Страница не найдена — ccm-msk.com
Сталь
Содержание1 Комекс1.1 Углеродистая сталь1.2 Маркировка углеродистых сталей1.3 Химический состав стали1.4 Кипящая сталь1.5 Спокойная сталь1.6
Вопросы
Содержание1 Крепление литых дисков: из чего изготавливаются гайки, нюансы выбора1.1 Число полных оборотов1.2 Гайки-секретки
Информация
Содержание1 Точечная сварка для аккумуляторов 18650 своими руками за 5 шагов1.1 Ответы:1.2 Суть и
Информация
Содержание1 Электродуговая сварка, как правильно выбрать сварочный аппарат, виды аппаратов электродуговой сварки1. 1 Современный сварочный
1 Современный сварочный
Сварка
Содержание1 Лечение глаз после сварки в домашних условиях1.1 Признаки заболевания1.2 Порядок действий при травме1.3
Содержание1 Выбираем лазерный дальномер для строительных работ1.1 Профессиональный или бытовой лазерный дальномер выбрать?1.2 Корпус1.3
Страница не найдена — ccm-msk.com
Вопросы
Содержание1 Рулетка: как выбрать точный, удобный, надежный и практичный инструмент. 110 фото моделей современных
Как правильно
Содержание1 Как сделать ворота на даче1.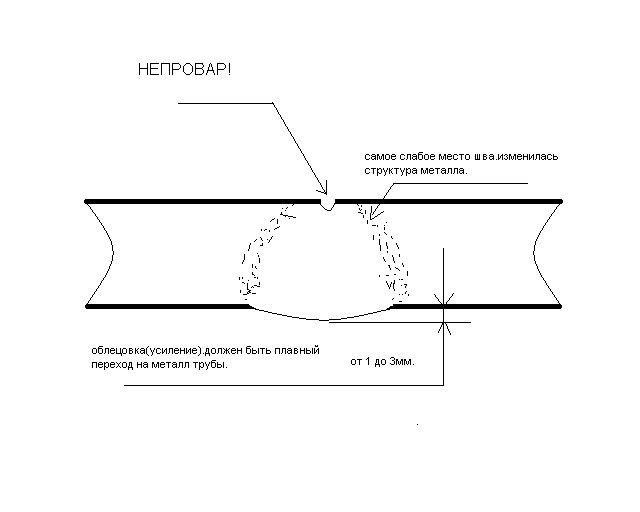 1 Типы ворот и их отличительные особенности1.2 Распашные1.3 Откатные1.4
1 Типы ворот и их отличительные особенности1.2 Распашные1.3 Откатные1.4
Информация
Содержание1 Сварка труб из полиэтилена1.1 Основные правила сварки1.2 Раструбная сварка1.3 Стыковая сварка1.4 Терморезисторная сварка2
Информация
Содержание1 Сварка оцинкованного листа1.1 Как варить тонкий металл инвертором1.2 Техники и методы сварки тонких листов
ИнформацияСодержание1 Шланг для кислорода1.1 Кислородный рукав: описание, ГОСТ, виды и диаметр1.2 Описание1.3 Особенности1.4 Классы1.5
Как правильно
Содержание1 Как выбрать стеклорез и резать стекло в домашних условиях без сколов и трещин1.
Сколько должен варить сварщик в день (время) — Курилка
Вечная история….
Я своим вот такую выписку сделал про чаепития.
Мне известно одно единственное место где сварщикам запрещается работать более 6 часов. Это — Атмосферо независимая камера.
Статья 108. Перерывы для отдыха и питания
[Трудовой кодекс РФ] [Глава 18] [Статья 108]
В течение рабочего дня (смены) работнику должен быть предоставлен перерыв для отдыха и питания продолжительностью не более двух часов и не менее 30 минут, который в рабочее время не включается.
Время предоставления перерыва и его конкретная продолжительность устанавливаются правилами внутреннего трудового распорядка или по соглашению между работником и работодателем.
По умолчанию, Работник на работе должен работать.
То есть, употреблять безалкагольные напитки и т.п. в рабочее время и вне рабочем месте работник может лишь тогда, когда локальными нормативными актами ему это РАЗРЕШЕНО. А если в локальных нормативных актах не установлено такое право работника — нельзя. То есть, предоставление права на чаек в определенном месте — уже льгота для работника со стороны работодателя
Оплачиваемые перерывы в рабочее время
Определенные виды работ иногда требуют времени на подготовку для их выполнения или завершения. Например, продавцу, сварщику или врачу, чтобы начать рабочий день, необходимо одеть спецодежду, а кассиру для завершения рабочего дня – снять кассу. Иногда на это тратится достаточно много времени, и за отчетный период набегает приличное количество часов. Какие перерывы необходимо предоставлять работникам во время работы? Если рабочий день начинается, например, в 7 утра, нужно все приготовления сделать до этого времени или можно после? Входит ли время на подготовку к работе и ее завершение в рабочее время? Надо ли такое время оплачивать?
Рабочее время и время отдыха
Для начала давайте разберемся, какое время считается рабочим. В силу ст. 91 ТК РФ под рабочим временем понимается время, в течение которого работник в соответствии с правилами внутреннего трудового распорядка и условиями трудового договора должен исполнять трудовые обязанности. Также к рабочему времени относят иные периоды, которые в соответствии с ТК РФ и иными нормативными правовыми актами РФ относятся к таковому (например, командировка, простой не по вине работника).
В силу ст. 91 ТК РФ под рабочим временем понимается время, в течение которого работник в соответствии с правилами внутреннего трудового распорядка и условиями трудового договора должен исполнять трудовые обязанности. Также к рабочему времени относят иные периоды, которые в соответствии с ТК РФ и иными нормативными правовыми актами РФ относятся к таковому (например, командировка, простой не по вине работника).
Время начала и окончания работы согласно ст. 100 ТК РФ устанавливается правилами внутреннего трудового распорядка, которые сотрудник обязан соблюдать в силу ст. 21 ТК РФ.
Как видим, в течение рабочего времени, начало и окончание которого предусмотрено правилами внутреннего распорядка, сотрудник должен исполнять свои трудовые обязанности, установленные трудовым договором. Это означает, что работник не вправе использовать рабочее время в каких-либо других целях, кроме работы.
Перерывы в рабочее время, не подлежащие оплате
Трудовое законодательство установило различные виды перерывов в течение рабочего дня. Введение перерывов позволит уменьшить утомляемость сотрудников и, соответственно, повысить производительность труда. Некоторые из таких перерывов по нормам ТК РФ включаются в рабочее время и подлежат оплате. Но некоторые перерывы работник может использовать по своему усмотрению, даже удалиться с территории организации, где осуществляет трудовую деятельность. Одним из таких перерывов является обеденный.
Перерыв для отдыха и питания
В соответствии со
Перерыв для сна
Такой перерыв устанавливается только для определенных видов работ. В частности, в соответствии с Положением об особенностях режима рабочего времени и времени отдыха работни-ков, осуществляющих управление воздушным движением гражданской авиации при работе в ночную смену диспетчеру должен быть предоставлен дополнительный перерыв продолжительностью один час с правом сна в специально оборудованном помещении. Такой перерыв не включается в рабочее время и не подлежит оплате.
Такой перерыв не включается в рабочее время и не подлежит оплате.
Перерывы для кормления ребенка
Такие перерывы предоставляются работающим женщинам, имеющим детей в возрасте до полутора лет, не реже чем через каждые три часа продолжительностью не менее 30 мин каждый (ст. 258 ТК РФ).
Специальные перерывы для обогрева
Кроме обеденного перерыва ст. 109 ТК РФ предусматривает предоставление специальных перерывов для обогревания и отдыха, обусловленных технологией и организацией производства и труда:
– работникам, работающим в холодное время года на открытом воздухе или в закрытых необогреваемых помещениях;
Время, когда работник не работает, но закон относит такое время к рабочему
Бывает и так, что работник не трудится, но по трудовому законодательству это время считается рабочим и подлежит оплате. Например, работник выполняет обязанность присяжного заседателя или иные государственные или общественные обязанности (ст. 170 ТК РФ). Так, гражданам, участвующим в мероприятиях по обеспечению исполнения воинской обязанности или поступления на военную службу по контракту, за время участия в указанных мероприятиях по месту их постоянной работы выплачивается средний заработок, им возмещаются расходы, связанные с наймом (поднаймом) жилья и оплатой проезда в другую местность и обратно, а также командировочные расходы (п. 2 ст. 5 Федерального закона от 28.03.1998 № 53-ФЗ «О воинской обязанности и военной службе»).
Будет ли переработкой время, которое тратится до и после работы на подготовительно-заключительные мероприятия?
Предположим, работнику установлен рабочий день, который начинается в 7 часов утра. Соответственно, ровно в 7 ч 00 мин он должен приступить к своим трудовым обязанностям. Переодевание (переобувание), завтрак на рабочем месте, чтение новостных сайтов и т. д. работник должен сделать до начала рабочего дня, то есть до 7 ч. Некоторые кадровики полагают, что приход на работу такого сотрудника раньше времени начала работы образует переработку и это должно оплачиваться как сверхурочное время. Ничего подобного. В то время, которое работник тратит на себя, он не выполняет свои должностные обязанности, предписанные ему трудовым договором и должностной инструкцией. А на основании ст. 99 ТК
д. работник должен сделать до начала рабочего дня, то есть до 7 ч. Некоторые кадровики полагают, что приход на работу такого сотрудника раньше времени начала работы образует переработку и это должно оплачиваться как сверхурочное время. Ничего подобного. В то время, которое работник тратит на себя, он не выполняет свои должностные обязанности, предписанные ему трудовым договором и должностной инструкцией. А на основании ст. 99 ТК
В заключение
Итак, в рабочее время, начало и конец которого установлены в правилах внутреннего распорядка, работник должен заниматься своими прямыми трудовыми обязанностями, предусмотренными трудовым договором. Личными делами он может заниматься только во время отдыха (ст. 108 ТК РФ) или в специальные перерывы (ст. 109 ТК РФ).
Отметим, что работодатель за использование рабочего времени в личных целях вправе привлечь работника к дисциплинарной ответственности по ст. 192 ТК РФ – сделать замечание, объявить выговор и даже уволить по соответствующим основаниям.
Хотя всё это относительно, я например не даю работать сварщикам больше 6 часов если они варят под рентгенографический контроль.
Я понимаю что в мелких конторах, аля шараш монтаж, сварщиков выжимают по полной, но мож кто работает на крупном предприятии и сталкивался с таким.
В шараш монтаж гораздо проще работать сварщику, чем в крупном серьёзном предприятии.
Сообщение отредактировал Petrov: 07 Февраль 2017 16:44
Сварка стыковых соединений звеньев труб и трубных узлов
ЕНиР
§ Е22-2-10. Сварка стыковых соединений звеньев труб и трубных узлов
Состав работы
1. Укладка на роликовые опоры собранных на электроприхватках звеньев (секций) труб или трубных узлов с закреплением их во вращателе.
2. Установка сварочной головки на стык с регулировкой режима сварки.
3. Включение вращателя.
4. Сварка.
5. Снятие сварочной головки со стыка.
6. Перемещение сварочной головки от стыка к стыку.
7. Выключение вращателя.
8. Клеймение стыка.
9. Освобождение звеньев (секций) труб или трубных узлов из вращателя и снятие их с роликовых опор.
10. Переходы в процессе работы на расстояние до 25 м.
Электросварщик на автоматических и полуавтоматических машинах 3 и 5 разр.
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 38-83 мм
Таблица 1
Нормы времени и расценки на 1 стык
| Разряд | Показатели | Наружный диаметр труб, мм | ||||||||
| работ | 38-45 | 57-60 | 70-83 | |||||||
| Толщина стенки, мм, до | ||||||||||
| 4 | 6 | 4 | 6 | 4 | 6 | 8 | ||||
| Нормы времени | 0,08 | 0,09 | 0,09 | 0,1 | 0,11 | 0,14 | 0,18 | |||
| 3 | Расценки | 0-05,6 | 0-06,3 | 0-06,3 | 0-07 | 0-07,7 | 0-09,8 | 0-12,6 | ||
| 5 | Расценки | 0-07,3 | 0-08,2 | 0-08,2 | 0-09,1 | 0-10 | 0-12,7 | 0-16,4 | ||
| а | б | в | г | д | е | ж | ||||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 89-102 мм
Таблица 2
Нормы времени и расценки на 1 стык
| Разряд | Показатели | Толщина стенки, мм, до | |||
| работ | 4 | 6 | 8 | 10 | |
| Нормы времени | 0,13 | 0,16 | 0,2 | 0,25 | |
| 3 | Расценки | 0-09,1 | 0-11,2 | 0-14 | 0-17,5 |
| 5 | Расценки | 0-11,8 | 0-14,6 | 0-18,2 | 0-22,8 |
| а | б | в | г | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 108-114 мм
Таблица 3
Нормы времени и расценки на 1 стык
| Разряд | Показатели | Толщина стенки, мм, до | |||||
| работ | 4 | 6 | 8 | 10 | 12 | 14 | |
| Нормы времени | 0,15 | 0,17 | 0,22 | 0,27 | 0,34 | 0,41 | |
| 3 | Расценки | 0-10,5 | 0-11,9 | 0-15,4 | 0-18,9 | 0-23,8 | 0-28,7 |
| 5 | Расценки | 0-13,7 | 0-15,5 | 0-20 | 0-24,6 | 0-30,9 | 0-37,3 |
| а | б | в | г | д | е | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 133 мм
Таблица 4
Нормы времени и расценки на 1 стык
| Разряд работ | Показатели | Толщина стенки, мм, до | ||||||
| 4 | 6 | 8 | 10 | 12 | 14 | 16 | ||
| Нормы времени | 0,17 | 0,2 | 0,24 | 0,3 | 0,33 | 0,44 | 0,5 | |
| 3 | Расценки | 0-11,9 | 0-14 | 0-16,8 | 0-21 | 0-23,1 | 0-30,8 | 0-35 |
| 5 | Расценки | 0-15,5 | 0-18,2 | 0-21,8 | 0-27,3 | 0-30 | 0-40 | 0-45,5 |
| а | б | в | г | д | е | ж | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 159-168 мм
Таблица 5
Нормы времени и расценки на 1 стык
| Разряд | Показатели | Толщина стенки, мм, до | ||||||
| работ | 4 | 6 | 8 | 10 | 12 | 14 | 16 | |
| Нормы времени | 0,2 | 0,22 | 0,28 | 0,34 | 0,41 | 0,48 | 0,55 | |
| 3 | Расценки | 0-14 | 0-15,4 | 0-19,6 | 0-23,8 | 0-28,7 | 0-33,6 | 0-38,5 |
| 5 | Расценки | 0-18,2 | 0-20 | 0-25,5 | 0-30,9 | 0-37,3 | 0-43,7 | 0-50,1 |
| а | б | в | г | д | е | ж | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 194 мм
Таблица 6
Нормы времени и расценки на 1 стык
| Разряд | Показатели | Толщина стенки, мм, до | ||||||||
| работ | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
| Нормы времени | 0,23 | 0,26 | 0,32 | 0,38 | 0,46 | 0,53 | 0,6 | 0,67 | 0,77 | |
| 3 | Расценки | 0-16,1 | 0-18,2 | 0-22,4 | 0-26,6 | 0-32,2 | 0-37,1 | 0-42 | 0-46,9 | 0-53,9 |
| 5 | Расценки | 0-20,9 | 0-23,7 | 0-29,1 | 0-34,6 | 0-41,9 | 0-48,2 | 0-54,6 | 0-61 | 0-70,1 |
| а | б | в | г | д | е | ж | з | и | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 219 мм
Таблица 7
Нормы времени и расценки на 1 стык
| Разряд работ | Показатели | Толщина стенки, мм, до | |||||||||||
| 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | ||
| Нормы времени | 0,26 | 0,29 | 0,34 | 0,41 | 0,5 | 0,57 | 0,66 | 0,7 | 0,81 | 0,88 | 1,1 | 1,3 | |
| 3 | Расценки | 0-18,2 | 0-20,3 | 0-23,8 | 0-28,7 | 0-35 | 0-39,9 | 0-46,2 | 0-49 | 0-56,7 | 0-61,6 | 0-77 | 0-91 |
| 5 | Расценки | 0-23,7 | 0-26,4 | 0-30,9 | 0-37,3 | 0-45,5 | 0-51,9 | 0-60,1 | 0-63,7 | 0-73,7 | 0-80,1 | 1-00 | 1-18 |
| а | б | в | г | д | е | ж | з | и | к | л | м | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 245 мм
Таблица 8
Нормы времени и расценки на 1 стык
| Разряд работ | Показатели | Толщина стенки, мм, до | |||||||||||
| 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | ||
| Нормы времени | 0,28 | 0,32 | 0,38 | 0,44 | 0,53 | 0,6 | 0,69 | 0,77 | 0,84 | 0,95 | 1,1 | 1,4 | |
| 3 | Расценки | 0-19,6 | 0-22,4 | 0-26,6 | 0-30,8 | 0-37,1 | 0-42 | 0-48,3 | 0-53,9 | 0-58,8 | 0-66,5 | 0-77 | 0-98 |
| 5 | Расценки | 0-25,5 | 0-29,1 | 0-34,6 | 0-40 | 0-48,2 | 0-54,6 | 0-62,8 | 0-70,1 | 0-76,4 | 0-86,5 | 1-00 | 1-27 |
| а | б | в | г | д | е | ж | з | и | к | л | м | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 273 мм
Таблица 9
Нормы времени и расценки на 1 стык
| Разряд работ | Показатели | Толщина стенки, мм, до | |||||||||||
| 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | ||
| Нормы времени | 0,32 | 0,34 | 0,41 | 0,48 | 0,57 | 0,66 | 0,77 | 0,81 | 0,91 | 1 | 1,3 | 1,6 | |
| 3 | Расценки | 0-22,4 | 0-23,8 | 0-28,7 | 0-33,6 | 0-39,9 | 0-46,2 | 0-53,9 | 0-56,7 | 0-63,7 | 0-70 | 0-91 | 1-12 |
| 5 | Расценки | 0-29,1 | 0-30,9 | 0-37,3 | 0-43,7 | 0-51,9 | 0-60,1 | 0-70,1 | 0-73,7 | 0-82,8 | 0-91 | 1-18 | 1-46 |
| а | б | в | г | д | е | ж | з | и | к | л | м | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 299 мм
Таблица 10
Нормы времени и расценки на 1 стык
| Разряд работ | Показатели | Толщина стенки, мм, до | |||||||||||
| 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | ||
| Нормы времени | 0,34 | 0,38 | 0,44 | 0,52 | 0,6 | 0,69 | 0,77 | 0,88 | 0,98 | 1,1 | 1,4 | 1,6 | |
| 3 | Расценки | 0-23,8 | 0-26,6 | 0-30,8 | 0-36,4 | 0-42 | 0-48,3 | 0-53,9 | 0-61,6 | 0-68,6 | 0-77 | 0-98 | 1-12 |
| 5 | Расценки | 0-30,9 | 0-34,6 | 0-40 | 0-47,3 | 0-54,6 | 0-62,8 | 0-70,1 | 0-80,1 | 0-89,2 | 1-00 | 1-27 | 1-46 |
| а | б | в | г | д | е | ж | з | и | к | л | м | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 325 мм
Таблица 11
Нормы времени и расценки на 1 стык
| Разряд работ | Показатели | Толщина стенки, мм, до | |||||||||||
| 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | ||
| Нормы времени | 0,37 | 0,39 | 0,48 | 0,54 | 0,63 | 0,77 | 0,81 | 0,91 | 1,1 | 1,2 | 1,4 | 1,8 | |
| 3 | Расценки | 0-25,9 | 0-27,3 | 0-33,6 | 0-37,8 | 0-44,1 | 0-53,9 | 0-56,7 | 0-63,7 | 0-77 | 0-84 | 0-98 | 1-26 |
| 5 | Расценки | 0-33,7 | 0-35,5 | 0-43,7 | 0-49,1 | 0-57,3 | 0-70,1 | 0-73,7 | 0-82,8 | 1-00 | 1-09 | 1-27 | 1-64 |
| а | б | в | г | д | е | ж | з | и | к | л | м | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 377-402 мм
Таблица 12
Нормы времени и расценки на 1 стык
| Разряд работ | Показатели | Толщина стенки, мм, до | |||||||||||
| 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | ||
| Нормы времени | 0,43 | 0,47 | 0,53 | 0,62 | 0,77 | 0,81 | 0,91 | 1 | 1,2 | 1,4 | 1,6 | 2 | |
| 3 | Расценки | 0-30,1 | 0-32,9 | 0-37,1 | 0-43,4 | 0-53,9 | 0-56,7 | 0-63,7 | 0-70 | 0-84 | 0-98 | 1-12 | 1-40 |
| 5 | Расценки | 0-39,1 | 0-42,8 | 0-48,2 | 0-56,4 | 0-70,1 | 0-73,7 | 0-82,8 | 0-91 | 1-09 | 1-27 | 1-46 | 1-82 |
| а | б | в | г | д | е | ж | з | и | к | л | м | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 426 мм
Таблица 13
Нормы времени и расценки на 1 стык
| Разряд работ | Показатели | Толщина стенки, мм, до | |||||||||||
| 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | ||
| Нормы времени | 0,47 | 0,5 | 0,58 | 0,67 | 0,77 | 0,88 | 0,98 | 1,1 | 1,3 | 1,6 | 1,8 | 2,2 | |
| 3 | Расценки | 0-32,9 | 0-35 | 0-40,6 | 0-46,9 | 0-53,9 | 0-61,6 | 0-68,6 | 0-77 | 0-91 | 1-12 | 1-26 | 1-54 |
| 5 | Расценки | 0-42,8 | 0-45,5 | 0-52,8 | 0-61 | 0-70,1 | 0-80,1 | 0-89,2 | 1-00 | 1-18 | 1-46 | 1-64 | 2-00 |
| а | б | в | г | д | е | ж | з | и | к | л | м | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 465-478 мм
Таблица 14
Нормы времени и расценки на 1 стык
| Разряд работ | Показатели | Толщина стенки, мм, до | |||||||||||
| 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | ||
| Нормы времени | 0,52 | 0,56 | 0,63 | 0,77 | 0,84 | 0,95 | 1,1 | 1,2 | 1,4 | 1,7 | 2 | 2,5 | |
| 3 | Расценки | 0-36,4 | 0-39,2 | 0-44,1 | 0-53,9 | 0-58,8 | 0-66,5 | 0-77 | 0-84 | 0-98 | 1-19 | 1-40 | 1-75 |
| 5 | Расценки | 0-47,3 | 0-51 | 0-57,3 | 0-70,1 | 0-76,4 | 0-86,5 | 1-00 | 1-09 | 1-27 | 1-55 | 1-82 | 2-28 |
| а | б | в | г | д | е | ж | з | и | к | л | м | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 529 мм
Таблица 15
Нормы времени и расценки на 1 стык
| Разряд | Показатели | Толщина стенки, мм, до | |||||
| работ | 4 | 6 | 8 | 10 | 12 | 14 | |
| Нормы времени | 0,6 | 0,63 | 0,69 | 0,81 | 0,95 | 1,1 | |
| 3 | Расценки | 0-42 | 0-44,1 | 0-48,3 | 0-56,7 | 0-66,5 | 0-77 |
| 5 | Расценки | 0-54,6 | 0-57,3 | 0-62,8 | 0-73,7 | 0-86,5 | 1-00 |
| а | б | в | г | д | е | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 630 мм
Таблица 16
Нормы времени и расценки на 1 стык
| Разряд работ | Показатели | Толщина стенки, мм, до | |||||
| 4 | 6 | 8 | 10 | 12 | 14 | ||
| Нормы времени | 0,63 | 0,69 | 0,77 | 0,91 | 1,1 | 1,2 | |
| 3 | Расценки | 0-44,1 | 0-48,3 | 0-53,9 | 0-63,7 | 0-77 | 0-84 |
| 5 | Расценки | 0-57,3 | 0-62,8 | 0-70,1 | 0-82,8 | 1-00 | 1-09 |
| а | б | в | г | д | е | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 720 мм
Таблица 17
Нормы времени и расценки на 1 стык
| Разряд работ | Показатели | Толщина стенки, мм, до | |||||
| 6 | 8 | 10 | 12 | 14 | 16 | ||
| Нормы времени | 0,77 | 0,84 | 1 | 1,2 | 1,4 | 1,6 | |
| 3 | Расценки | 0-53,9 | 0-58,8 | 0-70 | 0-84 | 0-98 | 1-12 |
| 5 | Расценки | 0-70,1 | 0-76,4 | 0-91 | 1-09 | 1-27 | 1-46 |
| а | б | в | г | д | е | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 820 мм
Таблица 18
Нормы времени и расценки на 1 стык
| Разряд | Показатели | Толщина стенки, мм, до | |||||
| работ | 6 | 8 | 10 | 12 | 14 | 16 | |
| Нормы времени | 0,84 | 0,95 | 1,1 | 1,4 | 1,6 | 1,7 | |
| 3 | Расценки | 0-58,8 | 0-66,5 | 0-77 | 0-98 | 1-12 | 1-19 |
| 5 | Расценки | 0-76,4 | 0-86,5 | 1-00 | 1-27 | 1-46 | 1-55 |
| а | б | в | г | д | е | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 920 мм
Таблица 19
Нормы времени и расценки на 1 стык
| Разряд | Показатели | Толщина стенки, мм, до | |||||||
| работ | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
| Нормы времени | 0,91 | 1,1 | 1,3 | 1,6 | 1,7 | 2 | 2,3 | 2,7 | |
| 3 | Расценки | 0-63,7 | 0-77 | 0-91 | 1-12 | 1-19 | 1-40 | 1-61 | 1-89 |
| 5 | Расценки | 0-82,8 | 1-00 | 1-18 | 1-46 | 1-55 | 1-82 | 2-09 | 2-46 |
| а | б | в | г | д | е | ж | з | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 1020 мм
Таблица 20
Нормы времени и расценки на 1 стык
| Разряд | Показатели | Толщина стенки, мм, до | |||||||
| работ | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
| Нормы времени | 1 | 1,1 | 1,4 | 1,6 | 1,9 | 2,2 | 2,6 | 3,1 | |
| 3 | Расценки | 0-70 | 0-77 | 0-98 | 1-12 | 1-33 | 1-54 | 1-82 | 2-17 |
| 5 | Расценки | 0-91 | 1-00 | 1-27 | 1-46 | 1-73 | 2-00 | 2-37 | 2-82 |
| а | б | в | г | д | е | ж | з | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 1220 мм
Таблица 21
Нормы времени и расценки на 1 стык
| Разряд | Показатели | Толщина стенки, мм, до | |||||
| работ | 6 | 8 | 10 | 12 | 14 | 16 | |
| Нормы времени | 1,1 | 1,3 | 1,6 | 2 | 2,4 | 2,7 | |
| 3 | Расценки | 0-77 | 0-91 | 1-12 | 1-40 | 1-68 | 1-89 |
| 5 | Расценки | 1-00 | 1-18 | 1-46 | 1-82 | 2-18 | 2-46 |
| а | б | в | г | д | е | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 1320 мм
Таблица 22
Нормы времени и расценки на 1 стык
| Разряд работ | Показатели | Толщина стенки, мм, до | |||||
| 6 | 8 | 10 | 12 | 14 | 16 | ||
| Нормы времени | 1,2 | 1,4 | 1,7 | 2,2 | 2,6 | 2,9 | |
| 3 | Расценки | 0-84 | 0-98 | 1-19 | 1-54 | 1-82 | 2-03 |
| 5 | Расценки | 1-09 | 1-27 | 1-55 | 2-00 | 2-37 | 2-64 |
| а | б | в | г | д | е | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 1420 мм
Таблица 23
Нормы времени и расценки на 1 стык
| Разряд работ | Показатели | Толщина стенки, мм, до | |||||
| 6 | 8 | 10 | 12 | 14 | 16 | ||
| Нормы времени | 1,4 | 1,5 | 1,9 | 2,4 | 2,8 | 3,2 | |
| 3 | Расценки | 0-98 | 1-05 | 1-33 | 1-68 | 1-96 | 2-24 |
| 5 | Расценки | 1-27 | 1-37 | 1-73 | 2-18 | 2-55 | 2-91 |
| а | б | в | г | д | е | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 1620 мм
Таблица 24
Нормы времени и расценки на 1 стык
| Разряд | Показатели | Толщина стенки, мм, до | |||||
| работ | 6 | 8 | 10 | 12 | 14 | 16 | |
| Нормы времени | 1,5 | 1,6 | 2,2 | 2,7 | 3,2 | 3,6 | |
| 3 | Расценки | 1-05 | 1-12 | 1-54 | 1-89 | 2-24 | 2-52 |
| 5 | Расценки | 1-37 | 1-46 | 2-00 | 2-46 | 2-91 | 3-28 |
| а | б | в | г | д | е | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 1820 мм
Таблица 25
Нормы времени и расценки на 1 стык
| Разряд | Показатели | Толщина стенки, мм, до | |||||
| работ | 6 | 8 | 10 | 12 | 14 | 16 | |
| Нормы времени | 1,6 | 1,8 | 2,4 | 3 | 3,6 | 4,1 | |
| 3 | Расценки | 1-12 | 1-26 | 1-68 | 2-10 | 2-52 | 2-87 |
| 5 | Расценки | 1-46 | 1-64 | 2-18 | 2-73 | 3-28 | 3-73 |
| а | б | в | г | д | е | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 2020 мм
Таблица 26
Нормы времени и расценки на 1 стык
| Разряд | Показатели | Толщина стенки, мм, до | |||||
| работ | 6 | 8 | 10 | 12 | 14 | 16 | |
| Нормы времени | 1,8 | 2 | 2,7 | 3,4 | 4,1 | 4,5 | |
| 3 | Расценки | 1-26 | 1-40 | 1-89 | 2-38 | 2-87 | 3-15 |
| 5 | Расценки | 1-64 | 1-82 | 2-46 | 3-09 | 3-73 | 4-10 |
| а | б | в | г | д | е | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 2220 мм
Таблица 27
Нормы времени и расценки на 1 стык
| Разряд | Показатели | Толщина стенки, мм, до | |||||
| работ | 6 | 8 | 10 | 12 | 14 | 16 | |
| Нормы времени | 2 | 2,2 | 2,9 | 3,8 | 4,3 | 4,8 | |
| 3 | Расценки | 1-40 | 1-54 | 2-03 | 2-66 | 3-01 | 3-36 |
| 5 | Расценки | 1-82 | 2-00 | 2-64 | 3-46 | 3-91 | 4-37 |
| а | б | в | г | д | е | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 2420 мм
Таблица 28
Нормы времени и расценки на 1 стык
| Разряд | Показатели | Толщина стенки, мм, до | |||||
| работ | 6 | 8 | 10 | 12 | 14 | 16 | |
| Нормы времени | 2,2 | 2,4 | 3,2 | 4,1 | 4,8 | 5,4 | |
| 3 | Расценки | 1-54 | 1-68 | 2-24 | 2-87 | 3-36 | 3-78 |
| 5 | Расценки | 2-00 | 2-18 | 2-91 | 3-73 | 4-37 | 4-91 |
| а | б | в | г | д | е | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 2620 мм
Таблица 29
Нормы времени и расценки на 1 стык
| Разряд работ | Показатели | Толщина стенки, мм, до | |||||
| 6 | 8 | 10 | 12 | 14 | 16 | ||
| Нормы времени | 2,3 | 2,7 | 3,5 | 4,4 | 5,2 | 5,8 | |
| 3 | Расценки | 1-61 | 1-89 | 2-45 | 3-08 | 3-64 | 4-06 |
| 5 | Расценки | 2-09 | 2-46 | 3-19 | 4-00 | 4-73 | 5-28 |
| а | б | в | г | д | е | ||
ТРУБЫ НАРУЖНЫМ ДИАМЕТРОМ 2820 мм
Таблица 30
Нормы времени и расценки на 1 стык
| Разряд работ | Показатели | Толщина стенки, мм, до | |||||
| 6 | 8 | 10 | 12 | 14 | 16 | ||
| Нормы времени | 2,5 | 2,9 | 3,8 | 4,8 | 5,5 | 6,3 | |
| 3 | Расценки | 1-75 | 2-03 | 2-66 | 3-36 | 3-85 | 4-41 |
| 5 | Расценки | 2-28 | 2-64 | 3-46 | 4-37 | 5-01 | 5-73 |
| а | б | в | г | д | е | ||
Евгений Данилов: «35 лет на трассе»
Декабрь 2014
Материал опубликован в № 23 корпоративного журнала «Транспорт газа», беседу вел Иван Цуприков
Евгений Данилов
В следующем году Евгений Александрович Данилов отметит 35 лет своей работы на Севере. Десять из них он проработал сварщиком-потолочником на строительстве газопроводов, идущих из Уренгойского и Ямбургского газовых месторождений, и больше 20 лет в «Газпром трансгаз Югорске». Имя этого человека хорошо знакомо не только в нашей компании, но и далеко за ее пределами. Он 12 раз был признан лучшим электрогазосварщиком, участвуя в конкурсах мастерства компании, в котором работает, ОАО «Газпром», Ханты-Мансийского автономного округа — Югры, Минтопэнерго, России и стран СНГ.
Десять из них он проработал сварщиком-потолочником на строительстве газопроводов, идущих из Уренгойского и Ямбургского газовых месторождений, и больше 20 лет в «Газпром трансгаз Югорске». Имя этого человека хорошо знакомо не только в нашей компании, но и далеко за ее пределами. Он 12 раз был признан лучшим электрогазосварщиком, участвуя в конкурсах мастерства компании, в котором работает, ОАО «Газпром», Ханты-Мансийского автономного округа — Югры, Минтопэнерго, России и стран СНГ.
Профессия
Принято говорить, что человек выбирает профессию. Но слушая рассказ Евгения Данилова о себе, невольно приходишь к другому выводу: человека выбрала профессия. После 8 класса он хотел поступить в профтехучилище на слесаря-инструментальщика, но высокий конкурс — 11 абитуриентов на место — заставил его изменить свою мечту, хотя тогда мог надеяться на свою спортивную «льготу», имел первый разряд по боксу. Но, хорошенько подумав, Евгений решил не искушать свою судьбу, отнес документы в ПТУ с меньшим проходным баллом, где обучали сварщиков.
«В нашей семье по отцовской линии дядька и дед были сварщиками. Я подумал, а почему бы и мне не попробовать получить эту профессию», — смеется Евгений. В армии, после «учебки», Евгений стал сержантом, командиром
«Гвоздики» (гаубицы Д30). Продолжая заниматься спортом, он выполнил норматив кандидата в мастера спорта по боксу. Перед демобилизацией ему предложили остаться на сверхсрочную службу в спортроте, а комбат — в полку.
«В этот момент к нам в часть приехали „покупатели“ из Уренгоя, выступали перед солдатами, звали нас после демобилизации на комсомольские стройки Севера, — вспоминает Евгений. — „Молодые руки ждут штурвалы „Ураганов“, сварщиков — горячие держаки, монтажников — короткие стропы! Хорошая профессия — хорошие деньги!“ И я поддался этому, все-таки 3 года учился на сварщика, имел 3 разряд. Об открытии месторождений на Севере Тюменской области, о строительстве газопроводов в то время рассказывали все газеты, телевидение, радио. И мне так захотелось быть там».
И мне так захотелось быть там».
Ученик
«Я в числе 150 демобилизованных солдат 28 октября 1980 года прилетел в Надым, — продолжает Данилов. — Город встретил 30- градусным морозом. „Покупатели“ треста „Севертрубопроводстрой“, выслушав о моем желании стать сварщиком-потолочником, пообещали, что если пойду в АПТК-1, то так и будет, и через месяц, если хорошо себя зарекомендую, отправлюсь на обучение в Уфимскую школу сварщиков. Я не предполагал, что у автобазы, в которую меня звали, были совсем другие производственные задачи — не строительство газопроводов, а обслуживание техникой производственных объектов. Работы на автобазе было очень много, варил отопление, детали машин, тракторов, оборудование в котельных. Круглый день — авральная работа.
Через 3 недели понял, что попался „на удочку“, и меня никто не собирается из автобазы отправлять на строительство газопроводов. Та организация, которая это могла сделать, — СМУ-60, находилась через забор. Написал заявление об увольнении, но сразу уйти не дали, попытались уговорить остаться. Собрали открытое собрание, где коммунисты и комсомольцы говорили о морали, о чести, об ответственности, о том, что я комсомолец и должен понимать, что все мы занимаемся одним делом. Обещали через полгода присвоить 4 разряд, через год — пятый. Я сказал, что хочу стать сварщиком- потолочником. И ушел.
В СМУ-60 меня сразу же отправили на 242 км, это в 50 км от Сорума. Там находился участок, строивший газопровод „Уренгой- Новопсков“. Днем я разгружал вертолеты, на вездеходах „Ураган“ развозил имущество — кислородные баллоны, электроды — по сварочным постам, а ночью с переходной сварочно-монтажной бригадой, которая занималась „захлестами“, крановыми узлами, учился варить. Все это делалось втихаря. Сначала варил заглушки, потом стыки от 1400 мм до 300 мм — их заполнение и облицовку. „Заполнение“ — это сварка основными электродами, заполняющими часть шва стыка трубы жидким металлом. А потом делал „облицовку“ — это последний этап сварки стыков — наложение валика высотой 1,3 мм и шириной 2–3 мм в каждую сторону.
Моими учителями были Юрий Агапитов, Николай Коваленко и Валерий Морозов. Мне было 20 лет, им от 30 до 45, в свое время они работали преподавателями Уфимской школы сварщиков. Большое им спасибо.
Потом начальник участка Резник отправил меня в Уфимскую Всесоюзную школу сварщиков. Когда преподаватель посмотрел, как я варю, спросил, зачем я к ним приехал? Я говорю, за „корочкой“. Он посмеялся, похлопал по плечу и поставил меня своим помощником в обучении ребят».
Отучившись, Евгений вернулся со своей группой из 11 человек в СМУ-60. Вот что он рассказывает.
«Отбор был очень строгим, на строительстве газопроводов было много и, чтобы попасть на вакантное место в бригаде, нужно было пройти своеобразный конкурс, то есть, получить не только допуск, но и показать себя в работе так, чтобы понравиться бригадиру, принимающему экзамен. Мы начали варить стыки. Мой сегмент прошел испытания на излом и на разрыв, и бригадиру визуально понравился мой „почерк“. 9 человек допусков не получили.
Я попал в комсомольско-молодежную бригаду Виктора Кузнецова. Это был профессионал, в свое время он закончил учебу в Институте электросварки им. Е. О. Патона, имел два ордена за трудовые успехи. Многому научился у него. Но в 1983 году он погиб, придавило трубой.
Наша бригада состояла из 10 человек ребят моего возраста — 20–21 года. Мы вели монтаж газопроводов: в 1981 г. — „Уренгой — Петровск“, в 1982 г. — „Уренгой — Новопсков“, в 1983 году — „Уренгой — Ужгород“. На Петровском газопроводе мне повезло варить „красный стык“. Это было в Надыме на нулевом километре. Туда привезли знаменитых на всю страну бригадиров-орденоносцев, много звучало торжественных речей. Мы ночью собрали этот стык, я варил „корень“ и „заполнение“, а „облицовку“ варили уже те бригадиры».
На вопрос, сколько он сварил за три года стыков, Данилов ответил:
«В месяц бригада сварщиков из 10 человек собирала 5 километров трубы трехтрубками (плетью из 3 труб). Это 150 стыков в месяц. В день бригада варила 10–12 стыков, каждый сварщик по одному стыку газопровода диаметром 1420 мм. И так мы работали каждый день в октябре, ноябре, декабре, январе, феврале, марте. В апреле уже болота вскрывались. За 6–7 месяцев я варил 200–220 стыков, бригада 1050–1150 стыков. А летом оставались переходные бригады, которые работали на сухих участках — варили камеры приема-запуска, крановые узлы, стык начали подогревать пропаном, а он почему-то прогревается очень медленно. Когда взялся за его варку, ничего не могу понять, сварка идет как кисель. Обычно она льется, а здесь очень густая. Пальцы на руках через 10 минут уже не чувствовал, сжал их в кулак, а держатель уперся в краги (перчатки). Резиновая часть держателя стала лопаться. Мы до половины доварили свои стыки и вернулись в поселок».
В день бригада варила 10–12 стыков, каждый сварщик по одному стыку газопровода диаметром 1420 мм. И так мы работали каждый день в октябре, ноябре, декабре, январе, феврале, марте. В апреле уже болота вскрывались. За 6–7 месяцев я варил 200–220 стыков, бригада 1050–1150 стыков. А летом оставались переходные бригады, которые работали на сухих участках — варили камеры приема-запуска, крановые узлы, стык начали подогревать пропаном, а он почему-то прогревается очень медленно. Когда взялся за его варку, ничего не могу понять, сварка идет как кисель. Обычно она льется, а здесь очень густая. Пальцы на руках через 10 минут уже не чувствовал, сжал их в кулак, а держатель уперся в краги (перчатки). Резиновая часть держателя стала лопаться. Мы до половины доварили свои стыки и вернулись в поселок».
Тогда работа на неделю остановилась из-за сильных морозов.
Переходный Период
В 1983 году Евгений перевелся в Башкирию, в СУМР-6 « Востоктрубопроводстроя ». Причина — женился «на самой красивой уфимской девушке», нужно было создавать семью, а в Надыме об этом и думать было невозможно. 8 месяцев проработал в знаменитой бригаде Бориса Торыкина. В свои 23 года Данилов в ней был самым молодым. До него самым молодым считался Торыкин, которому было 52 года. Его коллегам — по 54, 57 и 59 лет. Это была переходная бригада — быстрого развертывания. Она варила краны, «захлесты», проходы под железными и автомобильными дорогами на участках строящихся газопроводов в Удмуртии, Башкирии, Татарии. Евгения хвалили, работал без брака.
Через 8 месяцев, в 1984 году, по своему желанию перевелся назад на Север, на участок, расположившийся в поселке Пионерском (в 40 км от Югорска) на строительство газопроводов из Ямбургского месторождения — «Центр 1», «Центр 2», «Елец». В 1989 году были построены все 6 ниток нового коридора и трест был расформирован.
Евгений с женой и двумя дочками получил квартиру в поселке Комсомольском (Югорск), и стал безработным.
«Строя газопроводы, всегда проходил мимо компрессорных станций и трассовых поселков,- вспоминает он. — Делали шлейфы, крановые узлы „цепляли“ к ним, вели монтаж камер приема-запуска и шли дальше по линейной части магистральных газопроводов. Даже не знал толком, нужны ли сварщики в ЛПУ [линейно-производственное управление]. В тот период начали создаваться кооперативы. Я устроился сварщиком в один из них, строил в Комсомольском центральную гостиницу и 3 жилых дома, в Советском — 2 дома. Варил системы отопления, водопроводов, инженерные сети».
— Делали шлейфы, крановые узлы „цепляли“ к ним, вели монтаж камер приема-запуска и шли дальше по линейной части магистральных газопроводов. Даже не знал толком, нужны ли сварщики в ЛПУ [линейно-производственное управление]. В тот период начали создаваться кооперативы. Я устроился сварщиком в один из них, строил в Комсомольском центральную гостиницу и 3 жилых дома, в Советском — 2 дома. Варил системы отопления, водопроводов, инженерные сети».
Как-то идя с работы, Евгений встретил своего товарища Анвара из СУМР-6. Тот работал в Комсомольском аварийно-восстановительном поезде [АПВ]. Предложил ему устроиться в этот АВП.
«Я попробовал, но не получилось, — вздохнул Евгений. — Начальник Комсомольского АВП посмотрел мою трудовую книжку и спрашивает: „А трубу отрезать сможете?“ Говорю, что да».
«А сможете сделать „захлест“ или поставить катушку?» Я ему говорю, что работал в переходных бригадах, опыт есть. Но лучше пусть занимаются этим профессионалы — монтажники, резчики, у которых есть опыт. И, забрав свои документы, вышел из его кабинета. Направился в Комсомольское ЛПУ.
Там, к сожалению, разговора с начальником ЛПУ тоже не получилось, причина была, скорее всего, во мне, амбиций много. Хотел работать в газокомпрессорной службе сварщиком 6 разряда, не ниже.
Иду по коридору администрации ЛПУ, мне навстречу какой-то высокий человек, я его не знаю, а он, остановив меня, здоровается. Назвал меня по имени.
Оказывается это был начальник линейно-эксплуатационной службы Комсомольского ЛПУ Анатолий Григорьевич Хайнацкий. Он меня помнит с трассы, когда я варил на их участке камеры приема-запуска. Он видел мою работу, остался доволен.
Когда узнал, что я хотел устроиться в ГКС [газокомпрессорная станция], удивился. Взял мое заявление, отнес начальнику ЛПУ и через несколько минут возвращается, Годлевский Юрий Леонидович подписал его, дав разрешение мне работать сварщиком 6 разряда в ЛЭС. Хайнацкий тут же звонит Фролову и просит принять у меня экзамен на допуски.
Прихожу в АВП, взял два куска трубы 1400 мм, отцентровал их и варю «корень», потом «заполнение». Сбоку люди собираются, смотрят, расспрашивают. Оказывается, это были такие же сварщики как я, им понравилось, как я работаю. Потом подошли пиловцы — группа контроля с бригадиром Владимиром Владимировичем Палеевым. Посмотрели, а когда узнали, что я устраиваюсь в ЛПУ, то тут же привели начальника АВП Фролова. Тот посмотрел на мою работу и спрашивает: «Пойдешь ко мне?». Я говорю, что мне неудобно, пообещал Хайнацкому. Фролов тут же позвонил в объединение, договорился с отделом по эксплуатации газопроводов, чтобы они на своем уровне решили этот вопрос. Когда перед Хайнацким извинялся, он мне говорит: «Женя, зачем ты так хорошо варил, сделал бы как- нибудь эту работу, чтобы дали допуск».
Вот так я в 1992 году устроился в Комсомольское АВП «Тюментрансгаза».
Клеймо №17
И начались будни. По сравнению с тем периодом «большого строительства», работа в аварийно-восстановительном поезде в 90-е годы напоминала «Скорую помощь», оперативно выезжающую к «больному». Только название у нее «техническая помощь», а больной — это газопровод, на котором что-то произошло.
То есть, Евгений мог сказать жене, что завтра у него выходной, но это не означало, что он мог в это время отправиться с семьей куда-то далеко, так как был «привязан» к телефону. В семье прекрасно знали, что папу могут вызвать в любую минуту дня и ночи на работу.
Техническая политика предприятия, направленная на повышение надежности работы газопроводов, стала набирать обороты. Проведение внутритрубной дефектоскопии в 2000-х годах позволило планировать ремонт участков линейной части, на которых были обнаружены дефекты, предотвращая их разрывы.
«А вообще было много сложных стыков, — говорит Евгений. — Один из примеров, это когда увеличен зазор между стыками до 10 мм и никуда от этого не уйти: труба от резкого перепада температур „стрельнула“ и отошла. Но брался за такие стыки и варил, наращивая кромки трубы, а потом соединял их.
Было множество и других проблемных вопросов, которые обсуждались специалистами разных уровней, в том числе и нами, опытными сварщиками, монтажниками, резчиками. И в конечном итоге, если мне доверяли, выполнял работу по ремонту трубы».
Как-то весной на одном из газопроводов появилась трещина по границе ранее сделанной «заплаты» размером 250 мм на 350 мм, с выходом на основной металл трубы. Для того, чтобы отремонтировать этот участок, нужно было его вырезать и вставить катушку.
«Мы приехали на Сосьву, с техникой нам нужно было перебраться к тому участку через реку, а лед на ней просел. Мне с монтажником на ГТТ (вездеходе) удалось переправиться на ту сторону реки, переправили и однопостовой сварочный агрегат. Другая техника (трубоукладчики, бульдозеры, экскаваторы), была более тяжелой и пройти на место инцидента не могла. Это говорило о том, что провести капремонт — вырезать дефектный участок и на его место поставить „катушку“ — было невозможно. Пришли к выводу, что на месте трещины нужно вырезать большее технологическое окно и наложить на него заплату.
Когда заваривал заплату, были всполохи огня от остаточного газа, но я не пострадал, был готов к этому, плюс, спасала спецодежда. Эта заплата простояла на газопроводе еще 4 года, до его капремонта».
- Евгений Александрович, и никогда не боялись работать на таких опасных участках?
Всякое было, — улыбается Данилов. — Но, когда берешься за что-то сложное, то в первую очередь осознаешь, что выбрали справиться с этой работой именно меня, значит доверяют. И тут же думаешь о том, что брака допустить ты просто не имеешь права, так как это ответственный участок. И — не допускал.
- А другие ваши коллеги могли справиться с этой сложной работой?
Конечно, и справлялись, только каждый на своем участке, как и мой напарник Владимир Терентьев, с которым я работаю в паре уже 19 лет.
У меня есть свое клеймо под номером 17. И я всеми силами стараюсь, чтобы оно было чистым, не «испачкалось» браком.
 Все же выданное тебе клеймо — это паспорт сварщика.
Все же выданное тебе клеймо — это паспорт сварщика.
 Все же выданное тебе клеймо — это паспорт сварщика.
Все же выданное тебе клеймо — это паспорт сварщика.Сколько разрядов у сварщика — flagman-ug.ru
Разряды сварщиков
Сварщик – профессия престижная. Получают они лучше многих, потому что высококлассный сварщик ценится на вес золота. Но уметь варить обычными способами – дело нехитрое. Как показывает практика, несколько попыток, и даже самый обычный человек может как-то приварить одну металлическую заготовку к другой. Вот почему этой профессии учатся, вот почему существует такое понятие, как разряды сварщиков.
Итак, сварщикам присваивается шесть разрядов, которые зависят от квалификации рабочего. Повышать квалификацию, значит, получать следующий разряд. А это не только почет и уважение, это солидная прибавка к заработной плате. Это возможность принимать участие в более сложных проектах.
Перед тем как перейти к разбору разрядов сварщиков, необходимо разобраться с категориями.
Категории сварщиков
Они зависят от умения использовать ту или иную сварочную технологию.
- Сварщики, которые работают на оборудовании точечной контактной сварки. Здесь нет электродов, да и сам процесс достаточно прост.
- Работники, которые могут работать на установках диффузионно-сварочного типа. Это операции со штучным соединением, которое позволяет увеличить характеристики сварочного шва.
- Умение работать на электронно-лучевых установках. Сваривание производится в вакууме, обычно этой технологией соединяются заготовки, изготовленные из специальных сплавов. Такой работник должен знать многое, у него обычно самая высокая квалификация.
- Сварщик, который может выполнять термитную сварку. Сам процесс производится на специальных прессах, сварочные формы которых нагреваются, поэтому и нагреваются соединяемые детали.
- Газовая сварка. Такого работника называют газосварщиком. Кстати, он же может производить и резку металлов, используя газовый резак.
- И последняя категория – электросварщик. Самая востребованная профессия в категории сварных работ.
 Самая востребованная профессия в категории сварных работ.
Самая востребованная профессия в категории сварных работ.Итак, с категориями разобрались, можно переходить к разрядам.
Сварочные разряды
Сварщик первого разряда – это, по сути, начинающий мастер, а точнее, ученик. Таких работников не относят к квалифицированным, он еще только учится и может производить несложные операции по резке и варке неответственных конструкций. Такие разряды присваиваются ученикам профессиональных училищ.
Сварщик второго разряда – это окончивший сварочные курсы или учебное заведение, который может выполнять сварку в нижнем и вертикальном положении. Но при этом такой специалист не может проводить герметизацию трубопроводов при сварочном соединении.
Сварщик 3 разряда также является выпускником специализированного учебного заведения. Но у него нет опыта работы на производстве или в строительстве.
- Во-первых, сварщик 3 разряда должен уметь варить угловые, вертикальные и нижние швы, плюс сваривать герметично трубные конструкции.
- Во-вторых, он должен разбираться в сварочном оборудовании, знать принципы его работы, а также технику безопасности при проведении сварочных операций.
- В-третьих, он должен уметь читать чертежи, потому что во время учебы ему это преподавали. И по чертежам собирать конструкции. Но доверяют ему только простые изделия.
Сварщик 4 разряда может работать с конструкциями и деталями средней категории сложности. Это уже квалифицированный специалист, который может проводить сварку в любых положениях, кроме потолочного. Кроме этого он владеет навыками создания герметичных швов при сваривании двух труб, которые будут работать под давлением. Знание чертежей и остальных навыков обязательно. Сварщик 4 разряда получает больше всех предыдущих работников.
Сварщик 5 разряда. Этот разряд присваивается тем мастерам, которые могут проводить сварку в любых положениях и вырезать из листового материала любые конфигурации. При этом пятый разряд говорит о том, что его обладатель допускается до сварки любых видов трубопроводов. При этом он может варить заготовки любой толщины, любой марки металла и его сплавов.
При этом он может варить заготовки любой толщины, любой марки металла и его сплавов.
Сварщик 6 разряда. Это высший разряд. Его обладатель выполняет все операции, как и обладатель предыдущего разряда. Но только ему доверяют проводить сварочные работы, связанные с соединением заготовок из экспериментальных сплавов, которые еще никто и никогда не сваривал. Именно шестой высокий дает ему право самому определять, как варить, на каком режиме и какими расходными материалами (электроды, присадки, газы и так далее).
Как повысить разряд сварщика
К примеру, сварщик 3 разряда хочет повысить свою категорию до четвертой. Что для этого нужно сделать. Если он работает на большом предприятии, то в нем должна обязательно быть квалификационная комиссия. В нее надо обратиться, после чего будет установлен день экзамена. Этот экзамен надо сдать и получить документ, который будет подтверждать, что повышенный разряд получен.
Если предприятие небольшое, то придется обратиться в учебный центр, где проходят повышение квалификации сварщики. Но необходимо уточнить, получите ли вы документ на следующий разряд, или вам выдадут только справку о том, что вы прослушали какой-то курс. Если это второй вариант, то ничего хорошего это вам не предвещает, потому что справка, это лишь подтверждение того, что вы просто учились. Поэтому стоит поискать тот учебный центр, который присвоит квалификацию и выдаст необходимый для этого документ. Его надо будет предоставить руководителю предприятия, в отдел кадров и в бухгалтерию. Это послужит доказательством, что работнику можно повышать зарплату и привлекать к работам с повышенной сложностью. А сварщик 4 разряда получает больше 3-разрядника.
Преимущества и недостатки профессии
К плюсам можно отнести:
- Постоянную востребованность на рынке труда.
- Высокие зарплаты.
- Очень часто приходится работать в тяжелых условиях, даже можно сказать, экстремальных.
- Нагрузка на зрение даже при наличии защитных очков и масок.
- Сварщик постоянно вдыхает производственную пыль, поэтому их профессиональное заболевание – силикоз, астма, пневмокониоз.
И все же профессия сварщика – очень популярна. Конечно, зарплата играет большую роль. Но работа для них всегда найдется, поэтому молодые специалисты, окончившие учебные заведения по специальности сварщик, быстро находят работу. Многие производства дают квоты на их прием в независимости от квалификации, потому что многие прогрессивные руководители предпочитают вырастить для себя работников, чем нанимать на стороне, выполняя условия работников.
Разряды сварщиков
Сварщики – многопрофильная специальность, которая позволяет развиваться и двигаться дальше по пути самосовершенствования. Точкой входа в профессию является 1ый разряд сварщика, а истинным мастером признают специалиста с 6ой категорией сварщика.
Сама профессия пользуется спросом в современном мире в промышленности и на производствах. Приобрести ее можно в специальных учебных центрах.
Категории сварщиковСуществует несколько категорий сварщиков:
- мастера работы на прессовом сварном оборудовании;
- мастера по лучевому сварочному аппарату;
- специалист по диффузной сварной установке;
- электрогазосварщик;
- газосварщик, пользующийся термитной сваркой.
В местах по обучению и аттестации можно приобрести начальный уровень знаний и навыков. После окончания подготовительных обучающих курсов, дается 3-й разряд сварщика. Чтобы поднять свой класс, нужно постоянно совершенствоваться в своем мастерстве варки металлов и пройти переаттестацию. Поэтому через год – два можно, если постараться, повысить свою квалификацию и заработать 4-й разряд сварщика. Также в местах аттестаций есть возможность получения доступа к работам в нефтяной и газовой отрасли.
Зачем нужны разряды сварщиков? Чем более высший разряд имеет сварщик, тем больше его профессиональные качества и тем сильнее его конкурентоспособность, а от этого зависит размер заработной платы.
Учеба в центрах может идти по нескольким направлениям. Сварщик может изучать обычную электродную сварку или полуавтоматическую. А может изучить газовую или механическую сварочную практику.
Сколько разрядов у сварщиков?В практике существуют шесть разрядов сварщиков, краткое описание которых приводится ниже:
- Сварщик 1 разряда — Сварщик нагревает в разных промышленных печах заготовки и детали весом до 150 кг из стали разных сортов, цветных металлов и их сплавов и слитков весом до 5 т под присмотром сварщика более высокого уровня. Чистит печи от шлаковых остатков и окалин. Окантовывает детали и заготовки. Подает нагретые заготовки. А также прихватки для следующей работы мастера более высокого уровня.
- Сварщик 2 разряда — Сваривает неответственные узлы металлических конструкций, которые не являются основными и определяющими.
- Сварщик 3 разряда – Такой специалист теперь, кроме сварки второстепенных участков, допускается к сварочным работам и на основных участках металлоконструкций, а также к варке трубопроводов, которые выдерживают давление не более 16 атм.
- Сварщик 4 разряда – Основная сварка с разделкой швов.
- Сварщик 5 разряда – Сварка важных участков металлических систем и устройств, труб высокого давления, паропроводов и так далее.
- Сварщик 6 разряда – Такой профессионал ответственные участки трубопроводов, металлических систем и устройств, на которых может ставить личное клеймо.
Однако самыми необходимыми являются 3-й, 5-й и 6-й разряды сварщиков.
3-х разрядная степень дается сварщику после того, как он окончит подготовительные курсы или после завершения учебы в профессиональных заведениях типа училищ, лицеев и колледжей. Этот уровень начальных знаний и обыкновенных навыков. Сварщик такого разряда пользуется основными методами сварки, выполняет простые сварочные работы без всяких усложнений. К 3-му разряду относятся мастера ручной и дуговой сварки.
Мастера 5-го разряда – профессионалы более высокой квалификации. Они работают с более усложненными и тяжелыми узлами и системами. Мастера такого уровня выполняют сварочные работы над элементами, которые находятся под высоким прессингом. Помимо опыта использования электрогазосварки, профессионалы – пятиразрядники умеют выполнять работы с электронным лучом. Такие профессионалы разбираются в большом количестве разнообразного оборудования и имеют необходимые знания и навыки по работе с вакуумно – плотными соединениями.
Они работают с более усложненными и тяжелыми узлами и системами. Мастера такого уровня выполняют сварочные работы над элементами, которые находятся под высоким прессингом. Помимо опыта использования электрогазосварки, профессионалы – пятиразрядники умеют выполнять работы с электронным лучом. Такие профессионалы разбираются в большом количестве разнообразного оборудования и имеют необходимые знания и навыки по работе с вакуумно – плотными соединениями.
Профессионалы 6-го разряда – самые ценные специалисты. Они исполняют любые сварные работы в нефтяной и газовой отрасли. Сварщик такого уровня – универсален, ибо может совершать любые сварные работы с различными элементами.
Сварщиков подготавливают теоретическим и практическим образом. Учеба проводится в специальных заведениях. Разрядный уровень устанавливают только аттестационные центры. Раз в год, специалисты проходят аттестационные экзамены на профпригодность к занимаемому разряду и соответствующей квалификации.
Сварщики – мастера проходят профильную аттестацию каждый год. Если была задержка в более, чем полгода, то сварщику необходимо получить разрешение для допуска к дальнейшей своей работе. Мастерам, которые успешно прошли экзамен по работе сваркой в горизонтальных и вертикальных плоскостях, разрешают выполнять работы во всех положениях, о чем свидетельствует пометка в удостоверении сварщика.
К аттестационному экзамену разрешается допускать сварщиков не младше 18 лет. Они обязаны иметь документ об окончании профессионального учебного заведения или курсов, а также документ, подтверждающий стаж работы по данной специальности не менее 6-ти месяцев.
Разряды сварщиков
Практически любое производство металлических металлоконструкций так или иначе связано со сваркой, так как это основной процесс, позволяющий соединять металлические детали между собой. В зависимости от положения заготовок, марки металла, толщины и прочих параметров создаются различные уровни сложности работы, так что не все специалисты с ними могут справиться. Разряды сварщиков помогают распределить квалификационные уровни на несколько категорий, что помогает определять, для какой работы подходит тот или иной сварщик.
Разряды сварщиков помогают распределить квалификационные уровни на несколько категорий, что помогает определять, для какой работы подходит тот или иной сварщик.
Работа квалифицированного сварщика
К каждому специалисту выдвигается ряд профессиональных навыков, которым тот должен соответствовать. Среди них есть:
- Знания в области физики и химии;
- Знание техники безопасности и инструкции по охране труда;
- Знание принципа действия используемого оборудования и вспомогательных средств, а также умение ориентироваться в выборе расходных материалов;
- Знание технологии наплавки и основ электротехники.
Обязанности
Вне зависимости от того, какой квалификационный разряд должен иметь сварщик, у него есть ряд обязанностей, который тот должен выполнять:
- Ведение работ в соответствии с принятым планом технологической подготовки перед сваркой;
- Производство продукции высокого качества;
- Правильное планирование объемов и сроков работы;
- Выполнение норм охраны труды;
- Участие в исследовательских и экспериментальных работах, которые призваны улучшить технологию;
- Организация работ, которые помогут повысить эффективность рабочего процесса;
- Составление заказов на расходные материалы и прочую продукцию, необходимую для сварки;
- Соблюдение принятых режимов соединения;
- Проведение анализа технологии сварочных работ.
Категории профессии
Прежде чем рассматривать, что требуется, чтобы получить высший разряд сварщика, необходимо рассмотреть, какие категории данной профессии имеются.
Сварщики прессовой сварки. Это специалисты, которые работают на машинах, выполняющие соединение под воздействием специального пресса и высокой температуры. Это точечная или контактная сварка различных узлов, конструкций. Она пригодная практически для всех разновидностей металлов и их сплавов, в особенности, для цветных, так как здесь не используются электроды.
Сварщик прессовой сварки
Сварщик диффузно-сварочных установок. Здесь работа ведется преимущественно с уникальными, дорогостоящими и опытными образцами. Это установки для проведения спец испытаний, где соединения делаются не серийно, а поштучно. Сам процесс происходит в специальных сотовых печах, что помогает дополнительно оснащать металлы различными газами, к примеру, азотом.
Сварщик электронно-лучевых установок. Этот метод также предназначается для уникальных деталей, созданных из специального сплава. Сам процесс соединения происходит в вакууме, что обеспечивает защиту от попадания посторонних веществ. Таким способом можно получать соединение тонкостенных изделий, мелких ювелирных деталей и прочих вещей, которые могут выдерживать ограниченную степень нагрева. Специалист занимается обслуживанием автоматической системы, которая может быть настроена и на цикл серийного производства. Здесь необходим контроль показаний приборов, так как успех автоматики зависит от правильности настроек.
Сварщик электронно-лучевых установок
Термитная сварка. Сварщик проводит соединение деталей термитным способом. В обязанности входит выверка и установка пресса, исправление соединяемых поверхностей. Помимо этого необходимо делать установку форм и их обмазку, набивать их, снимать с них модели и потом высушивать. Сюда же можно включить приготовление смеси для тигля и их последующее обжигание. Специалист занимается подогревом поверхности перед соединением, просверливанием отверстий, дроблением компонентов и прочими вспомогательными процедурами. Сюда также входят процедуры обработку после сварки.
Газосварщик. Здесь необходимо соединение сложных деталей, конструкций узлов в механизмах. В особенности сюда можно отнести трубопроводы, которые предполагают соединение во всех положениях. Таким способом соединяют практически все виды металлов, марки сталей и сплавы. При помощи резака осуществляется резка изделий.
Электрогазосварщик. В обязанности входит создание соединений при помощи ручной дуговой, плазменной, газовой или аргонодуговой сварки. Швы должны выдерживать заданные механические нагрузки, в том числе и вибрационные. Также они могут быть герметичными, если того требуют условия. Это одна из самых распространенных категорий. Квалификация сварщиков по разрядам здесь прослеживается наиболее четко, так как большинство процедур выполняются вручную и часто идет работа с эксперементальными и ненормированными деталями.
В обязанности входит создание соединений при помощи ручной дуговой, плазменной, газовой или аргонодуговой сварки. Швы должны выдерживать заданные механические нагрузки, в том числе и вибрационные. Также они могут быть герметичными, если того требуют условия. Это одна из самых распространенных категорий. Квалификация сварщиков по разрядам здесь прослеживается наиболее четко, так как большинство процедур выполняются вручную и часто идет работа с эксперементальными и ненормированными деталями.
Разряды сварщиков
Прежде всего стоит выяснить, сколько разрядов у сварщика, чтобы начать в них ориентироваться. Классификация проводится с первого по шестой, причем у каждого из них есть свои особенности.
1 разряд – самый простой, который присваивается ученикам. Его нельзя отнести к квалифицированным работникам. Это человек, который может обращаться с резаком и проводить самые простые виды сварки в нижнем положении. К качеству полеченного соединения не выдвигаются особые требования.
2 разряд – данный разряд можно получить после окончания учебного заведения. В данном случае человек должен уметь проводить сварку в нижнем и вертикальном положении. Здесь еще нет необходимости в создании герметичных швов на трубах.
3 разряд – его также можно получить при окончании учебного заведения, не имея при этом опыта работы на предприятии. Здесь необходимо уметь варить угловые стыки, вертикальные и горизонтальные. Также следует иметь навыки создания герметичных швов на трубах. Помимо этого следует знать устройство и принцип действия техники, уметь читать чертежи и воспроизводить по ним изделия. Работа ведется преимущественно с простыми деталями.
4 разряд – здесь уже работа ведется с деталями средней сложности. Нужно уметь владеть плазменной сваркой. Специалист должен уметь создавать качественные герметичные швы во всех положениях кроме потолочного. Нужно уметь вырезать фигурные детали из листов.
5 разряд – несмотря на то, что это еще не максимальный разряд сварщика, специалист, которому его присвоили, должен уметь работать во всех положениях и создавать качественные герметичные соединения. Мастеру необходимо работать с любой толщиной и маркой металла или его сплава.
Мастеру необходимо работать с любой толщиной и маркой металла или его сплава.
6 разряд – это самый высокий разряд сварщика, при котором он должен уметь все то же самое, что и на пятом, только добавляется работа с экспериментальными соединениями, которые никто до этого еще не варил. В данном случае на специалиста ложится выбор расходных материалов, режима и прочих параметров.
Сварщик шестого разряда
Кому нельзя быть сварщиком
Специальность сварщика недоступна для тех у кого:
- Высокий уровень раздражительности;
- Заболевания сердечно-сосудистой системы;
- Аллергия;
- Имеются большие дефекты слуха или зрения;
- Психические расстройства, как хронические, так и нет;
- Проблемы с органами дыхания;
- Имеются сложности в передвижения или нарушена работа опорно-двигательного аппарата.
Объясните по разрядам сварщика, кто в курсе.
Kanabass 08 Янв 2016
Привет всем и всех с праздниками! Решил идти на курсы газоэлектросварщика. Обучение 3 месяца, дадут 3 или 4 разряд — это понятно. Варить я уже более менее умею, даже на воду варю, но делаю это, как частник, никаких документов не имею. Есть серьезное желание заниматься сваркой более профессионально, поэтому решил пойти учиться. Собственно вопрос: Можете мне, как новичку объяснить этапы развития карьеры сварщика, ну т.е. получу я допустим 4 разряд, что делать потом? Можно учиться и сдавать на более высокий разряд сразу или надо обязательно отработать какое то время где то официально. Получу пятый, допустим, дальше как? В общем интересует этапы развития в этой профессии от низов до более-менее серьезного уровня. Разложите по полкам, кто может )) А еще про НАКС и разряд объясните это разные вещи или одно и тоже. Просвятите в общем, люди добрые )))) Спасибо заранее!
- 1
psi 08 Янв 2016
Kanabass, разряд можно повышать после последней сдачи не раньше чем пол года и официально проработав по профессии, но не обязательно его поднимать в стаже (трудовой). (это у нас так было). вообще разряд не даст вам уровня, только прибавку к з.п. =) накс это аттестация по профилю работ и условия у них разные, в Европе например уже нет такого понятия как разряд, у них просто аттестация по видам сварки и условиям эксплуатации конструкций. вообще накс необязательное аттестация при трудоустройстве, а вот разряд да. хотя в апреле 2015 вышел ФЗ «Федеральные нормы и правила» в котором как то двусмысленно описывается сей процесс. видимо хотят и у нас в обязаловку сделать аттестацию причем всем.
- 12
BelaZZ 08 Янв 2016
Не знаю , как правильно , но расскажу как у меня было . Училище — 3-й разряд . Огромный пробел в сварочном отношении по трудовой книге , но сваркой промышлял . Потом , когда решил подвязать с водительством и поступило предложение » на сварку » решил не отказываться . Но условие было — 4-й разряд . Магаданское ПТУ и » курсы повышения мастерства» . Диплом и 4-й разряд . Год работы по профилю и на предприятии начал мутить на 5-й ( финансовый вопрос ) . Экзамены и 5-й . Потом уволился и была попытка устроиться в солидную фирму , но нужен НАКС . Затеял это дело , как частное лицо , но встал вопрос о недостаточности стажа по трудовой . Пришлось привлекать вторую ТК ( это отдельная история ) , где натянули необходимый стаж ( не помню уже , сколько надо ). На «трубу» — даже слушать не стали , поэтому сдавал на МК . Спустя пару — тройку лет , как частное лицо , аттестация на «трубу» — КО и ГО . Впоследствии , аттестация за счёт предприятия . Год назад — 6-й . Ровным счётом — ни о чём . Чисто амбиции — РДС , ТИГ и ПА , вся труба на мне ,а «спецы» с 5-6-м и РДС в активе , но варить — не варят . В итоге , цифра разряда — ума не прибавила , материально не повлияла , потешила и не более . НАКС — допуск на трубу , хотя её и так упешно варят на просторах страны , но ! — узнав немного подноготную аттестаций , возникла масса сомнений относительно требований к мастерству сварщика . Очень много аттестованных — рукожопы . Есть в отечестве предприятия , где и разряд — гордость и заслуга ,и аттестация — соответствует своему назначению , но . в большинстве случаев — фикция . Это я к тому , что не все стремления оправдываются , да и сами они , зачастую , лишние . Разве что , необходимы .
Есть в отечестве предприятия , где и разряд — гордость и заслуга ,и аттестация — соответствует своему назначению , но . в большинстве случаев — фикция . Это я к тому , что не все стремления оправдываются , да и сами они , зачастую , лишние . Разве что , необходимы .
gonta 08 Янв 2016
но ! — узнав немного подноготную аттестаций , возникла масса сомнений относительно требований к мастерству сварщика . Очень много аттестованных — рукожопы . Есть в отечестве предприятия , где и разряд — гордость и заслуга ,и аттестация — соответствует своему назначению , но . в большинстве случаев — фикция . Это я к тому , что не все стремления оправдываются , да и сами они , зачастую , лишние . Разве что , необходимы .
- 3
schkaliki 08 Янв 2016
Kanabass, Добрый день! Получить рязряд в трудовую- это хорошо, но не забывайте, что каждый год переаттестация- теория и практика. Одно дело когда это проходит по месту работы, там и родные стены помогают, а другое- когда в учебно-аттестационном центре, там ваши заслуги и медали никому не нужны. Что-бы не хихикали над вами и не тыкали в спину- вон, мол сварщег 5-го разряда, а варить не умеет, придется постоянно держать высокую планку мастерства. В различных сварочных производствах есть виртуозы своего дела- но направления, как и виды сварки, разные. Если человеку дано уметь «общаться» с металлом- он сможет работать везде, немного постажируется, подучится и в бой. А если не дано, то запись в трудовой так и останется записью и не более.
- 1
psi 08 Янв 2016
кстати про НАКС. если аттестовался и работаешь по профилю аттестации (официально естественно), то до завершения истечения срока действия (первичной). работодатель вправе направить письмо на продление аттестации без переаттестации (вторичной) о том что работаешь по профилю. разница не надо ходить сдавать и плюс экономия бюджета (процентов на 15 меньше от первичной), но при продление еще на срок (после четвертого года) все равно придется сдавать как первичный
- 2
Wjatcheslav 08 Янв 2016
Я прошёл курсы «Электрогазосварка» на базе местного техникума по направлению от центра занятости населения (ЦЗН) летом 2015. Присвоен 4 разряд. 1,5 месяца теории по конспектам препода, составленным из учебников 60-70-х гг. цать лет тому назад. 1,5 месяца «практики»: электроды, газ, кислород и т.д. жмодили, варили ржавый металлолом, причём часть вынуждены были привезти сами! За всё время всем шалманом (человек 20) по очереди сварили одну металлоконструкцию — трибуны на стадионе техникума. И всё.
Осенью решил попрактиковаться на заводе. При собеседовании с мастером согласились взять меня только по 2 разряду («бригада не поймёт, если я тебя возьму после курсов, без практики, да ещё по 4 разряду » — слова мастера). При этом условия работы, мягко говоря, *опа.
Из бесед с мужиками узнал, что здесь при заводе организовываются периодически квалификационные экзамены на повышение разряда. Но! по ходатайству бригадира и мастера участка, которые этим особо тоже не горят. Поскольку все кормятся с одного котла. До НГ у завода начались трудности, что будет сейчас неизвестно.
Советую, перед тем как идти на курсы и платить за них, поинтересоваться оснащённостью и обеспеченностью учебного центра. Мы варили на трансформаторах полу-убитых ещё совковых, электроды выдавали поштучно, полуавтоматом буквально несколько точек сделал, про металл и технические газы уже говорил. Кто непосредственно будет вам читать лекции и вести практику? Одно дело спец в этой области, другое какой-либо препод, которого просто грузанули этими часами (в моём случае — препод по черчению и начертательной геометрии).
В моём случае за меня деньги платило государство ч/з ЦЗН, для которого важна была только отчётность о кол-ве «обученных». Кстати прежде чем отправлять на учёбу они д.б. направить меня на мед.комиссию. И это важно! Мало ли, м.б. есть какие-то противопоказания. С мед.комиссией все-равно придётся тебе как мне столкнуться при трудоустройстве, поскольку эта профессия связана с вредностью. Для техникума же качество обучения тоже на втором плане — лишь бы освоить бюджетные бабки.
- 3
BelaZZ 08 Янв 2016
psi, Я не слышал о таких поблажках , что по цене , что по заочной аттестации . Насколько мне известно , то цена едина . Получаешь корку — цена 20 тыр ( цена с потолка , например , типа ) и два года свободен . Затем приходишь , 10 тыр и год свободен , затем — 10 тыр и год свободен . Затем — новая корка , 20 тыр и 2 года свободен . И так по кругу . Никаких скидок и накопительных льгот . И каждый раз катушка + теория , хоть ты заварись по профилю . Вот в плане сдачи образцов и теории — тут уже другая песня.
Сообщение отредактировал BelaZZ: 08 Январь 2016 22:39
psi 08 Янв 2016
BelaZZ, будешь теперь знать=) запомни есть первичная есть вторичная. у нас парень молодой главный, но грамотный блин, и любит все называть своими именами
- 2
BelaZZ 09 Янв 2016
psi, Я этим вопросом интересовался и не раз , когда две корки НАКСовские тянул за свои деньги . И не в одном центре . И даже не на официальных уровнях . Если есть фиксированная цена , есть определённые требования и правила , то в честь какого праздника будут такие уступки ? Это не они заинтересованы в аттестации . А молодых , грамотных и ушлых — пруд пруди . Предложения , что на форуме иной раз мелькают , тому подтверждение . Я допускаю , что есть пути обхода , но они , как правило , вне правил .
psi 09 Янв 2016
BelaZZ, нет. условие такое что вы аттестовались и должны работать только по профилю официально плюс заявка подается за 1-2 месяца до окончания
psi 09 Янв 2016
BelaZZ, это как раз ваши ушлые раз не говорят как можно на них экономить=)
psi 09 Янв 2016
BelaZZ,нам срочно нужен человек с накса (только честный) на форуме! =)
- 1
BelaZZ 09 Янв 2016
psi, Я работаю по профилю , официально , с заявкой и документами — полный порядок , на НАКСовском сайте — вся моя «родословная» . Что ещё надо предъявить им для скидок ? Осталось только лишь ваше уверение со ссылкой на молодого и умного парня .
Что ещё надо предъявить им для скидок ? Осталось только лишь ваше уверение со ссылкой на молодого и умного парня .
psi 09 Янв 2016
BelaZZ, попробую уточнить, что то я аж засомневался=)
- 2
BelaZZ 09 Янв 2016
BelaZZ,нам срочно нужен человек с накса (только честный) на форуме! =)
Вот с этим , думаю , сложнее
BelaZZ, попробую уточнить, что то я аж засомневался=)
В последнее время многие практикуют такую схему — делают аттестацию раз в два года . Т.е. новые корки , образно говоря . Деньги — те же , но заморочек меньше , чем каждый год заморачиваться с продлением .
Сообщение отредактировал BelaZZ: 09 Январь 2016 00:22
pavel83 09 Янв 2016
,нам срочно нужен человек с накса (только честный) на форуме! =) Подать заявку в доску объявлений или написать Администратору форума?
psi 09 Янв 2016
pavel83, да андрюшка скоро меня выгонит с форума за инициативные возгласы из толпы=) может написать на письмо в НАКС от форума?
BelaZZ, нет ничего не возможного. языка в плен брать надо
- 1
BelaZZ 09 Янв 2016
языка в плен брать надо Или своего засылать
Ростехнадзор и Минтруд разъясняют: Обучение, аттестация, проверка знаний для сварщиков
Вопрос от 29.07.2019 на сайте «Онлайнинспекция.РФ»:
Предприятие осуществляет образовательную деятельность, в частности проводит обучение по программам профессионального обучения в рамках выданной лицензии на право ведения образовательной деятельности.
Перечень профессий, по которым возможно профессиональное обучение в образовательных организациях (в т.ч. организациях, осуществляющих обучение), определяется Приказом от 2 июля 2013 года N 513 Министерства образования и науки РФ «Об утверждении Перечня профессий рабочих, должностей служащих, по которым осуществляется профессиональное обучение» (далее по тексту — Перечень профессий) (приложение 1). Согласно Приказу Минпросвещения России от 25.04.2019 N 208 «О внесении изменений в Перечень профессий рабочих, должностей служащих, по которым осуществляется профессиональное обучение, утвержденный приказом Министерства образования и науки Российской Федерации от 2 июля 2013 г. N 513», из перечня исключается ряд профессий либо меняется их наименование (см. приложения 2 и 3).
Согласно Приказу Минпросвещения России от 25.04.2019 N 208 «О внесении изменений в Перечень профессий рабочих, должностей служащих, по которым осуществляется профессиональное обучение, утвержденный приказом Министерства образования и науки Российской Федерации от 2 июля 2013 г. N 513», из перечня исключается ряд профессий либо меняется их наименование (см. приложения 2 и 3).
В штатном расписании структурных подразделений предприятия имеются профессии наименований, указанных в предыдущей редакции Перечня профессий. Данные наименования профессий возможны в штатном расписании, т.к. они указаны в числе возможных наименований должностей соответствующих профессиональных стандартов, а соответственно, не противоречат требованиям соответствующего профессионального стандарта. Профессиональные стандарты для ряда профессий, таких как «дефектоскопист рентгено-, гаммаграфирования», «газорезчик», «газосварщик», «электрогазосварщик» и др., являются единственным документом, определяющим квалификационные характеристики этих профессий с момента исключения их из ЕТКС (ранее Приказом N 215 от 9 апреля 2018 г. «О внесении изменений в некоторые выпуски единого тарифно-квалификационного справочника работ и профессий рабочих» из ЕТКС были исключены квалификационные характеристики профессий рабочих, такие как «дефектоскопист рентгено-, гаммаграфирования», «газорезчик», «газосварщик», «электрогазосварщик» и др.).
Таким образом, возникает конфликт: с одной стороны, в штатном расписании имеется профессия, наименование которой соответствует требованиям профессионального стандарта, с другой — профессиональное обучение данной профессии невозможно из-за отсутствия ее в Перечне профессий. Возможен ли допуск рабочего для работы по профессии, имеющейся в штатном расписании, но отсутствующей в Перечне профессий, при условии обучения работника соответствующей профессии из Перечня профессий, например допуск к работе по профессии «электрогазосварщик» работника, прошедшего профессиональное обучение и получившего профессию «сварщик дуговой сварки неплавящимся электродом в защитном газе»? Приведение наименований профессий в штатном расписании в соответствии с указанными в Перечне профессий не представляется возможным из-за отсутствия наименований, предложенных для замены профессий в льготных списках, к которым относятся исключаемые/заменяемые из Перечня профессии.
Ответ: Да, если данное обучение совпадает с должностными обязанностями и методами работы электрогазосварщика, то полагаем, что возможен допуск. За дополнительными разъяснениями вам следует обратиться в Федеральную службу по экологическому, технологическому и атомному надзору.
Правовое обоснование: В соответствии с п. 5.5.4 Постановления Правительства РФ от 30 июня 2004 г. N 324 «Об утверждении положения о Федеральной службе по труду и занятости» данный орган осуществляет консультирование работодателей и работников по вопросам соблюдения трудового законодательства и нормативных правовых актов, содержащих нормы трудового права.
Согласно п. 1 Положения о Федеральной службе по экологическому, технологическому и атомному надзору (утв. Постановлением Правительства РФ от 30.07.2004 N 401) федеральная служба по экологическому, технологическому и атомному надзору (Ростехнадзор) является федеральным органом исполнительной власти, осуществляющим функции по выработке и реализации государственной политики и нормативно-правовому регулированию в установленной сфере деятельности, а также в сфере технологического и атомного надзора, функции по контролю и надзору в сфере безопасного ведения работ, связанных с пользованием недрами, промышленной безопасности, безопасности при использовании атомной энергии (за исключением деятельности по разработке, изготовлению, испытанию, эксплуатации и утилизации ядерного оружия и ядерных энергетических установок военного назначения), безопасности электрических и тепловых установок и сетей (кроме бытовых установок и сетей), безопасности гидротехнических сооружений (за исключением судоходных гидротехнических сооружений), безопасности производства, хранения и применения взрывчатых материалов промышленного назначения, а также специальные функции в области государственной безопасности в указанной сфере.
Федеральная служба по экологическому, технологическому и атомному надзору организует прием граждан, обеспечивает своевременное и полное рассмотрение устных и письменных обращений граждан, принятие по ним решений и направление ответов заявителям в установленный законодательством Российской Федерации срок (п. 5.6 вышеуказанного Постановления Правительства N 401).
5.6 вышеуказанного Постановления Правительства N 401).
Вопрос от 04.02.2019:
Газоэлектроварщик имеет документ об образовании в котором указано, что ему присвоена профессия «газоэлектросварщик 3 разряда», также имеется запись в трудовой книжке, что ему предыдущим работодателем присвоен 5 разряд. Документов (удостоверения) о присвоении нового разряда у работника нет. Имеем ли мы право запросить у него документ, подтверждающий его квалификацию? Можем ли отказать в приеме на работу по 5 разряду?
Ответ: Работодатель вправе потребовать, а работник обязан предъявить документ об образовании и (или) о квалификации или наличии специальных знаний — при поступлении на работу, требующую специальных знаний или специальной подготовки. Полагаем, что при наличии в трудовой книжке записи о присвоении 5 разряда вы не вправе отказать в приеме на работу по 5 разряду.
Правовое обоснование: Согласно статье 65 Трудового кодекса РФ (ТК РФ), если иное не установлено Кодексом, другими федеральными законами, при заключении трудового договора лицо, поступающее на работу, предъявляет работодателю:
- документ об образовании и (или) о квалификации или наличии специальных знаний — при поступлении на работу, требующую специальных знаний или специальной подготовки.
В отдельных случаях с учетом специфики работы Кодексом, иными федеральными законами, указами Президента Российской Федерации и постановлениями Правительства Российской Федерации может предусматриваться необходимость предъявления при заключении трудового договора дополнительных документов.
Запрещается требовать от лица, поступающего на работу, документы помимо предусмотренных настоящим Кодексом, иными федеральными законами, указами Президента Российской Федерации и постановлениями Правительства Российской Федерации.
Сварщики должны иметь действующее аттестационное удостоверение по соответствующему способу сварки, не иметь медицинских противопоказаний к выполняемой работе. Сведения о номерах удостоверений, сроках их действия и шифрах клейм сварщиков должны быть размещены в общедоступном реестре аттестованного персонала в информационно-телекоммуникационной сети Интернет, а удостоверения должны иметь соответствующий QR-код для проверки их подлинности. Присвоенные при аттестации личные шифры клейм должны быть закреплены за сварщиками распорядительным документом организации, выполняющей сварочные работы.
Сведения о номерах удостоверений, сроках их действия и шифрах клейм сварщиков должны быть размещены в общедоступном реестре аттестованного персонала в информационно-телекоммуникационной сети Интернет, а удостоверения должны иметь соответствующий QR-код для проверки их подлинности. Присвоенные при аттестации личные шифры клейм должны быть закреплены за сварщиками распорядительным документом организации, выполняющей сварочные работы.
Вопрос от 10.2018:
Министерство труда и социального развития Российской Федерации 09.04.2016 приказом № 215 исключило из Единого тарифно-квалификационного справочника работ и профессий рабочих (ЕТКС) следующие квалификационные характеристики профессий рабочих, в том числе:
- «Газосварщик» 2-6 разрядов,
- «Сварщик термитной сварки» 2-5 разрядов,
- «Электрогазосварщик» 2-6 разрядов,
- «Электрогазосварщик на автоматических и полуавтоматических машинах» 2-6 разрядов,
- «Электросварщик ручной сварки» 2-6 разрядов,
- «Сварщик пластмасс» 1-4 разрядов.
Ранее 28.11.2013 приказом № 701н данное Министерство утвердило профессиональный стандарт «Сварщик», который устанавливает требование иметь сварщику необходимую квалификацию 2, 3 или 4 уровня для выполнения им трудовой функции, соответствующий разряду ЕТКС.
Из чего следует, что с 09.04.2018 аттестация указанных выше сварщиков невозможна, так как согласно п. 4.8 ПБ 03-273-99 «к первичной аттестации допускаются сварщики, имеющие: разряд не ниже . », а в случае, «если кандидат самостоятельно предоставляет заявку на проведение аттестации, он должен иметь разряд не ниже 4-го».
Как в таком случае предполагается проводить аттестацию сварщиков?
Ответ: Приказом Минтруда России от 09.04.2018 № 215 из Единого тарифно-квалификационного справочника работ и профессий рабочих действительно исключены квалификационные характеристики профессий рабочих в области сварки и контроля.
В связи с этим следует руководствоваться статьями 195. 1, 195.3 Трудового кодекса Российской Федерации и соответствующими профессиональными стандартами, в которых даны характеристики квалификации, необходимые работнику для осуществления определенного вида профессиональной деятельности, в том числе, выполнения определенной трудовой функции.
1, 195.3 Трудового кодекса Российской Федерации и соответствующими профессиональными стандартами, в которых даны характеристики квалификации, необходимые работнику для осуществления определенного вида профессиональной деятельности, в том числе, выполнения определенной трудовой функции.
В указанном Вами случае – профессиональным стандартом «Сварщик» (код 40.002, рег. № 14, приказ Минтруда России № 701н от 28.11.2013 г., зарегистрирован Минюстом России 13.02.2014, рег. № 31301). В профессиональном стандарте «Сварщик» к каждой обобщенной трудовой функции содержатся дополнительные характеристики, устанавливающие взаимосвязь между исключенными квалификационными характеристиками по разрядной сетке по ЕТКС и современными квалификационными характеристиками с уровнями квалификаций.
В связи с вышеуказанным, Правила аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99), утвержденные постановлением Госгортехнадзора России от 30.10.1998 № 63, не противоречат законодательству Российской Федерации и, соответственно, не требуется внесение изменений в пункт 4.8 ПБ 03-273-99.
Одновременно сообщаем, что по предложению комитета НАКС по научно-методической работе решением НТС НАКС (протокол от 22.01.2018 № 37) утверждено Приложение № 1 с перечнем документов, предоставляемых при первичной аттестации специалистов сварочного производства в связи с изменениями в законодательстве Российской Федерации, касающимися профессионального образования и обучения.
Вопрос от 05.2018:
Достаточно ли электросварщику ручной сварки аттестации на II группу по электробезопасности?
Ответ: В соответствии с п. 1.1.5 Правил технической эксплуатации электроустановок потребителей, утвержденных приказом Министерства энергетики Российской Федерации от 13.01.2003 года № 6, эксплуатация электрооборудования, в том числе бытовых электроприборов, подлежащих обязательной сертификации, допускается только при наличии сертификата соответствия на это электрооборудование и бытовые электроприборы.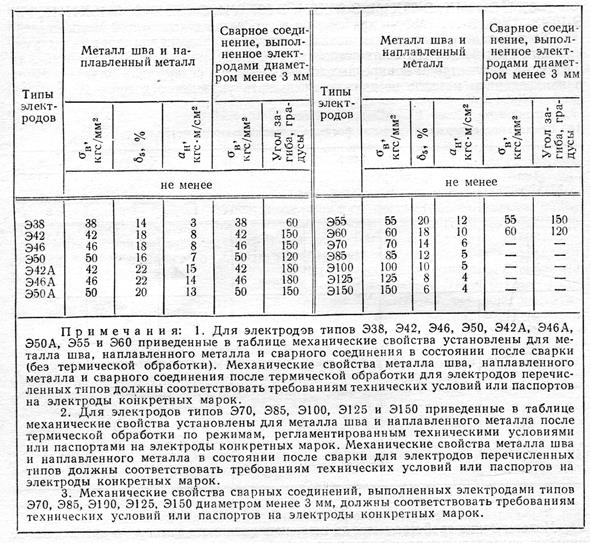 При подключении сварочного аппарата к электрической сети необходимо соблюдать указания завода — изготовителя электросварочного оборудования.
При подключении сварочного аппарата к электрической сети необходимо соблюдать указания завода — изготовителя электросварочного оборудования.
В соответствии с п. 3.1.15 Правил, к выполнению электросварочных работ допускаются работники, прошедшие обучение, инструктаж и проверку знаний требований безопасности, имеющие группу по электробезопасности не ниже II и соответствующие удостоверения.
Электросварщикам, прошедшим специальное обучение, может присваиваться в установленном порядке группа по электробезопасности III и выше для работы в качестве оперативно-ремонтного персонала с правом присоединения и отсоединения от сети переносных и передвижных электросварочных установок.
Таким образом, присвоение II группы по электробезопасности электросварщику ручной сварки является достаточным условием, если подключение к электрической сети штепсельным разъемом предусмотрено заводом — изготовителем электросварочного оборудования.
Вопрос от 19.01.2018:
Какая периодичность проверки знаний должна быть у электротехнического персонала (электрогазосварщик, слесарь по ремонту технологических установок, водитель, крановщик, тракторист, трубопроводчик линейный и др.) со 2 и 3 группой по электробезопасности?
Ответ: Управление Ростехнадзора рассмотрело обращение от 17.01.2018 № 25/10-ог и сообщает следующее.
- Согласно п. 1.4.3 ПТЭЭП электротехнологический персонал в своих правах и обязанностях приравнивается к электротехническому персоналу;
- Согласно п. 1.4.20 ПТЭЭП 1 раз в 3 года очередная проверка знаний проводится у специалистов по охране труда и административно-технического персонала непосредственно не организующего и не проводящего работы по обслуживанию действующих электроустановок или выполняющего в них наладочные, электромонтажные, ремонтные работы или профилактические испытания, а также для персонала, имеющего право выдачи нарядов, распоряжений, ведения оперативных переговоров.
Перечисленный в обращении электротехнологический персонал не относится к административно-техническому персоналу, который проходит проверку знаний 1 раз в 3 года согласно п.1.4.20., т.е. перечисленный персонал относится к электротехнологическому, который проходит проверку знаний 1 раз в год.
Разделы сайта, связанные с этой новостью:
Последовательность событий и новостей по этой теме
(перемещение по новостям, связанным друг с другом)
Один день со сварщиком — ЯРНОВОСТИ
На нашем предприятии трудится около 240 сварщиков, в каждом филиале есть свои сварочно-монтажные бригады – элита стройки и ремонта трубопроводов.
Наш герой – Алексей Прошутинский, электрогазосварщик 6 разряда Приводинского ЛПУМГ – в 2017 году был признан лучшим в ООО «Газпром трансгаз Ухта» по своей профессии. Говорит, конкурс был сложным, ведь за время своей работы ему не приходилось варить трубу под наклоном 45 градусов, а на конкурсе профмастерства пришлось продемонстрировать это умение.
Казалось бы, такой сложный процесс, где важен только высокий профессионализм и концентрация, но как признался Алексей, в каждую сварку он вкладывает еще и душу:
– Надо, чтобы красиво получилось, а главное качественно, без брака, для долговечной и безопасной эксплуатации отремонтированного участка.
Чтобы варить на таком уровне, нужен большой стаж, знания, опыт, перенятый у старшего поколения.
После школы Алексей получил среднее специальное образование, окончив Великоустюжский многопрофильный колледж по специальности «сварщик», после этого пошел работать на комбинат, который располагался в поселке Красавино, потом армия, после службы – вернулся на комбинат. С 2002 года работал у подрядчиков электросварщиком ручной сварки, с 2012 года трудится на нашем предприятии.
Сам Алексей признался, когда перед ним встал выбор, на кого пойти учиться, он выбрал самую престижную, но не самую простую профессию. Сварщик-профессионал должен знать технологию плавления металлов, свойства газов, методы и принципы действия используемых агрегатов и оборудования. Большое значение имеет соблюдение техники безопасности и производственной дисциплины.
Большое значение имеет соблюдение техники безопасности и производственной дисциплины.
Рабочий день лучшего сварщика предприятия, как, впрочем, и день его коллег начинается в 8 утра с планерки с инженером участка сварочно-монтажных работ. После определения задач на день, Алексей отправляется в раздевалку, где его ждет полное огнеупорное обмундирование – костюм из кожевенного спилка (куртка, штаны, подшлемник, краги). Сегодня ему предстоит сварка укрупненной заготовки в базовых условиях для предстоящего ремонта магистрального газопровода методом ручной дуговой сварки покрытыми электродами.
Работа Алексея и его коллег завораживает – все движения доведены до автоматизма.
Непосредственно перед сваркой необходимо провести ряд обязательных процедур: подготовить электроды, нагрев их в печи для прокалки от 350 до 380 градусов, подготовить сварочный аппарат, молоток сварщика, шлифовальную машинку, – все эти инструменты должны быть всегда под рукой.
После того, как все готово, сварщики приступают к работе. Привычным кивком головы они опускают маску на лицо, кричат «глаза», тем самым оповещая находящихся рядом о начале опасных работ, и начинают варить. На сварку укрупненной заготовки – трубы диаметром 1220 мм с толщиной стенки 15 мм бригаде из четырех сварщиков понадобилось 4 часа.
Каждый из бригады варит свою четверть и за качество сварки несет личную ответственность. Процесс устроен так, что сварщики не мешают работе друг друга и правила техники безопасности соблюдаются в полном объеме.
Сварщиков не зря называют «золотым фондом» производства, ведь непосредственно перед сваркой происходит длительный подготовительный процесс: проведение внутритрубной диагностики, определение дефектного участка, доставка техники, персонала, стравливание, обустройство рабочего котлована, обследование, определение метода ремонта, демонтаж участка, подготовка катушки и ее монтаж в ремонтируемый участок газопровода.
Только лишь после этого на объекте появляются сварщики и выполняют свою работу. Определяющим этапом в работе бригады является проведение контроля качества сварных соединений дефектоскопистами полевой испытательской лаборатории. «ДНО» – заветное слово, которое сварщики ждут от проверяющих, эта аббревиатура означает «дефектов не обнаружено».
– Самое главное, чтобы рука не дрогнула, – рассказывает Алексей. – Но это дело техники и долгих лет практики. Погода также вносит свои коррективы в нашу работу, температура воздуха влияет на время, затраченное на сборку и сварку стыка. В солнечный день труба нагревается, а к вечеру, когда солнце садится, она «убегает» – сварку приходится откладывать. Самая оптимальная температура для нашей работы – минус 10, ни холодно, ни жарко и без осадков.
Конечно, как и везде, один из важных факторов успешной работы – дружная команда, которую нам и довелось увидеть в Приводинском ЛПУМГ. В одиночку сварщики не работают, поэтому отношения в коллективах, как правило, приятельские.
Побывав на площадке с бригадой сварщиков стало понятно, что это особая каста со своими приметами, с профессиональным слэнгом. Например, электрод они называют лучина, а трубу уважительно зовут кормилицей.
Именно такие детали говорят о теплом отношении к своему делу и о профессионализме специалистов, а это одна из важнейших черт сварщиков.
Любить эту непростую работу крайне важно, ведь ошибка или небрежность могут привести к серьезным последствиям.
Текст: Д. Майорова, фото: М. Сивакова.
РаспечататьГазпром трансгаз УхтаэлектросварщикБудет ли эта сварка из нержавеющей стали ржаветь?
Производители, специализирующиеся на нержавеющей стали, могут знать эту историю: клиент звонит и жалуется на ржавчину. Супервайзер разговаривает со сварщиками: неужели они плохо почистили? Сварщик говорит, что определенно сделал — он тщательно отшлифовал и отполировал свою работу, без следа синего цвета возле сварного шва. И все же ржавчина есть. Что случилось?
Все это связано с тем, что случилось со слоем оксида хрома нержавеющей стали во время и особенно после сварки.Здесь может помочь тестирование пассивации сварных швов, и здесь технологии сделали практичным для производителей проведение таких испытаний на месте.
Это по словам Честера Коллиера, старшего вице-президента по глобальному сбыту компании Walter Surface Technologies, расположенной в Виндзоре, штат Коннектикут. «Нержавеющая сталь плохо реагирует на большое количество тепла, — сказал он, — поэтому, когда вы свариваете тонкий материал, даже сварку TIG, вы получаете много посинения и обесцвечивания нержавеющей стали. Это косметика, но есть кое-что еще хуже.[Сварка] выгорела слой оксида хрома, элемента, который предотвращает ржавление нержавеющей стали ».
Он добавил, что при правильной очистке нержавеющей стали хром проявляет своего рода ползучесть. «В некотором смысле [нержавеющая сталь] заживает сама себя», — сказал Коллиер. «Это немного похоже на порезание руки. Если вы позволите порезу испачкаться, на заживление уйдет много времени, и оно не очень хорошо заживет. Но если вы очистите порез и защитите его, порез сам заживет и не оставит слишком много следов.Нержавеющая сталь лечит себя так же ».
Если остается воронение или другие загрязнения, оставленные в процессе сварки, слой хрома не расползается и не герметизирует сварной шов. Если оксидный слой не закрыл сварной шов, вы получите окисление и ржавчину.
Чтобы добиться такой пассивации, производители очищают нержавеющие сварные швы одним из трех способов. Его маринуют маринованной пастой; используют абразивные материалы и проволочные щетки; или они очищают его химическим способом, используя раствор кислоты или соли и электричество. После очистки поверхности слой оксида хрома должен сползти и запечатать сварной шов в течение 24-48 часов, в зависимости от марки нержавеющей стали и конкретной сварочной операции.
«Если продукт очищен должным образом, он сам отожжется, и этот продукт можно использовать на улице, даже в соленой воде или в среде с соленым воздухом; этот материал не должен обесцвечиваться или ржаветь », — сказал Коллиер.
Тем не менее, человеческий фактор может все усложнить. Оператор мог использовать проволочную щетку, и сварной шов может выглядеть идеально чистым, но оставшиеся следы загрязнения могут вызвать проблемы. То же самое можно сказать и о травлении и даже о химической очистке.Оператор может пропустить пятно или очистить его недостаточно хорошо, чтобы пассивировать его.
Пассивационное тестирование устраняет эту проблему. Обычно магазины отправляют детали для таких испытаний третьим лицам. Но, как объяснил Коллиер, производители теперь начинают использовать небольшие испытательные установки — одним из которых является интеллектуальный тестер пассивирования SURFOX ™ — для проведения тестов на пассивирование на месте. Некоторые компании используют тестер для реальных сварных швов, в то время как другие компании используют тестер для проверки того, что продукт (например, резервуар, изображенный здесь) действительно изготовлен из нержавеющей стали.
Тестер в основном измеряет проводимость в двух точках, при этом ток проходит через жидкость в датчике, что помогает сделать измерение максимально точным. На основании этого измерения прибор дает положительное или отрицательное значение. Положительный результат показывает, что ползучесть (пассивация) хрома произошла, и что материал герметичен и защищен от окисления и ржавчины.
«Если я получаю отрицательный результат, это говорит о том, что хром не ползет по сварному шву, — сказал Коллиер, — и может быть что-то, что его блокирует, будь то обесцвечивание или что-то еще.”
Технология тестирования не нова, но способ регистрации результатов в системе является новым. Обычно человеку, проводящему тестирование, необходимо вручную записывать результаты в электронную таблицу. Это было не слишком сложно, но открывало двери для ошибок. Теперь тестировщик автоматически передает результаты на защищенный сайт в Интернете.
Вот как это работает. В режиме онлайн человек, проводящий тестирование, может ввести номер работы и сорт нержавеющей стали. После настройки подключенное через Bluetooth® устройство тестирования отправляет показания на хост-сайт, который автоматически заполняет диаграмму, показывающую каждое показание пассивации (в диапазоне от -500 до +150), когда эти показания были сняты и с каким интервалом ( е.г., 25 отсчетов на расстоянии 8 дюймов). Тестировщик может сфотографировать контрольные точки и загрузить их в облако. Если человек проверяет сварной шов несколько раз в течение определенного периода, «каждый раз, когда он снимает новое измерение, это показывает, что он приближается к [желаемому] уровню пассивации», — сказал Коллиер.
Коллиер добавил, что эта технология может помочь обеспечить отслеживаемость. Цель состоит в том, чтобы, когда продукт покидает предприятие производителя, у него было доказательство того, что нержавеющая сталь действительно пассивирована и готова к использованию.
Основы пайки | Лукас Милхаупт
Процесс пайки Шаг 6: Очистка паяного соединения
После пайки сборки ее необходимо очистить. И очистка обычно представляет собой двухэтапную операцию. Первое — удаление остатков флюса. Во-вторых, травление для удаления оксидной окалины, образовавшейся в процессе пайки.
Удаление флюса
Удаление флюса — простая, но важная операция. (Остатки флюса вызывают коррозию и, если их не удалить, могут ослабить определенные соединения.) Поскольку большинство флюсов для пайки растворимы в воде, самый простой способ их удалить — это закалить узел в горячей воде (120 ° F / 50 ° C или выше). Лучше всего погрузить их еще горячими, просто убедившись, что присадочный металл полностью затвердел перед закалкой. Остатки стекловидного флюса обычно трескаются и отслаиваются. Если они немного упрямы, слегка почистите их металлической щеткой, пока узел все еще находится в горячей воде.
В зависимости от вашего процесса пайки вам может потребоваться очистка стыка после пайки для удаления остаточного флюса.Этот шаг может иметь решающее значение, поскольку большинство флюсов вызывают коррозию, например, коррозия на изображенной линии охлаждения.
Причины удаления флюса
Давайте рассмотрим пять причин, по которым важно удаление флюса после пайки:
- Невозможно проверить соединение, покрытое флюсом.
- Флюс может действовать как связующий агент и может удерживать соединение вместе без успешной пайки. Это соединение выйдет из строя во время эксплуатации.
- При работе под давлением флюс может маскировать отверстия в паяном соединении, даже если он выдерживает испытание давлением.Соединение должно протекать вскоре после ввода в эксплуатацию.
- Флюс гигроскопичен, поэтому остаточный флюс притягивает доступную воду из окружающей среды. Это приводит к коррозии.
- Краска и другие покрытия не прилипают к участкам, покрытым остаточным флюсом.
Методы удаления флюса
После пайки флюс образует твердую стекловидную поверхность, которую трудно удалить. Какой метод очистки лучше? Убрать лишний флюс можно разными способами; наиболее рентабельные подходы связаны с водой.
Промышленные стандарты флюсов ориентированы на флюсы на водной основе. Согласно AMS 3410 и AMS 3411 все флюсы, соответствующие этим спецификациям, должны быть растворимы в воде при температуре 175 ° F / 79 ° C или ниже после пайки. Поэтому флюсы для пайки обычно предназначены для растворения в воде.
Наиболее распространенными методами удаления флюса после пайки являются:
Замачивание / смачивание
Используйте горячую воду с перемешиванием в резервуаре для выдержки, чтобы удалить излишки флюса сразу после операции пайки, а затем высушите сборку.Если замачивание невозможно, используйте металлическую щетку вместе с пульверизатором или влажным полотенцем. При использовании любой ванны для замачивания периодически меняйте раствор, чтобы он не пропитался.
Закалка
Этот процесс вызывает термический удар, который снимает остаточный флюс. При закалке паяной детали в горячей воде следите за тем, чтобы не повредить паяное соединение. Закаливайте только после того, как припой затвердеет, чтобы избежать трещин или грубых паяных соединений. Обратите внимание, что закалка может повлиять на механические свойства основного материала.Не закаливайте материалы с большой разницей в коэффициентах теплового расширения, чтобы избежать трещин в основных материалах и разрывов в припое.
Вы также можете использовать более сложные методы удаления флюса — резервуар для ультразвуковой очистки, чтобы ускорить действие горячей воды или острого пара. Дополнительные методы очистки включают:
- Очистка паровой фурмы — в этом процессе используется перегретый пар под давлением для растворения и удаления остатков флюса.
- Химическая очистка — Вы можете использовать кислотный или щелочной раствор, как правило, с коротким временем выдержки, чтобы не повредить основные материалы.В случае химического замачивания контролируйте уровень pH, чтобы определить, когда следует менять раствор.
- Механическая очистка — Удалите остатки паяных соединений проволочной щеткой или пескоструйной очисткой. Имейте в виду, что мягкие металлы, в том числе алюминий, требуют особой осторожности, поскольку они уязвимы для встраивания частиц.
Всегда следите за тем, чтобы ваш метод очистки соответствовал свойствам основного металла. Некоторые группы металлов достигают желаемого эффекта после специальной обработки после очистки.Например, детали из нержавеющей стали и алюминия могут получить выгоду от химического погружения для повышения устойчивости поверхности к коррозии.
Проблемы с удалением флюса возникают только в том случае, если вы не использовали его в достаточном количестве для начала или перегрели детали в процессе пайки. Затем флюс полностью насыщается оксидами, обычно приобретая зеленый или черный цвет. В этом случае флюс необходимо удалить слабым раствором кислоты. Ванна с 25% соляной кислотой (нагретая до 140–160 ° F / 60–70 ° C) обычно растворяет самые стойкие остатки флюса.Просто перемешайте паяный узел в этом растворе от 30 секунд до 2 минут. Не нужно чистить щеткой. Однако следует предостеречь — кислотные растворы сильнодействующие, поэтому при закалке горячих паяных сборок в кислотной ванне обязательно используйте защитную маску и перчатки.
После того, как вы избавились от флюса, используйте травильный раствор, чтобы удалить любые оксиды, которые остались на участках, которые не были защищены флюсом во время процесса пайки. Лучше всего использовать рассол, рекомендованный производителем припоев.По возможности следует избегать сильно окисляющих травильных растворов, таких как яркие капли, содержащие азотную кислоту, поскольку они разрушают серебряный присадочный металл. Если вы сочтете необходимым их использовать, сделайте время маринования очень коротким.
Рекомендуемые травильные растворы для удаления оксидов после пайки твердым припоем
| Приложение | Состав | Комментарии |
|---|---|---|
Удаление оксидов из меди, латуни, бронзы, нейзильбера и других медных сплавов с высоким содержанием меди. | От 10 до 25% горячей серной кислоты с добавлением 5-10% дихромата калия. | Травление можно проводить одновременно с удалением флюса. Подходит для углеродистой стали, но если травление загрязнено медью, медь отслоится на стали, и ее придется удалять механически. Этот серный травитель удалит пятна меди или оксида меди с медных сплавов. Это окисляющий рассол, обесцвечивающий серебряный присадочный металл, оставляющий его тускло-серым. |
| Удаление оксидов с чугуна и стали. | 50% раствор соляной кислоты, используемый в холодном или теплом виде. Можно использовать более разбавленную кислоту (10-25%) при более высоких температурах (140-160 ° F / 60-70 ° C). | Смесь 1 части соляной кислоты на 2 части воды может использоваться для монеля и других сплавов с высоким содержанием никеля. Раствор для травления следует нагреть примерно до 80 ° C / 180 ° F. Для яркой отделки необходима механическая отделка. Этот рассол HCl не похож на яркие пятна на цветных металлах. |
| Удаление оксидов с нержавеющих сталей и сплавов, содержащих хром. | 20% серная кислота, 20% соляная кислота, 60% воды, используется при 170-180 ° F (75-80 ° C) | После этого маринада следует погружение в 10% азот, а затем промывание чистой водой. |
| 20% соляная кислота, 10% азотная кислота, 70% воды, используется при температуре около 150 ° F (65 ° C) | Этот травитель более агрессивен, чем указанная выше серно-соляная смесь, и травит как сталь, так и присадочный металл. |
Примечание: Рекомендованные выше огурцы будут работать с любым из стандартных серебряных присадочных металлов, и никаких специальных инструкций для отдельных присадочных металлов не требуется. Присадочные металлы фос-медь и серебро-фос-медь различны, и то только при использовании с медью без флюса. В этом случае твердый шлак из фосфата меди образуется в виде небольших шариков на поверхности металла. Продолжительное травление в серной кислоте удалит этот шлак, но более эффективно короткое травление в 50% -ной соляной кислоте в течение нескольких минут.Когда паяное соединение должно быть покрыто металлизацией или лужением, удаление шлака абсолютно необходимо. Поэтому для работ, которые должны быть покрыты гальваническим покрытием, рекомендуется окончательная механическая очистка.
Проверка паяных соединений после очистки
В зависимости от вашего процесса пайки вам может потребоваться очистка стыка после пайки для удаления остаточного флюса. Этот шаг важен по нескольким причинам; включая коррозионную природу большинства флюсов и возможность того, что избыточный флюс может способствовать разрушению соединений.Наиболее распространенные методы очистки включают замачивание / смачивание водой и закалку.
Обрывы при совместной проверке
Проверка готовых соединений может быть заключительным этапом процесса пайки, но процедуры проверки должны быть включены в стадию проектирования. Ваша методология будет зависеть от требований к приложению, услуге и конечному пользователю, а также нормативных кодексов и стандартов.
Определите критерии приемлемости для любой неоднородности с учетом формы, ориентации, местоположения (на поверхности или под поверхностью) и отношения к другим неоднородностям.Обязательно укажите пределы приемки с точки зрения минимальных требований.
Распространенные дефекты сплошности паяных соединений, выявленные неразрушающим контролем, включают:
- Пустоты или пористость — неполный поток припоя, который может снизить прочность соединения и привести к утечке. Часто это вызвано неправильной очисткой, неправильным зазором стыка, недостаточным количеством присадочного металла, захваченным газом или тепловым расширением.
- Захват флюса — из-за недостаточного количества вентиляционных отверстий в конструкции соединения, что предотвращает поток присадочного металла и снижает прочность соединения, а также срок службы
- Прерывистые галтели — участки на поверхности стыка, где галтели прерываются, обычно обнаруживаются при визуальном осмотре
- Эрозия основного металла (или легирование) — когда сплав присадочного металла с основным металлом во время пайки — перемещение сплава от галтеля может вызвать эрозию и снизить прочность соединения.
- Неудовлетворительное состояние или внешний вид поверхности — чрезмерное количество присадочного металла или шероховатые поверхности — могут выступать в качестве участков коррозии и концентраторов напряжений, что также мешает дальнейшим испытаниям.
- Трещины, снижающие прочность и срок службы соединения, также могут быть вызваны охрупчиванием жидким металлом.
Методы контроля паяных соединений: методы неразрушающего контроля
Неразрушающие методы контроля качества и соответствия спецификации включают:
Визуальный осмотр — с увеличением или без него — для оценки пустот, пористости, поверхностных трещин, размера и формы галтели, прерывистых галтелей плюс эрозия основного металла (не внутренние проблемы, такие как пористость и отсутствие заполнения)
Испытание на герметичность — для определения газо- или жидкостной непроницаемости припоя.Испытания давлением (или пузырьковой утечкой) подразумевают подачу воздуха под давлением, превышающим рабочее. Вакуумные испытания полезны для холодильного оборудования и обнаружения мельчайших утечек с использованием масс-спектрометра и атмосферы гелия.
Радиографическое обследование — полезно при обнаружении внутренних дефектов, больших трещин и пустот в припое, если толщина и коэффициенты поглощения рентгеновского излучения позволяют определить границы припоя, присадочного металла — невозможно проверить правильность металлургического соединения (на фото справа)
Контрольные испытания — воздействие на паяное соединение единовременной нагрузки, превышающей эксплуатационный уровень, применяемый гидростатическими методами, нагрузкой на растяжение или испытанием центрифугированием
Ультразвуковое обследование — сравнительный метод оценки качества соединения в иммерсионном или контрактном режиме — включает отражение звуковых волн от поверхностей с использованием преобразователя для излучения импульса и приема эхо-сигналов (изображение справа)
Пенетрантный контроль — красители и флуоресцентные пенетранты могут обнаруживать трещины, открытые на поверхности стыков — не подходят для проверки галтели, где всегда присутствует некоторая пористость
Испытание на акустическую эмиссию — оценка степени неоднородности — с использованием предпосылки, что акустические сигналы претерпевают изменение частоты или амплитуды при прохождении через неоднородности
Исследование теплопередачи — обнаруживает изменения в скорости теплопередачи из-за неоднородностей или непаянных областей — изображения показывают спаянные области как светлые пятна, а пустоты как темные пятна
Методы исследования паяных соединений: методы разрушающего контроля
Существует также несколько методов разрушающих и механических испытаний, часто используемых при выборочных испытаниях или испытаниях партий:
Тестирование на отслаивание — полезно для оценки соединений внахлест и контроля качества производства на общее качество соединения плюс наличие пустот и включений флюса — когда один элемент удерживается жестким, а другой отделяется от соединения
Металлографическое исследование — проверка общего качества соединений с обнаружением пористости, плохой текучести присадочного металла, эрозии основного металла и неправильной посадки
Испытания на растяжение и сдвиг — определяет прочность соединения при растяжении или сдвиге, используемую во время аттестации или разработки, а не при производстве
Испытание на усталость — испытание основного металла и паяного соединения — трудоемкий и дорогостоящий метод
Испытание на удар — определяет основные свойства паяных соединений, обычно используется в лабораторных условиях
Испытание на кручение — используется для паяных соединений при контроле качества производства, например шпильки или винты, припаянные к толстым профилям
Неудачная проверка пайки
Размер, сложность и серьезность заявки определяют лучший метод проверки, и может потребоваться несколько методов.Если вы не можете разработать точный и надежный метод проверки критически важного паяного соединения, подумайте о пересмотре конструкции соединения, чтобы обеспечить адекватный контроль.
Проверка готовых соединений может быть заключительным этапом процесса пайки, но процедуры проверки должны быть включены в стадию проектирования. Могут использоваться как неразрушающие, так и разрушающие методы, в зависимости от приложения, обслуживания и требований конечного пользователя, а также нормативных кодексов и стандартов.
После удаления флюса и оксидов из паяного узла дальнейшие операции чистовой обработки требуются редко.Сборка готова к использованию или к нанесению гальванического покрытия. В тех немногих случаях, когда вам нужна ультрачистая отделка, вы можете получить ее, отполировав узел мелкой наждачной бумагой. Если сборки собираются хранить для использования в более позднее время, нанесите на них легкое антикоррозийное защитное покрытие, добавив водорастворимое масло в воду для окончательного ополаскивания.
Посмотрите это видео, чтобы узнать, как правильно чистить стыки.
Выбор шлема с автозатемнением
Стильная безопасность: советы по выбору правильного сварочного шлема с автозатемнением
от Джейми Булана, менеджера по продукции коммерческого оборудования, Lincoln Electric Company
Сварочный шлем — одна из самых важных частей средств индивидуальной защиты, которые может иметь сварщик.Хороший шлем защищает глаза и кожу не только от сильных искр, но и от потенциально вредных для зрения ультрафиолетовых и инфракрасных лучей, испускаемых дугой.
Как один из наиболее заметных элементов защитной одежды, сварочный шлем также дает владельцам возможность добавить немного индивидуальности своему сварочному оборудованию. Имея это в виду, сегодня сварочные маски доступны в широком диапазоне цветов и изображений. Эти визуальные элементы, очевидно, привлекают внимание, но защитные характеристики шлема в сочетании с соображениями комфорта — это то, что сварщики должны учитывать при выборе правильного шлема для своих нужд.
Защита от автоматического затемнения
Серьезным профессиональным сварщикам следует подумать об использовании более совершенных автоматических затемняющих шлемов с плавно регулируемыми элементами управления, которые регулируют оттенок от светлого до темного и обратно. Эти шлемы постоянно защищают от вредного излучения света и затемняют почти до любого предварительно выбранного оттенка за миллисекунды благодаря технологии быстрой смены ЖК-дисплея (жидкокристаллический дисплей) в картриджах с автоматическим затемнением.
Благодаря автоматическому затемнению шлемов сварщики могут четко видеть, когда каска уже находится в нижнем положении, так что настройку для сварки в сварном шве можно выполнять с установленным кожухом.Эти каски позволяют более непрерывно работать, сокращая ненужное время остановки и запуска и необходимость для сварщика переналадывать каску и настраивать положение.
Рекомендации по выбору
Итак, какие наиболее важные факторы следует учитывать при выборе безопасного, удобного и функционального шлема с автоматическим затемнением? Безопасность. Комфорт. Удобство. Стиль. Существует ряд общих соображений при выборе, которые помогут сварщикам выбрать шлем, который лучше всего соответствует их потребностям, а также найти тот, который удобно носить в течение всего рабочего дня.
При оценке различных шлемов с автоматическим затемнением ищите модели с оболочкой с полным покрытием, которая рассеивает брызги и сопротивляется ударам. Размер шлема также является важным фактором, который следует учитывать. Хотя это основано на предпочтениях, количество выполняемой сварки в смещенном состоянии может повлиять на площадь обзора, необходимую для шлема. Некоторые из самых больших размеров обзора в моделях с автоматическим затемнением имеют размер изображения 97 x 62 мм (3,82 x 2,44 дюйма) или больше, что помогает обеспечить четкое естественное изображение в сочетании с ЖК-технологией шлема.
Также посчитайте количество датчиков дуги на шлеме. Базовые и менее дорогие шлемы с автоматическим затемнением будут иметь один или два датчика дуги, в то время как модели премиум-класса обычно имеют четыре датчика дуги. Чем больше датчиков дуги, тем меньше вероятность того, что шлем не потемнеет по мере необходимости.
Также обратите внимание, что шлемы с автоматическим затемнением будут иметь либо внешние, либо внутренние элементы управления такими функциями, как управление затенением или шлифованием. Внешние элементы управления добавляют удобства, позволяя вносить некоторые корректировки, когда шлем находится на голове.С другой стороны, внешние элементы управления включают дополнительную проводку и могут подвергаться дополнительным ударам или повреждениям, поскольку расположены снаружи шлема. Внутренние элементы управления, расположенные на картридже объектива, более защищены и не требуют внешней проводки. Однако почти каждая регулировка потребует снятия шлема, чтобы изменить настройки.
10 главных преимуществ роботизированной сварки »Scott
Автоматизация сварки предлагает множество преимуществ для компаний любого размера — от повышения производительности и стабильности сварных швов до снижения затрат на производство, рабочую силу и материалы.
Роботы больше не подходят только крупным производителям, но предприятия малого и среднего бизнеса также выиграют от внедрения технологического решения роботизированной сварки.
1. Повышение производительностиРоботизированная сварочная система может обрабатывать сварные детали в три-пять раз быстрее, чем люди, непрерывно работая, выдерживая большую дугу вовремя и быстро перемещаясь между положениями сварного шва. обеспечивают существенное увеличение выпуска.
2. Стабильность и повторяемость
Ручная сварка требует высокого уровня навыков, а также концентрации для достижения стабильности и повторяемости. Роботизированный сварщик может продолжать выполнять точно такой же цикл сварки непрерывно, 24 часа в сутки, семь дней в неделю.
3. Гибкость
Для процессов ручной сварки требуется несколько приспособлений, которые меняются при каждом производственном цикле. Роботы могут сэкономить драгоценное время и исключить замену инструмента, поскольку захваты могут захватывать любую деталь независимо от размера или формы, размещать ее на сборке и крепко удерживать во время процесса сварки.
4. Безопасность
Сварщики сталкиваются с многочисленными рисками, такими как поражение электрическим током, воздействие газов и токсичных паров, а также ожоги роговицы глаз. Сварщики-роботы зарекомендовали себя в снижении количества несчастных случаев с рабочими в металлообрабатывающей промышленности, причем количество травм сокращается с каждым годом.
5. Качество
Сварщик-робот может достичь превосходного качества, обеспечивая правильный угол сварки, скорость и расстояние с повторяемостью точности (+0.04мм). Обеспечение того, чтобы каждое отдельное сварное соединение производилось неизменно с высочайшим качеством, значительно сокращает необходимость в дорогостоящих доработках.
6. Рабочая сила
В условиях нехватки квалифицированных рабочих сварщики-роботы помогли решить эту проблему. Хотя сварщики-ручные сварщики по-прежнему будут необходимы для работ, требующих высокой степени адаптации, робот-сварщик решит проблемы в загруженное время за счет сокращения дополнительных часов и необходимости нанимать и обучать дополнительный персонал.
7.Уменьшение расходных материалов
При ручной сварке размер сварного шва определяется оператором и может привести к сварному шву большего размера, чем требуется. Роботы запрограммированы на то, чтобы всегда выполнять сварку в соответствии с требованиями к длине и размеру стыка, что обеспечивает значительную экономию времени.
8. Снижение производственных затрат
Благодаря повышению качества, стабильности и производительности роботизированная сварочная система может поставлять детали по сниженным ценам. Дальнейшая экономия может быть также достигнута за счет снижения энергопотребления и затрат на расходные материалы в дополнение к снижению затрат на компенсацию рабочих и страхование.
9. Уменьшение деформации сварного шва
Деформация сварного шва возникает из-за расширения и сжатия металла шва и прилегающего основного металла во время цикла нагрева и охлаждения процесса сварки. Роботизированные сварочные аппараты настроены так, чтобы правильно подобрать размер сварного шва в соответствии с требованиями соединения, минимизировать количество сварочных проходов и завершить процесс со скоростью, чтобы минимизировать нагрев окружающего металла, который может расширяться и приводить к деформации.
10. Повышенное конкурентное преимущество
Внедрение решения для роботизированной сварки может выделить компании среди конкурентов, поскольку позволяет быстрее завершать и поставлять продукцию, обеспечивая при этом неизменно высокое качество.
Скотт имеет большой опыт работы в секторе металлообработки и может адаптировать решение для роботизированной сварки в соответствии с вашими требованиями.
Наша опытная команда инженеров всегда готова внедрить ваше решение, разработать программы профилактического обслуживания для минимизации времени простоя и обеспечить постоянное обслуживание и поддержку при поломках.
Чтобы обсудить ваши конкретные требования, свяжитесь с одним из наших опытных инженеров по решениям сегодня.
Джейми Гир из Jambo Pits — Texas Monthly
Владелец: Jambo Pits; Открыт в 2007 г.
Возраст: 59
Джейми Гир — не какой-то одномерный повар-барбекю на соревнованиях. После карьеры сварщика он начал строить курильщики. Они были одними из самых красивых, но вместе с тем сделали других поваров более конкурентоспособными. В наши дни вам не нужно очень усердно искать, чтобы найти яму для джамбо на местном барбекю. Если там есть люди, которые серьезно относятся к победе, скорее всего, вы увидите несколько хромированных выхлопных труб Джейми, поднимающихся над толпой.
Вы также увидите, что Джейми Гир намного чаще участвует в соревнованиях в этом году. В 2013 году он открыл ресторан Jambo’s BBQ Shack в Рендоне, недалеко от своего дома к югу от Форт-Уэрта. Первые отзывы были хорошими, но он быстро наелся барбекю. Теперь, когда он нашел заинтересованного покупателя, он готов снова вступить в конкурентную борьбу.
Geer планирует принять участие в тридцати соревнованиях по всей стране, но остановка в Хьюстоне на Хьюстонской выставке домашнего скота и родео станет первым испытанием в феврале.Он будет там, чтобы защитить свою корону прошлогоднего победителя, и вы можете поспорить, что он сразится с несколькими поварами, использующими одну из своих ям.
Даниэль Вон: Какие были ваши самые большие победы на соревнованиях по приготовлению барбекю?
Джейми Гир: В этом году у меня был действительно хороший год. Я выиграл Хьюстон [Выставка домашнего скота и Родео], прошел квалификацию на Роял и выиграл ребра в пригласительном, а затем занял шестое место в Открытом чемпионате. Я закончил девятнадцатое место в общем зачете из 561 повара. Затем у PBR был большой концерт здесь, в Декейтере, штат Техас.Их было 115, и я выиграл Гранд Чемпиона. Я также прошел квалификацию на The Jack и занял пятое место в общем зачете, затем перешел в King of the Smokers и финишировал одиннадцатым из 24 лучших команд.
DV: Это похоже на соревнование всех звезд, верно?
JG: Да. У нас был хороший год. Мне двадцать девятый год. Я всегда хотел пряжки для ремня, и в этом году я выиграл две золотые пряжки для ремня. Один был за победу в Хьюстоне, а другой за сделку с PBR. Мне говорят, что PBR стоит около 2500 долларов.Потом я всегда хотел те статуи Джека Дэниэлса и одну из тех корон от American Royal, и я получил и то, и другое. Я сказал жене: «Думаю, моя карьера барбекю завершена. А теперь пора просто пойти и повеселиться ».
DV: Тебе все еще нравится?
JG: О да. Эти ребята, которых я пришел, чтобы помочь мне построить эти ямы, я им даже не нужен. Когда у меня был ресторан [Jambo’s BBQ Shack], они меня поддержали. Я собираюсь поехать на несколько соревнований в Оклахому.
DV: В каком году вы впервые приняли участие в конкурсе?
JG: 1989.
ДВ: А сколько лет карьерному бизнесу?
JG: Свою первую яму я построил в 1989 году, но Jambo Pits официально открылись восемь лет назад.
DV: Это была первая яма для себя для соревнований?
JG: Было. Он все еще сидит в доме моего приятеля. Мне здесь нет места, поэтому я не могу его хранить.Я построил два, и у одного из моих злейших врагов есть второй.
DV: Кто это?
JG: Майк Дэвис.
DV: Почему он ваш злейший враг?
JG: Он вышел с новой ямой, которая выглядит точно так же, как моя. Я встретился с ним в «Американской королевской семье». У меня это было с ним до самого конца. У него есть видео, где он открыл дверь в яму, а затем закрыл ее, чтобы не показать, как работает воздушный поток.Как я уже сказал жене, для меня большая честь иметь продукт, достаточно хороший, чтобы каждый захотел его скопировать.
DV: Сколько стоит купить Джамбо?
JG: Вот эта яма, модель J-3, наша самая большая яма, и я получаю за нее 8600 долларов. Его оценили в 22 тысячи долларов. [Фактическая цена на сайте Дэвиса составляет 10 900 долларов]. Но это был год для Jambos. Они выиграли все крупные кулинарные соревнования.
Джейми с моделью J-3 JamboDV: Эту вторую яму для джамбо вы построили для Майка Дэвиса?
JG: No.Это было для Джонни Тригга. Он и Майк Дэвис были зацеплены за бедро. Я построил для Джонни еще один, J-5. Джонни продал Майку первый. Джонни показал ему, как готовить, и тогда Майк начал побеждать.
DV: Это яма?
JG: Кто угодно может готовить на чем угодно, но нужно иметь с чем работать. Таффи [Стоун] просто называет это инструментом.
DV: Джонни и Майк Дэвис все еще друзья?
JG: Больше нет.
DV: Я думал, что соревнования по барбекю — это все о братстве.
JG: О, там много перерезанного горла. Не поймите меня неправильно. Есть куча парней, которые ходят на кухню, чтобы кого-то побить.
DV: Кого вы хотите победить?
JG: Всем. Я иду побеждать. У тебя не всегда получается. Когда я начинал, все было связано с мясом. Было насколько вкусным было твое мясо. Сегодняшнее барбекю — все о соусе.Я ненавижу это. Сейчас существует так много соусов для соревнований, что это нереально. Я олдскульный. Некоторые соревнования я даже не поливаю.
DV: Какой соус вы использовали для курицы-победителя в Хьюстоне?
JG: Я использовал соус Craig’s, который представляет собой вариант соуса Head Country. Большинство поваров-конкурентов используют соус Head Country. Это одна из тех черт, которые мне не нравятся в судьях KCBS. Допустим, вы ходите и судите каждую неделю, и вам нравится вкус соуса Blues Hog.Теперь вы можете поставить меня на место, потому что я не подлила туда правильный соус. IBCA заставляет Джо уйти с улицы, чтобы он судил ваше мясо. Они даже не слышали об этих соусах. В конце концов, я просто не люблю соус.
DV: Вы бы предпочли участвовать в IBCA?
JG: Да.
DV: Похоже, что многие повара из Техаса участвуют в конкурсах KCBS. Это недавняя разработка?
JG: Да, но KCBS начинает проникать в Техас.В этом году здесь будет пять соревнований.
DV: Если вы вернетесь на десять лет назад, разве повара в Техасе просто участвовали в техасских соревнованиях?
JG: Да. Мне нравится KCBS, потому что это немного проще. В обычном конкурсе KCBS может быть двадцать пять заявок с двумя или тремя сильными нападающими. Когда вы идете на повар в Техасе, там от сорока до шестидесяти поваров, и десять из них могут надрать вам задницу.
DV: Когда вы построили эту первую яму, что побудило вас построить ее и почему вы думали, что сможете построить хорошую?
JG: Я пытался поступить в колледж в Абилин Кристиан, но они собирались заставить меня ходить на библейские науки по часу в день, поэтому я бросил и вернулся домой.Теперь мне нужно было идти на работу, поэтому я пошел работать с дядей в сварочный цех. Я всю жизнь готовлю на улице, в походе или на охоте. У дяди был большой праздник, и мы приготовили оленину. Я нашла приправу Адкинса — приправу для барбекю в западном стиле — и купила. Я попробовал немного оленины, и мой дядя взбесился. Он любил это, поэтому мы положили его на все оленины, как на двадцать задних конечностей. Люди были в восторге от этого, и вот так я стал готовить.
DV: Чем бы вы его приправили иначе?
JG: Соль, перец и чеснок, как и в любом другом доме в Америке.
DV: Но вы поразили их Адкинсом?
JG: Я использовал и использую его до сих пор. Так или иначе, я пошел работать в Stafford Metal Products. У нас была рождественская вечеринка. Я спросил их, могу ли я приготовить еду из импровизированной ямы, которую я сделал вместе с дядей. Всем понравилось. Ричард и Рэй Баттертон работали там, и им это нравилось. Они сказали: «Мальчик, ты когда-нибудь думал о том, чтобы принять участие в соревнованиях?» Это звучало весело.
DV: Когда это было?
JG: 1989.
DV: Соревнований тогда было не так уж много, а?
JG: Это было тогда, когда Ассоциация барбекю Северного Техаса и IBCA только начинали свою деятельность. Я пошел посмотреть их боксы, и это был настоящий вау-фактор. У них было нержавеющее днище и нержавеющая труба. Я вернулся и построил свой первый из мусорного контейнера в Stafford Metal Products. Мой дедушка умер, и они выкопали его старый баллон с пропаном и бросили его в ручей за его домом.Я подошел к нему, вытащил его на грузовике и вычистил. Он заржавел как сумасшедший. Мне потребовалась целая вечность, чтобы набраться смелости и взять с собой резак, несмотря на то, что он оставался без дела вечно.
Первые два бокса Джейми. Фото Джейми ГираDV: Вы боялись, что в нем еще может остаться пропан?
JG: Я подключился к Интернету, и они сказали наполнить его водой. Я врезался в него, и ничего не произошло. Оно было 30 дюймов и шесть футов в длину. Я собрал его, и теперь он выглядит как J-5.
DV: Значит, вы начали не с малого.
JG: Нет. Я с самого начала добился успеха, но построил его с очень низким бюджетом.
DV: Сделайте несколько блестящих ямок. Должны ли ямы для барбекю быть такими красивыми?
JG: Что ж, я всегда любил уличные машины и хот-роды. Я хотел так построить.
DV: Как вы правильно настроили воздушный поток?
JG: Я, наверное, перебрал 300 банок печенья.Я бы положил их на расстоянии около восьми дюймов друг от друга. Мы брали пиво и зажигали. Примерно через тридцать минут мы открывали его, смотрели на цвет и проверяли температуру. Я перемещал заслонку примерно на 1/8 дюйма с каждой партией. Это заняло около двух недель, затем в один прекрасный день все бисквиты были в пределах пяти градусов друг от друга, поэтому я сварил их прихваточным швом и на следующий день проверил. Это было точно так же, поэтому я приварил этого сука прямо здесь. Этот угол по-прежнему используется во всех ямах, которые я строю.
DV: Тогда нет необходимости в регулируемом демпфере?
JG: Все дело в воздушном потоке, как и в косточках для гриля.Они бы не стали готовить дерьмо, если бы мясо не вращалось и не двигало воздухом.
DV: Почему печенье?
JG: Я не мог себе позволить покупать мясо для этого. Печенье было белым, поэтому я мог видеть на нем цвет.
DV: У вас есть успешный бизнес, но затем вы вступаете в цепь конкуренции, и все используют ваше секретное оружие, потому что вы им его продали. Это ставит вас в невыгодное положение?
JG: No.Все сводится к вашему мясу.
DV: Сколько из них вы продаете?
JG: Мы выпускаем около тридцати в год. У меня сейчас под заказ двадцать шесть.
DV: Сколько времени нужно на их изготовление?
JG: Мы начали это здесь в понедельник утром [четыре дня назад, и он завершен]. Каждый из нас знает каждое измерение, потому что мы строим одно и то же изо дня в день. У нас нет рисунков.
DV: Вы сказали, что первая коптильня была построена из баллона с пропаном, но здесь вы прокатываете сталь и свариваете ее.Есть ли причина лучше, чем использовать старый баллон с пропаном?
JG: Мы используем материал P&O. На трубе есть настоящая мерзкая прокатная окалина, но она гладкая. Легко сваривать и шлифовать.
Jambo, окрашенный на заказDV: И он хорошо справляется с этими причудливыми покрасочными работами.
JG: О да. Не все так грубо.
DV: Сейчас в магазине три человека. Как долго ты занимался этим в одиночестве?
JG: В тот день, когда я начал свой бизнес, я привел двух человек из Джерико, где я был мастером цеха.
DV: Вы сразу же решили заняться строительством ям для барбекю, когда эта работа закончилась?
JG: Да. Я пришел домой поговорить с женой. Мне было уже за пятьдесят. Я не знала, смогу ли я вернуться, поработать на полу и снова подняться наверх. У меня был небольшой магазинчик, но не было всего этого оборудования. Я начал со сварщика и резака. Я позвонил Джонни Триггу и спросил его, не думает ли он, что я смогу продать несколько карьеров, если начну их строить.Он сказал: «Мне все время нужна эта яма».
Магазин ГираDV: Сколько еще ям вы построили к тому моменту?
JG: Может, пять ради забавных денег.
DV: Как вы пришли к названию Jambo?
JG: Это было для Джейми и Бобби, моего друга Бобби Сандерса. Я всем говорю: «Я шла в свой магазин и увидела, что у Ла Бара есть билет на занятия от 200 и старше. Приз был 500 долларов, поэтому я пошел туда потанцевать.Я говорю им: «Я надел боевые ботинки и замаскированные стринги. Я повязал на голове бандану и назвал себя Джамбо вместо Рэмбо ». Они всегда хотят знать, выиграл ли я.
DV: Честно говоря, сколько раз вы думали о том, чтобы переодеться Джамбо на Хэллоуин?
JG: Честно говоря, никогда.
DV: После открытия, как вы находили людей, которым была нужна яма?
JG: У меня есть приятель, который создал веб-сайт для Jambo.Я поставил это. Я получил несколько телефонных звонков в течение нескольких часов и продал десять ям за первую неделю. Пришлось все заказывать. Я сразу купил ножницы для резки металла. Мы работали по десять часов в день, и у меня тогда не было времени готовить.
DV: Как вы попали в ресторанный бизнес?
JG: Каждое утро я заглядывал в Craigslist, чтобы узнать, есть ли там оборудование для барбекю. Было объявление о полном ресторане. В нем говорилось: «Надо продать сегодня. 10 000 долларов.«Я пошел туда и предложил построить ему яму, но ему нужны были деньги. Я предложил 4500 долларов наличными, и он их взял. Я загрузил его и по дороге домой увидел табличку «Сдается» на ресторане чуть дальше по дороге. У меня все еще было оборудование в трейлере. Это евангельская правда. Я сказал, что ищу здание, а он сказал: «1000 долларов в месяц за пятилетнюю аренду». Я сказал: «Дело сделано». Мне потребовалось полтора месяца, чтобы его почистить.
DV: Шесть недель, чтобы открыть ресторан, — это еще неплохо.
JG: Мы открылись в июне 2013 года и были ошеломлены. Я думал, что мы могли бы продавать четыре грудинки в день, но это начало расти.
DV: Вы все время там проводили?
JG: Да. Я приходил туда в 5 утра каждый день, потому что готовил все свежее. Затем я занялся изготовлением собственной колбасы. Я должен был сделать это в свой выходной. Моя жена была на пенсии, но я каждый день накачиваю ее там, чтобы работать. Она сказала: «Мы должны продать это место.«Я осуществил свою мечту, и это было очень выгодно для меня. Люди просто умрут, если узнают, сколько я получил за это место.
DV: Как обстоят дела после вашего отъезда?
JG: Они процветают. Они ничего не упустили, за исключением того, что цены на мясо продолжают расти.
DV: Он все еще пользуется вашими растиранием, соусами и рецептами колбас?
JG: Ага. Все. Я остался на шесть недель, чтобы показать им веревки.Это меня утомило. Я похудела на семьдесят фунтов за десять месяцев, которые я работала в невежестве.
DV: Теперь у вас есть больше времени для соревнований. Когда вы снова начали относиться к этому серьезно?
JG: Действительно, сразу после того, как я продал ресторан. У меня новый дом на колесах. В этом году я хочу приготовить тридцать поваров. Я хочу увидеть, как я смогу противостоять большим мальчикам. В марте — каждые выходные.
DV: Сколько стоит только ингредиент для участия в конкурсе барбекю?
JG: Не считая топлива для моего автодома, вы смотрите на 600 долларов только на то, чтобы войти.
DV: А денежный приз?
JG: Обычно они платят тройке лучших, а третье место получает около 150 долларов. Возврат денег на барбекю не очень хорош. Попытки заработать на жизнь барбекю не удастся, если у вас нет крупных спонсоров. Мы не NASCAR.
DV: Вы также были телезвездой BBQ Pitmasters.
JG: Я был в первом сезоне, где они сопровождали нас на разных соревнованиях.Это было весело. Тогда я был в четвертом сезоне.
DV: Вы также помогли другому участнику в последнем сезоне.
JG: Мэтт Питтман. Он купил яму, и я показал ему, как ею пользоваться и как разводить огонь. Потом я помог ему разработать несколько рецептов втирания. Он оказался хорошим поваром.
DV: Я ехал сюда, зная, куда иду, но заметил, что на улице нет знака вашего магазина. Это почему?
JG: Мне он не нужен.
DV: Мы здесь, в Рендоне, но где вы выросли?
JG: Я жил в Риверсайде в Форт-Уэрте. Там, где находится бар-B-Q Сэмми на Белнапе, это Риверсайд.
DV: Это то место, где вы в детстве ели шашлык?
JG: Я ходил туда и помогал им загружать индеек, когда был ребенком, приходя из школы. Мы жили в гетто, и я проходил там по дороге домой, чувствуя запах этого дыма.
DV: Так вы начали заниматься барбекю?
JG: У моего отца тоже была большая старая яма. Это был большой чайник с большой откидывающейся крышкой.
DV: Вы все еще ходите в другие барбекю-рестораны?
JG: Я почти никогда не ем барбекю. После того, как вы обойдете это стороной, он станет даже невкусным. Я приготовлю себе ребрышки соли и перца здесь, в доме.
DV: Что отличает Jambo от других курильщиков?
JG: Утепленная топка и обдув.Он течет там плавно и ровно. Потребление древесины составляет половину от других горелок, и вы получаете действительно хорошее преимущество, когда идет дождь, потому что это не охлаждает эту топку.
DV: Вы занимаетесь этим всего восемь лет, но уже восемь лет. Строить ямы то, что вы должны были делать?
JG: Это так. Это было моим призванием в жизни. Я всегда хотел заниматься бизнесом для себя, и вот где я нахожусь сейчас. Если я хочу прыгнуть в автодом и поехать на стоянку, я могу.Я сам себе хозяин. Готовки — это способ рекламировать и развлечься. Это как и другие хобби. Это примерно столько же удовольствия, сколько вы можете получить в своей одежде.
Стоит ли покупать посуду с приклепанными ручками или с приваренными ручками? А как насчет прикручиваемых ручек?
Заклепки и сварные швы на сегодняшний день являются наиболее популярным способом крепления ручек к крышкам и посуде. Винтовые ручки и ручки-удлинители — это еще один распространенный способ прикрепления ручек к посуде. Я бы порекомендовал сварные ручки, если это не выходит за рамки вашего бюджета.Я бы не стал отказываться от сковороды только на том основании, что у нее есть заклепки, особенно если нет альтернативы, соответствующей вашему бюджету.
ВИДЫ СПОСОБОВ ПРИСОЕДИНЕНИЯ РУЧЕК К ПОСУДЕ
- Рукоятка с заклепками
Заклепки — это маленькие кусочки металла, которые вдавливаются между двумя более твердыми кусками металла. Получившаяся заклепка скрепляет два куска металла. Заклепки можно сделать практически из чего угодно, но обычно их делают из алюминия или стали.
- Сварные швы создаются при плавлении двух металлических частей вместе, иногда с присадочным материалом.
- Пайка — это когда вы берете два куска металла с высокой температурой плавления и соединяете их, нагревая между ними небольшое количество металла с более низкой температурой плавления. У припоев возникают проблемы, когда температуры достигают точек размягчения или плавления припоя, и они обычно не используются для ручек современной посуды.
- Привинчивающиеся ручки используют винт для прикрепления ручки к посуде для готовки.Обычно вы видите этот дизайн только на более дешевой посуде или на высококачественной европейской посуде (которая часто использует несколько винтов из нержавеющей стали на ручку). Некоторые думают, что винты выглядят безвкусно Винты дешевы, но эффективны, и вы можете затянуть винт самостоятельно. Если винт ржавеет из-за того, что он изготовлен из нержавеющей стали более низкого качества, вы можете заменить винт самостоятельно. Однако обычно это вызывает затруднения, так как вам нужно найти или изготовить винт правильной длины. Тем не менее, по крайней мере, это деталь, которую может заменить пользователь, в отличие от сварных швов, заклепок и припоев.
- Можно сделать ручку посуды продолжением ее корпуса, например, чугунные сковороды. Хотя полученные ручки могут быть прочными, недостатком является то, что ручка кастрюли нагревается при использовании в результате того, что она сделана из того же теплопроводящего материала, что и корпус.
ПРЕИМУЩЕСТВА СВАРНЫХ РУЧЕК VS. РУЧКИ КЛЕПАНЫ
Если вас устраивает то, что заклепки труднее чистить, то не беспокойтесь о заклепках vs.сварные швы; либо все будет хорошо.
Если вы заботитесь о простоте очистки, то у сварных ручек все же есть преимущества. Ручки сварные бывают:
Заклепка (между ручкой и боковой стенкой сковороды нет зазора; я просто нарисовал ее с зазором, чтобы лучше было видно, что происходит)1. Более гигиенично. У пищевых продуктов и бактерий нет трещин, в которых можно скапливаться.
2. Легче мыть. Заклепки представляют собой большую проблему для сковородок и сотейников, потому что они работают при более высоких температурах, которые могут прижечь грязь на головках заклепок или рядом с ними.Напротив, стандартные кастрюли обычно работают только при температуре кипения, поэтому вероятность пригорания грязи на заклепках меньше. Если вам удастся нанести грязь на заклепку, ее будет сложно полностью удалить. Обычная кухонная губка не сможет очистить достаточно близко к месту, где заклепка встречается с боковой стенкой сковороды. Вы можете добраться до этого места с зубной щеткой и при необходимости с помощью Barkeepers Friend.
Это не проблема для тех, кто пользуется посудомоечными машинами. Но будьте осторожны, держитесь подальше от агрессивных моющих средств для посудомоечных машин.Если вам вообще необходимо пользоваться посудомоечной машиной, используйте мягкие, такие как седьмое поколение. Также имейте в виду, что моющие средства стирают металлы с высокой реакционной способностью, такие как неанодированный алюминий и медь. (Нержавеющая сталь гораздо лучше переносит моющие средства для посудомоечных машин.) Поэтому не кладите в посудомоечную машину посуду с чистым алюминием или медью. Если это просто декоративная полоса, а все остальное из нержавеющей стали, например, All-Clad Copper Core, вам, возможно, удастся избежать неприятностей, но медь будет выглядеть грязной.
3.Не разрушает антипригарные покрытия. Можно использовать заклепки с внутренней поверхностью, такие как Anolon Nouvelle Copper, но большинство посуды с антипригарным покрытием, в которой используются заклепки, имеют неровные заклепки, которые нарушают гладкость сковороды. Дешевые сковороды не покрывают эти заклепки антипригарным покрытием, поэтому вы получите сковородку, которая в основном не пригорает, но с двумя липкими пятнами: заклепками. И если вы затем попытаетесь очистить заклепки во время чистки обычной губкой, вы в конечном итоге можете повредить антипригарное покрытие рядом с заклепками.Для посуды с антипригарным покрытием используйте не царапающуюся губку.
НЕДОСТАТКИ СВАРНЫХ РУЧЕК VS. РУЧКИ КЛЕПАНЫ
Сварные ручки имеют недостатки:
1. Отказ ручки может быть внезапным и серьезным. Заклепки со временем расшатываются, поэтому вы получите предупреждение, прежде чем заклепки сломаются. С другой стороны, сварные швы кажутся хорошими вплоть до того момента, когда они ломаются — возможно, когда куча горячего супа вывалится кому-нибудь на колени.Чтобы уменьшить ваши шансы возникновения этой проблемы, избегайте сварной посуды, производитель которой не заявляет о какой-либо конкретной марке нержавеющей стали. Если они не хвастаются 18/8 или 304 или лучше, это, вероятно, потому, что они используют более низкие сорта нержавеющей стали, которые менее дороги, но также менее устойчивы к коррозии. И если таким образом они удешевляют продукт, они могут также использовать дешевые сварные швы.
Кроме того, чем больше количество сварных швов, тем лучше, поскольку сварные швы взаимно усиливают друг друга и обеспечивают дублирование в случае выхода из строя одного или нескольких сварных швов.У некоторых сверхмощных горшков есть шесть или более сварных швов на ручку.
2. К алюминиевой и медной посуде трудно приварить ручки. Алюминиевые и медные кухонные сосуды почти всегда склепываются, а не свариваются, поскольку они имеют более низкие температуры размягчения и плавления, чем нержавеющая сталь. Однако можно использовать винты для крепления ручек.
ДОЛГОВЕЧНОСТЬ СВАРНОЙ РУЧКИ
Судя по небольшому количеству сварных ручек в посуде американского производства, американцы, похоже, считают, что заклепки более долговечны, чем сварные швы, но это а) не обязательно верно и б) не обязательно имеет значение.В зависимости от качества сварки и качества заклепок один из них может быть прочнее другого, но реальный вопрос заключается в том, достаточно ли они прочны для кухонной посуды. Мы говорим о посуде, а не о самолетах и линкорах! Не имеет значения, можно ли сделать заклепки прочнее, чем сварные швы, если даже сварочной работы более чем достаточно для ее выполнения, а сварные швы определенно могут ее выполнить. Многие профессиональные сосуды для кухонной посуды в ресторанах не имеют заклепок, и они работают в гораздо более суровых условиях, чем посуда на жилых кухнях.Кроме того, Демейер выпустил видео, в котором их 180-фунтовый исследователь буквально прыгает вверх и вниз на сваренных ручках, чтобы продемонстрировать прочность их сварных швов:
Если вам нужны дополнительные доказательства того, что сварные швы подходят для ручек посуды, даже производители кухонной посуды не заявляют, что сварные ручки хуже, чем приклепанные, хотя и указывают на проблемы с открытыми заклепками (выделено мной жирным шрифтом ):
Современная коммерческая кухонная посуда, такая как кастрюли и сковороды, обычно имеет полностью металлическую конструкцию, в которой приемная часть кухонной посуды «сделана из алюминия, и к ней присоединена цельная стальная ручка.Ручка соединена с приемной частью посредством множества заклепок, которые проходят через отверстия в боковой стенке приемной части, а затем через отверстия в установочном конце ручки. Заклепки имеют закругленные головки, выступающие за внутреннюю поверхность боковой стенки приемника, а свободные концы заклепаны или иным образом расширены «за периметры отверстий в установочном конце ручки, чтобы жестко соединить ручку с гнездом.
Хотя описанная выше техника крепления ручки обеспечивает очень жесткое соединение между ручкой и гнездом, выступающие головки заклепок внутри гнезда прерывают его гладкую поверхность, так что пища имеет тенденцию собираться на них и вокруг них.Такой собранный корм иногда трудно удалить, что создает санитарную проблему , если не проявлять особую осторожность при очистке поддона .
Внутренние поверхности многих емкостей для приготовления пищи имеют антипригарное покрытие, такое как ТЕФЛОН. В традиционной методике нанесения этого антипригарного материала приемная часть сосуда вращается во время нанесения покрытия. Из-за трудностей вращения кастрюли или сковороды с уже прикрепленной ручкой внутренняя поверхность кухонного сосуда покрывается до прикрепления ручки.Таким образом, головки заклепок не покрываются антипригарным материалом, и приставшую к нему пищу очень трудно удалить. Чтобы удалить эти продукты, обычно необходимо очистить их абразивным материалом, например, металлической мочалкой. Однако антипригарное покрытие не выдерживает такого истирания и быстро стирается вблизи головок заклепок. Затем пища имеет тенденцию прилипать не только к головкам заклепок, но также и к внутренней поверхности самого сосуда вблизи головок заклепок.Очевидно, это снижает эффективность и срок службы посуды для приготовления пищи.
— Патент Линкольна (Фоллрат) US 4413767
Поскольку ручка должна выдерживать вес посуды и ее содержимого, который может быть значительным, если он наполнен жидкостью, связь между ручкой и посудой должна быть прочной и долговечной. Хотя можно приварить ручку к внешней стороне сосуда для посуды, крепление с помощью нескольких заклепок является предпочтительным методом сборки, поскольку этот процесс может быть в высокой степени автоматизирован и обеспечивает однородный и эстетичный внешний вид каждого производимого продукта.[Примечание редактора: обратите внимание на то, что Мейер не высмеивал сварные швы как недостаточно прочные для посуды. Вместо этого кажется, что они хотели бы использовать заклепки, потому что их проще изготовить.] Хотя в некоторых случаях можно избежать заклепок, приварив ручку точечной сварки к боковой стенке посуды для готовки, желательно использовать многокомпонентную ручку, чтобы закройте место точечной сварки на внешней стороне противня. Таким образом, часто для легкой тонкой алюминиевой посуды отдельная ручка прикрепляется одним или несколькими винтами к фланцу, который точечно приваривается к внешней стороне стенки емкости для приготовления пищи.На ручке часто будет купол, который простирается на весь диапазон спортивной сварки, таким образом скрывая следы сварки. Такие завинчивающиеся ручки имеют менее прочный вид, и существует вероятность того, что винты открутятся при неправильном обращении и недостаточном внимании к обслуживанию.
Хотя ручки, соединенные заклепками, идеально подходят для тяжелой посуды, отчасти потому, что они производят впечатление долговечности [Примечание редактора: не фактическая долговечность?] для потребителя, у них действительно есть ряд недостатков.Основным недостатком заклепок является то, что головки заклепок выступают внутрь посуды для приготовления пищи. Хотя многие потребители привыкли к такому внешнему виду, проходящая внутрь часть заклепки может быть более сложной в чистке, например, когда внутренняя часть посуды имеет фторполимерное антипригарное покрытие, а заклепки — нет. Кроме того, мусор может накапливаться и обугливаться на границе между заклепкой и внутренней поверхностью емкости для приготовления пищи, что требует особого ухода и более частого внимания со стороны потребителя или профессионального повара при очистке.
–Meyer Corporation, заявка на патент США US 2011/0217146 A1
Примером того, что заклепки имеют мало общего с долговечностью и больше связаны с маркетингом, является трехслойная открытая кастрюля из нержавеющей стали на 1 кварту из нержавеющей стали, которая едва достаточно велика, чтобы вместить большой апельсин. Ручка, прикрепленная с помощью сварных швов или двух маленьких заклепок, подойдет, но у этой кастрюли емкостью 1 литр есть три большие заклепки. Это излишество, которое имеет мало общего с долговечностью и гораздо больше связано с маркетингом.
Качество сварки различается, поэтому, как правило, я бы не стал использовать самую дешевую сварную посуду. Вы можете сказать, что это дешево, если в нем не указан конкретный сорт нержавеющей стали, такой как нержавеющая сталь SAE 304 (также известная как 18/8), потому что это означает, что это, вероятно, более низкий сорт нержавеющей стали. И если они сэкономили на никеле в своей нержавеющей стали, они могли также сэкономить на качестве сварки рукоятки. Старайтесь покупать только посуду из нержавеющей стали со сварными ручками, если рекламируется нержавеющая сталь 18/8 или 18/10 (или 304 или 316).
ДОЛГОВЕЧНОСТЬ ЗАКЛЕПАННОЙ РУЧКИ
Любая приличная посуда из нержавеющей стали должна иметь приличные заклепки. Они понятны и просты в изготовлении. Так что не беспокойтесь о том, что заклепки выйдут из строя на кухне в жилом доме. Вы не увидите этого, если кто-то действительно не испортил клепку на заводе.
Тем не менее, заклепки не являются неразрушаемыми, так что они могут выдержать лишь определенное количество злоупотреблений, прежде чем ослабить их. Заклепки, сделанные из более слабых материалов, таких как алюминий, не будут подвержены износу, так же как и более прочные заклепки из нержавеющей стали.Каждый раз, когда вы вешаете горшок или наполняете его тяжелой водой и перемещаете его за ручки, это вызывает некоторый стресс. Каждый раз, когда немного еды или воды попадает в щель между заклепкой и посудой, это способствует дальнейшей эрозии этой трещины. Со временем либо отверстие расширяется (если заклепка тверже боковой стенки), либо материал заклепки разрушается и становится меньше диаметра отверстия (если заклепка такая же твердая или менее жесткая, чем боковина). В любом случае вы получите незакрепленную заклепку, которая может собирать грязь и протекать.Но, как было сказано ранее, вам не следует беспокоиться о том, чтобы сломать заклепки на жилой кухне, потому что вы не будете постоянно использовать и злоупотреблять кухонной посудой, как вы могли бы видеть на большой коммерческой кухне.
Наконец, если бы мне пришлось выбирать большие отверстия или эродированные заклепки, я бы предпочел проблему с размытыми заклепками, потому что, по крайней мере, у вас все еще есть маленькие дырочки, и вы можете нанять кого-нибудь, чтобы повторно заклепать посуду. Если заклепка тверже посуды и имеет отверстие в сосуде, это означает, что отверстия больше и необходимы заклепки большего размера.Однако повторная клепка в любом случае обходится дорого, поэтому вы будете делать это только для особо дорогих предметов, без которых вы не можете жить, например, для старинной меди.
Weld Health решает не закрывать рестораны в нарушение государственных ограничений COVID-19, оставляя их открытыми для приема пищи и, возможно, для дальнейшего распространения вируса
Департамент здравоохранения и окружающей среды округа Уэлд, похоже, не принимает никаких мер против открытия ресторанов для пообедать в преддверии постановления губернатора об общественном здравоохранении, и эксперты в области здравоохранения опасаются, что это может привести к новому всплеску случаев COVID-19.
Пара ресторанов округа Уэлд открылась, чтобы пообедать на прошлой неделе, вопреки запрету общественного здравоохранения штата в связи с продолжающейся пандемией COVID-19.
Владельцы ресторана, в том числе Келли Чаголла из мексиканского ресторана Charro, 2109 9-я улица в Грили и Аллен Бакендорф из Grubby’z, 206 Main Ave. в Пирсе, сказали, что они открылись после разговора с официальными лицами Weld.
Объединенный информационный центр округа, который обрабатывал запросы средств массовой информации округа во время пандемии, дважды не отвечал, разговаривали ли официальные лица Уэлда с владельцами Charro.В Объединенном информационном центре также не удалось ответить, принимает ли Департамент здравоохранения Уэлда какие-либо меры против владельцев ресторанов, открывающихся для ужина раньше, чем предписано государственным здравоохранением.
«Департамент здравоохранения не закрыл рестораны, и мы не открываем их из-за COVID-19. Мы возобновляем санитарные проверки наших ресторанов. Мы закроем рестораны, не прошедшие проверки здоровья или безопасности », — говорится в полном ответе Объединенного информационного центра.
Председатель комиссии округа Уэлд Майк Фриман сказал, что ему ничего не известно о том, чтобы официальные лица Weld разговаривали с владельцами Charro.Фриман также сказал, что не верит, что Департамент здравоохранения Уэлда предпримет какие-либо действия против владельцев ресторанов, которые открывают свои двери раньше времени.
«Я думаю, что это государственный заказ, государство может его обеспечить», — сказал он.
ПозжеФриман заявил, что распоряжения общественного здравоохранения не подлежат исполнению. Но закон Колорадо обеспечивает механизм для обеспечения соблюдения постановлений общественного здравоохранения, как ранее сообщил Tribune прокурор округа Уэлд Брюс Баркер.
В понедельник представители здравоохранения штата приостановили действие лицензии на ресторан C&C Coffee and Kitchen в Касл-Рок, который открылся для ужинов в воскресенье и привлек внимание всего штата.Согласно заявлению Tribune, сделанному во вторник во второй половине дня, министерство здравоохранения и окружающей среды штата Колорадо не получало официальных жалоб о нарушениях в округе Уэлд.
Фриман сказал, что понятия не имеет, было ли приостановление действия лицензии законным, добавив, что он ожидает, что судебный процесс решит этот вопрос.
«Округа обычно принимают принудительные меры», — говорится в заявлении департамента здравоохранения штата. «Обычно государство вмешивается, когда округ не предпринимает никаких действий по приостановке / закрытию объекта-нарушителя — или когда имеют место умышленные, вопиющие нарушения.”
Чаголла сказал, что они открыли The Charro после того, как услышали от официальных лиц округа Уэлд, что ничто не остановит их от открытия, сообщает KDVR-TV. Владельцы Charro отказались говорить с Tribune.
Сотрудники здравоохранения округазакрывали Charro три раза в ноябре и декабре — последний раз 9 декабря — из-за заражения тараканами. В последнем отчете, который был открыт 10 декабря, никаких нарушений не сообщалось.
Бакендорф сказал, что в Grubby’z принимают множество мер предосторожности, в том числе развешивают плакаты о предотвращении распространения вируса, разносят столы и ограничивают приправы одноразовыми пакетами.Хотя они по-прежнему могли предлагать услуги выноса и доставки, Бакендорф сказал, что ему, возможно, пришлось бы навсегда закрыть двери ресторана, если бы ужин в ресторане оставался закрытым. В апреле Бакендорф открыл второе заведение Grubby’z в Пайн-Блафс, Вайоминг.
Buckendorf сказал, что они следуют инструкциям округа по более безопасной работе, и приняли решение открыться после разговора с Фриманом. Фриман сказал, что не сказал Бакендорфу открывать или не открывать, и что округ не закроет никаких предприятий из-за COVID-19.
Freeman защитил правила округа по более безопасной работе, поскольку они не сильно отличаются от правил штата по обеспечению безопасности дома. Но в соответствии с государственными директивами рестораны по-прежнему не могут открываться для посещения на месте. В правилах округа не упоминаются рестораны или какие-либо конкретные виды бизнеса.
Фриман сказал, что д-р Марк Уоллес, исполнительный директор Департамента здравоохранения и окружающей среды округа Уэлд, подписал правила округа. The NoCo Optimist сообщает, что Уоллес не рекомендовал эту инициативу за день до того, как члены комиссии обнародовали ее.
Уоллес планирует выйти на пенсию в конце месяца. Он сказал, что хотел бы проводить больше времени со своей семьей, говорится в выпуске новостей округа.
Менее чем через неделю после того, как было объявлено об инициативе по обеспечению безопасности на рабочем месте, шесть руководителей здравоохранения северного Колорадо направили письмо, в котором призвали членов комиссии пересмотреть эти планы. Они отметили «невиданное ранее» количество пациентов, нуждающихся в искусственной вентиляции легких в местных больницах. Но члены комиссии не отступили от руководящих принципов, по-видимому, оставив по крайней мере некоторым местным предприятиям ощущение, что они могут открыться раньше государственных указаний.
Митци Моран, главный исполнительный директор Sunrise Community Health в Эвансе, заявила в электронном письме, что она обеспокоена рекомендациями по обеспечению безопасности на рабочем месте из-за отсутствия дат или того, какие шаги следует предпринять перед открытием.
План штата по обеспечению безопасности дома позволяет властям либо следовать плану, либо быть немного более гибким при соблюдении определенных критериев, в том числе 14-дневное снижение количества случаев, сказал Моран.
Этого не было, когда комиссары опубликовали инструкции 23 апреля.Моран сказала, что, по ее мнению, 14-дневного спада в округе Уэлд еще не произошло.
«Я, как и все, так устал от этих ограничений. И беспокоился о моих друзьях-владельцах малого бизнеса, — сказал Моран. «Я хочу пообедать с мамой на ее кухне. Я хочу обнять своих молодых взрослых детей. Я хочу сесть за стол напротив моих друзей за хорошей едой в местном ресторане.
«Однако… я доверяю нашим экспертам в области общественного здравоохранения. Слишком быстрое открытие без поэтапного подхода к ослаблению ограничений приведет к всплеску вируса », — сказал Моран.
Мэрилин Шок, президент больницы Грили UCHealth, заявила во вторник утром на панельной дискуссии, организованной Торговой палатой района Грили, что они принимают меньше пациентов с COVID-19 в больнице. Марго Карстен, президент Западного региона Banner Health и генеральный директор Медицинского центра Северного Колорадо, сказала, что то же самое относится и к NCMC.
Но пандемия не обошлась без черных точек. Карстен сказала, что пик заболеваемости пришелся на 10-12 апреля.
«За всю свою карьеру я никогда не видел столько аппаратов ИВЛ в одном аппарате, — сказал Шок.«Нам приходилось вдвое увеличивать количество пациентов в палатах».
В округе Уэлд постоянно наблюдается самый высокий уровень заболеваемости среди округов Колорадо с населением 100 000 и более человек. Велд также занимает третье место в штате по количеству смертей, связанных с вирусами. Проведя более 10 500 тестов, Weld занимает девятое место по скорости тестирования в штате.
Несмотря на хорошие новости во вторник утром, Шок и Карстен предупредили, что при повторном открытии всем следует «не торопиться». Карстен сказал, что крупным работодателям следует полагаться на системы здравоохранения, которые проверяли сотрудников на наличие вируса с самого начала пандемии, чтобы получить рекомендации по безопасному открытию.По их словам, пытаясь вернуть экономику в движение, важно помнить о безопасности.
«Это кризис здравоохранения, который привел к экономическому кризису», — сказал Шок. «И мы должны сделать так, чтобы здравоохранение оставалось на первом месте».
Доктор Энтони Фаучи, ведущий национальный эксперт по инфекционным заболеваниям, написал в своем заявлении для The New York Times, что несоблюдение федеральных руководящих принципов, включая необходимость 14-дневного снижения заболеваемости, чревато опасностью множественных вспышек в течение всего года. страна.
«Это не только приведет к ненужным страданиям и смерти, но и фактически отбросит нас к нашему стремлению вернуться к нормальной жизни», — писал Фаучи.
Моран сказал, что Sunrise работает с двумя планами: один, который медленно расширяет услуги до нормального уровня, следуя рекомендациям экспертов в области общественного здравоохранения, и второй, который реагирует на ожидаемый рост вируса.
«Я вижу множество людей в Грили, и я опасаюсь, что распространение вируса подвергнет опасности рабочих, семьи и всех нас.Я боюсь подавляющего большинства систем здравоохранения », — сказал Моран. «Я молюсь, чтобы эксперты ошибались. Я молюсь, чтобы я ошибался. Но что, если это не так? »
— Ассошиэйтед Пресс внесло свой вклад в этот отчет.
— Тревор Рид освещает вопросы общественной безопасности для Greeley Tribune. Свяжитесь с Тревором по телефону (970) 392-4492, [email protected] или в Twitter, @ treid71 .