Соединение Для Сварки 6 Букв
Решение этого кроссворда состоит из 6 букв длиной и начинается с буквы К
Ниже вы найдете правильный ответ на Соединение для сварки 6 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Среда, 23 Октября 2019 Г.
КАРБИД
предыдущий следующий
другие решения
КАРБИД
ты знаешь ответ ?
ответ:
связанные кроссворды
- Карбид
- Газосварка
- Карбид
- Химическое соединение углерода с металлами и некоторыми неметаллами 6 букв
- Газосварка 6 букв
- Соединение углерода с металлом 6 букв
- Химическое соединение углерода с другими элементами 6 букв
похожие кроссворды
- Необходимый компонент газовой сварки 8 букв
- Газ для сварки металлов 8 букв
- Полученный путем сварки 7 букв
- Изобретатель дуговой сварки 8 букв
- Проверка давлением прочности и непроницаемости труб в местах сварки 10 букв
- Специалист в области металлургии и сварки металлов 6 букв
- Советский учёный в области сварки и мостостроения 5 букв
- Советский ученый в области металлургии и сварки, академик 5 букв
- Электросварщик, применивший ванный способ сварки металлов 6 букв
- Учёный в области сварки 5 букв
- Советский учёный в области сварки и мостостроения букв
- Советский ученый в области металлургии и сварки, академик букв
Положение при сварке и что значит обозначение Н45, В1, В2, Н1 и Н2
Положения при сварке в стандартах имеют различные обозначения, что вначале может ввести в заблуждение даже опытного сварщика. Поэтому в данной статье мы разберем какое отличие между обозначениями положения при сварке: Н45, В1, В2, Н1, Н2, П1, П2, Г, Pg, Pa, Pb и т.д.
Поэтому в данной статье мы разберем какое отличие между обозначениями положения при сварке: Н45, В1, В2, Н1, Н2, П1, П2, Г, Pg, Pa, Pb и т.д.
Содержание
- Положения при сварке и их виды?
- Нижнее
- Вертикальное
- Горизонтальное
- Потолочное
- Обозначение положений при сварке
- НАКС
- ГОСТ 11969
- ISO и EN
- Примеры обозначений по ISO.
- AWS и ASME
- Обозначение положений на упаковке электродов
- Таблица обозначений положений при сварке
Ввиду сложности и размеров конструкции чаще всего невозможно выполнение сварки, в удобном для сварщика, нижнем положении. Поэтому приходится выполнять сварку швов в различных пространственных положениях, при этом необходимо учитывать, что из-за силы тяжести изменяется характер поведения расплавленного металла шва.
Исторически сложилось, что в нормативных документах по сварке различных стран принят собственный подход в обозначении, поэтому в данной статье мы будем рассматривать следующие нормативные документы:
- ГОСТ 11969 Сварка плавлением. Основные положения и их обозначения.
- ГОСТ Р ИСО 6947 Сварка и родственные процессы. Положения при сварке
- ISO 6947 Welding and allied processes — Welding positions
- AWS A3.0 Standard Welding – Terms and Definitions
- ASME IX – Qualification Standard for Welding and Brazing Procedures, Welders, Brazers, and Welding and Brazing Operators
- AWS D1.1 Structural Welding Code – Steel
Что же такое пространственное положение при сварке?
Разные стандарты имеют следующие определения для термина «положение при сварке»:
- положение сварного шва в пространстве, определяемое углами наклона оси и поворота лицевой поверхности сварного шва относительно горизонтальной плоскости. (ГОСТ Р ИСО 6947 и ISO 6947)
- соотношение между сварочной ванной, соединяемыми элементами и источником тепла в процессе сварки.
 (AWS A3.0)
(AWS A3.0) - положение при сварке определяется углом наклона продольной оси шва и углом поворота поперечно оси шва относительно их нулевых значений. (ГОСТ 11969)
 (AWS A3.0)
(AWS A3.0)Положение при сварке, ввиду силы тяжести, непосредственно влияет на характер переноса расплавленного металла электрода в сварочную ванну и сварщику в процессе сварки необходимо это учитывать и изменять режимы сварки, технику колебаний электродом и другие параметры. Самыми известными являются нижнее, горизонтальное, вертикальное и потолочное положения, но существует ряд других позиций, которые имеют свои обозначения, о чем и пойдет речь далее.
Нижнее положение
С нижнего положения начинаются первые шаги в обучении всех начинающих сварщиков поскольку оно является самым легким. Сварка выполняется сверху при этом деталь расположена горизонтально. Под действием силы тяжести расплавленный металл течет вниз и равномерно растекается в сварочной ванне.
Вертикальное положение
При вертикальном положении ось сварного шва расположена вертикально, а сварку фактически проводят горизонтальным способом от кромки до кромки.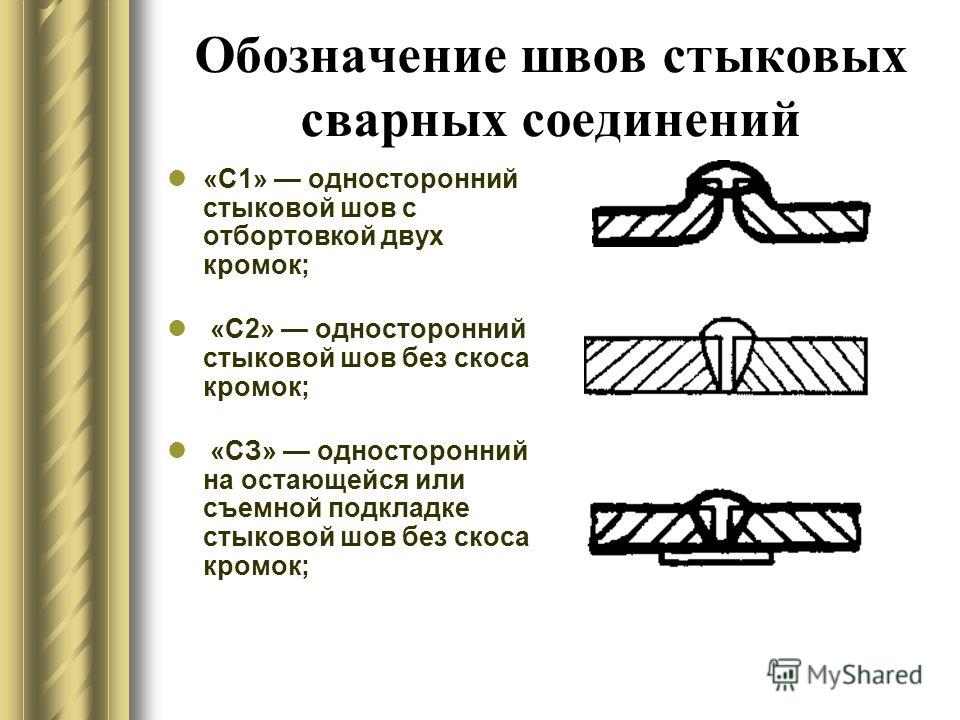 При этом расплавленный металл под действием силы тяжести будет стремиться течь вниз, что влечет за собой его скопление в одной точке, а не равномерное распределение по всей ширине валика.
При этом расплавленный металл под действием силы тяжести будет стремиться течь вниз, что влечет за собой его скопление в одной точке, а не равномерное распределение по всей ширине валика.
Горизонтальное положение
По сравнению с нижним и вертикальным, горизонтальное положение является более сложным и сварщику потребуется больше навыков и умений, чтобы выполнить качественный шов. Ось сварного шва расположена горизонтально, и основная проблема заключает в том, что расплавленный металл сварочной ванны стремиться вытечь вниз из-за этого часто образовываются дефекты сварных швов в виде подрезов.
Потолочное положение
В потолочном положении сварка выполняется в самой неудобной позиции — сверху над головой и требует высокой квалификации сварщика. Прежде чем приступить к сварке потолочных швов необходимо освоить сварку во всех остальных пространственных положениях. Расплавленный металл сварочной ванны стремиться вытечь вертикально вниз, поэтому в процессе сварки необходимо следить чтобы поверхностное натяжение расплавленного металла было больше силы тяжести и металл оставался в сварочной ванне. В процессе сварки необходимо стараться, чтобы сварочная ванна была как можно меньше.
В процессе сварки необходимо стараться, чтобы сварочная ванна была как можно меньше.
Обозначение положений при сварке
Из приведенных выше определений понятно, что положения при сварке имеют общий подход в описании данного термина, но в условном обозначении есть кардинальные отличия и пора приступить к их рассмотрению.
Обозначение положений при сварке согласно требований НАКС
Для обозначений положений при сварке стыковых и тавровых соединений листов, а также стыковых и угловых соединений труб в НАКС (Национальное Агентство Контроля Сварки) принят собственный подход.
Нижнее положение Н1, вертикальное В1 (сварка снизу вверх) и В2 (сварка сверху вниз), независимо от типа свариваемых деталей (труба, лист) имеет одинаковое обозначение. Положение Н1 для сварки тавровых соединений листов в народе и в ГОСТ 11969 имеет название «в лодочку».
Сварка в потолочном положении стыковых соединений листов обозначается П1, а тавровых соединений листов и угловых соединений труб – П2.
Горизонтальное положение, которое обозначается буквой Г, используется только для стыковых соединений листов или труб
Для тавровых соединений листов и угловых соединений труб предусмотрено нижнее положение, которое имеет обозначение Н2. Отличие Н2 от Н1 для угловых соединений из труб заключается в том, что при Н2 сварка производится без поворота.
Самое используемое при аттестации сварщиков и технологии сварки в НАКС – переменное положение при наклонном расположении осей труб, свариваемых без поворота т.е. Н45. Положение Н45 чаще всего выбирают для проведения сварки образца, потому что у него самая большая область распространения аттестации. Сварка образца стыкового соединения труб в позиции Н45 дает сварщику право сваривать листы и трубы в любых пространственных положениях.
Положение при сварке по ГОСТ 11969
Наверное, каждый сварщик когда-либо слышал такие названия положений, которые употребляются только в книгах по сварке времен СССР и напрочь отсутствуют в современных стандартах:
- в лодочку
- полупотолочное
- полугоризонтальное
- полувертикальное
- Обозначение. В ГОСТе нижнее положение обозначено просто буквой Н, полугоризонтальное – Пг, горизонтальное – Г, полувертикальное – Пв, вертикальное – В, полупотолочное – Пп, потолочное – П, в лодочку — Л.
- Положение. В данном нормативном документе есть положения, которые отсутствуют в документах НАКС — полупотолочное, полугоризонтальное, полувертикальное. Есть еще одно отличие – для угловых соединений есть горизонтальное положение.
- Наименование. Положение, которое в ГОСТе называется «в лодочку» и имеет обозначение Л, в нормативных документах НАКС называется «вертикальное» и обозначается Н1.
- первая P – первая буква слова Position, которое переводится как «позиция»
- вторая – одна из букв латинского алфавита: A, B, C, D, E, F, G, H, J или K, которая соответствует определенному положению.
- PA — нижнее
- PB – горизонтальное тавровых соединений и горизонтальное при вертикальном положении осей труб
- PC – горизонтальное
- PD – потолочное тавровых соединений и потолочное при вертикальном положении осей труб
- PE – потолочное
- PF – вертикальное снизу вверх
- PG – вертикальное сверху вниз
- PH – вертикальное снизу вверх (труба неповоротная)
- PJ – вертикальное сверху вниз (труба неповоротная)
- PK – положение трубы при орбитальной сварке
- Потолочное положение тавровых соединений и потолочное при вертикальном положении осей труб имеет обозначение PD;
- Потолочное положение тавровых соединений и потолочное при вертикальном положении осей труб с наклоном оси сварного шва 80° должно обозначаться PD 080;
- Потолочное положение тавровых соединений и потолочное при вертикальном положении осей труб с наклоном оси сварного шва (S) 80° и углом поворота лицевой поверхности сварного шва (R) 10° обозначается PD 080-010;
- Положение при сварке труб с наклонными осями, с направлением сварки «сверху вниз» (J) и углом наклона (L) 45° должно быть обозначено J-L045;
- Положение при сварке труб с наклонными осями, с направлением сварки «снизу вверх» (H) и углом наклона (L) 45° обозначается H-L045;
- Положение при сварке труб с наклонными осями, с направлением сварки «сверху вниз» (J) и углом наклона (L) 30° имеет обозначение J-L030.
- цифрой от 1 до 6
- буквой латинского алфавита F или G.
- 1G — это нижнее (1) положение стыкового (G) соединения.
- 2G – это горизонтальное (2) положение стыкового (G) соединения.
- 3F – вертикальное положение (3) углового (F) соединения.
- 5G – переменное положение при сварке стыкового соединения труб (G) в неповоротном положении
- 5F – переменное положение при сварке углового соединения труб (F) в неповоротном положении
- 6G – переменное положение при сварке стыкового соединения труб (G) расположенных под углом в неповоротном положении
- 6F – переменное положение при сварке углового соединения труб (F) расположенных под углом в неповоротном положении
Раньше все было немного проще и в этом можно убедиться, открыв ГОСТ 11969 в котором определено всего 7 положений для сварки плавлением.
Мы не будем заново повторять изображение и описание, которые представлены в документах НАКС, а лишь сравним их кардинальные отличия:
Положение при сварке по ISO и EN
В последнее время все больше и больше видна тенденция замещение европейских стандартов EN, DIN и т. п. стандартами ISO, поэтому рассмотрим обозначение положений при сварке согласно ISO 6947 или его русскую версию ГОСТ Р ИСО 6947.
п. стандартами ISO, поэтому рассмотрим обозначение положений при сварке согласно ISO 6947 или его русскую версию ГОСТ Р ИСО 6947.
Стандарт ИСО предусматривает обозначение основных положений в виде двух букв латинского алфавита:
Основные положения при сварке имеют следующий вид:
Рисунок, который представлен ниже, поможет внести ясность в обозначение основных положений по ISO:
Также стандартом предусмотрены три дополнительных положения:
Но это еще не всё, в стандарте есть такие понятия как угол наклона (S), поворот сварного шва (R) и угол наклона оси трубы (L), что позволяет вносить дополнительную информацию в основные положения или указывать собственные. На каждый параметр есть свои допуски, с которыми можно ознакомиться непосредственно в самом стандарте ГОСТ Р ИСО 6947 у нас на сайте.
На каждый параметр есть свои допуски, с которыми можно ознакомиться непосредственно в самом стандарте ГОСТ Р ИСО 6947 у нас на сайте.
Примеры обозначений положений при сварке по ISO.

Положения при сварке по AWS и ASME
Согласно философии стандартов AWS и ASME, положение при сварке обозначается двумя символами:
Цифрами обозначается положение:
1 – нижнее
2 – горизонтальное
3 – вертикальное
4 – потолочное
5 и 6 – переменное
Буквы обозначают тип сварного соединения:
G – Groove Weld, что переводится как «стыковое соединение»
F – Fillet Weld, что переводится как «угловое соединение»
Поэтому, если кто-то спросит, что значит 1G, 2G, 3F, вы сможете ответить:

Отдельное внимание необходимо обратить на обозначение положений при сварке труб, поскольку помимо 1G, 2G, 1F, 2F есть позиции 5G, 6G и 5F, 6F
Как и в стандартах ISO в американских стандартах есть допуски на угол наклона и поворота сварного шва, которые указаны в таблице ниже.
| Положение | Угол наклона сварного шва, градусов | Угол поворота сварного шва, градусов |
|---|---|---|
| Стыковое сварное соединение | ||
| Нижнее | от 0 до 15 | от 150 до 210 |
| Горизонтальное | от 0 до 15 | от 80 до 150 от 210 до 280 |
| Потолочное | от 0 до 80 | от 0 до 80 от 280 до 360 |
| Вертикальное | от 15 до 80 | от 80 до 280 |
| от 80 до 90 | от 0 до 360 | |
| Угловое сварное соединение | ||
| Нижнее | от 0 до 15 | от 150 до 210 |
| Горизонтальное | от 0 до 15 | от 125 до 150 от 210 до 235 |
| Потолочное | от 0 до 80 | от 0 до 125 от 235 до 360 |
| Вертикальное | от 15 до 80 | от 125 до 235 |
| от 80 до 90 | от 0 до 360 | |
Рядом с обозначением допускается указывать дополнительную информацию о способе выполнения сварки (сверху вниз или снизу вверх) и вращается ли в процессе сварки деталь.
Например, вертикальное положение углового соединения может выполнятся двумя способами – сварка сверху вниз или снизу вверх. В стандартах ISO они обозначаются соответственно PF и PG, в документах системы аттестации НАКС – В1 и В2. Согласно стандарту ASME IX они имеют обозначение 3F, либо можно дополнить, что это 3F downhill (сверху вниз) или 3F uphill (снизу вверх).
Обозначение пространственных положений на упаковке электродов
Сварка все больше переходит из профессиональной отрасли в любительскую и доказательством тому является наличие сварочного аппарата почти в каждом гараже или дачном участке. Производители сварочных материалов идя навстречу потребителю не указывает все эти замысловатые обозначения положений при сварке Н45, В1, Н1, Н2, 2G, PA и т.д., а предоставляют информацию в интуитивно понятном виде. Некоторые производители на упаковке электродов указывают допустимые положения при сварке в виде стрелок, другие – в виде изображений, а кто-то дополнительно указывает режимы сварки.
Найдутся те, кто скажет, что в обозначении покрытых электродов также указывается допустимые пространственные положения и они будут правы, но про отечественные марки электродов мы писали в статье о ручной дуговой сварке, а про импортные – это тема отдельной статьи.
Таблица положений и их обозначений в соответствии со стандартами НАКС, ISO, AWS и ГОСТ
Для того чтобы подытожить выше представленную информацию можно сказать, что каждый стандарт имеет свои нюансы в методике обозначения положений сварных швов. В статье мы постарались обратить внимание на все основные моменты отличий в обозначении, а в таблице ниже всё можно увидеть более наглядно.
Кстати, по ссылке можно скачать данную таблицу, которую при желании можно распечатать, чтобы она находилась у вас перед глазами.
| Рисунок | НАКС | ISO | AWS | ГОСТ | ||||
|---|---|---|---|---|---|---|---|---|
| Н1 | нижнее | PA | нижнее | 1G | flat | Н | нижнее | |
| П1 | потолочное | PE | потолочное | 4G | overhead | П | потолочное | |
| В1 | вертикальное (сварка снизу вверх) | PF | вертикальное снизу вверх | 3G | vertical | В | вертикальное | |
| В2 | вертикальное (сварка сверху вниз) | PG | вертикальное сверху вниз | |||||
| Г | горизонтальное | РС | горизонтальное | 2G | horizontal | Г | горизонтальное | |
| Н1 | нижнее | PA | нижнее | 1F | flat | Л | в лодочку | |
| Н2 | нижнее тавровых соединений | PB | положение горизонтальное тавровых соединений | 2F | horizontal | Н | нижнее | |
| В1 | вертикальное (сварка снизу вверх) | PF | вертикальное снизу вверх | 3F | vertical | В | вертикальное | |
| В2 | вертикальное (сварка сверху вниз) | PG | вертикальное сверху вниз | |||||
| РС | горизонтальное | Г | горизонтальное | |||||
| П2 | потолочное тавровых соединений | PD | положение потолочное тавровых соединений | 4F | overhead | П | потолочное | |
| Н1 | нижнее при горизонтальном расположении осей труб, свариваемых с поворотом | PA | нижнее (труба поворотная) | 1G | flat rotated | |||
| В1 | переменное при горизонтальном расположении осей труб, свариваемых без поворота (на подъем) | PH | вертикальное снизу вверх (труба неповоротная) | 5G | multiple | |||
| В2 | переменное при горизонтальном расположении осей труб, свариваемых без поворота (на спуск) | PJ | вертикальное сверху вниз (труба неповоротная) | |||||
| Г | горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом | РС | горизонтальное | 2G | horizontal | |||
| h55 | переменное при наклонном расположении осей труб, свариваемых без поворота | H-L045 | наклонное положение (труба неповоротная) сварка сверху вниз | 6G | multiple | |||
| J-L045 | наклонное положение (труба неповоротная) сварка снизу вверх | |||||||
| Н1 | нижнее при горизонтальном расположении осей труб, свариваемых с поворотом | 2F | horizontal rotated | |||||
| Н2 | нижнее при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом | PB | положение горизонтальное при вертикальном положении осей труб | 2F | horizontal fixed | |||
| В1 | переменное при горизонтальном расположении осей труб, свариваемых без поворота (на подъем) | PH | положение вертикальное снизу вверх (труба неповоротная) | 5F | multiple fixed | |||
| В2 | переменное при горизонтальном расположении осей труб, свариваемых без поворота (на спуск) | PJ | положение вертикальное сверху вниз | |||||
| Н45 | переменное при наклонном расположении осей труб, свариваемых без поворота | H-L045 | с наклонными осями, с направлением сварки «снизу вверх» и углом наклона 45о | 6F | multiple fixed | |||
| J-L045 | с наклонными осями, с направлением сварки «сверху вниз» и углом наклона 45о | |||||||
| 1F | flat rotated | |||||||
| П2 | потолочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом | PD | положение потолочное при вертикальном положении осей труб | 4F | overhead fixed | |||
| Пг | полугоризонтальное | |||||||
| Пв | полувертикальное | |||||||
| Пп | полупотолочное | |||||||
Жаростойкий сплав 6 букв сканворд: Жаростойкий сплав 6 букв
Если вы любите интеллектуальный отдых, то наверняка на досуге разгадываете кроссворды или сканворды. Конечно, это очень увлекательное занятие, которое позволяет расширить кругозор и продемонстрировать эрудицию.
Конечно, это очень увлекательное занятие, которое позволяет расширить кругозор и продемонстрировать эрудицию.
Вот только как часто вы сталкивались с ситуацией, когда нужно отгадать, например, слово из 6 букв, о котором вы понятия не имеете? Скорее всего, вы припомните не один такой случай, когда из-за подобного досадного недоразумения оставался не до конца разгаданным очередной сканворд. Но теперь у вас есть уникальный помощник — сервис Кроссопен.ру!
Ответы на сканворды Вконтакте, Одноклассников и многие другие
Что собой представляет наш сервис?
Он заменит вам множество словарей, энциклопедий и начитанных родственников, с которыми вы ранее консультировались, если не удавалось самостоятельно подобрать нужное слово. С Кроссопен.ру вы запросто сможете решать сканворд любого уровня сложности, пользуясь интуитивно понятной формой поиска.
Главное преимущество нашего сервиса — это огромная база слов и вопросов, по которым можно найти подходящий вариант ответа. Удобный интерфейс обеспечит вам быстрый поиск слов из 3, 4, 5 и более букв. Важно учесть, что при этом вы можете уточнить свой запрос, указав тематику, а также уже известные вам буквы — так называемый поиск слов по маске.
Удобный интерфейс обеспечит вам быстрый поиск слов из 3, 4, 5 и более букв. Важно учесть, что при этом вы можете уточнить свой запрос, указав тематику, а также уже известные вам буквы — так называемый поиск слов по маске.
Рассмотрим интерфейс на наглядном примере: вам нужно узнать фамилию поэта, в которой 6 букв, и третья — это «ш». Вы задаете поиск слов из 6 букв, кликаете на соответствующую пустую ячейку и вставляете известную вам букву, после чего указываете ключевое слово — «поэт». В итоге вы получаете различные варианты, один из которых обязательно окажется правильным. Так вы можете найти любые ответы на сканворды, ведь это очень просто!
Вы сможете разгадать любой кроссворд!
Наш сервис абсолютно бесплатен, и вы можете свободно использовать его для поиска ответов на вопросы любого кроссворда или сканворда как из газеты, так и на интернет-просторах. Например, в нашей базе содержатся практически все ответы на кроссворды Одноклассников и Вконтакте, что позволит вам разгадывать их быстро и с удовольствием.
Кроме того, вы можете составлять такие интеллектуальные головоломки самостоятельно! Для этого достаточно список слов по алфавиту и выбрать подходящие вам варианты с описаниями, чтобы полученный кроссворд был интересным и познавательным.
Так что если вы любите разгадывать кроссворды, сервис Кроссопен.ру станет для вас удобным и надежным помощником. Проводите свободное время за любимым занятием с удовольствием!
Жаропрочные и жаростойкие стали.
Жаростойкие и жаропрочные стали и сплавы используются во многих отраслях промышленности. Достижения в металловедении жаропрочных сталей и сплавов в значительной степени определяют уровень развития энергомашиностроения, авиационной и ракетно-космической техники (табл. 2.6).
Жаропрочностью называется способность сталей и сплавов выдерживать механические нагрузки при высоких температурах в течение определенного времени. При температурах до 600°C обычно применяют термин теплоустойчивость.
Жаростойкость характеризует сопротивление металлов и сплавов газовой коррозии при высоких температурах. Стали и сплавы, предназначенные для работы при повышенных и высоких температурах, должны, следовательно, обладать не только требуемой жаропрочностью, но и иметь достаточное сопротивление химическому воздействию газовой среды (жаростойкость) в течение заданного ресурса эксплуатации.
Стали и сплавы, предназначенные для работы при повышенных и высоких температурах, подразделяют на группы:
- теплоустойчивые стали, работающие в нагруженном состоянии при температурах до 600°C в течение длительного времени;
- жаропрочные стали и сплавы, работающие в нагруженном состоянии при высоких температурах в течение определенного времени и обладающие при этом достаточной жаростойкостью;
- жаростойкие стали и сплавы, работающие в ненагруженном или слабонагруженном состоянии при температурах выше 550°C и обладающие стойкостью против химического разрушения поверхности в газовых средах.

К жаропрочным относятся сплавы аустенитного класса на хромоникелевой и хромоникельмарганцевой основах с различным дополнительным легированием. По преимущественному типу упрочнения стали подразделяют на три подгруппы:
- гомогенные (однофазные) аустенитные стали, жаропрочность которых обеспечивается в основном легированностью твердого раствора;
- стали с карбидным упрочнением;
- стали с интерметаллидным упрочнением.
Жаропрочные сплавы разделены по металлу основы: сплавы на основе никеля и кобальта. Эти сплавы чаще всего подразделяют и по способу производства: на деформируемые и литые.
Жаропрочные сплавы работают при различных схемах нагружения: статических растягивающих, изгибающих или скручивающих нагрузках, динамических переменных нагрузках различной частоты и амплитуды, термических нагрузках вследствие изменений температуры, динамическом воздействии скоростных газовых потоков на поверхность. Вследствие этого применяются разнообразные виды испытания на жаропрочность и жаростойкость: испытания на ползучесть и длительную прочность при статическом нагружении, испытания на высокотемпературную и термическую усталость, испытания на газовую коррозию в различных средах, испытания в скоростных газовых потоках.
Основной характеристикой, определяющей работоспособность жаропрочных сталей и сплавов, является жаропрочность (напряжение, вызывающее заданную деформации, не приводящую к разрушению.). Если оговариваются напряжение и время, такая характеристика называется пределом длительной прочности; если оговаривается напряжение, время и деформация — это предел ползучести.
Температурная шкала эксплуатации сталей и сплавов делится на три уровня. Первый уровень — от 20 до 400°С. Конструкции из сталей и высоколегированных сплавов рассчитываются по номинальным допускаемым напряжениям, близким к пределу текучести. Второй уровень — от 400 до 600°С. Конструкции в основном работают в условиях ползучести. Стали для работы при этих температурах относятся к категории теплоустойчивых (High-Temperature Steels), температурный предел их работы — 550-600°С. Третий уровень — выше 600°С. Это группа жаропрочных сталей и сплавов.
Условия нагружения могут быть самыми различными. Крепежные соединения (болты, гайки, резьбы) и пружины, будучи нагруженными, в процессе службы не меняют своих размеров, но с течением времени при высоких температурах имеет место самопроизвольное снижение уровня первоначально заданных механических напряжений (релаксация напряжений). Соответственно, стали и сплавы, сопротивляющиеся спаду напряжений, относятся к релаксационностойким. В отдельных случаях такие стали нормируются специальным стандартом, например, DIN 17240. Примером жаропрочной стали с сопротивлением релаксации является сталь 18Х12ВМБФР.
Соответственно, стали и сплавы, сопротивляющиеся спаду напряжений, относятся к релаксационностойким. В отдельных случаях такие стали нормируются специальным стандартом, например, DIN 17240. Примером жаропрочной стали с сопротивлением релаксации является сталь 18Х12ВМБФР.
Среди жаропрочных сталей представлены стали всех уровней легирования и основных структурных классов: перлитные, мартенситные, мартенсито-ферритные (феррита не менее 10%), ферритные, аустенитно-мартенситные. Перлитные стали относятся к категории низколегированных. К высоколегированным относятся стали, содержащие не менее 10% (по массе) легирующих элементов, если считать по верхнему пределу. К сплавам на железо-никель-хромовой основе относятся сплавы, в которых суммарное содержание никеля и железа составляет 65 % в массе. Надо отметить, что деление на стали и железные сплавы носит условный характер и в зарубежных стандартах они отнесены к аустенитным сталям.
К сплавам на основе никеля или кобальта относятся такие композиции элементов, в которых содержание никеля или кобальта порознь или в сумме составляет 55 % (по массе). Для России характерна разработка сталей и сплавов, содержащих минимальное количество никеля, кобальта, молибдена, тантала, ниобия, но зато широко использовались марганец, хром и, в некоторый период, вольфрам. Для зарубежных сталей и сплавов, напротив, характерно широкое использование кобальта, молибдена, ниобия и ванадия. В силу этих причин структурные классы являются базой для сравнения различных марок сталей и сплавов одинакового назначения, что положено в основу сравнения стандартов различных стран.
Для России характерна разработка сталей и сплавов, содержащих минимальное количество никеля, кобальта, молибдена, тантала, ниобия, но зато широко использовались марганец, хром и, в некоторый период, вольфрам. Для зарубежных сталей и сплавов, напротив, характерно широкое использование кобальта, молибдена, ниобия и ванадия. В силу этих причин структурные классы являются базой для сравнения различных марок сталей и сплавов одинакового назначения, что положено в основу сравнения стандартов различных стран.
Сравнение кратковременных механических свойств и показателей жаропрочности отечественных и зарубежных сталей одного и того же класса, несмотря на разницу в подходах к системам легирования, показывает их близость. Различие в свойствах, особенно при испытаниях на длительную прочность и ползучесть, может быть обусловлена не только основным химическим составом, но и особенностями технологии производства.
Ферритные и аустенитно-ферритные стали обладают сравнительно невысокой жаропрочностью. Однако они содержат повышенное количество хрома, который в сочетании с кремнием и алюминием предопределяет высокое сопротивление окисление до температур 1100-1150°C, и устойчивы в серосодержащих средах. Это определило область их применения, несмотря на технологические трудности, связанные с изготовлением оборудования из этих сталей и их высокой склонностью к охрупчиванию в процессе службы. Как жаростойкие, ферритные стали не несут конструкционной нагрузки, кроме собственного веса. До 600°C их прочность несколько ниже, чем мартенсито-ферритных и мартенситных сталей. Аустенито-ферритные стали имеют более высокую прочность, чем ферритные, однако они содержат (хотя и в ограниченных количествах) дорогостоящий никель.
Однако они содержат повышенное количество хрома, который в сочетании с кремнием и алюминием предопределяет высокое сопротивление окисление до температур 1100-1150°C, и устойчивы в серосодержащих средах. Это определило область их применения, несмотря на технологические трудности, связанные с изготовлением оборудования из этих сталей и их высокой склонностью к охрупчиванию в процессе службы. Как жаростойкие, ферритные стали не несут конструкционной нагрузки, кроме собственного веса. До 600°C их прочность несколько ниже, чем мартенсито-ферритных и мартенситных сталей. Аустенито-ферритные стали имеют более высокую прочность, чем ферритные, однако они содержат (хотя и в ограниченных количествах) дорогостоящий никель.
Основным материалом многих стационарных энергетических установок является аустенитная сталь. В таблице 2.6. приведены те марки аустенитных сталей, которые имеют в числе прочих и назначение в качестве конструкционного материала для высокотемпературной области. Причем низкое содержание углерода не способствуют обеспечению жаропрочности, поэтому аустенитные стали с количественным содержанием углерода ниже 0,03 % (по массе) используются только как коррозионностойкие.
Для аустенитных сталей в России характерны те же ограничения, что и для конструкционных: экономия никеля (замена его марганцем), молибдена, ниобия, тантала. В результате серия зарубежных марок аустенитных сталей оказалась отличной от российских добавками именно этих элементов.
Отечественный стандарт содержит ряд оригинальных марок с интерметаллидным упрочнением, не имеющих зарубежных стандартизованных аналогов. Учитывая особенности легирования и структурных факторов, механические свойства аустенитных сталей представлены для трех групп сталей: с карбидным упрочнением, с интерметаллидным упрочнением и с ограниченным эффектом упрочнения за счет дисперсионного твердения.
Остальные стали относятся к умеренно или слабо упрочняемым и их удобно объединять в группу, ограничив минимальные свойства, как это сделано в стандарте А276.
Сплавы на основе никеля (ГОСТ 5632) делятся на две группы: жаростойкие сплавы для работы в качестве слабонагруженных деталей при температурах до 1250°C и жаропрочные дисперсионно-твердеющие сплавы для работы в качестве высоконагруженных деталей (лопатки и турбинные диски) при температурах до 1000°С.
Отечественные марки не имеют полных аналогов зарубежных сплавов по составу.
Жаропрочные и жаростойкие стали и сплавы применяются для деталей и механизмов в условиях действия высоких температур, газов и нагрузок. Важнейшие легирующие элементы в этой стали: хром, никель, алюминий, кремний, титан. Из таких сталей изготавливают лопатки газовых турбин, детали реактивных двигателей, камеры сгорания, детали газопроводных систем, реактивной техники и т. д. Марки таких сталей, например: 1Х14Н18В2Б, 03Х18Н12Т, 12Х25Н16Г7АР, 08Х14Н28ВЗТЗЮР. Марки сплавов: ХН70ВМТЮ, ХН75МБЮ.
Жаропрочные или окалиностойкие стали применяются в условиях повышенных температур (400 – 8500С). Для использования в таких условиях, как правило, применяют марки стали 15Х11МФ, 13Х14Н3В2ФР, 09Х16Н15М3Б. детали, изготовленные из стали одной из этих марок способны противостоять высоким температурам, сохраняя при этом свои свойства. Из такой стали изготавливают трубопроводы высокого давления, лопатки паровых турбин и т. п.
п.
Марочник сталей онлайн (сравнение свойств различных жаропрочных и жаростойких сталей) https://www.splav.kharkov.com/simil2_class.php?type_id=1
Таблица 2.6.
Марки, состав, свойства жаропрочных сталей
| Материал | Температура, 0 C | Жаропрочные свойства | |||||
| Марка, | Группа сталей | Средняя доля основных легирующих элементов, % | Максимальная рабочая | Начала интенсивного окисления | σв↑ МПа | σ0.2↑ МПа | 0 C |
| 12Х1МФ | Перлитные | 0.12 C; 0.1 Cr; 0.3 Mo; 0.2 V | 570-585 | 600 | 140 | 84 | 560 |
| 25Х2М1Ф | 0.25 C; 2.3 Cr; 1 Mo; 0.4 V | 520-550 | 600 | 160-220 | 70 | 550 | |
| 15Х5М | Мартенситные | До 0.15 C; 5.2 Cr; 0.5 Mo; | 600 | 650 | 100 | 40 | 540 |
| 12Х18Н10Т | Аустенитные | До 0. 12 C; 18 Cr; 10 Ni; 0.5 Ti 12 C; 18 Cr; 10 Ni; 0.5 Ti | 600 | 850 | 80-100 | 30-40 | 660 |
| 10Х11Н20Т3Р | До 0.10 C; 11 Cr; 20 Ni; 2.6 Ti; 0.02 B | 700 | 850 | 400 | — | 700 | |
Легированные стали марок 15Х5М, 16Х11Н2В2МФ, 12Х18Н10Т, 37Х12Н8Г8МБФ используют, если температура эксплуатации будет 10000С и выше. Эти стали обладают еще более высокой окалиностойкостью.
| Рис. 2.13. Фотографии газовой турбины и реактивного двигателя, в конструкции которых применяются марки жаропрочных и жаростойких сталей. |
К жаростойким сталям относятся стали марок 12Х13, 08Х18Н10Т, 15Х25Т, 10Х23Н18, 08Х20Н14C2, 1Х12МВСФБР, 06Х16Н15М2Г2ТФР-ИД, 12Х12М1БФР-Ш. Из сталей перечисленных марок изготавливают паровые котлы, теплообменники, термические печи, а также аппаратуру, которая будет эксплуатироваться при высоких температурах в агрессивных средах.
Коррозионно-стойкие стали.
Коррозионно-стойкие стали — легированные стали, устойчивавые к коррозии на воздухе, в воде, а также в некоторых агрессивных средах (табл. 2.7, рис. 2.14.).
Коррозионно-стойкие стали по травиальной, сложившейся в практике номенклатуре называют также нержавеющими сталями. Термин «нержавеющие» нельзя признать полностью корректным, так как в агрессивных средах, при температурах выше эксплуатационных коррозионно-стойкие стали всёже подвергаются коррозии. Вместе с тем термин нержавеющая сталь очень широко используется и тому есть причины. В технически допустимых условиях эксплуатации скорость коррозии коррозионно-стойких сталей весьма мала и после многих лет эксплуатации внешний вид изделий из стали мало изменяется. По тексту используются оба термина коррозионно-стойкие стали и нержавеющие стали.
Основным легирующим элементом коррозионно-стойких сталей является хром (Cr), содержание которого может изменяться в пределах от 12 до 20 %. На поверхности коррозионно-стойких сталей образуется тонкая пленка нерастворимых окислов, которая препятствует разъеданию стали в условиях окружающей среды. При содержании 12% хрома нержавеющая сталь обладает высокой коррозионной стойкостью в обычных условиях и в слабоагрессивных средах, при 17% хрома — в более агрессивных окислительных и других средах, в частности в азотной кислоте. Кроме хрома в коррозионно стойкую сталь входят углерод (C), кремний (Si), марганец (Mn), сера (S) и фосфор (P). Для придания стали необходимых физико-механических свойств и коррозионной стойкости в нее также добавляют никель (Ni), титан (Ti), ниобий (Nb), кобальт (Co), молибден (Mo).
При содержании 12% хрома нержавеющая сталь обладает высокой коррозионной стойкостью в обычных условиях и в слабоагрессивных средах, при 17% хрома — в более агрессивных окислительных и других средах, в частности в азотной кислоте. Кроме хрома в коррозионно стойкую сталь входят углерод (C), кремний (Si), марганец (Mn), сера (S) и фосфор (P). Для придания стали необходимых физико-механических свойств и коррозионной стойкости в нее также добавляют никель (Ni), титан (Ti), ниобий (Nb), кобальт (Co), молибден (Mo).
Увеличение количества хрома в сплаве увеличивает устойчивость к коррозии. Добавление никеля и молибдена также способствует устойчивости стали к ржавчине. Никель добавляется для улучшения пластичности и вязкости сплава, повышает коррозионную стойкость, механическую прочность. Титан, ванадий, медь и неметаллы (углерод, азот и кремний) используются для улучшения структуры стали.
Высокоуглеродистая коррозионно-стойкая сталь содержит не менее 0,3% углерода. Чем выше содержание углерода, тем прочнее сталь.
Высокая прочность, коррозионная стойкость, эстетичность нержавеющей стали создают предпосылки для ее использования как материала для изготовления мебели, декоративных элементов и аксессуаров интерьера. В целлюлозно-бумажной промышленности из коорозионно-стойких сталей изготавливают оборудование целлюлозных и бумагоделательных заводов (табл. 2.7.).
Таблица 2.7.
Марки, состав, характеристики коррозионно-стойких сталей.
| Марки сталей | Содержание легирующих элементов, % | Характеристики | |||||||||
| ГОСТ | C | Mn | Si | Cr | Ni | Mo | Ti | ||||
| 12Х18Н9 | 0,12 | 2,0 | 0,75 | 18,0-19,0 | 8,0-10,0 | Сталь с низким содержанием углерода, аустенитная, незакаливаемая, устойчивая к воздействию коррозии, легко поддается сварке. | |||||
| 03Х18Н11 | 0,03 | 2,0 | 1,0 | 18,0-20,0 | 10,0-12,0 | Сталь аустенитная незакаливаемая, пригодная для сварных конструкций. Отличается высокой устойчивостью к воздействию межкристаллической коррозии. Отличается высокой устойчивостью к воздействию межкристаллической коррозии. | |||||
| 03Х17Н14М2 | 0,08 | 2,0 | 1,0 | 16,0-18,0 | 10,0-14,0 | 2,0-2,5 | Сталь аустенитная незакаливаемая, наличие молибдена делает ее особенно устойчивой к воздействию коррозии. Технические свойства при повышенной температуре гораздо лучше, чем у аналогичных сталей, не содержащих молибдена | ||||
| 08Х18Н10Т | 0,08 | 2,0 | 1,0 | 17,0-19,0 | 9,0-12,0 | 5хС-0,7 | Сталь хромоникелевая с добавкой титана, аустенитная, незакаливаемая, немагнитная, особенно рекомендуется для изготовления сварных конструкций, устойчива к коррозии. | ||||
| Рис. 2.14. Зеркальная скульптура из нержавеющей стали в Чикаго, храм в Таиланде. | |||||||||||
Области применения коррозионно-стойких сталей: машиностроение (катализаторы, выхлопные трубы), авиационно-космическая промышленность (оборудования авиалайнеров, космических кораблей), химическая промышленность (все емкости, баки, реакторы, выхлопные трубы), электроэнергетика, пищевая промышленность, медицина и здравоохранение (медицинские инструменты, оборудования). В строительстве и архитектуре нержавеющая сталь используется для отделки фасадов и интерьеров, а также в качестве материала для строительных конструкций и сооружений: противопожарные двери, бассейны, лифты. Сталь применяется также в отделке интерьеров, комбинируется с другими материалами – деревом, камнем, стеклом, пластиком.
В строительстве и архитектуре нержавеющая сталь используется для отделки фасадов и интерьеров, а также в качестве материала для строительных конструкций и сооружений: противопожарные двери, бассейны, лифты. Сталь применяется также в отделке интерьеров, комбинируется с другими материалами – деревом, камнем, стеклом, пластиком.
Резюме.
Содержание железа в земной коре составляет около 4,5%. Ниже температуры 911 °C железо существует в низкотемпературной модификации a-Fe, с объёмно-центрированной кубической элементарной ячейкой (ОЦК), а=0,286нм. От 911°C до 1392°C существует модификация g-Fe с гранецентрированной элементарной ячейкой (ГЦК), а=0.364нм. Температура плавления железа составляет 1539 °С.
В системе железо-углерод существуют следующие фазы: жидкий расплав, твердые растворы (феррит и аустенит), химическое соединение Fe3C (цементит), свободный углерод в виде графита. К структурным составляющим относят перлит и ледебурит, представляющие собой механические смеси сосуществующих фаз.
Сталь – сплав железа с углеродом, содержащий до 2.14 масс% углерода.В зависимости от химического состава различают стали углеродистые и легированные. По качеству стали подразделяют на стали обыкновенного качества, качественные, высококачественные, особовысококачественные. Элементы, специально вводимые в сплав с целью изменения его строения и свойств, называют легирующими, aданный сплав- легированным.
В изотермических режимах охлаждения получают фазово-зёренные структуры сталей: перлит, сорбит, тростит, бейнит, мартенсит. Выделяют четыре основных вида термической обработки сталей: отжиг, нормализация, закалка, отпуск.
Сведения по ряду важнейших сталей (инструментальные стали и твердые сплавы, жаростойкие, жаропрочные стали, нержавеющая сталь) – систематизированы.
Вопросы для самопроверки.
1. Какие элементарные ячейки имеют α-Fe, γ-Fe? В чём сходство и различие их элементарных ячеек?
2. В каких температурных интервалах стабильна модификация α-Fe?
3. Почему растворимость углерода в γ-Fe больше чем в α-Fe?
Почему растворимость углерода в γ-Fe больше чем в α-Fe?
4. Дайте определение каждой из фаз, образующихся в системе Fe – Fe3С?
5. В каких температурных интервалах существуют феррит и аустенит?
6. Каков фазовый состав перлита и ледебурита? Почему указанные двухфазные составы рассматривают как структурные составляющие диаграммы Fe – Fe3С?
7. Составьте уравнение фазового превращения, протекающего при эвтектоидном распаде аустенита?
8. Дайте определение сталям? Какие химические элементы и другие составляющие входят в состав сталей?
9. Приведите количественные характеристики, по которым стали классифицируют по содержанию углерода, легирующих элементов?
10. На основе, каких признаков стали классифицируют по качеству?
11. По каким группам поставляется потребителям сталь обыкновенного качества?
12. С какой целью проводят раскисление сталей?
13. Назовите пути попадания в стали постоянных примесей, и какое влияние они оказывают на свойства сталей?
14. Почему сера и фосфор относятся к вредным примесям? Какие свойства сталей зависят от содержания серы и фосфора?
Почему сера и фосфор относятся к вредным примесям? Какие свойства сталей зависят от содержания серы и фосфора?
15. В каком зёренном виде MnS содержится в сталях?
16. Почему металлические листы обшивки «Титаника» не выдержали столкновение со льдом айсберга?
17. Вследствие каких причин в материалах возникают тепловые и фазовые напряжения?
18. С какой целью проводят отжиг сталей?
19. Почему отжиг проводят только на 30 – 50 градусов выше температуры GSK?
20. В чём нормализация подобна отжигу и проводится вместо него?
21. Почему отжиг проводят при температурах на 30 – 50 градусов выше температур линии GSK, а нормализацию выше температур линии GSE?
22. Дамскую сталь получали охлаждением заготовки в бочку, над которой 3 дня держали чёрного козла. В чем данный процесс более эффективен, чем охлаждение в воду?
23. Закалку на какую фазу называют истиной закалкой?
24. Как изменяется размер и характер расположения в структуре матрицы зёрен цементита в ряду фаз перлит – сорбит – тростит?
25. В чём фазовый состав бейнита отличается от состава тростита?
В чём фазовый состав бейнита отличается от состава тростита?
26. Какие схожие элементы проявляются в фазовом составе бейнита и мартенсита?
27. В чём сущность мартенситного перехода?
28. Какую структуру имеет мартенсит? В чём структура мартенсита схожа и отлична от структуры феррита?
29. Какие процессы протекают в зернистой структуре металла при рекристаллизационном отжиге?
30. Чем отпуск отличается от отжига?
31. Какие процессы происходят в материале при низкотемпературном, среднетемпературном и высокотемпературном отпусках?
32. В каких формах легирующие элементы содержатся в сталях?
33. Какие основные легирующие элементы содержатся в нержавеющих сталях?
34. Какое влияние на свойства сталей оказывает их легирование вольфрамом? Как маркируются такие стали?
35. В чём различие свойств режущего инструмента изготовленного из углеродистых и легированных сталей?
36. К каким группам сталей относятся стали У12, 65, А11, 8Х4В9Ф2-Ш? Каков их химический состав, области применения?
37. На каких физико-химических основах создаются жаропрочные и жаростойкие стали?
На каких физико-химических основах создаются жаропрочные и жаростойкие стали?
38. Какими химическими элементами легируют жаропрочные стали, и какие свойства данных элементов определяют их использование для придания сталям жаропрочности?
39. Какие легирующие элементы определяют стабильность нержавеющей стали к окислению?
Глава 3. Чугуны.
До 40% веса всех машин мира
приходится на чугунные детали и узлы.
Цели и задачи.
Цель – разобраться, чем чугуны отличаются от сталей, уяснить определения чугунов, виды чугунов, их основные свойства, области применения.
Задачи:
— уяснять определение чугунов, химический и фазовый составы чугунов;
— выяснить в чём преимущества чугуна как конструкционного и функционального материала;
— в каких формах углерод содержится в чугунах;
— виды чугунов, их определения, формы зёрен свободного углерода в каждом из видов чугунов, маркировка, отличительные признаки;
— области применения различных марок чугунов, привести 10 известных Вам примеров чугунных изделий.![]()
Сплавы на основе кобальта
Сплавы на основе кобальта по жаропрочности несколько выше, чем сплавы на основе никеля. Наиболее распространенным деформируемым сплавом на основе кобальта является сплав ВК36А (ЭИ 416). Его используют для изготовления турбинных лопаток газотурбинных двигателей, работающих при температурах ~ 800 °С. После горячей деформации сплав имеет структуру твердого раствора (аустенит) и карбидов. В процессе термообработки сплав подвергается закалке на твердый раствор с последующим старением. Рекомендуемая термообработка: закалка с нагревом до температуры 1125 °С, выдержка 1 ч, охлаждение в воде, затем старение при температуре 800 °С, выдержка 20 ч с охлаждением на воздухе. Механичеcкие свойства после термической обработки: σв = 1200 МПа; σ0,2 = 800 МПа; δ ≤ 13 %; Ψ ≥ 10 %; ак = 0,5 кгс·м/см2.
Марки нержавеющей стали и их характеристики
Коррозионностойкими (нержавеющими) называют стали, которые, помимо железа, углерода и стандартных примесей, содержат легирующие элементы. Эти добавки придают устойчивость к коррозии – разрушению металла под влиянием негативных факторов (воздуха, воды, кислых и щелочных сред). Одна из опасностей коррозии – вероятность резкого ухудшения технических характеристик металла без внешних изменений. Основным компонентом в коррозионностойком сплаве является хром (содержание не менее 12%).
Эти добавки придают устойчивость к коррозии – разрушению металла под влиянием негативных факторов (воздуха, воды, кислых и щелочных сред). Одна из опасностей коррозии – вероятность резкого ухудшения технических характеристик металла без внешних изменений. Основным компонентом в коррозионностойком сплаве является хром (содержание не менее 12%).
Для справки! Легирующие элементы служат для повышения устойчивости к появлению и развитию коррозии и улучшения других свойств:
- хром – твердости;
- титан и молибден – прочности;
- никель – прочности, пластических свойств;
- марганец – твердости, износостойкости, сопротивления ударным воздействиям.
Расшифровка марок
Маркировка легированных сталей состоит из букв и цифр. В начале ставится двузначное число, которое характеризует количество углерода в сотых долях %. Далее следуют буквы русского алфавита, обозначающие определенный элемент:

После буквенного обозначения легирующего элемента в расшифровке идет число, обозначающее его содержание в нержавеющей стали, округленное до целого процента. Если такой цифры нет, то добавка в сплаве находится в пределах – 1-1,5 %.
Марки жаростойких и жаропрочных нержавеющих сталей
Жаростойкость, иначе называемая «окалиностойкость», – свойство металла противостоять газовой коррозии при высоких температурах в ненагруженном или малонагруженном состоянии.
Определение! Для повышения этой характеристики в состав сталей нержавеющих марок вводят хром, кремний и алюминий. Эти элементы, соединяясь с кислородом, образуют плотные структуры, повышающие устойчивость стали к температуре выше +550°C. Никель сам по себе на жаростойкость не влияет, но в сочетании с Cr, Al и Si повышает их эффективность.
Жаропрочные – это стали, которые функционируют при высоких температурах и нагрузках без склонности к кратковременной и длительной ползучести.
Таблица областей применения окалиностойких и жаропрочных сталей
| Тип | Марка | Температура, при которой начинается активная реакция с воздухом, °C | Области применения |
| Хромистые, окалиностойкие | Х18 | +850…+900 | Оборудование, изделия и конструкции, эксплуатируемые при T до +900°C без нагрузки |
| Высокохромистые, окалиностойкие | Х25Х25ТХ28 | +1100…+1150 | Металлоизделия, предназначенные для функционирования без нагрузки до T +1150°C, Х25Т – для производства термопар |
| Сильхромовые, окалиностойкие | Х25С3Н | +1100 | Для нагревательных агрегатов и нагревателей, работающих при температурах до +1100°C |
| Высоколегированные, окалиностойкие и жаропрочные | Х23Н18 | Нагружаемые изделия и конструкции, предназначенные для эксплуатации при T до +1000°C | |
| Х20Н35 | Металлопродукция, эксплуатируемая при T +1000°C |
Марки нержавеющей стали для изготовления дымоходов
При покупке модульных дымоходных систем необходимо узнать, из какой стали они изготовлены. В продаже можно встретить дымоходы, которые примерно в полтора раза дешевле, чем остальные изделия этой категории. При их производстве используется сталь AISI 201 (12Х15Г9НД). По международным стандартам, необходимо применять сталь марки AISI 321 (08Х18Н12Т), стоимость которой примерно в 2 раза превышает стоимость AISI 201. Визуально отличить AISI 201 от AISI 321 невозможно, к тому же оба сплава немагнитны. Различить их можно только путем проведения химического анализа.
В продаже можно встретить дымоходы, которые примерно в полтора раза дешевле, чем остальные изделия этой категории. При их производстве используется сталь AISI 201 (12Х15Г9НД). По международным стандартам, необходимо применять сталь марки AISI 321 (08Х18Н12Т), стоимость которой примерно в 2 раза превышает стоимость AISI 201. Визуально отличить AISI 201 от AISI 321 невозможно, к тому же оба сплава немагнитны. Различить их можно только путем проведения химического анализа.
Различия по химическому составу
| Марка | С | Mn | P | S | Si | Cr | Ni | Cu | Ti |
| AISI 201 | До 0,15% | 7-9,5 | До 0,1% | До 0,03% | До 1,0% | 13-18 | 0,3-3,0 | 0,5-2,5 | — |
| AISI 321 | До 0,08% | До 2,0 | До 0,05% | До 0,03% | До 1,0% | 17-19 | 9,0-12,0 | — | Min 0,5% |
Сталь марки AISI 201 имеет невысокие антикоррозионные характеристики, неустойчивость структуры, риск появления трещин при вытяжке. Ее применение приведет к скорому выходу дымохода из строя из-за быстро развивающейся коррозии. В основном эта сталь распространена в Китае и Индии.
Ее применение приведет к скорому выходу дымохода из строя из-за быстро развивающейся коррозии. В основном эта сталь распространена в Китае и Индии.
Известные зарубежные и добросовестные российские производители, помимо стали AISI 321, используют высоколегированные сплавы, стабилизированные Ti. Они отличаются кислото- и жаростойкостью. Использование для газоотводящих труб более дешевых сталей (AISI 409, AISI 430), не отвечающих требованиям по кислотостойкости, приводит к их выходу из строя вскоре после начала отопительного сезона.
Нержавеющие стали для пищевой индустрии
Коррозионностойкие стали незаменимы для отраслей промышленности, производящих оборудование, инструменты и посуду, предназначенные для контакта с пищевой продукцией. Их преимущества:
- Сопротивление различным видам коррозии – химической и электрохимической. В каждом конкретном случае необходимо подбирать марки, устойчивые к средам, с которыми они будут соприкасаться во время эксплуатации. Это – нормальные атмосферные условия, вода, соленая вода, кислые, щелочные, хлористые растворы.
- Хорошая обрабатываемость. Современные инструменты позволяют сваривать, резать, формовать и обрабатывать на токарных, фрезерных и сверлильных станках коррозионностойкие сплавы так же, как и «черные» стали.
- Соответствие санитарно-гигиеническим стандартам. Благодаря различным способам обработки – шлифованию, полировке до зеркального блеска – получают поверхность практически без пор и трещин, в которые могут проникать грязь и патогенные микроорганизмы.
- Хорошие механические характеристики. Благодаря ним, можно изготавливать изделия и конструкции меньшей толщины и массы без ухудшения технических свойств. Аустенитные стали более устойчивы к низким температурам, по сравнению с металлами общего назначения.
- Эстетика. Электрополировка, сатинирование и другие способы поверхностной обработки обеспечивают стильный вид продукции из «нержавейки».
Таблица свойств и областей применения нержавеющих сталей пищевых марок
| Марка стали по ГОСТу | AISI | Характеристики | Области применения |
| 304 | 08Х18Н10 | Хорошо сваривается, поддается электрополировке, сохраняет высокую прочность при нормальных и пониженных температурах, проявляет стойкость к интеркристаллитной коррозии | Оборудование, инструмент, технологические трубопроводы предприятий пищевой, нефтехимической индустрии, фармацевтики и медицины, для посуды, предназначенной для высокотемпературной обработки продуктов, не используется |
| 316 | 03Х17Н14М2 | Присутствие молибдена повышает технические характеристики сплава при высоких температурах | Установки, технологическое оборудование, емкости пищевой, химической промышленности |
| 321 | 12Х18Н10Т | Хорошая свариваемость, сохранение рабочих характеристик при температурах до +800°C | Оборудование для химической и нефтеперерабатывающей индустрии |
| 409 | 08Х13 | Характеристики удовлетворительные | Посуда и столовые приборы |
| 410 | 12Х13 | Жаропрочность, устойчивость только к средам слабой агрессивности | Оборудование для виноделия, емкости для спирта |
| 420 | 20Х13-40Х13 | Универсальность, пластичность, износостойкость, повышенная устойчивость к коррозии | Посуда, кухонные мойки |
| 430 | 08Х17 | Прочность, теплопроводность, хорошая обрабатываемость, устойчивость к коррозии | Посуда для термической обработки продуктов, в том числе паровой |
| 439 | 08Х13 | Возможность применения в различных эксплуатационных условиях | Сплав массового применения – производство холодильников, моек, стиральных машин |
Таблица сталей нержавеющих марок, применяемых в пищевой индустрии
| Отрасль | Марки |
| Молочные продукты – стерилизация и хранение продукта, сыроварение, цистерны для перевозки, производство мороженого и порошкового молока | Стали аустенитного класса – 304, 316, 321 |
Консервирование фруктов, производство соков. В таких отраслях сталь контактирует со средой, содержащей двуоксид серы В таких отраслях сталь контактирует со средой, содержащей двуоксид серы | Марки с содержанием молибдена |
| Приготовление супов и соусов (это агрессивные смеси с повышенной кислотностью, содержащие хлориды) | Молибденсодержащие марки |
| Хлебопечение, требования – гигиеничные, гладкие поверхности столов и смесительного оборудования | Аустенитные стали – 304, 316, 321 |
www.navigator-beton.ru
Украшение Пришитое К Платью 5 Букв Сканворд – Telegraph
👉🏻👉🏻👉🏻 ВСЯ ИНФОРМАЦИЯ ДОСТУПНА ЗДЕСЬ ЖМИТЕ 👈🏻👈🏻👈🏻
СВАРКА В СРЕДЕ АРГОНА — СВАРКА АЛЮМИНИЯ | НЕРЖАВЕЙКИ ТИТАНОВЫХ СПЛАВОВ
Самый востребованный металл в современном мире – это алюминий. Его исключительно низкий вес,
высокая теплопроводность позволили применить его в самых разнообразных отраслях. Но при всех
этих достоинствах, этот металл очень сложно варить. Поэтому, сварка аргоном — это самый лучший
вид сварки для этого металла.
Моя история сварщика началась в 2003 году на предприятии Сталт (ООО). Варил там корпуса приборов пожаротушения. В 2005 году пробовал свои силы на изотовлении контейнеров для электростанций на фирме Президент-Нева. Через год работы понял, что учился на сварщика TIG-сварки и надо что-то менять..
В 2006 году пришёл работать в ООО ТехноФлот сварщиком аргоно-дуговой сварки. Там получил бесценный опыт по изготовлению мебели из нержавеющей стали для кафе, баров, ресторанов, магазинов.
В 2009 годубыл принят на должность сварщика в ООО Омега ( Фабрика новогодних украшений). Там мной был приобретен опыт по сварке алюминия. Занимались там изготовлением облегченных металлоконструкций из алюминия (их можно встретить на улицах городов России в виде новогодних украшений).
Помимо основной деятельности, с 2009 года занимаюсь фрилансом в области сварки в среде аргона. За это время параллельно научился восстанавливать треснувшие запчасти авто/мото/вело — транспорта( диски, поддоны, трубки кондиционеров и др. )
)
В данный момент работаю выездным сварщиком. В числе моих постоянных клиентов такие крупные сети гипермаркетов, как Лента, Окей, Столовая №1 Копейка, ресторан Мансарда. Также автосервисы, шиномонтажи. На протяжении вот уже 8 лет являюсь сварщиком-ремонтником на Теплоходе Москвич-292. Владею профессиональным оборудованием : сварочным аппаратом фирмы Kemppi MasterTig MLS 2300ACDC и монтажный выездной аппарат Сварог.
P.S. Как итог моей трудовой деятельности — это огромный опыт работы по сварке в среде аргона различных изделий и конструкций от малых размеров до нестандартных. Буду рад решить и Вашу проблему, и видеть Вас в числе своих клиентов!
При сварке неплавящимся электродом зажигание дуги не происходит путем касания к изделию. Это обусловлено двумя причинами. Аргон имеет высокий потенциал ионизации, что сильно усложняет ионизацию дугового промежутка за счет возникновения искры между электродом и изделием. Кроме того, при касании вольфрамовый электрод загрязняется и начинает интенсивно оплавляться. Поэтому при таком способе сварки для зажигания дуги необходимо параллельное подключение к источнику питания специального устройства – осциллятора.
Поэтому при таком способе сварки для зажигания дуги необходимо параллельное подключение к источнику питания специального устройства – осциллятора.
Самый востребованный металл в современном мире – это алюминий. Его исключительно низкий вес, высокая теплопроводность позволили применить его в самых разнообразных отраслях. Но при всех этих достоинствах, этот металл очень сложно варить. Поэтому, сварка аргоном — это самый лучший вид сварки для этого металла.
Для сваривания алюминия промышленность придумала аппарат аргонодуговая сварка. Этот аппарат представляет собой гармоничное соединение электрической и газовой сварки. Благодаря такой сложности, можно добиться качественной сварки такого капризного материала как алюминий.
Аргонодуговая сварка — это сварка, с пременением защитного газа — аргона (в исключительных случаях аргон может быть заменен гелием) и, в качестве источника нагрева — электрической дуги.
Процесс, в ходе которого осуществляется сварка аргоном, основан на возникновении дуги между неплавящимся вольфрамовым электродом и свариваемым изделием. Электрод помещен в токопроводящем устройстве горелки и окружен керамическим соплом. Под воздействием электрической дуги происходит расплавление свариваемых кромок – образуется единая расплавленная ванна. Аргон нагнетается по токоведущему устройству и под его давлением вытесняется кислород, при этом сама сварочная ванна остаётся защищенной от окисления и азотирования. Благодаря тому, что электрическая дуга сжата и сконцентрирована на малой поверхности в зоне плавления достигается очень высокая температура (4000…6000°C). При этом виде сварки в дугу подаётся присадочный металл – присадочная проволока, технологически свариваемая с основным металлом. Подаваемый в зону дуги присадочный материал в электрическую цепь не включается. Полученный шов является единым целым со свариваемыми деталями, что гарантирует высокий уровень прочности, герметичности и долговечность изделия.
Электрод помещен в токопроводящем устройстве горелки и окружен керамическим соплом. Под воздействием электрической дуги происходит расплавление свариваемых кромок – образуется единая расплавленная ванна. Аргон нагнетается по токоведущему устройству и под его давлением вытесняется кислород, при этом сама сварочная ванна остаётся защищенной от окисления и азотирования. Благодаря тому, что электрическая дуга сжата и сконцентрирована на малой поверхности в зоне плавления достигается очень высокая температура (4000…6000°C). При этом виде сварки в дугу подаётся присадочный металл – присадочная проволока, технологически свариваемая с основным металлом. Подаваемый в зону дуги присадочный материал в электрическую цепь не включается. Полученный шов является единым целым со свариваемыми деталями, что гарантирует высокий уровень прочности, герметичности и долговечность изделия.
В ряде случаев при сварке алюминия и нержавеющих сталей применяется аргонная сварка с использованием плавящихся электродов. Правда, объем такого применения достаточно невелик.
Правда, объем такого применения достаточно невелик.
При сварке неплавящимся электродом зажигание дуги не происходит путем касания к изделию. Это обусловлено двумя причинами. Аргон имеет высокий потенциал ионизации, что сильно усложняет ионизацию дугового промежутка за счет возникновения искры между электродом и изделием. Кроме того, при касании вольфрамовый электрод загрязняется и начинает интенсивно оплавляться. Поэтому при таком способе сварки для зажигания дуги необходимо параллельное подключение к источнику питания специального устройства – осциллятора.
Через осциллятор идет передача на электрод высокочастотных высоковольтных импульсов, ионизирующих дуговой промежуток и
обеспечивающих после включения тока зажигание дуги. При работе на переменном токе после зажигания осциллятор переходит
в режим стабилизации и в дальнейшем передаёт импульсы только при смене полярности. Таким образом, обеспечивается устойчивое
горение и предотвращается деионизация дугового промежутка.
В случае, если сварка аргоном ведется на постоянном токе, количество тепла на катоде и аноде неравномерно. Так, например,
при силе тока до 300А на аноде выделяется до 70% тепла, а на катоде только 30%. Учитывая этот фактор, для достижения максимального
эффекта проплавления при минимальном разогреве электрода, почти всегда применяется прямая полярность. Исключение составляет алюминий.
Для более активной защиты металла и устранения пористости, иногда, используется аргон с добавкой 35% кислорода. Чистый аргон не обеспечивает
полной защиты от влаги, загрязнений и различных включений. А, химическая реакция кислорода с вредными примесями приводит к их выгоранию
либо превращению во всплывающие на поверхности сварочной ванны соединения, что и предотвращает пористость.
Работы, в которых используется сварка аргоном, могут проводиться как в ручном режиме – присадочный пруток и горелка находятся в руках сварщика,
так и в автоматическом – перемещение присадочной проволоки и горелки происходит без его непосредственного участия.
АРГОНОДУГОВАЯ СВАРКА — ПРОЦЕСС СЛОЖНЫЙ, ИМЕЮЩИЙ СВОИ НЕДОСТАТКИ И ДОСТОИНСТВА.
Так же, компания занимается другими металлами и сплавами, такими как:
Компания занимается ремонтом поломанных деталей транспортных средств, таких как:
Аргонно-дуговая сварка в ремонте автомобиля
Сварка аргоном (аргонодуговая) считается наиболее современной технологией, которая позволяет соединять детали из металлов (цветных и черных), а также их сплавов. Такой сварке поддается нержавеющая сталь, алюминий, чугун, титан, из которых выполняют большинство деталей автомобилей, например, картеры, диски, поддоны, радиаторы.
Так же, возможно изготовление металлоконструкций и мебели из нержавеющей стали(любой вид мебели).
Производится ремонт деталей для производственной техники на предприятиях.
Компания занимается любыми видами работ, начиная от ремонта, заканчивая изготовлением.
НАШИ ЦЕНЫ НА АРГОНОВУЮ СВАРКУ УДИВЯТ
ВЫЕЗД ЗА 15 МИНУТ, БЫСТРО И КАЧЕСТВЕННО
Я ОТВЕЧУ НА ЛЮБЫЕ ВОПРОСЫ СВЯЗАННЫЕ С АРГОНОВОЙ СВАРКОЙ, БЫСТРО ОЗВУЧУ ЦЕНУ И СРОК РАБОТ
Я МОБИЛЕН! ВСЕ ОБОРУДОВАНИЕ ДЛЯ КАЧЕСТВЕННОЙ СВАРКИ С СОБОЙ!
Адрес: Санкт-Петербург, ул. Ново-Никитинская 4
Ново-Никитинская 4
Тел: +7 904 559-36-85
Украшение, прикалываемое к платью — CodyCross
Решение этого кроссворда состоит из 6 букв длиной и начинается с буквы Б
Ниже вы найдете правильный ответ на Украшение, прикалываемое к платью, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
CodyCross Парк развлечений Rруппа 207
TOU LINK SRLS Capitale 2000 euro, CF 02484300997, P.IVA 02484300997, REA GE — 489695, PEC: Sede legale: Corso Assarotti 19/5 Chiavari (GE) 16043, Italia — Privacy Policy
Этот веб-сайт использует сторонние инструменты и устанавливает файлы cookie, необходимые для работы и целей, описанных в политике использования файлов cookie.
Салон Свадебных Платьев Изольда Липецк
Платье Для Беременных Санкт Петербург
Теплое Платье Миди
Домашние Платья Для Беременных
Платье Древних Греков 5 Букв Сканворд
Украшение, Прикалываемое К Платью — CodyCross ответы
Ответы на сканворд 21120 «Одноклассники»
Тканевое украшение одежды, 5 (пять) букв — Кроссворды и . ..
..
Плетеное украшение, 5 (пять) букв — Кроссворды и сканворды
Украшение стены или потолка, 5 букв — Кроссворды и сканворды
Помощник кроссвордиста — быстрый подбор слов
Камень для украшений, 5 (пять) букв — Кроссворды и сканворды
Ответы на сканворд 22487 «Одноклассники»
Плотно обхватывающее шею короткое ожерелье, 5 (пять) букв …
Гроздь винограда 5 букв
Украшение Пришитое К Платью 5 Букв Сканворд
Сплав цинка и меди 6 букв. Сплав цинка и меди, 6 букв, 6 буква «Ь», сканворд
Физико-химические свойства меди
В естественной среде (на воздухе) у меди яркий желто-красный оттенок. Этот цвет придает металлу оксидная пленка, образующаяся на его поверхности. Чистый металл – это довольно мягкий материал, он легко подвергается прокату и вытяжке. Но использование при его получении определенных примесей позволяет увеличить ее твердость и изменить другие параметры.
Плотность этого материала равна 8890 кг/ м3, температура плавления лежит в пределах 1100 °C.
Ключевым свойством, которое определило применяемость в быту и производстве. Кроме высокой электропроводимости меди свойственна высокая теплопроводности. Использование таких примесей, как железо, олово и некоторые другие оказывают существенное влияние на ее свойства.
Кроме названных параметров, у меди высокая температура плавления и кипения. Медь обладает высокой стойкостью к воздействию коррозии.
Медь в природе
Физические параметры меди позволяют получать из нее различную продукцию, например, проволоку толщиной в несколько микрон.
Медь и ее соединения нашли свое применение, в первую очередь, в электротехнической промышленности, впрочем без нее вряд ли обойдется любая другая область промышленности.
Область применения
Конечно же, использование бронзы не теряет своей популярности и в наше время. Сувенирная продукция, декоративные предметы интерьера, украшения на ворота и калитки… Кроме того, сплав применяют для изготовления фурнитуры (ручки, петли, замки) и сантехники (краны, фитинги, прокладки, смесители). В промышленных сферах бронза также имеет обширные области использования. Так, литейный сплав используют для изготовления подшипников, уплотнительных колец, втулок.
В промышленных сферах бронза также имеет обширные области использования. Так, литейный сплав используют для изготовления подшипников, уплотнительных колец, втулок.
На широкое применение бронзы особенно влияют её коррозионные свойства. По этой причине её используют для изготовления деталей механизмов, работающих при постоянном контакте с водой. Высокая упругость сплава позволяет изготавливать из него пружины и части контрольно-измерительной аппаратуры.
Медь и ее сплавы как источник цветного вторичного металла
На практике существует два типа сплавов – латунь и бронза. Между тем их можно разделить еще на несколько групп.
Бронза с большим содержанием алюминия. Ее применяют для изготовления деталей, которые работают под воздействием высоких температур и в агрессивных средах, например, морской воде.
Бронза со свинцом – это материал, обладающий высокими антифрикционными свойствами, и это широко применяется в промышленности.
Добыча цветных металов – это дорогостоящее предприятие и поэтому, многие детали и узлы производят из вторичного металла.
То есть существует множество пунктов приема вторичного сырья. Они специализируются на утилизации лома медного сплава и передаче его на заводы по производству цветного металла. Такой подход в итоге позволяет замещать множество изделий, для изготовления которых идет добытая медь и соединения полученные из нее.
Источники меди для вторсырья
Экономия ресурсов – важная экологическая и технологическая задача. Медь – слишком ценный элемент, чтобы запросто им разбрасываться. Поэтому при утилизации бытовых устройств и приборов (телевизоров, холодильников, компьютерной техники) нужно срезать все медь содержащие элементы и сдавать их на пункты сбора вторсырья. На производствах должен быть организован централизованный сбор списанных силовых кабелей и трансформаторов, электродвигателей, прочих медь содержащих деталей и устройств. Определённое содержание меди есть в испорченных люминесцентных лампах, что тоже стоит учитывать при утилизации.
Медь и медные сплавы, освоенные человечеством на самой заре цивилизации, остаются востребованными материалами и в технологическую эпоху, основу которой составляет железо. Современное промышленное производство невозможно себе представить без использования цветных металлов. В дальнейшем потребность в меди её сплавах будет только расти, поэтому очень важно относиться к данным материалам экономно и использовать их рационально.
Современное промышленное производство невозможно себе представить без использования цветных металлов. В дальнейшем потребность в меди её сплавах будет только расти, поэтому очень важно относиться к данным материалам экономно и использовать их рационально.
Оцените статью:
Рейтинг: 0/5 — 0 голосов
Латунь
При введении в расплав меди цинка, получают сплав под названием латунь. Существует двухкомпонентная латунь, в нем содержаться только медь и цинк. Кроме нее промышленность выпускает специальные сплавы, в состав которых входят многочисленные легирующие элементы.
Применение цинка, как компонента сплава существенно повышает прочностные параметры меди. Максимальной пластичности достигает латунь, в состав которой входит порядка 40% цинка.
Большая часть произведенной латуни, используют для производства катаных изделий – труб, листа, проволоки и многих других.
Латунь
При маркировке латуни используют набор букв и цифр. Буква Л, говорит о том, что это латунь. Затем следует набор символов, показывающий какие материалы, входят в состав этого сплава. Надо отметить, то, что содержание цинка не показывается. Для того, что бы его узнать, надо из 100% отнять, входящее в медный сплав количество основного материала и других элементов. Например, латунь Л90, содержит в себе 90% меди, а остальное составляет цинк.
Затем следует набор символов, показывающий какие материалы, входят в состав этого сплава. Надо отметить, то, что содержание цинка не показывается. Для того, что бы его узнать, надо из 100% отнять, входящее в медный сплав количество основного материала и других элементов. Например, латунь Л90, содержит в себе 90% меди, а остальное составляет цинк.
Если сравнивать характеристики латуни и меди, то надо отметить, что у латуни более высокие прочностные параметры, она отличается стойкостью к воздействию коррозии.
По технологическому предназначению из разделяют на литейные и те, которые обрабатывают под давлением. Последние называют деформируемыми.
Основные факты
Медь является очень важным материалом для человека. Первыми орудиями труда у людей были именно медные изделия. Раньше обработка металла производилась холодным методом, что подтверждают различные археологические находки на территории Северной Америки. Еще до приезда Колумба индейцы сохранили такие традиции. Установлено, что еще 7 000 лет назад человек добывал и использовал медную руду. Именно благодаря его податливости он стал очень популярным.
Медь имеет красноватый оттенок за счет небольшого количества кислорода в составе. Если полностью исключить этот элемент, то оттенок будет желтоватым. Если начистить медь, то она будет иметь яркий блеск. Чем больше будет валентность, тем слабее оттенок. К примеру, медные карбонаты обычно имеют зеленый либо синий цвет.
После серебра медь является вторым металлом, который обладает хорошей электропроводностью. Из-за этого он активно применяется в электронике. Медь плохо реагирует на кислород. Она покрывается пленкой из-за окисления на свежем воздухе.
Медный оксид можно получить, если прокалить медь, гидрокарбонат или нитрат на воздухе. Это соединение способно окисляюще воздействовать на соединения органического характера.
Если растворить медь в серной кислоте, то выходит медный купорос. Его применяют в химической промышленности, а также использует в качестве профилактики вредителей урожая.
В зависимости от влияния примесей на характер общего медного сплава можно выделить 3 основные группы.
- К первой относятся те соединения, которые вместе с медью создают твердые вещества. Это касается мышьяка и сурьмы. Сюда же относятся железо, цинк, никель, олово, алюминий, фосфор и прочие.
- Вторую группу составляют соединения, которые практически не растворяются в меди. Примером является висмут, свинец и прочие. Из-за них обработка посредством давления затруднена. На способность к электропроводности это практически не влияет.
- Третья группа — это сера и кислород. Вместе с медью они создают химические соединения, которые отличаются своей хрупкостью.
Бронза
Так называют сплав меди и олова. Кроме последнего в бронзу могут входить алюминий, кремний, свинец и многие другие вещества. Сплавы этого типа можно разделить на те, которые обрабатывают под давлением и литьем.
Маркировка этого медного сплава выполняется следующим образом – Бр, обозначает бронзу, затем идут буквенно-цифровые обозначения, показывающие содержание других элементов смеси.
Бронза
Производители выпускают оловянистые бронзы, то есть выполненные с большим содержанием олова. И те, которые получены без его участи. Сплав меди с оловом может использоваться при производстве вкладышей для подшипников скольжения.
Популярные сплавы меди
В качестве легирующего компонента в сплавах меди обычно применяется фосфор, золото, цинк и марганец. Их концентрация обычно составляет меньше 10%. Исключением является только латунь. Такая доля зависит от того, какие свойства сплавов требуются, а также учитывается его назначение.
Вот основные разновидности сплавов меди:
- Смесь с оловом. Она считается одной из самых первых, которые были открыты. Еще в Древней Греции активно применялась для создания шедевров, которые на данный момент являются ценностью для людей. Сегодня процесс создания такого сплава значительно улучшен. Используются электрически печи дугового типа. Для защиты от окисления задействован вакуум. Сплав закаливают, чтобы увеличить его прочность и пластичность.
- Алюминиевая бронза. Этот сплав меди и алюминия может деформироваться. Практически не подвержен коррозии. Его применяют обычно для создания деталей, которые будут подвергаться высокотемпературному воздействию.
- Смесь меди со свинцом. Этот материал отличается антифрикционными свойствами. За счет добавления свинца значительно увеличен показатель прочности.
- Латунь. Это сплав из 2 либо 3 компонентов.
- Нейзильбер — сплав на основе меди, причем добавлен никель — примерно от 6 до 34%. Еще в состав включен цинк. Стоимость такого материала меньше, чем у мельхиора, однако по внешним данным, характеристикам и свойствам они идентичные.
- Смесь меди и железа. Это возможно благодаря тому, что оба материала обладают схожими химическими показателями, но при этом температура плавления у них разная, так что выходит пористый сплав.
Сплавы с медью используют во многих отраслях промышленности
Сплавы на основе меди применяются в промышленности. Трудно найти хотя бы одну отрасль, где бы ни задействовали медь для производства различных деталей. В чистом виде металл используется в коммуникациях электротехнического типа. Камеры теплообмена, трубопровод, вакуумные механизмы на 1/3 состоят из этого металла.
Сплавы активно применяются в производстве автомобилей и сельскохозяйственного оборудования. Благодаря высокой резистентности к коррозии сплавы меди применяют для производства аппаратуры в химической отрасли. Смесь свинца и меди используется в создании техники сверхпроводникового типа.
Когда нужно сделать детали со сложным узором, то требуется сплав, обладающий пластичностью и вязкостью. Этим критериям соответствует мягкая медь. Из нее можно сделать любые шнуры и детали. Проволока хорошо гнется. К тому же ее можно соединять (паять) с серебряными и золотыми поверхностями. Сплавы меди отлично взаимодействуют с эмалью. Такая поверхность долго будет сохраняться, она не отслоится, не растрескается.
Бронза как сплав меди
Бронза как сплав меди активно используется в жизни человека
Медь и сплавы на ее основе очень разнообразны. Одним из ярких примером является бронза. Это смесь из меди, кремния, алюминия, бериллия и прочих элементов (исключением является только цинк). Марка заключается в символе Бр и других буквах, которые указывают на легирующее вещество. Затем пишется цифра, которая указывает на их пропорции. К примеру, марка БрОЦС4-4-2,5. Такой набор символов означает, что бронза содержит 4% олова, столько же цинка и 2,5% свинца. Всем остальным является уже медь.
Существует классификация по содержанию дополнительных веществ в общем сплаве. Выделяют бронзу оловянного и безоловянного типа. Последняя имеет подвиды. Характеристики бронзы:
- Оловянная. Эта смесь с оловом имеет высокий показатель резистентности к коррозии, имеется еще и антифрикционный эффект. Благодаря этому материал часто используется в химической отрасли. Это обычно смесь с никелем. Еще могут добавлять фосфор и цинк. Последнего материала добавляют не более 10%. Благодаря этому сплав по цене недорогой, но его характеристики не изменяются. Благодаря последним двум элементам улучшается антифрикционное действие. БрОц4–5 задействуют в производстве пружин. Это касается деформируемых бронз. Относительно литейных бронз, то обычно их применяют для арматуры, антифрикционных изделий. К примеру, это БрО4Ц4С17, БрО5ЦНС5, БрО3Ц12С5.
- Алюминиевая. Обладает хорошей сопротивляемостью коррозии в соленой воде и климатических условиях тропиков. Если бронза 1-фазная, то она отличается хорошей гибкостью и применяется для штамповки глубокого типа. Если бронза 2-фазная, то ее подвергают деформации горячего типа либо используют для фасонного литья. По литейным характеристикам алюминиевая бронза уступает оловянной, но благодаря ей получаются более плотные изделия. Примерами алюминиевой бронзы является БрАЖН10-4-4, БрА10Ж3Мц2.
- Кремнистые. За счет добавления кремния (не более 3,5%) материал становится прочнее и эластичнее. За счет никеля и марганца улучшаются коррозионные и механические показатели. Такую бронзу легко обрабатывать с помощью резания, давления и сварки. За счет упругости, механических характеристик и устойчивости к коррозии кремнистые бронзы применяются для создания пружинящих изделий различных приборов, в том числе и радиооборудования. Причем детали устанавливают в аппаратуру, которая будет работать в агрессивных условиях — морская вода, температура до 2 500°С. Примером кремнистой бронзы является БрКМц3–1.
- Бериллиевые. Эти сплавы отличаются тем, что они упрочнены за счет температурной обработки. Обладают высокой характеристикой к временному сопротивлению, хорошими пределами текучести, упругостью. Имеет устойчивость к коррозии. Подвергаются резанию и сварке. Активно используются для создания пружин, мембран и прочих деталей, которые будут работать на износ. Элементы обычно используются для приборов электронной техники. Примером бериллиевой бронзы является БрБ2.
- Свинцовые. В жидкой меди свинец почти не растворяется. После того как сплав затвердеет, он будет состоять их отдельных кристаллов меди и свинца. Благодаря такой необычной структуре имеются антифрикционные свойства. Из-за этого такие сплавы применяются для создания подшипников и вкладышей, которые будут работать с высокими показателями скорости и давления. Теплопроводность бронзы БрС30 в 4 раза больше, чем у оловянных сплавов. Благодаря этому она хорошо убирает нагревание, которое возникает из-за сильного трения. Довольно часто в свинцовые сплавы добавляют олово и никель, чтобы улучшить коррозионные и механические характеристики.
Все эти разновидности бронзы активно применяются в промышленности и других отраслях.
Внимание: латунь
Под латунью понимают смесь из меди и цинка, причем последнего компонента может быть от 5 до 44%. Если в состав включен еще и цинк (от 5 до 20%), то такая латунь называется красной либо томпаком. Если содержание цинка от 20 до 35%, то латунь называется желтой. Латунь, где концентрация цинка более 45%, редко применяется на практике.
Классификация латуни следующая:
- Двухкомпонентная. Еще ее называется простой. Входит только медь, цинк и небольшое количество примесей.
- Многокомпонентная — специальная. Кроме цинка и меди в состав включены другие легирующие компоненты.
Марка латуни обозначается как буква Л и двузначное число, которое указывает на долю меди. К примеру, если марка латуни Л80, то содержание меди составляет 80%, а цинка — 20%.
Томпак может обозначаться как Л96. Тогда содержание меди составляет примерно 95-96%. Еще томпак может обозначаться как Л90. В это случае мед содержится примерно 88–91%. В обоих случаях допускается не более 0,2% примесей.
Полутомпак обозначается как Л85. Это означает, что меди в нем будет от 84 до 86%. Если полутомпак записан как Л80, то содержание меди составит от 79 до 81%. В обоих случаях допускается содержание примесей не более 0,3%.
Латунь обозначается еще как Л70. В этом случае меди будет примерно 69–72%, примесей разрешено не более 0,2%. Если марка Л68, то концентрация основного вещества — от 67 до 70%, а примесей допускается не более 0,3%. Марка Л63 предполагает, что содержание меди составит от 62 до 65%, а примесей может быть до 0,5%. Если записана марка Л69, то основного компонента будет от 59 до 62%, причем примесей — не более 1%.
Латунь 2-компонентного типа довольно просто подвергается давлению. Обычно из нее делают изделия в виде труб, листов и прочего. Латунные детали могут растрескиваться из-за большого внутреннего напряжения. Когда они долго хранятся на открытом воздухе, то появляются трещины, которые могут располагаться как по ширине, так и по длине. Чтобы предотвратить это, нужно воспользоваться низкотемпературным воздействием (температура 200–300°С).
А вот марок латуни поликомпонентного типа намного больше, чем 2-компонентного. В обозначения сначала пишется Л. Потом записаны буквы, указывающие на легирующие компоненты, которые включены в состав вещества помимо цинка. После этого идет дефис и записываются числа. Первая цифра указывает на концентрацию основного вещества (в процентах). Все остальные — это доли легирующих веществ. Их последовательность будет такой же, как и в части с буквенными обозначениями. Сначала записываются те элементы, доля которых больше. К примеру, если марка записана как ЛАЖМц66-6-3-2, то это означает, что меди содержится 66%, алюминия — 6%, железа — 3% и марганца — 2%.
Для информации
Основные легирующие вещества в латуни многокомпонентного типа следующие:
- Марганец. Он применяется для улучшения прочности готового изделия. Повышается устойчивость к коррозии. Особенно это касается сочетания с железом. Еще это подходит для олова и алюминия.
- Олово. Тоже используется для улучшения прочности. Еще конечное вещество будет отличаться высокой устойчивостью к коррозии, особенно в соленой воде. Такие материалы, которые имеет включения олова, часто именуются еще морскими.
- Никель. Это вещество тоже улучшает прочность и добавляет устойчивость к коррозии, причем в различных условиях.
- Свинец. Из-за него ухудшаются механические характеристики, но при этом улучшается способность к обработке посредством резания. Обычно добавляют немного — содержание в латуни не более 1–2%. Это используется для деталей, которые будут подвергаться обработке на станках. Вот почему такую латунь еще именуют автоматной.
- Кремний. Из-за него твердость материала ухудшается, как и прочность. Но если добавлять сразу и кремний, и свинец, то антифрикционные свойства увеличиваются. Такой латунью можно будет заменить бронзу, которая применяется в подшипниках и считается более дорогой по цене.
Латунь — один из популярных металлов используемых в промышленности
Маркировка по ГОСТ
Медные сплавы подразделяют в соответствии со своими техническими характеристиками:
- литейные;
- деформируемые;
- термически упрочняемые;
- термически неупрочняемые.
Скачать ГОСТ 3297-2013
Латунь обозначают буквой Л, бронзы – Бр. Затем следуют буквы, которые показывают наличие других химических веществ. Например, Мц – обозначает наличие марганца, С – свинец и пр. Цифры, которые идут далее сообщают о процентном содержании примесей в сплаве.
Группы металлов
К тяжелым металлам относятся вещества, которые отличаются высокой плотностью. Это кобальт, хром, медь, свинец и др. Некоторые из них (свинец, цинк, медь) применяют в чистом меде, но обычно используют в качестве легирующих элементов.
Плотность легких металлов — менее 5 г/см3. В этой группе относятся алюминий, натрий, калий, литий и др. Их используют как раскислители при изготовлении чистых металлов и сплавов, а также применяют в пиротехнике, медицине, фототехнике и других областях.
Благородные металлы отличаются высокой устойчивостью к коррозии. В данную группу входят платина, золото, серебро, осмий, палладий, родий, иридий и рутений. Они применяются в медицине, электротехнике, приборостроении, ювелирном деле.
Редкие металлы объединены в отдельную группу, так как имеют особые свойства, не характерные для других металлов. Это уран, вольфрам, селен, молибден и др.
Также выделяется группа широко применяемых металлов. В нее входят титан, алюминий, медь, олово, магний и свинец.
Сплавы на основе цветных металлов бывают литейные и деформируемые. Они различаются технологией создания заготовок: из литейных производят детали с помощью литья в металлические или песчаные формы, а из деформируемых делают листы, фасонные профили, проволоку и другие элементы. В этом случае используются методы прессования, ковки и штамповки. Литейные сплавы относятся к металлургии тяжелых металлов, деформируемые — к металлургии легких металлов.
История появления и применения
Латунь известна с начала новой эры и впервые была получена в Римской империи, но также применялась в Индии и Китае. Позже в Европе был утерян способ выплавки цинка, потому долгое время металл завозился с Азии. Добыча цинка в Европе возобновилась с 16 века, а выплавка латуни — с 19 века. Благодаря археологическим раскопкам известно, что латунь широко использовалась для изготовления ювелирных изделий, поскольку она имеет характерный жёлтый цвет золота и носит название «поддельное золото». С развитием металлургии сплав расширил свою сферу применения, что было обеспечено регулированием характеристик металла разнообразным соотношением его компонентов.
Физические свойства [ править | править код ]
- Плотность — 8500—8700 кг/м³.
- Удельная теплоёмкость при 20 °C — 0,377 кДж·кг −1 ·K −1 .
- Удельное электрическое сопротивление — (0,07-0,08)⋅10 −6 Ом·м .
- Не является ферромагнетиком
- Температура плавления латуни в зависимости от состава достигает 880—950 °C. С увеличением содержания цинка температура плавления понижается. Латунь достаточно хорошо сваривается различными видами сварки, в том числе газовой и дуговой в среде защитных газов, и прокатывается. Технологии сварки латуни описаны в соответствующей литературе. Хотя поверхность латуни, если не покрыта лаком, чернеет на воздухе, но в массе она лучше сопротивляется действию атмосферы, чем медь. Имеет жёлтый цвет и отлично полируется.
- Висмут и свинец имеют вредное влияние на латунь, так как уменьшают способность к деформации в горячем состоянии. Тем не менее легирование свинцом применяют для получения сыпучей стружки, что облегчает её резку [7] .
Получение цинка
Первый – электролитический, основывается на обработке оксида цинка серной кислотой. В результате этой реакции образовывается сульфатный раствор, который очищают от примесей и подвергают электролизу. На алюминиевых катодах осаживается цинк, который затем плавят в индукционных печах. Чистота цинка, полученного таким образом, составляет около 99,95%.
Второй способ, наиболее давний – дистилляционный. Концентраты нагревают до очень высокой температуры (около 1000°С), выделяются пары цинка, которые путем конденсации оседают на глиняных сосудах. Но этот способ не дает такой чистоты, как первый. В полученных парах содержится около 3% различных примесей, включая такой ценный элемент, как кадмий. Поэтому дальше Zn очищают ликвацией. При температуре 500°С его отстаивают некоторое время и получают чистоту 98%. Для дальнейшего изготовления сплавов этого достаточно, ведь потом цинк все равно легируют этими же элементами. Если этого недостаточно, применяют ректификацию и получают цинк с чистотой 99,995%. Таким образом, оба способа позволяют получить высокочистый цинк.
История открытия
История сплавов алюминия с медью начинается с опытов Х. Эрстеда в 1825 году, когда он хотел получить чистый Al методом электролиза. В действительности он получил некий состав, в который входили и другие элементы, участвующие в эксперименте.
Дальнейшие опыты по открытию чистого алюминия провёл Ф. Велер в 1827 году, когда получил 30 грамм порошка Al, а в 1845 году — расплавленные шарики. Однако метод получения был слишком трудоёмким и требовал усовершенствования.
В 1856 году А. Девиль разработал со своей исследовательской группой промышленный метод получения алюминия и открыл первое его массовое производство. В 1886 году П. Эру и Ч. Холл открыли электролитический способ, который оказался дешевле и эффективнее химического.
С 1888 по 1895 в Нейгаузене (Швейцария) открываются предприятия по массовому производству Al.
В 1906 году А. Вильм на собственном предприятии начинает разрабатывать высокопрочные алюминиево-медные сплавы. Путем опытов он получил образец, который обладал свойством самоупрочнения. Его производство было продолжено в 1911 году в Германии.
Массовые исследования сплавов пришлись на период с 1920 по 1940 год в СССР, Германии, США. Стали явно разделяться два направления экспериментов — изучение чистых и легированных составов.
Достоинства и недостатки
Основные преимущества:
- высокая прочность, пластичность;
- хорошая обрабатываемость —резание, штамповка, ковка, вытяжка, литьё;
- сохранение механических свойств до температуры +1750С;
- сверхпроводимость, позволяющая использовать образцы в научных исследованиях или применять в инновационных разработках;
- высокая коррозионная стойкость;
- возможность эксплуатации в деталях конструкций с повышенной взрывоопасностью;
- химическая нейтральность;
- простота сварки.
Основным недостатком является низкая коррозионная стойкость.
После закалки некоторое время сплав имеет отличную пластичность и ему можно придавать необходимую форму. Чтобы избежать чрезмерного образования дислокаций, требуется прогрев до +3500С с последующим остыванием в воздушной среде.
Цинк и его сплавы
Цинк — цветной металл серо-голубоватого оттенка. В системе Д. И. Менделеева обозначается символом Zn. Он обладает высокой вязкостью, пластичностью и коррозионной стойкостью. Важные свойства металла:
- Небольшая температура плавления — 419 °С.
- Высокая плотность — 7,1 г/см3.
- Низкая прочность — 150 МПа.
В чистом виде цинк используется для оцинкования стали с целью защиты от коррозии. Применяется в полиграфии, типографии и гальванике. Его часто добавляют в сплавы, преимущественно в медные.
Существуют следующие марки цинка: ЦВ00, ЦВ0, ЦВ, Ц0А, Ц0, Ц1, Ц2 и Ц3. ЦВ00 — самая чистая марка с содержанием цинка в 99,997%. Самый низкий процент чистого вещества в марке Ц3 — 97,5%.
Деформируемые цинковые сплавы
Деформируемые сплавы цинка используются для производства деталей методами вытяжки, прессования и прокатки. Они обрабатываются в горячем состоянии при температуре от 200 до 300 ?С. В качестве легирующих элементов выступают медь (до 5%), алюминий (до 15%) и магний (до 0,05%).
Деформируемые цинковые сплавы характеризуются высокими механическими свойствами, благодаря которым часто используются в качестве заменителей латуней. Они обладают высокой прочностью при хорошей пластичности. Сплавы цинка, алюминия и меди наиболее распространены, так как они имеют самые высокие механические свойства.
Литейные цинковые сплавы
В литейных цинковых сплавах легирующими элементами также выступают медь, алюминий и магний. Сплавы делятся на 4 группы:
- Для литья под давлением.
- Антифрикционные.
- Для центробежного литья.
- Для литья в кокиль.
Слитки легко полируются и принимают гальванические покрытия. Литейные цинковые сплавы имеют высокую текучесть в жидком состоянии и образуют плотные отливки в застывшем виде.
Литейные сплавы получили широкое применение в автомобильной промышленности: из них делают корпуса насосов, карбюраторов, спидометров, радиаторных решеток. Сплавы также используются для производства некоторых видов бытовой техники, арматуры, деталей приборов.
В России цветная металлургия — одна из самых конкурентоспособных отраслей промышленности. Многие отечественные компании являются мировыми лидерами в никелевой, титановой, алюминиевой подотраслях. Эти достижения стали возможными благодаря крупным инвестициям в цветную металлургию и применению инновационных технологий.
Медь относят к цветным металлам. Он обладает высокими показателями тепло- и электропроводимости. Она подлежит обработке всеми традиционными технологиями – литье, давление, точение и пр.
Производители выпускают 11 марок чистого металла. Для ее получения используют медный колчедан и некоторые другие руды. На основании этого цветного металла разработано и производится большое количество соединений.
Где применяют сплав
Применение конструкций из алюминиево-медных сплавов:
- пищевая промышленность;
- автомобиле-, корабле- и самолётостроение;
- отделочные декоративные материалы;
- для защиты металлических изделий от коррозии;
- в электротехнике — радиоэлементы, высоковольтные линии передач, кабеля;
- в качестве отражателей света в лампах;
- для изготовления дорожных знаков, указателей, таблиц.
Изделия из сплава
Магний и его сплавы
Магний — цветной металл, который имеет серебристый оттенок и обозначается символом Mg в периодической системе.
Важные свойства магния:
- Температура плавления — 650°С.
- Плотность — 1,74 г/см3.
- Твердость — 30-40 НВ.
- Относительное удлинение — 6-17%.
- Временное сопротивление — 100-190 МПа.
Металл обладает высокой химической активностью, в атмосферных условиях неустойчив к образованию коррозии. Он хорошо режется, воспринимает ударные нагрузки и гасит вибрации. Так как магний имеет низкие механические свойства, он практически не применяется в конструкционных целях, зато используется в пиротехнике, химической промышленности и металлургии. Он часто выступает в качестве восстановителя, легирующего элемента и раскислителя при изготовлении сплавов.
При маркировке используются буквы Мг с цифрами, которые обозначают процентное содержание магния. Например, в марке Мг96 содержится 99,96% магния, а в Мг90 — 99,9 %.
Сплавы на основе магния характеризуются высокой удельной прочность (предел прочности — до 400 МПа). Они хорошо режутся, шлифуются, полируются, куются, прессуются, прокатываются. Из недостатков магниевых сплавов — низкая устойчивость к коррозии, плохие литейные свойства, склонность воспламеняться при изготовлении.
Деформируемые сплавы магния
Наиболее распространены три группы сплавов на основе магния.
Сплавы магния, легированные марганцем
Содержат до 2,5% марганца, не упрочняются термической обработкой. У них хорошая коррозионная стойкость. Так как эти сплавы легко свариваются, они применяются для сварных деталей несложной конфигурации, а также для деталей арматуры, масляных и бензиновых систем, которые не испытывают больших нагрузок. Среди данной группы — сплавы МА1 и МА8.
Читать также: Оборудование для упаковки брикетов
Сплавы системы Mg-Al-Zn-Mn
В состав этих сплавов, помимо магния и марганца, входят алюминий и цинк. Они заметно повышают прочность и пластичность, благодаря чему сплавы подходят для изготовления штампованных и кованых деталей сложных форм. К этой группе относятся марки МА2-1 и МА5.
Сплавы системы Mg-Zn
Сплавы на основе магния и цинка дополнительно легируются кадмием, цирконием и редкоземельными металлами. Это высокопрочные магниевые сплавы, которые применяются для деталей, испытывающих высокие нагрузки (в самолетах, автомобилях, станках и др.). К данной группе относятся сплавы марок МА14, МА15, МА19.
Литейные сплавы магния
Самая распространенная группа литейных магниевых сплавов относится к системе Mg-Al-Zn. Эти сплавы практически не поглощают тепловые нейтроны, поэтому широко применяются в атомной технике. Из них также делают детали самолетов, ракет, автомобилей (двери кабин, корпуса приборов, топливные баки и др.). Сплавы магния, цинка и алюминия используют в приборостроении и в изготовлении кожухов для электронной аппаратуры. К данной группе относятся марки МЛ5 и МЛ6.
Высокопрочные литейные магниевые сплавы отличаются лучшими механическими и технологическими свойствами. Они применяются в авиации для изготовления нагруженных деталей. К данной группе относятся сплавы МЛ12 (магний, цинк и цирконий), МЛ8 (магний, цинк, цирконий и кадмий), МЛ9 (магний, цирконий, неодим), МЛ10 (магний, цинк, цирконий, неодим).
Занимательная сварка «Серия кроссвордиков о сварке» Люблю тебя моя профессия!!!
Управление образования и науки Липецкой области
Государственное (областное) бюджетное образовательное учреждение
начального профессионального образования
ПРОФЕССИОНАЛЬНЫЙ ЛИЦЕЙ №10 г. ЛИПЕЦКА
КРОССВОРД ПО ПМ 01 Подготовительно-сварочные работы.
по профессии
150709.02 Сварщик (электросварочные и газосварочные работы)
РАЗРАБОТАЛ МАСТЕР П/О:
ПОНОМАРЕНКО
С. А.
ЛИПЕЦК 2013
Кроссворд ПМ -1 — на тему «Общие сведения»
| ||
| ||
По горизонтали По вертикали |
Управление образования и науки Липецкой области
Государственное (областное) бюджетное образовательное учреждение
начального профессионального образования
ПРОФЕССИОНАЛЬНЫЙ
ЛИЦЕЙ №10 г. ЛИПЕЦКА
КРОССВОРД ПО ПРОИЗВОДСТВЕННОМУ ОБУЧЕНИЮ
ПМ.02 Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии
150709.02 Сварщик (электросварочные и газосварочные работы)
РАЗРАБОТАЛ МАСТЕР П/О:
ПОНОМАРЕНКО С.А.
ЛИПЕЦК 2013
Кроссворд по сварочному производству
для эрудированных
| 1 |
|
| 16 |
|
|
|
|
|
|
|
|
| 2 |
|
|
| 17 | 18 |
|
|
|
|
|
|
|
|
|
|
| 3 |
|
|
|
|
|
|
|
|
|
|
|
| 4 |
|
|
|
|
|
|
|
|
|
| 19 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 14 |
|
|
|
|
|
|
|
|
|
| 6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 22 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 8 |
|
|
|
|
|
|
|
|
| 9 |
|
|
|
|
| 24 |
|
|
| 21 |
|
|
|
|
|
|
|
|
| 10 |
| 23 |
|
|
|
|
|
|
|
|
|
| 11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|
|
|
| 13 |
|
| 25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
По горизонтали:
1— тип сварного соединения
2— сжатая дуга, t=20 000 С
3— испускание электронов с раскаленного катода
4— отрезок времени сварки
19— легирующий элемент, металл, повышает красностойкость, упругость, прочность, коррозионностойкость сталей при высоких температурах
20— элемент газосварочного оборудования
5— тип сварного соединения
6— один из четырех функций угла
7— процесс насыщения сварного шва при сварке элементами, улучшающими его свойства
8— шланги для подачи газа от баллона к месту сварки
9— полупроводниковый материал, неметалл, применяется в выпрямительных блоках сварочных выпрямителей
10— устройство, повышающее частоту и напряжение промышленного тока, облегчает зажигание и стабилизирует дугу при сварке
11— устройство для защиты от обратного удара при газовой сварке и резке
12— стандартная деталь трубопровода
13— контроль сварных швов невидимыми лучами, проходящими сквозь металл, они засвечивают фотобумагу и после проявки образуется изображение металла шва
15— геометрическая форма подкладки для надежного провара корня шва при сварке труб
По вертикали:
16— вид покрытия электрода
17— впервые сделанное изделие, служащее прототипом для его дальнейшего серийного производства
18— горючий газ, применяемый в газовой сварке и резке
4— сплав железа с углеродом
19— легирующий элемент, металл, почти всегда есть в сталях, чугунах, повышает твердость, износоустойчивость
22-место на производстве, где хранят материалы, запчасти и готовую продукцию
20-аппарат для получения ацетилена из карбида кальция
24— устройство с двигателем для точения, резания, сверления и других видов обработки металлов
14— вредная примесь, неметалл, образует холодные трещины при сварке
21— сплав меди, при сварке которого необходима мощная вентиляция и дополнительные меры ТБ
23— металл, входит в состав одного из сплавов меди
25— что идет по проводнику, нагревая его?
3— бывает плавящийся и неплавящийся
Ответы
по горизонтали:
1- стыковое 2- плазма 3- эмиссия 4- час 19- молибден 20- горелка 5- угловое 6- тангенс 7- легирование 8- рукава 9- селен 10- осциллятор 11- затвор 12- отвод 13- рентген 15- кольцо
по вертикали: 16- кислое 17- модель 18- ацетилен 4- чугун 3- электрод 19- марганец 22- склад 20- генератор 24- станок 14- фосфор 21- латунь 23- цинк 25- ток
Кроссворд по сварочному производству
|
|
|
|
|
| 1 |
|
|
| 22 |
|
|
|
|
|
|
|
|
|
| 2 | 21 |
|
|
|
|
|
|
|
|
|
| 23 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 3 |
|
|
|
|
|
|
|
|
|
|
|
|
| 4 |
|
|
| 24 |
|
|
|
|
|
|
|
|
| 26 |
|
| 5 |
|
|
|
|
|
| 6 |
|
|
|
| 7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 8 |
| 27 |
|
|
| 28 |
| 29 |
| 30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 31 |
|
|
|
|
|
|
| 10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 11 |
|
|
| 32 |
|
|
|
| 12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14 |
|
|
|
|
| 15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 16 |
|
|
|
|
|
| 33 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 18 |
|
|
|
|
|
| 19 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
По горизонтали:
1— процесс получения неразъемных соединений путем установления межатомных связей между соединяемыми металлами
2— реактивная катушка, устанавливаемая на сердечнике трансформатора для регулирования сварочного тока
3— что выделяется при горении дуги, пламени и ведет к нагреву тел?
4- источник питания дуги переменным током
5- электрический разряд в среде газов, паров
6— металл, обладает высокой тепло-электропроводностью, широко применяется для изготовления сварных изделий
7— газ, который при попадании в сварочный шов при сварке приводит к образованию холодных трещин при сварке
8— процесс удаления во время сварки из металла шва вредных примесей
10— газ, состоит не из двух, а из трех томов кислорода, входит в состав сварочных аэрозолей
12— способ сварки, основанный на нагреве поверхностей движущихся и соприкасающихся друг с другом тел
13— металл, токсичный как свинец, нежелательная примесь в сплавах, используется в батарейках в паре с никелем
14- электрод, к которому подключен «+» источника питания 15- легирующий элемент, неметалл, практически всегда присутствует в сталях, чугунах
16- покрытие, которое наносится на готовые металлические конструкции для предотвращения коррозии и увеличения срока службы
17- вид покрытия электродов
18— стандартная по диаметру деталь трубопровода
19-инертный защитный газ
20- процесс образования в газовой среде электрически заряженных частиц
По вертикали:
21— аппарат для понижения до рабочего давления газа в баллоне и поддержания его на уровне во время газовой сварки 22- электрод к которому подключен «-» источника питания
1- неметалл, вредная примесь, образует горячие трещины при сварке
23— процесс получения стали или чугуна в печи
4- тип сварного соединения
24— отрезок рабочего времени на производстве
26— процесс взаимодействия кислорода с ацетиленом с выделением тепла, света
27— специальные порошкообразные гранулированные вещества для защиты и легирования сварочного шва во время сварки 28- элемент газорезательного оборудования
29— легирующий элемент, металл, повышает прочность, жаро- и красностойкость стали
31— металл, применяемый в ракето- самолетостроении, легкий, прочный
32— «неисправность» сварного шва
30— химическое соединение любого металла с азотом, очень твердое
15- химическое соединение любого металла с углеродом, очень твердое
16— природный абразивный материал
33— вид дефекта сварного шва, образуется при выделении газов из сварочной ванны
19- газ, применяется как активный защитный газ при сварке меди, входит в состав воздуха
(Примечание: 9 и 25 нет)
Ответы по горизонтали:
1- сварка 2- дроссель 3- тепло 4- трансформатор 5- дуга 6- медь 7- водород 8- рафинирование 10- озон 11- оксид 12- трением 13- кадмий 14- анод 15- кремний 16- краска 17- рутиловое 18- труба 19- аргон
20- ионизация
по вертикали:
21- редуктор 22- катод 1- сера 23- плавка 4- тавровое 24- смена 26- горение 27- флюс 28- резак 29- ванадий 31- титан 32- дефект 30- нитрид 15- карбид 16- корунд 33- пора 19- азот
Кроссворд по сварочному производству на
сообразительность
1 |
|
|
|
|
|
| 2 |
|
| 3 |
|
|
|
|
| 4 |
|
|
|
5 |
|
|
|
|
|
| 6 |
|
|
| 7 |
|
|
|
|
|
| 8 |
|
|
| 9 |
|
|
|
|
|
|
|
|
| 10 |
|
|
|
|
|
|
|
|
|
|
| 11 |
|
|
|
| 12 |
|
|
|
|
|
| 13 |
|
|
|
| 14 |
|
|
|
|
|
| 15 |
|
|
|
|
|
| 16 |
|
| 17 |
|
|
|
| 18 |
|
|
| 19 |
|
| 20 |
|
|
|
|
| 21 |
|
|
|
22 |
|
|
|
|
|
|
|
| 23 |
|
| 24 |
|
|
| 25 |
|
|
|
|
|
|
|
|
| 26 |
|
|
|
|
| 27 |
|
|
| 28 |
|
|
|
| 29 |
|
| 30 |
|
|
|
|
|
| 31 |
|
|
|
| 32 |
|
|
|
| 33 |
|
|
|
|
|
|
|
| 34 |
|
|
|
|
|
|
| Я |
|
Ответ начинается с последней буквы слова предыдущего ответа ( идти слева направо)
1— бывает плавящийся и неплавящийся
2— электрический разряд в среде газов, применяется в сварке, резке, наплавке
3— сварочный аппарат, работающий без непосредственного участия сварщика во время сварки по заранее установленным параметрам режима сварки
4-металл, применяемый в самолетно-ракетостроении, легкий, прочный
5— процесс восстановления изношенных поверхностных слоев деталей до требуемых размеров с помощью сварочной технологии
6— единица измерения силы тока
7— элемент газового оборудования для понижения давления газа в баллоне и установления постоянного рабочего давления газа в горелке, резаке
8— элемент газорезательного оборудования
9— любая постоянная величина, которая как правило берется из таблиц для каких либо расчетов режимов сварки, резки, наплавки
10— источник питания сварочной дуги переменным током
11— элемент газосварочного оборудования для подачи газов к месту сварки
12— горючий газ
13— дефект; образуется при неправильной технике сварщика и повышенных режимов сварки
14— металл, легирующий элемент в сталях и материал, из которого изготавливают неплавящиеся электроды
15— легирующий элемент, есть почти во всех сталях и чугунах 16- металл, с медью образует сплав – латунь
17— дефект сварного шва, образуется при обрыве дуги
18— процесс разделения металла путем плавления узкого участка с последующим его выдуванием или сжиганием
19— защитный активный газ, применяется при сварке меди
20— совокупность всех приемов, операций, движений сварщика во время сварки
21— защитный инертный газ
22— что возникает в сварных швах в ответ на приложенную нагрузку извне или при неправильной технологии их сварки? 23- часть сердечника трансформатора, соединяет стержни, на которых находятся обмотки
24— любое химическое соединение металла с кислородом
25— прибор для обнаружения внутренних дефектов в сварных швах
26— общее название каких-либо действий, выполнение операций, изготовление сварочной продукции
27— металл, состоящий из смеси нескольких металлов
28— что попадает в сварной шов при сварке при недостаточной защите?
29-легирующий элемент в сталях, придает им коррозионную стойкость и жаропрочность
30— деталь в горелке, резаке
31— деталь в ацетиленовом генераторе, служит для сброса излишнего газа
32— любое соединение металла с азотом
33— что образуются в сварочных конструкциях при неправильной технологии сварки, чрезмерном перегреве металла, околошовной зоны
34— процесс распада атомов газа, паров металла на заряженные частицы под действием тока, высокой температуры
Ответы: 1-электрод 2- дуга 3- аппарат 4- титан 5- наплавка 6- ампер 7- редуктор 8- резак 9- коэффициент 10- трансформатор 11- рукава 12- ацетилен 13- наплыв 14- вольфрам 15- марганец 16- цинк 17- кратер 18- резка 19- азот 20-техника 21- аргон 22- напряжения 23- ярмо 24- оксид 25- дефектоскоп 26- процесс 27- сплав 28- воздух 29- хром 30- мундштук 31- клапан 32- нитрид 33- деформации 34- ионизация
МДК. 02.02. Технология газовой сварки
Тесты для сварщиков (эл. сварочные и газосварочные работы)
1. Укажите марку стали, которая сваривается без особых ограничений, независимо от толщины металла, температуры окружающего воздуха
1. 4Г2АФ
2. ВСт3сп5
3. 20ХГСА
4. 30ХН2МФА
2. Какой из легирующих элементов стали увеличивает ее твердость и работоспособность при высоких температурах?
1.Хром
2.Углерод
3.Никель
4. Вольфрам
3. Какой вид термообработки заключается в нагреве металла до определенной температуры и затем медленном охлаждении вместе с печью?
1.Отпуск
2.Отжиг
3.Закалка
4.Нормализация
4. Вам поручена сварка конструкции из низколегированной стали электродами Э50А. Какую марку электродов вы выберете?
1.ОЗС — 18
2.НД — 11
3.УОННИ — 13/55
4.МР — 3
5. Как отличаются по величине сварочные токи при прихватке и сварке?
1.Ток должен быть больше на 15-20% сварочного тока
2. Ток
должен быть больше на 20-30% сварочного тока
3.Ток должен быть меньше на 20-30%
4.Ток остается неизменным
6. В этом соединении свариваемые элементы располагаются в одной плоскости или на одной поверхности. Какой это тип соединения?
1.Стыковое
2.Угловое
3.Тавровое
4.Нахлесточное
7. Швы сварных соединений бывают прямолинейными, кольцевыми, криволинейными и классифицируются по
1.Виду
2.Положению
3.Конфигурации
4.Протяженности
8. Аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги называется
1.Сварочным выпрямителем
2.Сварочным трансформатором
3.Сварочным генератором
4.Сварочный преобразователь
9. Укажите марку сварочного выпрямителя
1.ТД-401У2
2.ВД-306
3.ГСО-500
4.ГД-312
10. Для зажигания электрода и подвода к нему сварочного тока служит
1.Сварочный провод
2. Зажимы
3.Держатель
4.Кабель
11. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее
1.30-45 В
2.45-50 В
3.50-65 В
4.65-70 В
12. Сварка покрытыми электродами при токе 100А выполняется со светофильтром
1 — С5
2 — С6
3 — С7
4 — С8
13. Какая из приведенных марок сварочной проволоки обозначает низкоуглеродистую проволоку?
1.Св — 12ГС
2.Св — 08Г2С
3.Св — 08ГА
4.Св — 12Х13
14. В зависимости от каких характеристик соединения устанавливают шаг и размер прихваток?
1.В зависимости от длины соединения
2.В зависимости от типа соединения
3.В зависимости от вида шва
4.В зависимости от толщины соединения
15. Сборку на сварочных прихватках применяют для конструкций из листов толщиной до…
1. 5-6 мм
2. 6-8 мм
3. 8-10 мм
4. 10-12 мм
16. Нормальной считают длину дуги, равную… диаметра стержня электрода
1. 0,5-1,1
2. 1,1-1,2
3. 1,2-1,5
4. 1,5-1,7
17. Зазор между стыкуемыми элементами и притупление кромок составляет от…
1. 0,3 до 0,5 мм
2. 0,5 до 1 мм
3. 1, до 1,5 мм
4. 1,5 до 4 мм
18. При сварке углового соединения, со скосом одной кромки под углом (45+2), толщине металла 4 мм, диаметре электрода 3-4 мм, сила тока
1. 220-360 А
2. 160-320 А
3. 120-160 А
4. 160-220 А
19. При сварке каких швов сварочный ток уменьшается на 15-20%
1. Нижних
2. Вертикальных
3. Горизонтальных
4. Потолочных
20. Смертельным следует считать величину тока
1. 0,6-1,5 м А
2. 0,1 А
3. 5-7 м А
4. 20-25 м А
21. Назовите газ для сварки, который при температуре 20 С и атмосферном давлении представляет собой прозрачный газ без цвета, запаха и вкуса, несколько тяжелее воздуха
1. Ацетилен
2. Природный газ
3. Кислород
4. Пропан-бутановая смесь
22. К обслуживанию сварочного генератора допускаются лица, знающие устройство и работу генератора, достигшие возраста
1. 16лет
2. 18 лет
3. 20 лет
4. 22года
23. Кислородный баллон окрашивают в
1.Голубой цвет
2.Гелый цвет
3.Серый цвет
4.Черный цвет
24. В зависимости от объемного соотношения подаваемых в горелку газов пламя может быть науглероженным
1.О2/С2Н2=1
2.О2/С2Н2-1,1
3.О2/С2Н2=1,2
4.О2/С2Н2=1,3
25. Изменение формы и размеров изделия под действием внешней и внутренней силы называется
1.Деформацией
2.Напряжением
3.Прочностью
4.Растяжением
26. Какой из видов дефекта имеет продольное углубление вдоль линии сплавления сварного шва с основным металлом?
1.Утяжина
2.Трещина
3.Подрез
4.Усадочная раковина
27. Стали, содержащие углерода 0,1-0,7% называют
1.Низколегированными
2.Среднелегированными
3.Высоколегированными
4.Углеродистыми
28. Укажите марку низколегированной низкоуглеродистой стали, содержащей С< 0,14%
1.20ХГСА
2. 30ХН2МФА
3.10Г2СI
4.15ХСНД
29. Применение электродов для сварки на постоянном токе обратной полярности условно обозначается
1. 0
2. 1
3. 2
4. 3
30. К какой группе свариваемости относится сталь 15ХСНД?
1.К группе 1
2.К группе 2
3.К группе 3
4.К группе 4
31. Какой легирующий элемент стали повышает твердость и снижает пластичность
1.Хром
2.Никель
3.Вольфрам
4.Углерод
32. Вам поручена сварка покрытыми электродами на минимальном токе 315 А. Какой выпрямитель нужен для этой работы?
1.ВД-502
2.ВД-306
3.ВДУ-504
4.ВДУ-504-1
33. При работе в колодцах, тоннелях, сырых помещениях используются светильники с напряжением не выше
1. 12В
2. 24В
3. 36 В
4. 220 В
34. На каком расстоянии от легковоспламеняющихся материалов разрешается производство сварочных работ
1.1 м
2.5 м
3.10 м
4.15 м
35. На каком расстоянии от кислородного баллона и других горючих газов разрешается производство сварочных работ?
1. 1 м
2.5 м
3.10 м
4.15 м
36. На каждом сварочном посту разрешается иметь кислородные баллоны в количестве
1.1 шт
2.2 шт
3.3 шт
4.4 шт
37. На горелке или резаке сначала открывают
1. Кислородный вентиль
2. Ацетиленовый вентиль
3. Вентиль продувки
4. Затрудняюсь ответить
38. Баллоны и концы шлангов, применяемых для подачи газов — заменителей, на длине 0,5 м должны быть окрашены в
1. Синий цвет
2. Желтый цвет
3. Красный цвет
4. Зеленый цвет
39. Определите вид покрытия электрода ВСЦ-1
1.Кислое покрытие
2.Целлюлозное покрытие
3.Рутиловое покрытие
4.Основное покрытие
40. Состояние клинической смерти продолжается от
1. 1 — 2 мин
2. 4 — 12 мин
3. 12 — 14 мин
4. 14 — 15 мин
ЭТАЛОНЫ ОТВЕТОВ
1-2 (118)
2-4 (148)
3-2
4-3 (27)
5-4 (59)
6-1 (12)
7-3 (15)
8-2 (19)
9-2 (20)
10-3 (21)
11-3 (19)
12-1 (22)
13-3 (23)
14-4 (28)
15-2 (28)
16-1 (29)
17-4 (34)
18-3 (36)
19-4 (73)
20-2 (39)
21-3 (43)
22-2 (49)
23-1 (51)
24-1 (58)
25-1 (65)
26-3 (73)
27-4 (116)
28-3 (118)
29-1 (27)
30-2 (118)
31-2 (41)
32-4 (24)
33-2 (151)
34-1 (259)
35-3 (289)
36-2 (289)
37-2 (291)
38-1 (292)
39-3 (293)
40-2 (25)
МДК. 02.01. Оборудование, техника и
технология электросварки
Тесты
Профессия «Электросварщик ручной дуговой сварки» (часть 1)
Каждый вопрос имеет один или несколько правильных ответов.
Выберите верный ответ!
Правила безопасности при ведении сварочных работ
1. Может ли электросварщик произвести подключение к сети сварочного оборудования?
а) не может
б) может с разрешения инструктора
в) подключение производит электротехнический персонал
2. В каких местах допускается производить сварочные работы?
а) в помещениях сварочных цехов
б) в любых помещениях
в) в помещениях и на открытом воздухе по согласованию с органами пожарной охраны
3. Минимальная величина проходов вокруг места проведения сварочных работ составляет:
а) 2 м б) 1,5 м в) 1 м
4. Может ли
сварщик произвести мелкий ремонт электрооборудования в процессе работы?
а) может с разрешения инструктора
б) не может
в) ремонт производится только электротехническим персоналом
5. Можно ли производить работы вне сварочного поста в помещении, в котором присутствуют люди?
а) нельзя
б) можно с согласия руководителя работ
в) можно, оградив место работ переносными щитами
6. Имеет ли сварщик право отлучиться, не выключив питание сварочного аппарата?
а) имеет
б) имеет при отлучке не более 5 мин.
в) не имеет
Правила электробезопасности
7. От каких факторов зависит действие электрического тока на организм человека
а) от величины тока
б) от величины напряжения
в) от сопротивления человека
8. Какие бывают виды поражения электрическим током организма человека?
а) тепловые б) радиоактивные в) световые
9. При какой
величине электрический ток считается смертельным?
а) 0,005 А б) 0,1 А в) 0,025 А
10. Что означает тепловое поражение электрическим током?
а) заболевание глаз
б) паралич нервной системы
в) ожоги тела
Правила пожарной безопасности
11. На какой срок дается разрешение на проведение временных (разовых) сварочных (огненных) работ?
а) на одни сутки
б) на рабочую смену
в) на время выполнения работы
12. После выполнения каких требований можно приступать к выполнению работ?
а) наличие средств пожаротушения
б) присутствие ответственного лица
в) очистка рабочего места от сгораемых материалов
13. Что должно сделать в первую очередь лицо, занятое сварочными работами, при возникновения пожара?
а) сообщить о пожаре в пожарную часть
б) немедленно принять меры по ликвидации пожара
в) оказать помощь пострадавшим
14. Каково применение
песка как средства пожаротушения?
а) для защиты горючих поверхностей полов и настилов
б) для тушения горючих жидкостей
в) для тушения горящих электроустановок
Оказание первой доврачебной помощи
15. При несчастном случае в первую очередь:
а) необходимо освободить пострадавшего от воздействия вредных условий и вызвать медицинского работника
б) необходимо оказать доврачебную помощь
в) необходимо создать условия для нормального дыхания
16. При ушибах и растяжениях на поврежденное место накладывается:
а) холод
б) тепло
в) свободная повязка
17. При черепно- мозговой травме необходимо:
а) положить голову холод
б) положить на голову тепло
в) наложить на голову марлевую повязку
Подготовка рабочего места сварщика
18. Стационарный пост обычно
устанавливается:
а) в виде отдельного участка на строительной площадке
б) в виде рабочего места на свариваемой конструкции
в) в виде отдельной кабины размером 2х2,5 м
19. Для защиты близко работающих людей других профессий передвижные сварочные посты оснащаются:
а) дополнительной вентиляцией
б) переносными щитами (ограждениями),ширмами
в) звуковой сигнализацией
20. При сварке крупногабаритных конструкций рабочее место сварщика должно быть оборудовано:
а) подъемной площадкой или лестницей
б) дополнительным ограждением или ширмами
в) дополнительной вентиляцией
21. Длина сварочных проводов не должна превышать:
а) 30 м б) 20 м в) 10 м
22.Во время работы необходимо
а) оберегать провода от возможных повреждений
б) готовые детали укладывать в соответствующую тару
в) соблюдать правила пожарной и электробезопасности
Подготовка кромок под сварку
23. Подготовка (зачистка) кромок под
сварку включает:
а) удаление различных включений и дефектов до появления характерного металлического блеска
б) установку и закрепление деталей для выполнения сварки
в) химическую обработку поверхности пластин
24.Хичическая обработка кромок под сварку включает:
а) удаление влаги с поверхности кромки с помощью обтирочного материала
б) удаление масляных пятен с помощью обтирочного материала, смоченного в ацетоне
в) удаление загрязнения с помощью материала, смоченного в уайт-спирите
25.Удалить заусенцы с поверхности кромки можно с помощью:
а) металлической щетки
б) напильника
в) наждачной бумаги
Наплавка валика на плоскую поверхность детали из низкоуглеродистой стали
26. Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности металла?
а) необходимо немедленно отломить электрод от поверхности заготовки
б) необходимо выключить источник питания сварочной дуги, освободить электрод из электрододержателя, покачивая в разные стороны, отломить его от поверхности заготовки
в) необходимо отломить электрод от поверхности заготовки с помощью молотка
27. При наклоне валика электрод
должен быть наклонен от вертикали в направлении наплавки на:
а) 10-15 град. б) 15-20 град. в) 20-25 град.
28. Для получения валика правильной формы длина дуги должна быть:
а) меньше диаметра электрода
б) равна диаметру электрода
в) больше диаметра электрода
29. Слишком длинная дуга приводит:
а) к увеличению разбрызгивания
б) к неровному формированию валика
в) к прилипанию электрода
30. Ширина валика, в зависимости от диаметра электрода, изменяется следующим образом:
а) возрастает с увеличением диаметра электрода
б) уменьшается с увеличением диаметра электрода
в) не изменяется
Прихватка деталей из низкоуглеродистой стали
31. Прихватка – это короткий сварной шов длиной:
а) от 10 до 30 мм
б) от 10 до 60 мм
в) от 60 до 90 мм
32. Точечная прихватка – это
короткий сварной шов длиной:
а) до 4 мм б) менее 10 мм в) от 10 до 15 мм
33. Прихватка – это короткий сварной шов, выполняемый:
а) в один проход
б) в два прохода
в) в три прохода
34. Выберите длину прихватки стыкового соединения из пластин, толщиной 4 мм, длиной 600 мм
а) 8 мм б) 15 мм в) 25 мм
35. Какой диапазон сварочного тока следует использовать для прихватки электродом диаметром 4 мм:
а) 90…110 А б) 120…140 А в) 140…160 А
Зачистка сварных швов
36. Зачистка шва предполагает удаление:
а) неровности
б) шлаковые корки
в) брызг застывшего металла
37. Ширина околошовной зоны, подвергаемой зачистке, составляет не менее:
а) 40 мм б) 20 мм в) 80 мм
38. Шлаковую корку со сварного шва
можно удалить:
а) молотком и зубилом
б) молотком-шлакоотделителем
в) шлифовальным кругом, закрепленным на пневмомашине
Внешний осмотр и измерение
39. При измерительном контроле прихваток пользуются измерительными инструментами:
а) лупой
б) металлической линейкой
в) рулеткой и штангенциркулем
40. Недопустимые дефекты прихватки:
а) трещины
б) скопление пор
в) заниженная длина прихватки
41. Допустимые дефекты прихватки:
а) не заваренный кратер
б) прожог
в) заниженная длина прихватки
42. При обнаружении дефектов прихватки, в результате визуального контроля осмотра собранного прихватками узла, вам необходимо:
а) запоминать обнаруженные дефекты
б) помечать обнаруженные дефекты
в) помечать и записывать обнаруженные дефекты
43. Перед контролем, прихватки и
околошовная зона:
а) зачищаются до металлического блеска
б) протираются ветошью
в) очищаются только от окалины
Сварочная дуга
44. Как измениться величина сварочного тока при увеличении длины дуги?
а) увеличится
б) уменьшится
в) не измениться
45. Как измениться величина сварочного напряжения при увеличении длины дуги?
а) увеличится
б) уменьшится
в) не изменится
46. С увеличением сварочного тока размеры сварочной ванны:
а) увеличиваются
б) уменьшаются
в) не изменяются
47. К какому полюсу источника
питания подключается электрод при сварке на обратной полярности?
а) к положительному
б) к отрицательному
в) не имеет значения
48. Мелкокапельный и струйный переносы электродного металла обеспечивают:
а) более устойчивый процесс сварки и лучшее формирование сварочного шва
б) менее устойчивый процесс сварки, но лучшее формирование сварного шва
в) неустойчивый процесс сварки и плохое формирование сварного шва
Сварочные напряжения и деформации
49. Как изменяются размеры детали при нагреве?
а) размеры детали увеличиваются
б) размеры детали уменьшаются
в) размеры детали не меняются
50. Причиной возникновения
деформаций при сварке является:
а) неравномерный нагрев и охлаждение свариваемой детали
б) нерациональная сборка детали под сварку
в) неправильно проведенная термообработка детали после сварки
51. В каком состоянии находится металл сварного шва после сварки и полного остывания?
а) металл сварного шва сжат
б) металл сварного шва растянут
в) металл сварного шва не деформирован
52. Зависят ли величины деформации после сварки от размеров свариваемых пластин?
а) да, зависят
б) нет, не зависят
в) зависят, если свариваются пластины разной ширины
53. Каким способом можно уменьшить сварочные деформации при сварке пластин встык?
а) путем правильного выбора взаимного расположения свариваемых деталей с учетом последующей деформации от сварки
б) нельзя уменьшить
в) путем нагрева отдельных зон
Виды сварных швов
54. Что называется валиком?
а) металл сварного шва, наплавленный или переплавленный за один проход
б) металл сварного шва, наплавленный за один проход
в) металл сварного шва, переплавленный за два прохода
55. Какой сварной шов называется многослойным?
а) сварной шов, поперечное сечение которого заварено в один слой
б) сварной шов, поперечное сечение которого заварено в два слоя
в) сварной шов, поперечное сечение которого заварено в три слоя
56. Что называется корнем шва?
а) часть сварного шва, расположенная на его лицевой поверхности
б) часть сварного шва, наиболее удаленная от его лицевой поверхности
в) часть сварного шва, расположенная в последнем выполненном слое
Дефекты сварных швов
57. Что называется трещиной?
а) дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих к нему зонах
б) дефект в виде внутренней полости
в) дефект в виде углубления по линии сплавления сварного шва с основным металлом
58. Что называется порой?
а) дефект в виде полости или впадины, образованной при усадке металла шва
б) дефект, имеющий ответвления в различных направлениях
в) дефект сварного шва в виде полости округлой формы, заполненной газом
59. Что называется подрезом?
а) дефект в виде углубления по линии сплавления сварного шва с основным металлом
б) дефект в виде несплавления в сварном соединении, вследствие неполного расплавления кромок
в) дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва
60. Каковы причины появления пор?
а) хорошо прокаленные электроды
б) влажные электроды
в) наличие ржавчины или масла на сварочных кромках
61. Ковы причины появления брызг
электродного металла?
а) большая длина сварочной дуги
б) большая ширина сварного шва
в) магнитное дутьё
Стали
62. Что называют сталью?
а) любой металл
б) сплав железа с углеродом и другими элементами
в) сплав на основе никеля
63. Для чего в сталь добавляют легирующие элементы?
а) для получения необходимых свойств стали
б) для изменения температуры плавления
в) для ведения металлургического процесса
64. Свариваемость стали тем выше, чем:
а) большее количество способов сварки может быть использовано
б) проще технология сварки
в) больше углерода содержится в стали
65. Свариваемость какой стали (Ст.3
или 12Х18Н9Т) выше?
а) стали Ст.3
б) стали 12Х18Н9Т
в) свариваемость одинакова
66. Сколько углерода содержит сталь 08Х18Н10Т?
а) не более 8%
б) не более 0,8%
в) не более 0,08%
67. Температура плавления стали находится в промежутке:
а) 900-1000 С
б) 1400-1600 С
в) 1600-1700 С
68. С увеличением содержания углерода, а также ряда легирующих элементов свариваемость стали:
а) улучшается
б) ухудшается
в) не изменяется
Низкоуглеродистые стали
69. Что называется низкоуглеродистой сталью?
а) любая конструкционная сталь
б) сталь с содержанием углерода до 0,25%
в) сталь с содержанием углерода более 0,25%
70. Свойства низкоуглеродистых сталей определяются:
а) содержанием углерода
б) содержанием легирующих элементов
в) содержанием вредных примесей
71. Углерод:
а) повышает прочность
б) ухудшает свариваемость
в) повышает пластичность
72. Качественные стали:
а) имеют пониженное содержание марганца
б) содержат меньше вредных примесей
в) применяются для ответственных сварных конструкций
73. Котельные стали:
а) предназначены для изготовления сосудов, работающих под давлением при температурах до 450 С
б) свыше 450 С
г) для агрессивных сред
Электроды для сварки низкоуглеродистых сталей
74. Электродная проволока:
а) обеспечивает стабильное горение сварочной дуги
б) обеспечивает хорошее формирование сварочного шва
в) выполняет роль присадочного материала
75. Покрытие электрода служит для:
а) обеспечения стабильного горения сварочной дуги
б) получения металла заданного химического состава
в) получения неразъемного сварного соединения
76. Основное покрытие обозначается буквой:
а) А б) Р в) Б
77. К каким типам электродов предъявляются повышенные требования по пластичности и ударной вязкости?
а) Э-50А б) Э-46 в) Э42А
78. Для сварки на переменном токе используют электроды:
а) АНО-4 б) МР-3 в) УОНИИ-13/55
79. Какие марки электродов не требуют тщательной подготовки кромок под сварку?
а) УОНИИ-13/45 б) АНО-9 в) ЦУ-7
80. Электроды какой марки менее чувствительны к увлажнению покрытия электрода?
а) АНО-4 б) МР-3 в) УОНИИ -13/45
81. Какие электроды рассчитаны на сварку предельно короткой дугой?
а) УОНИИ -13/45 б) УОНИИ-13/55 в) ЦУ-7
Слесарный инструмент
82. Металлическая щетка
предназначена:
а) для отбивания брызг застывшего металла
б) для подготовки кромок под сварку
в) для зачистки сварных швов
83. Для определения величины зазора между деталями вы воспользуетесь:
а) рулеткой б) угольником в) набором щупов
84. Для маркировки выполненного сварного шва вы воспользуетесь:
а) личным клеймом сварщика
б) зубилом
в) мелом
Источники питания сварочной дуги
85. Для заземления деталей
необходимо:
а) приварить конец кабеля к детали
б) прикрепить конец кабеля к детали струбциной
в) прижать коней кабеля грузом к детали
86. Какую внешнюю вольт-амперную характеристику (ВАХ) может иметь источник питания для ручной дуговой сварки?
а) падающую б) жесткую в) возрастающую
87. В соответствии с нормами безопасности труда, напряжение холостого хода не должно превышать:
а) 40-70 В б) 80-90 В в) 127 В
88. Как осуществляется грубое регулирование силы тока в сварочном трансформаторе?
а) путем изменения расстояния между обмотками
б) посредством изменения соединений между катушками обмоток
в) не регулируется
89. Как осуществляется плавное регулирование силы тока в сварочном трансформаторе?
а) путем изменения расстояния между обмотками
б) посредством изменения соединений между катушками обмоток
в) не регулируется
90. Как осуществляется грубое
регулирование силы тока в сварочном выпрямителе?
а) путем изменения расстояния между обмотками
б) посредством изменения соединений между катушками обмоток
в) не регулируется
91. Как осуществляется плавное регулирование силы тока в сварочном выпрямителе?
а) путем изменения расстояния между обмотками
б) посредством изменения соединений между катушками обмоток
в) не регулируется
92. Выпрямители имеют маркировку:
а) ВД б) ТД в) ТС
Оборудование и оснастка
93. Сварочный выпрямитель относится:
а) к оборудованию для сварки
б) к сварочной оснастке
в) к приспособлениям для сварки
94. Для какого вида сварки используются сварочные трансформаторы?
а) сварка постоянным током на прямой полярности
б) сварка переменным током
в) сварка постоянным током на обратной полярности
95. Для какого вида сварки
используются сварочные выпрямители?
а) сварка постоянным током на прямой полярности
б) сварка переменным током
в) сварка постоянным током на обратной полярности
96. Какие держатели электродов получили наибольшее распространение?
а) вилочные б) безогарковые в) пружинные
97. Для чего используется обратный провод?
а) для соединения электрода с источником питания
б) для соединения изделия с источником питания
в) для соединения электрода и изделия с источником питания
98. Обратный провод, соединяющий свариваемое изделие с источником питания, обычно изготавливается из провода марки:
а) ПРГ б) ПРГД в) АПРГДО
Шлифмашины
99. Шлифовальные машины
предназначены:
а) для подготовки кромок под сварку
б) для зачистки сварных швов
в) для вышлифовки дефектов в сварных соединениях
100. В качестве инструмента, устанавливаемого на шлифовальную машину, используют:
а) вращающиеся щетки
б) абразивные круги
в) абразивные головки
101. При работе с шлифовальной машиной запрещается:
а) следить за состоянием крепежных деталей машины
б) переходить с одного рабочего места на другое с работающей машиной
в) работать спаренными кругами
ПМ
01 Подготовительно-сварочные работы.
Контрольный тест по основам теории сварки и резки металла
«Общие сведения о сварке, сварных соединениях и швах», «Металлургические процессы при сварке»
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный.
Вариант 1
1. Как называется класс сварки, объединяющий виды сварки, которые производятся плавлением металла?
1. термический; |
2. механический; |
3. термомеханический. |
2. Определите, какие из перечисленных видов сварки относятся к термическому классу сварки:
1. контактная; |
2. дуговая; |
3. газовая. |
3. Дуговая сварка осуществляется под действием:
1. электрической дуги; | 2. силы Р; | 3. газового пламени. |
4. Сварной шов в ручной дуговой сварке защищается с помощью:
1. нет защиты; |
2. |
3. флюса. |
5. Кто изобрел сварку угольным электродом?
1. Чернов
2. Петров
3. Бенардос
4. Славянов
6. Сварным швом называется:
1. участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны;
2. участок сварного соединения, образовавшийся в результате пластической деформации присадочного металла;
3. неразъемное соединение, выполненное сваркой;
4. участок сварного соединения, образовавшийся в результате кристаллизации электрода.
7. Стыковым соединением называется:
1. соединение двух деталей, расположенных под углом друг к другу и сваренных в месте примыкания их кромок;
2. соединение, в котором кромки свариваемых деталей расположены параллельно одна над другой и наложены друг на друга;
3. соединение деталей, расположенных в одной плоскости или на одной поверхности;
4. соединение, в котором к поверхности одной детали примыкает под углом другая деталь, торец которой прилегает к сопрягаемой поверхности и приварен к ней.
8. Из нижеперечисленных процессов назовите химические процессы, происходящие в сварочной ванне:
1. электрические процессы;
2. загрязнение металла шва вредными примесями;
3. окисление металла шва;
4. раскисление металла шва;
5. ионизация воздуха;
6. рафинирование металла шва;
7. термоэлектронная эмиссия.
9. Степень механизации процесса ручной дуговой сварки:
1. ручная; | 2. полуавтоматическая; | 3. автоматическая |
10. В какой зоне сварного шва часто возникают трещины?
1. |
2. зоне термического влияния; |
3. зоне металла шва. |
Контрольный тест по основам теории сварки и резки металла
«Общие сведения о сварке, сварных соединениях и швах», «Металлургические процессы при сварке»
Каждый вопрос имеет один или несколько правильных
ответов. Выберите верный.
Вариант 2
1. Как называется класс сварки, объединяющий виды сварки, которые осуществляются с использованием тепловой энергии и давления?
1. термический; |
2. механический; |
3. термомеханический. |
2. Определите, какие из перечисленных видов сварки относятся к термическому классу сварки:
1. сварка взрывом; | 2. автоматическая под флюсом; | 3. газовая. |
3. Дуговая сварка осуществляется под действием:
1. |
2. силы Р; |
3. газового пламени. |
4. Сварной шов в газовой сварке защищается с помощью:
1. газового пламени;
2. нет защиты;
3. обмазки.
5. Кто изобрел электрическую дугу?
1. Чернов
2. Петров
3. Бенардос
4. Славянов
6. Сварным соединением называется:
1. неразъемное соединение, выполненное пайкой;
2. разъемное соединение, выполненное сваркой;
3. неразъемное соединение;
4. неразъемное соединение, выполненное сваркой
7. Тавровым соединением называется:
1. соединение двух деталей, расположенных под углом друг к другу и сваренных в месте примыкания их кромок;
2. соединение, в котором кромки свариваемых деталей расположены параллельно одна над другой и наложены друг на друга;
3. соединение деталей, расположенных в одной плоскости или на одной поверхности;
4. соединение, в котором к поверхности одной детали примыкает под углом другая деталь, торец которой прилегает к сопрягаемой поверхности и приварен к ней.
8. Из нижеперечисленных процессов назовите химические процессы, происходящие в сварочной ванне:
1. окисление металла шва;
2. механические процессы;
3. раскисление металла шва;
4. легирование металла шва;
5. намагничивание;
6. загрязнение металла шва вредными примесями;
7. рафинирование металла шва.
9. Степень механизации процесса газовой сварки:
1. ручная;
2. полуавтоматическая;
3. автоматическая
10. В какой зоне металл наиболее хрупкий?
1. зоне сплавления; |
2. |
3. зоне металла шва. |
Ключ с ответами
Вариант 1
Тесты | ||||||||||
№ вопроса | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Верный ответ | 1 | 2, 3 | 1 | 2 | 3 | 1 | 3 | 2, 3, 4, 6, | 1 | 1 |
Вариант 2
Тесты | ||||||||||
№ вопроса | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Верный ответ | 3 | 2, 3 | 1 | 1 | 2 | 4 | 4 | 1, 3, 4, 6, 7 | 1 | 2 |
ТЕСТ для электросварщиков ручной дуговой сварки
Выберите
правильный ответ (один)
1.
Из каких участков состоит сварочная дуга
А) катодная, анодная, столб дуги
Б) столб дуги с температурой 5000 градусов
В) столб дуги и капля электродного металла
2.
При увеличении расстояния между обмотками
трансформатора сила
тока:
А) увеличивается Б) уменьшается В) не изменяется
3.
Первая помощь при ожогах глаз электрической
дугой
А) промыть глаза 10% раствором питьевой соды
Б) холодная примочка 3% раствором борной кислоты
В) холодная примочка 2% раствором борной кислоты
4.
Сварку стальных листов толщиной 15-20 мм
выполняют швами:
А) многослойными Б) прерывистыми В) однослойными
5.
Максимально допустимая высота при производстве
работ без
предохранительных поясов
А) не более 5 м Б) не более 3 м В) не более 1 м
6.
Для определения плотности шва емкостей из
металла толщиной до 10
мм применяют:
А) внешний осмотр Б) гидростатическое испытание
В)
испытание керосином
Управление образования и науки Липецкой области
Государственное (областное) бюджетное образовательное учреждение
начального профессионального образования
ПРОФЕССИОНАЛЬНЫЙ
ЛИЦЕЙ №10 г. ЛИПЕЦКА
КРОССВОРД ПО ПРОИЗВОДСТВЕННОМУ ОБУЧЕНИЮ
ПМ.02 Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии
150709.02 Сварщик (электросварочные и газосварочные работы)
РАЗРАБОТАЛ МАСТЕР П/О:
ПОНОМАРЕНКО С.А.
ЛИПЕЦК 2013
Управление образования и науки Липецкой области
Государственное (областное) бюджетное образовательное учреждение
начального профессионального образования
ПРОФЕССИОНАЛЬНЫЙ
ЛИЦЕЙ №10 г. ЛИПЕЦКА
КРОССВОРД ПО ПРОИЗВОДСТВЕННОМУ ОБУЧЕНИЮ
ПМ.02 Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии
150709.02 Сварщик (электросварочные и газосварочные работы)
РАЗРАБОТАЛ МАСТЕР П/О:
ПОНОМАРЕНКО С.А.
ЛИПЕЦК 2013
Управление образования и науки Липецкой области
Государственное (областное) бюджетное образовательное учреждение
начального профессионального образования
ПРОФЕССИОНАЛЬНЫЙ
ЛИЦЕЙ №10 г. ЛИПЕЦКА
ТЕСТЫ ПО ПРОИЗВОДСТВЕННОМУ ОБУЧЕНИЮ ПО
МДК.02.02. Технология газовой сварки
по профессии
150709.02 Сварщик (электросварочные и газосварочные работы)
РАЗРАБОТАЛ МАСТЕР П/О:
ПОНОМАРЕНКО С.А.
ЛИПЕЦК 2013
Управление образования и науки Липецкой области
Государственное (областное) бюджетное образовательное учреждение
начального профессионального образования
ПРОФЕССИОНАЛЬНЫЙ
ЛИЦЕЙ №10 г. ЛИПЕЦКА
ТЕСТЫ ПО ПРОИЗВОДСТВЕННОМУ ОБУЧЕНИЮ ПО
МДК.02.01. Оборудование, техника и технология электросварки
по профессии
150709.02 Сварщик (электросварочные и газосварочные работы)
РАЗРАБОТАЛ МАСТЕР П/О:
ПОНОМАРЕНКО С.А.
ЛИПЕЦК 2013
Управление образования и науки Липецкой области
Государственное (областное) бюджетное образовательное учреждение
начального профессионального образования
ПРОФЕССИОНАЛЬНЫЙ
ЛИЦЕЙ №10 г. ЛИПЕЦКА
ТЕСТЫ ПО ПРОИЗВОДСТВЕННОМУ ОБУЧЕНИЮ ПО
ПМ 01 Подготовительно-сварочные работы.
по профессии
150709.02 Сварщик (электросварочные и газосварочные работы)
РАЗРАБОТАЛ МАСТЕР П/О:
ПОНОМАРЕНКО С.А.
ЛИПЕЦК 2013
WELD Кроссворд и синонимы
Решатель кроссвордов Решатель слов Эрудит Решатель Синонимы Решатель анаграмм Решатель ВВФ Слова
Решатель кроссвордов > Подсказки > Crossword-Clue: Weld
2
3
4
5
6
7
8
9
Взгляд к фильте0003
Все 12 ответов для: Сварка
| Опции | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Сварка с 3 буквами | |||||||||||||
КРАСИТЕЛЬ | 3 | ||||||||||||
| 1 Сварка с 4 буквами | |||||||||||||
СВЯЗЬ | 4 | ||||||||||||
4 | |||||||||||||
| ПРИСОЕДИНИТЬСЯ | 4 | ||||||||||||
| 9 | 0002 ШВ | 4 | |||||||||||
| ПРОВОД | 4 | ||||||||||||
| 1 | 1 Сварка с 5 буквами | ||||||||||||
ПАЙКА | 5 | ||||||||||||
ОБЪЕДИНИТЬ | 5 | ||||||||||||
| ОБЪЕДИНЯЙТЕ | 5 | ||||||||||||
| 1 Сварка с 6 буквами | |||||||||||||
ЗАКРЕПИТЬ | 6 | ||||||||||||
| ПРИПОЯ | 6 | ||||||||||||
| 1 Сварка с 11 буквами | |||||||||||||
АГГЛЮТИНАТ | 11 | ||||||||||||
4 Letter Word
BIND
BOND
FUSE
GLUE
SEAM
TOOL
TURN
5 Letter Word
BLEND
DRILL
PLANE
SHAPE
UNION
UNITE
6 Letter Word
CEMENT
7 Letter Word
COMBINE
CONNECT
MACHINE
8 Letter Word
COALESCE
COMPOUND
COUPLING
JUNCTURE
10 Letter Word
СОЕДИНЕНИЕ
11 Letter Word
CONSOLIDATE
аналогичные вопросы
Основные вопросы, включая «Сварку»
Новое предложение для «Сварки»
Знаете другое решение для кроссвордов, содержащих Weld ? Добавьте свой ответ в базу данных кроссвордов прямо сейчас.
Подсказка
Ответ
Что такое 3 + 1
Пожалуйста, проверьте введенные данные еще раз
Как соединить курсивные буквы в Cricut Design Space
В этой статье вы узнаете, как соединить курсивные буквы6
Вы когда-нибудь пытались использовать рукописный шрифт в пространстве Cricut Design и обнаруживали, что буквы не связаны?
Знание того, как соединять курсивные буквы, является фундаментальным навыком при использовании рукописных шрифтов в Cricut Design Space. В этой статье я научу вас, как настроить расстояние между буквами и правильно их соединить.
Независимо от того, разрабатываете ли вы свадебные приглашения или деревянную вывеску для дома, я думаю, эти простые приемы помогут вам создавать собственные проекты с использованием шрифтов в стиле сценариев!
Итак, давайте откроем пространство дизайна для нового холста, и я проведу вас шаг за шагом через руководство.
Примечание : Если у вас еще нет Cricut Design Space, вы можете загрузить его бесплатно. Вы можете использовать программу на устройствах Mac, Windows, iOS (iPhone или iPad) и Android.
Май 2021 г. Обновление
Компания Cricut только что выпустила обновление для Design Space, упрощающее работу со шрифтами. В новую версию включен кернинг шрифта, то есть процесс настройки интервала между символами в шрифте. В Design Space доступно множество керненых шрифтов, включая шрифты Cricut и системные шрифты.
Кернинг упрощает и ускоряет работу с рукописными шрифтами в пространстве Cricut Design. Kerned-шрифты должны выглядеть правильно автоматически — это означает, что вам не придется вручную настраивать межбуквенный интервал или проходить процесс «Разгруппировать по буквам».
Итак, давайте узнаем, как сделать так, чтобы ваши надписи выглядели безупречно и профессионально.
Чтобы начать работу, используйте инструмент «Текст», чтобы ввести слово на холсте. Выберите шрифт сценария в раскрывающемся меню «Шрифт». В этом примере я использую очень милый шрифт под названием Elderflower.
Лучшее место для поиска новых шрифтов — Creative Market. (Не забудьте проверить их 6 бесплатных товаров каждую неделю!)
Сразу же вы увидите, что буквы скрипта не связаны. Ничего страшного — исправим!
Настройка межбуквенного интервала
Первый метод, который можно использовать для соединения курсивных букв, — это корректировка межбуквенного интервала.
Вы найдете инструмент Letter Spacing tool на верхней панели Cricut Design Space, рядом с размером шрифта. (Обязательно сначала выберите текст, чтобы появились параметры редактирования текста.)
Щелкните стрелку вниз, чтобы уменьшить расстояние между буквами, что приведет к сближению букв. Для этого конкретного шрифта я изменил межбуквенный интервал на -0,7. Вы можете поэкспериментировать с межбуквенным интервалом, чтобы увидеть, что лучше всего выглядит с вашим конкретным выбором шрифта.
Используйте «Разгруппировать по буквам»
На этом этапе, в зависимости от вашего конкретного шрифта, вы можете закончить.
Однако, если ваши буквы по-прежнему выглядят «неправильными» или отсоединены после настройки интервала между буквами, вы можете использовать команду «Разгруппировать по буквам», чтобы отрегулировать положение каждой буквы по отдельности.
Для этого сначала выделите текст. Затем щелкните раскрывающееся меню «Дополнительно» и выберите «Разгруппировать в буквы ». (Вы найдете меню «Дополнительно» на верхней панели Cricut Design Space справа.)
После того, как вы нажмете «Разгруппировать по буквам», вы увидите, что каждая буква теперь находится на отдельном слое. Вы можете использовать курсор мыши, чтобы щелкнуть и перетащить каждую букву, чтобы отрегулировать ее положение по отдельности.
Используйте сварку для соединения букв
После того, как вы расположили буквы именно так, как вы хотите, используйте Приварите инструмент для их соединения. Не забудьте сварить буквы вместе, иначе Cricut вырежет каждую букву отдельно.
Выберите все буквы, которые вы хотите соединить, и нажмите кнопку «Сварка» в правом нижнем углу области дизайна.
Тонкие черные линии между буквами исчезнут. Это говорит вам, что все буквы объединены, создавая одну единую форму.
Вы можете еще раз убедиться, что ваши буквы спаяны вместе, взглянув на панель «Слои» в правой части экрана. Вы должны увидеть только один слой с целым словом на миниатюре.
Затем, когда вы отправите свой дизайн на коврик, вы должны увидеть слово как одну форму с одним черным контуром вокруг слова.
Вот некоторые часто задаваемые вопросы, которые я вижу о соединенных курсивных буквах в Design Space.
Использовать межбуквенный интервал или разгруппировать?
Вам может быть интересно, какой из двух методов следует попробовать в первую очередь: межбуквенный интервал или разгруппирование. Ни один из методов не лучше другого — думайте о них как о двух инструментах в вашем наборе инструментов. На самом деле, я часто использую обе техники в одном проекте!
Мне нравится начинать с уменьшения межбуквенного интервала. Иногда это все, что вам нужно. Для других проектов уменьшение межбуквенного интервала не совсем подходит, и вам нужно использовать инструмент «Разгруппировать по буквам», чтобы настроить несколько букв вручную.
Интервал между буквами может помочь вам примерно на 90%, а Разгруппировать по буквам можно исправить последние 10%.
Сколько места нужно оставлять между буквами?
Когда я настраиваю рукописный шрифт, мне нравится накладывать буквы настолько, насколько это необходимо, чтобы почерк выглядел естественно. Будьте осторожны, чтобы не оставлять слишком длинных «хвостов» между буквами, иначе вам может быть трудно снять слово с мата, не порвав и не порвав его.
Могу ли я использовать Присоединение вместо Сварки?
Прикрепление и сварка на первый взгляд могут показаться похожими, но они дадут совершенно разные результаты, когда придет время отправить ваш дизайн на мат.
Когда вы используете Прикрепить, положение букв относительно друг друга фиксируется . Но они по-прежнему представляют собой отдельных перекрывающихся фигур . И Cricut вырежет их по отдельности, а не по одному слову.
Для получения дополнительной информации о разнице между инструментами «Присоединение» и «Сварка» ознакомьтесь с этой статьей: Когда использовать «Сварку» и «Присоединение» в Cricut Design Space
Внутренности букв исчезли при сварке!
Иногда инструмент Weld заполняет открытые буквы. Если вы соедините буквы слишком близко друг к другу , вы можете обнаружить, что внутренние пробелы букв, таких как «а» и «о», исчезают.
Это происходит, когда буквы расположены слишком близко друг к другу или когда буквы слишком сильно перекрывают друг друга.
Чтобы исправить это, нажмите «Отменить», чтобы разъединить буквы и отрегулировать расстояние.
Если вы не видите, где находятся перекрывающиеся части, вы можете увеличить размер шрифта всего слова, исправить интервал, а затем уменьшить размер шрифта до необходимого для проекта. Затем снова сварите и отправьте дизайн на коврик.
Есть вопросы? Присоединяйтесь к группе в Facebook!
Надеюсь, эта статья была для вас полезной! Если у вас есть дополнительные вопросы, не стесняйтесь присоединиться к моей группе Facebook. Я создал эту группу, чтобы вы могли обмениваться фотографиями, задавать вопросы и помогать друг другу.
Что дальше?
Закрепите это сообщение: Сохраните этот урок на своих досках Pinterest, чтобы вы могли вернуться к нему позже.
Оставить комментарий: Мне приятно слышать ваши отзывы. Расскажите мне в комментариях ниже!
Поделиться в Instagram или Facebook: Когда вы сделаете этот проект, поделитесь им в социальных сетях и отметьте меня @sarahmaker. Я люблю смотреть, что ты делаешь!
Sarah Stearns
Sarah Stearns помогла тысячам рукодельниц найти свой следующий поделочный проект с помощью бесплатных выкроек и пошаговых руководств в своем блоге sarahmaker. com. Читать далее.
О ее работе писали в The New York Times, Scientific American, Good Housekeeping, Vox, Apartment Therapy, Lifehacker и других изданиях.
ЧЕРТЕЖИ КОНСТРУКЦИОННОЙ СТАЛИ
КОНСТРУКЦИОННЫЕ ФОРМЫ И ЭЛЕМЕНТЫ
Различные конструкционные элементы используются для изготовления самых разных форм и размеров поперечного сечения. Многие формы показаны на рис. 7-1. Эти символы составлены из части 4 военного стандарта 18B (MIL-STD-18B) и информации Американского общества инженеров-строителей (ASCE). В следующих параграфах объясняются общие конструктивные формы, используемые в строительных материалах, и общие конструктивные элементы, изготовленные в этих формах.
Формы
Три наиболее распространенных типа элементов конструкции: W-образная (широкая полка), S-образная (двутавровая балка американского стандарта) и C-образная (американский стандартный швеллер). Эти три типа идентифицируются по номинальной глубине в дюймах вдоль стенки и весу на фут длины в фунтах. Например, W 12 x 27 указывает на W-образную форму (широкий фланец) со стенкой глубиной 12 дюймов и весом 27 фунтов на погонный фут.
Виды поперечного сечения W-, S- и C-образных форм показаны на Рисунке 7-2. Отличие W-образной формы от S-образной заключается в конструкции внутренних поверхностей фланца. W-образная форма имеет параллельные внутренние и внешние поверхности фланцев с постоянной толщиной, а S-образная форма имеет наклон приблизительно 17 градусов на внутренних поверхностях фланцев. С-образная форма похожа на S-образную тем, что ее внутренняя поверхность фланца также наклонена примерно на 17 градусов.
W-образная форма
W-образная форма представляет собой конструктивный элемент, поперечное сечение которого образует букву H, и является наиболее широко используемым конструктивным элементом. Он устроен так, что его полки обеспечивают прочность в горизонтальной плоскости, а стенка придает прочность в вертикальной плоскости. W-образные формы используются в качестве балок, колонн и элементов ферм, а также в других несущих конструкциях.
Несущая свая
Несущая свая (HP-форма) почти идентична W-образной. Единственное отличие состоит в том, что толщина полки и толщина стенки несущей сваи равны, тогда как W-образная форма имеет разную толщину стенки и полки.
S-образная форма
S-образная форма (двутавровая балка американского стандарта) отличается тем, что ее поперечное сечение имеет форму буквы I. S-образные формы используются реже, чем W-образные, поскольку S-образные формы обладают меньшей прочностью и менее адаптируемы, чем W-образные.
С-образная форма
С-образная форма (швеллер американского стандарта) имеет поперечное сечение, несколько похожее на букву С. Это особенно полезно в местах, где требуется одна плоская поверхность без выступающих фланцев с одной стороны. С-образная форма не очень эффективна для балки или колонны, когда используется отдельно. Однако эффективные сборные элементы могут быть изготовлены из швеллеров, собранных вместе с другими структурными формами и соединенных заклепками или сваркой.
Каналы
Поперечное сечение канала похоже на квадратную букву C. Каналы идентифицируются по их номинальной глубине и весу на фут. Например, обозначение канала C9 x 13,4 по американскому стандарту на рис. 7-1 показывает номинальную глубину 9 дюймов и вес 13,4 фунта на погонный фут. Швеллеры в основном используются в местах, где одна плоская поверхность без выступающих фланцев на стороне требуется для. Однако канал не очень эффективен в качестве луча или столбца, когда используется отдельно. Но каналы могут быть собраны вместе с другими конструктивными формами и соединены заклепками или сваркой, чтобы сформировать эффективные составные элементы.
Уголки
Угол (рис. 7-3) представляет собой структурную форму, поперечное сечение которой напоминает букву L. Обычно используются два типа: равнополочный угол и неравнополочный угол. Угол определяется размером и толщиной его ножек, например, угол 6 дюймов на 4 дюйма на 1/2 дюйма. Размер ног должен быть получен путем измерения по внешней стороне задней части ног. Когда угол имеет неравные стороны, сначала указывается размер более широкой стороны, как на Рисунке 7-3 — Углы. пример только что привел. Третье измерение относится к толщине ножек, которые всегда имеют одинаковую толщину. Уголки могут использоваться в комбинации из двух или четырех элементов для формирования основных элементов. Один угол также может использоваться для соединения основных частей вместе.
Пластины
Как правило, основное, что следует помнить о пластинах, это то, что они имеют ширину более 8 дюймов и толщину 1/4 дюйма или более. Пластины обычно используются в качестве соединений между другими конструктивными элементами или в качестве составных частей сборных конструктивных элементов. Пластины, нарезанные по определенным размерам, могут иметь ширину от 8 дюймов до 120 дюймов и более и различную толщину. Края этих листов могут быть обрезаны ножницами (листы со сдвигом) или прокатаны под прямым углом (листы универсального проката).
Часто листы обозначаются по их толщине и ширине в дюймах, как лист 1/2 дюйма x 24 дюйма. Длина во всех случаях указывается в дюймах. Обратите внимание на рис. 7-4, что 1 кубический фут стали весит 490 фунтов. Этот вес, разделенный на 12, равняется 40,8, что является весом (в фунтах) стальной пластины площадью 1 квадратный фут и толщиной 1 дюйм. Дробная часть обычно отбрасывается, а 1-дюймовая тарелка называется 40-фунтовой тарелкой. На практике вы можете услышать, что плита упоминается по ее приблизительному весу на квадратный фут для определенной толщины. Примером может служить 20-фунтовая тарелка, что означает 1/2-дюймовую тарелку.
Обозначения, обычно используемые для плоского проката, были установлены Американским институтом чугуна и стали (AISI). Плоская сталь обозначается как пруток, полоса, лист или плита в зависимости от толщины материала, ширины материала и (в некоторой степени) процесса прокатки, которому он подвергался.
Тройники
Строительный тройник изготавливается путем разрезания стандартной двутавровой или двутавровой балки по центру ее стенки с образованием двух Т-образных профилей из каждой балки. При определении размеров перед символом структурного тройника ставятся буквы ST. Например, обозначение ST 5 WF 10,5 означает, что тройник имеет номинальную глубину 5 дюймов, широкий фланец и весит 10,5 фунтов на погонный фут. Катаный тройник представляет собой изготовленную форму. При обозначении размеров перед символом катаного тройника ставится буква Т. Размер Т 4 х 3 х 9.2 означает, что прокатанный Т имеет 4-дюймовый фланец, номинальную глубину 3 дюйма и вес 9,2 фунта на погонный фут.
Zee
Эти формы различаются по глубине, ширине полки и весу на погонный фут. Следовательно, Z 6 x 3 1/2 x 15,7 означает, что зи имеет глубину 6 дюймов, фланец 3 1/2 дюйма и весит 15,7 фунтов на погонный фут.
Плоский стержень
Структурная форма, называемая стержнем, имеет ширину 8 дюймов или меньше и толщину более 3/16 дюйма. Кромки прутков обычно завальцованы под прямым углом, как универсальные прокатные плиты. Размеры выражаются так же, как и для пластин, например, бар 6 дюймов на 1/2 дюйма. Стержни доступны в различных формах поперечного сечения — круглые, шестиугольные, восьмиугольные, квадратные и плоские. Четыре различных формы показаны на рис. 7-5. Как квадраты, так и круглые обычно используются в качестве элементов жесткости легких конструкций. Их размеры в дюймах относятся к стороне квадрата или диаметру круга.
Колонны
Как правило, для колонн используются элементы с широкими полками, как можно более квадратные в поперечном сечении, но иногда используются трубы большого диаметра, даже если трубные колонны могут создавать трудности с соединением при креплении других элементов (Рисунок 7). -6). Колонны также могут быть изготовлены путем сварки или соединения болтами ряда других профилей проката, обычно уголков и пластин (рис. 7-7).
Балки
Балки — это основные горизонтальные элементы конструкции стального каркаса. Они соединяются от колонны к колонне и обычно соединяются сверху колонн с помощью накладок (подшипники) (рис. 7-8). Альтернативным методом является сидячее соединение (рис. 7-9). Балка крепится к полке колонны с помощью уголков, при этом одна нога проходит вдоль полки балки, а другая напротив колонны. Функция балок заключается в поддержке балок межэтажного перекрытия.
Элементы
Основными частями конструкции являются несущие элементы. Они поддерживают и передают нагрузки на конструкцию, оставаясь при этом равными друг другу. Места, где элементы соединяются с другими элементами, называются соединениями. Общая сумма нагрузок, воспринимаемых элементами конструкции в конкретный момент времени, равна общей статической нагрузке плюс общая временная нагрузка.
Общая статическая нагрузка — это общий вес конструкции, который постепенно увеличивается по мере подъема конструкции и остается постоянным после ее завершения. Общая динамическая нагрузка — это общий вес подвижных объектов, таких как люди, мебель и движение по мосту, которые конструкция поддерживает в определенный момент.
Базовая система — стойка и балка (каркасная рама) и пространственные рамы.
2. Преимущества конструкции со стальным каркасом:
1. Можно строить очень высокие и широкие (самые высокие здания в мире)
2. Легкий и прочный (намного легче и прочнее, чем бетон)
3. Сборный — каркас быстро собирается
4. Точный и предсказуемость (отличный контроль качества)
3. Недостатки конструкции со стальным каркасом:
1. Сталь — дорогой материал (гораздо дороже кирпичной кладки или бетона)
2. Каркасы неустойчивы
3. Требуется противопожарная защита
4. Требуется отдельная «обшивка» (стены и полы)
4. Методы стабилизации зданий со стальным каркасом:
1. Жесткое ядро - обычно достигается за счет внутренней кладки (или бетона) лестничных башен и лифтовых шахт, создающих вертикальное жесткое ядро, противодействующее деформациям и кручению здания под действием внешних боковых сил.
2. Диагональные распорки — добавление диагональных распорок «X» или «K», которые противостоят боковым нагрузкам. Проблемы — могут мешать внешние окна.
3. Устойчивые к моменту соединения балки с колонной. Обычно выполняются путем изготовления дополнительных соединительных уголков, сварных швов и болтов, которые значительно повышают жесткость соединения. Проблемы — крайне трудоемкие и дорогие.
4. Стены жесткости – Наружные (или внутренние) стены, построенные из кирпичной кладки или бетона, которые действуют как вертикальная консольная балка, воспринимающая боковые нагрузки. Проблемы — могут мешать наружные окна, трудоемкий, тяжелый.
5. Основные профили из конструкционной стали (горячекатаные):
Как правило, конструкционная сталь изготавливается в процессе горячей прокатки под несколькими обозначениями ASTM, наиболее распространенным из которых является A36. Эта сталь имеет минимальный предел текучести 36 тысяч фунтов на квадратный дюйм и минимальное предельное (разрушающее) напряжение 58 тысяч фунтов на квадратный дюйм. Доступны многие другие марки, с пределом текучести A572 — 50 KSI в качестве выбора для более высокой прочности. Новая марка стали A992 недавно заменила A572 и A36 (для профилей W) в качестве стандартной марки стали. Как и A572, он также имеет предел текучести 50 KSI.
1. Широкая полка — типичная «двутавровая балка», используемая в строительстве. Пример — W18x35, где «W» = широкая полка, 18 = номинальная глубина элемента в дюймах и 35 = вес балки в фунтах на погонный фут. Используется для балок, колонн, свай, распорок и других тяжелых применений.
2. Углы — равнополочные или неравнополочные. Пример — L4 x 3 x 1/4, где 4 и 3 — фактические размеры полки в дюймах, а 1/4 = толщина уголка в дюймах. Используется для перемычек, раскосов, составных балок и колонн, вторичного каркаса и других легких применений.
3. Стальные швеллеры — эти элементы в форме буквы «С» используются для балок, сборных колонн, распорок, вторичного каркаса и других применений с легкими и средними нагрузками. Примером канала является C10x30, где «C» обозначает канал, 10 — фактическая высота канала в дюймах, а 30 — фунты на погонный фут.
4. Стальная труба. Круглая труба чаще всего используется для колонн. Выпускается в трех категориях в зависимости от диаметра и толщины стенки: «стандартный вес», «сверхпрочный» и «двойной сверхпрочный». Двойная сверхпрочная труба является самой прочной, потому что у нее самые толстые стенки. Пример — труба стандартного веса диаметром 4 дюйма
5. Трубчатая сталь — эти квадратные или прямоугольные сечения чаще всего используются в качестве колонн, но также могут использоваться в качестве балок, распорок или других применений. Типичным примером является TS6x4x1/4, где TS = трубная сталь, 6 и 4 — фактическая ширина и глубина в дюймах, а 1/4 — толщина стенки в дюймах.
С 2003 года трубная сталь теперь называется Американским институтом стальных конструкций «полым конструкционным сечением» (HSS). Типичное обозначение HSS6x4x1/4.
6. Пластины — плоские куски стали, нарезанные по размеру. Обычно в диапазоне от 1/8 дюйма до 6 дюймов. Используется в качестве опорных плит колонн, составных балок и колонн (т. е. пластинчатых ферм), соединительных деталей (т. е. косынок, сварных пластин и т. д.) и любого другого применения, где требуются детали определенного размера. Пример — PL 6x4x3/8, где 6 и 4 — длина и ширина листа в дюймах, а 3/8 — толщина листа в дюймах.
7. Вырезанные секции. Обычно это секции с широкими полками, которые разрезаются пополам, образуя Т-образную секцию. Используется для перемычек, балок, раскосов и колонн. Пример — WT7x19 представляет собой секцию, вырезанную из широкой полки W14x38.
5. Соединения:
6. Заклепки — Обычно больше не используются по таким причинам, как низкая прочность, безопасность и плохой контроль качества.
1. Болты – бывают двух видов – из углеродистой стали и высокопрочные. Болты из углеродистой стали получают свою прочность за счет сдвига (или растяжения) только вдоль стержня болта. Наиболее распространенное обозначение ASTM для болтов из углеродистой стали, используемых в конструкциях, — A307. Эти болты не могут нести ту же нагрузку, что и высокопрочные болты, и используются для легких условий эксплуатации, таких как анкерные болты. Высокопрочные болты получают свою прочность не только за счет сдвига и растяжения вдоль вала, но и за счет сил трения, возникающих при натяжении гайки до заданного уровня. Самый распространенный ASTM
2. Сварка. Сварка осуществляется путем механического соединения стали путем нагревания электродов в расплавленном состоянии, которое образует одно целое из двух. Создает чрезвычайно жесткие соединения. Наиболее распространенным типом сварки, используемым для строительных конструкций, является «угловой» шов, который соединяет детали под прямым углом. Обычно соединительные уголки к балкам и колоннам приваривают в цеху, а затем скрепляют их болтами в полевых условиях на стройплощадке.
7. Стальной настил:
Стальной настил относится к одному из нескольких основных типов. Весь настил холоднокатаный и продается толщиной от 16 (самая тяжелая) до 28 (самая легкая).
1. Настил крыши — обычно доступен высотой 1½ дюйма и 3 дюйма и толщиной от 16 до 22 калибров. Настил крыши характеризуется тем, что верхняя канавка намного шире, чем нижняя, что обеспечивает максимально возможную плоскую поверхность для несущих ненесущих компонентов здания, таких как жесткая изоляция. Ширина нижней канавки варьируется, и доступны различные профили, такие как «узкое ребро», «промежуточное ребро» и «широкое ребро».
2. Настил пола (некомпозитный) — используемый для полов, этот тип настила имеет верхнюю и нижнюю канавки примерно одинаковой длины и действует как форма для бетона. Типичные доступные высоты: 9/16″, 1″, 1 5/16″, 1½», 2″ и 3″. Бетон, уложенный на настил, обычно армируется сварной проволочной тканью.
3. Настил пола (композитный) — Подобно настилу пола из некомпозитного материала, этот настил обычно имеет дополнительные перфорации в настиле для «сцепления» с бетоном. Эта палуба действует как часть структурной системы со стальными балками. Настил размещается поверх стальной балки, а стальные «шпильки» привариваются через настил и к верхней полке балки. После того, как бетон уложен и отвержден, он захватывает срезные шпильки и взаимодействует со стальной балкой, значительно увеличивая несущую способность одной только стальной балки.
8. Стальные балки (стержневые балки):
Эти легкие фермы с открытой стенкой производятся различными компаниями (такими как Vulcraft), чтобы обеспечить максимально легкую альтернативу балкам. Они используются чаще всего для сборки крыши. Типичная стальная балка показана ниже:
9. Легкий стальной каркас:
Элементы легкого стального каркаса используются для каркаса стен, перекрытий, балок и перемычек — всего, для чего используются обычные деревянные каркасные элементы. Строительные нормы и правила большинства штатов предписывают использовать негорючие конструкции для объектов определенного типа, а элементы деревянного каркаса использовать НЕЛЬЗЯ. Эти легкие элементы представляют собой холоднокатаные (аналогичные стальному настилу) изделия из листового металла, которые доступны от различных производителей в виде элементов «С» в калибрах, обычно от 12 до 26 калибров. Они крепятся и собираются с помощью саморезов и точечной сварки.
10. Противопожарная защита:
Все стальные конструкции должны быть защищены от огня в соответствии с государственными и местными строительными нормами. Хотя для фактического плавления стали требуется очень значительное количество тепла, она теряет большую часть своей прочности при температурах выше 7000 F. Обычно существуют две основные категории огнезащиты — термическая и абсорбционная.
1. Тепловая противопожарная защита – замедляет прохождение тепла через сталь. Используемые методы включают изоляцию и вспучивающуюся краску.
2. Абсорбционная противопожарная защита – поглощает тепло. Используемые методы включают покрытие стальных элементов бетоном, гипсом (напылением) и сложные методы, такие как заполненные жидкостью камеры (обычно оборачиваются вокруг колонн).
СВАРНЫЕ И КЛЕПНЫЕ СТАЛЬНЫЕ КОНСТРУКЦИИ
В следующих параграфах обсуждаются сварные и клепаные стальные конструкции и приводятся примеры обоих методов изготовления ферм.
Сварные стальные конструкции
Как правило, сварные соединения имеют каркас или посадку точно так же, как и клепаные соединения, которые мы обсудим позже. Однако сварные соединения более гибкие. Отверстия, используемые для соединения деталей болтами или штифтами во время сварки, обычно просверливаются в производственной мастерской. Балки обычно не привариваются непосредственно к колоннам. Процедура обеспечивает жесткое соединение и приводит к сильному изгибу, который нагружает балку, чему должны сопротивляться как балка, так и сварной шов.
Символ сварки
Чертежи содержат специальные символы для указания места сварки, типа соединения, а также размера и количества металла шва, который должен быть наплавлен в соединении. Американское общество сварщиков (AWS) стандартизировало их. Сварщик увидит их всякий раз, когда он или она выполняет сварочное задание из набора распечаток, поэтому вам необходимо ознакомиться со всеми элементами стандартного символа сварки, а также с расположением и значением основных символов сварки.
Стандартный символ сварки (рис. 7-15): контрольная линия + стрелка + хвост.
Линия отсчета является основой. На него наносятся символы сварки, размеры и другие данные. Стрелка соединяет контрольную линию с соединением или областью, подлежащей сварке. Направление стрелки не имеет отношения к значению опорной линии. Конец символа сварки используется только при необходимости для включения информации о процессе, спецификации или другой справочной информации.
Обозначения типов сварных швов
Обозначения сварных швов относятся к обозначениям для определенного типа сварного шва, такого как угловой, разделочный, стыковой, наплавочный, штекерный или щелевой.
Символ сварки (Рисунок 7-16) является лишь частью информации, необходимой для обозначения сварки. При использовании для распространения информации термин «символ сварки» относится к общему символу, который включает в себя все символы сварки, необходимые для указания требуемых сварных швов.
Наложение символа сварного шва на опорную линию показано на рис. 7-17. Обратите внимание, что вертикальная сторона символа сварки показана слева от наклонной или изогнутой стороны символа. Независимо от того, относится ли символ к угловому, фасочному, J-образному или развальцовочному шву, вертикальная сторона всегда рисуется влево. Значение положения символа сварки на опорной линии показано на рис. 7-18.
Когда необходимо скосить только одну кромку соединения, необходимо показать, какой элемент должен быть скошен (Рисунок 7-19). Когда указан такой стык, стрелка символа сварки указывает с определенным разрывом на деталь, подлежащую скосу. Другие символы сварки могут быть добавлены к символу сварки по мере необходимости для передачи всей информации, необходимой для сварки.
Однако, независимо от направления стрелки, вся информация, нанесенная на опорную линию символа сварки, читается слева направо. Список символов сварки показан на рис. 7-20.
Размер, длина, шаг (расстояние между центрами), угол разделки и отверстие в корне сварного шва имеют определенные местоположения. Эти местоположения определяются стороной контрольной линии, на которой размещен символ сварки.
Дополнительный
Помимо основных символов сварки, символ сварки может включать дополнительные символы (Рисунок 7-22). Контурные символы показывают, как должно быть сформировано лицо; символы отделки указывают метод, используемый для формирования контура.
Символ отделки (если он используется) показывает метод отделки, C обозначает скалывание, M означает механическую обработку, а G обозначает шлифовку, а не степень отделки. Как символы контура и отделки применяются к символу сварки, показано на Рис. 7-23. Этот символ указывает на то, что сварной шов должен быть зачищен заподлицо. Также обратите внимание, что символы размещаются с той же стороны от базовой линии, что и символ сварного шва.
Другим дополнительным символом является символ сварки по всему периметру. Когда этот символ помещается на символ сварки, сварные швы должны продолжаться по всему стыку.
Еще один символ на Рисунке 7-22 — это символ монтажной сварки, черный флажок, указывающий на конец символа сварки. Для сварных швов, которые не могут быть выполнены в цеху из-за размера, транспортировки, конструктивных особенностей или по другим причинам, этот символ указывает сварщику выполнить сварку в полевых условиях, которая может выполняться «на месте» или на месте.
Сварные стальные фермы
Чертеж типичной сварной стальной фермы показан на рис. 7-24. Когда вы интерпретируете символы сварки, вы увидите, что большинство из них показывают, что конструкционные углы будут сварены угловым швом. Скругление будет иметь радиус 1/4 дюйма (толщину) с обеих сторон и будет проходить вдоль угла на протяжении 4 дюймов.
Сварные стальные фермы
Чертеж типичной сварной стальной фермы показан на рис. 7-24. Когда вы интерпретируете символы сварки, вы увидите, что большинство из них показывают, что конструкционные углы будут сварены угловым швом. Скругление будет иметь радиус 1/4 дюйма (толщину) с обеих сторон и будет проходить вдоль угла на протяжении 4 дюймов.
Стальные клепаные конструкции
Элементы стальных конструкций клепаются в цехе, где они изготавливаются, в объеме, допускаемом условиями отгрузки. Во время изготовления все отверстия для заклепок пробиваются или сверлятся независимо от того, должны ли заклепки забиваться в полевых условиях или в мастерской.
Посмотрите на производственный чертеж клепаной стальной фермы крыши на рис. 7-25. На первый взгляд он кажется загроможденным и трудночитаемым. Это вызвано тем, что на чертеже необходимо указать множество размеров и других соответствующих фактов, но вы сможете прочитать его, как только поймете, что ищете, как мы объясним в следующих параграфах.
Верхний пояс состоит из двух углов, обозначенных спецификацией 2L 4 x 3 1/2 x 5/16 x 16´-5 1/2″. Это означает, что хорда составляет 4 дюйма на 3 1/2 дюйма на 5/16 дюйма толщиной и 16 футов 5 1/2 дюйма длиной.0031 Верхний пояс также имеет спецификацию IL 4 x 3 x 3/8 x 7(e). Это означает, что к нему прикреплено пять зажимных уголков, и каждый из них представляет собой угол размером 4 дюйма на 3 дюйма, толщиной 3/8 дюйма и длиной 7 дюймов.
Косынка (а) в левом нижнем углу вида имеет маркировку PL 8 x 3/8 x 1´-5 (a). Это означает, что его ширина составляет 8 дюймов, толщина — 3/8 дюйма, а длина — 1 фут 5 дюймов.
Нижний пояс состоит из двух уголков 2 1/2 дюйма на 2 дюйма на 5/16 дюйма на 10 футов 3 7/16 дюйма, которые соединены с косынками А и В, и еще двух уголков 2 1/2 дюймов на 2 дюйма на 1/4 дюйма на 10 футов 4 1/8 дюйма, которые соединяются с косынкой B и продолжаются до другой половины фермы. Еще два уголка соединены с косынками С и В на верхнем и нижнем поясах; они 2 1/2 дюйма на 2 дюйма на 1/4 дюйма на 2 фута 10 1/2 дюйма. Другой элемент между верхним и нижним поясами, соединенный с косынкой B и косынкой D, состоит из двух уголков 2 1/2 дюйма на 2 дюйма на 1/4 дюйма на 8 футов 5 дюймов.
Рисунок 7-27 — Размеры клепаной стальной фермы.
На рис. 7-26 та же ферма показана только с названиями некоторых элементов и размерами косынок (A, C и D) между углами.
На рис. 7-27 та же ферма показана только с некоторыми необходимыми размерами, чтобы упростить чтение полного рабочего чертежа конструкции.
Большая часть заклепок будет забита в цеху, за исключением пяти заклепок в косынке прогона d и двух показанных заклепок, соединяющих центральную часть нижнего пояса, который соединяется с косынкой b. Эти семь заклепок будут вбиты на стройплощадке. Условные обозначения заклепок, забиваемых в цеху и в полевых условиях, показаны на рис. 7-28.
ЧЕРТЕЖИ СТАЛЬНЫХ КОНСТРУКЦИЙ
Чертежи, используемые для изготовления и монтажа стальных конструкций, обычно состоят из группы различных типов чертежей, таких как компоновочные, общие, производственные, монтажные и монтажные. Эти чертежи описаны в следующих параграфах.
Компоновочные чертежи
Компоновочные чертежи также называются общими планами и чертежами профилей. Они предоставляют необходимую информацию о местоположении, выравнивании и высоте конструкции и ее основных частей относительно земли на площадке. Они также предоставляют другие важные сведения, такие как характер подстилающего грунта или расположение прилегающих сооружений и дорог. Эти чертежи дополняются инструкциями и информацией, известной как письменные спецификации.
Общие планы
Общие планы содержат информацию о размерах, материале и составе всех основных элементов конструкции, их взаимном расположении и способе соединения, а также крепления других частей конструкции. Количество поставляемых чертежей общего плана определяется такими факторами, как размер и характер сооружения, сложность операций. Общие планы состоят из видов в плане, фасадов и разрезов сооружения и его различных частей. Объем необходимой информации определяет количество и расположение секций и фасадов.
Производственные чертежи
Производственные чертежи или заводские чертежи содержат необходимую информацию о размере, форме, материале и положениях для соединений и креплений для каждого элемента. Эта информация достаточно подробна, чтобы можно было заказать материал для соответствующего элемента и изготовить его в магазине или на верфи. Составные части элементов показаны на производственном чертеже, а также размеры и монтажные метки.
Монтажные чертежи
Монтажные чертежи или монтажные схемы показывают расположение и положение различных элементов готовой конструкции. Они особенно полезны для персонала, выполняющего монтаж в полевых условиях. Например, на монтажных чертежах указан приблизительный вес тяжелых деталей, их количество и другие полезные данные.
Фальш-конструкция Чертежи
Термин фальш-конструкция относится к временным опорам из дерева или стали, необходимым для возведения сложных или важных конструкций. Когда требуется ложная работа в сложном масштабе, чертежи, аналогичные уже описанным общим и детальным чертежам, могут быть предоставлены для руководства строительством. Для простой фальшивой работы достаточно полевых зарисовок.
10 распространенных дефектов сварки, о которых следует знать.
Инженерия всегда признавала наличие несовершенств и работу с допусками. Допуск — это термин, определяющий степень приемлемости до несовершенства . Таким образом, любой допуск должен быть определен только для определенного применения, процесса и используемого материала.
Несовершенствами считаются любые различия в проекте строения. Они неизбежны в технике, но не все из них следует рассматривать как неприемлемые .
В данной статье рассматриваются такие отклонения в отношении сварных швов.
Узнайте, какое отношение сентин имеет к сварным швам
Каковы основные категории дефектов сварки?
Дефекты, возникающие при сварке, можно разделить на три категории:
- Размерные Дефекты
- В сварном шве
- В пьесе
- Разрывы
- Несовершенства свойств материалов
В этой статье рассматриваются недостатки, рассматриваемые как разрывы, и содержится 10 общих недостатков.
Содержание
Что такое несплошности сварного шва?
Прерывистость — это нарушение типичной физической структуры материала, которое резко меняет свои свойства . Таким образом, простое изменение свойств не характеризует разрыв. Однако только несплошностей, которые превышают предел допуска , следует рассматривать как дефекты сварки .
Таким образом, сварной шов с определенной трещиной может считаться одобренным или не одобренным для различных применений.
Что такое распространенные дефекты сварки?
Среди нарушений, связанных с процессом сварки, можно выделить 10 видов:
- Lack Of Penetration or Incomplete Penetration
- Lack Of Fusion or Incomplete Fusion
- Undercut
- Spatter
- Slag Inclusions
- Cracks
- Porosity
- Overlap
- Warpage
- Burn Through
Узнайте, какое отношение сентин имеет к сварным швам
1.
Тип: Недостаточное проникновениеНеполное проникновение возникает при корне сварной шов не достигает корня шва для сварки противоположной поверхности детали. Чтобы исправить эту неоднородность, вы можете увеличить силу тока, уменьшить скорость сварки или изменить геометрию соединения.
© Нуньес Р. 20202. Тип: несплавление
Неполное сплавление происходит с локализованным несплавлением либо на стыковой кромке , либо на поверхности ранее осажденной нити . Чтобы исправить эту неоднородность, вы можете увеличить ток, уменьшить скорость сварки, изменить геометрию соединения или использовать некоторые хитрости, чтобы избежать магнитного дутья.
© Сантос А.Г.М. — 20193. Тип: Подрез
Встречается с углублением, как выемка , на подошве шнура . Чтобы исправить эту неоднородность, можно уменьшить силу тока или скорость сварки.
© Нуньес Р. 20204. Тип: Брызги
Брызги возникают при выбросе расплавленных частиц из валика сварного шва. Чтобы исправить этот разрыв, можно уменьшить ток и контролировать нестабильность переноса металла.
Прочтите статью о причинах и последствиях брызг при сварке.
© Сантос А.Г.М. — 20195. Тип: Шлаковое включение
Возникает при удерживании твердых материалов , металлических или нет, в металле сварного шва. Причины – недостаточная очистка поверхности сварного шва между проходами. Это также может произойти при однопроходных сварных швах, когда шлак попадает в корень и носки шва.
6. Тип: Трещины
Среди несплошностей металлургического происхождения можно отметить трещины, которые могут появиться в зоне воздействия сварного шва (зона плавления или зона термического влияния) из-за нескольких факторов, таких как сокращение затвердевающего металла и рост зерен, и могут быть классифицированы как холодные трещины, трещины затвердевания и трещины повторного нагрева.
7. Тип: Пористость
Происходит с образованием пузырьков газа, удерживаемых в зоне расплава. Это может происходить внутри, а также на поверхности. Для исправления этой неоднородности можно скорректировать расход защитного газа и использовать газы лучшего качества (с большей чистотой по своему составу).
8. Тип: Нахлест
Нахлест возникает, когда поверхность сварного шва выходит далеко за выступ шва . В основном это вызвано использованием слишком больших электродов или плохой техникой сварки.
9. Тип: Коробление
Коробление — это нежелательное изменение формы и положения металлических деталей. Это происходит при неправильном использовании тепла и вызвано сужением/расширением свариваемых деталей.
10. Тип: Прожог
Если металл шва проникает в основные детали , говорят о прожоге. Это обычная несплошность при сварке тонких деталей. Это происходит, когда корневое отверстие слишком велико или используется слишком большое напряжение.
Как найти дефекты сварки?
Неразрушающий контроль (НК)!
С целью утверждения сварного шва проводится несколько приемов, чтобы выяснить и доказать отсутствие дефектов, подвергающих сварную конструкцию риску. В отличие от разрушающих испытаний (ДТ), Неразрушающие испытания (НК) направлены на возможность наблюдения несплошностей без нарушения сварной детали и проводятся на стадиях изготовления, строительства, сборки и технического обслуживания.
Узнайте, какое отношение сентин имеет к сварным швам
Неразрушающий контроль способствует контролю качества товаров и услуг, снижения себестоимости , сохранения жизни и окружающей среды , являясь конкурентным фактором для компаний, которые их используют. Помимо того, что он является фундаментальной частью для проведения исследований, основной целью которых является повышение показателей надежности промышленного оборудования.
При правильном применении неразрушающий контроль обеспечивает большую отдачу за счет экономии времени, снижения частоты отказов оборудования, повышения достоверности диагностики и повышения общего качества промышленного оборудования надежности .
Некоторые НК, поскольку они включают сложный анализ сигналов и изображений, становятся чрезвычайно сложными процессами, трудными для понимания неопытными операторами .
Рафаэль Гомес Нунес Сильва — Исследователь дуговой и лазерной сварки
Пример: Ультразвуковой контроль — фазированная решетка
При обычном ультразвуковом контроле один преобразователь посылает в материал ультразвуковых волн . Датчики с фазированной решеткой содержат несколько преобразователей . Вводя задержку между импульсами, посылаемыми каждым преобразователем, можно влиять на угол луча, точку фокусировки и точку фокусировки фронта генерируемой волны.
Ультразвуковой контроль трубопровода
Ультразвуковой контроль с фазированной решеткой— это расширенное приложение. Его можно использовать в течение проверка сварных швов, дефектоскопия трещин и дефектов, измерение толщины и проверка коррозии . Этот метод также можно использовать для анализа сварных швов в режиме реального времени.
Из-за подробной визуализации размера, формы, глубины и ориентации дефекта вместо рентгенографического контроля часто можно использовать фазированную решетку. Поскольку при этом не используется ионизирующее излучение, нет необходимости создавать зону безопасности, что обычно означает остановку производства.
Каково будущее сварки, неразрушающего контроля и неразрушающего контроля?
Сварка и неразрушающий контроль могут выиграть от цифровизации и новых технологий. Сочетая в себе компьютерное зрение, робототехнику и искусственный интеллект , они обеспечивают не только уверенность в процессе проверки, но и гибкость за счет множественных проверок и универсальность в нескольких процессах сварки, проверку наличия компонентов, классификацию дефектов и автоматизацию корректирующих действий. действия процесса сварки.
Узнайте больше о цифровой инспекции
Особая благодарность Артуру Сантосу за помощь с диссертацией и изображениями.
Santos A.G.M., Анализ влияния ротации электродов на процесс MIG/MAG и исследование применения Soldagem Narrow Gap, Dissertação de Mestrado em Engenharia Mecânica, Departamento de Engenharia Mecânica, Federal Santa de Catarinade, Universidade Catarinade, Бразилия 2019
Взаимосвязь между воздействием свинецсодержащих сварочных дымов и уровнем репродуктивных гормонов
1. Мехрифар Ю., Зевердегани С.К., Фараджи М. и Рисманчян М. Оценка риска воздействия на сварщиков выделяемых загрязненных газов при различных типах сварочных процессов в сталелитейной промышленности. Сфера здоровья; 2018. DOI: 10.5812/jhealthscope.58267 [CrossRef] [Google Scholar]
2. Sajedifar J, Kokabi AH, Dehghan SF, et al. Оценка роли эксплуатационных параметров на выброс дыма. Промышленное здоровье. 2018; 56: 198–206. DOI: 10.2486/indhealth.2017-0155 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
3. Мео С.А. и Аль-Хлаиви Т. Опасность для здоровья сварочного дыма. Саудовский медицинский журнал. 2003 г.; 24: 1176–1182. [PubMed] [Google Scholar]
4. Попович О., Прокич-Цветкович Р., Бурзич М., Лукич У. и Белич Б. Выделение дыма и газа при дуговой сварке: опасности и рекомендации. Обзоры возобновляемых и устойчивых источников энергии. 2014; 37: 509–516. DOI: 10.1016/j.rser.2014.05.076 [CrossRef] [Google Scholar]
5. Карими Зевердегани С., Мехрифар Ю. , Фараджи М. и Рисманчян М. Профессиональное воздействие сварочных газов во время трех сварочных процессов и оценка риска методом SQRCA. . Журнал гигиены труда и эпидемиологии. 2017; 6: 144–149. DOI: 10.29252/johe.6.3.144 [CrossRef] [Google Scholar]
6. Рахмани А., Голбабаи Ф., Дехган С.Ф., Мазломи А. и Акбарзаде А. Оценка влияния сварочного дыма на когнитивные нарушения и здоровье сварщиков. соответствующее качество жизни. Международный журнал по охране труда и эргономике. 2016; 22: 426–432. DOI: 10.1080/10803548.2016.1164499 [PubMed] [CrossRef] [Google Scholar]
7. Литтл К. Оптимизация выбора расходных материалов повышает производительность, уменьшает дым. Распределение газов и сварки. 2004 г.; 45–47. [Академия Google]
8. Cezar-Vaz MR, Bonow CA и Vaz JC. Информирование о рисках, связанных со сварочным дымом, для первичной профилактики учеников-сварщиков на юге Бразилии. Международный журнал экологических исследований и общественного здравоохранения. 2015 г.; 12: 986–1002. DOI: 10.3390/ijerph220100986 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
9. Sajedifar J, Kokabi AH, Azam K, et al. Сравнительная оценка воздействия сварочных дымов на сварщиков по массовой и количественной концентрации. Здоровье и безопасность на работе. 2016; 6: 17–26. [Академия Google]
10. Хаббс А.Ф., Сарджент Л.М., Портер Д.В. и др. Нанотехнологии: Токсикологическая патология. Токсикологическая патология. 2013; 41: 395–409. DOI: 10.1177/0192623312467403 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
11. El-Zein M, Malo J, Infante-Rivard C и Gautrin D. Распространенность и связь системных и респираторных симптомов, связанных со сваркой у сварщиков. Медицина труда и окружающей среды. 2003 г.; 60: 655–661. DOI: 10.1136/oem.60.9.655 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
12. Мехрифар Й., Заманян З. и Пирами Х. Респираторное воздействие токсичных газов и паров металлов, образующихся в процессе сварки и при проверке функции легких. Int J Occup Environ Med. 2019; 1: 40–49. DOI: 10.15171/ijoem.2019.1540 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
13. Lillienberg L, Zock J, Kromhout H, et al. Популяционное исследование воздействия сварки на рабочем месте и респираторных симптомов. Анналы гигиены труда. 2008 г.; 52: 107–115. [PubMed] [Академия Google]
14. Mehrifar Y, Pirami H и Farhang Dehghan S. Взаимосвязь между воздействием марганца в сварочных дымах и возникновением симптомов мигрени. Медицинский журнал Тегеранского университета. Публикации ТУМС; 2018; 76: 135–141. [Google Scholar]
15. Yu IJ, Song KS, Chang HK, et al. Фиброз легких у крыс Sprague-Dawley, вызванный воздействием дыма при ручной дуговой сварке нержавеющей стали. Токсикологические науки. 2001 г.; 63: 99–106. DOI: 10.1093/toxsci/63.1.99 [PubMed] [CrossRef] [Google Scholar]
16. Persons R, Arnoux D, Monssu T, et al. Детерминанты профессионального воздействия металлов при дуговой сварке металлическим газом и меры по управлению рисками: исследование биомониторинга. Токсикологические письма. 2014; 231: 135–141. DOI: 10.1016/j.toxlet.2014.09.008 [PubMed] [CrossRef] [Google Scholar]
17. Адонайло В. и Отейза П. Интоксикация свинцом: антиоксидантная защита и окислительное повреждение мозга крыс. Токсикология. 1999 г.; 135: 77–85. DOI: 10.1016/S0300-483X(99)00051-7 [PubMed] [CrossRef] [Google Scholar]
18. ACGIH. TLV и BEI, документация пороговых значений и индексов биологического воздействия. Американская правительственная конференция промышленных гигиенистов, Цинциннати, Огайо. 2017; 36–101. [Google Scholar]
19. Ачарья У., Ачарья С. и Мишра М. Цитотоксичность, вызванная ацетатом свинца, в зародышевых клетках самцов швейцарских мышей. Промышленное здоровье. 2003 г.; 41: 291–294. DOI: 10.2486/indhealth.41.291 [PubMed] [CrossRef] [Google Scholar]
20. Antonini JM, Zeidler-Erdely PC, Young SH, Roberts JR и Erdely A. Системный иммунный клеточный ответ у крыс после воздействия марганца на легкие. содержащие частицы, собранные из сварочных аэрозолей. Журнал иммунотоксикологии. 2012 г.; 9: 184–192. DOI: 10.3109/1547691X.2011.650733 [PubMed] [CrossRef] [Google Scholar]
21. Гарсия-Лестон Дж., Мендес Дж., Пасаро Э. и Лаффон Б. Генотоксические эффекты свинца: обновленный обзор. Международная организация по окружающей среде. 2010 г.; 36: 623–636. DOI: 10.1016/j.envint.2010.04.011 [PubMed] [CrossRef] [Google Scholar]
22. Poręba R, Gać P, Poręba M и Andrzejak R. Взаимосвязь между профессиональным воздействием свинца и проявлением сердечно-сосудистых осложнений у лица с артериальной гипертензией. Токсикология и прикладная фармакология. 2010 г.; 249: 41–46. DOI: 10.1016/j.taap.2010.08.012 [PubMed] [CrossRef] [Google Scholar]
23. Ekong EB, Jaar B и Weaver V. Нефротоксичность, связанная со свинцом: обзор эпидемиологических данных. Почки Интернэшнл. 2006 г.; 70: 2074–2084. DOI: 10.1038/sj.ki.5001809 [PubMed] [CrossRef] [Google Scholar]
24. Телишман С., Чолак Б., Пизен А., Юрасович Дж. и Цвиткович П. Репродуктивная токсичность низкого уровня воздействия свинца на мужчин. Экологические исследования. 2007 г.; 105: 256–266. DOI: 10.1016/j.envres.2007.05.011 [PubMed] [CrossRef] [Google Scholar]
25. Vigeh M, Smith DR и Hsu P-C. Как свинец вызывает мужское бесплодие? Иранский журнал репродуктивной медицины. 2011 г.; 9: 1. [Бесплатная статья PMC] [PubMed] [Google Scholar]
26. Allouche L, Hamadouche M и Touabti A. Хронические эффекты низкого уровня свинца на качество спермы, гонадотропины и тестостерон у белых крыс. Экспериментальная и токсикологическая патология. 2009 г.; 61: 503–510. DOI: 10.1016/j.etp.2008.12.003 [PubMed] [CrossRef] [Google Scholar]
27. Гулсон Б.Л., Мизон К.Дж., Корш М.Дж., Палмер Дж.М. и Доннелли Дж.Б. Мобилизация свинца из костной ткани человека во время беременности и кормления грудью. Резюме долгосрочных исследований. Наука о полной окружающей среде. 2003 г.; 303: 79–104. DOI: 10.1016/S0048-9697(02)00355-8 [PubMed] [CrossRef] [Google Scholar]
28. Хенкель Р. Влияние оксидантов на функцию сперматозоидов. Андрология. 2005 г.; 37: 205–206. DOI: 10.1111/j.1439-0272.2005.00699.x [PubMed] [CrossRef] [Google Scholar]
29. Tapisso JT, Marques CC, da Luz Mathias M и da Graça Ramalhinho M. Индукция обмена микроядрами и сестринскими хроматидами в клетках костного мозга и аномалии в сперме алжирских мышей (Mus spretus), подвергшихся воздействию кадмия, свинца и цинка. Исследования мутаций/генетическая токсикология и экологический мутагенез. 2009 г.; 678: 59–64. DOI: 10.1016/j.mrgentox.2009.07.001 [PubMed] [CrossRef] [Google Scholar]
30. Батра Н., Неру Б. и Бансал М. Влияние свинца и цинка на репродукцию самцов крыс на «биохимическом и гистопатологическом уровнях». . Журнал прикладной токсикологии: международный журнал. 2001 г.; 21: 507–512. DOI: 10.1002/jat.796 [PubMed] [CrossRef] [Google Scholar]
31. Узун Ф.Г., Календер С., Дурак Д., Демир Ф. и Календер Ю. Индуцированная малатионом тестикулярная токсичность у самцов крыс и защитный эффект витаминов C и E. Пищевая и химическая токсикология. 2009 г.; 47: 1903–1908. DOI: 10.1016/j.fct.2009.05.001 [PubMed] [CrossRef] [Google Scholar]
32. Синклер С. Мужское бесплодие: вопросы питания и окружающей среды. Обзор альтернативной медицины: журнал клинической терапии. 2000 г.; 5: 28–38. [PubMed] [Google Scholar]
33. Анджум М.Р., Сайнат С., Сунита И. и Редди П.С. Ацетат свинца индуцировал репродуктивную и отцовскую токсичность у крыс. Экотоксикология и экологическая безопасность. 2011 г.; 74: 793–799. DOI: 10.1016/j.ecoenv.2010.10.044 [PubMed] [CrossRef] [Google Scholar]
34. Смуда К. Влияние воздействия свинца на гонадотропин у крыс. J Физиологическая токсикология. 2015 г.; 44: 313–322. [Google Scholar]
35. NIOSH. Элементы (ICP): метод 7300, выпуск 3. Руководство NIOSH по аналитическим методам: Национальный институт безопасности и гигиены труда; 2003. [Google Scholar]
36. NIOSH. LEAD в крови и моче: метод 8003, выпуск 2. Руководство NIOSH по аналитическим методам: Национальный институт безопасности и гигиены труда; 1994. [Google Scholar]
37. Чоудхури А.Р. Последние достижения в области воздействия тяжелых металлов на мужскую репродуктивную функцию: ретроспектива. Аль Амин J Med Sci. 2009 г.; 2: 37–42. [Google Scholar]
38. Дехган-Насири М., Голбабаи Ф., Кохпайи А., Рахими-Форушани А. и Шахтахери С. Биологический и экологический мониторинг свинца и его воздействия в автомобильной промышленности. Иранская гигиена труда. 2012 г.; 8. [Google Scholar]
39. Голпаегани А. и Ханджани Н. Воздействие свинца на производстве и в окружающей среде в Иране: систематический обзор. Журнал здоровья и развития. 2012 г.; 1: 74–89. [Google Scholar]
40. Дорости А. и Шахраби Дж. Исследование уровня свинца в крови, гемоглобина и аскорбиновой кислоты в плазме у сварщиков автомобильной компании. Саламат-и кар-и Иран. 2006 г.; 3: 43–49. [Google Scholar]
41. Wang P, Zhu B-L, Zhang H-D, et al. Уведомление об отзыве исследования концентрации гормона в сыворотке у мужчин-рабочих аккумуляторного завода. 5-я Международная конференция по биоинформатике и биомедицинской инженерии
IEEE
2011 г.; 1–4. DOI: 10.1109/icbbe.2011.5781446 [CrossRef] [Google Scholar]
42. Тахер М.А., Хаммади С.А. и Али А.А. Изменения половых гормонов у женщин, работающих на заводе по производству аккумуляторов. Иракский журнал фармацевтических наук. (P-ISSN: 1683–3597, E-ISSN: 2521–3512) 2017 г.; 15: 23–28. [Google Scholar]
43. Vivoli G, Fantuzzi G, Bergomi M, et al. Взаимосвязь между низким воздействием свинца и соматическим ростом у подростков. Журнал анализа воздействия и эпидемиологии окружающей среды. 1993 год; 3: 201–209. [PubMed] [Google Scholar]
44. Rodamilans M, Osaba MJM, To-Figueras J, et al. Токсичность свинца для эндокринной функции яичек у населения, подвергающегося профессиональному воздействию. Токсикология человека. 1988; 7: 125–128. DOI: 10.1177/096032718800700203 [PubMed] [CrossRef] [Google Scholar]
45. Кумар С., Заиди С., Гаутам А., Дэйв Л. и Сайед Х. Качество спермы и репродуктивные гормоны у сварщиков — предварительное исследование. Гигиена окружающей среды и профилактическая медицина. 2003 г.; 8: 64–67. DOI: 10.1007/BF02897929 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
46. Pant N, Kumar G, Upadhyay A, et al. Репродуктивная токсичность свинца, кадмия и фталатов у мужчин. Наука об окружающей среде и исследование загрязнения. 2014; 21: 11066–11074. DOI: 10.1007/s11356-014-2986-5 [PubMed] [CrossRef] [Google Scholar]
47. Chowdhury A, Chinoy N, Gautam A, et al. Влияние свинца на сперму человека. Достижения в области систем доставки контрацептивов: CDS. 1986 год; 2: 208–210. [PubMed] [Google Scholar]
48. Селеван С.Г., Борковец Л., Слотт В.Л. и соавт. Качество спермы и репродуктивное здоровье молодых чешских мужчин, подверженных сезонному загрязнению воздуха. Перспективы гигиены окружающей среды. 2000 г.; 108: 887 DOI: 10.1289/ehp.00108887 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
49. Аминян О., Чавоши Ф., Бахаедини Л.С., Солтани С. и Наярколаи Ф.Р. Взаимосвязь между уровнем свинца в крови и мужскими репродуктивными гормонами у мужчин, подвергшихся воздействию свинца, на заводе по производству аккумуляторов: перекрестное исследование. Иранский журнал репродуктивной медицины. 2013; 11: 673. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Online Orientation Letter
| Курс: | Введение в дуговую сварку в среде защитного металла |
|---|---|
| Professor: | David Thrasher |
| Email: | [email protected] |
| Format: |
|
| Course Длина: |
|
Введение
Привет и добро пожаловать в Weld 101A — Введение в дуговую сварку в среде защитного металла. Вы узнаете, как правильно использовать и проверять средства индивидуальной защиты (СИЗ), а также интерпретировать основную терминологию сварки, применимую к обычным сварочным работам в отрасли. Вы будете работать с оборудованием для сварки и термической резки в соответствии с принятыми в отрасли требованиями безопасности. И вы будете выполнять дуговую сварку металлическим электродом в соответствии с отраслевыми стандартами в плоском и горизонтальном положении.
Описание курса
Первый курс из трех частей, знакомящих с теорией и применением электродуговой сварки в среде защитного газа (SMAW). Особое внимание уделяется процедурам безопасности, использованию расходных материалов и сварочного оборудования для сварки SMAW, а также правильным методам сварки в соответствии с программой SENSE EG2.0 для сварщиков начального уровня Американского общества сварщиков и Национальной коалицией центров сертификации (NC3).
Чего ожидать от этого курса
Weld 101A будет состоять из двух методов обучения: 1) Все лекции в классе будут проводиться удаленно — через Zoom, задания по чтению, видео и экзамены будут выполняться через онлайн-систему управления обучением под названием CANVAS; 2) Все лабораторные работы будут проводиться на территории кампуса Валенсии в комнате TWSH-120. На курсе НЕ БУДЕТ аудиторных лекций.
Weld 101A длится 5 недель: 29.08.2022 — 28.09.2022
ЛЕКЦИЯ — Пн, Вт и Ср — с 7:45 до 9:30
ЛАБОРАТОРИЯ — Пн, Вт и Ср — с 10:30 до 14:00
Типы экзаменов
Будут домашние задания, экзамены по 3 главам и общий итоговый экзамен, который будет сдан в Canvas, 2 экзамена AWS SENSE будут взято на сайте www.senseonline.org. И сварочные проекты, которые будут выполнены в сварочной лаборатории COC.
Информация об учебнике / ссылка на учебник ZTC
Инструмент(ы), используемый для соответствия
НЕОБХОДИМЫЕ КОМПЛЕКТЫ (1) Маска для дуговой сварки (5) Сверхпрозрачные линзы для сварочной маски (1) Пара перчаток для дуговой сварки (1) Сварочный жилет (предпочтительно кожаный) (1) Прозрачный Защитные очки (класс ANSI 78.1) (1) Прочные кожаные рабочие ботинки (высокая посадка) (1) Отбойный молоток (1) Большая проволочная щетка (1) Электрическая шлифовальная машина 4 ½–5 дюймов (120 В переменного тока) (2) Жесткие диски для шлифовальной машины (для шлифовки стали) (1) Проволочный круг для шлифовальной машины (для очистки сварных швов) (1) Мощный фонарик или лампа (120 В перем. тока) (1) VISE-GRIP 6-дюймовые плоскогубцы с фиксатором С-образного зажима (или эквивалент) 1) VISE- GRIP 6 дюймов. Плоскогубцы с V-образными губками (или эквивалентные) Респираторы/маски Примечание. Обязательно укажите свое имя на каждом инструменте. Ориентировочная цена на все вышеперечисленные товары составляет $200.00. Я обсужу с вами необходимые инструменты на нашей живой лекции через Zoom. Рекомендуемые дистрибьюторы: * Airgas West 23047 Drayton St, Santa Clarita, CA 91350 (661) 284-5900 Дистрибьютор Praxair. Inc. 21450 Golden Triangle Rd, Santa Clarita, CA 91350 · Friendly Valley (661) 284-3519 Matheson Tri Gas 13245 Maclay Street San Fernando, CA 91340 (818)-898-2222 получить скидку.
Название учебника
Издательство Goodheart-Wilcox Современная сварка, 12-е издание, печатный учебник и онлайн-доступ G-W.
Дополнительная информация об учебнике
Modern Welding 2020 – Bundle – Учебник + Common Cartridge Доступ на 2 года, ISBN # 978-1-64564-016-5
Modern Welding 2020 – Комплект – Учебник + Общий картридж Доступ на 1 год, ISBN # 978-1-63563-913-1
Другая соответствующая информация о курсе
Контрольный список- Вам потребуется доступ к ПК, ноутбуку, или планшет с доступом к надежному высокоскоростному интернет-соединению.
- Microsoft Word. Вы можете БЕСПЛАТНО загрузить Microsoft Office Suite как часть своей школьной учетной записи My Canyons (my.canyons.edu).
- Доступно для скачивания приложение Canvas для смартфона! (Холст от Instructure).
Начиная с 29 августа 2022 года все лекции в прямом эфире будут проходить в Zoom (https://cccconfer.zoom.us/signin), а все объявления, раздаточные материалы, задания, викторины и экзамены – в Canvas (https://coc .instructure.com/login/canvas). Пожалуйста, ознакомьтесь с запланированной программой лекций Zoom через Canvas в разделе «Объявления», чтобы получить инструкции по входу в систему, а также даты и время лекций.
Если у вас есть какие-либо вопросы об этом курсе, пришлите мне электронное письмо. Я буду рад ответить на любые ваши вопросы.
Дополнительные ресурсы
Canvas
Доступ к этому курсу можно получить в первый день занятий через Canvas по адресу https://coc.instructure. com. Войдите в Canvas, используя систему единого входа CanyonsID:
- CanyonsID Имя пользователя — адрес электронной почты студента COC (например: [email protected])
- Пароль CanyonsID — пароль электронной почты студента COC
Посетите веб-сайт Get на странице «Знай свой онлайн-класс» для получения справки по входу в Canvas и советов по использованию Canvas и Zoom. Поддержка чата Canvas также доступна круглосуточно и без выходных по любым вопросам, связанным с Canvas.
Онлайн-обучение
Посетите веб-сайт онлайн-обучения, чтобы получить дополнительную информацию по различным темам, которые могут помочь вам стать успешным онлайн-студентом, например: контроль за экзаменом, стили обучения, навыки работы с компьютером и советы для успешной учебы. Если это ваш первый онлайн-курс, не стесняйтесь пройти нашу оценку готовности к онлайн-обучению, чтобы оценить свои навыки.
The Learning Center (TLC)
TLC предоставляет БЕСПЛАТНЫЕ онлайн-ресурсы для обучения студентов COC!
Academic Accomodation Center (AAC)
College of the Canyons AAC предоставляет образовательные услуги и доступ для соответствующих требованиям студентов с документально подтвержденной инвалидностью, которые намерены продолжить обучение в COC. Доступны различные программы и услуги, которые дают соответствующим требованиям учащимся с ограниченными возможностями возможность в полной мере участвовать во всех аспектах программ и мероприятий колледжа посредством соответствующих и разумных приспособлений. Для получения дополнительной информации об их услугах посетите веб-сайт Центра академического размещения.
Онлайн-консультации
Консультационный отдел предлагает встречи онлайн. Записаться на прием можно на сайте онлайн-консультации. Консультанты могут помочь вам составить план достижения ваших образовательных целей, а также проконсультировать вас по выбору курса и регистрации.
Управление стрессом и психическим здоровьем
College of the Canyons заботится о вашем эмоциональном и физическом здоровье. Узнайте больше о широком спектре конфиденциальных услуг для студентов, включая бесплатные консультации и услуги по охране психического здоровья, доступные в течение этого времени, посетив веб-сайт Центра здоровья и благополучия студентов или позвонив им по телефону: 661-362-3259.