости металла.
 Оно производится со скоростью плавления электрода и обеспечивает поддержание определенной длины дуги. Второе движение электрода направлено вдоль оси шва и производится со скоростью сварки. В результате этих двух движений образуется узкий, шириной не более 1,5 диаметра электрода, так называемый ниточный шов. Такой шов применяется при сварке тонкого металла, а также при выполнении, корня шва при многослойной (многопроходной) сварке. Третье движение — это колебание конца электрода поперек оси шва, которое необходимо для образования валика определенной ширины, хорошего провара кромок и замедления остывания сварочной ванны. Колебательные движения электрода поперек оси шва могут быть различными и определяются формой, размером и положением шва в пространстве.
Оно производится со скоростью плавления электрода и обеспечивает поддержание определенной длины дуги. Второе движение электрода направлено вдоль оси шва и производится со скоростью сварки. В результате этих двух движений образуется узкий, шириной не более 1,5 диаметра электрода, так называемый ниточный шов. Такой шов применяется при сварке тонкого металла, а также при выполнении, корня шва при многослойной (многопроходной) сварке. Третье движение — это колебание конца электрода поперек оси шва, которое необходимо для образования валика определенной ширины, хорошего провара кромок и замедления остывания сварочной ванны. Колебательные движения электрода поперек оси шва могут быть различными и определяются формой, размером и положением шва в пространстве. Сварщик должен внимательно следить за расплавлением кромок деталей и торца электрода, проплавлением корня шва и не допускать затекания жидкого металла впереди дуги.
Сварщик должен внимательно следить за расплавлением кромок деталей и торца электрода, проплавлением корня шва и не допускать затекания жидкого металла впереди дуги.Заканчивают сварку заваркой кратера. Для этого или держат неподвижно электрод до естественного обрыва дуги, или быстро укорачивают дугу вплоть до частых коротких замыканий, после чего ее резко обрывают.
Выполнение стыковых швов. Стыковые швы применяют для получения стыковых соединений. Стыковые соединения со скосом одной или двух кромок могут выполняться однослойными или многослойными швами. При сварке однослойным швом дугу возбуждают на краю скоса кромки, а затем, переместив ее вниз, проваривают корень шва. На скосах кромок движение электрода замедляют, чтобы лучше проварить их. При переходе дуги с одной кромки на другую скорость движения электрода увеличивают во избежание прожога в месте зазора между кромками. При сварке многослойным швом после заполнения каждого последующего слоя предыдущий слой тщательно зачищают от шлака, так как в противном случае между отдельными слоями могут образоваться шлаковые включения.
Сварку соединений ответственных конструкций большой толщины (свыше 25 мм), когда появляются объемные напряжения и возрастает опасность образования трещин, выполняют с применением специальных приемов заполнения швов блоками или каскадом. При сварке блоками (рис. 1.6) сначала в разделку кромок наплавляют первый слой небольшой длины 200-300 мм, затем второй слой, перекрывающий первый и имеющий примерно в два раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так наплавляют слои до тех пор, пока на небольшом участке над первым слоем разделка не будет заполнена. Затем от этого участка сварку ведут в разные стороны короткими швами тем же способом. Таким образом, зона «сварки все время находится в горячем состоянии, что предупреждает появление трещин. При каскадном методе выполняется обратно ступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них.
Рис.1
Выполнение угловых швов. Угловые швы применяют при сварке угловых, тавровых и нахлесточных соединений. Сварка угловым швом может производиться наклонным электродом и «в лодочку». При сварке наклонным электродом возможно неполное про-плавление корня шва или кромки горизонтальной детали. Во избежание непровара дугу возбуждают на горизонтальной полке в точке, отступив от границы шва на 3-4 мм. Затем дугу перемешают к вершине шва, где ее несколько задерживают для лучшего провара его корня, и поднимают вверх, проваривая вертикальную полку. Такой же процесс после некоторого перемещения электрода вперед повторяют и в обратном направлении. Угол наклона электрода в процессе сварки изменяется в зависимости от того, на какой полке в данный момент горит дуга. Начинать процесс сварки на вертикальной полке нельзя, так как в этом случае расплавленный металл с электрода будет натекать на еще холодный основной металл горизонтальной полки, в результате чего образуется непровар. На вертикальной же полке возможно образование подрезов.
При сварке угловым швом «в лодочку» наплавленный металл располагается в желобке, образуемом двумя полками. Это обеспечивает правильное формирование шва и хороший провар его корня.
Выполнение швов в нижнем положении. Эти швы являются наиболее удобными для сварки, так как в этом положении капли электродного металла .под действием собственного веса легко переходят в сварочную ванну и жидкий металл не вытекает из нее. Кроме того, наблюдение за сваркой при нижнем положении более удобно. В процессе сварки электрод наклоняют по направлению сварки на угол 10-20°.
Выполнение швов в вертикальном положении. В этом случае электродный металл и основной стремятся стечь вниз. Поэтому вертикальные швы выполняют очень короткой дугой, при которой расстояние между каплями на электроде и жидким металлом в сварочной ванне настолько мало, что между ними возникает взаимное притяжение. Благодаря этому капли электродного металла сливаются со сварочной ванной при малейшем касании их между собой. Вертикальные швы выполняют как снизу вверх, так и сверху вниз. В первом случае дуга возбуждается в самой нижней точке вертикально расположенных пластин, и после образования ванны жидкого металла электрод, установленный сначала горизонтально (положение 1), отводится несколько вверх (положение 2). При этом застывший металл шва образует1 подобие полочки, на которой удерживаются последующие капли металла. Для предотвращения вытекания жидкого металла из ванны необходимо совершать колебательные движения электродом поперек оси шва с отводом его вверх и поочередно в обе стороны. Это обеспечивает быстрое затвердевание жидкого металла.
Благодаря этому капли электродного металла сливаются со сварочной ванной при малейшем касании их между собой. Вертикальные швы выполняют как снизу вверх, так и сверху вниз. В первом случае дуга возбуждается в самой нижней точке вертикально расположенных пластин, и после образования ванны жидкого металла электрод, установленный сначала горизонтально (положение 1), отводится несколько вверх (положение 2). При этом застывший металл шва образует1 подобие полочки, на которой удерживаются последующие капли металла. Для предотвращения вытекания жидкого металла из ванны необходимо совершать колебательные движения электродом поперек оси шва с отводом его вверх и поочередно в обе стороны. Это обеспечивает быстрое затвердевание жидкого металла.
Сварку сверху вниз применяют при малой толщине металла или при наложении первого слоя шва в процессе многослойной сварки. В этом случае подтекающий под дугу жидкий металл уменьшает возможность образования сквозных прожогов. В начале сварки дуга возбуждается в самой верхней точке пластин при горизонтальном расположении электрода. После образования ванны жидкого металла электрод наклоняют на 15-20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебательных движений электрода должна быть небольшой, а дуга -очень короткой, чтобы капли расплавленного металла удерживались от стекания вниз.
После образования ванны жидкого металла электрод наклоняют на 15-20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебательных движений электрода должна быть небольшой, а дуга -очень короткой, чтобы капли расплавленного металла удерживались от стекания вниз.
Выполнение швов в горизонтальном положении. Эти швы выполнять труднее, чем в вертикальном положении. Для предупреждения стекания жидкого металла скос кромок обычно делается на одной верхней детали. Дуга в этом случае возбуждается на нижней горизонтальной кромке (положение 1), а затем переносится на притупление деталей и затем на верхнюю кромку (положение 2), поднимая вверх стекающую каплю металла. Колебательные движения электродом совершают по спирали. Выполнять горизонтальными сварными швами нахлесточные соединения легче, чем стыковые, так как горизонтальная кромка листа способствует удержанию расплавленного металла от отекания вниз. При выполнении горизонтальных швов с двумя скосами кромок устанавливают порядок их заполнения, который в процессе проваривания верхней кромки позволяет избежать потолочного положения расплавленного металла.
При выполнении горизонтальных швов с двумя скосами кромок устанавливают порядок их заполнения, который в процессе проваривания верхней кромки позволяет избежать потолочного положения расплавленного металла.
Выполнение швов в потолочном положении. Эти швы являются наиболее трудными. Объясняется это тем, что масса капли препятствует переносу металла с электрода в сварочную ванну, а расплавленный металл стремится вытечь из ванны вниз. Поэтому в процессе сварки нужно добиться, чтобы объем сварочной ванны был небольшим. Это достигается применением электродов малого диаметра (не более 3-4 мм) и сварочного тока пониженной силы. Основным условием получения качественного шва является поддержание самой короткой дуги путем периодических замыканий электрода с ванной жидкого металла. В момент замыкания капли металла под действием сил поверхностного натяжения втягивается в сварочную ванну. В момент удаления электрода дуга гаснет и металл шва затвердевает. Одновременно электроду сообщаются также и колебательные движения поперек шва. Наклон электрода к поверхности детали должен составлять 70-80° в направлении сварки.
Наклон электрода к поверхности детали должен составлять 70-80° в направлении сварки.
Выполнение швов различной длины. Все сварные швы в зависимости от их длины условно разбивают на три группы; короткие — до 250 мм, средней длины -от 250 до 1000 мм, длинные -от 1000 мм и более.
Рис.2
Короткие швы выполняют «на проход» в одном направлении, т. е. при движении электрода от начала шва к концу (рис. 2, а). При выполнении швов средней длины и длинных возможно короблению изделий. Чтобы избежать этого, швы средней длины выполняют «на проход» от середины сварного соединения к концам (рис. 2, б) и обратноступенчатым способом (рис. 2, в), сущность которого состоит в том, чтобы каждый из них мог быть выполнен целым числом электродов (двумя, тремя и т. д.). При этом переход от участка к участку совмещается со сменой электрода. Каждый участок заваривается в направлении, обратном общему направлению сварки, а последний всегда заваривается «на выход». Длинные швы выполняют от середины к концам обратноступенчатым способом (рис. 2 г). В данном случае возможно организовать работу одновременно двух сварщиков.
2 г). В данном случае возможно организовать работу одновременно двух сварщиков.
masterweld.ru
Большая Энциклопедия Нефти и Газа
Cтраница 1
Увеличение силы сварочного тока при неизменной скорости сварки влечет за собой увеличение объема сварочной ванны. При этом наблюдается укрупнение зерен металла шва, что повышает склонность к меж-кристаллитной коррозии и образованию горячих трещин, особенно в литых аустенитных сталях. [1]
С увеличением силы сварочного тока ( рис. 28, а) глубина проплавления возрастает почти линейно до некоторой величины. Это объясняется ростом давления дуги на поверхность сварочной ванны, которым оттесняется расплавленный металл из-под дуги ( улучшаются условия теплопередачи от дуги к основному металлу), и увеличением погонной энергии. Ввиду того, что повышается количество расплавляемого электродного металла, увеличивается и высота усиления шва. [3]
С увеличением силы сварочного тока при сварке электродной1 проволокой одного диаметра увеличиваются производительность сварки и глубина проплавления основного металла. Рост производительности сварки объясняется увеличением скорости плавления электродной проволоки и уменьшением разбрызгивания электродного металла. Разбрызгивание уменьшается благодаря тому, что с увеличением значения 1св и, следовательно плотности тока изменяется характер переноса электродного металла — металл переносится в виде более мелких капель. При большом сварочном токе дуга погружается в основной металл, и поэтому большее количество капель удерживается внутри глубокой сварочной ванны. [4]
Рост производительности сварки объясняется увеличением скорости плавления электродной проволоки и уменьшением разбрызгивания электродного металла. Разбрызгивание уменьшается благодаря тому, что с увеличением значения 1св и, следовательно плотности тока изменяется характер переноса электродного металла — металл переносится в виде более мелких капель. При большом сварочном токе дуга погружается в основной металл, и поэтому большее количество капель удерживается внутри глубокой сварочной ванны. [4]
С увеличением силы сварочного тока возрастает эффективная мощность дуги, вследствие чего увеличивается количество расплавленного основного и электродного металла, значительно возрастает глубина провара, выпуклость валика, незначительно возрастает. [5]
При увеличении силы сварочного тока при сварке листов равной толщины обычно увеличивается диаметр заклепки. Если нижний лист имеет большую толщину, растет и глубина проплавления. То же наблюдается и при увеличении времени горения дуги. [7]
[7]
При увеличении силы сварочного тока при сварке листов равной толщины обычно увеличивается диаметр заклепки. Если нижний лист имеет большую толщину, растет и глубина проплавления. То же наблюдается и при увеличении времени горения дуги. Для предупреждения образования подрезов, трещин и пор в заклепке, вызванных высокой скоростью кристаллизации металла, применяют повторное кратковременное возбуждение дуги или плавное уменьшение сварочного тока. При применении плавящегося электрода шов образуется за счет проплавления основного металла и расплавления электродной проволоки диаметром до 2 мм. [9]
При увеличении силы сварочного тока повышается температура капель электродного металла, а также снижается время нагрева проволоки в вылете. Это способствует повышению концентрации паров воды в зоне дуги и, как следствие, росту содержания водорода в расплавленном металле. [10]
Так, при увеличении силы сварочного тока увеличивается интенсивность плавления электрода, размер капель практически не изменяется, но время их взаимодействия со шлаком уменьшается, что приводит к меньшему воздействию шлака на металл. Поверхность металлической ванны, контактирующая со шлаком, при этом не изменяется и поэтому не может влиять на характер взаимодействия шлака с металлом. [12]
Поверхность металлической ванны, контактирующая со шлаком, при этом не изменяется и поэтому не может влиять на характер взаимодействия шлака с металлом. [12]
А / мм2, Увеличение силы сварочного тока приводит к увеличению эффективной тепловой мощности дуги Q3 ( J), вследствие чего увеличиваются глубина проплавления, выпуклость, ширина валика и скорость плавления электрода, В результате этого доля основного металла в металле шва повышается. [13]
Размер капель уменьшается с увеличением силы сварочного тока, повышением содержания углерода, уменьшением диаметра электродной проволоки и поверхностного натяжения в металле капли. В этом плане весьма эффективно добавление к аргону СО2 или кислорода, поскольку окисление поверхности капли снижает поверхностное натяжение. [14]
При сварке самозащитной порошковой проволокой увеличение силы сварочного тока приводит к уменьшению содержания азота в металле шва. Влияние силы сварочного тока объясняется тем, что по мере ее увеличения возрастает количество проволоки, расплавляемой в единицу времени, и как следствие, количество выделяющихся газов, приводящих к снижению парциального давле ния азота в зоне плавления. [15]
[15]
Страницы: 1 2 3
www.ngpedia.ru
какие параметры влияют на силу тока
Содержание
- Общая информация
- Техника безопасности при сварке
- На что влияет сила сварочного тока
- От чего зависит параметр
- Толщина электрода
- Толщина листа металла
- Характеристики шва
- Полярность тока
- Универсальная таблица для определения силы тока
- Для стыковых соединений
- Для угловых и тавровых соединений
- По какой формуле осуществляется расчет
- Подробнее о выборе тока для сварки электродом на практике
- Влияние режима сварки
- Длина дуги
- Прямая или обратная полярность
- Покрытие электрода
- Постоянный и переменный ток
- Особенности для инверторов
- Влияет ли марка электрода на выбор силы тока
В процессе настройки инвертора среди прочего устанавливают показатель сварочного тока.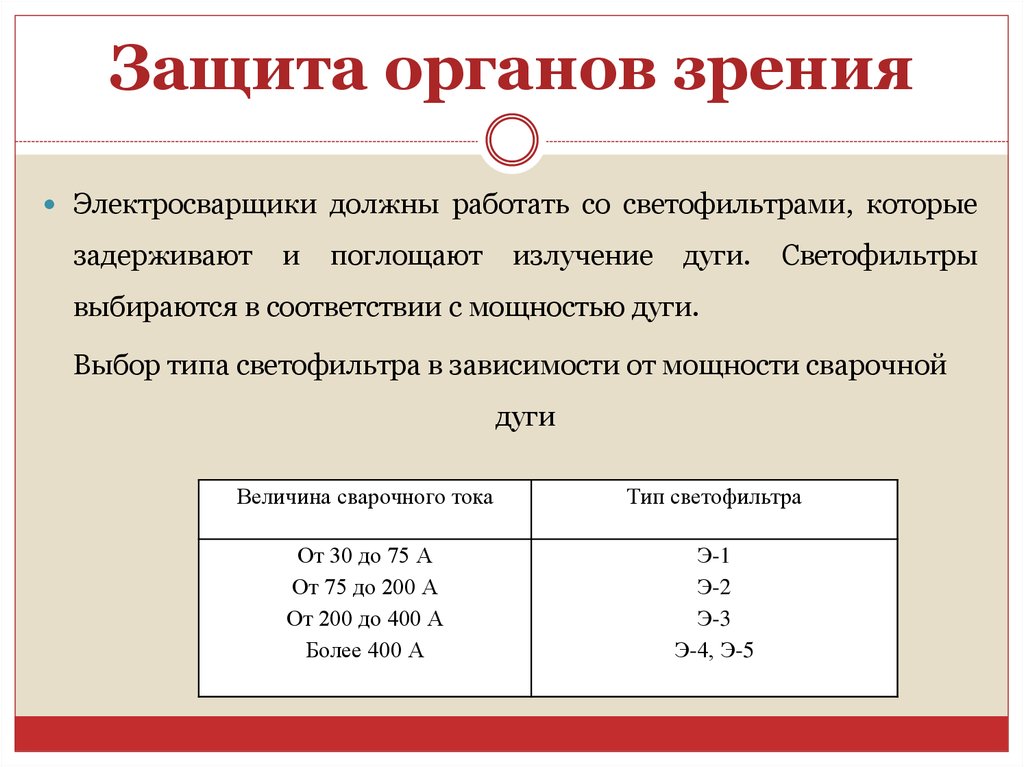 Его величина зависит от ряда параметров. Правильный выбор ампеража является необходимым условием высокого качества соединения.
Его величина зависит от ряда параметров. Правильный выбор ампеража является необходимым условием высокого качества соединения.
Главную роль в сварке играет дуговой разряд, обладающий высокой температурой. Для его создания электрод и заготовки подключают к источнику напряжения. Разряд плавит металл кромок деталей, и тот сливается в одно целое.
Переносчиками заряда в дуге являются ионизированные атомы, молекулы и свободные электроны. С увеличением их количества горение улучшается. Для этого в обмазку электродов вводят компоненты с низким потенциалом ионизации.
Согласно закону Ома, через поперечное сечение любого участка неразветвленной цепи за единицу времени протекает одинаковое количество заряда. Отсюда следует, что сила сварочного тока ограничена значением, максимально допустимым для данного аппарата.
Для соединения заготовок методом плавления используют 2 вида напряжения:
- постоянное;
- переменное.


Первое обеспечивает более качественные швы и соединения, металл меньше разбрызгивается.
Для соединения заготовок используют постоянное и переменное напряжение.Техника безопасности при сварке
Нормативы устанавливают следующие правила:
- Сварщик надевает специальный костюм, рукавицы из искростойкого материала, закрытую обувь на резиновой подошве. Они защищают кожу от брызг расплавленного металла и жесткого ультрафиолетового излучения дуги. Лицо закрывают маской с темным стеклом. Глаза необходимо защищать не только от прямых лучей ультрафиолета, но и от боковых бликов (отражения от стен).
- Пост оборудуют вытяжкой. Если работы ведутся в полевых или монтажных условиях, организуют проветривание. При отсутствии такой возможности сварщик работает в респираторе. Наиболее токсичны электроды с кислым покрытием. Вместо них рекомендуется использовать рутилово-кислые.
- Если вблизи поста находятся люди, мастер непосредственно перед зажиганием дуги громко произносит слово «глаза». Так он предупреждает их о необходимости отвернуться или защитить органы зрения.
- При выполнении работ на высоте используют монтажный пояс и другие средства страховки.
- Соблюдают требования электробезопасности.
 Так он предупреждает их о необходимости отвернуться или защитить органы зрения.
Так он предупреждает их о необходимости отвернуться или защитить органы зрения.Последний пункт включает в себя следующие установки:
- Перед началом работ проверяют целостность изоляции кабелей и других токоведущих частей. При наличии разрывов, выкрошившихся участков и прочих дефектов пользоваться аппаратом запрещено.
- При необходимости ремонта, замены расходника, перемещения, а также на время простоя или обеденного перерыва оборудование обесточивают.
- Подсоединение к сети производят через автомат, защищающий от короткого замыкания.
- Сварку в условиях повышенной влажности (в бойлерной, градирне, подвале или на улице во время дождя) должен проводить мастер, обладающий соответствующими навыками.
На что влияет сила сварочного тока
Данная величина определяет количество выделяемой теплоты: Q=(I^2)*R,
где:
I – ампераж;
R – сопротивление дуги.
Таким образом, от данного параметра зависит глубина плавления металла. Если выбрать его заниженным, шов получается непрочным, имеются непроваренные участки.
Завышенный ампераж приводит к сквозному прогоранию заготовки с последующим вытеканием металла из сварочной ванны.
От чего зависит параметр
Чтобы правильно подобрать величину тока для сварки, необходимо учесть ряд факторов. Для понимания их роли каждый следует рассмотреть подробно.
Толщина электрода
Наиболее важный критерий. С увеличением диаметра расходника ампераж возрастает. Среднее соотношение – 30 А на 1 мм.
Толщина электрода влияет на величину тока для сварки.На упаковке с расходниками рекомендуемый ток указывают в виде диапазона, например, 80-120 А. Точное значение мастер подбирает опытным путем.
Толщина листа металла
Данный показатель влияет на выбор расходника. С увеличением толщины металла диаметр стержня возрастает. Соответственно увеличивается и ампераж. Это объясняется тем, что для плавления кромок массивных заготовок требуется больше тепла.
Это объясняется тем, что для плавления кромок массивных заготовок требуется больше тепла.
Необходимо принимать во внимание фактический размер детали. Если кромки подвергались разделке, т.е. с них срезали фаски, то их толщина в зоне стыка будет меньше. Соответственно снижают и силу тока.
Характеристики шва
Различают 2 способа сварки:
- Однопроходный.
- Многослойный.
Второй тип применяется для соединения деталей большой толщины. В каждом слое используют свой диаметр расходника и ампераж. Корневую часть варят электродом 3 мм, затем применяют более толстые стержни.
На выбор силы тока влияние оказывает пространственное положение шва. В зависимости от этого используется рекомендуемая производителем величина:
- Нижнее – 100% рекомендуемой производителем величины.
- Вертикальное – 85-90%.
- Потолочное – 75%.
В последнем случае применяют расходники диаметром не более 4 мм.
Полярность тока
При сварке на постоянном токе различают 2 вида полярности:
1 Прямая. Отрицательный полюс источника подсоединяют к расходнику.
2 Обратная. «Минус» подключают к одной из заготовок.
От полярности зависит распределение температур в дуге. С учетом этого регулируют ампераж.
Универсальная таблица для определения силы тока
Зависимость ампеража и диаметра расходника от толщины заготовки удобно представить в табличном виде. При этом учитывают взаимное расположение деталей.
Для стыковых соединений
Свариваемые поверхности расположены параллельно друг другу. Устанавливают следующий ампераж:
| Толщина кромки, мм | Диаметр расходника, мм | Ампераж, А |
| 1,5-2,0 | 1,6-2,0 | 30-45 |
| 3 | 3 | 65-100 |
| 4-8 | 4 | 120-200 |
| 9-12 | 4-5 | 150-200 |
| 13-15 | 5 | 160-250 |
| 16-20 | 6-8 | 200-350 |
| Свыше 20 | 6-8 | 200-350 |
Для угловых и тавровых соединений
Поверхности заготовок расположены перпендикулярно. Поперечное сечение наплавки имеет вид прямоугольного треугольника с выпуклой гипотенузой. Ампераж устанавливают в соответствии с таблицей:
| Катет шва, мм | Диаметр расходника, мм | Ампераж |
| 3 | 3,0 | 65-100 |
| 4-5 | 4,0 | 120-200 |
| 6-9 | 5,0 | 160-250 |
По какой формуле осуществляется расчет
Применяют 3 выражения для разных диаметров стержня расходника (мм):
- До 3: I =30*d.
- 3-4: I=40*d.
- Более 4: I=(20+6*d)*d.
Здесь d – диаметр стержня расходника, мм.
Подробнее о выборе тока для сварки электродом на практике
Найти оптимальную величину помогут рекомендации опытных сварщиков.
Влияние режима сварки
Параметры, регулирующие процесс, делятся на основные и дополнительные. К первой группе относят:
- скорость перемещения расходника;
- его диаметр;
- напряжение на дуге;
- род, полярность и силу тока.

Дополнительными параметрами являются:
- положение расходника;
- состав и толщина его обмазки;
- ориентация детали.
Все перечисленные факторы называют режимом сварки. Они взаимосвязаны: изменение одной величины влечет за собой коррекцию другой. Например, при необходимости уменьшить тепловложение можно поступить 2 способами:
- Снизить ампераж.
- Увеличить скорость перемещения расходника.
Эту взаимосвязь учитывают и при необходимости увеличить производительность. Устанавливают более высокую скорость, одновременно поднимая ампераж.
Оценить влияние каждого фактора математически и вывести соответствующие формулы невозможно. В каждом случае важно приспособиться и подобрать оптимальный ампераж опытным путем.
Длина дуги
Существует линейная зависимость между длиной дуги и напряжением на ней. С ростом первого показателя увеличивается и второй. При этом сила тока и тепловыделение меняются мало.
При этом сила тока и тепловыделение меняются мало.
С увеличением длины дуги снижается качество шва. Причины следующие:
- Разряд «гуляет» по поверхности, в результате чего тепло распространяется по большой площади. Соответственно кромки в зоне стыка хуже прогреваются.
- Расплавленный металл из стержня расходника отскакивает от плохо прогретой поверхности. Увеличивается разбрызгивание, шов получается грязным. В сварочную ванну попадает только часть легирующих элементов.
Оптимальную длину дуги в мм определяют по формуле L=d+0,5, где d – диаметр электрода в мм.
Плавящийся расходник в процессе работы постепенно укорачивается, поэтому держатель понемногу приближают к заготовке.
Прямая или обратная полярность
При сварке на постоянном токе в дуге различают 2 зоны:
- Анодное пятно. Расположено со стороны положительного полюса источника.
- Катодное. Находится со стороны «минуса».
Зоны имеют разную температуру. При использовании плавящегося электрода анодное пятно холоднее катодного, поэтому для соединения тонкостенных заготовок поступают так:
- «Плюс» подключают к свариваемой детали (прямая полярность).
- Устанавливают минимальную силу тока из рекомендуемого диапазона.
Благодаря этому исключается прогорание заготовок.
Для соединения толстостенных деталей нужен сильный прогрев. Для этого:
- К ним подсоединяют «минус» (обратная полярность при сварке).
- Устанавливают максимальный ампераж из предлагаемого диапазона.
Этим обеспечивается глубокий провар, соединение получается прочным и надежным.
При использовании тугоплавкого электрода (аргонодуговой метод) наблюдается обратное распределение температур: анодное пятно является более горячим. Данная технология предусматривает только прямую полярность, поскольку на обратной дуга бьет в расходник и тот быстро засоряется.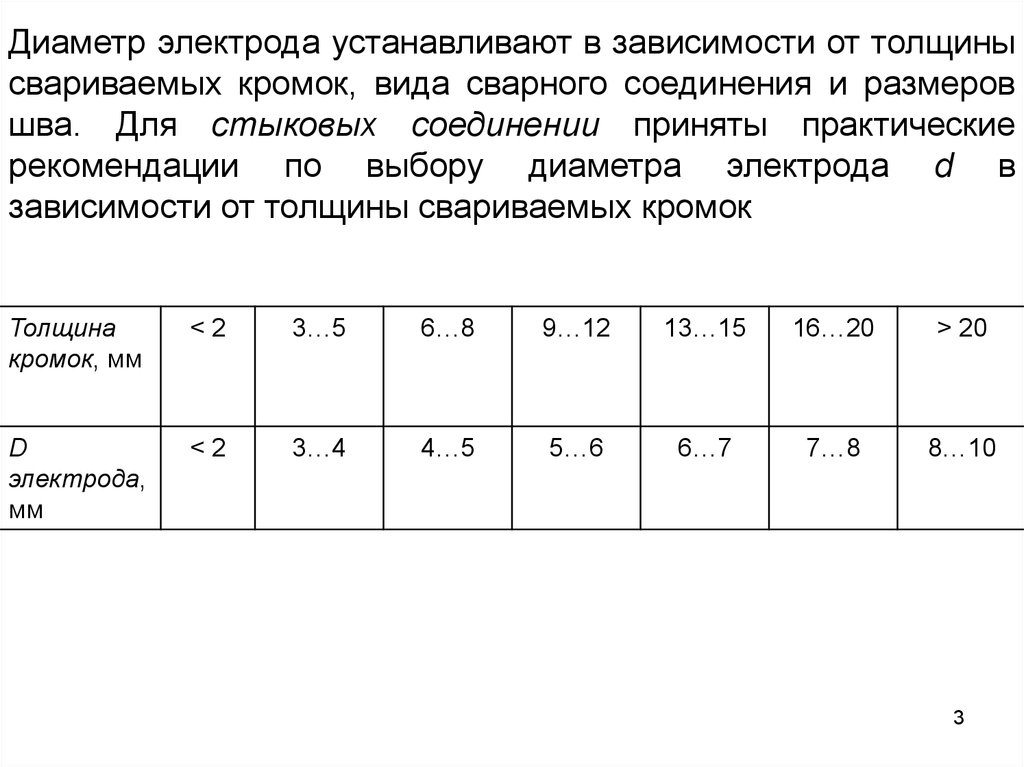 При соединении тонкостенных деталей тепловложение регулируют амперажом и скоростью сварки.
При соединении тонкостенных деталей тепловложение регулируют амперажом и скоростью сварки.
Покрытие электрода
По составу различают 4 вида обмазки:
- Рутиловая.
- Основная.
- Целлюлозная.
- Кислая.
Основное покрытие отличается от остальных наличием деионизирующего элемента – фтора. Он сокращает число носителей заряда, что затрудняет горение дуги. Для стабилизации этого процесса приходится увеличивать ампераж на 20-30 А. Так, если для сварки рутиловым расходником диаметром 2 мм аппарат настраивают на 40-70 А, то для основного той же толщины – на 60-100 А.
Постоянный и переменный ток
Род тока не влияет на ампераж. Его выбирают по следующим критериям:
- Если к качеству и прочности шва предъявляются высокие требования, используют постоянное напряжение. Оно характеризуется небольшим отклонением дуги и слабым разбрызгиванием металла. Шов получается ровным и чистым. На постоянном токе дуга горит лучше, имеется возможность регулировать распределение температур путем изменения полярности. Это используется в работе с тонкостенными заготовками и цветными металлами.
- Если требования к качеству и прочности соединения низкие, применяют переменное напряжение. Оно позволяет снизить затраты, т.к. оборудование для этого вида сварки стоит в 1,5 раза дешевле. Также у него меньше размеры и вес.
 Это используется в работе с тонкостенными заготовками и цветными металлами.
Это используется в работе с тонкостенными заготовками и цветными металлами.Кроме того, предпочтение переменному току отдают в следующих случаях:
- Материал заготовок содержит оксиды. Частое изменение направления тока способствует их большему разрушению. Например, на переменном напряжении варят алюминий, т.к. на его поверхности образуется окисная пленка.
- Поверхность детали загрязнена так, что ее невозможно очистить.
При выборе рода напряжения учитывают и материал обмазки расходника. На электродах с основным покрытием дуга горит хуже из-за деионизирующего воздействия фтора, поэтому ими можно варить только на постоянном токе. Для прочих разновидностей подходит любой род.
Особенности для инверторов
Главное отличие аппаратов этого типа заключается в наличии особого электронного узла, повышающего частоту сетевого тока до десятков кГц. Это дает следующий результат:
Это дает следующий результат:
- Уменьшаются размеры и вес трансформатора.
- Увеличивается его КПД.
- Снижается цена (за счет уменьшения материалоемкости).
Электронное управление упрощает настройку силы тока. Ее задают переключателем на инверторе, величину напряжения аппарат выбирает автоматически. Наиболее удобны в работе модели с плавной регулировкой.
Электроника самостоятельно корректирует ампераж при:
- Зажигании дуги. Функция получила название «Горячий старт» или Hot Start. Ток кратковременно увеличивается на 5-100% номинального, что облегчает возникновение дугового разряда. На дешевых моделях величину превышения производитель устанавливает на свое усмотрение, и изменить ее нельзя. На дорогих параметр задает пользователь. Функция востребована при сварке плохими расходниками, наличии ржавчины и окалины на деталях, нестабильном напряжении в сети.
- Разрыве дуги или соединении электрода с заготовкой посредством капли расплавленного металла (расходник приваривается). Тоже происходит наброс тока. Это способствует возобновлению горения разряда или отрыву капли от стержня. Функцию называют «Форсирование дуги» (Arc Force).
- Касании стержнем заготовки. Ампераж сбрасывается, что позволяет оторвать расходник. Название функции – “Антизалипание” (Antistick).
 Тоже происходит наброс тока. Это способствует возобновлению горения разряда или отрыву капли от стержня. Функцию называют «Форсирование дуги» (Arc Force).
Тоже происходит наброс тока. Это способствует возобновлению горения разряда или отрыву капли от стержня. Функцию называют «Форсирование дуги» (Arc Force).Нужный режим для сварки инвертором подбирают с учетом его мощности. Многие модели относятся к классу бытовых и не рассчитаны на большие токи. Максимальный диаметр расходника для них часто не превышает 2 мм, рекомендуемый ампераж составляет 30-45 А.
Влияет ли марка электрода на выбор силы тока
По марке определяют состав обмазки. Например, расходники Уони-13 и ЦУ-5 имеют покрытие основного типа. Они обеспечивают высокие качество и прочность шва за счет отсутствия водорода в металле, но горят хуже других. Поэтому ими варят только на постоянном напряжении, ампераж увеличивают на 20-30 А. Другие расходники не столь требовательны к режиму сварки.
Они обеспечивают высокие качество и прочность шва за счет отсутствия водорода в металле, но горят хуже других. Поэтому ими варят только на постоянном напряжении, ампераж увеличивают на 20-30 А. Другие расходники не столь требовательны к режиму сварки.
Рекомендуемые параметры для всех изделий указываются на упаковке.
Зная, как подобрать сварочный ток, мастер качественно выполнит работу любым электродом и во всех пространственных положениях.
Сила сварочного тока: разбираемся в нюансах настройки
Из этого материала вы узнаете:
- Важность силы сварочного тока
- Расчет силы сварочного тока в зависимости от типа электрода
- Дополнительные факторы, влияющие на силу сварочного тока
- Популярные марки электродов под разную силу сварочного тока
О чем речь? Сила сварочного тока – это ключевой параметр при сварке металла, ведь от него зависят качество и долговечность соединения. Начинающие сварщики чаще всего ошибаются в выборе этой величины, получая на выходе непровары и другие дефекты. 2) × R,
2) × R,
в которой:
I – сила тока;
R – сопротивление.
От этих параметров зависит, на какую глубину проплавится при сварке металл. От ампеража в данном случае зависит прочность шва и возможность появления зон непровара.
Превышение нужных значений ведет к тому, что сварочная ванна через прогоревшие насквозь стенки начинает пропускать наружу расплавленный металл.
Только с учетом целого ряда условий можно определить, какой должна быть сила сварочного тока. Рассмотрим, как различные факторы влияют на процесс:
- Одним из критериев является диаметр главного расходного материала – электродов. Чем он выше, тем больше необходимые значения ампеража. В среднем, это +30 ампер на каждый миллиметр. Упаковка расходников должна содержать информацию о диапазоне рабочих токов.
- Также сила тока, необходимая для сварки, зависит от толщины свариваемых частей. Чем более толстый металл подлежит свариванию, тем больший диаметр стержней необходим для работы. Соответственно, увеличивается ампераж. Это вызвано необходимостью большего количества тепловой энергии для того, чтобы расплавить кромки более толстых заготовок. Также выбор силы сварочного тока осуществляется с учетом общих размеров деталей. Кромки со снятыми фасками тоньше на стыке, что позволяет понизить ампераж.
 Соответственно, увеличивается ампераж. Это вызвано необходимостью большего количества тепловой энергии для того, чтобы расплавить кромки более толстых заготовок. Также выбор силы сварочного тока осуществляется с учетом общих размеров деталей. Кромки со снятыми фасками тоньше на стыке, что позволяет понизить ампераж.
Соответственно, увеличивается ампераж. Это вызвано необходимостью большего количества тепловой энергии для того, чтобы расплавить кромки более толстых заготовок. Также выбор силы сварочного тока осуществляется с учетом общих размеров деталей. Кромки со снятыми фасками тоньше на стыке, что позволяет понизить ампераж.VT-metall предлагает услуги:
Следующий немаловажный фактор – особенности сварного шва. Сварка может быть:
- однопроходной;
- многопроходной.
Вторым типом соединения пользуются, соединяя толстые детали. При этом для каждого из слоев меняют диаметр стержня, изменяя, соответственно, и настройки по амперажу. В корневой части используют электрод диаметром 3 мм, далее пользуясь более толстыми.
На то, какая сила сварочного тока используется в каждом конкретном случае, влияет и положение швов в пространстве. Рекомендуемые величины:
- для нижних – 100 % рекомендованного ампеража;
- для вертикальных – 85–90 %;
- для потолочных – 75 %.
Сварку постоянным током можно производить с двумя видами полярности:
- прямой, когда к электроду подведен минусовый полюс;
- обратной, если «минус» подключен к заготовке.
От способа подключения зависит то, как распределяется температура по длине дуги, а значит, потребуется и настройка по силе тока.
Расчет силы сварочного тока в зависимости от типа электрода
Сила сварочного тока в каждом конкретном случае выбирается, исходя из таких параметров, как марка и диаметр электродов, пространственное положение швов, особенности соединений, толщина и марка свариваемых деталей. Также выставляемая сила тока зависит от температурных условий, в которых осуществляется сварка.
Показатели качества и надежности сварных швов в значительной степени зависят от выбранного сварочного тока. Чтобы обеспечить стабильный сварочный процесс, следует принимать во внимание все перечисленные параметры и осуществлять сваривание деталей, устанавливая оптимальный ампераж.
Итак, следует запомнить, что между сварочным током и диаметром электродов существует взаимосвязь.
Выбор силы тока при сварке требует ответственного подхода, так как ошибка с большой долей вероятности станет причиной дефектов шва. Когда силы сварочного тока не хватает для того, чтобы проплавить края заготовок, по шву образуются участки непроваров и несплавлений. Если же ампераж слишком велик, существует вероятность прожечь металл насквозь.
Определить требуемую силу тока для сварки несложно, так как на упаковках расходников, в специальной литературе и в сборниках нормативов можно найти нужную информацию. Приведенная ниже таблица содержит рекомендации по настройке ампеража.
Как уже было сказано, приведенные значения подлежат коррекции в зависимости от расположения швов в пространстве. Вертикальные и потолочные швы следует варить, понизив сварочный ток на 10–15 %. Также важно учесть, что для таких соединений нужно использовать электроды не толще 4 мм. Если учесть эти рекомендации, можно ожидать нормального течения процесса сварки без риска прожечь металл или получить непровар.
Регулировку напряжения сварочной дуги рассматривать не будем, так как современные аппараты снабжены автоматизированной функцией настройки этого параметра.
Таблица 1. Диаметр электродов при сварке встык
|
Толщина металла, мм |
1,5–2 |
3 |
4–8 |
9–12 |
13–15 |
16–20 |
≥ 20 |
|
Диаметр электродов, мм |
1,6–2 |
3 |
4 |
4-5 |
4-5 |
4-5 |
4-5 |
Таблица 2. Диаметр электродов для угловых и тавровых соединений
|
Катет шва, мм |
3 |
4-5 |
6–9 |
|
Диаметр электродов, мм |
3 |
4 |
5 |
Формула для определения силы сварочного тока:
Iсв = πdэ2 × J / 4,
где dэ – диаметр электрода;
J – допустимая плотность тока.
Приблизительные значения силы тока можно определить по следующим формулам:
Iсв = k × dэ,
Iсв = k1 × dэ1,5,
Iсв = dэ × (k2+α × dэ),
где: к1; к2 и α – эмпирические коэффициенты: к1 = 20–25; к2 = 20 и α = 6.
Сварочный ток, рекомендованный для стержней разного диаметра:
|
Покрытие стержня |
Диаметр электрода, мм |
Ток, А |
|
Основное (электроды УОНИ-13/55, ЦУ-5) |
2,5 |
70–90 |
|
ТМУ-21У, ТМЛ-3У, ТМЛ-1У, ЦЛ-39 и др. |
3 |
90–110 |
|
4 |
120–170 |
|
|
5 |
170–210 |
|
|
Рутиловое (электроды МР-3, ОЗС-4, АНО-6 и др. |
2,5 |
70–90 |
|
3 |
90–130 |
|
|
4 |
140–190 |
|
|
5 |
180–230 |
 )
)Дополнительные факторы, влияющие на силу сварочного тока
Приступая к сварке металлических деталей, первым делом необходимо убедиться, что напряжение в сети достаточно для работы. В норме оно должно быть в пределах 220–230 В. Если напряжение меньше этих значений, следует повышать силу тока, особенно если оно просело ниже 180 В.
При проведении сварочных работ важно учитывать, что использование удлинителя ведет к довольно значимым потерям ампеража. Чем меньшего сечения жилы в кабеле, тем более существенны потери. Также при использовании проводов с недостаточным диаметром жил многократно возрастает нагрузка на них, что ведет к перегреву и даже возможному возгоранию.
Необходимость уменьшения силы сварочного тока при сваривании вертикальных или потолочных швов, о которой упоминалось выше, связана с тем, что нужно избежать стекания жидкого металла под действием силы тяжести.
Популярные марки электродов под разную силу сварочного тока
Наиболее важные и требующие отдельного внимания параметры, от которых зависит качество соединения и стабильность процесса сварки, – сечение стержня и ампераж. Начинающим сварщикам сложно определиться с правильным выбором и сочетанием этих показателей. Перед началом работ новичкам следует внимательно ознакомиться с соответствующими справочниками и таблицами, где указаны настройки для различных случаев.
Мастер, помимо знания настроек сварочного тока на инверторе, должен хорошо разбираться в различных марках электродов для сварки переменным и постоянным током.
Рассмотрим самые распространенные типы и марки расходников для сварки:
- МР-3С – эти электроды очень популярны в силу их универсальности. Такие стержни можно применять для работы как с постоянным, так и с переменным сварочным током. Рутиловый слой, которым покрыта поверхность электродов, служит надежной защитой от зашлаковывания и окисления.
- АНО-37 – стержни, рекомендованные для работы с углеродистой и низкоуглеродистой сталью. Они позволяют без затруднений справляться со значительными зазорами между соединяемыми деталями. Для этих расходников, как и для МР-3С, характерно легкое воспламенение дуги и способность работать при относительно низком напряжении. Упаковка электродов снабжена подробной инструкцией по выбору ампеража при работе с электродами различного сечения. Такими расходниками могут без особых проблем пользоваться сварщики без большого опыта, получая швы достойного качества. Из недостатков стоит упомянуть низкую чувствительность электродов к загрязнениям и коррозии.
- ОК 46.00 – расходники, рекомендованные для работы с деталями из углеродистой стали. Одними из основных достоинств таких стержней являются легкое воспламенение дуги и способность работать по плохо очищенному металлу. Отлично справляются с широкими зазорами между свариваемыми частями и слабо разбрызгивают расплавленный металл. Хорошо ведут себя при сварке вертикальных и потолочных швов.
- ОЗС-4. Эти электроды также предназначены для работы с углеродистым металлом, не боятся загрязненных и ржавых поверхностей. Отдельно стоит упомянуть, что такие расходники можно применять для сваривания влажных деталей. Легко воспламеняют дугу и обеспечивают ее стабильность на протяжении всей работы. Упаковка содержит руководство с указанием параметров тока для стержней различных диаметров. Такими электродами часто пользуются для соединения толстых деталей.
- LB-52U – стержни, обладающие рядом несомненных преимуществ. Для них характерны низкий расход, минимальное разбрызгивание расплава, стабильность горения дуги при разных напряжениях сварочного тока и высокие механические показатели.
- АНО-4. Эти расходники предназначены для работы с деталями из углеродистых сталей. Хорошо ведут себя при сваривании плохо очищенных, ржавых влажных заготовок. Отлично воспламеняют дугу и обеспечивают стабильность ее горения в ходе сварки. Обеспечивают высокую прочность сварных швов и малочувствительны к колебаниям длины дуги. Недостатком таких электродов мастера считают некоторую склонность к порообразованию.
 Такие стержни можно применять для работы как с постоянным, так и с переменным сварочным током. Рутиловый слой, которым покрыта поверхность электродов, служит надежной защитой от зашлаковывания и окисления.
Такие стержни можно применять для работы как с постоянным, так и с переменным сварочным током. Рутиловый слой, которым покрыта поверхность электродов, служит надежной защитой от зашлаковывания и окисления. Отлично справляются с широкими зазорами между свариваемыми частями и слабо разбрызгивают расплавленный металл. Хорошо ведут себя при сварке вертикальных и потолочных швов.
Отлично справляются с широкими зазорами между свариваемыми частями и слабо разбрызгивают расплавленный металл. Хорошо ведут себя при сварке вертикальных и потолочных швов. Хорошо ведут себя при сваривании плохо очищенных, ржавых влажных заготовок. Отлично воспламеняют дугу и обеспечивают стабильность ее горения в ходе сварки. Обеспечивают высокую прочность сварных швов и малочувствительны к колебаниям длины дуги. Недостатком таких электродов мастера считают некоторую склонность к порообразованию.
Хорошо ведут себя при сваривании плохо очищенных, ржавых влажных заготовок. Отлично воспламеняют дугу и обеспечивают стабильность ее горения в ходе сварки. Обеспечивают высокую прочность сварных швов и малочувствительны к колебаниям длины дуги. Недостатком таких электродов мастера считают некоторую склонность к порообразованию.Рекомендуем статьи
- Виды сварочных работ: общепринятая классификация
- Автоматическая сварка под флюсом: суть процесса
- Полярность постоянного тока при сварке металла
Силу сварочного тока при ручной дуговой сварке обычно без труда можно определить по инструкциям, прилагаемым ко всем расходникам для сварочных работ. Такие руководства содержат указания по выбору значения тока для инвертора и других типов сварочных аппаратов при работе стержнями различных диаметров. Мастера определяют нужную силу тока, анализируя показатели, о которых мы подробно поговорили выше.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Опасность повреждения блуждающими токами в электрических системах и защита от дугового разряда
Наконец-то закончена новая пристройка к заводу. Инженеры разработали современный дизайн; квалифицированные электрики выполнили профессиональную установку с использованием качественного оборудования; и завершены тщательные электрические проверки, подтверждающие, что все соответствует коду . Теперь, когда электричество включено, бригады по установке оборудования заняты подготовкой всего к производству.
Но вдруг на заводе беда. Сотни ампер текут неконтролируемым образом, прорываясь через металлические каналы и панели, расплавляя разъемы ЭМП, вызывая искрение на соединительных проводах в трехфазной розетке и прожигая изоляцию шнура питания к совершенно новой машине стоимостью в миллион долларов.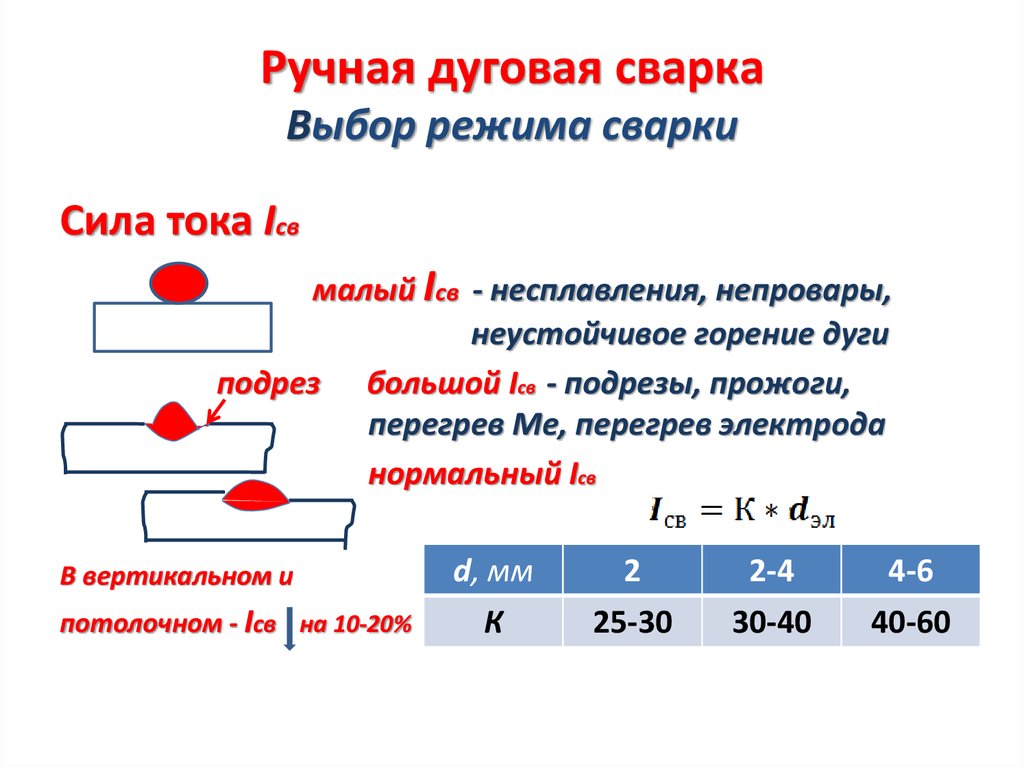 из Европы. Если так будет продолжаться, то вскоре фазный проводник под напряжением соприкоснется с раскаленным заземляющим проводом, и ничего не подозревающий рабочий может серьезно пострадать или даже погибнуть при расследовании проблемы.
из Европы. Если так будет продолжаться, то вскоре фазный проводник под напряжением соприкоснется с раскаленным заземляющим проводом, и ничего не подозревающий рабочий может серьезно пострадать или даже погибнуть при расследовании проблемы.
Что происходит? Что-то оторвалось? Может быть это удар молнии? Машина иностранного производства несовместима с нашей электрической сетью? Повреждение вызвано гармониками 1-го, 3-го, 5-го, 7-го или 9-го уровня? Почему система защиты от перегрузки по току не среагировала и не отключила выключатель? Есть очень большая вероятность, что проблема как-то связана с обычным процессом дуговой сварки, используемым для крепления механического оборудования в рамках новой установки машины. Но как?
Блуждающий сварочный ток Блуждающий ток — это протекание электрического тока через непредусмотренные проводники, такие как строительные конструкции, электрические заземляющие или соединительные проводники или другое оборудование из-за дисбаланса системы электроснабжения или неправильного подключения оборудования. Часто в промышленных или строительных условиях эта проблема возникает из-за очень простой ошибки в настройке сварщика. В Онтарио, Канада, недавно произошел хорошо задокументированный случай электрического взрыва и, по крайней мере, одного смертельного поражения электрическим током из-за повреждения электрической системы объекта, где основной причиной был определен блуждающий сварочный ток (SWC). 1-3
Часто в промышленных или строительных условиях эта проблема возникает из-за очень простой ошибки в настройке сварщика. В Онтарио, Канада, недавно произошел хорошо задокументированный случай электрического взрыва и, по крайней мере, одного смертельного поражения электрическим током из-за повреждения электрической системы объекта, где основной причиной был определен блуждающий сварочный ток (SWC). 1-3
Аппараты для дуговой сварки предназначены для подачи переменного или постоянного тока силой порядка сотен ампер в промышленных, коммерческих и жилых помещениях или для любителей. Эти специализированные источники питания предназначены для обеспечения электрической цепи с низким сопротивлением (обычно менее 0,25 Ом) на вторичной (или выходной) стороне; с точки зрения инженера-электрика, это, по сути, состояние короткого замыкания.
Этот вторичный сварочный контур предназначен для использования в качестве изолированной замкнутой системы с двумя кабелями (см. рис. 1). Он состоит из следующих частей:
Он состоит из следующих частей:
Электродный вывод — проводник вторичной цепи, передающий энергию от источника питания к электрододержателю, пистолету или горелке.
Провод заготовки — это проводник вторичной цепи, который прикрепляется к заготовке с помощью зажима обратного тока и замыкает сварочную цепь (эти устройства обычно и неправильно называются заземляющим кабелем и заземляющим зажимом).
Изображение 1. Правильная установка для дуговой сварки. Неисправности SWC могут возникать из-за простых ошибок настройки или незначительных сбоев системы, которые могут привести к возникновению тока порядка сотен ампер в строительных конструкциях, электрических сетях и оборудовании. Два распространенных примера SWC показаны на рисунках 2 и 3. Однако существует много других возможностей, поскольку сварочный ток всегда находит путь наименьшего сопротивления к своему источнику. Часто неисправность SWC связана с другими механизмами, такими как производственное оборудование, электроинструменты, другие сварочные аппараты, а также краны или подъемники. Эти неисправности SWC также могут быть вызваны портативным сварочным оборудованием с приводом от двигателя или аккумулятором, которое даже не получает питание от сети, и они могут повредить оборудование даже в выключенном состоянии.
Эти неисправности SWC также могут быть вызваны портативным сварочным оборудованием с приводом от двигателя или аккумулятором, которое даже не получает питание от сети, и они могут повредить оборудование даже в выключенном состоянии.
Удивительно, но в настоящее время не существует надежной системы, способной остановить эти опасные неисправности, связанные с блуждающими токами. Они не прерываются устройствами защиты от перегрузки по току, установленными даже в современных электрических сетях, и не обнаруживаются и не прерываются в цепях, защищенных устройствами защиты от замыканий на землю (УЗО). Основное внимание всегда уделялось измерению протекания тока в предполагаемых проводниках, и предполагалось, что на заземляющие или соединительные проводники никогда не попадут уровни тока, превышающие уровень, при котором сработали бы устройства защиты от перегрузки по току.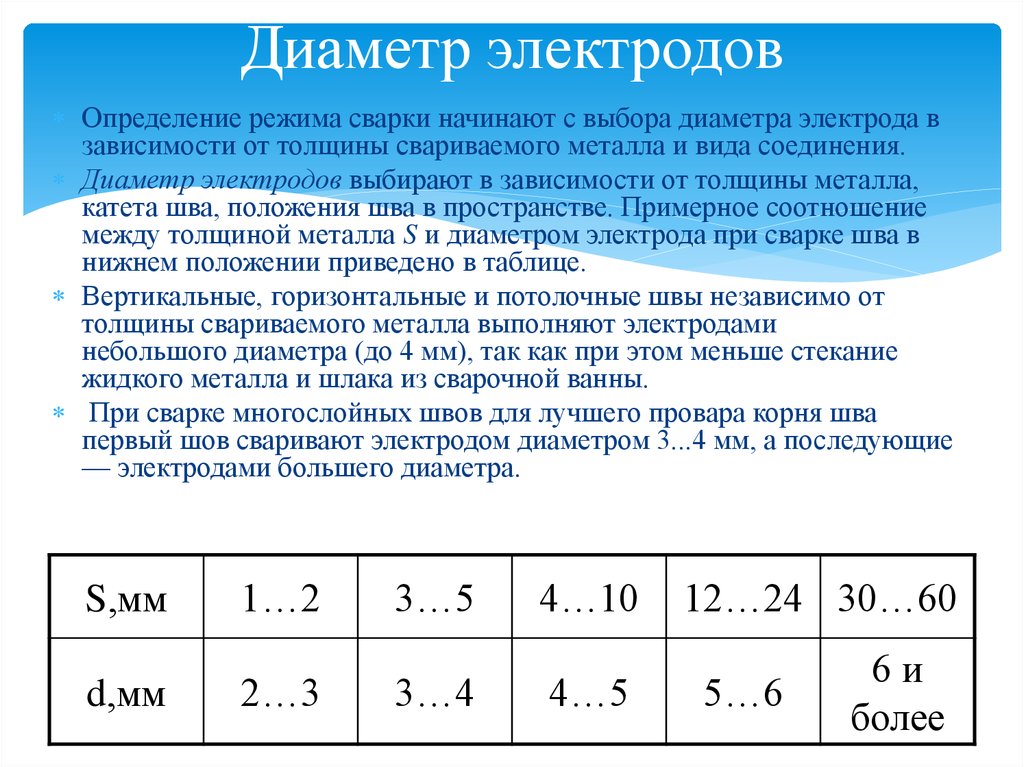
Сценарий, описанный во введении, не должен происходить. Тем не менее, это слишком обычное явление на любом объекте, где проводилась сварка, чтобы его можно было игнорировать. Пример возможного повреждения показан на Рисунке 4. Помимо повреждения электрических систем, SWC может вызвать искрение и возгорание в неожиданных местах на объекте, перегрев подъемных цепей или строп (что приводит к искрению или отжигу), повреждению к подшипникам машин и разрядам дуги, приводящим к нежелательным металлургическим превращениям в некоторых сплавах. Случаи ускоренной коррозии, вызванные блуждающим электролизом постоянного тока, также вызывают озабоченность на морских сооружениях и подземной металлической инфраструктуре. Таким образом, ущерб от блуждающего тока также можно рассматривать как проблему с экономической точки зрения, поскольку большая часть ущерба может быть первоначально скрыта от глаз — даже до того, как он станет непосредственной проблемой безопасности. Ущерб на десятки тысяч долларов может быть причинен объекту или оборудованию и системам в результате одного события SWC, которое может даже не быть немедленно обнаружено.
Блуждающих токов при сварочных работах можно избежать за счет строгого соблюдения правил применимых стандартов безопасности при сварке (например, ANSI Z49.1:2012 или CSA W117.2-19). Эти методы, также изложенные в руководствах по эксплуатации оборудования, включают в себя размещение точки подключения кабеля заготовки как можно ближе к дуге, использование исправных сварочных кабелей достаточной мощности и обеспечение того, чтобы зажим обратного рабочего тока был надежно закреплен на преднамеренном очищенное место (без прокатной окалины, краски и т.п.) 4 Все профессиональные сварщики должны соблюдать эти правила; однако следует отметить, что любой может купить сварочный аппарат, способный производить сотни ампер, и неправильно его использовать.
Изображение 5. Скриншот из видео «Проблема блуждающего сварочного тока».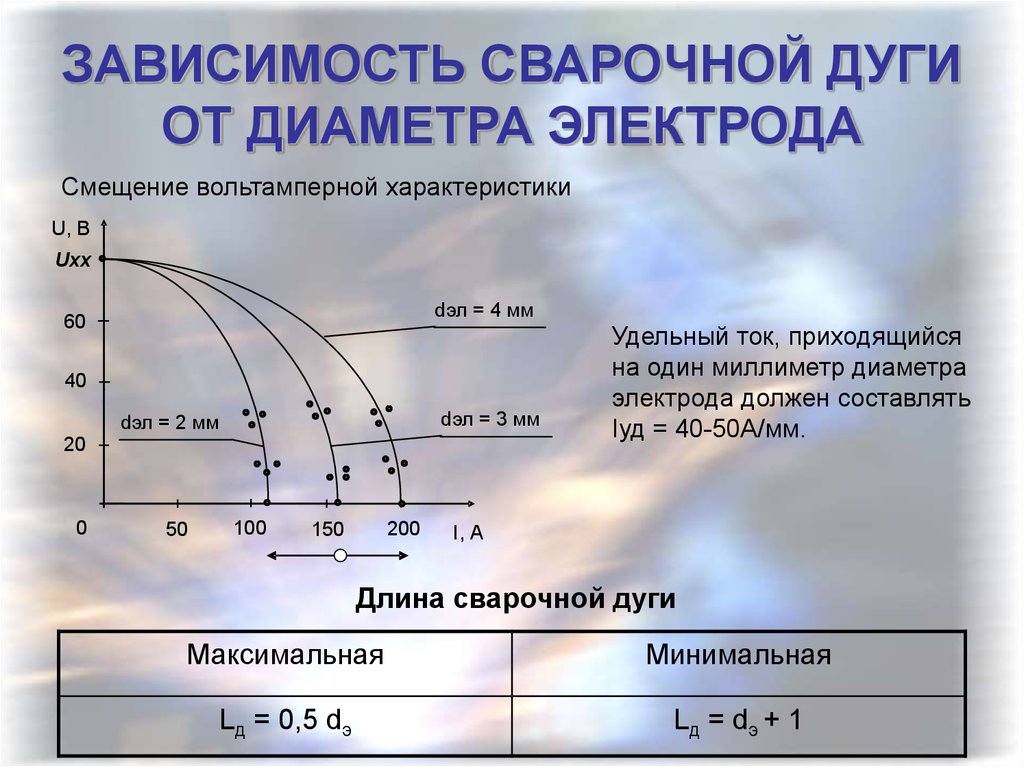 чтобы показать, как легко непреднамеренно создать эти опасные неисправности; и продемонстрировать серьезное повреждение, которое может произойти в шнуре питания машины. Эти видеоролики теперь находятся в открытом доступе на YouTube-канале колледжа. (См. скриншоты на изображениях 5 и 6). Цель проекта — лучше информировать преподавателей сварки, сварщиков и сварочную промышленность в целом об опасности SWC. Электротехническое и инспекционное сообщество также должно быть лучше осведомлено о проблеме SWC, о том, на что обращать внимание и как это происходит. Изображение 6. Скриншот из видеоролика «Повреждение шнуров питания блуждающим сварочным током».6
чтобы показать, как легко непреднамеренно создать эти опасные неисправности; и продемонстрировать серьезное повреждение, которое может произойти в шнуре питания машины. Эти видеоролики теперь находятся в открытом доступе на YouTube-канале колледжа. (См. скриншоты на изображениях 5 и 6). Цель проекта — лучше информировать преподавателей сварки, сварщиков и сварочную промышленность в целом об опасности SWC. Электротехническое и инспекционное сообщество также должно быть лучше осведомлено о проблеме SWC, о том, на что обращать внимание и как это происходит. Изображение 6. Скриншот из видеоролика «Повреждение шнуров питания блуждающим сварочным током».6 Эта работа спонсировалась компанией EnerDynamic Systems Inc. (ESI) из Брантфорда, Онтарио. ESI заключила партнерское соглашение с колледжем Конестога, чтобы помочь им в расширении запатентованной конструкции прерывателя блуждающего тока из систем возобновляемых источников энергии в приложения для дуговой сварки. Партнерство преследовало цель разработать инженерное устройство контроля, которое могло бы оставить в прошлом ущерб от SWC.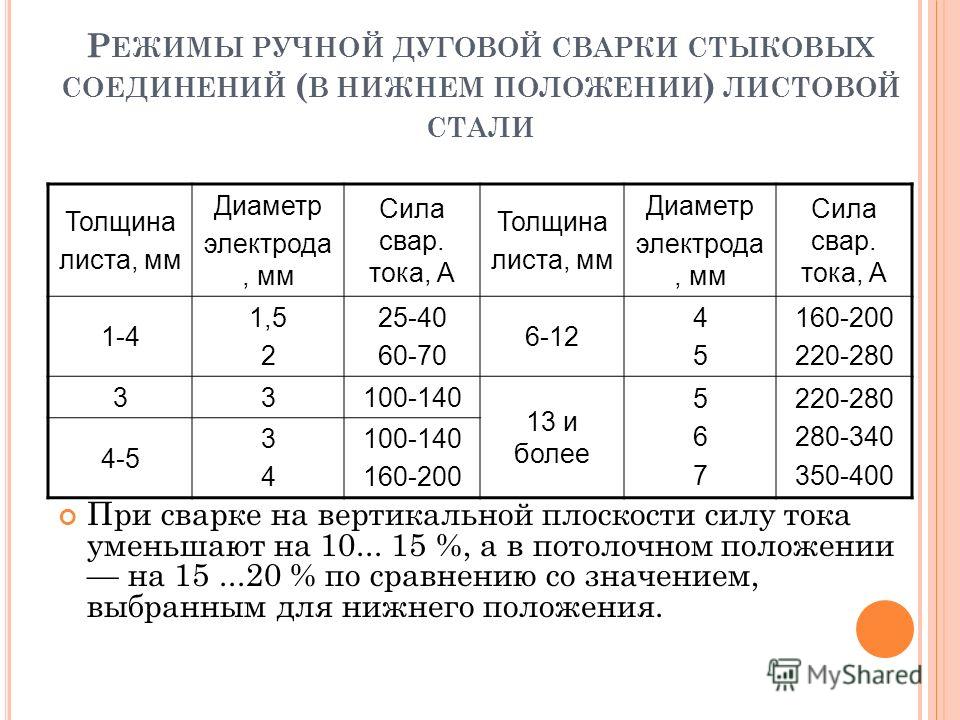
1. Д. Хизи, «Блуждающий ток поступает в колледж», Журнал Канадской ассоциации сварщиков, том. 14, стр. 20-25, 2016 г.
2. Офис главного коронера Онтарио, DOKIS, Келли (Inquest), Китченер, Онтарио, Канада: Queen’s Printer for Ontario, 16–19 июня 2003 г.
3. D , Хизи, «Как предотвратить повреждение блуждающего сварочного тока в вашей электрической системе», 17 ноября 2017 г. [Онлайн]. Доступно: https://www.ecmweb.com/shock-electrocution/how-prevent-stray-welding-current-damage-your-electrical-system. [По состоянию на 27 декабря 2018 г.].
4. Канадская ассоциация стандартов, CAN/CSA-W117.2-19 – Безопасность при сварке, резке и смежных процессах, Торонто: Канадская ассоциация стандартов, 2019 г.
5. Колледж Конестога и Enerdynamic Systems Inc., «Проблема Блуждающий сварочный ток», 24 января 2019 г. [онлайн]. Доступно: https://www.youtube.com/watch?v=80ehl2nDXUk. [По состоянию на 24 января 2019 г.]
6. Conestoga College & Enerdynamic Systems Inc.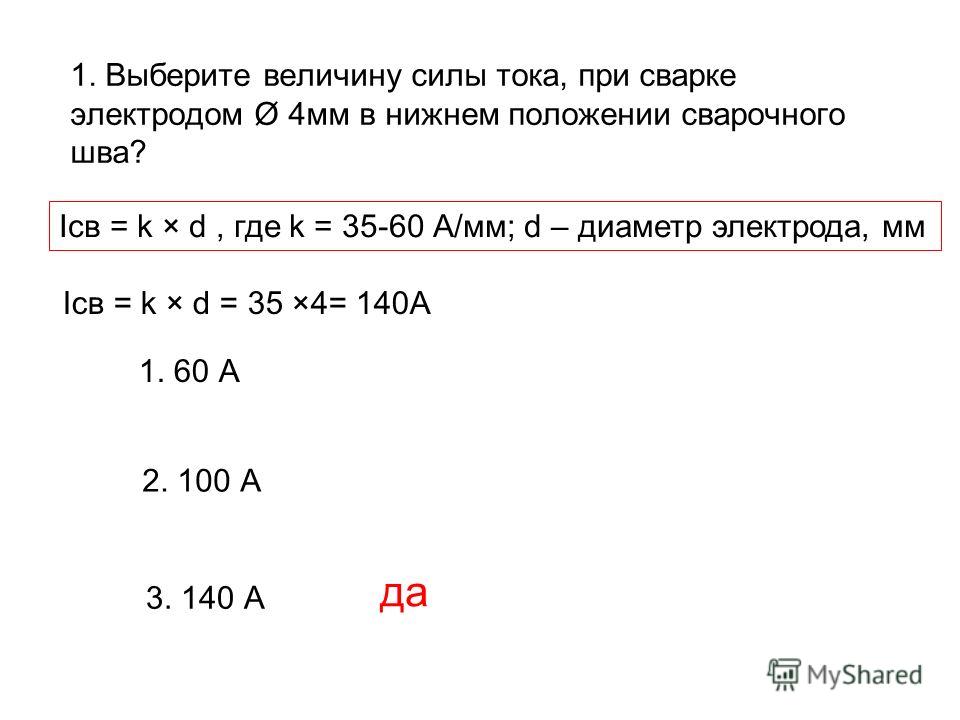 , «Повреждение шнуров питания из-за сварочного тока», 24 января 2019 г. [Онлайн]. Доступно: https://www.youtube.com/watch?v=kIVH5V9нтрY. [По состоянию на 24 января 2019 г.]
, «Повреждение шнуров питания из-за сварочного тока», 24 января 2019 г. [Онлайн]. Доступно: https://www.youtube.com/watch?v=kIVH5V9нтрY. [По состоянию на 24 января 2019 г.]
Шунтирование тока при точечной сварке
Шунтирование тока при точечной сваркеСледите за нашими обновлениями на @Ask_ICAR.
Рис. 1. Сталь между наконечниками электродов на основе меди создает достаточное сопротивление протекающему току для получения сварного шва плавлением.
Процесс контактной точечной сварки методом продавливания (STRSW) иногда требует первоначальной помощи в виде шунтирования потока тока. Если вы когда-либо использовали оборудование STRSW для ремонта, вы, вероятно, делали какие-то маневры, сознательно или нет. Качественный ремонт точечной сваркой требует знать, когда происходит шунтирование тока и как правильно шунтировать.
Качественный ремонт точечной сваркой требует знать, когда происходит шунтирование тока и как правильно шунтировать.
STRSW Process
Чтобы понять, как работает маневрирование и почему оно иногда необходимо, рассмотрим, как выполняется контактная точечная сварка. Короткая вспышка тока проходит между кончиками электродов, когда нажата кнопка точечной сварки. Природа тока состоит в том, чтобы течь по пути наименьшего сопротивления. Если между наконечниками электродов на основе меди есть проводящая поверхность, например голая сталь, это путь наименьшего сопротивления. Но так как сталь не такой хороший проводник, как медные наконечники электродов, возникает сопротивление протеканию тока, достаточное для того, чтобы нагреть сталь до расплавленного состояния. Давление на кончики электродов как до, так и после короткого импульса тока помогает удерживать расплавленную сталь в этом месте.
Шунтирование Сталь с покрытием
Рис.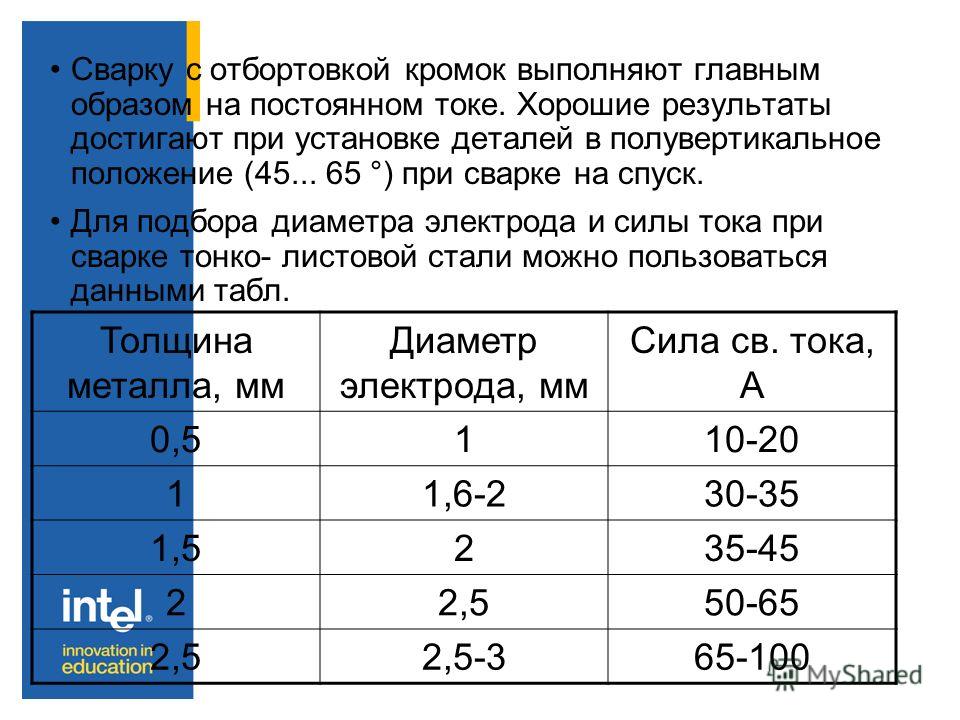 2. При шунтировании ток сначала протекает через шунтирующий зажим, но большая часть тока протекает между наконечниками электродов.
2. При шунтировании ток сначала протекает через шунтирующий зажим, но большая часть тока протекает между наконечниками электродов.
Токопроводящие покрытия на стали, такие как цинк или грунтовка для сквозного сварного шва, повышают сопротивление, но позволяют выполнять точечную сварку. Непроводящие покрытия не позволяют выполнять сварку. Наиболее распространенным из них является E-coat, заводской антикоррозионный грунт, наносимый на каждую оригинальную и сменную панель кузова.
Большая часть Е-покрытия на сопрягаемых поверхностях может быть сохранена при замене детали на STRSW с помощью шунтирующего хомута. E-coat необходимо удалять только с наружных поверхностей. Маневровый зажим располагается на месте первого сварного шва, а первый точечный шов выполняется на соседнем участке (см. рис. 2) .
При нажатии кнопки точечной сварки ток течет от одного конца электрода. Когда ток встречает непроводящее покрытие на сопрягаемой поверхности, он ищет ближайший проводящий путь, который проходит через верхнюю заготовку, вокруг шунтирующего зажима и обратно через другой наконечник электрода.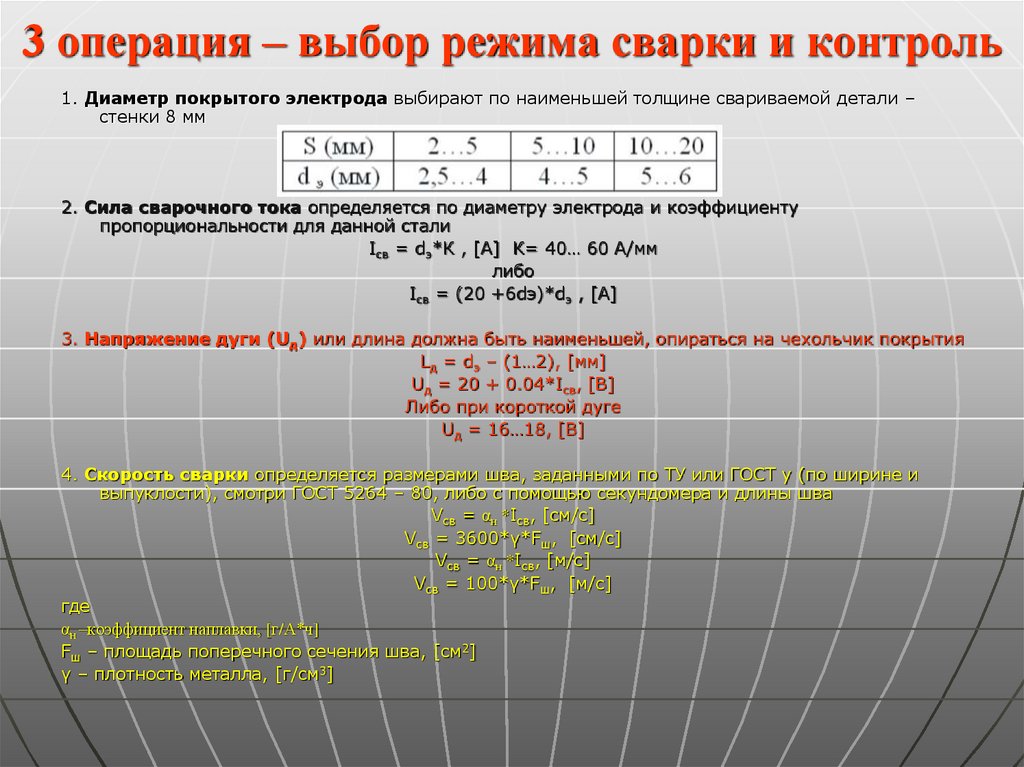 Е-покрытие на сопрягаемых поверхностях выгорает. Это все происходит очень быстро. Фактически, большая часть тока в коротком всплеске тока проходит между кончиками электродов. Обход через маневровый зажим был лишь кратким, но необходимым отвлекающим маневром.
Е-покрытие на сопрягаемых поверхностях выгорает. Это все происходит очень быстро. Фактически, большая часть тока в коротком всплеске тока проходит между кончиками электродов. Обход через маневровый зажим был лишь кратким, но необходимым отвлекающим маневром.
Рисунок 3. Любые другие монтажные зажимы должны быть изолированы лентой для предотвращения непреднамеренного шунтирования.
Обратите внимание, что E-покрытие не нужно удалять между местами точечной сварки на внешней стороне фланца. Ток, протекающий через заготовку с покрытием, подобен току, протекающему по проводу, покрытому изоляцией.
Последовательные сварные швы не должны требовать шунтирования. Предыдущий точечный сварной шов служит начальным токопроводящим путем. На самом деле, любые другие хомуты, используемые для соединения соединений, должны иметь губки, обмотанные лентой для изоляции 9.0003 (см. рис. 3) . Шунт снова требуется, когда начинается новая серия точечных сварок.
Шунтирование с помощью сварки
Рис. 4. Этот специальный маневровый зажим имеет толстый многожильный медный провод, прикрепленный к медным зажимным площадкам для облегчения протекания тока.
Сварное соединение представляет собой контактную точечную сварку, выполненную с помощью клея на одном и том же фланце. Процесс требует удаления всех покрытий с ответных фланцев, включая цинковое покрытие, но рекомендуемый ремонтный клей не является проводящим, поэтому требуется шунтирование. Линия скрепления тонкая, но толще, чем E-coat, поэтому обычно рекомендуется зажим, специально разработанный для шунтирования. Этот специальный зажим имеет толстый многожильный медный провод, соединенный с медными контактными площадками, что обеспечивает гораздо лучшую проводимость, чем обычные фиксирующие клещи (см. рис. 4) . Фактически, использование этого специального зажима для шунтирования является хорошей идеей при выполнении любого шунтирования.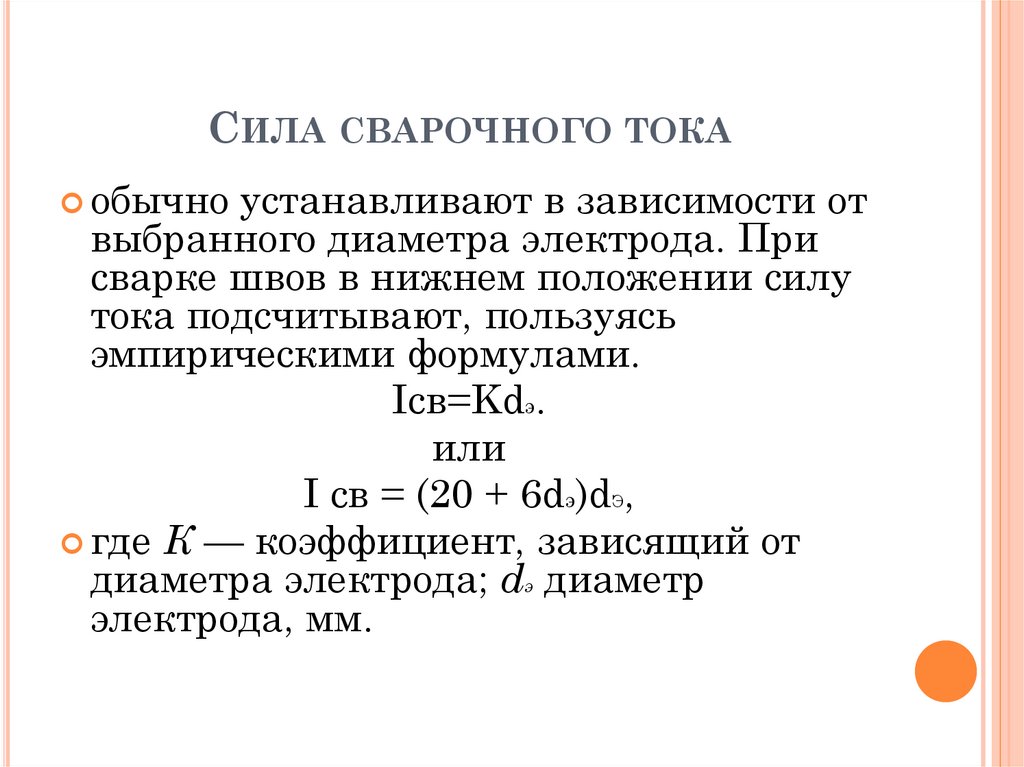 При использовании фиксирующих плоскогубцев есть большая вероятность, что часть тока будет потеряна на поворотной заклепке.
При использовании фиксирующих плоскогубцев есть большая вероятность, что часть тока будет потеряна на поворотной заклепке.
Шунтирование Альтернатива
Конечно, шунт не требуется ни для одного из этих условий, если E-покрытие на сопрягаемых поверхностях удалено или если клей остался на той части фланца, где может быть выполнен первый точечный сварной шов . В этом месте проблема заключается в защите от коррозии, но герметики для швов и лакокрасочные покрытия помогут предотвратить проникновение влаги. Цинковое покрытие можно оставить на месте без клея при сварке. Непокрытое пятно не обязательно должно быть в начале фланца, но вы не хотели бы, чтобы оно было в таком месте, как нижняя часть средней стойки, где могут возникнуть проблемы с брызгами.
Использование первой точечной сварки в качестве шунта является предпочтительным методом при сварке трех или более панелей, например, при соединении внешней панели с внутренней, состоящей из двух частей. Есть еще одна рекомендация, которая обеспечит проводимость между панелями в этом наихудшем сценарии. Рекомендуется сначала выполнить точечный сварной шов на двух внутренних панелях. Оставьте клей на этом месте на внешней панели, и когда внешняя панель будет прикреплена, сделайте еще один точечный сварной шов поверх первого точечного сварного шва.
Рекомендуется сначала выполнить точечный сварной шов на двух внутренних панелях. Оставьте клей на этом месте на внешней панели, и когда внешняя панель будет прикреплена, сделайте еще один точечный сварной шов поверх первого точечного сварного шва.
Заключение
В процессе STRSW шунтирование тока требуется для первого сварного шва, когда на сопряженных фланцах имеется непроводящее покрытие или клей. Другие зажимы, используемые для монтажа, должны быть изолированы, чтобы предотвратить любое нежелательное шунтирование тока. При сварке следует использовать специальный шунтирующий зажим для обеспечения наилучших характеристик сварки.
Эта статья впервые появилась в выпуске I-CAR Advantage Online от 14 мая 2007 года.
Связанные курсы I-CAR
- Самый популярный
- Самые последние
- Архив
Десять наиболее частых вопросов по транспортным средствам
| Hyundai | Есть ли у Hyundai процедура разделения? |
| Kia | Есть ли в Kia процедура разделения на секции? |
| Chevrolet | Есть ли у Chevrolet предупреждение против разделения на секции, когда нет процедуры? |
| BMW | Может ли I-CAR выслать мне процедуры ремонта BMW? |
| Honda | Что Honda говорит о ремонте поврежденных жгутов проводов системы подушек безопасности? |
| Hyundai | Есть ли у Hyundai процедуры замены деталей? |
| Мерседес-Бенц | Может ли I-CAR выслать мне процедуры ремонта Mercedes-Benz? |
| Honda | Что Honda говорит о выпрямлении передних нижних направляющих? |
| Subaru | Нужно ли заменять подушку безопасности переднего пассажира на Subaru, даже если подушка безопасности не сработала? Информация о ремонте, похоже, указывает на то, что так и должно быть.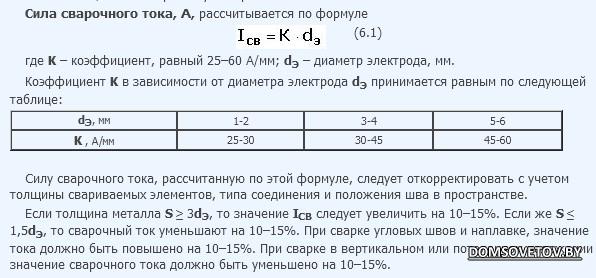 |
| Nissan | Существует ли процедура ремонта проводки разъема подушки безопасности? |
Первая десятка конкретных вопросов I-CAR
| Что говорит I-CAR об использовании переработанной боковой панели, которая включает внутреннюю, внешнюю и усиливающую части? | |
| Что I-CAR говорит о выпрямлении перегиба? | |
| Можно ли использовать Общие рекомендации по секционированию I-CAR? | |
| Что I-CAR говорит о ремонте поврежденных противовзломных балок? | |
| Что I-CAR говорит о решении использовать переработанные детали? | |
| Что I-CAR говорит о парной замене деталей подвески? | |
| Что I-CAR говорит о ремонте поврежденных усилителей бампера? | |
| Что I-CAR говорит о допусках на ремонт? | |
| Что I-CAR говорит об использовании переработанных подушек безопасности? | |
| Что I-CAR говорит о ремонте поврежденных боксов? |
- О РТС
- Свяжитесь с нами
- Связанные отраслевые ссылки
- Подписаться на РТС
- Новостная рассылка
- Помощь/Часто задаваемые вопросы
- Политика отмены
- Политика в отношении рекламы и файлов cookie
- Обновленная Политика конфиденциальности
- Обновленные положения и условия
твитов от @Ask_ICAR
ВЛИЯНИЕ СВАРОЧНЫХ ПЕРЕМЕННЫХ
Атиш Бодекар
Атиш Бодекар
ASNT Уровень II PT, MT, RT, UT, VT.
 AWS-CWI, обеспечение качества (QA), сварка, неразрушающий контроль, QMS, аудитор IS0 9001:2015, руководитель инспекции
AWS-CWI, обеспечение качества (QA), сварка, неразрушающий контроль, QMS, аудитор IS0 9001:2015, руководитель инспекцииОпубликовано 21 сентября 2020 г.
+ Подписаться
Влияние переменных в значительной степени зависит от используемого процесса сварки, но общие тенденции применимы ко всем процессам. Ниже перечислены важные параметры сварки.
Температура предварительного нагрева и межпроходная температура — Температура предварительного нагрева и межпроходная температура используются для контроля склонности к растрескиванию, естественно, в основных материалах. Что касается свойств металла сварного шва, то для большинства систем углерод-марганец-кремний умеренная температура между проходами способствует хорошей ударной вязкости. Температуры предварительного нагрева и между проходами выше 288°C могут отрицательно сказаться на ударной вязкости. Когда основной металл подвергается незначительному предварительному нагреву или вообще не подвергается ему, результирующее быстрое охлаждение может также привести к ухудшению ударной вязкости. Таким образом, тщательный контроль температуры предварительного нагрева и межпроходной температуры имеет решающее значение.
Таким образом, тщательный контроль температуры предварительного нагрева и межпроходной температуры имеет решающее значение.
Напряжение — Напряжение дуги напрямую связано с длиной дуги. По мере увеличения напряжения длина дуги увеличивается, как и потребность в защите от дуги. При сварке постоянным напряжением напряжение определяется главным образом настройками аппарата, поэтому длина дуги при сварке постоянным напряжением является относительно фиксированной. Напряжение дуги напрямую влияет на расчет тепловложения. Для SMAW в системах постоянного тока напряжение дуги определяется длиной дуги, которой управляет сварщик. По мере увеличения длины дуги при использовании SMAW напряжение дуги будет увеличиваться, а сила тока уменьшаться. Напряжение дуги также определяет ширину валика сварного шва, при более высоком напряжении образуются более широкие валики.
Сила тока — Сила тока является мерой величины тока, протекающего через электрод и работу.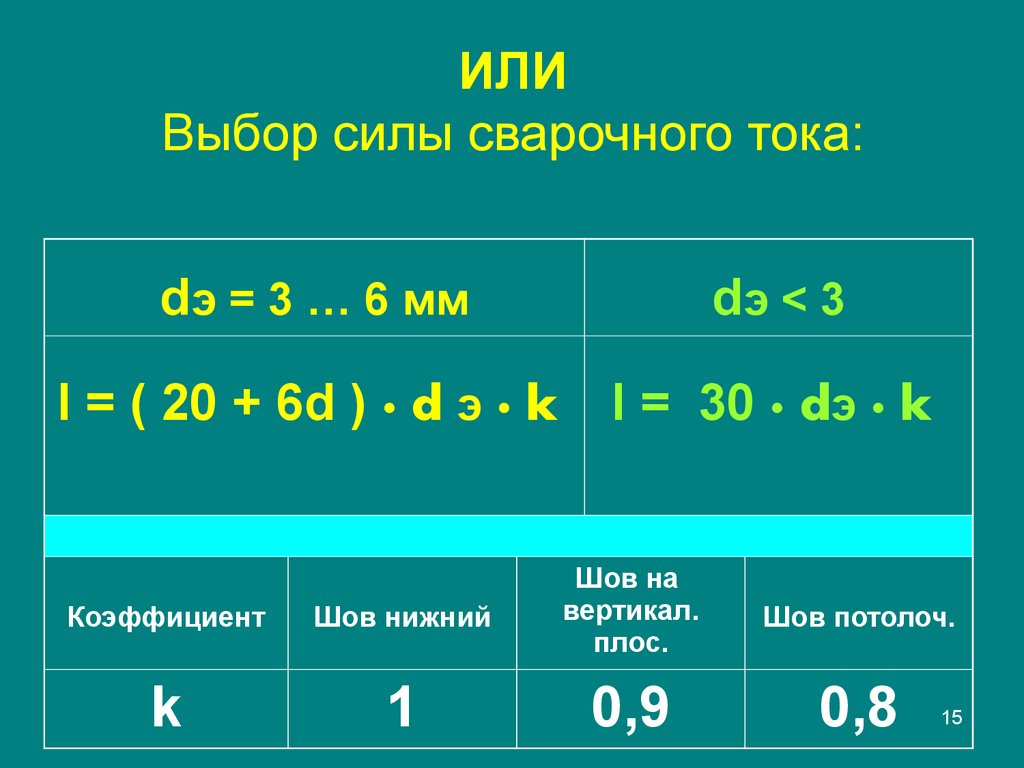 Это основная переменная при определении подводимой теплоты. Обычно увеличение силы тока означает более высокую скорость осаждения, более глубокое проникновение и большее количество примесей. Сила тока, протекающая через электрическую цепь, одинакова, независимо от того, где она измеряется. Его можно измерить с помощью щипцов или с помощью электрического шунта. Роль силы тока лучше всего понять в контексте соображений тепловложения и плотности тока. При сварке постоянным напряжением увеличение скорости подачи проволоки непосредственно увеличивает силу тока. Для SMAW в системах с постоянным током настройка аппарата определяет базовую силу тока, хотя изменения длины дуги еще больше меняют силу тока. Более длинные дуги уменьшают силу тока.
Это основная переменная при определении подводимой теплоты. Обычно увеличение силы тока означает более высокую скорость осаждения, более глубокое проникновение и большее количество примесей. Сила тока, протекающая через электрическую цепь, одинакова, независимо от того, где она измеряется. Его можно измерить с помощью щипцов или с помощью электрического шунта. Роль силы тока лучше всего понять в контексте соображений тепловложения и плотности тока. При сварке постоянным напряжением увеличение скорости подачи проволоки непосредственно увеличивает силу тока. Для SMAW в системах с постоянным током настройка аппарата определяет базовую силу тока, хотя изменения длины дуги еще больше меняют силу тока. Более длинные дуги уменьшают силу тока.
Диаметр электрода — Диаметр электрода является дополнительной критической переменной. Электроды большего размера могут выдерживать более высокие сварочные токи. Однако при фиксированной силе тока электроды меньшего размера обеспечивают более высокую скорость осаждения.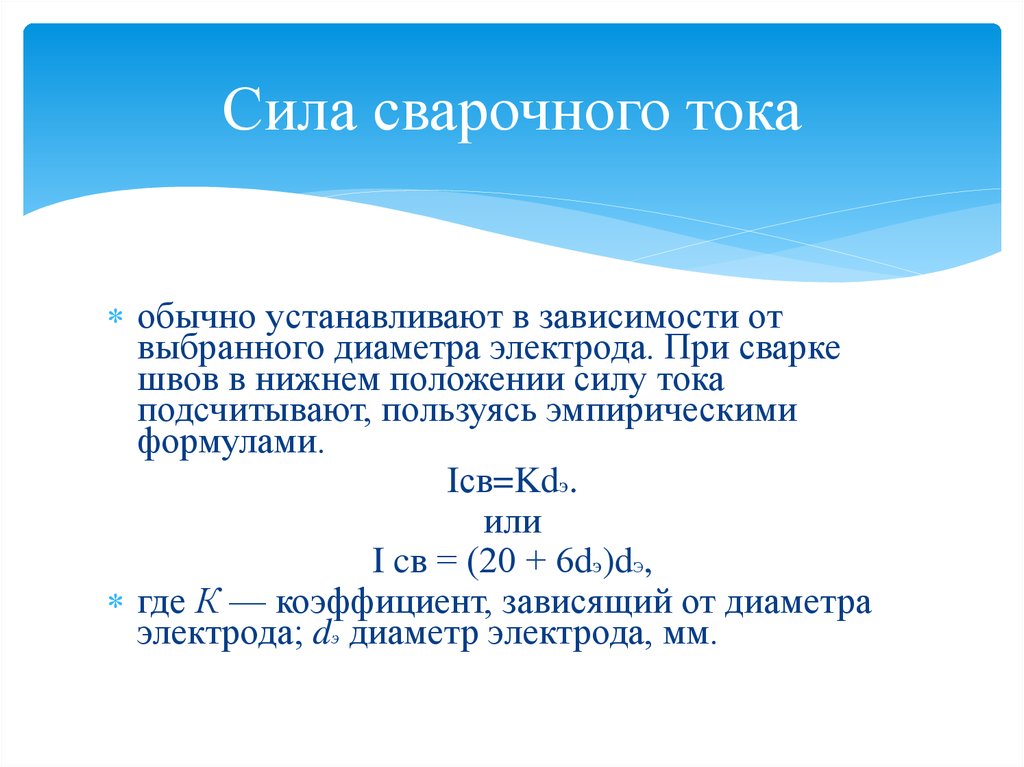 Это происходит из-за влияния на плотность тока, обсуждаемого ниже.
Это происходит из-за влияния на плотность тока, обсуждаемого ниже.
Тепловложение — Тепловложение пропорционально сварочному току, умноженному на напряжение дуги, деленному на скорость перемещения. Более высокие тепловложения связаны с большей площадью поперечного сечения сварного шва и большими зонами термического влияния, что может отрицательно сказаться на механических свойствах в этой области. Более высокая погонная энергия обычно приводит к небольшому снижению предела текучести и предела прочности на разрыв в металле сварного шва и, как правило, к более низкой ударной вязкости из-за взаимодействия размера валика и погонной энергии.
Полярность — Полярность определяет направление тока. Положительная полярность (обратная) достигается, когда вывод электрода подключается к положительной клемме источника питания постоянного тока (DC) . Рабочий провод подключается к минусовой клемме. Отрицательная полярность (прямая) возникает, когда электрод подключен к отрицательной клемме, а рабочий провод к положительной клемме.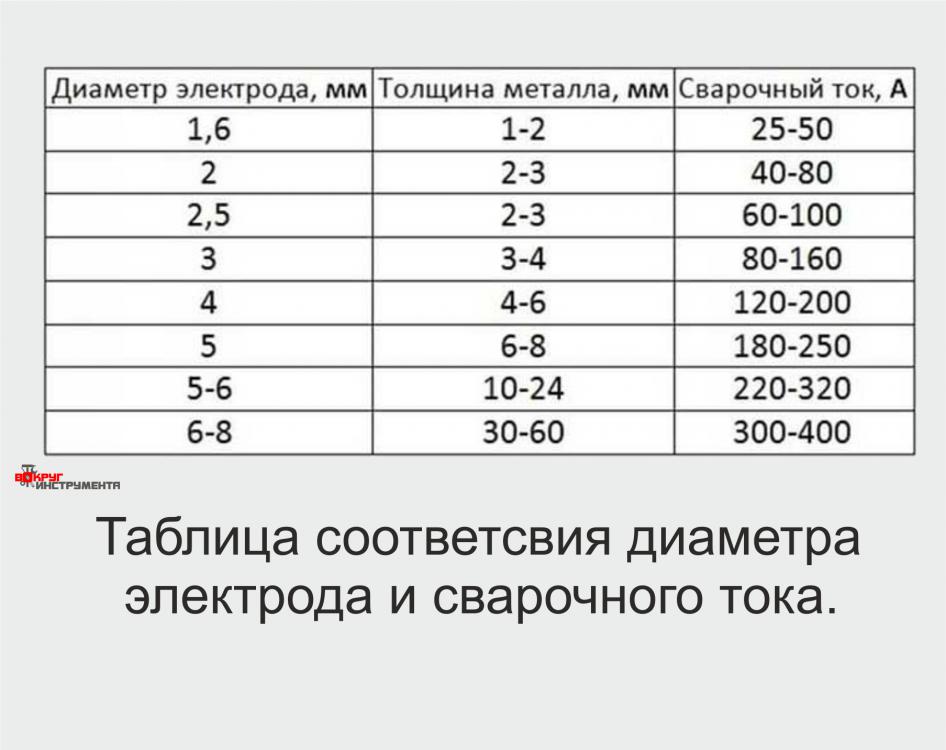 Переменный ток (АС) — это не полярность, а вид тока. При переменном токе электрод попеременно то положительный, то отрицательный. Под флюсом — единственный процесс, в котором обычно используется либо положительная, либо отрицательная полярность электрода для одного и того же типа электрода. Также можно использовать переменный ток. Для фиксированной скорости подачи проволоки электроду с подводной дугой потребуется больше силы тока при положительной полярности, чем при отрицательной. Для фиксированной силы тока можно использовать более высокие скорости подачи проволоки и скорости наплавки с отрицательной полярностью, чем с положительной. Переменный ток демонстрирует сочетание характеристик как положительной, так и отрицательной полярности. Скорость перемещения, измеряемая в дюймах в минуту, представляет собой скорость стимуляции электрода по сравнению с суставом. При прочих равных условиях скорость перемещения обратно пропорциональна размеру сварных швов. По мере увеличения скорости перемещения размер сварного шва будет уменьшаться.
Переменный ток (АС) — это не полярность, а вид тока. При переменном токе электрод попеременно то положительный, то отрицательный. Под флюсом — единственный процесс, в котором обычно используется либо положительная, либо отрицательная полярность электрода для одного и того же типа электрода. Также можно использовать переменный ток. Для фиксированной скорости подачи проволоки электроду с подводной дугой потребуется больше силы тока при положительной полярности, чем при отрицательной. Для фиксированной силы тока можно использовать более высокие скорости подачи проволоки и скорости наплавки с отрицательной полярностью, чем с положительной. Переменный ток демонстрирует сочетание характеристик как положительной, так и отрицательной полярности. Скорость перемещения, измеряемая в дюймах в минуту, представляет собой скорость стимуляции электрода по сравнению с суставом. При прочих равных условиях скорость перемещения обратно пропорциональна размеру сварных швов. По мере увеличения скорости перемещения размер сварного шва будет уменьшаться.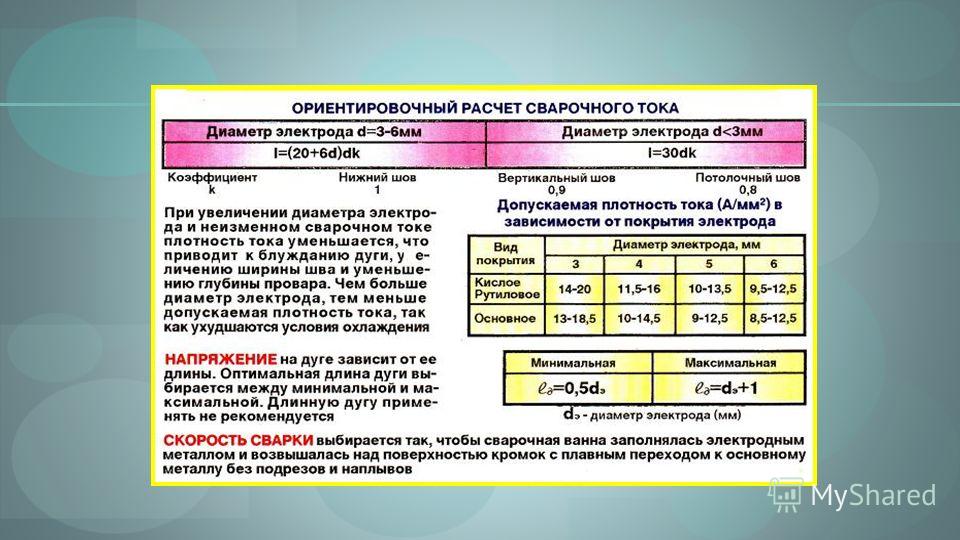 Чрезвычайно низкие скорости перемещения могут привести к уменьшению проплавления, поскольку дуга сталкивается с толстым слоем расплавленного металла, и сварочная ванна катится впереди дуги. Скорость движения является ключевой переменной, используемой при расчете тепловложения; снижение скорости движения увеличивает тепловложение.
Чрезвычайно низкие скорости перемещения могут привести к уменьшению проплавления, поскольку дуга сталкивается с толстым слоем расплавленного металла, и сварочная ванна катится впереди дуги. Скорость движения является ключевой переменной, используемой при расчете тепловложения; снижение скорости движения увеличивает тепловложение.
Скорость подачи проволоки — Скорость подачи проволоки — это мера скорости, с которой электрод проходит через сварочную горелку и доставляется к дуге. Обычно измеряемая в миллиметрах в минуту, скорость наплавки прямо пропорциональна скорости подачи проволоки и напрямую связана с силой тока. Когда все остальные условия сварки поддерживаются постоянными (например, тот же тип электрода, диаметр, напряжение дуги и удлинение электрода), увеличение скорости подачи проволоки напрямую приведет к увеличению силы тока. Для более медленных скоростей подачи проволоки отношение скорости подачи проволоки к силе тока является относительно постоянным и линейным. Для более высоких скоростей подачи проволоки это соотношение может увеличиться, что приведет к более высокой скорости наплавки на ампер, но за счет проплавления.
Для более высоких скоростей подачи проволоки это соотношение может увеличиться, что приведет к более высокой скорости наплавки на ампер, но за счет проплавления.
Удлинитель электрода — Удлинитель электрода, известный как «электрический выступ», представляет собой расстояние от контактного наконечника до конца электрода. Это относится только к процессам с подачей проволоки. По мере увеличения выдвижения электрода в системе постоянного напряжения электрическое сопротивление электрода увеличивается, вызывая нагрев электрода. Это известно как нагрев сопротивлением или «нагрев I2R». По мере увеличения степени нагрева энергия дуги, необходимая для расплавления электрода, уменьшается. Можно использовать удлиненные электроды для получения более высоких скоростей осаждения при определенной силе тока. Когда выдвижение электрода увеличивается без изменения скорости подачи проволоки, сила тока уменьшается. Это приводит к меньшему проникновению и меньшему примеси. С увеличением электрического вылета обычно увеличивают настройку напряжения машины, чтобы компенсировать большее падение напряжения на электроде.