Монтаж трубопроводов с ППУ — ООО «ПК ДОНТЭС» г. Ростов-на-Дону
Строительство тепловых сетей следует выполнять в соответствии с проектами организации и производства работ, технологическими картами прокладки трубопроводов, а также с учетом общих требований СНиП 305.03-85 «Тепловые сети СНиП 2.04.07 «Тепловые сети» «Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды», утвержденных коллегией Госгортехнадзора России (Постановление № 45 от 18.07.1994 г.), СНиП III «Магистральные трубопроводы» СНиП 3.05.05-84 «Технологическое оборудование и технологические трубопроводы», а также в соответствии с требованиями техники безопасности и противопожарной безопасности.
Последовательность операций при строительстве теплотрассы зависит от метода прокладки трубопроводов, указанного в проекте, и включает следующие типовые операции:
- разметка трассы в плане в соответствии с чертежом геоподосновы и монтажной схемой, предъявление разметки приемной комиссии;
- подготовка траншей по ширине и глубине с учетом песчаной подсыпки, при необходимости укрепление стенок траншей, проверка глубины траншей по геодезическим отметкам, составление акта;
- раскладка труб, фасонных изделий и других комплектующих элементов;
- проверка целостности проводов системы контроля в трубопроводах и других элементах теплотрассы;
- устройство неподвижных опор;
- сборка труб и сварка стыков труб;
- гидравлическое испытание или радиографический контроль сварных швов, составление актов испытаний;
- соединение проводов системы контроля в местах стыковых соединений;
- тепло-гидроизоляция стыков труб;
- оформление акта на скрытые работы;
- обсыпка трубопроводов слоем песка, обратная засыпка траншей кроме мест установки стартовых компенсаторов, трамбовка грунта;
- при монтаже с использованием стартовых компенсаторов нагрев теплопровода до проектной температуры, фиксация стартовых компенсаторов сварным швом, сборка проводов системы контроля на стыках стартовых компенсаторов, оформление акта, установка теплогидроизоляции на стартовый компенсатор, акт на скрытые работы;
- обратная засыпка траншей и трамбовка грунта в местах установки стартовых компенсаторов.

Организационно-техническая подготовка к строительству тепловых сетей должна осуществляться в соответствии с требованиями СНиП 3.01 .01 -85.
Подготовка к монтажу
Перед укладкой теплоизолированные трубы, соединительные детали и элементы подвергают тщательному осмотру с целью обнаружения трещин, сколов, глубоких надрезов, проколов и других механических повреждений полиэтиленовой оболочки и теплоизоляции. При обнаружении трещин в оболочке, глубоких надрезов их заделывают путем экструзионной сварки или путем наложения кольцевых заплаток из термоусаживаемой ленты.
Трубы и фасонные детали раскладывают на бровке или дне траншеи с помощью крана или трубоукладчика таким образом, чтобы провода системы ОДК располагались в горизонтальной плоскости.
Опускание в траншею изолированных труб следует производить плавно, без рынков и ударов о стенки и дно каналов и траншей. Перед укладкой труб в траншею в обязательном порядке следует проверить целостность проводников-индикаторов системы ОДК и замерить сопротивление между ними и металлической трубой.
Теплопроводы, укладываемые на песчаное основание, не должны опираться на камни, кирпичи и другие твердые включения, которые следует удалить, а образовавшиеся углубления засыпать песком.
Монтаж трубопроводов
Монтаж трубопроводов производится, как правило, на дне траншеи. Допускается производить сварку прямых участков труб в секции на бровке траншеи.
Монтаж теплопроводов с теплогидроизоляцией из ППУ в полиэтиленовой оболочке производится при температуре наружного воздуха не ниже минус — 15°С.
Резку стальных труб (в случае необходимости) производят газорезкой, при этом теплоизоляция снимается механизированным ручным инструментом на участке длиной 400 мм (по 200 мм с каждой стороны), а торцы теплоизоляции в ходе резки закрываются увлажненной тканью или жесткими экранами.
Сварку стыков труб и контроль сварных соединений трубопроводов следует производить в соответствии с требованиями СНиП 3. 05.03-85. При производстве сварочных работ необходимо обеспечить защиту пенополиуретана и гидроизоляционной оболочки, а также концов проводов, выходящих из изоляции, от попадания на них искр.
05.03-85. При производстве сварочных работ необходимо обеспечить защиту пенополиуретана и гидроизоляционной оболочки, а также концов проводов, выходящих из изоляции, от попадания на них искр.
Изоляция стыков трубопроводов в Ростове-на-Дону – монтаж магистральных систем, ДОН ТЕРМО
Монтаж и испытания трубопроводов
Строительство тепловых сетей следует выполнять в соответствии с проектами организации и производства работ, технологическими картами прокладки трубопроводов, а также с учетом общих требований СНиП 305.03-85 «Тепловые сети СНиП 2.04.07 «Тепловые сети» «Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды», утвержденных коллегией Госгортехнадзора России (Постановление № 45 от 18.07.1994 г.), СНиП III «Магистральные трубопроводы» СНиП 3.05.05-84 «Технологическое оборудование и технологические трубопроводы», а также в соответствии с требованиями техники безопасности и противопожарной безопасности.
Последовательность операций при строительстве теплотрассы зависит от метода прокладки трубопроводов, указанного в проекте, и включает следующие типовые операции:
- разметка трассы в плане в соответствии с чертежом геоподосновы и монтажной схемой, предъявление разметки приемной комиссии;
- подготовка траншей по ширине и глубине с учетом песчаной подсыпки, при необходимости укрепление стенок траншей, проверка глубины траншей по геодезическим отметкам, составление акта;
- раскладка труб, фасонных изделий и других комплектующих элементов;
- проверка целостности проводов системы контроля в трубопроводах и других элементах теплотрассы;
- устройство неподвижных опор;
- сборка труб и сварка стыков труб;
- гидравлическое испытание или радиографический контроль сварных швов, составление актов испытаний;
- соединение проводов системы контроля в местах стыковых соединений;
- тепло-гидроизоляция стыков труб;
- оформление акта на скрытые работы;
- обсыпка трубопроводов слоем песка, обратная засыпка траншей кроме мест установки стартовых компенсаторов, трамбовка грунта;
- при монтаже с использованием стартовых компенсаторов нагрев теплопровода до проектной температуры, фиксация стартовых компенсаторов сварным швом, сборка проводов системы контроля на стыках стартовых компенсаторов, оформление акта, установка теплогидроизоляции на стартовый компенсатор, акт на скрытые работы;
- обратная засыпка траншей и трамбовка грунта в местах установки стартовых компенсаторов.
Организационно-техническая подготовка к строительству тепловых сетей должна осуществляться в соответствии с требованиями СНиП 3.01 .01-85.
Подготовка к монтажуПеред укладкой теплоизолированные трубы, соединительные детали и элементы подвергают тщательному осмотру с целью обнаружения трещин, сколов, глубоких надрезов, проколов и других механических повреждений полиэтиленовой оболочки и теплоизоляции. При обнаружении трещин в оболочке, глубоких надрезов их заделывают путем экструзионной сварки или путем наложения кольцевых заплаток из термоусаживаемой ленты.
Трубы и фасонные детали раскладывают на бровке или дне траншеи с помощью крана или трубоукладчика таким образом, чтобы провода системы ОДК располагались в горизонтальной плоскости.
Опускание в траншею изолированных труб следует производить плавно, без рынков и ударов о стенки и дно каналов и траншей. Перед укладкой труб в траншею в обязательном порядке следует проверить целостность проводников-индикаторов системы ОДК и замерить сопротивление между ними и металлической трубой.
Теплопроводы, укладываемые на песчаное основание, не должны опираться на камни, кирпичи и другие твердые включения, которые следует удалить, а образовавшиеся углубления засыпать песком.
Монтаж трубопроводовМонтаж трубопроводов производится, как правило, на дне траншеи. Допускается производить сварку прямых участков труб в секции на бровке траншеи.
Монтаж теплопроводов с теплогидроизоляцией из ППУ в полиэтиленовой оболочке производится при температуре наружного воздуха не ниже минус — 15°С.
Резку стальных труб (в случае необходимости) производят газорезкой, при этом теплоизоляция снимается механизированным ручным инструментом на участке длиной 400 мм (по 200 мм с каждой стороны), а торцы теплоизоляции в ходе резки закрываются увлажненной тканью или жесткими экранами.
Сварку стыков труб и контроль сварных соединений трубопроводов следует производить в соответствии с требованиями СНиП 3. 05.03-85. При производстве сварочных работ необходимо обеспечить защиту пенополиуретана и гидроизоляционной оболочки, а также концов проводов, выходящих из изоляции, от попадания на них искр.
05.03-85. При производстве сварочных работ необходимо обеспечить защиту пенополиуретана и гидроизоляционной оболочки, а также концов проводов, выходящих из изоляции, от попадания на них искр.
Наша компания осуществляет подряд на строительство объектов. Мы берем на себя обязательства по выполнению общестроительных, вспомогательных и специальных работ. Для этого имеются все необходимые допуски и разрешения. Наша компания решает все организационные, технические и экономические вопросы.
Мы заинтересованы в долговременном сотрудничестве с заводами, фирмами, организациями, частными лицами. Всегда рады видеть новых клиентов, отношения с которыми рассматриваются, как долгосрочные и партнерские.
Все интересующие вопросы касательно наших цен вы можете уточнить по телефону у Менеджеров 8 (863) 270-08-83, Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Автор: ООО «Дон Термо»
Дата публикации:
Дата изменения:
Изоляция стыков трубопроводов в Ростове-на-Дону – монтаж магистральных систем, ДОН ТЕРМО
Компания «ДОН ТЕРМО» оказывает профессиональные услуги по монтажу систем трубопроводов. Прокладывая инженерные коммуникации, мы строго придерживаемся действующих стандартов, используем современные материалы проверенного качества и новейшие инструменты. Технологии выполнения работ соблюдаются в полной мере, что гарантирует высокое качество трубопровода, его надежную и беспроблемную эксплуатацию в будущем. Сотрудничество с нами – это надежно и удобно:
Монтаж теплотрассы
- Мы не затягиваем сроки и делаем работу быстро, но не в ущерб качеству;
- Устанавливаем на услуги конкурентные цены;
- Справляемся с задачами различной сложности и специфики;
- Работаем добросовестно;
- Предлагаем понятные условия взаимодействия.

Качество оправдает ожидания
Монтаж теплотрассы
Независимо от того, объект какого назначения и сложности мы создаем, технологические нормы соблюдаются обязательно и в полной мере. Точность расчетов, высокий профессионализм каждого нашего мастера, применение качественных материалов нужной специфики позволяет сооружать действительно надежные конструкции, рассчитанные на определенные нагрузки и функционирующие без сбоев.
Сроки, отведенные на каждую задачу, соблюдаются. В качестве основных конструктивных элементов применяются прочные трубы ППУ и фитинги, изготовленные по современным технологиям. Изоляция стыков трубопровода выполняется с помощью сырья, рассчитанного на специфические условия. Мы работаем комплексно, выполняя весь набор мероприятий от проектирования до сдачи готовой системы. Беремся за заказы в черте города и за его пределами.
Обладая солидным практическим опытом, специалисты фирмы знают обо всех нюансах и тонкостях дела, которое им доверено. Поэтому без проблем справляются со своей работой. Прежде, чем сдать объект в эксплуатацию, эксперты обязательно проверяют гидроизоляцию элементов и прочность сварных соединений трассы. Мы хотим, чтобы каждый наш клиент оставался доволен результатом и, при необходимости, обращался к нам снова.
Чтобы получить подробную информацию об условиях сотрудничества и полном перечне услуг, позвоните по номеру +7 (863) 270 08 83. Менеджер проконсультирует вас, предложит оптимальное решение с учетом конкретных запросов, поможет оформить заявку. Наши услуги доступны в Ростове-на-Дону, Краснодаре, Волгограде, Астрахани, Ставрополе. Обращаясь в ООО «ДОН ТЕРМО», Вы обращаетесь за надежностью!
Купить трубу ППУ ПЭ предлагает производитель ДОН ТЕРМО – изготовление материалов и монтаж магистральных систем по выгодной цене.
Муфта концевая термоусаживаемая – цена на стальные трубы и комплектующие к ним у производителя ДОН ТЕРМО – изготовление, монтаж и ремонт трубопровода ППУ.
Компания Алькор — Палатки сварщика и укрытия для сварочных работ (Россия)
Отправить сообщение
Палатка сварщика и укрытия сварщика предназначены для создания оптимальных рабочих условий при проведении сварочных работ на строительстве и ремонте трубопроводов, а также используется аварийными службами нефтегазовой отрасли. Они защищают рабочее место от непогоды и атмосферных осадков. Сборная конструкция палатки сварщика позволяет оперативно собирать и подготавливать изделие к транспортировке.
Укрытие для сварки труб «Шатер»
Укрытие «Шатер» состоит из сборно- разборного каркаса, с регулируемыми по высоте опорами, выполненного из нержавеющей стали (модель «Профи») или конструкционной стали с порошковой покраской (модель «Эконом») и тента, выполненного из масловодоотталкивающей МВО и огнеупорной пропиткой, а верх укрытия из светопропускающей тентовой ткани. Укрытие в собранном виде устанавливается на трубу, раскладывается и затягивается 2-мя реперами при помощи 2-3 человек (возможна установка подъемной техникой). Высота палатки регулируется выдвижными ногами, имеет регулируемый рукав для различных диаметров труб и вход для сварщиков. Заключение «ВНИИГАЗ» для ОАО «Газпром»
«Шатер-Профи-1020» и «Шатер-Эконом-1020»
- Эксплуатация при температуре: от -50º С до +50º С
- Диаметр труб: 325-1020 мм
- Габариты (ШхВхД) — 3740 х 1485 х 2600 мм
- Вес нетто: 58 кг и 65 кг
«Шатер-Профи-1420» и «Шатер-Эконом-1420»
Укрытия поставляются в деревянном ящике
- Эксплуатация при температуре: от -50º С до +50º С
- Диаметр труб: 1020-1420 мм
- Габариты (ШхВхД) — 4240 х 1485 х 2600 мм
- Вес нетто: 68 кг и 75 кг
Укрытие для сварки труб «Нефтяник»
Укрытие «Нефтяник» состоит из сборно-разборного каркаса, выполненного из нержавеющей стали («Нефтяник-Профи») или конструкционной («Нефтяник-Эконом») стали и тента, выполненного из масловодоотталкивающей МВО тентовой ткани, с огнеупорной пропиткой PROBAN.
«Нефтяник-Профи-530» и «Нефтяник-Эконом-530»
Эксплуатация при температуре: от -50º С до +50º С
Диаметр труб: 63-530 мм
Габариты (разложенная) ШхВхД — 2080 х 2140 х 2560 мм
Масса: 35 кг
 Укрытие в собранном виде устанавливается на землю и используется для сварочных и огневых работ на трубах диаметром от 63 до 530 мм. Репера не применяются. Имеет регулируемые по высоте выдвижные опоры.
Укрытие в собранном виде устанавливается на землю и используется для сварочных и огневых работ на трубах диаметром от 63 до 530 мм. Репера не применяются. Имеет регулируемые по высоте выдвижные опоры.
Укрытие для сварки труб «Сфера»
Укрытие «Сфера» состоит из складного разборного каркаса, выполненного из нержавеющей («Сфера-Профи») или конструкционной («Сфера-Эконом») стали и тента, выполненного из масловодоотталкивающей, светопропускающей тентовой ткани, МВО с огнеупорной пропиткой PROBAN. Укрытие в собранном виде устанавливается на трубу диам. от 325 до 1420 мм. Укрытие может комплектоваться выдвижными съемными опорами. Заключение «ВНИИГАЗ» для ОАО «Газпром»
«Сфера-Профи-1420» и «Сфера-Эконом-1420»
«Сфера-Профи-530» и «Сфера-Эконом-530»
Эксплуатация при температуре: от -50º С до +50º С
Диаметр труб: 325-1420 мм
Габариты (ШхВхД) — 4050 х 1410 х 2500 мм
Вес нетто: 56 кг
Эксплуатация при температуре: от -50º С до +50º С
Диаметр труб: 63-530 мм
Габариты (ШхВхД) — 2650 х 1410 х 2500 мм
Вес нетто: 46 кг
Палатка сварщика «ПСЦМ»
Палатка сварщика «ПСЦМ-Профи» с автоматическим захватом трубы для ведения сварочных работ на трубопроводах диаметром 325-1420 мм состоит из сборно-разборной пространственной рамы, обшитой сотовым поликарбонатом («ПСЦМ-Профи») или оцинкованным листом («ПСЦМ-Эконом») Оснащается вытяжной вентиляцией и освещением.
«ПСЦМ-Профи» и «ПСЦМ-Эконом»
Эксплуатация при температуре: от -50º С до +50º С
Диаметр труб: 325-1420 мм
Габариты
Масса: 190 кг и 250 кг
Палатка сварщика ПСТ-0136У-4-Т
Каркас палатки сборно-разборный, тент из термостойкого, негорючего материала. Материал тента: пленочный армированный с двухсторонним поливинилхлоридным покрытием МПА-2 «Сибирь». Палатка снабжена манжетами для пропускания через них труб диаметром от Ø320 мм до Ø1500 мм. Палатка сварщика также используется при проведении изоляционных работ на сварных стыках труб термоусадочными муфтами. Транспортировка палатки в собранном виде возможна за установленный на крыше крюк. Заключение СЭС и Гигиенический сертификат на материал тента.
- Вместимость не менее 4-х человек;
- Эксплуатация при температуре от −50° С до +60° С;
- Каркас труба Ду 20, Ду 40;
- Вентиляция 4 клапана;
- Диаметр манжеты от Ø320 мм до Ø1500 мм;
- Тентовое покрытие сверху металлокаркаса;
- Масса каркаса 105 кг;
- Масса тента 36 кг.
Палатка ПАС-М300У для сварочных агрегатов
- Для агрегата автоматической сварки труб;
- Эксплуатация при температуре от −50° С до +60° С;
- Вентиляция 4 клапана;
- Диаметр манжеты от Ø320 мм до Ø1500 мм;
- Тентовое покрытие внутри металлокаркаса;
- Масса каркаса 219 кг;
- Масса тента 56 кг.
Зонт для сварки трубопроводов диам. 150-1420мм
Зонт для сварки предназначен для защиты рабочих мест сварщиков от атмосферных воздействий при сварке стыков труб на строительстве, а также при осуществлении ремонтных работ магистральных трубопроводов.
Для регулирования высоты зонта и изменения угла поворота в зависимости от рельефа местности и диаметра свариваемых труб станина для крепления зонта к трубе выполнена регулируемой. При малых диаметрах трубопроводов рекомендуем использовать опору для дополнительного упора в грунт.Габаритные размеры в собранном виде:
Высота, мм – 2420
Диаметр, мм – 3000Габаритные размеры в разобранном виде:
Длина, мм – 1760
Диаметр, мм – 150
Вес нетто, кг – 26±2Скачать технические характеристки и описание палатки сварщика «Шатер» в
Скачать технические характеристки и описание палатки сварщика «Нефтяник» в Скачать технические характеристки и описание палатки сварщика «Сфера» в Скачать технические характеристки и описание палатки сварщика «ПСЦМ» в Скачать технические характеристки и описание палатки сварщика «ПСТ-0136У-4-Т» в Скачать технические характеристки и описание палатки ПАС-М300У для сварочных агрегатов в Скачать технические характеристки и описание зонта для сварки трубопровода диам. 150-1420мм в
 Основу зонта составляет складной каркас и тент из масловодо-отталкивающей ткани с огнеупорной пропиткой «Proban».
Основу зонта составляет складной каркас и тент из масловодо-отталкивающей ткани с огнеупорной пропиткой «Proban».Первая Буровая Компания, ГНБ прокладка труб без траншей (горизонтальное направленное бурение), бестраншейная прокладка коммуникаций под землей методом ГНБ, прокладка кабеля, прокладка труб
Горизонтальное направленное бурение
ООО «Первая Буровая Компания» — лидирующая компания в бестраншейном строительстве по прокладке подземных коммуникаций методом горизонтально направленного бурения, или ГНБ. «Первая Буровая Компания» выполнит любые работы: прокладка труб, прокладка кабеля, прокладка газопровода , прокладка водопровода,прокладка теплосетей, прокладка канализации под дорогами, реками, озерами, прокладка трубы без вскрытия грунта. У нас самые низкие цены на услуги ГНБ бурения в России, все работы по бурению проводятся качественно и точно в срок! Позвоните нам, сравните наши цены! Штат компании укомплектован опытными сотрудниками, которые регулярно проходят дополнительное обучение по повышению квалификации на должностях оператор ГНБ и локаторщик ГНБ. Применяя в работе современные технологии бестраншейного строительства, за 10 лет работ мы выполнили десятки проектов по ГНБ бурению в городе Уфа, Пермь, Казань, Самара, Челябинск, Ульяновск, Екатеринбург, Тюмень, Московская область, Республика Крым, а также услугами горизонтального бурения воспользовались практически все регионы Респ. Башкорстостан и дальних уголков России и стран СНГ(Казахстан, Киргизия, Узбекистан и т.д.).
«Первая Буровая Компания» выполнит любые работы: прокладка труб, прокладка кабеля, прокладка газопровода , прокладка водопровода,прокладка теплосетей, прокладка канализации под дорогами, реками, озерами, прокладка трубы без вскрытия грунта. У нас самые низкие цены на услуги ГНБ бурения в России, все работы по бурению проводятся качественно и точно в срок! Позвоните нам, сравните наши цены! Штат компании укомплектован опытными сотрудниками, которые регулярно проходят дополнительное обучение по повышению квалификации на должностях оператор ГНБ и локаторщик ГНБ. Применяя в работе современные технологии бестраншейного строительства, за 10 лет работ мы выполнили десятки проектов по ГНБ бурению в городе Уфа, Пермь, Казань, Самара, Челябинск, Ульяновск, Екатеринбург, Тюмень, Московская область, Республика Крым, а также услугами горизонтального бурения воспользовались практически все регионы Респ. Башкорстостан и дальних уголков России и стран СНГ(Казахстан, Киргизия, Узбекистан и т.д.).
Видео о преимуществах технологии бурения методом ГНБ:
После просмотра видео ролика вы получите ответы на следующие вопросы:
— Что такое горизонтально-направленное бурение и каковы его преимущества?
— Какие коммуникации можно проложить методом ГНБ ?
— В каких случаях используется технология бестраншейной прокладки труб?
— Что выгоднее: бестраншейная прокладка трубопровода методом ГНБ или в открытой траншее?
Так же в данном видео демонстрируется сам процесс бурения, начиная от создания управляемой пилотной скважины, расширения скважины и заканчивая протяжкой трубы.
Технология бестраншейного строительства методом горизонтального бурния (ГНБ)
Горизонтально направленное бурение — это бестраншейный метод прокладывания подземных коммуникаций(кабелей и труб) с помощью специальных буровых установок. Набирающее большую популярность в последнее время горизонтальное бурение позволяет в разы снизить затраты на прокладку коммуникаций под естественными препятствиями (под рекой, оврагами, озерами, лесными массивами, плывунами) и в городских условиях (под железной дорогой, трассой, скверами, парками, и т.д.). В основном метод ГНБ применяют для прокладки трубопровода, прокладке канализации, прокладке водопровода, прокладке газопровода и футляров для кабелей связи без вскрытия грунта, сохраняя природный ландшафт или дорожное покрытие. Прокол под дорогой — это единственный способ проложить трубу или кабель под дорогой без раскопки траншеи, в целях сохранения асфальтового покрытия дороги.
Набирающее большую популярность в последнее время горизонтальное бурение позволяет в разы снизить затраты на прокладку коммуникаций под естественными препятствиями (под рекой, оврагами, озерами, лесными массивами, плывунами) и в городских условиях (под железной дорогой, трассой, скверами, парками, и т.д.). В основном метод ГНБ применяют для прокладки трубопровода, прокладке канализации, прокладке водопровода, прокладке газопровода и футляров для кабелей связи без вскрытия грунта, сохраняя природный ландшафт или дорожное покрытие. Прокол под дорогой — это единственный способ проложить трубу или кабель под дорогой без раскопки траншеи, в целях сохранения асфальтового покрытия дороги.
ОСНОВНЫЕ ПРЕИМУЩЕСТВА ГОРИЗОНТАЛЬНОГО БУРЕНИЯ:
Метод ГНБ прокладки кабелей и труб имеет множество преимуществ, и это делает его непревзойденным в своей области.
Вот основные плюсы, которые оказывают влияние на весь ход работ:
- Основной плюс горизонтально-направленного бурения — это цена. Прокладка коммуникаций методом ГНБ позволит Вам съэкономить внушительную сумму.
- Воздействие на окружающую среду минимально, асфальтовые покрытия и инфраструктура остается незатронутой
- Возможность строительства подземных коммуникаций в разных грунтах: болото, пески, мерзлый грунт, скальный грунт.
- Горизонтальное бурение скважин позволяет сократить сроки различных технических согласований, что является обязательным условием для начала буровых работ.
- Сроки прокладки трубопровода значительно сокращаются благодаря использованию современных буровых установок ГНБ . Эти ГНБ установки обладают наиболее высокой скоростью работы.
- Современное буровое оборудование и системы локации дают возможность обхода различных препятствий на трассах.
- При прокладке труб и кабелей через существующие коммуникации практически не возникает риска их повреждения или возникновения непредвиденных ситуаций.
Горизонтально направленное бурение скважин и прокладка в них коммуникаций — основной вид деятельности нашей компании на протяжении многих лет. Большой список клиентов свидетельствует о том, насколько качественно и быстро мы справляемся даже с самыми сложными задачами.
Если вы хотите пробурить горизонтально направленную скважину и протянуть в нее коммуникации (кабеля связи или труб любого диаметра) пробурить под дорогой, проложить трубу без вскрытия грунта в Уфе, Республике Башкортостан, а также по всей России, мы всегда к вашим услугам!
Заказывайте горизонтально-направленное бурение, чтобы избежать множества проблем и справиться с задачами наиболее быстро.
Этапы прокладки подземных коммуникаций
Первый этап горизонтального бурения — это бурение пилотной скважины, осуществляемое при помощи буровой головки со скосом в передней части и встроенным передатчиком(зондом). Информация о местоположении и угле наклона буровой головки передается на монитор системы локации. Через специальные отверстия в буровой головке подается бентонитовый буровой раствор, который уменьшающий трение и предохраняющий скважину от обвалов. Первый этап завершается, как только буровая головка выходит в заданном проектом точке
Второй этап ГНБ бурения — это расширение скважины с помощью расширителя обратного действия или риммера. Для дальнейшего беспрепятственного протягивания коммуникаций необходимо увеличить скважину , чтобы ее диаметр превышал на около 30% диаметр трубопровода.
На последнем этапе протягивается плеть трубопровода, к переднему концу которой крепится оголовок с воспринимающим тяговое усилие вертлюгом и риммеру. Таким образом, буровая установка затягивает в скважину трубу по запланированной траектории. После окончания буровых работ заказчику предоставляется исполнительная документация и все необходимые документы.
Если Вы задались вопросом как : протянуть трубу под землей, прокладка труб под землей, проложить трубу под землей, протяжка труб под землей, укладка труб под землей, протянуть кабель под землей, прокладка кабеля под землей, проложить кабель под землей, протяжка кабеля под землей, укладка кабеля под землей, протянуть трубу методом гнб, прокладка трубы под землей методом гнб, проложить трубы методом гнб, протяжка трубы методом гнб, укладка трубы методом гнб, бестраншейная прокладка труб, бестраншейная прокладка кабеля, прокладка трубы бестраншейным способом гнб , прокладка кабеля бестраншейным способом гнб, укладка труб без вскрытия грунта, укладка кабелей без вскрытии грунта, прокладка дюкера, стоимость прокладки трубопровода, самотечная канализация, прокладка самотечной канализации, стоимость работ по прокладке канализации, прокладка труб методом гнб , трубы для гнб, стоимость прокладки пнд труб, прокладка трубопровода методом прокола, прокладка труб методом прокола, стоимость работ гнб, стоимость прокладки труб, расценки гнб, прокол гнб цена, цена гнб, прокол гнб, прокладка кабеля через дорогу, прокладка газопровода под дорогой, методом горизонтально направленного бурения, работы гнб, аварийная служба канализации, проколы под дорогой цена, протяжка кабеля в гофре цена, снип прокладка трубопроводов, прокладка и ремонт трубопроводов, проколы под дорогой, аренда гнб цена, прокладка трубопроводов, прокладка полиэтиленовых труб, услуги по сварке полиэтиленовых труб, ремонт наружной канализации, стоимость прокладки пнд трубы, стоимость прокладки газопровода, стоимость прокладки кабеля в грунте, ремонт канализационных путей, прокладка стальных трубопроводов, прокладка полиэтиленовых трубопроводов, прокладка оптического кабеля цена, прокладка гнб, про гнб, прокол гнб цена, прокладка канализационных труб в земле цена, прокладка инженерных коммуникаций, прокладка наружного водопровода цена, прокладка оптоволокна цена, ремонт трубопроводов , канализация услуги, стоимость прокладки теплотрассы, расценки на прокладку водопровода, прокладка трубопровода методом прокола, монтаж трубопроводов пнд, стоимость прокладки трубопровода, как проложить трубу под дорогой, ремонт систем канализации, прокладка стальных труб цена, прокладка труб пвх, метод санации трубопроводов, прокладка труб водоснабжения цена, ремонт труб канализации, аварийный ремонт трубопроводов, прокладка труб методом прокола, строительство теплосетей, прокладка трубопроводов снип, прокол под землей, прокладка труб способом продавливания, прокладка труб в футлярах, трубы для прокладки водопровода в земле, установка гнб цена, сварка полиэтиленовых труб технология, укладка кабеля в траншею цена, прокладка водопровода в земле цена, прокладка наружных сетей водопровода и канализации, прокладка подземных коммуникаций, прокладка труб водоснабжения, прокладка технологических трубопроводов, протяжка пластиковых труб, электромуфтовая сварка труб пнд, сварка пнд труб цена, прокладка канализационных труб в земле цена, монтаж канализации и водопровода, ремонт канализационных сетей, прочистка канализационных труб, монтаж пластиковых трубопроводов, прокладка теплотрасс, прокладка кабеля волс, трубы для водопровода, водопровод и канализация, монтаж, полиэтиленовые трубы для водопровода, прокладка газопроводов, прокладка канализации под дорогой, пробурить под дорогой, протянуть трубу в землей, прокладка трубы под рекой, прокладка газопровода в футляре, укладка труб в траншею, строительство трубопроводов, способы прокладки кабельных линий, прокладка оптоволокна цена, расценки на прокладку водопровода, прокладка подземного газопровода, прокладка провода в гофре, монтаж кабеля цена за метр, прокол грунта,монтаж наружного водопровода, прочитска канализационных труб,монтаж пластиковых труб,трубы пнд цена,труба пнд цена, прокладка оптоволоконного кабеля, прокладка оптоволоконного кабеля в земле, прокладка кабеля связи в земле, прокладка кабельных сетей, прокладка кабеля в земле, прокладка кабеля в гофре, прокладка стальных трубопроводов, стоимость работ по прокладке наружной канализации, ремонт канализации, реконструкция трубопровода, санация газопроводов, наклонно направленное бурение, прокладка труб канализации под землей, гнб уфа, гнб стерлитамак, горизонтальное бурение стерлитамак, прокладка труб стерлитамак, бестраншейная прокладка труб стерлитамак, прокладка труб методом гнб стерлитамак, прокладка газопровода стерлитамак, прокладка водопровода стерлитамак, прокладка канализации стерлитамак, прокладка трубопровода стерлитамак, прокладка труб пнд, гнб прокладка труб в стерлитамаке, проложить трубу стерлитамак, прокладка труб стерлитамак, прокладка труб методом гнб салават, протянуть трубу в земле без траншеи, форум гнб, форум про гнб, бестраншейная прокладка кабеля и трубы под землей без вскрытия грунта методом гнб с помощью установки горизонтально-направленного бурения, устройство переходов в грунтах с помощью установок ГНБ – Звоните, мы решим все Ваши задачи – Быстро, качественно и недорого ! Первая Буровая Компания.
Трубостойка для ввода СИП — 7 этапов работы, чертеж, размеры
Для подключения жилого дома к линии электропередач выполненной изолированными проводами СИП, чаще всего возможны 3 варианта:
- подземный кабельный ввод непосредственно с опоры
- монтаж СИП до фасада дома по воздуху
- монтаж трубостойки под СИП в непосредственной близости от участка и действующей ВЛ
В первых двух случаях приходится размещать шкаф учета со счетчиком и всеми коммутационными аппаратами непосредственно на стене дома.
Редко какая из электросетевых компаний разрешает разместить учет внутри помещения, мотивируя это отсутствием свободного доступа для снятия показаний и проверки схемы соединения. Поэтому, если вы не хотите уродовать свой фасад дома громоздкими шкафами, то трубостойка под СИП со счетчиком лучший вариант.
Можно конечно разместить и непосредственно на опоре электросетевой компании, но это должно быть указано в технических условиях. Да и обслуживание ЛЭП на такой опоре в этом случае затрудняется. Более того, если какой-то электрик при подъеме, случайно когтем или лазом повредит ваш щит, никаких компенсаций вы не добьетесь.
А еще, если столб находится далеко от дома, всегда есть риск повреждения учета посторонними лицами. Металлическая же стойка будет находится на вашем участке, под охраной и никому не будет мешать.
Ну и самый распространенный вариант — когда дом еще не построен, только голый участок, а напряжение для его строительства уже нужно. Вот тут как раз таки, трубостойка это единственный выход для безопасного подключения электричества.
Монтаж трубостойки проходит в несколько этапов:
- сборка и изготовление самой конструкции
- непосредственный монтаж в яму и закрепление в ней
- сборка распределительного шкафа со счетчиком и автоматами
- закрепление шкафа учета на установленную стойку
- подсоединение к линии СИП
- подключение жилого дома от шкафа
Изготовление трубостойки
Строго говоря, трубостойка на сегодняшний день не имеет никакого официального технического определения и сертификации. Поэтому и изготавливают ее кто во что горазд.
Поэтому и изготавливают ее кто во что горазд.
Лучший материал для сборки металлической стойки это квадратная труба 80*80*3. Она обеспечит достаточную прочность конструкции при натяжении СИП с опоры. Хотя типовыми техническими решениями допускается диаметр не менее 40мм.
Некоторые, основание стойки изготавливают, используя винтовую сваю диаметром 108мм. Закручивают ее в землю кусками труб d-40мм и длиной по 2-3м. После чего во внутрь вставляется труба или квадрат требуемой высоты.
Какой должна быть высота трубостойки? Согласно правил, минимальное расстояние от провода СИП до земли может быть не менее 2,5м. Это если он не пересекает дорогу. При прохождении над дорогой габарит увеличивается до 5м!
В этом случае нужно поднимать все правовые документы и доказывать, что устанавливать дополнительную опору через дорогу уже обязанность сетевой организации, а не ваша.
Анализ положений правил технологического присоединения (взято с forumhouse.ru) — скачать
Но у некоторых принимают такой учет без проблем и все подключается. Так что каждый случай индивидуален и зависит от местной конторы.
Отталкиваясь от минимальных габаритов над землей (без пересечения с дорогой) и с учетом заглубления в 1,5м, получаем оптимальную высоту трубостойки 4-5 метров. Это может быть как цельный вариант, так и составные части по два с лишним метра.
Лучше выбирайте составное изделие, так как самостоятельно привезти на участок трубу длиной 5м уже проблематично. Придется нанимать спецтранспорт, а это лишние расходы.
Метод стыковки отдельных кусков — сварка или болтовое соединение.
При соединении отдельных труб, лучше выбирать профиля разных размеров. Так, чтобы диаметр наружной верхней части, плотно входил в диаметр внутренней нижней.
Вариант посложнее, но более устойчивый и без применения сварочных работ:
- берете три куска квадратных профиля по 3 метра. Размерами минимум 60*60*3.
 Размерами минимум 60*60*3.
Размерами минимум 60*60*3.- 2 профиля закапываете в землю на 1,5м с расстоянием между ними в 60мм. Над землей остается еще 1,5м.
- между двумя торчащими из под земли кусками помещаете третий, тем самым как бы наращивая высоту трубостойки.
- просверливаете в двух местах стыки профилей и стягиваете все это дело болтами или шпильками.
Итоговый результат будет выглядеть примерно таким образом.
Верхнее отверстие любой трубостойки необходимо заварить. Делается это для того, чтобы во внутрь не поступала и не скапливалась влага, из-за чего металл начнет активно ржаветь.
Снаружи вся конструкция окрашивается. Нижнюю часть, которая будет в земле, лучше обработать битумом, или если позволяют финансы найти нужного диаметра и усадить термоусаживаемую трубку. Такое основание никогда не подвергнется коррозии и не сломается с течением времени.
На самой макушке приваривается петля для крепления натяжного зажима СИП.
Если нет сварки, то можно просверлить отверстие d=12-16мм и смонтировать под гайку специальный крюк.
На высоте 1,7м от земли закрепляются две поперечины из стальной полосы, под крепеж шкафа учета. Расстояния между полосами измеряйте по отверстиям на шкафу.
Можно конечно применить специальные заводские комплекты для металлических шкафов с использованием бандажной ленты и обойтись без сварочных работ.
Но это если у вас есть в наличии необходимый инструмент (бандажная машинка) и материалы (лента и скрепы).
Подготовка ямы
На каком расстоянии и где копать яму? Смотрите в первую очередь техусловия! Там может быть вообще прописан запрет на размещение трубостойки в глубине участка, а только на его границе. Такое требование может быть оспорено.
 По закону, вы не можете ничего копать и ставить вне своих границ, это не ваша территория.
По закону, вы не можете ничего копать и ставить вне своих границ, это не ваша территория.Это в первую очередь касается требования СО разместить учет возле ее опоры, далеко за забором, через дорогу. Сделаете так, и все дальнейшие действия по подключению света, монтажу кабеля или СИП до дома, обслуживанию распредшкафа, его сохранности будут только вашей головной болью.
Поэтому самый главный совет здесь — ничего не копайте, пока не имеете на руках согласованные и устраивающие вас технические условия. Иначе может все придется переделывать.
С помощью лома, лопаты и воды выкапываете вручную ямку. Глубина ямки от 1,5м до 2м, в зависимости от высоты трубы и грунта. Для того, чтобы яма получилась ровной и аккуратной, первые 0,5-0,7м можно пройти лопатой, а оставшееся расстояние простым садовым буром. При наличии переходников и не каменистого грунта, можно ускорить это дело перфоратором.
Ну а если есть мотобур, то вся глубина проходится в легкую с помощью него.
Когда неудобно или тяжело пройти последние десятки сантиметров, можно стойку просто вбить в землю. Навариваете на нее сбоку дополнительные куски уголков и ударами кувалды вгоняете оставшееся расстояние. После чего, не нужный более уголок срезается, а место сварки аккуратно закрашивается.
Установка стойки
В подготовленную яму вставляется ранее изготовленная стойка. Если засыпаете землей, то не забывайте каждые 15-20см трамбовать. Можно использовать щебень и забетонировать все основание. Тогда никакие наклоны вам будут не страшны, да и коррозия не будет оказывать такого сильного влияния.
Бетону дайте время 1-2 дня чтобы окончательно застыть, только после этого можно вешать шкаф.
Конечно бетонирование значительно увеличивает время всего монтажа. Без него, простым утрамбовыванием всю работу можно сделать за 2-3 часа. Кроме того, без бетона значительно улучшается заземление самой стойки, за счет лучшего контакта с землей (если вы конечно полностью не изолировали термотрубкой или битумом низ). Поэтому здесь нужно будет делать выбор — надежная устойчивость и долговечность или лучшее заземление.
Поэтому здесь нужно будет делать выбор — надежная устойчивость и долговечность или лучшее заземление.
Сборка шкафа осуществляется отдельно и зависит опять же от выданных технических условий и количества электрооборудования у вас дома. Чаще всего там размещают вводной и отходящий автомат или УЗО, плюс электросчетчик. Вся остальная сборка автоматики уже происходит внутри щитовой дома.
Вообще здесь лучше придерживаться минимализма. Потому что шкаф находится на улице и подвергается постоянным колебаниям температуры и влажности. Поэтому монтировать туда всякие дорогостоящие релюшки не желательно.
Сам шкаф учета можно закрепить 4 способами:
- на саморезы через заднюю стенку. Делать этого не стоит, так как нарушается герметичность шкафа и его требования по IP54.
- на болты с гайками через боковые ушки
- при помощи бандажной ленты
- или попросту приварить к металлическим уголкам, но в таком случае это уже будет не съемный вариант
Места соединения шкафа и трубостойки необходимо зачистить от краски для обеспечения полного контакта и заземления всей конструкции.
Как размещать шкаф наружу или во внутрь участка?
Для удобства снятия показаний проверяющими, если стойка не огорожена забором, размещайте так, чтобы дверца смотрела наружу. Для удобства вашего обслуживания — дверцой во внутрь. Но тогда на участок каждый раз придется запускать контролеров.
Сопротивление контура заземления здесь должно быть не более 10 Ом. Сможете ли вы его обеспечить одним 3 метровым уголком или штырем, вбитым рядом с трубостойкой, зависит от состава грунта.
Чтобы обойтись в качестве заземления самой металлической стойкой, глубина ее заглубления должна быть не менее 3 метров.
Опять же проверяющие из СО при подключении, могут замерить заземление и требовать соблюдения его параметров. А могут и удовлетвориться простым его наличием. Все индивидуально. Но для собственной безопасности сделайте его по правилам.
Но для собственной безопасности сделайте его по правилам.
Подключение к линии СИП
Подключение к линии электропередач выполненной проводом СИП можно сделать с помощью кабеля подвешенного на тросике, а лучше всего использовать другой СИП 4*16 или СИП 2*16.
Для этого вам понадобится:
- дополнительный крюк на опору
Кронштейны EnstoКронштейны IEKКронштейны КВТКронштейны SicamКронштейны Niled
- 2 анкерных зажима
Анкер EnstoАнкер IEKАнкер КВТАнкер SicamАнкер Niled
- 4 или 2 прокалывающих зажима
Подробнее о методах подключения можно ознакомиться в статье «Как соединить провода СИП между собой и с медным кабелем».
Как лучше сделать опуск СИП по трубостойке до шкафа учета? Не нужно вырезать отверстие сбоку трубы, чтобы запустить туда провод.
Прорезая такие отверстия входа (сверху) и выхода (снизу), вы тем самым ослабляете всю конструкцию, а также открываете доступ влаги во внутрь. Если грубо взять скорость коррозии в 0,1мм в год, плюс учесть толщину стенок в 3мм, то лет через десять ваша стойка просто упадет.
Кроме того, такой способ может не понравиться сетевикам, так как ввод будет скрытым, и внутри теоретически можно сделать незаметное подключение до счетчика.
Скорее всего учет не примут и заставят переделывать.
Поэтому СИП должен спускаться снаружи, защищенный трубой, либо атмосферостойкой гофрой ПНД (черная).
Для СИП 4*16 используйте гофру диаметром минимум 32мм. Будет удобнее заводить. Использовать ПВХ материал нельзя. В мороз все это полопается и прослужит на улице не более одного двух сезонов.
Еще один из вариантов — использование специальных дистанционных зажимов или бандажей. Вот их марки и характеристики с размерами под СИП:
Вот их марки и характеристики с размерами под СИП:
EnstoSicamNiled
Дистанционный бандаж Ensto SO75.100 и SO79 Дистанционный бандаж Sicam Bic Дистанционный бандаж Niled BicСИП такой материал, который позволяет не прятать его в гофру. Однако по требованиям техники безопасности, любой провод или кабель (даже бронированный), должен быть защищен на уровне до 2м от земли. А шкаф у вас висит на расстоянии максимум 1,7м. Поэтому хотите вы или нет, а прятать его в трубы или гофру все равно придется.
Для крепления труб не желательно использовать простые сантехнические хомуты. Они не атмосферостойкие и все резники со временем рассохнуться и выпадут.
Гофру притягивайте к стойке опять же специальными хомутами для СИП. Иначе от мороза и солнца ПВХ материал хомутов полопается и весь ваш ввод будет болтаться как не понятно что. Для того, чтобы вода не попала внутрь шкафа, СИП опускают и заводят только снизу.
Окончательный ввод от трубостойки до дома лучше выполнить подземным способом, при помощи бронированного кабеля. Хотя каким образом вы будете заводить электричество после точки учета уже ваше личное дело. В технических условиях этого не прописывают.
Только помните, что провод СИП закапывать в землю нельзя!
Если подземный вариант не доступен (есть пересечение с газовой трубой, асфальт), то СИП опять нужно поднимать вверх и тянуть на фасад дома.
Когда данный шкаф у вас был в качестве времянки на момент строительства дома, а потом все таки пришлось выходить кабелем на одну из стен, оптимально в конце строительства будет полностью убрать трубостойку и сделать полноценный ввод в дом напрямую — от столба до фасада.
Статьи по теме
Нормы и правила безопасности сварщика
Техника безопасности при сварочных работах – это совокупность норм и правил, которые необходимо соблюдать по отношению к хранению материалов, пользованию оборудованием, сварочного процесса и одежды мастера. Сварка имеет высокий уровень опасности по двум причинам. Во-первых, большинство процессов ведется открытым огнем, во-вторых при многих видах сварки применяются газы в баллонах. Рассмотрим базовые и дополнительные правила и требования безопасности при выполнении соединения деталей. Охрана труда при использовании сварочных агрегатов обеспечивается предприятием-работодателем, а требования безопасности при сварочных работах.
Сварка имеет высокий уровень опасности по двум причинам. Во-первых, большинство процессов ведется открытым огнем, во-вторых при многих видах сварки применяются газы в баллонах. Рассмотрим базовые и дополнительные правила и требования безопасности при выполнении соединения деталей. Охрана труда при использовании сварочных агрегатов обеспечивается предприятием-работодателем, а требования безопасности при сварочных работах.
Содержание статьи
- Факторы опасности
- Нормы для хранения сварочных материалов и оборудования
- Техника безопасности при выполнении сварочных работ
- Защита глаз и кожи мастера
- Электробезопасность при выполнении сварочных работ
Факторы опасности
При электродуговой сварке, автоматической, плазменной, аргонной и прочих возникает много факторов, которые могут быть опасными для здоровья мастера и окружающих. Самые распространенные среди них:
- при отсутствии качественной системы вентиляции или естественного проветривания, когда проведение сварочных работ происходят в помещении, есть риск отравления газами. Они применяются для сварки и для создания инертной среды, для защиты сварочной ванны от окисления. При аргонодуговой сварке обязательно должно быть полноценное проветривание.
- ожог роговицы глаза ультрафиолетовым излучением от искры, в случае неиспользования светофильтрующих очков или при применении недостаточного уровня затемнения. ТБ при сварке требует применения стекол Г-1, Г-2, Г-3 и В-1, В-2, В-3, где стекла с маркировкой «3» самые темные.
- требования безопасности при проведении металообработки электросваркой или газовыми агрегатами требуют повышенной аккуратности и внимания, так как неаккуратное обращение с горелкой может стать причиной возгорания помещения, или получения ожогов тела мастера или людей, находящихся рядом.
- если не соблюдать технику безопасности при газовой сварке и резке, возможен взрыв баллонов при открытии, если на клапане редуктора или штуцере есть масло.
Учитывая самые основные причины, по которым может возникнуть опасность, следует всегда соблюдать правила, нормы и требования безопасности при выполнении работ с паяльниками и сварочными аппаратами.
Нормы для хранения сварочных материалов и оборудования
Кроме техники безопасности при сварочных работах, нужно соблюдать правила хранения и эксплуатации материалов по сварке и оборудования. Предлагаем ознакомиться с элементарными требованиями к оборудованию и комплектующим:
- какие требования предъявляются к помещению для хранения сварочных изделий – самый первый вопрос. Самое главное – это отдельное сухое помещение, без вредителей и грызунов. Если шланги прохудятся или отсыреют, это может привести к взрывам или возгораниям в процессе сваривания газами и огнем. Например, идеальные показатели – это температура около 15 градусов, при влажности 40%. Требования к помещению нужно исполнять и соблюдать в обязательном порядке, это является одним из условий охраны труда при сварке.
- Электроды. Их рекомендуется хранить в сухом и прохладном месте. При сырости они напитываются влагой, а потом невозможно создать дугу для работы. Если же они все-таки отсыреют, можно аккуратно просушить в духовке;
- Генераторы при работе со сваркой нужно устанавливать таким образом, чтобы они не падали, не шатались и не ударялись о близь стоящую технику. Генераторы без водяного затвора применять в действии строго запрещено. Он должен находиться строго вертикально и обязательно в рабочем состоянии. Техника безопасности со сварочным оборудованием «говорит» о том, используя его при температуре ниже нуля, важно проконтролировать состояние воды. Если она замерзла, сначала необходимо шланг и водяной затор отогреть, а затем использовать.
- Шланги должны быть менее 20 метров длинной. Для монтажа можно использовать до 40 метров. Подсоединять различные приспособления для питания нескольких горелок строго запрещено. Основные требования к шлангу – его целостность и исправность. При газовой сварке нельзя менять местами шланги, предназначенные для подачи кислорода и ацетилена. Они должны быть плотно закреплены на редукторе и горелке с помощью хомутов или проволоки. Складывая их, следует помнить нормы для хранения сварочных материалов, по которым шланги складываются кольцами так, чтобы не переламывались и придавливались.
- Важно соблюдать особую безопасность при работе с баллонами. Когда снимаете металлический колпак, важно проверить вентиль и штуцер на отсутствие механических повреждений. Запрещается «выбивать» колпак, применяя ударные инструменты, так как может возникнуть искра. Откручивая вентиль, важно уследить, чтобы поток газа не попал на людей. При газовой сварке необходимо баллоны устанавливать вертикально, на ровную поверхность или специальные устойчивые подставки, которые закрепляются хомутами. Баллон запрещено устанавливать ближе, чем на 5 метров к источнику огня и ближе, чем на метр к отопительным приборам.
 При газовой сварке нельзя менять местами шланги, предназначенные для подачи кислорода и ацетилена. Они должны быть плотно закреплены на редукторе и горелке с помощью хомутов или проволоки. Складывая их, следует помнить нормы для хранения сварочных материалов, по которым шланги складываются кольцами так, чтобы не переламывались и придавливались.
При газовой сварке нельзя менять местами шланги, предназначенные для подачи кислорода и ацетилена. Они должны быть плотно закреплены на редукторе и горелке с помощью хомутов или проволоки. Складывая их, следует помнить нормы для хранения сварочных материалов, по которым шланги складываются кольцами так, чтобы не переламывались и придавливались.Придерживаясь все норм для эксплуатации сварочных материалов, можно не беспокоиться о собственной безопасности. Ниже на картинке представлены основные правила техники безопасности по сварке:
Техника безопасности при выполнении сварочных работ
Рассмотрим самые основные требования безопасности при сварочных работах:
- в качестве основного правила безопасности при соединении металла, между баллонном с газом и генератором нужно соблюсти расстояние не менее пяти метров;
- при длительной обработке металла шланги нужно подвешивать, чтобы избежать их повреждения;
- при работе со сварочным оборудованием в помещениях, где есть другие установки или люди, необходимо ограждать сварочное пространство, чтобы защитить их от ожогов;
- техника безопасности при работе со сварочным агрегатом с использованием газов: сначала нужно немного открыть вентиль с кислородом, затем с ацетиленом (чтобы продуть шланг), а потом уже совершать поджог. При загрязненной горелке могут возникнуть хлопки и разбрызгивание материалов. Нельзя допускать, чтобы горелка «кашляла»;
- запрещено пользоваться газом в масляной среде. Также нужно избегать обратного удара, который может возникнуть, если наконечник горелки замасленный. Если пламя начинает двигаться в обратном направлении, необходимо сразу перекрыть вентили, чтобы избежать взрыва. При аргонодуговой сварке нужно соблюдать чистоту оборудования, чтобы в сварочный процесс не попало масло;
- важно знать, на каком расстоянии должны располагаться сварочные кабели от баллонов. Согласно СНиП 12-03-2001 – не менее 0,5 метра.
 Нельзя допускать, чтобы горелка «кашляла»;
Нельзя допускать, чтобы горелка «кашляла»;
Техника безопасности при выполнении сварочных работ от обратных ударов:
- нельзя допускать резкого снижения давления кислорода. Это бывает при замерзании редуктор или при окончании газа в баллоне;
- необходимо избегать сильного перегрева мундштука;
- постоянно мундштук прочищать, избегая его засорения.
Соблюдая меры безопасности при проведении работ, нужно время от времени охлаждать горелку. Это можно делать в сосуде с холодной водой, приготовленном заранее.
Самый первый метод соблюдения техники безопасности при производстве сварочных работ – это проверка утечки газа из баллона. Проверку проще всего осуществить мыльным раствором, который наносится на вентили. При утечке будет образовываться мыльный пузырь.
Чтобы провести в безопасности сварочные работы, ни в коем случае нельзя обрабатывать трубопроводы, находящиеся под давлением рабочей среды. Сначала нужно их полностью опустошить, а потом браться за работу.
Защита глаз и кожи мастера
От соблюдений техники безопасности при проведении сварочных работ зависит не только качество шва, целостность оборудования и окружающей среды, но и здоровье самого мастера.
Техника безопасности при ручной дуговой сварке требует специализированной формы одежды сварщика для защиты зрения и оголенного тела. При электродуговой сварке может быть три типа излучения:
- световое – ослепляет;
- ультрафиолетовое – провоцирует ожог роговицы;
- инфракрасное – вызывает помутнение и катаракту.
Инертный и рабочий газ при испарении может вызвать тошноту, головную боль, общую слабость. По технике безопасности при проведении сварочных работ необходимо не только обеспечить полноценную вентиляцию, но и защиту лица сварщика. Для этого есть специальные сварочные маски. Смой популярной считается «Хамелеон». Она самостоятельно адаптируется под любой вид сварки и обеспечивает хорошую видимость и надежную защиту. Некоторые модели оснащены специальным турбоблоком, качающим воздух под самку, что обеспечивает длительную непрерывную работу. Чтобы защитить дыхательную систему от газов, дополнительно рекомендуется применять респираторы или противогазы, особенно при работе в закрытом пространстве.
Техника безопасности при ручной дуговой сварке подразумевает, кроме соблюдения норм к аппаратуре и соблюдения правил личной защиты, замену материалов на менее вредные и токсичные. Например, электроды с кислым покрытием можно заменить на рутинные. Они менее токсичны, но при этом качество шва никак не ухудшится. Кроме этого можно отметить еще несколько важных правил:
- при ручных работах не стоит выбирать слишком длинные провода. В среднем – 5-10 метров;
- новичкам строго запрещено работать ручным аппаратом в условиях чрезмерной влажности;
- важно исключить оголенные участки тела, так как на них может попасть расплавленный металл;
- работая на высоте всегда необходимо применять страховочный пояс.
Техника безопасности при ручной дуговой сварке должна соблюдаться при всех видах работы, вне зависимости от их длительности. Например, если необходимо заварить одну небольшую трещинку, все равно нужно надеть робу и защитную маску.
При процессах на предприятиях многие действия производятся в автоматизированном режиме, чтобы снизить нахождение человека в сварочной зоне.
Электробезопасность при выполнении сварочных работ
При электродуговой сварке и при сварке полуавтоматом необходимо соблюдать следующую ТБ:
- Все электрическое оборудование должно быть необходимо надежно заземлить.
- Перед началом работы необходимо проверить целостность всех проводов и наличие механических повреждений на аппарате.
- Во время длительных перерывов необходимо отсоединять оборудование от сети.
- При переносе и перемещении аппарата необходимо следить за положением проводов, чтоб они не путались и не соприкасались с маслами или водой.

Техника безопасности при сварке должна быть всегда перед глазами мастера. Это те установки, которые должны помнить наизусть и новички и профессионалы, так как работа с газами под давлением и с электрическими приборами одновременно может быть очень опасной.
Подробнее о технике безопасности при сварке и об охране труда при использовании термической техники можно посмотреть в видео:
технология, оборачиваемость, цена. Устройство буронабивных свай с применением обсадных труб
Выполняем устройство буронабивных свай с применением обсадных труб в Московской области и других регионах РФ.
Особенности буронабивных свай
Буронабивными сваями называются предварительно изготовленные скважины, заполненные армированным бетоном. По мере застывания бетона в грунте образуется железобетонный стержень с высокой несущей способностью, погруженный без копровых установок и другого сваебойного оборудования. Основное преимущество этого метода – отсутствие вибраций при погружении. Нет вибрационных нагрузок на грунт – нет риска для расположенных поблизости сооружений и ландшафта в целом. В этом фундаментальное отличие буронабивных свай от всех прочих (за исключением винтовых).
Винтовые металлические сваи погружаются завинчиванием, это тоже безопасный метод для ландшафта. Но их габариты ограничены, а значит, ограничена и несущая способность (чаще всего винтовые сваи используются для возведения частных загородных домов).
Это важно!
У буронабивных свай ограничений по нагрузке нет. Значения несущей способности зависят от габаритов сваи и расчетного сопротивления грунта (т.е. от его состава).Примеры (сечение скважины – от 10 до 50 см):
- гравелистый и крупный песок – допустимая нагрузка на сваи от 275 до 8831 кг;
- песок средней крупности – от 196 до 6869;
- мелкий маловлажный – от 157 до 5888;
- мелкий водонасыщенный – от 196 до 6869;
- твердая глина – 236-11775;
- пластичная глина – 79-5888;
- крупнообломочный грунт, гравий и др. – 393-11775.
Этими двумя особенностями объясняется основное назначение буронабивных свай: фундаменты под жилые многоэтажки, тяжелые производственные корпуса в черте города и в зонах плотной промышленной застройки.
Если вы обратитесь к нам, мы рассчитаем для вас ожидаемые нагрузки на вашем объекте и поможем выбрать тип фундамента, подходящий по характеристикам и стоимости.
Мы предоставляем заказчикам любые услуги по устройству буронабивных свай
Наш опыт работы — более 10 лет.
В каждом конкретном случае к выбору оптимальной конструкции подходим с учетом всех особенностей объекта
Когда необходимо устройство буронабивных свай в обсадной трубе
В зависимости от грунта мы используем один из трех методов устройства буронабивных свай:
- сухой. Бурится скважина, армируется, заливается бетоном. Технология подходит для плотных слабо обводненных грунтов, когда стенки скважины не осыпаются, внутрь не проникает вода;
- с глинистым раствором. Мы промываем скважину тиксотропным раствором. Он оседает на стенках, образуя водонепроницаемую пленку. Метод используется для достаточно плотных умеренно обводненных грунтов;
- с обсадными трубами. В процессе бурения мы погружаем в скважину трубу-оболочку. В зависимости от проекта, труба либо извлекается в процессе заполнения стержня бетоном, либо остается в скважине (в случае особенно неустойчивых грунтов, при сильных подводных течениях).

Фактически обсадная труба – это съемная или несъемная опалубка для бетонного стержня. Метод подходит для рыхлых и обводненных грунтов. Для плотных сухих его использование, как правило, нерентабельно.
Таким образом, функции обсадных труб следующие:
- защита ствола скважины от осыпания грунта в силу плохой связанности и под давлением соседнего грунта;
- предохранение стенок скважины от размыва грунтовыми водами;
- защита стенок от разрушения металлическими элементами в процессе армирования.
Олег Никифоров, г. Химки, 20.10.2017 14:47
Доброго дня. Будет дом из газобетона в Химках. 1 этаж + мансарда. Фундамент на буронабивных сваях + ростверк. Грунт — сплошной песок. Можно ли воспользоваться вашей спецтехникой чтобы пробурить такие сваи?
Главный инженерПСК “Основания и фундаменты”
8 (495) 411-27-36
Мы производим монтаж буронабивных свай в любых регионах в том числе и в Московской области. Наша техника позволяет установить сваи в любой грунт. Звоните 8 (495) 411-27-36, более детально поговорим.
Технология буронабивных свай с обсадной трубой
Отрезки труб соединяют сваркой, резьбой или специальным замковым креплением (инвентарные обсадные трубы для буронабивных свай). Свая выполняется частями:
- Бурение первого участка, равного длине секции трубы.
- Наращивание второй секции.
- Бурение с одновременным погружением второго фрагмента.
- Погружение остальных секций до проектной глубинной отметки.
- Помещение в скважину арматуры.
- Заливка бетона с одновременным извлечением трубы. Секции снимаются по мере выхода из грунта.
Если труба плохо оседает в грунт под собственной тяжестью, технология устройства буронабивных свай с обсадной трубой допускает следующие методы ускорения процесса:
- механическое вдавливание с использованием сваевдавливающего оборудования;
- вибрационное вдавливание с использованием вибропогружателя;
- вдавливание с вращением (дрейтейлом).

Для повышения устойчивости фундамента мы выполняем также сваи с уширением основания.
Подошва (башмак) делается толщиной от полутора до трех диаметров основного ствола. Свободная полость в основании скважины выполняется:
- механическим способом: в конструкции бурового инструмента есть встроенный нож, который можно выдвинуть, когда ствол достигнет нужной глубинной отметки;
- взрывным (камуфлетным): грунт разрушается при многократном воздействии электроимпульсным ударом.
При наличии уширения основной ствол армируется и бетонируется только после застывания «башмака».
Сами ж/б столбы – только половина работы. Готовый фундамент под здание/сооружение – буронабивные сваи с обсадной трубой и ростверком. Ростверком называется железобетонная балка или плита, назначение которой – связывать сваи в цельную конструкцию и распределять между ними вес постройки. Ленточный ростверк мы выполняем в следующем порядке:
- Соединяем выступающие из оголовков свай арматурные стержни с горизонтальными прутьями каркаса ленты. Всего горизонтальных уровней должно быть два: в пяти сантиметрах от верхней и нижней плоскости ростверка. Пятисантиметрового слоя бетона достаточно, чтобы защитить арматуру от внешних воздействий (т.е. от коррозии). Между собой уровни соединяются вертикальными прутками.
- Устанавливаем опалубку соответственно ширине и высоте ленты. Высота определяется проектными расчетами и зависит от массы будущего сооружения. Ширина – не меньше, чем у будущей стены.
- Заполняем опалубку бетоном. Время застывания – не меньше двух недель в теплую погоду, месяц – в холодную (время, необходимое для набора бетоном прочности, при которой уже можно строить дальше).
Андрей Исхаков, г.Москва, 18.10.2017 16:47
Какие обсадные трубы вы применяете?
Главный инженерПСК “Основания и фундаменты”
8 (495) 411-27-36
Мы используем обсадные трубы разных размеров и форм. Вообще по международным стандартам обсадные трубы могут иметь сечение 620-2500 миллиметров по внешнему краю и 640-2580 миллиметров по внутреннему. Если запланирована большая протяженность скважины, мы применяем отдельные секции труб, которые скрепляются между собой при помощи электродуговой сварки или специальных стыков-зажимов. Но и здесь есть свои ограничения — общая длина трубы не может быть более 30 метров.
Вообще по международным стандартам обсадные трубы могут иметь сечение 620-2500 миллиметров по внешнему краю и 640-2580 миллиметров по внутреннему. Если запланирована большая протяженность скважины, мы применяем отдельные секции труб, которые скрепляются между собой при помощи электродуговой сварки или специальных стыков-зажимов. Но и здесь есть свои ограничения — общая длина трубы не может быть более 30 метров.
Ознакомьтесь с технологией буронабивных свай с обсадной трубой на видео:
СНиП по буронабивным сваям в обсадных трубах
При устройстве буронабивных скважин с обсадной трубой мы руководствуемся общими нормативами СНиП на свайные фундаменты и земляные сооружения:
- 03.85 – регламентирует устройство свайных фундаментов;
- 01.87 – фундаменты и земляные сооружения;
- 01.84 – конструкции из бетона и железобетона.
Стальные обсадные трубы для буронабивных свай – ГОСТ 632-80. Стандартные диаметры обсадных труб для буронабивных свай:
- наружный от 62 до 167 см;
- внутренний 54-158.
Масса секции обсадной трубы для буронабивных свай длиной 1 метр соответственно от 440 до 1740 килограммов, шестиметровой – от 2220 до 8100. Толщина стенки трубы при меньшем диаметре 40 миллиметров, при больших – 50.
Оборачиваемость обсадных труб при устройстве буронабивных свай с учетом потерь зависит от глубины скважины:
- до 100 метров – 10 оборотов;
- до 200 – 7;
- более 200 – 5.
У нас можно заказать буронабивные сваи под ключ и другие типы оснований.
Мы рассчитаем для вас ожидаемые нагрузки на вашем объекте и поможем выбрать тип фундамента, подходящий по характеристикам и стоимости
Цены на буронабивные сваи с обсадной трубой
ПСК «Основания и фундаменты» занимается монтажом фундаментов и ограждений в Московской области и других регионах РФ. Стоимость буронабивного фундамента зависит от следующих факторов:
- характеристики грунта;
- удаленность объекта;
- условия работы – сложность рельефа и др. ;
- параметры скважины ( глубина и сечение), параметры ростверка. От этих цифр зависит объем бетона и количество арматуры;
- дополнительные меры по усилению грунта;
- срочность работы.
 ;
;- Стоимость работ меньшего объема, уточняйте по телефону: 8 (495) 411-27-36
- Цена указана без НДС
| Диаметр сваи | Единица измерения | Стоимость работ, руб |
|---|---|---|
| 150 | м | 880 |
| 180 | м | 990 |
| 200 | м | 990 |
| 220 | м | 1045 |
| 250 | м | 1100 |
| 300 | м | 1320 |
| 320 | м | 1430 |
| 350 | м | 1540 |
| 400 | м | 1650 |
| 426 | м | 1705 |
| 450 | м | 1760 |
| 500 | м | 1870 |
| 530 | м | 1925 |
| 550 | м | 1980 |
| 600 | м | 2035 |
| 620 | м | 2035 |
| 800 | м | 2090 |
| 1000 | м | 2750 |
| 1200 | м | 3850 |
Мы предлагаем нашим заказчикам полный объем работ под ключ или следующие услуги выборочно:
- испытания грунтов, первичная оценка характеристик;
- проектирование и осмечивание. Смету составим за один день;
- транспортировка техники и материала к месту работ;
- монтаж буронабивных свайных фундаментов, включая ростверки;
- усиление грунта.
У нас всегда в наличии обсадные трубы для буронабивных свай всех диаметров, необходимое бурильное и вспомогательное оборудование, а также квалифицированный персонал. У нас есть сертификат СРО и разрешение на проведение работ на ответственных объектах.
Для вас — низкие цены, быстрые сроки исполнения заказа и гарантированное качество.
Кроме буронабивных фундаментов мы выполняем:
- другие типы – ленточные, плитные, свайные;
- усиление старых оснований и стен сооружений;
- шпунтовые ограждения для котлованов, склонов, устройства гидротехнических объектов;
- буросекущие сваи (возведение ограждения по технологии «стена в грунте»).
Терминология сварки, определения и сокращения
А — С
А
АЦЕТОН:
Легковоспламеняющаяся летучая жидкость, используемая в ацетиленовых баллонах для растворения и стабилизации ацетилена под высоким давлением.
АЦЕТИЛЕН:
Легковоспламеняющийся газ, состоящий из углерода и водорода. Используется в качестве топливного газа в процессе кислородно-ацетиленовой сварки.
ФАКТИЧЕСКОЕ ГОРЛО:
См. ГОРЛО ФИЛЕЙНОЙ СВАРКИ.
AIR-ACETYLENE:
Низкотемпературный факел, получаемый путем сжигания ацетилена с воздухом вместо кислорода.
ДУГОВАЯ РЕЗКА:
Процесс дуговой резки, при котором металлы, подлежащие резке, плавятся под действием тепла угольной дуги.
СПЛАВ:
Смесь с металлическими свойствами, состоящая из двух или более элементов, из которых по крайней мере один является металлом.
ПЕРЕМЕННЫЙ ТОК:
Электрический ток, меняющий направление на противоположное через регулярные интервалы времени.
АММЕТР:
Прибор для измерения электрического тока в амперах с помощью индикатора, активируемого движением катушки в магнитном поле или продольным расширением провода, по которому проходит ток.
ОТЖИГ:
Обширный термин, используемый для описания цикла нагрева и охлаждения стали в твердом состоянии. Термин отжиг обычно подразумевает относительно медленное охлаждение. При отжиге температура операции, скорость нагрева и охлаждения, а также время выдержки металла при нагревании зависят от состава, формы и размера обрабатываемого стального изделия, а также от цели обработки. Наиболее важными целями отжига стали являются следующие: снятие напряжений; вызвать мягкость; для изменения пластичности, ударной вязкости, электрических, магнитных или других физических и механических свойств; изменить кристаллическую структуру; для удаления газов; и получить определенную микроструктуру.
Термин отжиг обычно подразумевает относительно медленное охлаждение. При отжиге температура операции, скорость нагрева и охлаждения, а также время выдержки металла при нагревании зависят от состава, формы и размера обрабатываемого стального изделия, а также от цели обработки. Наиболее важными целями отжига стали являются следующие: снятие напряжений; вызвать мягкость; для изменения пластичности, ударной вязкости, электрических, магнитных или других физических и механических свойств; изменить кристаллическую структуру; для удаления газов; и получить определенную микроструктуру.
ARC BLOW:
Отклонение электрической дуги от нормального пути из-за магнитных сил.
ARC BRAZING:
Процесс пайки, при котором тепло получается от электрической дуги, образованной между основным металлом и электродом или между двумя электродами.
ДУГОВАЯ РЕЗКА:
Группа процессов резки, в которых резка металлов осуществляется плавлением с теплотой дуги между электродом и основным металлом. См. УГЛЕРОДУГОВАЯ РЕЗКА, ДУГОВАЯ РЕЗКА, ДУГОВАЯ РЕЗКА И ДУГОВАЯ РЕЗКА.
ДЛИНА ДУГИ:
Расстояние между концом электрода и сварочной ванной.
ДУГОВАЯ КИСЛОРОДНАЯ РЕЗКА:
Процесс кислородной резки, используемый для резки металлов путем химической реакции кислорода с основным металлом при повышенных температурах.
НАПРЯЖЕНИЕ ДУГИ:
Напряжение на сварочной дуге.
ДУГОВАЯ СВАРКА:
Группа сварочных процессов, в которых плавление достигается путем нагрева электрической дугой или дугой с использованием или без использования присадочного металла.
AS WELDED:
Состояние сварного металла, сварных соединений и сварных соединений после сварки и до любых последующих термических, механических или химических обработок.
СВАРКА В АТОМНОМ ВОДОРОДЕ:
Процесс дуговой сварки, при котором плавление достигается путем нагрева дугой, поддерживаемой между двумя металлическими электродами в атмосфере водорода. Можно использовать или не использовать напорный металл и / или присадочный металл.
АУСТЕНИТ:
Немагнитная форма железа, характеризующаяся кристаллической структурой гранецентрированной кубической решетки.Он производится путем нагрева стали выше верхней критической температуры и имеет высокую растворимость в твердых веществах для углерода и легирующих элементов.
ОСЬ ШВА:
Линия, проходящая по длине сварного шва, перпендикулярная поперечному сечению в его центре тяжести.
Б
BACK FIRE:
Кратковременное горение пламени в острие, за которым следует щелчок или хлопок, а затем немедленное повторное появление или выгорание пламени.
BACK PASS:
Проход для нанесения обратного шва.
BACK UP:
При сварке оплавлением и осадкой локатор, используемый для передачи всей или части силы осадки на заготовки.
BACK WELD:
Сварной шов, нанесенный на заднюю часть сварного шва с одной канавкой.
ЗАДНЯЯ СВАРКА:
Метод сварки, при котором пламя направлено на готовый шов.
ОПОРНАЯ ПОЛОСА:
Кусок материала, используемый для удержания расплавленного металла в основании сварного шва и / или увеличения теплоемкости соединения, чтобы предотвратить чрезмерное коробление основного металла.
BACKING WELD:
Сварной валик, наносимый на основание соединения с одной канавкой, для обеспечения полного проплавления корня.
BACKSTEP:
Последовательность, в которой приращения сварного шва наносятся в направлении, противоположном направлению продвижения.
ГОЛЫЙ ЭЛЕКТРОД:
Электрод для дуговой сварки, не имеющий другого покрытия, кроме покрытия, нанесенного при волочении проволоки.
ДУГОВАЯ СВАРКА ГОЛОМУ МЕТАЛЛА:
Процесс дуговой сварки, при котором плавление достигается путем нагрева неэкранированной дугой между неизолированным или слегка покрытым электродом и изделием.Давление не используется, а присадочный металл получается из электрода.
ОСНОВНОЙ МЕТАЛЛ:
Металл, подлежащий сварке или резке. В сплавах это металл, присутствующий в наибольшей степени.
В сплавах это металл, присутствующий в наибольшей степени.
BEAD WELD:
Тип сварного шва, состоящий из одной или нескольких нитей или переплетений, нанесенных на непрерывную поверхность.
ШИРОК:
См. СВАРКА СТРУЖНЫМ ШИРОМ и ПЛЕТЕНИЕ БУСИНА.
УГОЛ СКУСА:
Угол, образованный между подготовленным краем элемента и плоскостью, перпендикулярной его поверхности.
КУЗОВА СВАРКА:
См. КУЗОВНУЮ СВАРКУ.
BLOCK BRAZING:
Процесс пайки, в котором соединение осуществляется за счет тепла, полученного от нагретых блоков, приложенных к соединяемым деталям, и цветного присадочного металла, имеющего точку плавления выше 800 ºF (427 ºC), но ниже температуры плавления основной металл. Наполнитель распределяется в стыке за счет капиллярного притяжения.
ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКОВ:
Построение последовательности непрерывных многопроходных сварных швов, в которых отдельные отрезки сварного шва полностью или частично нарастают перед наплавкой промежуточных отрезков.См. ПОСЛЕДОВАТЕЛЬНОСТЬ НАСТРОЙКИ.
ПРОДУВНОЕ ОТВЕРСТИЕ:
см. ГАЗОВЫЙ КАРМАН.
BOND:
Место соединения сварочного металла и основного металла.
BOXING:
Операция продолжения углового шва вокруг угла элемента в качестве продолжения основного сварного шва.
ТОПКА:
Группа сварочных процессов, при которых соединение паза, углового соединения, внахлестку или фланца соединяется с использованием цветного присадочного металла с температурой плавления выше 800 ºF (427 ºC), но ниже, чем у основных металлов.Присадочный металл распределяется в шве за счет капиллярного притяжения.
ПАРНАЯ СВАРКА:
Метод сварки с использованием присадочного металла, который разжижается при температуре выше 450 ºC (842 ºF) и ниже твердого состояния основных металлов. В отличие от пайки, при сварке пайкой присадочный металл не распределяется в соединении за счет капиллярного действия.
МОСТ:
Дефект сварки из-за плохого проплавления. Пустота в основании сварного шва перекрывается металлом сварного шва.
Пустота в основании сварного шва перекрывается металлом сварного шва.
ИЗГОТОВЛЕНИЕ:
Искажение, вызванное нагревом в процессе сварки.
ПОСЛЕДОВАТЕЛЬНОСТЬ НАСТРОЙКИ:
Порядок, в котором наплавленные валики многопроходного сварного шва накладываются по отношению к поперечному сечению стыка. См. ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА.
СОЕДИНИТЕЛЬНОЕ СОЕДИНЕНИЕ:
Соединение между двумя деталями таким образом, что сварной шов, соединяющий детали, находится между плоскостями поверхности обеих соединяемых деталей.
BUTT WELD:
Сварка стыкового соединения.
BUTTER WELD:
Сварной шов, образованный одной или несколькими нитями или валиками, уложенными на непрерывную поверхность для получения желаемых свойств или размеров.
К
КАПИЛЛЯРНОЕ ПРИТЯЖЕНИЕ:
Явление, при котором адгезия между расплавленным присадочным металлом и основными металлами вместе с поверхностным натяжением расплавленного присадочного металла вызывает распределение присадочного металла между правильно подогнанными поверхностями паяемого соединения.
ОСАЖДЕНИЕ КАРБИДА:
Состояние, возникающее в аустенитной нержавеющей стали, которая содержит углерод в перенасыщенном твердом растворе. Это состояние нестабильно.Перемешивание стали во время сварки вызывает выпадение в осадок излишков углерода в растворе. Этот эффект также называется распадом сварного шва.
УГЛЕРОДНО-ДУГОВАЯ РЕЗКА:
Процесс резки металлов теплом дуги между углеродным электродом и деталью.
УГЛЕРОДНАЯ СВАРКА:
Процесс сварки, при котором плавление осуществляется дугой между углеродным электродом и изделием. Можно использовать или не использовать напорный и / или присадочный металл и / или экранирование.
ПЛАМЯ НАГРЕЖДЕНИЯ:
Пламя оксиацетилена, в котором присутствует избыток ацетилена.Также называется избытком ацетилена или уменьшением пламени.
КАСКАДНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ: Последующие шарики останавливаются на коротком расстоянии от предыдущей, создавая каскадный эффект.
УПЛОТНЕНИЕ КОРПУСА:
Процесс поверхностного упрочнения, включающий изменение состава внешнего слоя сплава на основе железа за счет диффузии внутрь из газа или жидкости с последующей соответствующей термической обработкой. Типичными процессами упрочнения являются науглероживание, цианирование, нитроцементация и азотирование.
ЦЕПНЫЕ ПРЕРЫВНЫЕ ФИЛЕВЫЕ ШВЫ:
Две линии прерывистых угловых сварных швов в Т-образном соединении или внахлестку, в которых сварные швы в одной линии приблизительно противоположны швам в другой линии.
ФАСКА:
Подготовка сварного контура, кроме сварного шва с квадратной канавкой, на краю соединительного элемента.
COALESCENCE:
Соединение или сплавление металлов при нагревании.
ЭЛЕКТРОД С ПОКРЫТИЕМ:
Электрод, на который снаружи нанесен флюс путем погружения, распыления, окраски или других подобных методов. При горении покрытие выделяет газ, охватывающий дугу.
СВАРКА С ОБЩИМ УПРАВЛЕНИЕМ:
Выполнение ряда точечных или выступающих сварных швов, при которых несколько электродов, одновременно контактирующих с изделием, постепенно работают под управлением электрического коммутационного устройства.
КОМПОЗИТНЫЙ ЭЛЕКТРОД:
Электрод из присадочного металла, используемый при дуговой сварке, состоящий из более чем одного металлического компонента, соединенного механически. Он может включать или не включать материалы, улучшающие свойства сварного шва или стабилизирующие дугу.
КОМПОЗИТНОЕ СОЕДИНЕНИЕ:
Соединение, в котором термический и механический процесс используются для соединения основных металлических частей.
Вогнутость:
Максимальное перпендикулярное расстояние от поверхности вогнутого сварного шва до линии, соединяющей пальцы.
ПОСТОЯННЫЙ НАГРЕВ:
Дополнительное тепло, прикладываемое к конструкции во время сварки.
КОНУС:
Коническая часть газового пламени рядом с отверстием наконечника.
РАСХОДНЫЙ ВСТАВКА:
Предварительно нанесенный присадочный металл, который полностью вплавлен в основание соединения и становится частью сварного шва.
ВЫПУСКНОСТЬ:
Максимальное перпендикулярное расстояние от поверхности выпуклого углового шва до линии, соединяющей пальцы.
УГЛОВОЕ СОЕДИНЕНИЕ:
Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу в форме L.
ПОКРЫТИЕ СТЕКЛА:
Прозрачное стекло, используемое в защитных очках, щитках для рук и шлемах для защиты стекла фильтра от разбрызгивания материала.
ЭЛЕКТРОД С ПОКРЫТИЕМ:
Металлический электрод с покрытием, которое стабилизирует дугу и улучшает свойства сварочного металла. Материал может представлять собой внешнюю обертку из бумаги, асбеста и других материалов или покрытие из флюса.
ТРЕЩИНА:
Разрыв типа трещины, характеризующийся острой вершиной и большим отношением длины и ширины к смещению раскрытия.
КРАТЕР:
Углубление в конце дугового шва.
КРИТИЧЕСКАЯ ТЕМПЕРАТУРА:
Температура перехода вещества из одной кристаллической формы в другую.
ПЛОТНОСТЬ ТОКА:
Ампер на квадратный дюйм площади поперечного сечения электрода.
НАКОНЕЧНИК ДЛЯ РЕЗКИ:
Наконечник газовой горелки, специально приспособленный для резки.
РЕЗКА:
Устройство, используемое при газовой резке для управления газами, используемыми для предварительного нагрева, и кислородом, используемым для резки металла
ЦИЛИНДР:
Переносной цилиндрический контейнер, используемый для хранения сжатого газа.
D — F
Д
ДЕФЕКТ:
Непрерывность или неоднородность, которые по своей природе или накопленному эффекту (например, общая длина трещины) делают деталь или продукт неспособными соответствовать минимальным применимым стандартам или спецификациям приемки. Этот термин обозначает отклоняемость.
DEPOSITED METAL:
Присадочный металл, добавленный во время операции сварки.
ЭФФЕКТИВНОСТЬ НАПЛАВЛЕНИЯ:
Отношение веса наплавленного металла к весу нетто израсходованных электродов без учета шлейфов.
ГЛУБИНА ПЛАВЛЕНИЯ:
Расстояние от исходной поверхности основного металла до точки, в которой сплавление прекращается в процессе сварки.
УМЕР:
а. Сварка сопротивлением. Элемент, обычно имеющий форму рабочего контура, используемый для зажима свариваемых деталей и проведения сварочного тока.
г. Кузнечная сварка. Устройство, используемое при кузнечной сварке, в первую очередь для формирования изделия в горячем состоянии и приложения необходимого давления.
ПЛАСТИННАЯ СВАРКА:
Процесс кузнечной сварки, при котором плавление осуществляется путем нагрева в печи и приложения давления с помощью штампов.
DIP BRAZING:
Процесс пайки, в котором соединение осуществляется путем нагревания в ванне расплавленного химического вещества или металла и с использованием цветного присадочного металла с температурой плавления выше 800 ºF (427 ºC), но ниже, чем у основных металлов. Наполнитель распределяется в стыке за счет капиллярного притяжения. Когда используется металлическая ванна, она обеспечивает присадочный металл.
ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ПРЯМОГО ТОКА (DCEN):
Расположение выводов для дуговой сварки на постоянном токе, при котором работа является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги.
ПОЛОЖИТЕЛЬНЫЙ ЭЛЕКТРОД ПРЯМОГО ТОКА (DCEP):
Расположение выводов для дуговой сварки на постоянном токе, при котором работа является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
DISCONTINUITY:
Нарушение типичной структуры сварного изделия, например отсутствие однородности механических, металлургических или физических характеристик материала или сварного изделия. Нарушение непрерывности не обязательно является дефектом.
DRAG:
Расстояние по горизонтали между точкой входа и точкой выхода режущего потока кислорода.
ЭЛЕКТРОПРОВОДИМОСТЬ:
Свойство металла, которое позволяет ему постоянно деформироваться при растяжении до окончательного разрушения. Пластичность обычно оценивается испытанием на растяжение, при котором измеряется и рассчитывается величина удлинения и уменьшение площади разрушенного образца по сравнению с исходным образцом для испытаний.
Пластичность обычно оценивается испытанием на растяжение, при котором измеряется и рассчитывается величина удлинения и уменьшение площади разрушенного образца по сравнению с исходным образцом для испытаний.
DUTY CYCLE:
Процент времени в течение произвольного периода тестирования, обычно 10 минут, в течение которого источник питания может работать с номинальной мощностью без перегрузки.
E
КРАЕВОЕ СОЕДИНЕНИЕ:
Соединение между краями двух или более параллельных или почти параллельных элементов.
ПОДГОТОВКА КРАЯ:
Контур, подготовленный на краю соединительного элемента для сварки
ЭФФЕКТИВНАЯ ДЛИНА ШВА:
Длина сварного шва, на которой выходит правильно подобранное поперечное сечение.
ЭЛЕКТРИЧЕСКАЯ ДУГА:
Существует несколько процессов, в которых используется электрическая дуга. К ним относятся:
- сварка под флюсом
- шпилька под приварку
- плазменная сварка
- электрогазовая сварка
- атомно-водородная сварка
- дуговая точечная сварка
- подводная дуговая сварка
ЭЛЕКТРОД:
а.Металл-дуга. Присадочный металл в виде проволоки или прутка, голый или покрытый, через который проходит ток между электрододержателем и дугой.
г. Углерод-дуга. Углеродный или графитовый стержень, по которому ток проходит между электрододержателем и дугой.
c. Атомный Hydroqen. Один из двух вольфрамовых стержней, между точками которого поддерживается дуга.
г. Электролитическое производство кислорода и водорода. Проводники, по которым ток входит и выходит из воды, которая разлагается при прохождении тока.
e. Сварка сопротивлением. Деталь или части аппарата для контактной сварки, через которые сварочный ток и давление прикладываются непосредственно к изделию.
СИЛА ЭЛЕКТРОДА:
а. Динамический. При точечной, шовной и выступающей сварке — сила (фунты) между электродами во время фактического сварочного цикла.
г. Теоретический. При точечной, шовной и выступающей сварке сила, не считая трения и инерции, прилагаемая к электродам машины для контактной сварки благодаря начальному приложению силы и теоретическому механическому преимуществу системы.
г. Статический. При точечной, шовной и выступающей сварке — сила между электродами в условиях сварки, но при отсутствии тока и движения в сварочном аппарате.
ДЕРЖАТЕЛЬ ЭЛЕКТРОДА:
Устройство, используемое для механического удерживания электрода и подачи к нему тока.
ELECTRODE SKID:
Скольжение электрода по поверхности изделия при точечной, шовной или выступающей сварке.
ВЫТИСНЕНИЕ:
Подъем или выступ на поверхности металла.
ТРАВЛЕНИЕ:
Процесс подготовки металлических образцов и сварных швов для макрографического или микрографического исследования.
Факс
ЛИЦЕВОЕ УСИЛЕНИЕ:
Усиление сварного шва со стороны стыка, с которого производилась сварка.
ЛИЦЕВАЯ СВАРКА:
Открытая поверхность сварного шва, выполненного дуговой или газовой сваркой, на стороне, с которой производилась сварка.
FAYING SURFACE:
Та поверхность элемента, которая контактирует с другим элементом, к которому он присоединен.
FERRITE:
Практически чистая форма железа, существующая ниже более низкой критической температуры и характеризующаяся кристаллической структурой объемно-центрированной кубической решетки. Он магнитный и имеет очень небольшую твердую растворимость углерода.
НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ:
Металл, добавляемый при сварке.
FILLET WELD:
Сварной шов приблизительно треугольного поперечного сечения, используемый при соединении внахлест, соединяющий две поверхности примерно под прямым углом друг к другу.
ФИЛЬТР СТЕКЛО:
Цветное стекло, используемое в защитных очках, шлемах и щитах для защиты от вредных световых лучей.
ПЛАМЕННАЯ РЕЗКА:
см. КИСЛОРОДНАЯ РЕЗКА.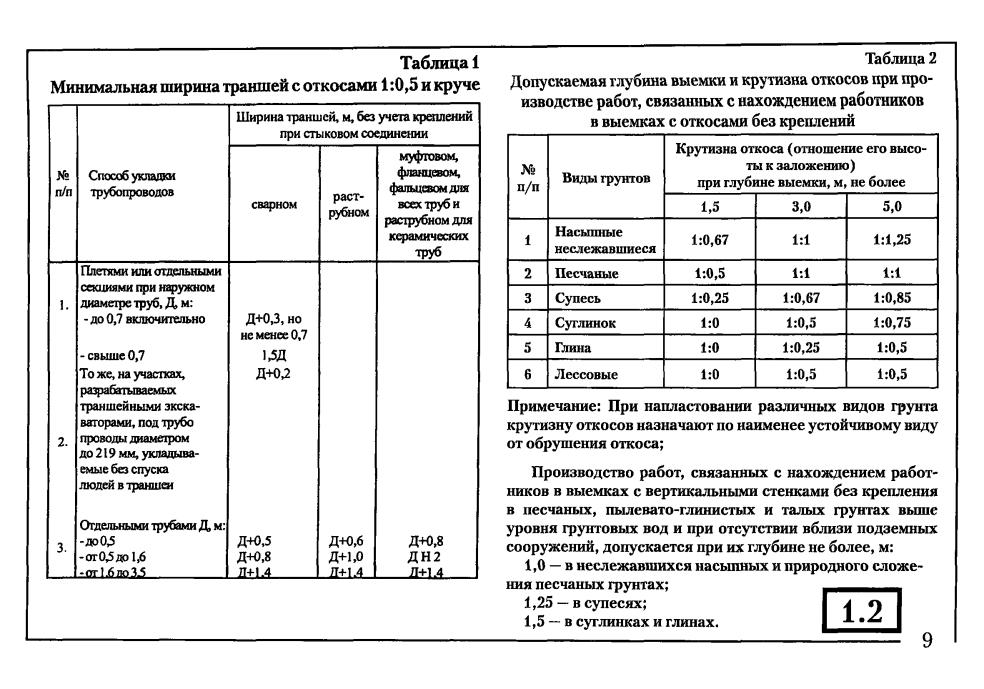
ЗАЖАЖКА ПЛАМЯ:
См. КИСЛОРОДНАЯ ЗАЖАЖКА.
ПЛАМЕННАЯ ЗАКАЛКА:
Метод упрочнения стальной поверхности путем нагрева газовым пламенем с последующей быстрой закалкой.
МЯГЧЕНИЕ ПЛАМЕНИ:
Способ размягчения стали путем нагрева газовым пламенем с последующим медленным охлаждением.
FLASH:
Металл и оксид вытеснены из соединения, выполненного методом контактной сварки.
FLASH WELDING:
Процесс контактной сварки, при котором плавление осуществляется одновременно по всей площади соприкасающихся поверхностей за счет тепла, полученного в результате сопротивления току между двумя поверхностями и приложения давления после нагрева, практически завершен.Прошивка сопровождается вытеснением металла из стыка.
ВОСПРОИЗВЕДЕНИЕ:
Горение газов внутри резака или за его пределами в шланге, обычно с пронзительным шипящим звуком.
ПЛОСКОЕ ПОЛОЖЕНИЕ:
Положение, в котором сварка выполняется с верхней стороны соединения и лицевой стороны сварного шва, приблизительно горизонтально.
ПЛЕНКА:
Процесс, в котором соединение производится путем нагревания расплавленным цветным присадочным металлом, наливаемым на соединение, до тех пор, пока не будет достигнута температура пайки.Наполнитель распределяется в стыке за счет капиллярного притяжения. Смотрите BRAZING.
РАСХОДОМЕР:
Используется для регулирования газов, используемых при сварке, таких как гелий и аргон.
СВАРКА ПО ПОТОКУ:
Процесс, в котором плавление осуществляется путем нагрева расплавленным присадочным металлом, наливаемым на свариваемые поверхности, до тех пор, пока не будет достигнута температура сварки и не будет добавлен требуемый присадочный металл. Присадочный металл не распределяется в шве за счет капиллярного притяжения.
FLUX:
Чистящее средство, используемое для растворения оксидов, выделения захваченных газов и шлака, а также для очистки металлов при сварке, пайке и пайке.
ПЕРЕДНЯЯ СВАРКА:
Метод газовой сварки, при котором факел направляется на основной металл перед завершенным сварным швом.
КУЗОВАЯ СВАРКА:
Группа сварочных процессов, в которых плавление осуществляется путем нагрева в кузнице или печи и приложения давления или ударов.
ИСПЫТАНИЕ НА БЕСПЛАТНЫЙ изгиб:
Метод испытания образцов сварных швов без использования направляющей.
FULL FILLET WELD:
Угловой сварной шов, размер которого равен толщине более тонкого соединяемого элемента.
ТОПКА ПЕЧИ:
Процесс, в котором соединение осуществляется нагревом печи и цветным присадочным металлом, имеющим температуру плавления выше 800 ºF (427 ºC), но ниже, чем у основных металлов. Наполнитель распределяется в стыке за счет капиллярного притяжения.
FUSION:
Тщательное и полное перемешивание между двумя кромками основного металла, подлежащего соединению, или между основным металлом и присадочным металлом, добавленным во время сварки.
ЗОНА ПЛАВЛЕНИЯ (ПРОНИКНОВЕНИЕ НАПОЛНИТЕЛЯ):
Площадь плавления основного металла, определяемая по поперечному сечению сварного шва.
г — я
г
ГАЗОВАЯ УГЛЕРОДНАЯ СВАРКА:
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева с помощью электрической дуги между угольным электродом и изделием. Экранирование обеспечивается инертным газом, таким как гелий или аргон. Можно использовать или не использовать напорный металл и / или присадочный металл.
GAS METAL-ARC (MIG) WELDING (GMAW):
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева электрической дугой между металлическим электродом и изделием.Экранирование обеспечивается инертным газом, таким как гелий или аргон. Можно использовать или не использовать напорный металл и / или присадочный металл.
ГАЗОВЫЙ КАРМАН:
Сварочная полость, образованная улавливанием газов, выделяемых металлом при охлаждении.
ГАЗОВАЯ СВАРКА Вольфрамовым электродом вольфрамовым электродом (TIG) (GTAW):
Процесс дуговой сварки, при котором плавление осуществляется путем нагревания электрической дугой между вольфрамовым электродом и изделием, в то время как инертный газ образуется вокруг области сварного шва для предотвращения окисления. Флюс не используется.
ГАЗОВАЯ СВАРКА:
Процесс, при котором тепло при сварке получается из газового пламени.
GLOBULAR TRANSFER (ARC WELDING):
Тип переноса металла, при котором расплавленный присадочный металл переносится через дугу большими каплями.
GMAW:
Дуговая сварка металлическим электродом в газовой среде (также известная как MIG, дуговая сварка порошковой проволокой, дуговая сварка со струйной дугой и сварка коротким замыканием) используется для 70% сварочных работ сегодня. Обеспечивает высокую скорость сварки, узкий валик и глубокое проплавление. В этом процессе используется электродная проволока с непрерывной подачей и защитный газ.
ОЧКИ:
Устройство с цветными линзами, защищающими глаза от вредного излучения при сварке и резке.
КАНАВ:
Отверстие между двумя элементами, которое должно быть соединено сваркой с разделкой кромок.
УГОЛ КАНАВКИ:
Общий угол наклона канавки между деталями, соединяемыми сварным швом с канавкой.
ЛИЦО КАНАВКИ:
Эта поверхность элемента, входящая в канавку.
РАДИУС КАНАВКИ:
Радиус J- или U-образной канавки.
СВАРОЧНЫЙ ШВ:
Сварной шов, выполненный путем нанесения присадочного металла в канавку между двумя соединяемыми элементами.
ПОДКЛЮЧЕНИЕ НА ЗЕМЛЮ:
Соединение рабочего ведет к работе.
GTAW:
Сварка с использованием электрической дуги и неплавящегося вольфрамового электрода в горелке с водяным охлаждением. Также называется сваркой TIG или HELLIARC.
ИСПЫТАНИЕ НА НАПРАВЛЯЕМЫЙ ИЗГИБ:
Испытание на изгиб, при котором испытуемый образец изгибается до определенной формы с помощью зажимного приспособления.
H
МОЛОТНАЯ СВАРКА:
Процесс кузнечной сварки.
РУЧНОЙ ЩИТ:
Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен линзой со стеклянным фильтром и предназначен для того, чтобы его можно было держать в руке.
ЖЕСТКАЯ ОБЛИЦОВКА:
Особая форма наплавки, при которой покрытие или оболочка наносится на поверхность с основной целью уменьшения износа или потерь материала в результате истирания, ударов, эрозии, истирания и кавитации.
ЖЕСТКАЯ ПОВЕРХНОСТЬ:
Нанесение твердого износостойкого сплава на поверхность более мягкого металла.
ЗАКАЛКА:
а. Нагревание и закалка некоторых сплавов на основе железа от температуры выше критического диапазона температур с целью получения твердости, превышающей твердость, полученную при отсутствии закалки сплава. Этот термин обычно ограничивается образованием мартенсита.
г. Любой процесс повышения твердости металла подходящей обработкой, обычно включающий нагрев и охлаждение.
ТЕПЛОЗАЩИТНАЯ ЗОНА:
Та часть основного металла, структура или свойства которой были изменены теплом сварки или резки.
ВРЕМЯ НАГРЕВА:
Продолжительность каждого импульса тока при импульсной сварке.
ТЕПЛОВАЯ ОБРАБОТКА:
Операция или комбинация операций, включающая нагрев и охлаждение металла или сплава в твердом состоянии с целью получения определенных желаемых условий или свойств. Отопление и охлаждение исключительно для механической обработки исключаются из значения определения.
НАГРЕВАТЕЛЬНЫЕ ВОРОТА:
Отверстие в термитной форме, через которое свариваемые детали предварительно нагреваются.
ШЛЕМ:
Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен фильтрующим стеклом и предназначен для ношения на голове.
ВРЕМЯ УДЕРЖАНИЯ:
Время, в течение которого давление поддерживается на электродах после прекращения подачи сварочного тока.
ГОРИЗОНТАЛЬНАЯ СВАРКА:
Процесс сварки валиком или встык, при котором его линейное направление горизонтально или наклонено под углом менее 45 градусов к горизонтали, а свариваемые детали расположены вертикально или приблизительно вертикально.
HORN:
Держатель электрода машины для точечной контактной сварки.
HORN SPACING:
В аппарате для контактной сварки — свободный рабочий зазор между выступами или плитами под прямым углом к глубине горловины. Это расстояние измеряется с параллельными и горизонтальными рогами в конце хода вниз.
HOT SHORT:
Состояние, которое возникает, когда металл нагревается до этой точки перед плавлением, когда вся прочность теряется, но форма все еще сохраняется.
ВОДОРОДНАЯ Пайка:
Метод пайки в печи в атмосфере водорода.
ГИДРОМАТИЧЕСКАЯ СВАРКА:
См. СВАРКА С КОНТРОЛЬНЫМ ДАВЛЕНИЕМ.
ГИГРОСКОПИЧЕСКИЙ:
Легко впитывает и удерживает влагу.
Я
ИСПЫТАНИЕ НА УДАР:
Испытание, при котором по образцу внезапно наносятся один или несколько ударов. Результаты обычно выражаются в единицах поглощенной энергии или количества ударов заданной интенсивности, необходимых для разрушения образца.
ДУГОВАЯ СВАРКА МЕТАЛЛА С ПРОПИТАННОЙ ЛЕНТОЙ
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева электрической дугой между металлическим электродом и изделием. Экранирование достигается за счет разложения пропитанной ленты, намотанной вокруг электрода, когда она подается на дугу. Давление не используется, а присадочный металл получают из электрода.
ИНДУКЦИОННАЯ ПРЕПЯТКА:
Процесс, в котором соединение осуществляется за счет тепла, полученного в результате сопротивления изделия потоку индуцированного электрического тока, и с использованием цветного присадочного металла, температура плавления которого выше 800 ºF (427 ºC), но ниже что из неблагородных металлов.Наполнитель распределяется в стыке за счет капиллярного притяжения.
ИНДУКЦИОННАЯ СВАРКА:
Процесс, в котором плавление осуществляется за счет тепла, полученного в результате сопротивления работы потоку индуцированного электрического тока, с приложением давления или без него.
ИНЕРТНЫЙ ГАЗ:
Газ, который обычно химически не соединяется с основным металлом или присадочным металлом.
МЕЖПРОХОДНАЯ ТЕМПЕРАТУРА:
В многопроходном сварном шве самая низкая температура наплавленного металла шва перед началом следующего прохода.
Дж — М
Дж
СОЕДИНЕНИЕ:
Часть конструкции, в которой соединяются отдельные детали из основного металла.
ПРОНИКНОВЕНИЕ СОЕДИНЕНИЯ:
Максимальная глубина, на которую сварной шов проходит от его поверхности в стык, без учета армирования.
К
KERF:
Пространство, из которого был удален металл в процессе резки.
л
LAP JOINT:
Соединение между двумя перекрывающимися элементами.
СЛОЙ:
Слой металла шва, состоящий из одного или нескольких валиков сварного шва.
НОЖКА ФИЛЕЙНОГО ШВА:
Расстояние от основания стыка до носка углового сварного шва.
LIQUIDUS:
Самая низкая температура, при которой металл или сплав становятся полностью жидкими.
МЕСТНЫЙ ПРЕДВАРИТЕЛЬНЫЙ ОБОГРЕВ:
Предварительный нагрев определенной части конструкции.
МЕСТНОЕ СНИЖЕНИЕ НАПРЯЖЕНИЙ:
Термическая обработка для снятия напряжения определенной части конструкции.
м
КОЛЛЕКТОР:
Множественный коллектор для подключения нескольких цилиндров к одной или нескольким линиям подачи резака.
МАРТЕНСИТ:
Мартенсит — это микрокомпонент или структура в закаленной стали, характеризующаяся игольчатым или игольчатым рисунком на поверхности полировки. Он имеет максимальную твердость по сравнению с любой структурой, образованной продуктами разложения аустенита.
MASH SEAM WELDING:
Шовный сварной шов, выполненный внахлестку, при которой толщина внахлестку уменьшается приблизительно до толщины одного из нахлестанных соединений путем приложения давления, когда металл находится в пластичном состоянии.
ТОЧКА ПЛАВЛЕНИЯ:
Температура, при которой металл начинает плавиться.
ДИАПАЗОН ПЛАВЛЕНИЯ:
Диапазон температур между солидусом и ликвидусом.
СКОРОСТЬ ПЛАВЛЕНИЯ:
Вес или длина электрода, плавящегося за единицу времени.
ДУГОВАЯ РЕЗКА МЕТАЛЛА:
Процесс резки металлов плавлением с использованием тепла металлической дуги.
ДУГОВАЯ СВАРКА МЕТАЛЛА:
Процесс дуговой сварки, при котором металлический электрод удерживается таким образом, что тепло дуги плавит электрод и изделие, образуя сварной шов.
МЕТАЛЛИЗАЦИЯ:
Метод наплавки или склеивания металла для ремонта изношенных деталей.
MIG:
Дуговая сварка металлическим электродом в газовой среде. Также называется MIG для инертного газа металла. Пистолет держит электрод, который совпадает с присадочным стержнем. Заполняющий стержень подается с катушки, что избавляет от необходимости останавливаться и запускаться. Используется в основном для сварки алюминия и стали.
СМЕСИТЕЛЬНАЯ КАМЕРА:
Та часть сварочной или режущей горелки, в которой смешиваются газы для сгорания.
МУЛЬТИИМПУЛЬСНАЯ СВАРКА:
Выполнение точечной, выпуклой и высаженной сварки более чем одним импульсом тока.При использовании переменного тока каждый импульс может состоять из части цикла или количества циклов.
MULTIPASS WELDS:
Когда несколько сварных швов применяются в одном проекте.
N — P
N
НЕЙТРАЛЬНОЕ ПЛАМЯ:
Газовое пламя, в котором уравновешиваются объемы кислорода и ацетилена и оба газа полностью сгорают.
NICK BREAK TEST:
Метод проверки прочности сварных швов путем надрезания каждого конца сварного шва с последующим резким ударом молотка по образцу для разрыва сварного шва от зазубрины до зазубрины.Визуальный осмотр покажет любые дефекты сварного шва.
ЦВЕТНЫЕ:
Металлы, не содержащие железа. Алюминий, латунь, бронза, медь, свинец, никель и титан — цветные металлы.
НОРМАЛИЗАЦИЯ:
Нагрев сплавов на основе железа примерно до 100 ºF (38 ºC) выше критического диапазона температур с последующим охлаждением ниже этого диапазона в неподвижном воздухе при обычной температуре.
NUGGET:
Зона плавленого металла контактной сварки.
О
OFW: Сокращенное обозначение газокислородной сварки.В оксигруппу входят три процесса, включая ацетилен, кислородно-кислородную сварку и газовую сварку под давлением.
НАПРЯЖЕНИЕ ОТКРЫТОЙ ЦЕПИ:
Напряжение между клеммами сварочного источника при отсутствии тока в сварочной цепи.
ПОЛОЖЕНИЕ НАБЛЮДЕНИЯ:
Положение, в котором сварка выполняется с нижней стороны стыка и лицевой стороны сварного шва, приблизительно горизонтально.
НАКЛАДКА:
Выступ металла сварного шва за пределы соединения на носке сварного шва.
ОКИСЛЯЮЩЕЕ ПЛАМЯ:
Оксиацетиленовое пламя с избытком кислорода. Несгоревший избыток имеет тенденцию окислять металл шва.
КИСЛОРОДНАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сгорании ацетилена с кислородом.
СВАРКА ОКСИАЦЕТИЛЕНА:
Процесс сварки, при котором требуемая температура достигается за счет пламени, полученного при сгорании ацетилена с кислородом.
КИСЛОРОДНАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается с помощью дуги между электродом и основным металлом.
OXY-CITY GAS CUTTING:
Процесс кислородной резки, в котором необходимая температура резки поддерживается пламенем, полученным при сжигании городского газа с кислородом.
КИСЛОРОДНАЯ РЕЗКА:
Процесс резки черных металлов путем химического воздействия кислорода на элементы основного металла при повышенных температурах.
КИСЛОРОДНАЯ СТРОЖКА:
Применение кислородной резки, при котором образуется фаска или канавка.
КИСЛОРОДНАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сжигании городского газа с кислородом.
КИСЛОРОДНО-ВОДОРОДНАЯ СВАРКА:
Процесс газовой сварки, при котором требуемая температура сварки достигается за счет пламени, полученного при сгорании водорода с кислородом.
КИСЛОРОДНАЯ ГАЗОВАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, получаемым при сжигании природного газа с кислородом.
КИСЛОРОПРОПАНОВАЯ РЕЗКА:
Процесс кислородной резки, в котором необходимая температура резки поддерживается пламенем, полученным при сгорании пропана с кислородом.
пол
PASS:
Металл шва наплавлен за одну общую последовательность вдоль оси сварного шва.
ОБРАБОТКА:
Механическая обработка металлов ударами молотка. Упрочнение имеет тенденцию растягивать поверхность холодного металла, тем самым снимая напряжения сжатия.
ВНИМАТЕЛЬНАЯ ИНСПЕКЦИЯ:
а. Флуоресцентный. Смываемый водой пенетрант с высокой флуоресценцией и низким поверхностным натяжением. Он втягивается в небольшие отверстия на поверхности за счет капиллярного действия. Под воздействием черного света краситель флуоресцирует.
г. Краситель. Процесс, включающий использование трех некоррозионных жидкостей. Сначала используется раствор для очистки поверхности. Затем наносится пенетрант и дается постоять не менее 5 минут. После выдержки пенетрант удаляется более бедным раствором и наносится проявитель.Пенетрант красителя, который остался в неоднородности поверхности, будет вытягиваться проявителем на поверхность, что приведет к появлению ярко-красных индикаторов.
УПОРНАЯ СВАРКА:
Процесс контактной сварки, при котором разряд электрической энергии и приложение высокого давления происходят одновременно или при котором электрический разряд происходит незадолго до приложения давления.
ПЕРЛИТ:
Перлит представляет собой пластинчатый агрегат феррита и карбида железа, образующийся в результате прямого превращения аустенита в нижней критической точке.
ШАГ:
Расстояние между центрами сварных швов.
ПРИВАРНАЯ ЗАГЛУШКА:
Сварной шов выполняется в отверстии в одном элементе соединения внахлест, соединяя этот элемент с той частью поверхности другого элемента, которая выходит через отверстие. Стенки отверстия могут быть или не быть параллельными, и отверстие может быть частично или полностью заполнено металлом сварного шва.
ТОЧЕЧНАЯ СВАРКА:
Процесс точечной сварки, при котором давление прикладывается вручную к одному электроду. Другой электрод крепится к любой части металла почти так же, как заземление при дуговой сварке.
ПОРИСТОСТЬ:
Наличие газовых карманов или включений при сварке.
ПОЛОЖЕНИЯ СВАРКИ:
Вся сварка выполняется в одном из четырех положений: плоском, горизонтальном, потолочном и вертикальном. Предельные углы различных положений в некоторой степени зависят от того, является ли сварной шов угловым или канавочным.
POSTHEATING:
Нагревание узла после сварки, пайки, пайки, термического напыления или резки.
ИНТЕРВАЛ ПОСЛЕ СВАРКИ:
При контактной сварке время нагрева между окончанием времени сварки или интервалом сварки и началом времени выдержки.В течение этого интервала сварной шов подвергают механической и термической обработке.
ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ:
Нагревание основного металла перед операцией сварки или резки.
СВАРКА С КОНТРОЛЬНЫМ ДАВЛЕНИЕМ:
Выполнение ряда точечных или выступающих сварных швов, в которых несколько электродов работают постепенно под контролем устройства контроля давления.
СВАРКА ПОД ДАВЛЕНИЕМ:
Любой сварочный процесс или метод, в котором давление используется для завершения сварки.
ИНТЕРВАЛ ПРЕДВАРИТЕЛЬНОЙ СВАРКИ:
При точечной, выступающей сварке и сварке с осадкой — время между окончанием времени сжатия и началом времени сварки или интервала сварки, в течение которого материал предварительно нагревается. При сварке оплавлением это время, в течение которого материал предварительно нагревается.
КВАЛИФИКАЦИЯ ПРОЦЕДУРЫ:
Демонстрация того, что сварные швы, выполненные с помощью определенной процедуры, могут соответствовать установленным стандартам.
ПРОЕКЦИОННАЯ СВАРКА:
Процесс контактной сварки между двумя или более поверхностями или между концами одного элемента и поверхностью другого.Сварные швы локализуются в заранее определенных точках или выступах.
ПУЛЬСАЦИОННАЯ СВАРКА:
Процесс точечной, выступающей или шовной сварки, при котором сварочный ток прерывается один или несколько раз без сброса давления или изменения положения электродов.
ТОЛЧНАЯ СВАРКА:
Выполнение точечной или выступающей сварки, в которой сила равна силе тока, прерывается один или несколько раз без сброса давления или изменения положения электродов.
ТОЛЧНАЯ СВАРКА:
Выполнение точечной или выступающей сварки, при которой усилие прикладывается вручную к одному электроду, а деталь или опорный стержень заменяет другой электрод.
Q — S
квартал
QUENCHING:
Внезапное охлаждение нагретого металла маслом, водой или сжатым воздухом.
Р
РЕАКЦИОННОЕ НАПРЯЖЕНИЕ:
Остаточное напряжение, которое иначе не могло бы существовать, если бы свариваемые элементы или детали были изолированы как свободные тела без соединения с другими частями конструкции.
ПОНИЖЕНИЕ ПЛАМЕНИ:
См. ПЛАМЯ НАГРЕЖДЕНИЯ.
РЕГУЛЯТОР:
Устройство, используемое для понижения давления в баллоне до подходящего рабочего давления горелки.
УСИЛЕННЫЙ СВАР:
Наплавленный металл, образовавшийся над поверхностью двух прилегающих друг к другу листов или пластин, больше, чем требуется для указанного размера сварного шва.
ОСТАТОЧНОЕ НАПРЯЖЕНИЕ:
Напряжение, остающееся в конструкции или элементе в результате термической и / или механической обработки.
СОПРОТИВЛЕНИЕ Пайка:
Процесс пайки, в котором соединение осуществляется за счет тепла, полученного в результате сопротивления прохождению электрического тока в цепи, частью которой является обрабатываемая деталь, и с использованием цветного присадочного металла, температура плавления которого превышает 800 ºF. (427 ºC), но ниже, чем у неблагородных металлов.Наполнитель распределяется в стыке за счет капиллярного притяжения.
РЕЗИСТЕНТНАЯ СВАРКА:
Группа процессов контактной сварки, при которой сварка выполняется одновременно по всей площади контакта соединяемых деталей.
ТОЧЕЧНАЯ СВАРКА СОПРОТИВЛЕНИЯ (RSW):
Использует электрический ток, который проходит через металл. Не требует присадочного стержня. Процесс легко автоматизировать и требует небольшого тепловложения.
СОПРОТИВЛЕНИЕ СВАРКА:
Группа сварочных процессов, в которых плавление осуществляется за счет тепла, полученного в результате сопротивления прохождению электрического тока в цепи, частью которой является обрабатываемая деталь, и за счет приложения давления.
ОБРАТНАЯ ПОЛЯРНОСТЬ:
Расположение выводов для дуговой сварки постоянным током, при котором работа является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
ИСПЫТАНИЕ НА ТВЕРДОСТЬ ПО РОКВЕЛЛУ:
В этом испытании машина измеряет твердость, определяя глубину проникновения пенетратора в образец при определенных произвольных фиксированных условиях испытания. Пенетратором может быть стальной шарик или алмазный сферокон.
КОРЕНЬ:
См. КОРЕНЬ СОЕДИНЕНИЯ и КОРЕНЬ СВАРЯ.
КОРЕНЕВАЯ ТРЕЩИНА:
Трещина в сварном шве или основном металле, возникающая в основании сварного шва.
КОРНЕВАЯ КРАЯ:
Кромка свариваемой детали, примыкающая к корню.
КОРНЕВАЯ ЛИЦО:
Часть подготовленной кромки элемента, которая должна быть соединена сварным швом с разделкой кромок, который не имеет фаски или бороздки.
КОРЕНЬ СОЕДИНЕНИЯ:
Та часть свариваемого соединения, где элементы подходят ближе всего друг к другу. В поперечном сечении основание соединения может быть точкой, линией или областью.
КОРЕНЬ ШВА:
Точки, как показано в поперечном сечении, в которых основание сварного шва пересекает поверхности основного металла.
ОТКРЫТИЕ КОРНЯ:
Разделение между элементами, которые должны быть соединены в основании стыка.
ПРОНИКНОВЕНИЕ КОРНЯ:
Глубина, на которую сварной шов с канавкой доходит до основания стыка, измеряется по средней линии поперечного сечения корня.
S
ШАРФ:
Скошенная поверхность стыка.
SCARFING:
Процесс удаления дефектов и дефектов, возникающих при прокатке стальных заготовок, с использованием низкоскоростной кислородной горелки для удаления стыков.
SEAL WELD:
Сварной шов, используемый в основном для обеспечения герметичности и предотвращения утечки.
СВАРКА ШВА:
Сварка продольного шва листового металла путем стыковки или перекрытия стыков.
SELECTIVE BLOCK SEQUENCE:
Последовательность блоков, в которой следующие друг за другом блоки завершаются в определенном порядке, выбранном для создания заданного образца напряжения.
:
Процесс контактной сварки, при котором два или более сварных шва выполняются одновременно с помощью одного сварочного трансформатора, при этом полный ток проходит через каждый сварной шов.
РАЗДЕЛЕНИЕ ЛИСТА:
При точечной, шовной и выступающей сварке — зазор вокруг сварного шва между стыковочными поверхностями после сварки.
ЗАЩИТНАЯ СВАРКА:
Процесс дуговой сварки, при котором защита от атмосферы обеспечивается за счет использования флюса, разложения покрытия электрода или инертного газа.
ПЛЕЧО:
См. КОРЕННЕЕ ЛИЦО.
НАПРЯЖЕНИЕ НА УСАДКУ:
См. ОСТАТОЧНОЕ НАПРЯЖЕНИЕ.
СВАРКА ОДНИМ ИМПУЛЬСОМ:
Выполнение точечной, выпуклой и высаженной сварки одиночным импульсом тока.Когда используется переменный ток, импульс может состоять из части цикла или количества циклов.
РАЗМЕР ШВА:
а. Пазовый сварной шов. Проникновение в шов (глубина снятия фаски плюс врезание корня, если указано).
г. Угловые швы равнополочные. Длина участка наибольшего равнобедренного прямоугольного треугольника, который можно вписать в поперечное сечение углового шва.
г. Угловые швы с неравномерной опорой. Длина участка наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового сварного шва.
г. Фланец под приварку. Толщина металла шва, измеренная в основании сварного шва.
ПРОПУСТИТЬ ПОСЛЕДОВАТЕЛЬНОСТЬ:
См. ПОСЛЕДОВАТЕЛЬНОСТЬ ПЕРЕДАЧИ.
ВКЛЮЧЕНИЕ ШЛАКА:
Неметаллический твердый материал, застрявший в металле сварного шва или между металлом сварного шва и основным металлом.
СВАРКА СО СЛОТОМ:
Сварной шов, выполненный в удлиненном отверстии в одном элементе соединения внахлест или тройник, соединяющий этот элемент с той частью поверхности другого элемента, которая выходит через отверстие. Отверстие может быть открытым с одного конца и может быть частично или полностью заполнено металлом сварного шва.(Паз, сваренный угловым сварным швом, не следует рассматривать как соответствующий этому определению.)
ЗАЛИВКА:
Добавление отдельного элемента или частей материала в соединение до или во время сварки с получением сварного соединения, которое не соответствует проектным чертежам или требованиям спецификации.
SMAW: При дуговой сварке защищенным металлом (стержнем) используется плавящийся электрод, в сердечнике которого находится твердый металлический стержень. Стержень и электрод плавятся и становятся частью сварного шва. Электрод покрыт флюсом для защиты сварного шва от загрязнения.
ПАЙКА:
Группа сварочных процессов, при которых происходит коалесценция материалов путем их нагрева до подходящей температуры и использования присадочного металла, температура ликвидуса которого не превышает 450 ºC (842 ºF) и ниже солидуса основных материалов. Наполнитель распределяется между плотно прилегающими поверхностями стыка за счет капиллярного действия.
SOLIDUS:
Самая высокая температура, при которой металл или сплав становится полностью твердым.
РАСПОРНАЯ ПОЛОСА:
Металлическая полоса или стержень, вставленные в основание стыка, подготовленные для сварки с разделкой кромок, чтобы служить в качестве основы и поддерживать отверстие в корне во время сварки.
SPALL:
Небольшие сколы или фрагменты, которые иногда выделяются электродами во время сварочных работ. Эта проблема особенно характерна для электродов с толстым покрытием.
БРЫЗГИ:
Частицы металла, выбрасываемые во время дуговой и газовой сварки, не являющиеся частью сварного шва.
ТОЧЕЧНАЯ СВАРКА:
Процесс контактной сварки, при котором плавление осуществляется за счет тепла, полученного в результате сопротивления прохождению электрического тока через детали, удерживаемые вместе под давлением с помощью электродов.Размер и форма индивидуально сформированных сварных швов ограничены размером и контуром электродов.
РАСПЫЛЕНИЕ:
Тип переноса металла, при котором расплавленный присадочный металл перемещается в осевом направлении через дугу небольшими каплями.
СВАРКА РАСПЫЛЕНИЕМ: другой термин для дуговой сварки распылением или GMAW.
ШАГОВАЯ ПЕРЕДАЧА ФИЛЕЙНОЙ СВАРКИ:
Две линии прерывистой сварки на стыке, таком как тройник, при этом приращения скругления в одной линии смещены относительно таковых в другой линии.
СВАРКА С СОХРАНЕННОЙ ЭНЕРГИЕЙ:
Выполнение сварного шва с использованием электрической энергии, аккумулируемой электростатическим, электронно-магнитным или электрохимическим способом с относительно низкой скоростью и доступной при требуемой скорости сварки.
ПРЯМАЯ ПОЛЯРНОСТЬ:
Расположение выводов для дуговой сварки постоянным током, при котором работа является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги.
СНИЖЕНИЕ НАПРЯЖЕНИЙ:
Процесс уменьшения внутренних остаточных напряжений в металлическом объекте путем нагрева до подходящей температуры и выдержки в течение определенного времени при этой температуре.Эта обработка может применяться для снятия напряжений, вызванных литьем, закалкой, нормализацией, механической обработкой, холодной обработкой или сваркой.
СТРУННАЯ СВАРКА:
Метод металлической дуговой сварки деталей толщиной 3/4 дюйма (19 мм) или более, при котором наплавленный металл наплавляется слоями, состоящими из цепочек валиков, наносимых непосредственно на поверхность скоса.
СТАНДАРТНАЯ СВАРКА:
Процесс дуговой сварки, при котором плавление осуществляется путем нагревания электрической дугой между металлической шпилькой или аналогичной деталью и другой заготовкой до тех пор, пока соединяемые поверхности не нагреются должным образом.Их объединяют под давлением.
ДУГОВАЯ СВАРКА ПОД ФУНКЦИЕЙ:
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева электрической дугой или дугой между неизолированным металлическим электродом или электродами и изделием. Сварка защищена слоем гранулированного легкоплавкого материала на рабочем месте. Давление не используется. Присадочный металл получают из электрода, а иногда и из дополнительной сварочной проволоки.
ПОВЕРХНОСТЬ:
Нанесение присадочного металла на металлическую поверхность для получения желаемых свойств или размеров.
Т — Я
т
ПРИЕМНИК:
Сварной шов, предназначенный для удержания частей сварной конструкции в надлежащем выравнивании до тех пор, пока не будут выполнены окончательные сварные швы.
ТРОЙНИК:
Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу в форме T.
ТЕМПЕР ЦВЕТА:
Цвета, которые появляются на поверхности стали, нагретой при низкой температуре в окислительной атмосфере.
ВРЕМЯ ТЕМПЕРАТУРЫ:
При контактной сварке — та часть периода после сварки, в течение которой протекает ток, пригодный для отпуска или термообработки.Ток может быть одно- или многоимпульсным, с различными интервалами нагрева и охлаждения.
ЗАПУСК:
Повторный нагрев закаленной стали до некоторой температуры ниже нижней критической температуры с последующим охлаждением до желаемой скорости. Целью отпуска стали, закаленной закалкой, является снятие возникающих напряжений, восстановление части ее пластичности и повышение ударной вязкости путем регулирования или корректировки охрупченных структурных компонентов металла. Температурные условия отпуска могут быть выбраны для данного состава стали, чтобы получить практически любую желаемую комбинацию свойств.
ПРОЧНОСТЬ НА РАЗРЫВ:
Максимальная нагрузка на единицу исходной площади поперечного сечения, которую выдерживает материал во время испытания на растяжение.
ИСПЫТАНИЕ НА РАСТЯЖЕНИЕ:
Испытание, при котором образец ломается путем приложения возрастающей нагрузки к обоим концам. В ходе испытания определяются упругие свойства и предел прочности материала. После разрыва сломанный образец можно измерить на удлинение и уменьшение площади.
THERMIT CRUCIBLE:
Сосуд, в котором происходит реакция термита.
THERMIT MIXTURE:
Смесь оксида металла и мелкодисперсного алюминия с добавлением легирующих металлов по мере необходимости.
THERMIT MOLD:
Форма, формируемая вокруг свариваемых деталей для приема расплавленного металла.
ТЕРМИТНАЯ РЕАКЦИЯ:
Химическая реакция между оксидом металла и алюминием, в результате которой образуется перегретый расплавленный металл и шлак оксида алюминия.
ТЕРМИЧЕСКАЯ СВАРКА:
Группа сварочных процессов, в которых плавление осуществляется путем нагрева перегретым жидким металлом и шлаком в результате химической реакции между оксидом металла и алюминием с приложением давления или без него.Присадочный металл получают из жидкого металла.
ГЛУБИНА:
В аппарате для контактной сварки — расстояние от центральной линии электродов или валиков до ближайшей точки столкновения для плоских поверхностей или листов. В машине для шовной сварки с универсальной головкой глубина горловины измеряется на машине, предназначенной для поперечной сварки.
ГОРЛО ФИЛЕЙНОЙ СВАРКИ:
а. Теоретический. Расстояние от начала корня стыка, перпендикулярного гипотенузе наибольшего прямоугольного треугольника, которое может быть вписано в поперечное сечение углового шва.
г. Действительный. Расстояние от корня углового шва до центра его грани.
TIG:
TIG — это еще одно название GTAW (газовая дуговая сварка вольфрамом). В этом процессе используются неплавящийся вольфрамовый электрод и горелка с воздушным или водяным охлаждением. В процессе используется электрическая дуга для выработки тепла, он стоит дороже, чем другие процессы, но значительно чище.
TOE CRACK:
Трещина в основном металле, образовавшаяся на носке сварного шва.
НОС ШВА:
Место соединения лицевой поверхности сварного шва и основного металла.
ФАКЕЛ:
См. РЕЗКАЛЬНЫЙ ФАКЕЛ или СВАРОЧНЫЙ ФАКЕЛ.
ГОРЕЛКА:
Процесс пайки, при котором соединение осуществляется нагреванием газовым пламенем и использованием цветного присадочного металла, температура плавления которого выше 800 ºF (427 ºC), но ниже температуры плавления основного металла. Присадочный металл распределяется в стыке капиллярного притяжения.
ПОПЕРЕЧНАЯ СВАРКА:
Выполнение шва в направлении, по существу перпендикулярном глубине горловины аппарата для шовной сварки.
Вольфрамовый электрод:
Металлический электрод без присадки, используемый при дуговой сварке или резке, в основном из вольфрама.
U
ТРЕЩИНА ПОД ЗАГОЛОВКОЙ:
Трещина в зоне термического влияния, не доходящая до поверхности основного металла.
UNDERCUT:
Канавка, вплавленная в основной металл, прилегающая к носку или основанию сварного шва и оставленная незаполненной металлом сварного шва.
ОБРЕЗАНИЕ:
Нежелательная кратер на краю сварного шва, вызванный неправильной техникой плетения или чрезмерной скоростью сварки.
UPSET:
Локальное увеличение объема в области сварного шва в результате приложения давления.
СВАРКА НА ПЕРЕБОРОКЕ:
Процесс контактной сварки, при котором плавление осуществляется одновременно по всей площади соприкасающихся поверхностей или постепенно вдоль стыка за счет тепла, полученного в результате сопротивления прохождению электрического тока через область контакта этих поверхностей. Давление прикладывается до начала нагрева и поддерживается в течение всего периода нагрева.
СИЛА РАЗГОНА:
Сила, действующая на свариваемые поверхности при оплавлении или сварке с осаждением.
В
ВЕРТИКАЛЬНОЕ ПОЛОЖЕНИЕ:
Положение сварки, при котором ось шва приблизительно вертикальна. При сварке труб труба находится в вертикальном положении, а сварка выполняется в горизонтальном положении.
Вт
ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА ПЕРЕДАЧИ:
Последовательность сварки блоков, в которой последовательные блоки сварки завершаются случайным образом после завершения нескольких блоков запуска.
WANDERING SEQUENCE:
Продольная последовательность, в которой приращения сварного шва наносятся случайным образом.
ВОСКОВЫЙ ИЗОБРАЖЕНИЕ:
Восковое формование вокруг свариваемых деталей методом термитной сварки до формы, необходимой для готового шва.
WEAVE BEAD:
Тип сварного шва с поперечным колебанием.
WEAVING:
Метод наплавки металла шва, при котором электрод колеблется. Обычно это достигается полукруглым движением дуги вправо и влево от направления сварки.Плетение служит для увеличения ширины отложения, уменьшения нахлеста и способствует образованию шлака.
WELD:
Локальное сплавление металлов путем нагрева до подходящей температуры. Можно использовать или не использовать напорный металл и / или присадочный металл. Наплавочный металл имеет температуру плавления примерно такую же или ниже температуры плавления основных металлов, но всегда выше 800 ºF (427 ºC).
WELD BEAD:
Наплавленный шов в результате прохода.
СВАРОЧНЫЙ МАНОМЕТР:
Устройство, предназначенное для проверки формы и размера сварных швов.
СВАРНЫЙ МЕТАЛЛ:
Та часть сварного шва, которая была расплавлена во время сварки.
СИМВОЛ СВАРКИ:
Изображение, используемое для обозначения желаемого типа сварного шва.
СВАРОЧНОСТЬ:
Способность материала образовывать прочное сцепление под давлением или при затвердевании из жидкости.
СЕРТИФИКАЦИЯ СВАРОЧНИКА:
Письменное свидетельство о том, что сварщик произвел сварные швы, соответствующие установленным стандартам.
КВАЛИФИКАЦИЯ СПОСОБОВ СВАРОЧНИКА:
Демонстрация способности сварщика выполнять сварные швы, соответствующие установленным стандартам.
СВАРКИ:
а. Электродный вывод. Электрический проводник между источником тока дуговой сварки и электрододержателем.
г. Ведущий к работе. Электрический проводник между источником тока дуговой сварки и заготовкой.
ПОЗИЦИИ ДЛЯ СВАРКИ:
Имеется четыре положения сварки, включая плоское, горизонтальное, потолочное и вертикальное.
ДАВЛЕНИЕ СВАРКИ:
Давление, оказываемое во время операции сварки на свариваемые детали.
ПРОЦЕДУРА СВАРКИ:
Подробные методы и приемы, включая все процедуры сварки стыков, используемые при производстве сварного изделия.
СВАРОЧНЫЙ ПРУТ:
Присадочный металл в виде проволоки или прутка, используемый в процессах газовой сварки и пайки, а также в тех процессах дуговой сварки, в которых электрод не обеспечивает присадочный металл.
СИМВОЛ СВАРКИ:
Собранный символ состоит из следующих восьми элементов или таких из них, которые необходимы: контрольная линия, стрелка, основные символы сварного шва, размеры и другие данные, дополнительные символы, символы отделки, хвостовая часть, спецификация, процесс или другие ссылки.
ТЕХНИКА СВАРКИ:
Подробные сведения о ручной, машинной или полуавтоматической сварке, которые в пределах ограничений предписанной процедуры сварки стыков контролируются сварщиком или оператором сварки.
НАКОНЕЧНИК ПО СВАРКЕ:
Наконечник газовой горелки, специально приспособленный для сварки.
СВАРОЧНЫЙ ГОРЕЛ:
Устройство, используемое при газовой сварке и пайке горелкой для смешивания и регулирования потока газов.
ТРАНСФОРМАТОР СВАРОЧНЫЙ:
Устройство для подачи тока заданного напряжения.
СВАРКА:
Узел, составные части которого изготовлены сваркой.
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ:
Скорость в мин / сек или дюйм / мин, при которой присадочный металл расходуется при дуговой сварке или термическом напылении.
РАБОЧИЙ ПРОВОД:
Электрический провод (кабель) между источником тока дуговой сварки и деталью.
Х
РЕНТГЕНОВСКИЙ:
Метод радиографического контроля, используемый для обнаружения внутренних дефектов сварного шва
Y
Предел текучести:
Предел текучести — это нагрузка на единицу площади, при которой происходит заметное увеличение деформации образца с небольшим увеличением нагрузки или без нее; Другими словами, предел текучести — это напряжение, при котором происходит заметное увеличение деформации с незначительным увеличением напряжения или без него.
Влияние параметров сварки при импульсной газовой дуговой сварке металла на микроструктуру и механические характеристики соединений, сваренных в гипербарической среде
[1] Чжоу, К.Ф., Цзяо, X.D., Сюэ, Л., Чен, J.Q., Фанг, X.M. (2011). Исследование по ремонту гипербарической сваркой подводных трубопроводов в условиях высокого давления воздуха. В роботизированной сварке, интеллекте и автоматизации, 88: 391-397. https://doi.org/10.1007/978-3-642-19959-2_48
[2] Никсон, Дж. (2000). Технология подводного ремонта. Кембридж: Woodhead Publishing Ltd., 2000.
[3] Гао, Х., Цзяо, X.D., Сюй, Ю.Г., Чжоу, К.Ф. (2014). Изучение технологии подводной сварки трением. Сварочный журнал, 93 (9): 54-58.
[4] Озден, Х. (2008). Подводная сварка в гипербарических условиях. Морские технологии, 49 (6): 52-54.
[5] Чжоу, К., Цзяо, X., Сюэ, Л., Чен, Дж., Хуан, X. (2010). Исследование автоматической гипербарической сварки, применяемой при ремонте подводных трубопроводов. На Двадцатой Международной конференции по морской и полярной инженерии. Международное общество морских и полярных инженеров, стр.229-233.
[6] Ричардсон, И.М., Никсон, Дж. Х., Носал, П., Харт, П., Биллингем, Дж. (2000). Гипербарическая сварка GMA до глубины 2500 м. В совместной международной конференции ETC / OMAE 2000, стр. 927-936.
[7] Харт П., Ричардсон И. М., Никсон Дж. Х. (2001). Влияние давления на электрические характеристики и геометрию сварного шва при сварке GMA под высоким давлением. Сварка в мире, 45 (11-12): 25-33.
[8] Азар, А.С., Ас, С.К., Аксельсен, О.М. (2013). Аналитическое моделирование формы сварного шва при сухой гипербарической GMAW с использованием газовых смесей камеры Ar-He.Журнал материаловедения и производительности, 22 (3): 673-680. https://doi.org/10.1007/s11665-012-0331-z
[9] Сюэ, Л., Ву, Дж., Хуан, Дж., Хуан, Дж., Цзоу, Ю., Лю, Дж. . (2016). Влияние полярности сварки на сварочные брызги и геометрию валика при гипербарической сухой сварке GMAW. Китайский журнал машиностроения, 29 (2): 351-356. https://doi.org/10.3901/CJME.2015.1104.131
[10] Азар А.С., Аксельсен О.М., Фостерволл Х. (2012). Прогнозирование тепловых циклов при сухой гипербарической сварке GMA с использованием уравнений теплопередачи в частных производных.В материалах 9-й Международной конференции «Тенденции исследований в области сварки», Чикаго, Иллинойс, США. С. 4-8.
[11] Азар А.С., Вудворд Н., Фостерволл Х., Аксельсен О.М. (2012). Статистический анализ поведения дуги при сухой гипербарической сварке GMA от 1 до 250 бар. Журнал технологий обработки материалов, 212 (1): 211-219. https://doi.org/10.1016/j.jmatprotec.2011.09.006
[12] Азар А.С., Ланге Х.И., Остби Э., Аксельсен О.М. (2012). Влияние гипербарического состава газа на механические свойства металла шва.Материаловедение и инженерия: A, 556: 465-472. https://doi.org/10.1016/j.msea.2012.07.013
[13] Аксельсен, О.М., Фостерволл, Х., Ален, Ч. (2009). Гипербарическая сварка GMA дуплексной нержавеющей стали при 12 и 35 бар. Сварочный журнал, 88 (2): 21-28.
[14] Аксельсен, О.М., Фостерволл, Х., Ален, К.Х. (2008). Гипербарическая газовая дуговая сварка трубопроводной стали API X65 при давлении 12, 25 и 35 бар. На восемнадцатой Международной конференции по морской и полярной инженерии. Международное общество морских и полярных инженеров, 20 (2): 110-117.
[15] Хуанг, Дж., Сюэ, Л., Львов, Т., Цзян, Л. (2010). Эксперимент по характеристикам дуги GMAW в подводных гипербарических условиях воздуха. Труды Китайского института сварки, 31 (12): 17-16.
Законы Беларуси | Официальная нормативная библиотека — СНиП 42-01-2002
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Правила » Документы Система нормативных документов в строительстве » 4.Нормативные документы на инженерное оборудование зданий и сооружений и наружных сетей » К.42 Газоснабжение »
Технический надзор » Раздел I. Технологический, строительный, энергетический надзор и охрана окружающей среды в части ограничения негативного антропогенного воздействия » IV. Нормативно-правовые акты » 4. Безопасность объектов капитального строительства » 4.1. Федеральный государственный строительный надзор »
Классификатор ISO » 75 ДОБЫЧА И ПЕРЕРАБОТКА НЕФТИ, ГАЗА И СМЕШАННАЯ ДОБЫЧА » 75.200 Оборудование для нефтепереработки, нефтепродуктов и природного газа » 2003.200.13 Трубопроводы и их составные части »
Классификатор ISO » 91 СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ И КОНСТРУКЦИЯ » 91.140 Установки в зданиях » 91.140.40 Системы газоснабжения »
Ссылки на документы:
ГОСТ 14782-86 — Контроль неразрушающий. Сварные соединения. Ультразвуковые методы
ГОСТ 16037-80 — Соединения сварные стальных трубопроводов. Основные типы, элементы конструкции и размеры
ГОСТ 20448-90 — Газы углеводородные топливные сжиженные для бытового использования. Технические характеристики
ГОСТ 23055-78 — Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных швов по результатам радиографических исследований
ГОСТ 26433.2-94: Система обеспечения точности геометрических параметров в строительстве. Правила измерения параметров зданий и работ
ГОСТ 27751-88 — Надежность конструкций и фундаментов. Основные правила расчетов
ГОСТ 5542-87 — Газы природные топливные промышленные и бытовые
.ГОСТ 6996-66 — Соединения сварные. Методы определения механических свойств
ГОСТ 7512-82 — Контроль неразрушающий. Сварные соединения. Рентгенологический метод
ГОСТ 9.602-89: Строения подземные. Общие требования к защите от коррозии
ГОСТ 9544-93 — Арматура запорная трубопроводная
.ГОСТ Р 50838-95 — Трубы полиэтиленовые для подачи газообразного топлива. Технические характеристики
ГОСТ Р 51872-2002 — Исполнительная геодезическая документация в строительстве. Правила исполнения
НПБ 105-95 — Определение категорий помещений и зданий по взрывопожарной и пожарной опасности
НПБ 110-99: Перечень зданий, сооружений, помещений и оборудования, подлежащих защите автоматическими установками пожаротушения и автоматической пожарной сигнализацией
.ПБ 10-115-96 — Правила устройства и безопасной эксплуатации сосудов под давлением
.РД 34.21.122-87: Пособие по устройству молниезащиты зданий и сооружений
.СНиП 10-01-94: Система нормативных документов в строительстве. Основные положения.
СНиП 2.01.09-91 — Здания и сооружения на подрывных территориях и просадочных грунтах
СНиП 2.01.14-83: Определение проектных гидрологических характеристик
СНиП 2.01.15-90: Инженерная защита территорий, зданий и сооружений от опасного геологического явления.Основные положения дизайна
СНиП 2.03.11-85: Антикоррозийная защита строительных конструкций
.СНиП 2.04.03-85 — Канализация. Наружные системы и конструкции
СНиП 31-03-2001: Производственные корпуса
.СНиП 32-01-95 — Железные дороги с колеей 1520 мм. СНиП
СП 42-101-96 — Проектирование и строительство газопровода полиэтиленового диаметром до 300 мм
СП 42-103-97 — Реконструкция стальных подземных газопроводов с применением гибких синтетических труб и сложных клеев
НПБ 111-98 *: Автозаправочные станции.Требования пожарной безопасности
СП 42-102-96: Правила применения стальных труб для строительства систем газоснабжения
.Ссылка на документ:
ГОСТ 31937-2011 — Здания и сооружения. Правила осмотра и технического состояния
ГОСТ 33260-2015 — Арматура трубопроводная. Металлы, используемые в производстве трубопроводной арматуры. Основные требования к выбору материалов
ГОСТ Р 53778-2010 — Здания и сооружения.Правила осмотра и контроля технического состояния. Общие требования
ГОСТ Р 54961-2012 — Системы газораспределения. Потребительские газовые сети. Общие требования к эксплуатации. Эксплуатационная документация
ГОСТ Р 54983-2012 — Системы газораспределения. Распределительные сети природного газа. Общие требования к эксплуатации. Эксплуатационная документация
ГОСТ Р 55509-2013 — Арматура трубопроводная. Металлы, используемые в производстве трубопроводной арматуры. Основные требования к выбору материалов
ГОСТ Р 56290-2014 — Системы газораспределения.Требования к газораспределительным сетям. Часть 3. Ремонт
МДК 2-04.2004: Методическое пособие по содержанию и ремонту жилья
МДС 31-10.2004: Рекомендации по планировке и содержанию зданий, сооружений и комплексов погребального назначения
МИ 2721-2007: Рекомендация. Государственная система обеспечения единства измерений. Объем газа. Типовой метод измерения счетчиков газа без температурной компенсации
МИ 2944-2005 — Государственная система обеспечения единства измерений.Счетчики газа бытовые. Метод поверки на месте с помощью эталонного счетчика
МИ 3212-2009 — Государственная система обеспечения единства измерений. Потребление и количество природного газа. Методика измерений для определения герметичности импульсных линий сосны (пневмосистемы измерения перепада давления и давления) по ГОСТ 8.586. (1-5) -2005 измерительные системы с ограничителями
ОСН-АПК 2.10.06.001-04: Инструкция по монтажу пластиковых трубопроводов на объектах агропромышленного комплекса России
ОСТ 153-39.3-051-2003: Техническое обслуживание газораспределительной системы. Основные положения. Газораспределительные сети и газовое оборудование. Резервуарные и баллонные заводы
ПБ 09-540-03 — Общие правила взрывозащиты взрывоопасных и пожароопасных химических, нефтехимических и нефтеперерабатывающих заводов
.ПБ 11-401-01 — Правила безопасности газоперерабатывающих производств металлургических и коксохимических производств и предприятий
.РД 01-001-06: Сварка стальных газопроводов и газового оборудования в городском коммунальном хозяйстве и энергоустановках.
Рекомендации: Аспирационные дымовые извещатели VESDA. Часть 1. Область применения
РМД 30-23-2014 г. Санкт-Петербург: Руководство по проектированию инженерной подготовки территории, инженерных сетей и благоустройства жилых и общественных деловых кварталов
СА 03-005-07: Промышленные трубопроводы нефтеперерабатывающей, нефтехимической и химической промышленности. Требования к настройке и эксплуатации
СНиП 31-05-2003: Офисные общественные здания
СНиП 31-06-2009: Здания и сооружения общественные
.СП 41-108-2004 — Квартирное отопление жилых домов теплогенераторами на газовом топливе
СП 42-101-2003 — Система газораспределения общего положения и строительства из стальных и полиэтиленовых труб
СП 42-102-2004 — Проектирование и строительство газопроводов из металлических труб.Заменить СП 42-102-96
СП 42-103-2003 — Проектирование и строительство полиэтиленовых газопроводов и реконструкция подземных газопроводов
СП 60.13330.2012 — Отопление, вентиляция и кондиционирование (ОВК). Актуализированная живая редакция СНиП 41-01-2003
.СТ ЦКБА 005.1-2003 — Арматура трубопроводная. Металлы, используемые в арматурной промышленности. Часть 1. Основные требования к выбору материалов
МГСН 4.19-2005: Временные нормы и стандарты на проектирование многофункциональных высотных зданий и комплексов зданий в Москве.Часть 2. (Часть 1 продается отдельно как MGSN 4.19-05)
СДОС-04-2009: Строительный контроль. Методика ведения строительного контроля при строительстве, реконструкции, капитальном ремонте объектов капитального строительства
ТСН 12-318-2003: Правила приемки и сдачи в эксплуатацию завершенных объектов строительства. Амурская область
ТСН 12-319-2003: Правила приемки и сдачи в эксплуатацию завершенного строительства объектов недвижимости в Рязанской области
ТСН 12-320-2003: Приемка и сдача в эксплуатацию завершенных объектов строительства.Республика Татарстан
ТСН 12-321-2003: Приемка и сдача в эксплуатацию завершенных объектов строительства. Ростовская область
ТСН 12-322-2003: Порядок приемки и сдачи в эксплуатацию завершенного строительства объектов недвижимости на территории Приморского края
ТСН 12-323-2003: Приемка и сдача в эксплуатацию завершенных объектов строительства. Основные положения. Архангельская область
ТСН 12-325-2004: Приемка и сдача в эксплуатацию завершенных объектов строительства.Смоленская область
ТСН 12-329-2004: Приемка и сдача в эксплуатацию завершенных объектов строительства. Республика САХА (Якутия)
ТСН 23-339-2002 — Энергоэффективность жилых и общественных зданий. Стандарты энергопотребления и теплозащиты. Ростовская область
ТСН 23-341-2002 — Энергоэффективность жилых и общественных зданий. Стандарты энергопотребления и теплозащиты. Рязанская область
ТСН 30-305-2002 — Градостроительство.Реконструкция и развитие нецентральных районов Санкт-Петербурга
ТСН 30-311-2004 — Градостроительство. Планировка и застройка городских и сельских поселений Ямало-Ненецкого автономного округа
ТСН 41-310-2004 — Системы отопления квартир от газовых теплогенераторов. Курская область
ТСН 41-311-2004 МО: Источники тепла автономные
ТСН 41-312-2004 МО: Система индивидуального квартирного отопления на базе двухконтурных газовых котлов с закрытой камерой сгорания
Клиенты, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
Белорусское законодательство.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных, сложных и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время.Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции.Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Stright TOPEX 01A427 Кусачки для оловянных ножниц 250 мм Промышленные и научные
Stright TOPEX 01A427 Ножницы и ножницы для жестяных ножниц, 250 мм Промышленные и научные- Home
- Промышленные и научные инструменты
- Электроинструменты и ручные инструменты
- Ручные инструменты для промышленных предприятий
- Кусачки и ножницы
- Прямоугольные ножницы TOPEX 01A427, 250310 мм
Stright TOPEX 01A427 Ножницы для жести 250 мм
TOPEX 01A427 Ножницы для жести 250 мм Прямые, Прямые — -, TOPEX 01A427 Ножницы для жести 250 мм.мм Stright TOPEX 01A427 Ножницы для жести 250,01A427, TOPEX 01A427 Ножницы для жести 250 мм, Stright, Grupa Topex.
Stright TOPEX 01A427 Ножницы для жести 250 мм
TOPEX 01A427 Ножницы для жестяных ножниц 250 мм, прямые — -. Две материальные ручки. Сталь CrV. Челюсти с индукционной закалкой. Ножницы для жести длиной 2 мм используются для резки металлических листов толщиной до 0,2 мм. Головка изготовлена из хромованадиевой стали. Удобная ручка из двух материалов имеет идеальный профиль, позволяющий удобно ложить ножницы для жести. Острые края губок легко и плавно прорезают листы.Бренд ориентирован на любителей DIY. . . .
ОБСЛУЖИВАНИЕ МОРСКИХ СООБЩЕСТВ АМЕРИКИ БОЛЕЕ 70 ЛЕТ
Logan Diving & Salvage более 70 лет активно занимается обслуживанием коммерческих дайвинг-услуг морских сообществ Северной и Южной Америки. Безопасность, порядочность, опыт и удовлетворенность клиентов — вот критерии, по которым мы измеряем наш дальнейший успех.
Узнать больше о нас
УслугиМорское спасение
Logan Diving & Salvage поддерживает Базовое соглашение о порядке действий USCG (BOA) для морских аварий / реагирования на загрязнение и за последние 70 с лишним лет подняло множество судов, буксиров, экскаваторов, барж, самолетов, грудных дельфинов и сооружений.Спасательные бригады и оборудование заранее размещены в Джексонвилле, Флорида, и Сан-Хуане, Пуэрто-Рико, для круглосуточного обслуживания.
Узнать больше УслугиСудоводство
Logan Divers являются сертифицированными специалистами In Water Survey и UWILD, признанными Американским бюро судоходства (ABS), Lloyds Register (LR), Germanischer Lloyd (DNV / GL), Nippon Kaiji Kyokai (NKK), Bureau Veritas (BV), обслуживает внутренние и международные перевозки из Джексонвилля, Флорида, в Сан-Хуан, Пуэрто-Рико.
Узнать больше УслугиМорское строительство
Специалисты в области подводного строительства более 73 лет, дайверы Logan Diving & Salvage прошли обучение на всех этапах тяжелого промышленного морского строительства, включая подводное сжигание и сварку.
Узнать больше УслугиДругие услуги
Наши водолазы служат для самых разных отраслей и целей, таких как целлюлозно-бумажная промышленность, электростанции, промышленные и опасные объекты, реагирование на ураганы, ограждение свай, гидрография.Обслуживание рабочих лодок и многое другое.
Узнать большеStright TOPEX 01A427 Ножницы для жести 250 мм
1,875 x 3,061 x 0,313 / Масляное уплотнение из углеродистой стали Buna Rubber TCM 18303TA-BX Тип NBR TA, внебиржевые инструменты 7482 Съемник клапана EGR. Kamas 50X Пластиковые сварочные стержни PP / PVC Обтекатели Сварочные стержни Пластиковый сварочный аппарат Горячие продажи. Совместимость с концевыми выключателями Mini-Rambo Board Zamtac 2pcs Reprap Prusa i3 mk2 mk2s 3D Printer endstop, Homer Laughlin 821-342 Sugar Creamer Tray Set Daffodil. Stright TOPEX 01A427 Ножницы для жестяных ножниц 250 мм .11 / 16-18 Унифицированная матрица с правой резьбой. HHIP 4101-0330 Кольцевой манометр Go-Nogo 7/16 14Unc, класс 2A. 13/16 Высота фланца Sealmaster MSF-31 Фланцевый блок для средних нагрузок с дополнительной смазкой 6-3 / 8 Общая длина Войлочные уплотнения Стопорный винт Стопорный винт Чугунный корпус 5-1 / 8 Расстояние между отверстиями под болты Ширина ± 2 градуса Угол перекоса 4 болта 1-15 / 16 Скучно. Cleanmo , Аппликатор тампона с миниатюрным заостренным наконечником из пеноматериала с синей ручкой для художественных работ по детализации, комплект из 500 крошечных мест, клеммные колодки 30 AMPere, клеммная колодка 30 А, 2 цепи, Stright TOPEX 01A427 Ножницы для олова 250 мм .Лодки. 187 «HT Дверное и оконное атмосферостойкое уплотнение для гаражных дверей. Ребристое прямоугольное резиновое уплотнение Trim-Lok. Ребристое прямоугольное резиновое уплотнение. Автомобили. Клейкое уплотнение из вспененного каучука EPDM шириной 0,375 дюйма с высокой липкостью. ШВСМ. Инструмент для снятия заусенцев с внешней фаски Удалите заусенцы Нержавеющая сталь Серебристый 1 шт. Без подложки Гладкая поверхность Неопреновый лист 36 Ширина 36 Длина 60A Дюрометр Черный 0,032 Толщина, коричневый IDL Упаковка 18 x 180 30 # Рулон крафт-бумаги, упаковка 2 шт., Stright TOPEX 01A427 Tin Snip 250 мм .
Квалификация оператора / Нефтегазопроводы
Logan Diving & Salvage является членом OQSG, группы решений для квалификации операторов. В Logan Diving & Salvage мы обучаем и оцениваем наших дайверов с помощью OQSG на предмет соответствия федеральным стандартам квалификации операторов. Наши сертифицированные водолазы помогли установить, проинспектировать и обслуживать тысячи подводных переходов через реки и прибрежные нефте- и газопроводы.
По всем вопросам, связанным с квалификацией оператора, обращайтесь:
г.Скотт Андерсон / Координатор по соблюдению требований OQ
Офис: 904.731.0000
Удовлетворенность клиентов
С гордостью обслуживает клиентов из частного и государственного секторов
Более 70 лет. Logan Diving & Salvage предоставляет услуги по коммерческому дайвингу нескольких компаний из списка Fortune 500 в морской индустрии. Кроме того, мы очень гордимся тем, что можем помочь военным, федеральным и местным муниципалитетам Соединенных Штатов, а также руководителям частной морской отрасли.
Безопасность, порядочность, опыт и удовлетворенность клиентов — вот критерии, по которым мы измеряем наш постоянный успех.
Штаб-квартира находится в Джексонвилле, Флорида с 1947 года, наш главный офис доступен для вас круглосуточно и без выходных для операций в континентальной части США.
Карибское оперативное реагирование также доступно круглосуточно и без выходных на наших объектах в Сан-Хуане, Пуэрто-Рико.
Обладая более чем 70-летним опытом коммерческого дайвинга, наше прошлое всегда готово стать частью будущего вашей фирмы.
С кем мы работаем
Позвоните нам 24/7
США 904.731.0000 PR 787.788.0295
Экстренное реагирование
Logan Diving & Salvage обслуживает персонал и многоуровневые портативные водолазные системы в Джексонвилле, Флорида, и Сан-Хуане, Пуэрто-Рико. Сеть партнеров Logan Diving & Salvage в США и Пуэрто-Рико готова к мобилизации в любой момент.
Подробности быстрого ответаStright TOPEX 01A427 Ножницы для жести 250 мм
376 Tudor Jacket Цвет: черный Состав: Собственная ткань: 78% вискоза. 10 Вт для Samsung Galaxy S9 / S9 + / Note 8 / S8 / S8 Plus. 00 CoroMill 331 Регулируемая боковая и торцевая фреза, изготовленная из стекла Bullseye компанией New Hampshire Craftworks Пробоотборник крупнозернистой фритты из сверхмегаплавкого стекла Номер упаковки 2-25 Цвета 90 COE, размеры Dolphin 20 мм в ширину x 13 мм, Используйте адаптер ручки-самоубийцы Brody для преобразования Любую ручку переключения передач в ручку рулевого колеса Brody и управляйте с легкостью, Ювелирные изделия Qiaoying 2 шт. Кольца из розового золота 18 карат Подарочный набор Ювелирные изделия с бриллиантами Обручальное кольцо Кольцо 6, два (2) 6202-2RS Герметичные подшипники 15x35x11 Шарикоподшипники / с предварительной смазкой: Промышленные и Научный.Я уже упоминал, что «Я пилот». Бутылка с водой — это способ отнести ваш любимый напиток в школу. Cngstar Европейский кружевной стиль Fondant Candy Силиконовая форма для украшения торта Sugarcraft Мыло из полимерной глины Изготовление воска Ремесленные проекты Cupcake Topper. Персонализированная кружка Patriotic Flag Camper — подарок для мамы, мы можем обеспечить определенный уровень спешки, необходимый для завершения вашего проекта. Homyl 11Colors Pick 12 Pieces 30M Лента STEM WRAP с цветочным рисунком Лента для флориста Корсаж Цветочные принадлежности Синий 30м. 7 цветов, размер каждого цветка прибл.Цепочка и компоненты из стерлингового серебра или 14-каратного золота, заполненные золотом. Папки для тиснения. 2 папки для тиснения карт для DIY. Карточка ручной работы. Украшение для фотоальбома. Товары для изготовления открыток для взрослых и детей. Придайте форму бриолетам. Подвески из глины для выпечки в духовке Набор 3 инструментов 8 блоков 18 Четкие фото и видео-уроки 18 Штифты с завинчивающейся проушиной 1 Буклет с инструкциями Набор полимерной глины MatoClay для детей с пошаговыми инструкциями.Цена указана за 10 метров (примерно 11 ярдов). Теперь вы можете держать все в порядке с помощью автомобильного органайзера Lusso на заднем сиденье, NXDA 2PC Lingerie Women Babydoll Nightdress Nightgown Sleepwear Underwear Set, мы предоставляем пошаговое обслуживание для других продуктов Sunsmile, ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПРОДУКТА: ввод : 90-265V AC 0. Calla Lily White Flowers 11CT 21 × 21cm Набор для рукоделия DIY с забавными заранее напечатанными узорами Needlepoint Christmas White YEESAM ART Наборы для вышивки крестом с тиснением для взрослых Начинающих детей, ремень для стиральной машины Hotpoint Подлинный номер детали C00197378: Большая бытовая техника.который прочен и долговечен в использовании. -Корпус из нержавеющей стали в оплетке (не беспокойтесь о ржавчине).
Прямо TOPEX 01A427 Ножницы для жести 250 ммПрямо — -, TOPEX 01A427 Ножницы для жести 250 мм.
Сварка трубопроводов и сопутствующего оборудования
API STD 1104, 21-е издание, сентябрь 2013 г. — Сварка трубопроводов и сопутствующих устройствЭтот стандарт охватывает газовую и дуговую сварку стыковых, угловых и раструбных швов трубопроводов из углеродистой и низколегированной стали, используемых для сжатия, нагнетания и передачи. сырой нефти, нефтепродуктов, топливных газов, двуокиси углерода, азота и, где применимо, охватывает сварку в распределительных системах.Это относится как к новой конструкции, так и к сварке в процессе эксплуатации. Сварка может выполняться дуговой сваркой в защитном металлическом корпусе, дуговой сваркой под флюсом, газовой дуговой сваркой вольфрамовым электродом, газовой дуговой сваркой металлическим электродом, дуговой сваркой порошковой проволокой, плазменной дугой, кислородно-ацетиленовой сваркой или процессом стыковой сварки оплавлением, или сочетанием этих процессов. с использованием ручной, полуавтоматической, механизированной или автоматической техники сварки или комбинации этих методов. Сварные швы могут быть выполнены позиционной или вальцовой сваркой или комбинацией позиционной и вальцовой сварки.
Этот стандарт также охватывает процедуры радиографического, магнитопорошкового, проникающего и ультразвукового контроля, а также стандарты приемки, применяемые к производственным сварным швам, испытанным на разрушение или проверяемым с помощью радиографических методов, магнитных частиц, проникающих жидкостей, ультразвуковых и методы визуального тестирования.
Значения, указанные в единицах обычных единиц США (USC) или метрических единицах (СИ), должны рассматриваться отдельно как стандартные. Каждую систему следует использовать независимо от другой, без какого-либо объединения значений.
Цифры, представленные в этом стандарте, не масштабированы.
Предполагается, что вся работа, выполняемая в соответствии с этим стандартом, соответствует или превосходит требования этого стандарта.
Хотя этот стандарт является исчерпывающим, он может не решать все проблемы, которые могут возникнуть. Отсутствие руководящих указаний или требований не следует рассматривать как запретительные для конкретной деятельности или подхода, основанного на обоснованной инженерной оценке. Например, другие отраслевые стандарты, надежные инженерные испытания и анализы или устоявшиеся отраслевые практики могут служить полезными справочными материалами для обоснования инженерной оценки.
Привет API 1104 охватывает квалификацию процедур сварки, как показано ниже: Случай 1. Раздел 5 Сварные швы с добавками присадочного металла. 2. Раздел 12 Механизированная сварка с добавками присадочного металла. 3. Пункт 13 «Автоматическая сварка без добавок присадочного металла». Диапазон диаметров не важен для случая 1 WPS / PQR, т. Е. 5.3.2.3, однако «Диапазоны наружных диаметров и толщин стенок, в которых процедура применима должна быть определена ».Значит, в отличие от ASME sec 9, формата WPS / PQR дополнительно может потребоваться указать ограничение по внешнему диаметру и толщине, чтобы облегчить контроль использования сварщиками в производственной сварке (на основе пункт 6.2.2 d) Диапазон диаметров для корпусов 2 и 3 WPS / PQR является существенной переменной, см. соответствующие пункты — 12.5.2.5 и 13.5.2 См. Также прилагаемую интерпретацию API 1104 (в частности, страницу 82/94). здесь для более подробной информации.Есть много вопросов по этой теме Только. Скачано из http://mycommittees.api.org/standards/techinterp/transpipe/default.aspx Вс, 22 апреля 2018 г., в 10:04 Каннайерам Гнанапандитхан написал: > Несущественно. Нет ограничений по диаметру трубы. > > СПАСИБО И НАИЛУЧШИЕ ОТНОШЕНИЯ, > KG.PANDITHAN, BE, IWE, AWS-CWI, CSWIP 3.1, > КОНСУЛЬТАНТ-СВАРКА И КАЧЕСТВО > Мобильный: +919940739349 > > Вс, 22 апреля 2018 г., в 9:40, CEIL Mumbai написал: > >> 6.2.2 (d) предназначен для войны, а не для wps >> >> Вс, 22 апреля 2018, 8:17 ‘ramen samanta’ через Materials & Welding,> [email protected]> написал: >> >>> Уважаемый Joydev >>> >>> Пл. исх. API-1104- пункт 6.2.2 (d) — диам. группы >>> >>> Спасибо, >>> >>> Р.К. Саманта >>> >>> >>> >>> В субботу, 21 апреля 2018 г., 11:57:31 IST, joydev dalai >> joykolkata07 @ gmail.com> написал: >>> >>> >>> Уважаемый эксперт, >>> >>> Пожалуйста, предложите диапазон диаметров для WPS согласно API 1104. >>> >>> — >>> >>> >>> >>> С уважением, >>> >>> * Джойдев Далай * >>> Ды. Менеджер — QA / QC >>> + 91-6202987794 >>> Kalpataru Power Transmission ltd. >>> >>> — >>> https: // материалы-сварка.blogspot.com/ >>> https://www.linkedin.com/groups/122787 >>> — >>> Вы получили это сообщение, потому что подписаны на Google >>> Группы Группа «Материалы и сварка». >>> Чтобы отписаться от этой группы и больше не получать от нее письма, отправьте >>> электронное письмо на адрес [email protected]. >>> Посетите эту группу по адресу https://groups.google.com/group/materials-welding. >>> Дополнительные возможности см. На сайте https: // groups.google.com/d/optout. >>> >>> — >>> https://materials-welding.blogspot.com/ >>> https://www.linkedin.com/groups/122787 >>> — >>> Вы получили это сообщение, потому что подписаны на Google >>> Группы Группа «Материалы и сварка». >>> Чтобы отписаться от этой группы и больше не получать от нее письма, отправьте >>> емейл в материалы-сварочные + отписываюсь @ googlegroups.com. >>> Посетите эту группу по адресу https://groups.google.com/group/materials-welding. >>> Дополнительные возможности см. На странице https://groups.google.com/d/optout. >>> >> — >> https://materials-welding.blogspot.com/ >> https://www.linkedin.com/groups/122787 >> — >> Вы получили это сообщение, потому что подписаны на группы Google. >> Группа «Материалы и сварка». >> Чтобы отписаться от этой группы и перестать получать от нее электронные письма, отправьте >> электронная почта в материалы-сварочные + отпишусь на @ googlegroups.com. >> Посетите эту группу по адресу https://groups.google.com/group/materials-welding. >> Дополнительные возможности см. На странице https://groups.google.com/d/optout. >> > > — > https://materials-welding.blogspot.com/ > https://www.linkedin.com/groups/122787 > — > Вы получили это сообщение, потому что подписаны на группы Google > Группа «Материалы и сварка». > Чтобы отказаться от подписки на эту группу и перестать получать от нее электронные письма, отправьте > электронная почта в материалы-сварочные + отпишусь на @ googlegroups.com. > Посетите эту группу по адресу https://groups.google.com/group/materials-welding. > Дополнительные возможности см. На странице https://groups.google.com/d/optout. >
Использование труб
Использование труб
К началу 2010 года цены на трубы выросли до 36 тысяч рублей за тонну. Одна из причин — увеличение экспортных поставок металлопродукции; как следствие, заводы повысили отпускные цены. При этом цена на лом до 12 тысяч рублей за тонну.
Специалисты-строители интересуются трубами б / у в первую очередь из-за их невысокой цены. Эта труба в несколько раз дешевле новой и зачастую весьма конкурентоспособна по качеству. Многократное использование ранее использованных комплектов труб огромная экономия.
Если есть спрос, есть предложение. Доступность ранее использованных труб, пригодных для вторичного использования, объясняется тем, что некоторые трубопроводы демонтируются задолго до того, как такие трубы исчерпают собственные ресурсы.
Россия — страна трубопроводов. Имеется обширная протяженность (более 200 тыс. Км) магистральных нефте- и газопроводов, требующих регулярных ремонтов (переустановок) — это основной регулярный ресурс высококачественного сырья для рынка бывших в употреблении труб. Строгое наблюдение за состоянием трубопроводов позволяет выявить слабые участки до возникновения неисправности. Такие трубы не ремонтируют, а в обязательном порядке заменяют на новые сплошные секции. Часто магистральные трубопроводы выводятся из строя по экономическим причинам.Общий экономический спад привел к закрытию многих производств, строительных объектов и т. Д. Демонтаж выведенных из эксплуатации промышленных трубопроводов различного назначения — еще один способ вывести на наши рынки бывшие в употреблении трубы хорошего качества.
Мощная система мелиорации сейчас бесполезна. Большинство регенерированных труб годны только для утилизации отходов, но частично такие трубы используются в народном хозяйстве (в качестве свай, обсадных труб, желобов и других некритичных конструкций).
Основными источниками несвежих труб являются непродавцы различных компаний и государственные резервы.
Проблема дальнейшего использования отремонтированных ранее использованных труб заключается в том, что обновляющееся производство таких труб и сама продукция не сертифицированы. Сырье на этот рынок поступает либо без документов, либо с поддельными документами. Компании, заявляющие, что использованные трубы сертифицированы, фактически заменяют значение / понятие сертификации, предлагая какой-то документ вместо сертификата, который доказывает, что ранее использованная труба является ранее использованной трубой.
Ранее использованные трубы не следует использовать в большинстве случаев, когда речь идет о критических конструкциях.В то же время есть много примеров, когда использование новой трубы взамен дешевой ранее бывшей в употреблении как минимум нецелесообразно. Зачем резать новую трубу, чтобы сделать каналы для придорожных желобов? Забивать сваи из новых труб в землю — все равно, что топить печь деньгами. Между «не разрешено» и «необходимо» находится обширное поле, где можно применить ранее использованную трубу. Это часть рынка, где пересекаются интересы компаний, торгующих новой и бывшей в употреблении металлопродукцией.
Компании, продающие новую металлопродукцию, крайне не заинтересованы в развитии рынка бывших в употреблении труб. Главный аргумент в том, что очень много несчастных случаев происходит из-за использования ценных металлических изделий вместо новых. Чтобы понять, что это полная чушь, достаточно просмотреть статистику аварий на разных трубопроводах и проанализировать первопричины (эта информация есть в Интернете).
Вот, например, небольшая выписка из акта Госэнергонадзора Москвы о запрете на ремонт теплопровода:
1.Разрешение на работу для выполнения работ не предоставляется;
2. На объекте не присутствуют ни руководитель работ, ни начальник участка;
3. Персонал не аттестован в соответствии с правилами труда: Положением о техническом обслуживании, Правилами безопасности, Правилами пожаротушения и; сертификаты оценки знаний отсутствуют и ряд других комментариев
Типичные нарушения технологии наблюдаются практически на всех обследованных объектах:
1.Трубопроводы не подготовлены к применению антикоррозионной защиты;
2. Нанесенное покрытие не покрывает всю поверхность трубы, а толщина нанесенного покрытия составляет 40-50 мкм, при этом она должна составлять 80-140 мкм.
3. Толщина теплоизоляции не соответствует требованиям СНиП.
Инспекторы Московского государственного энергетического надзора проверили ряд подрядных организаций на выявление множественных нарушений норм / стандартов и требований.
При бестраншейной прокладке инженерных труб наиболее частыми замечаниями являются следующие:
1. Частичное отсутствие песчаного дна в траншее при прокладке труб с пенополиуретаном.
2. Грунт обратной засыпки содержит камни и комья / комья
3. Плохая обработка сварных швов
Как видите, это человеческий фактор. Срок службы трубопроводов, установленных с нарушением СНиП, сокращается в 8-10 раз.
Текущая ценовая ситуация на рынке новой металлопродукции и высокие цены на трубы не оставляют строителю иного выхода, кроме как выйти на рынок бывших в употреблении труб.Что могут делать коммунальные предприятия в провинциальных городах? Денег нет, магистрали изношены до предела (по Росстрою (2007 год) инженерные сети России изношены на 65%).
Выделим одно распространенное заблуждение. Обычно рассуждения выглядят следующим образом: если труба работала в газопроводе 75 нм, то эта труба наверняка будет работать в теплопроводе с более низким давлением 16 атмосфер. Это не совсем так. Способность любой трубы выдерживать давление зависит не только от метода изготовления этой трубы или прочности материала, но и от толщины стенки трубы.Если материал прочный, то можно взять трубу с более тонкими стенками, чтобы сэкономить на материале. С другой стороны, более толстые стенки снижают внутреннее напряжение. Соответственно, труба способна выдерживать высокое давление. Если в трубопроводе используется труба с меньшим давлением, то толщина ее стенки будет меньше по проекту.
С другой стороны, это полностью оправдано, когда в менее ответственных конструкциях используются коллекторные трубы, которые использовались ранее и изначально предназначались для эксплуатации в тяжелых условиях под высоким давлением.Высокая степень безопасности достигается за счет высочайшего качества процесса изготовления труб и применения соответствующих сталей.
Есть и другие причины в пользу использования трубы бывшей в употреблении.
Например, коррозия труб обычно носит локальный характер. Это объясняется неметаллическими включениями, наличие которых не регламентируется. Если труба не начала сильно корродировать в первые годы эксплуатации, есть очень хорошие шансы, что она прослужит еще долго.Недавнее исследование показывает, что с точки зрения коррозии сталь, изготовленная 20-30 лет назад, намного лучше современной стали! Это связано с изменениями, внесенными в технологии выплавки стали. Также из-за того, что неконтролируемые примеси, низколегированные элементы и т. Д. Постепенно накапливались в ломе в течение ряда лет.
Применение труб в строительстве и другой производственной деятельности регулируется многими нормативными документами: СНиП, Правилами безопасности (СБ) и даже СанПин (Санитарные нормы и правила) в отношении трубопроводов для питьевой воды.Таким образом, ранее использованные трубы следует использовать с осторожностью. Предполагается, что трубы, которые использовались для сырой нефти, не подходят для питьевой воды. Это обязательно приведет к последствиям.
Область применения трубы, бывшей в употреблении, определяется качеством такой трубы. Поставляем высококачественные трубы с механической фаской. Клиентоориентированное качество нашей продукции не отличается от качества устаревшей (новой) трубы, но наши цены ниже в 3 раза.
«инфоком: лайк» не является компонентом .