СНиП III-18-75 Металлические конструкции — СНиПы
Таблица 42
|
Методы контроля |
Нормы контроля для швов сварных соединений категорий |
||
|
I |
II |
III |
|
|
1. Систематическая проверка выполнения заданного технологического процесса сборки и сварки |
100% швов |
100% швов |
100% швов |
|
2. |
100% длины швов |
100% длины швов |
100% длины швов |
|
3. Ультразвуковая дефектоскопия |
100% отнесенной к I категории длины каждого стыкового и углового шва |
100%
отнесенной ко II
категории длины стыковых и угловых швов по поз. 13″а»
табл. 41; 100% длины каждого второго стыкового шва II
категории по поз. 11 табл. 41 и 50% длины каждого стыкового шва
II
категории по поз. 12 табл. 41 (швы выбираются заводской
инспекцией). При выявлении дефектов, выходящих за пределы
допусков, контролю подлежат 100% стыковых швов по поз. |
100% длины каждого третьего стыкового шва III категории по поз. 14, 15 табл. 41 (швы выбираются заводской инспекцией). Если при этом качество более чем 10% проверенных стыков признано неудовлетворительным, то производится дополнительный контроль такого количества стыков, чтобы общий объем проверенных ультразвуковой дефектоскопией швов составлял 50%. Если и при дополнительном контроле выявляются стыковые швы неудовлетворительного качества, то контролю подлежат 100% стыковых швов данной категории |
|
4. Просвечивание проникающими излучениями |
Швы, результаты проверки которых ультразвуковой дефектоскопией требуют уточнения |
–– |
–– |
|
5. |
100% стыковых швов по поз. 1, 2 табл. 41, за исключением стыковых швов внутренних листов элементов коробчатого сечения |
По два макрошлифа на каждом стыковом шве по поз. 14, 15 табл. 41, в котором при контроле ультразвуковой дефектоскопией выявлены дефекты; если при осмотре макрошлифов обнаружены недопустимые дефекты, то осматриваются еще два макрошлифа на данном элементе. Если на дополнительных макрошлифах обнаруживаются недопустимые дефекты то осматриваются макрошлифы на всех стыковых швах данного элемента |
|
|
*
Нормы контроля действуют для швов по поз. 11 и в случае, если
недопустимые дефекты обнаружены в швах по поз. |
|||
 Наружный осмотр и промер швов
Наружный осмотр и промер швов
 Металлографические исследования макрошлифов на торцах стыковых
швов
Металлографические исследования макрошлифов на торцах стыковых
швов 7 табл. 41.
7 табл. 41.При сварке конструкций мостов производится проверка применяемых режимов и сварочных материалов путем испытания контрольных соединений с определением механических свойств соединений и металла шва, а также его химического состава. Методы и объем испытании контрольных соединений устанавливаются специальной инструкцией.
9.21. Устранение
деформаций грибовидности и перекоса полок двутавровых, тавровых и
Н-образных элементов мостовых конструкций, в том числе
эксплуатируемых в районах с расчетной температурой ниже минус 40°
С и до минус 65° С включительно и из стали класса С52/40,
допускается производить холодной правкой на пресс-вальцах при
соблюдении требований табл. 1. Указанные элементы, а также элементы
коробчатого сечения допускается исправлять с помощью термической и
термомеханической правки с нагревом в соответствии с требованиями п.
Образование отверстий для заклепочных и болтовых соединений
9.22. При изготовлении стальных конструкций мостов диаметры отверстий под заводские и монтажные заклепки, а также под болты нормальной точности и высокопрочные должны удовлетворять требованиям табл. 43 настоящей главы.
Отверстия под заклепки, прикрепляющие продольные и поперечные балки проезжей части и под другие заклепки, работающие на отрыв головок, а также отверстия в фасонках и накладках под высокопрочные болты надлежит раззенковывать в соответствии с указаниями п. 1.72 настоящей главы. В остальных случаях в местах прилегания головок заклепок к склепываемому пакету допускается раззенковывать отверстия на 0,8 мм по глубине и диаметру.
Продавливание отверстий на
полный диаметр в элементах пролетных строений и опор не допускается.
Таблица 43
|
Параметры метизов и отверстий |
Диаметры и отклонения, мм |
||||
|
Номинальный диаметр стержней высокопрочных болтов |
— |
18 |
22 |
24 |
27 |
|
Номинальный диаметр отверстий под высокопрочные болты в соединениях: |
|||||
|
определяющих геометрию конструкции |
— |
19 |
23 |
25 |
28 |
|
не определяющих геометрию конструкции |
— |
23 |
28 |
30 |
33 |
|
Номинальный диаметр стержней заклепок и болтов нормальной точности (не высокопрочных) |
16 |
–– |
22 |
24 |
27 |
|
Номинальный диаметр отверстий под заклепки и болты нормальной точности (не высокопрочные) |
17 |
–– |
23 |
25 |
28 |
|
Отклонения диаметра отверстия |
+0,4 -0,2 |
+0,5 -0,2 |
+0,5 -0,2 |
+0,5 -0,2 |
+0,6 -0,2 |
|
|
13 |
17 |
19 |
21 |
23 |
|
Примечание. |
|||||
 Болты и
заклепки других стандартных диаметров в мостовых конструкциях не
допускаются.
Болты и
заклепки других стандартных диаметров в мостовых конструкциях не
допускаются.Продавливание отверстий в деталях несущих элементов конструкций, эксплуатируемых в районах с расчетной температурой ниже минус 40° С и до минус 65° С включительно и из стали класса С52/40, не допускается.
9.23. Просверленные и рассверленные отверстия должны иметь цилиндрическую форму с гладкими стенками, перпендикулярными плоскости сборочного элемента. Отклонения по овальности допускаются в пределах плюсовых и минусовых допусков на диаметр отверстий. Отклонения но черноте и косине отверстий под заклепки принимаются во всех случаях но нормам табл. 6 настоящей главы, установленным для низколегированной стали: при этом максимальная допустимая косина ограничивается 2 мм.
9.24. При изготовлении
конструкций пролетных строений или опор с применением для сверления
монтажных отверстий кондукторов должна быть произведена на заводе
контрольная сборка первого и каждого последующего пятого пролетного
строения или опоры данного типа; в пролетных строениях с идентичными
фермами допускается производить контрольную сборку одной из них.
Объем контрольной сборки назначается в соответствии с п. 1.29 настоящей главы. При этом совпадение монтажных отверстий должно удовлетворять следующим требованиям: калибр диаметром меньше проектного диаметра отверстия на 0,5 мм должен проходить не менее чем в 85% отверстий каждой группы.
Исправление дефектных монтажных отверстий производится в соответствии с п. 1.69 настоящей главы по согласованию с заводской инспекцией.
9.25. При общей сборке, осуществляемой частями фермы, в последующую часть фермы должен входить участок предыдущей части, включающий не менее двух панелей и не менее двух монтажных элементов каждого пояса.
9.26. Отклонения размеров мостовых конструкций при общей и контрольной сборке на стеллажах не должны превышать величин, указанных в табл. 44.
Таблица 44
|
Наименование отклонения |
Допускаемое отклонение |
|
1. |
|
|
до 50 м |
± 10 мм |
|
более 50 м |
1/5000 длины пролета |
|
2. Отклонение расстояний между соседними узлами главных ферм и связей |
1/3000 длины, но не более ± 3 мм |
|
3. Отклонение ординат строительного подъема от теоретических при ординатах: |
|
|
до 60 мм |
± 3 мм |
|
более 60 мм |
± 5% величины ординаты |
|
4. |
± 3 мм |
 Отклонение длины
пролетного строения от проектной при пролете:
Отклонение длины
пролетного строения от проектной при пролете: Отклонение узлов
конструкций главных ферм и поперечных связей от плоскости
Отклонение узлов
конструкций главных ферм и поперечных связей от плоскостиТаблица 45
|
Наименование отклонения |
Допускаемое отклонение |
|
Отклонения по длине: |
|
|
1. Обреза (расстояния от крайнего монтажного отверстия до конца элемента) в поясах клепаных, клепаносварных и болтосварных пролетных строений* |
+0 мм; — 4 мм |
|
2. |
+0 мм; — 2 мм |
|
3. Элементов цельносварных пролетных строений, входящих в ограниченный по длине замкнутый контур (балки проезжей части, раскосы, пояса и т. п.) |
+0 мм; — 4 мм |
|
Отклонения по высоте или по ширине: |
|
|
Габаритных размеров по ширине элементов поясов и решетки клепаных, клепаносварных и болтосварных** пролетных строений: |
|
|
4. В зоне узлов и стыков |
+0 мм; — 2 мм*** |
|
5. |
± 4 мм |
|
Габаритных размеров по высоте элементов поясов и решетки клепаных, клепаносварных и болтосварных пролетных строений: |
|
|
6. В зоне узлов и стыков при перекрытии только вертикальных листов сечений |
± 2 мм |
|
7. На других участках |
± 4 мм |
|
8. Габаритных размеров по высоте элементов поясов клепаных, клепаносварных и болтосварных пролетных строений в зоне узлов и стыков при перекрытии вертикальных и горизонтальных листов сечений |
+0 мм; — 2 мм |
|
Габаритных размеров по высоте: |
|
|
9. |
± 1 мм |
|
10. Балок проезжей части и главных ферм цельносварных пролетных строений |
± 2 мм |
|
Габаритных размеров по высоте балок главных ферм клепаных, клепано-сварных и болтосварных пролетных строений: |
± 2 мм**** |
|
11 В зоне стыков и узлов |
|
|
12. Для всех балок вне зоны стыков и узлов |
±4 мм |
|
* С учетом указанного
допуска зазоры в стыках (как предусмотренных проектом, так и
дополнительных) элементов пролетных строений не должны превышать 8
мм, если в проекте не содержится специальных указаний по величине
зазоров. ** Для коробчатых элементов поясов и решетки болтосварных и клепаносварных пролетных строений указанные в этом пункте допускаемые отклонения увеличиваются в средней (по высоте) части сечения на ± 1 мм. *** В случае, когда элемент охватывает узловые фасонки, допускается отклонение — 0 мм; +2 мм. **** При этом отверстия в стыковых накладках стенки балки сверлятся таким образом, чтобы высота ступеньки в стыке каждого из поясов не превосходила 2 мм. |
|
 Балок проезжей части
клепаных, клепаносварных и болтосварных пролетных строений
Балок проезжей части
клепаных, клепаносварных и болтосварных пролетных строений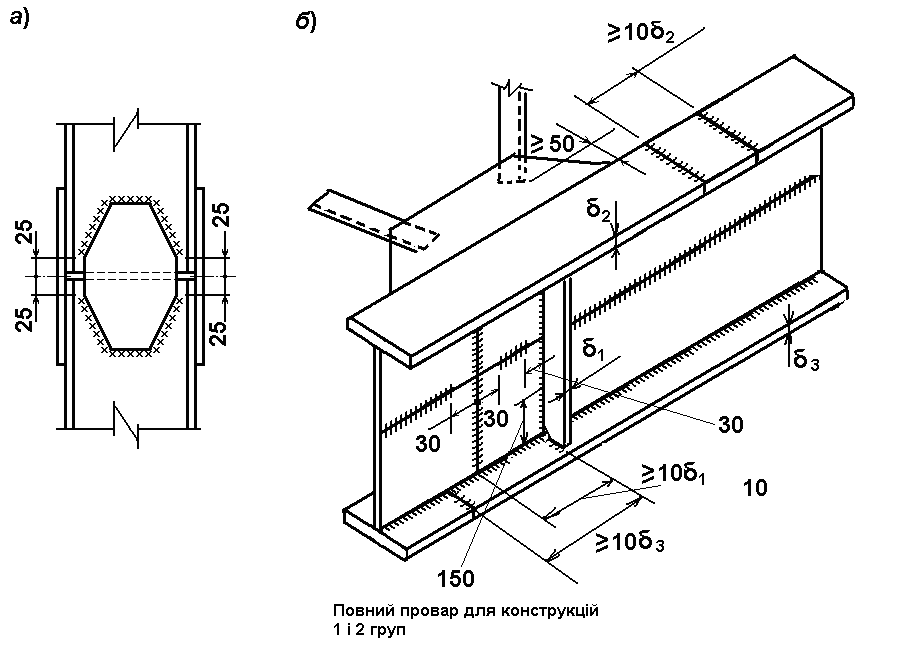 На
других участках
На
других участках Балок проезжей части
клепаных, клепаносварных и болтосварных пролетных строений в
местах соединения при наличии рыбок сверху и снизу
Балок проезжей части
клепаных, клепаносварных и болтосварных пролетных строений в
местах соединения при наличии рыбок сверху и снизу
9.27. Для рассверловки монтажных отверстий в поперечных связях должны быть собраны на стеллажах все элементы поперечника, включая поперечную балку.
9.28. Сверление
монтажных отверстий в элементах с применением кондукторов в случаях,
когда на точность совпадения отверстий оказывает влияние суммирование
допусков (отверстия в рыбках продольных балок, в пересечениях
диагоналей связей с продольными балками и между собой и др. ), следует
осуществлять: на неполный диаметр при монтажных соединениях на
заклепках; на диаметр, превышающий на 5 — 6 мм диаметр болта
при монтажных соединениях на высокопрочных болтах, при условии, что
данные соединения не определяют геометрию конструкции.
), следует
осуществлять: на неполный диаметр при монтажных соединениях на
заклепках; на диаметр, превышающий на 5 — 6 мм диаметр болта
при монтажных соединениях на высокопрочных болтах, при условии, что
данные соединения не определяют геометрию конструкции.
Аналогичным образом просверливаются на заводе монтажные отверстия, образование которых затруднено при общей сборке мостовых конструкций (отверстия в фасонках продольных связей в узлах перелома. пояса и элементах связей, примыкающих к этим фасонкам, в прикреплении трубчатой распорки портала и др.).
Клепка и постановка высокопрочных болтов
9.29. Натяжение
высокопрочных болтов на заданное усилие в мостовых конструкциях, как
правило, осуществляется и контролируется по методу приложения
расчетного крутящего момента в соответствии с нормами пп. 1.133 и
1.138 настоящей главы.
9.30. При проверке плотности склепанных или стянутых высокопрочными болтами пакетов в конструкциях мостов щуп толщиной 0,3 мм не должен входить между листами пакета.
Допускаемые отклонения размеров
9.31. Величины отклонений действительных размеров от проектных для отправляемых на монтаж сборочных деталей и элементов не должны превышать допускаемых, указанных в табл. 8 и 45, если в чертежах КМ не предусмотрены более жесткие допуски.
9.32. Отклонения при изготовлении опорных частей не должны превышать величин, приведенных в табл. 46.
Таблица 46
|
Наименование отклонения |
Допускаемое отклонение, мм |
|
1. |
+3 |
|
2. Диаметр катка — для всей группы катков данной опорной части |
— 2 |
|
3. Разность диаметров отдельных катков в группе |
0,1 |
|
4. Отклонения поверхностей катания у балансиров и плит от плоскости |
0,1 |
|
5. Диаметр шарниров |
+0;-0,2 |
|
6. Диаметр цапф |
— 0; +0,2 |
|
7. |
±3 |
|
8. Общая высота опорных частей |
±5 |
|
9. Перекос собранных опорных частей в поперечном направлении |
3 |
 Высота балансиров
Высота балансиров Высота плит
Высота плитТаблица 47
|
Наименование отклонения |
Допускаемое отклонение |
|
Искривление сборочных деталей |
|
|
1. |
1 мм |
|
Стрела выгиба оси элемента |
|
|
2. Для элементов главных ферм и балок проезжей части |
длины элемента* или его искривленной части, но не более 10 мм |
|
3. Для элементов связей |
длины элемента или его искривленной части, но не более 15 мм |
|
Перекос полки ()
относительно стенки и грибовидность полки ()
(по рис. |
|
|
4. В местах сопряжения с другими элементами в узлах, в стыках и местах примыкания балок, в зоне опирания балок на опорные части |
0,005 b, но не более 1 мм |
|
5. В местах примыкания ребер жесткости к поясам балок |
0,01b |
|
6. У поясов, на которые опираются мостовые брусья |
0,01 b; при этом разность уровней кромок пояса в одном сечении не должна превышать 3 мм |
|
7. У поясов, сопрягаемых с железобетонной плитой при отсутствии закладных деталей |
0,01b |
|
8. |
0,01b; при этом в нижних поясах сплошных балок при ширине пояса более 300 мм отклонение кромки пояса от проектного положения вверх не должно превышать 3 мм |
|
Винтообразность элементов |
|
|
9. Деформация скручивания (винтообразность) элементов пролетных строений |
1 мм на 1 м длины элемента, но не более 10 мм |
|
Несимметричность элементов двутаврового и Н-образного сечений |
|
|
Отклонение оси стенки от оси полки в зоне монтажного соединения при перекрытии всех частей сечения: |
|
|
10. |
2мм |
|
11. При центрировании кондукторов для сверления монтажных отверстий в полке по оси стенки |
0,015В, но не более 5 мм |
|
12. При перекрытии только полок |
0,015В, но не более 5 мм |
|
13. При рассверловке отверстий на проектный диаметр при оформлении главных балок на заводе |
0,015В, но не более 5 мм |
|
14. В прочих местах |
0,015В |
|
Ромбовидность коробчатых элементов |
|
|
Разность длин диагоналей в поперечном сечении коробчатых элементов: |
|
|
15. |
4 мм |
|
16. При отсутствии горизонтальных накладок и фасонок |
6 мм |
|
17. В прочих местах |
12 мм |
|
* При наличии монтажных стыков вне узлов указанные допуски должны быть обеспечены для полной длины элемента между узлами, что проверяется при общей или контрольной сборке пролетного строения. |
|
 Для листовых деталей
зазор между листом и ребром стальной линейки длиной 1 м в зоне
монтажных соединений
Для листовых деталей
зазор между листом и ребром стальной линейки длиной 1 м в зоне
монтажных соединений поз 9 — 12 табл. 9)
поз 9 — 12 табл. 9) Перекос и грибовидность
в прочих местах
Перекос и грибовидность
в прочих местах При центрировании
кондукторов для сверления монтажных отверстий в полке по ее оси
При центрировании
кондукторов для сверления монтажных отверстий в полке по ее оси В зоне монтажного
соединения
В зоне монтажного
соединения9.33. Отклонения от проектной геометрической формы отправочных элементов не должны превышать величин, указанных в табл. 47.
9. 34. Зазоры в
заводских стыках элементов пролетных строений и узкие конструктивные
щели должны при изготовлении (перед грунтованием) заполняться
шпатлевкой, а при ширине зазора более 8 мм — мягкой сталью и
шпатлевкой.
34. Зазоры в
заводских стыках элементов пролетных строений и узкие конструктивные
щели должны при изготовлении (перед грунтованием) заполняться
шпатлевкой, а при ширине зазора более 8 мм — мягкой сталью и
шпатлевкой.
Заводская приемка, очистка, грунтование, окраска, документация, отгрузка
9.35. Стальные конструкции мостов должны быть приняты ОТК завода-изготовителя и заводской инспекцией до грунтования.
Не исправляются и подлежат замене целиком листы или другие прокатные профили в готовых пролетных строениях или их элементах, имеющие:
трещины в металле шва, переходящие на основной металл;
трещины в основном металле;
расслоения по кромкам.
9.36. Перед
грунтованием покрываемые поверхности конструкций должны быть очищены
в соответствии с требованиями п. 1.82 настоящей главы.
1.82 настоящей главы.
Очистку конструкций под грунтование принимают ОТК завода-изготовителя и заводская инспекция.
9.37. Грунтование и окраску надлежит производить на заводе-изготовителе в соответствии с требованиями главы СНиП “Защита строительных конструкций от коррозии”, главы СНиП “Мосты и трубы” и специальными указаниями по грунтовке и окраске стальных мостовых конструкций.
Грунтование и окраску конструкций принимают ОТК завода-изготовителя и заводская инспекция.
9.38. При сдаче готовой продукции завод-изготовитель обязан представить сертификат на стальные конструкции (согласно п. 1.87 настоящей главы*, а также следующую документацию в качестве приложений к сертификату или акту приемки конструкций заводской инспекцией:
*Мостовые
заводы, а по специальному указанию и другие заводы
металлоконструкций, представляют акт приемки конструкций заводской
инспекцией.
а) полный комплект исполнительных чертежей. включая схему маркировки, с указанием отступлений от чертежей КМ (в том числе отверстий, рассверленных на больший диаметр) и с соответствующими согласованиями;
б) сводную ведомость сертификатов на материалы, применявшиеся при изготовлении конструкций;
в) опись удостоверений о квалификации резчиков, производивших машинную кислородную резку деталей, с указанием даты и номера протокола испытания;
г) опись удостоверений о квалификации исполнителей, производивших постановку заводских высокопрочных болтов, с указанием даты и номера протокола испытания.
Кроме того, для сварных конструкций мостов:
д) опись удостоверений (дипломов) о квалификации сварщиков, производивших сварку конструкций, с указанием даты и номера протокола испытания;
е) ведомость результатов
контроля качества сварных соединений (в том числе ультразвуковой
дефектоскопией и просвечиванием проникающими излучениями) с указанием
методов устранения дефектов.
9.39. Погрузку конструкций следует осуществлять механизированными подъемно-транспортными средствами с выполнением требований п. 1.90 настоящей главы.
Крепление конструкций для перевозки на железнодорожном подвижном составе разрабатывается заводом-изготовителем. При приварке транспортных планок, укосин и т.д. должны выполняться требования пп. 1.25 и 9.13 настоящей главы.
Сертификат (форма)
ПРИЛОЖЕНИЕ 1
__________________________
(завод стальных конструкций)
Сертификат №_____ на стальные конструкции
Заказ № —
Заказчик _______________________________________________
_______________________________________________________
Наименование объекта ________________________________
Масса по чертежам КМД ______________________________
3. Дата начала изготовления
_____________________________
Дата начала изготовления
_____________________________
Дата конца изготовления _______________________________
Организация, выполнившая рабочие чертежи КМ (индекс и № чертежей) ___________________________________________
6. Организация, выполнившая деталировочные чертежи КМД (индекс и № чертежей) ___________________________________________________
7. Стальные конструкции изготовлены в соответствии с ___________________________________________________
(Указать нормативный документ)
8. Конструкции изготовлены из сталей марок_______________
Примененные материалы соответствуют требованиям проекта.
9. Для сварки применены:
а) электроды ___________________________________________
б) сварочная проволока__________________________________
в) флюс________________________________________________
г) защитные газы________________________________________
Сварщики испытаны согласно_________________________
_______________________________________________________
11. Сварные швы проверены
______________________________
Сварные швы проверены
______________________________
Примечания: 1. Сертификаты на сталь, электроды, сварочную проволоку, флюс, защитные газы, заклепки, болты, материалы для грунтовки хранятся на заводе (мастерской).
Протоколы испытаний электросварщиков хранятся на заводе (мастерской).
Приложения: 1. Схемы общих сборок конструкции
2. _________________________________________
3. _________________________________________
Начальник ОТК_________________________
(Подпись)
Город ___________________________
“_____”_____________________19___г.
ПРИЛОЖЕНИЕ 2
Паспорт цилиндрического вертикального резервуара (форма)
Емкость________________________________________________
Марка__________________________________________________
№______________________________________________________
Дата составления паспорта _______________________________
Место установки (наименование предприятия) ______________
________________________________________________________
________________________________________________________
Назначение резервуара___________________________________
Основные размеры элементов резервуара (диаметр, высота)__
________________________________________________________
Наименование организации, выполнившей рабочие чертежи КМ, и номера чертежей __________________________________
Наименование завода-изготовителя стальных конструкций___
________________________________________________________
________________________________________________________
Наименование строительно-монтажных организаций, участвовавших в возведении резервуара:
1)______________
2)______________3)________________и т. д.
д.
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
______________________________________________________
Перечень установленного на резервуаре оборудования:
__________________________________________________________
__________________________________________________________
Отклонения от проекта_________________________________
__________________________________________________________
Дата начала монтажа___________________________________
Дата окончания монтажа________________________________
Дата начала и окончания каждого промежуточного и общего испытаний резервуара и результаты испытаний:
__________________________________________________________
__________________________________________________________
__________________________________________________________
Дата приемки резервуара и сдачи его в эксплуатацию:
__________________________________________________________
__________________________________________________________
Приложения: 1. Деталировочные чертежи стальных конструкций (КМД) №____________ и
рабочие чертежи (КМ) №_____________
Деталировочные чертежи стальных конструкций (КМД) №____________ и
рабочие чертежи (КМ) №_____________
2.Заводские сертификаты на изготовленные стальные конструкции
___________________________________________________________
3. Документы о согласовании отступлений от проекта при монтаже
__________________________________________________________
4. Акты приемки скрытых работ___________________________
___________________________________________________________
5. Документы (сертификаты и др.), удостоверяющие качество электродов, электродной проволоки, флюсов и прочих материалов, примененных при монтаже____________________________________
___________________________________________________________
6. Схемы геодезических
замеров при проверке разбивочных oсей
и установке конструкций__________________________________
Схемы геодезических
замеров при проверке разбивочных oсей
и установке конструкций__________________________________
_____________________________________________________________
7. Журнал сварочных работ________________________________
Акты испытания резервуара_____________________________
Описи удостоверений (дипломов) о квалификации сварщиков, производивших сварку конструкций при монтаже, с указанием присвоенных им цифровых или буквенных знаков________________
_____________________________________________________________
10. Документы результатов испытания сварных монтажных швов ________________________________________________________
_____________________________________________________________
_____________________________________________________________
11. Заключение по
просвечиванию сварных монтажных швов проникающим излучением со
схемами расположения мест просвечивания.
Заключение по
просвечиванию сварных монтажных швов проникающим излучением со
схемами расположения мест просвечивания.
Акты приемки смонтированного оборудования.
Подписи представителей заказчика и строительно-монтажных организаций (перечислить)________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
ПРИЛОЖЕНИЕ 3
Паспорт мокрого газгольдера (форма)
Емкость____________________ марка______________________
№_____________________________________________________
Дата составления паспорта_______________________________
Место установки (наименование предприятия) _____________
________________________________________________________
________________________________________________________
Назначение газгольдера _________________________________
Основные размеры элементов газгольдера (диаметр, высота)_____________________________________________________
Организация, выполнившая рабочие чертежи (КМ), и номера чертежей_________________________________________________
____________________________________________________________
Наименование завода-изготовителя стальных конструкций___
____________________________________________________________
Наименование строительно-монтажных организаций, участвовавших в возведении газгольдера ____________________________________________________________
1)_______________2)__________________3)________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
Перечень установленного на газгольдере оборудования______
____________________________________________________________
Отклонения от проекта___________________________________
____________________________________________________________
Дата начала монтажа_____________________________________
Дата окончания монтажа _________________________________
Дата начала и окончания каждого промежуточного и общего испытания газгольдера и результаты испытаний_________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
Дата приемки газгольдера и пуска его в эксплуатацию (наполнения газгольдера газом)_______________________________
____________________________________________________________
Приложения:
1. Деталировочные чертежи
стальных конструкций (КМД) № и рабочие чертежи (КМ) №
Деталировочные чертежи
стальных конструкций (КМД) № и рабочие чертежи (КМ) №
____________________________________________________________
3aвoдcкиe сepтификaты на изгoтовлeнные стальные конструкции____________________________________________
Документы о согласовании отступлений от проекта при монтаже ___________________________________________________
4. Акты приемки скрытых работ___________________________
____________________________________________________________
____________________________________________________________
Документы (сертификаты и др.), удостоверяющие качество электродов, электродной проволоки, флюсов и прочих материалов, примененных при монтаже____________________
Схемы геодезических замеров при проверке разбивочных осей в установке конструкций__________________________
____________________________________________________________
Журналы сварочных работ____________________________
8. Акты испытания
газгольдера ___________________________
Акты испытания
газгольдера ___________________________
Описи удостоверений (диплoмов) о квалификaции сварщиков, производивших сварку конструкций при монтаже, с указанием присвоенных им цифровых или буквeнныx знакoв
_________________________________________________________
Документы результатов испытания сварных и монтажных швов
____________________________________________________________
____________________________________________________________
Заключения по просвечиванию сварных монтажных швов проникающим излучением со схемами расположения мест просвечивания
Акты приемки смонтированного оборудования.

Подписи представителей заказчика и строительно-монтажных организаций (перечислить)________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________________
Изменения в главе СНиП III-18-75
БСТ №7,1978г.
Постановлением Госстроя СССР от 19 апреля 1978 г. № 60 утверждены и с 1 июля 1978 г. введены в действие приведенные ниже изменения и дополнения главы СНиП III-18-75 “Металлические конструкции”, утвержденной постановлением Госстроя СССР от 20 октября 1975 г. №181.
Пункт 1.9. Исключить слова: “и защищена от коррозии грунтовкой, позволяющей производить сварку”
Пункт 1. 17 изложить в
следующей редакции:
17 изложить в
следующей редакции:
“Кромки деталей из низколегированной стали классов до С60/45 включительно и термически улучшенной углеродистой стали, но подлежащие сварке или не полностью проплавляемые при сварке, после ручной кислородной резки и кромки деталей из стали всех классов — после воздушно-дуговой резки подлежат механической обработке (строжке, фрезерованию, обработке абразивным инструментом).
Механическая обработка
производится на глубину, обеспечивающую удаление дефектов
поверхности, при этом после воздушно-дуговой резки — не менее 2
мм поверхности кромок не должны иметь надрывов и трещин. При
обработке абразивным инструментом следы зачистки должны быть
направлены вдоль кромок. Кромки деталей из углеродистой стали класса
С38/23 после ручной кислородной резки должны быть очищены и не иметь
шероховатостей, превышающих 1 мм, а для конструкций, возводимых или
эксплуатируемых в районах с расчетной температурой ниже минус 400
С и до минус 65° С включительно, — 0,5 мм.
Шероховатость поверхности приторцовываемых кромок деталей, независимо от способов обработки, должна быть не грубее первого класса чистоты поверхности по ГОСТ 2789-73, при этом неплоскостность поверхности не должна превышать 0,3 мм”.
Пункт 1.19. Абзац первый изложить в следующей редакции:
“Кромки работающих на
растяжение деталей из низколегированной стали классов до С60/45
включительно .всех толщин и из углеродистой стали толщиной свыше 10
мм, фасонок ферм из низколегированной стали классов до С60/45
включительно, всех расчетных деталей в конструкциях, воспринимающих
динамические нагрузки, либо возводимых или эксплуатируемых в районах
с расчетной температурой ниже минус 40° С и до минус 65° С
включительно, после резки на ножницах подлежат механической обработке
в соответствии с указаниями пп. 1.17 и 1.86 настоящей главы”.
Пункт 1.21. Абзац второй изложить в следующей редакции:
“Скосы по толщине на концах растянутых деталей (при сопряжении деталей разной толщины) в конструкциях, воспринимающих динамическую нагрузку, должны выполняться машинной кислородной резкой или механической обработкой и не должны иметь ступенек. Неровности и риски в детали должны быть сглажены, обработкой абразивным инструментом вдоль усилия”.
Пункт 1.22 изложить в следующей редакции:
На заготавливаемые детали расчетных элементов конструкций, оговоренных в чертежах КМ и КМД или дополнительных правилах настоящей главы, переносятся клеймением номера плавок. Клеймение номера плавки на деталях сварных элементов должно производиться не ближе 100 мм от мест наложения сварных швов при изготовлении и монтаже”.
Пункт 1. 30. Подпункт
“б”
изложить в следующей редакции:
30. Подпункт
“б”
изложить в следующей редакции:
“б) ударная вязкость на образцах типа VI по ГОСТ 6996 — 66 при отрицательной температуре, указанной в чертежах КМ, для стыковых соединений — не ниже 3 кгс×м/см2, за исключением соединений, выполненных электрошлаковой сваркой”.
Пункт 1.30 дополнить подпунктом следующего содержания:
“г) угол статического изгиба на образцах типа XXVII или XXVIII по ГОСТ 6996 — 66 (при диаметре оправки согласно ГОСТ на основной металл) — не менее:
120° — для углеродистых сталей;
80° — для низколегированных сталей толщиной 20 мм и менее;
60° — для низколегированных сталей толщиной более 20 мм”.
Пункт 1.30. Примечание 1 изложить в следующей редакции:
“1.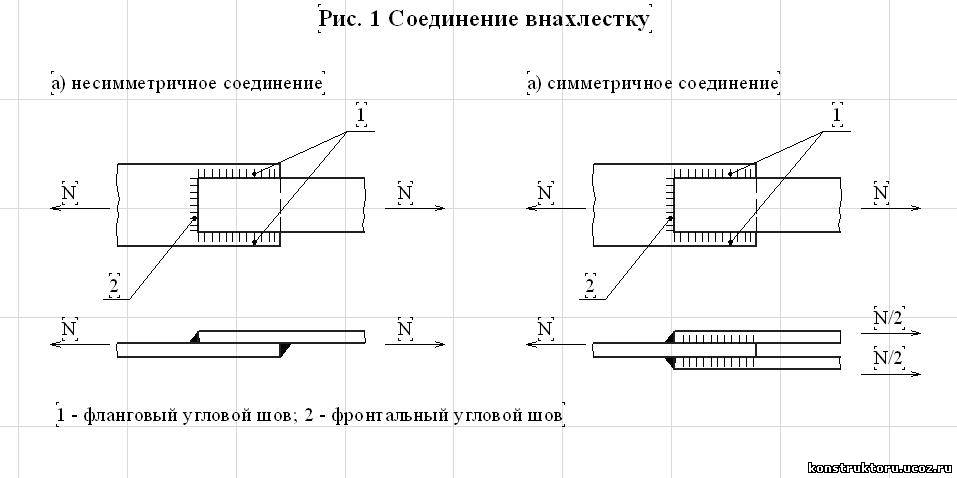 При сварке
элементов из низколегированной стали для угловых швов с размерами
катетов 4 — 7 мм допускается твердость металла шва и околошовной зоны
до 400 единиц по алмазной пирамиде”.
При сварке
элементов из низколегированной стали для угловых швов с размерами
катетов 4 — 7 мм допускается твердость металла шва и околошовной зоны
до 400 единиц по алмазной пирамиде”.
Пункт 1.30 дополнить примечаниями следующего содержания:
“3. У одного из образцов с надрезом по линии сплавления стыкового соединения допускается снижение ударной вязкости не более чем не 0,5 кгс×м/см2 по отношению к норме для основного металла”.
“4. При необходимости применения для определения ударной вязкости образцов других типов (VII — XI по ГОСТ 6996-66) нормы ударной вязкости устанавливаются в чертежах КМ”.
Пункт 1.31 изложить в следующей редакции:
“Сварочные работы
должны осуществляться под руководством лица, имеющего документ о
специальном образовании или подготовке в области сварки”.
Пункт 1.90. Абзац первый изложить в следующей редакции:
“Строповка, внутризаводское транспортирование и погрузке готовых элементов на транспортные средства должны выполняться приемами и приспособлениями, исключающими образование остаточных деформаций
Пункт 2.4. В первой строке первого абзаца после слова “производить” добавить: “контрольную или…”.
Пункт 6.3 изложить в следующей редакции:
“Стенки отверстий для труб во фланцах и соприкасающиеся плоскости фланцев должны быть механически обработаны (резанием).
Механическую обработку сопрягаемых плоскостей фланцев разрешается не производить при условии, если листовая сталь, из которой изготовляются фланцы, выправлена и имеет неплоскостность не более 1 мм.
Отверстия во фланцах для труб
допускается обрабатывать машинной кислородной резкой. Зазор между
трубой и стенкой отверстия во фланцах должен быть не более 3 мм при
условии совмещения центра фланца с осью трубы”.
Зазор между
трубой и стенкой отверстия во фланцах должен быть не более 3 мм при
условии совмещения центра фланца с осью трубы”.
Пункт 6.17 изложить в следующей редакции:
“Усилие монтажного натяжения в оттяжках мачтовых опор должно определяться по формулам:
при (5)
при (6)
где N — искомая величина монтажного натяжения при температуре воздуха во время производства работ;
N1 — величина натяжения при плюс 40° С к среднегодовой температуре, приводится в чертежах КМ;
N2 — величина натяжения при минус 40° С от среднегодовой температуры, приводится в чертежах КМ;
Nc — величина натяжения при среднегодовой температуре воздуха в районе установки мачты, приводится в чертежах КМ в графе условной температуры для t°=0;
Тc — среднегодовая температура воздуха в районе установки мачты, определяется по данным гидрометеорологической службы, в чертежах КМ обозначена t°=0;
Т
— температура
воздуха во время производства работ по регулированию натяжения
оттяжек мачт.
Примечание к формулам:
Значения температур в формулах применять с их знаками “+” или “ — ”.
Об изменениях Строительных норм и правил для объектов черной металлургии
Постановлением Госстроя СССР от 4 января 1985 г. № 2 утвеpждены и с 1 февраля 1985 г. ввeдены в действие для объектов черной металлургии разра6отанные институтами ЦНИИпромизделий, Ленинградский Промстройпроект, ЦНИИпроектстальконструкция им. Мельникова, Промстройпроект Госстроя СССР, а также институтами Минчермета СССР и внесенные Минчерметом. СССР, представленные Главтехнормированием Госстроя СССР следующие изменения строительных норм и правил:
изменение главы СНиП II-89-80
“Генеральные планы промышленных предприятий”,
утвержденной постановлением Госстроя СССР от 30 декабря 1980 г. №213;
№213;
изменение главы СНиП II-90-81 “Производственные здания промышленных предприятий”, утвержденной постановлением Госстроя СССР от 7 декабря 1981 г. № 202;
изменение главы СНиП II-91-77 “Сооружения промышленных предприятий”, утвержденной постановлением Госстроя СССР от 30 декабря 1977 г. № 236;
изменение главы СНиП II-33-75 “Отопление, вентиляция и кондиционирование воздуха”, утвержденной постановлением Госстроя СССР от 20 октября 1975 г. № 180;
изменение главы СНиП II-Г 10-73 “Тепловые сети”, утвержденной постановлением Госстроя СССР от 17 сентября 1979 г. №179;
изменение главы СНиП II-46-75 “Промышленный транспорт”, утвержденной постановлением Госстроя СССР от 19 августа 1975 г. №137;
изменение главы СНиП
III-18-75
“Металлические конструкции”,утвержденной постановлением. Госстроя СССР от 20 октября 1975 г. № 181;
Госстроя СССР от 20 октября 1975 г. № 181;
изменение ТП 101-81 “Технические правила по экономному расходованию основных строительных материалов”, утвержденных постановлением Госстроя СССР от 2 ноября 1981 г. № 188.
Тексты изменений публикуются ниже.
Изменение главы СНиП III-18-71 “Металлические конструкции” для объектов черной металлургии
Пункт 2.20. В таблице 12, позиция 9 в графе “допускаемое отклонение” значение “±5 мм” заменить словами: “по ГОСТ 22647-77”.
Постановлением Минстроя
России от 8 декабря 1994г. №18-30 утверждены и с 1 января
введены в действие разработанные Научно-техническим центром
Корпорации “Трансстрой” и представленные
Главтехнормированием Минстроя России изменение №2 СНиП III-18-75
“Металлические
конструкции”
и изменение № 2 СНиП 3. 09.01-85 “Производство
сборных железобетонных конструкций и изделий”,
введенных в действие на территории РФ приказом Минстроя России от
4 июля 1992 г. №135.
09.01-85 “Производство
сборных железобетонных конструкций и изделий”,
введенных в действие на территории РФ приказом Минстроя России от
4 июля 1992 г. №135.
ИЗМЕНЕНИЕ № 2 СНиП III-18-75 «МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ»
Пункты 9.35, 9.36, 9.37 и 9.38. Слова «заводской инспекцией» заменить словами: «Инспекцией по контролю качества изготовления и монтажа мостовых конструкций».
Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов
РД 34 15.132-96РУКОВОДЯЩИЙ ДОКУМЕНТ
СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ ПРИ СООРУЖЕНИИ ПРОМЫШЛЕННЫХ ОБЪЕКТОВ
УТВЕРЖДЕН Минтопэнерго России 14 марта 1996 г., Минстроем России 20 мая 1996 г.
Разработчик ОАО «Оргэнергострой»
Составители: С.С.Якобсон, канд. техн. наук; Н.Д.Курносова, канд.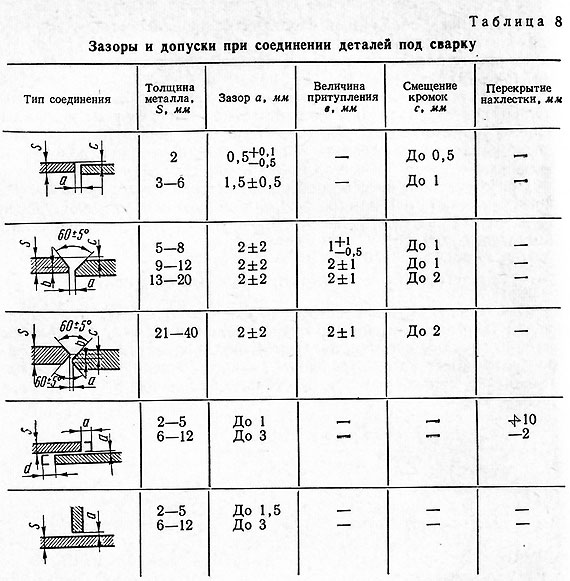 техн. наук; Г.С.Зислин, канд. техн. наук; М.Л.Эльяш, канд. техн. наук
техн. наук; Г.С.Зислин, канд. техн. наук; М.Л.Эльяш, канд. техн. наук
Утвержден заместителем министра топлива и энергетики Российской Федерации Ю.В.Корсуном 14.03.96 г. и заместителем министра строительства Российской Федерации С.И.Полтавцевым 20.05.96 г.
Руководящий документ (РД) определяет организацию и технологию производства сварочных работ при сооружении металлических конструкций зданий промышленных объектов, а также объем, порядок контроля и нормы оценки качества сварных соединений.
РД 34 15 132-96 охватывает следующие виды сварки: ручную дуговую штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную под флюсом.
РД 34 15.132-96 рассчитан на работников, занимающихся сваркой и сборкой крупных строительных объектов
1. ОБЩАЯ ЧАСТЬ
1.1. Назначение и область применения
1.1.1. Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
1.1.2. РД распространяется на ручную дуговую сварку штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную сварку под флюсом в условиях строительно-монтажной площадки.
1.1.3. Настоящий РД определяет технологию сборочно-сварочных работ при укрупнении и монтаже металлоконструкций, изготовленных из углеродистых и низколегированных сталей по ГОСТ 27772:
фасонный прокат (уголки, двутавры, швеллеры) — из стали С235, С245, С255, С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили — из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1.
РД действует совместно со следующими нормативно-техническими документами (НТД):
СНиП 3.03.01-87. Несущие и ограждающие конструкции;
СНиП II-23-81*. Нормы проектирования. Стальные конструкции. М., 1991.
1.1.4. В руководящем документе приведены основные положения по организации сварочных работ на строительных площадках, указания о выборе сварочных материалов и оборудования; требования, предъявляемые к сборке и сварке элементов конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных соединений.
Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.2.1. Сварка металлоконструкций зданий промышленных объектов должна проводиться сварщиками, имеющими удостоверения на право производства соответствующих сварочных работ, выданные им согласно требованиям «Правил аттестации сварщиков», утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/мм ) и более допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.
К механизированным способам сварки допускаются сварщики-операторы, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю квалификационную группу по электробезопасности. Кроме того, все сварщики должны сдать испытания по противопожарным мероприятиям и технике безопасности.
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика. Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) — с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) — с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам, предусмотренным для таких же производственных соединений. Пробные соединения должны быть идентичными или однотипными по отношению к тем производственным соединениям, которые будет сваривать проверяемый сварщик. Характеристика однотипных сварных соединений дана в «Правилах аттестации сварщиков».
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении. В удостоверении должны быть перечислены марки сталей или группы марок сталей в соответствии с «Правилами аттестации сварщиков», к сварке которых допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30°С сварщик должен предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10°С ниже температуры сварки пробных образцов.
При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10°С ниже температуры сварки пробных образцов.
1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и операционному контролю допускаются ИТР, изучившие настоящий РД, соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую документацию (ПТД) по сварке и методические инструкции по контролю.
Знания ИТР и их профессиональная подготовка по сварочному производству должны быть проверены комиссией, назначенной приказом руководителя предприятия. Знания ИТР проверяются не реже одного раза в три года.
1.2.6. К выполнению работ по контролю качества сварных соединений допускаются контролеры, прошедшие специальную программу теоретического и практического обучения и получившие удостоверение на право выполнения работ по дефектоскопии сварных соединений соответствующим видом (способом) контроля. Контролеры по физическим методам контроля должны аттестовываться в соответствии с «Правилами аттестации специалистов неразрушающего контроля», утвержденными Госгортехнадзором России 18.08.92 г.
Контролеры по физическим методам контроля должны аттестовываться в соответствии с «Правилами аттестации специалистов неразрушающего контроля», утвержденными Госгортехнадзором России 18.08.92 г.
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля (ультразвуковая дефектоскопия, радиографирование и др.), а при необходимости — по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ
1. 3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности в соответствии с требованиями следующих нормативных документов:
Сварка металлоконструкций в Тюмени, стоимость сварных металлоконструкций
Сварка металлоконструкций в Тюмени — услуга, которую можно заказать в компании МПК «СМК». Мы работаем с металлоконструкциями, выпущенными на заводе, и конструкциями других производителей, которые нуждаются в сварке.
Как проводится сварка металлоконструкций в МПК «СМК»
При выполнении работ мы руководствуемся рядом нормативных документов, в том числе ГОСТ 8713-79 и ГОСТ 11533-75, ГОСТ 5264-80, ГОСТ 11534-75, ГОСТ 14771-76. Готовые сварные конструкции соответствуют требованиям качества, надежности и безопасности, установленным ГОСТом.
Готовые сварные конструкции соответствуют требованиям качества, надежности и безопасности, установленным ГОСТом.
Для получения результата, который будет соответствовать требованиям заказчика, мы подбираем оптимальный способ сварки. При выборе метода работы специалисты ориентируются на:
- Тип сварных швов
- Условия работы
- Геометрию примыкания соединяющих элементов
- Толщину свариваемых элементов
- Свариваемые материалы
Далее мы подбираем оптимальное соединение, благодаря которому элементы конструкции будут закреплены надежно:
- Стыковое, при котором свариваемые элементы располагаются в одной плоскости
- Угловое, когда детали соединяются торцами под определенным углом
- Тавровое, подразумевающее примыкание одной детали к другой торцевой поверхностью
- Нахлесточное, при котором элементы перекрывают друг друга
Грамотный подход к решению поставленной задачи позволяет снизить влияние концентраторов, остаточных напряжений и термического влияния сварочной дуги на показатели прочности соединений. Благодаря этому готовые сварные конструкции прочнее, меньше подвержены образованию трещин и имеют длительный срок эксплуатации.
Благодаря этому готовые сварные конструкции прочнее, меньше подвержены образованию трещин и имеют длительный срок эксплуатации.
От чего зависит стоимость сварки металлоконструкций
На цену работ влияет:
- Тип конструкции
- Габариты конструкции
- Количество сварных соединений
- Сложность работы
- Дополнительные факторы — особенности объекта, на котором будут проводиться работы, необходимость задействования спецоборудования
Если вас интересует цена на специальные сварные металлоконструкции, изучите прайс на нашем сайте, позвоните менеджеру по телефону или закажите обратный звонок. Мы свяжемся с вами в удобное время и ответим на все интересующие вопросы.
Двутавровые сварные балки | Сварной двутавр
Наиболее широко они используются при возведении металлических конструкций в строительной сфере. Они воздвигаются в качестве каркасов абсолютно любого здания: сельскохозяйственных и общественных строений, жилых домов, зданий промышленного назначения и т. п. Как показывает практика большинства известных строительных компаний — металлоконструкции из сваренного двутавра экономично выгодней во время возведения сооружения, чем их аналоги. ПСК НЗМК имеет собственное ТУ 5261-001-90116746-2014 и Сертификат соответствия ГОСТ Р на весь ассортимент выпускаемой продукции.
п. Как показывает практика большинства известных строительных компаний — металлоконструкции из сваренного двутавра экономично выгодней во время возведения сооружения, чем их аналоги. ПСК НЗМК имеет собственное ТУ 5261-001-90116746-2014 и Сертификат соответствия ГОСТ Р на весь ассортимент выпускаемой продукции.
Изготовление
Изготовление — это довольно сложный процесс, который состоит из огромного количества этапов. С самого начала происходит — раскрой метала, то есть, металл раскраивается на полосы необходимой длины и ширины. После этого, чтобы улучшить провар происходит разделка кромок на специальном станке. Дальше производится сборка ранее подготовленных полос – заготовки при помощи крана укладываются на входной конвейер сборочного стана, после этого зажимается при помощи трех комплектов, позиционируется и фиксируется. Последним этапом является сварка. На специальном сварочном станке установлены два комплекта сварочных головок, которые перемещаются по порталу. С одновременным движением изделия по рельсам, происходит проверка при помощи лазерной системы слежения, которая следит за качеством сварки, за тем, чтобы не было пропусков, чтобы не снизить надежность конструкции. После процесса сварки под флюсом на специальном оборудовании идет правка, торцевание фрезой и сверловка на 3D станках с ЧПУ.
После процесса сварки под флюсом на специальном оборудовании идет правка, торцевание фрезой и сверловка на 3D станках с ЧПУ.
После того, как конструктив готов – наступает этап очистки при помощи дробеструйной установки. При помощи дроби, под разными углами происходит удаление ржавчины, жирового налета, грязи и т.п., чтобы существенно улучшить качество нанесенного лакокрасочного покрытия.
Преимущества сварного двутавра.
Преимущества данного стройматериала при реконструкции, или же строительстве имеет огромное количество преимуществ:
- Во-первых, применение в качестве каркасных металлоконструкций позволяет существенно снизить вес деталей и элементов, при этом детали будут иметь высочайший коэффициент прочности;
- Во-вторых их использование позволяет возводить экономичные формы опор, что положительно сказывается на весе, что в свою очередь позволит экономить на фундаменте;
- В-третьих, легкость в эксплуатации позволяет создавать здания различной архитектурной направленности;
- В-четвертых, в не зависимости от направления возводимого здания, они признаны наиболее прочными и экономически выгодными.

Мостовые кран-балки
Специалисты компании «НЗМК» осознают всю ответственность данных металлоконструкций, поэтому мы предоставляем только высококачественные изделия, которые изготовлены на лучшем европейском оборудовании. Абсолютно все изделия, что были изготовлены на нашем заводе, отвечают международным стандартам качества, что еще раз подтверждает их уровень.
Помимо этого, в наших силах предоставить клиентам любые сварные конструкции по эскизам заказчика. Также, есть возможность изготовления в зависимости от предоставленного им проектной документации будущего сооружения.
Металлоконструкции из листового проката выгодны в экономическом плане при возведении зданий и сооружений. Основное назначение это использовать их в металлических строительных конструкциях, используемых в качестве каркасов при строительстве быстровозводимых зданий промышленного назначения, жилых домов, общественных и сельскохозяйственных строений.
НЗМК использует новейшую автоматизированную линию для быстрого и качественного изготовления, производственная мощность которой составляет 800 тонн продукции в месяц!
Производственные и промышленные здания
Двутавры изготавливаются на линиях автоматической резки, сборки и сварки под флюсом. Это обеспечивает полный провар, отличную геометрию и прекрасный внешний вид. Производится 100% УЗИ (ультразвуковой) контроль сварочного шва.
Это обеспечивает полный провар, отличную геометрию и прекрасный внешний вид. Производится 100% УЗИ (ультразвуковой) контроль сварочного шва.
Металлоконструкции в составе которых присутствуют они, дают ощутимую экономическую выгоду при возведении различного типа и направленности сооружений и зданий. Применение их в каркасных металлоконструкциях позволяет существенно облегчить элементы, которые имеют завышенный коэффициент запаса прочности. К тому же их применение позволяет создать экономичные формы опор. А это, в свою очередь уменьшает массу всей металлоконструкции.
Производители металлопроката не выпускают катаные балки размером, больше чем 60Б. Поэтому, когда требуются конструкции, жесткость и несущая способность которых превышают возможности прокатных профилей, используют сварные.
Применение различных марок стали, когда наиболее напряженные участки изготавливаются из стали повышенной прочности, а наименее напряженные — из малоуглеродистой стали, позволяет снизить стоимость.
- Возможность применения в сечении разных типов сталей для полок и стенок. Это дает возможность уменьшить цену до пяти процентов.
- Возможность изготовления переменного сечения.
- Возможность изготовления с вырезами и отверстиями, а также перфорированных.
Перфорированная стенка образуется разрезанием стенки по зигзагообразной линии с последующим сдвигом половинок и сваркой встык частей по выступам стенки. Несущая способность таких сквозных двутавров выше несущей способности исходного, поскольку достигается за счет их большей высоты.
Без отходные технологии производства определяются возможностью изготовления их требуемой длины с экономией на отходах до 25%. Составное сечение можно подобрать более оптимальным по сравнению с прокатным, благодаря чему вес конструкции может снизиться еще до 10%, разнообразить архитектуру сооружений, увеличить широту пролета зданий, до 35% уменьшить вес несущих конструкций, значительно повысить рентабельность проектов.
Номенклатура сварных двутавров:
П — с параллельными гранями полок;
Б — нормальные;
Ш — широкополочные;
К — колонные;
У — с уклоном граней полок;
М — для подвесных путей;
С — для армирования шахтных стволов.
- Сортамент типоразмеров Б, Ш, К из углеродистых сталей С245, С255 и низколегированных сталей С345 (09Г2С). Стыковые швы для всех типов выполняются с разделкой фасок и с полным проваром по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98. Типы швов С12, С15, С21 по ГОСТ 8713-79.
- Сортамент прокатных двутавров от 30 до 150 (Ш, Б, К и др. типоразмеров) по ГОСТ 26020-83.Для рядовых двутавров, используемых в качестве колонн, а также малонагруженных и с постоянными нагрузками поясные (тавровые) сварные швы выполняются по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98. Тип шва Т3 по ГОСТ 8713-79.
- Сортамент прокатных двутавров от 30 до 150 (Ш, Б, К и др. типоразмеров) по СТО АСЧМ 20-93,
- Двутавры специальные по индивидуальным размерам на основании чертежей Заказчика,
- Перфорированная балка (облегченная балка с «окнами» в стенке с сохранением всех механических параметров)
- Балка переменного сечения (балка с изменением высоты стенки вдоль длины)
- Разно полочная балка (балка с различной шириной полок)
- Усиленная балка (балка, усиленная ребрами жесткости). Для нагруженных балок, а также балок с циклическими и переменными нагрузками, подкрановых балок поясные (тавровые) сварные швы выполняются с разделкой фасок, зачисткой корня шва и с полным проваром по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98. Тип шва Т8 по ГОСТ 8713-79.
- Крановая балка. Для нагруженных подкрановых балок поясные (тавровые) сварные швы выполняются с разделкой фасок, зачисткой корня шва и с полным проваром по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98. Тип шва Т8 по ГОСТ 8713-79.
 типоразмеров) по СТО АСЧМ 20-93,
типоразмеров) по СТО АСЧМ 20-93, Тип шва Т8 по ГОСТ 8713-79.
Тип шва Т8 по ГОСТ 8713-79.Вы можете также заказать и другие типоразмеры двутавров, размеры поперечного сечения, которых отличаются от приведенных в сортаменте, при соблюдении следующих условий:
Соответствие требованиям ГОСТ 26020-83 и ТУ 0925-001-81769030-2007 для аналоговых двутавров и для не аналоговых — ГОСТ 23118-78 и СП 53-101
Сварной двутавр цена.
По требованию заказчика предоставляется сертификат соответствия и качества на листовой прокат. Цена за тонну рассчитывается по следующей формуле: цена = металл + работа. Так как цены на листовой прокат непостоянны, стоимость тонны зависит от текущих цен на листовой металлопрокат.
Стоимость работы за тонну усеченного, перфорированного, биметаллического профиля, с ребрами жесткости или фланцевыми соединениями, определяется индивидуально под заказ, согласно техническому заданию. Под заказ также осуществляется обработка торцов, дробеструйная очистка и грунтование.
Наша компания при работе с клиентами руководствуется принципом индивидуального подхода — на все этапы сделки за вами закрепляется персональный менеджер, и вы можете в любое время получить от него ответы на вопросы, связанные с готовностью и доставкой Вашего заказа.
Таблица и сортамент сварной двутавровой балки.
|
Обозначение |
Размеры, мм |
Теоретическая масса
|
Количество метров в тонне | |||
|
высота |
ширина |
толщина стенки |
толщина полки | |||
|
20К1 |
195 |
200 |
8 |
10 |
42,39 |
23,59 |
|
20К2 |
198 |
200 |
8 |
12 |
48,61 |
20,57 |
|
23К1 |
227 |
240 |
8 |
12 |
57,96 |
17,25 |
|
23К2 |
230 |
240 |
8 |
12 |
58,15 |
17,19 |
|
26К1 |
255 |
260 |
8 |
12 |
63,49 |
15,75 |
|
26К2 |
258 |
260 |
10 |
14 |
75,20 |
13,20 |
|
26К3 |
262 |
260 |
10 |
16 |
83,37 |
11,99 |
|
30К1 |
296 |
300 |
10 |
14 |
86,98 |
11,49 |
|
30К2 |
300 |
300 |
10 |
16 |
96,40 |
10,37 |
|
30К3 |
304 |
300 |
12 |
18 |
110,03 |
9,08 |
|
30Ш1 |
291 |
200 |
8,0 |
12 |
54,45 |
18,36 |
|
30Ш2 |
295 |
200 |
10 |
14 |
64,92 |
15,40 |
|
30Ш3 |
299 |
200 |
10 |
16 |
71,20 |
14,04 |
|
35Ш1 |
338 |
250 |
10 |
14 |
79,29 |
12,61 |
|
35Ш2 |
250 |
10 |
14 |
79,52 |
12,57 | |
|
35Ш3 |
345 |
250 |
12 |
16 |
92,28 |
10,83 |
|
35К1 |
343 |
350 |
10 |
16 |
112,33 |
8,90 |
|
35К2 |
350 |
350 |
12 |
18 |
128,30 |
7,79 |
|
35К3 |
353 |
350 |
14 |
20 |
144,30 |
6,93 |
|
40К1 |
394 |
398 |
12 |
18 |
147,20 |
6,79 |
|
40К2 |
400 |
400 |
14 |
22 |
178,29 |
5,60 |
|
40К3 |
406 |
400 |
16 |
25 |
203,90 |
4,90 |
|
40Ш1 |
383 |
300 |
10 |
14 |
119,50 |
8,36 |
|
40Ш2 |
390 |
300 |
10 |
16 |
131,80 |
7,58 |
|
40Ш3 |
396 |
300 |
12 |
18 |
123,4 |
8,106 |
|
40Б1 |
396 |
200 |
8 |
12 |
61,61 |
16,23 |
|
40Б2 |
400 |
200 |
8 |
14 |
67,89 |
14,72 |
|
45Б1 |
446 |
200 |
8 |
12 |
64,75 |
15,44 |
|
45Б2 |
450 |
200 |
10 |
14 |
77,66 |
12,87 |
|
45БС1 |
444 |
200 |
8 |
12 |
64,06 |
15,6 |
|
45БС2 |
460 |
300 |
12 |
20 |
133,8 |
7,48 |
|
45Ш1 |
440 |
300 |
12 |
18 |
123,84 |
8,07 |
|
50Б1 |
492 |
200 |
10 |
12 |
74,99 |
13,33 |
|
50Б2 |
496 |
200 |
10 |
14 |
81,26 |
12,30 |
|
50Б3 |
500 |
200 |
10 |
16 |
87,54 |
11,42 |
|
50БС1 |
482 |
200 |
10 |
16 |
85,57 |
11,7 |
|
50БС2 |
482 |
300 |
12 |
16 |
117,8 |
8,49 |
|
50БС3 |
500 |
300 |
12 |
25 |
160,1 |
6,24 |
|
50БС4 |
510 |
300 |
14 |
30 |
190,8 |
5,24 |
|
50Ш1 |
482 |
300 |
12 |
16 |
118,32 |
8,45 |
|
50Ш2 |
487 |
300 |
16 |
18 |
142,43 |
7,02 |
|
50Ш3 |
493 |
300 |
16 |
20 |
152,10 |
6,57 |
|
50Ш4 |
499 |
300 |
18 |
25 |
182,20 |
5,49 |
|
55Б1 |
543 |
200 |
10 |
14 |
89,35 |
11,19 |
|
55Б2 |
547 |
200 |
10 |
16 |
91,23 |
10,96 |
|
55БС1 |
551 |
220 |
10 |
18 |
102,6 |
9,75 |
|
55БС2 |
547 |
200 |
10 |
16 |
90,67 |
11,0 |
|
60Б1 |
596 |
200 |
10 |
16 |
95,08 |
10,51 |
|
60Б2 |
600 |
200 |
12 |
18 |
110,65 |
9,03 |
|
60БС1 |
577 |
240 |
12 |
16 |
111,6 |
8,96 |
|
60БС2 |
585 |
240 |
12 |
20 |
126,7 |
7,89 |
|
60БС3 |
585 |
320 |
12 |
20 |
151,8 |
6,59 |
|
60БС4 |
595 |
320 |
14 |
25 |
185,5 |
5,39 |
|
60БС5 |
605 |
320 |
16 |
30 |
219,2 |
4,56 |
|
60Ш1 |
582 |
300 |
12 |
18 |
137,22 |
7,28 |
|
60Ш2 |
589 |
300 |
16 |
20 |
164,16 |
6,09 |
|
70Б1 |
691 |
260 |
12 |
16 |
127,96 |
7,81 |
|
70Б2 |
697 |
260 |
14 |
20 |
154,85 |
6,45 |
|
70БС |
693 |
230 |
12 |
16 |
120,61 |
8,29 |
|
70БС1 |
685 |
260 |
12 |
20 |
142,4 |
7,02 |
|
70БС2 |
685 |
320 |
14 |
20 |
171,4 |
5,84 |
|
70БС3 |
695 |
320 |
14 |
25 |
196,5 |
5,09 |
|
70БС4 |
705 |
320 |
16 |
30 |
231,7 |
4,32 |
|
70БС5 |
725 |
320 |
20 |
40 |
302,2 |
3,31 |
|
70БС6 |
692 |
230 |
12 |
16 |
119,9 |
8,34 |
|
70Ш1 |
692 |
300 |
14 |
20 |
166,86 |
5,99 |
|
80Ш1 |
782 |
300 |
14 |
18 |
167,77 |
5,96 |
|
80Б1 |
791 |
280 |
14 |
18 |
206,50 |
4,84 |
|
80Б2 |
798 |
280 |
14 |
20 |
218,12 |
4,58 |
|
80БС1 |
791 |
280 |
14 |
18 |
162,1 |
6,17 |
|
80БС2 |
815 |
300 |
18 |
30 |
248,0 |
4,03 |
|
90Ш1 |
881 |
300 |
16 |
20 |
200,83 |
4,97 |
|
90БС1 |
895 |
300 |
16 |
20 |
201,6 |
4,96 |
|
90БС2 |
927 |
300 |
16 |
36 |
276,9 |
3,61 |
|
100БС1 |
995 |
320 |
16 |
25 |
244,3 |
4,09 |
|
100Ш1 |
990 |
320 |
16 |
22 |
292,16 |
3,42 |
|
100БС2 |
1005 |
320 |
16 |
30 |
269,4 |
3,71 |
|
100БС3 |
1017 |
320 |
20 |
36 |
329,2 |
3,04 |
|
120БС1 |
1280 |
400 |
12 |
20 |
242,4 |
4,13 |
|
120БС2 |
1280 |
450 |
14 |
20 |
277,6 |
3,60 |
|
140БС1 |
1440 |
400 |
12 |
20 |
257,5 |
3,88 |
|
140БС2 |
1440 |
450 |
12 |
20 |
273,2 |
3,66 |
|
140БС3 |
1450 |
500 |
14 |
25 |
350,1 |
2,86 |
|
160 БС1 |
1568 |
600 |
12 |
16 |
323,43 |
3,09 |
|
160 БС2 |
1576 |
650 |
12 |
20 |
384,69 |
2,06 |
|
160 БС3 |
1572 |
700 |
14 |
25 |
480. |
2,08 |
|
180 БС1 |
1772 |
600 |
14 |
25 |
498,82 |
2,00 |
|
180 БС2 |
1768 |
700 |
16 |
25 |
543,72 |
1,84 |
|
180 БС3 |
1760 |
800 |
20 |
30 |
692,31 |
1,44 |
|
200 БС1 |
1960 |
800 |
20 |
30 |
741,29 |
1,35 |
|
200 БС2 |
1950 |
800 |
25 |
40 |
963,35 |
1,04 |
|
200 БС3 |
1940 |
800 |
30 |
50 |
1183,78 |
0,84 |
 86
86ООО ПСК Новинский завод металлоконструкций предоставляет услугу по производству сварной двутавровой балки.
 Ваш запрос вы можете отправить по адресу: [email protected], а также уточнить любые вопросы у наших консультантов по многоканальному телефону: 8 495 797 5576
Ваш запрос вы можете отправить по адресу: [email protected], а также уточнить любые вопросы у наших консультантов по многоканальному телефону: 8 495 797 5576 Сборочный чертеж металлоконструкции в SolidWorks
Всем доброго времени суток! В этом уроке мы создадим сборочный чертеж металлоконструкции, сборку которой мы выполнили в уроке: «Создание сборки из металлоконструкции в SolidWorks».
В общем у вас должна быть открыта данная сборка.
Сборка металлоконструкции в SolidWorksЕсли у вас ее нет, то можно скачать в конце данного урока: Сварочная конструкция в SolidWorks часть 2.
Назначение материала деталям сборки.Начинаем с назначения материла, для этого в дереве конструирования нажимаем правой кнопкой мыши по детали «3ДДД.001.01.005 Раскос».
Меню для выбора материала на сборке в SolidWorksВ открывшемся меню переходим на
строку «Материал», нажимаем на «Редактировать материал». Открывается окно
назначения материала.
Открывается окно
назначения материала.
Выбираем «Сталь 3 ГОСТ 535-88» и нажимаем применить. Как видим по цвету деталей на сборке к ним применился другой материал.
Изменённый материал для раскосов на сборке в SolidWorksНапомню, если у вас не установлена база материалов по ГОСТ, то узнать, как это сделать можно на этой странице: Добавление базы материалов по ГОСТ в SolidWorks.
Далее точно также назначаем материал Сталь 3 ГОСТ 535-88 для остальных деталей сборки.
Материал назначенный для всех деталей сборки
После назначения материала ко всем деталям нужно заполнить свойства сборки.
Свойства сборки в SolidWorksДля заполнения свойств нажимаем на иконку свойства файла…
Иконка свойства файла в SolidWorksоткрывается окно для заполнения свойств. Заполняем свойства на вкладке «Конфигурация». Вводим обозначение: «3ДДД. 001.01.000 СБ», и наименование: «Рама».
001.01.000 СБ», и наименование: «Рама».
Также в конце окна свойств вводим свойства в строку формат: «А3».
Переходи к созданию чертежа сборки.
Создание чертежа из сборки.Для создания чертежа нажимаем: «Файл, создать чертеж из сборки». Выбираем шаблон для чертежа и формат листа «А3- СПЕЦИФИКАЦИЯ-Л1-Г».
Формат листа для создания сборочного чертежа SolidWorksДанные шаблоны форматов чертежей для SolidWorks по ГОСТ можно скачать здесь.
И нажимаем ОК. Лист чертежа открылся.
Добавление видов на чертеж.В качестве главного вида добавляем вид «Спереди», в качестве проекционного добавляем вид «Сверху».
Также добавляем вспомогательные виды с помощью «Местного вида» и «Разреза» и Триметрии.
Виды на чертеже в SolidWorksДалее добавим сварные швы на
чертеж.
Сразу хочу отметить, что в сварке я не спец и в правильности установки швов не уверен.
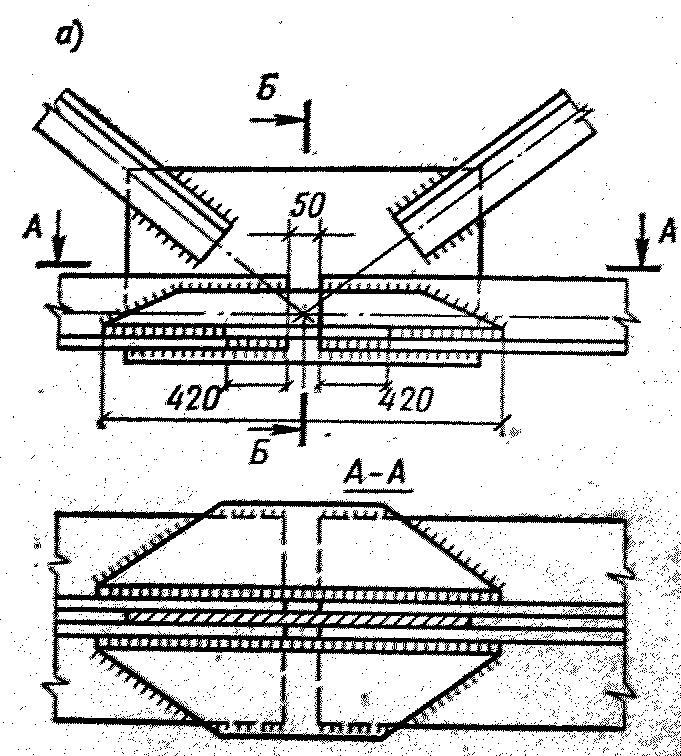
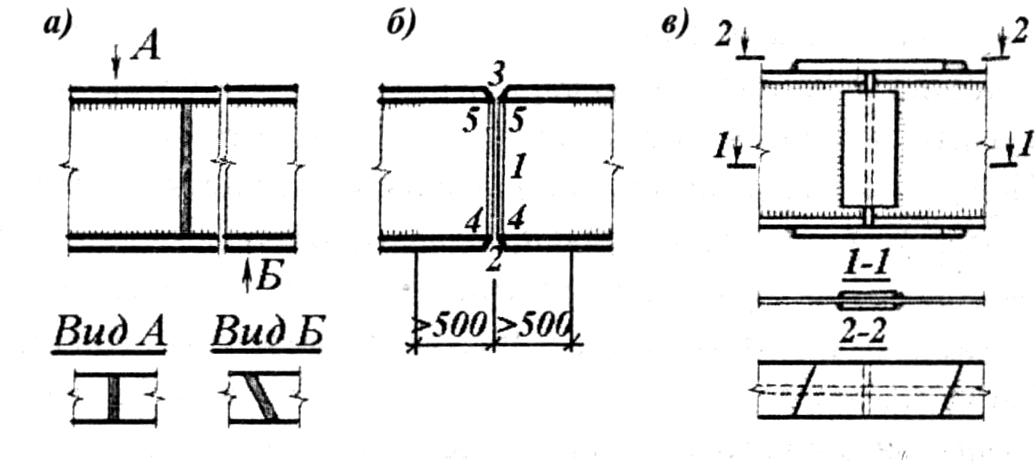
И так начнем постановку швов. Проставим швы для Вида Б.
Сварные швы для вида Б на чертеже в SolidWorksДалее назначим швы для видов А и В.
Сварные швы для вида А и В на чертеже в SolidWorksИ далее швы для разреза Г-Г.
Сварные швы для разреза Г-Г на чертеже в SolidWorksДалее проставим размеры для сборки.
Размеры для сварной сборки в SolidWorksНа размерах отдельно останавливаться не будем, я поставил их как на картинке ниже. Все размеры на главном виде и виде сверху.
Размеры на сборочном чертеже сварной конструкции в SolidWorksДалее нам осталось добавить номера позиций деталей и спецификацию. Начнем с номеров.
Номера позиций на сборочном чертеже в SolidWorksВсе номера позиций проставим на
главном виде.
Подробней про позиции добавления спецификации в уроке: Сборочный чертеж кривошипно-коромыслового механизма в SolidWorks часть 2.
Спецификация для металлоконструкции в SolidWorksКак добавлять спецификацию на сборочный чертеж в SolidWorks по ГОСТ указанно по ссылке выше.
Я лишь просто ее добавлю и немного поправлю номера позиций и пропишу наименование и обозначение деталей, так они не прописаны в свойствах этих деталей.
После сохранение данного сборочного чертежа – эти свойства пропишутся в деталях автоматически.
Скачать шаблон спецификации по ГОСТ для SolidWorks
На данный момент спецификация приведена к данному виду.
Спецификация для металлоконструкции в SolidWorksКак видно детали поз. №1, №3 – без чертёжные. Соответственно данные для их изготовления указываем на спецификации.
Для этого после каждой без
чертежной детали вставляем 3 пустых строчки в спецификации.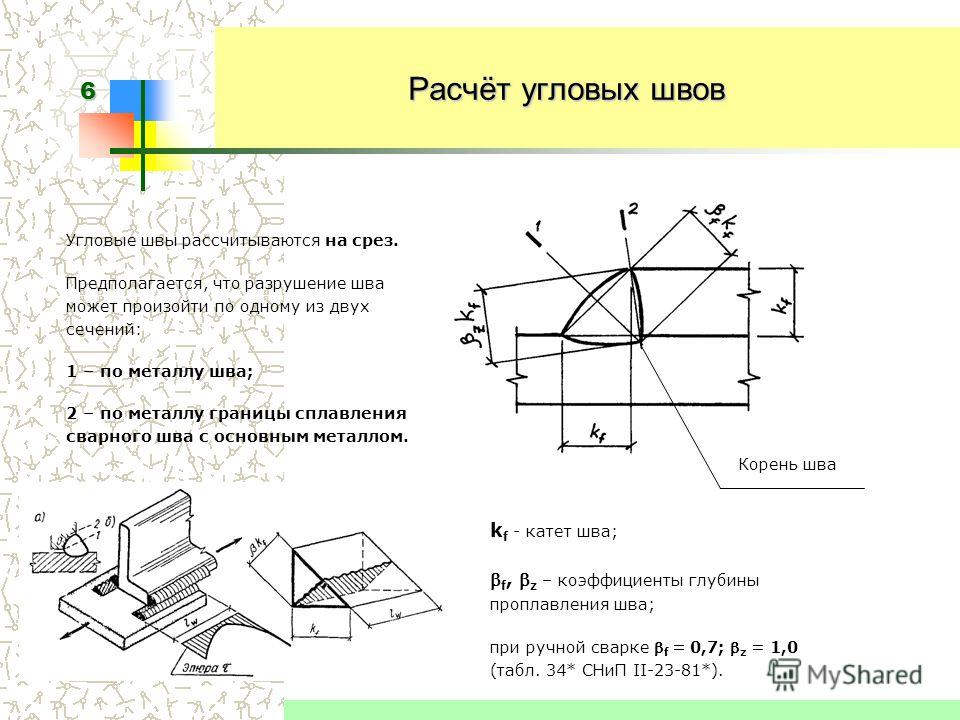
Заполняем строки в столбце «Наименования». Сначала указывается сортамент детали, в строке ниже указывается материал, а затем размеры детали.
Характеристики без чертежной детали на спецификации в SolidWorks.Также в строке где указан размер детали указывается и масса детали в столбце примечания.
Далее по такому же принципу указываем данные для детали под номером 3 и спецификация готова.
Готовая спецификация для сборки металлоконструкции в SolidWorksДалее вносим технические требования на чертеж. И на этом закончим создание сборочного чертежа в SolidWorks.
Технические требования на сборочном чертеже в SolidWorksНа этом сборочный чертеж сварной металлоконструкции в SolidWorks готов.
Как его сохранить в формат PDF можно узнать в данном уроке: Сборочный чертеж кривошипно-коромыслового механизма в SolidWorks часть 2.
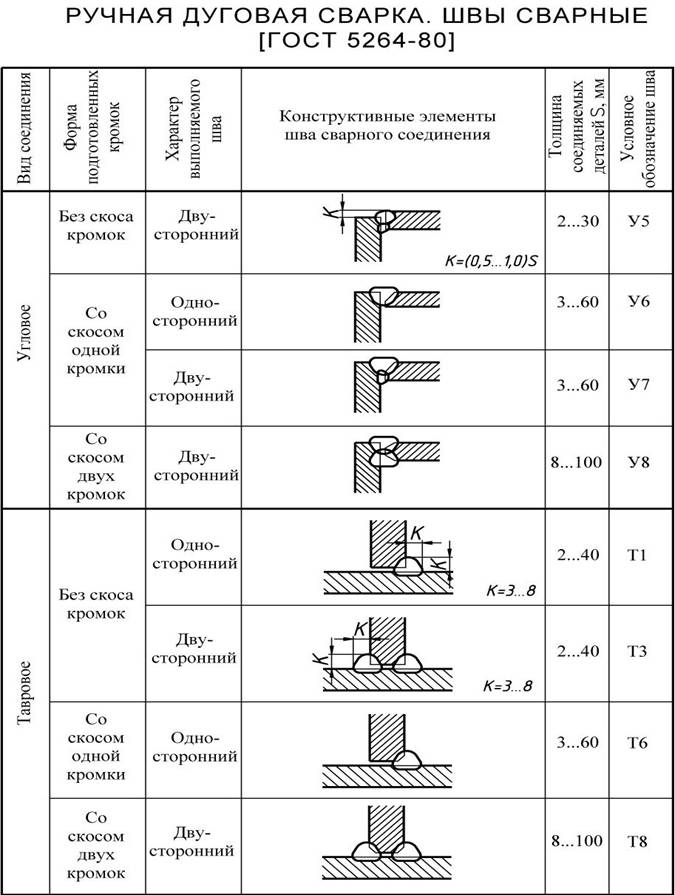 youtube.com/embed/611NCzKil3o?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/611NCzKil3o?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
В следующих уроках мы выполним чертежи деталей под номерами: №2, №4, №5 из данной сборки.
Всем пока!
Что нужно знать о снятии фаски или подготовке к сварке
Главная / Что нужно знать о подготовке к снятию фаски или сваркеЕсли снятие фаски в вашем цехе обычно является второстепенным вопросом, на самом деле это может стоить вам больше с точки зрения качества и времени, чем вы думаете, а затем рассматриваются некоторые соображения относительно процесса снятия фаски и оборудования, которое вы должны использовать, что может улучшить ваше конкурентное преимущество.
Лучшие инструменты для снятия фаски не оказывают заметного теплового воздействия и не создают опасных паров.Они не производят пыли, паров или газов, предотвращают любые микроструктурные изменения в металле и предотвращают любые химические процессы.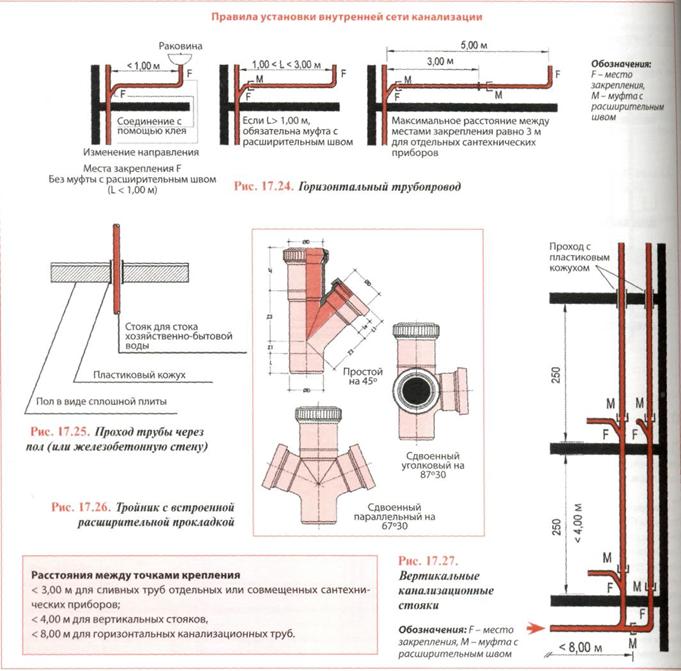
Рис. 1. Различные примеры скосов, используемых для подготовки металла к сварке.
Рисунок 1 (продолжение). Различные примеры скосов, используемых для подготовки металла к сварке.
Какой тип оборудования для снятия фаски используется в вашем производственном предприятии? Если процесс снятия фаски, как правило, является второстепенным в вашей работе, на самом деле он может стоить вам больше с точки зрения качества и времени, чем вы думаете.Неудивительно, что те цеха, которые являются наиболее производительными, эффективными и прибыльными, используют инструменты для снятия фаски, которые не требуют настройки, легки и просты в обращении, работают с высокой скоростью и не представляют опасности для здоровья оператора.
Ни один производитель не должен использовать метод фаски каменного века «Фред Флинтстоун» в современной сложной среде металлообработки. Современные инструменты и методы снятия фаски используются мастерскими любого размера, которые считают их незаменимым инструментом в своем арсенале «конкурентных преимуществ».Мы собираемся изучить некоторые соображения, связанные с вашей операцией по снятию фаски и оборудованием, которое вы должны использовать, но сначала давайте определимся, что такое снятие фаски, и рассмотрим его основные принципы.
Современные инструменты и методы снятия фаски используются мастерскими любого размера, которые считают их незаменимым инструментом в своем арсенале «конкурентных преимуществ».Мы собираемся изучить некоторые соображения, связанные с вашей операцией по снятию фаски и оборудованием, которое вы должны использовать, но сначала давайте определимся, что такое снятие фаски, и рассмотрим его основные принципы.
На самом базовом уровне снятие фаски — это процесс, используемый для подготовки металла к сварному шву путем вырезания склона под углом на краю металла. Эта последовательность подготовки к сварке является неотъемлемой частью строительства всего: от простых металлических шкафов до сложных металлических конструкций до возведения мостов. Другими словами, снятие фаски используется в таком широком диапазоне приложений, что примеры практически неограниченны ( см. Рис. 1, ).
Некоторые из общих символов, используемых для обозначения и описания конфигураций сварных швов определенной формы, упомянутых в технических характеристиках сварки, — это «V», «двойной V», «K» и «Y». Большинство из нас слишком хорошо знают, что форма свариваемой поверхности не всегда представляет собой прямую плоскую пластину. В некоторых случаях может потребоваться нанести фаску на поверхность круглого или внутреннего диаметра, а также на криволинейную или закругленную поверхность. Поэтому при выборе метода снятия фаски всегда следует учитывать требуемую конфигурацию формы как часть нормальной рабочей процедуры, когда необходимо собрать или сварить несколько металлических частей.
Большинство из нас слишком хорошо знают, что форма свариваемой поверхности не всегда представляет собой прямую плоскую пластину. В некоторых случаях может потребоваться нанести фаску на поверхность круглого или внутреннего диаметра, а также на криволинейную или закругленную поверхность. Поэтому при выборе метода снятия фаски всегда следует учитывать требуемую конфигурацию формы как часть нормальной рабочей процедуры, когда необходимо собрать или сварить несколько металлических частей.
Есть много способов снятия фаски. Ручное шлифование, газовая резка и механическая обработка — некоторые из наиболее типичных методов, которые используются в настоящее время. Важно отметить, что метод, который вы выбираете для использования заранее, является важным ключом к достижению успешного конечного результата. Факторы для выбранного метода обычно определяются спецификацией, взятой из чертежа или чертежа производителя, и обычно содержат следующую информацию, которую всегда следует учитывать при снятии фаски:
СТЕПЕНЬ УГЛА
Для разных применений применяются разные углы. Например, в большинстве случаев снятия фаски на трубе стандартная фаска составляет 37,5 градуса. Это не относится к другим типам металлических изделий. Важно помнить следующее: независимо от степени, способность удерживать этот угол в пределах допуска является одним из важнейших ключей к хорошей фаске.
Например, в большинстве случаев снятия фаски на трубе стандартная фаска составляет 37,5 градуса. Это не относится к другим типам металлических изделий. Важно помнить следующее: независимо от степени, способность удерживать этот угол в пределах допуска является одним из важнейших ключей к хорошей фаске.
ДЛИНА ФАСКИ
Другим важным фактором для достижения хорошего скоса является его длина, которая представляет собой длину удаляемого материала, позволяющего уложить сварной шов в материал.Обычно это измеряется гипотенузой угла ( см. Рис. 1 ). Важно иметь одинаковую длину фаски, потому что такая последовательность обеспечивает более легкую работу после сварки. Более ровный скос служит для усиления сварного шва и делает его прочнее просто потому, что целостность остается неизменной по всей свариваемой детали.
Этот размер также иногда измеряется как «земля», которая представляет собой часть материала, оставшегося на заготовке ( см.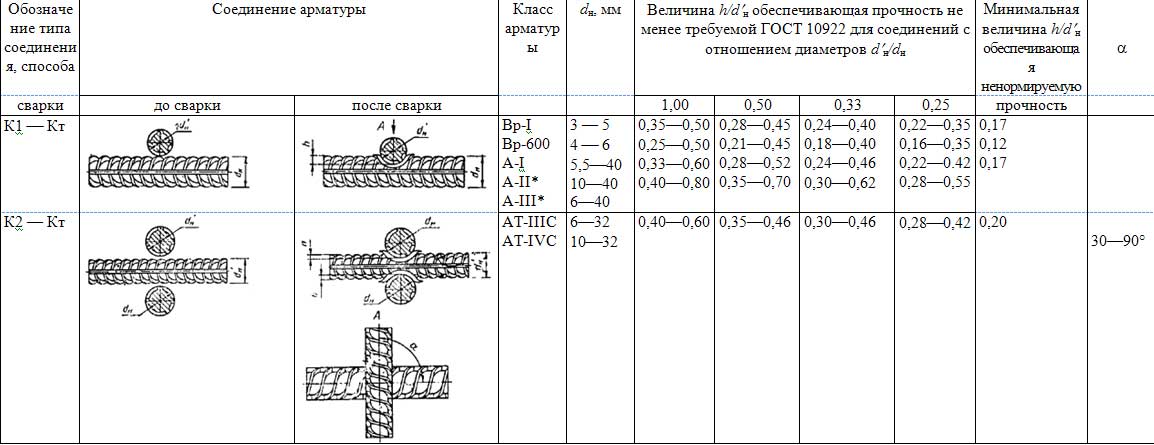 Рисунок 1 ).Независимо от того, как это измеряется, очевидно, что точность является наиболее важной. Чем точнее будут эти размеры, тем проще и надежнее будет сама сварка.
Рисунок 1 ).Независимо от того, как это измеряется, очевидно, что точность является наиболее важной. Чем точнее будут эти размеры, тем проще и надежнее будет сама сварка.
СКОРОСТЬ
Скорость всегда играет важную роль в любой операции обработки, и при снятии фаски она ничем не отличается. Хотя термин « время — деньги» является клише, здесь он действительно звучит правдоподобно. Ваш метод снятия фаски должен быть техникой, которая выполняется за максимально короткое время цикла.
НЕ НАГРЕВАЙТЕ СВАРИВАЕМЫЙ ВМЕСТЕ МЕТАЛЛ
Иногда термин «зона термического влияния» упоминается в технических характеристиках сварного шва.Когда металл, который вы покупаете, изначально производится, различные сплавы, такие как хром, магний или железо, комбинируются на разных уровнях, чтобы получить необходимые структурные характеристики металла, заказываемого для вашей конкретной работы. Впоследствии, если нагревать этот металл во время обработки, микроструктурные характеристики этого сплава могут измениться внутри металла. Это означает, что нагрев металла при работе с ним может в конечном итоге изменить материал, который вы изначально купили, на другой металл, что может повлиять и / или изменить многие другие компоненты вашей работы.
Это означает, что нагрев металла при работе с ним может в конечном итоге изменить материал, который вы изначально купили, на другой металл, что может повлиять и / или изменить многие другие компоненты вашей работы.
ЗДОРОВАЯ ФАСКА
Важной проблемой, которую нельзя упускать из виду, является то, что подготовка к сварке или снятие фаски должны контролироваться на предмет нездорового дыма, который выделяется во время работы. Когда некоторые металлы нагреваются, пары выделяются в результате сочетания тепла и металла. Всегда знайте, какие металлы используются при работе с источником тепла. Фактически, когда определенный металл нагревается, он может выделять очень токсичный пар, и если ваши рабочие не используют надлежащую вентиляцию или маски, существует реальная возможность серьезного риска для здоровья.Этот критический фактор никогда не следует игнорировать или преуменьшать.
ЭФФЕКТИВНАЯ, ПРОИЗВОДИТЕЛЬНАЯ ФАСКА
Чтобы на конкурентной основе устранить все эти препятствия при снятии фаски, вам следует выбрать подходящий инструмент для снятия фаски, отвечающий вашим потребностям. Некоторые из самых эффективных когда-либо созданных инструментов для снятия фаски теперь доступны на рынке. У них нет заметного теплового воздействия и, следовательно, нет опасных паров. Этот тип оборудования для снятия фасок выполняет процесс, который не производит пыли, паров или газов, поэтому он позволяет избежать микроструктурных изменений в металле и предотвращает любые химические процессы.
Некоторые из самых эффективных когда-либо созданных инструментов для снятия фаски теперь доступны на рынке. У них нет заметного теплового воздействия и, следовательно, нет опасных паров. Этот тип оборудования для снятия фасок выполняет процесс, который не производит пыли, паров или газов, поэтому он позволяет избежать микроструктурных изменений в металле и предотвращает любые химические процессы.
При добавлении инструмента для снятия фаски к производственному процессу задайте следующие вопросы:
- Без выхлопных газов (без токсичных паров)?
- Сможете ли вы изготавливать режущие кромки без оксидов?
- Какая скорость у машины?
- Какие типы сварных швов вы будете делать радиальными или криволинейными?
- Легко ли отрегулировать?
Хотя о снятии фаски в некоторых магазинах часто думают позже, потратив немного времени на оценку своих потребностей в этой области, можно получить большую окупаемость с точки зрения экономии времени, сохранения качества и получения конкурентного преимущества.
10 инструментов, которые упрощают работу с уголком
Уголок — это универсальный стальной продукт, который можно использовать для создания чего угодно, от мебели, такой как каркасы кроватей, хозяйственные столы и стеллажи, до более крупных проектов, таких как каркасы трейлеров, металлические конструкции панели и хозяйственные навесы. Хотя можно работать с угловым железом, используя простые инструменты, такие как сверла для просверливания отверстий в металле и болты для скрепления нескольких кусков углового железа вместе, это не даст наилучшего внешнего вида или самых надежных результатов.
Если вы будете часто работать с угловым железом и другой стальной заготовкой, разумно инвестировать в качественные металлообрабатывающие инструменты, чтобы получить превосходные профессиональные результаты в каждом из ваших проектов.
Вот несколько лучших инструментов для работы с угловым железом и другими изделиями из стали:
# 1 Сварочный аппарат
Угловой элемент можно просверлить и закрепить болтами, но для получения наилучших результатов лучше сваривать каждое соединение. Недорогой сварочный аппарат MIG или ARC должен быть в состоянии работать со всеми типами углового железа, кроме самых толстых, и, обладая небольшими навыками и практикой, относительно легко сварить несколько кусков углового железа вместе для создания сложных конструкций. Для более сложных работ может быть разумным рассмотреть возможность заключения контракта со сварочным или производственным цехом, особенно если у вас очень небольшой опыт сварки.
Недорогой сварочный аппарат MIG или ARC должен быть в состоянии работать со всеми типами углового железа, кроме самых толстых, и, обладая небольшими навыками и практикой, относительно легко сварить несколько кусков углового железа вместе для создания сложных конструкций. Для более сложных работ может быть разумным рассмотреть возможность заключения контракта со сварочным или производственным цехом, особенно если у вас очень небольшой опыт сварки.
# 2 Сварочная маска
Защита глаз очень важна при выполнении любых сварочных работ.Даже несколько воздействий дуги без надлежащей сварочной маски или шлема могут вызвать проблемы со зрением. Некоторые недорогие сварщики поставляются с очень простой сварочной маской, которую часто сложно использовать и которая обеспечивает неоптимальную защиту. Для большего удобства и лучшей защиты ваших глаз отличный выбор — сварочный шлем с автоматическим затемнением, который при необходимости регулирует степень затемнения в зависимости от яркости дуги. Сейчас они относительно недороги и являются отличным вложением средств.
Сейчас они относительно недороги и являются отличным вложением средств.
# 3 Разделочная пила
Существует несколько способов обрезки углового железа до нужного размера, в том числе резак, угловая шлифовальная машина с отрезным кругом или отрезная пила.Если вы делаете несколько пропилов подряд, разрезаете под углом или вам нужна абсолютная точность, лучше всего подойдет копировальная пила. Они обычно доступны в размерах 12 и 14 дюймов с абразивными или алмазными дисками, и они могут выполнять как стандартные перпендикулярные, так и косые резания под углом до 45 градусов. Если вы делаете только несколько разрезов, отдельная отрезная пила может не стоить вложенных средств, и осторожная работа с шлифовальной машиной может быть лучшим вариантом.
# 4 Угловая шлифовальная машина
Угловая шлифовальная машина может использоваться для нескольких целей при работе с угловым железом.С помощью отрезного круга его можно использовать для обрезки углового железа по длине, создания надрезов или обрезки детали, чтобы она идеально подходила. Стандартные шлифовальные диски можно использовать для очистки стыка перед сваркой, придания необходимой формы метаморфу или для сглаживания и очистки стыков после сварки. Для большинства применений лучшим выбором будет обычная шлифовальная машина размером 4 1/2 дюйма, хотя для более крупных проектов может потребоваться шлифовальная машина 7 или 9 дюймов.
Стандартные шлифовальные диски можно использовать для очистки стыка перед сваркой, придания необходимой формы метаморфу или для сглаживания и очистки стыков после сварки. Для большинства применений лучшим выбором будет обычная шлифовальная машина размером 4 1/2 дюйма, хотя для более крупных проектов может потребоваться шлифовальная машина 7 или 9 дюймов.
# 5 Горелка
Для некоторых применений может потребоваться резак, чтобы отрезать угловой металл до нужной длины, вырезать отверстия для болтов или правильно сформировать соединения.Система резака обычно состоит из баллона с кислородом, баллона с ацетиленом, регуляторов, пары соединенных шлангов подачи, рукоятки и наконечников резака. Недорогие комплекты часто доступны в магазинах сварочных материалов, строительных магазинах или в интернет-магазинах.
# 6 Сварочные магниты
Сварочные магниты — это удобные сварочные приспособления, которые могут более прочно удерживать металлические уголки под правильными углами для сварки. Некоторые из них имеют углы 45 градусов и 90 градусов, а другие предлагают больше возможностей.Они позволяют легко удерживать две металлические части вместе под идеальным углом без использования неудобных зажимов или рук. Они относительно недороги и доступны в различных формах и размерах.
Некоторые из них имеют углы 45 градусов и 90 градусов, а другие предлагают больше возможностей.Они позволяют легко удерживать две металлические части вместе под идеальным углом без использования неудобных зажимов или рук. Они относительно недороги и доступны в различных формах и размерах.
# 7 Отбойный молоток
Отбойный молоток используется для очистки сварочных шлаков от швов в процессе сварки. Это позволяет очистить сварные швы для лучшей адгезии последующих сварных швов или подготовить сварные швы к финишному покрытию. Отбойные молотки обычно включают долото с одной стороны головки и острие с другой для удаления шлака даже из труднодоступных мест.
# 8 Проволочная втулка
Проволочные щетки используются для очистки стыков от коррозии перед сваркой и для очистки готовых стыков. Лучше всего иметь множество проволочных щеток, в том числе большие для быстрой работы на больших площадях и несколько маленьких щеток разной формы для уборки в труднодоступных местах. Проволочные щетки также доступны в качестве насадок для дрелей и шлифовальных машин, чтобы сделать очистку быстрее и проще.
Проволочные щетки также доступны в качестве насадок для дрелей и шлифовальных машин, чтобы сделать очистку быстрее и проще.
# 9 Защитное оборудование
Безопасность всегда является важным фактором при работе с любыми инструментами.При использовании сверл, шлифовальных машин или пил для обработки стали обязательно надевайте защитные очки, чтобы защитить глаза от случайных искр и осколков металла. Резка металла может быть очень громкой, поэтому также используйте средства защиты органов слуха и используйте респиратор, чтобы не вдыхать пыль или металлические частицы. При сварке обязательно используйте хороший набор сварочных перчаток и огнестойкую одежду, чтобы избежать ожогов, сварочную маску или шлем для защиты глаз и респиратор, чтобы не вдыхать опасные пары. При использовании резака надевайте огнестойкую одежду и перчатки, а также защитные очки для защиты глаз.
# 10 Расходные материалы
При работе с угловым железом вам также потребуется соответствующий сварочный стержень или проволока для вашего сварочного аппарата, сварочные газы, если необходимо, а также кислород и ацетилен, если вы будете использовать горелку. Вам также понадобятся отрезные и шлифовальные диски для угловой шлифовальной машины и лезвия для отрезной пилы, а также наждачная бумага и соответствующая краска или герметик для нанесения покрытия, которое защитит металл после завершения проекта.
Вам также понадобятся отрезные и шлифовальные диски для угловой шлифовальной машины и лезвия для отрезной пилы, а также наждачная бумага и соответствующая краска или герметик для нанесения покрытия, которое защитит металл после завершения проекта.
С этими основными инструментами вы сможете работать с угловым железом и другими изделиями из стали, чтобы завершить практически любой проект, большой или маленький, и многие из этих инструментов можно использовать и для других работ.
Источники:
http://www.texasironandmetal.com/products/
http://www.texasironandmetal.com/products/angle/?view=full
http://www.popularmechanics.com/home/how-to-plans/how-to/g1816/yes-you-can-learn-to-weld-heres-how/
% PDF-1.4
%
928 0 объект
>
endobj
xref
928 103
0000000016 00000 н.
0000005037 00000 н.
0000005187 00000 н.
0000005662 00000 н.
0000006080 00000 н.
0000006719 00000 н.
0000006833 00000 н.
0000006945 00000 н. 0000007050 00000 н.
0000007687 00000 н.
0000008362 00000 п.
0000008747 00000 н.
0000009176 00000 п.
0000009878 00000 н.
0000010592 00000 п.
0000011321 00000 п.
0000011978 00000 п.
0000012658 00000 п.
0000013333 00000 п.
0000013876 00000 п.
0000014412 00000 п.
0000015017 00000 п.
0000015110 00000 п.
0000015794 00000 п.
0000085849 00000 п.
0000086492 00000 п.
0000091632 00000 п.
0000094618 00000 п.
0000099006 00000 н.
0000102282 00000 н.
0000102721 00000 н.
0000103242 00000 н.
0000103705 00000 н.
0000103824 00000 н.
0000103899 00000 н.
0000103996 00000 н.
0000104145 00000 п.
0000104258 00000 н.
0000104661 00000 п.
0000105003 00000 п.
0000105272 00000 н.
0000106545 00000 н.
0000106609 00000 н.
0000106727 00000 н.
0000106845 00000 н.
0000106911 00000 п.
0000106946 00000 н.
0000107276 00000 н.
0000107354 00000 п.
0000114617 00000 н.
0000114683 00000 н.
0000114718 00000 н.
0000115048 00000 н.
0000115126 00000 н.
0000121260 00000 н.
0000121338 00000 н.
0000007050 00000 н.
0000007687 00000 н.
0000008362 00000 п.
0000008747 00000 н.
0000009176 00000 п.
0000009878 00000 н.
0000010592 00000 п.
0000011321 00000 п.
0000011978 00000 п.
0000012658 00000 п.
0000013333 00000 п.
0000013876 00000 п.
0000014412 00000 п.
0000015017 00000 п.
0000015110 00000 п.
0000015794 00000 п.
0000085849 00000 п.
0000086492 00000 п.
0000091632 00000 п.
0000094618 00000 п.
0000099006 00000 н.
0000102282 00000 н.
0000102721 00000 н.
0000103242 00000 н.
0000103705 00000 н.
0000103824 00000 н.
0000103899 00000 н.
0000103996 00000 н.
0000104145 00000 п.
0000104258 00000 н.
0000104661 00000 п.
0000105003 00000 п.
0000105272 00000 н.
0000106545 00000 н.
0000106609 00000 н.
0000106727 00000 н.
0000106845 00000 н.
0000106911 00000 п.
0000106946 00000 н.
0000107276 00000 н.
0000107354 00000 п.
0000114617 00000 н.
0000114683 00000 н.
0000114718 00000 н.
0000115048 00000 н.
0000115126 00000 н.
0000121260 00000 н.
0000121338 00000 н. 0000121455 00000 н.
0000121533 00000 н.
0000121682 00000 н.
0000121779 00000 н.
0000122205 00000 н.
0000122283 00000 н.
0000163258 00000 н.
0000165114 00000 п.
0000165153 00000 н.
0000203810 00000 н.
0000203920 00000 н.
0000204066 00000 н.
0000204206 00000 н.
0000204618 00000 н.
0000205025 00000 н.
0000205430 00000 н.
0000205769 00000 н.
0000206163 00000 н.
0000207916 00000 н.
0000208318 00000 н.
0000208436 00000 н.
0000208554 00000 н.
0000208673 00000 н.
0000208791 00000 н.
0000208860 00000 н.
0000208884 00000 н.
0000210090 00000 н.
0000210169 00000 н.
0000210238 00000 п.
0000210274 00000 н.
0000210606 00000 н.
0000210685 00000 н.
0000217945 00000 н.
0000218002 00000 н.
0000218319 00000 п.
0000218398 00000 н.
0000218549 00000 н.
0000218648 00000 н.
0000218728 00000 н.
0000218785 00000 н.
0000219100 00000 н.
0000219179 00000 п.
0000219208 00000 н.
0000220197 00000 н.
0000240339 00000 н.
0000004842 00000 н.
0000002407 00000 н.
трейлер
] / Назад 1221577 / XRefStm 4842 >>
startxref
0
%% EOF
1030 0 объект
> поток
hViTSg ~ K ^!, UT6ŵM
0000121455 00000 н.
0000121533 00000 н.
0000121682 00000 н.
0000121779 00000 н.
0000122205 00000 н.
0000122283 00000 н.
0000163258 00000 н.
0000165114 00000 п.
0000165153 00000 н.
0000203810 00000 н.
0000203920 00000 н.
0000204066 00000 н.
0000204206 00000 н.
0000204618 00000 н.
0000205025 00000 н.
0000205430 00000 н.
0000205769 00000 н.
0000206163 00000 н.
0000207916 00000 н.
0000208318 00000 н.
0000208436 00000 н.
0000208554 00000 н.
0000208673 00000 н.
0000208791 00000 н.
0000208860 00000 н.
0000208884 00000 н.
0000210090 00000 н.
0000210169 00000 н.
0000210238 00000 п.
0000210274 00000 н.
0000210606 00000 н.
0000210685 00000 н.
0000217945 00000 н.
0000218002 00000 н.
0000218319 00000 п.
0000218398 00000 н.
0000218549 00000 н.
0000218648 00000 н.
0000218728 00000 н.
0000218785 00000 н.
0000219100 00000 н.
0000219179 00000 п.
0000219208 00000 н.
0000220197 00000 н.
0000240339 00000 н.
0000004842 00000 н.
0000002407 00000 н.
трейлер
] / Назад 1221577 / XRefStm 4842 >>
startxref
0
%% EOF
1030 0 объект
> поток
hViTSg ~ K ^!, UT6ŵM
Сварочные возможности для строительной отрасли
Автор: G. Компания E. Mathis
Компания E. Mathis
Сварка — залог успеха строительного проекта. Это не только удобный инструмент для ремонта сломанных и поврежденных деталей машин, но и основа производства, обеспечивающая любое строительное предприятие необходимым сырьем для развития в желаемом темпе.
Это выполняется опытными операторами и должно выполняться в соответствии с заранее определенными требованиями и набором правил соответствия, чтобы обеспечить прочность соединений и устойчивость к толчкам и ржавчине.
СВАРКА, ЕЕ ВАЖНОСТЬ И ОБЯЗАТЕЛЬСТВА В СТРОИТЕЛЬСТВЕ
Все виды сварки основаны на создании дуги, которая способна повысить температуру основного материала до точки плавления. Затем он сплавлен с присадочным металлом, конструктивно выбранный конструктивно
. прочнее оригинальной базы. От объединенной дуги до металлического активного газа и до ручной металлической дуги на строительных площадках по всему миру используются различные сварочные процессы для удовлетворения уникальных потребностей. Специальные предприятия в аэрокосмической и военно-морской промышленности перешли на гибридную лазерно-дуговую сварку и электронно-лучевую технологию.
Специальные предприятия в аэрокосмической и военно-морской промышленности перешли на гибридную лазерно-дуговую сварку и электронно-лучевую технологию.
Операционная бригада, манипулирующая сварочным оборудованием, должна знать нюансы этой техники, чтобы обеспечить целостность сварных соединений и, таким образом, объединить изделия, созданные. Долговечность крупномасштабного строительного объекта зависит от качества его отдельных компонентов.
Также согласно отчету Consumer Justice Group, сварка, выполняемая неподготовленным рабочим, является чрезвычайно опасным делом.Тысячи травм происходят прямо на месте из-за неосторожного обращения с оборудованием или экспериментов неквалифицированного персонала.
НЕКОТОРЫЕ НАИЛУЧШИЕ ПРАКТИКИ, КОТОРЫЕ НЕОБХОДИМО УМЕНИТЬ
По возможности, сложные сварочные работы следует доверить профессионалам. Строительные проекты требуют приема на работу сварщиков , сертифицированных AWS (Американское общество сварщиков), которые осознают связанные с этим риски и способны квалифицированно с ними справляться.
Специально для часто используемой сварки MIG (металл в инертном газе):
- Необходимо следить за тем, чтобы сварщики носили защитное снаряжение (включая автозатемняющуюся маску для лица), чтобы исключить риск контактных ожогов и волдырей.
- Хлопок — выбранный материал, потому что он не плавится, как полиэстер.
- Остерегайтесь брызг расплавленного металла и искр от шлифования, которые могут вызвать пожар.
- Избегайте использования оцинкованной стали в качестве основного материала, так как она выделяет канцерогенные пары
г.E. MATHIS COMPANY И ЕЕ ИСТОРИЯ ПРЕВОСХОДСТВА:
г. Компания Mathis — известное в отрасли имя в области прецизионной дуговой сварки и сварки MIG. Мы отточили свое мастерство за более чем 100 лет строгой практики, помогая строительным компаниям, производителям комплектного оборудования, независимым проектам и производителям решать их сварочные и прокатные нужды. Имея сертификат ISO 9001: 2015, мы являемся золотым стандартом в области сварочных и прецизионных услуг.
Свяжитесь с нами сегодня по телефону 773.586.3800, и мы будем рады обсудить, как наши производственные и сварочные возможности могут помочь в вашем следующем проекте
Выбор между сварными или болтовыми металлическими зданиями
Плюсы и минусы сварных и сборных стальных зданий
Интернет-чаты заполнены потребителями, которые пытаются выбрать между сварными или болтовыми металлическими зданиями.Почти все без исключения респонденты советуют выбирать стальную конструкцию с заводским монтажом на болтах. (Один человек из Аризоны сообщил, что построил два стальных ангара — один сварной и один болтовой. Он сказал, что сварной ангар чуть не раскололся от сильного ветра, который не повредил ангар на болтах.)
Итак, в чем разница между двумя методами соединения стальных конструкций?
Сварные стальные здания
Сварные или сваренные на месте стальные здания изготавливаются на строительной площадке.
Стальной каркас обычно изготавливается из стальных труб, купленных на месте.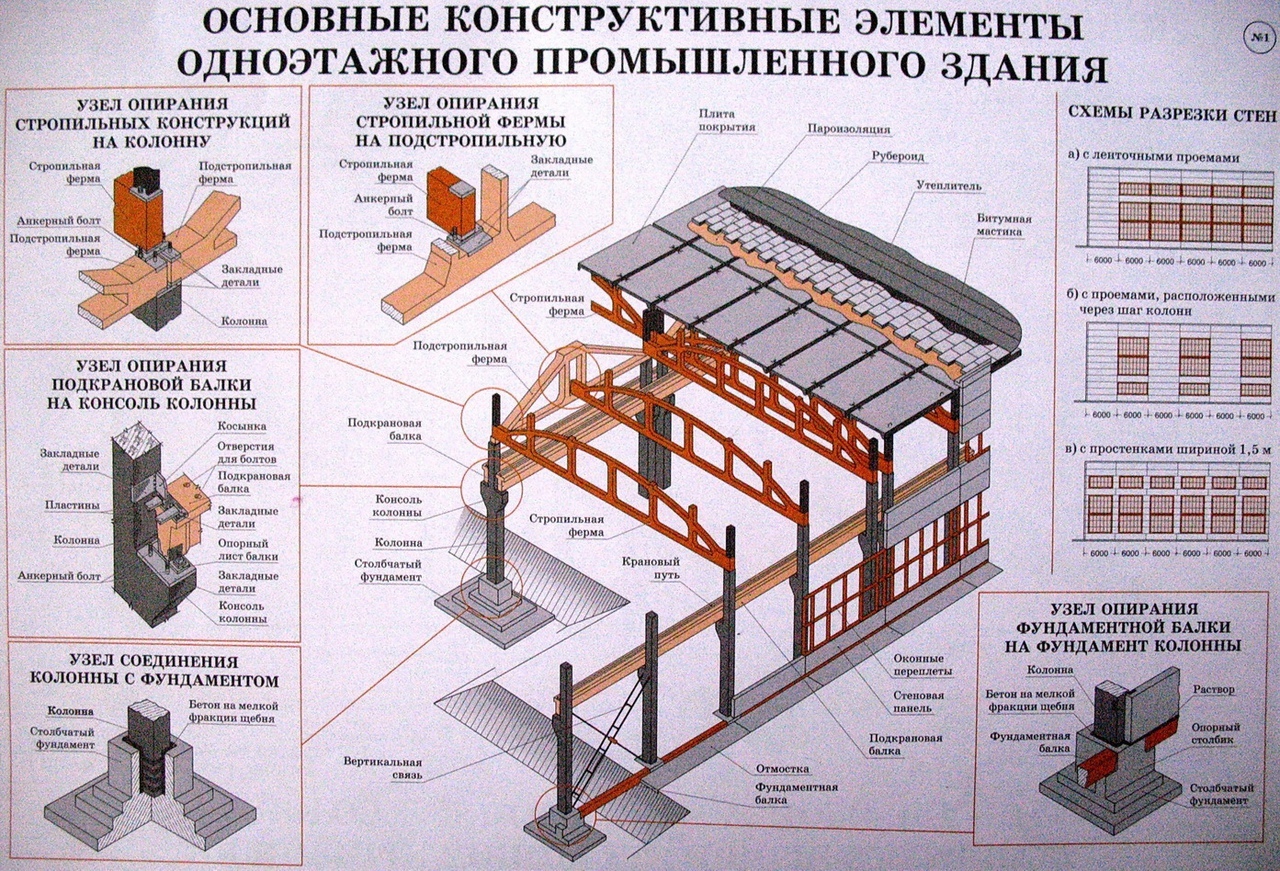 Строитель должен измерить, разрезать и сварить каждую деталь каркаса, включая фермы.
Строитель должен измерить, разрезать и сварить каждую деталь каркаса, включая фермы.
Стальные здания на болтах
Профессиональные дизайнеры и инженеры создают планы для металлических зданий с болтовым креплением, соблюдая местные строительные нормы и требования к нагрузке.
Обученные изготовители и сварщики производят каждый компонент в соответствии со строгими техническими требованиями. Каждая колонна, стропила, балка и прогон вырезается, сваривается, перфорируется и маркируется.Пакет обрамления поставляется готовым к сборке с использованием высокопрочных стальных болтов.
Преимущества и недостатки каждой системы
СТОИМОСТЬ:
В зависимости от количества и источника первоначальные затраты на материалы для сварного каркаса могут быть несколько меньше. Однако скорость и простота возведения предварительно спроектированного стального здания на болтах более чем компенсирует разницу в материальных затратах.
КАЧЕСТВО:
Прочность металлического здания зависит от прочности его конструкционных стальных соединений.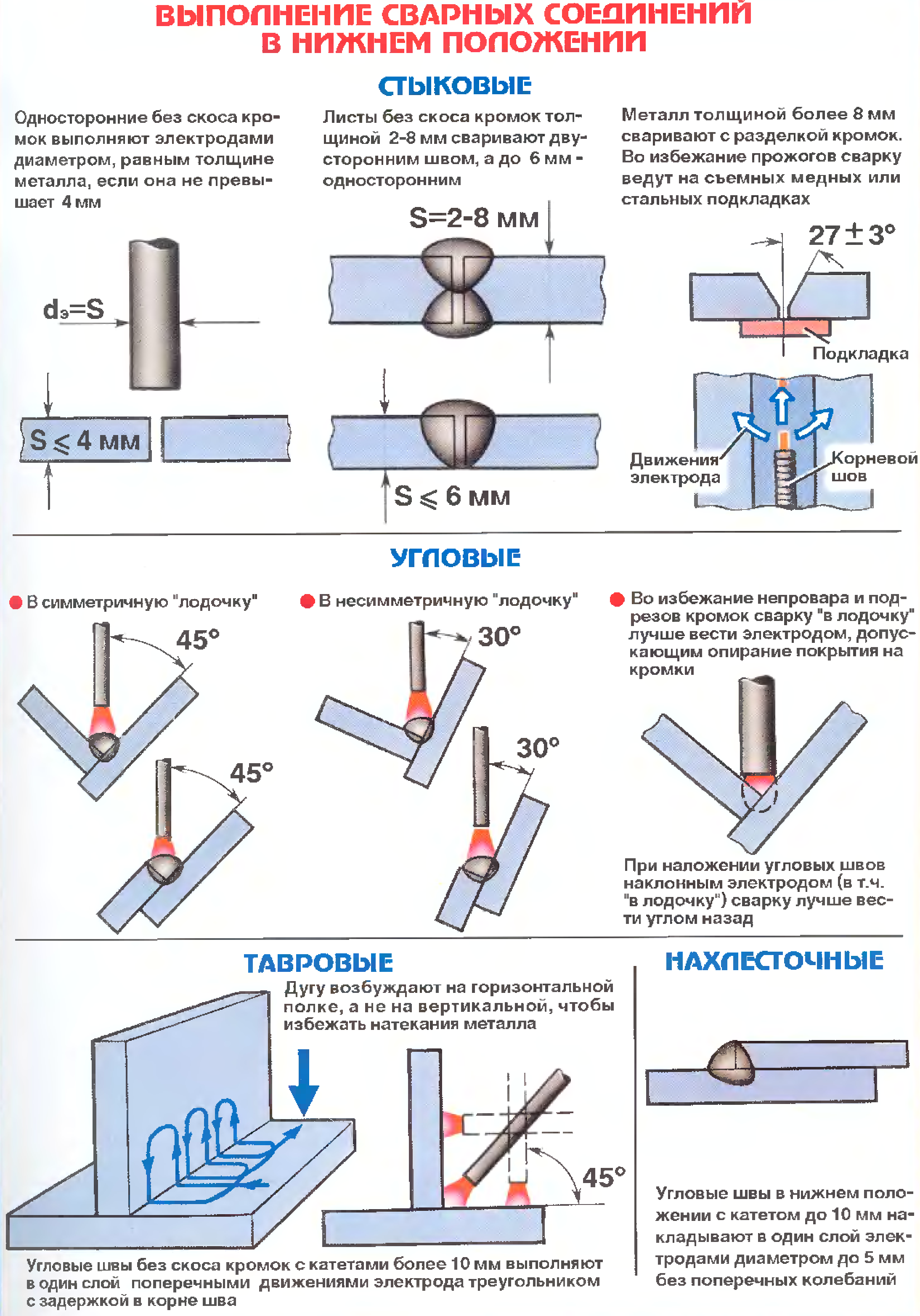 Откуда вы знаете, что Бубба, которого вы наняли для сварки каркаса, знает свое дело? Стальной каркас RHINO с болтовым креплением поставляется на заводах, сертифицированных AISC, с жестким контролем качества и высококвалифицированными профессиональными сварщиками и производителями.
Откуда вы знаете, что Бубба, которого вы наняли для сварки каркаса, знает свое дело? Стальной каркас RHINO с болтовым креплением поставляется на заводах, сертифицированных AISC, с жестким контролем качества и высококвалифицированными профессиональными сварщиками и производителями.
РАЗРЕШЕНИЯ и ОСМОТРЫ:
Сварные здания не имеют инженерного обеспечения. Материалы для обрамления поставляются без руководств и инструкций. Во многих местах получить разрешение будет сложно или невозможно. Каждый сварной шов должен быть индивидуально проверен, испытан и утвержден — сложный процесс.Металлические здания RHINO с болтовым креплением поставляются с тремя наборами чертежей, проштампованных инженерами, что делает процесс разрешения простым и легким. Местные строительные нормы и правила заранее встроены в структуру. Здания RHINO соответствуют или превосходят все местные строительные нормы и правила в отношении срока службы конструкции — гарантировано. Сварные стальные конструкции не могут давать таких обещаний.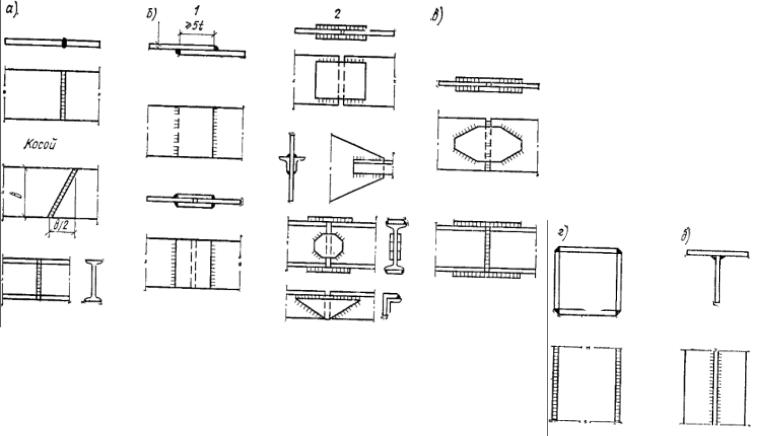
ВРЕМЯ:
Материалы для сварного каркаса обычно можно купить и доставить в течение недели. Поскольку на проектирование, проектирование и изготовление стальных зданий RHINO с болтовым креплением уходит много времени и усилий, обычно на комплект поставки требуется от четырех до шести недель с даты заказа.
РЕМОНТ:
При повреждении сварных стальных зданий ремонт можно производить только путем вырезания сломанного каркаса и наложения ямок в стали. Это сложный процесс. Если стальное здание, закрепленное болтами, повреждено, его легко открутить и заменить поврежденный каркас на аналогичные компоненты от производителя. Не требуется резка, сварка или пробивка отверстий.
СТРОИТЕЛЬСТВО:
Кратчайших путей к возведению трудоемкого сварочного здания нет.Каждая деталь каркаса вырезается и сваривается вручную на месте. Предварительно спроектированные и изготовленные на заводе компоненты для стального здания с болтовым креплением соединяются быстро и легко. RHINO предоставляет подробное руководство по эксплуатации и строительный DVD для мастеров-строителей и профессиональных строителей.
RHINO предоставляет подробное руководство по эксплуатации и строительный DVD для мастеров-строителей и профессиональных строителей.
СНЯТИЕ:
После возведения сварное металлическое здание не предлагает вариантов для перемещения конструкции в другое место. При необходимости стальные здания с болтовым креплением можно разобрать и собрать на новом месте.
Здания на болтах обеспечивают прочность и безграничные возможности
Сборные металлические конструкцииRHINO с болтовым креплением предлагают множество вариантов. Добавьте в свой заказ системы антресольных этажей, световые люки, потолочные двери, желоба, вентиляционные отверстия или изоляцию. Выбирайте из целого ряда цветов стальных панелей. Добавьте в свой комплект кровельные панели с холодным покрытием. Или, если хотите, выберите для своей конструкции камень, кирпич, лепнину, блок, стекло или другие традиционные стили внешнего оформления.
Размеры, высота и пролеты для вашего сборного дома практически безграничны. Металлические здания с болтовым креплением предлагают большие, беспрепятственные помещения для ангаров, складов, производственных предприятий и сельскохозяйственных построек, где это необходимо.
Металлические здания с болтовым креплением предлагают большие, беспрепятственные помещения для ангаров, складов, производственных предприятий и сельскохозяйственных построек, где это необходимо.
Сварные стальные конструкции не могут предоставить такой свободы проектирования.
Позвоните в RHINO прямо сейчас по телефону 940.383.9566 , чтобы узнать больше о наших сборных строительных изделиях с болтовым креплением. Давайте подробно обсудим ваши стальные конструкции и предоставим вам бесплатное ценовое предложение.
Анализ металлографического контроля сварных швов | Struers.com
Для микропроведения и траверса твердости требования к подготовке также включают полировку.
Сварные образцы могут иметь большие различия в твердости материала по всему образцу либо из-за фазовых изменений во время сварки, либо из-за того, что соединение включает разнородные металлы. Металл сварного шва может содержать твердые включения или некоторые внутренние дефекты сварного шва. Поэтому важно, чтобы метод препарирования обеспечивал минимальный рельеф между микроструктурными элементами и сохранял все микроструктурные элементы.В этом отношении предпочтительнее полуавтоматическое или автоматическое оборудование для подготовки, поскольку оно обеспечивает постоянство и воспроизводимость полировки, что облегчает точный микроструктурный анализ.
Поэтому важно, чтобы метод препарирования обеспечивал минимальный рельеф между микроструктурными элементами и сохранял все микроструктурные элементы.В этом отношении предпочтительнее полуавтоматическое или автоматическое оборудование для подготовки, поскольку оно обеспечивает постоянство и воспроизводимость полировки, что облегчает точный микроструктурный анализ. Травление
Может использоваться как химическое, так и электролитическое травление, в зависимости от сплава и требуемого анализа. Наиболее распространенным травителем, применяемым для углеродистой и низколегированной стали, является нитал различной концентрации; в качестве альтернативы можно использовать десятипроцентный персульфат аммония. Для сложных сплавов, таких как нержавеющая сталь и никелевые сплавы, следует рассмотреть возможность электролитического травления.Электролитическое травление предлагает некоторые преимущества по сравнению с растворами для химического травления, такие как скорость, простота эксплуатации и повышенная безопасность за счет минимизации контакта пользователя с травителями.
Для применений, где требуется подробный микроструктурный анализ, образцы для электролитической полировки и травления следует отшлифовать до зернистости 1000.
Геометрические элементы
Геометрические элементы сварного шва обычно указываются индивидуально для каждого сварного шва или группы сварных швов.Следовательно, анализ отказов, утверждение или контроль сварного шва в большинстве случаев выполняются в соответствии с подробной спецификацией. Тип, количество и размер внутренних или поверхностных дефектов также хорошо определены для качества сварки.
Измерение, подсчет, индикация и составление отчетов о геометрических характеристиках и дефектах сварных швов обусловлены высокой степенью стандартизации, поскольку задача может быть оптимизирована за счет использования специальных систем визуализации.
Производство металла — Designing Buildings Wiki
Производство металла включает изготовление металлических конструкций и компонентов путем манипулирования сырьем — обычно конструкционной сталью и листовым металлом — с помощью ряда процессов. Этот термин охватывает широкий спектр деятельности, от изготовления листового металла для строительных проектов до обработанных деталей и изделий на заказ для производителей. Мастерские, которые специализируются на производстве металла , известны как «фабрики».
Этот термин охватывает широкий спектр деятельности, от изготовления листового металла для строительных проектов до обработанных деталей и изделий на заказ для производителей. Мастерские, которые специализируются на производстве металла , известны как «фабрики».
Типичные процессы, связанные с производством металла , включают:
- Ковка.
- Литье.
- Раскрой.
- Гибка.
- Стрижка.
- Чертеж.
- Прядение.
- Штамповка.
После изготовления деталей может потребоваться их сборка. Сборка может включать сварку, обвязку клеем, клепку, резьбовые соединения или гофрированные швы.
Детали или узлы могут быть затем обработаны пескоструйной очисткой, грунтованием, окраской или порошковой окраской, если это необходимо.
Готовый продукт должен подвергаться тщательной проверке на соответствие спецификации перед тем, как покинуть производственный цех.
Желаемая форма может быть получена путем удаления нежелательного материала с металлического блока в процессе, известном как механическая обработка. Металл режется по мере необходимости с использованием различных инструментов, в том числе:
Металл режется по мере необходимости с использованием различных инструментов, в том числе:
[править] Пилы
Промышленные пилы, такие как ленточные и большие циркулярные пилы, могут резать металл по прямой линии. Угловые шлифовальные машины — это ручной электроинструмент, оснащенный абразивным диском, который используется для резки, шлифования и полировки.
[править] Ножницы
Ножницы — это промышленные станки различных конфигураций и размеров, позволяющие резать листовой металл разной толщины. Они работают так же, как ножницы, с противоположными лезвиями, одно из которых зафиксировано, а другое движется под углом.К различным типам ножниц относятся:
- Ручные ножницы. Эти простые ручные инструменты, также известные как «авиационные ножницы», используются для резки тонких металлических деталей.
- Механические ножницы: они способны резать листовой металл быстро и с меньшими ручными усилиями. Однако большинство из них не в состоянии резать изделия сложной формы или с малым радиусом и поэтому тратят впустую материал.
- Ножницы без горловины: это ручные ножницы, в которых используется шарнирное лезвие, которое поворачивается вниз для резки металла, лежащего на неподвижном соседнем лезвии.Они способны резать по прямым линиям или формам и минимизировать количество отходов.
[править] Плазменные и лазерные резаки
Для получения сложных форм используются методы плазменной резки высокого разрешения. Благодаря интеграции систем автоматизированного проектирования и автоматизированного производства процесс резки может осуществляться безупречно с минимальными отходами.
Гибка металла может быть выполнена одним из двух способов:
- Самый простой метод — это гибка формы, при которой металл загибается через край или форму, расположенную под металлом.Это можно сделать вручную или с помощью таких инструментов, как молотки и формовочные тележки, чтобы изгибать металл вокруг необходимой формы.
- Металлические тормоза — наиболее распространенный метод получения чистых и точных поворотов. Процесс включает в себя размещение металла на плоской закрытой поверхности, зажим на нем плоской планки и подъем закрытой части для сгибания металла под желаемым углом.
 Процесс включает в себя размещение металла на плоской закрытой поверхности, зажим на нем плоской планки и подъем закрытой части для сгибания металла под желаемым углом.
Процесс включает в себя размещение металла на плоской закрытой поверхности, зажим на нем плоской планки и подъем закрытой части для сгибания металла под желаемым углом.К наиболее распространенным методам усадки металла относятся:
- Подтачивание: простой метод, при котором металл зажимается между щелью или загибается по краям.
- Термоусадочная машина: это рычажный инструмент с подвижными текстурированными губками, которые захватывают листовой металл сверху и снизу и слегка сжимают его. Отдельные участки можно аккуратно обработать, чтобы уменьшить их размер. Это более точный, но более медленный метод.
- Термоусадка: это включает нагревание чрезмерно растянутой области с помощью паяльной лампы до почти докрасна, поскольку металл сжимается при охлаждении. Усадочные диски можно использовать в угловых шлифовальных машинах, которые используют трение для выделения тепла.
К наиболее распространенным методам растяжения металла относятся:
- Молоток и тележка: это простейший метод, который включает удерживание объекта за металлом и удары молотком по другой стороне, заставляя металл сжиматься и растягиваться.
- Носилки: это инструмент с механическим приводом, похожий на усадку, который помещает металл между двумя губками с плоской текстурой, которые медленно его раздвигают.
- Английское колесо: в этой технике используются колеса, которые катятся вперед и назад по плоскому металлу.
Наиболее распространенные методы сварки металла для изготовления более крупных и сложных деталей включают:
[править] Кислородно-ацетиленовая сварка
Это самый старый вид сварки, но все еще широко используемый. Резервуары с кислородом и ацетиленом смешиваются с регулируемой горелкой, чтобы создать контролируемое пламя для нагрева металла. Во время нагрева добавляется присадочный стержень, который соединяет металл вместе. Эти сварные швы легче всего зачистить (сгладить) с помощью молотка и тележки, что позволяет сделать сварное соединение как можно более плоским.
[править] Сварка TIG
Это резак с неплавящимся электродом, который создает небольшую точную электрическую дугу, плавящую основной металл.