Что лучше: углекислота или сварочная смесь?
Защитные газы, применяемые при сварке, подаются к месту образования сварочного шва и обеспечивают защиту дуги и сварочной ванны от атмосферных газов. Это позволяет повысить качество соединения. К тому же защитные газы, влияя на состав шва, увеличивают его плотность и глубину провара, улучшают микроструктуру металла.
В сварочных работах используется два вида защитных газов: чистая углекислота без примесей и газовые смеси. Каждый из вариантов характеризуется своими особенностями, имеет свои достоинства и недостатки, свою область применения, которые необходимо учитывать при выборе.
От выбора защитного газа зависит и рабочий процесс, и результат работы. Следует помнить, что для разных видов сварки выбор защитного газа влияет на эффективность и качество работы. Именно выбор защитного газа сказывается на глубине плавления, пористости и надежности шва, выделении дыма и других характеристиках.
Применение углекислоты
Углекислота (двуокись углерода CO2) — единственное вещество, которое используют при сварке в чистом виде, то есть без добавления инертного газа. К тому же этот вариант защиты один из самых недорогих, поэтому он достаточно популярен в случаях, когда материальная сторона стоит на первом месте. Углекислота является наиболее часто применяемым из химически активных газов при MAG методе, используемом при сварке заготовок из не легированных, низколегированных и коррозионно-устойчивых сталей. Она позволяет получить значительный тепловой эффект, что необходимо при работе с металлическими заготовками большой толщины. Однако дуга при этом не особо стабильна, а это приводит к разбрызгиванию металла. Поэтому используют углекислоту в чистом виде только при работе на короткой дуге.
К тому же этот вариант защиты один из самых недорогих, поэтому он достаточно популярен в случаях, когда материальная сторона стоит на первом месте. Углекислота является наиболее часто применяемым из химически активных газов при MAG методе, используемом при сварке заготовок из не легированных, низколегированных и коррозионно-устойчивых сталей. Она позволяет получить значительный тепловой эффект, что необходимо при работе с металлическими заготовками большой толщины. Однако дуга при этом не особо стабильна, а это приводит к разбрызгиванию металла. Поэтому используют углекислоту в чистом виде только при работе на короткой дуге.
Чистый углекислый газ более плотный, чем воздух, подаваемый в зону сварки, вытесняет воздух, создавая защитную среду. Двуокись углерода можно использовать при ручной, полуавтоматической и автоматической сварке. Чаще всего ее применяют при полуавтоматической сварке.
Железо и углерод, входящие в состав стали свариваемых деталей, под действием углекислого газа при сварке в его среде окисляются. Поэтому при формировании шва для предотвращения окисления металла используют специальную присадочную проволоку, содержащую марганец и кремний. Расход углекислоты зависит от: толщины соединяемых металлических деталей, диаметра присадочной проволоки и параметров подаваемого на электрод тока.
Поэтому при формировании шва для предотвращения окисления металла используют специальную присадочную проволоку, содержащую марганец и кремний. Расход углекислоты зависит от: толщины соединяемых металлических деталей, диаметра присадочной проволоки и параметров подаваемого на электрод тока.
Применение сварочных смесей
Существенно повысить качество и эффективность сварочных работ позволяет применение сварочных защитных смесей, составленных в определенной пропорции. Применение правильно подобранной сварочной смеси не только повышает производительность, но и позволяет получить более качественные и надежные швы, благодаря таким особенностям:
- повышение стабильности дуги;
- возрастание скорости наплавления металла;
- снижение разбрызгивания;
- повышение пластичности и плотности шва;
- уменьшение задымленности.
Для того, чтобы сделать выбор между углекислотой и определенной сварочной смесью, необходимо учесть сложность предстоящей сварочной работы, требуемое качество шва, целесообразность и возможность материальных затрат.
Основные виды защитных газовых сварочных смесей
Основу защитных сварочных смесей составляет инертный газ аргон, который можно смешивать как с другими инертными газами, так и с газами активными. Наиболее распространенными являются следующие защитные сварочные смеси:
- Аргон с углекислотой. Применяется для сварки заготовок из низкоуглеродистых и низколегированных сталей. Смесь облегчает перенос материала электрода, позволяет получить ровный и пластичный шов, снижает образования пор;
- Аргон с кислородом (O2 до 5 %). Применяется для сварки изделий из низколегированных и легированных сталей. За счет снижения пористости металла повышается плотность шва, облегчается струйный перенос материала электрода. Позволяет применять присадочную проволоку более широкого ассортимента;
- Аргон с водородом. Применяют при соединении заготовок из никелевых сплавов и нержавеющей стали методом TIG. Так же может использоваться как формовочный газ.

- Аргон с гелием. В такой абсолютно инертной среде производят сварку деталей из алюминия, титана, меди, хромоникелевой стали методами MIG и TIG.
- Аргон и активные газы. Такое сочетание обеспечивает двукратную экономию. Используется в ручной и автоматической MAG сварке легированных сталей.
- Углекислота с кислородом. Применяется при сварке из углеродистых и низколегированных сталей. Обеспечивает формирование более ровного шва за счет снижения разбрызгивания металла. Существенное повышение температуры в зоне сварки позволяет повысить производительность работ. Однако повышенное окисление металла снижает прочностные характеристики соединения.
- Универсальный защитный газ. Представляет собой аргон высокой частоты. Газ универсален в своем применении, но наибольшее распространение получил при сварке алюминия и других цветных металлов.

Способы смешивания газа
Для получения газовой защитной смеси используются два способе — производственный и непосредственно на рабочем месте.
При производственном методе получения смеси используются специальные газовые смесители, позволяющие смешивать 2–3 различных компонента. Получения заданного процентного соотношения обеспечивается подбором соответствующих диаметров расходных отверстий и тарировкой самого смесителя.
Простой способ смешивания, выполняемый на рабочем месте, использует ротаметр. Состав смеси аргона и-углекислоты или углекислоты и кислорода регулируется с помощью редукторов на газовых баллонах. Регулируя расход и контролируя показания ротаметра, добиваются требуемого соотношения используемых составляющих. Однако такой метод не позволяет обеспечивает максимальной точности, что сказывается на качестве шва.
Выводы: сварочная смесь или углекислота — что же лучше?
Основные различия между чистой углекислотой и сварочными смесями:
- углекислоту можно использовать только при сварке ограниченного вида металлов — углеродистых и низколегированных сталей, а сварочные смеси имеют более широкую сферу применения — их применяют при сварке различных цветных металлов и сплавов;
- углекислота — однородный газ, а сварочные смеси получают смешиванием в определенных пропорциях разных газов, для чего нужно специальное оборудование;
- производительность сварки в защитной среде из сварочных смесей значительно выше, чем в среде углекислого газа.

Общее у этих защитных газовых сред — улучшение качества и повышение производительности сварочных работ.
Основной вывод: преимущества сварочных смесей перед углекислотой заключается в возможности работать с различными материалами, более высокая производительность и более высокое качество соединений. Однако использование углекислого газа предпочтительнее при работе с определенными материалами и полуавтоматической сварке.
Пара слов о сварочных смесях (Ar+CO2) + генератор углекислоты своими руками от сварщиков-экспериментаторов
Про сварку в газовых смесях ходят легенды. Вот, например, если варить в смеси Ar-75%+CO2-25%, то и брызги исчезают совсем и электродного присадочного материала расходуется меньше: писаки на разношерстных сайтах о сварке утверждают со знанием дела о 3-5% экономии! Если варить много, приличная, однако, экономия получается. Плюс ко всему вместо мелкокапельного металлопереноса образуется фактически струйный перенос металла с электродной проволоки в сварочную ванну, что делает шов плотнее и, очевидно, прочнее. При больших объемах сварки с СО2 обмерзает редуктор и не работает, так что приходится использовать всякие дополнительные приспособления – подогреватели углекислого газа. Так же при сварке в углекислоте наблюдается сильно разбрызгивание. А со смесью этого не происходит. И баллон приходится менять реже.
При больших объемах сварки с СО2 обмерзает редуктор и не работает, так что приходится использовать всякие дополнительные приспособления – подогреватели углекислого газа. Так же при сварке в углекислоте наблюдается сильно разбрызгивание. А со смесью этого не происходит. И баллон приходится менять реже.
В общем, смесь «рулит», не смотря на то, что СО2 дешевле и не так чувствительна к подготовке сварочных кромок.
В связи с чем вопрос: действительно ли использование сварочных смесей на основе Ar так эффективно или все-таки лучше варить СО2?
Лично мне очевидно, что процентное соотношение Ar + СО2 газовой смеси выбирают в зависимости от толщины металла, количества легирующих элементов в нем и с учетом требований по механической прочности шва. В целом, играясь этим соотношением можно улучшить или ухудшить свойства сварного соединения.
Конечно, сколько сварщиков, столько мнений, а истина находится где-то посередине. Первое, что, очевидно, нужно учитывать, это тип вашего полуавтомата. Если он рассчитан только на MAG –сварку в активном газе – углекислоте, то использование смеси с высоким содержанием в ней аргона приведет к возникновению проблем с клапаном. Поэтому для сварки в смесях логично выбирать инвертор MIG.
Если он рассчитан только на MAG –сварку в активном газе – углекислоте, то использование смеси с высоким содержанием в ней аргона приведет к возникновению проблем с клапаном. Поэтому для сварки в смесях логично выбирать инвертор MIG.
Теперь по сути проблемы…
Может показаться, что смесь применять вообще не стоит, так как есть здесь определенный маркетиноговый ход, позволяющий накрутить цену за счет манипуляций с процентным соотношением разностоимостных газов в баллоне. В итоге получается, что за суррогат аргона и углекислоты нужно платить так же, как за первосортный аргон. Здесь дело обстоит примерно как с бензином. Был 76-й и 92-й бензин. В итоге придумали нечто среднее между этими двумя марками 80-й. В итоге сами знаете, что получилось.
С другой стороны профессиональные сварщики знают, что действительно смесь эффективна при сварке коррозионостойких сталей, оцинкованного металла, хотя по всем теоретическим канонам сварка в чистом аргоне этих же марок и покрытий качество швов должна только улучшить.
- марка стали ( сварка нержавеющей стали 20Х13 может отличаться от ст. 12Х18Н10Т и т.д.)
- марка присадочной проволоки
- режимы сварки.
Исходя из этого становится понятно, почему смесь, которая одному сварщику подходит идеально, для другого дает неудовлетворительный результат. С нашей точки зрения, однозначного ответа в какой пропорции лучше варить здесь нет. Ее надо подбирать индивидуально в каждом конкретном случае в зависимости от исходных данных.
Аргон применяют при сварке легированных/высоколегированных и жаропрочных сталей, алюминия, титана.
Если же вы занимаетесь кузовным ремонтом, другими словами сваркой низкоуглеродистых сталей, которые применяют в автопроме – здесь однозначно нужно применять углекислоту. Хотя, если будете варить «чернягу» аргоном разницы не почувствуете (разве что в цене за баллон?).
Генератор углекислоты для сварки своими руками
Но немного отвлечемся от серьезной темы…
В каждой шутке есть доля шутки, а остальное правда…
Оказывается, приличный шов, ничем не уступающий по качеству шву, сваренному в смеси аргона с углекислотой, можно получить при сварке на Кока-Коле (Coca Cola). Вспоминаем, что только не делали с этой самой Кока-Колой: и пили, и ели ее, и как средство от ржавчины использовали, ведь «богатый» состав этого чудо-напитка содержит много чего, даже немножко ортофосфорной кислоты. Ее добавляют как усилитель вкуса, или «Третий вкус», изобретенный японцами в «стране восходящего солнца» – этот самый «вкус» более интенсивно всасывается и ощущается вкусовыми рецепторами. Не забываем при этом, что ортофосфорная кислота применяется еще много где в химической промышленности и, в частности, в ваннах электрополировки вместе с хлористым ангидридом и прочими хим. веществами. Электрополировка, напомним, в промышленности служит для придания изделиям из нержавейки товарного вида .
Так вот, оказалось, что у Кока-Колы обнаружился еще один «талант»: ее можно применять в качестве защитной среды при сварке полуавтоматом низкоуглеродистых и низколегированных сталей проволокой св.08Г2С.
Рецепт приготовления защитной среды прост:
- Кока-Кола – 0,5 л
- Уксус -1,25 мл
- Сода пищевая – 100 г
- Лимонная кислота – 20г.
Получается вот такая смесь в предложенных пропорциях и генератор диоксида углерода по совместительству.
А далее, как в сказке: чем дальше, тем страшней…
Берем мерную кружку, засыпаем в нее лимонную кислоту, затем соду, перемешиваем. Предварительно подготавливаем два куска газетной бумаги и высыпаем содержимое нашей кружки аккуратной дорожкой на них. Аккуратно сворачиваем газеты в трубочки так, чтобы содержимое осталось внутри, и скручиваем торцы трубочек так, чтобы содержимое никуда не высыпалось.
Берем пластиковую бутылку и наливаем в нее 0,5 л Кока-Колы, добавляем уксус и пару подготовленных трубочек. Накручиваем трубку для подачи газа в сварочную горелку на бутылку – и вуаля, газовая защитная атмосфера своими руками готова к применению. Проверка шва, выполненного на кока-коле, дала положительный результат.
Накручиваем трубку для подачи газа в сварочную горелку на бутылку – и вуаля, газовая защитная атмосфера своими руками готова к применению. Проверка шва, выполненного на кока-коле, дала положительный результат.
Вывод: если у вас кончился баллон с газом посреди ночи и варить все-равно надо, а в хозяйстве есть Кола и то, что на кухне у жены под рукой должно всегда найтись – вы будете спасены, сможете закончить работу до утра и при этом не оставите разочарованными ваших заказчиков.
GULLCO® и Translas объявляют о глобальном дистрибьюторском партнерстве
«Будущий передовой альянс для более здоровой и эффективной сварочной промышленности» факельного извлечения дыма, объявила о партнерстве с GULLCO International Limited. В рамках этого партнерства GULLCO станет глобальным дистрибьютором новейших решений Translas для удаления дыма, таких как полуавтоматическая сварочная горелка Translas 7XE для удаления дыма и высоковакуумные установки ClearO2 серии W, разработанные и спроектированные для автоматизации сварки.
Когда было сделано объявление, исполнительный директор Translas Canada Дункан Бомонт прокомментировал: «Мы очень рады партнерству с GULLCO в качестве нашего глобального дистрибьютора решений для удаления дыма Translas, сварочного пистолета 7XE Semi-automatic Fume Extractor в сочетании с ClearO2. Высоковакуумные агрегаты серии W. В связи с тем, что регулирование качества воздуха вызывает все большую обеспокоенность во всем мире, а автоматизация набирает обороты во всем мире, мы видим большой потенциал для роста в широком спектре приложений. GULLCO уже более 66 лет является лидером в области автоматизации и является надежным международным производителем и мировым поставщиком средств автоматизации сварки, включая сварочные тележки, тележки для резки и станки для снятия фаски с пластин для автоматической сварки и резки для мировых производственных брендов. GULLCO — идеальный партнер для Translas, и мы надеемся на успешное сотрудничество».
Компания GULLCO рада сотрудничеству с Translas в качестве ведущего партнера и добавлению полуавтоматической сварочной горелки 7XE с вытяжкой дыма и высоковакуумных установок ClearO2 серии W в свой портфель продуктов, разработанных с использованием исключительных технологий. По словам Ника Дрейка, менеджера по глобальному маркетингу GULLCO, «GULLCO с энтузиазмом заключает эксклюзивное дистрибьюторское соглашение с Translas, чтобы еще больше влиять на сварочную отрасль с помощью будущего передового альянса».
По словам Ника Дрейка, менеджера по глобальному маркетингу GULLCO, «GULLCO с энтузиазмом заключает эксклюзивное дистрибьюторское соглашение с Translas, чтобы еще больше влиять на сварочную отрасль с помощью будущего передового альянса».
Проблемы здоровья и безопасности, связанные со сварочным процессом
Сварочный дым содержит пары, смесь переносимых по воздуху побочных продуктов газа и мелких частиц. Состав смеси зависит от способа сварки и свариваемых изделий. Пары и газы, выделяющиеся при сварке, могут привести к серьезным проблемам со здоровьем. Кратковременное воздействие может вызвать тошноту, головокружение или раздражение глаз, носа и горла. Длительное воздействие сварочного дыма может привести к раку легких, гортани и мочевыводящих путей, а также к поражению нервной системы и почек. Некоторые газы, такие как гелий, углекислый газ и аргон, вытесняют кислород, а аргон может представлять опасность удушья, особенно в закрытых рабочих помещениях.
Полуавтоматический дымосос Translas 7XE
Вытяжка у источника является самым безопасным и эффективным решением для создания более здоровой рабочей среды.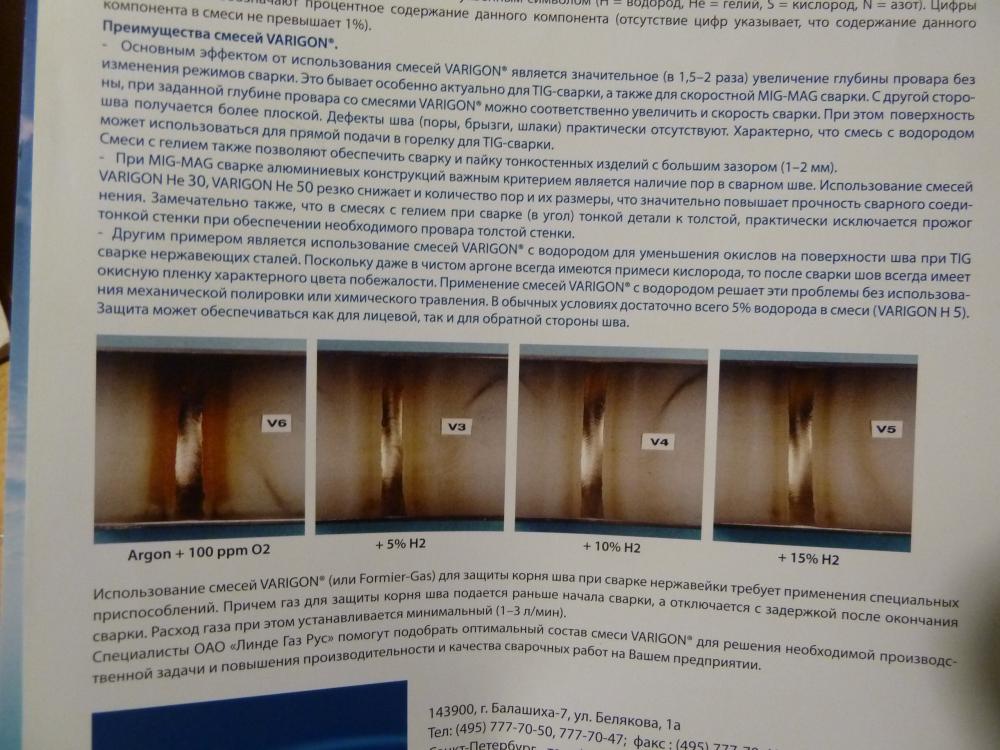 Полуавтоматический дымосос Translas 7XE представляет собой сварочный пистолет, предназначенный для улавливания опасных сварочных дымов непосредственно у их источника. Решение для удаления дыма Translas удаляет до 95 % сварочного дыма непосредственно у источника. При использовании Translas 7XE в сочетании с высоковакуумными установками ClearO2 серии W вредные сварочные дымы и отдельные частицы больше не выбрасываются прямо в воздух; они захватываются сразу после создания.
Полуавтоматический дымосос Translas 7XE представляет собой сварочный пистолет, предназначенный для улавливания опасных сварочных дымов непосредственно у их источника. Решение для удаления дыма Translas удаляет до 95 % сварочного дыма непосредственно у источника. При использовании Translas 7XE в сочетании с высоковакуумными установками ClearO2 серии W вредные сварочные дымы и отдельные частицы больше не выбрасываются прямо в воздух; они захватываются сразу после создания.
Сварочные пистолеты Translas 7XE Fume Extractor и автоматизированная безрельсовая сварочная тележка GULLCO Moggy® в действии
Сварочный пистолет Translas 7XE Fume Extractor на сопле источника дыма крупным планом
Система удаления дыма Translas снижает количество сварочного дыма и твердых частиц на рабочем месте до менее 1 мг/м3 при 8-часовом рабочем дне. Законодательный порог в Канаде для сварочного дыма на рабочем месте составляет 5 мг/м3 в течение 8-часового рабочего дня. Пороговые нормы для отдельных частиц, таких как марганец и шестивалентный хром, могут варьироваться в зависимости от провинции, но с решением Translas эти частицы также успешно извлекаются из источника, прежде чем они попадут в воздух.
Мобильные фильтрационные установки Clear O2 серии W Hi-Vac:
Мобильные фильтрационные установки ClearO2 предназначены для работы с полуавтоматическими вытяжными пистолетами 7XE и эффективно работают в сочетании с GULLCO KAT® или Moggy®.
Полуавтоматический экстрактор дыма 7XE и аппараты высокого вакуума ClearO2 обеспечивают мощную фильтрацию с эффективностью > IFA > 99,8%. Установки компактны, легки и мобильны, что позволяет легко менять место работы.
О Translas – «Разработка новых стандартов сварщиками для сварщиков»
Translas — голландский производитель сварочных пистолетов с 1960 года, основанный «сварщиками для сварщиков» со страстью к инновациям и новым технологиям. Мы разрабатываем инновационные продукты, которые могут похвастаться отличительным дизайном, а также качеством и функциональностью.
Безопасность сварщиков имеет первостепенное значение для Translas. Цель компании — глобально сократить воздействие вредных паров на
рабочих и обеспечить более здоровую и безопасную рабочую среду, тем самым повышая производительность и рентабельность. Некоторые из наших новаторских продуктов включают в себя вытяжные пистолеты со встроенным модулем для безопасного удаления сварочного дыма у источника и переносные вытяжные устройства.
Некоторые из наших новаторских продуктов включают в себя вытяжные пистолеты со встроенным модулем для безопасного удаления сварочного дыма у источника и переносные вытяжные устройства.
Компания Translas за последние несколько лет выросла быстрыми темпами. С недавним открытием каналов сбыта в Канаде компания сосредоточила внимание на ключевых партнерских отношениях с компаниями, использующими интеллектуальные технологии во всем мире, чтобы влиять на сегодняшнюю обрабатывающую промышленность в направлении «будущего».
Для получения дополнительной информации обращайтесь по адресу [email protected] или посетите сайт www.translas.ca
Плюсы и минусы автоматизированной сварки
Для многих производителей ручная сварка по-прежнему остается лучшим методом для большинства производственных операций . Но автоматические сварочные системы могут обеспечить постепенное повышение качества, производительности и прибыльности, если все сделано правильно.
Многие производители сталкиваются с проблемами, связанными с ростом стоимости рабочей силы, нехваткой квалифицированных кадров и глобальной конкуренцией. Наиболее выгодно автоматизировать свои сварочные услуги, если качество сварки имеет решающее значение или если необходимо выполнять повторяющиеся сварные швы на идентичных деталях.
Предприятиям, производящим ограниченное количество продукции, обеспечивающей получение точных сварных швов, целесообразнее перейти на полуавтоматическую сварку.
Адаптация к полностью автоматизированной сварке потребует большего планирования и рассмотрения, если вы хотите, чтобы ваша продукция была эффективной, производительной, прибыльной и воспроизводимой.
Прежде чем решить, как вы хотите автоматизировать свой сварочный процесс, ознакомьтесь с плюсами и минусами автоматизированной сварки, чтобы вы могли принимать более взвешенные решения на первом этапе.
Преимущества автоматизированной сварки Автоматизация процессов сварки дает множество преимуществ. Ниже приведены четыре основных преимущества автоматизированной сварки.
Ниже приведены четыре основных преимущества автоматизированной сварки.
Улучшенное качество сварных швов
При ручной сварке количество бракованных сварных швов увеличивается по мере того, как сварщики устают. Автоматизация размещения деталей и резака снизит вероятность человеческой ошибки и бракованных сварных швов.
Повышенная производительность
Полуавтоматическая сварочная машина, управляемая опытным оператором, производит как минимум в два раза больше мощности, чем два квалифицированных сварщика. Если квалифицированный сварщик попал в аварию и не может работать в течение дня, то у вашего бизнеса будет меньше дневной производительности. Квалифицированные операторы станков более доступны, чем группа опытных сварщиков.
Сокращенные расходные материалы
Расходные материалы — это часть автоматизированных сварочных процессов, которую легко упустить из виду. Форсунки, контактные наконечники и газовые диффузоры могут существенно повлиять на производительность.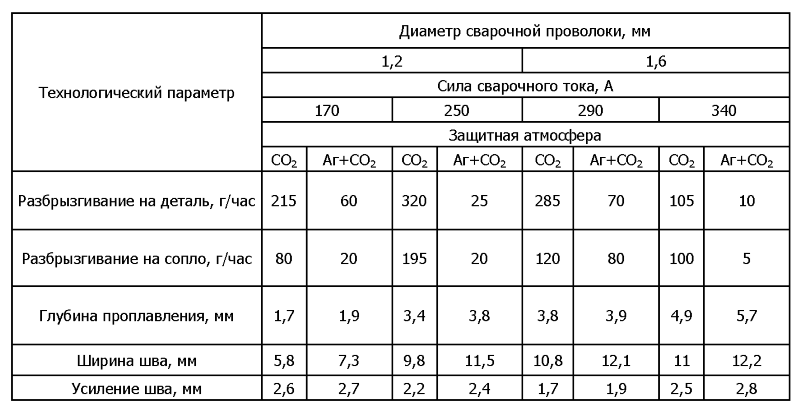 Правильная стратегия использования расходных материалов и правильное сочетание для автоматизированной сварки помогают снизить затраты и повысить производительность.
Правильная стратегия использования расходных материалов и правильное сочетание для автоматизированной сварки помогают снизить затраты и повысить производительность.
Сокращение трудозатрат
Полуавтоматическая сварка требует минимального времени настройки и более высокой скорости сварки. Автоматизированная система сварки может легко затмить квалифицированного сварщика, поскольку она сводит к минимуму вероятность человеческих ошибок в процессе сварки.
Минусы автоматизированной сваркиАвтоматизация сварки имеет и свои недостатки. Но любой недостаток можно превратить в возможности. Их следует распознать в тот момент, когда вы начнете автоматизировать свои сварочные процессы.
Более высокие первоначальные инвестиции
Одним из недостатков инвестиций в автоматизированное сварочное оборудование являются высокие капитальные затраты. Автоматизированные процессы сварки требуют более высоких первоначальных инвестиций, чем ручные процессы сварки.
Ручная сварка может быть более экономичной, но в долгосрочной перспективе она все равно может оказаться такой же дорогостоящей или даже дороже, чем автоматическая сварка. У вас будут затраты на рабочую силу, текущий ремонт, стоимость производственных отходов и непредвиденные чрезвычайные ситуации для вашего магазина и сотрудников.
Вы можете начать с более доступных полуавтоматических систем. Если вы ищете экономичное полуавтоматическое сварочное оборудование, Arcboss вас поддержит!
Гибкость
Около 90 процентов производственных компаний, не имеющих автоматизированных систем, считают отсутствие гибкости серьезной ошибкой. В то время как ручные сварщики могут удобно перемещаться от одной детали к другой, автоматические сварочные аппараты могут сосредоточиться только на ключевой нише в процессе сварки.
Одной из слабостей квалифицированного сварщика является его выносливость, позволяющая постоянно получать хорошие результаты в течение всего дня. В то время как автоматическим сварочным аппаратам не хватает гибкости. Мысль о полуавтоматической сварке компенсирует слабость как человека, так и машины.
В то время как автоматическим сварочным аппаратам не хватает гибкости. Мысль о полуавтоматической сварке компенсирует слабость как человека, так и машины.
Кроме того, такие инструменты, как сварочные позиционеры, сварочные вращатели и сварочные манипуляторы, могут обеспечить большую гибкость, поскольку они позволяют рабочему получать стабильно высококачественные результаты.
Автоматизация, заменяющая сварочные аппараты
Полуавтоматическая сварка является наиболее распространенной категорией автоматизации сварки, поскольку она объединяет возможности человека и машины, поскольку они дают более эффективные результаты, чем квалифицированный сварщик и точный робот.
Технологии автоматизации, если их использовать с умом и эффективно, могут открыть большие возможности в будущем.