Сварочные швы: виды швов и соединений
В процессе выполнения сварочных работ получаются различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
Зоны сварочного соединения
Соединение, полученное в процессе сварки, разбивают на такие зоны:
- Место сплавления – граница между основным металлом и металлом полученного шва. В этой зоне находятся зерна, которые отличаются по своей структуре от состояния основного металла. Происходит это из-за частичного расплавления во время сварочного процесса.
- Область термического влияния – зона основного металла, которая не подверглась оплавлению, хотя в процессе нагрева металла структура ее была изменена.
- Сварочный шов – участок, который образовался во время кристаллизации в процессе остывания металла.
Типы сварочных соединений
В зависимости от расположения стыкуемых изделий друг относительно друга соединения делятся на такие типы:
- Встык.
 Состыковка элементов конструкции осуществляется в одной плоскости торцами друг к другу. В зависимости от различной толщины соединяемых деталей торцы могут относительно друг друга вертикально смещаться.
Состыковка элементов конструкции осуществляется в одной плоскости торцами друг к другу. В зависимости от различной толщины соединяемых деталей торцы могут относительно друг друга вертикально смещаться. - Угловое соединение. В этом случае совмещение торцов производится под углом. Сварочный процесс осуществляется на примыкающих краях деталей.
- Соединение внахлест. Детали под сварку расположены параллельно с частичным перекрытием.
- Торцевое соединение. Свариваемые элементы совмещены параллельно друг другу и состыкованы по торцам.
- Тавровое соединение. В этом случае торец одной детали примыкает к боковой части другой под углом.
Сварочные соединения также характеризуют виды сварочных швов, квалифицировать которые можно по некоторым признакам.
Показатели сварного шва
Существует несколько параметров, по которым можно охарактеризовать все полученные сварочные швы:
- ширина – это размер между границами шва, которые прорисовываются видимыми линиями сплавления;
- корень шва – обратная его сторона, которая находится в максимальной удаленности от лицевой части;
- выпуклость – определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
- вогнутость – этот показатель актуален, если имеет место в сварном шве, потому что, по сути, является дефектом; определяется данный параметр в том месте, где шов имеет наибольший прогиб — от него до плоскости основного металла измеряется размер вогнутости;
- катет шва – он имеет место только в угловом и тавровом соединении; измеряется этот показатель наименьшим расстоянием от боковой поверхности одной свариваемой детали до ограничительной линии шва на поверхности второй.

Виды швов по способу выполнения
- Односторонние сварочные швы. Они выполняются с полным проплавлением металла по всей длине.
- Двухстороннее исполнение. По технологии после выполнения односторонней сварки, удаляется корень шва, и только после этого выполняется сварка с другой стороны.
- Однослойные швы. Выполняются однопроходной сваркой с одним наплавленным валиком.
- Многослойные швы. Их применение целесообразно при большой толщине металла, то есть когда выполнить сварку в один проход не представляется возможным по технологии. Слой шва будет состоять из нескольких валиков (проходов). Это позволит ограничить распространение области термического воздействия и получить прочный и качественный сварной шов.
Виды сварочных швов по пространственному положению и протяженности
Различают такие положения сварки:
- нижнее, когда свариваемый шов находится в нижней горизонтальной плоскости, т. е. под углом 0º относительно земли;
- горизонтальное, направление сварки ведется горизонтально, а деталь может находиться под углом от 0º до 60º;
- вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, и сварка ведется в вертикальном направлении;
- потолочное, когда работа проводится под углом 120-180º, то есть сварочные швы расположены над мастером;
- «в лодочку», это положение относится только к угловым или тавровым соединениям, деталь выставляется под наклоном, и сварка ведется «в угол».

Разбивка по протяженности:
- непрерывные, так выполняются практически все швы, но бывают и исключения;
- прерывистые швы, они имеют место только в угловых соединениях; двухсторонние швы такого типа могут выполняться как в шахматном, так и в цепном порядке.
Разделка кромок
Эта конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, больше размера 7 мм. Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.
Разделку кромок можно выполнять, если толщина металла не меньше 3 мм. Потому что более низкое ее значение приведет к прожогам. Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка кромок увеличивает количество расходных материалов. Поэтому данную величину всячески пытаются минимизировать. Она подразделяется на несколько видов по конструктивному исполнению:
- V-образная;
- X-образная;
- Y-образная;
- U-образная;
- щелевая.
Особенности разделки кромок
Для малых толщин свариваемого материала от 3 до 25 мм обычно применяется односторонняя V-образная разделка. Скос может выполняться на обоих торцах или на одном из них. Металл толщиной 12-60 мм целесообразно сваривать с двухсторонней X-образной разделкой. Угол α при разделке в X, V форме равен 60º, если скос выполняется только на одной кромке, тогда значение α будет равно 50º. Для толщины 20-60 мм наиболее экономным будет расход наплавляемого металла при U-образной разделке. Скос также может быть выполнен по одному или по обоим торцам. Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва:
Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва:
- работоспособность соединения;
- прочность и качество сварного шва;
- экономичность.
Стандарты и ГОСТы
- Ручная дуговая сварка. Сварочные швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали.
- Сварка стальных трубопроводов. ГОСТ 16037-80 – определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания.
- Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80.
- Дуговая сварка алюминия. Швы сварные. ГОСТ 14806-80 – форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде.
- Под флюсом. ГОСТ 8713-79 – сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм.
- Сварка алюминия в инертных газах. ГОСТ 27580-88 – стандарт на ручную, полуавтоматическую и автоматическую сварку. Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.

Обозначение сварочного шва
Согласно нормативным документам наличие сварочных швов показывается на сборочных чертежах или на общем виде. Изображаются сварочные швы сплошными линиями, если они видимые. А если наоборот — то штриховыми отрезками. От данных линий отводятся выноски с односторонними стрелками. Условное обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полкой, если шов находится на лицевой стороне. В обратном варианте обозначение будет находиться под полкой. Сюда включается информация о шве в такой последовательности:
- Вспомогательные знаки. На пересечении выноски с полкой может стоять значок:
 На пересечении выноски с полкой может стоять значок:
На пересечении выноски с полкой может стоять значок:○ – замкнутый шов;
┐ – сварка шва производится при монтаже.
- Обозначение сварочных швов, их конструктивных элементов и ГОСТ соединения.
- Наименование шва по стандарту.
- Способ сварки по нормативным стандартам.
- Указывается катет, этот пункт касается только угловых соединений.
- Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки.
- Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.
Вспомогательные обозначения
Эти знаки также наносятся сверху полки, если сварочный шов на чертеже видимый, и под ней, когда невидимый:
- снятие усиления шва;
- обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив наплывы и неровности;
- шов выполняется по незамкнутой линии; этот знак применяется только к видимым на чертеже сварочным швам;
- чистота обработки поверхности сварного соединения.

Для упрощения, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые разделки кромок и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В конструкции могут быть не все, но большое количество одинаковых швов. Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации.
Как Сделать Сварочный Шов | Сварочные работы Киев
Как сделать сварочный шов, эта та тема, которая интересует каждого начинающего сварщика. Сварщики используют различные методы сварки для различных видов сварных швов. Каждый сварщик имеет разные предпочтения и опыт в различных методах. Для новичков в сварке, сварка с подачей проволоки является самой простой. И, следовательно, лучшей технологией. Продолжайте читать, чтобы узнать, как сделать сварочный шов.
Как сделать сварочный шов и что такое сварка с подачей проволоки?
Сварка проволокой с подачей проволоки такая же, как сварка металлическим инертным газом (MIG) и газо-дуговая сварка. Сварка MIG, газо-дуговая сварка или сварка с подачей проволоки соединяет металл, нагревая заготовку и электрод из присадочного металла с непрерывной подачей электрической дугой. В процессе используется защитный газ для защиты металлического шва от внешнего загрязнения окружающей среды.
Сварочные аппараты с подачей проволоки специально разработаны для мягкой сварки. Они используют полностью расходуемый электрод и идеально подходят для соединения цветных металлов. Которые являются относительно мягкими.
Сварка MIG может быть самой простой в использовании. Но она требует сложных технических условий для обеспечения продуктивности процесса. Вам необходимо освоить использование сварочного пистолета и определить правильный источник сварочного тока, блок подачи проволоки и скорость. Вам также необходимо определить и использовать идеальный защитный газ и проволочный электрод.
Вам также необходимо определить и использовать идеальный защитный газ и проволочный электрод.
Основные правила при сварке с подачей проволоки
Вся сварка требует определенного уровня знаний и глубокого понимания технических особенностей процесса. Вот несколько важных правил, которым вы должны следовать, когда используете сварку с подачей проволоки:
Направление
При сварке вы либо толкаете, либо тянете. Стандартная практика, для которой используется маршрут проста. Если сварочное задание производит шлак, его нужно тянуть или толкать. Проще говоря, при сварке палочкой или сваркой порошковой проволокой вы подносите проволоку к себе. При сварке с подачей проволоки или сварке MIG вы проталкиваете проволоку.
В технике толкания вы отодвигаете пистолет от сварочной ванны. Поскольку сила дуги направлена в сторону от сварочной ванны. Направление толчка создает меньшее проникновение и плоский широкий валик. Это также называется техника переднего плана. Он обеспечивает лучший обзор соединения и позволяет лучше направлять провод в соединение.
В методе вытягивания или перетаскивания пистолет направляется назад к сварочной ванне. А затем отводится от наплавленного металла. Он производит более глубокое проникновение и узкий валик, что приводит к увеличению отложений или отложений металла.
При сварке MIG вы можете использовать технику толкания или вытягивания.
Рабочий угол
Рабочий угол варьируется в зависимости от металла и соединения. Это зависит от металла, толщины металла и типа соединения. Существует четыре важных положения сварки:
- вертикальный
- горизонтальный
- накладные расходы
- плоское положение: в плоском положении тип соединения играет жизненно важную роль при определении рабочего угла.
Для стыковых соединений идеальный угол между пистолетом и заготовкой составляет 90 градусов. Направьте присадочный металл прямо в соединение. Установите угол перемещения от 5 до 15 градусов и сохраняйте его на протяжении всей процедуры. Чтобы избежать подреза и полностью заполнить широкий промежуток. Вы можете перемещаться по шву взад-вперед.
Вы можете перемещаться по шву взад-вперед.
При сварке Т-образного соединения поддерживайте угол 45 градусов между проволокой и заготовкой. Для Т-образного соединения сварщик должен использовать свой опыт и менять угол при необходимости. Особенно при выполнении нескольких проходов. Изменение угла помогает избежать неравномерного производства сварных швов. А также позволяет избежать подрезов.
Коленчатые соединения требуют рабочего угла от 60 до 70 градусов. Вам необходимо отрегулировать угол в зависимости от толщины металла — чем толще металл, тем больше угол.
Горизонтальное положение: при сварке в горизонтальном положении необходимо учитывать влияние силы тяжести. Рабочий угол регулируется от 0 до 15 градусов по мере необходимости. Сварщик настраивается, чтобы избежать провисания. Или перекатывания присадочного металла к нижней части сварного шва.
Сварщик также должен использовать комбинацию методов толкания и вытягивания, чтобы обеспечить ровный и гладкий шов. Угол перемещения остается неизменным. Несмотря на изменения направления и рабочего угла.
Угол перемещения остается неизменным. Несмотря на изменения направления и рабочего угла.
Вертикальное положение: для сварки в вертикальном положении важна предварительная сварка. Рабочий угол будет зависеть от нескольких факторов. Однако угол перемещения для вертикально расположенных сварных швов должен составлять примерно 5 — 15 градусов от перпендикулярного положения. При таком угле сварщик должен использовать технику плетения. Чтобы контролировать размер и форму сварного шва. Он также контролирует охлаждающие эффекты сварочной ванны.
Верхнее положение: верхние сварные швы сложнее иметь дело. Для таких сварных швов нет конкретного рабочего угла. Насколько хорошо сварщик справляется с такой работой, зависит от его опыта. Не все начинают как профессионалы, но всегда есть место для проб и ошибок. Вы можете попрактиковаться на тренировочных листах, прежде чем начать работу над фактическим сварным швом.
Угол перемещения
Угол перемещения — это угол между пистолетом и сварным швом в плоскости, если он расположен параллельно направлению движения. При нормальных условиях сварки сварщики поддерживают угол перемещения от 5 до 15 градусов. Они производят наименьшее количество брызг. Имеют повышенную стабильность дуги и более высокие уровни проникновения. Углы выше 20 — 25 градусов снижают производительность, так как они создают больше брызг и меньшее проникновение сварного шва .
При нормальных условиях сварки сварщики поддерживают угол перемещения от 5 до 15 градусов. Они производят наименьшее количество брызг. Имеют повышенную стабильность дуги и более высокие уровни проникновения. Углы выше 20 — 25 градусов снижают производительность, так как они создают больше брызг и меньшее проникновение сварного шва .
Выбор газа для сварки
Выбор защитного газа играет решающую роль в производстве высококачественных сварных швов. Использование неправильного газа может не только создать пористый шов. Но также может создавать вредные пары, которые могут быть токсичными.
Комбинация 75% аргона и 25% диоксида углерода является лучшим универсальным защитным газом для всех углеродистых сталей (аргонная сварка). Он генерирует минимальное разбрызгивание, предотвращает вероятность ожога на более тонких листах металла и создает лучший вид валика.
Вы также можете использовать 100% CO2, и хотя это работает на удивление хорошо. Оно производит значительное количество брызг, а также создает более грубые шарики.
Длина провода
Длина проволоки, выступающей из пистолета, играет решающую роль в поддержании стабильности дуги. Сварщики обычно оставляют 3/8 тыс дюйма торчащего из сварочного аппарата. Дольше, чем это, и дуга будет издавать шипящие звуки, как при жарке бекона.
Советы и приемы
Сварка — это относительно сложная техника для освоения. Знание некоторых конкретных техник может помочь вам научиться искусству.
При сварке листового металла лучше всего использовать проволоку диаметром 0,9 мм. Вы также можете получить проволоку в диапазоне от 0,7 мм до 4 мм, в зависимости от толщины и сварного соединения. Поскольку диаметр проволоки и выбор проволоки напрямую влияют на качество сварного шва, вы должны выбрать правильную проволоку.
Выбор идеального материала для проволоки также важен. Большинство электродов имеют раскисляющие слои. Которые защищают основной металл от загрязнений и помогают улучшить качество сварки.
Используйте высокое соотношение аргона в выборе защитного газа. Комбинация аргона и CO2 работает лучше всего и обеспечивает идеальную защиту при создании оптимальной среды. Правильный выбор защитного газа также важен. Так как он напрямую влияет на уровень производительности процесса.
Комбинация аргона и CO2 работает лучше всего и обеспечивает идеальную защиту при создании оптимальной среды. Правильный выбор защитного газа также важен. Так как он напрямую влияет на уровень производительности процесса.
Сварщики используют постоянный ток, чтобы установить идеальную комбинацию проводов и напряжений. Постоянный ток повышает уровень производительности.
Выполните эту процедуру заранее, чтобы вы знали, как отрегулировать температуру в конце процедуры. Понижение температуры в нужное время имеет решающее значение для обеспечения полного и своевременного охлаждения металла сварного шва для образования идеально гладкого сварного шва.
Используйте соответствующее защитное оборудование
Спасательное оборудование
При сварке с подачей проволоки убедитесь, что у вас есть соответствующее защитное оборудование. Сварка MIG представляет собой деликатный процесс. Поскольку в некоторых случаях он приводит к образованию вредных испарений. Также увеличиваются шансы радиационных ожогов и поражения электрическим током.
Чтобы защитить себя, вам понадобится:
- Огнестойкий комбинезон
- Защитные сапоги
- Кожаные рукавицы
- Сварочный шлем с подачей воздуха
Вы должны быть защищены от возможных пожаров через огнестойкий комбинезон. Электрическая дуга при сварке с подачей проволоки не всегда стабильна. Первоначально, когда вы пытаетесь проверить настройки напряжения и силы тока. Дуга может раскачиваться и подвергать сварщика опасности. В такой ситуации, если одежда сварщиков не является огнестойкой, они могут загореться.
Сварка MIG также выделяет много тепла, что может привести к серьезным ожогам. Огнестойкая одежда пригодится для защиты от тепла, выделяющегося во время процесса. Для дополнительной безопасности сварщик должен также носить кожаные рукавицы.
Кожаные рукавицы обеспечивают лучшую защиту по сравнению с перчатками. Они покрывают сварщика до локтя, что идеально подходит для такой опасной процедуры сварки. Все сварочные работы выделяют много тепла и могут привести к серьезным ожогам сварщика. Мы рекомендуем вам всегда использовать кожаные рукавицы вместо перчаток.
Защитные ботинки являются еще одним важным элементом защитного снаряжения. При сварке в вертикальном или верхнем положении небольшая капля металла может упасть на землю под действием силы тяжести. В таких ситуациях возможность попадания расплавленного металла на ноги сварщика представляет серьезную угрозу безопасности. Чтобы защитить себя, сварщики должны носить одобренные защитные ботинки.
Наконец, но самое главное, вам нужно надеть подходящий сварочный шлем. Сварочный шлем выполняет две основные функции.
- Защищает глаза
- Обеспечивает безопасную систему дыхания
Все виды дуговой сварки дают невероятно яркий свет. Близость дуги и сварщика делает его реальной угрозой безопасности. Взгляд на дугу невооруженным глазом может нанести непоправимый ущерб вашей сетчатке. Автоматическое затемнение шлет не только защищают глаза, но и делает процесс более легким для сварщика.
Помимо того, что в нем есть линза с автоматическим затемнением, шлем также должен иметь вентиляционную систему с подачей воздуха. Чтобы исключить возможность вдыхания токсичных паров сварщиком. Сварщик также должен знать свою зону дыхания и поддерживать разумное расстояние от заготовки.
При использовании вытяжного устройства убедитесь, что вы направили сопло в правильном направлении. Чтобы пары не попали вам в лицо. Вместо этого направьте вытяжку как можно дальше от зоны дыхания.
Перед началом процедуры сварки:
- Убедитесь, что вы знаете обо всех опасностях, связанных с процессом;
- Всегда проверяйте ваш шлем и другие средства индивидуальной защиты, чтобы убедиться, что он соответствует требованиям процедуры сварки;
- Разберитесь с оборудованием и убедитесь, что вы знаете, как оно работает;
- Установите оборудование для локальной вытяжной вентиляции и дыхания перед началом сварки;
- Обязательно передайте информацию своим коллегам.
Самое важное при сварке нержавейки или сварке алюминия, а также других металлов — это опыт и техника безопасности. С нашими услугами вы можете ознакомится на сайте. Каталог наших работ здесь. Если вы хотите обратится к профи, тогда звоните нам. Компания Welding Service с многолетним решит задачу любой сложности. Изготовление металлоконструкций любого объема в оговоренные сроки. Звоните! Рады каждому клиенту.
С нашими услугами вы можете ознакомится на сайте. Каталог наших работ здесь. Если вы хотите обратится к профи, тогда звоните нам. Компания Welding Service с многолетним решит задачу любой сложности. Изготовление металлоконструкций любого объема в оговоренные сроки. Звоните! Рады каждому клиенту.
Посмотреть Прайс
Контакты
Как сделать сварочный шов
Пространственные положения сварного шва при сварке
Без сварочного процесса в наши дни не создается ни одна более-менее сложная конструкция из металла. То, что сварка является очень востребованной говорит хотя бы тот факт, что по отношению к сварочным работам существует множество нормативных актов и положений, регламентирующих пространственное расположение сварочного стыка.
Методические рекомендации содержат подробную информацию о том, как должен располагаться электрод в пространстве при выполнении конкретного вида сварочных работ. Детальное описание необходимо, поскольку техника выполнения работ в различных пространственных положениях имеет очень важные отличия.
В зависимости от того, как расположен стык, выбираются определенные условия для наложения сварочного шва. Изменяется не только методология выполнения работ, но также и требования к качеству, внешнему виду, наличию тех или иных дефектов. Положение сварочного стыка оказывает огромное влияние на производительность специалиста. Это принимается во внимание при составлении технологической карты выполнения работ на объекте или определенном участке.
СОДЕРЖАНИЕ
- Обозначение
- Виды положений при сварке
- Нижнее положение
- Горизонтальное
- Вертикальное
- Потолочное
- Положение электрода
- Движение электрода
- Сваривание электродом
- Виды соединений
- Как подготавливаются кромки
Обозначение
Классификация сварочных швов подразумевает обозначение их пространственного положения. Каждый вид маркируется аббревиатурой, состоящей из цифр и букв. Они четко информируют о разновидности шва. Данные обозначения используются при составлении графических материалов, где указывается наличие сварных соединений, или при составлении иной документации. Каждый сварщик изучает значение каждой аббревиатуры и сдает экзамен по условным обозначениям пространственного положения шва. В дальнейшем это позволяет ему правильно читать чертежи и делать предварительные выводы перед началом выполнения работы.
Они четко информируют о разновидности шва. Данные обозначения используются при составлении графических материалов, где указывается наличие сварных соединений, или при составлении иной документации. Каждый сварщик изучает значение каждой аббревиатуры и сдает экзамен по условным обозначениям пространственного положения шва. В дальнейшем это позволяет ему правильно читать чертежи и делать предварительные выводы перед началом выполнения работы.
Буквенные обозначения присваиваются просто. Первая буква информирует о пространственном положении стыка. Учитывая тот факт, что самих положений не так уж и много, то расшифровка обозначений не составит труда. К примеру, буква «В» значит, что стык вертикальный, «П» — потолочный и так далее. Если перед большой буквой стоит маленькая, то она тоже несет определенную смысловую нагрузку. Например, меленькая «п» перед большой «П» будет означать, что шов «полу потолочный».
В аббревиатуре кодируется не только расположение стыка, но и другая основная информация: направление сварки, вид соединения.
Аббревиатура «Н45» значит, что положение сварочного шва при выполнении определенных работ на участке конструкции является переменным. Как пример такого варианта – соединение двух труб, оси которых по отношению одна к другой расположены под углом 45 градусов. При этом сварочные работы выполняются без вращения заготовок.
Сокращения, обозначающие положение электродов при сваривании:
- h2 (PA) — нижнее стыковое и в «лодочку»;
- Н2 (РВ) — нижнее тавровое;
- Г (PC) — горизонтальное;
- П1 (РЕ) — потолочное стыковое;
- П2 (PD) — потолочное тавровое;
- B1 (PF) — вертикальное снизу-вверх;
- В2 (PG) — вертикальное сверху вниз;
- Н45 (H-L045) — наклонное под углом 45°.

Электроды иностранных производителей поставляются с графической маркировкой, которая обозначает их предназначение для того или другого способа сварки. Направление указывают стрелки и прочитать информацию не составляет труда.
В маркировке присутствуют также литеры, которые информируют о виде свариваемых заготовок.
Благодаря использованию общепринятой маркировки процессов удалось систематизировать информацию о положении сварного шва в пространстве. Перед допуском к работе сварщиков экзаменуют, и в первую очередь на практике. Только после успешной сдачи практических испытаний, специалист сможет ответить на вопросы, которые вошли в теоретическую часть аттестации. Задачи могут отличаться в зависимости от того, в какой области будет работать испытуемый. Есть также и общие вопросы, знание которых обязательно для всех без исключения сварщиков. Маркировка пространственного расположения швов относится именно к такой категории знаний.
Виды положений при сварке
В пространстве стыки заготовок могут располагаться в четырех вариантах. Самый простой из них – горизонтальный: выполнение сварочных работ не создает проблем даже новичкам. Другой тип горизонтального шва – потолочный – наоборот, формировать труднее всего. Горизонтально направленный шов не обязательно должен размещаться внизу или наверху. Он может быть направленным горизонтально, но находиться при этом на вертикальной поверхности. Он классифицируется как вертикально расположенный. Каждый сварочный шов в зависимости от своего расположения отличается нюансами формовки. От этого зависит и положение электрода при выполнении работ.
Самый простой из них – горизонтальный: выполнение сварочных работ не создает проблем даже новичкам. Другой тип горизонтального шва – потолочный – наоборот, формировать труднее всего. Горизонтально направленный шов не обязательно должен размещаться внизу или наверху. Он может быть направленным горизонтально, но находиться при этом на вертикальной поверхности. Он классифицируется как вертикально расположенный. Каждый сварочный шов в зависимости от своего расположения отличается нюансами формовки. От этого зависит и положение электрода при выполнении работ.
Нижнее положение
Простое и наиболее желанное для любого сварщика расположение стыка. Такой вариант чаще всего встречается при соединении деталей небольшого размера и в большинстве своем выполняется на рабочем месте сварщика. В этом случае оптимальное расположение электрода – вертикальное. После обработки одной стороны деталь переворачивается и аналогичные манипуляции выполняются с другой.
На качество сварного соединения влияют множество факторов: толщина заготовок, расстояние между кромками, показатели тока. Метод относится к числу высокопроизводительных. Недостатком может служить высокая вероятность образования прожогов. В нижнем положении применяются два основных способа сваривания – стыковой и угловой.
Метод относится к числу высокопроизводительных. Недостатком может служить высокая вероятность образования прожогов. В нижнем положении применяются два основных способа сваривания – стыковой и угловой.
Научиться варить в нижнем положении проще всего. Новичкам, как правило, достаточно пары непродолжительных занятий, чтобы освоить азы и получить свой первый практический опыт. Исключением является только сваривание тонких листов. Чтобы освоить такую технику, потребуется длительный период тренировок.
Горизонтальное
На сленге специалистов – «горизонт». При таком расположении заготовки находятся в вертикальной плоскости, а сварной шов имеет горизонтальную направленность. Электрод располагается перпендикулярно по отношению к месту соединения. При выполнении работ не исключается вытекание расплава из сварочной ванны. Чтобы снизить вероятность такого негатива, следует выполнить подготовку кромок: подрезать их, чтобы создать дополнительное препятствие расплаву.
Вертикальное
Заготовки находятся в вертикальной плоскости, а соединительный стык между ними располагается также вертикально. Электрод при сваривании удерживается в горизонтальной плоскости перпендикулярно по отношению к рабочей поверхности. Проблема вытекания жидкого металла из сварочной ванны, как и в предыдущем случае, сохраняется.
Электрод при сваривании удерживается в горизонтальной плоскости перпендикулярно по отношению к рабочей поверхности. Проблема вытекания жидкого металла из сварочной ванны, как и в предыдущем случае, сохраняется.
Поэтому работы выполняются только по короткой дуге. Это будет препятствовать попаданию расплава в кратер воронки. Помимо этого, рекомендуется выбирать расходные материалы со специальным покрытием, увеличивающим вязкость жидкого содержимого. Благодаря этому, стекание расплава вниз заметно уменьшается.
В большинстве своем сварщики в этом случае отдают предпочтение перемещению электрода по направлению снизу-вверх. Тогда расплавленный металл при движении образует ступеньку, которая является хорошим препятствием для его дальнейшего перемещения. Минус такого метода – большие затраты времени. Производительность заметно увеличивается, если электрод перемещать в обратном направлении – сверху-вниз. Но тогда снижается качество сварного стыка.
Чтобы освоить технику формировки вертикального сварочного шва, потребуется длительный период времени на тренировки. Работать с толстыми заготовками научиться проще, а соединять тонкие могут далеко не все специалисты. Как показывает практика, лучшее качество работ получается при сваривании толстого металла по направлению снизу-вверх, а тонкого сверху-вниз.
Работать с толстыми заготовками научиться проще, а соединять тонкие могут далеко не все специалисты. Как показывает практика, лучшее качество работ получается при сваривании толстого металла по направлению снизу-вверх, а тонкого сверху-вниз.
Потолочное
Это разновидность горизонтального шва, который просто размещен в неудобном для выполнения работ месте. Специалист вынужден длительное время пребывать в неудобном положении: с поднятой вверх головой и вытянутой рукой. Качество в большой степени зависит от опыта выполнения подобного рода работ. Со временем у сварщиков вырабатываются навыки и даже свои приемы, которые позволяют облегчить работу. В любом случае приходится делать перерывы, чтобы отдохнуть и восстановить силы.
При выполнении сварочных работ заготовки располагаются горизонтально, а расходник – вертикально. Шов находится в нижней части кромок соединяемых деталей. Основная причина получения результата низкого качества заключается в том, что расплав стекает вниз, но не в сварочную ванну.
Чтобы минимизировать негативное влияние этого эффекта, следует применять короткую дугу и сваривать при небольшом напряжении. Лучше выбирать электроды небольшого диаметра с тугоплавким покрытием. Тогда капли расплава будут удерживаться на месте за счет поверхностного натяжения. Такой вид сварки нежелателен в случаях, когда приходится соединять детали малой толщины.
Умение «ложить потолок» позволяет сварщику претендовать на повышения разряда. Для новичков данная техника не только недоступна, но и даже опасна. Без навыков работы и хорошей защиты расплавленные капли могут попадать на тело и даже в глаза.
Положение электрода
При выполнении сварочных работ большое внимание уделяется углу расположения электрода по отношению к рабочей поверхности. Правильный наклон расходника способствует облегчению контроля над процессом сварки, что позволяет своевременно вносить коррективы и в итоге получить хороший результат. Данные по оптимальному углу наклона электрода в чертежах не обозначаются, а выбираются сварщиком индивидуально.
Данные по оптимальному углу наклона электрода в чертежах не обозначаются, а выбираются сварщиком индивидуально.
Существует три основных вид положения электродов:
- Углом вперед. Оптимальный вариант для наложения шва в труднодоступных местах. Помимо достоинств ему присущи и недостатки. Шлак и жидкий металл все время находятся на пути перемещения электрода, что мешает сварочному процессу. Иногда дуга гаснет, а то и вовсе начинает «блуждать». Возможно образование пропусков, что сильно понижает качество шва.
- Углом назад. Часто используется при соединении угловых стыков. Желательно угол наклона электрода выдерживать, как и в предыдущем случае, в коридоре 30-60 градусов. В процессе работы сварочная дуга вытесняет из ванночки жидкий металл и шлак. Оголенные участки быстро кристаллизируются.
- Прямой угол. Благодаря тому, что электрод расположен перпендикулярно к заготовкам, можно контролировать перемещение шлака. В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
 В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Движение электрода
При ручной дуговой сварке используется колебательное перемещение электрода. Траектория подбирается в зависимости от толщины заготовок и типа соединения. Перемещая электрод «по прямой», то есть вдоль стыка, сварщик получит так называемый «ниточный» валик. Его толщина зависит от диаметра электрода и скорости движения. Когда требуется получение валика большей толщины, нежели диаметр электрода, то выполняется поперечное возвратно-поступательные движение электрода.
Амплитуда колебаний определяется материалом заготовок и размером шва. При этом конец электрода может описывать различные фигурки. Например, «елочка», «треугольник», «лестница» или другие. Как правило, они определяются специалистом еще до начала сварочного процесса. Благодаря большому количеству техник, можно выбрать наиболее подходящий вариант для конкретного случая с тем, чтобы получить шов высокого качества.
Вне зависимости от пространственного положения перед началом сваривания, требуется предварительная подготовка поверхности. Рабочую поверхность необходимо очистить от загрязнений, краски, окалины и т.п. Сначала заготовки прихватывают – скрепляют между собой при помощи пары-тройки точечных прихватов. Это нужно для того, чтобы обездвижить заготовки одна относительно другой. важно, чтобы величина зазора все время оставалась постоянной. При сваривании тонких листовых материалов расстояние между заготовками не должно превышать 5 миллиметров. При работе с толстыми полками этот показатель можно увеличивать до 30 мм включительно.
Сваривание электродом
Когда речь идет о сваривании металлических заготовок электродом, то по умолчанию подразумевается ручная дуговая сварка. Невзирая на тот факт, что стали доступными многие более современные технологии, этот сварки остается самым простым, сравнительно недорогим и распространенным. Улучшить качество сварного шва можно с помощью разного рода флюсов.
Применяется ручная дуговая сварка в разных сферах, начиная от бытовых потребностей и заканчивая большими промышленными площадками. Особенно хорошо технология зарекомендовала себя в работе с углеродистыми материалами. Наиболее технологичным на сегодняшний день является применение инверторов.
Виды соединений
Соединения делятся на несколько типов. Принято различать стыковые и угловые сварные швы. Стыковые представляют собой соединение двух элементов, которые прижимаются торцами. Оно широко используется в изготовлении разнообразных конструкций. К преимуществам метода относится высокая производительность, небольшой расход материалов. при соблюдении всех требований получается прочное и эстетичное сварное соединение. Предварительная подготовка стыкуемых кромок обязательна.
при соблюдении всех требований получается прочное и эстетичное сварное соединение. Предварительная подготовка стыкуемых кромок обязательна.
Стыковой метод сваривания используется при соединении заготовок из листового материала, труб и проката. Угловое соединение подразумевает, что элементы расположены под углом по отношению друг к другу. В месте контакта сторон сварщик формирует шов. Угол может быть разным и полностью зависит от особенностей конструкции.
При тавровом соединении торцевая часть одной заготовки приваривается к плоской поверхности другой. в большинстве случаев угол соединения составляет 90 градусов. Важным условием для получения хорошего результата является правильная подготовка торцевого элемента. Он должен быть ровно обрезан и зачищен. Выполняется предварительная подготовка кромок, что обеспечит хорошее смыкание заготовок.
Если стенки толстые, то фаску снимают с двух сторон для обеспечения хорошего провара. Лучше всего тавровое соединение получается тогда, когда детали установлены «в лодочку». В процессе работы электрод можно ставить вертикально. Если стенки деталей уж слишком толстые и хорошо проварить их за один проход не получается, то допускается многопроходное соединение.
В процессе работы электрод можно ставить вертикально. Если стенки деталей уж слишком толстые и хорошо проварить их за один проход не получается, то допускается многопроходное соединение.
Соединение внахлест – это когда элементы расположены параллельно по отношению друг к другу, но не впритык, а поверхность одной находит на другую. Это оптимальный способ соединение для контактной и точечной сварки. Нет необходимости предварительно разделывать кромки, поскольку они не участвуют в соединении заготовок. Существуют ограничения по толщине заготовок: стенки не должны быть больше 1 см.
По форме существует три вида соединений:
- Нормальное. Результат обеспечивается за счет длинной дуги. Такие сопряжение отлично выдерживают динамические нагрузки. Это обусловлено тем, что между основным материалом и дорожкой нет перепада.
- Выпуклые. Еще их принято называть усиленными. Такая форма обеспечивается только при короткой дуге. Шов обладает несколько меньшей шириной, а «свободный» объем уходит на формирование его высоты. Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов.
- Вогнутые. Известны еще и как ослабленные. Корень выглядит вогнутым и имеет форму канавки. Образуется в результате нарушений технологического процесса или при плохой подготовке свариваемых кромок. Находит применение при соединении тонких материалов.
 Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов.
Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов.Помимо выше перечисленных сварные соединения имеют и другую классификацию:
- Односторонняя сварка. В этом случае соединение выполняется только с одной стороны без поворота и сварки с противоположной. В документации и на графических материалах обозначается аббревиатурой ос (ss). Первые литеры информируют о названии сварки на русском языке, а обозначение в скобках является международным.
- Двухсторонняя. Сварочные швы наложены с обеих сторон стыка. Условное обозначение – дс (bs).
- Соединение заготовок, выполненное на подкладке (съемной или нет) маркируется аббревиатурой сп (mb). Обозначение кириллицей расшифровывается как «с подкладкой».
- Сваривание на весу, другими словами, выполненное без подкладок: бп (nb). Как пример, ос бп будет значить, что одностороннее сварное соединение выполняется без применения подкладки.
- С зачисткой стыка. Когда корень соединения предварительно зачищается, то такой вид сварки маркируется буквами зк (gg). Соответственно, без зачистки – бз (ng).
 Обозначение кириллицей расшифровывается как «с подкладкой».
Обозначение кириллицей расшифровывается как «с подкладкой».Предусмотрено и еще одно разделение сварных швов. Осуществляется оно по конфигурации. В зависимости от типа исполнения они бывают прямолинейными, спиральными (кольцевидными) или криволинейными. Любая из конфигураций может использовать вне зависимости от пространственного расположения стыка. В зависимости от метода наложения швы могут быть сплошными или прерывистыми.
Как подготавливаются кромки
Получить качественное сварное соединение без предварительной подготовки удается крайне редко. Независимо от того. Как и где расположен стык, нужно подготовить его к сварочному процессу.
Как и где расположен стык, нужно подготовить его к сварочному процессу.
Подготовку к сварке заготовок можно разделить на такие этапы:
- правка кромок;
- разметка;
- резка заготовок;
- зачистка стыков;
- прогрев перед сваркой;
- обработка и зачистка кромок.
Правка нужна не всегда. Она необходима только в том случае, когда перед выполнением сварочных работ выясняется, что заготовки не стыкуются надлежащим образом в местах сваривания. В зависимости от сложности деформации правка может выполняться как на холодную, так и с прогревом деталей. Допускается как ручная, так и механическая обработка. Если не удается выправить деформацию с помощью молотков, кувалд, ручных прессов либо иных приспособлений, можно прибегнуть к использованию пневматического или электрического движителя.
Разметка нужна для того, чтобы обозначить нужные для работы участки, а лишнее обрезать. Ручная разметка выполняется при помощи линейки и штангенциркуля. Если требуется выполнить разметку на партии однотипных деталей, то применяется шаблон. Для получения нужного размера применяется резка металла. Она может быть термической или механической и выполняется по ранее размеченным участкам.
Если требуется выполнить разметку на партии однотипных деталей, то применяется шаблон. Для получения нужного размера применяется резка металла. Она может быть термической или механической и выполняется по ранее размеченным участкам.
Важным этапом в процессе подготовки деталей к свариванию является зачистка кромок. Поверхность следует освободить от окалины, масла или жиров, краски и прочих загрязнений. Помимо механических способов зачистки допускается применение и химических методов. В этом случае заготовки опускаются в емкость, наполненную реагентом.
После зачистки иногда требуется изменить геометрическую форму кромок. Если работы ведутся с тонкими листовыми металлами, то нужны плоские кромки. Для толстых заготовок кромки сводятся в форме латинской буквы «V» или «X». Особенно важно правильно подготовить кромки при сваривании трубопроводов. При правильном скосе в этом случае снимается напряжение при эксплуатации.
Швы сварки виды и основные классификационные признаки
Сварное соединение – это участок конструкции, отдельные элементы которой соединены при помощи сварки. Оно состоит из одного или нескольких сварных швов, прилегающих к ним зон основного металла, называемых зонами термического влияния, а также примыкающих участков основного металла, не претерпевшего структурных изменений в результате сварки.
Оно состоит из одного или нескольких сварных швов, прилегающих к ним зон основного металла, называемых зонами термического влияния, а также примыкающих участков основного металла, не претерпевшего структурных изменений в результате сварки.
- Виды соединения сварных швов
- Прочие классификационные признаки сварных швов
- Геометрия сварных швов
Сварным швом называют закристаллизовавшийся металл, который во время сварки находился в расплавленном виде. Швы определяют геометрическую форму, прочность и сплошность металла в зоне сварки. На свойства сварного соединения влияют характеристики металла сварного шва, зон термического влияния и примыкающих к ним участков основного металла.
Виды соединения сварных швов
По типу соединения сварные швы подразделяют на следующие группы:
- Стыковые швы используют для получения стыковых соединений. Выполняют их, как правило, непрерывными. Отличительным признаком стыковых швов является форма разделки кромок свариваемых деталей в поперечном сечении. Разделка кромок позволяет подготовить место осуществления сварки, обеспечивая эффективный доступ дуги и полное проплавление кромок на всю толщину. Различают следующие виды швов – одно- и двухсторонние без разделки кромок, с одно- или двухсторонней разделкой одной из кромок, с односторонней разделкой обеих кромок, с разделкой «V» или «X»-образной формы, с двухсторонней разделкой обеих кромок. Разделку образуют либо прямыми линиями, либо применяют U-образную разделку.
- Угловые швы используют для получения тавровых, крестовых, угловых, нахлёсточных соединений. Различают их по форме подготовки кромок и по сплошности шва по длине. По форме поперечного сечения угловые сварные швы разделяют на следующие виды – без разделки кромок, с одно- или двухсторонней разделкой кромок. По протяжённости угловые швы выполняют непрерывными, прерывистыми, с шахматным или цепным расположением швов.
- Разновидностями выше названных типов сварных швов являются пробочные и прорезные, выполняемые в нахлёсточных соединениях, редко – в тавровых. Прорезной образуется при полном проплавлении верхнего листа, а иногда и последующих, и при частичном проплавлении нижнего элемента (листа или детали). Пробочный (или точечный), при дуговой сварке его называют электрозаклёпкой, является частным случаем прорезного шва. При приварке толстых листов прорезные швы могут выполняться по заранее подготовленным отверстиям (для пробочной сварки) или прорезям (для непрерывных швов).
 Разделка кромок позволяет подготовить место осуществления сварки, обеспечивая эффективный доступ дуги и полное проплавление кромок на всю толщину. Различают следующие виды швов – одно- и двухсторонние без разделки кромок, с одно- или двухсторонней разделкой одной из кромок, с односторонней разделкой обеих кромок, с разделкой «V» или «X»-образной формы, с двухсторонней разделкой обеих кромок. Разделку образуют либо прямыми линиями, либо применяют U-образную разделку.
Разделка кромок позволяет подготовить место осуществления сварки, обеспечивая эффективный доступ дуги и полное проплавление кромок на всю толщину. Различают следующие виды швов – одно- и двухсторонние без разделки кромок, с одно- или двухсторонней разделкой одной из кромок, с односторонней разделкой обеих кромок, с разделкой «V» или «X»-образной формы, с двухсторонней разделкой обеих кромок. Разделку образуют либо прямыми линиями, либо применяют U-образную разделку. Прорезной образуется при полном проплавлении верхнего листа, а иногда и последующих, и при частичном проплавлении нижнего элемента (листа или детали). Пробочный (или точечный), при дуговой сварке его называют электрозаклёпкой, является частным случаем прорезного шва. При приварке толстых листов прорезные швы могут выполняться по заранее подготовленным отверстиям (для пробочной сварки) или прорезям (для непрерывных швов).
Прорезной образуется при полном проплавлении верхнего листа, а иногда и последующих, и при частичном проплавлении нижнего элемента (листа или детали). Пробочный (или точечный), при дуговой сварке его называют электрозаклёпкой, является частным случаем прорезного шва. При приварке толстых листов прорезные швы могут выполняться по заранее подготовленным отверстиям (для пробочной сварки) или прорезям (для непрерывных швов).Виды сварочных швов по положению в пространстве
По расположению в пространстве бывают: нижними, горизонтальными, вертикальными и потолочными.
- Сварка в нижнем положении осуществляется на расположенной внизу горизонтальной поверхности. Это наиболее технологически простой по своему выполнению способ. Благоприятные условия для получения высококачественных швов объясняются тем, что расплавленный металл попадает в сварочную ванну в направлении силы тяжести, а сама ванна располагается в горизонтальном положении. Кроме того, это положение наиболее удобно для рабочего и для выполнения процесса, и для наблюдения за ним. Угловые швы в нахлёсточных соединениях, имеющие катет до 10 мм, в нижнем положении выполняют в один слой электродами диаметром менее 5 мм без совершения поперечных колебаний. Угловые швы в тавровых соединениях, катет которых превышает 10 мм, выполняют одним слоем поперечными движениями треугольником, задерживаясь в корне шва.
- Сварка горизонтальных швов осуществляется горизонтально на вертикальной плоскости. Этот процесс представляет некоторую сложность из-за стекания металла на нижнюю кромку. В результате этого по верхней кромке может образоваться подрез. Сварка угловых швов в нахлёсточных соединениях, произведенная в горизонтальном положении, не представляет затруднений. По технике выполнения она напоминает сварку в нижнем положении и зависит от того, какой катет шва необходимо получить.
- Сварка вертикальных швов производится на вертикальной поверхности способами «снизу вверх» или «сверху вниз». При сварке на подъём расположенный снизу металл удерживает металл, стекающий сверху. Но вид шва при этом – грубо чешуйчатый. При сварке на спуск получение качественного провара значительно затруднено.
- Сварка потолочных швов предусматривает осуществление соединения элементов на потолке и является наиболее сложной в исполнении. При сварке потолочных швов затруднено выделение газов и шлаков из металла сварочной ванны. Свойства сварного шва в этом случае ниже аналогичных характеристик, выполненных в других пространственных положениях.
 Угловые швы в нахлёсточных соединениях, имеющие катет до 10 мм, в нижнем положении выполняют в один слой электродами диаметром менее 5 мм без совершения поперечных колебаний. Угловые швы в тавровых соединениях, катет которых превышает 10 мм, выполняют одним слоем поперечными движениями треугольником, задерживаясь в корне шва.
Угловые швы в нахлёсточных соединениях, имеющие катет до 10 мм, в нижнем положении выполняют в один слой электродами диаметром менее 5 мм без совершения поперечных колебаний. Угловые швы в тавровых соединениях, катет которых превышает 10 мм, выполняют одним слоем поперечными движениями треугольником, задерживаясь в корне шва.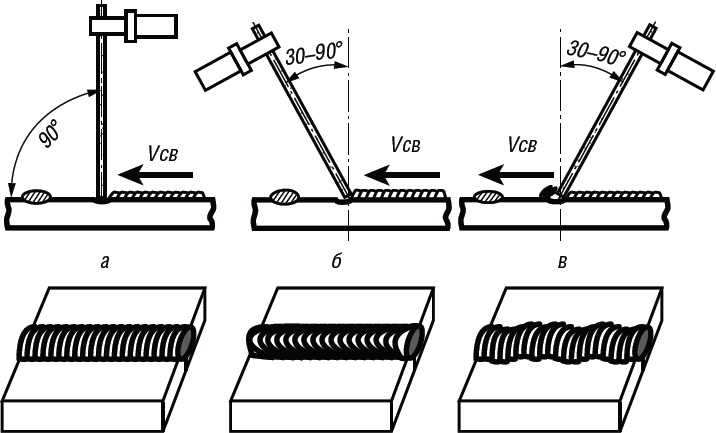 Но вид шва при этом – грубо чешуйчатый. При сварке на спуск получение качественного провара значительно затруднено.
Но вид шва при этом – грубо чешуйчатый. При сварке на спуск получение качественного провара значительно затруднено.к меню ↑
Прочие классификационные признаки сварных швов
По конфигурации различают следующие виды сварных швов: продольные – прямолинейные и криволинейные, кольцевые.
- Сварка продольных швов на заготовках значительной протяжённости требует тщательной подготовки металла, предназначенного для сварки. Поверхность заготовок не должна быть волнистой, заусенцы кромок необходимо зачистить. Сварка продольных швов осуществляется при обязательной зачистке кромок от ржавчины, грязи и других загрязнений, а также удалении влаги с их поверхности.
- Сварка кольцевых швов, особенно при малых диаметрах изделия, требует корректировки сварочного режима, применяемого для продольных швов металла такой же толщины. В случаях малых диаметров качественное формирование шва достигается снижением сварочного тока.

По форме наружной поверхности сварные швы бывают выпуклыми, вогнутыми и плоскими. Плоские и вогнутые швы хорошо работают при динамических нагрузках благодаря отсутствию ощутимого перехода от шва к основному металлу.
По условиям работы сварные швы разделяют на рабочие, непосредственно воспринимающие нагрузки, и соединительные, предназначенные для скрепления частей детали или конструкции.
к меню ↑
Геометрия сварных швов
К общим геометрическим параметрам, характеризующим сварные швы, относят: ширину, вогнутость, выпуклость, корень шва.
- Шириной называют расстояние между визуально различимыми линиями сплавления шва.
- Вогнутость измеряется расстоянием между плоскостью, проходящей по видимым линиям границ шва и основного металла, и поверхностью, расположенной в месте максимальной вогнутости. Вогнутый корень стыковых швов считается дефектом обратной стороны, им могут обладать односторонние швы.
- Выпуклость шва определяется расстоянием межу плоскостью, которая проходит по видимым линиям границ основного металла и шва, и поверхностью шва в месте максимальной выпуклости.
- Корень – это часть шва, максимально удалённая от лицевой поверхности, которая по существу является его обратной стороной.
Угловые швы характеризуют следующие размерные параметры: катет, толщина, расчётная высота.
- Катет угловых швов – кратчайшее расстояние от поверхности первого свариваемого элемента до границы сварного шва на поверхности второго элемента. Катет является параметром режима, который необходимо соблюдать во время сварки. В угловых соединениях для сварки изделий одинаковой толщины катет шва может быть задан толщиной кромок. Для угловых и тавровых соединений катет принимают равным толщине материалов, а при тавровом соединении изделий разной толщины его приравнивают к толщине более тонкого элемента. Катет должен иметь достаточные размеры для обеспечения прочности соединения, но слишком большая его величина может вызвать сварочные деформации.
- Толщиной углового шва называют максимальное расстояние от его поверхности до точки наибольшего проплавления основного металла.
- Величину расчётной высоты используют для оценки прочности сварного соединения.
 В угловых соединениях для сварки изделий одинаковой толщины катет шва может быть задан толщиной кромок. Для угловых и тавровых соединений катет принимают равным толщине материалов, а при тавровом соединении изделий разной толщины его приравнивают к толщине более тонкого элемента. Катет должен иметь достаточные размеры для обеспечения прочности соединения, но слишком большая его величина может вызвать сварочные деформации.
В угловых соединениях для сварки изделий одинаковой толщины катет шва может быть задан толщиной кромок. Для угловых и тавровых соединений катет принимают равным толщине материалов, а при тавровом соединении изделий разной толщины его приравнивают к толщине более тонкого элемента. Катет должен иметь достаточные размеры для обеспечения прочности соединения, но слишком большая его величина может вызвать сварочные деформации.Для угловых швов вогнутая форма поверхности с плавным переходом к основному металлу считается благоприятной. Это связано с тем, что в угловых швах тяжело проварить корень на полную толщину, особенно при проведении сварки наклонным электродом.
В процессе контроля качества реальных изделий катет и толщину измеряют с помощью различных шаблонов.
На качественные показатели сварных соединений оказывает влияние множество факторов, которые необходимо учитывать при выборе типа соединения для получения требуемых эксплуатационных характеристик свариваемых деталей и конструкций.
Похожие статьи
- Сварка в различных положениях: правильный выбор угла наклона сварочного электрода
- Сварка труб под давлением — сложно ли это на практике?
- Сварочные швы: виды соединений
- Сварка швеллеров без потери прочности соединения
Как правильно сварить шов электросваркой уроки. Потолочный шов
Для того чтобы ответить на вопрос, как варить потолочный шов электросваркой, необходимо иметь представление о том, что такое потолочный шов, его особенности и способы варения.
Схема сварки потолочного шва.
Далее можно получить всю необходимую информацию о том, как выполнять этот вид работ.
Некоторые характеристики
Потолочный шов самый сложный в исполнении.

Это легко объяснить. Ведь во время процесса сварки металл, достигший температуры плавления, может подтекать.
Опытный мастер сварочных работ должен обладать навыками варения этого вида шва.
Его редко применяют в промышленной сфере. Но что касается ремонта и монтажа трубопровода или судостроительного производства, то там этот вид шва очень востребован.
Необходимо соблюдать технику безопасности при работе с расплавленным металлом. Им можно обжечь открытые участки тела, например, лицо или руки.
У наложения потолочного шва при помощи сварки есть ряд особенностей:
Виды сварных соединений: а, б – стыковое, в – стыковое отбортовочное, г – нахлесточное, д – угловое, е – тавровое, ж – прорезное, з – торцевое, и – нахлесточное с проплавлением.
- сварочная ванна должна быть самого маленького размера;
- при наложении шва металл удерживается на потолке благодаря силе притяжения по отношению к поверхности;
- чтобы избежать растекания металла, шов накладывают таким образом, чтобы электрод был отведен в сторону;
- размер электрода около 0,4 см;
- изготавливаемые валики должны быть меньше электрода в 2 раза;
- электроды должны быть сухими, чтобы избежать выделения газов, которые повреждают швы;
- варить следует в свою сторону, благодаря этому можно подобрать оптимальный темп работы, и это позволит вам отслеживать процесс до мелочей;
- для придания шву наибольшей прочности все края деталей следует тщательно обработать и со сваренных валиков удалить загрязнения.

Для сварки деталей толщиной около 1 см работу выполняют в несколько этапов:
- Используют электрод диаметром 0,3 см.
- Последующую сварку выполняют электродом в 0,4 см.
Сварка углового шва — как сделать правильный сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
 youtube.com/embed/1C0BxpKY7hY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/1C0BxpKY7hY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Варианты рабочего процесса
Сварка потолочного шва бывает нескольких видов.
Дуговая электросварка: а – способ Бернадоса; б – способ Славянова; в – способ подвога дуги извне; 1 – электроды; 2 – дуга; 3 – электромагнит; 4,5 – присадочный пруток.
- Сварка полумесяцем. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Профессионал, выполняющий этот вид работ, делает зигзагообразные движения. Они же напоминают изображение полумесяца. Этот метод осуществляется в несколько подходов. Он достаточно легкий. С ним может справиться даже непрофессионал. Главное — постоянно контролировать скорость сварки, иначе можно испортить шов. Чтобы избежать подтекания металла, не стоит вываривать валики с большой шириной.
- Обратно-поступательный. Этот вид сварки также выполняется не за один подход. Сначала варят корневой шов с использованием электрода 0,3 см, уровень подачи тока не должен быть выше среднего.
- Лесенка. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Этот способ отличается от других тем, что электрод следует отводить в сторону, чтобы избежать растекания расплавленного металла. Когда он застывает, электрод возвращают на место и продолжают сварку. При этом способе шов становится длиннее. Несмотря на трудность и сложность выполнения, конечный результат работ самый высокий по показателям прочности и надежности.
 Они же напоминают изображение полумесяца. Этот метод осуществляется в несколько подходов. Он достаточно легкий. С ним может справиться даже непрофессионал. Главное — постоянно контролировать скорость сварки, иначе можно испортить шов. Чтобы избежать подтекания металла, не стоит вываривать валики с большой шириной.
Они же напоминают изображение полумесяца. Этот метод осуществляется в несколько подходов. Он достаточно легкий. С ним может справиться даже непрофессионал. Главное — постоянно контролировать скорость сварки, иначе можно испортить шов. Чтобы избежать подтекания металла, не стоит вываривать валики с большой шириной.
Как правильно делать сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Рассмотрим каждый по отдельности.
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую -вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина -больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка -начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов -видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (жмите на кнопки ниже):
Как варить правильно электросваркой
В этом уроке мы расскажем вам, как правильно пользоваться сварочным аппаратом и варить электросваркой. На самом деле в этом нет абсолютно ничего сложно, как может показаться на первый взгляд, а следуя нашим четким советами и рекомендациям вы быстро овладеете этим не хитрым занятием.
Итак, первым делом давайте узнаем с чем же нам придется иметь дело и какие виды сварочных аппаратов бывают.
Исходя из самого названия можно легко догадаться, что служит он для преобразования переменного тока электросети в постоянный сварочный ток. Состоит данное устройство из двух основных частей: выпрямительного блока и трансформатора. Основными преимуществами является то что они имеют более высокий коэффициент полезного действия, а так же обладают хорошими энергетическими показателями
Состоит данное устройство из двух основных частей: выпрямительного блока и трансформатора. Основными преимуществами является то что они имеют более высокий коэффициент полезного действия, а так же обладают хорошими энергетическими показателями
С помощью этого устройства переменный ток от сети с помощью специальных транзисторов опять же преобразуется в постоянный, его основным достоинством является не большой вес и возможность регулировки тока.
Вводный видео урок о том как варить электродом
Важно заметить. что если аппарат подключается к бытовой электросети, то во избежании возникновения короткого замыкания и перегрева электропроводки, необходимо знать её основные параметры и характеристики. Перед выполнением работ в частном, загородном доме или квартире проверьте работоспособность всех электроавтоматов и лишь после этого приступайте к сварке.
Только выполнение этих простых правил убережет вас от повторной прокладки проводки в квартире своими руками
Вещи необходимые сварщику
- Маска которая поможет уберечь глаза от яркого свечения.
- Замшевые перчатки
- Щётка и молоток для отбивки шлака
- Сварочный аппарат
- Электроды
- Одежда с длинными рукавами для защиты от искр.

Что бы научиться правильно варить электросваркой нужна в первую очередь постоянная практика, мы уверены что, практикуясь для начала на не сложных поверхностях с каждым разом у вас будет получаться все лучше и лучше.
Итак, выполняя правильные электросварочные работы первым делом позаботьтесь о технике безопасности, приготовьте маску и наденьте перчатки. Участок метала где будет производиться сварка необходимо хорошо зачистить наждачкой или шкуркой по металлу, делается это для того что бы удалить грязь и ржавчину, при таком подходе не возникнет проблем с розжигом дуги, а сварочный шов будет получаться ровным и красивым.
Основные этапы выполнения электросварочных работ
В комплекте со сварочным аппаратом всегда идут два специальных провода на одном из конце каждого находиться стальной зажим, первый провод предназначен для закрепления в нем электрода, а второй (масса) необходимо закреплять к рабочей детали с которой будет происходить сварка. Порядок выполнения работ:
Порядок выполнения работ:
- Заранее приготовленный электрод устанавливаем в держатель.
- Второй провод с зажимом закрепляем непосредственно на детали где будет производиться сварка.
- Легким постукиванием электродом по металлу зажигаем электрическую дугу.
- Медленно и аккуратно ведем электродом по месту стыка металлов, при этом совершая возвратно поступательные движения.
- После сварки не большого участка останавливаемся, смотрим и оцениваем проделанную работу.
- При необходимости удаляем образовавшийся шлак при помощи молотка или щетки.
- Если все в порядке, продолжаем выполнять те же самые действия.
В конечном итоге у вас должен получиться шов. И пускай в первый раз он будет не таким красивым и ровным как хотелось бы, постоянно выполняя сварочные работы вы приловчитесь, наберетесь опыта и окончательно освоите это не хитрое ремесло.
 youtube.com/embed/_9i1u5ihIHI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/_9i1u5ihIHI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Особенности процесса варки потолочного шва
Потолочные швы подразделяются на:
Классификация сварных швов: а – по расположению относительно действующего усилия, б – по положению в пространстве, в – по усилению, г – по ширине, д – по количеству слоев, е – по длине.
- переходящие в вертикальные;
- сплошные;
- нижние.
Техника безопасности при варке потолочных швов:
- работы должны проводиться в сухом помещении или в закрытом пространстве. Не допускается выполнения сварочных работ на открытом воздухе во время грозы или снегопада;
- на тело следует надеть специализированную одежду с верхним защитным покрытием;
- используйте маску;
- отключите неиспользуемое оборудование от электросети;
- проведите работы по изоляции проводов.

Технология исполнения сварных швов
После сваривания металлических деталей на них остается сварной рубец. Получается он в процессе застывания металла, расплавленного электрической дугой.
Также рекомендуем прочитать:
Принцип работы и проверка симистора мультиметром на исправность Самоделки из бензопил «Урал» и «Дружба» Как сделать подставку для паяльника своими руками Как выбрать сварочные электроды для инвертора: электросварка
Сварщику приходится делать различные швы в зависимости от их расположения на металлической конструкции: вертикальные и горизонтальные. Рубцы к тому же могут различаться по расположению в пространстве. Они могут быть:
Рубцы к тому же могут различаться по расположению в пространстве. Они могут быть:
- Верхними.
- Нижними.
- Боковыми.
При изучении сварочной технологии лучше начинать работы с укладки сварного шва в нижней горизонтальной плоскости. Как показывает практика, в этих условиях достаточно легко контролировать расплавленный металл.
Сварить качественные швы в верхнем и боковом пространстве получится только после изучения техники сварочных работ и приобретения соответствующего практического опыта.
Как приобрести «правильное» оборудование
Для тех, кто мечтает стать профессионалом в сфере выполнения сварочных работ, покупка профессионального оборудования — важный и неотъемлемый этап. Современный рынок сварочных аппаратов предлагает потенциальным покупателям большой выбор аппаратуры. Можно его собрать самостоятельно. Но есть предметы, которые в любом случае следует приобрести:
Современный рынок сварочных аппаратов предлагает потенциальным покупателям большой выбор аппаратуры. Можно его собрать самостоятельно. Но есть предметы, которые в любом случае следует приобрести:
- Трансформатор. Этот прибор преобразовывает ток бытового типа в тот, который требуется аппарату для работы. При покупке трансформатора не стоит экономить, так как они быстро выходят из строя и достаточно тяжелые.
- Инвертор. Этот прибор также преобразовывает ток из бытового в электрический. Но у него отличные технические свойства и повышенная производимость.
Также применяется и выпрямитель. В отличие от трансформатора, этот прибор гарантирует более стабильную подачу преобразованного электричества, что влияет на качество создаваемого шва.
Вертикальная сварка электродом
Многие новички часто задаются вопросом при изучении сварочной технологии о том, как правильно варить вертикальный шов электросваркой. На самом деле вся сложность этой техники заключается в силе тяжести. Она оказывает непосредственное воздействие на массу расплавленного металла, который, пребывая в жидком виде, устремляется вниз.
Она оказывает непосредственное воздействие на массу расплавленного металла, который, пребывая в жидком виде, устремляется вниз.
Для качественного осуществления работ сварщик должен удержать расплавленный металл на месте сваривания. Получить качественный вертикальный рубец можно, если держать стабильно горящую электрическую дугу на минимально допустимом расстоянии от конца электрода до сварочной ванны.
Технология сваривания снизу вверх
Для обеспечения полного контроля над качеством проводимых работ вертикальный рубец часто проваривают с использованием техники снизу вверх. При движении электрода снизу вверх электрическая дуга стабильно удерживает ванну с расплавом и не дает металлу растекаться. Благодаря этой технологии удается получить качественный вертикальный шов.
Чтобы обеспечить качественное сваривание металлической конструкции, перед работой подготавливают границы стыка и сварочный аппарат с расходными материалами. Границы стыка обрабатывают с учетом технических требований.
Для устранения смещения границ свариваемых поверхностей в процессе нагревания необходимо осуществить сварку коротким швом, то есть сделать несколько точечных прихваток в 1−2 см.
При выполнении вертикального стыка следует располагать электрод относительно свариваемой плоскости под углом в 45−90°. Для проведения работ по технологии сварщик должен выполнять действия по инструкции:
- Зажигать дугу контактом электрода о металл.
- Осуществлять сварку коротким швом от середины к краям по линии стыка в 3−4 местах.
- Начинать сварочные работы с нижней точки линии стыка.
- Направлять движение электрода снизу вверх, удерживая в рабочей зоне сварочную ванну.

Правила работы
Как и другие виды сварочных работ, горизонтальные швы нужно производить с внимательностью. Вы не должны забывать о правилах техники безопасности, чтобы оградить себя от травм.
Выберите специальную одежду, которая изготовлена из огнеупорных материалов. Обувь возьмите прочную, а голову покройте грубой каской. Не забывайте и о защите рук: на них всегда должны быть рабочие перчатки.
Защитная маска на лице – ещё один атрибут сварщика. Перед началом всех работ проверяйте свой аппарат на исправность и корректность. Кабели должны быть изолированы и отвечать всем техническим требованиям.
Лицевой слой
Лицевой слой варится вглубь 0.5-2 мм. Он может вариться за несколько проходов или за один проход.
- Сварка в 1 проход с углублением на 0.5-1 мм варится методом «вперед дугой». Шаг нужно выбирать в зависимости от валика.
- Если углубление 1 — 2 мм, нужно применять метод «лесенкой».
- Если необходимо несколько проходов, околокромочные боковые валики варятся разными способами: лесенкой, дугой вперед, с манипулированием. Последний валик в центре варится, соединяя 2 боковых.
Сварка потолочного шва — довольно сложная работа, приступать к которой без необходимого опыта не рекомендуется. В крайнем случае, если необходимо сделать шов на своем дачном участке нужно предварительно потренироваться на обрезках металла.
Как варить потолочный шов
Выбираем потолочный карниз
Как обрезать потолочный плинтус
Как повесить шторы на потолочный карниз
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Это можно объяснить тем, что в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
Полумесяцем
При использовании данной технологии электрод относительно потолка удерживается сварщиком под углом более 90 градусов, при этом максимальный угол не должен превышать 130 градусов. Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц. Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Главное, чтобы не испортить шовное соединение, необходимо постоянно отслеживать скорость сварки и не допускать вываривания широких валиков, чтобы не было подтеканий расплавленного металла.
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
При использовании данной методики шовные соединения получаются длиннее.
Сварка потолочного шва считается достаточно сложной и трудоемкой, но результат того стоит – по надежности и прочности такие швы имеют наиболее высокие показатели.
Многослойная и многопроходная сварка
При сварке больших толщин применяется многослойная, многопроходная сварка (рис. 57). После корневого валика второй и третий слой варятся электродом диаметром 3 мм или 4 мм (в зависимости от толщины основного металла и от ширины предыдущего валика) в один проход, при этом каждый валик должен быть «вогнутый» или «нормальный», что позволяет добиться качественной сварки последующих валиков. В следующих слоях, при переходе на два, три и более проходов, валики выполняются с небольшим усилением электродом диаметром 4 мм. Между предпоследним валиком каждого слоя и кромкой разделки необходимо оставлять расстояние не менее диаметра электрода с покрытием.
Предпоследний слой не должен выходить за пределы разделки. Рекомендуется оставлять незаполненную разделку от 0,5 мм до 2 мм, что позволяет легче сформировать качественный лицевой слой.
Рекомендуется оставлять незаполненную разделку от 0,5 мм до 2 мм, что позволяет легче сформировать качественный лицевой слой.
Сварочный шов и другие виды соединений, траекторий и способов зачистки швов
Содержание:
- Принцип работы
- Как правильно сваривать металл инвертором
- Важность силы тока для сварки
- Распространенные сложности
- Провар лицевой зоны
- Сварка потолочных швов
- Технология сварки потолочного шва
- Общие рекомендации
- Способы варки потолочных швов
- Полезное видео
- Заключение
- Оборудование
- Типы сварных соединений
- Стыковые соединения
- Сварка внахлест
- Угловые и тавровые соединения
- Создание наплава
- Как получаются вертикальные швы
- Виды соединений
- Встык
- Внахлест
- Как сваривать вертикальный шов при тавровом или угловом соединении
- Сварка угловых швов
- Другие виды сварки
- Стыковые
- Сварные многослойные
- Кольцевые
- Потолочные
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление
В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.

Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом)
Важно не допустить на кромках наличие жира и лакокрасочных материалов
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
https://youtube.com/watch?v=SRLRSxWUJxc
Важность силы тока для сварки
Какой линолеум лучше для квартиры: полная классификация и характеристики каждого вида
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
- стальные;
- биметаллические;
- чугунные;
- медные;
- латунные.
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
 youtube.com/embed/dxVoNDuUcM8?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/dxVoNDuUcM8?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Распространенные сложности
Как передать показания счетчика за электроэнергию в различные энергосбытовые компании: обзор возможных способов и особенности каждого вида
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Провар лицевой зоны
Типы сварочных аппаратов, принцип работы устройства
Для наружной поверхности оставляется незаполненный объем валика. Предпоследний валик будет наиболее ответственным, так как он определит исходные параметры структуры для образования лицевой стороны шва. Незаполнение разделки рекомендуется делать в диапазоне 1,5-2 мм. Как варить потолочные швы по лицевому слою? Проход желательно делать одиночным, но если ширина большая и заготовка толстая, то может потребоваться и несколько операций. Для исключения образования слишком большой высоты шва следует использовать метод направления дуги вперед. Если сварка производится в несколько проходов, то техника манипуляции электродами должна будет ориентироваться на соединение вершин боковых валиков без резких переходов – можно выполнять эту часть по лестничному методу провара.
Сварка потолочных швов
Сварка
потолочных швов требует от сварщика высокой квалификации т.к. сварка
в потолочном положении является наиболее сложной для исполнения. Её рекомендуется
Её рекомендуется
выполнять, периодически замыкая электрод на свариваемый металл. В промежутках
между замыканиями, жидкий металл успевает частично кристаллизоваться, что позволяет
уменьшить объём сварочной ванны.
Хорошие результаты показывает сварка электродами с толстым тугоплавким покрытием.
Во время сварки такими электродами стержень плавится быстрее, чем покрытие и
на конце электрода образуется своеобразный «футляр», в котором расплавленный
металл удерживается от стекания. Данный вид
сварки похож на сварку с глубоким проплавлением, о которой говорилось на
странице «Высокопроизводительные
способы ручной дуговой сварки».
Для сварки потолочных швов рекомендуются электроды, диаметром не более 4мм
и пониженная сила сварочного тока. Сварку выполняют как можно более короткой
дугой для того, чтобы улучшить переход капель расплавленного металла в сварной
шов. При удлинении дуги возможно образование подрезов в сварном шве. Ещё одной
трудностью данного способа
сварки, помимо растекания металла, является затруднённый вывод шлака и газов
из расплавленного металла.
Дополнительные материалы по теме:
Сущность | Технология ручной дуговой сваркиСварка стыковых швовТехника ручной дуговой сварки |
Технология сварки потолочного шва
Для начинающих сварщиков будет полезно ознакомиться с общим видео уроком по ручной дуговой сварке:
Общие рекомендации
Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на сварочный шов используются электроды диаметром не больше 4 мм. В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому сварочные швы в потолке имеют более низкие свойства металла, чем при сварке в других положениях.
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.
Способы варки потолочных швов
Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.
Способ сварки полумесяцем
Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины.
Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины.
Сварка лесенкой
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.
Обратно-поступательный способ
Полезное видео
Смотрите видео, где показана для начинающих сварщиков сварка потолочного шва без отрыва электродами УОНИ:
На этом видео демонстрируется техника выполнения сварки потолочного шва:
 youtube.com/embed/vNt-gwboaX4?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/vNt-gwboaX4?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Заключение
Итак, потолочная сварка – процесс довольно сложный, требующий определенной сноровки и опыта. Тем не менее, справиться с ним может и новичок, если речь идет о не слишком трудоемкой операции.
Начинать лучше с малого, соединения простых металлических пластин и деталей. Если же речь идет о сварке труб, находящихся под давлением, то данную работу лучше доверить специалистам. Без соответствующего опыта сложно добиться необходимого результата, да и риск получения травмы значительно возрастает.
Оборудование
Потолочные швы методом сварки выполняются с помощью обычного трансформатора или инвертора. Отличием инвертора, дающим ему преимущество, является наличие стабилизатора, выпрямителя низкой и высокой частоты, блока управления, рабочего шунта, датчика тока. С помощью электронного регулятора имеется возможность регулировать силу тока в большом диапазоне. Наличие двойной изоляции является защитой от поражения током. Достоинством является компактность устройства и его небольшой вес.
Существует три типа сварочных инверторов:
- Бытовой. Применяют для металлов, имеющих толщину не более 3 мм.
- Полупрофессиональный. Свариваются изделия толщиной, не превышающей 6 мм. Имеет повышенную мощность. Требует небольшие перерывы для охлаждения.
- Профессиональный. Может работать без перерыва 6-8 часов.
Электроды выбирают в зависимости от свариваемого материала. Сварка потолочного шва электродами предполагает их диаметр — 3-4 мм. Чтобы уменьшить количество брызг, перед началом сварки они должны быть хорошо высушены.
Типы сварных соединений
Классификация сварных соединений довольно обширна, они различаются по типу и виду сваривания деталей.
По типу соединения сварные швы бывают односторонними и двусторонними. Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.
По виду соединения сварные швы подразделяются на следующие:
- стыковые
- тавровые
- угловые
- внахлест
Стыковые соединения
Этот вид соединения довольно часто применяется для сварки листовых металлических конструкций и трубопроводов. Между свариваемыми заготовками устанавливается зазор в 1-2 мм, а сами они по возможности жестко фиксируются во избежание смещения. В процессе сваривания зазор заполняется расплавленным металлом.
Металлические листы толщиной до 4 мм свариваются односторонним швом без их предварительной обработки, за исключением обязательной зачистки от коррозии.
При соединении изделий толщиной свыше 4 мм может применяться как односторонний, так и двусторонний шов. В этих случаях проводится предварительная разделка кромок в зоне сваривания.
Стыковая сварка заготовок толщиной свыше 12 мм требует обязательного наложения двустороннего шва, так как одностороннее сваривание не может расплавить такой слой металла. При этом необходимо провести предварительную разделку кромок с обеих сторон. В случае если конструктивные особенности заготовки не позволяют произвести двустороннюю разделку кромок, шов сваривается в несколько проходов, заполняясь многослойным наплавом.
Сварка внахлест
Соединение внахлест применимо для сварки металлических заготовок толщиной до 8 мм. При применении этого вида соединения проварка осуществляется с двух сторон во избежание попадания влаги и возникновения коррозии между листами.
Для получения качественного шва при сварке внахлест, электрод должен находиться под углом от 15 до 45 градусов к рабочей поверхности. При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
Угловые и тавровые соединения
Технология работы при этих видах соединения во многом схожа. Тавровые соединения в разрезе аналогичны букве Т, а угловые — букве Г.
В зависимости от толщины металла, тавровые соединения могут свариваться одним ил двумя швами, с предварительной разделкой или без нее.
Требования к сварке угловых швов такие же, как и в случае с тавровыми, так как, по сути, угловой шов рассматривается как часть таврового.
Для качественного соединения угловых или тавровых элементов, свариваемые плоскости следует расположить под одинаковым углом. Оптимальным является их сваривание «в лодочку». При соединении деталей разной толщины, угол наклона в сторону более толстой заготовке должен составлять порядка 60 градусов. В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.
Создание наплава
Уже отмечалось, что показатели тока в случае с потолочными швами отличаются от обычных способов сварки. Если нет возможности применять ток в высоком диапазоне, то можно использовать узкие электроды на 1-2 мм. Это позволит формировать небольшие швы с минимальными затратами энергоресурсов. Как правильно варить электросваркой потолочный шов с формированием узких валиков? Первый слой оптимально класть шириной, в два раза превышающей диаметр электрода. То есть валик будет проходить по границе наплавки «на себя» шириной в 2-4 мм. В дальнейшем валики делаются более широкими слева направо
Важно заранее предусмотреть возможность смены положения оператора, поскольку каждый новый валик может требовать выполнения наплавки с разных сторон
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
| Толщина металла | Количество проходов | Обработка кромок |
| До 4 мм | 1, с одной стороны | Не требуется |
| От 4 до 8 мм | 2, двусторонний | Не требуется |
| От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
| От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства
Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные
Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Что такое шовная сварка и как она работает?
Когда мы слышим слово «сварка», нам на ум приходит множество методов сварки. В сегодняшней статье мы узнаем об одном из самых полезных сварочных процессов — шовной сварке. Этот процесс сварки очень интересно знать. Итак, продолжайте читать эту статью, чтобы узнать все об этом.
Что такое шовная сварка? Сварка швом представляет собой метод сварки, при котором два одинаковых или разнородных металла соединяются посредством подачи электрического тока, и в этом процессе происходит образование самородков. Чаще всего эти самородки формируются в виде сварки встык или внахлест компонентов. Вы знаете значение этих самородков? Что ж, самородки — это не что иное, как маленькие лужицы расплавленного металла, которые образуются в местах с высоким электрическим сопротивлением. Шовная сварка является одним из видов контактной сварки.
Принцип работы шовной сварки аналогичен принципу работы контактной сварки. В соответствии с принципом работы шовной сварки тепло, необходимое во время сварки, производится за счет сопротивления материала. Говоря простым языком, выделение тепла происходит за счет сопротивления материала. Вы когда-нибудь слышали о непрерывной точечной сварке? Непрерывная точечная сварка — это не что иное, как шовная сварка. При шовной сварке используем электрод роликового типа. Два ролика имеют одинаковый размер. Здесь эти электроды роликового типа контактируют с заготовкой. Затем на эти ролики подается электрический ток. Поскольку подаваемый ток очень высок, поверхность раздела между роликом и заготовкой начинает плавиться и, таким образом, образуется прочный сварной шов. После этого эти ролики начинают вращаться на поверхности заготовки. При движении этих роликов образуется непрерывный шов. Вам интересно узнать о скорости сварки в случае шовной сварки? Что ж, скорость сварки в этом методе сварки составляет 60 дюймов в минуту. Предполагается, что эта скорость является стандартной, но если учесть практические приложения, есть вероятность, что эта скорость может увеличиться или уменьшиться.
Читайте также:
- Что такое кузнечная сварка и как она работает?
- Типы сварочных процессов – каждый должен знать
- Сварка взрывом – оборудование, типы, работа, преимущества и недостатки с применением
На приведенном ниже рисунке показан точный процесс шовной сварки. Здесь на изображении вы можете видеть, что электроды двух роликовых типов движутся по пластинам. И между этими двумя пластинами можно увидеть образование сварного шва.
Меры предосторожностиНаиболее важные меры предосторожности, которые вы должны соблюдать при выполнении шовной сварки:
Когда бы мы ни рассматривали какой-либо процесс сварки, мы должны принять множество мер предосторожности, чтобы выполнить эту сварку. процесс успешный. То же самое относится и к шовной сварке. В случае шовной сварки вы должны позаботиться о токе, который вы подаете. Если подаваемый ток слишком велик, то поверхность раздела между сварочными пластинами и роликом будет очень горячей, в таких условиях шовная сварка не может быть выполнена должным образом. Кроме того, вы должны знать о скорости сварки при выполнении этого процесса.
Для более эффективной шовной сварки место сварки иногда промывают водой, чтобы электроды роликового типа оставались холодными в течение всего процесса.
Существует два типа шовной сварки:
- Шовная сварка с прерывистым движением
Здесь ролик движется, но его скорость не задана заранее, как при шовной сварке в непрерывном движении.
- Шовная сварка в непрерывном движении
При шовной сварке в непрерывном движении сначала всегда определяется скорость электрода роликового типа, а затем подается ток.
Читайте также:
- Процесс электрошлаковой сварки. Применение
Давайте подробно рассмотрим преимущества этого процесса сварки.
- Эта сварка известна тем, что образует чистый шов.
- Существует лишь несколько видов сварочных процессов, при которых не происходит газообразования или выделения каких-либо других дымов. И шовная сварка является одним из таких видов сварочного процесса.
- Еще одно преимущество этого процесса сварки заключается в том, что при этом методе сварки не требуется присадочный материал.
- В настоящее время все области в мире автоматизируются. Сварка швов может быть автоматизирована, поэтому нет необходимости в дополнительных работах для выполнения этого процесса.
- Вы хотите одновременное формирование одинарного шва и параллельного шва? Тогда шов сварки только для вас. Этот процесс сварки производит параллельный шов и одинарный шов одновременно.
- С помощью непрерывной точечной сварки можно выполнять как газонепроницаемые, так и водонепроницаемые соединения.
- Этот процесс сварки очень трудно осуществить для листов металла толщиной более 3 мм. Поэтому рекомендуется использовать эту технику, если у вас есть листы металла толщиной менее 3 мм. В простом мире это неприменимо, если у вас есть металлические детали выше определенной толщины.
- В этом процессе сварки вы должны следовать определенному пути. Это означает, что ролики всегда движутся по прямой линии. Итак, если вы хотите сделать сварку в каком-то сложном месте, то этот процесс неприменим.
- Требуется высококвалифицированный оператор или машина, которая может работать со скоростью ролика в зависимости от ситуации.
- Оборудование, используемое для этой сварки, имеет очень высокую цену. Из-за чрезмерной стоимости оборудования его используют в очень малой пропорции.
- Играет важную роль в производстве всех типов стволов, а также почти всех типов выхлопных систем.
- Широко используется в авиационных баках, холодильниках, масляных трансформаторах и т. д.
- Также используется при сварке нержавеющей стали, никелевых и магниевых сплавов.
Суть в том, что этот процесс сварки имеет ряд применений. Он имеет некоторые преимущества, а также недостатки, но он значительно превосходит другие методы сварки. Несмотря на некоторые недостатки, его можно использовать там, где требуется равномерная сварка по прямой линии. Мы надеемся, что вам понравилась эта статья, и мы объяснили вам все подробности о сварке швов. Если вам понравилась эта статья, пришло время поделиться ею! И помните: «Делиться — значит заботиться!»
Шовная сварка, обзор | Bancroft Engineering
Одним из наиболее широко используемых методов сварки для создания воздухонепроницаемого и водонепроницаемого соединения является сварка швов. Процесс шовной сварки может быть выполнен с использованием GMAW, GTAW или контактной сварки. Сегодня мы собираемся поделиться некоторой базовой информацией об этом высококачественном варианте сварки, а также идеями о том, как автоматизация может улучшить процесс сварки швов в вашей команде — давайте углубимся в это!
Что такое шовная сварка?
Процесс соединения заготовок из одинаковых или разнородных материалов по непрерывному шву известен как шовная сварка. Одним из самых больших преимуществ шовной сварки является то, что материалы могут быть похожими или разными. Шовная сварка бывает трех видов:
- Традиционная шовная сварка: Сварка внахлест с использованием процессов GTAW или GMAW.
- Сварка швов трением : Непрерывный шов выполняется за счет тепла, генерируемого за счет трения, а не электродов.
- Сварка контактным швом : Сварка контактным швом представляет собой метод, при котором сварочные электроды представляют собой колеса с приводом от двигателя.
Шовная сварка GTAW
Области применения для шовной сварки
В мире сварки шовная сварка является одним из наиболее предпочтительных способов использования непрерывного шва для соединения двух различных металлических частей. Сварка швов обеспечивает минимальное искажение тепла и приводит к воздухонепроницаемым и водонепроницаемым швам без образования газа. Благодаря этим преимуществам (и многим другим) шовная сварка имеет множество распространенных применений:
- Ствол и выхлопные системы
- Сосуды под давлением
- Стальные бочки
- Радиаторы
- Топливные баки транспортных средств
- Холодильники
- Масляные трансформаторы
- Гораздо больше!
Процесс соединения заготовок из одинаковых или разнородных материалов непрерывным швом известен как шовная сварка. Одним из самых больших преимуществ шовной сварки является то, что материалы могут быть похожими или разными. Шовная сварка бывает трех видов:
- Традиционная шовная сварка: Сварка внахлест с использованием процесса GTAW или GMAW.
- Сварка швов трением : Непрерывный шов выполняется за счет тепла, генерируемого за счет трения, а не электродов.
- Сварка контактным швом : Сварка контактным швом представляет собой метод, при котором сварочные электроды представляют собой колеса с приводом от двигателя.
Как будто этого уже недостаточно, автоматизированный процесс шовной сварки дает еще больше производственных преимуществ. Дуга 9Машина для сварки швов 0017 может использоваться для основного производственного процесса, так как она может производить высококачественные сварные швы со 100-процентным проплавлением.
Преимущества автоматизированной шовной сварки
Если вы ищете стабильную высококачественную шовную сварку, которая может увеличить скорость производства без увеличения вашей рабочей силы, вам следует рассмотреть линейные шовные сварочные аппараты . Конструкция этих автоматических сварочных аппаратов позволяет надежно зажать сварной шов между медными пальцами и медной подложкой. Некоторые преимущества, которые вы можете ожидать от автоматизации шовной сварки, включают:
- Более эффективная загрузка и разгрузка шовных сварных деталей
- Идеально подходит для однопроходной сварки с полным проплавлением цилиндров, конусов, коробок и плоских листов
- Упрощает переход между шовной сваркой деталей разных размеров
- Наши сварочные аппараты для шовной сварки могут быть оснащены процессами сварки TIG, плазмы, дуговой сварки под флюсом или сварки MIG
- Все зажимные пальцы оснащены реверсивными медными наконечниками для максимального срока службы.
В Bancroft Engineering мы предлагаем не только самые современные технологии шовной сварки, но и системы слежения за швом . Системы отслеживания шва позволят вам еще больше оптимизировать процесс сварки, помогая определить положение сварного шва. Чтобы узнать больше, посетите наш блог, специально посвященный выбору подходящих систем отслеживания швов, или свяжитесь с нами, чтобы поговорить с одним из наших специалистов по сварке.
Хотите оптимизировать процесс сварки, повысить эффективность и повысить прочность конечного продукта? Будь то машина для шовной сварки или сварочное приспособление и инструменты, мы обеспечим вас. Наша команда инженеров имеет опыт проектирования полностью индивидуальных автоматизированных сварочных систем или полуавтоматических решений в соответствии с вашими потребностями.
Аппарат для сварки швов TIG от Bancroft
Поиск
Поиск:
Популярные сообщения
Повышение эффективности автоматизированной сварки
13 сентября 2022 г.
В прошлом мы писали блоги, посвященные защите ваших инвестиций в систему автоматической сварки. Тема оказалась настолько полезной, что мы вернулись к ней под новым углом. Часть гарантии того, что вы получите максимальную отдачу от своего роботизированного сварочного оборудования, связана с. ..
Можно ли сваривать алюминиевые отливки?
16 августа 2022 г.
Если ваша компания использует алюминиевые отливки как часть производственного процесса, вероятно, в какой-то момент вы столкнулись с дефектами или повреждениями отливок. При устранении этих проблем вашей команде важно знать, что не все алюминиевые отливки поддаются сварке….
Как разработать процедуру сварки
5 июля 2022 г.
Как разработчики и производители автоматизированного сварочного оборудования, мы стремимся создать правильный инструмент для работы. В зависимости от дня и клиента это может включать в себя что угодно, от проектирования до обучения и всего, что между ними. Сегодня это означает, что мы собираемся быть…
Подпишитесь на нас
- Подпишитесь
- Подпишитесь
- Подпишитесь
Получайте последние статьи и новости от Bancroft Engineering прямо на свой почтовый ящик. Зарегистрироваться Сегодня!
Успех!
Подписывайся
Шовная сварка — MechanicWiz.
Com
Шовная сварка или шовная сварка сопротивлением — это процедура сварки, при которой сварной шов создается на истертых или изнашиваемых поверхностях двух химически сходных металлов. Этот процесс сварки, безусловно, отличается от сварки встык, но он также может выполнять соединения внахлестку и встык. Например, при шовной сварке сварные швы формируются медленно, но постепенно, начиная с одного конца и заканчивая другим концом; в то время как при стыковой сварке сварщик сразу и полностью проваривает стыки одновременно.
Шовная сварка чем-то похожа на точечную сварку, и обе они относятся к типу контактной сварки. У них есть сходство, потому что они оба используют два электрода, обычно сделанных из меди, для необходимого тока и давления. Эти электроды обычно имеют форму диска и могут вращаться, пока материал проходит между ними. Эта конструкция позволяет электродам находиться в постоянном контакте с материалом для получения однородных и непрерывных сварных швов. Эта конструкция также позволяет легко перемещать материалы.
СОДЕРЖАНИЕ
- Понимание процесса сварки шва
- Различные типы сварки шва
- 1. Пюль или непрерывный швей для движения
- 2. Стандартная сварка шва
- 3. Спрингерное движение или сварка пятна
9. - Сравнение шовной и точечной сварки
- Применение шовной сварки
- Плюсы и минусы использования шовной сварки
- Меры предосторожности при шовной сварке
- Похожие сообщения:
Понимание процесса шовной сварки
Как и любой другой вид сварки, шовная сварка работает с помощью трансформатора, который обеспечивает необходимую энергию для сварки соединения. Трансформатор обеспечивает питание переменного тока низкого напряжения и сильного тока для актуализации процесса сварки. Соединение нагревается до точки плавления непрерывным потоком тока. Необходимо, чтобы соединение имело высокое электрическое сопротивление, чтобы обеспечить идеальную бесшовную сварку. Как только соединение достигает точки плавления, полурасплавленные поверхности сжимаются вместе с помощью давления сварки для создания соединения плавлением. В результате получается шовная сварная конструкция, отличающаяся однородностью. Тепло, выделяемое в процессе сварки швов, может быть таким интенсивным; следовательно, шовные сварщики обычно используют процесс водяного охлаждения для охлаждения электрода, узлов контроллера и трансформатора.
Конечные результаты шовной сварки определенно очень долговечны, учитывая, что сварка выполняется при экстремальных температурах и соответствующем давлении. На самом деле, если вы сделаете это правильно, конечный результат будет намного прочнее, чем материал, из которого был сформирован сварной шов. В прошлом сварка швов использовалась для изготовления стальных банок для напитков. Однако в настоящее время шовная сварка используется при производстве стальных труб прямоугольного или круглого сечения.
Еще одной отличительной чертой контактной шовной сварки является то, что ее электроды приводятся в движение моторизованными колесами, в отличие от неподвижных стержней. Этот механизм обеспечивает негерметичный шов (сварка с сопротивлением качению), и этот механизм очень применим для соединения листов металлов.
Различные виды шовной сварки
Шовную сварку можно разделить на две категории, а именно непрерывный и прерывистый режимы. Сварка непрерывным швом обеспечивает непрерывное вращение колес для создания последовательного и непрерывного сварного шва. С другой стороны, прерывистая шовная сварка создает прерывистые швы вдоль поверхности обшивки. Это достигается перемещением колес в определенное положение и их остановкой для сварки.
Также существует три типа шовной сварки, а именно: шовная сварка с месивом или с непрерывным движением, стандартная шовная сварка, шов с прерывистым движением.
1. Шов в виде месива или непрерывного движения
Шовная сварка в непрерывном движении возможна благодаря вращению электродов с постоянной и заданной скоростью для создания сварного шва внахлест. Этот тип сварки требует синхронизированных импульсов тока для создания сварного шва внахлест. Это также может быть достигнуто путем перемещения заготовок с постоянной скоростью между электродами при постоянном сварочном давлении.
Кроме того, при сварке внахлест (RSEW-MS) листы укладываются с небольшим нахлестом (примерно в два раза больше толщины) одного листа поверх другого. После этого листы сминаются вместе под действием тока. Конечным результатом является твердотельное соединение. Кроме того, сварной шов обычно на 10–50 % толще листа. Сварщики обычно занимаются шлифовкой после сварки, чтобы уменьшить толщину соединения.
2. Стандартная шовная сварка
Стандартная шовная сварка обеспечивает сплошные и герметичные швы. Эти результирующие непрерывные сварные швы обычно достигаются путем осторожного вращения дисковых электродов на заготовках и использования непрерывных импульсов тока.
3. Сварка прерывистым движением или точечная шовная сварка
При этом типе сварки импульсы тока подаются прерывисто, пока колеса перемещаются вдоль заготовок. Эти прерывистые импульсы тока вместе с давлением, создаваемым колесами, создают отдельные точечные сварные швы, и эти точечные сварные швы не являются герметичными. Кроме того, этот прерывистый метод позволяет заготовкам автоматически перемещаться из одного положения сварки в другое положение сварки. Этот метод особенно применим для материалов, изготовленных из более толстых листов и устойчивых к методу непрерывного движения.
Сравнение шовной сварки и точечной сварки
Шовная сварка и точечная сварка несколько схожи в том смысле, что оба типа сварки подпадают под категорию контактной сварки. Из-за этой общности некоторые профессиональные сварщики считают, что контактная шовная сварка является просто разновидностью контактной точечной сварки. Однако точечная сварка давала сварной шов, просто пропуская электрический ток по листовым материалам, которые необходимо сваривать, удерживая их профилированными медными электродами. Точка, где поверхности соприкасаются друг с другом, получает самую высокую температуру, и именно в этой точке происходит плавление. С другой стороны, шовная сварка дает перекрывающиеся самородки. Эти перекрывающиеся самородки создаются путем замены электродов для точечной сварки колесами, которые легко вращаются, когда материалы проходят через них. Эта замена позволяет получить герметичный шов.
Принцип эффективности шовной и точечной сварки в основном одинаков, за исключением того факта, что для шовной сварки используются электроды в форме дисков. Импульсы тока подаются на ролики, и эти импульсы тока затем направляются роликами на свариваемый материал. Затем с помощью давления, создаваемого электродами, завершается процесс шовной сварки. Профессиональные сварщики могут периодически включать и выключать ток для создания перекрывающихся самородков, и этот тип сварки удачно называется «процесс сварки стежком».
Дисковые электроды в случае шовной сварки не разъединяются в процессе сварки, и постоянное давление, оказываемое этими электродами, создает герметичный шов. Кроме того, подача тока на электрод обычно рассчитана на получение непрерывных рядов сварных швов. Однако, чтобы удерживать тепло на минимальном уровне, электроды системы шовной сварки обычно изготавливаются из медного сплава.
Применения для шовной сварки
Шовная сварка — это метод сварки, при котором электрический ток подается для соединения двух разнородных или подобных металлов, и в процессе происходит образование самородка. Обычно самородки формируют в виде перекрывающихся свариваемых деталей или встык.
Шовная сварка особенно применима и предпочтительна по сравнению с другими видами сварки, особенно в следующем случае:
- Если вы собираетесь производить шовно-сварные трубы и трубы.
- При изготовлении газо- и водонепроницаемых листов металлических сосудов, в том числе теплообменников автомобильных глушителей и бензобаков.
- Наиболее важным применением ролевой сварки является изготовление практически любого типа выхлопной системы или всех типов стволов.
- Если вы собираетесь изготавливать газонепроницаемые листы металлических сосудов, в том числе теплообменников автомобильных глушителей и бензобаков.
- Он также находит свое применение в производстве холодильников, баков самолетов, трансформаторов и т.д.
- Также используется для сварки никелевых сплавов, магниевых сплавов и нержавеющих сталей.
Плюсы и минусы использования шовной сварки
Шовная сварка очень популярна, поскольку она предлагает следующие преимущества:
- Во-первых, он эффективно использует энергию.
- Идеально подходит для изготовления газо- и жидкостно-непроницаемых сосудов и контейнеров.
- Это лучше, чем рулонная сварка, потому что она может создавать непроницаемые для жидкости и газа соединения.
- Наконец, он не требует использования присадочных металлов и по этой причине не загрязняет окружающую среду.
Шовная сварка не лишена сопутствующих недостатков, таких как:
- Использование шовной сварки не применимо к металлам толщиной более 3 мм.
- Для выполнения шовной сварки требуется продуманная и сложная система управления, обеспечивающая надлежащее регулирование скорости спуска электродов.
- Шовная сварка также требует большей силы тока по сравнению с точечной сваркой.
- Наконец, листы тщательно укладываются внахлест, чтобы не было перелива расплавленного металла.
Меры предосторожности при шовной сварке
При выполнении любого сварочного процесса необходимо соблюдать множество мер предосторожности. Это справедливо и для шовной сварки. Одной из наиболее важных мер предосторожности, которые следует учитывать при выполнении шовной сварки, является:
При выполнении шовной сварки следите за подаваемым током. Если уровень подаваемого тока очень высок, то поверхность раздела между роликом и сварочными пластинами будет очень горячей. В этих условиях будет сложно выполнить надлежащую сварку швов. При выполнении этого процесса также необходимо учитывать скорость сварки.
Для повышения эффективности шовной сварки место сварки иногда промывают водой, чтобы в процессе электроды роликового типа оставались холодными.
Похожие сообщения:
Рубрики СваркаХолодный сварочный шов — Can Man
Сообщите обо всех шагах, новых или других настройках, старых и новых производственных параметрах (размер банки, импульсы в минуту, скорость сварки, сварочный ток, частота сварки, форма волны тока и шаг трансформатора) для облегчения обзора и сопровождение!
Откройте новый тикет и добавьте свой документ!
Обратите внимание, на каких параметрах белой жести (толщина, твердость, оловянное покрытие внутри/снаружи, направление прокатки, ВА или СА, поставщик, напечатано или нет) возникают такие дефекты, а на какой белой жести нет!
Основные параметры и настройки, которые необходимо проверить в первую очередь. Назад Преимущества включают регулирование консистенции сварного шва, работу на высокой скорости производства и улучшение качества сварки Каждое приложение для точной точечной сварки обычно требует выбора электродов из правильного материала, а также правильного диаметра поверхности электрода, силы электрода, силы тока и количества времени. Для поддержания контроля площади контакта электрода с деталью и приложения силы электрода, которая повторяется от сварки к сварке, требуется эффективная машина с надлежащими инструментами. Для обеспечения точной подачи запрограммированного тока для каждого сварного шва требуется надежное управление. Машина для точечной сварки может использоваться для создания газонепроницаемого соединения путем выполнения сварного шва, отрыва электродов от детали, перемещения детали на заданное расстояние, возвращения электродов на деталь для выполнения другого сварного шва и повторения этого пока не получится шов нужной длины. Расстояние между точками должно точно контролироваться, чтобы каждое создаваемое пятно в достаточной степени перекрывалось с последующим. При создании точек перекрытия второй сварной шов меньше первого. Это связано с тем, что часть тока, используемого для производства второго сварного шва, проходит через электрический путь, созданный первым сварным швом. Третий сварной шов меньше второго. Это связано с тем, что в дополнение к части тока, используемого для создания третьего сварного шва, проводимого через электрический путь, созданный вторым сварным швом, некоторая часть тока также проходит через первый сварной шов. Сварочные операции, которые программируют один и тот же ток для всех сварных швов в шве, сталкиваются с высокой частотой выталкивания на первом и втором сварных швах. Если ток снижен настолько, чтобы предотвратить выбросы в первых нескольких сварных швах, то все последующие сварные швы в шве в конечном итоге будут меньше, чем хотелось бы. Это условие можно исправить, запрограммировав соответственно более низкие токи для первого и второго сварных швов. Детали шовной сварки Существует два основных режима шовной сварки — прерывистый (также известный как роликовая точечная сварка) и непрерывный. Сварка с прерывистым швом Физическая динамика сварки прерывистым швом аналогична точечной сварке. Контроль может занять любое время, необходимое для качественного сварного шва. Все действия, которые обычно используются адаптивным управлением для регулирования качества точечной сварки, могут быть применены и к сварке с прерывистым швом. Такие действия могут включать в себя автоматическое исправление таких проблем, как загрязнение поверхности детали и плохая подгонка детали, а в случаях, когда происходит выброс, мгновенное отключение нагрева в течение 1 мс и автоматическое выполнение ремонтной сварки на месте. В процессе прерывистой или роликовой/точечной сварки производительность ограничена тем, насколько быстро колеса могут быть ускорены из стационарного состояния после сварки до следующего положения для сварки, а затем полностью остановлены, чтобы можно было выполнить следующий сварной шов. быть сделано. Непрерывная шовная сварка Скорость Типовые режимы работы 1. Все сварные швы производятся путем прокатки колес по поверхности детали с одинаковой скоростью. Колеса зажимают деталь и начинают катиться. Сварка не начинается до тех пор, пока колеса не разгонятся до запрограммированной скорости сварки. Последний сварной шов завершается до того, как колеса начинают замедляться до нуля. Если на машину подаются одинаковые детали с одинаковыми инструментами и поддерживается контроль силы электрода, скорости круга, тепла и времени, то управление явлением шунтирования во время первых нескольких сварных швов, как правило, является единственным оставшимся конкретным процессом условие, которое необходимо решить. 2. Не все сварные швы выполняются при одинаковой скорости вращения колеса. Колеса зажимают деталь и начинают катиться. Сварка начинается до того, как колеса закончат разгон до запрограммированной скорости сварки. Сварка в конце шва все еще продолжается, когда колеса замедляются до нуля. Эта компоновка требует выполнения действий в начале и конце шва, чтобы избежать перегрева сварных швов, производимых при более низких скоростях. Обычный метод управления этим условием заключается в использовании восходящего нагрева в начале пласта и нисходящего нагрева в конце пласта. Достижение стабильной производительности сварки требует точного масштабирования и согласования нарастания нагрева с возрастающей скоростью круга в начале шва, а также точного масштабирования и согласования спада нагрева со скоростью падения в конце шва. На практике этого может быть трудно добиться. По мере увеличения скорости колеса мгновенные колебания скорости также увеличиваются из-за таких факторов, как переменная нагрузка на деталь, подаваемую на станок. 3. Сварка происходит встык по всей детали. Типичные применения сварки встык используются в производстве таких продуктов, как водонагреватели, 55-галлонные бочки, ведра и аэрозольные баллончики. По мере того, как каждая свариваемая деталь проходит через машину, шовные ролики должны накатывать на переднюю кромку детали, перемещаться по всей длине детали и скатываться с задней кромки. Целостность шва по всей длине детали необходима для предотвращения ее брака. Традиционная система Кроме того, приборы для шовной сварки по этой схеме показывают, что сварные швы на передней кромке детали либо слишком холодные, либо слишком горячие. Независимо от того, какие корректировки вносятся в датчики приближения, временная неопределенность системы обнаружения переднего конца детали в сочетании с изменчивостью времени от момента обнаружения до момента контакта детали со шовными колесами делает практически невозможным точно синхронизировать начало накала с входом передней кромки детали в шовные круги. Синхронизация наклона вниз на задней части детали и отключение нагрева в нужное время создает аналогичные проблемы. Если нагрев отключится слишком рано, до того, как колеса начнут скатываться с задней кромки, сварные швы будут слишком холодными. Если нагрев будет продолжаться слишком долго после того, как колеса сойдут с задней кромки, сварные швы будут слишком горячими. Особенности примера Вместо увеличения производительности и сокращения брака эти модернизации оборудования привели к снижению производительности и увеличению брака. Производитель обратился в WeldComputer Corp., г. Трой, штат Нью-Йорк, с просьбой проанализировать операцию сварки. Портативный монитор WeldView® был подключен к машине на производственной линии для контроля существующего процесса сварки. Первой замеченной проблемой была непостоянная подача тепла при каждом сварочном импульсе. Монитор зафиксировал множественные случаи колебаний тока более чем на 10 % и колебания продолжительности сварочного импульса более чем на 50 %. Также наблюдался непостоянный высокий остаточный ток во время интервала охлаждения между каждым сварочным импульсом. Эти колебания тока варьировались в достаточно широком диапазоне, чтобы сварные швы были слишком горячими и слишком холодными. Второй замеченной проблемой была непоследовательная синхронизация начала нагрева с передним краем детали и прекращения нагрева с задним краем детали. В случаях, когда нагрев начинался до контакта детали со сварочными кругами, сварной шов на передней кромке детали был слишком горячим. В начале контакта детали со сварочными кругами возникали искры, и наблюдалось отложение выбрасываемого материала на сварочных кругах. В случаях, когда колеса уже накатывались на деталь до начала тока, передняя кромка детали была недостаточно приварена. Аналогичное явление имело место на задней кромке детали. Чрезмерный нагрев и выталкивание материала происходили всякий раз, когда тепло все еще продолжалось, когда колеса соскальзывали с заднего конца детали, а неадекватная сварка происходила, когда тепло отключалось до того, как колеса начинали скатываться с заднего конца детали. Также наблюдались случаи слишком раннего начала нагрева одной детали и слишком позднего для следующей детали без каких-либо корректировок на производственной линии. Записанные трассировки монитора документируют блок управления, выдающий непоследовательные тепловые импульсы, которые непоследовательно синхронизированы с деталями, проходящими через машину. Использование адаптивного управления определяет, когда колеса начинают накатываться на переднюю часть детали, и динамически регулирует нагрев в зависимости от профиля колеса, накатывающегося на деталь. Оптимальным нагревом задней части детали можно аналогичным образом управлять, профилируя тепло в зависимости от того, как колеса скатываются с задней части детали. Адаптивное управление также может мгновенно прекратить нагрев в течение 1 мс после обнаружения того, что колеса откатились на заданное расстояние от задней части детали. Это ограничивает восприимчивость процесса к искрообразованию и выбросу материала из-за слишком долгого поддержания тока. Факторы ограничения скорости сварки непрерывным швом По мере увеличения скорости круга для производства каждого сварного шва требуется больший ток. По мере увеличения тока требуется больше охлаждения, чтобы электроды и проводники с током не перегревались, и требуется большее усилие электрода для удержания материала во время формирования каждого сварного шва. Скорость процесса шовной сварки можно увеличивать до тех пор, пока не будет достигнут предел, на который можно дополнительно увеличить один из этих четырех параметров. Выбор управления с достаточно высоким пределом рабочего тока, чтобы ток не был ограничивающим фактором при определении того, насколько быстро может происходить сварка, гарантирует, что адаптивное управление сможет управлять машиной на максимальной скорости, которая может быть достигнута при поддержание целостности сварного шва в соответствии со стандартами сварочных работ. Скорость Изменения скорости машины для шовной сварки приводят к изменению размеров сварных швов. Уменьшение колебаний скорости существующей машины может потребовать внесения изменений в конструкцию и модернизации. Отклонения сварного шва от этих колебаний можно уменьшить, модернизировав машину с адаптивным управлением, которое автоматически регулирует нагрев вверх и вниз в ответ на эти мгновенные колебания скорости. Вибрация Устранение флуктуаций усилия на электроде, вызванных возбуждающими резонансами на существующей машине, может потребовать внесения изменений в конструкцию и модернизации. Ток Для контроля воспроизводимости сварки требуется точная подача коротких импульсов сильного тока. Время охлаждения между каждым из этих импульсов сварки полезно, поскольку оно способствует формированию отдельных перекрывающихся сварных швов и снижает рабочую температуру кругов для шовной сварки. Снижение температуры кругов для шовной сварки обычно улучшает качество сварки, продлевает срок службы электрода и снижает требования к техническому обслуживанию машины. Элементы управления SCR Существующие операции шовной сварки с использованием более старой технологии управления сваркой на основе SCR для привода однофазного сварочного трансформатора переменного тока имеют ограничения по скорости из-за используемой технологии управления. Это ограничение связано с частотой электроэнергии, поставляемой энергетической компанией. Количество сварных швов в секунду, которое может произвести машина для шовной сварки, равно количеству полупериодов мощности в секунду, отдаваемых энергокомпанией. На линиях электропередач переменного тока с частотой 60 Гц это означает, что операция шовной сварки ограничена 120 сварочными импульсами в секунду. При питании от сети переменного тока с частотой 50 Гц это сокращается до 100 сварочных импульсов в секунду. Время возникновения каждого сварного шва предопределено, поскольку оно должно быть синхронизировано со временем, когда энергетическая компания обеспечивает полупериод, а не со временем, когда желательно, чтобы сварка имела место. По мере увеличения скорости шовного ролика требование синхронизации сварного шва со временем доставки полуцикла, а не со временем, когда деталь входит в машину, становится большим источником изменчивости сварного шва, что влияет на стабильность сварного шва на края части. Возможность регулирования температуры любого отдельного сварочного импульса с помощью управления SCR также ограничена, поскольку, как только управление инициирует импульс полупериода сварки, оно больше не влияет на то, что происходит во время сварки. Другим ограничением технологии управления SCR является то, что после включения сварочного импульса его нельзя отключить системой управления. Управление инвертором Производители, обращающиеся за советом к эксперту, часто получают информацию о том, что для использования преимущества более новой инверторной технологии необходимо выбросить существующий сварочный трансформатор переменного тока и заменить его сварочным трансформатором MFDC более новой технологии. В тематических исследованиях производителей шовной сварки, которые осуществили переход с однофазного переменного тока на MFDC, они сообщили, что вместо увеличения производительности и улучшения качества сварки вместо этого произошло снижение производительности, снижение качества сварки и увеличение объема технического обслуживания. Эти проблемы усугубились, когда производители запрограммировали более короткое время импульса сварки и более короткое время охлаждения между каждым импульсом, пытаясь попытаться достичь или превысить скорость импульса 120 сварок в секунду, реализованную с помощью более старой технологии управления. Приборы для этих сварочных операций выявляют две перечисленные ниже причины ухудшения характеристик сварки. Выбранное управление инвертором, если оно запрограммировано на создание коротких импульсов, обеспечивает неточную и/или нестабильную регулировку тока, что приводит к большей изменчивости сварочного импульсного тока, чем то, что было достигнуто ранее при более раннем управлении на основе SCR. В течение запрограммированного времени охлаждения между каждым импульсом ток медленно спадает и часто не спадает до нуля до начала следующего сварочного импульса. Этот высокий остаточный ток во время каждого интервала охлаждения, вызванный введением трансформатора MFDC, снижает эффективность функции времени охлаждения. Это приводит к тому, что шовные ролики работают при более высокой температуре для выполнения сварных швов того же размера, что и раньше, когда ток можно было довести до нуля в течение большей части запрограммированного интервала охлаждения. Повышенная температура колеса, вызванная переключением на трансформатор MFDC, создает вторичные проблемы, в том числе более быстрое налипание материала на поверхность колеса. Соображения по поводу MFDC Увеличение размера горловины сварочного аппарата помогает подавить эти колебания тока, возникающие во время каждой запрограммированной мс операции, но замедляет скорость регулировки тока системой управления. Машина и изделие намагничиваются. При сварке магнитного материала на машине с трансформатором MFDC машина и свариваемые детали намагничиваются. Металлические опилки притягиваются к поверхностям машины. Эти накапливающиеся опилки в конечном итоге попадают в движущиеся подшипники, направляющие и рычажные механизмы сварочного аппарата. Это увеличивает количество отказов оборудования и налагает дополнительные требования к техническому обслуживанию. Несбалансированная температура и износ двух электродов. Широко известный как эффект Пельтье, выпрямленный вторичный ток, создаваемый сварочным трансформатором MFDC, приводит к тому, что анодный электрод (колесо, соединенное со стороной + трансформатора MFDC) имеет более высокую рабочую температуру, чем другой электрод. В дополнение к созданию температурного дисбаланса, который может сместить расположение самородков в свариваемой детали, вместо равномерного износа обоих электродов положительный электрод деформируется и собирает загрязнения быстрее, чем отрицательный электрод. Синтез волны переменного тока В дополнение к дополнительным затратам на снижение производительности процесса сварки, новый трансформатор MFDC не прослужит так же долго, как существующий трансформатор переменного тока. Компании, предписывающие производителю взять на себя расходы, связанные с выбрасыванием существующего сварочного трансформатора переменного тока и заменой его трансформатором MFDC, либо не знают, что инверторная технология может быть применена непосредственно к трансформатору переменного тока, либо не проводят реальных измерений, сравнивающих характеристики тот же процесс с трансформатором переменного тока и трансформатором MFDC, где выбор трансформатора является единственной переменной, вводимой в процесс. На рис. 6 показано среднеквадратичное значение тока с интервалом 10 мкс для последовательности импульсов, создаваемых инвертором WeldComputer®, сконфигурированным для создания оптимально настроенной схемы переключения MFDC, при этом каждый импульс состоит из 4 мс нагрева и 1 мс охлаждается в повторяющемся шаблоне. На рис. 7 показано среднеквадратичное значение тока с интервалом 10 мкс для последовательности импульсов, создаваемых инверторным управлением синтезом волны WeldComputer®, приводящим в действие трансформатор переменного тока с частотой 60 Гц стандартного типа, при этом каждый импульс состоит из 4 мс нагрева и 1 мс. прохладно в повторяющемся узоре. (Это тот же режим нагрева-охлаждения, который был запрограммирован в предыдущей конфигурации MFDC.) Обратите внимание, что график среднеквадратичного значения тока не предоставляет информацию о фактической полярности тока. На Рисунке 8 показана фактическая форма волны тока с тем же сигналом, что и на Рис. 7. На нем видна чередующаяся полярность каждого сварного шва, созданная с помощью управления синтезом волны инвертора переменного тока. Выводы 1) возможность выполнения сварных швов меньшей продолжительности с хорошей переходной характеристикой; 2) обеспечение регулирования за счет большего количества регулировок в мс и управления при коротком времени охлаждения; 3) доведение шовных колес и токопроводов машин до работы при более низкой температуре; 4) не намагничивающие машину или свариваемые детали; 5) избежание проблемы с эффектом Пельтье, из-за которого анодный электрод достигает более высокой рабочей температуры, чем катодный электрод после выполнения нескольких сварных швов; и 6) предотвращение проблемы с асимметричной деградацией электродов, связанной с полярностью тока. Использование системы управления, способной обеспечить стабилизацию каждого произведенного импульса тока на запрограммированном значении до того, как будет запрограммировано новое значение, необходимо для обеспечения повторяемости процесса, который точно регулируется системой управления. Кроме того, скорость, с которой может производиться шов при сохранении контроля над процессом, может быть максимизирована за счет использования многопараметрического адаптивного управления, которое может динамически компенсировать изменения площади контакта электрода с деталью, силы электрода, положения и скорости шва. производится. Ссылки 1. 2014. Многовариантный адаптивный график сварки для сварки швов промышленных водонагревателей. Отчет WeldComputer Corp. WC60214-1. 2. 2012. Анализ MFDC применительно к сварочному аппарату со стальным барабаном на 55 галлонов. Отчет WeldComputer Corp. 3. 2011 г. Анализ смещения шва при сварке 5 mil нержавеющей стали с MFDC. Отчет WeldComputer Corp. WC21711-1. 4. 2010. Анализ MFDC применительно к производству радиаторов. Отчет WeldComputer Corp. WC93010-1. 5. 2006. Контролируемый эксперимент по синтезу волн MFDC и AC при высокоскоростной шовной сварке. Отчет WeldComputer Corp. WC62706-1. 6. 2006. Анализ MFDC применительно к сварке швов банок с краской. Отчет WeldComputer Corp. WC32106-1. Эта статья «Повышение производительности шовной сварки сопротивлением с помощью адаптивного управления» была опубликована в февральском номере журнала Welding Journal за 2015 г. и опубликована с разрешения. Узнайте больше об адаптивном управлении WeldComputer с приложениями для сварки швов. Сварка, вероятно, является наиболее традиционным методом крепления стального настила. Он же оказывается и самым сложным. Но он обеспечивает прочную связь, поэтому его по-прежнему используют в проектах. Если вы планируете выполнять работы по металлическому настилу, вам необходимо знать о двух типах методов сварки металлического настила и о том, как их выполнять. Сварка в ванне и шовная сварка металлических настилов включает в себя надлежащее обучение, сертификацию, оборудование и знание различных типов сварных швов и схем сварки. В Western Metal Deck мы хотим, чтобы у вас была вся эта информация. Как бывший слесарь, я имею непосредственный опыт сварки металлических настилов на бесчисленных работах. К концу этой статьи у вас будут практические знания о том, как сваривать металлический настил, чтобы вы могли участвовать в торгах и браться за работу по металлическому настилу. Мы рассмотрим: Существует два различных метода сварки металлического настила: дуговая точечная сварка, более известная как сварка в ванне, и дуговая шовная сварка, также называемая сваркой с верхним швом. Дуговая точечная сварка, также называемая сваркой в ванне или сваркой электрозаклепками, представляет собой метод, используемый для приварки стального настила к несущему стальному каркасу, расположенному ниже. Поверх стального настила делается круглый сварной шов диаметром ¾ дюйма. Он проникает в стальные балки, стальные фермы или открытые поперечные балки под ним и прикрепляет металлический настил. Шовный сварной шов, также называемый верхним шовным швом или шовным швом, представляет собой сварной шов, соединяющий боковые стороны металлического настила вместе. Он состоит из сварки мужской стороны металлического листа настила с внутренней стороной. Прежде чем это можно будет сделать, собранный боковой нахлест должен быть плотно обжат вместе с помощью инструмента для обжима металлического настила. Первое, что вам нужно, чтобы начать сварку стальных настилов, — это сертификат тонкой калибровки от вашего местного или государственного строительного отдела. Чтобы получить сертификат, вам необходимо пройти обучение. Вы обнаружите, что даже если вы опытный сварщик конструкций, вам нужно будет попрактиковаться на настиле из тонкой стали, чтобы развить свои навыки. В отличие от структурной сварки, которая является более толстой и медленной, сварка тонкого калибра выполняется быстро, и вы будете склонны дуть насквозь предмет, который пытаетесь сварить, пока не освоите его. Прежде чем приступить к сварке металлического настила или даже к обучению, необходимо убедиться, что у вас есть подходящее оборудование. К счастью, как для дуговой точечной, так и для шовной сварки оборудование в основном одинаковое. Помимо сварочного оборудования, вам потребуются дополнительные предметы для правильной сварки металлического настила в ванне. Выполнение дуговой точечной сварки отличается от выполнения дуговой шовной сварки. Однако оба типа сварных швов требуют одинаковой подготовки. Мы рассмотрим различные этапы подготовки, затем мы рассмотрим этапы выполнения дуговой точечной сварки и сварки дуговым швом. После установки металлического настила вам необходимо подготовиться к сварке металлического настила. На некоторых работах может потребоваться удаление шлака и покраска сварных швов. Обязательно ознакомьтесь со спецификациями работ по металлическому настилу, чтобы определить, потребуется ли зачистка и покраска сварных швов. Стандартная длина сварного шва верхнего металлического листа составляет 1 ½ дюйма. картины заварки Каждый тип металлического настила имеет множество схем сварки, из которых может выбирать инженер-строитель. Хотя сварка является наиболее традиционным методом крепления и крепления металлического настила, это не единственный метод. Если вам доведется работать над проектами металлического настила, вы, скорее всего, увидите другие указанные методы крепления. В Western Metal Deck мы хотим, чтобы вы знали об этих различных методах, чтобы установка металлического настила прошла гладко. Покупка металлического настила правильного типа и его крепление в соответствии со спецификациями металлического настила является ключом к тому, чтобы ваша работа с металлическим настилом прошла гладко и прошла проверки. Для бокового шва используются такие распространенные методы крепления, как пробивка пуговиц, пришивание стежков и соединение внахлест verco/vulcraft 2 (VSC2). Допускается максимальная разница в 0,05 мм. Если вы измеряете больше, проверьте соосность профилирующих колец. Начните с ~ 45 кг/даН. Обратитесь к руководству, чтобы конвертировать в бары. Если сварочный аппарат работает с треугольной формой волны, убедитесь, что рабочий цикл находится в диапазоне 80–9.0%. Если сварочный аппарат работает с синусоидальным сигналом, убедитесь, что выбран правильный шаг трансформатора! Свяжитесь с нами, если вы не уверены. Повышение производительности шовной сварки с помощью адаптивного управления
Автор Robert K. Cohen сварочный аппарат включает в себя создание ряда перекрывающихся точек. Каждое образовавшееся пятно должно представлять собой полностью сформированный самородок, не подверженный вытеснению. При слишком малом нагреве образуется пятно меньшего размера, что может привести к утечке. Использование слишком большого количества тепла приводит к изгнанию, что также может вызвать утечку. В дополнение к контролю за формированием каждого самородка необходимо поддерживать достаточный контроль за расстоянием между точками, чтобы гарантировать, что каждый самородок перекрывает следующий. Изменение любого из этих параметров повлияет на результаты точечной сварки. Это явление известно как шунтирование.
Машина для шовной сварки может обеспечить газонепроницаемое соединение намного эффективнее , чем это можно сделать с помощью машины для точечной сварки. Колеса шовных электродов могут просто катиться к следующему месту, чтобы выполнить следующий сварной шов, вместо того, чтобы поднимать электроды с детали, продвигать деталь на заданное расстояние и возвращать электроды обратно на деталь. Кроме того, машина для сварки швов, интегрированная с эффективным управлением, способна точно контролировать расстояние между точками без необходимости добавления каких-либо специальных механизмов позиционирования или инструментов.
При сварке с прерывистым швом колеса перемещаются в нужное положение и останавливаются для выполнения каждого сварного шва. После завершения сварки колеса перемещаются к следующему месту и останавливаются, чтобы выполнить следующий сварной шов. Этот процесс повторяется до тех пор, пока не будет сделан шов нужной длины.
При непрерывной шовной сварке колеса продолжают вращаться по мере выполнения каждого сварного шва. В отличие от сварки с прерывистым швом, этот процесс накладывает ограничение на фиксированное временное окно для выполнения каждого сварного шва. Поскольку нет возможности изменять продолжительность каждого сварного шва, все адаптивные решения и компенсирующие действия должны приниматься во время выполнения сварного шва. Основное преимущество заключается в том, что производство может происходить на гораздо более высоких скоростях.
При сварке непрерывным швом скорость является еще одним фундаментальным параметром, вводимым в процесс сварки. Как только геометрия электрода, усилие электрода, сварочный ток и время сварки определены для получения желаемого сварного шва, увеличение скорости вращения колеса приводит к более холодным сварным швам, а уменьшение скорости вращения колеса приводит к более горячим сварным швам.
В производстве обычно используются три основных режима сварки непрерывным швом. Все эти вариации могут привести к вариациям размеров сварных швов.
В большинстве операций по изготовлению этих типов деталей предпринимается попытка управления процессом путем использования восходящего нагрева в начале шва и нисходящего нагрева в конце шва. Концевой выключатель или датчик приближения определяет приближение детали к шовным роликам и запускает последовательность графика сварки. Датчик, обнаруживающий приближение задней части детали, запускает спуск в конце шва. Производители, использующие этот тип операции, имеют высокий процент брака из-за непостоянных характеристик сварки. Если последний сварной шов на детали все еще выполняется, когда колеса откатились слишком далеко от задней кромки детали, то произойдет чрезмерное искрение из-за выталкивания и потери материала.
Производитель стальных бочек емкостью 55 галлонов в Нью-Джерси выполняет сварку встык со скоростью 50 футов/мин. Чтобы улучшить качество сварки и уменьшить брак, компания заменила свой однофазный сварочный трансформатор переменного тока (AC) и управление сваркой на основе кремниевого управляемого выпрямителя (SCR) на среднечастотный трансформатор постоянного тока (MFDC) и обычное инверторное управление. Изучение данных, записанных в течение нескольких часов во время фактического производства, выявило множество проблем, наиболее распространенными из которых были следующие: непостоянная подача контроля нагрева для каждого сварочного импульса и непостоянная синхронизация начала нагрева с передней кромкой детали, плюс остановка нагрева задней кромкой детали. Монитор зафиксировал повторные случаи нагревания детали до того, как деталь достигла сварочных кругов, за которыми последовали другие случаи, когда колеса уже накатывались на деталь до включения тока. Это привело к выводу, что существующая система была неспособна надежно координировать синхронизацию тепла и времени, необходимого для надлежащего нагрева каждой детали, когда она проходит через машину. Это также увеличивает количество времени, в течение которого производство может продолжаться до очистки электродов.
Два фактора, которые ограничивают скорость процесса сварки производственным швом, — это возможности машины и возможности управления.
По мере увеличения скорости машины для шовной сварки, переменная нагрузка детали, подаваемой на машину, ограничение крутящего момента двигателя, люфт шестерни, колебания ремня, неоптимальная настройка параметров обратной связи управления двигателем и машина механические резонансы, могут вызвать мгновенные колебания скорости колеса. Увеличение скорости также сокращает время, необходимое для выполнения каждого сварного шва. По мере того, как время сварки сокращается, мгновенные колебания скорости становятся растущим источником вариаций сварки.
По мере увеличения скорости машины для шовной сварки повышенная вариация усилия на электроде становится возрастающим источником вариации сварного шва. Поскольку шовные ролики накатываются на переднюю часть детали на высоких скоростях, они часто промахиваются и отскакивают от детали. Кратковременное более высокое усилие на электроде, вызванное отскоком, может привести к недостаточному размеру сварного шва, что может вызвать утечку. В зависимости от резонансных характеристик электродной силовой системы шаг накатывания колес на деталь может возбудить машинный резонанс, для затухания которого может потребоваться несколько циклов колебаний. Каждый из этих циклов колебаний может превратиться в слишком холодный сварной шов, когда диск отскакивает от детали, за которым следует слишком горячий сварной шов, когда диск отскакивает от детали. В дополнение к компенсации колебаний скорости машины, адаптивное управление может уменьшить колебания сварного шва из-за колебаний силы электрода, автоматически регулируя нагрев вверх и вниз в ответ на эти мгновенные колебания силы.
Поскольку скорость круга увеличивается, кроме того, что требуется более высокий ток, каждый сварной шов должен производиться за более короткий период времени. Для выполнения каждой точки требуется меньше времени, потому что точка должна быть создана и завершена до того, как значительная часть поверхности колеса откатится от места выполнения сварного шва.
Во многих операциях шовной сварки контроль является ограничивающим фактором, который ограничивает скорость, на которой может работать машина. Поскольку производитель пытается увеличить скорость производственной линии, управление часто становится самым большим источником изменчивости в операции сварки. Это приводит к высокому проценту брака, высоким потерям из-за снижения общей производительности, потерям от разрушающих испытаний и потерям рабочей силы. Фактическое тепло, выделяемое при сварке, определяется тем, что электроэнергетическая компания подает в течение полуцикла, в течение которого происходит сварка. На сварной шов также влияет кратковременная нагрузка других заводских машин.
Чтобы преодолеть ограничения, накладываемые технологией управления SCR, производители, выполняющие высокоскоростную шовную сварку, переходят на инверторную технологию. Ожидается, что новая технология инверторного управления обеспечит превосходное регулирование сварочного тока, улучшит качество сварки и повысит производительность.
В дополнение к плохо определенным интервалам охлаждения при работе на высоких скоростях, к другим факторам, связанным с MFDC, относятся следующие: Повышенный механический износ машины. На машинах с коротким зевом нормальная функция переключения 1-кГц регуляторов MFDC вызывает два колебания тока в течение каждой мс запрограммированного нагрева сварки. Эти колебания вызывают тепловое расширение и сжатие, дважды за мс, многих движущихся частей сварочного аппарата. Дополнительная нагрузка и движение машины из-за этих расширений и сжатий приводят к более быстрому износу подшипников и подвижных звеньев.
Анализ нескольких высокоскоростных операций шовной сварки показал, что правильное применение инверторной технологии к существующему сварочному трансформатору переменного тока дает лучшие результаты, чем те, которые можно было бы получить, заменив трансформатор переменного тока трансформатором MFDC. В трансформатор MFDC встроены диоды, которые могут выйти из строя. Одно событие перегрузки по току может повредить диоды. Напротив, трансформатор переменного тока является более надежным компонентом, который может выдерживать перегрузки по току без ухудшения или сокращения ожидаемого срока службы трансформатора.
К преимуществам трансформаторов переменного тока относятся:
Автор цитирует свое исследование в следующих шести отчетах: WC42412-1. Дуговая точечная и шовная сварка
Таким образом, хотя сварка в ванне и шовная сварка металлического настила, возможно, не самый простой метод, в ближайшее время он не исчезнет.
Что такое сварной шов металлического настила?
Обучение и сертификация по сварке металлических настилов Есть только пара отличий, которые мы рассмотрим. Вот оборудование, которое вам понадобится:
Типы сварочных электродов и электродов для металлического настила
Какой тип сварочной проволоки использовать для металлического настила? Вам нужно будет прочитать раздел технических характеристик металлического настила, чтобы узнать, какой тип сварочного стержня требуется для работы Дополнительные предметы, необходимые для сварки металлического настила
Так что вам нужно будет держать много под рукой. Использование мешочка для сварочных прутков значительно упрощает работу. В противном случае вам придется останавливаться и покупать сварочный стержень каждый раз, когда вам понадобится новый. Это добавляет ненужное время к работе. Ниже приведены различные шаги, которые необходимо выполнить для подготовки.
Как сделать дуговую точечную сварку или сварочную ванну металлического настила Образец можно найти на чертежах конструкции. Важно обратить внимание на требуемую схему сварки и выполнить сварку металлического настила в соответствии с проектными чертежами.