Сварка разнородных металлов (стали с алюминием, медью, цветных металлов) — Остальные вопросы
Сварка разнородных цветных металлов
Сварка алюминия и его сплавов с медью
Кроме значительного различия физико-химических свойств алюминия и меди, сварка этих металлов затруднена образованием хрупкой интерметаллидной фазы. Обычно сварку выполняют вольфрамовым электродом в аргоне и по слою флюса. Для улучшения процесса сварки на медь после ее очистки необходимо наносить слой покрытия, который активирует поверхность более тугоплавкого металла, улучшает смачиваемость поверхности меди алюминием. Наилучшим является цинковое покрытие толщиной 50-60 мкм, наносимое гальваническим методом. Технология сварки алюминия с медью такая же, как и алюминия со сталью, т. е. дугу смещают на более теплопроводный металл, в данном случае на медь, на 0,5-0,6 толщины свариваемого металла.
Прочность соединения равна прочности технического алюминия (8-10 кгс/мм2), удельное электросопротивление шва несколько выше (0,037 Ом-мм2/м), чем у алюминия (0,0313 Ом-мм2/м).
На границе соединения со стороны меди образуется прослойка интерметаллидов (GuAl2) толщиной 3-10 мкм, со стороны алюминия полоска твердого раствора меди в алюминии такого же размера. Микротвердость прослойки интерметаллидов, примыкающих к меди, достигает 450-550 кгс/мм2. Наличие этой зоны обусловливает относительно низкую прочность соединения. Если толщина интерметаллидной прослойки меньше 1 мкм, она не влияет на прочность соединения.
Прочность соединения, так же как и в сталеалюминиевых соединениях, повышается при легировании металла шва кремнием (4-5%) и цинком (6-8%), так как эти элементы подавляют рост интерметаллидной прослойки.
Для обеспечения стабильной прочности сварных соединений по свариваемой кромке меди необходим скос под углом 45-60 град. При сварке меди Ml с аллюминием марки А5 по слою стандартного флюса, применяемого для сварки алюминия (АН-А1) при толщине металла до 20 мм, используют проволоку марки АД1 диаметром 2,5 мм. При сварке электрод необходимо смещать от скоса на 5-7 мм в сторону меди. При сварке по слою флюса прочность сварного соединения равна 7-8 кгс/мм2, электропроводность сохраняется на уровне электропроводности алюминия.
При сварке меди Ml с аллюминием марки А5 по слою стандартного флюса, применяемого для сварки алюминия (АН-А1) при толщине металла до 20 мм, используют проволоку марки АД1 диаметром 2,5 мм. При сварке электрод необходимо смещать от скоса на 5-7 мм в сторону меди. При сварке по слою флюса прочность сварного соединения равна 7-8 кгс/мм2, электропроводность сохраняется на уровне электропроводности алюминия.
Сварка алюминиевого сплава с титаном ОТ4
Обычно применяют аргонодуговую сварку вольфрамовым электродом, перед которой кромки титана очищают от а-слоя и загрязнений и алитируют в чистом алюминии при температуре алюминия 800- 830 град. С в течение 1-3 мин. В этом случае период образования соединения между алюминием и титаном меньше, чем период ретардации, и хрупкие интерметаллиды по линии соединения не успевают образоваться.
Кромки предварительно разделывают(V — образная разделка) До сварки на алитированные кромки наплавляют слой чистого алюминия (5-8 мм) с использованием проволоки марки AB00 диаметром 5-8 мм.
Соединение сваривают обычным методом, как алюминиевый сплав. Предел прочности сварного соединения сплавов ОТ4 + АМг6 зависит от слоя алюминия и составляет 11-27 кгс/мм2, угол изгиба 17-30 град.
Сварка титана с медью и ее сплавами
Сварка затруднена большим различием свойств и образованием хрупких интерметаллидов. Наиболее успешна сварка плавлением при использовании промежуточных вставок из специально выплавленных сплавов титана, легированного молибденом, ниобием или титаном, которые понижают температуру превращения al;P и обеспечивают получение однородного титанового сплава со стабильной структурой, не очень отличающейся от структуры меди. Можно использовать комбинированные вставки из сплавов Ti + 30% Nb и сплавов ВТ15.
Эти сплавы при сварке с медью МЗ обеспечивают предел прочности соединения 22-22,5 кгс/мм2 и угол изгиба 140-180 град., а при сварке с бронзой 26-28 кгс/мм2 и угол изгиба 100-160Q. В прослойке по линии соединения твердость достигает 470- 480 кгс/мм2 при твердости бронзы БрХ 0,8 120 кгс/мм2.
Сварка ниобия, тантала и молибдена со сталью и сплавами цветных металлов
Принципиальная возможность сварки ниобия, тантала и молибдена со сталями и цветными сплавами частично показана выше, так как эти металлы используют в качестве промежуточных вставок при сварке титана со сталью, алюминием и медью.
Сварка биметаллов
В настоящее время известно применение биметаллических заготовок из углеродистой и коррозионно-стойкой стали с алюминиевыми сплавами, из стали и медно-никелевого сплава МНЖ 5-1, из стали 12Х18Н9Т и титанового сплава ОТ4, ОТ4-1 для сварки разнородных металлов.
В биметаллическом прокате из углеродистой и низколегированной стали и алюминиевых сплавов АМг3 и АМг6 соотношение толщин в пакете 1 : 1 и 1,5 : 1. Алюминиевый сплав соединяется со сталью при прокате по подслою из чистого алюминия. Предел прочности биметалла на срез 7-9 кгс/мм2 и на отрыв 10-15 кгс/мм2.
Прочность сварного соединения в большой степени зависит от прочности сцепления слоев биметалла и, следовательно, от площади биметаллической вставки. Однако неконструктивность узлов соединения и отсутствие средств контроля качества сцепления слоев биметалла часто приводят к тому, что соединения этого типа не обладают вакуумной плотностью.
Для предотвращения появления хрупких интерметаллидов внутри биметалла при нагреве в процессе сварки необходимо строго выдержать режим сварки. Для биметалла толщиной 10- 12 мм рекомендуется следующий режим: со стороны алюминиевого сплава аргонодуговая сварка вольфрамовым электродом на режиме I = 140 −160 А; Uд = 14 — 18 В; v св = 6 −7м/ч; со стороны стали сварка в СО2 на режиме I= 100 — 130 A, Uд = 18 — 20 В, v св = 17- 20 м/ч.
Наиболее вероятно образование хрупких интерметаллидов в биметалле СтЗсп, 12Х18Н9Т и сплава АМг6 при нагреве линии соединения выше температуры 450 град. С. При нагреве до температуры 550 град. С и выше биметалл расслаивается. Рекомендуется сварку начинать со стороны алюминия и после охлаждения всего узла — со стороны стали.
Сварка латуни, меди, бронзы, сварка цветных металлов
Сварка цветных металлов
Сварка меди имеет свои отличия, так как ее теплопроводность в шесть раз выше, чем у железа и других металлов. Медь становится хрупкой при температуре 500–600°C, а при 700-800°C ее прочность снижается настолько, что даже при легких ударах появляются трещины.
Температура плавления меди составляет 1083°С. На показатель свариваемости меди влияет наличие в ней тех или иных примесей – мышьяка, сурьмы, свинца, висмута и т.д. Наилучшая свариваемость – у чистой электролитической меди.
Выделяющиеся при охлаждении металла пузырьки углекислого газа и водяных паров в меди не растворяются. Поэтому за счет создания большого внутреннего давления в меди и образуются мелкие трещинки. Это явление принято называть водородной болезнью меди.
Поэтому за счет создания большого внутреннего давления в меди и образуются мелкие трещинки. Это явление принято называть водородной болезнью меди.
Сварка меди, особенности
Наносимые на присадочные прутки и разделку шва флюсы используют с целью улучшения процесса сварки и предохранения металла от окисления. По составу флюсы делятся следующим образом:
- 68% прокаленной буры, по 15% кислого фосфорнокислого натрия и кремниевой кислоты, 2% древесного угля.
- 0% прокаленной буры, по 15% кислого фосфорнокислого натрия и кремниевой кислоты, 20% древесного угля.
- Прокаленная бура, в которую добавлено 4-6% металлического магния.
При толщине листа не больше 4 мм можно производить сварку без присадочного металла. Если же толщина превышает 4 мм, необходим скос кромок под углом 35-45°. Для предупреждения протекания жидкого горячего металла шва необходимо обеспечить минимальный зазор сборки под сварку, который может достигать 0,5 мм. По концам шва необходимо сделать формовку.
В процессе сварки меди следует применять керамические, асбестовые или графитовые подкладки.
Как готовить флюс
Основой флюса служит бура, увеличивающая газовую проникаемость сварного шва. Для прокалки буры требуется проделать несколько манипуляций:
- Наполнить тигель из фарфора или шамота бурой до 1/3 и поместить его в нагретую до 400-500°C печь. Бура прокалится только после того, как выпучится и осядет на дно тигля.
- Из полученной массы необходимо сделать порошок и переложить его в герметичную посуду.
Процесс сварки меди
После сбора соединения для сварки требуется зачистить кромки от ржавчины, окалины и различных загрязнений, при этом ширина должна быть равна 30 мм от центра разделки. В присадочной проволоке из меди должно содержаться до 0,2% фосфорной массы. Диаметр проволоки зависит от толщины листа свариваемого металла и может находиться в пределах 50-75%.
Затем подготавливается прокаленная бура. На источнике питания устанавливается режим 4 или 5, напряжение на горелке должно составлять 160-180В. Сварку меди осуществляют на подъем без перерывов за один проход. Угол наклона горелки к изделию должен составлять 40-50°, присадочной проволоки – 30-40°. Расстояние от свариваемой поверхности до сопла не должно превышать 4-8 мм.
Флюс вводится непосредственно в место сварки с помощью ложки или совка. Концом присадочной проволоки необходимо периодически добавлять флюс либо заранее нанести его в виде пасты. Остатки флюса удаляются путем промывания 2% раствором серной или азотной кислоты.
Чтобы улучшить механические свойства изделия, следует проковать металл шва, когда он остынет. Если толщина листа металла превышает 4 мм, его следует проковывать в нагретом состоянии (температура до 500-600°C). Если требуется получить изделие с большей степенью вязкости металла шва и зоны возле него изделие нужно нагреть до 500-600°C и сразу же охладить в воде.
Сварка латуни
Латунь – это сплав меди и цинка. Процесс сварки происходит так же, как в случае с медью. Однако при сварке латуни могут возникнуть некоторые затруднения – например, цинк закипает и начинает интенсивно испаряться, образуя при этом ядовитые оксиды.
При сварке латуни используют присадочные латунные прутки марки ЛМц58-2 (можно брать прутки из латуни марки ЛК с содержанием кремния). Флюсом служит прокаленная бура.
Ход проведения работ
Сначала необходимо зачистить свариваемые кромки до появления металлического блеска. Для удаления оксидов используется 10% водный раствор азотной кислоты, после чего металл промывают горячей водой и насухо вытирают.
Угол наклона газовой горелки должен составлять 70-80°, присадочного прутка – 80° по отношению к соплу горелки. Латунь сваривают быстро, в один проход и без перерывов, иначе может начаться интенсивное окисление. Расстояние от свариваемого изделия до сопла горелки должно составлять 7-10 мм.
После окончания сварки шов необходимо проковать. При содержании меди более 60%, проковка осуществляется в охлажденном состоянии. Если содержание меди составляет менее 60%, проковка происходит при температуре 600-650°C, после чего изделие охлаждают.
При содержании меди более 60%, проковка осуществляется в охлажденном состоянии. Если содержание меди составляет менее 60%, проковка происходит при температуре 600-650°C, после чего изделие охлаждают.
В процессе сварки рекомендуется использовать латунную кремнистую проволоку ЛК-62-05 (ЛО-60-1). Для расчета ее диаметра применяется формула: 0=(S-M) mm, где S обозначает толщину свариваемого шва.
Сварка бронзы
У сварки бронзы также есть свои отличительные черты. Бронза представляет собой сплав меди с оловом, свинцом, цинком, марганцем, алюминием и кремнием. За счет различных примесей, выгорающих при сварке, после ее окончания на поверхности металла появляется пористый шов.
Подготовка свариваемых кромок происходит так же, как при сварке меди. Сварку следует осуществлять довольно быстро, без перерывов и за один проход.
Сварка бронзы бывает следующих видов:
- Сварка с доминирующим оловянным составом производится с применением присадочных прутков БрОЦ4-3 и БрОФ6.
 5-0,15. В качестве флюса берется прокаленная бура.
5-0,15. В качестве флюса берется прокаленная бура. - Сварка с доминирующим алюминиевым составом производится с применением присадочных прутков БрАЖМцЮ-3-1,5. В состав флюса входит по 20% хлористого натрия и хлористого бария, 12-16% фтористого натрия, остальная часть – хлористый калий.
- Сварка с доминирующим свинцовым составом производится с применением присадочных прутков из особого сплава: 21% свинца, 1,5% цинка, 8% олова, остальная часть – медь.
 5-0,15. В качестве флюса берется прокаленная бура.
5-0,15. В качестве флюса берется прокаленная бура.Когда осуществляется сварка специальных бронз, следует использовать прутки, состав которых близок к свариваемым деталям.
Технология сварки — Сварка алюминия, нержавеющей стали, меди, латуни в Истре
При нажатии на фото в каталоге оно не увеличивается, а открывается на новой странице.
СВАРКА — ПРОЦЕСС
Что такое сварка и как она подразделяется? Надо начать с того, что понимать под словом сварка. Сварка — это процесс получения неразъёмного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого. Для производства сварки используются различные источники энергии: электрическая дуга, газовое пламя, лазерное излучение, электронный луч, трение, ультразвук. Развитие технологий позволяет в настоящее время осуществлять сварку не только на промышленных предприятиях, но и на открытом воздухе, под водой и даже в космосе.
Для производства сварки используются различные источники энергии: электрическая дуга, газовое пламя, лазерное излучение, электронный луч, трение, ультразвук. Развитие технологий позволяет в настоящее время осуществлять сварку не только на промышленных предприятиях, но и на открытом воздухе, под водой и даже в космосе.
Теперь когда стало ясно что означает слово «сварка», перейдем к ее классификации.
Во-первых подразделяют три основных класса сварки:
* Термический класс: виды сварки, осуществляемые плавлением с использованием тепловой энергии.
* Термомеханический класс: виды сварки, осуществляемые с использованием тепловой энергии и давления.
* Механический класс: виды сварки, осуществляемые с использованием механической энергии и давления.
Расскажем о видах сварки принадлежащим трем выше указанным классам, по порядку.
|
1. |
|
 Газопламенная сварка
Газопламенная сварка
Сварочный инвертор FoxWeld TIG 203 AC/DC Pulse
Один из используемых нами сварочных источников TIG 203 AC/DC Pulse, также используются УДГУ-251, 301, 501.
Вы можете скачать паспорт и руководство по эксплуатации Foxweld TIG AC-DC 163 203, 303
, в формате PDF
Вы можете скачать руководство по эксплуатации и приложения к паспорту УДГУ -251 в архиве RAR
Сварка в среде аргона.
Сварка в среде аргона, относится к:
термическому классу, электродуговая сварка, сварка неплавищимся электродом.
В англоязычной литературе известно как en:gas tungsten arc welding (GTA welding, TGAW) или tungsten inert gas welding (TIG welding, TIGW), в немецкоязычной литературе — de:wolfram-inertgasschwei?en (WIG).
В качестве электрода используется стержень, изготовленный из графита или вольфрама, температура плавления которых выше температуры, до которой они нагреваются при сварке. Сварка чаще всего проводится в среде защитного газа (аргон, гелий, азот и их смеси) для защиты шва и электрода от влияния атмосферы, а также для устойчивого горения дуги. Сварку можно проводить как без, так и с присадочным материалом. Для сварки сталей, углеродистых сталей используется постоянный ток, а для сварки аллюминия и некоторых других цветных металлов необходим переменный источник тока. Сварка / пайка алюминия в домашних условиях, без применения специальных средств — не возможна.
PS: И только тогда, когда есть теория и многолетний опыт работы в сварочном производстве, качество изделий стримиться вверх.
Как отремонтировать треснувший корпус стартера из алюминия?
Автор статьи: Климаков Алексей
При использовании всей или части данной статьи ссылка на неё обязательна!
Cварка алюминия, нержавейки, латуни аргонодуговым методом
Компания «RAD-REM» предлагает услуги сварки металлов в среде защитного газа. Предоставляемый профессиональный сервис позволяет удовлетворить любые требования заказчиков при изготовлении металлоконструкций либо восстановлении узлов технологичных агрегатов.
Предоставляемый профессиональный сервис позволяет удовлетворить любые требования заказчиков при изготовлении металлоконструкций либо восстановлении узлов технологичных агрегатов.
Технологические особенности аргонодуговой сварки
Применение такой специфической техники сварки даёт возможность аккуратно восстанавливать сложные детали и оригинальные (цветные металлы, нержавеющая сталь, латунные сплавы) узлы оборудования. Для такой сварки применяется защитный газовый поток из аргона. Инертный газ необходим для процессов аргонодуговой сварки в эффективной защите металлов от воздействий окружающей среды (кислорода).
Аргон эффективен как источник разогрева и поддержания электрической дуги. Разновидности аргонодуговых процессов характеризуются спецификой выбора вида (режима) сварки.
Расшифровка классификационной аббревиатуры аргонодуговой сварки, следующая:
• Ручными процессами с использованием неплавящихся электродов – РАД;
• Автоматическими процессами с неплавящимися электродами – ААД;
• Автоматическими режимами с плавящимися электродами – ААДП;
• Сварочными процессами вольфрамом в среде инертных газов – TIG;
• Этапами работ дугой с использованием вольфрамовых прутков и потока защитного газа – GTAW.
Правильный выбор типа сварки определяется конструктивными типами и характеристиками применяемых установок.
Сварка алюминия
Для создания прочных неразъемных алюминиевых соединений применяется технология защитной сварки аргоном. Специалисты компании «RAD-REM» грамотно учитывает характеристики материалов и точно подбирает требуемые режимы. Способность металла быстро вступать в кислородную реакцию создает тугоплавкую оксидную пленку.
Температура плавления алюминия – 650-700°C. Для расплавления оксидного покрытия требуется нагрев токопроводящей плазмы ≥2000°C. Компоненты оксидной пленки при некачественном проплаве растворяются в расплаве металла и ухудшают структурный состав соединения.
Аргоновое соединение нержавейки
Трудности сварки нержавеющих изделий связываются со свойствами материала с легирующими компонентами. В конкретных марках нержавейки присутствует около 20% хромовых добавок. А такие виды сталей, как титановые, никелевые либо молибденовые добавки характеризуются улучшенными физико-механическими показателями и антикоррозионными свойствами.
Отличающаяся от низкоуглеродистых продуктов нержавейка, характеризуется вдвое пониженным уровнем теплопроводности. Это отрицательно влияет на качественные показатели сварки. В точках стыковки деталей с пониженной теплопроводностью создается область повышенной температуры. Недостаточный тепловой отвод приводит к прожогам металлических поверхностей.
Особенности латунной сварки
Среди популярных методик сваривания латуни, использование аргона нашло оптимальное применение. Сварка латуни с аргоном рекомендуется при создании прочных швов деталей с толщиной менее 5 мм. Источником технологического тепла в данном случае выступает высокотемпературная электрическая дуга в зоне электрода и соединяемых поверхностей изделий. Специалистами отмечается улучшенная эффективность процесса и получение цельных швов более высокого качества.
Токопроводящий зажим горелки надежно удерживает специальный пруток (фосфорно-медный). В зону сварки через специальное керамическое сопло поступает защитный газ. Качественно сформированный шов получается благодаря использованию присадочных материалов. Состав специальных добавок должен соответствовать характеристикам стыкуемых материалов.
Качественно сформированный шов получается благодаря использованию присадочных материалов. Состав специальных добавок должен соответствовать характеристикам стыкуемых материалов.
Закажите сварочные этапы работ в компании «RAD-REM» и получите чистые сварные швы, соответствующие мировым стандартам качества. Предприятие эффективно решает проблемы технологичной обработки металлов при помощи аргонодуговой сварки.
Дуговая сварка в Санкт-Петербурге – цена на услуги дуговой сварки в компании «Артекс»
Типы выполняемых работ
Дуговую сварку классифицируют по нескольким критериям:
| Уровень автоматизации |
|
| Тип и полярность тока |
|
| Способ защиты от воздуха |
|
Защита предотвращает попадание кислорода в сварочную ванну и окисление металла, приводящее к образованию трещин и каверн. Она также предохраняет рабочую зону от расплавленных брызг. Тип защиты выбирается в зависимости от цели и условий работ.
Она также предохраняет рабочую зону от расплавленных брызг. Тип защиты выбирается в зависимости от цели и условий работ.
Сварочная дуга может быть:
- закрытой — находится внутри металла, флюса или шлака;
- открытой — используется при ручной дуговой сварке, видна полностью, но наблюдать ее можно только через защитные светофильтры;
- полузакрытой — видна только часть, расположенная над металлом.
Специфика процесса
Принцип работы сварки этого типа основан на движении тока от инвертора к электроду, имеющему металлический стержень и покрытому для защиты толстым слоем стекла, флюса или силиката. Между свариваемыми частями и электродом создается замкнутый контур. Проходя по нему, ток образует дугу высокой температуры. Электрод оплавляется, в результате чего получается сварочная ванна. Защитный слой сгорает и выбрасывая газовое облако, вытесняющее кислород. Металл плавящегося стержня или присадочной проволоки смешивается с основным, а всплывающий на поверхность шлак создает защитную пленку. После остывания изделия на месте обработки образуется прочный шов.
После остывания изделия на месте обработки образуется прочный шов.
Для дуговой сварки используют электроды с легко ионизируемыми элементами: кальцием, калием, натрием. Они повышают устойчивость электрической дуги.
Сварка латуни,сварка латуни аргоном,газовая сварка латуни и пайка латуни-мы проводим все виды сварочных работ!
Виды сварки (пайки) латуни
Латунь относится к числу металлов, которые плохо поддаются сварке. Но сваривать латунные изделия иногда требуется. В частности – для ремонта деталей в системе авто, производственного оборудования и т.д.
Трудности в процессе сварки латуни возникают потому, что она легко изменяет свои физические свойства под влиянием нагрева и охлаждения. Но есть ряд способов, используя которые можно добиться высокого качества соединения:
- Сварка латуни аргоном. Перед сваркой выполняется разделка кромок деталей. Для работы используется TIG-аппарат. Между электродом и поверхностями латунных деталей образуется электрическая дуга, аргон используют в качестве флюса. Этот способ можно применять как для сварки
латунных деталей, так и для соединения латуни и стали. Единственная особенность – сварочная дуга должна быть больше смещена в сторону латуни.
- Точечная сварка латуни – еще один способ надежного соединения латунных деталей. Для него характерно выполнение сварки короткими импульсами. При этом сварочный ток должен иметь большие значения.
- Контактная сварка латуни – способ, при котором соединение образуется посредством прохождения через свариваемые элементы электротока. На соединяемые участки при этом прилагается определенное сжимающее усилие.
 Для работы используется TIG-аппарат. Между электродом и поверхностями латунных деталей образуется электрическая дуга, аргон используют в качестве флюса. Этот способ можно применять как для сварки
латунных деталей, так и для соединения латуни и стали. Единственная особенность – сварочная дуга должна быть больше смещена в сторону латуни.
Для работы используется TIG-аппарат. Между электродом и поверхностями латунных деталей образуется электрическая дуга, аргон используют в качестве флюса. Этот способ можно применять как для сварки
латунных деталей, так и для соединения латуни и стали. Единственная особенность – сварочная дуга должна быть больше смещена в сторону латуни.«Служба Сварки» предлагает услуги по пайке и сварке латуни, бронзы и меди аргоном по низким ценам
Специалисты «Службы Сварки» берутся выполнить работы различной сложности, в том числе произвести сварку бронзы, меди, стали, нержавейки с латунью. Они отлично знают все особенности этих металлов и владеют всеми способами сварки, используя при работе современное сварочное
оборудование и качественные расходные материалы. Благодаря этому удается достигать максимальной прочности сварочного шва, сохраняя при этом все свойства и размеры соединяемых деталей.
Они отлично знают все особенности этих металлов и владеют всеми способами сварки, используя при работе современное сварочное
оборудование и качественные расходные материалы. Благодаря этому удается достигать максимальной прочности сварочного шва, сохраняя при этом все свойства и размеры соединяемых деталей.
Можно выделить несколько основных причин, по которым обращаться за услугой сварки латуни и других металлов аргоном стоит именно в нашу службу:
- Точечная и любая другая сварка латуни, а также прочие сварочные работы в нашей службе стоят недорого. Вы заранее сможете ознакомиться с нашими ценами (утверждены в виде прайса), если посетите наш сайт
- Все сварочные работы с латунными и другими деталями выполняются оперативно. Высокий профессионализм мастеров, а также следование современным технологиям сварки позволяют максимально снижать трудоемкость работ.
- Широкие возможности сварки. Мы готовы выполнить для вас работы различной сложности, заварить латунные детали (а также детали из других металлов) различного размера, конфигурации и назначения.
- Высокое качество выполняемых сварочных работ.
 Мы готовы выполнить для вас работы различной сложности, заварить латунные детали (а также детали из других металлов) различного размера, конфигурации и назначения.
Мы готовы выполнить для вас работы различной сложности, заварить латунные детали (а также детали из других металлов) различного размера, конфигурации и назначения.Сварка алюминия меди нержавейки латуни аргоном 34-38-99 24ч
Круглосуточный телефон по сварочным работам 8 (4932) 34-38-99
Наша организация более 10 лет занимается производством сварочных работ любой сложности. Все работы выполняются на профессиональном цифровом немецком оборудовании марки REHM. Мы используем только качественные сварочные материалы немецких и японских производителей. При выполнении работ в среде аргона используется газ максимальной степени чистоты. Это позволяет нам качественно сваривать материалы, работать с которыми не берутся другие организации. Мы предоставляем услуги выездной аргонной сварки и полуавтоматической сварки в среде аргона.
Перечень выполняемых нами сварочных работ представлен ниже.
Аргонная сварка от 300 руб
Одним из наиболее востребованных в настоящее время видов сварки является сварка аргоном. Применяя инертный газ аргон можно сваривать различные цветные металлы, такие как сталь, медь, алюминий, нержавейку, чугун. Также при помощи аргона можно сваривать некоторые виды ценных металлов, например серебро и золото, а также их сплавы. Высокое качество сварки обеспечивается отсутствием шлаков, т.к. при сварке аргоном не используются флюсы, а изолятором от окисляющего воздействия кислорода служит инертный газ аргон.
Пайка и ремонт радиаторов от 300 руб
Мы выполняем ремонт пайку и восстановление любых радиаторов: алюминиевых, медных, чугунных, металлических и биметаллических. После выполнения работ мы производим опрессовку радиаторов. Если у вас течет радиатор автомобиля то мы сможем снять его с машины, опрессовать для выяснения места протечки, устранить ее и затем снова установить радиатор на автомобиль. Также мы выполняем пайку и ремонт трубок и элементов кондиционеров из алюминия с их последующей опрессовкой.
Сварка алюминия от 300 руб
Сварка аргоном алюминия в первую очередь требует высокой квалификации сварщика, качественных расходных материалов и применяемого оборудования. В качестве присадки при аргонной сварке алюминия используется проволока из алюминия или его сплавов. Сварка выполняется постоянным током обратной полярности. Мы свариваем любые детали из алюминия и его сплавов. Восстанавливаем автомобильные диски, детали двигателей мотоциклов. Свариваем сложные конструкции из алюминия.
Сварка нержавейки от 300 руб
Сварка нержавеющей стали в среде аргона применяется, когда необходимо высокое качество шва с минимально возможным количеством примесей, а также когда свариваемый материал является очень тонким. При этом степень легирования проволоки применяемой в качестве присадки должна быть выше чем у свариваемого материала. Мы выполняем сварку нержавеющих труб и соединений, восстанавливаем детали и элементы конструкций из нержавейки, свариваем емкости и баки. Выполняем ремонт нержавеющих радиаторов. Возможна выездная сварка.
Выполняем ремонт нержавеющих радиаторов. Возможна выездная сварка.
Сварка чугуна от 500 руб
При сварке чугуна используются специальные электроды. Сварка чугуна может быть горячей и холодной. Холодная сварка используется когда детали могут свободно расширяться во всех направлениях и при этом не будет возникать внутреннего напряжения при охлаждении и нагреве. При этом используется ацетилен-кислородная горелка. При горячей сварке чугуна свариваемые поверхности предварительно нагреваются, а затем постепенно охлаждаются. Мы выполняем сварку и восстановление любых деталей из чугуна: ремонт чугунных блоков цилиндров, сварку выпускных коллекторов, ремонт чугунных радиаторов и т.п.
Наша новая услуга Вскрытие замков
Сварка медных сплавов — латуни и бронзы
Основным легирующим элементом латуни является цинк (Zn). Есть три семьи; латунь с содержанием цинка менее 20%, сплавы с высоким содержанием цинка с содержанием цинка 30-45% и никель-серебро, содержащие 20-45% цинка и 20% никеля. Эти сплавы доступны в виде кованых или литых изделий, сплавы с низким содержанием цинка обычно используются для изготовления ювелирных изделий и монет, сплавы с высоким содержанием цинка — в приложениях, где требуется повышенная механическая прочность, например, в сантехнических изделиях, корпусах насосов и тонкостенных резервуарах низкого давления.Нейзильбер, как следует из названия, является менее дорогой альтернативой серебру (Ag) и используется для изготовления ювелирных изделий, монет и столовых приборов. Исторически следует отметить, что панели Rolls Royce Silver Ghost 1907 года изготовлены из мельхиора, отсюда и название.
Эти сплавы доступны в виде кованых или литых изделий, сплавы с низким содержанием цинка обычно используются для изготовления ювелирных изделий и монет, сплавы с высоким содержанием цинка — в приложениях, где требуется повышенная механическая прочность, например, в сантехнических изделиях, корпусах насосов и тонкостенных резервуарах низкого давления.Нейзильбер, как следует из названия, является менее дорогой альтернативой серебру (Ag) и используется для изготовления ювелирных изделий, монет и столовых приборов. Исторически следует отметить, что панели Rolls Royce Silver Ghost 1907 года изготовлены из мельхиора, отсюда и название.
За исключением латуни, содержащей свинец (Pb), все латуни поддаются сварке, причем сплавы с низким содержанием цинка являются самыми легкими. Основная проблема при сварке сплавов — пористость металла шва, вызванная выкипанием цинка при плавлении. Цинк плавится при 420 ° C и кипит при 910 ° C, поэтому пайка с использованием кислородно-ацетиленовой горелки и медно-серебряного наполнителя является возможной альтернативой сварке, поскольку она способна обеспечить соединения с соответствующими механическими свойствами и без проблем с пористостью. Кипячение цинка также может привести к образованию большого количества оксида цинка в сварочном дыме, что может быть проблемой для здоровья и безопасности. Латунь можно сваривать методом MMA, MIG или TIG. Доступны присадочные металлы, хотя они обычно основаны на сплавах медь-кремний или медь-олово из-за проблем с переносом цинка через сварочную дугу. Типичным присадочным металлом для сварки MIG / TIG является 3% кремниевый сплав, указанный в стандарте EN ISO 24373 SCu 6560 (CuSi3Mn1). Успешные сварные швы также могут быть выполнены с использованием медно-оловянных сплавов, таких как Cu-7% Sn и Cu-12% Sn.Их можно получить как с проволокой MIG / TIG, так и с электродом MMA.
Кипячение цинка также может привести к образованию большого количества оксида цинка в сварочном дыме, что может быть проблемой для здоровья и безопасности. Латунь можно сваривать методом MMA, MIG или TIG. Доступны присадочные металлы, хотя они обычно основаны на сплавах медь-кремний или медь-олово из-за проблем с переносом цинка через сварочную дугу. Типичным присадочным металлом для сварки MIG / TIG является 3% кремниевый сплав, указанный в стандарте EN ISO 24373 SCu 6560 (CuSi3Mn1). Успешные сварные швы также могут быть выполнены с использованием медно-оловянных сплавов, таких как Cu-7% Sn и Cu-12% Sn.Их можно получить как с проволокой MIG / TIG, так и с электродом MMA.
Присадочный металл Cu-Si легко течет, и подготовка под сварку под углом 60 ° должна дать приемлемые результаты. Металл сварного шва Cu-Sn более медленный, поэтому рекомендуется угол наклона не менее 70 °. В качестве защитного газа для сварки тонких деталей методом MIG или TIG используется аргон высокой чистоты. В более толстых секциях, толщиной более 5 мм, добавление гелия значительно поможет в обеспечении достаточного тепла для полного плавления, как и использование импульсного сварочного тока.Латунь, как и медь, имеет высокий коэффициент теплопроводности. Сварка TIG обычно ограничивается толщиной шва около 10 мм, причем MIG является предпочтительным процессом для более толстых секций. Предварительный нагрев до температуры от 100 до 300 ° C, в зависимости от толщины сечения, может быть полезным для снижения потерь цинка, особенно в сплавах с высоким содержанием цинка, за счет использования более низкого сварочного тока, что приводит к меньшему плавлению основного металла.
В более толстых секциях, толщиной более 5 мм, добавление гелия значительно поможет в обеспечении достаточного тепла для полного плавления, как и использование импульсного сварочного тока.Латунь, как и медь, имеет высокий коэффициент теплопроводности. Сварка TIG обычно ограничивается толщиной шва около 10 мм, причем MIG является предпочтительным процессом для более толстых секций. Предварительный нагрев до температуры от 100 до 300 ° C, в зависимости от толщины сечения, может быть полезным для снижения потерь цинка, особенно в сплавах с высоким содержанием цинка, за счет использования более низкого сварочного тока, что приводит к меньшему плавлению основного металла.
Существует потенциальная проблема коррозии под напряжением, известной как сезонное растрескивание, в умеренно агрессивных средах, таких как аммиак или морская вода, из-за остаточных напряжений от сварки.В значительной степени с этим можно справиться путем отжига свариваемого изделия при температуре 260–300 ° C.
Следующая группа сплавов — бронзы. Они могут быть легированы оловом, обычно называемым фосфорной бронзой, кремнием или алюминием. Многие из этих сплавов, например, латуни, легированы свинцом для улучшения обрабатываемости. Эти свинцовые сплавы обычно считаются несвариваемыми, и в случае необходимости следует обратиться за консультацией к специалисту.
Они могут быть легированы оловом, обычно называемым фосфорной бронзой, кремнием или алюминием. Многие из этих сплавов, например, латуни, легированы свинцом для улучшения обрабатываемости. Эти свинцовые сплавы обычно считаются несвариваемыми, и в случае необходимости следует обратиться за консультацией к специалисту.
Сплавы из фосфористой бронзы содержат от 1 до 12% олова с небольшим количеством (0.01-0,1%) фосфора (P), когда он используется исключительно как раскислитель. Истинная люминофорная бронза содержит не менее 0,1% фосфора и до 1,0% фосфора в некоторых литых люминофорных бронзах.
Сплавы устойчивы к коррозии и обладают отличными характеристиками износа, поэтому используются для изготовления клапанов, подшипников и деталей машин. С точки зрения свариваемости основная проблема заключается в том, что сплавы чувствительны к горячему растрескиванию, а сплавы с более низким содержанием фосфора также склонны к образованию оксидных пленок в сварочной ванне.Поэтому следует избегать высоких тепловложений при сварке, большого предварительного нагрева и медленной скорости охлаждения. Сварка MIG и TIG является предпочтительным процессом сварки аргоном или гелий-аргоновой смесью. MIG больше подходит, чем TIG, для сварки соединений более тяжелых сечений, а позиционная сварка лучше всего достигается с помощью импульсного тока. Присадочные металлы, соответствующие составу основного металла, например. EN ISO 24373 CuSn6P, доступны. Хотя расходные материалы для сварки MMA доступны, этот процесс не получил широкого распространения.Как правило, необходима сварка стрингером, а тяжелые секции требуют предварительного нагрева и температуры между проходами около 200 ° C.
Сварка MIG и TIG является предпочтительным процессом сварки аргоном или гелий-аргоновой смесью. MIG больше подходит, чем TIG, для сварки соединений более тяжелых сечений, а позиционная сварка лучше всего достигается с помощью импульсного тока. Присадочные металлы, соответствующие составу основного металла, например. EN ISO 24373 CuSn6P, доступны. Хотя расходные материалы для сварки MMA доступны, этот процесс не получил широкого распространения.Как правило, необходима сварка стрингером, а тяжелые секции требуют предварительного нагрева и температуры между проходами около 200 ° C.
Кремниевая бронза, вероятно, легче всего сваривается. Они содержат от 1,0 до 4,0% кремния с небольшими количествами, в целом менее 1,5%, цинка, марганца и / или железа. Они обладают хорошей прочностью и отличными антикоррозийными свойствами и часто используются для труб теплообменников, судового оборудования и в химических установках.
В отличие от многих других медных сплавов теплопроводность относительно низкая, что позволяет использовать высокие скорости сварки и отказаться от предварительного нагрева для более толстых швов. Однако одной нежелательной характеристикой является то, что кремний имеет тенденцию образовывать оксидную пленку на поверхности сварочной ванны, что требует интенсивной очистки проволочной щеткой отдельных проходов во время многопроходной сварки. Также наблюдается небольшая склонность к жаростойкости при повышенных температурах. Рекомендуется снять напряжение или отжечь компоненты перед сваркой и быстро охладить в диапазоне температур 1000-850 ° C.
Однако одной нежелательной характеристикой является то, что кремний имеет тенденцию образовывать оксидную пленку на поверхности сварочной ванны, что требует интенсивной очистки проволочной щеткой отдельных проходов во время многопроходной сварки. Также наблюдается небольшая склонность к жаростойкости при повышенных температурах. Рекомендуется снять напряжение или отжечь компоненты перед сваркой и быстро охладить в диапазоне температур 1000-850 ° C.
Как и в случае с другими видами бронзы, сварка MIG или TIG является предпочтительным процессом с использованием чистого аргона в качестве защитного газа и расходных материалов, соответствующих составу основного металла, например, EN ISO 24373 CuSi3Mn1. Низкая теплопроводность означает, что смеси гелия не нужны, и процесс TIG можно использовать для сварки компонентов толщиной до 25 мм при сварочном токе 300 ампер. Однако следует отметить, что размер сварочной ванны должен быть ограничен, чтобы обеспечить высокую скорость охлаждения.
Последний сплав в этой серии — алюминий-бронза. Это семейство сплавов имеет состав от 3 до 15% алюминия с добавками железа, марганца и никеля. Сплавы с содержанием алюминия менее 8% являются однофазными; те, которые содержат более 9% Al, являются двухфазными и могут подвергаться закалке с образованием мартенситной микроструктуры. Все сплавы обладают превосходной коррозионной стойкостью, особенно в морской среде, и используются для корпусов насосов, клапанов, подшипников и гребных винтов судов.
Характеристики, придающие сплаву коррозионную стойкость, — это прочная, цепкая пленка оксида алюминия, которая образуется на поверхности. Это вызывает проблемы захвата оксидной пленки и отсутствия плавления во время сварки и должно быть устранено. Перед сваркой необходимо очистить поверхность щеткой и зачистить проволочной щеткой. Что касается сварочных процессов, предпочтительны IG и TIG. С MIG нет проблем с диспергированием оксидной пленки, разрывом постоянного + ve и диспергированием пленки. Сварка TIG постоянным током не обеспечивает этого очищающего действия, поэтому необходимо использовать AC-TIG.Инверторные источники питания для сварки TIG с прямоугольной волной обеспечат наилучший контроль. Рекомендуемым защитным газом является аргон, хотя смесь гелия и аргона может быть полезной при сварке соединений очень толстых секций с помощью процесса MIG. Сварка MMA возможна, хотя флюсы, необходимые для удаления оксидной пленки, очень агрессивны и могут вызвать проблемы с коррозией, если их не удалить полностью до ввода изделия в эксплуатацию.
Сварка TIG постоянным током не обеспечивает этого очищающего действия, поэтому необходимо использовать AC-TIG.Инверторные источники питания для сварки TIG с прямоугольной волной обеспечат наилучший контроль. Рекомендуемым защитным газом является аргон, хотя смесь гелия и аргона может быть полезной при сварке соединений очень толстых секций с помощью процесса MIG. Сварка MMA возможна, хотя флюсы, необходимые для удаления оксидной пленки, очень агрессивны и могут вызвать проблемы с коррозией, если их не удалить полностью до ввода изделия в эксплуатацию.
Алюминиевая бронза с содержанием алюминия менее 8% склонна к горячему растрескиванию при температуре около 700 ° C, поэтому необходимо максимально снизить остаточные напряжения за счет обеспечения точной подгонки и минимальных зазоров между корнями.Следует использовать процедуры с низким тепловложением и ограничивать температуру промежуточного прохода до 150 ° C. Эти сплавы не требуют предварительного нагрева. Присадочный металл с содержанием алюминия от 8 до 10%, такой как EN ISO 24373 CuAl10Fe1 или AWS A5. 7 CuAl-A2, является лучшим выбором, поскольку этот состав относительно устойчив к горячему растрескиванию.
7 CuAl-A2, является лучшим выбором, поскольку этот состав относительно устойчив к горячему растрескиванию.
Двухфазные сплавы , т. Е. с содержанием алюминия более примерно 9%, имеют очень высокий предел прочности на разрыв, хотя очень высоколегированные сплавы страдают от значительной потери пластичности.Однако все сплавы легко свариваются и относительно нечувствительны к горячему растрескиванию. Поэтому контроль подводимого тепла менее важен, хотя рекомендуется максимальная температура промежуточного прохода 250 ° C, а при сварке MIG соединений толстых секций можно использовать предварительный нагрев до 150 ° C. AWS A5.7 ER CuAl-A2 (EN ISO 24373 CuAl10Fe1) или, для более высокой прочности, ER CuAl-A3 (EN ISO 24373 CuAl11Fe3) являются легкодоступными присадочными металлами MIG / TIG.
Термическая обработка шва после сварки требуется редко, но может быть полезной, если свариваемое изделие должно подвергаться очень агрессивным условиям.В этом случае операция по снятию напряжения при 300-350 ° C может быть полезной, хотя точные значения температуры и времени будут зависеть от конкретного состава сплава, толщины и т. д. . Дуплексные сплавы с высоким содержанием алюминия могут быть закалены от 950 ° C и отпущены при 650 ° C для восстановления полной коррозионной стойкости, но это редко делается из-за стоимости и проблем с деформацией.
д. . Дуплексные сплавы с высоким содержанием алюминия могут быть закалены от 950 ° C и отпущены при 650 ° C для восстановления полной коррозионной стойкости, но это редко делается из-за стоимости и проблем с деформацией.
Эту статью написал Джин Мазерс .
Полное руководство — Welding Mastermind
Какое у тебя любимое хобби? Сварка — это уникальное увлекательное хобби, в котором любят участвовать многие люди во всем мире.С его помощью вы можете делать удивительные вещи и создавать отличные проекты после того, как освоите это техническое ремесло. Независимо от того, создаете ли вы небольшой творческий проект для себя или делаете бизнес на том, что вы производите, для вашего пути в сварке есть бесконечные возможности. Сварка предлагает вам множество методов для выполнения работы, в том числе сварку TIG (вольфрамовый инертный газ).
Если вы новичок, вы можете спросить, как мне начать сварку TIG латунных материалов? Чтобы начать сварку латунных металлов методом TIG, вам необходимо изучить основы сварки, узнать о свойствах плавления металла, собрать материалы, присоединиться к классу или сообществу сварщиков, а затем попрактиковаться в точности.
Если вы хотите заняться сваркой латуни методом TIG, продолжайте читать эту статью. В этом полном руководстве по сварке латуни TIG вы познакомитесь со многими основами сварки TIG, а также с тем, что нужно для сварки латунных материалов. Прежде чем вы это узнаете, вы станете мастером сварки TIG!
Что такое сварка TIG?
В мире сварки у вас есть масса возможностей выполнить свою работу. Сварщики используют более шестидесяти методов соединения и сплавления металлов.Каждый процесс определяется типом тепла, давления и оборудования, которое вы используете для выполнения работы. Некоторые из них легче освоить, чем другие, а некоторые требуют немного больше усилий и мастерства.
TIG означает инертный газ вольфрам. Этот процесс также известен как дуговая сварка вольфрамовым электродом в газе (GTAW). В методе сварки TIG для подачи тока к сварочной дуге используется неплавящийся вольфрамовый электрод.
Сварка TIG — это популярный метод, который многие считают самым приятным при сварке. Это потому, что он дает вам больше контроля и точности, чем многие другие. Это может пригодиться, когда вы свариваете проект необычной или круглой формы.
Это потому, что он дает вам больше контроля и точности, чем многие другие. Это может пригодиться, когда вы свариваете проект необычной или круглой формы.
Одним из недостатков сварки TIG является то, что требуемые материалы часто бывают более дорогими, чем материалы, необходимые для других процессов. Здесь также есть более крутая кривая обучения. Однако у этого процесса есть и большие преимущества.
Например, при сварке TIG вы можете включить сварные швы как часть своей конструкции.У вас также есть возможность сваривать более экзотические материалы. Это дает много преимуществ при обработке листового металла, поскольку сварные швы небольшие и относительно мягкие. Это упрощает работу с молотком и тележкой.
Сварка TIG
Сварщик создает дугу между основным металлом и вольфрамовым электродом, который не плавится. Расплавленная сварочная ванна образуется в точке, где дуга касается основного металла. Во время работы вы будете вручную медленно вводить тонкую проволоку из присадочного металла в сварочную ванну, где она расплавится.
Во время этого процесса инертный защитный газ защищает вольфрамовый электрод и сварочную ванну от загрязнения кислородом. Сварщик получит готовый продукт из бесшлакового сварного шва, который имеет такую же коррозионную стойкость, что и основной материал.
Вольфрам и сварочная ванна охлаждаются и защищаются инертным газом, обычно аргоном. Это похоже на кислородно-ацетиленовую сварку, так как в обоих процессах вы используете присадочный материал для наращивания и усиления сварного шва.
СваркаTIG чаще всего используется для сварки тонких профилей нержавеющей стали и других цветных металлов, таких как алюминий, магний и медные сплавы. Однако опытные сварщики могут использовать этот метод для других материалов, таких как латунь, с большой точностью, практикой и навыками. Это просто требует от вас понимания материала, с которым вы работаете, и правильных настроек резака и устройства для сварки TIG.
Изучение истории сварки TIG
Чтобы понять, что такое сварка TIG, давайте начнем с ее скромного начала.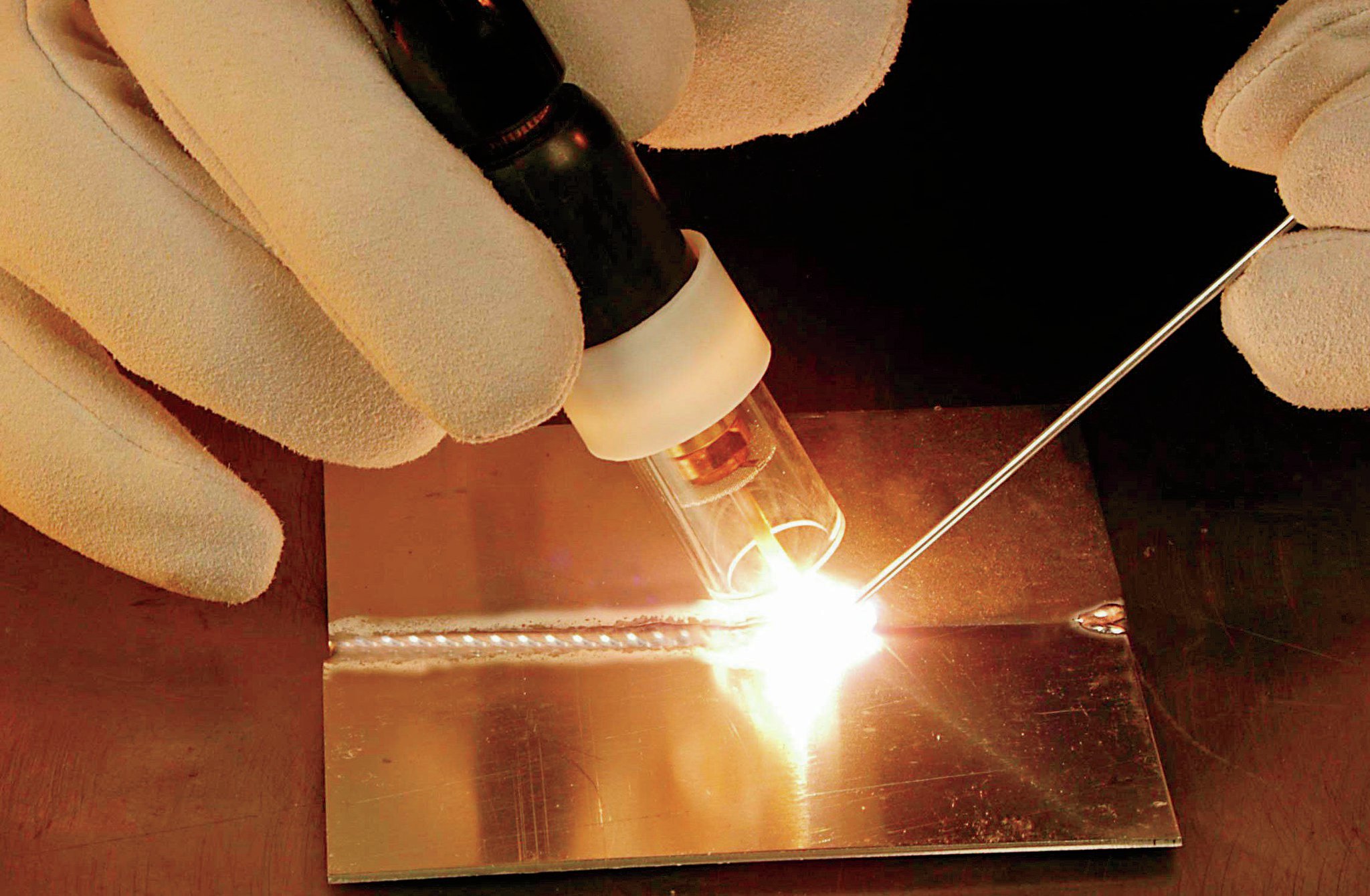 История сварки TIG началась еще в 1800 году. Именно тогда дуговая сварка была впервые разработана после открытия короткоимпульсной электрической дуги и непрерывной электрической дуги.
История сварки TIG началась еще в 1800 году. Именно тогда дуговая сварка была впервые разработана после открытия короткоимпульсной электрической дуги и непрерывной электрической дуги.
Вскоре после этого C.L. Гробу пришла в голову идея сваривать в атмосфере инертного газа в 1890 году. К сожалению, сварка цветных металлов все еще оставалась сложной для сварщиков. Это связано с тем, что они быстро реагируют с воздухом, что приводит к образованию пористых сварных швов.
Для решения этой проблемы в 30-х годах прошлого века начали использовать баллонные инертные газы.С тех пор продолжались технологические достижения и другие разработки. Благодаря таким усовершенствованиям сварка стала еще проще и плавнее.
Начало работы: основные сведения о частях аппарата TIG
Перед тем, как приступить к созданию своего первого проекта сварки TIG, вы должны убедиться, что ваше рабочее место оборудовано подходящими материалами. Вот некоторые вещи, которые вам понадобятся, когда вы приступите к сварке TIG:
- Вольфрамовый электрод: неплавящийся материал, используемый для обработки сварного шва; они могут иметь либо чистую, либо шлифованную поверхность.
- Сварочный аппарат: ваш источник питания; этот источник питания обеспечивает сварку постоянным током мощности; может быть постоянного или переменного тока.
- Горелка: предназначена для автоматического или ручного управления для подачи тепла к вашей работе; они включают в себя множество различных деталей, которые можно разобрать.
- Рабочий кабель: , также известный как заземляющий кабель с зажимом
- Сварочный кабель: имеет электрическую горелку TIG на конце
- Подача защитного газа: эти газы защищайте место сварки от атмосферных газов, которые могут вызвать дефекты сварки; сварщики часто используют 100% аргон или смесь аргона и другого газа.
- Вольфрамовый стержень: расположен в электроде; его можно заточить до острия или шара.
- Медная цанга: удерживает вольфрам и регулирует длину вольфрама, выступающего из стакана
- Керамический стакан: при необходимости можно заменить
- Средства личной безопасности: Всегда носите маску, кожаные перчатки и обувь, защитные очки и т. Д.

 Д.
Д.Как работает процесс сварки TIG: обзор
Все сварочные процессы включают в себя нагрев металлов для контролируемого соединения металлов. TIG делает это с помощью сильно сфокусированной электрической дуги, которая защищена от атмосферы инертным газом. Вы можете постоянно вносить изменения в свой проект, что делает процесс TIG точным и приятным.
TIG отличается от других методов электросварки тем, что позволяет плавно и быстро плавно и быстро плавно запускать плавный пуск и останавливать нагрев. Это помогает предотвратить нагрев металла от ударов. Другие сварочные процессы могут вызвать термический шок, который приведет к хрупкости сварных швов. А мы этого не хотим!
Высококачественные аппараты TIG позволяют быстро изменять температуру с помощью ножной педали, ручки или ползункового пульта дистанционного управления на самой горелке, доступ к которому осуществляется кончиком пальца. Выберите материалы и терморегулятор в зависимости от положения, в котором вы хотите работать. Выберите материалы, которые позволяют вам чувствовать себя наиболее комфортно во время работы.
Выберите материалы, которые позволяют вам чувствовать себя наиболее комфортно во время работы.
При сварке TIG одной рукой вы держите горелку, а другой подаете присадочный стержень. Вы можете использовать сварочный кожух с автоматическим затемнением, чтобы начать сварку более точно.
Чтобы начать сварку TIG, выполните следующие действия:
- Установите рабочее место с металлической столешницей или металлической пластиной, прочно прикрепленной к столу.
- Соберите все необходимое, включая несколько чистых металлических отходов.
- Возьмите табурет и поместите педаль в пределах досягаемости, когда вы сидите.
- Носите защитное снаряжение, например рубашку с длинными рукавами, сварочный шлем, кожаные перчатки и кожаную обувь.
- Настройте сварочный аппарат на правильные настройки для используемого материала.
- Выберите подходящий сварочный стержень, затем убедитесь, что газовый баллон включен.
- Убедитесь, что острие вольфрама соответствует металлу, который вы свариваете. Он должен выступать из чашки примерно на одну восьмую дюйма.
- Держите фонарь подальше от тела, затем нажмите и отпустите педаль.Вы должны услышать поток газа.
- Теперь вы готовы приступить к сварке TIG!
 Он должен выступать из чашки примерно на одну восьмую дюйма.
Он должен выступать из чашки примерно на одну восьмую дюйма.Изучение процесса сварки TIG с латунью
Готовы научиться сваривать латунь TIG? Латунь — это название довольно распространенного металла, который описывает широкий спектр медных сплавов, содержащих добавки цинка. Вы обнаружите, что латунь находит множество применений как в коммерческой, так и в личной промышленности. Латунь можно найти в декоративных элементах дома, в ручках и карандашах, украшениях, электрических клеммах, замках и многом другом.
Сварка TIG с латунью часто применяется для ремонта отливок и соединения листов фосфористой бронзы. Если вам интересно узнать об этом процессе, читайте дальше.
Почему так сложна сварка латуни TIG?
Сварка латуни методом TIG — сложный процесс, и многие говорят, что это невозможно. Что делает сварку TIG латуни такой сложной? Латунь — металл, который сложно сваривать, поскольку он содержит цинк. Этот металл имеет низкую температуру плавления, что влияет на то, как вы работаете с материалом и свариваете его. Когда цинк закипает, он часто прыгает на ваш электрод. Это заставит вас остановиться, измельчить вольфрам и продолжить работу. Кроме того, латунь очень теплопроводна, а это означает, что для сварки требуется много тепла.
Что делает сварку TIG латуни такой сложной? Латунь — металл, который сложно сваривать, поскольку он содержит цинк. Этот металл имеет низкую температуру плавления, что влияет на то, как вы работаете с материалом и свариваете его. Когда цинк закипает, он часто прыгает на ваш электрод. Это заставит вас остановиться, измельчить вольфрам и продолжить работу. Кроме того, латунь очень теплопроводна, а это означает, что для сварки требуется много тепла.
Эти сложные аспекты сварки TIG латуни могут отпугнуть многих начинающих и даже опытных сварщиков. Для создания идеального продукта вам необходимо изучить и понять свойства этих металлов, а также практиковаться, пока вы не изучите правильную температуру, настройки аппарата TIG и многое другое.Это сложный процесс для освоения.
Тем не менее, все латунные металлы можно паять серебром, сваривать MIG и TIG с помощью правильной практики, техники и точности.
Защитите себя от паров цинка
Когда вы используете дуговую сварку в среде защитного газа и добавляете свинец для свободной резки латуни и бронзы, это может привести к возникновению пористости и образованию дыма. Некоторые не применяют рекомендованную газовую сварку латуни, поскольку цинк имеет свойство испаряться и вызывать образование дыма и пористости.Однако при надлежащей подготовке и правильных материалах безопасности вы можете успешно использовать этот метод.
Некоторые не применяют рекомендованную газовую сварку латуни, поскольку цинк имеет свойство испаряться и вызывать образование дыма и пористости.Однако при надлежащей подготовке и правильных материалах безопасности вы можете успешно использовать этот метод.
Поскольку в латуни содержится цинк, при сварке TIG необходимо соблюдать осторожность, чтобы не вдыхать пары. Рекомендуется обеспечить соответствующую вентиляцию рабочего места. Кроме того, наденьте респиратор или воспользуйтесь вытяжкой, чтобы вывести пары цинка из зоны дыхания.
При сварке TIG используйте защитный газ, состоящий из 100% аргона или комбинацию аргон / углекислый газ.
Советы по нагреванию металла
Латунь плавится очень быстро, поэтому важно знать свойства металла, прежде чем начинать с ним работать. Начните с определения содержания цинка в конкретной латуни, с которой вы работаете. Это поможет вам определить, насколько сильное пламя вам понадобится.
Если вы используете предварительный нагрев, начните с предварительного нагрева металла до температуры не выше 350-400 градусов по Фаренгейту. Некоторые сварщики порекомендуют вам пойти еще ниже. При слишком сильном нагреве структура латуни может измениться. Также важно не забывать использовать люнет для руки с фонариком во время работы.
Некоторые сварщики порекомендуют вам пойти еще ниже. При слишком сильном нагреве структура латуни может измениться. Также важно не забывать использовать люнет для руки с фонариком во время работы.
Регулярно пульсируйте сварной шов
Старшие сварщики рекомендуют регулярно увеличивать силу тока во время процесса сварки TIG. Вы можете настроить устройство TIG на автоматический импульсный режим или выбрать ручной режим с помощью ножной педали.
Импульсный режим применяет изменение силы тока с высокого к низкому регулярно к вашим сварочным работам.Это позволяет сваривать более тонкие металлы или металлы с высокой теплопроводностью, такие как латунь, не прожигая их. Для начала попробуйте пульсировать со скоростью 30 импульсов в секунду при силе тока 200.
Используйте припой
Также рекомендуется использовать припой с латуни для сварки TIG. Эти припои плавятся при более низкой температуре, чем ваша латунь. Таким образом, работая, вы никогда не достигнете температуры плавления латуни, над которой вы работаете. Если вы действительно достигнете температуры плавления латуни, она может пузыриться и приводить к пористости, которая может быть непривлекательной для готового продукта.
Таким образом, работая, вы никогда не достигнете температуры плавления латуни, над которой вы работаете. Если вы действительно достигнете температуры плавления латуни, она может пузыриться и приводить к пористости, которая может быть непривлекательной для готового продукта.
Помните эти рекомендации при сварке латуни TIG
По мере того, как вы все больше и больше изучаете процесс сварки TIG и использования латунных материалов, вы узнаете, что лучше всего подходит для вас и вашего рабочего места. Вы обнаружите, что вам могут потребоваться материалы и настройки для вашего устройства TIG, аналогичные тем, которые вы бы использовали для сварки алюминия TIG.Обратите внимание, что вы также можете использовать стабилизированный переменный ток, постоянный ток и отрицательный электрод для этого процесса.
Вот еще несколько советов, которые могут оказаться полезными в продолжении сварочного пути:
- Заземлите вольфрамовый электрод очень острым концом.
- Держите тепло на основном металле, а не на металле сварного шва.
- Поддерживайте максимальную скорость движения. Продолжайте регулярно добавлять наполнитель, равномерно и равномерно.
- Убедитесь, что ваш металл чистый.Перед тем как приступить к работе, протрите его ацетоном или другим чистящим раствором.

Другие важные советы по сварке TIG, о которых следует помнить
СваркаTIG — это процесс, который обеспечивает большую универсальность и гибкость по сравнению с другими методами. Однако с этими преимуществами для начинающего сварщика возникает немного сложностей, требующих большей практики, чтобы убедиться, что они комфортно работают с оборудованием.
TIG может оказаться сложным процессом, если вы только начинаете, но это не обязательно! Изучив правильные методы, обеспечив себе подходящее оборудование и регулярно практикуясь, вы сможете овладеть этим захватывающим методом сварки.Прежде чем приступить к сварке TIG, примите во внимание следующие советы.
Держите оборудование под правильным углом
Если у вас когда-либо возникнут проблемы со сваркой TIG, вы можете чаще всего решить эту проблему, убедившись, что у вас есть правильный угол для удержания горелки и присадочного материала, когда вы добавляете его в расплавленную лужу. Также важно помнить, что горелка плавит основной материал, а расплавленная основа плавит присадочный стержень.
Если вы правша, держите резак в правой руке и работайте справа налево. Если вы левша, вы будете работать слева направо.
- Расположите резак на расстоянии примерно одной восьмой дюйма от рабочей поверхности.
- Затем наклоните резак примерно на 15-20 градусов от направления движения. Это позволяет вам лучше видеть лужу, а также позволяет лучше видеть ваш наполнитель.
- Затем переместите резак вдоль шва, следя за тем, чтобы он находился по центру.
- Если вам нужен присадочный материал, подайте его под как можно меньшим углом, стараясь не касаться вольфрама.
- Продвигайте резак по шву, при необходимости добавляя присадочный материал.

Не позволяйте вольфраму касаться заготовки
При сварке TIG вольфрам никогда не должен касаться детали, с которой вы работаете. Если это так, вы услышите другой звук и другой цвет. Это означает, что вольфрам может быть загрязнен. Чтобы решить эту проблему, ослабьте заднюю крышку и извлеките вольфрам.Делайте это осторожно, так как вольфрам будет горячим.
Подойдите к болгарке и очистите конец вольфрама. При необходимости измените форму конца вольфрама. Изучая процесс TIG, часто погружайте вольфрам. По мере практики вы будете более точными и устойчивыми, и эта ошибка будет происходить реже.
Подготовьте вольфрамовый электрод с правильным концом
При работе с разными поверхностями вам потребуются разные типы вольфрама. Например, когда вы работаете с алюминием, вам может понадобиться зеленый вольфрам.Сталь часто ассоциируется с красным вольфрамом. По мере вашего продвижения вы обнаружите, что ваш вольфрам лучше работает с определенными материалами. По мере практики экспериментируйте, чтобы узнать, что работает лучше всего.
По мере вашего продвижения вы обнаружите, что ваш вольфрам лучше работает с определенными материалами. По мере практики экспериментируйте, чтобы узнать, что работает лучше всего.
В зависимости от материала, который вы используете, вам потребуется правильно подготовить вольфрамовый электрод. Однако перед тем, как измельчать вольфрам, убедитесь, что вы прочитали руководство по эксплуатации, в котором приведены конкретные инструкции по технике безопасности и вы узнаете о правильной технике измельчения для вашего оборудования.
При работе с вольфрамом рекомендуется использовать алмазный шлифовальный круг, так как это очень твердый металл. Вы можете использовать традиционный шлифовальный круг, но вы не сможете получить такое же острие на вольфраме, и вы можете быстрее износить свой круг.
Для начала держите электрод параллельно колесу, а не перпендикулярно. Следы шлифования должны проходить по всей длине вольфрама, а не по нему. Они помогают при повороте электрода.
Убедитесь, что вы крепко держите электрод, медленно вращая электрод, чтобы сформировать острие, как если бы вы точили карандаш.Постарайтесь получить точку, которая примерно в два с половиной раза больше диаметра электрода. Создание этого острого наконечника — лучший метод для работы с мягкой сталью, нержавеющей сталью и хромом. Что касается алюминия, вы бы добавили еще один шаг: возьмите заостренный вольфрам и сошлифуйте кончик, чтобы получилось ровное пятно.
Практика ведет к совершенству
Продолжайте практиковать сварку TIG металлолома во время обучения. И обязательно примите во внимание эти простые советы по мере изучения:
- Сварка с минимальной мощностью. Это поможет вам создать лужу, которую вы сможете выдержать, пока вы осваиваете процесс.
- Убедитесь, что ваши металлы чистые. Это гарантирует эффективность вашей работы, а также возможность создания сильной дуги и сварки.
- Будьте совместимы со своим сварочным процессом. Сохраняйте концентрацию от начала до конца, чтобы создать ровный сварной шов.
- Изучите действие различных защитных газов. Каждый из них будет влиять на температуру и, в свою очередь, на готовый продукт вашего сварного шва.
- Завершая дугу, делайте это медленно, а не внезапно. Слишком быстрое выключение дуги может увеличить риск возникновения трещин.
- Используйте таблицы присадочных металлов. Они могут помочь вам определить правильные стержни для материалов, с которыми вы работаете.
- Всегда надевайте соответствующее защитное снаряжение! Попробуйте тонкие перчатки, чтобы лучше контролировать свою работу.
 Сохраняйте концентрацию от начала до конца, чтобы создать ровный сварной шов.
Сохраняйте концентрацию от начала до конца, чтобы создать ровный сварной шов.Рассмотрите альтернативный метод сварки, такой как метод газовой сварки оксидацетиленом для латунных материалов
Пока вы читаете это руководство по сварке TIG латунных материалов, оно может показаться немного сложным и даже немного утомительным, если вы только начинаете. Не волнуйся! Есть еще много других методов сварки латуни, которые вы должны попробовать, но при этом не так круто освоить.
Не волнуйся! Есть еще много других методов сварки латуни, которые вы должны попробовать, но при этом не так круто освоить.
Когда вы пытаетесь определить, какой метод сварки вам больше всего подходит, обратите внимание на следующее:
- Электродуговая сварка
- Углеродно-дуговая сварка
- Газовая дуговая сварка металлическим электродом
- Электродуговая сварка в защитных оболочках
- Газовая сварка ацетиленом
Газовая сварка кислородно-ацетиленовой смесью требует, чтобы вы вложили немного оксиацетилена, чтобы создать защитный экран вокруг себя. латунь, как вы работаете.
- Смешайте флюс с водой, чтобы получить пасту. Затем нанесите кистью на латунную поверхность, над которой вы работаете.
- Используйте флюс для пайки-сварки или флюс, специально созданный для кислородно-ацетиленовой сварки.
- Начните подачу газа ацетилена на низком уровне, а затем регулируйте его по мере работы и выясняйте, какое значение является наилучшим. Вы хотите добиться сильного окислительного пламени, достаточного для образования покрытия на латунном материале.
- Крайне важно, чтобы на рабочем месте было достаточно кислорода.Это гарантирует, что пары цинка не выходят из латуни. Однако, если у вас слишком много кислорода, это затруднит процесс сварки.
- Убедитесь, что размер используемого сварочного наконечника, по крайней мере, на размер больше, чем тот, который вы выбрали бы для стали такой же или аналогичной толщины. Латунь обладает высокой теплопроводностью, поэтому сварка латуни будет намного проще.
Сварка не должна быть трудным или напряженным процессом! Это может стать забавным и расслабляющим хобби, которым вы можете заняться, когда вы попрактикуетесь и овладеете своей любимой техникой.Попробуйте разные способы сварки. Затем обязательно потренируйтесь, проконсультируйтесь с опытными сварщиками и узнайте, что лучше всего подходит для вас!
Расширьте свои знания и навыки в области сварки
Сварка — отличное хобби, которым многие с энтузиазмом занимаются! Как вы, возможно, уже знаете, есть много способов начать сварку и улучшить свои навыки. Сварка TIG — это только один из доступных вам методов, и есть много других материалов, которые можно использовать помимо латуни. Освоив основы, вы сможете делать практически все.
Сварка TIG — это только один из доступных вам методов, и есть много других материалов, которые можно использовать помимо латуни. Освоив основы, вы сможете делать практически все.
Подумайте о некоторых проектах, которые вы, возможно, захотите реализовать в будущем. Затем продолжайте учиться и практиковаться, чтобы воплотить в жизнь свои мечты о сварке.
Если вы хотите продолжить изучение сварки в качестве хобби, продолжайте читать статьи или книги, чтобы расширить свои знания. Также полезно присоединиться к местному классу или сообществу сварщиков в вашем районе. Эти ресурсы могут помочь вам учиться на демонстрациях и учиться на практике, чтобы вы могли создавать еще более подробные и творческие проекты.Это только начало!
Как сварить латунь наиболее эффективным способом сварки
Обучение сварке латуни пригодится в широком спектре применений, где требуется низкое трение. Латунь — это сплав меди и цинка. Латунь с высоким содержанием цинка может содержать от двадцати до сорока пяти процентов цинка. Пластичность, твердость и прочность металла повышаются, если латунь содержит более высокий процент цинка. Используя процесс металлической дуги, вы легко можете сварить латунь.
Пластичность, твердость и прочность металла повышаются, если латунь содержит более высокий процент цинка. Используя процесс металлической дуги, вы легко можете сварить латунь.
Ключевой вывод: сварка латуни может быть сложным процессом для сварщиков любого уровня подготовки из-за того, что медь и цинк имеют очень разные точки плавления. Однако, если вы узнаете, какой процент цинка содержит латунь перед сваркой, и воспользуетесь процессом кислородно-ацетиленовой сварки, вы легко сможете научиться приваривать латунь к основному металлу всего за несколько простых шагов.
Сварка латуни не должна быть сложной, если вы следуете правильным шагам, используете лучший сварочный шлем, задаете темп и практикуетесь.Продолжайте читать, чтобы узнать, насколько простой может быть сварка латуни.
Идеальная сварка
Латунь можно успешно сваривать с помощью дуговой сварки. Для сварки латуни вам понадобится экранированный электрод дугового типа с прямой полярностью. Вы можете сваривать латунь с электродами из алюминиевой бронзы, кремниевой бронзы, алюминия или фосфористой бронзы. Тип электрода, который вам понадобится, будет зависеть от требуемого базового обслуживания и состава основного металла. При работе с медно-цинковыми сплавами следует избегать использования большого сварочного тока.Это связано с тем, что цинк легко улетучивается. При сварке латуни вы также должны использовать плоское положение, что означает отсутствие работы над головой. В идеале латунь будет наплавлена с переплетением, которое примерно в три раза превышает ширину электрода, для более качественного шва.
Вы можете сваривать латунь с электродами из алюминиевой бронзы, кремниевой бронзы, алюминия или фосфористой бронзы. Тип электрода, который вам понадобится, будет зависеть от требуемого базового обслуживания и состава основного металла. При работе с медно-цинковыми сплавами следует избегать использования большого сварочного тока.Это связано с тем, что цинк легко улетучивается. При сварке латуни вы также должны использовать плоское положение, что означает отсутствие работы над головой. В идеале латунь будет наплавлена с переплетением, которое примерно в три раза превышает ширину электрода, для более качественного шва.
Выбор правильного процесса сварки для работы
Как видите, вначале сварка латуни может быть несколько сложной, особенно если вы новичок в сварке или не знаете, какой тип сварки использовать, исходя из вашего уровня квалификации, основного металла, который вы используете. работа с окружающей средой.
Ниже вы найдете список различных сварочных процессов, обычно используемых для сварки латуни.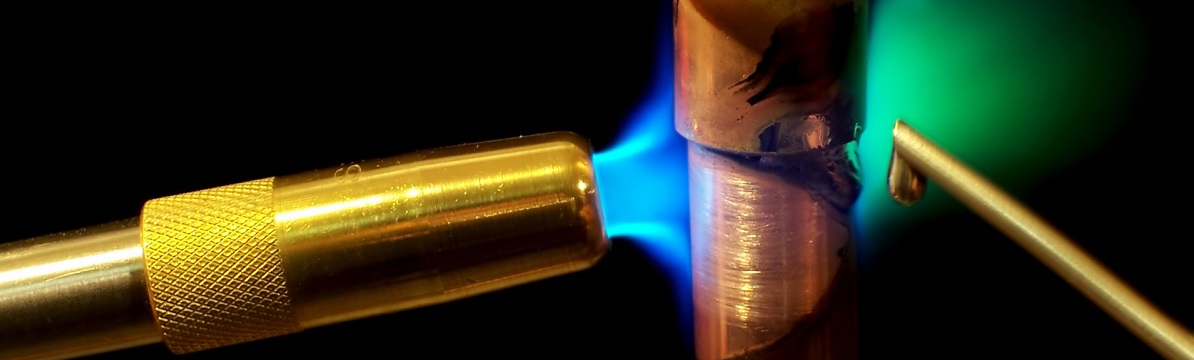 У каждого типа процесса есть свои плюсы и минусы с точки зрения результатов и требуемых навыков.
У каждого типа процесса есть свои плюсы и минусы с точки зрения результатов и требуемых навыков.
Является ли дуговая сварка углеродом лучше, чем дуговая сварка?
При сварке угольной дугой можно использовать присадочные стержни того же состава, что и основной металл. Когда вы используете этот тип сварки, способ сварки металла аналогичен способу соединения стали с бронзой.
Газ Металл
Этот тип сварки — отличный выбор, если вы соединяете толстые профили или даже изделия из фосфористой бронзы. Обычно используются экранирование аргоном, положительный электрод и постоянный ток. Сложность заключается в том, чтобы сварочная лужа оставалась небольшой и с высокой скоростью движения. Для достижения идеальных результатов также необходимо использовать бусины для ниток.
Оксиацетилен
Низкая латунь легко соединяется кислородно-ацетиленовой сваркой. Этот процесс лучше всего подходит для работы с трубопроводами, потому что вы можете использовать любое положение при сварке, включая работу над головой. Вы также можете использовать для этой работы латунный или силикон-медный сварочный пруток. Что касается оксиацетилена, вы всегда хотите использовать стержни с низким уровнем дыма. Эти стержни имеют состав, похожий на высокую латунь. Еще одно требование — флюс. Пламя должно быть точно настроено на легкое окисляющее пламя, чтобы лучше контролировать дым. Также может потребоваться дополнительный источник тепла.
Вы также можете использовать для этой работы латунный или силикон-медный сварочный пруток. Что касается оксиацетилена, вы всегда хотите использовать стержни с низким уровнем дыма. Эти стержни имеют состав, похожий на высокую латунь. Еще одно требование — флюс. Пламя должно быть точно настроено на легкое окисляющее пламя, чтобы лучше контролировать дым. Также может потребоваться дополнительный источник тепла.
TIG
Латунь для сварки TIG обычно требует ремонта или соединения. Как и в случае с газовой сваркой, профессионалы рекомендуют выполнять горячее упрочнение каждого слоя для получения более прочного шва.Можно использовать постоянный ток или стабилизированную дугу. Отрицательный электрод можно использовать с защитой из аргона или гелия. Латунь необходимо предварительно нагреть примерно до трехсот — трехсот пятидесяти градусов.
Лучший способ сварки латуни
В большинстве случаев при сварке латуни используется кислородно-ацетиленовый процесс. Ацетилен и кислород хранятся отдельно и смешиваются для сварочных целей. Прежде чем пытаться сварить латунь, убедитесь, что вы знаете точное содержание цинка, поскольку известно, что цинк имеет значительно более низкую температуру плавления по сравнению с медью.
Прежде чем пытаться сварить латунь, убедитесь, что вы знаете точное содержание цинка, поскольку известно, что цинк имеет значительно более низкую температуру плавления по сравнению с медью.
Во время процесса вы начнете со смешивания флюса с водой, чтобы получить пасту, а затем покрасите поверхности, которые необходимо сваривать. Вам нужно будет уменьшить поток ацетилена до тех пор, пока не появится окислительное пламя, достаточно сильное, чтобы создать хорошее покрытие на основном металле. Пламени потребуется ровно столько кислорода, чтобы пары цинка не отходили от латуни. Далее воспользуемся хорошим сварочным наполнителем.
Вам также понадобится сварочный наконечник, который примерно на один размер больше, чем наконечник, который вы обычно используете для стали, однако по толщине он должен быть примерно такой же.
Связанные вопросы
Какой тип шлема мне следует использовать при сварке латуни?
Мы рекомендуем шлем с автоматическим затемнением Optrel Panoramaxx или другой высококлассный АПД с возможностью изменения оттенков. Этот шлем специально разработан для профессионалов, а это означает, что он легко регулируется, имеет легкий вес и оснащен некоторыми замечательными функциями, которые действительно могут сэкономить вам серьезное время на работе. Чтобы узнать больше о сварочных масках, нажмите здесь, чтобы прочитать руководство для покупателя.
Этот шлем специально разработан для профессионалов, а это означает, что он легко регулируется, имеет легкий вес и оснащен некоторыми замечательными функциями, которые действительно могут сэкономить вам серьезное время на работе. Чтобы узнать больше о сварочных масках, нажмите здесь, чтобы прочитать руководство для покупателя.
Какой вид сварки самый универсальный?
Многие профессионалы считают, что клюшка является наиболее универсальной, поскольку ее можно использовать как в помещении, так и на улице, и это можно делать в любом положении. Это также один из наиболее часто используемых стилей сварочных процессов на работе, поскольку вам не нужно беспокоиться об использовании защитного газа. Чтобы узнать больше, нажмите здесь, чтобы прочитать нашу статью о советах и приемах сварки штангой.
Последние мысли
Процесс сваривания латуни может оказаться сложной задачей для начинающих и даже опытных сварщиков, поскольку цинк и медь имеют существенно разные точки плавления. Но следуя нашим простым инструкциям, вы можете профессионально сварить латунь с основным металлом всего за несколько простых шагов. Просто убедитесь, что вы знаете содержание цинка и уделяете пристальное внимание деталям на протяжении всего процесса.
Но следуя нашим простым инструкциям, вы можете профессионально сварить латунь с основным металлом всего за несколько простых шагов. Просто убедитесь, что вы знаете содержание цинка и уделяете пристальное внимание деталям на протяжении всего процесса.
Сводка
Название изделия
Как сварить латунь с помощью наиболее эффективного процесса сварки
Описание
Узнайте о проблемах, которые могут возникнуть при сварке латуни, о том, какой процесс сварки является наиболее эффективным и как этого добиться процесс правильно с первого раза.
Автор
Сварка Well.com
Сварка трением разнородных металлов, например алюминия и латуни, методом предварительного нагрева
Эсмаейли А., Гиви МКБ, Раджани ХРЗ (2011) Металлургическое и механическое исследование сварки трением разнородных металлов с перемешиванием алюминия 1050 и латуни (CuZn30 ). Mater Sci Eng A 528 (22): 7093–7102
Mater Sci Eng A 528 (22): 7093–7102
Статья Google ученый
Аль-Рубайй А.О., Набат С.М., Батако А.Д. (2014) Экспериментальный и теоретический анализ сварки трением с перемешиванием соединений Al – Cu. Int J Adv Manuf Technol 71 (9–12): 1631–1642
Статья Google ученый
Карлоне П., Астарита А., Палаццо Г.С., Парадизо В., Сквиллаче А. (2015) Аспекты микроструктуры при соединении разнородных соединений Al – Cu методом FSW. Int J Adv Manuf Technol 79 (5–8): 1109–1116
Статья Google ученый
Otten C, Reisgen U, Schmachtenberg M (2016) Электронно-лучевая сварка алюминия с медью: механические свойства и их связь с микроструктурой. Weld World 60 (1): 21–31
Weld World 60 (1): 21–31
Статья Google ученый
Вейгл М., Альберт Ф., Шмидт М. (2011) Повышение пластичности сварных лазерной сваркой соединений меди и алюминия за счет использования адаптированных присадочных материалов. Физические процедуры 12 (1): 335–341
Google ученый
Bergmann JP, Petzoldt F, Schürer R, Schneider S (2013) Сварка алюминия с медью в твердом состоянии — тематические исследования. Weld World 57 (4): 541–550
Статья Google ученый
Teker T (2013) Оценка металлургических и механических свойств сварных трением соединений разнородных комбинаций металлов AISI2205 / Cu. Int J Adv Manuf Technol 66 (1–4): 303–310
Статья Google ученый
Удай М.Б., Ахмад ФМН, Зухайлавати Х., Исмаил А.Б. (2010) Достижения в процессе сварки трением: обзор. Sci Technol Weld Join 15 (7): 534–558
Статья Google ученый
Сатиш Р., Вадди С.Р., Даттагуру А., Балаппа Р. (2016) Корреляция прочности на разрыв и твердости с микроскопией при сварке трением алюминия с медью. J Inst Eng (Индия) 97 (1): 121–126
Google ученый
Сахин М. (2010) Соединение алюминиевых и медных материалов сваркой трением. Int J Adv Manuf Technol 49 (5–8): 527–534
Статья Google ученый
Wibowo AGW, Ismail R ,. Jamari J (2016) Анализ микроструктуры при сварке трением меди и алюминия AIP Conference Proceedings AIP Publishing, 1725 (1), 020095
Wei YN, Luo YG, Qu HT, Zou JT, Liang SH (2017) Microstructure эволюция и анализ отказов токопроводящей головки алюминий-медный катод, полученной сваркой взрывом.J Mater Eng Perform 26 (12): 6158–6166
Статья Google ученый
Мила В.Д. (2016) Влияние параметров сварки трением на морфологические свойства биметаллического соединения Al / Cu. Mater Technol 50 (1): 89–94
Google ученый
Мори К., Бэй Н., Фратини Л., Микари Ф., Теккая А.Е. (2013) Соединение путем пластической деформации. CIRP Ann Manuf Technol 62 (2): 673–694
Статья Google ученый
Mercan S, Özdemir N (2017) Характеристики свариваемости сваренных трением сталей AISI 2205 — AISI 1020. Weld World 61 (4): 667–677
Статья Google ученый
Аритоши М., Окита К., Эндже Т., Икеучи К., Мацуда Ф. (1992) Сварка трением бескислородной меди с чистым алюминием. Weld Int 6 (11): 853–859
Артикул Google ученый
Бхамджи И., Моат Р.Дж., Прейсс М., Тредгилл П.Л., Аддисон А.С., Пил М.Дж. (2012) Линейная сварка трением алюминия с медью.Sci Technol Weld Join 17 (4): 314–320
Статья Google ученый
Xiong JT, Li JL, Wei YN, Zhang FS, Huang WD (2013) Аналитическая модель стационарной сварки трением с непрерывным приводом. Acta Mater 61 (5): 1662–1675
Статья Google ученый
Сяо YH, Guo C, Guo XY (2011) Основное моделирование поведения горячей деформации латуни H62. Mater Sci Eng A 528 (21): 6510–6518
Статья Google ученый
Шеппард Т., Джексон А. (1997) Определяющие уравнения для использования при прогнозировании напряжения течения во время экструзии алюминиевых сплавов. Mater Sci Technol 13 (3): 203–209
Статья Google ученый
Ли В.Б., Банг К.С., Юнг С.Б. (2005) Влияние интерметаллического соединения на электрические и механические свойства биметаллических соединений Cu / Al, сваренных трением, во время отжига. J Сплавы Compd 390: 212–219
Артикул Google ученый
Бейги Р., Каземинежад М., Мехризи М.З., Эсиаабади Г.Б., Лоурейро А. (2017) Стыковая сварка трением с перемешиванием двухслойных слоистых композитов Al-Cu: анализ силы, крутящего момента и температуры. Int J Adv Manuf Technol 88 (1–4): 393–400
Статья Google ученый
Zhang W, Shen Y, Yan Y, Guo R, Guan W., Guo GL (2018) Характеристика микроструктуры и механическое поведение разнородной пары Al / Cu, сваренной трением с перемешиванием, с различными конфигурациями соединений.Int J Adv Manuf Technol 94 (1–4): 1021–1030
Статья Google ученый
Быстрая и простая пайка алюминия, меди и цветных металлов: 9 шагов (с изображениями)
Пайка — это быстрая и недорогая альтернатива сварке. Оборудование в этом проекте можно купить всего за 30 долларов. Пайка также намного проще, чем сварка, это очень похоже на использование клеевого пистолета. Паяный металл также может быть прочнее сварных швов. А для личных проектов и небольших производственных партий пайка намного более рентабельна.
В этом руководстве я покажу вам, как починить велосипедную подставку, сделать биметаллические свечи для свечей, а также покажу вам несколько примеров других вещей, которые вы можете сделать. Вы можете сделать гораздо больше, это действительно просто, и я надеюсь, что это поможет вам начать работу.
Я думаю, что многие обучающие проекты на этом сайте можно было бы упростить с помощью этой техники. В принципе, для любого проекта, где вы хотите сделать что-то прочное из металла, например, алюминия или меди. Пара способов, которыми вы можете это использовать, включают в себя , механическое использование, , например, добавление ноги к подставке для велосипеда, изготовление велосипедной тележки или детали газонокосилки, и использование в электронике , например, пайка меди с алюминием на подложке солнечной панели.Пайка отлично подходит для многих вещей!
Пайка — это плавление сплава для соединения двух металлов. Существует несколько различных систем пайки. Мне больше всего нравится пайка при низких температурах с использованием сплава под названием HTS-735-II. Он паяется при низких температурах и позволяет легко соединять все виды металлов, а сварные швы не хрупкие.
Материалы проекта:
* Пропановая горелка
* Низкотемпературные прутки для беспламенной пайки (их трудно найти, поэтому я перечислил несколько мест, где их можно достать.)
— Удочки Alumiweld 730 из грузовой позиции порта № 44810, они стоят около 14 долларов за упаковку из 8 штук. Чтобы припаять подставку для ног, вы можете использовать 1/4 стержня.
— Вы можете купить фунты примерно по 35 долларов за фунт на сайте alumiweld.com, отсюда заказы Harbour Freight.
— Сварочные стержни HTS-735-II или HTS-735-II можно заказать у этих компаний в США и у продавца в Великобритании. Эти компании берут около 70 долларов за пачку, так что это не лучшая сделка , хотя это то, что я использовал в своих проектах.
* Плоскогубцы
* Защитные перчатки
* Напильник или стальная мочалка для очистки стыковых поверхностей.
* Кирпичная или стальная банка или поддон для пайки.
* Металлические детали, которые вы хотите соединить вместе, например: алюминий, магний, цинк, латунь, медь …
Примечание:
* Не для пищевых продуктов . Позвонив производителю продукта Alumiweld, они сказали, что пока не продают продукт, безопасный для пищевых продуктов, хотя они будут его продавать. Так что я обновлю это руководство, когда они это сделают. Но с нынешним продуктом я бы не допустил, чтобы продукт продолжал контактировать с кожей или продуктами питания, поскольку я не думаю, что он предназначен для этого.
Если вы хотите соединить трубы для пищевых продуктов, вот простой в использовании продукт для этой цели:
# 450 Мягкий серебряный припой
96,5% олова / 3,5% серебра
Точка плавления: 430 ° F
«Применение: Идеально для электромонтажные работы, посуда, молочное и пищевое оборудование, «.
http://www.aladdin3in1.com/catalog5.htm
Часто задаваемые вопросы:
* Есть два метода, которые я использую для сварки, плавления и кляксы. Оба описаны в отдельном разделе.
* Я часто использую термин «сварной» вместо «припаянный» по нескольким причинам.Во-первых, это общий язык, и техно-болтовня сбивает с толку тех, кто только начинает с этого. Во-вторых, я использую термин «сварной», потому что именно так описывает себя продукт, который я использую.
* Это низкая температура, поэтому опасность испарения и ультрафиолетового излучения невелика. Я часто использую это в помещении, хотя, вероятно, рекомендуется гараж с хорошей вентиляцией.
* Место сварки имеет тенденцию быть прочнее основного металла, если это алюминий или медь. Таким образом, вы можете заполнить зазоры, такие как вмятины в пропеллерах, отверстия или трещины.
* Сплав, который я здесь использую, можно использовать в море, он не разлагается из-за электрических разностей. Таким образом, вы можете починить винты и тому подобное.
* Изготовление гайки нестандартного размера. Поскольку этот сплав не прилипает к железным или стальным винтам, вы можете расплавить его на алюминиевую или латунную шайбу и нарастить его вокруг резьбы. Затем поверните его гаечным ключом, он освободится, и у вас будет гайка.
* Изготовление втулок или отверстий под винты с резьбой. Это тоже обычно сложно сделать. Но если у вас есть кусок стали, вы можете вставить отверстие и заполнить отверстие этим материалом, этот сплав не будет прилипать к стали, поэтому, когда вы вытащите винт, который был в отверстии, у вас будет его проделает резьбовое отверстие под винт.Если вы использовали гладкий стальной болт, у вас будет плотно прилегающая втулка. Хотя отверстие будет плотным, поэтому вам может потребоваться отшлифовать его, если вы хотите использовать его в качестве втулки.
* К вашему сведению, я не продаю этот сварочный аппарат и не связан с компаниями, которые его продают. Это просто дешево, просто и круто! Наслаждаться!
Сварка меди и медных сплавов
Медь и ее сплавы, включая латунь и бронзу, являются важными металлами из-за их электрической и теплопроводности, а также коррозионной стойкости.В этой статье обсуждаются конкретные требования, методы, оборудование и технологии для сварки этих металлов с сохранением характеристик их материалов.Традиционная сварка меди может быть сложной задачей, поскольку из-за ее высокой теплопроводности медь отводит тепло от сварного шва намного быстрее, чем, например, сталь. В результате требуются высокие уровни энергии и тепла, чтобы полностью расплавить две детали и создать прочный сварной шов.
Методы сварки меди
Высокая теплопроводность и скорость расширения меди и сплавов, таких как латунь, также могут вызвать коробление и деформацию сварных швов легче, чем сталь.Для предотвращения этого может потребоваться предварительный нагрев заготовок. Также может помочь использование зажимов и приспособлений, сварка в правильной последовательности и сближение прихваточных швов.
Некоторые легирующие металлы в меди, например алюминий, вступают в реакцию с кислородом с образованием оксидных пленок на поверхности. Их необходимо удалить перед сваркой вместе с любой производственной грязью или другими загрязнениями с поверхностей, чтобы не допустить их попадания в сварной шов. Эти частицы имеют тенденцию испаряться при высокой температуре сварки, оставляя пустоты и вызывая пористость.
Чтобы предотвратить это, проверяйте и очищайте детали и сварные детали до и после каждого этапа прихватывания и сварки. Используйте только шлифовальные круги и проволочные щетки, которые использовались для нержавеющей стали или меди / медно-никелевого сплава, но не для углеродистой стали, чтобы предотвратить загрязнение частицами углерода.
Вот основные варианты материала решетки для гриля:
Медь в основном легирована оловом, цинком, алюминием, кремнием и никелем, а также небольшими количествами других элементов.Латунь — это медно-цинковый сплав, а бронза — это медь, легированная оловом, алюминием или кремнием.
Еще одна распространенная комбинация — медно-никелевые сплавы: 90/10 (от 90% меди до 10% никеля) или 70/30 (от 70% меди до 30% никеля). Для этого материала можно не беспокоиться о создании зон термического влияния, которые могут изменить характеристики металла.
Точный состав каждого медного сплава будет определять его физические свойства, такие как температура плавления, что, в свою очередь, влияет на его сварочные характеристики.Например, сваривать медно-никелевый сплав на самом деле проще, чем сваривать медь, потому что его более низкая теплопроводность не требует предварительного нагрева.
Сварочный процесс
По данным Ассоциации разработчиков меди, для сварки всех типов меди и медных сплавов подходят как MIG, так и дуговая сварка вольфрамовым электродом (GTAW) и TIG, или дуговая сварка вольфрамовым электродом (GTAW).
Дуговая сварка защищенным металлом (SMAW) или сварка палкой может использоваться с некоторыми медными сплавами, такими как алюминиевая бронза, кремниевая бронза и медно-никелевый сплав.
Защита от газа важна для предотвращения образования оксидов во время процесса сварки, которые могут привести к пористости. Убедитесь, что присадочный металл находится в пределах защиты газовой защиты, чтобы предотвратить окисление.
Для меди используются те же вольфрамовые электроды, которые использовались бы для сварки TIG стали.
Предотвратить сварочные эффекты
Неполное сплавление сварного шва может произойти из-за высокой теплопроводности металлов. Перед сваркой предварительно нагрейте эти сплавы, включая латунь, содержащую менее 20% цинка.
Некоторые медные сплавы, включая медно-никелевый сплав, склонны к горячему растрескиванию после охлаждения сварного шва. Чтобы этого не произошло, тщательно очистите поверхность заготовок, чтобы удалить даже небольшое количество загрязнений. Уменьшите скорость охлаждения, сведя к минимуму количество добавляемого тепла. Другие медные сплавы с низким содержанием алюминия следует предварительно нагревать, чтобы снизить риск растрескивания.
Выбор газа
Газообразный аргон можно использовать при сварке более толстых медных материалов или сплавов с более низкой теплопроводностью, таких как медно-никелевый сплав.Однако большая часть сварки меди и медных сплавов должна выполняться с гелием или гелием, смешанным с аргоном, чтобы обеспечить большее тепловложение к обрабатываемым деталям.
Industrial Metal Supply предлагает все необходимое для сварки меди, включая сварочные аппараты, сварочные материалы, а также различные формы и размеры меди, латуни и бронзы.
(PDF) Лазерная сварка латуни
Florian Hugger et al. / Физические процедуры 56 (2014) 576 — 581 581
5.Заключение и перспективы
Наблюдения при лазерной сварке латуни с глубоким проплавлением показывают значительное удлинение замочной скважины при умеренных подачах.
Это удлинение объясняется сильным испарением цинка, происходящим не только в зоне взаимодействия лазера и расплава
, но и на боковых стенках вне лазерного луча. За пределами зоны взаимодействия давление испарения все еще превышает поверхностное натяжение
, гидростатические и гидродинамические силы и стабилизирует капилляр до тех пор, пока температура или концентрация цинка не станет слишком низкой
для создания достаточного противодавления, и замочная скважина разрушится.Поскольку невозможно решить, является ли падение температуры или потеря
элемента из-за испарения доминирующим фактором разрушения, следует провести количественный элементный анализ и численное моделирование
для измерения концентрации цинка в сварном шве и рассчитать температурное поле вокруг капилляра
исоответственно.
Выражение признательности
Авторы выражают признательность Зеленой фабрике Баварии (GFB) за финансирование проекта «Energieeffizientes Laserstrahlschweißen von
Kupferlegierungen für die Leistungselektronik», а также за финансирование Школы передовых технологий
Erlangen SAOT) Немецким национальным научным фондом (DFG) в рамкахработы инициативы передового опыта.
Ссылки
Aalderink, B.J .; Aarts, R.G.K.M .; de Lange, D.F .; Мейер, Дж .: Экспериментальное наблюдение формы замочной скважины при лазерной сварке алюминиевых заготовок
. В кн .: Журнал по применению лазеров, Вып. 19 (4), стр. 245-251.
Бек М. (1996): Modellierung des Lasertiefschweißens. Диссертация, Штутгарт. Institut für Strahlwerkzeuge
Brandes, E.A., 1992: Справочник по металлам Smithells, шестое издание: Butter -worth Publishers, Stoneham, MA.
Fabbro, R. (2010): Анализ моделирования ванны расплава и замочной скважины 118 для лазерной сварки с глубоким проплавлением. В Journal of Physics D: Applied Physics 43 (44), p. 445501
Jandaghi, M .; Parvin, P .; Торкамани, М. Дж .; Саббагзаде, Дж. (2009): Измерение изменения состава сплава Al5754 при сварке с использованием длинноимпульсного лазера Nd-YAG
на основе LIBS. В Journal of Physics D: Applied Physics 42, pp. 205301–205308.
Mundra, K .; Деброй, Т. 1993: Расчет изменения состава металла сварного шва в нержавеющих сталях, сваренных лазерной сваркой с использованием диоксида углерода, с высокой проводимостью.В
МТБ 24 (1), стр. 145–155.
Rapp, J .; Бек, М .; Dausinger, F .; Хюгель, Х. (1994): Фундаментальный подход к лазерной свариваемости алюминиевых и медных сплавов.