Как сваривать алюминий в домашних условиях
Освоив сварку черного металла, некоторые сварщики-любители задумываются, можно ли сваривать алюминий в домашних условиях. Это более трудная задача, требующая определенного вида оборудования и расходных материалов, а также правильной подготовки деталей перед сваркой. Рассмотрим все возможные способы сварки алюминия в быту и необходимые аппараты, что поможет определиться с выбором.
- Какие алюминиевые детали можно варить в домашних условиях
- Трудности при сварке алюминия
- Полезные хитрости
- Методы сварки алюминия в домашних условиях
Какие алюминиевые детали можно варить в домашних условиях
В гараже, на даче, во дворе частного дома или небольшой мастерской можно соединять сваркой алюминиевые заготовки толщиной 0.8-10 мм. В самых простых случаях это могут быть:
- дверная фурнитура
- посуда
- элементы декора интерьера
- емкости из алюминия
- крючки для одежды.

При ремонте или стройке может понадобиться сварить алюминиевый профиль, уголок, пластины. Трещина поддона картера, ГБЦ или блока двигателя тоже устраняется при помощи аппаратов для сварки алюминия. Некоторые части кузова авто выполнены из алюминиевого сплава для снижения массы и улучшения антикоррозионных свойств. Ремонт вмятин или разрывов на таких участках после ДТП потребует умения сваривать алюминий.
Если машина на скорости наехала на бордюр, камень, другое препятствие, легкосплавный диск может треснуть, и для устранения дефекта понадобится проведение сварочных работ. Все это можно заварить в домашних условиях, если иметь необходимое оборудование, расходные материалы, знать секреты подготовки деталей и ведения шва.
Трудности при сварке алюминия
Алюминий варится не так, как малоуглеродистая или легированная сталь, ввиду своих характеристик и физических свойств. Решая попробовать варить алюминий, вы столкнетесь со следующими трудностями:
- Разница плавления оксидной пленки и самого металла. Поверхность алюминия покрыта оксидом — тугоплавким слоем, разрушающимся химическими веществами или температурой свыше 2000 градусов. Сам металл течет при достижении 660 градусов. Получается дилемма — на малом токе оксид не прожечь, присадочный металл накладывается сверху, нет провара. На большом токе оксид пробивается, но возникают прожоги основного металла.
- Повышенная текучесть жидкого металла мешает формировать шов. Сварщику труднее контролировать, куда потечет расплавленное вещество. Кроме прожогов, возникают наплывы, неравномерная чешуя и ширина шва.
- Увеличенная теплопроводность алюминия влечет деформацию конструкции при нагреве от сварки. Изделие может сильно повести, и порой вернуть его в исходную форму невозможно.
- В составе алюминиевых сплавов присутствуют сера, железо, медь, марганец, цинк, титан.При переходе металла в жидкое состояние, они вступают в реакцию с окружающим воздухом. После застывания сварочной ванны на поверхности шва образуются поры. Такое соединение слабое и не герметичное.
- В жидком виде металл сильно увеличивается в объеме, а после остывания дает усадку.
 Поверхность алюминия покрыта оксидом — тугоплавким слоем, разрушающимся химическими веществами или температурой свыше 2000 градусов. Сам металл течет при достижении 660 градусов. Получается дилемма — на малом токе оксид не прожечь, присадочный металл накладывается сверху, нет провара. На большом токе оксид пробивается, но возникают прожоги основного металла.
Поверхность алюминия покрыта оксидом — тугоплавким слоем, разрушающимся химическими веществами или температурой свыше 2000 градусов. Сам металл течет при достижении 660 градусов. Получается дилемма — на малом токе оксид не прожечь, присадочный металл накладывается сверху, нет провара. На большом токе оксид пробивается, но возникают прожоги основного металла. Такое соединение слабое и не герметичное.
Такое соединение слабое и не герметичное.Полезные хитрости
Учитывая эти трудности, проводились многочисленные тесты и эксперименты, чтобы подобрать оптимальные способы сварки алюминия, позволяющие получить качественный шов. Немаловажную роль играет подготовка поверхности. Поделимся несколькими хитростями и полезными советами для новичков, собирающихся варить алюминий.
Убираем оксидную пленку механическим или химическим путем.
СкрытьПодробнее
Убрать оксидную пленку можно механическим или химическим путем. В первом случае ее счищают наждачной бумагой, болгаркой с зачистным диском, дрелью с насадкой-щеткой. Наждак и ручная зачистка подойдут для небольших участков. При объемной работе лучше болгарка или дрель. Химическим способом оксид удаляется обработкой щелочным раствором. Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.
Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.
Снижаем количество прожогов при сварке тонкого листового алюминия.
СкрытьПодробнее
Снизить количество прожогов при сварке тонкого листового алюминия можно, подложив под него медную пластину. Материалы не сварятся между собой (получится их легко разделить), а медь послужит поддержкой для жидкотекучего алюминия, чтобы сварочная ванна не провалилась под действием собственного веса. Дополнительно медь возьмет на себя часть температуры, снизив деформацию конструкции.
Создаем ровную поверхность.
СкрытьПодробнее
Убедитесь, что заготовка лежит ровно на столе в горизонтальной плоскости. Наклон затруднит сварку, поскольку металл будет стекать.
Проводим предварительную разделку кромок.
СкрытьПодробнее
Сварка толстого алюминия от 4 мм проводится с предварительной разделкой кромок. В единичном случае это выполняется напильником. Углы на стыке стачиваются под 45 градусов. Для больших объемов работ лучше использовать болгарку со шлифовальным кругом толщиной 6 мм. V-образная кромка подходит для соединения алюминиевых пластин сечением 4-7 мм. При увеличении толщины заготовок выполняется Х-образная разделка и накладываются швы с обеих сторон.
Предварительно нагреваем заготовки.
СкрытьПодробнее
Толстые заготовки от 5 мм и более предварительно нагревают. Это можно сделать газовой горелкой, резаком, паяльной лампой. Нагрев обеспечивает равномерное распределение температуры, снижая вероятность трещин и местных деформаций.
Методы сварки алюминия в домашних условиях
ММА сварка алюминия
Сваривать алюминий дома или в гараже можно штучными покрытыми электродами с инвертором ММА, полуавтоматами MIG или неплавящимися электродами с инверторами TIG. Рассмотрим суть каждого способа и что понадобится для его реализации.
Суть метода — сварка ведется покрытым электродом, зафиксированном в держателе. Дуга горит между концом электрода и алюминиевым изделием. Стержень плавится и заполняет собой соединение. Одновременно плавятся кромки. Покрытие электрода сгорает, выделяя дым и защищая сварочную ванну от посторонних включений.
Для реализации метода понадобятся инвертор ММА, выдающий постоянный ток, электроды для алюминия. Но РДС сварка алюминия возможна только на изделии толщиной от 3 мм. На тонких деталях неизбежны прожоги. Подходит способ для неответственных конструкций. Дуга возбуждается сложно, в шве присутствуют поры, бугры, наплывы, идет сильное разбрызгивание металла./8ce4a8c4a69941b.s.siteapi.org/img/171827839dd7d8abda9a5f9c88819e94277ebcba.jpg)
Советуем держать дугу без отрыва, поскольку при затухании сварочная ванна закрывается плотным слоем шлака. Повторный поджиг дуги затруднителен. Шов важно хорошо очищать от шлака, иначе под ним развивается коррозия.
MIG-сварка алюминия
Сварщик манипулирует горелкой, из которой одновременно подается проволока и газ. Проволока выступает электродом для возбуждения дуги и присадочным материалом. Газ защищает сварочную ванну от контакта со внешней средой. Полуавтоматическая сварка алюминия в бытовых условиях потребует:
- полуавтомат MIG с горелкой и кабелем массы
- сварочную проволоку для алюминия
- баллон с защитным газом (аргон или смесь с гелием)
- редуктор
- шланг для подключения баллона к аппарату
При этом необходимы ролики с U-образными канавками в подающем механизме. Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
МИГ способ сварки алюминия обеспечивает повышенную производительность. Можно накладывать непрерывные швы любой длины. Упрощается сварка кольцевых швов на трубах и плоскости. Метод подходит для создания герметичных соединений под воду, сборки профильных конструкций. Но швы получаются бугристые, для лицевой части изделия понадобится дополнительная обработка.
Важные нюансы выбора полуавтомата для сварки алюминия
Полуавтоматическую сварку алюминия можно вести инверторами MIG разного функционала, что определяет качество шва. Модели с постоянным током позволяют варить неответственные конструкции. Полуавтоматы AC/DC обеспечивают лучший провар, поскольку переменный ток многократно меняет направление движения электронов, разрушая оксидную пленку.
Модели с постоянным током позволяют варить неответственные конструкции. Полуавтоматы AC/DC обеспечивают лучший провар, поскольку переменный ток многократно меняет направление движения электронов, разрушая оксидную пленку.
Сварочные аппараты с импульсом варят еще круче. У них отдельно настраиваемый базовый и импульсный токи. Базовый обеспечивает стабильное горение дуги и уменьшает тепловложение. Заготовка меньше коробится. Импульсный ток эпизодически подключается к процессу, пробивая оксидную пленку. Швы получаются аккуратными, ровными, с хорошим проплавлением. Имея импульсный полуавтомат, можно не зачищать оксидную пленку.
TIG сварка алюминия
Сварка ведется горелкой, подключенной к инвертору TIG. Дуга горит между вольфрамовым электродом и алюминиевым изделием. Вольфрам не плавится, поэтому электрод не укорачивается. Сварщику легче контролировать дугу. Защита сварочной ванны обеспечивается подачей газа из сопла горелки. Используется чистый аргон или смесь с гелием.
Используется чистый аргон или смесь с гелием.
Важный момент! Для аргоновой сварки алюминия понадобится инвертор ТИГ, способный переключаться на переменный ток. «Постоянка» сильно проигрывает по качеству. Модели AC/DC обеспечивают эффективное разрушение оксида и хорошее проплавление.
Свободной рукой сварщик подает присадочный пруток. Он должен быть аналогичного состава, что и свариваемое изделие. Как и в случае с полуавтоматом, необходим баллон, редуктор и шланг.
Аргоновая сварка алюминия позволяет получить качественные ровные швы. Высокая герметичность разрешает использовать сосуды под давлением. TIG-метод обеспечивает глубокое проплавление, но подходит для сварки и тонкого листового алюминия. Аргонодуговой сваркой варят поддоны двигателей, головки ГБЦ, стенки блоков ДВС, посуду. Но способ сильно проигрывает по производительности полуавтомату.
Советуем настроить предпродувку газа на 4 секунды до возбуждения дуги и 6 секунд после затухания. Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
Ответы на вопросы: как сваривать алюминий в домашних условиях
Какую проволоку выбрать для присадки методом ТИГ или для заправки в полуавтомат при сварке алюминия?
СкрытьПодробнее
Для аргоновой сварки удобнее использовать прутки БАРСВЕЛД AISi диаметром 3-4 мм, которые являются аналогом СВ-АК5. В полуавтомат заправляют проволоку БАРСВЕЛД AlSi5, ESAB OK Autrod 5356. Если нет возможности купить прутки для аргона, проволока подойдет в качестве присадки.
Чем лучше всего варить силумин?
СкрытьПодробнее
Силумин в быту встречается в дверной фурнитуре, из него делают вешалки и другие предметы для дома. Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
Какой метод сварки обеспечивает наилучшую герметичность шва?
СкрытьПодробнее
Герметичные швы при сварке алюминия получаются с помощью полуавтоматов и инверторов TIG. Если в приоритете скорость — выбирайте МИГ сварку. Когда важнее внешний вид — используйте ТИГ сварку.
Что лучше — газовая линза или обычное сопло при ТИГ сварке алюминия?
СкрытьПодробнее
В обычном узком керамическом сопле создается турбулентность и защитный газ распределяется вокруг сварочной ванны неравномерно. Газовая линза обеспечивает равномерную подачу аргона, улучшает внешний вид шва. Вольфрамовый электрод из линзы можно выдвигать до 25 мм, что удобно для сварки угловых соединений. Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
С какой полярностью варят алюминий аргоновой сваркой постоянным током?
СкрытьПодробнее
Если нет инвертора с переменным током, алюминий можно попытаться заварить «постоянкой». Тогда нужна обратная полярность с плюсом на горелке. Это предотвратит перегрев изделия.
Как заточить электрод для сварки алюминия?
СкрытьПодробнее
Вольфрамовый электрод затачивают для получения полукруглого конца. Тогда дуга будет гореть прямо, не «гуляя».
Какая длина горелки МИГ лучше для сварки алюминия?
СкрытьПодробнее
Чем короче, тем лучше. Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.
Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрСварочный полуавтомат ANDELI MIG-200PE (220 В) 37 440 руб
Купить
Быстрый просмотрАргонодуговой аппарат TSS TOP TIG/MMA-250P AC/DC (220 В)
Цена по запросуЗапросить цену
Быстрый просмотрСварочный инвертор NEON ВД-183 19 900 руб
Купить
Быстрый просмотрСварочный полуавтомат РЕСАНТА САИПА-135 16 490 руб
Купить
Быстрый просмотрПрутки алюминиевые ALUMAT AL99,7 ⌀ 2,0 мм (упак. 5 кг)
1 134.28 руб / кг
5 кг)
1 134.28 руб / кг
Купить
Быстрый просмотрСварочный инвертор FUBAG IQ 200 (220 В) 7 510 руб
Купить
Быстрый просмотрАргонодуговой аппарат БАРСВЕЛД Profi TIG-217 DP AC/DC (220 В) 70 850 руб
Купить
Быстрый просмотрСварочный инвертор БАРСВЕЛД Profi ARC-207 D МОД. II Росс. (220 В)
21 150 руб
II Росс. (220 В)
21 150 руб
Купить
Быстрый просмотрСварочный инвертор РЕСАНТА САИ-190 6 890 руб
Купить
Быстрый просмотрБаллон аргоновый 5 -150У (новый, 5 л пустой) 3 450 руб
Купить
Быстрый просмотрРукав газовый имп. ⌀ 6,3 мм, ЧЕРНЫЙ (III кл., бухта 40 м)
42 руб / м
⌀ 6,3 мм, ЧЕРНЫЙ (III кл., бухта 40 м)
42 руб / м
Купить
Быстрый просмотрРедуктор аргоновый БАРО-5МГ, БАМЗ 3 269 руб
Купить
Быстрый просмотрПрутки алюминиевые БАРСВЕЛД AlMg5 ⌀ 1,6 мм (1000 мм, аналог СВ-АМг5) 890 руб / кг
Купить
хит продаж
Быстрый просмотрСварочный полуавтомат БАРСВЕЛД Profi MIG-200 D (220 В) 29 690 руб
Купить
Быстрый просмотрПроволока алюминиевая БАРСВЕЛД AlMg5 ⌀ 1,6 мм (кассета 6 кг) 900 руб / кг
Купить
Быстрый просмотрЭлектроды алюминиевые ОЗАНА-1 ⌀ 3,0 мм 2 839 руб / кг
Купить
2. ВЕС:
ВЕС:
пачка 2 кг
- пачка 2 кг
ПРОИЗВОДИТЕЛЬ:
Риметалк
- Риметалк
- Спецэлектрод
- ЗЗСМ (Зеленоград)
Как сварить алюминий полуавтоматом? — новости и статьи
1. Физико-химические свойства алюминия и его виды
Алюминий является одним из самых востребованных в промышленности металлом и при этом одним из самых трудно свариваемых. Причины сложности сварки алюминия кроются в его физико-химических свойствах. Рассмотрим каждый из факторов отдельно:
Большая теплопроводность.
Высокая теплопроводность означает, что для того, чтобы нагреть металл, потребуется значительно больше энергии дуги, т.к. тепло очень быстро передается от более нагретых зон к менее нагретым зонам и чем больше габариты свариваемой детали, тем критичнее сказывается это свойство, что приводит к необходимости в ряде случаев использовать предварительный подогрев при сварке.Низкая температура плавления. Данная особенность вкупе с высокой теплопроводностью приводит к тому, что алюминий очень легко перегреть и прожечь, а также привести к вытеканию сварочной ванны.
Наличие оксидной пленки. Оксидная пленка, образующаяся на поверхности алюминия, обладает значительно более высокой температурой плавления, чем сам алюминий, а так же маленькой пластичностью, что в сочетании с большим коэффициентом температурного расширения алюминия может приводить к трещинам.
 Высокая теплопроводность означает, что для того, чтобы нагреть металл, потребуется значительно больше энергии дуги, т.к. тепло очень быстро передается от более нагретых зон к менее нагретым зонам и чем больше габариты свариваемой детали, тем критичнее сказывается это свойство, что приводит к необходимости в ряде случаев использовать предварительный подогрев при сварке.
Высокая теплопроводность означает, что для того, чтобы нагреть металл, потребуется значительно больше энергии дуги, т.к. тепло очень быстро передается от более нагретых зон к менее нагретым зонам и чем больше габариты свариваемой детали, тем критичнее сказывается это свойство, что приводит к необходимости в ряде случаев использовать предварительный подогрев при сварке.Самыми распространенными сплавами алюминия, используемыми при сварке являются:
АК 5, АД, АД1, АМц, АМцс, АМг, АМг3, АМг5В, АМг6, АВ, АД31, АДЗЗ, АД35, М40, Д12, ВАД1, В92Ц.
2. Подготовка поверхности алюминия и оборудования перед сваркой
Перед тем, как приступать к сварке алюминия необходимо выполнить мероприятия по подготовке поверхности материала и подстройке сварочного оборудования.
Для подготовки алюминия под сварку производят механическую обработку кромок и околошовной зоны для удаления оксидной пленки. Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Механическую обработку кромок рекомендуется выполнять шабером или металлическими щетками достаточной жесткости, после чего зачищенные кромки следует снова обезжирить. Оксидная пленка образуется на поверхности алюминия практически мгновенно, но для образования наиболее тугоплавкой пленки требуется 1 — 2 ч.
В условиях полуавтоматической сварки алюминия в среде инертных защитных газов удаление окисной пленки также происходит в результате электрических процессов, происходящих у катода (катодное распыление).
3. Подготовка полуавтомата и его оснастки
После того, как Вы подготовили поверхность алюминия под сварку необходимо проверить, правильно ли настроен и укомплектован сварочный полуавтомат. Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
| Рисунок 1 | ||
Для подготовки непосредственно полуавтомата следует произвести настройку аппарата и замену ряда комплектующих:
— Подготовить механизм подачи. В идеале механизм подачи должен иметь 4 ролика с U-образной канавкой без засечек (рис./5000bed0a5d4e58.ru.s.siteapi.org/img/bf9fa9e25a5b8d1ee121043eeceb2f62a0ee61ac.jpg) 2) чтобы избежать смятия проволоки при подаче.
2) чтобы избежать смятия проволоки при подаче.
| Рисунок 2 | |
— Канал для подачи проволоки следует заменить на тефлоновый (рис. 3) для уменьшения коэффициента трения, а для более стабильной подачи проволоки тефлоновый канал должен быть вплотную подведен к роликам. Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4).
| Рисунок 3 | Рисунок 4 |
— Для сварки алюминия полуавтоматом рекомендуется использовать горелку с длиной кабеля не более 3 м, но если планируется проводить сварку алюминия с кабелем большей длины или очень тонкой и мягкой проволокой, то необходимо использовать горелки типа Push-Pull (рис. 5) или SpoolGun (рис. 6).
5) или SpoolGun (рис. 6).
| Рисунок 5 | Рисунок 6 |
— Из-за более высокого коэффициента теплового расширения алюминия следует использовать наконечник для токоподвода с бОльшим диаметром отверстия, чем диаметр проволоки на 1 размер (рис. 7) .
Рисунок 7 (неправильный подбор наконечников)
Так же стоит отметить, что наличие импульсных режимов в полуавтомате (одинарного и двойного) может значительно повысить качество получаемого соединения за счет улучшенного формирования сварочной ванны, а так же расширяет число пространственных положений ,в которых может производиться сварка алюминия. Наличие в полуавтомате синергетики облегчает задачу по выбору режима сварки.
4. Техника сварки алюминия
Сварка алюминия полуавтоматом требует не только подготовки оборудования. но и подготовки самого сварщика, т.к. техника сварки алюминия обладает рядом особенностей:
но и подготовки самого сварщика, т.к. техника сварки алюминия обладает рядом особенностей:
Сварку алюминия полуавтоматом следует выполнять углом вперед 10 – 15 градусов от нормали. Это позволить обеспечить необходимую газовую защиту шва (Рис. 8) .
Рисунок 8
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
Нужно очень внимательно следить за температурным балансом алюминия, при перегреве чистого алюминия ванна может вытечь, при перегреве АМг может произойти закалка сварного шва. Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость.
5. Сварочные режимы
Необходимым условием для высокого качества шва так же является использование капельного переноса без коротких замыканий – струйного или импульсного. Токи для струйного переноса указаны в табл. 2.
2.
| Таблица 2 | ||||||||||||
Диаметр проволоки, мм | Тип защитного газа | Токи струйного переноса, А | ||||||||||
| 0.8 | 100% Аргон | 85-95 | ||||||||||
| 1.0 | 100% Аргон | 105-115 | ||||||||||
| 1.2 | 100% Аргон | 130-140 | ||||||||||
| 1.6 | 100% Аргон | 175-185 | ||||||||||
Таким образом, мы выяснили, что для сварки алюминия полуавтоматом не обязательно иметь очень дорогое оборудование, хоть оно и позволяет добиться наилучшего качества швов. Достаточно правильно подготовить свой полуавтомат и поверхность алюминия, а также подобрать режим сварки, который позволит получить струйный перенос металла.
Достаточно правильно подготовить свой полуавтомат и поверхность алюминия, а также подобрать режим сварки, который позволит получить струйный перенос металла.
Как заварить алюминий электродом? — Народ, подскажи !!!
#1 ВНЕ САЙТА abasov
Отправлено 01 September 2015 — 20:35
Народ подскажите как заварить алюминевую деталь электродом, говорят что варят электродом и даже я сам лично видел это, стоял смотрел как сварщик варил поддон из алюминя — что нужно для этого?
- Наверх
- ↓
- ↑
#2 ВНЕ САЙТА walke
Отправлено 01 September 2015 — 20:45
Сам не варил, но помоему надо есть электроды по алюминию, подъедь в магазинчик типа Дом сварки, они все расскажут что надо.
- Наверх
- ↓
- ↑
#3 ВНЕ САЙТА Danila
Отправлено 01 September 2015 — 20:59
Электроды такие на базаре не купишь, там только одно гауно, а спец электроды можно купить только в специализированной фирме вот тут например у них должны быть http://elektrody.com…CFYHNcgodPEgPrw
- Наверх
- ↓
- ↑
#4 ВНЕ САЙТА Artsmith
Отправлено 01 September 2015 — 21:10
І
Народ подскажите как заварить алюминевую деталь электродом, говорят что варят электродом и даже я сам лично видел это, стоял смотрел как сварщик варил поддон из алюминя — что нужно для этого?
И что електрод типа как стальной, с обмазкой зажимал в держак и сваривал?
Сообщение отредактировал Artsmith: 01 September 2015 — 21:11
- Наверх
- ↓
- ↑
#5 ВНЕ САЙТА Danila
Отправлено 01 September 2015 — 21:20
Именно сварить спецэлектродом и притом качественно, ток при этом 70-80А, металл надо нагреть до 150-200 градусов, потом перед началом зачистить от оксидной пленки, а потом уже можно варить без зачистки, так как в обмазке присутствует щелочь, которая удаляет оксидированную пленку.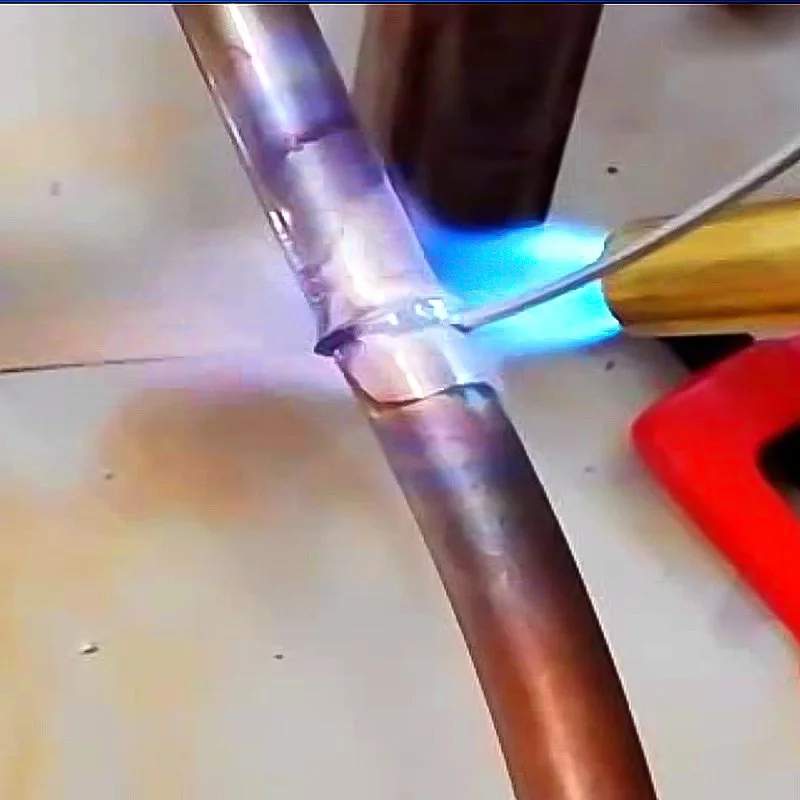 И учтите что электроды очень быстро сгорают и держать его надо под прямым углом с малой дугой иначе будет расплыв металла.
И учтите что электроды очень быстро сгорают и держать его надо под прямым углом с малой дугой иначе будет расплыв металла.
Сообщение отредактировал Danila: 01 September 2015 — 21:23
- борода это нравится
- Наверх
- ↓
- ↑
#6 ВНЕ САЙТА abasov
Отправлено 01 September 2015 — 21:58
Данила, огромное спасибо за полезные сведения, завтра же к ним заеду. Я так понял что вы сами тоже варили так по алюминю, насколько прочно потом держится сваренные детали?
- Наверх
- ↓
- ↑
#7 ВНЕ САЙТА mara
Отправлено 01 September 2015 — 22:40
Не знал не знал, так вродь и на ничего сложного, деб взять штук пять электродов на попопробовать потренироваться. .
.
- Наверх
- ↓
- ↑
#8 ВНЕ САЙТА победа
Отправлено 02 September 2015 — 01:59
Народ подскажите как заварить алюминевую деталь электродом, говорят что варят электродом и даже я сам лично видел это, стоял смотрел как сварщик варил поддон из алюминя — что нужно для этого?
Подробнее о детали,что от чего и фото.Очень важно какой сплав,толщина-от этого зависит полноценность советов.
Без опыта и учителя умеющего варить электродами будет сложно,5-10 не хватит «набить руку».
Сообщение отредактировал победа: 02 September 2015 — 01:59
- Наверх
- ↓
- ↑
#9 ВНЕ САЙТА Олежа
Отправлено 02 September 2015 — 08:59
Прикольно, а я и не подозревал о такой возможности, не понял а греть деталь перед сваркой зачем, электрод же ее итак нагреет за секунду.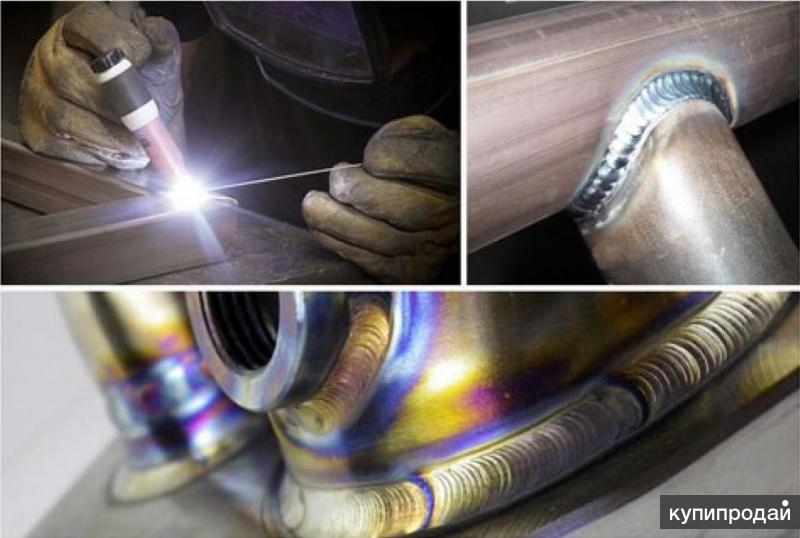
- Наверх
- ↓
- ↑
#10 ВНЕ САЙТА Rom
Отправлено 02 September 2015 — 09:26
Danila, спасибо за полезную информацию
- Наверх
- ↓
- ↑
#11 ВНЕ САЙТА Трой
Отправлено 02 September 2015 — 09:28
Прикольно, а я и не подозревал о такой возможности, не понял а греть деталь перед сваркой зачем, электрод же ее итак нагреет за секунду.
Электрод прогревает локально, может в этом дело.
- Наверх
- ↓
- ↑
#12 ВНЕ САЙТА rut
Отправлено 02 September 2015 — 09:53
Электрод прогревает локально, может в этом дело.
Да, именно в этом и дело. У алюминия очень высокая теплопроводность, и без прогрева большая часть тепла будет расходиться по детали, уходя от места сварки.
- Наверх
- ↓
- ↑
#13 ВНЕ САЙТА Eduardo
Отправлено 02 September 2015 — 09:57
Надо же, я и не знал, что такие чудесные электроды бывают. Считал, что алюминий можно только в аргоне варить нормально. Но посмотрев ролик понял, что не стоит обольщаться — там говорится о щелочи и солях используемых в обмазке электрода в качестве флюса, для снятия оксидной пленки и защиты от окисления. А остатки этого самого флюса надо обязательно удалять (иначе алюминий будет быстро корродировать). Т.е. такими электродами невозможно варить закрытые емкости (баки-канистры)и ответственные узлы
Считал, что алюминий можно только в аргоне варить нормально. Но посмотрев ролик понял, что не стоит обольщаться — там говорится о щелочи и солях используемых в обмазке электрода в качестве флюса, для снятия оксидной пленки и защиты от окисления. А остатки этого самого флюса надо обязательно удалять (иначе алюминий будет быстро корродировать). Т.е. такими электродами невозможно варить закрытые емкости (баки-канистры)и ответственные узлы
- Наверх
- ↓
- ↑
#14 ВНЕ САЙТА OCTAN
Отправлено 02 September 2015 — 10:02
- Eduardo это нравится
- Наверх
- ↓
- ↑
#15 ВНЕ САЙТА mara
Отправлено 02 September 2015 — 10:48
Судя по первому видео ничего сложного нету, ну потренироваться только дугу держать тяжело будет т. к. горят они быстро.
к. горят они быстро.
- Наверх
- ↓
- ↑
#16 ВНЕ САЙТА Artsmith
Отправлено 02 September 2015 — 12:14
Ну теперь все начнут латать «титановые» диски 🙂
А если серьезно, то есть большая вероятность что вместо трещины, в поддоне, после самостоятельного ремонта таким способом, появится нехилое отверстие.
Сообщение отредактировал Artsmith: 02 September 2015 — 12:15
- Наверх
- ↓
- ↑
#17 ВНЕ САЙТА Danila
Отправлено 02 September 2015 — 22:28
Прикольно, а я и не подозревал о такой возможности, не понял а греть деталь перед сваркой зачем, электрод же ее итак нагреет за секунду.
Алюминий очень гигроскопичен, именно поэтому место сварки надо хорошо прогреть, чтобы выпарить из него воду. При нагреве 180-200 градусов Вы сразу заметите на поверхности потнички из влаги. Ну и важно держать короткую дугу. Это основные правила
- борода это нравится
- Наверх
- ↓
- ↑
#18 ВНЕ САЙТА adelt
Отправлено 03 September 2015 — 09:16
Спасибо за информацию, сегодня хочу приобрести такие электроды и есть что попробовать поварить, не знаю получится, но начать надо и так научусь однозначно. Дело очень интересное и полезное, например ручку заварю на сковородке, как раз для тренировки. Спасибо!
- Наверх
- ↓
- ↑
#19 ВНЕ САЙТА Толстяк
Отправлено 03 September 2015 — 14:04
Электроды просушить в духовке 200 град пол часа. Грязными руками электроды не трогать, свариваемые детали сначала хорошо обезжирить ацетоном, зачищать чистым диском. Варить переменным током, ток по ощущениям для тройки электрода 120А. Варил диск, все нормально, лестницу тонкостенную варил.
- Наверх
- ↓
- ↑
#20 ВНЕ САЙТА bruno
Отправлено 03 September 2015 — 14:20
Варится постоянным током.
- Наверх
- ↓
- ↑
Сварка алюминия полуавтоматом (MIG/MAG) | Тиберис
0
На сумму:
0 р.
Алюминий без преувеличения является одним из наиболее часто используемых человеком металлов. Но, проводить над ним сварочные работы из-за особых химических свойств намного сложнее, чем с обыкновенной сталью, особенно если вы не являетесь специалистом сварочного дела. И все же, для этого существует весьма удобный способ, требующий меньше навыков– сварка алюминия полуавтоматом (MIG/MAG), позволяющая легко преодолеть сопротивление тончайшей оксидной пленки металла и в результате получить отличное соединение. Подробнее об этом способе вы узнаете из нашей статьи.
Содержание
- Что представляет собой сварка алюминия полуавтоматом
- Чем отличается сварка алюминия полуавтоматом от аргонодугового метода
- Особенности и преимущества сварки алюминия сварочной проволокой
- Требования к оборудованию и расходным материалам
- Выбор сварочного полуавтомата для сварки алюминия
- Видео полуавтоматической сварки алюминия
Сварка алюминия и его сплавов полуавтоматом (MIG/MAG-сварка) производится сварочной проволокой (некоторые сварщики употребляют название — плавящийся электрод) для алюминия и сплавов в среде газа или самозащитной проволокой. При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон. Подача присадочной проволоки происходит автоматически, а перемещение горелки сварщик осуществляет вручную.
Сварка алюминия полуавтоматом без газа не рекомендуется к применению и встречается гораздо реже, так как в этом случае:
- значительно повышается пористость шва и уменьшается его прочность;
- застывший шлак плохо отделяется;
- присутствует сильное разбрызгивание металла.
Единственной серьезной причиной, благодаря которой такой способ сварки все же используется, является его очевидная дешевизна. Поэтому сварка алюминия полуавтоматом без аргона распространена среди кустарей-одиночек, экономящих на качестве сварного шва.
В отличие от стали алюминий обладает гораздо большей теплопроводностью, поэтому при работе с ним скорость подачи проволоки увеличивается, а поверхность массивных свариваемых изделий необходимо дополнительно прогревать.
Чаще всего сварку алюминия полуавтоматом используют для сварочных работ в промышленных масштабах, в том числе в авиационной и судостроительной промышленности. Тем более, что в этом случае используются:
- высококачественный инертный газ и присадочная проволока;
- труд профессиональных сварщиков;
- дорогостоящее профессиональное оборудование.
Вместе, эти три важнейших фактора обеспечивают первоклассный результат.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Аргонодуговой метод является весьма распространенным на производстве и в бытовых условиях, поэтому заслуживает более подробного описания, которое вы можете изучить по ссылке.
Сварочный полуавтомат для сварки алюминия может быть оснащен стандартными функциями и с импульсным режимом. Использование последнего дает больший эффект, так как под воздействием мощного импульса происходит моментальное пробивание оксидной пленки на поверхности свариваемого изделия. Каждая капля расплавленного алюминия из проволоки в момент действия импульса высокого напряжения вдавливается в поверхность. В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
Особенности и преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель. Поэтому сварка алюминия полуавтоматом своими руками представляется вполне обыденным делом.
- Важность наличия импульсного режима в полуавтомате. Так как в этом случае эффективность выполнения сварочных работ и качество шва на выходе значительно возрастают.
- Необходимость использования высококачественной сварочной проволоки (присадки). В противном случае стабильность и эффективность процесса сварки может серьезно пострадать.
- Для алюминия чаще всего выставляют подачу проволоки на 15-20% выше, чем для той же толщины черного металла (стали) и приблизительно на 30 процентов больше напряжения.
Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.
- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь. Для сварки рекомендуем использовать проволоку — AlMg5 по ссылке или её аналоги.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка МИГ-МАГ алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия
Выше вы уже узнали, как сваривать алюминий полуавтоматом. Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Выбор действительно имеется очень обширный. Все варианты можно условно разбить на такие основные группы:
- Бюджетные
- Среднего класса
- Среднего класса с импульсным режимом
- Промышленные модели с импульсным режимом
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт.
Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Использование полуавтоматов для сварки алюминия – это весьма продуманное и правильное решение, которое приняли многие практичные люди. В компании Тиберис эти устройства вы всегда приобретаете на выгодных условиях.
Видео сварки алюминия сварочным полуавтоматом
Видео-материал для наглядного ознакомления, который показывает процесс сварки алюминия аппаратом МИГ/МАГ. Это не учебный ролик.
Спасибо за подписку!
Примитивная сварка алюминия в домашних условиях
Необходимость в создании соединения сложно свариваемых металлов может возникнуть не только на производстве, но и в частной сфере. Сварка алюминия в домашних условиях проводится часто, несмотря на все свои сложности, так как сам металл активно используется в промышленности и многие изделия выполняются именно из него. Таким образом, при ремонте мастерам приходится часто с ним сталкиваться. Главной сложностью этого процесса является то, что дома очень сложно создать все необходимые условия, чтобы процесс происходил также, как и на предприятии. Соответственно, качество соединения может пострадать.
Примитивная сварка алюминия
В основном, здесь используется более простое оборудование, так как сварочный инвертор, который применяется для аргонодуговой сварки, вместе с баллонами самого аргона, будет иметь достаточно высокую стоимость, как для частных лиц. Тем не менее, проблемы свариваемости алюминия никуда не деваются, поэтому, нужно все также бороться с напряжением металл, подбирать средства для разрушения оксидной пленки. Одной из основных проблем становится высокая жидкотекучесть металла в расплавленном состоянии, что усложняет сваривание в различных положениях, особенно, в потолочном.
Аргонно-дуговая сварка алюминия в домашних условиях
Преимущества
- Сварка алюминия в домашних условиях оказывается более дешевым процессом, особенно если есть соответствующее оборудование, так как не приходится обращаться к другим специалистам;
- Результат работы можно получить сразу, а также проверить его, а не ждать получения из мастерской;
- Легче использовать подручные материалы;
- Нет высоких требований к контролю качества, так как применение полученных изделий, как правило, не имеет большой ответственности.
Недостатки
- Сварка алюминия в домашних условиях обеспечивает более низкий уровень качества соединения;
- Порой сложно подобрать подходящие расходные материалы, особенно, если речь идет о редких случаях использования;
- Сложно использовать современные технологии, так как в домашних условиях зачастую нет подходящих вещей, которые применяются на передовых предприятиях;
- Сложнее соблюдать технику безопасности, особенно, при работе с газом;
- Сварочные электроды могут храниться в недостаточно надежных условиях, из-за чего они могут отсыреть и испортиться;
- Отсутствуют точные методы контроля полученного сварного шва, что очень важно перед применением изделия.
Возможные способы сварки алюминия дома
В домашних условиях может осуществляться не только примитивная сварка алюминия при помощи плавкого электрода, но и другие разновидности, в зависимости от оборудования, которое используется. Выделяют следующие способы сварки:
- Сварка алюминия электродом в домашних условиях. Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.
- Сварка алюминия в домашних условиях газовой горелкой. Здесь в качестве основной температурной силы, расплавляющей металл, используется газ. Это снижает скорость сварки в три раза и делает процесс более простым. Тут применяется сварочная проволока, на которой нет покрытия, что позволяет избавиться от проблем с просушкой электродов. Газ является более надежной защитой, чем обмазка электродов.
- Аргонодуговая сварка. Это один из лучших вариантов, так как само сваривание происходит под воздействием дуги, а в качестве защиты применяется инертный газ аргон. Тут используется неплавкий электрод и присадочная проволока, что обеспечивает высокое качество соединение. Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.
Материалы и инструмент
Сварка деталей из алюминия требует специальной технической подготовки, которая зависит от выбранного способа. Но даже самые простые варианты требуют особой средств, которые помогут сделать все как можно более качественно и надежно. Среди них выделяются такие вещи как:
- Сварочный аппарат, который становится главным источником питания, обеспечивающим подачу тока нужных параметров для конкретного вида сварки;
- Электроды (или присадочная проволока, если используется процесс сваривания при помощи газа) – этот материал должен максимально соответствовать тому, с чем он будет свариваться;
- Газовые баллоны со шлангами, что используется для соединения металла газом, но такой вариант для домашних условий не часто используется;
- Заземление для всех использующихся электрических аппаратов;
- Рабочая одежда и сварочная маска.
Сварка алюминия
Пошаговая инструкция
Когда идет сварка лодки из алюминия, или других важных вещей, то следует правильно соблюдать режимы, чтобы добиться желаемого результата. Стоит выделить следующие шаги:
- Подготовка металла. Она может включать в себя разделку кромок, что необходимо при толщине металла от 4 мм, так как алюминий обладает низкой глубиной проварки, поэтому, нужно уменьшить толщину за счет скоса кромок. Также требуется механически зачистить поверхность наждачной бумагой или металлической щеткой, чтобы убрать жиры, масла, различные налеты и пленки;
Очистка алюминия
- Затем следует аккуратно распределить флюс (если речь идет о газовой сварке), чтобы улучшить свойства сваривания металла;
- После этого требуется подогреть металл (снова при газовой сварке), чтобы избежать температурной деформации и способствовать предварительному расплавлению флюса;
Нагрев алюминия для сварки
- Далее можно уже приступать к самому свариванию, разжигая пламя или дугу и образуя валик шва в сварочной ванной идти по всей длине кромок;
Сварка алюминия горелкой в домашних условиях
- После окончания работ нужно дать остыть металлу и проверить качество соединения доступными методами.
«Важно!
Когда осуществляется TIG сварка алюминия, то требуется использовать только переменный ток, так как качества соединения с ним становится выше.»
Аргонодуговая сварка
Диаметр электрода, мм | Толщина заготовки, мм | Ток постоянный, А | Ток переменный, А |
1 | 1..2 | 10…70 | 10…15 |
1,6 | 2…3 | 40…130 | 30…90 |
2 | 2…4 | 65…160 | 50…100 |
3 | 4…6 | 140…180 | 100…160 |
4 | 6…7 | 250…340 | 140…220 |
5 | 7…9 | 300…400 | 200…280 |
6 | 9…10 | 350…450 | 250…300 |
Газовая сварка
Толщина заготовки, мм | 0,5—0,8 | 1 | 1,2 | 1,5-2 | 3-4 |
Мощность ацетиленовой горелки, литр/час | 50 | 75 | 75-100 | 150-300 | 300-500 |
Сварка электродом
Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
0,6 | 70 | 73 |
1,3 | 125 | 153 |
1,6 | 130 | 73 |
2,3 | 235 | 73 |
3 | 315 | 73 |
Техника безопасности
Сварка алюминиевых батарей и прочих конструкций предполагает обеспечения в первую очередь защиты для самого сварщика. Для этого должен быть полный комплект рабочей одежды из огнеупорной ткани и прочие средства индивидуальной защиты. Также нужно придерживаться таких же правил электро- и газовой безопасности, как и на предприятии. Ведь в домашних условиях опасность несчастного случая всегда становится выше.
Как правильно сваривать алюминий полуавтоматом
Содержание:
- Поэтапная инструкция сварки алюминия при помощи полуавтомата
- Сварка алюминия в среде газа и без использования газа
- Нюансы выбора полуавтоматической сварки
Полуавтомат — довольно распространенный метод сваривания металлов. Он несложный и понятный даже неопытным сварщикам, особенно при использовании современных инверторных полуавтоматов. Полуавтоматической сваркой получаются прочные швы, можно варить большие объемы металлов.
Возможно возникновение некоторых трудностей только при сварке алюминия — металла мягкого и обладающего высокой теплопроводимостью. При сварке алюминия полуавтоматом важно знать все детали сварного устройства, тщательно следовать установленным правилам сварки и придерживаться техники безопасности. Сварка полуавтоматом алюминия может выполняться с газом и без защитного газа, с помощью проволоки порошкового типа.
О том, как правильно варить алюминий полуавтоматом, чтобы не испортить материал, как сделать сварочный шов на алюминии прочным и качественным, я расскажу в этой статье.
Как сваривать алюминий полуавтоматом
Сварка полуавтоматом алюминия используется в случае необходимости что-то наплавить, а также для закрытия зазоров. Перед началом сварки самой детали нужно подготовить все необходимое оборудование, а также удалить загрязнения и оксидную пленку, которой покрывается алюминиевая поверхность. Алюминий — металл, который имеет повышенную теплопроводность, сваривать его нужно при низких температурах, в этом и заключается наибольшая сложность.
Сварка алюминия полуавтоматом проходит поэтапно:
- Подготовка материала до сварочного процесса. Для начала нужно сделать шлифовку, чтобы поверхность была гладкой и ровной. С помощью щеток, флюсов и специальных машинок сделать поверхность чистой, без оксидной пленки и загрязнений. Затем нужно обезжирить поверхность детали (для этого используют ацетон). Если толщина детали составляет 5 и более мм, то необходимо расширять кромки. Следующий этап — подрезка заготовки, которая осуществляется под углом 30-45 градусов. Затем поверхность обрабатывается флюсом. Последний шаг подготовки материала к сварке — подогрев, это убережет детали от деформации и продлит их срок службы.
- Контроль за подачей проволоки, которая должна двигаться плавно, без лишних движений, при этом находиться перед горелкой. Что касается механизма подачи проволоки, то лучше выбирать специальный ролик для алюминия, который имеет канавку в форме U. Это обеспечит плавное скольжение проволоки по ролику.
- Регулировка горелки во время работы. Сваривая алюминий, нужно следить, чтобы горелка двигалась вдоль шва. Здесь также очень важно правильно выбрать канал, который будет направлять проволоку, этот канал находится в рукаве горелки. Для алюминия лучше выбирать канал тефлонового вида.
- Выбор скоростного режима, который должен быть максимальным.
- Настройка параметров. Чтобы аппарат работал с максимальной точностью, нужно правильно выставить параметры сварочного устройства.
- Проверка качества соединений. Для этого можно использовать керосин, но проверять качество нужно после остывания материала.
- Обработка шва. Шов после сварки должен выглядеть эстетическим, без недостатков.
Также нужно учитывать некоторые нюансы. Во-первых, коэффициент усадки алюминия выше, чем у других металлов, поэтому следует тщательно контролировать усадку. Во-вторых, для сваривания тонких деталей нужно под алюминий класть нержавеющую сталь, чтобы сварка не прожгла пластину. Что касается наконечника, то лучше всего подойдет медный наконечник, выполнен по технологии сверления.
Сварка алюминия с газом и без газа
Использования газа защищает сварочную поверхность, делает сварочный шов более качественным и прочным. Чаще всего для сварки алюминиевых деталей полуавтоматом используют чистый аргон или аргон с добавлением гелия. Подобные смеси защищают поверхность детали от окисей, ослабляя, таким образом, силу воздействия атмосферы. Сварка алюминия полуавтоматом с углекислотой также используется, но очень редко. Использование углекислого газа — более дешевый вариант, нежели аргон, но шов может получиться не таким качественным.
Сварка полуавтоматом без аргона выполняется порошковой проволокой. Этот расходный материал для сварки имеет специальные испарения, которые заменяют защитный газ, оберегают деталь от окисей.
Выбор полуавтомата для сварки алюминия
Выбирая полуавтомат для сварки алюминиевых деталей, нужно учитывать такие технические характеристики:
- Мощность — этот критерий зависит от продолжительности работы со сварочным аппаратом. Если устройство используется часто и в большом объеме, лучше выбрать полуавтомат профессионального класса, который, несмотря на свою дороговизну, отличается большим запасом мощности;
- Режим работы — лучше всего устраняет оксидную пленку, предотвращает прожог деталей, обеспечивает качество сварочного шва полуавтомат, работающий в режиме PULSE;
- Напряжение — наибольшую стабильность дуги обеспечивают полуавтоматы, подключенные к трехфазной сети (380В).
На долговечность и качество сварочных аппаратов также влияет марка. Лучше выбирать проверенных, надежных производителей. Среди зарубежных компаний, наибольшей популярностью пользуются бренды, выпускающие полуавтоматическую сварку: Deca, Tekhmann, Hugong. Среди украинских марок, лучше всех себя зарекомендовал киевский сварочный завод «Патон». Его полуавтоматы долговечны, отличаются великолепным функционалом, и, что очень важно, приспособлены к отечественным условиям сварки на стройках, предприятиях.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!
Можно ли приварить алюминий к стали?
Алюминий можно легко соединить с большинством металлов с помощью механического крепления или клеевого соединения. Однако для сварки алюминия со сталью требуются другие методы, такие как дуговая сварка и сварка трением, которые подробно описаны ниже.
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
contactus@twi. co.uk
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Содержание
- Зачем нужно сваривать эти два материала вместе?
- Почему к ним сложно присоединиться?
- Как соединить алюминий и сталь?
Алюминий (и его сплавы) намного легче стали и имеет плотность около 2,70 г/см 3 по сравнению с диапазоном от 7,75 до 8,05 г/см 3 для сталей. Это означает, что сопоставимый объем стали примерно в три раза тяжелее алюминия.
Во многих отраслях промышленности сталь используется для различных конструкций. Однако из-за плотности стали ее использование приводит к значительным потерям веса. Новые законы об охране окружающей среды вынуждают транспортную отрасль соблюдать строгие ограничения на выбросы парниковых газов. Одним из способов сокращения выбросов является уменьшение веса конструкции транспортного средства. Замена различных стальных конструкций алюминиевыми сплавами в настоящее время имеет большое промышленное значение. Во многих случаях не всегда возможно заменить всю стальную конструкцию алюминиевыми сплавами, поэтому необходимо соединить два материала.
Алюминиевые сплавы могут быть относительно легко соединены со сталью с использованием таких методов, как склеивание, механические крепления или пайка, но когда требуется превосходная структурная целостность, предпочтение отдается сварке. Однако сварка алюминиевых сплавов со сталью затруднена.
Алюминиевые сплавы и сталь сильно различаются по металлургическим и физическим свойствам, таким как теплопроводность и температура плавления. Как правило, температура плавления стали составляет около 1370°C, что более чем в два раза выше, чем у алюминия, который плавится при температуре около 660°C. Помимо сильно различающихся температур плавления, каждый из этих металлов практически нерастворим в другом. В расплавленном состоянии они реагируют с образованием хрупких интерметаллических фаз. Ясно, что вышеперечисленные проблемы могут создавать проблемы при сварке плавлением, такой как дуговая сварка стали и алюминия. Полученные сварные соединения будут иметь неудовлетворительные свойства и из-за своей хрупкой природы часто нежелательны для многих промышленных применений.
Известно, что применение процессов сварки плавлением для соединения стали с алюминием затруднено из-за различных температур плавления, теплопроводности, коэффициентов расширения и склонности к образованию хрупких интерметаллических соединений. Поскольку растворимость Fe в Al очень низкая (около 0,04 мас.%), при температурах >350°C, когда диффузия Fe в Al становится значительной, начинается осаждение интерметаллических соединений Fe-Al. Значительное осаждение интерметаллидов может происходить значительно ниже температуры плавления алюминия (660°C для чистого Al). Точная степень осаждения интерметаллидов определяется диффузией и зависит от времени и температурной истории взаимодействующей поверхности раздела Fe и Al.
Использование лазеров для создания паяного соединения между сталью и алюминием является логичным шагом, поскольку высокая интенсивность тепла на небольшой площади, генерируемой лазером, означает, что стабильная среда пайки может создаваться локально и быстро перемещаться для создания соединение с минимальным временем для диффузии, чтобы вызвать чрезмерное образование интерметаллических соединений. Фазовая диаграмма Fe-Al показывает диапазон твердых интерметаллических фаз, которые могут быть образованы, а именно; Fe3Al (892HV), FeAl (470HV), FeAl2 (1060HV), Fe2Al5 (1013HV) и FeAl3 (892ХВ). Эти фазы характеризуются чрезвычайно высокой твердостью, пластичностью, близкой к нулю, и очень плохой вязкостью разрушения. Следовательно, если термически изготовленное соединение между сталью и алюминием должно содержать некоторые или все эти фазы, толщина слоя интерметаллического соединения должна быть как можно меньше, если в соединении должны быть достигнуты хорошие механические характеристики. применяется для дуговой сварки стали и алюминия с целью предотвращения образования интерметаллических соединений. Первый заключается в использовании алюминиевого покрытия на стали. Этого можно добиться погружением стали в расплавленный алюминий (горячее алитирование погружением). После покрытия алюминий может быть приварен к алюминиевому покрытию дуговой сваркой. Необходимо соблюдать осторожность, чтобы дуга не нагревала алюминий с покрытием до чрезмерной температуры, в противном случае существует вероятность образования интерметаллических соединений.
Биметаллические переходные вставки являются еще одним средством уменьшения образования интерметаллидов при сварке плавлением. Вставки состоят из одной части алюминия и другой части из стали, соединенных вместе с помощью прокатки, сварки взрывом, сварки трением, сварки оплавлением или сварки горячим давлением. Затем биметаллическое переходное соединение отдельно приваривается к алюминию и стали. Как правило, объемный алюминий сначала приваривается к алюминиевой части переходной вставки, так как это создает больший теплоотвод, когда объемная сталь приваривается дуговой сваркой к стальной половине переходной вставки.
Основной целью при соединении этих материалов является поддержание как можно более низкой температуры сварки и минимизация времени воздействия высоких температур на сварной шов. Вот почему такие процессы, как сварка трением (преимущественно ротационная сварка трением), используются для изготовления биметаллических переходных вставок между алюминиевыми сплавами и объемными стальными деталями.
Вращательная сварка трением представляет собой процесс соединения в твердом состоянии, при котором одна деталь вращается относительно другой под действием сжимающей осевой силы. Трение между поверхностями выделяет тепло, что приводит к пластификации материала интерфейса. Сила сжатия вытесняет пластифицированный материал с поверхности раздела, способствуя металлургическим механизмам соединения. Не переходя в жидкое состояние, сварные швы трения во время обработки остаются намного холоднее. Кроме того, сварка трением выполняется быстро, что предотвращает длительное воздействие высоких температур на сварной шов. Следовательно, сварка трением коммерчески используется для соединения ряда разнородных материалов, поскольку образование интерметаллических соединений значительно снижается.
Несмотря на преимущества сварки трением для уменьшения образования интерметаллидов между алюминиевыми сплавами и сталями, необходимо соблюдать осторожность при выборе параметров. Часто при сварке стали и нержавеющей стали с алюминиевым сплавом используют прослойку из чистого алюминия, что резко снижает образование интерметаллидов. Интерметаллические соединения между свариваемыми трением сталями и алюминиевыми сплавами основаны на железе и алюминии, следовательно, можно было бы ожидать, что хрупкие соединения будут также образовываться между сталью и чистым алюминием, но это не так. Чистый алюминий намного мягче алюминиевого сплава. Это означает, что температура, необходимая для того, чтобы более мягкий чистый алюминий тек и образовывал сварной шов, намного ниже, чем у алюминиевого сплава. Более низкие температуры помогают уменьшить образование хрупких соединений.
Из-за сложности создания прочных сварных швов между этими материалами во многих коммерческих применениях для соединения алюминиевых сплавов со сталью используются механические крепежные детали. При использовании механических креплений и в зависимости от применения необходимо соблюдать осторожность, чтобы предотвратить гальваническую коррозию. Гальваническая коррозия преимущественно возникает на алюминиевом сплаве. Для предотвращения этого требуется изоляция алюминиевого сплава от стали, что обычно происходит с помощью изолирующего покрытия или краски.
Чем может помочь TWI?
TWI имеет долгую историю работы со своими членами над решением проблем, связанных с соединением комбинаций разнородных материалов, включая использование контактной точечной сварки, сварки трением, лазерной сварки, электронно-лучевой сварки и пайки, среди многих других процессов.
Если вам нужна помощь в любом из этих процессов, свяжитесь с нами по электронной почте:
Можно ли сваривать сталь и алюминий? >> Все, что вам нужно знать
Сварочные работы обычно включают в себя сплавление подобных металлов. Вы когда-нибудь задавались вопросом, можно ли сваривать сталь и алюминий? Однако иногда вам приходится иметь дело с различными материалами, такими как сталь и алюминий. С различными температурами плавления, пористостью и другими характеристиками вы можете задаться вопросом, можно ли эффективно сваривать эти материалы вместе.
Итак, можно ли сваривать сталь и алюминий? Сталь и алюминий не могут быть сварены с помощью традиционных методов сварки. Сталь слишком хрупкая. Однако есть несколько обходных путей для сплавления разнородных металлов. Использование биметаллических переходов или нанесение специального покрытия может дать удовлетворительные результаты.
Я обнаружил, что каждый металл имеет свои характеристики, влияющие на процесс сварки. Если вы попытаетесь сварить алюминий и сталь, вы в конечном итоге расплавите алюминий до того, как сталь достигнет своей точки плавления. Чтобы не создавать комки расплавленной стали, я искал подходящие методы. Вот что я нашел.
Содержание
Почему сталь и алюминий не сплавляются?Сталь и алюминий имеют очень разные металлургические свойства и температуры плавления. Сталь — плотный, упругий материал, а алюминий — податливый , что позволяет легко сгибать его и придавать ему форму.
При сварке одинаковых металлов они должны достичь температуры плавления. Сварочная дуга нагревает металлы до тех пор, пока они не начнут плавиться. Когда металлы остывают, они остаются расплавленными. Этого трудно добиться, когда металлы плавятся при разных температурах.
Как более плотный материал, сталь имеет более высокую температуру плавления. Прежде чем он начнет плавиться, он должен достичь температуры около 2500 градусов по Фаренгейту. Алюминий мягче и плавится при температуре около 1200 градусов по Фаренгейту.
Здесь вы можете найти статью с нашего сайта о том, сколько времени нужно, чтобы научиться сварке?
Если вы попытаетесь приварить стальную заготовку к куску алюминия, алюминий расплавится до того, как сталь достигнет точки плавления. Комбинация металлических материалов также создаст хрупкое соединение, что приведет к слабому сплавлению.
Методы плавления разнородных металловОказывается, сплавление разнородных металлов — обычная проблема для сварщиков, поэтому они разработали множество методов для решения этой проблемы. Некоторые из наиболее часто используемых методов включают:
- Механические застежки
- Связующие вещества
- Пайка
- Биметаллические переходы
- Покрытие
Если возможно, попробуйте заменить один из металлов более подходящим материалом. Вторым лучшим вариантом является использование механических креплений. Добавление заклепок или болтов для крепления одной детали к другой устраняет необходимость сплавлять разнородные металлы.
В зависимости от размеров и формы заготовок может подойти нанесение эпоксидной смолы. Однако для нанесения связующего вещества требуется большая площадь поверхности. Соединение также, вероятно, останется структурно слабым по сравнению с использованием одного из других методов.
Склеивание также требует много времени . Сначала вам нужно смешать связующее вещество, а затем нанести его на алюминий и сталь. Затем вам нужно подождать несколько дней, пока он высохнет и затвердеет.
При склеивании алюминия со сталью поверхность обоих материалов необходимо сделать шероховатой для улучшения сцепления. Эпоксидная смола также должна подходить для вашего приложения. Компании производят связующие вещества для морских применений и проектов, требующих повышенной прочности на растяжение.
Пайка — не самый эффективный метод соединения алюминия со сталью, но он может работать в некоторых случаях. Пайка используется для крупносерийного производства кастрюль и сковородок из нержавеющей стали с алюминиевыми пластинами. Для любителей успех пайки зависит от площади поверхности.
Использование двухэтапного метода пайки может позволить вам соединить алюминий и сталь при работе с большой площадью поверхности. Соединение будет иметь меньшую прочность по сравнению с обычным сварным швом с аналогичными металлами, но может держаться, когда детали имеют хорошую механическую посадку.
Для этого метода требуются два типа припоя — припой с содержанием серебра 56% и припой на основе алюминиевого сплава. Серебряный припой наносится на сталь, а алюминиевый припой на алюминий . Затем две части соединяются.
Температуры плавления присадочных металлов выше по сравнению с алюминием и ниже по сравнению со сталью, действуя как переход между разнородными металлами.
Биметаллическая переходная вставка обеспечивает более надежный переход по сравнению с методом пайки. Как следует из названия, биметаллические переходные вставки — это детали, которые вставляются между разнородными металлами для создания перехода. В этом случае одна сторона вставки изготовлена из алюминия, а другая – из стали.
Вы привариваете алюминиевую сторону к алюминиевой заготовке, а стальную сторону к стальному материалу. Технически этот вариант основан на склеивании, поскольку вставка предварительно склеивается. Метод, используемый для соединения материалов, включает:
- Горячая прокатка
- Сварка взрывом
- Сварка трением
- Сварка оплавлением
При использовании биметаллического переходника избегайте перегрева вставок. Перегрев может создать такое же хрупкое интерметаллическое соединение, которое возникает при непосредственной сварке алюминия со сталью.
Начните с алюминиевой стороны, так как для достижения точки плавления требуется более низкая температура. Алюминиевый материал также помогает создать больший радиатор при сварке стальной стороны со стальным материалом. Это снижает риск перегрева переходного элемента.
Нанесение покрытия на сварку стали и алюминияНанесение покрытия — это обходной путь, который позволяет сплавлять алюминий со сталью с алюминиевым покрытием. Сталь покрывается алюминиево-кремниевым сплавом в процессе, называемом горячим алитированием погружением. Когда алюминиевый сплав охлаждается на стальной поверхности, он создает прочную металлургическую связь.
Полученный материал называется алюминированной сталью . Материал имеет тонкий внешний слой из оксида алюминия и стальной сердечник, а средний слой представляет собой смесь стали, алюминия и кремния.
Поскольку внешняя поверхность стали теперь состоит из алюминиевых сплавов, к ней можно приваривать алюминиевые детали. Я бы не рекомендовал этот метод, если у вас нет большого опыта сварки, так как он требует точности.
Тепло от сварки может привести к выгоранию алюминиевого покрытия, что также приводит к выделению вредных газов. После выгорания алюминиевого покрытия алюминиевая деталь не может привариться к стальному сердечнику.
Успех достигается только при направлении дуги в сторону от стали и соблюдении осторожности, чтобы расплавленный алюминий стекал на алюминизированную стальную поверхность. Даже при осторожности покрытие может начать пузыриться и трескаться, в результате чего соединение становится хрупким.
Вывод: Какой метод сварки алюминия со сталью лучше всего?Можно ли сваривать сталь и алюминий? Сварка алюминия и стали без дополнительного компонента практически невозможна . Алюминий может деформироваться или полностью расплавиться до того, как сталь достигнет своей точки плавления.
Наконец, биметаллические переходные вставки обеспечивают наилучшее соединение между алюминием и сталью. Предварительно склеенные вставки обеспечивают прочную структурную поддержку для большинства применений. От крепления алюминиевой трубы к стальной трубе до добавления алюминиевой рубки к стальной палубе на корабле — вы можете использовать биметаллические вставки для небольших или крупных проектов.
Недостаток заключается в том, что вам нужно найти вставки, которые соответствуют вашей механической конструкции, или изменить вашу конфигурацию, чтобы она соответствовала существующим вставкам.
Если вставки не соответствуют вашим конкретным потребностям, можно использовать покрытие или пайку материалов. Просто помните, что эти методы могут не обеспечивать самую сильную связь и требуют большего мастерства.
Вы также можете рассмотреть возможность переделки своей конструкции, чтобы исключить необходимость сварки алюминия со сталью. Если возможно, замените один из материалов или найдите способ соединить их с помощью механического крепления.
Рекомендуемая литератураМогут ли сварщики MIG сваривать алюминий? | Как успешно сварить алюминий?
Как сварить алюминий в домашних условиях >> Руководство для начинающих
Каковы преимущества и ограничения плазменно-дуговой обработки?
Сварка нержавеющей стали и алюминия Сварка >> Учебное видео
Можно ли сваривать сталь с алюминием? – Сделай из металла
И алюминий, и сталь хорошо поддаются сварке. При сварке стали со сталью и алюминия с алюминием нет никаких проблем. Но что происходит, когда вам нужно пересечь границы и соединить эти непохожие металлы?
Можно ли сваривать сталь с алюминием? Сталь нельзя сваривать с алюминием с помощью традиционных методов сварки, таких как SMAW (дуговая сварка), GMAW (MIG) или GTAW (TIG). Однако есть некоторые обходные пути и альтернативы, которые могут обеспечить приемлемые результаты.
В этой статье я расскажу, какие процессы могут на самом деле соединять эти два непохожих материала, на что нужно обратить внимание и какие существуют практические альтернативы.
Содержание
Почему нельзя сваривать сталь с алюминием
Одна из основных причин, по которой нельзя сваривать сталь с алюминием с помощью сварочного аппарата в гараже, заключается в том, что температуры плавления двух металлов слишком велики.
Просто ради разрешения любого спора, вот что происходит, когда вы пытаетесь сварить два металла вместе TIG:
В итоге я использовал стальной наполнитель. Алюминий под сталью начал таять еще до того, как сталь образовала лужу. Я компенсировал это, добавив тонну стального наполнителя, чтобы два материала соединились.
Алюминий плавится при температуре около 1200 градусов по Фаренгейту, а сталь плавится при температуре около 2700 градусов по Фаренгейту. Обычно это означает, что алюминий полностью расплавится еще до того, как сталь начнет светиться. Даже если вам удастся собрать металл, он не расплавится. Вы просто получите шарики стали, которые очень легко удерживаются грязным мусорным алюминием.
В результате получается «сварной шов», который лопается, если посмотреть на него неправильно. Смотри ниже.
Это буквально не требовало силы, чтобы развалиться. Несмотря на то, что это выглядело так, как будто материал слился воедино (здесь есть технический термин), металлы просто не сплавились.
Еще одна причина, по которой это не работает, заключается в том, что тепловое расширение алюминия и стали сильно различается. Алюминий будет расти примерно в два раза быстрее, чем сталь, когда он нагревается. Это означает, что по мере остывания металла место сварки может треснуть под нагрузкой.
Есть также куча других причин, по которым сварка стали с алюминием на самом деле не работает, например, разная теплопроводность, разные преобразования решетки, побочные осадки и другие научные вещи.
Дело в том, что его нельзя сваривать TIG, MIG или дуговой сваркой. Если только вы не используете биметаллические переходные вставки, т.е.
Биметаллические переходы
Это решение наиболее часто используется на кораблях, теплообменниках и трубопроводах.
По сути, это просто вставка, стальная с одной стороны и алюминиевая с другой. Они достаточно толстые, чтобы вы могли использовать обычную технику GMAW или GTAW и сваривать стальную сторону со сталью, а алюминиевую сторону с алюминием.
Эти вставки предварительно соединяются, как правило, с помощью горячей прокатки или сварки горячим давлением (сварка взрывом). Они действительно могут выдерживать удивительное усилие, а сварные соединения с этими вставками очень прочные. Согласно некоторым спецификациям MIL, эти склеенные вставки должны иметь как минимум около 1/4 прочности на растяжение алюминия, хотя они часто приближаются к 1/2.
В этом видео очень хорошо показано, как происходит этот процесс сварки взрывом и что получается в результате этого процесса:
Если вам нужно сварить алюминий со сталью, это, вероятно, ваш лучший выбор.
Обратная сторона?
Их практически невозможно найти, если вы работаете в небольшой мастерской или любители. Это специальные продукты, которые обычно изготавливаются на заказ и очень дороги, с огромным минимальным объемом заказа.
Алюминирование
Это слово придумал не я. Алюминированная сталь — это металл, который чаще всего подвергается процессу горячего погружения в алюминиево-кремниевый сплав. Есть и другие способы сделать это, например, гальваническое покрытие, но метод горячего погружения является наиболее распространенным.
Это непрактичный способ сварки больших кусков стали с большими кусками алюминия.
Причина, по которой я поднимаю этот вопрос, заключается в том, что, похоже, в Интернете циркулирует некоторая дезинформация по этому поводу. Есть несколько сайтов, где говорится, что вы можете приварить алюминиевый блок к куску алюминированной стали. Вы не можете. Все, что вы можете сделать, это приварить алюминизированную сталь к обычной стали.
Причина в том, что при нагревании до температуры, достаточной для расплавления стали под ним, тонкое алюминиевое покрытие уже давно сгорело. Это просто не работает.
Пайка
Чтобы было ясно, для этого требуются определенные навыки. Пайка может быть возможным решением, когда вам нужно что-то вроде сварки для соединения стали с алюминием.
Однако пайка будет не имеют прочность, сравнимую со сваркой взрывом. Вам понадобится большая площадь поверхности, чтобы детали склеились, а прочная механическая посадка будет иметь большое значение для предотвращения развала вещей.
Предполагая, что вы уже знакомы с тем, как работает пайка, вот общий обзор того, как это сделать:
- Начните со смачивания стали припоем с содержанием серебра 56%.
- Используйте алюминиевый припой, такой как Aluxcor 4047, для соединения алюминия со сталью, контактирующей со средой
Вы, вероятно, получите гораздо лучшие результаты при использовании этого двухэтапного метода, чем при одностадийном процессе пайки. Для одноступенчатой пайки сам припой на самом деле довольно мягкий, и вы не получите такой большой удерживающей силы.
Склеивание
Хотя это не обеспечит особенно прочного соединения, использование эпоксидной смолы или другого типа связующего может вам помочь.
Опять же, вам нужна большая площадь поверхности, чтобы это работало должным образом, но старый добрый тюбик JB Weld может быть всем, что вам нужно для выполнения работы. Убедитесь, что вы действительно уделяете время тщательной очистке обеих частей, и в идеале сотрите склеиваемые поверхности для большей удерживающей способности.
Есть и более дорогие продукты. Промышленные конструкционные эпоксидные смолы 3M великолепны, но они могут быть дорогими и часто имеют длительное время отверждения.
Механическое крепление
Если это возможно, используйте только механическое крепление. Самый простой способ соединить алюминий со сталью — это просто сходить в скобяной магазин.
Используете ли вы болты, заклепки, фальцевые швы или что-то еще, что вам по душе, механическое крепление, безусловно, является лучшим, самым дешевым, быстрым и простым способом соединения разнородных материалов.
Гальваническая коррозия
Это одна вещь, о которой вы должны знать, когда работаете со сталью и алюминием.
Обычно сталь подвержена коррозии, а алюминий обычно считается коррозионностойким.
Соедините два металла вместе и добавьте соленую воду, и вы заметите значительную коррозию алюминия. Это связано с гальванической коррозией.
Необычное объяснение: сталь действует как катод, а алюминий — как анод, а электролит (например, соленая вода) обеспечивает миграцию ионов. Это приводит к окислению анода (алюминия).
Понятное объяснение: алюминий будет подвергаться коррозии в месте контакта со сталью, если он находится в соленой воде.
Во многих приложениях это не имеет большого значения. Однако, если в окружающей среде есть соль (включая дорожную соль на автомобилях), вы можете столкнуться с проблемами.
Обходной путь состоит в том, чтобы изолировать два материала краской или куском пластика, чтобы предотвратить прохождение электрического тока между ними. Вы можете использовать тестер непрерывности на мультиметре, чтобы убедиться, что вы правильно изолировали металлы.
Можно ли сваривать алюминий? Вот как это сделать…
Да! Алюминий можно сваривать. Это сложнее, чем сварка стали палочкой, и внешний вид готового соединения может быть менее художественным. Вам нужен правильный электрод, правильные настройки, достаточный опыт и соответствующие ожидания.
Поскольку это более сложная и менее привлекательная процедура, некоторые говорят, что сварка алюминия электродом невозможна или не стоит затрачиваемых усилий.
Но они пораженцы и просто не правы.
Итак, давайте рассмотрим эту тему поближе, и мы должны начать с обзора того, почему сварка алюминия отличается и более требовательна.
Проблемы при сварке алюминия стержнем
Многие проблемы при сварке алюминия связаны с его высокой теплопроводностью и низкой температурой плавления.
Добавьте к этому проблемы, связанные с химическим составом, и мы получим множество уникальных проблем, связанных с алюминием, которые необходимо решить.
Мощность сварщика
Первая из этих проблем связана с мощностью вашего сварочного аппарата.
Так как алюминий так хорошо проводит тепло, тепло очень быстро уходит от соединения в окружающий алюминий. Таким образом, вам нужно направить больше тепла в сварочную ванну, даже если температура плавления ниже.
Также…
Вы должны иметь возможность изменять выходную мощность сварочного аппарата, чтобы получить нужный нагрев.
Он должен быть достаточно высоким, чтобы обеспечить необходимое тепло. Для сварки алюминия потребуется больше мощности, чем для стали той же толщины.
Вам нужна короткая дуга
Другая проблема связана с низкой температурой плавления алюминия.
Поскольку тепло отводится от места соединения очень быстро, трудно добиться нужной температуры в сварочной ванне.
Лужа схватывается быстрее, чем обычно, из-за невероятно эффективной теплопроводности алюминия. Это означает, что вы должны держать короткую дугу и двигаться быстрее, чем ожидалось.
Требуемая короткая дуга создает еще одну проблему при сварке алюминия…
Ваша палка может «замерзнуть» в луже. Требуется некоторая практика, чтобы избежать расплавления электрода-стержня в быстро остывающей ванне и добиться более быстрого движения, необходимого в самый раз.
Грубый внешний вид
Многие пользователи считают внешний вид одной из наиболее важных «проблем» или вопросов.
Когда вы свариваете алюминий, вы обычно используете положительный электрод постоянного тока («DCEP») или обратную полярность, что приводит к большему разбрызгиванию флюса, чем обычно.
Но брызги — это лишь одна из эстетических проблем. Короткая, быстро движущаяся дуга может быть неустойчивой и обычно дает бусину, противоположную сложенным десятицентовикам.
Даже при большом опыте короткая, быстро движущаяся дуга может создать менее привлекательные бусины.
Кроме того, оксид магния обесцвечивает сустав.
В основном это происходит из-за того, что используется неправильный наполнитель. Итак, выбор электрода имеет решающее значение при сварке алюминия. (Подробнее об этом позже. )
Деформация и прожоги
Поскольку количество тепла, нагнетаемого в металл, может быть большим, деформация более тонких деталей может стать проблемой.
Кроме того, при использовании более тонкой заготовки нередко происходит прожигание металла или даже расплавление больших участков соединения.
Правильный нагрев сварочной ванны требует некоторой практики, и даже опытные сварщики время от времени прожигают тонкий алюминий.
Растрескивание
Теплопроводность и состав сплава алюминия также могут вызывать растрескивание.
Горячее и холодное растрескивание является постоянной проблемой, и выбор хорошего наполнителя имеет жизненно важное значение.
Сварщики часто предварительно нагревают алюминий с помощью ацетиленовой горелки, чтобы «выровнять» тепловое расширение и сжатие металла во время сварки, что также помогает предотвратить коробление.
Но предварительный нагрев также помогает замедлить проблему «затекания» тепла, что позволяет образоваться и проникнуть в лужу, улучшить текучесть и обеспечить более прочный сварной шов с меньшей пористостью.
Специальные электроды
Еще одна «проблема» при сварке алюминия электродами связана с хранением специальных электродов, которые вам понадобятся.
Алюминиевые электроды покрыты специальным флюсом, очень чувствительным к влаге.
Храните эти алюминиевые электроды в сухом защищенном месте, иначе они быстро испортятся. Таким образом, получение и обслуживание «свежих» электродов может быть проблемой.
Также стоит отметить, что алюминиевые стержневые электроды дороги. Так что, если вы ищете дешевый ремонт, сварка электродом может быть не такой экономичной, как вы думаете.
Подготовка поверхности важна
Если этот список еще не был достаточно длинным, есть еще одна проблема с алюминием, о которой мы должны упомянуть…
Этот металл образует уникальный слой оксида алюминия на поверхности при воздействии воздуха.
Защищает алюминий и предотвращает его ржавление, поэтому полезно. Но это также затрудняет привязку чего-либо к нему.
По этой причине правильная очистка алюминиевого соединения перед сваркой имеет первостепенное значение.
Лучшие процессы для сварки алюминияДля быстрого ремонта в полевых условиях электродуговая сварка может быть простым и быстрым методом выполнения работы.
Но это не лучший способ сварки алюминия.
Сварочные аппараты MIG и TIG производят более привлекательные и «чистые» сварные швы с алюминием.
Вы лучше контролируете нагрев более тонкой бумаги, что помогает предотвратить коробление, растрескивание и прожоги.
Сварка MIG алюминия
Для сварки MIG требуется алюминиевая проволока. Эту мягкую, легко сгибающуюся проволоку трудно протолкнуть через кабель горелки MIG без запутывания или образования птичьих гнезд.
По этой причине многие предпочитают использовать шпульный пистолет, который является более надежным способом подачи алюминиевой проволоки в сварной шов в качестве присадочного материала.
Еще одна вещь, о которой следует помнить при сварке MIG, вам нужен защитный газ. (На рынке нет порошковой алюминиевой проволоки.)
Это не проблема в магазине, но в полевых условиях может быть трудно таскать большой тяжелый баллон с газом на сварочном аппарате. Баллон с газом не нужен при сварке электродом.
Читать далее : Сварка алюминия методом МИГ – Руководство для начинающих
Сварка алюминия методом ВИГ
Сварочные аппараты ВИГ производят самые красивые сварные швы на алюминии. Если вам нужны эти профессиональные сложенные десятицентовики, используйте этот процесс.
Но сварщики TIG также нуждаются в защитном газе, и их использование более суетливо, чем сварочные аппараты. Вы должны использовать обе руки, а TIG медленнее палки.
Таким образом, при использовании аппаратов для сварки MIG и TIG вы получаете более красивые валики. Но поскольку они используют защитный газ, оба не являются хорошим выбором на открытом воздухе на ветру.
Хотя для алюминия я бы предпочел использовать сварку MIG или TIG, а не аппарат для сварки электродом, на аппараты для сварки электродом не так сильно влияет слабый или умеренный ветер в полевых условиях.
Кроме того, сварочный аппарат легче освоить и использовать.
Таким образом, несмотря на то, что сварочные аппараты MIG и TIG являются лучшим выбором для алюминия во многих ситуациях, сварка алюминия электродами имеет свое применение.
Как сварить алюминий с помощью сварочного аппарата
Сварка алюминия электродом выполняется в соответствии с большинством основных «правил» сварки электродом. Но есть некоторые моменты, характерные для сварки алюминия палкой, и их стоит рассмотреть.
1. Проверьте свой сварочный аппарат
Сварка алюминия электродом начинается с проверки мощности вашего сварочного аппарата.
Он должен иметь переменную выходную силу тока, чтобы вы могли регулировать температуру. Вы захотите иметь возможность изменять мощность усилителя в зависимости от толщины алюминия и диаметра используемого электрода.
Кроме того, ваш сварочный аппарат должен быть в состоянии обеспечить достаточную силу тока для верхнего конца используемого электрода (обратитесь к спецификациям производителя электрода).
2. Выберите правильный электрод
Используемый электрод имеет решающее значение.
Обычно используется электрод 4043 (подобно этим), но есть и другие варианты в зависимости от свариваемого алюминиевого сплава.
Для электрода 3/32 дюйма требуется 50–80 ампер, для электрода 1/8 дюйма требуется 80–130 ампер, а для электрода 5/32 дюйма требуется 100–160 ампер.
Убедитесь, что у вас достаточно электродов. Вам понадобится больше, чем вы думаете, и планируйте часто менять электроды во время работы. Они быстро сгорают.
3. Проверьте толщину алюминия
Сварка алюминия электродом хорошо подходит для более толстых материалов. Но с более тонким материалом это становится случайным.
Некоторые говорят, что они могут уменьшить толщину только до 1/4 дюйма, но другие считают, что можно уменьшить толщину до 1/8 дюйма.
Если вы хотите сделать тоньше, я предлагаю вам попробовать несколько тестовых сварных швов, чтобы определить, сможете ли вы сварить материал.
4. Подготовка поверхности
Необходимо удалить защитный слой оксида алюминия, чтобы обеспечить прочное соединение соединительных деталей.
Проволочные щетки из нержавеющей стали обычно используются, но шлифовальная машина не рекомендуется.
Шлифовальные машины, как правило, просто «вворачивают» оксидный слой в алюминий, что не помогает.
Таким образом, проволочная щетка из нержавеющей стали, легкая шлифовка или химические методы очистки работают лучше всего.
5. Правильная сборка
Тщательно подгоните детали, чтобы не было значительных зазоров, которые потребуют лишнего наполнителя.
Сварка алюминия электродом достаточно прочная, не создавая дополнительных проблем.
6. Настройки сварочного аппарата
Используемый ток должен соответствовать выбранному вами электроду (рекомендуемые настройки начального тока см. в разделе выбора электрода выше).
Каждый производитель электродов указывает рекомендуемый ток для своих алюминиевых электродов.
Кроме того, для большинства электродов требуется положительный электрод постоянного тока («DCEP»).
Обязательно перепроверьте полярность и правильность ее установки для используемого электрода.
Если вы обратитесь к «калькуляторам» электродов в Интернете, вы обнаружите, что сварка алюминиевых электродов не популярна.
Алюминий не включен ни в один из этих калькуляторов или таблиц. Таким образом, вы должны использовать диапазон, указанный для электрода, в качестве отправной точки. Затем настройте параметры усилителя, чтобы получить подходящее проникновение для свариваемой толщины.
7. Получите правильное движение дуги
Движение дуги может быть личной проблемой для некоторых.
Многие советуют плести кончик, и лучше сделать несколько пробных запусков, чтобы определить, что лучше всего подходит для вас. А вообще надо двигаться быстро , быстрее обычной сварки стали.
Некоторые считают, что это трудно сделать правильно. Но если двигаться слишком медленно, можно прожечь заготовку.
Двигайтесь слишком быстро, и вы не получите надлежащего провара, что приведет к слабому сварному шву.
Также нужно держать короткую дугу.
Сварщики, не умеющие сваривать алюминий электродом, находят это странным, так как вы должны держать наконечник достаточно близко, чтобы почувствовать, как флюс на электроде «волочится» по сварному шву.
Чтобы стать мастером, нужна практика, так что запланируйте несколько пробных сварных швов. Вам нужно пройти по тонкой линии, где вы почти вплавляете электрод в ванну, но не подходите достаточно близко к металлу, чтобы оплавить наконечник в сварочной ванне.
8. Используйте правильный угол
Угол наклона электрода может быть индивидуальным, но он не должен быть слишком крутым.
Также необходимо наклонить электрод так, чтобы угол был направлен к конечной точке.
9. Конец сварного шва
Кратеры представляют собой проблему на концах алюминиевых сварных швов. Не просто убегайте в конце сварки.
Выделите время в конце сварки, чтобы немного вернуться назад и заполнить место соединения.
Если у вас образовалась одна или две кратеры ближе к концу сварного шва, вам нужно будет подправить свою работу и вернуться, чтобы заполнить эти кратеры.
Кратеры могут быть отправными точками для образования трещин, которые затем распространяются по всей длине сварного шва.
10. Очистка
Будьте готовы к некоторым работам по очистке. Сварной алюминий получает достаточное количество брызг, которые необходимо очистить.
Чтобы не констатировать очевидное, но шлак тоже нужно почистить.
Вы обнаружите, что шлак от алюминиевых сварных швов особенно трудно удалить. Итак, будьте готовы.
Сварка алюминия MIG для начинающих
Последнее обновление: Гаррет Стронг
Если вы хотите сварить MIG алюминий с помощью сварочного аппарата с подачей проволоки, это пошаговое руководство покажет вам, как…
Если вы еще не освоили сварку MIG мягкой стали, то вам, перед началом сварки алюминия методом GMAW (MIG).
Вот почему…
При сварке алюминия методом MIG используются тот же угол горелки и расход газа (20–30 куб. футов в час).
Однако на этом сходство заканчивается.
Алюминий — сложный металл для сварки с помощью аппарата MIG, так как он требует больше тепла, чем мягкая сталь (обычно в диапазоне от 21 до 24 вольт).
Минимальная толщина алюминия, которую вы должны попробовать, составляет примерно 14 ga. До 18 га. Если тоньше, вам понадобится сварочный аппарат TIG.
Сварочный аппарат TIG позволяет сварить банку из-под газировки. Довольно круто.
Сварка алюминия проволочным сварочным аппаратом печально известна неожиданным прожогом, и сварочная ванна буквально проваливается сквозь заготовку, если вы двигаетесь недостаточно быстро.
Поэтому не пытайтесь сваривать тонкие детали из алюминия.
При сварке малоуглеродистой стали MIG можно и нужно перемещать горелку MIG достаточно медленно, чтобы обеспечить глубокое проплавление. Тем не менее, с алюминием сварочная ванна напоминает «мокрую фольгу».
Вы не увидите расплавленной раскаленной сварочной ванны с алюминием. Требуется время, чтобы почувствовать, когда алюминиевая сварочная ванна становится слишком горячей. Вот почему вы можете легко разрушить свою заготовку, если не будете осторожны.
Скорость перемещения при сварке MIG алюминияХорошее эмпирическое правило — использовать примерно те же настройки напряжения, что и для низкоуглеродистой стали, но удвоить скорость перемещения.
Как я уже говорил, поначалу вам будет неудобно быстро двигаться с алюминиевой горелкой MIG, пока вы к ней не привыкнете.
Сварка стали методом MIG использует процесс переноса короткого замыкания, что означает, что проволочный электрод фактически вызывает короткое замыкание в месте соединения, что приводит к расплавлению сварочной ванны.
При сварке алюминия в большинстве случаев используется струйный перенос.
Распылительный перенос — это метод, при котором крошечные частицы алюминиевой проволоки фактически распыляются в сварочную ванну. Большинство сварщиков MIG справятся с этим процессом. Все, что вам нужно сделать, это повысить напряжение и использовать правильную газовую смесь.
Пистолет для сварки алюминия методом MIGЕсли вы собираетесь сваривать алюминий методом MIG с помощью сварочного аппарата с подачей проволоки, вам понадобится пистолет для катушки.
Почему нельзя просто положить моток алюминиевой проволоки в сварочный аппарат MIG?
Поскольку алюминиевая проволока для сварки MIG намного мягче стали и имеет тенденцию застревать в кабельном канале. Проволока не такая жесткая, как проволока из мягкой стали, поэтому вам придется компенсировать это с помощью шпульного пистолета.
Пистолеты для катушек хороши для сварщиков-любителей, и обычно внутрь можно поместить только небольшой 1-фунтовый рулон.
Преимущество шпульного пистолета заключается в том, что алюминиевой проволоке не нужно проходить через шланг MIG, где она, скорее всего, сломается.
Здесь можно найти рекомендуемые мной сварочные аппараты MIG с катушечными пистолетами.
Сварка алюминия газовой смесью MIGПри сварке низкоуглеродистой стали обычно используется так называемый газ C25 (25 % CO2 и 75 % аргона).
Для сварки алюминия в среде инертного газа вы должны использовать чистый защитный газ аргон.
Это позволит запустить процесс переноса распыления.
Для более толстого алюминия (1/2” или более) добавляется от 25% до 75% гелия.
Обеспечивает более глубокое проникновение в заготовку.
Полярность для сварки алюминия MIG
Сварка алюминия MIG требует, чтобы ваш аппарат был настроен на DCEP (положительный электрод постоянного тока).
При такой настройке полярности (известной как обратная полярность) электроны перемещаются от машины через заземляющий кабель и обратно через пушку.
Важно, чтобы вы правильно установили этот набор, иначе ваши сварные швы не будут выходить.
Толкать или тянуть?При сварке алюминия с помощью MIG всегда следует использовать направление сварки «вперед». Это обеспечивает достаточное покрытие сварочной ванны защитным газом.
Вот удобное изображение, иллюстрирующее это.
Вы можете пройти тест, чтобы понять, о чем я говорю.
Когда вы попытаетесь вытащить сварочную ванну при сварке алюминия, вы заметите, что ваши сварные швы выходят грязными. Это происходит из-за не ведения лужи с газовым покрытием.
С направлением проталкивания вы знаете, что получаете хорошее газовое покрытие.
Удаление оксидаОчень важно (ОЧЕНЬ важно) удалить оксид с алюминия перед его сваркой.
Вот почему…
Оксид имеет температуру плавления в два раза выше, чем сам алюминий, и если вы его не удалите, ваши соединения не будут сплавляться.
Заготовку легко очистить перед сваркой. Вам понадобится алюминиевая проволочная щетка (не стальная, потому что она загрязнит сварной шов).
Почистите алюминиевый шов, где будет производиться сварка, и все готово.
Как правило, при сварке малоуглеродистой стали MIG вылет проволоки должен быть короче (1/4 дюйма). Вылет проволоки относится к количеству проволоки, которая выходит за пределы сопла MIG при сварке.
Для алюминия, поскольку он использует метод переноса распылением и нагревается намного больше, вам необходимо использовать более длинный выступ проволоки. Вылет от ¾” до 1” – это хорошо.
Автор: Гаррет Стронг
Я владелец сайта MakeMoneyWelding.com. Сварка действительно вызвала у меня отклик, и я увлеченно этим занимаюсь уже почти 9 лет.лет сейчас. Недавно я получил квалификацию AWS, чтобы повысить свои навыки. Теперь я решил помочь другим учиться, поэтому я выпустил курс сварки MIG, чтобы помочь новичкам быстро учиться.
Могут ли сварщики MIG сваривать алюминий? > Как успешно сварить алюминий?
Мировая сварка предполагает особое ремесло. Сварка — это ремесло, требующее уникальной способности использовать тепло для придания определенным типам металла различных форм для множества различных целей. Существует несколько различных видов сварки. Stick, TIG, плазменно-дуговая, электронно-лучевая, лазерная, газовая сварка и тип, на котором мы сосредоточимся сегодня, сварка MIG. А умеют ли сварщики MIG сваривать алюминий? Сварка MIG — это более простой тип сварки, который облегчает обучение новичков. Из различных металлов, которые можно сваривать, алюминий занимает значительное место.
Могут ли сварщики MIG сваривать алюминий? Да, несмотря на то, что алюминий сложно сварить MIG, это можно сделать. Для этого процесса потребуется больше тепла, чем для мягкой стали, которая является наиболее распространенным металлом, используемым при сварке MIG. Для всего, что тоньше алюминия 18-го калибра, потребуется сварочный аппарат TIG.
Сварка алюминия методом MIG станет уникальным опытом. Ситуация сочетает в себе возможность научить новичка тактике МИГа из-за их потенциальной простоты. Но это также дает возможность узнать, как использовать MIG с металлом, который не всегда будет сваривать методом MIG. Обычно TIG-сварка используется для алюминия, поскольку алюминий является более хрупким металлом.
Содержание
Как сваривать алюминий?
Сварка алюминия намного проще, чем вы можете себе представить. Сварка — это процесс соединения металла с помощью тепла, прикладываемого при температуре, достаточно высокой для расплавления и сплавления металла. Поскольку алюминий тоньше нержавеющей стали (и, следовательно, вероятность прожечь дыру насквозь), процесс должен выполняться осторожно и медленно.
Следуйте этим шагам для сварного алюминия дома:
| Шаги | Действия. |
|---|---|
| 2 | Защитите свой алюминий |
| 3 | Нагрейте источник тепла до 730 градусов по Фаренгейту (точка плавления алюминия). |
| 4 | Use brazing rod to poke the aluminum gently |
| 5 | Create desired shape or linkage |
| 6 | Don’t touch until cooled |
Here , вы можете найти более подробную статью на нашем веб-сайте о том, как сваривать алюминий.
Сварка алюминия методом MIG
Это может быть утомительной практикой, поэтому давайте сначала разберемся с этим. Алюминий будет более тонким металлом, чем сталь, обычно используемая в MIG 9.0006 . Следовательно, вы собираетесь немного прогореть. Особенно, когда вы впервые изучаете, как сваривать алюминий MIG.
Будьте к этому готовы, потому что это произойдет. Не расстраивайтесь, просто начните с некоторых заготовок, которые можно выбросить. Наличие некоторых заготовок для практики сделает этот процесс более непринужденным. Вот почему лучше не делать тоньше алюминия 18-го калибра.
При сварке довольно часто используется термин «скорость перемещения». И это означает скорость, с которой вы перемещаете дугу по металлу. Да, это важно. Много. Со сталью вы можете перемещать дугу медленнее, потому что металл толще, и, следовательно, у вас не будет такого сильного прожига там, где дуга протыкает металл.
Алюминий намного легче прожечь, поэтому вы хотите двигаться быстрее. Двигаясь быстрее, это не даст теплу шанса прожечь дыры в вашем проекте.
изображение предоставлено: 6601.comЕще один распространенный термин в сварке — это «сварочная ванна», которая представляет собой небольшой участок металла, на котором в настоящее время присутствует дуга, который плавится в жидкость, получая тепло. Как только вы отойдете от своей текущей сварочной ванны, она быстро затвердеет по мере охлаждения, создав таким образом «сварку». В случае стали сварочная ванна легко распознается как небольшая раскаленная область расплавленного металла.
С алюминием ваша лужа будет отличаться от мокрой фольги. При работе с алюминием требуется немного больше внимания и концентрации, чтобы сосредоточиться на сварочной ванне.
Для сварки MIG требуется специальная проволока для стали или алюминия . Проволока, используемая для алюминия, будет мягче, потому что алюминий — более мягкий металл. Если вы попытаетесь использовать ту же тактику подачи проволоки через шланг, что и при сварке стали, вы можете столкнуться с проблемой растрескивания более мягкой алюминиевой проволоки или «гнездования птиц».
Он может легко сбиться в кучу, вызывая некоторое раздражение. Но есть решение, шпулемет . Использование специального пистолета для подачи проволоки прямо через пистолет в дугу значительно облегчит задачу. Катушка не вмещает столько проволоки, но жизнь будет проще, если использовать ее для сварки алюминия методом MIG.
Прежде чем вы продолжите чтение, вот статья, которую мы написали о том, как работают сварочные аппараты MIG и процесс сварки.
Безопасные методы сварки
Всегда проверяйте правильность подготовки оборудования. Сварка — это навык, который требует большой безопасности и правильного использования опасного оборудования. Всегда настраивайтесь на успех, вычеркивая эти пункты из своего списка перед началом:
- Проверьте свои кабели: Прежде чем зажечь дугу (создать источник тепла), убедитесь, что все кабели, используемые с вашим оборудованием, находятся в хорошем рабочем состоянии. Любые изношенные кабели или порезы на линиях необходимо утилизировать и заменить. Помните, что здесь мы работаем с газом, смешанным с теплом, и любой потенциал для искр требует устранения .
- Выберите полярность электрода: Для сварки MIG потребуется обратная полярность. Это означает, что вам понадобится положительный электрод постоянного тока. Это легко сделать; ваши настройки будут прямо на боковой стороне сварочного аппарата.
- Настройка потока газа: Вам нужно включить защитный газ и установить скорость потока. Поскольку мы свариваем алюминий, нам понадобится более высокая скорость потока, чтобы обеспечить более высокую скорость нагрева. Обычно настройки MIG составляют от 20 до 25 кубических футов в час. С алюминием, установив право выше на отметке 25, вы настроите себя правильно.
- Проверьте натяжение: Приводные ролики и втулка катушки проволоки важны для правильного натяжения. Слишком много или слишком мало может привести к ухудшению подачи проволоки. Когда вы свариваете свою деталь, катушка должна иметь возможность эффективно пропускать проволоку, когда вы продвигаетесь в своем проекте. Проволока медленно обрабатывается и сгорает, когда машина подает ее к дуге.
- Проверка расходных материалов: Всегда удаляйте брызги с контактных трубок. Также важно при необходимости заменить контактные наконечники и вкладыши. Кроме того, если провод кажется ржавым, замените его.
Сварщики MIG также несут ответственность за обеспечение безопасности и эффективности сварки. Это означает, что им нужно будет определиться с выбором провода, а также с выбором газа. Они также определят вольты или силу тока, насколько далеко должна торчать проволока от дуги, нужно ли толкать или тянуть при выполнении работы. Существуют также различные углы и положения, которые необходимо знать, чтобы сварка была эффективной. И самое главное, практика делает совершенным.
Необходимая защита
Крайне важно, чтобы сварщик использовал подходящие СИЗ для работы при всех видах сварки. Просто имейте в виду, что следующие элементы не являются обязательными при работе над сварочным проектом.
- Сварочная бандана: Это предотвратит попадание пота в глаза во время сварки. Сама работа выделяет много тепла, что может вызвать потоотделение. Вы хотите защитить свое зрение, насколько это возможно.
- Защитные очки: 9 шт.0067 Говоря о зрении, защитные очки — это не проблема. Защитите свое зрение и глаза от искр и летящих обломков.
- Сварочная маска: Сварочная маска обеспечивает дополнительную защиту головы и лица.