Сварка стыковых соединений является достаточно проблематичной задачей, при отсутствии необходимых знаний. Поэтому, следует знать, как правильно выполняется сварка таких соединений. Как правило, все стыковые соединения выполняются с одной или же с двух сторон. Для того чтобы избавиться от прожогов, используют съемные или же дополнительные прокладки, которые предотвращают этот процесс. Остающиеся подкладки, как правило, делают из стальных полосок, толщина которых примерно равна 2-4 мм, а ширина – порядка 30-40 мм. Съемные же подкладки изготавливаются из материалов, которые не плавятся во время сварки, таким образом, такие материалы обладают отличными теплопроводящими и теплоемкостными свойствами. — работа сварщика будет более уверенной, он не будет бояться прожогов или натеков, и это позволит увеличить величину сварочного тока еще на 20-30%; — нет необходимости выполнять подварку корня шва с обратной стороны. Во время сварки стыковых соединений или же изделий с V-образной разделкой кромок, сварку могут выполнять в два, и более слоев, если этому соответствует толщина свариваемых листов (она должна лежать в пределах 3-26 мм), а также положение шва и диаметр электрода. Выполнение шва, как правило, начинается с нанесения первого слоя, который состоит из одного валика. Так, на краю скоса кромок возбуждается сварочная дуга, после чего, ее необходимо сместить к нижней части шва, а также проварить края скосов кромок. На этих скосах, движение электрода замедляется, дабы провар улучшился, а вот при переходе с одной кромки на следующую, скорость движения электрода следует увеличить, дабы избежать прожогов. Сварку угловых, или же тавровых и нахлесточных соединений, выполняют однослойной или многослойной. При этом, однослойная сварка выполняется с толщиной деталей до 10 мм. Все перечисленные соединения можно выполнять без совершения колебаний электрода, с помощью ниточного или же уширенного валика. Колебания можно производить лишь тогда, когда нужно наложить сварочный шов с большим катетом. Во время сварки данных соединений, возможны образования непроваров с одной из сторон. Поэтому лучше всего проводить сварку в положении «лодочка». Причем во время сварки наклонным электродом, лучше всего вести электрод углом назад. |



 Например, таким материалом может быть медь. Также интересно, что съемные прокладки во время сварки могут охлаждаться при помощи проточной воды, а кроме того, их можно сделать из керамики или же графита. Такая сварка имеет преимущества, среди которых:
Например, таким материалом может быть медь. Также интересно, что съемные прокладки во время сварки могут охлаждаться при помощи проточной воды, а кроме того, их можно сделать из керамики или же графита. Такая сварка имеет преимущества, среди которых:
 Наиболее технологична и удобна сварка угловых швов вертикальным электродом.
Наиболее технологична и удобна сварка угловых швов вертикальным электродом.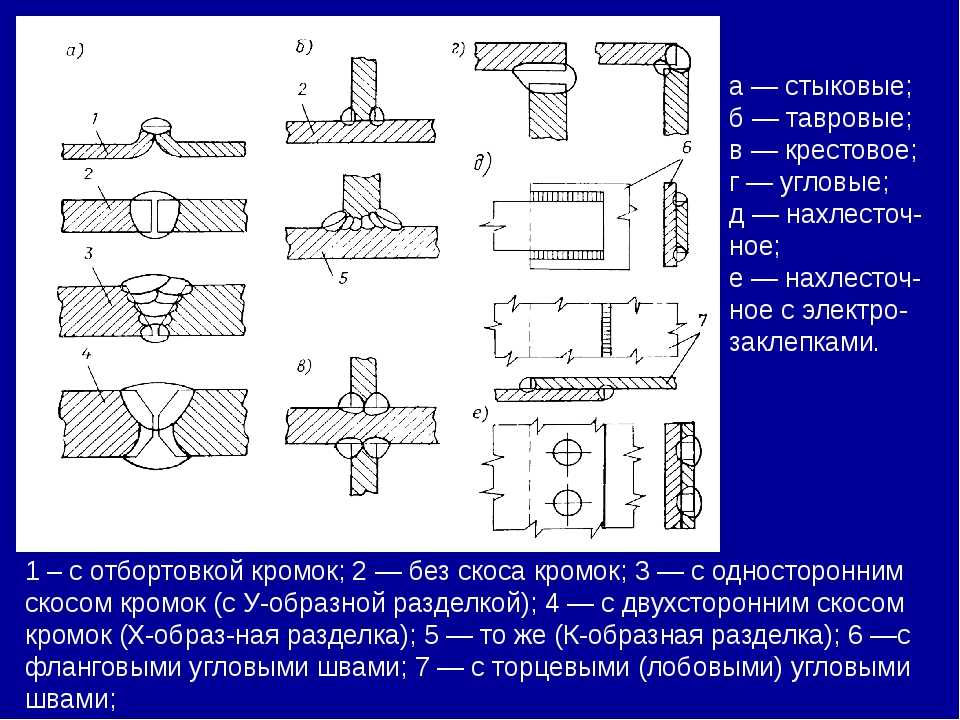 Зазор между свариваемыми кромками не должен быть больше 10% от толщины листа. Выбор режимов ручной дуговой сварки для выполнения угловых швов, происходит в зависимости от свариваемой толщины. Рекомендуемые режимы сварки угловых швов указаны в таблице:
Зазор между свариваемыми кромками не должен быть больше 10% от толщины листа. Выбор режимов ручной дуговой сварки для выполнения угловых швов, происходит в зависимости от свариваемой толщины. Рекомендуемые режимы сварки угловых швов указаны в таблице:
 Необходимо выбрать оптимальную траекторию движения электрода. При выборе правильной траектории риск возникновения непроваров и других дефектов в сварном шве, существенно снижается.
Необходимо выбрать оптимальную траекторию движения электрода. При выборе правильной траектории риск возникновения непроваров и других дефектов в сварном шве, существенно снижается. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
В этом случае провар не получится, а обнаружить его можно, только поломав металл. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто. Техника наложения углового шва заключается в следующем: дугу возбуждают на нижнем листе, отступив от вершины угла на 3—4 мм больше, чем величина катета шва, затем дугу ведут от точки А к вершине угла, в точку В, где ее несколько задерживают для лучшего проплавления вершины угла; далее дугу поднимают на высоту, равную катету шва по вертикальной стенке (а при многослойной сварке — на высоту, равную катету первого слоя шва), и по ней передвигают назад на некоторую величину.
Техника наложения углового шва заключается в следующем: дугу возбуждают на нижнем листе, отступив от вершины угла на 3—4 мм больше, чем величина катета шва, затем дугу ведут от точки А к вершине угла, в точку В, где ее несколько задерживают для лучшего проплавления вершины угла; далее дугу поднимают на высоту, равную катету шва по вертикальной стенке (а при многослойной сварке — на высоту, равную катету первого слоя шва), и по ней передвигают назад на некоторую величину.
 ru/sposoby-svarki/svarka-uglovyh-shvov.php, https://swarka-rezka.ru/svarka-uglovogo-shva-kak-sdelat-pravi/, https://www.drevniymir.ru/metall02.html
ru/sposoby-svarki/svarka-uglovyh-shvov.php, https://swarka-rezka.ru/svarka-uglovogo-shva-kak-sdelat-pravi/, https://www.drevniymir.ru/metall02.html Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»).
Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»).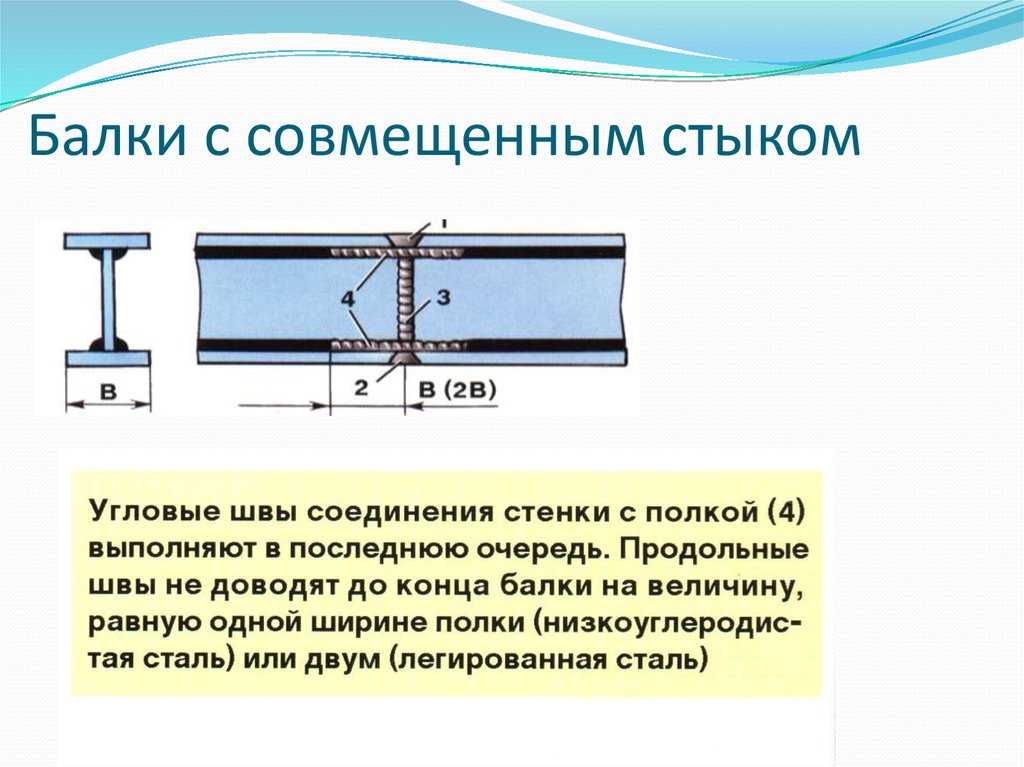
 Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв. При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика. 3.
3.
 Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
 Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.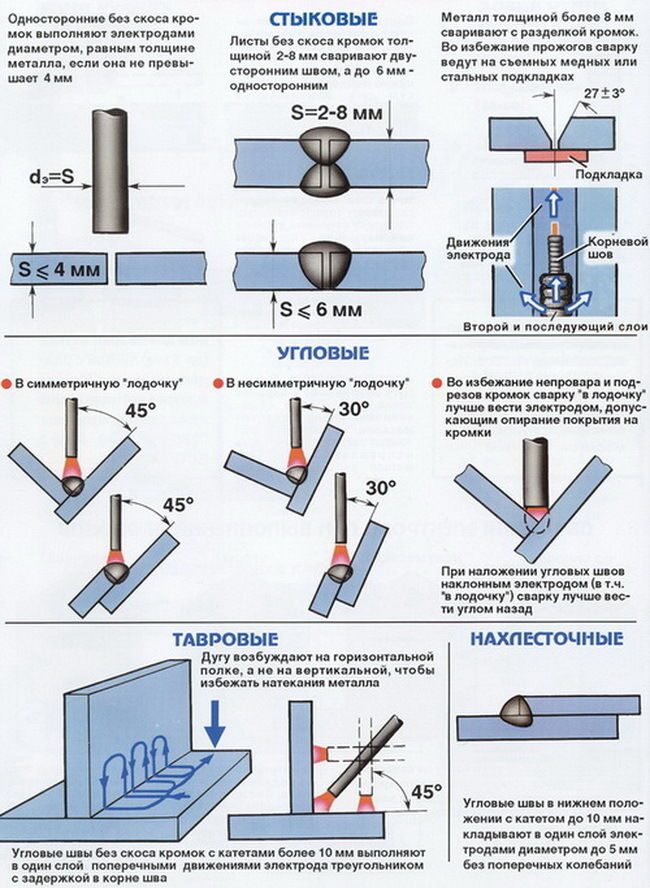 Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7. Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.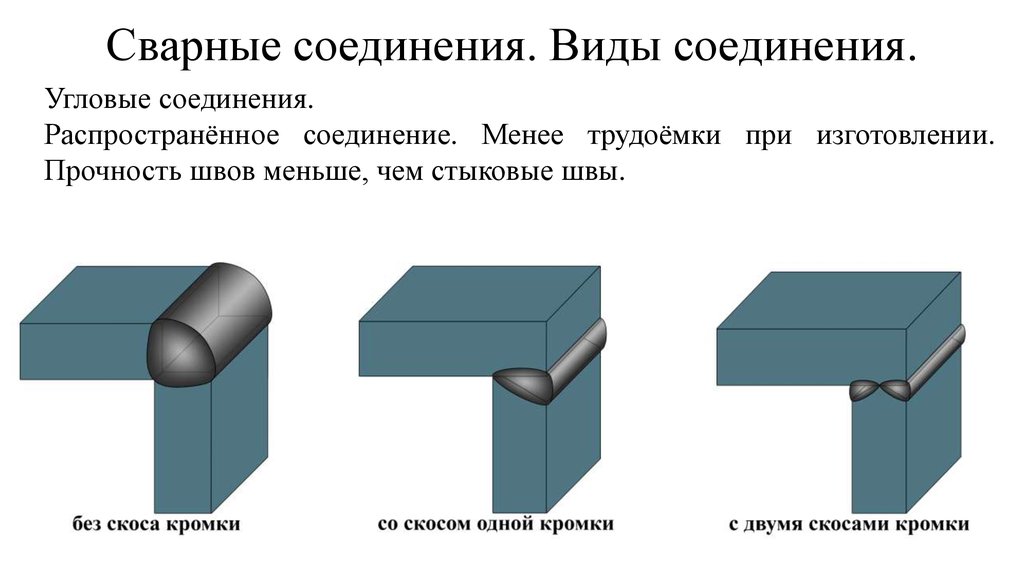 Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва. При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика. При сварке на прямой полярности опасность появления подрезов практически исключена.
При сварке на прямой полярности опасность появления подрезов практически исключена. 106). При этом допускается удлинение дуги, без ее обрыва.
106). При этом допускается удлинение дуги, без ее обрыва.Сварка в нижнем положении | Тиберис
На сумму:При сварке в нижнем положении существуют следующие разновидности соединений:
- Стыковые (применяется сварной шов стыкового соединения)
- Угловые (применяется сварной шов углового, нахлестного или таврового соединений).

3.1 Сварка стыкового соединения
Данный тип сварного соединения чаще всего используется для несложных конструкций обычного назначения. При двухсторонней сварке металла толщиной до 8 мм такое соединение будет достаточно прочным, стыковые соединения изделий толщиной не более 4 мм свариваются с одной стороны. Прочность сварных стыковых соединений определяется глубиной проплавления, а она зависит от диаметра электродов, от толщины свариваемых деталей, от величины сварочного тока и от зазора между деталями.
| Односторонние соединения без скоса кромок, выполняют электродами диаметром равным толщине металла, если она не превышает 4 мм. | |
| Листы диаметром от 4 до 8 мм сваривают двусторонним швом. | |
|
Металл толщиной более 8 мм сваривают с разделкой кромок под углом около 30 градусов. Во избежании прожогов сварку ведут на съемных подкладках (медных или стальных) в несколько проходов. На рисунке видно, что при первом проходе корневой шов заваривают электродом меньшего размера. Для первого шва важна достаточная глубина провара и его точность (проплавленный метал не должен выходить за кромки). При втором и последующих проходах используется больший по диаметру электрод, его нужно с небольшой скоростью продвигать вперед по шву, при этом делая колебательные движения электрода из стороны в сторону для полного заполнения выемки между кромок. |
3.2 Сварка углового соединения
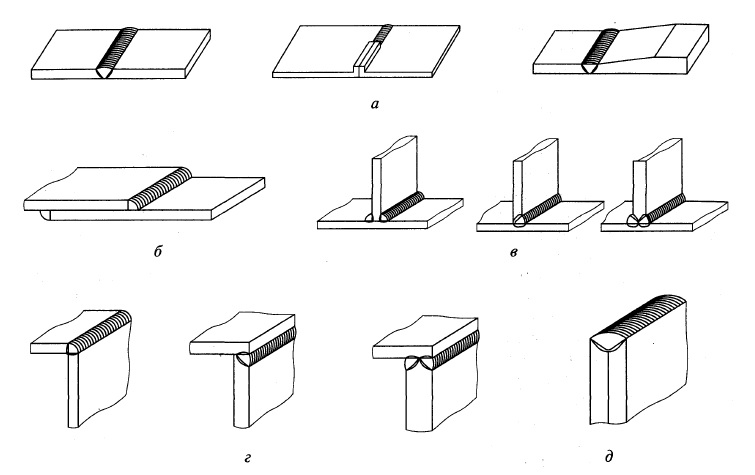
Хорошие результаты при сварке угловых швов обеспечиваются установкой плоскостей соединяемых элементов «в лодочку», т.е. под углом 45 градусов к горизонтали (возможны варианты с меньшим радиусом угла). При этом достигается хорошее проплавление стенок и угла элементов, а опасность непровара или подреза невелика. Сварка «в лодочку» дает возможность наплавлять за один проход швы большого сечения. Оптимальный метод подбирается в зависимости от положения и места проведения сварки.
Сварка «в лодочку» дает возможность наплавлять за один проход швы большого сечения. Оптимальный метод подбирается в зависимости от положения и места проведения сварки.
|
Сварка в симметричную «лодочку» производится при высоких значениях сварочного тока (как обратной, так и прямой полярности) Сварку в симметричную «лодочку» при обратной полярности рекомендуется проводить на максимально короткой дуге. При таком методе меньше вероятность подрезов одной стенки и наплывов на другой, чем при несимметричной «лодочке» |
|
|
Метод хорош при работе в труднодоступных местах за счет небольшой амплитуды движений электрода. |
Сварку в «лодочку» лучше всего применять при взаимном расположении свариваемых изделий под углом в 90 градусов при длине угловых швов 8 мм и более.
3.3 Сварка углового соединения (таврового типа)
Обычно при сварке тавровых соединений в нижнем положении нужно несколько проходов. Однопроходные угловые швы допустимы при сварке простых конструкций, но при этом они должны иметь стороны, образующие угол в 45 градусов при угловом сварном шве, и не превышать диаметр используемого электрода более чем на 1,5-3,0 мм.
При многопроходной сварке угловых швов, первый проход всегда выполняется электродом большего размера, чем будут использоваться при повторных проходах. Диаметр электрода для первого прохода — 4-6 мм, шов наплавляется без каких-либо поперечных колебаний электрода. Последующие проходы электродами меньшего диаметра обязательно применяются поперечные колебания (движение электрода из стороны в сторону) Следует внимательно следить, чтобы размах этих колебаний не превысил допустимую ширину шва.
|
Важно – при сварке угловых соединений таврового типа дугу следует возбуждать на горизонтальной полке, а не на вертикальной. Все угловые швы без скоса кромок со сторонами образующими угол в 90 градусов и со стенками толщиной не больше 10 мм нужно выполнять в один слой поперечными движениями электрода треугольником с небольшой задержкой в корне шва. |
3.4 Сварка углового соединения (нахлесточного типа)
|
Для сварки нахлесточного соединения в нижнем положении при прямой полярности требуется поддерживать короткую сварочную дугу, а при обратной полярности — максимально короткую. Дуга должна быть направлена в корень соединения и расположена по направлению к горизонтальной поверхности пластины (свариваемого изделия). Во время сварки необходимо совершать небольшие возвратно-поступательные движения электродом. Эти колебания будут разогревать всю сварную область, что поможет равномерно заполнить всю сварочную ванну и получить полноразмерный выпуклый шов. |
Угловые сварные швы в нижнем горизонтальном положении, при нахлесточном соединении образуют, угол в 90 градусов и при низкой высоте стенок угла до 10 мм, следует применять электроды диаметром до 10 мм, а так же не стоит производить поперечные колебания электрода из стороны в сторону. Для стенок углов свыше 10 мм применять метод описанный ранее.
Спасибо за подписку!
Основные виды сварных соединений и швов
ГлавнаяОсновные виды сварных соединений и швов
В сегодняшней статье мы расскажем вам об основных видах сварных соединений и швов. Многие специалисты сварочного производства называют данные соединения сварными, некоторые – сварочными, хотя от этого смысл не меняется.
В этой статье они так же будут упоминаться по разному, в зависимости от оборота речи, но помните: сварной и сварочный по отношению к соединениям и швам – это одно и то же.
Сварные соединения и швы классифицируются по нескольким признакам
Существует ряд типов сварных швов в зависимости от вида соединения:
— шов стыкового соединения
— шов таврового соединения
— шов нахлесточного соединения
— шов углового соединения
Стыковое соединение
Стыковое соединение представляет собой соединение двух листов или труб их торцевыми поверхностями. Данное соединение является самым распространенным, благодаря меньшему расходу металла и времени на сварку.
Стыковое соединение может быть, в зависимости от расположения шва:
— Односторонним
— Двусторонним
По подготовке соединения под сварку, в зависимости от толщины свариваемых изделий:
— Без скоса кромок
— Со скосом кромок
Одностороннее соединение без скоса кромок предполагает сварку листов толщиной до 4 мм (исключение — процесс Laser Hybrid Weld). Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
Скос кромок при одностороннем сварном соединении рекомендуется делать при толщинах от 4 до 25 мм. Наиболее популярным является соединение со скосом кромок V-образного типа. Менее популярными, но также применяются односторонние скосы кромок и скосы U-образного типа.
При толщинах от 12 мм и более при двусторонней сварке рекомендуется делать X-образную разделку, которая имеет ряд преимуществ перед V-образной разделкой. Эти преимущества заключаются в уменьшении объема требуемого металла для заполнения разделки (почти в 2 раза), и соответственно увеличении скорости сварки и экономии сварочных материалов.
Тавровое соединение
Тавровое соединение представляет собой два листа, когда между ними образуется соединение в виде буквы «Т». Как и в случае со стыковыми соединениями, в зависимости от толщины металла выполняется сварка с одной или с обеих сторон, с разделкой или без. Основные типы таврового сварного соединения представлены на рисунке.
Некоторые советы по сварке таврового соединения:
1. При сварке таврового соединения тонкого металла с более толстым, необходимо, чтобы угол наклона электрода или сварочной горелки был около 60° к более толстому металлу. Как это показано ниже:
2. Сварку таврового соединения (и углового в такой же степени) можно значительно упростить, расположив его для сварки «в лодочку». Это позволяет проводить сварку преимущественно в нижнем положении, увеличивая скорость сварки и уменьшая вероятность появления подрезов, которые являются очень частым дефектом таврового сварного соединения, наряду с непроваром. В некоторых случаях одного прохода будет недостаточно, поэтому для заполняющих швов требуется осуществлять колебания горелки.
Сварка «в лодочку» используется также при автоматической и роботизированной сварке, где изделие кантуется при помощи специального кантователя в нужное для сварки положение.
3. В настоящее время существуют специальные сварочные процессы для увеличенного проплавления. Применяя их, можно добиться односторонней сварки достаточно толстого металла с гарантированным проваром и формированием обратного валика с другой стороны.
Соединение внахлестку
Данный тип соединения рекомендуется применять при сварке листов толщиной до 10 мм, причем сваривать листы требуется с обеих сторон. Делается это из-за того, чтобы не было возможности попадания влаги между ними. Так как сварочных швов при этом соединении два, то соответственно увеличивается и время на сварку и расходуемые сварочные материалы.
Угловое соединение
Угловым сварочным соединением называют тип соединения двух металлических листов, расположенных друг к другу под прямым или другим углом. Данные соединения также могут быть со скосом кромок или без, в зависимости от толщин. Иногда угловое соединение проваривается и изнутри.
Классификация по другим признакам
Сварные соединения и швы также классифицируют по другим признакам.
Типы соединений по степени выпуклости:
— нормальные
— выпуклые
— вогнутые
Выпуклость шва зависит как от применяемых сварочных материалов, так и режимов сварки. Например, при длинной дуге шов получается пологим и широким, и, наоборот, при сварке на короткой дуге шов получается более узким и выпуклым. Так же на степень выпуклости влияет скорость сварки и ширина разделки кромок.
Типы соединений по положению в пространстве:
— нижнее
— горизонтальное
— вертикальное
— потолочное
Наиболее оптимальным для сварки является нижнее положение шва. Поэтому при проектировании изделия и составлении технологии сварочного процесса следует это учитывать. Сварка в нижнем положении способствует высокой производительности, является наиболее простым процессом с получением качественного сварного шва.
Горизонтальное и вертикальное положение сварного соединения требует от сварщика повышенной квалификации, а потолочное является наиболее трудоемким и не безопасным.
Типы сварных соединений по степени протяженности:
— сплошные (непрерывные)
— прерывистые
Прерывистые сварные швы применяются в соединениях, где не требуется герметичности.
Надеюсь, данная информация по типам сварных швов и соединений будет полезна вам и поможет увеличить качество и производительность ваших сварных конструкций при проектировании. А так же поможет сделать сам сварочный процесс безопасным и наиболее оптимальным. Спасибо за внимание, читайте также другие статьи.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
http://www.smart2tech.ru/osnovnye-vidy-svarnykh-soedinenij-i-shvov
04.04.2014
Новости
Обзор типов сварных соединений и швов
Сварным называется соединение неразъемного типа нескольких элементов создаваемой конструкции, сформированное посредством процедуры сварки. Его качество является характеристикой производной от таких факторов, как тип подобранного к реализации шва, используемого расходного материала, известного под названием электрод, и примененного режима работы аппарата. Чтобы к конечному результату не возникали претензии, исполнителю необходимо руководствоваться нормами ГОСТа 5264-80. Этот стандарт содержит подробное описание типов сварных соединений и разновидностей сварных швов. О них и пойдет речь в предлагаемой вашему вниманию статье.
Сварные соединения
Терминологию в сфере сварки устанавливают положения ГОСТа 2601-84. И если со «сварным соединением» все более-менее ясно (см. выше), то понятие «сварочный шов» требует уточнения. В данном нормативном документе сказано, что это – сегмент сварного соединения, сформировавшийся в результате процесса кристаллизации металла, пребывающего в жидком агрегатном состоянии. Если же сваривание проводилось давлением, тогда шов – это результат пластической деформации.
Стыковое соединение
Соединение этого типа считается самым популярным. Причины такие:
-
минимальное напряжение металла;
-
простота выполнения;
-
надежность сопряжения объектов.
На угол обрезки кромки оказывает влияние ее толщина. Он может быть прямым или острым. Допускается также, чтобы скошенной была лишь одна из стыкуемых кромок.
Особенности выполнения стыковых швов
При сварке металла толщиной, не превышающей 6,0 мм, необходимость в специальной подготовке кромок отсутствует. Однако, соблюдать здесь нужно следующее основное требование: они должны быть максимально параллельными на протяжении всего шва. Тогда можно будет состыковать листы с минимальным зазором
В ходе процедуры сварки необходимо обеспечить, чтобы все края пребывали в равномерно расплавленном состоянии. Для этого нужно совершать электродом поперечные колебательные движения, когда валик наплавляется. Значительное усиление конструкции обеспечивает тот факт, что размер сечения образовавшегося шва может достичь 100% толщины свариваемого элемента.
Как не допустить образование дефектов шва
Дефекты шва формируются при несоблюдении технологии сварки. Непровар сечения будет наблюдаться при:
Иная ситуация имеет место, когда дуга нагрета до избыточной температуры. Тогда возможен сквозной прожог. Другой тоже неприятный вариант при перегреве электродуги – полное расплавление шва, сопровождающееся образованием с тыльной стороны натеков.
Получить шов с безупречным сечением – то есть профиль листов металла полностью проварен, а обратная сторона свободна от натеков – возможно, однако это сопряжено с определенными сложностями. Ведь варить и одновременно контролировать состояние тыльной стороны сварщик просто физически не может.
Чтобы выйти из этого положения он вынужден работать на пониженных режимах сварки. Так удастся исключить прожоги, но в результате образуется непровар. Однако статические испытания швов с таким дефектом на степень прочности зачастую дают приемлемые результаты. Кроме того, компенсация непровара возможна путем дополнительного усиления шва. Но только при условии, если шов будет работать под воздействием статических нагрузок. Когда же нагрузки носят импульсный либо переменный характер, непровар может привести к разрушению конструкции. Недопущение его формирования проводится путем:
Соединение внахлест
Такой сварочный процесс предусматривает соединение двух или более металлических пластин, размещенных одна над другой частично либо по всей площади. В ходе работ формируется, как минимум, один шов
Когда скрепляются лишь две заготовки, применяется точечная односторонняя сварка.
Этот метод может использоваться также, когда один лист тонкий, а другой – толстый. В иных случаях при необходимости сопряжения большего количества элементов, используется уже двусторонняя сварка.
Особенности
Нахлесточное соединение актуально для металлических пластин, толщина которых (обозначение Т) находится в пределах 8,0 мм≤Т≤12,0 мм. Необходимость в обработке поверхности отсутствует. Но при этом заготовка должна иметь ровный торец. Подлежит также тщательному расчету величина области нахлеста.
Из особенностей сварного соединения внахлест стоит выделить:
-
сфера применения – сварка контактного, роликового и точечного типов;
-
формирование шва осуществляется между торцом одной пластины и поверхностью другой;
-
повышен уровень расхода материала, как основного, так и наплавляемого.
Для обеспечения плотного прижима сварочные работы должен предварять этап тщательного выравнивания соединяемых листов.
Продолжая разговор о точечной сварке нахлесточных соединений, отметим факт наличия у этого метода некоторых серьезных недостатков. Их причина кроется в его особенности. Способ точечной сварки не предусматривает создание угловых швов. Данный фактор обусловливает образование между соединяемыми элементами конструкции зазоров вне пределов отрезков соприкосновения. В них может скапливаться влага, при контакте с которой металл ржавеет.
Решить эту проблему достаточно сложно. Ведь для предотвращения появления оксидов железа – то есть ржавчины – все зазоры должны быть наполнены антикоррозионным составом. А сделать это в полном объеме, практически, невозможно. Поэтому долговечность сварочного узла, созданного точечной сваркой, достичь оптимальных показателей априори не может.
Сфера применения нахлесточной сваркиЭтот метод сварки получил широкое распространение. В частности, он используется при:
-
сборке быстровозводимых сооружений различной функциональной направленности;
-
создании навесных конструкций, обеспечивающих защиту от прямого солнечного излучения;
-
производстве рекламных щитов;
- сборке автомобильных тентов.
Тавровое соединение
Соединение этого типа предусматривает, что свариваемые элементы конструкции располагаются под некоторым углом. Иными словами, торец одного должен опираться на поверхность другого. На первом, чтобы обеспечить надежность, опытные сварщики проделывают скосы с одной либо двух сторон. Такой подход призван увеличить объем наплавляемого металла. Сфера применения тавровой сварки – создание металлических конструкций, отличающихся сложной конфигурацией.
Прежде чем приступить к работе, сварщик должен учесть такие моменты:
-
расположение в пространстве привариваемых деталей. Оно может быть вертикальным, нижним, либо потолочным;
-
профессионалы с многолетним стажем рекомендуют соблюдать зазор между подлежащими сварке стыками в пределах 2-3 миллиметра. Это обеспечит лучшее скрепление;
-
стандартно швы должны располагаться по обеим сторонам;
-
допускается также формирование одностороннего шва.
Но только при условии, что обрабатывать стык с обеих сторон физически невозможно.
Конфигурацию скосов устанавливают положения ГОСТа 5264-80. А их угол является параметром производным от толщины сопрягаемых пластин.
Первый пункт выше представленного списка, касающийся пространственного расположения свариваемых деталей, очень важен и поэтому заслуживает отдельного разговора.
Вертикальное положение
Неудобство этой позиции проявляется при работе с металлами, характеризующимися низкой вязкостью. Их необходимо проваривать достаточно быстро, не допуская вытекания расплава. Толщина листов, а также глубина разделки их кромок определяют количество проходок. Если планируется сформировать глубокий шов, скосы должны быть прямыми либо криволинейными. Разжигание дуги следует осуществлять так, чтобы она была направлена под углом 90° к поверхности, подлежащей сварке, и поддерживать ее нужно короткой. Электрод перемещается по биссекторной плоскости таврового соединения. Шов формируется путем проведения возвратно-колебательных движений по всей протяженности стыка. Во время передвижения вверх требуется контролировать, чтобы дуга не обрывалась. Для этого ее необходимо растягивать.
Место, где формируется валик при вертикальном положении – самый верхний участок. Сварочный ток устанавливается обратной полярности. Для обеспечения хорошего проплавления корневого сегмента таврового соединения его сила должна быть большой.
Электрод отводится, если металл обретает иной цвет либо на поверхности появляются пятна побежалости. Это – признаки угрозы его перегрева. В идеальном варианте придавать валику требуемый профиль без необходимости подрезов должна сама ванна расплава. Нужно контролировать:
Нижнее положение
Сварка соединения таврового типа в данном положении осуществляется с применением:
-
тока, характеризующегося прямой полярностью и значительной силой, чтобы смогла образоваться глубокая ванна расплавленного металла;
-
тока, характеризующегося обратной полярностью.
Необходимо формировать короткую дугу и направлять ее непосредственно в корень создаваемого сварного шва. При этом вероятность образования канавки, располагающейся на металле по всей протяженности этого шва (такой дефект называется «подрез») возрастает.
В случае выполнения таврового соединения одно- либо многопроходной сваркой, необходимо следить, чтобы электрод перемещался равномерно (накладываются неширокие валики, причем перемещения электрода в поперечном направлении должны быть исключены). Прежде чем приступать к очередной проходке, необходимо сбивать шлак.
Наплавка вверх должна выполняться быстро с одновременным растягиванием электродуги. Накладывать капли расплава нужно лишь при обратном перемещении электрода. Место его пространственного расположения – биссекторная плоскость угла 90° с наклоном в сторону перемещения. Образование катета требуемой ширины обеспечивает совокупность следующих факторов:
Потолочное положение
Сварку стыка необходимо осуществлять на токе небольшого ампеража обратной полярности. Когда выполняются возвратно-поступательные перемещения электрода, дуга должна оставаться непрерывной. Расплавляют одновременно оба боковых торца. Образуется шов выпуклой конфигурации. Нельзя допускать перегрева металла.
Многопроходная сварка выполняется так, чтобы передвижение электрода не сопровождалось выполнением поперечных пасов рукой. Поверхность всех валиков подлежит максимальному выравниванию. Реализуется это поддержанием стабильно низкой тепловой мощности электродуги. Отслеживать состояние ванны расплава затрудняют искры. Подбор электродов производится по критерию «качество обмазки». Предпочтение отдается той, которая снижает уровень разбрызгивания расплавленного горячего металла.
Сварное соединение угловое
Под угловым понимается сопряжение, в котором края двух элементов свариваются так, что между их поверхностями образуется пространственный угол. Чаще всего он равен 90°, но может принимать любые значения. Надежность требуемого уровня достигается за счет скосов, а также благодаря значительному объему наплавляемого металла.
Сложности процедуры формирования углового соединения
Подразделение соединений сварочных угловых на виды осуществляется на основе нескольких критериев. Так, по признаку «методика укладки шва» они бывают прерывистыми и сплошными. Еще один актуальный критерий – их длина:
-
короткие. Протяженность не превышает 250,0 мм;
-
средние. Размеры данных соединений (обозначение L) принимают значение из диапазона 250,0 мм<L≤1000,0 мм;
-
длинные. Их величина больше 1000,0 мм.
При создании угловых соединений возможно появление некоторых дефектов. Наиболее часто встречающиеся кратко описаны ниже.
Подрезы
Об этих дефектах выше уже шел разговор. Добавим причину их появления: под воздействием электродуги на поверхности скрепляемых деталей формируются углубления. Когда сварка осуществляется в нижнем положении, вполне возможно ненадолго задерживать электрод с целью наплавления материала используемой присадки на отрезок с канавкой. Но методика выполнения углового соединения гораздо сложнее, и поэтому сварщику придется серьезно потрудиться, чтобы, так сказать, «загнать» жидкий металл на вертикальную боковую стенку. По этой причине у сварного соединения углового выемки имеются лишь с одного из боков.
Непровары
Многие сварщики, не имеющие достаточного опыта, заполняя место углового соединения, с большой амплитудой перемещают конец электрода в разные стороны. Такие действия обусловливают оседание металла на боках, ввиду чего корень шва хорошо не проваривается.
Неправильный выбор катета
Для получения углового соединения хорошего качества необходимо:
Если сила тока невелика, а электроды перемещаются медленно, катет становится чрезмерно выпуклым. Вследствие этого, основной металл если и проплавится, то плохо.
И наоборот, повышенная скорость передвижения электрода при излишне большой силе тока приведет к обретению катетом вогнутой конфигурации.
Неправильный угол
Сварочным соединениям характерна определенная форма по отношению к градусу угла. Тонкость заключается в соблюдении требуемых размеров. Когда приставная пластина перемещается, «завалившись» на один бок, показатель качества конструкции будет невысоким.
Неравномерное распределение расплава по сторонам
Здесь проявляются законы физики. Под воздействием гравитационной силы расплавленный металл стремится стечь вниз. Ввиду этого основной участок шва формируется на нижнем листе. Вполне возможно, что верхний торец проплавится лишь слегка. В результате сформированное соединение при нагрузке сразу может деформироваться, либо вообще распасться.
В ходе сварки могут возникать и иные дефекты:
-
углубления трубчатой конфигурации либо воронкообразные – свищи;
-
несплошности, в виде локальных разрушений сварочного соединения – трещины;
-
участок, располагающийся поблизости от крайней точки валика, не заваренный либо не перекрытый при последующих проходах – кратер;
-
полости/пустоты в сварном соединении, появившиеся из-за усадки металла при его кристаллизации – усадочные раковины;
-
застывшие остатки флюса – шлак.
Специфические особенности
Угловым соединениям присуща следующая специфика:
-
необходимость предварительной подготовки поверхности. Предполагает корректное формирование скосов любой конфигурации – простой либо сложной;
-
сваривать заготовки с тонкими стенками допускается только с одной стороны;
-
требуется учитывать геометрические особенности сварного соединения.
Заключение
Каждый тип сварного соединения обозначается по-своему. Так, для стыкового применяется литера «C», за которой следует цифра либо двузначное число, например, C2, C13, C45. Обозначение углового соединения выглядит так: У1…У10. Соединение сварное тавровое обозначается сочетанием буквы «T» с цифрой от 1 до 9. Например, T2, T8, T9. Для нахлесточного соединения используются такие варианты буквенно-цифровой последовательности – «h2» или «H 2».
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
6.3. Сборка и сварка таврового набора
Сборка и сварка таврового набора производится на плоском металлическом стенде или на линии для сборки и сварки тавровых балок
Выполнить зачистку мест установки набора и притыкаемых кромок, возобновить разметку.
Установить ребра жесткости и бракеты под угольник, закрепить на электроприхватки.
Выполнить сварку узлов.
Способы сварки и режимы — в соответствии с разделом общих указаний по сварке.
Операции контроля и допустимые отклонения — по таблице 6.
тавровый набор
Таблица 6
п/п | ОПЕРАЦИИ | Допуск, мм | |
до сварки | после сварки | ||
1 | Разностенность по стенке, полке
набора. | 2.0 | — |
2 | Домики по стыкам стенки, полки набора. | 2.0 | 2.0 |
3 | Смещение пояска относительно стенки. | ±2 | — |
4 | Перпендикулярность стенки к полке (завал пояска). | ±1 | 0,01Ь, но не более +4мм |
5 | Прямолинейность в плоскости стенки
и в плоскости пояска. | 1мм на 1м, но не более 4мм на всю длину | 1,5 мм на 1м, но не более 8мм на всю длину |
6 | Грибовидность пояска. | — | 0,0125b, но не более +10мм |
7 | Поперечный изгиб стенки. | — | 0,008h, но не более +10мм |
8 | Высота балки. | -0/+2 | ±2 |
9 | Ширина полки. | ±3 | — |
Примечание: b — ширина полки, h — высота стенки.
Уложить листы полотна на стенд согласно чертежа. При V-образной разделке кромки, разделка должна быть сверху. При сборке полотна из листов разной толщины листы расположить разностью толщин вниз. В процессе сборки узлов полотен стыкуемые кромки деталей, при необходимости, тщательно подогнать газовой резкой с последующей зачисткой шлифовальными машинками. При стыковании деталей необходимо выдержать зазоры под сварку согласно требованиям рабочих чертежей и альбомов сварных соединений. Полотна узлов собрать свободно без натяга и бухтин. Проверить габариты собранных узлов полотен.
Закрепить листы полотна между собой
электроприхватками. По концам стыковых
соединений полотен выполнять по 2-3
усиленных прихватки длинной 50-70мм., при
расстоянии между ними 50-150мм. Собранные
узлы полотен предъявить производственному
мастеру.
По торцам стыков и пазов, после их соединения электроприхватками установить выводные планки размером 100х100мм. Толщиной равной толщине основного металла. Марка материала, из которой должны быть изготовлены выводные планки, должна соответствовать марке материала конструкции.
Проверить габариты собранных узлов полотен согласно размеров чертежа и эскизов с плаза и наличие припусков по кромкам, предусмотренных схемами припусков, проверить «домики» и разностенность .по стыкам. Параллельно стыкам, на расстоянии100мм. От оси симметрии сварного соединения, с обеих сторон стыка нанести контрольные линии и закернить их через 1500-2000мм.
Для предотвращения сварочных деформаций обжать полотно к стенду с помощью Г-образных гребенок и клиньев. По указанию производственного мастера по сварке установить на полотна технологические грузы.
Выполнить сварку в соответствии со специальным разделом настоящей работы.
При необходимости произвести правку
полотей в соответствии с требованиями
РД. 9621.
Для выполнения контроля качества сварных швов, заваренные полотна уложить на тумбы высотой 600-800мм. Выполнить обмеры, .контуровку полотна согласно габаритным разделам чертежа с нанесением границ припусков, выполнить контроль качества.
Операции контроля и допускаемые отклонения — по таблице 7.
ПЛОСКИЕ ПОЛОТНИЩА
Таблица 7
п/п | ОПЕРАЦИИ | Допуск, мм | |
до сварки | после сварки | ||
1 | Длина полотнища. | +2/+5 | -0/+5 |
2 | Ширина полотнища. | +2/+5 | -0/+5 |
3 | Разность диагоналей. | 3,0 | 5,0 |
4 | Отклонение от прямолинейности монтажной кромки (чистовой). | ±1,0 | ±2,0 |
5 | Домики по стыкам и пазам на базе 600мм. | ±2,0 | ±4,0 |
6 | Смещение пазов и стыков по обшивке
от их теоретического положения. | — | 20,0 |
особенности соединений, преимущества и применение
Содержание:
- Сфера применения
- Особенности и преимущества
- Преимущества производства двутавра сварным способом
- Особенности расчета стального двутавра
- Как правильно варить балки
- Интересное видео
Двутавровая балка представляет собой металлопрокат, который производится на основе различных видов стали. Двутавр сварной имеет сечение буквой «Н». Использование такой формы профиля обеспечивает более жесткое и прочное соединение балки квадратного сечения. Тавровое соединение обладает рядом преимуществ, которые делают применение двутавра универсальным для различного строительства.
Сфера применения
Сварка тавровых соединений рекомендуется в следующих областях:
- в качестве перекрытий при различном строительстве;
- в качестве опор при возведении подвесных путей;
- горнодобывающая отрасль применяет двутавр при армировании выработок и стволов шахт;
- в качестве несущих металлоконструкций при возведении мостов, колонных и инженерных сооружений;
- при изготовлении вагонов.
Сварной двутавр применяется и в других ответственных конструкциях, где особенно важно качество и надежности несущих элементов.
Особенности и преимущества
Тавровое соединение — это особый вид фасонного металлического проката, который имеет форму наклонного или горизонтального бруса.
К основным преимуществам использования таких сварных балок относится:
- Малый вес. Благодаря небольшому весу применение таких балок позволяет снизить вес конструкций и перекрытий. При этом сохраняются несущие способности конструкции.
- Простота монтажа и транспортировки изделий.
- Разные способы соединения. Для соединения используются болта, заклепки, а также сварка двутавровых балок между собой.
- Разнообразие конструкций. Возможность заказать как стандартные конструкция, так и изделия по индивидуальному проекту в зависимости от сферы применения и требуемых размеров. Могут изготавливаться и с ассиметричным сечением.
- Стойкость к биологическим воздействиям. Обеспечивает надежность и долговечность конструкции вне зависимости от условий эксплуатации.
- Позволяет использовать такие балки для различных конструкций, включая и быстровозводимые здания.
- Стойкость к температурным изменениям. Такие балки хорошо переносят перепады температур и не теряют несущую способность при нагревании.
Таким образом, сварное соединение тавровое является оптимальным решением в том случае, если требуется покрыть большие пролеты со значительными нагрузками. Сварной двутавр обладает небольшим весом, поэтому может применяться не только для промышленных сооружений, но и жилом строительстве.
Преимущества производства двутавра сварным способом
Изготовление сварных двутавровых балок позволяет получить надежным и прочным конструкции. Такие балки могут производиться горячекатаным методом и с помощью сварки. Сварка отличается рядом значительных преимуществ по сравнению с горячекатаным методом.
Основным преимуществом является возможность снизить вес почти на 30%. При этом показатель прочности, надежности и долговечности находится даже на более высоком уровне. Это связано с тем, что сварка двутавра позволяет выполнить балки значительных габаритов.
К тому же сварка позволяет изготовить балки, которая имеет разную ширину по всей длине. Балки с переменным сечением отличается высоким показателем экономичности по сравнению с конструкциями с постоянным профилем. В тех местах, где на балку будет воздействовать значительная нагрузка, можно сделать большую толщину. В остальных местах толщина может быть меньшей, что дает возможность не только снизить стоимость изготовления сварных конструкций, но и их вес.
Сварка двутавровых балок между собой встык выполняется на основе различных сортов стали. К примеру, вся балка может состоять из обычной стали, а для наиболее уязвимых ее участков может использоваться сталь высокой прочности, а для наименее уязвимых — низкоуглеродистая сталь. Это позволяет значительно снизить стоимость балки, но при этом не влияет на ее эксплуатационные качества и срок службы.
Особенности расчета стального двутавра
Тавровая сварка требует профессионального расчета. Это позволяет снизить трудовые и финансовые затраты, обеспечивать высокий показатель надежности и безопасности конструкции. Заказать расчет тавровой сварки можно в специализированной строительной компании. Простые предварительные расчеты можно выполнить и самостоятельно. Однако если балки будут использоваться в строительстве жилых или промышленных сооружений, рекомендуется профессиональный расчет любых несущих конструкций.
Для расчета профиля для несущих конструкций необходимо учитывать такие показатели:
- нормативная и расчетная нагрузка;
- расстояние между внутренними гранями стен;
- количество используемых двутавров, которые соединяются в одной балке;
- расчетное сопротивление, которое напрямую зависит от используемой марки стали.
Таким образом, самостоятельно провести расчет довольно сложно. Основные параметры, такие как расчетное сопротивление или расчетная нагрузка определяются согласно табличным данным.
Как правильно варить балки
Чтобы получить балки высокого качества, необходимо знать, как варить тавровое соединение при строительстве дома или другого сооружения. Для изготовления сварных балок потребуется использование легированного стального листа, который и станет основой. Самостоятельно использовать горячекатаный метод соединения балок невозможно, поэтому сварка является оптимальным решением. Для выполнения качественных соединений и обеспечения надежности несущих конструкций сварку должен выполнять только опытный мастер.
После подготовки отдельных элементов проводится сборка конструкции методом сварки. Для начала устанавливается вертикальная стена, после чего присоединяются ребра жесткости, а вся конструкция придавливается хомутами. После окончания сварных работ и проверки качества швов выполняется обработка конструкций специальным покрытием, которое поможет защитить их от воздействия агрессивной среды.
Если в процессе сварки двутавра были допущены ошибки, велика вероятность деформации балки. Из-за этого могут возникнуть проблему с ее монтажом. При соединении шов не должен работать на растяжение. Поэтому прежде чем приваривать к ней следующую деталь, рекомендуется немного отогнуть шов назад, чтобы обеспечить ровную поверхность балки. В заводских условиях для предотвращения деформации балки проходят специальную обработку.
Для производства двутавров может применяться не сплошные заготовки, а листы металла. Это дает возможность применять сталь различной марки. Сварной метод позволяет изготавливать балки с перфорацией, усилением или тонкостенными участками. Использование сварной технологии гарантирует минимизацию веса конструкции, а также обеспечивает ее оптимальную надежность и безопасность.
Интересное видео
Тройниковая сварка
Итан Бэйл
Важно знать различные типы соединений при сварке, чтобы можно было выбрать правильный тип соединения для применения. В этой статье мы подробно рассмотрим сварку Т-образных соединений, виды подготовки кромок при сварке таких соединений и некоторые трудности, связанные со сваркой Т-образных соединений.
Определение тройниковой сварки
Прочность тройника
Виды подготовки кромок под сварку тройника
Трудности, возникающие при сварке тройниковых соединений
Сварка тройникового соединения Определение Соединение называется тройниковым соединением, если оно выполняется между двумя пластинами или секциями, поверхности которых расположены приблизительно под углом 90° друг к другу в месте соединения. Соединение может быть между двумя пластинами, или трубой/трубой на пластине, или трубой на цилиндрической оболочке. Соединение выглядит как английская буква «Т», отсюда и название «t-образная сварка». Такие термины, как «тройник», «тройник», означают одно и то же.
Иногда также используется термин «сварной тройник ». Использование этого термина ошибочно. Важно различать сварной шов и соединение. Термин «соединение» представляет собой способ, которым две соединительные части укладываются друг на друга. Существуют различные типы соединений: соединение внахлест, кромочное соединение, стыковое соединение, угловое соединение, тройниковое соединение и т. д.
Термин «сварной шов» обозначает форму, которую мы видим в поперечном сечении соединения. Существуют различные типы сварных швов: сварной шов с разделкой кромок, угловой шов, сварной шов с пробкой, шовный шов, шпилька и т. д. Два термина «соединение» и «сварной шов» вместе образуют «сварное соединение». Оба должны быть упомянуты, чтобы дать полную картину.
Соединение, как мы увидим в этой статье, может быть выполнено с использованием различных видов сварных швов. Т-образный шов может быть выполнен угловым швом (наиболее распространенный), швом с разделкой кромок, сварным швом, швом с прорезью и так далее. Выбор типа сварного шва для выполнения таврового соединения зависит от толщины деталей, положения сварки, необходимой прочности соединения и т. д.
Т-образный стык может быть выполнен с различной подготовкой кромок. Для сварки тонких основных металлов, для которых прочность не является критическим требованием, для сварки соединения используется угловой шов (показан на рис. 6-22 ниже). Для более толстых основных металлов и (или) там, где необходима прочность в соединении , в вертикальном элементе создается канавка, таким образом создавая сварной шов «паз-угловой».
Паз, как мы увидим далее в статье, можно сделать несколькими способами. Например, канавка с одинарным J, канавка с двойным J, одинарная фаска, двойная фаска и так далее. Соединение с Т-образным пазом, которое сваривается с обеих сторон соединения, обычно приводит к более прочные соединения (по сравнению с односторонними сварными соединениями).
Кроме того, соединение с Т-образным пазом, помимо большей прочности, при шлифовке и сварке с обратной стороны также гарантирует соединение с полным проплавлением .
На следующем рисунке показано плоское тройниковое соединение, сваренное с обеих сторон. Такой сварной шов называется угловым. При сварке таврового стыка (ов) это наиболее распространенный способ соединения.
Типы подготовки кромок под сварку тройникового соединенияГладкое тройниковое соединение практически не требует подготовки кромок, за исключением очистки поверхности соединяемых деталей. Прямой тройник показан на виде А на рис. 2 ниже.
Вид B на рисунке ниже показывает одностороннее скошенное соединение. На виде D показана подготовка кромок по типу одинарной J. Этот тип подготовки обычно используется для тяжелых листов, которые можно сваривать только с одной стороны. Прикладной угол при подготовке стыка под сварку тавровых соединений составляет примерно половину от необходимого для стыковых соединений.
Вид C на рисунке ниже показывает стык в виде выпуклой фаски, а вид E показывает двойную J-образную подготовку в Т-образном соединении. Эти заготовки используются для тяжелых профилей, которые можно сваривать с обеих сторон.
Помимо этих стилей, тройниковый сварной шов также может выполняться с помощью сварки электрозаклепками. На плоском элементе с обратной стороны тройникового соединения (то есть на задней стороне элемента в месте пересечения двух частей) просверливается отверстие или несколько отверстий, и отверстие заглушается путем заполнения сварочным металлом.
Другим вариантом сварки пробкой в тавровом соединении является щелевая сварка, при которой отверстие заменяется сплошной щелью небольшой ширины на задней стороне первого элемента, на противоположной стороне пересечения. Прочность этих сварных швов ожидаемо невысока.
При сварке тройников необходимо соблюдать осторожность, чтобы обеспечить проникновение в корень сварного шва. Чтобы обеспечить это проникновение, между горизонтальными и вертикальными элементами следует оставить небольшой корневой зазор.
- При сварке тройниковых соединений необходимо соблюдать осторожность, чтобы обеспечить проникновение в корень сварного шва. Этому проникновению способствуют корневые отверстия между концами вертикальных элементов и горизонтальными поверхностями.
- Еще одной проблемой является разрыв пластинок. При сварке толстых участков тавровых соединений на металл шва действуют усадочные силы с обеих сторон шва. Любые несплошности, лежащие в основе плоского элемента, могут вскрыться, открывая тем самым путь к растрескиванию. Есть способы противодействия этому, некоторые из которых можно найти в этой статье.
| ГЕТПВФ
Заслуга Брасс
Написать рецензию
Латунь Merit
Тройник из нержавеющей стали
Рейтинг Обязательно Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема отзыва Обязательно
Комментарии Обязательно
- Артикул:
- SWST
- Наличие:
- Обычно отправляется в тот же день
- Вес:
- 0,000 фунтов
В настоящее время: 16,25–1009,59 долларов США
Количество в коробке:
Часто покупают вместе:
- Описание
Описание
Приварной тройник из нержавеющей стали — Sch20 или Sch50 | Материалы из нержавеющей стали 304L или 316L
Sch20 и Sch50, поставляемые Merit Brass, производятся и испытываются в соответствии со стандартами ASTM A403, ASME SA403/SA403M.
Толщина стенок соответствует ANSIB36.10 и B36.19, где это применимо. Размеры соответствуют стандарту ANSI B16.9.,В16.28, и ПСС СП-43. Сырье соответствует A312.
Посмотреть всеЗакрыть
- 1 отзыв
1 Отзыв
Просмотреть всеЗакрыть
- сопутствующие товары
- Клиенты также просмотрели
Сопутствующие товары
Выберите параметры
Быстрый просмотр
Приварной фланец из нержавеющей стали
Мерит Латунь
Сейчас: $46,32 — $2,016,55
Фланец из нержавеющей стали с приваркой внахлест
150 # Болтовая схема
304 л и 316 л
Кованый материал из нержавеющей стали соответствует ASME A182
Размеры фланцев из кованой нержавеющей стали соответствуют ASME B16. ..
Выберите параметры
Быстрый просмотр
Сварная крышка из нержавеющей стали
Merit Brass
Сейчас: $9.16 — $210.33
Приварной колпак из нержавеющей стали — Sch20 или Sch50 | нержавеющая сталь 304L или 316L Материалы Sch20 и Sch50, поставляемые Merit Brass, производятся и испытываются в соответствии со стандартами ASTM A403, ASME SA403/SA403M. Wall…
Выберите параметры
Быстрый просмотр
Тройник, уменьшающий сварку из нержавеющей стали
Мерит Латунь
Сейчас: 28,96–1787,9 долларов США7
Тройник-переходник из нержавеющей стали — Sch20 или Sch50 | нержавеющая сталь 304L или 316L
Материалы Sch20 и Sch50, поставляемые Merit Brass, производятся и испытываются в соответствии со стандартами ASTM A403, ASME SA403/SA403M. ..
Выберите параметры
Быстрый просмотр
Сварной концентрический редуктор из нержавеющей стали
Мерит Латунь
Сейчас: $8,28 — $466,83
Концентрический переходник для сварки из нержавеющей стали — Sch20 или Sch50 | нержавеющая сталь 304L или 316L Материалы Sch20 и Sch50, поставляемые Merit Brass, производятся и испытываются в соответствии со стандартами ASTM A403, ASME…
Выберите параметры
Быстрый просмотр
Эксцентриковый редуктор из нержавеющей стали
Мерит Латунь
Сейчас: $28,08 — $883,39
Приварной эксцентриковый переходник из нержавеющей стали — Sch20 или Sch50 | нержавеющая сталь 304L или 316L
Материалы Sch20 и Sch50, поставляемые Merit Brass, производятся и испытываются в соответствии со стандартами ASTM A403, ASME. ..
Клиенты также просмотрели
Выберите параметры
Быстрый просмотр
Сварные отводы из нержавеющей стали с длинным радиусом 90°
Мерит Латунь
Сейчас: $5,03 — $994,53
Колено из нержавеющей стали с длинным радиусом сварки 90° — Sch20 или Sch50 | нержавеющая сталь 304L или 316L Материалы Sch20 и Sch50, поставляемые Merit Brass, производятся и испытываются в соответствии со стандартами ASTM A403, ASME…
.Выберите параметры
Быстрый просмотр
Сварной концентрический редуктор из нержавеющей стали
Мерит Латунь
Сейчас: $8,28 — $466,83
Концентрический переходник для сварки из нержавеющей стали — Sch20 или Sch50 | нержавеющая сталь 304L или 316L
Материалы Sch20 и Sch50, поставляемые Merit Brass, производятся и испытываются в соответствии со стандартами ASTM A403, ASME. ..
Выберите параметры
Быстрый просмотр
Тройник, уменьшающий сварку из нержавеющей стали
Merit Brass
Сейчас: $28,96 — $1,787,97
Переходной тройник из нержавеющей стали — Sch20 или Sch50 | нержавеющая сталь 304L или 316L Материалы Sch20 и Sch50, поставляемые Merit Brass, производятся и испытываются в соответствии со стандартами ASTM A403, ASME SA403/SA403M…
.Выберите параметры
Быстрый просмотр
Сварной локоть LR 45 из нержавеющей стали
Мерит Латунь
Сейчас: 6,51–789 долларов США.33
Колено сварное из нержавеющей стали 45 — Sch20 или Sch50 | нержавеющая сталь 304L или 316L
Материалы Sch20 и Sch50, поставляемые Merit Brass, производятся и испытываются в соответствии со стандартами ASTM A403, ASME SA403/SA403M. Wall…
Быстрый просмотр
Сварная труба из нержавеющей стали Schedule 10 304L
Sch20 304L Сварная труба из нержавеющей стали — длина 20 футов АСТМ А312 304Л Размеры 1/2″ — 12″ (другие размеры доступны по запросу) Расписание 10S Расписание 10 тонкое и легкое…
Выберите параметры
Быстрый просмотр
Сварка из нержавеющей стали с коротким радиусом 90 локтей
Мерит Латунь
Сейчас: $27,19 — $683,65
Колено из нержавеющей стали с коротким радиусом сварки 90° — Sch20 или Sch50 | нержавеющая сталь 304L или 316L Материалы Sch20 и Sch50, поставляемые Merit Brass, производятся и испытываются в соответствии со стандартами ASTM A403, ASME…
.Выберите параметры
Быстрый просмотр
Сварной тройник из углеродистой стали
Сейчас: $14,11 — $629,29
Тройник для стыковой сварки из углеродистой стали
Стандартный техпаспорт PDF XH техпаспорт PDF
Все фитинги для стыковой сварки из углеродистой стали соответствуют:
Размеры Соответствуют: ASME B16. 9
Материал Соответствует: ASTM…
Быстрый просмотр
Сварная труба из нержавеющей стали Schedule 40 304L
Сварная труба из нержавеющей стали Sch50 316L — длина 20 футов АСТМ А312 Марки 304L Размеры 1/2″ — 12″ (другие размеры доступны по запросу) Расписание 40S Труба сортамента 40 имеет более толстую стенку, чем…
Выберите параметры
Быстрый просмотр
Сварной шов из углеродистой стали 90, локоть с длинным радиусом
Сейчас: $5,65 — $557,07
Сварной шов из углеродистой стали 90° Колено длинного радиуса Стандартный лист технических данных PDF XH Лист технических данных PDF Размеры Соответствуют: ASME B16.9Материал Соответствует: ASTM SA-234, класс B. ССО…
Выберите параметры
Быстрый просмотр
Сварная крышка из нержавеющей стали
Мерит Латунь
Сейчас:
$9. 16 — $210.33
Приварной колпак из нержавеющей стали — Sch20 или Sch50 | нержавеющая сталь 304L или 316L Материалы Sch20 и Sch50, поставляемые Merit Brass, производятся и испытываются в соответствии со стандартами ASTM A403, ASME SA403/SA403M. Wall…
отзывов
5 Типы сварных соединений и их применение – Полное руководство
Вас может удивить, как много отраслей промышленности нуждаются в использовании сварных соединений. Существует довольно безграничное количество приложений от домашних проектов до производства автомобилей и многого другого.
Хотя в каком-то смысле все это замечательно, вам нужно знать, какие сварочные соединения типа использовать для какой работы. Это может доставить массу хлопот (особенно начинающим сварщикам).
К счастью, вы наткнулись на нас! Мы собираемся предоставить вам все информацию, необходимую вам, чтобы стать экспертом в области сварных соединений и их применения.
Сколько основных типов соединений существует при сварке? Всего 5 основных сварных швов. Однако их можно использовать в комбинациях. В списке ниже вы можете найти их:
- Тройник или Т-образное соединение
- Краевое соединение
- Угловое соединение
- Соединение внахлестку
- Стыковое соединение
Содержание
Что такое сварные соединения?
Итак, что такое сварных швов? Хотя это кажется довольно очевидным — и, по правде говоря, это так — мы собираемся углубиться в детали.
Что такое сварные соединения? Сварочные швы — это процедура соединения пары металлических (или пластиковых) деталей на кромке или в точке.
Здесь в игру вступают многочисленные факторы, включая форму материалов, и , определенные геометрические аспекты.
Еще одно важное соображение, которое необходимо учитывать перед выполнением сварки для сплавления деталей, — это способ сварки. Плюс, какой тип стыка нужен.
>> Нажмите здесь: 4 основных позиции сварки, которые вы должны знать
Каждый тип соединения может быть соединен различными типами сварных швов. На рисунке ниже показаны наиболее распространенные типы сварных соединений, выполненных
Различные типы сварных соединенийЗная все это, вы, наконец, сможете создать сварное соединение.
Хорошо, теперь перейдем к видам сварных соединений. Мы знаем, что вам не терпится начать!
5 типов сварных соединений
Мы кратко упомянули, что одним из факторов, который необходимо учитывать перед фактической сваркой соединения, является тип соединения . Это именно то, что мы собираемся обсудить сейчас, так что пристегнитесь! Это будет интересно.
На рисунке ниже показаны пять основных сварных соединений.
5 Основные сварные соединения1. Сварка Т-образного соединения
Как вы, возможно, уже догадались, желаемый результат – это Т-образная форма. Это достигается за счет того, что две металлические детали пересекаются под углом 90 градусов. Следовательно, края компонентов сойдутся в центре пластины или образца.
Иногда тройники или Т-образные соединения могут быть образованы трубой, которую приваривают к опорной плите.
Сварное Т-образное соединениеВ каких случаях следует использовать Т-образное соединение?
Этот тип сварного соединения обычно используется, когда вам нужно прикрепить что-то (например, трубу ) к опорной плите (как мы упоминали выше).
При использовании их в реальных приложениях вы должны быть осторожны, чтобы обеспечить надлежащее проникновение в материал дна.
Для выполнения тройникового соединения можно использовать следующий способ сварки:
- Plug Weld
- Fillet Weld
- Bevel Groove Weld
- Flare Bevel Groove Weld
- J-Grove Weld
- Weld Weld
- Slot Weld Weld 9078 тем не менее, мы рассмотрим каждый из них по очереди.
- Просверлите отверстия диаметром 7,5 мм в верхнем металле. Разместите их примерно на расстоянии 25–40 мм друг от друга. Если вы работаете с толстым металлом, вам нужно будет просверлить отверстия большего размера. Но это то, над чем вы можете работать.
- Прикрепите этот лист к заднему листу.
- Установите сварочную горелку на место. Проволока должна находиться в центре отверстия, касаясь заднего листа.
- Дуга против заднего листа.
- Направьте резак прямо в отверстие.
- Начать сварку.
- Делайте , а не , перемещайте сварочный аппарат до тех пор, пока отверстие не будет почти полностью заполнено.
- Достигнув этой точки, двигайте сварочный аппарат круговыми движениями наружу, пока он не завершится.
- Сварной шов со скошенной кромкой
- Сварной шов с квадратной кромкой
- Сварной шов с J-образной канавкой
- Сварной шов с V-образной канавкой
- Сварной шов с кромкой фланца
- Сварной шов с U-образной канавкой
- Сварной шов с углом 8 фланцев0137
Мы уже обсуждали стили сварки с конической канавкой и J-образной канавкой в разделе тройникового соединения.
Итак, мы кратко коснемся остальных.Сварной шов с квадратной канавкой
Сварной шов с прямоугольной канавкой прост. Кроме того, он обеспечивает дополнительную прочность (но это не особо заметно при использовании в качестве кромочного соединения).
Здесь нет зазора между деталями, и он чаще используется при газовой или дуговой сварке.
Конечно, можно поиграться с толщиной сварного шва. Но, если вы ищете довольно бесшовный край, вы не можете зайти слишком далеко с этим.
Сварка с V-образной канавкой
Если обе кромки вашей детали скошены с каждой стороны, вам придется выполнить сварку с V-образной канавкой.
Что мы имеем в виду?
Когда ваш материал стоит на своей основе, он похож на дом с остроконечной крышей? Да? Затем, когда вы помещаете кончик «крыши» на конец крыши второго куска, единственный способ соединить их — выполнить сварку с V-образной канавкой.
Здесь вам нужно заполнить верхнюю и нижнюю часть, чтобы закрепить детали.
Краевой сварной шов с фланцем
Если обе металлические детали, которые вы планируете стыковать по кромке, имеют фланцы, то кромочный сварной шов станет вашим новым лучшим другом.
Просто соедините две прямые кромки (с выступающими фланцами с обеих сторон) и сварите соединение.
Это было легко, не так ли?
U-образная сварка
Вспомните V-образную канавку. У вас были части с остроконечными крышами, верно? Что ж, представьте, что диагональные стороны были вдавлены внутрь, и когда две части соединяются вместе, образуются полукруги. Это U-образная канавка.
Как и в случае с вышеупомянутой V-образной канавкой, вам нужно сварить верхнюю и нижнюю части, чтобы закрепить ее.
Угловой сварной шов с фланцем
Угловой сварной шов с фланцем должен использоваться, когда одна деталь является прямоугольником (т.
Здесь вы должны соединить прямую сторону фланца с плоским металлом, чтобы верхние части были выровнены. Затем вы приварите углы, чтобы скрепить два листа.
3. Сварка угловых соединений
Сектор листового металла любит этот тип соединения.
Используется при сварке снаружи прилегающих металлических деталей. Если вы правильно расположили детали (под прямым углом), готовое изделие будет иметь форму буквы L.
Сварка угловых соединенийКогда следует использовать угловые соединения?
Обычно этот тип соединения используется при изготовлении прямоугольных рам или коробов.
Для сварки угловых соединений можно использовать следующие 9 видов сварки:
- Fillet Weld
- Edge Weld
- Spot Weld
- Угловой фланк Weld
- квадратный канавок Weld
- V-Grove Weld
- U-Grove Weld
- J-GROEV я уже просмотрел все это, так что взгляните на наш предыдущий разговор, если вам нужно освежить в памяти.
4. Сварка внахлестку
Если вам нужно соединить два куска металла разной толщины, вам подойдет соединение внахлестку.
Соединение внахлестку Сварка Как вы могли догадаться по названию, металлические детали накладываются друг на друга, образуя соединение внахлестку.Вы можете выбрать сварку с одной или обеих сторон, в зависимости от того, насколько прочным должно быть соединение.
В каких случаях следует использовать соединение внахлестку?
Этот тип сварного соединения обычно используется в следующих случаях:
- Изготовление временной рамы
- Изготовление шкафа (для создания рамы)
- Изготовление стола
- И аналогичные работы
Вы можете использовать любой из следующих 6 стилей для соединения внахлестку:
- Точечный сварной шов
- Сварной шов с разделкой кромок
- Сварной шов с J-образными канавками
- Сварной шов с развальцовкой и разделкой кромок
- Сварной шов методом пробки
- Сварной шов с пазами
Да, мы рассмотрели все эти вопросы! Вы можете найти все, что вам нужно знать, в разделе тройника или кромочного соединения.
5. Сварка встык
Для сварки встык две детали должны быть установлены рядом друг с другом в параллельном положении. Это наиболее признанная форма сварки для многих бытовых и промышленное применение.
Стыковое соединение сваркаВ каких случаях следует использовать стыковое соединение?
Как правило, этот вид сварного соединения используется при соединении фланцев, клапанов, определенного оборудования, труб, труб и других фитингов.
Горизонтальное соединение встыкСуществует 7 стилей на выбор при выполнении соединений встык. См. ниже:
- Сварной шов с разделкой кромок
- Сварной шов с J-образной канавкой
- Сварной шов с U-образной канавкой
- Сварной шов с V-образной канавкой
- Сварной шов с квадратной канавкой
- Сварной шов с развальцовкой с V-образной канавкой
- Сварной шов с развальцовкой с фаской и канавкой
Мы кратко рассмотрим сварной шов с V-образной канавкой, так как мы еще не обсуждали его.
Раструбный сварной шов с V-образной канавкой
Это просто раструбный сварной шов со скошенной кромкой, но когда обе детали имеют цилиндрическую форму. Здесь детали располагаются вдоль друг над другом, и вы будете сваривать их с обеих сторон, чтобы усилить соединение.
Недавно я написал статью о 4 основных положениях сварки, посмотрите на нее.
Как проверить различные типы сварных соединений?
Время от времени вам может понадобиться проверить надежность и прочность сварных соединений. Это может быть более заметно в таких отраслях, как производство автомобилей , но это не всегда так. Убедитесь, что вы производите высококачественный товар, не ограничиваясь определенными секторами.
Связанное чтение: Физические испытания сварных швов. Полное руководство: Разрушающий и неразрушающий контроль
Существует множество способов проверки сварных соединений; некоторые легче, чем другие. Поскольку мы не хотим вас утомлять, сегодня мы поговорим только о четырех основных.
Давайте углубимся в детали.
Испытания на изгиб
Это самое популярное испытание, которое используется для проверки навыков и добросовестности сварщика. По правде говоря, это распространено, потому что это быстро и просто сделать. Никаких дополнительных инструментов не требуется, поэтому практически любой сварщик может выполнить испытание на изгиб.
Какая теория стоит за этим? Ну, это работает на философии, согласно которой сварное соединение должно выдерживать определенное давление, прежде чем оно сломается или треснет.
Существуют различные варианты испытаний на изгиб: управляемый изгиб, обратный изгиб и свободный изгиб. Мы рассмотрим каждый из них по очереди.
Направляемый тест на изгиб
Эта версия используется для проверки качества корня и поверхности сварного соединения. Как правило, ваш кусок будет согнут на 180 градусов.
В зависимости от того, исследуете ли вы лицо или корень, деталь будет удерживаться в разных точках.
Для правильного выполнения управляемого теста на изгиб вам потребуется приспособление.
Испытание на обратный изгиб
Опция испытания на обратный изгиб определяет качество используемого металла и степень проникновения в стыковое соединение.
Используемые предметы аналогичны тем, которые используются в бесплатном тесте, который вы можете найти ниже, если вы не знакомы со всем, что там есть.
Чтобы выполнить это требование, ваш кусок должен быть согнут ровно на 90 градусов, не ломаясь. Тем не менее, вы не увидите, чтобы многие люди выполняли это, так как это было превзойдено управляемым тестом на изгиб.
Испытание на свободный изгиб
Этот тип испытания на изгиб был изобретен для проверки пластичности металла в сварном соединении.
Чтобы сделать это правильно, вам нужно будет держать и сгибать кусок через определенные промежутки времени. Концы будут согнуты примерно на 30 градусов, на треть пути к середине. Это гарантирует, что все изгибы происходят внутри сварного шва.
Затем вы поместите деталь в специальную машину, которая будет прикладывать к ней большое сжимающее усилие. Он не остановится, пока не появятся трещины. Вот когда вы знаете, насколько пластичен ваш сварной шов.
Испытания на излом
Чтобы провести испытание на излом, вам необходимо разорвать сварное соединение и посмотреть на части, которые треснули. Что вы можете получить от этого, мы слышим, как вы спрашиваете? Ну, вы можете установить, сколько там газовых карманов, пористость и степень плавления.
Вы должны поместить изделие между двумя опорными системами, которые затем оказывают давление. После этого вам понадобится молоток, чтобы нанести по нему короткий резкий удар. Несомненно, это сломает ваш кусок. После этого остается только осмотреть детали на наличие дефектов.
Связанные материалы: 11 Распространенные дефекты сварки и способы их предотвращения
Испытания кислотным травлением
Этот вид испытаний поможет вам определить надежность сварного шва.
Во-первых, вам придется вырезать поперечное сечение соединения. Эта вырезанная часть будет помещена в раствор для травления.
Под «раствором для травления» мы подразумеваем йод, йодид калия или азотную кислоту.
Раствор в конечном итоге вступит в реакцию с металлом, чтобы показать вам, в чем заключаются недостатки изделия. Кроме того, это позволит вам увидеть, где проходит граница между основным и сварным металлом.
Неразрушающие испытания сварных швов
До сих пор все испытания, которые мы рассматривали, были разрушающими. Другими словами, ваша часть сломана к концу экзамена. Тем не менее, , этот последний гарантирует, что ваш образец останется неповрежденным постфактум.
Это просто проверка целостности материала, который вы использовали.
К сожалению, это очень технический, продвинутый тип тестирования, для которого требуется чрезвычайно специальное оборудование. Методы этого включают рентгенографию, визуальные тесты, контроль проникновения жидкости, магнитопорошковый контроль и многое другое.
Часто задаваемые вопросы
Вот несколько часто задаваемых вопросов о типах сварных соединений:
Являются ли сварные соединения постоянными?
Являются ли сварные соединения постоянными? Да, когда вы сделаете сварной шов, он будет там постоянно.
Поскольку металлы плавятся при такой высокой температуре, заполняются для создания сварочной ванны, а затем охлаждаются, практически невозможно разорвать соединение.
Тем не менее, вы должны отметить, что соединение будет гораздо менее прочным, чем неповрежденные детали, соединенные с ним. Имеет ли это смысл? Превосходно!
Какие сварочные соединения самые прочные?
Какие сварочные соединения самые прочные? Профессиональные сварщики скажут, что тройниковые или угловые соединения являются самыми прочными из-за надлежащего проплавления при использовании аппарата для дуговой сварки .
Однако на самом деле все зависит от материалов, но мы предполагаем, что вы используете довольно прочный материал. Так что, если это так, вам понадобится открытый сварной угловой шов.
Здесь L-образная форма будет получена путем размещения частей рядом друг с другом с небольшим зазором между ними. Сварка используется для заполнения угла и зазора.
Какой металл труднее всего сваривать?
Специально для начинающих, алюминий считается самым трудным металлом для сварки.
Очень сложно определить температуру плавления алюминия, поскольку он смешивается со многими другими металлами.
Подробнее о том, как сваривать алюминий, читайте в этой статье.
Если вы заинтересованы в сварочном оборудовании или инструментах, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные аксессуары, которые мы любим и используем (БЕЗ ДЕРЬМА)
Практический результат
Сварка может оказаться сложной задачей, если вы позволите всей этой информации перегрузить вас.
Но так не должно быть! Продолжайте возвращаться сюда, когда вам нужно освежиться. Мы всегда рады помочь вам с любыми вопросами по пяти основным сварным соединениям и многим другим.Всем безопасной и счастливой сварки!
Ссылки
https://en.wikipedia.org/wiki/Welding_joint#Square_butt_joints
https://www.weldersuniverse.com/welding_joints.html
https://www.steelconstruction.info/Welding
https://www.thefabricator.com/glossary/guided-bend-test
https://www.mig-welding.co.uk/plug-weld.htm
Сварные соединения: соединительный уголок под углом 90 Градусы с использованием Easy Cope Joint >> Посмотрите видео ниже:
Короткий переходной тройник Trynox SMS для сварки
org/Brand»> Тринокс
- Артикул:
- Т7ВР
- СКП:
- 7453017305676
В продаже
В настоящее время: 28,26–86,65 долларов США
- Описание
Описание
Соответствие шведским стандартам молока (SMS) с помощью приварного короткого тройника-переходника
В вашей вертикали бизнеса важно соответствовать шведским стандартам молока или SMS.
Вот почему компания Chemseal предлагает тройник с коротким переходником для сварки SMS для санитарных нужд Trynox.- Подходит к санитарным трубкам из нержавеющей стали
- Обработка поверхности Внутренний диаметр 180/Внешний диаметр 150
- Максимальное номинальное рабочее давление 200 фунтов на квадратный дюйм при температуре окружающей среды 70 градусов по Фаренгейту
- Подходит для пищевых продуктов, напитков и других гигиенических применений
Благодаря высококачественным санитарным фитингам из нержавеющей стали Chemseal и другой прекрасной санитарной арматуре вас больше не будет волновать, сертифицирована ли ваша санитарная арматура SMS или нет. Наш санитарный короткий тройник-переходник Trynox SMS для сварки удобно подходит к трубам из нержавеющей санитарной стали и может соединять, заделывать, контролировать и изменять направление потока. Обратитесь в компанию Chemseal, чтобы получить наилучший санитарный тройник с коротким переходником Trynox SMS и другие санитарные фитинги из нержавеющей стали на рынке интегральных схем, чтобы соответствовать требованиям SMS.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
- Серия Trynox T7WR Санитарный тройник SMS для сварки с коротким переходником
- 316L или 304 марки
- 1,5″ x 1″, 2″ x 1″, 2″ x 1,5″, 2,5″ x 1″, 2,5″ x 1,5″, 2,5″ x 2″, 3″ x 1″, 3″ x 1,5″, 3 ” x 2”, 3” x 2,5”, 4” x 1”, 4” x 1,5”, 4” x 2” и 4” x 3” размеры
Руководство по калибровке Tri-Clamp
Санитарный размер Внешний диаметр фланцевого конца Внутренний диаметр трубы Наружный диаметр трубы 1/2″ 0,992 0,370 0,500 3/4″ 0,992 0,620 0,750 1″ 1,984 0,870 1.000 1 1/2″ 1,984 1.370 1.500 2″ 2,516 1. 8702.000 2 1/2″ 3.047 2,370 2.500 3″ 3,579 2,870 3.000 4″ 4,682 3,834 4.000 6″ 6,562 5,782 6.000 8″ 8.602 7,782 8.000 Допуски на размеры трубок
Трубки
Трубка представляет собой длинный полый цилиндр, используемый для перемещения жидкостей (жидкостей или газов) , Молочная и фармацевтическая промышленность должны изготавливаться из стали 304L и 316L с полировкой по внутреннему диаметру до 20u-дюймов Ra/OD до 30u-дюймов Ra, в соответствии со стандартами, такими как ASTM A-269.; A-270, DIN 11805 или ENxxxxx
Все размеры указаны в дюймах (мм)
Размер НД
Толщина стенки
Внешний диаметр
Длина
Стена
1 дюйм (25,4)
0,065″ (1,65)/0,049″ (1,25)
+/-0,005 (0,13)
+1/8″ (3,18)
— 0 +/-10,0%
1-1/2 дюйма (38,1)
0,065″ (1,65)/0,049″ (1,25)
+/-0,008 (0,20)
+1/8″ (3,18)
— 0 +/-10,0%
2 дюйма (50,8)
0,065″ (1,65)/0,049″ (1,25)
+/-0,008 (0,20)
+1/8″ (3,18)
— 0 +/-10,0%
2-1/2″ (63,5)
0,065″ (1,65)
+/-0,010 (0,25)
+1/8″ (3,18)
— 0 +/-10,0%
3 дюйма (76,2)
0,065″ (1,65)
+/-0,010 (0,25)
+1/8″ (3,18)
— 0 +/-10,0%
4 дюйма (101,6)
0,083 дюйма (2,11)
+/-0,015 (0,38)
+1/8″ (3,18)
— 0 +/-10,0%
Таблица совместимости прокладок
Нитрит (Буна)
Фторэластомер (витон)
Платиновый отвержденный силиконовый эластомер
Этилен-пропилен-диеновый мономер (EPDM)
Политетрафторэтилен (тефлон)
Туфстил
Буквенное обозначение
У
SFY
ПК
ЭПДМ
Г
ГТС
Санитарная прокладка Цветовой код
КРАСНЫЙ
Желто-белый
Розовый
Зеленый
Остается белым
Остается серым
Прерывистая максимальная температура
240 градусов по Фаренгейту
410 градусов по Фаренгейту
580 градусов по Фаренгейту
300 градусов по Фаренгейту
450 градусов по Фаренгейту
578 градусов по Фаренгейту
Максимальная непрерывная температура
210 градусов по Фаренгейту
380 градусов по Фаренгейту
490 градусов по Фаренгейту
260 градусов по Фаренгейту
400°F
526 градусов по Фаренгейту
Минимальная температура
-65
-20
-85
-70
-350
-370
Фармакопея США Класс VI
№
Да
Да
Да
Да
Да
Производительность пара на месте
Бедный
Хорошо
Хорошо
Хорошо
Хорошо
Отлично
Кислоты, разбавленные
Хорошо
Отлично
Хорошо
Хорошо
Отлично
Отлично
Щелочи
Хорошо
Хорошо
Отлично
Отлично
Отлично
Отлично
Спирт, гликоли
Отлично
Хорошо
Отлично
Отлично
Отлично
Отлично
Животные масла и жиры
Отлично
Отлично
Хорошо
Ярмарка
Отлично
Отлично
Мыло, отбеливатели, моющие средства
Удовлетворительно/Хорошо
Хорошо
Ярмарка
Отлично
Отлично
Отлично
Масло растительное
Отлично
Отлично
Отлично
Ярмарка
Отлично
Отлично
Вода
Хорошо
Отлично
Хорошо
Отлично
Отлично
Отлично
Политика доставки и возврата
Все заказы отправляются в течение 24 часов с понедельника по пятницу с 8:00 до 17:00.
Если перевозчик предоставил номер для отслеживания, мы обновим ваш заказ информацией для отслеживания.Делайте покупки с уверенностью благодаря нашему 30-дневному беспроблемному возврату без вопросов, просто верните товар и получите возврат 90%.
Если вы не ищете возмещение, вместо этого вы хотите обменять свой товар на другой размер или материал, или просто совершенно другой продукт, вы можете! В этом случае с вас не будет взиматься плата за пополнение запасов, но вам все равно придется оплатить обратную доставку.
Посмотреть всеЗакрыть
- сопутствующие товары
- Клиенты также просмотрели
Сопутствующие товары
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарно-гигиенический концентрический редуктор для сварки SMS Trynox
Сейчас: $15,56 — $92,02
Концентрический переходник, специально разработанный в соответствии со стандартами SMS Подходит для использования в пищевой промышленности, производстве напитков, биотехнологии и других гигиенических процессах, этот сварочный концентрический сварочный аппарат Trynox Sanitary SMS.
..В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Сварочный эксцентриковый редуктор Trynox Sanitary SMS
Сейчас: $24,36 — $66,22
Прекратите поиск подходящего санитарного эксцентрикового редуктора Если вам нужно комплексное санитарное решение, у Chemseal оно есть. Наш санитарный сварочный эксцентриковый редуктор Trynox SMS…
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарно-гигиенический тройник Trynox SMS Welding Equal
Сейчас: $11,82–$48,26
Соответствие стандартам SMS и в равной степени перенаправление потока продукции Эта сантехническая арматура может легко контролировать и изменять работу вашей гигиенической жидкости по вашему желанию, сохраняя при этом максимально возможный уровень.
..Выберите параметры
Быстрый просмотр
Тринокс
Короткий сварной колено Trynox SMS 45å¡
Сейчас: $5,71–$41,15
Плавное изменение направления потока Этот санитарный фитинг идеально подходит для пищевой, биотехнологической и фармацевтической промышленности. Мы используем высококачественную санитарную нержавеющую сталь Trynox для…
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Короткий тройник для сварки сантехники Trynox SMS
Сейчас: $9,93 — $65,94
Позвольте нашему короткому тройнику для санитарной сварки SMS сделать всю работу Является ли SMS приоритетом для вашей работы с гигиеническими жидкостями? Не ищите ничего, кроме короткого тройника для сварки Trynox Sanitary SMS, который поможет сохранить.
..Клиенты также просмотрели
Выберите параметры
Быстрый просмотр
Тринокс
Санитарный концентрический переходник для стыковой сварки Trynox
Сейчас: $14,50 — $95,28
Соедините и завершите направление потока с помощью нашего концентрического редуктора Концентрический переходник для санитарной сварки Trynox от Chemseal эффективно уменьшит размер трубы с большего на меньший…
Выберите параметры
Быстрый просмотр
Тринокс
Санитарная стыковая сварка Trynox 90 Локоть (с прямыми концами)
Сейчас: $12,26 — $74,87
Контролируйте поток вашего продукта Этот сантехнический фитинг прекрасно работает практически в любой отрасли, где требуется управление гигиеническими жидкостями, благодаря качественной сантехнической нержавеющей стали Chemseal.
..Выберите параметры
Быстрый просмотр
Тринокс
Санитарное U-образное колено для стыковой сварки Trynox
Сейчас: 12,25–69 долларов США.30
Санитарные колена из высококачественной нержавеющей стали для вашего бизнеса С этим санитарным U-образным коленом Trynox для стыковой сварки от Chemseal вы можете легко соединять, заделывать, контролировать и менять…
Быстрый просмотр
Тринокс
Сантехнические трубы Trynox из нержавеющей стали EN 10217/ EN 10357
Санитарный трубопровод из нержавеющей стали Тринокс ЭН 10217/ЭН 10357 Соответствуйте жестким стандартам EN 10217/EN 10357 с нашими гигиеническими трубками Chemseal имеет возможность удовлетворять требованиям различных гигиенических нержавеющих сталей.
..В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарно-гигиенический концентрический редуктор для сварки SMS Trynox
Сейчас: $15,56 — $92,02
Концентрический переходник, специально разработанный в соответствии со стандартами SMS Подходит для использования в пищевой промышленности, производстве напитков, биотехнологии и других гигиенических процессах. Этот сварочный концентрический сварочный аппарат Trynox Sanitary SMS…
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Тройник-переходник Trynox Sanitary BPE
Сейчас: $98,88 — $142,43
Соблюдайте санитарные правила с помощью нашего тройника-переходника BPE Тройник-переходник Trynox Sanitary BPE идеально подходит практически для всех фармацевтических и гигиенических применений.
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Короткое колено для стыковой сварки Trynox 90
Сейчас: $7,24 — $16,76
Управление направлением потока Chemseal работает с Trynox, чтобы предоставить вам высококачественные фитинги из нержавеющей стали, которые помогут вам оптимизировать контроль направления потока, когда речь идет о санитарно-гигиенической жидкости…
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Привариваемые концы санитарных обратных клапанов Trynox SMS
Сейчас: $57,19 — $268,09
Обратные клапаны: обратный клапан или односторонний клапан — это клапан, который обычно позволяет жидкости (жидкости или газу) течь через него только в одном направлении.
Седло клапана закрывается механическим способом…В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарный концентрический редуктор Trynox BPE
Сейчас: $84,56 — $115,28
Соедините и завершите направление потока с помощью нашего концентрического редуктора Санитарно-сварочный концентрический переходник Trynox компании Chemseal эффективно уменьшит размер вашей трубы с более крупного до…
Выберите параметры
Быстрый просмотр
Тринокс
Санитарно-гигиенический равнополочный тройник для сварки встык (с прямыми концами)
Сейчас: $15,83–$95,60
Возьмите под свой контроль производство гигиенических жидкостей Эффективно и равномерно распределяйте поток ваших жидких продуктов с помощью санитарного тройника для сварки из нержавеющей стали Trynox от Chemseal.
Подходит к…Тройник для санитарной сварки SMS Trynox
Тринокс
- Артикул:
- Т7ВЛ
- СКП:
- 7453017305614
В продаже
В настоящее время: 11,82–48,26 долларов США
- Описание
Описание
Соответствие стандартам SMS и в равной степени перенаправление потока продукта
С помощью этого санитарного фитинга можно легко контролировать и изменять подачу гигиенической жидкости по вашему желанию, поддерживая при этом максимально возможный уровень санитарии.
- Подходит к санитарным трубкам из нержавеющей стали
- Обработка поверхности Внутренний диаметр 180/Внешний диаметр 150
- Максимальное номинальное рабочее давление 200 фунтов на квадратный дюйм при температуре окружающей среды 70 градусов по Фаренгейту
- Для использования в различных отраслях промышленности и с сертификацией SMS
Санитарно-сварной тройник Chemseal Trynox SMS Welding Equal имеет Т-образную форму с тремя отверстиями для соединения и разветвления трех труб, поэтому с помощью этого сантехнического фитинга у вас есть оптимальный контроль над вашим продуктом. Для идеальной коррозионной стойкости этот санитарный фитинг из нержавеющей стали изготовлен из нержавеющей стали марки 304 от компании Trynox. Санитарно-технические фитинги Chemseal делают все возможное, чтобы обеспечить безопасность и герметичность ваших операций с гигиеническими жидкостями. Получите сегодня тройник Trynox Sanitary Welding Equal Tee и другие замечательные фитинги для санитарных клапанов.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
- Серия Trynox T7WL Санитарно-сварочный равнопроходной тройник SMS
- 304 или 316L марка
- Размеры 1″, 1,5″, 2″, 2,5″, 3″ или 4″
Tri-Clamp Sizing Guide
Sanitary Size OD of Flange End ID of Tube OD of Tube 1/2″ 0,992 0,370 0,500 3/4″ 0,992 0,620 0,750 1″ 1,984 0,870 1.000 1 1/2″ 1,984 1.370 1.500 2″ 2,516 1.870 2.000 2 1/2″ 3.047 2,370 2.500 3″ 3,579 2,870 3. 0004″ 4,682 3,834 4.000 6″ 6,562 5,782 6.000 8″ 8.602 7,782 8.000 Допуски на размеры трубок
Трубки
Трубка представляет собой длинный полый цилиндр, используемый для перемещения жидкостей (жидкостей или газов) , Молочная и фармацевтическая промышленность должны изготавливаться из стали 304L и 316L, отполированной по внутреннему диаметру до 20u-дюймов Ra/OD до 30u-дюймов Ra, в соответствии со стандартами, такими как ASTM A-269; A-270, DIN 11805 или ENxxxxx
Все размеры указаны в дюймах (мм)
Размер НД
Толщина стенки
Внешний диаметр
Длина
Стена
1 дюйм (25,4)
0,065″ (1,65)/0,049″ (1,25)
+/-0,005 (0,13)
+1/8″ (3,18)
— 0 +/-10,0%
1-1/2 дюйма (38,1)
0,065″ (1,65)/0,049″ (1,25)
+/-0,008 (0,20)
+1/8″ (3,18)
— 0 +/-10,0%
2 дюйма (50,8)
0,065″ (1,65)/0,049″ (1,25)
+/-0,008 (0,20)
+1/8″ (3,18)
— 0 +/-10,0%
2-1/2″ (63,5)
0,065″ (1,65)
+/-0,010 (0,25)
+1/8″ (3,18)
— 0 +/-10,0%
3 дюйма (76,2)
0,065″ (1,65)
+/-0,010 (0,25)
+1/8″ (3,18)
— 0 +/-10,0%
4 дюйма (101,6)
0,083 дюйма (2,11)
+/-0,015 (0,38)
+1/8″ (3,18)
— 0 +/-10,0%
Таблица совместимости прокладок
Нитрит (Буна)
Фторэластомер (витон)
Платиновый отвержденный силиконовый эластомер
Этилен-пропилен-диеновый мономер (EPDM)
Политетрафторэтилен (тефлон)
Туфстил
Буквенное обозначение
У
SFY
ПК
ЭПДМ
Г
ГТС
Санитарная прокладка Цветовой код
КРАСНЫЙ
Желто-белый
Розовый
Зеленый
Остается белым
Остается серым
Прерывистая максимальная температура
240 градусов по Фаренгейту
410 градусов по Фаренгейту
580 градусов по Фаренгейту
300 градусов по Фаренгейту
450 градусов по Фаренгейту
578 градусов по Фаренгейту
Максимальная непрерывная температура
210 градусов по Фаренгейту
380 градусов по Фаренгейту
490 градусов по Фаренгейту
260 градусов по Фаренгейту
400°F
526 градусов по Фаренгейту
Минимальная температура
-65
-20
-85
-70
-350
-370
Фармакопея США Класс VI
№
Да
Да
Да
Да
Да
Производительность пара на месте
Бедный
Хорошо
Хорошо
Хорошо
Хорошо
Отлично
Кислоты, разбавленные
Хорошо
Отлично
Хорошо
Хорошо
Отлично
Отлично
Щелочи
Хорошо
Хорошо
Отлично
Отлично
Отлично
Отлично
Спирт, гликоли
Отлично
Хорошо
Отлично
Отлично
Отлично
Отлично
Животные масла и жиры
Отлично
Отлично
Хорошо
Ярмарка
Отлично
Отлично
Мыло, отбеливатели, моющие средства
Удовлетворительно/Хорошо
Хорошо
Ярмарка
Отлично
Отлично
Отлично
Масло растительное
Отлично
Отлично
Отлично
Ярмарка
Отлично
Отлично
Вода
Хорошо
Отлично
Хорошо
Отлично
Отлично
Отлично
Политика доставки и возврата
Все заказы отправляются в течение 24 часов с понедельника по пятницу с 8:00 до 17:00.
Если перевозчик предоставил номер для отслеживания, мы обновим ваш заказ информацией для отслеживания.Делайте покупки с уверенностью благодаря нашему 30-дневному беспроблемному возврату без вопросов, просто верните товар и получите возврат 90%.
Если вы не ищете возмещение, вместо этого вы хотите обменять свой товар на другой размер или материал, или просто совершенно другой продукт, вы можете! В этом случае с вас не будет взиматься плата за пополнение запасов, но вам все равно придется оплатить обратную доставку.
Посмотреть всеЗакрыть
- сопутствующие товары
- Клиенты также просмотрели
Сопутствующие товары
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарная сварочная втулка Trynox SMS
Сейчас: $7,50 — $30,83
Вы не найдете лучшего сварочного вкладыша SMS нигде больше Это верно — с санитарным вкладышем для сварки SMS Trynox от Chemseal ваши санитарно-технические фитинги, сваренные встык, будут гигиенично и должным образом работать.
..Выберите параметры
Быстрый просмотр
Тринокс
Тринокс Санитарная СМС Сварка Равного Креста
Сейчас: $65,12–$112,98
Сварочный крест, разработанный в соответствии со стандартами SMS Мы в Chemseal серьезно относимся к стандартам SMS. Вот почему мы носим с собой наш санитарный крестообразный соединитель Trynox SMS Welding Equal Cross для ваших операций с гигиеническими жидкостями…
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Короткий тройник для сварки сантехники Trynox SMS
Сейчас: $9,93 — $65,94
Позвольте нашему короткому тройнику для санитарной сварки SMS сделать всю работу Является ли SMS приоритетом для вашей работы с гигиеническими жидкостями? Не ищите ничего, кроме короткого тройника для сварки Trynox Sanitary SMS, который поможет сохранить.
..В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарно-гигиенический сварной штуцер Trynox SMS
Сейчас: $7,97 — $32,60
Получите санитарный сварочный мужчина SMS, который нужен вашему бизнесу Мы знаем, что вашему бизнесу нужны нишевые продукты, чтобы обеспечить бесперебойную работу операций с гигиеническими жидкостями. Вот почему Chemseal носит наш Тринокс…
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Короткий переходной тройник для санитарной сварки SMS Trynox
Сейчас: $28,26–$86,65
Соответствие шведским стандартам на молоко (SMS) с помощью сварного короткого тройника-переходника В вашей бизнес-вертикали важно соответствовать шведским стандартам молока или SMS.
Вот почему Chemseal предлагает…Клиенты также просмотрели
Выберите параметры
Быстрый просмотр
Тринокс
Короткий сварной колено Trynox SMS 90°¡
Сейчас: $6,42 — $59,86
Короткое колено для сварки SMS под углом 90 градусов идеально подходит для вашего бизнеса Обеспечьте эффективную и бесперебойную работу процессов подачи санитарно-гигиенических жидкостей с помощью сварочного аппарата Chemseal Trynox Sanitary SMS 90 Degree Welding…
Выберите параметры
Быстрый просмотр
Тринокс
Тринокс Санитарная СМС Сварка Равного Креста
Сейчас: $65,12–$112,98
Сварочный крест, разработанный в соответствии со стандартами SMS Мы в Chemseal серьезно относимся к стандартам SMS.
Вот почему мы носим с собой наш гигиенический крестик для сварки Trynox SMS Welding Equal Cross для вашей гигиенической жидкости…В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарно-гигиенический концентрический редуктор для сварки SMS Trynox
Сейчас: 15,56–9 долларов США2.02
Концентрический переходник, специально разработанный в соответствии со стандартами SMS Подходит для использования в пищевой промышленности, производстве напитков, биотехнологии и других гигиенических процессах. Этот сварочный концентрический сварочный аппарат Trynox Sanitary SMS…
Выберите параметры
Быстрый просмотр
Тринокс
Сварочный эксцентриковый редуктор Trynox Sanitary SMS
Сейчас: $24,36 — $66,22
Прекратите поиск подходящего санитарного эксцентрикового редуктора Если вам нужно комплексное санитарное решение, у Chemseal оно есть.
Наш санитарный сварочный эксцентриковый редуктор Trynox SMS…В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарная гайка Trynox SMS с круглой гайкой
Сейчас: $8,84 — $32,64
Обеспечьте герметичность уплотнения с помощью нашей санитарной круглой гайки Trynox SMS Санитарные фитинги и аппаратные компоненты из нержавеющей стали, хотя зачастую и небольшие, очень важны для поддержания гигиеничности вашей жидкости…
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарные трубы из нержавеющей стали Trynox Стандарты ASTM A-270
Сейчас: $24,00 — $774,40
Гигиенические трубки из нержавеющей стали Trynox Стандарты ASTM A-270 Мы придерживаемся высоких стандартов с нашими гигиеническими трубками Санитарная трубка из нержавеющей стали Trynox компании Chemseal, отвечающая стандартам ASTM A-270, является одним из.
..Выберите параметры
Быстрый просмотр
Тринокс
Санитарное сварное колено Trynox SMS 90°¡ (с прямыми концами)
Сейчас: $10,70 — $69,03
Получите лучший санитарный сварочный колено SMS с прямыми концами для вашего бизнеса Вы нашли лучший 90-градусный сварочный колено Trynox SMS SMS (с прямыми концами) для санитарной арматуры и…
Выберите параметры
Быстрый просмотр
Тринокс
Санитарно-гигиенический равнополочный тройник для сварки встык (с прямыми концами)
Сейчас: $15,83–$95,60
Возьмите под свой контроль производство гигиенических жидкостей Эффективно и равномерно распределяйте поток ваших жидких продуктов с помощью санитарного тройника для сварки из нержавеющей стали Trynox от Chemseal.
Подходит к…В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарная глухая гайка Trynox SMS с цепью
Сейчас: $ 8,20 — $ 36,93
Получите лучшую санитарную глухую гайку SMS с цепью на рынке интегральных решений Вам больше не нужно продолжать поиск этого сантехнического оборудования. Chemseal носит санитарный SMS-сообщение Trynox…
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарная сварочная втулка Trynox SMS
Сейчас: $7,50 — $30,83
Вы не найдете лучшего сварочного вкладыша SMS нигде больше Это верно — с санитарным вкладышем для сварки SMS Trynox от Chemseal ваши санитарно-технические фитинги, свариваемые встык, будут гигиеничными и.
..5 типов сварных соединений
Здесь мы обнаруживаем различные типов сварных соединений и типы стилей сварки, используемые для создания каждого из них.
Американское общество сварщиков (AWS) определяет соединение как « способ соединения материалов ».
Применение сварки безгранично. От авиационной промышленности до автомобилестроения и жилых помещений нельзя недооценивать его применение и критический крен. Это практическое решение, обеспечивающее превосходную силу, на которую многие из нас ставят свою жизнь, чтобы функционировать и выдерживать нагрузки. Эти сварные швы обеспечивают малый вес, высокую прочность, жесткость и более низкую стоимость производства.
Содержание
- Типы сварных соединений
- Тройник для сварки
- Сварное соединение внахлестку
- Краевое сварное соединение
- Угловое сварное соединение
- Сварное соединение встык
- Угловой сварной шов
5 различных типов сварных соединений:
Для разных работ нужны разные типы сварных швов.
Различные типы сварных соединений изготавливаются в соответствии с потребностями и силами каждого отдельного приложения. Специалисты Cliff’s Welding владеют искусством этих сварных швов уже более 50 лет. С профессионалами, которые имеют широкий спектр опыта, действительно не существует слишком большой или слишком маленькой работы. Давайте пройдемся по 5 типов сварных соединений , которые мы используем для качественного выполнения работы.Тройник для сварки
Т-образное соединение
Т-образное сварное соединение образуется, когда два элемента пересекаются под углом 90°, в результате чего края соединяются в центре пластины или компонента. Тройниковые соединения считаются разновидностью углового сварного шва, и их также можно выполнять, когда труба приваривается к опорной плите. Требуется особая осторожность, чтобы обеспечить эффективное проникновение в кровлю сварного шва.Стили сварки, используемые для создания тройников
- Сварка пробкой
- Угловой сварной шов
- Сварной шов с разделкой кромок
- Сварной шов
- Сварной шов с развальцовкой
- Сварной шов с J-образной канавкой
- Сварной шов проплавлением
Сварное соединение внахлестку
Соединение внахлестку
Сварка внахлестку чаще всего используется для соединения двух деталей разной толщины вместе. Также считается угловым, сварной шов может выполняться с одной или с обеих сторон. Соединение внахлест образуется, когда 2 детали помещаются внахлест друг на друга.Стили сварки, используемые для создания стыковых соединений:
- Сварной шов
- Пробковая сварка
- Сварной шов с разделкой кромок
- Точечная сварка
- Сварной шов с развальцовкой
- Сварной шов с J-образной канавкой
Соединение для сварки кромок
Кромочное соединение
Кромочная сварка Соединения часто применяются к деталям из листового металла, которые имеют фланцевые кромки или размещаются в местах, где необходимо выполнить сварку для соединения с соседними деталями. Будучи сварным швом типа канавки, кромочные соединения, детали устанавливаются рядом и свариваются на одной кромке. Для более тяжелых применений добавляется присадочный металл, чтобы полностью расплавить или сплавить кромку и укрепить пластину.Стили сварки, используемые для создания кромки Соединения:
- Сварной шов с разделкой кромок
- Сварка с квадратной разделкой или сварка встык
- Сварной шов с J-образной канавкой
- V-образный сварной шов
- Приварка кромки-полки
- U-образный сварной шов
- Угловой сварной шов
Угловой сварной шов
Угловое соединение
Будучи одним из самых популярных сварных швов в производстве листового металла, угловое сварное соединение используется на внешней кромке детали. Этот сварной шов представляет собой тип соединения, которое сходится под прямым углом между двумя металлическими деталями, образуя букву L. Это часто встречается при изготовлении ящиков, рам ящиков и подобных изделий.Стили сварки, используемые для создания углов Соединения:
- Точечная сварка
- Угловой сварной шов
- V-образный сварной шов
- Сварка с квадратной разделкой или сварка встык
- U-образный сварной шов
- Сварной шов с разделкой кромок
- Сварной шов с V-образным пазом
- Сварной шов с J-образной канавкой
- Угловой сварной шов.
- Краевой сварной шов
Соединение для стыковой сварки
Стыковое соединение
Будучи общепринятым методом крепления трубы к самой себе, он также используется для клапанов, фланцев, фитингов и другого оборудования. Стыковое сварное соединение также известно как сварной шов с квадратной канавкой. Это самый простой и, вероятно, самый распространенный сварной шов. Он состоит из двух плоских частей, расположенных параллельно друг другу. Это очень доступный вариант.Стили сварки, используемые для создания стыковых соединений:
- Стыковой шов со скосом
- Стыковой шов с квадратной разделкой
- Стыковой сварной шов с V-образным пазом
- Стыковой сварной шов с U-образной канавкой
- Стыковой шов с J-образной канавкой
- Стыковой сварной шов с развальцовкой
- Стыковой сварной шов с V-образным пазом
Угловой сварной шов
Угловые сварные соединения
Угловые сварные соединения — это еще один термин для обозначения угловых, нахлесточных и тавровых соединений. Угловые сварные соединения являются наиболее распространенным типом сварного соединения и составляют почти 75% соединений, выполненных с помощью дуговой сварки. Вам не нужно подготавливать кромку, и этот тип соединения упрощает сварку трубопроводных систем. Стыковые сварные швы дороже, чем угловые. Угловые сварные швы в основном используются в трубопроводных системах для соединения труб с раструбными соединениями.Совместная подготовка
Сварные швы могут быть подготовлены различными способами, включая:
- Литье
- Стрижка
- Механическая обработка
- Ковка
- Подача
- Штамповка
- Кислородно-ацетиленовая резка (процесс термической резки)
- Маршрутизация
- Шлифовка
- Плазменно-дуговая резка (процесс термической резки)
Если вы только учитесь или даже если вы занимаетесь сваркой в течение многих лет, недостаточно сказать, что очень важно полностью осознавать свое окружение, когда вы начинаете сварку.
Вы должны найти время, чтобы узнать, кто вокруг пытается наблюдать и каким опасностям вы себя подвергаете.Сварка и клепка
Сварка и клепка — два способа соединения металла с металлом. Они оба имеют свои определенные плюсы и минусы. Разные ситуации требуют того или другого. Ни один из них не является лучшим для каждой возможной ситуации. Мы рассмотрим различные сильные и слабые стороны обеих систем соединения металлов.
способов сварки лучше клепки
- Сварку можно выполнять в любом месте конструкции. Кромки можно приваривать к кромкам без нахлеста. Заклепки должны иметь определенный зазор от краев, которые необходимо соединить.
- Сварка снижает вес конструкции. Поскольку металл фактически соединен с металлом, косынки или другое соединительное оборудование не требуется. Даже сами заклепки имеют вес, поэтому возможность соединять металл без их использования значительно экономит вес.
- В отличие от заклепочных соединений прочность растянутых элементов не снижается при сварке.
- Качественная сварка оставляет гладкую поверхность, а клепка имеет концы заклепок на поверхности всей конструкции. Использование сварки для получения прочной, но красивой гладкой поверхности создает нашу функциональную, но эстетически привлекательную архитектуру.
- Сварные соединения во много раз лучше, потому что материал с обеих сторон сварного шва фактически физически соединен.
- Сварка может легко соединять секции металлической колонны или трубы. Попытка соединить эти предметы с помощью заклепок может быть затруднена или невозможна в определенных ситуациях.
- Сварка — более быстрый способ соединения металлов. Это означает, что у вас есть срочный проект сварки, который держит край. Это также означает меньшее количество человеко-часов, что помогает сократить расходы.
- Дополнения или изменения можно легко выполнить с помощью сварки. Конструкции, построенные с помощью заклепок, менее гибкие, и для внесения этих изменений с помощью заклепок необходимы дополнительные инженерные решения.
Таким образом, вы будете полностью осведомлены, когда вам в следующий раз придется заняться сваркой стыков.Сварка штекерным соединением
Сварка штекерным соединением используется, когда точечная сварка невозможна. В большинстве случаев производители раллийных автомобилей любят использовать это, поскольку точечная сварка не может вписаться в щели.
Итак, как это делается?
Давайте поговорим о процессе. Если вы уже занимались точечной сваркой, вам это не понадобится так сильно, как новичкам, поэтому не стесняйтесь пропустить.
Хотя вам не обязательно нужен специальный сварочный зажим, он невероятно полезен. Он удерживает две металлические пластины вместе, но при этом позволяет фонарику работать продуктивно.
Это особенно применимо, когда вы выполняете тройниковое соединение с помощью этой техники.
Читать далее: Да, можно сваривать паяльной лампой! — Вот как!
Угловой сварной шов
Тройник с угловым сварным швом используется в основном в зданиях и мостах. Обычно они включают пластинчатые балки, ребра жесткости, торцевые пластины и соединения раскосов.
Так как это наиболее распространенный стиль (при дуговой сварке), используемый при выполнении тройникового соединения, вы, возможно, проделывали его сотни раз, даже не подозревая об этом.
Сварной шов со скошенной кромкой
Его можно довольно легко создать при попытке выполнить тройниковое соединение. Но зачем вам заморачиваться сварным швом со скошенной кромкой? Разве это не дополнительная работа?
В некотором смысле да . Тем не менее, стиль канавки со скошенной кромкой обеспечивает невероятную прочность тройникового соединения.
Итак, как это работает?
Вертикальная пластина (т. е. «стержень» Т-образной формы) будет скошена либо с правой, либо с левой стороны. Если вы все сделаете правильно, вы должны увидеть диагонально восходящий зазор от базовой пластины до вертикальной пластины.
Благодаря этому соединение становится удивительно прочным и с меньшей вероятностью растрескивается под давлением.
Раструбный сварной шов с фаской и канавкой
Раструбный сварной шов с фаской и канавкой обычно используется, когда вы пытаетесь создать угловое соединение (о котором мы поговорим позже). Сказав это, они также используются для тройниковых соединений, особенно когда вы прикрепляете круглый стержень к плоской опорной плите.
Итак, как это работает?
Когда вы поместите круглый стержень на опорную пластину, вы увидите, что между двумя материалами есть определенные зазоры.
В общих чертах, выполнение сварного шва с разделкой кромок под углом означает заполнение этих двух зазоров. Почему? Для прочного соединения двух частей.
Сварной шов с J-образной канавкой
Вы помните, как мы обсуждали сварные швы со скошенной кромкой? Что ж, сварной шов с J-образной канавкой невероятно похож на .
Итак, как это работает?
Как и в случае со сварным швом с разделкой кромок, вертикальная деталь будет иметь форму. В этом случае вышеупомянутая форма должна быть изогнутой.
Помните, что когда вы выполняете сварные швы с разделкой кромок под углом, скос представляет собой прямую линию и диагональную линию . Однако J-образные канавки требуют изгиба ближе к концу прямой диагональной линии.
Затем вы должны заполнить диагональный зазор странной формы.
Сварка плавлением
Этот способ сварки заметно укрепляет корень сварного соединения (в данном случае тройникового соединения). Здесь металл сварного шва должен пройти за заднюю пластину, а также быть сваренным с нижней стороны.
Итак, как это работает?
Когда вы выполняете этот метод на тройнике, вы проварите заднюю часть, чтобы металл расплавился в вертикальную пластину.
Сварка с прорезями
Для сварки с прорезями в тавровых соединениях опорная пластина представляет собой область, с которой манипулируют. У него будет вырез, который немного больше, чем вертикальная пластина.
Итак, как это работает?
После того, как опорная плита будет подготовлена, вставьте в нее вертикальную пластину.
Затем вы заполняете промежутки аналогично тому, как формируется электрозаклепочный шов. Однако не всегда придется заполнять его полностью — это прорабатывается в индивидуальном порядке.
Итак, теперь вы готовы заняться сваркой второго типа? Фантастика! Тогда давайте потренируемся.
Сколько основных типов соединений существует при сварке? Как сварить соединение? >> Посмотрите видео ниже :
2. Сварка кромок
Кромочные соединения обычно используются, когда два куска листового металла имеют отбортованные кромки . Другие приложения, как правило, используются в местах, где сварка является единственным способом соединения деталей, расположенных рядом друг с другом.
Как правило, металлические детали располагаются бок о бок, а затем привариваются к одной кромке.
Это не очень прочное соединение, потому что металл сварного шва не проходит через все соединение.
Когда следует использовать кромочное соединение?
Из-за вышеупомянутой слабости кромочные соединения используются только в глушителях или для соединения тонких деталей из листового металла.
Сварка кромокВы можете добавить присадочный металл для увеличения прочности, но есть и другие соединения, которые можно использовать, когда вам нужны сверхпрочные соединения.
Существует 7 стилей сварки, которые можно использовать для создания кромочного соединения. В частности: