Сколько существует видов сварки?
Сварка — это чрезвычайно увлекательный и увлекательный процесс , в котором сварщики, используя только одно устройство и свои навыки, могут превратить любой кусок металла в элемент с другой формой и дизайном .
Кажется, это просто, не правда ли? Однако правда в том, что для получения идеальных сварных швов сварщики должны не только уметь обращаться со сварочными аппаратами , но и хорошо разбираться в типах сварки.
Сколько существует видов сварки?
На данный момент можно перечислить более 30 типов методов сварки, но обычно используются три типа сварки , и мы познакомим вас с их особенностями, преимуществами и недостатками на данном этапе.
Ручная дуговая сварка (КРАСНАЯ) электродами
Этот вид сварки — старейший метод, который сегодня очень широко используется практически во всех промышленных отраслях. Дуговая сварка основана на создании электрической дуги между электродом и свариваемыми деталями.
Основными преимуществами этого вида сварки являются:
● упрощенная методика обучения ;
● относительно простой и быстрый способ освоить тонкости этого вида сварки;
● компактность устройства , что позволяет работать с ним даже в тесноте;
● универсальность;
● большой выбор различных марок сварочных аппаратов и типов электродов;
● относительно невысокая стоимость как самого устройства, так и электродов, с которыми он работает.
К недостаткам можно отнести: невозможность сваривать тонкие материалы (менее 2 мм.), Меньшую производительность по сравнению с другими видами сварных швов, вредные вещества, которые выделяются при сварке. К недостаткам можно добавить, что при необходимости выполнения ответственных сварных швов подшипников требуется высокий профессионализм со стороны сварщика , так как от качества создаваемого сварного шва зависит прочность всей конструкции.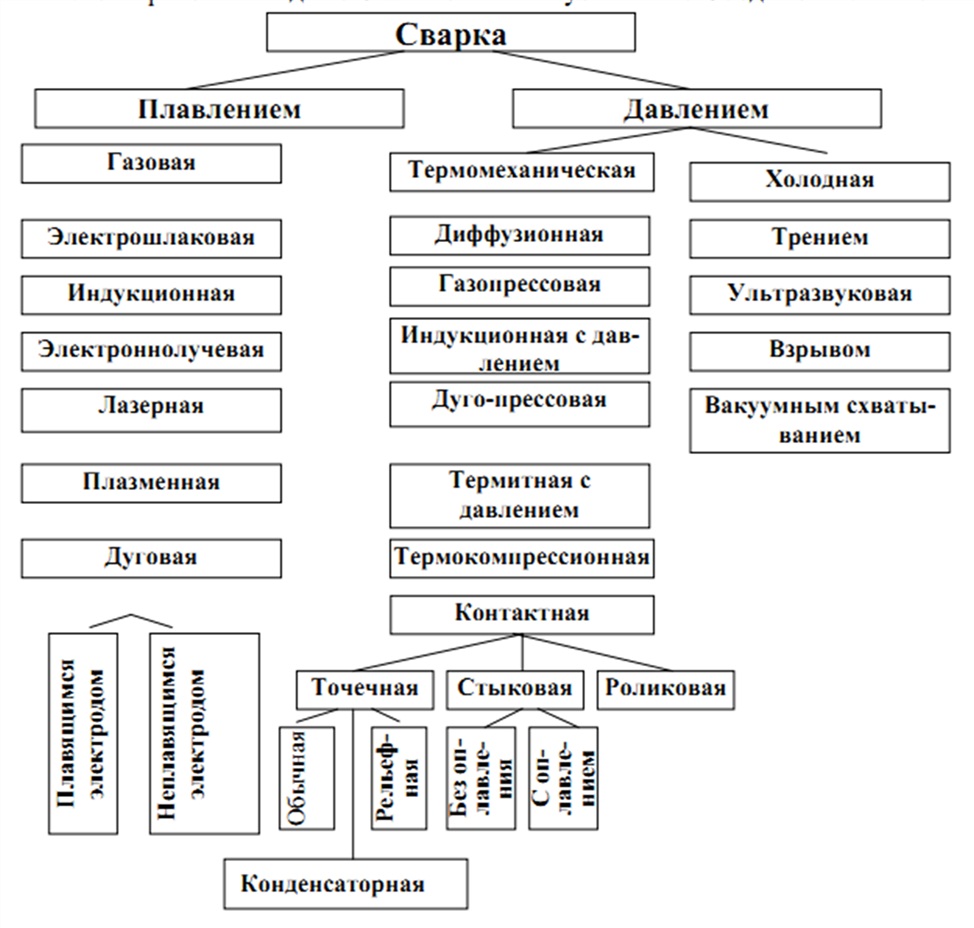
Ручная дуговая сварка часто используется при строительстве стальных конструкций и в промышленном производстве для сварки чугуна, стали, чугуна или цветных металлов.
Газовая сварка MIG / MAG
Сварка в инертном газе (MIG) и сварка в среде активного газа (MAG) — это сварка металлическим электродом в газе (GMAW), при которой используется тепло, выделяемое электрической дугой постоянного тока между плавящимся проволочным электродом и свариваемой деталью.
При сварке MIG используются только инертные газы или газовые смеси. Типичными инертными газами, используемыми при сварке LAG, являются аргон или гелий, которые обычно используются для
При сварке металлоактивным газом (MAG) с использованием смесей активных газов, таких как смеси аргона, диоксида углерода и кислорода в виде CO2, Ar + 2 и 5% O 2, Ar + от 5 до 25% CO2 и Ar + 10% CO2 + 5% O2 .
У газовой сварки много преимуществ, но если мы должны перечислить некоторые из самых больших, то они:
● простота сварочного процесса;
● возможность сваривать этим видом сварки пространственные конструкции, тонколистовые элементы, конструкции из черных и цветных металлов и другие.
● полная автономность процесса ;
● достижение минимальных термических деформаций при обработке материала.
● относительно невысокая стоимость сварочных аппаратов и расходных материалов к ним.
Среди недостатков сварки MIG / MAG можно упомянуть: меньшую мобильность сварочных аппаратов, развивающуюся более высокую рабочую температуру и невозможность выполнять сварку на открытом воздухе.
Газовая сварка MIG / MAG чрезвычайно широко используется как в домашних условиях, так и в промышленности, особенно в таких отраслях, как автомобилестроение, химическая промышленность, машиностроение, строительство линий электропередачи и трубопроводов и т. Д. И т. Д.
Д. И т. Д.
Сварка TIG или сварка вольфрамовым электродом в среде защитного газа
Этот вид сварки не только самый точный, но для того, чтобы выполнять такие сварные швы, сварщики должны иметь значительный опыт. Другими словами, если вы до сих пор имели дело с основными видами сварки и работали с обычной электросваркой , лучше не пробовать сварку TIG, так как ваши шансы на качественную и профессиональную сварку крайне минимальны.
Технологический процесс, в котором выполняется этот вид сварки, кратко выглядит следующим образом: в рабочую зону подают нерастворимый вольфрамовый электрод и инертный газ (
Одним из самых больших преимуществ этого типа сварки является то, что его можно использовать практически для всех типов толщины металла . С помощью сварки TIG можно сваривать как очень тонкие материалы (0,6 мм), так и толстые материалы, что значительно расширяет область применения процесса сварки TIG . Кроме того, с помощью этого типа сварки можно выполнять сварку различных металлов, таких как алюминий, легированные стали, нержавеющая сталь, железо, никель, титан, чугун, сплавы магния и меди, медь и т. Д. И т. Д.
Этот процесс сварки используется, когда необходимо выполнить тонкие, качественные сварные швы, которые не требуют многого после сварки, и необходимо очистить швы.
Из недостатков сварки TIG можно только отметить то, что для практики сварщик должен иметь большой опыт. В качестве минуса также можно отметить более высокую стоимость сварочного аппарата, на котором выполняется данный вид сварки, и его меньшая мобильность.
Тем не менее, сварка TIG считается одной из самых популярных технологий сварки, и причина этого в том, что она обеспечивает действительно чистый, тонкий и элегантный сварной шов.
Сферы, в которых используется этот вид сварки, очень много, потому что, как мы уже упоминали, это сварочный процесс, который позволяет сваривать не только
Итак, стало понятно, сколько существует видов сварки, но если вы мечтаете стать профессиональным сварщиком, для начала необходимо:
● научиться сваривать основными видами сварных швов;
● знать сварочные аппараты ;
● Пройдите специализированные курсы и получите сертификат о том, что у вас есть квалификация сварщика.
классификация и характеристика способов сварки
Сварочное соединение считается одним из самых прочных, поэтому используется в строительстве, изготовлении техники и других областях.Но видов сварки существует несколько. Принцип действия везде один — разогрев двух сторон металла до перемешивания состава, чтобы получилась общая молекулярная решетка. Достигается это разными методами. Рассмотрим, какие бывают виды сварки металлов, чтобы лучше ориентироваться при выборе сварочного оборудования.
 Но видов сварки существует несколько. Принцип действия везде один — разогрев двух сторон металла до перемешивания состава, чтобы получилась общая молекулярная решетка. Достигается это разными методами. Рассмотрим, какие бывают виды сварки металлов, чтобы лучше ориентироваться при выборе сварочного оборудования.
Но видов сварки существует несколько. Принцип действия везде один — разогрев двух сторон металла до перемешивания состава, чтобы получилась общая молекулярная решетка. Достигается это разными методами. Рассмотрим, какие бывают виды сварки металлов, чтобы лучше ориентироваться при выборе сварочного оборудования.
В этой статье:
Термитная сварка
Соединение металлов осуществляется путем разогрева кромок при помощи термита. Это специальный порошок, состоящий из мелкой фракции алюминия и железной окалины. Вместо алюминия допустимо применение в составе магния.
Суть термитной сварки состоит в сведении двух сторон изделия, между которыми предусматривается зазор. Концы помещаются в огнеупорную форму, изолирующую металл от внешней среды и задающую ширину и высоту сварочного соединения. К форме подведен бункер (тигль) с термитным порошком.
Стороны изделия предварительно разогревают.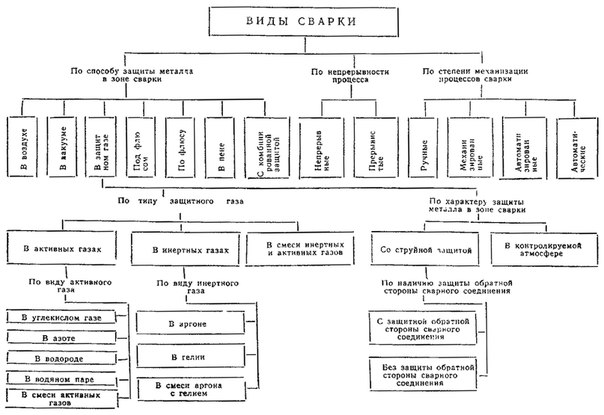 Обычно используют пропано-кислородное или керосино-кислородное пламя. После этого термит поджигают в бункере пламенем или запалом и накрывают крышкой. Одновременно открывают подачу из бункера снизу в зону стыковки.
Обычно используют пропано-кислородное или керосино-кислородное пламя. После этого термит поджигают в бункере пламенем или запалом и накрывают крышкой. Одновременно открывают подачу из бункера снизу в зону стыковки.
Жидкий металл заливает форму и расплавляет собой окончательно кромки. Происходит сваривание сторон. Затем выжидают, пока изделие не остынет, и убирают форму. На поверхности возможны неровности, наплывы, поэтому может потребоваться механическая обработка.
Термическая сварка применяется для соединения:
Подходит для сварки углеродистых сталей и чугуна толщиной 10-15 см. В миниатюрном варианте таким методом сплавляют кабеля и провода. Технология позволяет соединять металлы большого сечения в труднодоступных местах, экономит время. Но швы получаются очень грубыми и нуждаются в шлифовке, поэтому для фасадной части изделий не подходят.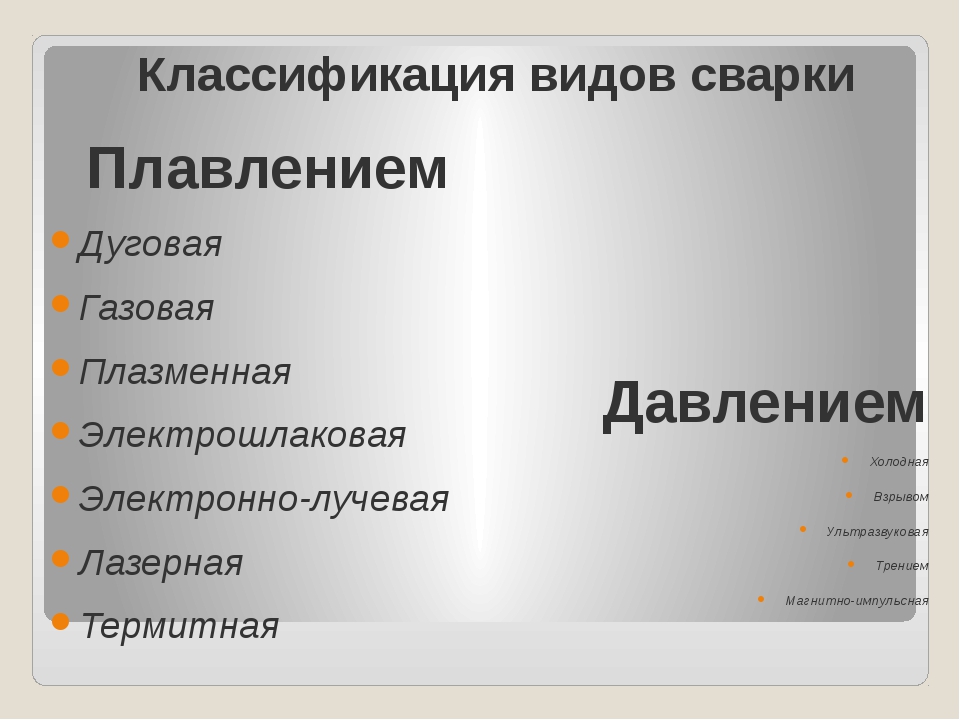
Чаще всего при помощи термитной сварки ремонтируют железнодорожные пути. Соединения выполняют по ГОСТ Р 57179-2016, а стыки обозначаются аббревиатурой «ССР» — «стыковое соединение рельсов».
Электродуговая контактная сварка
Сварка электрической дугой является одной из самых распространенных, поскольку подходит для соединения большинства типов металлов и проста в реализации. Все подвиды электродуговой сварки имеют общий принцип — задействуется ток с пониженным напряжением (для безопасности сварщика) и повышенной силой (для расплавления металла).
Между положительным и отрицательным концами, подключенными к источнику тока, при касании, возбуждается электрическая дуга. Если удерживать зазор между полюсами в 3-5 мм, дуга горит стабильно и выделяет температуру до 5000º С. Этого достаточно, чтобы плавить кромки основного металла. Способ защиты сварочной ванны и заполнение стыка осуществляются по-разному, от чего электродуговая контактная сварка делится на несколько разновидностей.
Ручная дуговая сварка (ММА, РДС)
В международной системе классификации обозначается как ММА — Manual Metal Arc. Наиболее бюджетный способ сварки, поскольку аппараты ММА стоят дешевле остальных. Подходит для работ в гараже, на даче и для неответственных соединений на производстве. Электрическая дуга горит здесь между изделием и концом плавящегося электрода, размещенного в держателе.
Электрод состоит из металлического стержня и обмазки. Стержень тоже плавится от температуры дуги и жидкий металл переносится на изделие, заполняя стык. Обмазка выступает в качестве защиты жидкой сварочной ванны. Покрытие электрода плавится, создавая газовое облако, препятствующее воздействию внешней среды.
Сварщик манипулирует держателем и электродом, задавая ширину, высоту шва и глубину проплавления. Электрод постоянно укорачивается, поэтому требуется навык, чтобы научиться удерживать зазор между концом электрода и изделием в пределах 3-5 мм.
После остывания соединения на поверхности образуется шлаковая корка. Она удаляется шлакоотделителем и шов осматривается на предмет дефектов. Выполняется ММА сварка на переменном или постоянном токе, для чего задействуются трансформаторы или инверторы, выпрямители.
При помощи ручной дуговой сварки (РДС) можно соединять:
Для создания однородного шва используются электроды с аналогичным составом стержня. Сварка возможна во всех пространственных положениях, но отличается низкой производительностью. Возможно сваривание сторон толщиной до 30 мм с глубокой разделкой кромок.
Аргоновая сварка (TIG)
В международной системе прописывается TIG — Tungsten Inert Gas. При аргонодуговой сварке электрическая дуга горит между концом вольфрамового электрода и изделием. Сварщик манипулирует горелкой. Вольфрамовый электрод не плавится, поэтому зазор выдерживать легче. Защита сварочной ванны осуществляется путем подачи аргона от баллона, через редуктор в горелку. Газ запускается за полсекунды до начала сварки и продолжает дуть еще пару секунд после. Это надежно изолирует расплавленый металла от внешнего воздействия.
Сварщик манипулирует горелкой. Вольфрамовый электрод не плавится, поэтому зазор выдерживать легче. Защита сварочной ванны осуществляется путем подачи аргона от баллона, через редуктор в горелку. Газ запускается за полсекунды до начала сварки и продолжает дуть еще пару секунд после. Это надежно изолирует расплавленый металла от внешнего воздействия.
Для заполнения зазоров и увеличения высоты сварочного шва используется присадочная проволока или присадочные прутки. Они должны быть из такого же сплава, что и основной металл. На плотно сведенных сторонах листовых сталей 1.0-1.5 мм возможна сварка без присадки, если на изделие не будут оказываться высокие механические нагрузки.
За счет остро заточенной вольфрамовой иглы сварочные швы получаются узкими и аккуратными, поэтому после наложения часто не нуждаются в обработке. Толщина проплавления зависит от силы тока. Самые мощные аппараты для аргоновой сварки выдают 400 А, чего хватит для сваривания деталей толщиной 30 мм. В таком случае применяются горелки с водяным охлаждением. При сварке тонких сталей до 5 мм подойдут аппараты с воздушным охлаждением.
В таком случае применяются горелки с водяным охлаждением. При сварке тонких сталей до 5 мм подойдут аппараты с воздушным охлаждением.
Аргоновой сваркой соединяют:
Аргоно-дуговая сварка обеспечивает высокое качество проплавления и универсальна по свариваемым материалам. Возможна на переменном или постоянном токе, швы не нуждаются в зачистке, но стоят аппараты для TIG сварки дороже, чем для ММА.
Сварка полуавтоматом (MIG/MAG)
Сварка полуавтоматом имеет два обозначения в международной системе. MIG подразумевает защиту сварочной ванны инертным газом (Manual Inert Gas), а MAG — защиту активным газом (Manual Active Gas). К инертным газам относятся аргон и гелий, к активным — углекислота. Возможна сварка смесью аргона 80% и углекислоты 20%.
При сварке полуавтоматом дуга горит между концом проволоки и изделием. Проволока подается через горелку. Задействуется подающий механизм с роликами (чаще всего толкательный, хотя бывает и тянущий), барабан, катушка. Возможна установка кассеты весом 1-15 кг, что зависит от вместимости отсека полуавтомата.
Проволока подается через горелку. Задействуется подающий механизм с роликами (чаще всего толкательный, хотя бывает и тянущий), барабан, катушка. Возможна установка кассеты весом 1-15 кг, что зависит от вместимости отсека полуавтомата.
Проволока одновременно выступает присадочным материалом. Поскольку подается она автоматически, то сварщику только остается управлять горелкой, задавая ширину и высоту шва. На аппарате есть регулировка силы тока и скорости подачи проволоки. Сварка ведется постоянным током, но есть модели AC/DC.
Полуавтоматы бывают моноблочными и с раздельным исполнением источника тока и подающего механизма. Есть оборудование с жидкостным и водяным охлаждением. Максимальная сила тока возможна до 500 А. Благодаря полуавтоматической сварке швы качественные, аккуратные, не нуждаются в зачистке, а скорость выполнения высокая. При установке соответствующей проволоки, MIG сваркой соединяют:

Существует разновидность полуавтоматической сварки без газа. Тогда сварочная ванна защищается газом от порошка, расположенного в полой части проволоки. Порошковая проволока позволяет выполнять соединение металлов, не используя громоздкий баллон, что упрощает транспортировку. Но качество швов порошковой проволокой значительно проигрывает сварке в газовой среде, поэтому подходит только для неответственных изделий или применения в полевых условиях, труднодоступных местах.
Сварка под флюсом
Стандарты флюсовой сварки прописаны в ГОСТ 8713-79. Дуга в сварке под флюсом горит между концом проволоки и изделием. Проволока служит электродом и присадочным материалом, подаваясь автоматически от барабана. Впереди сварочной головки движется бункер, из которого подается флюс.
Флюс — это гранулированное вещество для защиты сварочной ванны. Оно плавится и выделяет газ, отталкивающий воздух.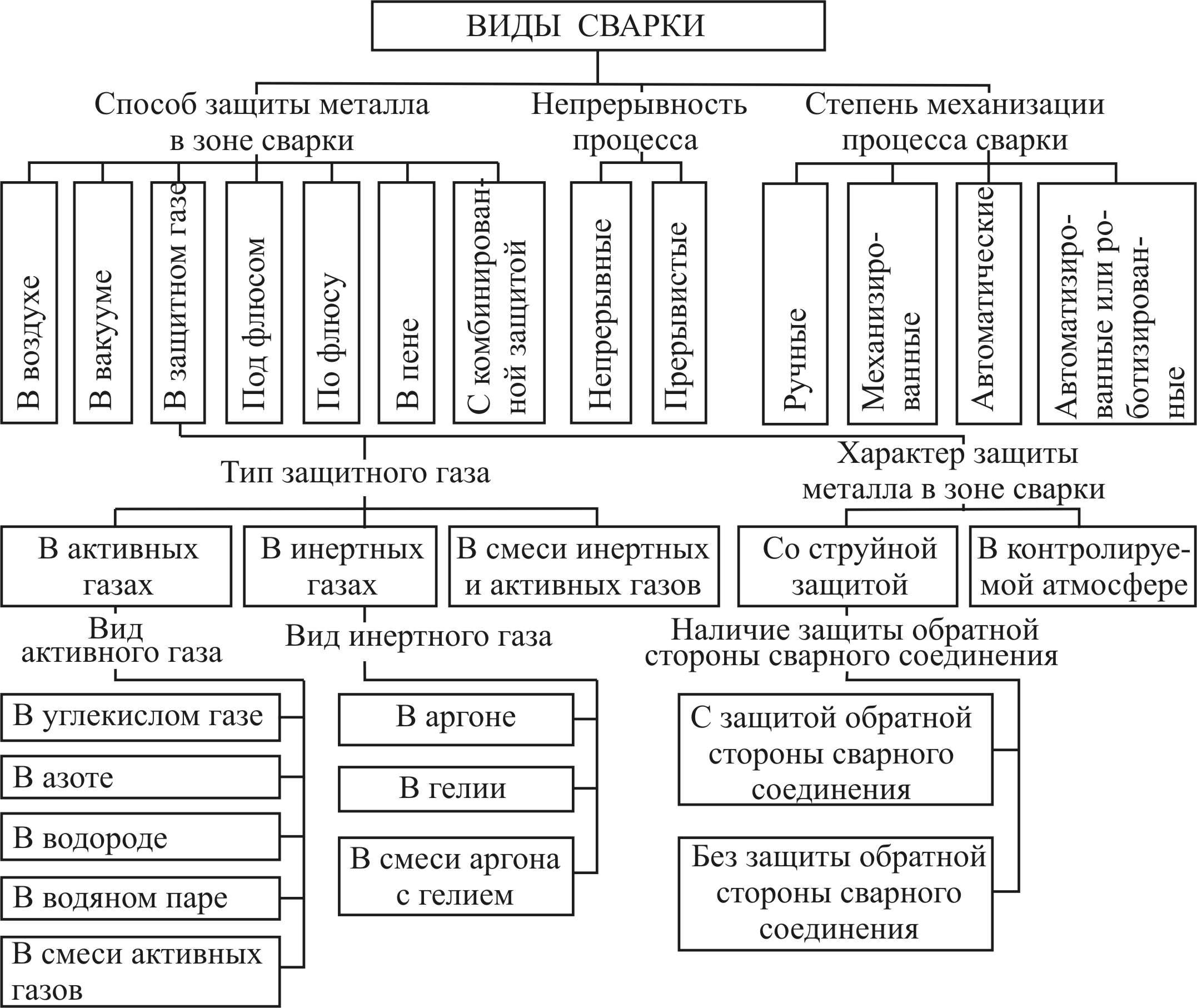 Дуга горит в слое порошка, поэтому искры практически не вырываются на поверхность, обеспечивается минимальное разбрызгивание металла. Есть модели, которые после сварочной головки имеют всасывающее сопло. Оно снимает флюс с уже наложенного шва, чем достигается экономия расходного материала и очищение поверхности. Флюсы различаются по составу (высококремниевые, низкокремнистые, безкремнистые), что определяет их пригодность для сварки конкретных металлов.
Дуга горит в слое порошка, поэтому искры практически не вырываются на поверхность, обеспечивается минимальное разбрызгивание металла. Есть модели, которые после сварочной головки имеют всасывающее сопло. Оно снимает флюс с уже наложенного шва, чем достигается экономия расходного материала и очищение поверхности. Флюсы различаются по составу (высококремниевые, низкокремнистые, безкремнистые), что определяет их пригодность для сварки конкретных металлов.
Сварка под флюсом бывает автоматическая и полуавтоматическая. Сварочное исполнительное устройство (каретка) перемещается по изделию при помощи роликов, цепи. Источник тока располагается рядом на стационарном месте и связан с кареткой кабелями. Технология применяется для соединения труб большого диаметра, прокладки магистралей.
Газопламенная сварка
Ведется при помощи пламени от горелки. Для создания пламени используется ацетилен или пропан (в качестве горючего газа) и кислород (для увеличения мощности пламени).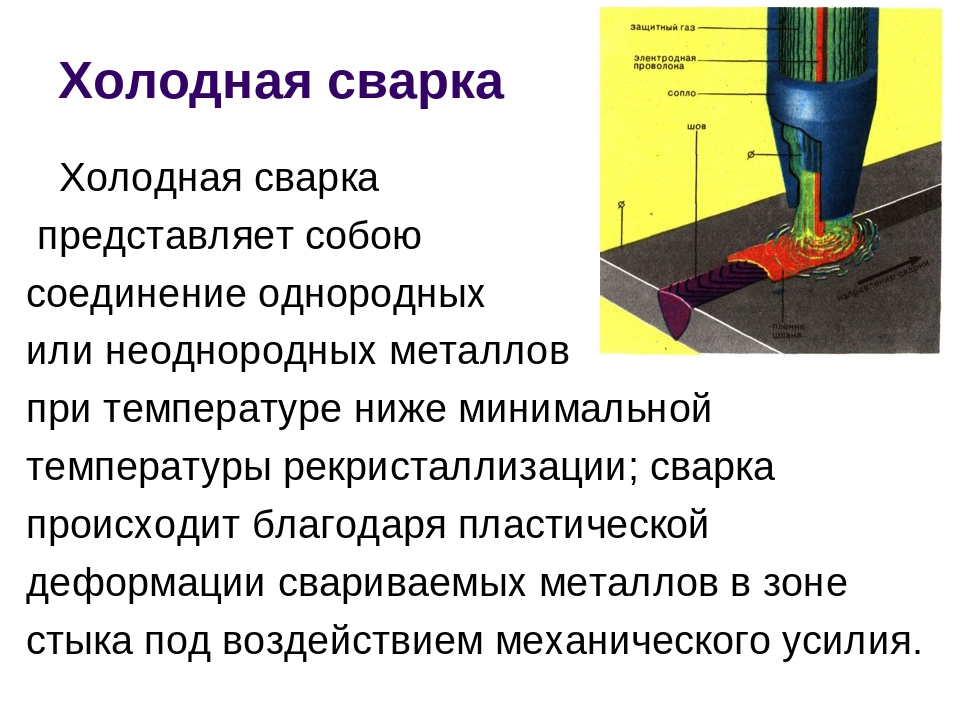 Температура факела достигает 2800-3100º С, что позволяет плавить кромки металла. Для заполнения сварочной ванны используется присадочная проволока, подающаяся свободной рукой сварщика.
Температура факела достигает 2800-3100º С, что позволяет плавить кромки металла. Для заполнения сварочной ванны используется присадочная проволока, подающаяся свободной рукой сварщика.
Газовой сваркой чаще всего соединяют черные металлы, трубы, латают емкости. Энергонезависимость разрешает применять сварку в полевых условиях, на крышах, в тоннелях, подвалах. Подключение к баллонам выполняется через редукторы с манометрами. У кислородного редуктора манометров два — высокого и низкого давления. Потребуются дополнительные комплектующие (шланги, мундштуки, ниппели), чтобы все соединить в одну систему.
Горелки рабочей части и диаметру сопла:
Электрошлаковая сварка
Суть электрошлаковой сварки заключается в соединении двух сторон металла за счет тепла, выделяемого шлаковой ванной.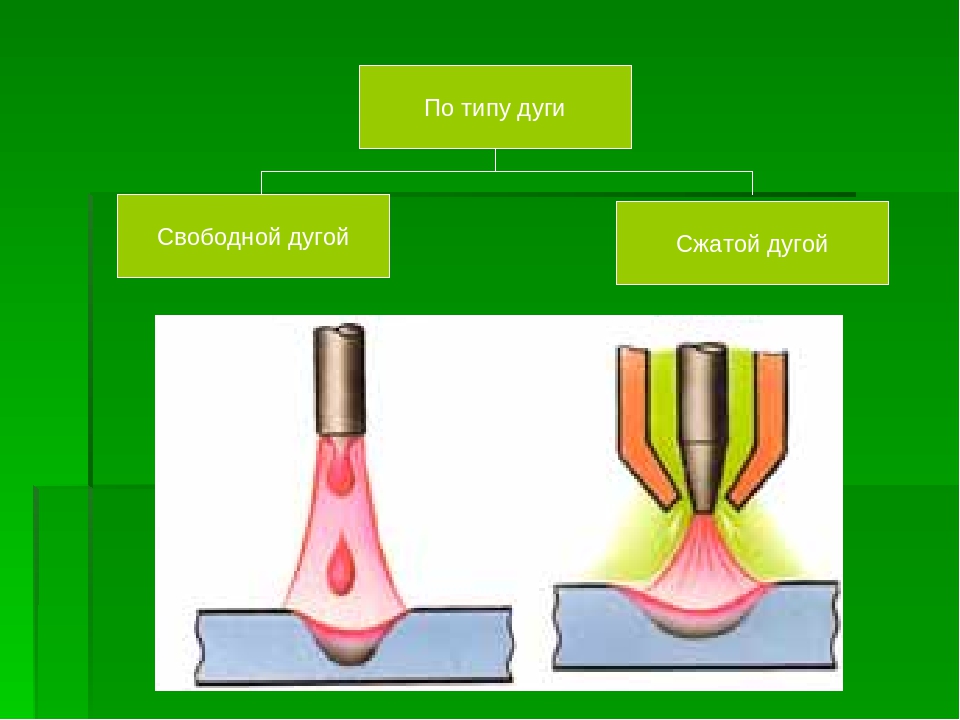 Для этого зону стыковки заполняют токопроводящим флюсом. К нему подводится сварочный электрод (проволока), который разогревает флюс, образуя жидкий шлак. Электрод продолжает проводить ток, будучи погруженным в сварочную шлаковую ванну. Метод бездуговой. Температура повышается и кромки металла сплавляются между собой.
Для этого зону стыковки заполняют токопроводящим флюсом. К нему подводится сварочный электрод (проволока), который разогревает флюс, образуя жидкий шлак. Электрод продолжает проводить ток, будучи погруженным в сварочную шлаковую ванну. Метод бездуговой. Температура повышается и кромки металла сплавляются между собой.
Диапазон толщины свариваемых металлов таким методом составляет 20-3000 мм. Шлаковой сваркой можно соединять:
Задействуется технология в химической промышленности, машиностроении, кораблестроении, авиационной промышленности.
Плазменная сварка
Для расплавления кромок и присадочного металла используется плазма. Оборудование состоит из источника постоянного тока, газового аргонового баллона, плазмотрона. Для отвода лишнего тепла от сопла плазмотрона (горелки), нередко предусматривается водяное охлаждение.
Газ подается в плазмотрон и нагревается электрической дугой. Благодаря этому он увеличивается в объеме до 100 раз. За счет теплового расширения он начинает истекать из сопла на высокой скорости. Это и есть плазма. Ее температура составляет 30 000º С, что превосходит характеристики других методов сварки.
По реализации технологии возможно два варианта:
При помощи плазменной сварки соединяют металлы толщиной до 9 мм во всех пространственных положениях. Метод подходит для сваривания:
Термомеханический класс сварки
Все перечисленные выше виды сварки относятся к термическому классу. В них соединение сторон осуществляется за счет высокой температуры, вырабатываемой дугой, пламенем или прохождением тока.
В них соединение сторон осуществляется за счет высокой температуры, вырабатываемой дугой, пламенем или прохождением тока.
Существует еще термомеханический класс, где воздействие теплом комбинируется с давлением или прижатием. К таким видам сварки относятся: контактная стыковая, газопрессовая, диффузионная. Кромки металла разогреваются прохождением тока, за счет возросшего сопротивления в зоне контакта двух сторон, а затем дополнительно сдавливаются для лучшего соединения. Это образует сплошной, прочный шов. Нагрев может быть местным или общим. Метод применяется при выпуске металлопроката, кузнечной продукции, сборки конструкций.
Источник видео: FUBAG
Ответы на вопросы: какие виды сварки бывают: способы и классификации
Какой вид сварки легче всего освоить? СкрытьПодробнее
Легче всего научиться варить полуавтоматом. Проволока подается автоматически, вылет электрода постоянный, хорошо видно сварочную ванну (нет шлака).
Проволока подается автоматически, вылет электрода постоянный, хорошо видно сварочную ванну (нет шлака).
Зависит от будущих решаемых задач. Для сварки мангала, калитки — хватит простого ММА инвертора. Чтобы варить двери, ворота, теплицы — купите полуавтомат MIG. Если предстоит работать с нержавейкой или алюминием, используйте инвертор TIG AC/DC.
Существуют ли универсальные аппараты? СкрытьПодробнееДа, есть сварочное оборудование 2 в 1 или 3 в 1. В них сочетается ММА с MIG или TIG, или все три режима сразу. Купив такой аппарат, можно легко переключаться с одной задачи по сварке на другую.
Чем газовая сварка пропаном отличается от сварки ацетиленом? СкрытьПодробнее
По принципу выполнения — ничем. По характеристикам — у ацетилена температура факела достигает 3100 градусов, а у пропана — 2800º С. Если предстоит варить толстые металлы 4-5 мм — используйте ацетилен. Для сварки тонких трубок больше подойдет пропан
Если предстоит варить толстые металлы 4-5 мм — используйте ацетилен. Для сварки тонких трубок больше подойдет пропан
Нет! У них разная форма мундштуков.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Основные типы сварных соединений и виды сварных швов
Соединение металлических деталей сварки давно и прочно вошло в производство, широко применяется в быту и продолжает развиваться в направлениях повышения качества и снижения себестоимости. У этой популярности есть свои плюсы и минусы.1 / 1
Соединение металлических деталей сварки давно и прочно вошло в производство, широко применяется в быту и продолжает развиваться в направлениях повышения качества и снижения себестоимости. У этой популярности есть свои плюсы и минусы. Плюс в доступности технологии для широких народных масс. Минус в том, что большое количество непрофессионалов вносит неопределенности в терминологию и описание сварочных процессов. Действующий ныне ГОСТ 5264 – 80 говорит о характеристиках и типах сварных соединений, а также видах сварных швов.
У этой популярности есть свои плюсы и минусы. Плюс в доступности технологии для широких народных масс. Минус в том, что большое количество непрофессионалов вносит неопределенности в терминологию и описание сварочных процессов. Действующий ныне ГОСТ 5264 – 80 говорит о характеристиках и типах сварных соединений, а также видах сварных швов.
Что представляет собой сварочное соединение
Прежде всего, это неразъемное соединение, которое выполняется сваркой. Существует множество способов выполнения таких работ. Их популярность легко объясняется отличным качеством и высокой прочностью. Низкая стоимость и высокая скорость выполнения позволили этой технологии проникнуть во все сферы народного хозяйства. При этом интерес к сварке не снижается и множество ученых и инженеров продолжают работать над усовершенствованием процесса.
Типы сварных соединений
В сварочной технологии рассматривают следующие типы:
-
стыковое – этот тип соединения предполагает сваривание торцевых поверхностей деталей;
-
нахлесточное – в этом случае детали располагают параллельно, с частичным заходом одной на другую;
-
угловое – детали устанавливают под углом и сваривают вдоль линии примыкания;
-
тавровое – торец одной детали приваривают к боковой поверхности другой детали;
-
торцевое – сваривание производится по примыкающим боковым поверхностям.

Наибольшее распространение имеет стыковое. Оно не требуют высокой квалификации сварщика, отличается надежностью и качеством. Выполняются с разделкой кромок или без, в зависимости от толщины металла.
Преимущество нахлесточного соединения состоит в том, что отпадает необходимость подготовки свариваемой поверхности. Этот тип наиболее актуален для листов толщиной 8 – 12 мм. Чаще всего встречается при точечной, контактной и роликовой сварке.
При необходимости сваривания деталей под некоторым углом применяют угловые соединения. Надежный провар соединения возможен только при наличии скосов кромок. Выполнение скосов более трудоёмкая операция, чем сама сварка.
Тавровое соединение требует выполнения скосов и большого количества наплавляемого металла, что увеличивает расход электродов и себестоимость изделия. Его форма повторяет литеру «Т». Без разделки торцов можно выполнять односторонние швы на металле толщиной не более 4 мм.
Классификация сварных швов
Чаще всего встречается следующая классификация сварных швов:
-
по положению в пространстве;
-
по конфигурации;
-
по степени выпуклости;
-
по количеству проходов;
-
по направлению действующего усилия и вектору действия внешних сил;
-
по виду сварки;
-
по протяженности.
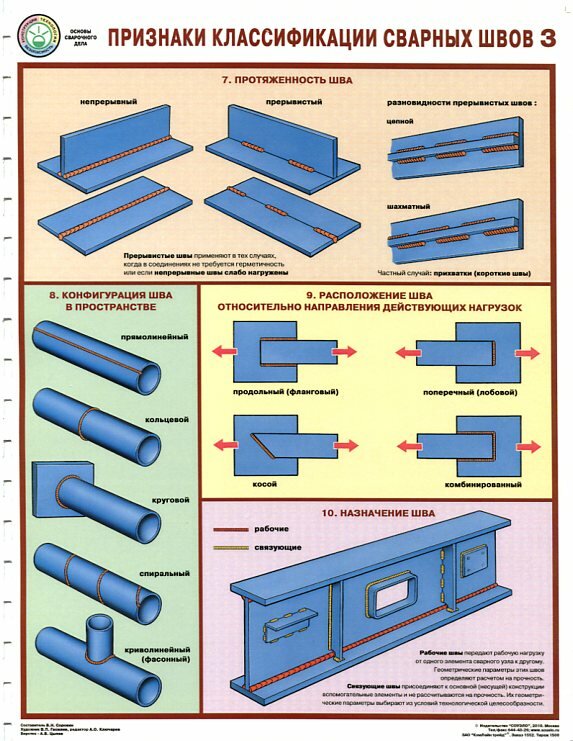
От пространственного положения шва зависит технология и сложность его выполнения. По этому признаку выделяют следующие виды сварных швов: нижние, горизонтальные, вертикальные и потолочные. Нижние – это азбука всех сварщиков. Они наиболее просты в исполнении и не требуют высокой квалификации сварщика. Самый сложный вид – потолочный. Кроме сложности он неудобен и опасен, возможностью попадания на сварщика капель расплавленного металла.
Самый сложный вид – потолочный. Кроме сложности он неудобен и опасен, возможностью попадания на сварщика капель расплавленного металла.
Разделение по конфигурации не требует особых разъяснений и не отличается особыми приемами. По этому признаку их делят на следующие виды: прямолинейные, криволинейные и кольцевые.
Сварные швы получаются вогнутыми, выпуклыми или плоскими. На этом признаке создали еще одно разделение: по степени выпуклости. Этот признак имеет существенное значение потому, что от него зависят физико-механические свойства. Плоские и вогнутые более гибкие и экономные, по сравнению с выпуклыми. А выпуклые более прочные, но при чрезмерной выпуклости склонны к концентрации напряжений.
С количеством проходов и вектором действия внешних сил все понятно, а вот по виду сварки сварные соединения разделяют по методу:-
дуговой сварки;
-
автоматической и полуавтоматической сварки под флюсом;
-
дуговой сварки в защитных газах;
-
электрошлаковой сварки;
-
электрозаклепочные;
-
контактной электросварки;
-
паяных соединений.

По признаку протяженности различают сплошные и прерывистые швы. У прерывистых есть свои преимущества – сниженное тепловложение и низкая стоимость. Они, в свою очередь, делятся на цепные и шахматные. Встречаются крайне редко в связи с тем, что не имеют должной прочности и непроницаемости. На стороне сплошных главные козыри – качество, прочность и непроницаемость.
Требования к сварным швам
К разным швам предъявляют разные требования, но есть и общие положения, применимые ко всем. Швы должны обладать определенными механическими свойствами и соответствовать их основным показателям:
-
относительное удлинение в пределах 14 – 16%;
-
предел прочности не менее чем у свариваемого металла;
-
показатель твердости не менее чем у свариваемого металла.
Технологические требования сводятся, в основном, к обеспечению полного провара. Иначе трудно гарантировать надежную работу изделия. От внешнего вида шва требуется отсутствие прожогов, наплывов, непроваров и подрезов. Также требуют наличие плавных переходов к основному металлу.
Иначе трудно гарантировать надежную работу изделия. От внешнего вида шва требуется отсутствие прожогов, наплывов, непроваров и подрезов. Также требуют наличие плавных переходов к основному металлу.
Что влияет на качество сваривания
На этот вопрос можно ответить легко и сложно одновременно. Простым ответом может быть слово «всё». Возьмите любой из множества параметров технологического процесса сваривания, нарушьте его и вы не получите приемлемого качества.
Единственно верным подходом для получения надежной сварки можно считать следующий: технологи готовят полноценное технологическое описание процесса, менеджеры обеспечивают условия, материалы, специалистов, в соответствии с описанием; а сварщики выполняют работу без отклонения от техпроцесса. Только так можно получить изделие, которому можно доверять.
КЛАССЫ СВАРКИ
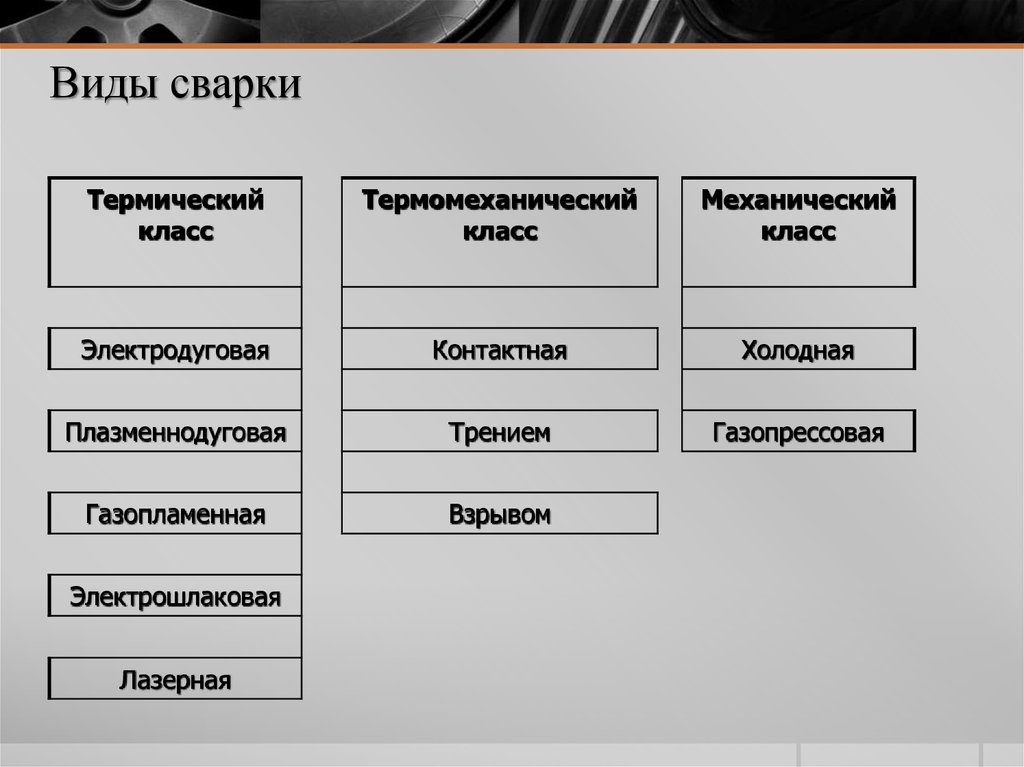
Сварка является процессом, в результате которого получают неразъемное соединение. Оно создается при помощи установки межатомной связи между свариваемыми частями при общем или местном нагреве. Сегодня существует достаточно большое количество видов сварки. Все они подразделяются по физическим, технологическим и техническим признакам. Относительно физических признаков и формы используемой энергии выделяют классы сварки:
Сегодня существует достаточно большое количество видов сварки. Все они подразделяются по физическим, технологическим и техническим признакам. Относительно физических признаков и формы используемой энергии выделяют классы сварки:
1) термический
2) термомеханический
3) механический.
Термический класс сварки включает в себя типы сварки, осуществляемые при помощи плавления. Здесь используется тепловая энергия. В этом классе различают такие типы сварки, как плазменная сварка, сварка дуговая, газовая сварка, электрошлаковая сварка. Самым распространенным видом считается электродуговая сварка. Здесь плавление происходит благодаря теплоте от электрической дуги. Также применяется ручная дуговая сварка, которая является универсальным. Она производится в труднодоступных местах, для небольших швов, при монтажных работах. Кромка деталей, которые соединяются, а также присадочная проволока сплавляются в результате электрошлаковой сварки. При плазменной сварке используется сжатая плазменная струя, оказывающая газодинамическое и тепловое воздействие. Такой вид сварки является достаточно многофункциональным. В ходе газопламенной сварки применяется присадочный материал, чтобы усилить швы.
Такой вид сварки является достаточно многофункциональным. В ходе газопламенной сварки применяется присадочный материал, чтобы усилить швы.
Также классы сварки подразделяются на термомеханический класс, подразумевающий виды сварки, при которых используется давление и тепловая энергия. Данный класс подразделяется на следующие виды: диффузионная сварка и сварка контактная. Кратковременным нагревом без оплавления места соединения характеризуется контактная сварка. В таком случае создается пластическая деформация, в результате которой происходит непосредственно сварное соединение. При применении контактной сварки непосредственно место соединения разогревается при помощи электрического тока, проходящего в месте сварки по металлу.
Механический класс представлен видами сварки, производящиеся с применением механической энергии и давления. Этот класс выделяет ультразвуковую сварку, сварку взрывом, холодную сварку и сварку трением. В этом случае в месте сварочного контакта получается выделение наибольшего количество теплоты.
Классификация контактной сварки.
Контактная сварка включает в себя несколько видов. Классификация сварки зависит от нескольких признаков:
1.В зависимости от формы сварного соединения: рельефная, шовная, точечная, стыковая.
2.Конструкция соединения может быть либо стыковой, либо нахлесточной.
3. По отношению к состоянию металла в месте сварки: без расплавления и с расплавлением металла.
4. В зависимости от способа подвода тока: односторонняя и двусторонняя.
5. По степени перемещения роликов в процессе шовной сварки: шаговая или непрерывная.
Классы дефектности сварного соединения.
Оценка единичных дефектов по ширине в том случае, если толщина свариваемых элементом в пределах 45 миллиметров, может производиться по нормам третьего класса вместо четвертого. Оценка единичных пор и включений при кольцевом сварном соединении толщиной не больше 10 миллиметров, возможно производить по пятому классу. Имеется возможность допускать внутренний непровар, который располагается в месте смыкания корневого шва. Глубина его должна быть не больше, чем 10 процентов от толщины стенки корпуса, но также и не больше 2 миллиметров.
Глубина его должна быть не больше, чем 10 процентов от толщины стенки корпуса, но также и не больше 2 миллиметров.
Непровар допускается в корневом шве, глубина не больше 10 процентов от номинальной толщины свариваемого элемента, но и не больше двух миллиметров:
— в угловом сварном соединении сосудов четвертой и пятой групп, которые предназначены для работы при температурных условиях не выше 0 градусов.
— в кольцевом стыковом соединении, которое доступно для сварки лишь с одной стороны и выполняется без подкладного кольца.
Классификация покрытых электродов.
На сегодняшний день в промышленности используются сварочные электроды для сварки углеродистой конструкционной стали. Такие электроды соответствуют ГОСТу 9467-60. Их основа состоит из разных механических признаков сварных соединений, выполняемых электродами. Кроме того, в наплавленном металле довольно сильно сокращается количество серы и фосфора.
Маркировка сварочных электродов обозначается буквой «Э».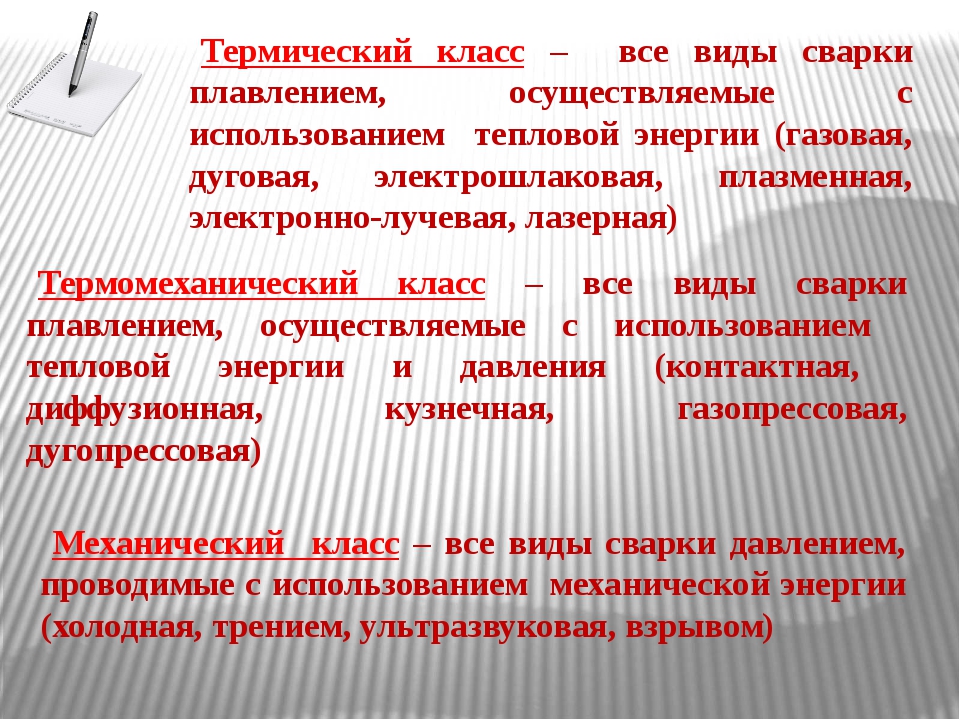 Дальше следуют цифры, которые обозначают самое нижнее значение, являющееся прочностью данного электрода. Согласно ГОСТу электроды выделяются от Э34 до Э145. Если после буквы «Э» идет буква «А», то это обозначает, что электрод может обеспечивать большое значение пластических характеристик. Электрод, имеющий характеристику Э34, дает достаточно низкую прочность и относится к таким электродам, которые называются тонким стабилизирующим покрытием.
Дальше следуют цифры, которые обозначают самое нижнее значение, являющееся прочностью данного электрода. Согласно ГОСТу электроды выделяются от Э34 до Э145. Если после буквы «Э» идет буква «А», то это обозначает, что электрод может обеспечивать большое значение пластических характеристик. Электрод, имеющий характеристику Э34, дает достаточно низкую прочность и относится к таким электродам, которые называются тонким стабилизирующим покрытием.
Виды сварки и сварочных аппаратов
share.in Facebook share.in Telegram share.in Viber share.in Twitter
Содержание:
- Виды сварки
- Виды сварочных аппаратов
- Сравнение сварочных аппаратов
- Заключение
Виды сварки
Прежде чем говорить о видах сварочных аппаратов, не лишним будет описать, какие бывают виды сварки. Они отличаются между собой расходниками и типом воздействия на металл. Понимание классификации видов сварки помогает разобраться в предмете и точнее выбрать для себя аппарат.
Недуговая
В недуговой сварке, которую также часто называют контактной, используют несколько электродов, прикладываемых друг ко другу. Во время контакта между ними возникает мощный импульс тока, сила которого может достигать тысяч ампер. Металл, который находится между электродами, плавится. Если расположить электроды точно друг напротив друга, то сваривание называют точечным.
Несмотря на то, что сварка неплавящимся электродом имеет несколько разновидностей, популярность завоевала только точечная. Из-за этого под контактной сваркой и точечным свариванием подразумевают одно и то же. Одна из особенностей точечной сварки — чрезвычайно низкое напряжение, оно может составлять всего несколько вольт. Это стало причиной того, что данный тип сварки преимущественно применяют при работе с тонкими деталями. Одна из сфер, где он распространен — автомобилестроение.
Дуговая
Самый популярный на сегодня тип сварки — дуговой. Во время ручной дуговой сварки используется один электрод. Электрическая дуга между электродом и деталью позволяет достигнуть температуры плавления металла. Электрод при этом не прикасается к металлу. Чтобы обеспечить стабильность при горении дуги необходима специальная проводящая среда. Она также помогает защитить шов и электрод. Ее можно получить несколькими способами — подавая газ или используя специальное покрытие. В зависимости от этого выделяют несколько подкатегорий электродуговой сварки.
Электрическая дуга между электродом и деталью позволяет достигнуть температуры плавления металла. Электрод при этом не прикасается к металлу. Чтобы обеспечить стабильность при горении дуги необходима специальная проводящая среда. Она также помогает защитить шов и электрод. Ее можно получить несколькими способами — подавая газ или используя специальное покрытие. В зависимости от этого выделяют несколько подкатегорий электродуговой сварки.
MMA
ММА — сварка плавящимися металлическими электродами. Каждый штучный электрод покрыт обмазкой, которая плавится, образуя защитную газовую среду. Как только через электрод начинает проходить ток, обмазка образует облако ионизированного газа, позволяющего образовать дугу. Это очень удобно, так как отпадает необходимость использовать тяжелый газовый баллон — процесс сваривания становится автономнее.
Чтобы сварка прошла успешно, нужно правильно подобрать электрод. На упаковке можно найти информацию о том, для каких именно металлов подходит данный расходник.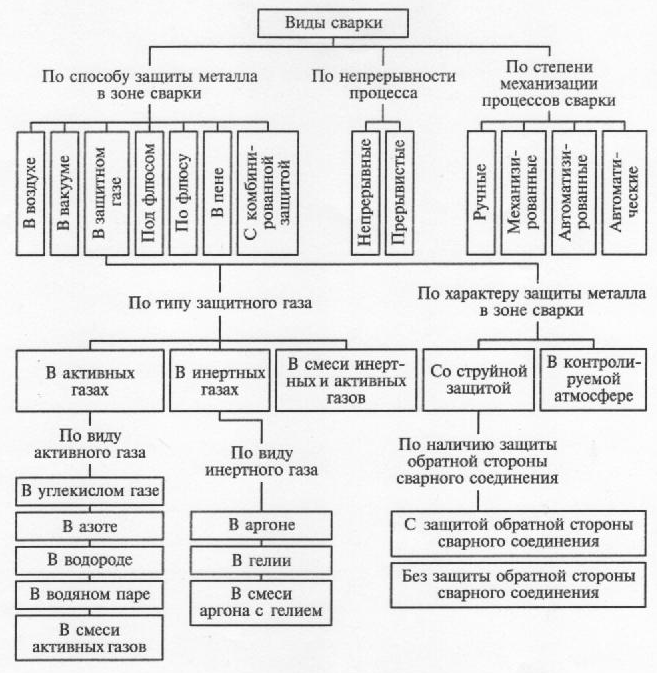 Это зависит от металла, из которого он сделан. Также играет роль диаметр электрода. Электроды разного диаметра могут использоваться для сваривания деталей разной толщины.
Это зависит от металла, из которого он сделан. Также играет роль диаметр электрода. Электроды разного диаметра могут использоваться для сваривания деталей разной толщины.
MMA дает возможность сваривать различные металлы (сталь, чугун, нержавеющие сплавы), но не подходит для алюминия.
TIG
Для сварки TIG (аргонно-дуговая сварка) понадобится сварочный аппарат со специальным рукавом. В него устанавливают тугоплавкий вольфрамовый электрод. За секунду до начала сваривания начинается подача инертного защитного газа — аргона. После этого возникает дуга. Этот вид сварки используется профессиональными сварщиками, так как процесс поджигания дуги здесь не такой простой, как при использовании MMA. Кстати, для сварки алюминия используются аппараты TIG с функцией переключения в режим работы переменным сварочным током.
MIG-MAG (полуавтоматическая сварка)
Существует также сварка MIG-MAG, которая подразумевает автоматическую подачу присадочной проволоки через токопроводящий наконечник. Она находит свое применение в сферах, где нужно сваривать листовой металл. Этот вид также используется для сваривания меди. Проволока в разы увеличивает скорость работы. В аппарат устанавливается катушка, которая автоматически подает проволоку к месту сваривания через еврорукав. При этом может использоваться газ (проволока будет без флюса) или флюсовая проволока. Использование баллона снижает комфорт при работе, но повышает качество шва. Сварка под флюсом обходится немного дороже из-за более высокой стоимости расходника.
Она находит свое применение в сферах, где нужно сваривать листовой металл. Этот вид также используется для сваривания меди. Проволока в разы увеличивает скорость работы. В аппарат устанавливается катушка, которая автоматически подает проволоку к месту сваривания через еврорукав. При этом может использоваться газ (проволока будет без флюса) или флюсовая проволока. Использование баллона снижает комфорт при работе, но повышает качество шва. Сварка под флюсом обходится немного дороже из-за более высокой стоимости расходника.
Виды сварочных аппаратов
Ниже мы опишем самые распространенные виды аппаратов, которые используются для дуговой сварки.
Трансформаторы
Самая популярная разновидность сварочного аппарата — трансформаторная сварка. Она способна работать со свариваемыми изделиями толщиной от 1,5 до 30 миллиметров. Строение трансформатора предполагает наличие двух обмоток, которые используют переменный ток. Первая принимает ток из стационарной сети. Вторая — формирует ток силой от 80 до 500 А, снижая напряжение. Трансформаторы могут работать как с одной, так и тремя фазами сети. В зависимости от этого будут отличаться их размеры.
Вторая — формирует ток силой от 80 до 500 А, снижая напряжение. Трансформаторы могут работать как с одной, так и тремя фазами сети. В зависимости от этого будут отличаться их размеры.
Чтобы регулировать мощность сварочного тока, обмотки приближаются или отдаляются друг от друга. Если аппарат небольшой, можно отключать часть обмотки. Для трансформаторных аппаратов допустимым считается напряжение 48 В. Это позволяет сварщику прикасаться к свариваемой детали.
Среди достоинств такого оборудования выделяют несложное строение, невысокую стоимость, высокую силу тока. Из минусов нужно сказать о гуле аппарата при работе, ступенчатую регулировку, разбрызгивание металла.
Сварочные инверторы
Объединив трансформатор с конденсаторами, выпрямителем, транзисторами и диодами, удалось разработать новый вид аппаратов — сварки инверторного типа. Их небольшой размер сделал процесс сваривания намного удобнее. Во время работы они повышают входное напряжение и преобразуют ток в постоянный. Современные модели обладают большим количество дополнительных функций: Anti-Stick, Hot Start, VRD и т.п. Они позволяют формировать плотный качественный шов и максимально автоматизировать сварочный процесс.
Современные модели обладают большим количество дополнительных функций: Anti-Stick, Hot Start, VRD и т.п. Они позволяют формировать плотный качественный шов и максимально автоматизировать сварочный процесс.
Достоинства сварочных инверторов:
- инвертор может работать как с черным, так и цветным металлом;
- небольшой размер приборов;
- хороший КПД;
- дуга горит ровнее и обладает повышенной устойчивостью;
- при сварке постоянным током металл меньше разбрызгивается;
- можно точнее установить мощность тока;
- современные модели обладают дополнительными функциями, позволяющими легче зажечь дугу, избежать прилипания электрода и т.п.
Минусы инверторных сварочных аппаратов:
- стоимость выше, чем у трансформатора;
- более сложное строение и, как следствие, ремонт.
Полуавтоматы
Полуавтоматические сварочные аппараты состоят из блока, подающего питание, катушки с проволокой, рукава, сопла горелки, системы подачи газа. Их главная особенность — использование проволоки вместо сменных электродов. Полуавтоматы подают защитный газ (инертный — аргон, гелий, или активный — кислород) и проволоку к месту сваривания, обеспечивая все условия для сварки. Они также способны работать без газа (режим «NO GAS») — нагретая электрическим током стальная проволока с флюсовым наполнителем выделяет газ.
Их главная особенность — использование проволоки вместо сменных электродов. Полуавтоматы подают защитный газ (инертный — аргон, гелий, или активный — кислород) и проволоку к месту сваривания, обеспечивая все условия для сварки. Они также способны работать без газа (режим «NO GAS») — нагретая электрическим током стальная проволока с флюсовым наполнителем выделяет газ.
Использование полуавтоматической сварки с электродной проволокой делает сварочный процесс быстрее. Еще больше работу упрощает наличие нескольких режимов подачи расходника. Как правило, пользователь может выбрать несколько режимов и скорость подачи проволоки.
Сравнение сварочных аппаратов
Что лучше — сварочный полуавтомат или инвертор?
Часто можно услышать вопрос пользователей: что лучше — сварочный инвертор или полуавтомат? Он не совсем корректен, так как полуавтомат включает в себя часть, подающую питание. Эта часть может быть инверторной или трансформаторной — эти понятия можно сравнить между собой.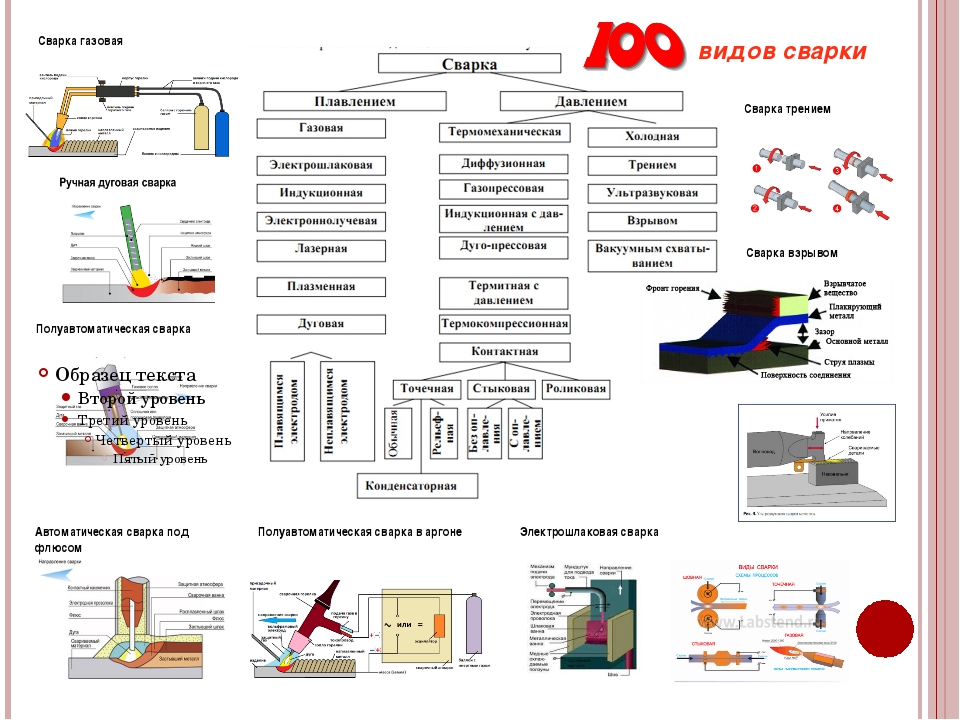 А вот полуавтоматическая сварка отличается от других расходником. В ней используется проволока вместо сменных электродов.
А вот полуавтоматическая сварка отличается от других расходником. В ней используется проволока вместо сменных электродов.
Какой выбрать сварочный аппарат — инвертор или трансформатор?
Вне зависимости от того, собираетесь ли вы пользоваться сваркой ММА или полуавтоматом, прибор может быть инверторным или трансформаторным. Сейчас мы быстро сравним эти два типа аппаратов.
Трансформатор:
- дешевле стоит;
- может работать с электродами диаметром до 7 мм;
- шумит при работе;
- разбрызгивает металл;
- обладает высокой силой тока;
- не позволяет точно регулировать ток;
- использует переменный ток.
Инвертор:
- стоит дороже;
- может работать с электродами диаметром до 5 мм;
- меньше шумит при работе;
- меньше разбрызгивает металл;
- позволяет легче сформировать нормальный сварочный шов;
- дает возможность точнее регулировать ток;
- использует постоянный ток.

Заключение
Каждый тип сварки и сварочного аппарата можно использовать для определенных работ. Например, для сварки сталей отлично подходит сварка ММА, а для сваривания алюминия понадобится аппарат TIG. Также существует сварка в защитной среде с использованием проволоки, которая упрощает процесс.
Какой металл чем варить?
Металл | Тип сварки |
Сталь | MMA, TIG, MIG-MAG |
Чугун | MMA, MIG-MAG |
Нержавейка | MMA, TIG, MIG-MAG |
Алюминий и сплавы на его основе | TIG (переменным током) |
Медь | MIG-MAG (медной проволокой) |
Вне зависимости от выбранного режима и сварочного аппарата нужно соблюдать правила безопасности. В этом случае вы сможете добиться нужного результата, не повредив заготовку и сохранив здоровье.
Виды сварочных дуг
Сеть профессиональных контактов специалистов сварки
По наиболее важным техническим признакам различают следующие основные группы сварочных дуг:
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Дуги прямого действия | С плавящимися электродами | Дуги в парах металлов | Свободные дуги | Установившиеся дуги | Открытые дуги | Дуги постоянного тока |
| Дуги косвенного действия | С неплавящимися электродами | Дуги в газах | Сжатые дуги | Неустановившиеся дуги | Закрытые дуги | Дуги переменного тока |
Входящие в группы виды сварочных дуг характеризуются следующими основными особенностями.
1. В дугах прямого действия подлежащие нагреву или плавлению металлы являются электродами разряда и им передается кинетическая и потенциальная энергия заряженных частиц. Поэтому электроды весьма интенсивно нагреваются и плавятся.
Поэтому электроды весьма интенсивно нагреваются и плавятся.
Дуги косвенного действия располагаются у поверхностей подлежащих нагреву или плавлению изделий. Электродами таких дуг служат стержни из графита или вольфрама, не соединенные электрически с изделиями. Нагрев и плавление изделий происходит лишь за счет кинетической энергии сталкивающихся с ними частиц газа. Обычно такой нагрев мало эффективен, поэтому дуги косвенного действия применяются в тех случаях, когда требуется сравнительно небольшая теплопередача от дуги к изделиям.
2. В дугах с плавящимися электродами оба электрода в процессе осуществления сварочного процесса расплавляются, поставляя металл в общую ванну. Если один из электродов, будучи тугоплавким — вольфрамовым или графитовым, не поставляет металл в общую ванну, то дуга называется дугой с неплавящимся электродом. При увеличении тока дуги тугоплавкий электрод также может расплавиться, поэтому разновидности дуг этой группы определяются не только материалом электродов, но и режимом их горения.
3. Большинство плавящихся электродов дуги интенсивно испаряется. Пары, двигаясь от электродов в виде струи, почти полностью оттесняют из области разряда другие газы. Поэтому пары электродов определяют основные свойства таких дуг, что и обусловило их название. Когда же используются слабо испаряющиеся вольфрамовые, графитовые или искусственно охлаждаемые водой медные электроды, состав газа разрядной области с достаточной точностью определяется ее атмосферой. Последнюю образуют л ибо защитные газы — аргон, гелий, водород, СO2 и др., подаваемые в зону дуги для ограждения металла от воздействия воздуха, либо воздух при отсутствии такой защиты. Однако по мере увеличения тока слабо испаряющиеся электроды могут испаряться интенсивно, а «дуга в газах» может стать «дугой в парах», поэтому и в этой группе разновидности дуг также определяются их режимом.
4. Дуга считается свободной, если ее развитие в пространстве не ограничено до пределов, определяемых естественными свойствами дуги. При наличии таких ограничений дуга называется сжатой. Дугу сжимают, помещая ее в узких каналах и щелях, ограничивая размеры электродов, обдувая дугу струями газов или жидкостей и т. д.
При наличии таких ограничений дуга называется сжатой. Дугу сжимают, помещая ее в узких каналах и щелях, ограничивая размеры электродов, обдувая дугу струями газов или жидкостей и т. д.
5. Дуга считается установившейся, если длительность ее существования при заданных условиях заметно превышает время протекания в ней переходных процессов и параметры дуги уже не меняются во времени. Изменения силы тока, состава атмосферы, расстояния между электродами, положения в пространстве и т. д. характеризуют неустановившиеся дуги. Однако при сравнительно медленном изменении перечисленных факторов, когда каждому их мгновенному значению соответствуют параметры дуги, близкие к установившимся при этих мгновенных значениях, такими изменениями можно пренебречь и дуги считать установившимися. Таким образом разделение дуг анализируемой группы на два вида требует их тщательного изучения.
6. Дуга считается открытой, если вокруг нее отсутствуют преграды, кроме самих электродов, исключающие или затрудняющие циркуляцию газа в околодуговом пространстве, или задерживающие излучение дуги. В случае полного ограждения дуги от окружающего пространства она становится закрытой. Примером такой дуги является дуга под флюсом. Ее атмосфера состоит только из паров электродов и ограждения — флюса. Циркуляция газовых потоков в такой дуге ограничена, излучение дуги в пространство не проникает. Возможны полузакрытые дуги и т. д.
В случае полного ограждения дуги от окружающего пространства она становится закрытой. Примером такой дуги является дуга под флюсом. Ее атмосфера состоит только из паров электродов и ограждения — флюса. Циркуляция газовых потоков в такой дуге ограничена, излучение дуги в пространство не проникает. Возможны полузакрытые дуги и т. д.
7. Для дуг постоянного тока характерны неизменность направления тока и, как правило, небольшие колебания его силы, обусловливаемые процессами в дуге.
В дугах переменного тока происходят непрерывные изменения направления и силы тока в соответствии с изменениями э. д. с. источника и процессами в дуге. Такие дуги угасают каждый раз при переходе тока через нуль и возобновляются снова в начале каждого полупериода питающего их переменного тока.
Реальные сварочные дуги характеризуются одновременно несколькими перечисленными особенностями.
Для примера на сравним дуги с плавящимися электродами в аргоне и углекислом газе и их типичную осциллограмму. На концах электродов при фотграфировании видны капли, меняющиеся, как показывают наблюдения, в объеме и по положению в пространстве. Периодически они перекрывают весь разрядный промежуток, вызывая короткое замыкание электродов и устранение разряда. При этом напряжение падает почти до нуля, а ток растет по законам, определяемым свойствами электрической цепи. Частота коротких замыканий и их длительность не постоянны После замыканий снова возбуждается дуга и т. д.
На концах электродов при фотграфировании видны капли, меняющиеся, как показывают наблюдения, в объеме и по положению в пространстве. Периодически они перекрывают весь разрядный промежуток, вызывая короткое замыкание электродов и устранение разряда. При этом напряжение падает почти до нуля, а ток растет по законам, определяемым свойствами электрической цепи. Частота коротких замыканий и их длительность не постоянны После замыканий снова возбуждается дуга и т. д.
Получается, что сварочная дуга с плавящимися электродами является неустановившейся дугой как по длине разрядного промежутка, так по режиму питания и положению в пространстве. В рассматриваемом случае она, возможно, несколько сжата струями защитных газов и содержит в своем составе некоторую часть паров электродов и т. д. Естественно, что изучение таких дуг весьма затруднительно. При их описании и, тем более, изложении теории неизбежна некоторая схематизация и идеализация процессов и условий существования разряда.
Copyright.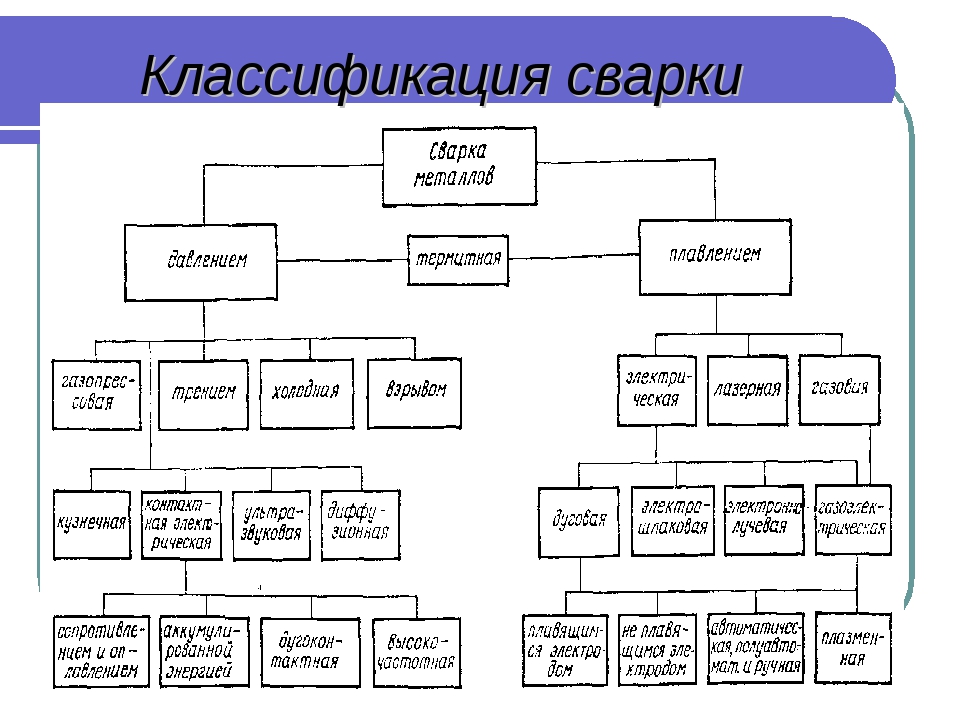 При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Классификация сварочных дуг | Машкрепеж
Люди применяют сварку вот уже почти полтора столетия. А изучать это метод соединения различных объектов начал еще известный итальянский ученый Алессандро Дж. Вольта. На основе, в том числе, и его научных трудов был создан первый аппарат для выполнения сварки. Генерирование электрического разряда происходит в момент КЗ (здесь и далее Короткое Замыкание), возникшего между обрабатываемой поверхностью и концом расходного элемента (здесь и далее под таковым подразумевается электрод). На аппарат для сварки подается электроэнергия. Благодаря ее трансформированию в энергию другого вида – тепловую – возникает ванна расплава. Это является обязательным условием формирования однородного металлического шва. По результатам детального анализа ВАХ (сокращение словосочетания Вольтамперная Характеристика) ученым удалось превратить сварку, практически, в совершенный процесс соединения элементов создаваемой конструкции.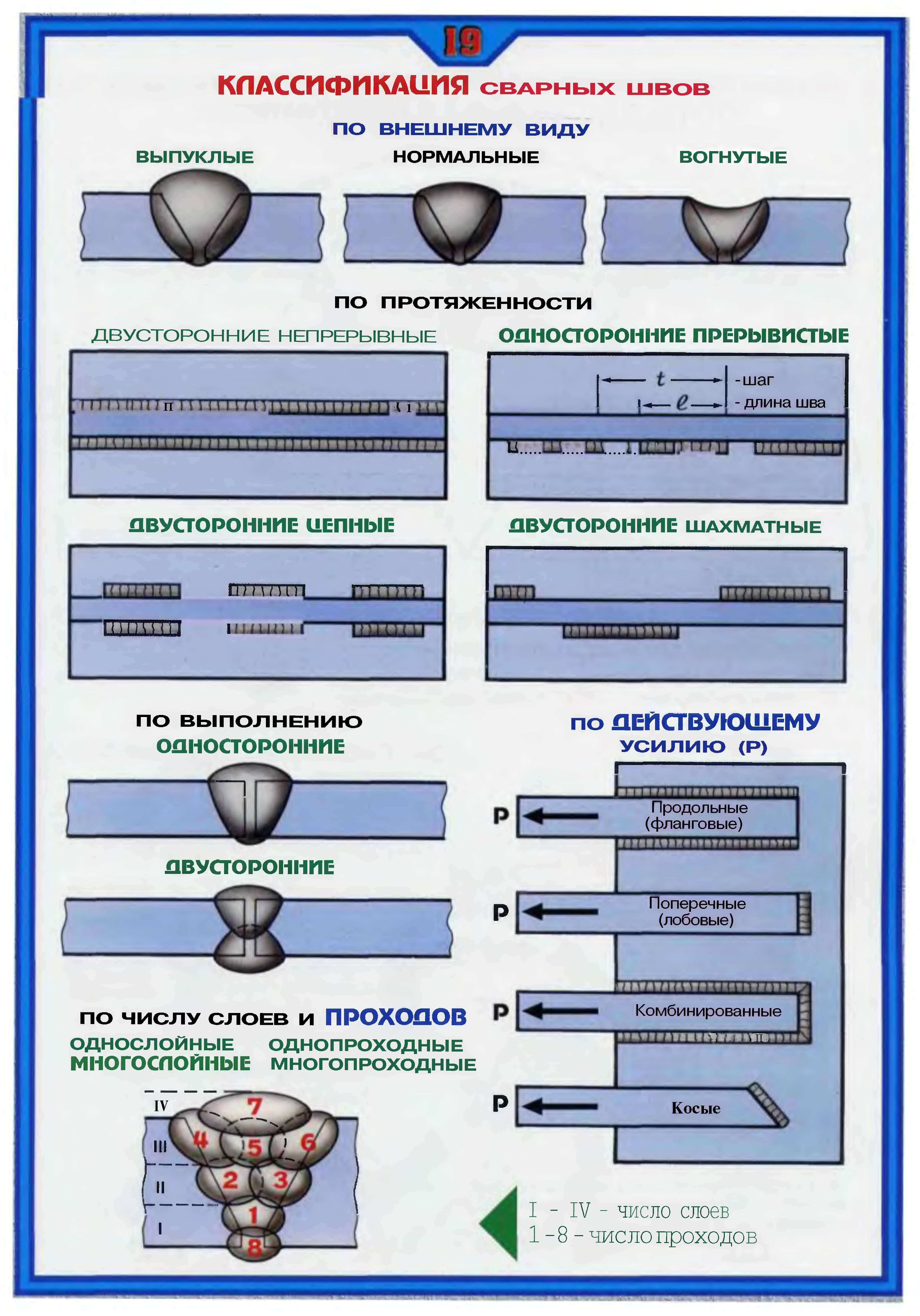 Были разработаны современные приборы, поддерживающие стабильное состояние сварочной электродуги.
Были разработаны современные приборы, поддерживающие стабильное состояние сварочной электродуги.
Сварочная дуга. Что это?
Продуцируемая сварочным аппаратом электродуга является ничем иным, нежели проводником, сформированным ионизированными частицами. Его существование на протяжении определенного временного интервала обеспечивается благодаря поддержке электрического поля. Подобному разряду, образующемуся в газе, который способен к ионизации, характерны:
Учебники и справочники по сварке содержат следующее определение данному явлению: она представляет собой разряд, происходящий в образовавшейся плазме и носящий продолжительный характер. Сама же плазма является конгломератом продуктов испарения металлов, образующихся под влиянием весьма высокой температуры и на которые оказывают воздействие подвергнутые ионизации защитные газы, присутствующие в атмосфере.
Структура и температурные характеристики сварочной электродуги
Довести температуру металлической заготовки за очень непродолжительный отрезок времени до точки плавления вполне возможно, но по законам физики для этого необходимо сформировать мощную электродугу. Ее основными рабочими характеристиками являются:
Ее основными рабочими характеристиками являются:
-
вольтаж – величина напряжения, отображенная в вольтах;
-
ампераж – сила электротока, значение которой представлено в амперах;
-
уровень плотности потока корпускул/частиц-носителей заряда.
С точки зрения электротехники дуговой столб является проводником между противоположными полюсами (имеются в виду плюсовой и минусовой). Материализован он посредством газовой среды. Особенности столба – высокое значение сопротивления, способность продуцировать искры и светиться.
Проведение тщательного анализа структуры электродуги позволит выяснить, как на металл оказывает воздействие температура. В общем случае ее длина относительно небольшая – колеблется в районе отметки 5 сантиметров. Строение электродуги включает 3 области:
-
сам столб.
Это и есть видимый человеческим глазом светящийся отрезок;
-
анодная область – примерно 10 мкм;
-
катодная область – около 1 мкм.
 Это и есть видимый человеческим глазом светящийся отрезок;
Это и есть видимый человеческим глазом светящийся отрезок;
Температура сварочной электродуги определяется потоком формируемых на катоде свободных электронов. Уровень нагрева самого катода достигает 38 процентов от температуры образовавшейся плазмы. Электроны – частицы с отрицательным зарядом – перемещаются в газовой среде в сторону анода, а элементы-носители положительного заряда движутся к катоду. В целом же наблюдается такая картина: столб на протяжении всего времени своего существования нейтрален.
Внутри столба температура частиц может достигать 10000°С. Они при контакте с металлом обеспечивают его разогрев до 2350°С. Точку проникновения электронов ученые-физики называют анодным пятном. В сравнении с другим пятном, называемым катодным, его температурный показатель больше на 6 процентов.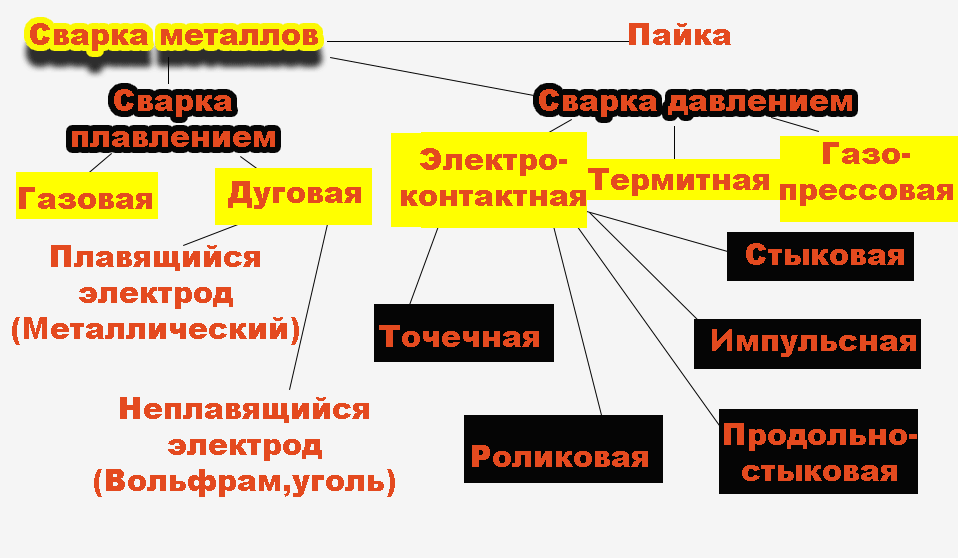 Плазма излучает волны в инфракрасном, в видимом и УФ-диапазонах. Но это излучение способно нанести вред коже и органам зрения человека. Поэтому сварщики обязаны по технике безопасности работать в специальных защитных средствах.
Плазма излучает волны в инфракрасном, в видимом и УФ-диапазонах. Но это излучение способно нанести вред коже и органам зрения человека. Поэтому сварщики обязаны по технике безопасности работать в специальных защитных средствах.
Разновидности сварочной электродуги
Подразделение сварочной электродуги на виды осуществляется на основе нескольких признаков. Так, по критерию «Тип электротока и расположение электродов в рабочей зоне» формируются следующие группы:
-
прямого действия. Это когда разряд расположен параллельно по отношению к продольной оси электрода и перпендикулярно относительно обрабатываемой металлической поверхности;
-
косвенного действия. Здесь электрод наклонен к поверхности заготовки под углом, равным 40,0°-60,0°. Разряд проходит между этим расходным элементом и металлом;
-
комбинированная.
Представляет собой сочетание вышеуказанных дуг. В качестве примера можно привести 3-фазную дугу. Ее 2 дуги осуществляют электрическую связь электродов с объектом сварки. Третья же горит между двумя изолированными один от другого электродам.
 Представляет собой сочетание вышеуказанных дуг. В качестве примера можно привести 3-фазную дугу. Ее 2 дуги осуществляют электрическую связь электродов с объектом сварки. Третья же горит между двумя изолированными один от другого электродам.
Представляет собой сочетание вышеуказанных дуг. В качестве примера можно привести 3-фазную дугу. Ее 2 дуги осуществляют электрическую связь электродов с объектом сварки. Третья же горит между двумя изолированными один от другого электродам.
Плазменный столб зависимости от его состава бывает:
-
открытым. Формируется в газах атмосферы. В качестве подпитывающей среды выступают химические соединения, испаряющиеся из объекта сварки и обмазки электрода;
-
закрытым. Продуцируется под флюсом. Обязательное условие – наличие газообразной фазы, образованной частицами, являющимися продуктами испарения флюса, расходного элемента – электрода, и самого металла, находящегося в жидком агрегатном состоянии;
-
с подачей защитной смеси. Ею может быть газ, обладающий инертными свойствами, и т.д.
Еще один признак, на основе которого эксперты подразделяют электродугу на виды, это тип электрода. Для сварки задействуются следующие расходные элементы:
Для сварки задействуются следующие расходные элементы:
-
стальные, обмазка которых содержит включения, обеспечивающие ионизацию газа;
-
произведенные из угля либо графита;
-
тугоплавкие, изготовленные из металла вольфрам (элемент W).
По критерию «время воздействия» сварочная электродуга бывает импульсной, а также постоянной.
Условия горения
В основе сварочного процесса находится трансформирование электроэнергии в энергию тепловую. Время удержания сформированного в его ходе столба ничем не ограничено, если ионизация газа происходит очень быстро. При сваривании заготовки подвергаются нагреву, контактирующий с ними воздух становится горячим и обогащается испаряемыми веществами. Альтернативным способом является специальная подача в рабочую область газа, из молекул или атомов которого под внешним воздействием образуются ионы. Наиболее хорошо ионизируются частицы мягких щелочных металлов (входят в первую группу периодической таблицы), а также щелочноземельных металлов (это уже представители второй группы периодической таблицы). Для перевода их в активное состояние, достаточно начать пропускать электроток.
Наиболее хорошо ионизируются частицы мягких щелочных металлов (входят в первую группу периодической таблицы), а также щелочноземельных металлов (это уже представители второй группы периодической таблицы). Для перевода их в активное состояние, достаточно начать пропускать электроток.
Иным обязательным условием надежного поддержания сварочного столба является высокая стабильная во времени температура катода. Ее величина – характеристика производная от площади самого катода, а также его химического состава. Без источника электроэнергии здесь не обойтись. Когда выполняются сварочные работы температурный показатель катодной зоны достигает 7000°С.
Как образуется электродуга
Сварочная электродуга является ничем другим, нежели электрическим разрядом. Появляется она, когда происходит замыкание цепи. В момент соприкосновения электрода с подвергаемым сварке элементом конструкции начинает продуцироваться в избыточном объеме тепловая энергия. В месте контакта металл плавится. Из-за явления притягивания расплава к наконечнику расходного элемента образуется тонкая шейка. Под воздействием мощного электрического поля она, практически, моментально распыляется. Это обусловливает ионизацию молекул газа. В результате данного процесса формируется защитное облако, обеспечивающее свободное передвижение электронов.
В месте контакта металл плавится. Из-за явления притягивания расплава к наконечнику расходного элемента образуется тонкая шейка. Под воздействием мощного электрического поля она, практически, моментально распыляется. Это обусловливает ионизацию молекул газа. В результате данного процесса формируется защитное облако, обеспечивающее свободное передвижение электронов.
Направленность потока определяется типом тока. Поджечь электродугу можно на электротоке, имеющем и постоянную, и переменную величину, а также любой полярности – как прямой, так и обратной. Частота разжигания и потухания дуги – характеристика производная от совокупности выбранных работником параметров тока.
Что влияет на мощность электродуги
Показатели мощности сварочной электродуги зависят от следующих основных факторов:
-
питающее напряжение. Возрастание напряжения питания приводит к увеличению мощности дуги.
Однако диапазон изменения значений последнего параметра неширокий. Имеются также ограничения, касающиеся размеров электродов;
-
сила тока. Зависимость прямо пропорциональная. С увеличением этого параметра стабильность горения электродуги повышается;
-
зависимость мощности и численного значения напряжения образовавшейся плазмы тоже прямо пропорциональная.
 Однако диапазон изменения значений последнего параметра неширокий. Имеются также ограничения, касающиеся размеров электродов;
Однако диапазон изменения значений последнего параметра неширокий. Имеются также ограничения, касающиеся размеров электродов;
Длина дуги – это расстояние от расходного элемента до свариваемой поверхности в ходе выполнения работ. Данный показатель оказывает влияние на объем генерируемого тепла.
Скорость расплавления металла определяется мощностью электродуги. Этот параметр очень важен. Ведь о него зависит, сколько времени потребуется на соединение металлических деталей. Температура в области плавления изменяется силой тока. Если она достаточно большая, не будет гаснуть электродуга даже значительной длины. Заниматься настройками ампеража в ходе сварки требуется весьма редко.
Заниматься настройками ампеража в ходе сварки требуется весьма редко.
ВАХ сварочной дуги
Аббревиатура ВАХ расшифровывается так: вольтамперная характеристика. Она отображает взаимосвязь параметров питания.По ВАХ можно узнать время стабильного горения электродуги, ее мощность, а также условия затухания.
Динамика, с которой изменяются вольтамперные показатели, отображает варьирование длины электродуги, когда она нестабильна. И наоборот, статическая ВАХ показывает, как зависит от силы тока величина напряжения электродуги в период постоянства ее длины. Выше представленный график, поделенный на 3 сегмента, выражает ее свойства.
Падающая ВАХ
Возрастание силы тока сопровождается резким падением напряжения (участок «1» на графике). Обусловлено это формированием столба. С увеличением плазменного потока его электропроводимость изменяется. Причем в сторону увеличения.
Жесткая ВАХ
Ключевая особенность этого участка (позиция «2» на графике) – пониженное напряжение, сочетающееся с неизменной во времени плотностью тока. Величина силы тока варьируется в пределах 100В-1000В. Растет диаметр электродугового столба, а его сопротивление, соответственно, падает. Площадь пятен, и анодного (знак «+»), и катодного (знак «-»), возрастает пропорционально.
Величина силы тока варьируется в пределах 100В-1000В. Растет диаметр электродугового столба, а его сопротивление, соответственно, падает. Площадь пятен, и анодного (знак «+»), и катодного (знак «-»), возрастает пропорционально.
Растущая ВАХ
На графике это участок «3». Отличается стабильностью катодного пятна. Его размер – величина производная от диаметра расходного элемента. Сопротивление сварочного столба увеличивается. Также наблюдается рост напряжения на электродуге.
Отдельно необходимо отметить следующие моменты:
-
когда для проведения ручной электросварки применяются плавящиеся либо неплавящиеся расходные элементы, вольтамперные характеристики не переходят на третий участок графика. Для данного случая актуальны лишь первые два;
-
показатели участков графика под номерами 2 и 3 описывают механизированную сварку, предусматривающую применение флюсов;
-
параметры сварки в защитной среде с использованием плавящегося электрода отображены на третьем сегменте графика.

Теперь несколько слов о работе сварочного оборудования на переменном токе. Электродуга возбуждается на пике разжигания во всех полупериодах. Ее затухание наблюдается в момент перехода синусоидой нулевой отметки. Активные пятна прекращают нагреваться. Поддержка в стабильном состоянии эндотермического процесса формирования ионов из элементарных нейтральных частиц газов осуществляется испарениями металлов щелочной группы, присутствующих в обмазке электродов. Процесс розжига электродуги в защитной среде на электротоке с изменяющейся во времени величиной выполняется трудней в сравнении со сваркой на токе постоянном.
Когда выбирается аппарат для проведения работ определенного вида, необходимо принимать во внимание непосредственную зависимость ВАХ от вольтамперных параметров внешнего порядка. Например, ручная электродуговая сварка будет выполнена успешно при подводе питания, отличающегося падающей ВАХ, то есть с повышенным значением напряжения на ХХ. При этом у работника будет иметься возможность изменять длину электродуги, используя регулятор ампеража.
При этом у работника будет иметься возможность изменять длину электродуги, используя регулятор ампеража.
Величина силы тока, фиксируемая при КЗ в ходе расплавления расходного элемента, превышает значение этого показателя столба от 20 до 50 процентов. Сварка с помощью плавящихся электродов – наиболее оптимальный вариант в случае применения дуги размыкания. И здесь нужно знать один момент. Формулируется он так: для розжига электродуги вольфрамовым либо углеродным расходным элементом будет очень кстати вспомогательный/дополнительный разряд.
Значительная сила тока, возникающая при КЗ, может привести к прожигу заготовки. Происходит КЗ в момент падения капли расплава расходного элемента. После этого параметры резко обретают первоначальные значения. В результате наблюдается возрастание ампеража, и сила тока мгновенно достигает уровня, фиксируемого при КЗ. Мостик, сформировавшийся между электродом и металлической заготовкой, очень быстро перегорает. Это приводит к очередному возбуждению электродуги. Все вышеописанные изменения осуществляются в электродуговом столбе, практически, моментально. Оборудование должно отреагировать на них за этот короткий временной интервал, чтобы рабочие характеристики стабилизировались.
Это приводит к очередному возбуждению электродуги. Все вышеописанные изменения осуществляются в электродуговом столбе, практически, моментально. Оборудование должно отреагировать на них за этот короткий временной интервал, чтобы рабочие характеристики стабилизировались.
Особенности электродуги
Широкие пределы изменения параметров обусловливает совместимость электродуги с обычными плавящимися расходными элементами, а также с тугоплавкими. В результате ее воздействия заготовка очень быстро разогревается, а затем формируется ванна расплава. Уровень потерь, появляющихся в ходе преобразования электрической энергии в энергию тепловую, – минимальный. Хотя природу электродуги можно сопоставить с разрядами других разновидностей, у нее имеются свои особенности:
-
саморегулирующиеся вольтамперные характеристики, а также мощность;
-
пространственная устойчивость;
-
четкие контуры;
-
неравномерность распределения между обоими полюсами электрического поля;
-
незначительное снижение напряжения на аноде (знак «+») и катоде (знак «-»).
Данное явление мало связано с изначально установленным вольтажом;
-
сильный ток продуцирует высокую температуру.
 Данное явление мало связано с изначально установленным вольтажом;
Данное явление мало связано с изначально установленным вольтажом;
Зажигание дуги можно осуществлять двумя способами: кратковременным прикасанием либо путем чирканья.
Заключение
Единица измерения скорости перемещения дугового разряда – метр/минута. При выборе конкретной величины данного параметра следует учитывать следующие моменты. Во-первых, скорость нужно уменьшать с увеличением толщины свариваемых объектов. Во-вторых, увеличение сварочного тока должно сопровождаться возрастанием скорости перемещения. Но это условие актуально, когда толщина металла задана.
Товары каталога:
Please enable JavaScript to view the comments powered by Disqus. comments powered by
Различные типы сварочных процессов
Сварка — увлекательная и полезная техника как для энтузиастов, так и для профессионалов. Используя пару инструментов и различные типы металлов, сварщики могут превратить любую деталь в любую форму и дизайн, которые они пожелают, при этом искры будут летать вокруг. Однако, чтобы овладеть искусством сварки, вам необходимо начать с основ и знать о различных типах сварочных процессов.
Используя пару инструментов и различные типы металлов, сварщики могут превратить любую деталь в любую форму и дизайн, которые они пожелают, при этом искры будут летать вокруг. Однако, чтобы овладеть искусством сварки, вам необходимо начать с основ и знать о различных типах сварочных процессов.
Более 30 различных виды сварки существуют, и они варьируются от простой газокислородной до высокотехнологичной. такие процессы, как лазерная сварка.Однако используются только четыре типа сварки. Обычно это MIG, TIG, дуговая сварка стержневым электродом и порошковая порошковая сварка. Каждый из у них есть свои преимущества и недостатки, и вам необходимо иметь надлежащее обучение, чтобы практиковать их.
MIG — газовая дуговая сварка металла (GMAW) В этом процессе сварки используются
электрод непрерывно подается через сварочную горелку, и оператору необходимо
нажмите на спусковой крючок, чтобы пропустить расходный электрод. Между
основной материал и электрод образует электрическую дугу, которая нагревает материал
пока он не достигнет точки плавления, которая позволит соединить его с
Другая.
Для этого типа сварки необходим защитный газ, подаваемый извне, и некоторые из наиболее часто используемых газов для этой цели — нержавеющая сталь, углеродистая сталь, магний, медь, никель, алюминий и кремниевая бронза. Некоторые из типичных применений сварки MIG
Основные преимущества выбор стиля MIG для сварки включает сокращение отходов благодаря более высокий КПД электрода, минимальная очистка сварного шва, меньший нагрев вводы и снижение сварочного дыма.К тому же это самая простая сварка. техника для изучения, что делает ее подходящей для начинающих и энтузиастов DIY.
Среди недостатков мы можем отнести потребность во внешнем защитном газе, довольно высокую стоимость для лучших сварочных аппаратов с миграцией и другого необходимого оборудования, ограниченное положение, в котором вы можете сваривать, потому что вы не можете использовать эту технику для вертикальной или потолочной сварки. и невозможность сваривать толстые материалы. Более того, чтобы можно было успешно использовать эту технику сварки, все материалы должны быть очищены от грязи и ржавчины.
Сварка МИГ очень обычно используется в автомобильной промышленности, например, при замене каталитического нейтрализатора или полного выпуска отработавших газов, главным образом потому, что он может обеспечить прочный сварной шов, способный выдерживать большие нагрузки. Ремонт автомобилей часто требует универсальности и прочности, и этот тип сварки лучше всего подходит для этой цели. Другие распространенные применения включают брендинг, робототехнику, строительство и морскую промышленность.
Что касается MIG сварке, вы должны быть уверены, что вы правильно настроили параметры мощности в Для того, чтобы толщина материала.Скорость сварки также фактор, влияющий на периоды и проплавление сварного шва. Уменьшая скорость путешествия мысли, вы сможете увеличить проникновение. при желании доступны различные калькуляторы для сравнения различных настроек мощности сварки для конкретный проект.
Связанные: Проекты Cool Welding
TIG — газовая дуговая сварка вольфрамом (GTAW)Источник изображения
Также известен как Heliarc
сварка, TIG — это процесс сварки, в котором используется вольфрамовый электрод, который не
расходный материал, чтобы следить за основным металлом и создавать лужу расплавленного металла для
с помощью этого метода можно создавать сварные швы без присадочного металла или автогенного шва, чтобы
расплавить два куска металла вместе.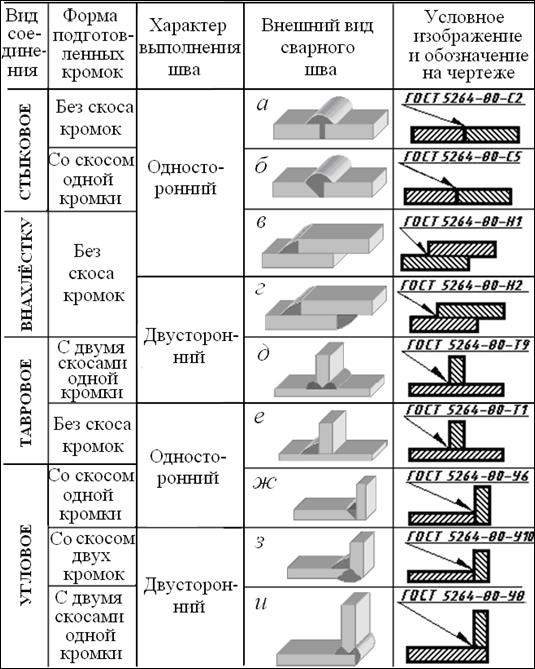 Вы также можете добавить внешний наполнитель в
расплавленной лужи, чтобы иметь возможность создать сварной шов и увеличить
механические свойства металла.
Вы также можете добавить внешний наполнитель в
расплавленной лужи, чтобы иметь возможность создать сварной шов и увеличить
механические свойства металла.
Как и в случае с Сварка MIG, вам понадобится внешний источник газа, а также некоторые из обычных это аргон и смеси аргон / гелий. Некоторые из наиболее типичных применений TIG Сварка включает системы трубопроводов, аэрокосмическую сварку, а также мотоциклы или велосипеды.
Основными преимуществами использования этой техники для энтузиаста или профессионала являются возможность сваривать очень тонкие материалы, высококачественная чистка сварных швов и эстетичный вид сварных швов.Более того, с помощью этой техники вы можете сваривать широкий спектр сплавов и получать лунки без брызг, поэтому вам не нужно беспокоиться о мусоре.
С другой стороны, некоторые из недостатков сварки TIG включают высокую стоимость оборудования и более низкие скорости наплавки. Кроме того, вам потребуется внешний защитный газ и достаточно высокая квалификация оператора для получения желаемых результатов.
Сварка TIG обычно считается самой популярной сварочной техникой, используемой в настоящее время, и причина за этим стоит тот факт, что он обеспечивает чистый сварной шов и высокую степень чистоты. это практически невозможно получить с помощью других методов сварки.Метод чаще всего используется для сварки нержавеющей стали, хотя это также подходящий выбор для других металлов, таких как алюминий, магний, медь и никель.
Некоторые отрасли, в которых регулярно используется сварка TIG, включают отрасли, в которых преобладают цветные металлы. Это означает, что этот метод подходит для производства труб, транспортных средств, велосипедов, а также для ремонта и обслуживания различных типов инструментов из магния, алюминия и нержавеющей стали.Ознакомьтесь с нашими обзорами лучших сварщиков тигров здесь.
Stick — Дуговая сварка защищенного металла (SMAW)Источник изображения
Обычно называемая палкой, дуговая сварка защищенным металлом представляет собой процесс, в котором используется электрод, пропускающий электрический ток, чтобы обеспечить большую часть сварочного металла. Электрод, используемый для этого метода, состоит из сердечника, который имеет кодированный приток, и электрическая дуга создается, когда кончик электрода, который является обрабатываемой деталью, вынимается, оставаясь при этом в тесном контакте, чтобы создать температуру около 6500 ° Ф.
Электрод, используемый для этого метода, состоит из сердечника, который имеет кодированный приток, и электрическая дуга создается, когда кончик электрода, который является обрабатываемой деталью, вынимается, оставаясь при этом в тесном контакте, чтобы создать температуру около 6500 ° Ф.
Расплавленный металл защищен от нитратов и оксидов в атмосфере во время этого процесса, который означает, что этот процесс подходит для сварки трубопроводов, строительства, ремонт тяжелого оборудования и монтаж металлоконструкций.
Основные преимущества
с использованием техники дуговой сварки в защитном металлическом корпусе, включая низкую стоимость
оборудование, которое необходимо, а также его портативность. Нет необходимости в
защитный газ, как при сварке TIG или MIG, что означает, что вы можете
используйте эту технику на улице даже во время ветра или дождя.Более того, эта техника
также работает с грязными и ржавыми металлами, поэтому является подходящей альтернативой для тех, кто
проекты, в которых вы просто не можете использовать методы TIG или MIG.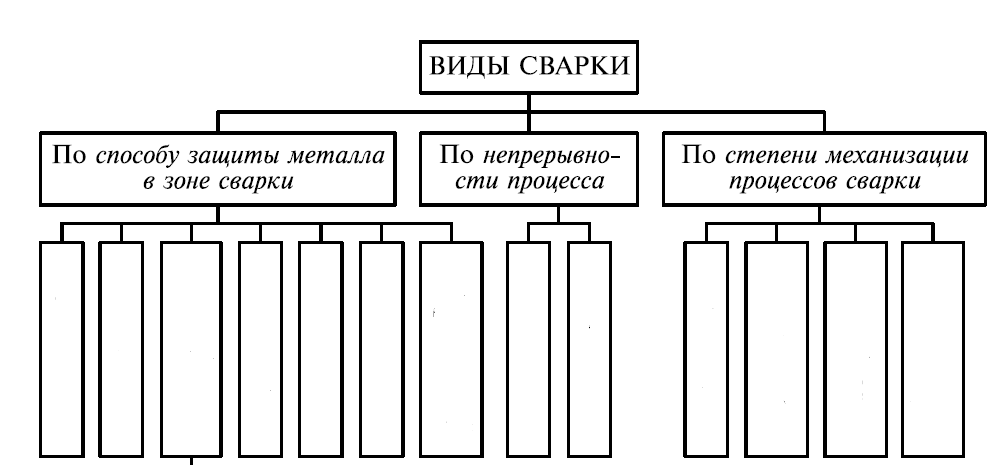
С другой стороны, К недостаткам технологии дуговой сварки в среде защитного металла можно отнести более низкую эффективность, так как при такой сварке образуется довольно много отходов, и требуется высокая квалификация оператора. На самом деле это займет у вас немного времени дольше, чем другие методы, чтобы овладеть необходимыми навыками с учетом Дело в том, что метод также довольно сложно использовать на тонких материалах.
Этот метод обычно считается устаревшим по сравнению с методами борьбы со старением MIG в основном потому, что это в первую очередь техника ручной сварки. Однако иногда процесс необходимо, потому что не всегда можно использовать сварку TIG или MIG из-за должность, тип материала и навыки.
Этот вид сварки
предлагает очень недорогое решение, не требующее дорогостоящего оборудования.
В результате качество финального шва может быть не лучшим, в основном
потому что этот метод может допускать неглубокое проникновение, пористость, растрескивание,
и уязвимость к суровой погоде.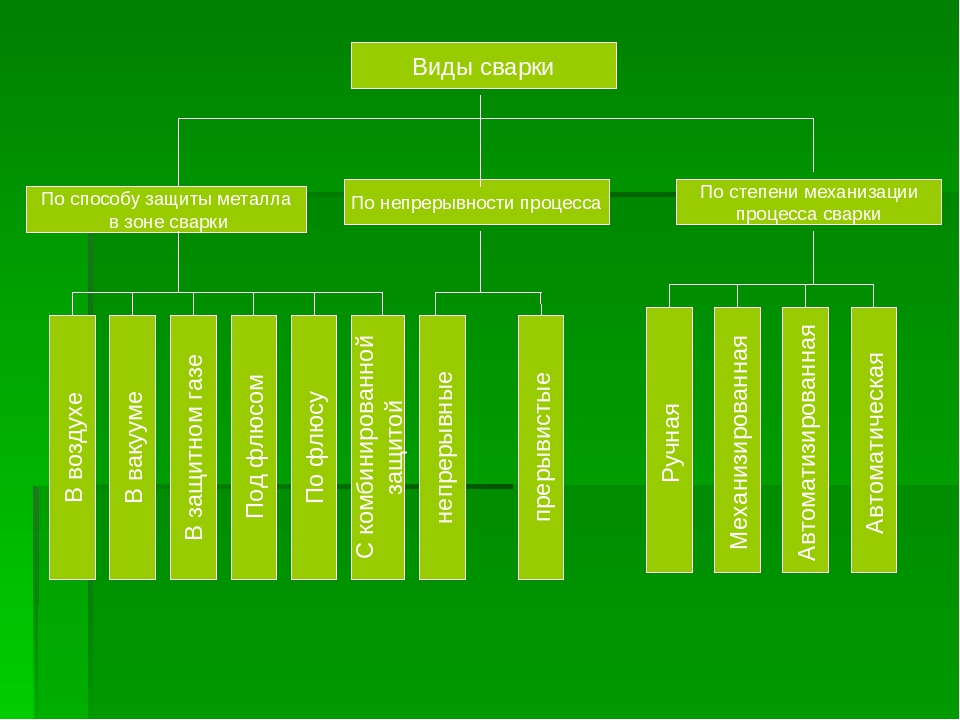
Источник изображения
Этот метод очень похож на метод сварки MIG, поскольку он также требует непрерывно подаваемого электрода, но вместо сплошной проволоки требуется трубчатая проволока, заполненная флюсом. Вы можете выбрать один из двух типов проволоки с флюсовым сердечником, которые являются социальными и будут экранировать провода. Провода социального обеспечения — хорошее решение для использования на открытом воздухе, так как они работают даже в ветреную погоду. С другой стороны, двойной экран использует внешний защитный газ и флюс для защиты современной сварочной ванны.
Основными преимуществами этого метода являются более высокий КПД электрода, который создает меньше отходов, чем другие типы сварки, а также меньшее количество ударов. При дуговой сварке порошковой проволокой нет необходимости во внешнем защитном газе, и вы получаете меньше сварочного дыма независимо от металла, используемого для сварки. это также довольно чистый вид сварки, так как вам не придется иметь дело с большим количеством мусора.
это также довольно чистый вид сварки, так как вам не придется иметь дело с большим количеством мусора.
Что касается К недостаткам этого метода сварки, к одним из самых распространенных из них можно отнести: образование большого количества дыма и дороговизна оборудования.Этот Метод сварки не рекомендуется для тонких материалов и может привести к образованию шлака.
Технику дуговой сварки порошковой проволокой очень легко освоить, и многие профессионалы предпочитают ее, поскольку она чрезвычайно недорогая. Несмотря на то, что есть несколько ограничений, когда дело доходит до применения этого метода, и результаты могут быть не такими эстетически приятными, как результаты, полученные с другими типами методов китобойного промысла, этот метод остается популярным из-за простоты использования. лучшие сварщики сердечников флюса здесь.
Электронно-лучевая сварка (EBW) Этот вид сварки
включает в себя стрельбу лучом высокоскоростных электронов по материалам, которые требуют
сварка. Этот метод преобразует энергию электронов в листы в
чтобы расплавить сварочные материалы, которые затем могут соединиться и сплавиться. Этот
Тип сварки используется во многих отраслях промышленности, начиная с
полностью автоматизированное поточное производство автомобильных деталей для дорогостоящих авиационных двигателей
промышленность.Некоторые примеры продуктов, созданных с помощью электронно-лучевой сварки
включают аэрокосмические компоненты, узлы трансмиссии и биметаллические пильные полотна.
Этот метод преобразует энергию электронов в листы в
чтобы расплавить сварочные материалы, которые затем могут соединиться и сплавиться. Этот
Тип сварки используется во многих отраслях промышленности, начиная с
полностью автоматизированное поточное производство автомобильных деталей для дорогостоящих авиационных двигателей
промышленность.Некоторые примеры продуктов, созданных с помощью электронно-лучевой сварки
включают аэрокосмические компоненты, узлы трансмиссии и биметаллические пильные полотна.
Потому что это электронно-лучевая сварка в вакууме — идеальный выбор для герметизации электрические компоненты и предварительно вакуумированные корпуса. Эта техника позволяет соединить из разнородных металлов, например, с различной теплопроводностью и точки плавления, чего обычно трудно достичь с помощью других методы сварки.Это также хорошая техника для тех, кто хочет сварить толстый материал к тонкому материалу.
Сварка атомарным водородом (AHW)
Этот метод сварки был в значительной степени заменен методами дуговой сварки металлическим газом, но он все еще используется для определенных целей, таких как сварка вольфрама.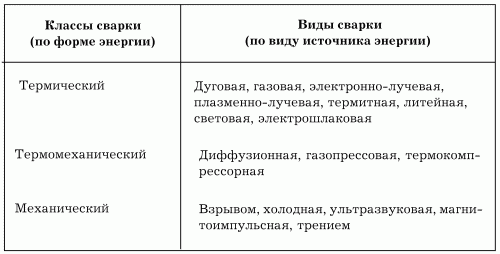 Этот материал обладает высокой термостойкостью, и, используя эту технику, вы можете сваривать его таким образом, чтобы не повредить металл, но при этом создавая сплоченный прочный сварной шов.Как и при всех сварочных работах, чрезвычайно важно использовать перчатки сварщика для защиты и безопасности.
Этот материал обладает высокой термостойкостью, и, используя эту технику, вы можете сваривать его таким образом, чтобы не повредить металл, но при этом создавая сплоченный прочный сварной шов.Как и при всех сварочных работах, чрезвычайно важно использовать перчатки сварщика для защиты и безопасности.
Метод был изобретен Ирвинга Ленгмюра после открытия атомарного водорода. Это включает размещение двух металлических вольфрамовых электродов в атмосфере водорода с целью расщепить водород в молекулах и объединить их во взрыве тепла температура может достигать 3000 градусов по Цельсию.
Газовая вольфрамо-дуговая сварка Это один из самых сложных видов сварки, а также самый трудоемкий, поскольку он требует большого внимания и навыков, в основном из-за небольшого пространства между видами сварки. пламени в материале, который вы собираетесь сваривать.Для этого метода свариваются небольшие полосы металла, чтобы получить чрезвычайно прочный сварной шов, который прослужит долгие годы. Этот метод сварки был выпущен в 1941 году и с тех пор практически не изменился. Он по-прежнему используется производителями велосипедов и самолетов, как военными, так и коммерческими.
Этот метод сварки был выпущен в 1941 году и с тех пор практически не изменился. Он по-прежнему используется производителями велосипедов и самолетов, как военными, так и коммерческими.
Плазменно-дуговая сварка
источник
Аналогичный процесс По сравнению с дуговой сваркой вольфрамовым электродом, плазменная дуговая сварка была первоначально разработана в 1954 году, и он использует электрический ток, который проходит через очень маленький сопло, которое пропускает защитные газы, чтобы обеспечить экстремальное точность при сварке небольших участков.Этот метод подходит для использовать, когда дело доходит до нагрева металла до очень экстремальных температур, что приводит к более глубокие и прочные сварные швы. Этот метод сварки часто используется в самолетах. обрабатывающей промышленности, и очень редко он может быть полезен для DIY и сварщики-энтузиасты.
Чтобы узнать больше о плазменных резаках и о том, как их выбрать, прочтите наши обзоры плазменных резаков здесь.
12 различных типов сварочных процессов [Полное руководство]
Вы начинаете изучать сварочный процесс?
Известны ли вам различных типов сварки процессов ?
Теперь вам нужно получить краткое описание различных существующих сварочных процессов.Некоторые из них проще, а другие сложно освоить. Некоторые сварочные процессы позволяют получить чистый валик и не требуют очистки или требуют минимальной очистки, в то время как другие производят прямо противоположное.
Сварка — это не только конструктивное дело, но и вид искусства.
Конструктивные приложения положительно влияют на вашу повседневную жизнь, так как автомобиль, в котором вы водите, офис, где вы работаете, бывает только с помощью сварки. Для разных металлов требуются разные формы сварки.
Чтобы упростить предмет, мы составили ключевые инструкции, касающиеся двенадцати различных типов сварочных процессов.
MIG — это простой и популярный вид сварки, с которым легко справиться новичок.
MIG обозначает металл в инертном газе и иногда может называться дуговой сваркой металла в газе (GMAW). Это полуавтоматический, быстрый процесс, при котором присадочная проволока подается через пистолет, а защитный газ выпускается по периметру для защиты от загрязнений окружающей среды. Присадочная проволока, подаваемая на катушку, также действует как электрод.
Наконечник проволоки действует как электрод для создания дуги с основным металлом, который плавится как присадочный материал для создания сварного шва. Процесс является непрерывным и требует предварительной настройки параметров в соответствии с потребностями сварки. Универсальный процесс сварки большого количества металлов, обеспечивающий получение чистого, гладкого и визуально привлекательного сварного шва.
Эти типы сварки чувствительны к внешним факторам, таким как дождь, ветер и пыль, поэтому не подходят для использования на открытом воздухе. Проблема качества сварки MIG заключается в появлении окалины и пористости, которые делают структуру непрочной.
Проблема качества сварки MIG заключается в появлении окалины и пористости, которые делают структуру непрочной.
Чаще всего сварочный процесс MIG используется в автомобильном ремонте, строительстве, сантехнике, робототехнике и морской промышленности. Предлагаемая сварка прочная, прочная, способная выдерживать огромные нагрузки.
2. Палка — дуговая сварка экранированного металла (SMAW)Это типов сварочных процессов вековой давности , которые время от времени постоянно совершенствуются.Это популярная сварка из-за невысокой стоимости, легкости и простоты использования. Процесс заключается в сварке брызгами, которая, по сути, требует очистки.
В качестве присадочного материала используется сменный стержневой электрод. Он генерирует дугу, когда конец стержня контактирует с основным металлом. Тепло дуги плавит присадочный металл электродов для сварки. Он покрывает стержневой электрод флюсом, который создает защитное облако для защиты зоны сварного шва от окисления. Флюс при охлаждении превращается в шлак, который необходимо отколоть.
Флюс при охлаждении превращается в шлак, который необходимо отколоть.
Яркой стороной процесса является то, что его можно выполнять на открытом воздухе и в неблагоприятных погодных условиях, таких как ветер и дождь. Поскольку можно сваривать ржавые, окрашенные и грязные металлы, это полезно при ремонте оборудования. На рынке имеется множество электродов, но ни один из них не подходит для тонких металлов. Прежде чем вы освоите сварку штучной сваркой, потребуется долгое обучение.
3. TIG — газовая дуговая сварка вольфрамом (GTAW)Сварка TIG возможна без присадочного материала.Неплавящийся вольфрамовый электрод используется для создания дуги при контакте с основным металлом. Сильная дуга плавит два металла и соединяет их. При необходимости можно использовать присадочную проволоку. Нам нужна постоянная подача защитного газа, чтобы защитить сварку от загрязнений окружающей среды. Лучше работает в помещении и вдали от элементов.
Это один из самых прочных швов, но его сложно освоить. Только опытный сварщик может выполнить это искусство, так как при сварке они используют обе руки в унисон.Результаты сварки точные, надежные, визуально привлекательные и не требуют очистки. Он с легкостью используется для сварки нержавеющей стали, алюминия, магния, никеля и меди. Этот процесс довольно популярен в отраслях промышленности, которые работают с цветными металлами, например, в производстве труб, велосипедов и транспортных средств. Подходит для ремонта инструментов из алюминия, магния и нержавеющей стали.
Только опытный сварщик может выполнить это искусство, так как при сварке они используют обе руки в унисон.Результаты сварки точные, надежные, визуально привлекательные и не требуют очистки. Он с легкостью используется для сварки нержавеющей стали, алюминия, магния, никеля и меди. Этот процесс довольно популярен в отраслях промышленности, которые работают с цветными металлами, например, в производстве труб, велосипедов и транспортных средств. Подходит для ремонта инструментов из алюминия, магния и нержавеющей стали.
FCAW аналогичен сварке MIG, поскольку источник питания может выполнять оба типа сварки.Для сварки MIG требуется присадочная проволока, работающая как электрод, непрерывно питающийся от горелки. Напротив, FCAW имеет проволоку с сердечником в виде флюса и создает зону защиты от газа вокруг сварного шва.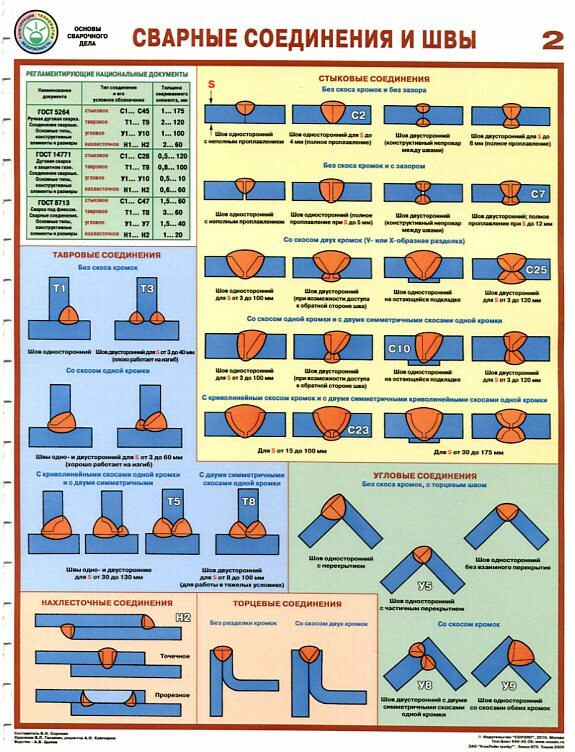 Для сварочного аппарата типа не требуется внешний защитный газ. Этот процесс универсален и подходит для толстых металлов.
Для сварочного аппарата типа не требуется внешний защитный газ. Этот процесс универсален и подходит для толстых металлов.
Процесс сварки эффективен и хорошо подходит для тяжелых металлов при сварке при высоких температурах. Отсутствие необходимости в каком-либо внешнем газе делает этот вариант сварки более дешевым. Это полезно для более толстого металла и используется при ремонте тяжелого оборудования.Прежде чем получить красивый чистый шов, нужно сделать очистку от шлака флюса. Это легко сделать на открытом воздухе, так как не требует защитного газа.
5. Дуговая сварка под флюсом (SAW) Тип сварки включает покрытие металлических деталей, сварочной проволоки, дуги и сварных швов слоем флюса. Это делает процесс безопасным, так как отсутствуют выбросы сварочного дыма, сильная дуга и летучие шлаки. Барьер из флюса защищает человека и робота, выполняющего сварку.Это более быстрый процесс для высокопроизводительных отраслей.
SAW позволяет быстро и эффективно получать прочный сварной шов с глубоким проплавлением с минимальной подготовкой. Он защищает сварщика от ультрафиолетового и инфракрасного излучения благодаря слою флюса.
6. Газовая сварка / кислородно-ацетиленовая сваркаОдин из самых горячих методов сварки при температуре 3500 градусов Цельсия. Температура сварки здесь в семь раз выше, чем в самой большой и самой горячей печи для пиццы.Он выделяет тепло, когда смесь топливных газов и кислорода проходит в горелке. Процесс включает три типа пламени: нейтральное пламя, науглероживающее пламя и окислительное пламя.
Сварочный процесс имеет множество преимуществ. Он портативен благодаря сжатому газу, заполненному удобным стальным баллоном. Он довольно прост в использовании, универсален для работы с разными размерами металлов. Это очень безопасный и экономичный вариант, с которым легко справится новичок.
7. Термитная сварка
Термитная сварка Когда термит (смесь порошка алюминия и оксида железа) воспламеняется, это приводит к ненасильственной экзотермической реакции.Избыточное тепло плавит металл и разливает по нужным стыкам. При охлаждении жидкий металл затвердевает, образуя прочное сварное соединение.
Это простой и быстрый способ соединения одинаковых и разнородных металлов. Этот процесс сварки не требует источника питания, необходимо только нагреть термит до 1300 градусов Цельсия.
8. Кузнечная сваркаЧто такое сварка ? Это самая старая сварочная техника, когда мы задавались вопросом, что такое сварка.Эта техника отвечает веками. При этом металл нагревается до податливого состояния, после чего он забивается в желаемую форму и, наконец, охлаждается, чтобы принять форму.
Процесс пришел в голову, когда кузнец работал по металлу. Это не ограничивается только этими профессионалами, но кузнечная сварка часто используется в аэрокосмической промышленности. Для этого процесса нужен опытный пользователь, но это популярный выбор, поскольку нет необходимости в присадочном металле.
Для этого процесса нужен опытный пользователь, но это популярный выбор, поскольку нет необходимости в присадочном металле.
Этот тип сварки включает в себя запуск луча высокоскоростных электронов в сварочный металл.Энергия электронов передается листам для плавления сварочных металлов, которые можно соединять и плавить.
Сварка используется во многих отраслях промышленности, таких как автоматизация автомобильных деталей и производство высокотехнологичных авиационных двигателей. Это может быть полезным инструментом в аэрокосмических компонентах, биметаллических пильных полотнах и узлах трансмиссии. Это идеальный выбор для герметизации электрических компонентов. Метод подходит для разнородных металлов с разной температурой плавления и теплопроводностью.Этот метод сварки хорош как для тонкого, так и для толстого металла.
10. Сварка атомарным водородом Сварочный процесс теперь в большинстве показаний заменен сваркой MIG. Это по-прежнему идеальный выбор для сварки вольфрамом. Этот металл жаропрочный, но с помощью этого метода вы можете плавить, не изменяя металл при соединении и сварке. Они помещают два металлических вольфрамовых электрода в атмосферу водорода. Молекулы водорода во взрывоопасном состоянии могут выделять тепло до 3000 градусов по Цельсию.Необходимы надлежащие меры предосторожности, такие как перчатки сварщика, костюмы, защитные очки, шлемы.
Это по-прежнему идеальный выбор для сварки вольфрамом. Этот металл жаропрочный, но с помощью этого метода вы можете плавить, не изменяя металл при соединении и сварке. Они помещают два металлических вольфрамовых электрода в атмосферу водорода. Молекулы водорода во взрывоопасном состоянии могут выделять тепло до 3000 градусов по Цельсию.Необходимы надлежащие меры предосторожности, такие как перчатки сварщика, костюмы, защитные очки, шлемы.
Более новая технология, разработанная в 1954 году и аналогичная сварке TIG. Они пропускают электрический ток через отверстие сопла, защищенное газом, для максимальной точности при сварке небольшой площади. Это дает узкий валик, приятный сварной шов, прочную и быструю сварку.
В этом методе используется чрезвычайно высокая температура для получения более глубокого и прочного шва.Этот метод используется в авиастроении, но он бесполезен для любителей и домашних пользователей.
Это термоэлектрический процесс, в котором электрическое сопротивление используется для создания тепла, приводящего к расплавленному состоянию соединяемого материала. Эффективный процесс сварки без загрязнения окружающей среды при минимальном потреблении электроэнергии. Он использует два электрода при точечной сварке, когда кончик электрода выделяет тепло и плавится при охлаждении.Ниже представлены различных типов сварки .
- Точечная сварка
- Шовная сварка
- Рельефная сварка
- Стыковая сварка оплавлением
Мы ожидаем, что теперь у вас есть базовые знания о различных типах сварки . Некоторые типы работают на простых машинах, в то время как другие требуют дорогостоящего оборудования. Некоторые из них могут быть выполнены мастерами своими руками и любителями, не тратя слишком много. Пришло время купить сварщика, ознакомьтесь с нашим руководством, чтобы купить сварщика.
Пришло время купить сварщика, ознакомьтесь с нашим руководством, чтобы купить сварщика.
Спасибо, что уделили время чтению статьи, но ваш комментарий поможет нам понять вашу потребность.
Разместите свое предложение в поле для комментариев.
Вам также может понравиться :
Дуговая сварка под флюсом: рабочий процесс, оборудование, детали и области применения
4 лучших способа сварки нержавеющей стали [Краткое руководство]
Процедура сварки чугуна [Пошаговое руководство]
Инструкции по работе с аппаратом для дуговой сварки (5 шагов по совершенствованию техники дуговой сварки)
4 основных типа сварочных процессов (со схемами)
Сварка — это соединение отдельных металлических деталей путем плавления с последующим их сплавлением.
Существует довольно много сварочных процессов, о многих из которых вы, возможно, никогда не слышали.
В некоторых высокотехнологичных методах используются лазеры, микроволны или электромагниты.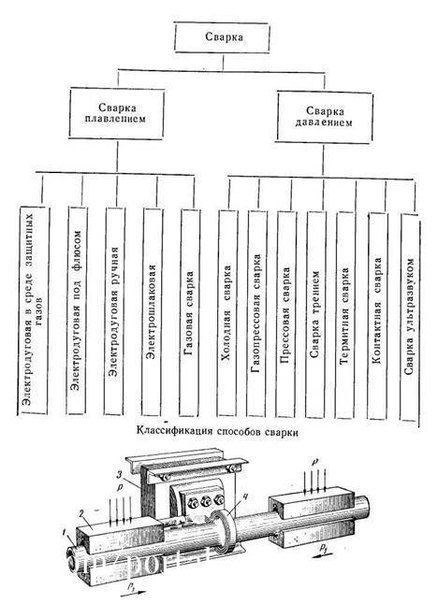
Существуют также низкотехнологичные методы, такие как плавление горелкой или кузницей, а затем соединение двух частей в одну.
Вот четыре наиболее часто используемых процесса сварки.
Четыре распространенных типа сварочных процессов
Существует много типов сварочных процессов, но эти четыре являются наиболее распространенными сварочными процессами:
- Сварка МИГ (GMAW)
- Сварка TIG (GTAW)
- Ручная сварка (SMAW)
- Дуговая сварка порошковой проволокой (FCAW)
Некоторые из причин, по которым они так доминируют:
- Промышленные потребности
- Доступность для мастеров своими руками
- При сварке TIG ключевым моментом является очень высокое качество.
- Легко обучается (кроме TIG)
Это все процессы дуговой сварки, то есть заготовка, заземляющий зажим и электрод замыкают электрическую цепь, когда электрод входит в контакт. Подъем создает дугу.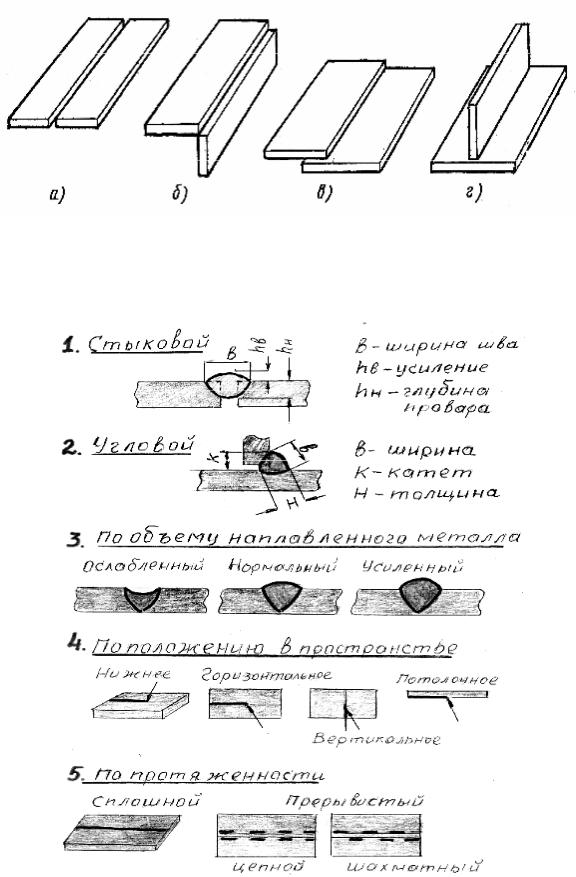
Эта электрическая дуга достигает тысячи градусов, плавя металл и заставляя отдельные части стекать вместе. В электроде используется присадочный металл, который плавится и заполняет зазор, становясь частью цельного куска металла.
Тысячи градусов тепла поверхности вызывают химические реакции с воздухом и такими веществами, как масло или ржавчина.Кислород и азот вызывают хрупкость, ржавление, пористость и возможные разрушения.
Каждый процесс защищает расплавленную сварочную ванну от воздуха и поверхностных загрязнений, заполняя область дуги инертными газами, которые не вступают в реакцию с другими химическими веществами. Готовые сварные швы намного прочнее, стабильнее и намного чище без контакта с воздухом во время плавления.
1. GMAW: газовая дуговая сварка (MIG Welding)
При сварке MIG защитный газ поступает из баллона с инертным газом под давлением.Дуга создается проволокой, которая также плавится, заполняя стык.
Как это работает
Сварка GMAW обычно называется MIG. В этом процессе электрод представляет собой электрически заряженную проволоку, которая непрерывно подается от моторизованной катушки в сварной шов, а также заполняет сварной шов защитным газом.
В этом процессе электрод представляет собой электрически заряженную проволоку, которая непрерывно подается от моторизованной катушки в сварной шов, а также заполняет сварной шов защитным газом.
Сварочный кабель к горелке MIG подключает питание, имеет внутри муфту для скольжения электродной проволоки и включает газовый шланг как часть соединения горелки MIG.
В качестве защитного газа для MIG обычно используется диоксид углерода.
Когда используется
Если важна скорость, вы новичок или вам нужно снизить температуру, сварка MIG — ваш лучший способ. Защитный газ добавляет сложности, но также обеспечивает хороший контроль нагрева и чистый сварной шов.
Плюсы
- Подходит для производственной сварки
- Непрерывная подача проволоки — простота обучения
- Хороший контроль нагрева
- Чистые сварные швы
- Легко учиться
Минусы
- Ветер может сдувать защитный газ
- Необходимо удалить всю краску и ржавчину
2.
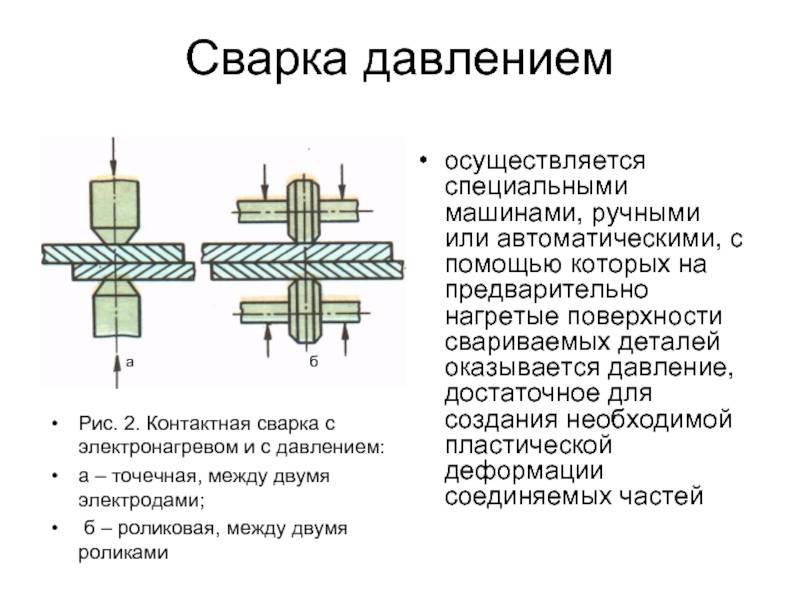 GTAW: газовая дуговая сварка вольфрамом (TIG-сварка)
GTAW: газовая дуговая сварка вольфрамом (TIG-сварка)TIG — сложный процесс для освоения. Это требует больше знаний, сноровки, времени и опыта, чем другие процессы, но окупается лучшими, красивыми и прочными сварными швами.
Как это работает
Основное отличие сварки TIG от других процессов — это его электрод. Электрод в горелке представляет собой заостренный короткий вольфрамовый стержень.
Отличие в том, что электрод не расходуется. Вместо этого, работая с горелкой одной рукой, оператор подает длинный стержень из присадочного металла в сварочную ванну.Этот металлический стержень попадает в сварочную ванну. Электрод только зажигает и поддерживает дугу, чтобы расплавить металл, как пламя горелки.
Благоприятные результаты во многом зависят от того, как оператор хорошо обращается с горелкой, контролирует уровень нагрева и подает присадочный стержень с правильной скоростью. Подобно установке MIG, но без механизма подачи проволоки, соединение горелки TIG переносит инертный газ под давлением, заполняющий область дуги. Обычным защитным газом для сварки TIG является аргон.
Обычным защитным газом для сварки TIG является аргон.
Когда используется
СваркаTIG применяется в местах, где необходимы прочные и чистые сварные швы.Некоторые конструкции, изготовленные сваркой TIG, покрываются после постройки, и их нелегко обслуживать. Каркасы самолетов, электрические устройства, высококлассная электроника и каркасы безопасности гоночных автомобилей — вот некоторые примеры.
Другой случай для TIG — это противоположная ситуация, когда сварной шов всегда виден и требует определенного уровня привлекательности для глаз или высокотехнологичной проверки. Некоторые примеры — открытые рамы хот-родов, нестандартный кузов или дизайнерская садовая мебель.
Плюсы
- Сварка TIG на переменном токе алюминиевых и магниевых сплавов
- TIG на постоянном токе сваривает латунь, медь, сталь, нержавеющую сталь и титан
- Лучшее качество, высочайшая точность
- Может сваривать очень тонкие материалы
- Без шлака
Минусы
- Для овладения навыками требуются больше навыков и опыта
- Аппараты TIG дороже
Прочтите по теме : Различия между MIG и TIG
3.
 SMAW: дуговая сварка экранированного металла (сварка стержнем)
SMAW: дуговая сварка экранированного металла (сварка стержнем)Сварка палкой пришла первой, и это самая простая концепция. Люди занимаются сваркой штангой с конца 1800-х годов. В нем используется самая старая, простая и проверенная технология.
Как это работает
Аппарат для ручной сварки имеет источник питания и большие кабельные вводы с электрододержателем на одном выводе и тяжелым зажимом для заготовки на другом. Электрод представляет собой металлический стержень, похожий на кусок толстой проволоки. Они бывают разных металлов и сплавов.
Диаметр сварочного стержня варьируется. Подбирается по толщине металла. Сварочные стержни покрыты толстым слоем материала, называемого флюсом, который горит в дуге, выделяя газ для защиты сварочной ванны.
По мере охлаждения металла флюс образует тонкую хрупкую корку, называемую шлаком, которую необходимо отколоть и смахнуть щеткой.
Когда используется
Если это вообще можно сваривать, то сварка палкой. Ручная дуга предпочтительнее, если до сварного шва трудно добраться или в сварном шве есть ржавчина, масло и другие загрязнения.Он хорошо подходит для обработки стали, чугуна, алюминия, нержавеющей стали и твердых покрытий на сельскохозяйственном оборудовании.
Плюсы
- Легко учиться
- Доступный
- Не чувствителен к загрязнениям
- Сваривать можно практически любой металл
Минусы
- Тонкий металл сложно обработать
- Вырабатывает много тепла.
- Требуется много времени
Также прочтите : Различия между MIG и Stick
4.FCAW: Дуговая сварка порошковой проволокой
Сварка сердечником под флюсом. также известный как безгазовая сварка MIG, это очень универсальный процесс, известный своей низкой стоимостью, легкостью обучения и хорошими результатами. Он также используется в производстве, но с заменой защиты и более крупными машинами.
Как это работает
Подобно тому, как в процессе стержневой сварки электрод покрывается флюсом, в процессе FCAW используется полая проволока, заполненная флюсом.
FCAW подает катушку проволоки через сварочный кабель, как это делает MIG. Вы можете сваривать быстрее, чем аппараты для ручной сварки, потому что вы меняете электрод только тогда, когда заканчивается катушка с проволокой.
FCAW-S и FCAW-G
В основном используются две разновидности сварки сердечником флюсом.
FCAW-S
Буква «S» означает «самозащищенный», и это наиболее распространенный метод изготовления сердечников из флюса, поскольку он недорогой, простой и эффективный на ветру.
FCAW-G
Также известная как сварка проволокой с двойным экраном, буква «G» означает, что в дополнение к стандартной проволоке с сердечником из флюса используется внешний защитный газ. Такой подход обеспечивает более плавную и управляемую дугу, чем процессы FCAW-S и MIG.
Когда используется
Чаще всего сварка сердечником флюсом используется любителями, малыми предприятиями и производственными цехами, поскольку она обеспечивает отличное проплавление, контроль нагрева и простоту использования при невысокой стоимости по сравнению со сваркой MIG.
Плюсы
- Наверное, самый простой процесс для изучения
- Хорошо работает с грязью, краской и ржавыми материалами
- Можно использовать в ветреную погоду
- Обрабатывает толстый стальной колодец
Минусы
- Шлак необходимо удалить
- Образует много брызг
Завершение
Хотя существует множество способов сварки, эти четыре процесса доминируют.Не бойтесь задавать вопросы знакомым сварщикам. Узнав, что приносит каждый процесс, вы лучше подготовитесь к принятию важных решений.
Типы сварки
Добро пожаловать в раздел «Типы сварки». Этот сайт о сварке предоставляет информацию и советы по сварке для всех различных типов сварки. Сюда входят сварочное оборудование и машины, в том числе сварка MIG, сварка TIG, а также дуговая или электродная сварка.
Сюда входят сварочное оборудование и машины, в том числе сварка MIG, сварка TIG, а также дуговая или электродная сварка.
Plus вы можете найти информацию и ресурсы по сварочным процессам, включая сварку MIG и TIG, контактную сварку, твердотельную сварку, микросварку, плазменную сварку, а также научиться сварке.
Основные типы сварки , используемые в промышленности и домашними инженерами, обычно называются сваркой MIG, дуговой сваркой, газовой сваркой и сваркой TIG.
Mig Welding — GMAW или газовая дуговая сварка металлаБолее часто называемая сварка MIG, этот тип сварки является наиболее широко используемым и, возможно, наиболее простым в освоении видом сварки в промышленности и в домашних условиях.
Процесс GMAW (газовая дуговая сварка металла) подходит для плавления низкоуглеродистой стали, нержавеющей стали, а также алюминия и является наиболее часто используемым типом сварки.
Этот процесс также иногда называют сваркой металла в активном газе или сваркой металла в инертном газе.
Это связано с тем, что в процессе сварки проволока-электрод подается к металлоконструкциям, создавая электрическую дугу для плавления металлического соединения. Зона сварки защищена от загрязнения газовой защитой, возникающей в процессе сварки.
Сварка TIG — сварка GTAW или вольфрамовым электродом в среде инертного газа СваркаTIG сравнима с сваркой в кислородно-ацетиленовом газе, когда ручной присадочный пруток используется в качестве присадочного материала в основании сварного шва.Этот тип сварки требует гораздо большего опыта и контроля со стороны оператора.
Этот процесс сварки используется в производстве и промышленности для выполнения высококачественных работ, когда требуется высший стандарт отделки. Готовый сварной шов не требует чрезмерной очистки шлифованием или шлифованием.
Дуговая сварка или SMAW Обычно называется дуговой сваркой. Дуговая сварка является самым основным из всех видов сварки, и ее довольно легко освоить в домашних условиях. (с практикой). В дуговой сварке используется один электрод, покрытый флюсом, который наносится непосредственно на изделие. Он действует как присадочный стержень к стыку.
(с практикой). В дуговой сварке используется один электрод, покрытый флюсом, который наносится непосредственно на изделие. Он действует как присадочный стержень к стыку.
Сварка палкой применяется в производстве, строительстве и ремонте. И во многих случаях используются специализированные электроды для конкретных работ.
Дуговая сварка хорошо подходит для более тяжелых металлов толщиной от 1/8 дюйма и более. Более тонкие листы и сплавы обычно больше подходят для сварки MIG.
Газовая или кислородно-ацетиленовая сварка и резкаНе так широко используется для обычной сварки низкоуглеродистой стали.Состоит из смеси кислорода и ацетилена для создания пламени, способного плавить сталь. В основном используется сегодня для ремонтных работ и газовой резки металла. Также часто используется для пайки более мягких металлов, таких как медь и бронза.
Этот метод также используется для сварки хрупких алюминиевых деталей, таких как холодильные трубы.
Газорезательное оборудование для металлоконструкций и ремонта. Самый доступный инструмент для термической резки — это машины для газовой и плазменной резки. Другие методы включают использование электрода для термической резки для аппарата для дуговой сварки
. Защитное снаряжение сварщиков.Любая сварка опасна для здоровья оператора. Чтобы свести к минимуму эти риски, мы должны использовать надлежащее и лучшее сварочное оборудование и защитное снаряжение, насколько это возможно. Требуемые области защиты — это глаза и голая кожа от повреждения ультрафиолетовыми лучами, руки и незащищенная кожа горячими металлами, а также защита органов дыхания от сварочного дыма.
Здесь мы предоставляем информацию и обзоры продуктов на сварочные шлемы, очки, перчатки, кожаные штаны и куртки, сварочные ботинки, а также экстракторы дыма и специализированные дыхательные аппараты.
Типы, применение, обзоры сварочных аппаратов.
Вы хотите купить сварочный аппарат или сварочный инвертор, но не знаете, что подходит вашим требованиям. Узнайте, что искать в сварочном аппарате, чтобы найти лучшего сварщика своими руками и для использования в домашней мастерской. Проверьте каждую категорию на наличие обзоров по сварочным аппаратам Mig, Tig и дуговой сваркой.
Научитесь свариватьНаучиться сваривать — это навык, которым сможет овладеть каждый.От базовой простой в освоении сварки MIG до более совершенного метода сварки TIG — существуют процедуры и методы, которые необходимо изучить и применить на практике, чтобы стать опытным сварщиком.
Также ознакомьтесь с различными школами сварки, которые доступны в США.
3 типа сварки и объяснение процесса
Сварка — это процесс, который можно описать как соединение двух разных материалов, из которых существуют различные типы сварки. Материалы обычно металлические, и тепло и давление используются, чтобы помочь сделать материалы более пластичными или мягкими, чтобы они могли соединяться или коваться.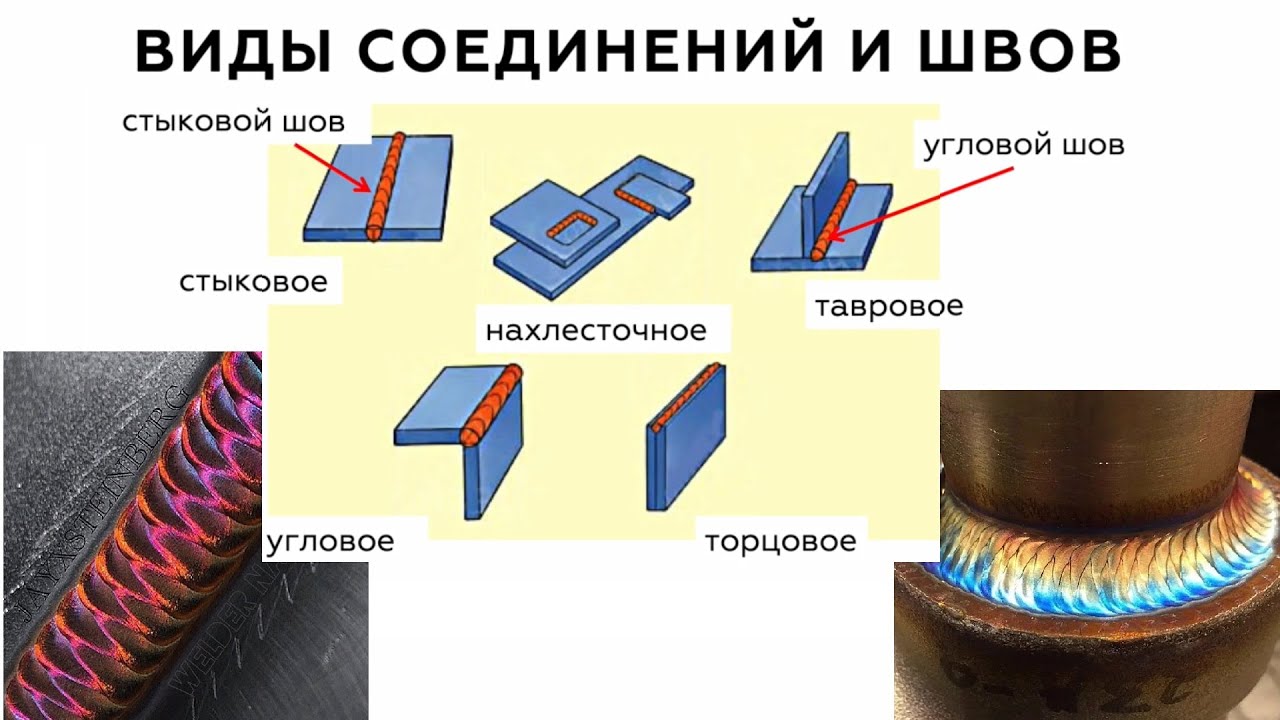
Сварка восходит к средневековью, хотя известный нам современный метод появился только в 19 веке. В современном мире сварка — это высококвалифицированная роль, охватывающая множество различных областей, при этом сварщики используют различные методы, являющиеся частью сварочного процесса. Это разнообразное ремесло, и теперь для его правильного выполнения необходимы навыки и технологии.
Сварка — это метод, который обычно используется профессиональными сварщиками, и хотя это не новый процесс, для его успешного выполнения требуются подходящие инструменты и металлы.Поскольку металлы представляют собой твердые материалы, работа с ними может оказаться сложной задачей, но сварка делает это возможным, а это означает, что сварщики могут превратить любую деталь в форму или конструкцию. Несмотря на это, сварка — это не то, что каждый может освоить, потому что она требует обучения, навыков и понимания того, как работает каждый сварочный процесс.
Многим может показаться, что сварка всегда состоит из одного и того же объекта, но это не так, поскольку существует более 30 различных видов сварки. Однако все они уникальны и все они используются для определенных целей, поэтому мы собираемся углубиться в основные типы ниже и показать вам, почему они используются.
Однако все они уникальны и все они используются для определенных целей, поэтому мы собираемся углубиться в основные типы ниже и показать вам, почему они используются.
Различные типы сварки и для чего они используются?
Плазменно-дуговая сваркаОсновным процессом дуговой сварки является использование устройства, использующего электрический ток, который перемещается между двумя материалами, которые будут свариваться или соединяться. Название происходит от движения электрического тока, который обычно создает дугу, когда движется между двумя материалами. Плазменная дуговая сварка широко распространена, поскольку, как известно, является экономически эффективным вариантом. Это все еще работает путем соединения металла вместе, но есть и другие формы дуговой сварки.Этот тип сварки может включать дуговую сварку под флюсом и дуговую сварку с переносом плазмы.
Сварка МИГ (металл в инертном газе)
Этот тип сварки используется, когда свариваемые материалы хрупкие или хрупкие и должны быть защищены от разрушающего воздействия процесса сварки, хотя это не включает процесс соединения. Это также метод, который используется, если работу необходимо выполнить быстро. Во время этого процесса используется газ, так как он помогает создать защитный экран для металла шва, защищая его от природных элементов, таких как кислород.Это позволяет сварщику выполнять сварку с постоянной скоростью, поскольку экранирование гарантирует отсутствие повреждений. Как и дуговая сварка, существует множество различных форм сварки MIG, таких как Synergic MIG.
Это также метод, который используется, если работу необходимо выполнить быстро. Во время этого процесса используется газ, так как он помогает создать защитный экран для металла шва, защищая его от природных элементов, таких как кислород.Это позволяет сварщику выполнять сварку с постоянной скоростью, поскольку экранирование гарантирует отсутствие повреждений. Как и дуговая сварка, существует множество различных форм сварки MIG, таких как Synergic MIG.
Сварка TIG, также известная как дуговая сварка вольфрамовым электродом в газе (GTAW). Эта форма сварки очень похожа на сварку MIG, хотя в ней используется форма вольфрамового тока, а не металлический электрод, который используется в MIG.Использование вольфрама в основном связано с тем, что он может выдерживать более высокие температуры, чем многие другие материалы, прежде чем он достигнет точки плавления. Однако требуется дополнительный наполнитель, который используется внутри сварочного оборудования. Это вид сварки, который обычно используется в тех отраслях, где используется нержавеющая сталь. Опять же, у этой техники сварки есть несколько подкатегорий, включая такие, как Synergic TIG, Heavy TIG и Hot-Wire Automatic TIG.
Это вид сварки, который обычно используется в тех отраслях, где используется нержавеющая сталь. Опять же, у этой техники сварки есть несколько подкатегорий, включая такие, как Synergic TIG, Heavy TIG и Hot-Wire Automatic TIG.
Типы сварки для работы
На этом этапе у вас должно быть более четкое представление о том, что такое сварка и как используются методы сварки.Конечно, как мы уже говорили, существует более 30 различных типов, и вышеперечисленные методы практически образуют зонтик для множества различных типов сварки, которые в них применяются. Сварку можно использовать для целого ряда применений, но для ее правильного, безопасного и точного выполнения требуется опыт сварщика. Для этого требуется соответствующий персонал и новейшее оборудование.
Чтобы узнать больше о нашем спектре сварочных услуг и о том, какой вид сварки подходит для ваших требований, вы можете связаться с нами, и мы поможем вам принять обоснованное решение.
Дата публикации: 16 января 2021 г.
Категория: Сварка
Множество различных видов сварки, используемых в современной промышленности
Сварка — это искусство и наука работы с металлом, и на самом деле это гораздо более сложный и требовательный навык, чем думает большинство людей.
Это полезно на всех этапах строительного проекта, от строительства стальных конструкций до ремонта стен свайных стальных листов с использованием сварных швов. Сварщики всегда пользуются большим спросом, потому что эти квалифицированные рабочие могут изменить некоторые из самых прочных материалов в строительной индустрии и производстве в любую желаемую форму или предполагаемый продукт.
Помимо необходимости получить формальное образование в сварочной школе, те, кто интересуется сваркой, часто проходят строгие программы обучения на рабочем месте, где они учатся использовать отраслевые инструменты от опытных инструкторов для освоения различных способов разжижения. металл. Как и в любой отрасли, сварщики должны идти в ногу с технологическим прогрессом, и часто необходимо изучать новые виды сварки — например, сварку трением с перемешиванием, которая используется для квалифицированной сварки нового поколения сплавов на основе стали и никеля и алюминиевых сплавов. .
.
Типы сварки и сварочные процессы
Существует множество видов сварки, таких как сварка палкой, сварка MIG, дуговая сварка порошковой проволокой, дуговая сварка под флюсом, сварка TIG, электрошлаковая сварка, атомно-водородная сварка и углеродно-дуговая сварка. чтобы назвать только несколько. Помимо сварочных процессов, сварщики должны владеть многими типами сварных соединений; например, стыковые соединения, угловые соединения, соединения внахлест, тройники и кромочные соединения.
4 Обычно используемые методы сварки
1.Газовая дуговая сварка металла (GMAW / MIG)
Газовая дуговая сварка металла, также называемая инертным газом металла, является одним из наиболее распространенных процессов сварки в промышленности. Защитный газ, проходящий вдоль проволочного электрода, используется для нагрева любых двух металлов, которые необходимо соединить. Необходимо постоянное напряжение от источника постоянного тока. Перенос металла осуществляется четырьмя основными методами: глобулярным методом, методом короткого замыкания, методом распыления и методом импульсного распыления.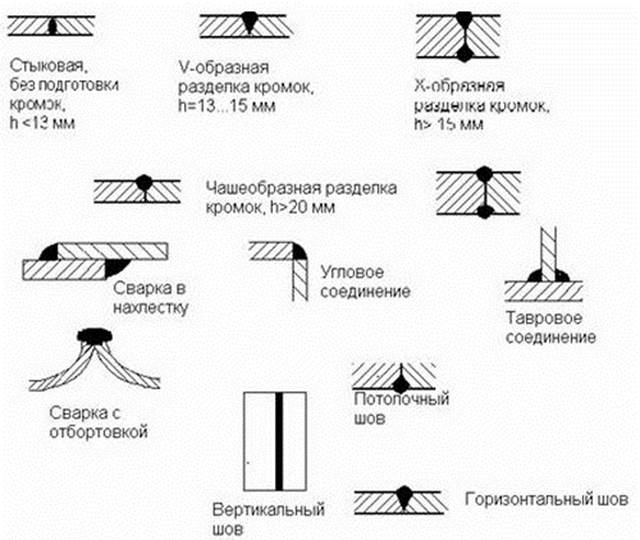
2. Дуговая сварка экранированного металла (SMAW)
Сварщики для дуговой сварки экранированного металла следуют ручной процедуре сварки штангой, используя стержень, который использует электрический ток для создания дуги, которая распространяется между стержнем и металлом, который они пробуют. присоединиться.Этот вид сварки обычно используется для сварки чугуна и стали при строительстве стальных конструкций.
3. Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой используется, когда требуется сварка под экраном или полуавтоматическая дуга. В строительных проектах используется этот вид сварки, потому что он портативный и обеспечивает высокоскоростную сварку.
4. Газовая дуговая сварка вольфрамом и газом (GTAW / TIG)
Газовая дуговая сварка вольфрамом и газом используется для сварки вместе толстых частей нержавеющей стали.Его также используют для сварки цветных металлов. Этот процесс дуговой сварки обеспечивает сварку вольфрамовым электродом. Поскольку это сложный и трудоемкий процесс, он используется реже, чем другие сварочные процессы.
Поскольку это сложный и трудоемкий процесс, он используется реже, чем другие сварочные процессы.
Автоматическая сварка и опытные сварщики
Сварка, конечно же, развивалась на протяжении десятилетий вместе со всем остальным, и важно понимать эти изменения, чтобы нанять подходящего сварщика или выбрать лучшие методы сварки для любого работа.Более того, многие сварочные процессы можно улучшить с помощью оборудования для автоматизации сварки. Тем не менее, существует множество проектов, требующих человеческих навыков и изобретательности, чтобы вручную выполнить задание или настроить продукт.
Высокие производственные навыки
Те, кто овладевает этим сложным ремеслом, продолжают получать хорошо оплачиваемую карьеру в различных отраслях, где работают сварщики, хотя освоение канатов не является ни быстрым, ни легким, потому что есть много уровней, которые нужно освоить. любой рабочий процесс и внимание к деталям имеют первостепенное значение. Сварщики, владеющие некоторыми или многими типами сварочных процессов, могут легко найти полезную работу в области технического обслуживания, ремонта, оптовой торговли, сельского хозяйства, горнодобывающей промышленности, строительства и производства. .
Сварщики, владеющие некоторыми или многими типами сварочных процессов, могут легко найти полезную работу в области технического обслуживания, ремонта, оптовой торговли, сельского хозяйства, горнодобывающей промышленности, строительства и производства. .
Сколько видов сварки бывает PDF? — MVOrganizing
Сколько видов сварки бывает PDF?
В настоящее время существует более 50 различных типов сварочных процессов; мы сосредоточимся на трех примерах электродуговой сварки, которая является наиболее распространенным видом сварки. Наиболее популярными процессами являются дуговая сварка металлическим электродом в защитных оболочках (SMAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW) и дуговая сварка вольфрамовым электродом в среде газа (GTAW).
Какие бывают 5 видов сварки?
К ним относятся сварка в среде инертного газа (MIG), сварка штучной сваркой, сварка в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), газовая сварка, сварка в среде активного газа (MAG), дуговая сварка порошковой проволокой (FCAW) , газовая дуговая сварка металлическим электродом (GMAW), дуговая сварка под флюсом (SAW), дуговая сварка в среде защитного металла (SMAW) и плазменная сварка…
Какие бывают классификации сварки?
Путь-3: Комплексная классификация сварочных процессов
- Ручная дуговая сварка металла (MMAW)
- Газовая дуговая сварка металлов (GMAW)
- Сварка вольфрамовым электродом в среде инертного газа (TIG).
- Дуговая сварка под флюсом (SAW)
- Дуговая сварка порошковой проволокой (FCAW)
- Электрошлаковая сварка (ESW)
- Сварка атомарным водородом (AHW)
- Дуговая сварка шпилек (SW)

Какая сварка самая прочная?
Вольфрамовый инертный газ
Что такое G в сварке?
Число используется для определения положения, а F для скругления или G для канавки относится к типу сварного шва. На чертежах архитектора должен быть обозначен символ сварки.1 относится к плоскому положению — либо 1F, либо 1G. 2 относится к горизонтальному положению — 2F или 2G. 3 — вертикальное положение — 3F или 3G.
Какие 4 важные части сварки?
4 типа сварочных процессов
- Газовая дуговая сварка металла (GMAW / MIG) Этот вид сварки также называется сваркой в среде инертного газа (MIG).
- Газовая дуговая сварка вольфрамом и газом (GTAW / TIG)
- Дуговая сварка защищенного металла (SMAW)
- Дуговая сварка порошковой проволокой (FCAW)
- Научитесь сваривать в шести местах.
- Возможность трудоустройства.

Какой вид сварки самый жесткий?
Почему TIG — самый жесткий вид сварки?
- TIG — это самый сложный вид сварки по разным причинам, например, утомительный процесс, и его труднее освоить, чем другие виды сварки.
- Процесс TIG медленный: если вы учитываете скорость, то TIG достаточно медленный.
Какой метод сварки самый простой?
СваркаMIG — это удивительный процесс использования электричества для плавления и соединения металлических частей.Сварку MIG иногда называют «горячим клеевым пистолетом» в мире сварки и обычно считают одним из самых простых в освоении видов сварки.
Что такое сварка Heliarc?
Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой процесс дуговой сварки, при котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Когда используется гелий, это называется гелиокартонной сваркой.
Когда используется гелий, это называется гелиокартонной сваркой.
Какие металлы нельзя сваривать TIG?
Некоторыми примерами комбинаций материалов, которые не могут быть успешно сварены плавлением, являются алюминий и сталь (углеродистая или нержавеющая сталь), алюминий и медь, а также титан и сталь.
Какой материал используется для сварки?
Лучшие металлы для сварки | Металлические супермаркеты — сталь, алюминий, нержавеющая сталь, горячекатаный, холоднокатаный, сплав, углерод, оцинковка, латунь, бронза, медь.
Можно ли сваривать алюминий со сталью?
Алюминиевые сплавы могут быть сравнительно легко соединены со сталями с использованием таких методов, как склеивание, механическое крепление или пайка, но когда требуется превосходная структурная целостность, предпочтительна сварка. Однако сварка алюминиевых сплавов со сталью затруднена.
Что такое Durafix?
Durafix — это пруток, наиболее широко используемый на рынке для сварки алюминия, сварки металлов на основе цинка — белого, литья под давлением и горшечных металлов. Сварные швы, выполненные стержнем, чистые, без шлака и прочнее, чем основной металл.
Сварные швы, выполненные стержнем, чистые, без шлака и прочнее, чем основной металл.
В чем разница между дуговой сваркой и сваркой штучной сваркой?
Сварку палкой также труднее изучить и использовать, особенно способность зажигать и поддерживать дугу. Доступны аппараты для дуговой сварки на переменном, постоянном или переменном / постоянном токе, причем переменный ток является наиболее экономичным.Он используется для сварки более толстых металлов от 1/16 дюйма и более.
Насколько прочна сварка пайкой?
Прочность соединения зависит от нескольких факторов: зазора между деталями, состава основного металла, рабочей температуры и качества соединения (малое количество пустот, хорошее проплавление). Совместная конструкция также повлияет на прочность. Предел прочности на разрыв серебряных припоев составляет 000 фунтов на квадратный дюйм.
Пайка тверже сварки?
Типы материалов. При соединении разнородных металлов пайка значительно превосходит сварку. Если присадочный материал металлургически совместим как с основными металлами, так и плавится при более низкой температуре, пайка может создавать прочные соединения без каких-либо изменений свойств основных металлов.
Если присадочный материал металлургически совместим как с основными металлами, так и плавится при более низкой температуре, пайка может создавать прочные соединения без каких-либо изменений свойств основных металлов.
Пайка легче, чем сварка?
При сварке и пайке легко образуются точечные соединения. Но линейные стыки обычно легче паять, чем сваривать. Сварка требует нагрева одного конца границы раздела до температуры плавления, затем медленного движения вдоль линии стыка и осаждения присадочного металла синхронно с теплом.
Почему велосипедные рамы паяны, а не сварены?
«Традиционно рамы паяли не потому, что сварной шов выходил из строя, а потому, что труба выходила из строя прямо рядом со сварным швом из-за того, что труба была очень тонкой. Правильно спаянное соединение с проушиной чрезвычайно прочно, а выступ распределяет напряжения по большей площади, а не фиксируется в одном месте, как при сварке.
Пайка алюминия так же прочна, как сварка?
Правильно выполненное паяное соединение (например, сварное соединение) во многих случаях будет таким же прочным или прочным, как соединяемые металлы. Во-вторых, соединение выполняется при относительно низких температурах, в диапазоне от примерно 1150 ° F до 1600 ° F (от 620 ° C до 870 ° C). Кроме того, более низкий нагрев сводит к минимуму опасность деформации или коробления металла.
Во-вторых, соединение выполняется при относительно низких температурах, в диапазоне от примерно 1150 ° F до 1600 ° F (от 620 ° C до 870 ° C). Кроме того, более низкий нагрев сводит к минимуму опасность деформации или коробления металла.
В чем разница между пайкой и сваркой?
Короче говоря, сварка — это метод соединения металлов путем плавления основного металла и образования плавления, в то время как пайка соединяет металлы путем плавления и вливания присадочного металла в соединение. При пайке и сварке производители добавляют в стык присадочный металл.При пайке производители не плавят основной металл.
В чем разница между пайкой и пайкой?
Основное различие между пайкой и пайкой — это температура, необходимая для плавления присадочного металла. Если присадочный металл плавится ниже 840ºF, выполняется пайка. Выше этой температуры идет пайка.
Какие газы используются для пайки?
Хотя в качестве топлива для газовой сварки всегда требуется газообразный ацетилен, сварка пайкой может выполняться с другими топливными газами, такими как пропан, природный газ, пропилен и т. Д., а также с ацетиленом.
Д., а также с ацетиленом.
Какие виды пайки?
Какие существуют методы пайки?
- Горелка для пайки. В этом методе тепло, необходимое для плавления и растекания присадочного металла, обеспечивается пламенем топливного газа.
- Индукционная пайка. Высокочастотный индукционный нагрев для пайки является чистым и быстрым, обеспечивая точный контроль температуры и местоположения нагрева.
- Пайка сопротивлением.
Какие бывают виды пайки?
Твердая (серебряная) пайка (> 450 ° C) — латунь или серебро являются связующим металлом, используемым в этом процессе, и для достижения температур, при которых паяются металлы, требуется паяльная лампа.Пайка (> 450 ° C) — в этом типе пайки используется металл с гораздо более высокой температурой плавления, чем при твердой и мягкой пайке.
Какие три типа пайки?
Таким образом, существует три основных типа припоев: свинцовые, бессвинцовые и флюсовые.
Какие два типа припоя?
Есть два основных типа припоя:
- Припой на основе свинца.
