ГОСТ 14098-91: Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
- ГОСТ 14098-91: Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
Терминология ГОСТ 14098-91: Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры оригинал документа:
Ванная механизированная сварка
Процесс ванной сварки, при котором подача сварочной проволоки в зону сварки производится автоматически, а управление дугой или держателем — вручную
Ванная одноэлектродная сварка
Процесс ванной сварки, при котором электродный материал в виде одиночного (штучного) электрода подается в зону сварки вручную
Ванная сварка
Процесс, при котором расплавление торцов стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металла
Дуговая механизированная сварка под флюсом без присадочного металла
Процесс, в котором весь цикл сварки выполняется в заданном автоматическом режиме
Дуговая механизированная сварка порошковой проволокой
Процесс сварки, при котором электродный материал в виде порошковой проволоки подается в зону сварки автоматически
Дуговая ручная сварка с малой механизацией под флюсом без присадочного металла
Процесс, в котором вспомогательные операции частично механизированы, а весь цикл сварки выполняется вручную
Инвентарная форма
Приспособление многоразового (медь, графит) использования, обеспечивающее формирование наплавленного металла при ванной сварке и легкое удаление после сварки
Комбинированные несущие и формующие элементы
Элементы, состоящие из остающейся стальной полускобы-накладки и инвентарной медной полуформы
Крестообразное соединение
Соединение стержней, сваренных в месте пересечения
Осадка (h, мм) стержней в крестообразных соединениях
Величина вдавливания стержней друг в друга на участке, нагретом при контактной сварке до пластичного состояния
Стальная скоба-накладкаВспомогательный элемент, обеспечивающий формирование сварного шва, являющийся неотъемлемой частью соединения и воспринимающий часть нагрузки при работе соединения в конструкции
Словарь-справочник терминов нормативно-технической документации. academic.ru.
2015.
academic.ru.
2015.
- ГОСТ 8179-98: Изделия огнеупорные. Отбор образцов и приемочные испытания
- ГОСТ 30108-94: Материалы и изделия строительные. Определение удельной эффективной активности естественных радионуклидов
Полезное
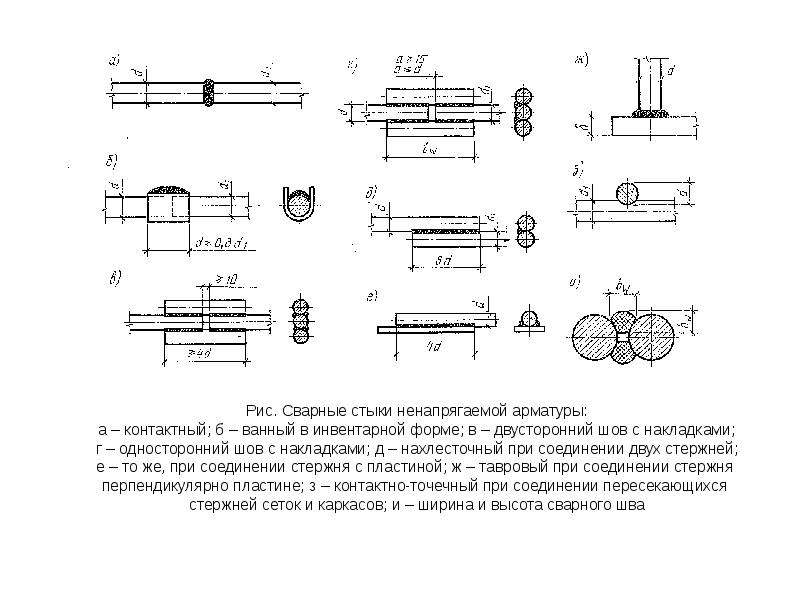
Сварные соединения арматуры железобетона — Энциклопедия по машиностроению XXL
Успешный опыт применения ультразвуковой дефектоскопии в некоторых других отраслях промышленности показал, что она может также эффективно использоваться для контроля практически всех типов сварных соединений строительных конструкций, имеющих толщину основного материала более 4 мм. Кроме того, в таких случаях, как, например, при контроле сварных швов большой толщины, выполненных электрошлаковой сваркой, сварных соединений арматуры железобетонных конструкций ультразвуковая дефектоскопия является единственно приемлемым методом контроля. 4]
4]
СВАРНЫЕ СОЕДИНЕНИЯ АРМАТУРЫ ЖЕЛЕЗОБЕТОНА [c.715]
| Рис. 23-1. Примеры сварных соединений арматуры железобетона (в скобках З азаны размеры арматуры периодического профиля) |
Методика ультразвукового контроля сварных стыков арматуры железобетонных конструкций следующая. К дефектоскопу присоединяют предварительно притертые по поверхности стержня наклонные преобразователи с параметрами /=2,5 МГц и Р = 53° для контроля соединений с диаметром стержней 20—25 мм. Преобразователи устанавливают в механическое устройство, где они крепятся через фиксирующие отверстия. Расстояние между преобразователями X в зависимости от типоразмера контролируемых соединений и пространственного выполнения сварки выбирается по графикам рис. 8.15 нз условий Х=1,5а + 30 (прямая У) Х=2,Ъё + 30 (прямая 2). В соответствии с ГОСТ 14098—68 максимальная ширина валика шва для горизонтальных стыков составляет 1,5й расчетного сечения, а для вертикальных стыков допускается равной 2,5а.
Соединения сварные арматуры железобетонных изделий и конструкций. Контактная и ванная сварка Дуговая сварка в защитном газе. Соединения сварные Швы сварных соединений электрозаклепочные Швы сварных соединений. Дуговая сварка алюминия и алюминиевых сплавов
Если болтовое соединение, например фланцевое, не подвергать никаким воздействиям, то при комнатной температуре никаких изменений в соединении не происходит, но при повышенных температурах натяг болтов уменьшается, возникает зазор. Это явление, как уже отмечено в разделе 1.2, называют релаксацией напряжений. -К явлениям релаксации относится не только уменьшение натяга болтов, но и происходящее с течением времени снижение усилий сжатия пружины, горячей посадки, уменьшение остаточных напряжений в литых сплавах и сварных соединениях, снятие напряжения арматуры в предварительно напряженном железобетоне. [c.88]
[c.88]
Основное назначение арматурной стали в железобетоне — 66С-приятие растягивающих усилий. Поэтому главное требование, предъявляемое к сварным соединениям, — обеспечение высокой прочности на растяжение. Если к железобетонным конструкциям предъявляется требование усталостной прочности, оно должно быть обеспечено и сварными соединениями арматурных стержней. Требования к прочности сварных соединений для арматурной стали каждой марки предъявляются в зависимости от расчетных сопротивлений арматуры с учетом условия совместной работы бетона и стали в бетонированных армированных конструкциях. Так, предел прочности сварных стыков, выполненных электродуговой ручной сваркой ванным способом, должен быть не менее (кгс/мм ) [c.71]
На основе многолетнего производственного опробования выполненных разработок был создан ГОСТ 23858—79 Соединения сварные, стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки , который не имеет аналогов в отечественной и зарубежной практике. Достоверность УЗ-метода в сравнении с разрушающими испытаниями составляет 85—90%.
Правила приемки , который не имеет аналогов в отечественной и зарубежной практике. Достоверность УЗ-метода в сравнении с разрушающими испытаниями составляет 85—90%.
Сварные соединения, выполняемые с помощью контактной или дуговой ванной сварки в инвентарных формах при изготовлении ненапрягаемой арматуры железобетонных изделий и конструкций. а также при монтаже арматуры монолитного железобетона и сборных железобетонных конструкций [c.37]
Арматура и закладные детали сварные для железобетонных конструкций. Технические требования и методы испытаний. Стандарт распространяется на сварную арматуру и сварные закладные детали для железобетонных конструкций, на сварные соединения элементов арматуры, закладных деталей и сварные соединения в стыках железобетонных конструкций и пе распространяется на сварные проволочные сетки для армоцемента. Стандарт содержит технические требования, правила приемки и методы испытаний.
[c. 504]
504]
Указания по контролю прочности сварных соединений перекрещивающихся стержней арматуры железобетонных конструкций (прибором ПА-7). Госстройиздат, 1959. [c.204]
Разделка кромок и величина зазора собранных под сварку элементов конструкций должны соответствовать ГОСТ 14098—68 ( Соединения сварные арматуры железобетонных изделий и конструкций . Контактная и ванная сварка) и требованиям строительных нормалей. [c.143]
Соединения сварные арматуры железобетонных изделий и конструкций. Контактная и ванная сварка. Основные типы и конструктивные элементы [c.463]
Испытания на механическую прочность стыков стальной арматуры (для железобетонных сооружений), вырезаемых из готовых конструкций в количестве 1% от общего числа стыков Вырезанные стыки испытывают на растяжение на разрывных машинах и по полученным данным испытаний определяют качество сварных соединений.
Применяется при массовом выполнении однотипных сварных соединений, в частности стыковых соединений различных трубопроводов, железнодорожных рельсов, стержней арматуры для железобетонных конструкций и т. п.
[c.57]
п.
[c.57]
Сварка ванным способом. Ванный способ применяют при сварке стыков арматуры железобетонных конструкций (рис. 52, а). Сущность способа заключается в следующем к стержням арматуры в месте стыка приваривают стальную форму, в которой теплотой дуги создают ванну расплавленного металла, непрерывно подогреваемую дугой. От теплоты металла ванны плавятся торцы свариваемых стержней, образуется общая ванна металла шва и затем при остывании — сварное соединение. При сварке вертикальных швов в качестве формующей детали применяют штампованную форму из листовой стали (рис. 52, б), которую приваривают к нижнему стержню. Затем прихватывают конец верхнего стержня к нижнему и переходят к заполнению формы наплавляемым металлом. Для выпуска шлака прожигают электродом отверстия в стенке формы, которые затем заваривают. Процесс сварки ведут при больших токах. Напри- [c.59]
В настоящее время в строительстве применяют преимущественно сборные железобетонные конструкции, изготавливаемые индустриальными методами на заводах.
 Монолитные железобетонные сооружения строятся значительно реже. Все сварные соединения блоков сборных железобетонных изделий, взаимные соединения их (закладные части), а также соединения арматуры монолитного железобетона выполняют электрической сваркой.
[c.715]
Монолитные железобетонные сооружения строятся значительно реже. Все сварные соединения блоков сборных железобетонных изделий, взаимные соединения их (закладные части), а также соединения арматуры монолитного железобетона выполняют электрической сваркой.
[c.715]ГОСТ 23858—79 Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки.
Сваркой можно получить сварное соединение прочностью выше основного металла. Поэтому сварку широко применяют при изготовлении весьма ответственных конструкций, работающих при высоких давлениях и температурах, а также при динамических (ударных) нагрузках — паровых котлов высокого давления, мостов, самолетов, гидросооружений, арматуры железобетонных конструкций и др. [c.10]
Дуговую сварку соединений внахлестку и с накладками применяют при сварке арматуры монолитного железобетона диаметром до 80 мм, арматуры диаметром 20—30 мм со стальной подкладкой. Длина сварных швов в соединениях арматурных стержней с круглыми накладками, желобчатыми подкладками должна быть не менее длины накладок и подкладок. Ширину шва принимают равной 0,5 диаметра арматуры, но не менее 8 мм, высоту шва — 0,25 диаметра арматуры, но не менее 4 мм.
[c.152]
Длина сварных швов в соединениях арматурных стержней с круглыми накладками, желобчатыми подкладками должна быть не менее длины накладок и подкладок. Ширину шва принимают равной 0,5 диаметра арматуры, но не менее 8 мм, высоту шва — 0,25 диаметра арматуры, но не менее 4 мм.
[c.152]
При этом надо отметить, что в железобетонных конструкциях все соединения стальных стержней арматуры являются только сварными и клепка в них не применяется. Таким образом появление таких прогрессивных видов строительных конструкций, к которым относятся сборные железобетонные конструкции, получающие за последнее время все более широкое развитие, стало возможным только с применением сварки. [c.7]
До последнего времени основными методами контроля сварных соединений металлических конструкций были радиография и магнитография, а соединений железобетонных конструкций — механические испытания и внешний осмотр. Широко распространенный в некоторых отраслях промышленности радиографический контроль достаточно эффективен, но неприемлем для контроля сварных соединений арматуры железобетонных конструкций и малоэффективен при контроле сварных швов металлических конструкций большой толщины. [c.3]
[c.3]
Сварные соединения арматуры железобетонных конструкций. Контактная и ванная сварка. Эти соединения рассматриваются в ГОСТ 14098-91, который распространяется на сварные соединения, выполняемые с помощью контактной и дуговой ванной сварки в инвентарных формах при изготовлении ненапрягае-мой арматуры железобетонных изделий и конструкций, а также при монтаже арматуры монолитного железобетона и сборных железобетонных конструкций. [c.91]
Технические требования и методы испытаний сварных соединений арматуры железобетонных изделий и констрзтщий должны соответствовать ГОСТ 10922-75. [c.92]
Все соединения арматуры железобетона выполняются сварными. В качестве арматуры наиболее часто применяются стержни круглого или периодического профиля (винтообразного очертания). Такой профиль арматуры улучшает сцепление стали с бетоном и позволяет увеличивать несущую способность стержней. Для арматуры применяются холоднотянутая проволока диаметром 3— 1 0 мм из углеродистой стали, горячекатаная сталь периодического профиля марки Ст. 5 диаметром 10—80 мм низколегированная горячекатаная сталь периодического профиля марки 25Г2С диаметром б—40 мм круглый прокат из стали марок Ст.З и Ст.О диаметром 6—80 мм. В настоящее время в практике строительства -особенно широко распространена арматура периодического профиля из стали марки Ст. 5, а также из низколегированных сталей. Ниже приведены способы соединения арматуры.
[c.522]
5 диаметром 10—80 мм низколегированная горячекатаная сталь периодического профиля марки 25Г2С диаметром б—40 мм круглый прокат из стали марок Ст.З и Ст.О диаметром 6—80 мм. В настоящее время в практике строительства -особенно широко распространена арматура периодического профиля из стали марки Ст. 5, а также из низколегированных сталей. Ниже приведены способы соединения арматуры.
[c.522]
Контроль неразрушающйй. Дефектоскопы ультразвуковые. Методы измерения основных параметров 23694—79 Контроль неразрушающий. Паста магнитная для магнитно-порошковой дефектоскопии КМ-К. Технические условия 23702—79 Контроль неразрушающий. Преобразователи ультразвуковые. Основные параметры и методы их измерений 23764—79 Гамма-дефектоскопы. Общие технические условия 23829—79 Контроль неразрушающйй акустический. Термины и определения 23858—79 Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки
[c. 474]
474]
Отмеченные особенности конструкции и свойств сварных соединений определяют различные методические решения их дефектоскопии. Поэтому ниже рассмотрены методические приемы при контроле сварных соединений разных типов, на дефектоско-пичность которых влияют один или несколько факторов. Разная кривизна поверхности сосудов (практически плоские поверхности) и труб малого и среднего диаметра (менее 500 мм) в определенной мере обусловливает различия в методиках их контроля. Ограниченная площадь сечения шва, большая кривизна поверхности и неровностей периодического профиля арматуры железобетона предопределяют нетрадиционную методику их контроля. Крупный размер зерна и высокая анизотропия механических свойств ау-стенитных швов существенно затрудняют проведение УЗ К, поэтому для повышения достоверности контроля таких швов применяют специальные преобразователи и дефектоскопы, обеспечивающие повышение амплитуды полезного сигнала. Трудность УЗК сварных швов, выполненных контактной, диффузионной сваркой и сваркой трением, заключается в различии дефекта типа слипания, прозрачного для ультразвука. Особую группу конструкций составляют угловые, тавровые и нахлесточные соединения, в которых иногда ограничен доступ к месту контроля, а возможное расположение опасных дефектов в шве затрудняют их обнаружение.
[c.316]
Особую группу конструкций составляют угловые, тавровые и нахлесточные соединения, в которых иногда ограничен доступ к месту контроля, а возможное расположение опасных дефектов в шве затрудняют их обнаружение.
[c.316]
Алеш и я Н. П. Неразрушающий контроль качества сварных соединений закладных деталей.— Вюб.докладои Про ИЗ воЯство арматуры и закладных деталей, защита их от коррозии в железобетонных конструкциях. М., МДНТП, 1971. [c.154]
Условия работы железобетонных конструкщнй определяют комплекс требований, предъявляемых к сварным соединениям элементов арматуры. [c.70]
После окончания ПТУ и получения квалификации сварщика ручной дуговой сварки, работая на заводе строительных материалов или на строительстве, сварщику предстоит выполнять разнообразную работу по ручной дуговой сварке элементов строительных конструкций — колонн, ферм, резервуаров, опор, сосудов, арматуры железобетона и множество других конструкций из стали, цветных металлов и их сплавов. При ремонте оборудования потребуются сварка чугунных деталей и наплавка твердых сплавов. Сварщик долл ен знать физическую сущность отдельных видов сварки, технологию и технику их выполнения для образования сварных соединений требуемого качества. Он должен также знать аппаратуру н технологию плазменной и воздушно-дуговой и нодводной резки металлов и уметь применять ее на практике после сдачи соответствующих испытаний. Поэтому программой подготовки сварщиков предусмотрен, помимо практических занятий, на проведение которых отводится большая часть учебного времени, также курс теоретических занятий по основам сварочного дела.
[c.5]
При ремонте оборудования потребуются сварка чугунных деталей и наплавка твердых сплавов. Сварщик долл ен знать физическую сущность отдельных видов сварки, технологию и технику их выполнения для образования сварных соединений требуемого качества. Он должен также знать аппаратуру н технологию плазменной и воздушно-дуговой и нодводной резки металлов и уметь применять ее на практике после сдачи соответствующих испытаний. Поэтому программой подготовки сварщиков предусмотрен, помимо практических занятий, на проведение которых отводится большая часть учебного времени, также курс теоретических занятий по основам сварочного дела.
[c.5]
Общими недостатками всех низколегированных сталей для сварных конструкций являются иовышенная трудоемкость их обработки перед сваркой и низкий предел выносливости сварных соединений, который не превышает аналогичный показатель для Ст. 3. Несмотря на это, низколегированные стали с каждым годом все шире применяются в народном хозяйстве, в строительстве их расход па изготовление строительных металлоконструкций к 1980 г. должен составить около 3 млн. т в год против 150 тыс. т в 1960 г., а расход таких же сталей для арматуры железобетонных изделий будет еще больше — порядка 16 — 18 млн. т.
[c.27]
должен составить около 3 млн. т в год против 150 тыс. т в 1960 г., а расход таких же сталей для арматуры железобетонных изделий будет еще больше — порядка 16 — 18 млн. т.
[c.27]
Сварку (табл. ХХП.1) применяют при изготовлении сварных арматурных изделий и закладных деталей, при моптаже арматурных изделий, а также при монтаже сборных железобетонных конструкций. Производство сварочных работ осуществляется в соответствии с действующими нормативными документами по сварке соединений арматуры и закладных деталей железобетонных конструкций. [c.551]
Стыковая сварка стержней арматуры железобетона. Современные стыковые машины обеспечивают получение качественных стыковых соединений стержней арматуры диаметром до 90 мм. При сварке ненагартованных малоуглеродистых и среднеуглеродистых сталей различных марок в любых сочетаниях (например, Ст. 2 + — — Ст 4 Ст 3 + Ст 5 и т. д.) предел прочности сварных соединений получается не ниже предела прочности основного металла остальные механические свойства отвечают техническим условиям. [c.37]
[c.37]
Соединения сварные арматуры железобетонных изделий и конструкций. Контактная и ванная сварка. Основные типы и конструктивные элементы. Стандарт распространяется на неразъемные соединения ненапря-гаемой арматуры железобетонных изделий и конструиций, а также монтажные соединения арматуры, исполненные контактной сваркой или дуговой ванной сваркой в инвентарных формах. Приводится термино.тогия, основные типы и конструктивные элементы сварных соединений. [c.500]
Ванный способ применяется для сварки стыковой арматуры железобетонных конструкций. При этом способе сварки к стержням в месте их стыка приваривают стальную форму. Теплота дуги создает ванну расплавленного металла, непрерывно подогреваемую дугой. От теплоты металла ванны расплавляются концы свариваемых стержней, образуется общая ванна металла шва и при остывании — сварное соединение. Сварку ванным способом выполняют одним или несколькими электродами. Рекомендуются электроды марки УОНИ-13/55. Сварку ведут на больших токах. Для электродов диаметром 5—6 мм сварочный ток достигает 400—500 А. Зазор между стержнями должен быть не менее удвоенного диаметра элек-
[c.152]
Сварку ведут на больших токах. Для электродов диаметром 5—6 мм сварочный ток достигает 400—500 А. Зазор между стержнями должен быть не менее удвоенного диаметра элек-
[c.152]
Ручной дуговой сваркой выполняют сварные соединения стальных строительных конструкций, деталей и систем трубопроводов, арматуры железобетонных конструкций, электротехнических ши-нопроводов и различных конструкций санитарно-технических устройств. Этот способ позволяет выполнять сварку в нижнем, вертикальном, потолочном положениях, а также в труднодоступных местах. [c.11]
Сварка высокоуглеродистьа и низколегированньа сталей. Высокоуглеродистые и низколегированные стали широко применяются для изготовления арматуры железобетонных конструкций. Сварку этих сталей наиболее целесообразно выполнять оплавлением с подогревом. Однако следует иметь в виду, что в процессе оплавления может происходить выгорание углерода, марганца, кремния и других примесей, а также насыщение металла кислородом, в результате чего могут снизиться механические свойства сварного соединения. [c.181]
[c.181]
Примерно половина всего используемого в строительной индустрии проката расходуется на изготовление железобетонных конструкций, применяемых при сооружении зданий промышленного и гражданского назначения. Основными сварными элементами таких конструкций являются закладные детали и стыки арматуры. В общем случае закладная деталь представляет собой плоскую пластину, к которой втавр или внахлестку приварен стержень периодического профиля. Чаще всего применяют тавровые соединения закладных деталей, выполненные сваркой под флюсом. Пластины изготовляют из сталей марок СтЗ или Ст5 толщиной 6… 30 мм, а материалом стержней служит сталь марки 35ГС или Ст5. Число стержней в одной закладной детали может быть от 2 до 12 с диаметром 8. .. 40 мм. [c.6]
Одним из наиболее ответственных элементов при сооружении железобетонных конструкций являются сварные стыковые соединения стержней арматуры периодического профиля диаметром 20. .. 70 мм, изготовляемые из сталей марок 35ГС или Ст5. Обычно для выполнения таких соединений применяют ванную сварку в инвентарных формах, ванно-шовную сварку на стальной остающейся скобе и др. Как и закладные детали, стыки арматуры при работе испытывают в основном статические нагрузки. До недавнего времени единственным методом контроля этих соединений был выборочный разрушающий контроль.
[c.6]
Обычно для выполнения таких соединений применяют ванную сварку в инвентарных формах, ванно-шовную сварку на стальной остающейся скобе и др. Как и закладные детали, стыки арматуры при работе испытывают в основном статические нагрузки. До недавнего времени единственным методом контроля этих соединений был выборочный разрушающий контроль.
[c.6]
ГОСТ 14098-2014 — Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ. МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION. METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
ГОСТ
14098—
2014
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Издание официальное
Москва
Стандартинформ
2015
Предисловие
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1. 0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения,обновления и отмены»
0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения,обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона им. А.А. Гвоздева ОАО «НИЦ «Строительство»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2014 г. 70-П)
За принятие стандарта проголосовали:
Краткое наименование страны по МК(ИСО 3166) 004-97 | Код страны по МК (ИС0 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2014 г.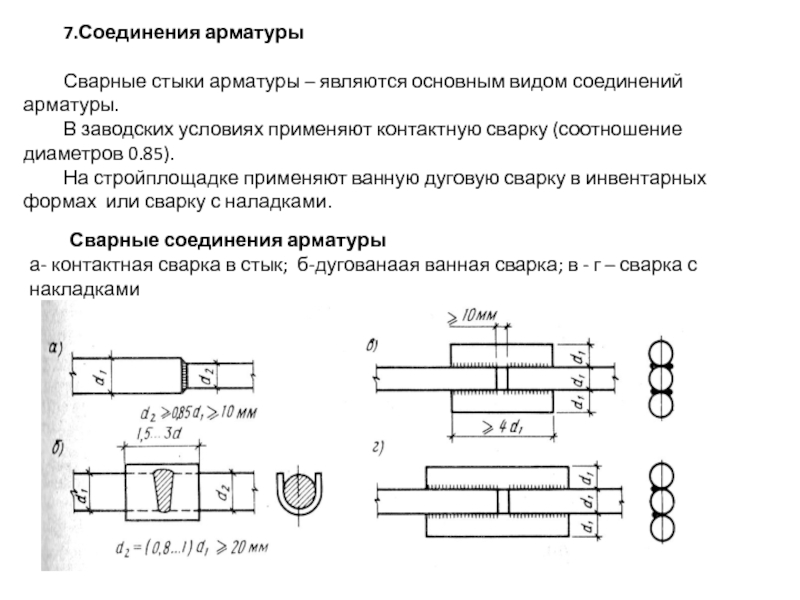 № 1374-ст межгосударственный стандарт ГОСТ 14098-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
№ 1374-ст межгосударственный стандарт ГОСТ 14098-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
5 ВЗАМЕН ГОСТ 14098-91
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация. уввдо1лпенив и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
© Стандартинформ, 2015
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Таблица 9 — Конструкции стыковых соединений а рматуры С21-Рн и С21-Мн
Обозначение типа соединения, способа сварки
Соединение арматуры
до сварки
после сварки
Класс арматуры | А, мм | /- = /. |
А240 | 10-40 | *6Ф |
АсЗОО | 2 8<t | |
А400 | ||
А600 | 10-32 | |
АЭОО | ||
А1000 | 10-22 | |
Ат500С | 10-32 | 2 8<t |
АтбООС | >10d. | |
А5О0С | 10-40 | *8dL |
А600С | i10(t | |
В500С | 10-12 | *8<t |
 мм
мм/•.
мм
Ь.
мм
Л.
мм
/-А
С21-РН
С21-Мн
То же, но накладки смещены
л
о
X
ю
о
Л1
ю
л
S
i
о
ла
ч
л
0
1
£
<4
О
/Ч
Примечания:
1 Соединения арматуры классов А600. А800. А1000 следует выполнять со смещенными накладками, накладывая швы в шахматном порядке.
А800. А1000 следует выполнять со смещенными накладками, накладывая швы в шахматном порядке.
2 Допускаются двусторонние швы длиной 4d„ для соединений арматуры классов А240, АЗОО, А400.
3 Для арматуры диаметром 25-40 мм допускается взамен накладок из арматуры применять усиленные скобы-накладки по типу приведенных в таблицах 7-8. для классов А400 и А500С — длиной не менее 6Л, для класса А600С — длиной не менее 8А. Внутренний размер скоб-накладок должен быть не менее 2d., при этом минимальная площадь поперечного сечения скобы определяется по формуле
=
1.25-f; о;
где: Fm„ — минимальная площадь поперечного сечения скобы-накладки, F ” — номинальная площад> поперечного сечения соединяемой арматуры: и “ нормируемое стандартами временное сопротивление соответственно арматуры и скобы-накладки.
со
ГОСТ 14098-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Welded joints of reinforcement and inserts for reinforced concrete structures.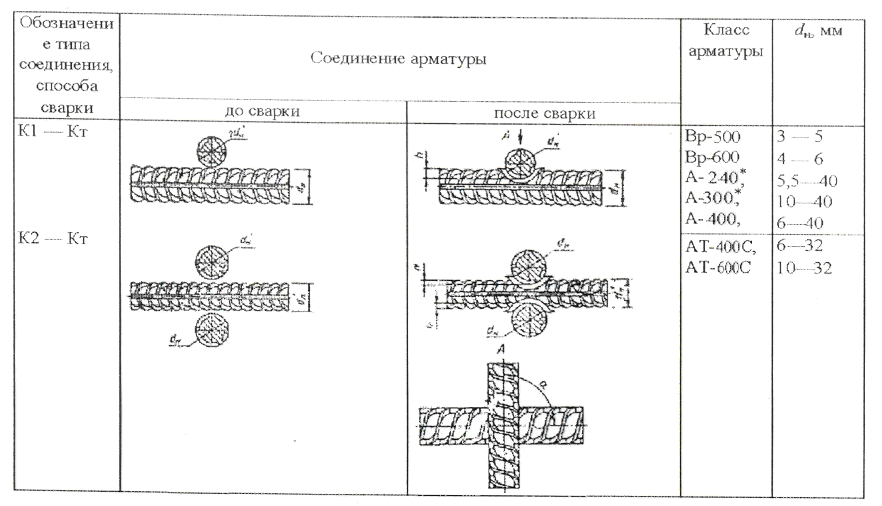 Types, constructions and dimensions
Types, constructions and dimensions
Дата введения — 2015—07—01
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 5264-80* Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
Технические условия
ГОСТ 6727-80 Проволока из низкоуглвродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79* Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 10922-2012 Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772-88 Прокат для строительных конструкций. Общие технические требования
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте использованы термины по ГОСТ 2601. ГОСТ 5781 и ГОСТ 10922.
Издание официальное
4 Типы и обозначение
4.1 Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
Таблица 1 — Обозначения типов сварных соединений и способов их сварки
Тип сварного соединения | Способ и технологические особенности сварки | |||
Наименование | Обозначение. номер | Наименование | Обозначение | Положение стержней при сварке |
1 | 2 | 3 | 4 | 5 |
Крестообразное | К1 | Контактная точечная | Кт | Любое |
КЗ | Дуговая ручная или механизированная* прихватками | Рп | ||
Мл | ||||
Стыковое | С1 | Контактная стыковая | Ко | Горизонтальное |
С5 | Ванная механизированная под флюсом в инвентарной форме | Мф | ||
С7 | Ванная одноэлектродная в инвентарной форме | Рв | ||
С8 | Ванная механизированная под флюсом в инвентарной форме | Мф | Вертикальное | |
СЮ | Ванная одноэлектродная в инвентарной форме | Рв | ||
С14 | Дуговая механизированная порошковой проволокой на стальной скобе-накладке | Мл | Горизонтальное | |
С15 | Ванно-шовная на стальной скобе-накладке | Рс | ||
С17 | Дуговая механизированная порошковой проволокой многослойными швами на стальной скобе-накладке | Мл | Вертикальное | |
С19 | Дуговая ручная многослойными швами на стальной скобе-накладке | Рм | ||
С21 | Дуговая ручная или механизированная* швами с накладками из стержней | Рн | Любое | |
Мн | ||||
С23 | Дуговая ручная или механизи-рованная* швами внахлестку | Рэ | ||
Мэ | ||||
Нахпесточное | Н1 | Дуговая ручная или механизи-рованная* швами в среде СО; | Рш | Любое |
Мш | ||||
Н2 | Контактная по одному рельефу на пластине | Кр | Горизонтальное | |
НЗ | Контактная по двум рельефам на пластине | Кр | ||
Тавровое | Т1 | Дуговая механизированная под флюсом без присадочного металла | Мф | Вертикальное |
Т2 | Дуговая ручная с малой механизацией под флюсом без присадочного металла | РФ | ||
Т11 | Дуговая механизированная швами в среде СО; в цекованное или раззенкованное отверстие | Мз | ||
Т12 | Дуговая ручная валиковыми швами в раззенкованное отверстие | Рз | ||
* Допускается применение любого из перечисленных видов механизированной сварки: в среде СО;- либо СО;+Аг. | ||||
 порошковой проволокой, либо порошковой проволокой в среде СО;
порошковой проволокой, либо порошковой проволокой в среде СО;2
4.2 Условное обозначение сварного соединения имеет следующую структуру
ГОСТ 14098-2014
X X — X X
Номер
соеди
нения
Технологическая особенность
способа
Способ сварки: К — контактная;
Р — ручная; М — механизированная
Тип сварного соединения: К — крестообразное;
С — стыковое; Н — нахлесточное; Т — тавровое
Пример условного обозначения стыкового соединения, выполненного ванно-шовной сваркой на стальной скобе-накладке, положение стержней горизонтальное:
С15 — Рс
4.3 Для конструктивных элементов сварных соединений приняты обозначения: dH — номер профиля {номинальный диаметр стержня) по ГОСТ 5781 (на рисунках таблиц 2-17 изображен условно):
d — внутренний диаметр стержня периодического профиля по ГОСТ 5781; d, — наружный диаметр стержня периодического профиля по ГОСТ 5781; d\ — номинальный меньший диаметр стержня в сварных соединениях; d0 — меньший диаметр раззенкованного или цекованного отверстия в плоском элементе:
D0 — больший диаметр раззенкованного или цекованного отверстия в плоском элементе;
О — диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
R — радиус кривизны рельефа;
а — суммарная толщина стержней после сварки в месте пересечения: b — ширина сварного шва: суммарная величина вмятин;
Ь’. Ь» -величина вмятин от электродов в крестообразном соединении: h — величина осадки в крестообразном соединении; высота сечения сварного шва; hi — высота усиления наплавленного металла; hi — высота усиления корня сварного шва.
Ь» -величина вмятин от электродов в крестообразном соединении: h — величина осадки в крестообразном соединении; высота сечения сварного шва; hi — высота усиления наплавленного металла; hi — высота усиления корня сварного шва.
Н — высота скобы-накладки;
/-длина сварного шва:
/,. 12— зазоры до сварки между торцами стержней при различных разделках:
L — длина скоб-накладок, накладок и нахлестки стержней;
z — притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения ТЗ;
s — толщина стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
к — высота рельефа на плоском элементе;
/с, — зазор между стержнем и плоским элементом в соединении НЗ: л — ширина рельефа на плоском элементе: т — длина рельефа на плоском элементе;
д- высота наплавленного металла («венчика») в тавровых соединениях.
а. а… а2. (1. р,, р2, г, Yi — угловые размеры конструктивных элементов сварных соединений.
5 Технические требования
5.1 При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться Приложением А.
5.2 На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ или стандарт предприятия, учитывающий требования действующих
3
стандартов и согласованный в установленном порядке.
5.3 При изготовлении железобетонных конструкций допускается замена типов соединений и способов их сварки на равноценные по эксплуатационным качествам в соответствии с Приложением А.
5.4 Химический состав и значение углеродного эквивалента свариваемых по настоящему стандарту арматурных сталей должны соответствовать требованиям следующих нормативных документов:
— для арматуры классов А240. А300, АсЗОО. А400. А600. А800. А1000 — ГОСТ 5781;
— для арматуры классов Ат500С. АтбООС — ГОСТ 10884;
АтбООС — ГОСТ 10884;
— для арматуры класса А500С — по действующим нормативным документам*.
5.4.1 Химический состав термомеханически упрочненной арматуры класса А600С. применяемой в сварных соединениях по настоящему стандарту, должен соответствовать марке стали 20Г2СФБА.
5.5 Холоднодеформированная арматура должна удовлетворять требованиям:
— класса В500С — действующим нормативным документам*;
— класса Вр-1 — ГОСТ 6727.
5.6 Термомеханически упрочненная арматура номерной длины классов АтбОО. АтбООК. Ат800. Ат800К. Ат1000 и АтЮООК. равно как и отходы данной арматуры, могут быть использованы в сварных арматурных изделиях и закладных деталях железобетонных конструкций. При этом арматура должна применяться в качестве арматуры класса А400 без пересчета сечения.
Арматура класса А600С допускается к применению в качестве анкеров закладных деталей как арматура класса А500С без пересчета сечения.
5.7 Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на рисунке 1 и в таблицах 2-3.
Рисунок 1 — Крестообразное соединение, выполненное контактной точечной сваркой
5.8 Отношения диаметров стержней следует принимать для соединений типа К1 — от 0.25 до 1,00. типа КЗ — от 0,50 до 1,00.
5.9 Для соединений типа К1 величину осадки (см. рисунок 1) определяют по формуле
h = Id, -(а* Ь),
где: а — суммарная толщина стержней после сварки в месте пересечения, мм;
Ь — суммарная величина вмятин (Ь‘ ♦ Ь»), мм.
Величины относительных осадок h/d’„ для соединений типа К1 должны соответствовать приведенным в таблице 2.
5.10 Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4-10.
5.11 Конструкции нахлесточных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в таблицах 11-13.
5.12 Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в таблицах 14-17.
5.13 Основные типы, конструктивные элементы и размеры сварных соединений из листового и фасонного металлопроката, используемых для соединения плоских элементов закладных деталей при монтаже железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264. ГОСТ 8713 и ГОСТ 14771.
5.14. Для соединений, приведенных в таблицах 7-8, в качестве материала скоб-накладок следует применять листовую сталь класса С235-С255 по ГОСТ 27772.
В Российской Федерации действует ГОСТ Р 52544.
Таблица 2 — Конструкции крестообразных соединений а рма туры К1- Кт
Обозначение типа соединения, способа | Соединение арматуры | Класс армату- | <1т ММ | Величина h/d*. обеспечивающая прочность не менее требуемой ГОСТ 10922 для соединений с отношением диаметров d’Jd* | Минимальная величина htiU, обеспечиваю- | а,’ | ||||||
сварки | до сварки | после сварки | ры | 1. | 050 | 0.33 | 0.25 | щая не нормируемую прочность | ||||
ц | Вр-1 (В500) | 3-12 | 0.35-0.50 | 0.28-0.45 | 024-0.40 | 0.22-035 | 0.17 | |||||
11 >2i2t2 2i2’22 2,2,222 Ш1 | jEHjgl 1 | В500С | 4-12 | |||||||||
1 0V зСз»*’J л ,> л Чу» £| | А240 | 5.5-40 | 0,25-0,50 | 0.21-0.45 | 0.18-0.40 | 0.16-035 | 0.12 | |||||
А | АсЗОО | 10-32 | 0. | 0,28-0.50 | 024-0.46 | 0,22-0.42 | 0.17 | |||||
К1-Кт | ‘С | 5 | V Л | А400 | 6-40 | 0.40-0.80 | 0.35-0.70 | 0.30-0.62 | 0.28-055 ; | 30-90 | ||
‘!* | Ат500С ; | 6-32 | ||||||||||
Wfjt | 1 | АтбООС | 10-32 | 0.20 | ||||||||
?*:*■* ж | А5О0С | 6-40 | 0. | 0.35—0.50 | 0.30-0.46 | 0.23-0.42 | ||||||
В | г «V w V А600С | 10-40 | ||||||||||
 00
00 33-0,60
33-0,60 40-0.60
40-0.60Примечание — Величины d’H/dn, не совпадающие с приведенными, следует окрутить до ближайшей величины, указанной в таблице.
сл
ГОСТ 14098-2014
CD
Таблица 3 — Конструкции крестообразных соединений арматуры КЗ-Рп и КЗ-Мп
Обозначение типа соединения, способа сварки
Соединение арматуры
до сварки
после сварки
Класс
арматуры
Марка стали
Ф \<К. мм
/, мм
Ь. мм
КЗ-Рп.
КЗ-Мл
I
А240
10-40
АЗОО
10ГТ
10-32
А400
25Г2С
10-28
АтбООС
i
АтбООС
10-32
2 0 ,ЫГт, но не менее 8
А500С
4-W
А600С
20Г2СФБА
10-40
2 0. 35cf… но не менее 6
35cf… но не менее 6
Примечания:
1, Значение временного сопротивления срезу в соединениях КЗ-Рп и КЗ-Мп не нормируется. При необждимости выполнять соединения с нормируемой прочностью, размеры «/» и «Ь» уточняются опытным путем по результатам испытаний на срез (согласно ГОСТ 10922) и оформляются в соответствии сп.5.2.
2. При механизированной сварке соединений типа КЗ-Мп допускается применение арматуры диаметром (dk) 6 и 8 мм, а также снижение ветчины отношения диаметров свариваемых стержней до 0,33. Применение данных положений допускается при повышенных требованиях к приемсе сварных соединений и обязательном выполнении требований л.5.2.
Таблица 4 — Конструкция стыкового соединения арматуры С1-Ко
Обозначение | Соединение арматуры | |||||||
типа сое дине-ни я, способа сварки | до сварки | после сварки | Класс арматуры | Ф. | D. мм | d’Jd, | at Ю.‘ | |
А240, АсЗОО, | 1П-4Г1 | |||||||
А400 | 1 v *t м | |||||||
А600. А800 | 10-32 | |||||||
jшИ | А1000 | 10-22 | ||||||
С1-Ко | АтбООС | *1.24. | 0,85-1,0 | 90 | ||||
АтбООС | • v»0(C | |||||||
А500С | lfU-ЛП | |||||||
А600С | ||||||||
В500С | 10-12 | |||||||
 мм
ммГОСТ 14098-2014
Таблица 5 — Конструкции стыювых соединений арматуры С5-Мф и С7-Рв
Обозначение типа соединения. способа сварки
способа сварки
С5-Мф.
С7-Рв
Соединение арматуры
до сварки
после сварки
Класс
арма
туры
А240.
АсЗОО,
А400
А.
20-40
<IJcL
05-1.0
12-20
12-16
Примечания:
1 Размеры в знаменателе относятся к соединению С7-Рв.
2 При отношении cfjd, < 1 линейные размеры относятся к стержню большого диаметра.
h. мм | о ±10/ | Р/ | 1. мм | h„ мм | lh. мм |
5-12 | 90 | 10-15 | 5 1.М. 5 1.2d. | 5 0.1 Ии | 5 0.2d. 5 0,05d„ |
s 0.05d„ |
Таблица 6 — Конструкции стыковых соединений арматуры С8-Мф и С 10-Ре
Обозначение типа соединения, слосо-ба сварки
Соединение арматуры
до сварки
после сварки
Класс
арма
туры
А.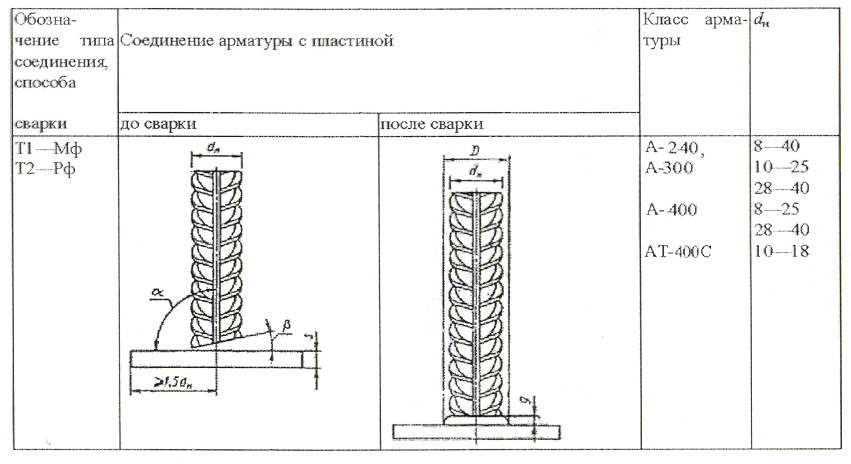
мм
dJd.
It,
мм
Ь.
мм
г.
мм
а
±10.
Р-
Р-.’
Р>.
л..
мм
hi.
мм
С8-Мф,
СЮ-Рв
А240,
АсЗОО.
А400
J)
о
v* о
35
о
2
з
о
VI
8
1Л
Т*
d,
ю
(4
о
(Ч
тз | я10 | ■е 1Г |
сч | ol — | ‘г* |
VI | v| VI | с |
V |
3
Примечания:
1 При одноэлектродной сварке разделку стержней со скосом нижнего стержня производить не следует.
2 Разделку с обратным скосом нижнего стержня применять при сварке стержней диаметром >32 мм.
3 Размеры в знаменателе относятся к соединению СЮ-Рв.
4 При отношении d’Jd, < 1 линейные размеры относятся к стержню большего диаметра.
•ч
ГОСТ 14098-2014
со
Таблица 7 — Конструкции стыковых соединений арматуры С14-Мп и С15-Рс
Обозначение | Соединение арматуры | |||||||||||
типа соединения, способа сварки | до сварки | после сварки | Класс арматуры | d„, мм | dJd. | it, MM | 0.* | /«=/, MM | b, MM | H, MM | Л,. MM | |
А-л *$ | A240 | + > | ||||||||||
г | АсЭОО | 20-40 | 1 Л1 | |||||||||
i | Шшшм\ | A4O0 | •Q | V) | ||||||||
С14-Мп, С15-Рс | I | о | о | О rf | + | |||||||
?l | flor | AT500 | on оо | I o’ | 2 | 8-1C | + -S | o’ 1 s о | T3 M_ | s 0,05d„ | ||
АтбООС | zu—oz | о •T M | VI | |||||||||
u_ | А500С | 20-40 | ||||||||||
A | А600С | |||||||||||
| Примечание — Для Л» 20-25 мм s = 6 мм,дпя</«» 28 — 40мм $* 8 мм, | ||||||||||||
ГОСТ 14098-2014
Способы соединения стальной арматуры | Вязка арматурных стержней
Современные технологии строительства предусматривают несколько видов соединения арматуры: механический с использованием сварочного аппарата, с применением вязальной проволоки или пластиковых хомутов. Рассмотрим основные особенности каждой из этих методик.
Рассмотрим основные особенности каждой из этих методик.
Механический способ соединения арматуры
По сравнению с другими технологиями, механическая стыковка имеет ряд преимуществ.
- Не требуется нахлеста, что обеспечивает экономию металла. Нахлест увеличивает расход арматуры на четверть.
- По сравнению со сваркой, во-первых, это более производительный процесс, во-вторых, не требуется высокая квалификация работников.
Дополнительные плюсы механических стыковых соединений – прочность полученной конструкции и возможность реализации этой технологии при любых погодных условиях.
Для осуществления механической стыковки применяют в качестве оборудования гидравлический пресс, в качестве расходных материалов – стальные муфты. Ускорить механическое соединение стержней арматуры можно с помощью муфт с центральной перегородкой. Пруты вставляются в муфту, которую обжимают с помощью пресса. Наличие сменных штампов в прессе обеспечивает возможность работы с арматурой разного диаметра. Процесс осуществляют два человека.
Процесс осуществляют два человека.
Соединение арматуры сваркой
Сварочный способ стыкования арматурных стержней – востребованная технология. Существует несколько вариантов ее реализации.
- Сварка протяженным швом применяется для стыкования горизонтальных и вертикальных прутов. Используется сварка арматуры внахлест или с использованием накладок. Швы могут быть одно- или многопроходными, что определяется диаметром прутов.
- Сварка многослойными швами применяется в основном для вертикально расположенных стержней, используемые электроды – с фтористокальциевым покрытием.
- Для стержней 14-40 мм с предварительной сборкой в кондукторах применяют сварное соединение арматуры с формированием принудительного шва. Процесс проходит с использованием формирующих устройств.
Сварка – удобный тип соединения усиливающих стержней, но ему характерны определенные минусы:
- в области шва происходит изменение микроструктуры металла, вызывающее снижение прочности и жесткости упрочняющего каркаса;
- сварной шов слабо работает на изгиб, что может привести к разрушению каркаса уже при вибрировании бетонной смеси;
- для создания фундаментов сварные соединения рекомендованы только при строительстве объекта на устойчивых типах грунтов, не склонных к сильному оседанию.


Правила, как соединять арматуру в углах ленточного фундамента, изложены в СП 52-101-2003 в пункте 8.3.26, в ГОСТе 14098-2014 регламентированы основные правила соединения арматуры сваркой.
Особенности вязки арматурных стержней
Способ вязки заключается в укладке прутов с нахлестом с обвивкой отожженной проволокой из низкоуглеродистой стали диаметром 1,0-1,2 мм. Для создания прочной конструкции не рекомендуется применять проволоку, покрытую ржавчиной или уже бывшую в употреблении. Вместо проволоки производители предлагают пластиковые хомуты, но при низких температурах они становятся хрупкими и лопаются. В качестве инструмента используют кусачки, плоскогубцы, вязальные крючки или высокопроизводительные пистолеты. Пистолеты эффективны при соединении арматуры по длине, в труднодоступных местах удобны вязальные крючки.
Плюсы соединения арматуры без сварки – не нарушается структура металла, узлы обеспечивают необходимую степень подвижности арматуры, вязка может осуществляться как на строительной площадке, так и в цеху.
Фитинги для стыковой сварки и враструб и резьбовые / резьбовые фитинги
Фитинги для стыковой сварки общие
Фитинг — это деталь, используемая в системе трубопроводов для изменения направления, разветвления или изменения диаметра трубы, и которая механически присоединяется к системе. Существует много различных типов фитингов, и они одинаковы во всех размерах и исполнении, что и труба.
Фитинги делятся на три группы ..
- Фитинги под сварку встык (BW), размеры, допуски на размеры и т. Д. Определены в стандарте ASME B16.9 стандартов. Легкие, устойчивые к коррозии фитинги изготавливаются по MSS SP43.
- Фитинги для сварки внахлест (SW) классов 3000, 6000, 9000 определены в стандартах ASME B16.11.
- Резьбовые (THD), резьбовые соединения классов 2000, 3000, 6000 определены в стандартах ASME B16.11.
Стандартные фитинги для стыковой сварки
Колено 90град. LR
Колено 45град. LR
LR
Колено 90град. SR
Колено 180град. LR
Колено 180град.SR
Тройник EQ
Тройник переходной
Редуктор концентрический
Редуктор эксцентрический
Заглушка
Заглушка ASME B16.9
Заглушка MSS SP43
Применение фитингов для стыковой сварки
Система трубопроводов, в которой используются фитинги под сварку встык, имеет множество неотъемлемых преимуществ по сравнению с другими формами.
- Приваривание фитинга к трубе означает постоянную герметичность
- Сплошная металлическая конструкция, образованная между трубой и фитингом, увеличивает прочность системы
- Гладкая внутренняя поверхность и постепенное изменение направления уменьшают потери давления и турбулентность и сводят к минимуму воздействие коррозии и эрозии
- Сварная система занимает минимум места
Концы со скошенной кромкой
Концы всех фитингов под приварку скошены, их толщина превышает 4 мм для аустенитной нержавеющей стали или 5 мм для ферритной нержавеющей стали. Форма фаски зависит от фактической толщины стенки. Эти скошенные концы необходимы для выполнения «стыкового шва».
Форма фаски зависит от фактической толщины стенки. Эти скошенные концы необходимы для выполнения «стыкового шва».
ASME B16.25 охватывает подготовку концов под приварку компонентов трубопроводов к соединению в систему трубопроводов с помощью сварки. Он включает требования к сварке фасок, внешнему и внутреннему формованию толстостенных компонентов и подготовке внутренних концов (включая размеры и допуски на размеры). Эти требования к подготовке кромок сварного шва также включены в стандарты ASME (например,g., B16.9, B16.5, B16.34).
Материал и характеристики
Наиболее распространенными материалами, используемыми в производстве фитингов, являются углеродистая сталь, нержавеющая сталь, чугун, алюминий, медь, стекло, резина, различные типы пластмасс и т. Д.
Кроме того, фитинги, как и трубы, для определенных целей иногда внутренне снабжены слоями материалов совершенно другого качества, чем сами фитинги, которые представляют собой «облицованные фитинги».
Материал фитинга в основном устанавливается при выборе трубы, в большинстве случаев фитинг состоит из того же материала, что и труба.
Качественные фитинги для стыковой сварки от Wellgrow Industries
Мы занимаемся производством широкого спектра фитингов для сварки, фитингов из нержавеющей стали, стальных фитингов, фитингов для труб, фитингов для стальных труб, фитингов из нержавеющей стали, фитингов для стыковой сварки, фитингов из углеродистой стали, фитингов для труб из нержавеющей стали, все сварные встык, в том числе с длинным радиусом. Колено 90 градусов, короткое колено с радиусом 90, сверхдлинное колено с радиусом 90, длинное колено с радиусом 45 градусов, короткое колено с радиусом 45, сверхдлинное колено с радиусом 45, длинное колено с радиусом 180 (трубное колено), короткое радиусное колено 180 (возврат на 180) Колено), удлиненный колено на 180 (возврат на 180), равный тройник, переходной тройник, тройник с Y-образным ответвлением, крестовина, переходная крестовина, эксцентриковый переходник, концентрический переходник, заглушка для соединения внахлест и заглушка из нержавеющей стали и углеродистой стали .
Мы используем фитинги для сварки, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, стыковые сварные швы с различными техническими характеристиками, которые используются в водоснабжении. трубопроводы, промышленные трубопроводы пищевой промышленности, нефтяная промышленность, химическая промышленность, нефтяная промышленность и в различных других системах трубопроводов перекачки жидкости. Наши сварные фитинги из нержавеющей и углеродистой стали, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, стыковые сварные швы тщательно анализируются на соответствие строжайшим стандартам качества и контроль безопасности от выбора сырья, механической обработки, термообработки и упаковки. Строгий контроль качества и тестирование проводятся на каждом этапе производства, чтобы гарантировать только лучшие продукты. Таким образом, наши фитинги для сварки, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, стыковые сварные швы популярны благодаря точности размеров, высокой прочности, длительному сроку службы. , герметичность, коррозионная стойкость.
Строгий контроль качества и тестирование проводятся на каждом этапе производства, чтобы гарантировать только лучшие продукты. Таким образом, наши фитинги для сварки, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, стыковые сварные швы популярны благодаря точности размеров, высокой прочности, длительному сроку службы. , герметичность, коррозионная стойкость.
Наш ассортимент фитингов ANSI BW — бесшовные от 1/2 дюйма (15NB) до 80 дюймов (2000 NB), сварные от 1/2 дюйма (15NB) до 80 дюймов (2000 NB) для системы трубопроводов.Диапазон расписания включает в себя расписание от 5S до расписания 160 и расписание XXS. Основное внимание уделяется стандартным сортам углеродистой стали, нержавеющей стали 304, 304L, 316, 316L, 304 / 304L, 316 / 316L, DIN 1.4301, DIN 1.4306, DIN 1.4401, DIN 1.4404, DIN 1.0405, а также Duplex SAF2205, доступному с 1 / От 2 до 12 дюймов трубопровода.
Мы являемся производителем нержавеющей стали, производителем углеродистой стали, производителем фитингов, производителем фитингов, производителем на Тайване, поставщиком на Тайване и заводом на Тайване, потому что мы производим на Тайване наши фитинги для сварки, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, нержавеющая сталь. Стальные фитинги, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, стыковые сварные швы, которые производятся на Тайване.Добро пожаловать на покупку нашей трубопроводной арматуры на Тайване.
Мы также являемся производителем в Китае, поставщиком в Китае, заводом в Китае, оптовой торговлей в Китае и экспортером в Китае, потому что мы производим в Китае наши фитинги для сварки, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, углерод Стальные фитинги, фитинги для труб из нержавеющей стали, сварка встык, тоже производятся в Китае. Также добро пожаловать на покупку от
Также добро пожаловать на покупку от
Стандартная спецификация:
Бесшовные фитинги для стыковой сварки из нержавеющей стали и сварные фитинги для стыковой сварки из нержавеющей стали в соответствии с ASME / ASTM SA / A403 SA / A 774 WP-S, WP-W, WP-WX, 304, 304L, 316, 316L, 304 / 304L или 316 / 316L, DIN 1.4301, DIN1.4306, DIN 1.4401, DIN 1.4404, ANSI B16.9, ANSI B16.28, MSS-SP-43, тип A, MSS-SP-43, тип B, JIS B2312, JIS B2313, холодная штамповка, отжиг и закалка , скошенные концы согласно ANSI B16.25, твердость согласно NACE MR0175 — последнее издание, IC согласно ASTM A262E и проверено PMI, сертификат согласно EN 10204 / 3.1. Бесшовные фитинги для стыковой сварки из углеродистой стали и сварные фитинги для стыковой сварки из углеродистой стали в соответствии с ASME / ASTM SA / A234 WPB, DIN 1.0405, ANSI B16.9, ANSI B16.28, JIS B2312, JIS B2313, отожженные и закаленные, концы со скошенными кромками в соответствии с ANSI B16.25, твердость по NACE MR0175 — последнее издание, IC по ASTM A262E и проверено PMI, сертификат по EN10204 / 3. 1.
1.
Типы фитингов для стыковой сварки и спецификации материалов — Краткое руководство
Фитинги под сварку встык — один из самых популярных видов соединения в трубопроводных системах. Он всегда требовался в больших количествах в различных отраслях промышленности, особенно для трубопроводов большого диаметра.
Что такое фитинги для стыковой сварки
Под сварку встык предназначен для соединения концов труб или фитингов сваркой.Это свариваемый стальной трубный фитинг, который позволяет разветвляться, изменять направление потока, присоединять дополнительное оборудование или уменьшать размер трубы.
Фитинги из кованой стали под сварку встык производятся в соответствии с ANSI / ASME B16.9.
Проверьте различия между фитингами, приваренными враструб.
Также известен как сварная арматура для труб
Фитинги под сварку встык также называются приварными трубными фитингами. Когда они будут использоваться в нержавеющей и углеродистой стали, они смогут предложить определенные преимущества по сравнению с фитингами для сварки муфт и резьбой. В то время как фитинги для стыковой сварки доступны только до определенного размера, вы можете найти фитинги для стыковой сварки, доступные в размерах от 1/2 до 72 дюймов.
В то время как фитинги для стыковой сварки доступны только до определенного размера, вы можете найти фитинги для стыковой сварки, доступные в размерах от 1/2 до 72 дюймов.
Как и общая категория трубопроводных фитингов, фитинги для стыковой сварки включают в себя:
Отвод для стыковой сварки под углом 45 или 90 градусов
Тройник для стыковой сварки и переходной тройник, переходник, заглушку, крест
Колено под сварку встык
Отвод под приварку встык предназначен для изменения направления жидкости в трубопроводных системах, он имеет типы с большим радиусом (LR) и с коротким радиусом (SR) и имеет разную степень покрытия 45 градусов, 90 градусов и 180 градусов.Итак, осталось:
LR Отвод под сварку встык под 45 градусов :
Колено на 45 градусов с большим радиусом (1,5 x диаметр) и изменение направления жидкости на 45 градусов.
LR Колено 90 градусов :
Колено для стальной трубы на 90 градусов с большим радиусом (1,5 x диаметр).
SR Колено 45 градусов : Колено с коротким радиусом (1 x диаметр) под углом 45 градусов, изменение направления.
SR Колено на 90 градусов : Колено с коротким радиусом (1 x Диаметр) под углом 90 градусов.
Тройник из стальной трубы 180 градусов
Колено более 90 градусов, назовем его стальным коленом. Как LR / SR изгиб на 180 градусов.
Размеры отводов под сварку встык могут быть указаны как диаметр (в NPS) и толщина в соответствии с ANSI, образцы как LR 90 градусов отводы 4 дюйма и толщина — в таблице 40 или таблице 80.
Тройник под приварку
Тройник под приварку встык (равный тройник) имеет ответвление на 90 градусов вместе с прямой трубой, он обеспечивает соединения для установки дополнительного оборудования на трубопровод.В конструкции тройника те же стороны концов можно было приварить к трубе, а ответвление на 90 ° оставалось открытым для приваривания другой трубы или устройства.
Тройник под сварку встык
Тройник переходной под сварку встык
Конструкция аналогичного тройника такая же, но размер ответвления на 90 градусов меньше диаметра прямой трубы. Поэтому его используют для установки оборудования или трубы меньшего размера.
Переходник под сварку встык
Он имеет концентрический редуктор и эксцентрический редуктор двух типов, которые используются для регулировки расхода жидкости и скорости путем сварки трубы большого диаметра на одном конце и трубы меньшего диаметра на другом конце.
Концентрический переходник: Эксцентрический переходник:
Обычные виды материалов для фитингов под сварку
То же самое с фитингами для сварки муфт, теперь вы можете найти фитинги для стыковой сварки, которые будут доступны в виде отводов для стыковых сварных швов, тройников, выпускных патрубков (olets), переходников и крышек. Фактически, это будут одни из наиболее распространенных типов фитингов под сварку встык, которые будут указаны в соответствии с перечнем труб и номинальными фитингами.
Фактически, это будут одни из наиболее распространенных типов фитингов под сварку встык, которые будут указаны в соответствии с перечнем труб и номинальными фитингами.
Материал корпуса
Он включает различные материалы корпуса из сплава, а также фитинги для стыковой сварки из нержавеющей и углеродистой стали. Поэтому в качестве исходного материала обычно используются сварные или бесшовные трубы. Могут быть изготовлены путем ковки с помощью нескольких процессов, чтобы, помимо прочего, получить форму тройников и колен.
Фитинги под сварку встык из нержавеющей стали обычно малой толщины
Точно так же, как обычные трубы продаются в соответствии с Приложением 10 к Приложению 160, вы обнаружите, что дело обстоит так же и с фитингами под сварку встык.В нержавеющей стали более распространены фитинги под сварку встык. Это произошло бы благодаря преимуществу в цене, которое он может предложить. Фитинги Schedule 10 также будут более распространены в фитингах из нержавеющей стали.
Фитинги для стыковой сварки углеродистой стали
Фитинги для стыковой сварки из углеродистой стали включают материал корпуса из ASTM A234 WPB (чаще всего) и WPC, MSS-SP-75 WPHY. И толщина обычно составляет 40 стальных трубных фитингов, STD или 80, где класс давления находится в диапазоне от 1500 фунтов на квадратный дюйм, 2500 фунтов на квадратный дюйм, 3000 фунтов на квадратный дюйм, 6000 фунтов на квадратный дюйм и 9000 фунтов на квадратный дюйм.
Фитинги для стыковой сварки из легированной стали
Легированная сталь, материал для стыкового сварного шва, обычно соответствует стандарту ASTM A234 WP1, WP5, WP9, WP11, WP22, WP91 и т. Д.
Классифицируется по размерам
Размеры фитингов под сварку встык приведены в соответствии со стандартами ANSI B36.10 и B36.19.
Диапазон диаметров: 1 дюйм, 2 дюйма, 3 дюйма, 4 дюйма, 6 дюймов, 8 дюймов и до 36 дюймов.
Диапазон толщины: график 10, график 40, график 80, XS, XXS и SCH 160
Если речь идет об установочных размерах фитингов под сварку встык, они должны включать диаметр в NPS и толщину в таблице.
Редуктор концентрический, эксцентриковые редукторы, колено длинное, тройники. Основная причина, по которой эти фитинги будут использоваться в строительных проектах, заключается в том, что они будут играть важную роль в разветвлении, изменении направления потока или даже механическом присоединении оборудования к системе. С помощью указанного сортамента труб, фитинги для стыковой сварки будут продаваться с номинальными размерами труб.
Как делается фитинг под сварку
Фитинги такого типа изготавливаются методом горячей штамповки.Это будет включать изгибание трубы и придание ей определенной формы. Исходным материалом для этого фитинга будет труба, которую сначала нужно разрезать до нужной длины. Затем его нагревали и формовали до определенной формы с помощью штампов pf. Кроме того, будет проводиться термообработка для получения желаемых механических свойств и снятия остаточных напряжений.
Преимущества фитингов под сварку
• Сварное соединение поможет получить более прочное соединение.
• Сплошная металлическая структура повысит прочность трубопроводной системы.
• Когда фитинги под сварку встык будут согласованы с соответствующими схемами труб, они помогут обеспечить непрерывный поток внутри трубы
• Обеспечивает возможность различного радиуса поворота за счет использования длинного радиуса, короткого радиуса или отводов 3R.
• Считается экономически эффективным по сравнению с аналогами, сваренными раструбом или резьбой
• Эти фитинги будут доступны в Приложении 10, таким образом, можно использовать вариант с более тонкими стенками.
• Было обнаружено, что эти фитинги более распространены в конфигурации по Приложению 10 и Приложению 40.
Фитинги под сварку встык со скошенными торцами
Все фитинги под приварку встык должны иметь скошенные концы в соответствии со стандартами ASME B16.25. Это поможет создать полное проникновение без какой-либо дополнительной подготовки.
Эти виды фитингов чаще всего используются в случае нержавеющей стали, углеродистой стали, легированной стали, алюминия, никеля и материалов с высоким пределом текучести.
Функции фитингов для стыковой сварки
Фитинги под сварку встык из нержавеющей стали и углеродистой стали будут соединительными компонентами.Благодаря этому можно было бы монтировать трубы, клапаны и оборудование на систему трубопроводов. Помимо дополнения фланцев труб в любой системе трубопроводов, фитинги под сварку встык также позволят:
• Изменение направления потока в системе трубопроводов
• Соединение или соединение оборудования и труб
• Обеспечение доступа, ответвлений и отводов для вспомогательного оборудования .
Одним из распространенных примеров этого может быть использование фитинга под сварку встык в трубе, который может быть уменьшен с помощью концентрического переходника.Затем его приваривают к фланцу с приварной шейкой, а затем подключают к оборудованию.
Фитинги для постоянных сварных швов от VNE Stainless
| Фитинги под сварку используются в стационарных установках, где технологические трубопроводы и оборудование можно очистить на месте (CIP) и не удалять из системы. VNE предлагает фитинги с полированным внутренним и внешним диаметром для немедленной отправки. Возможен заказ других полированных комбинаций. Наши продукты соответствуют всем требованиям 3A. |
 Наши фитинги предлагаются с номинальными размерами трубок от 1/2 до 8 дюймов из материалов T304 и T316L.Равномерная толщина стенки для размеров от 1 / 2˝ до 3˝ составляет 0,065 (16 ga). Для размера 4˝ толщина стенки составляет 0,083 (14 га), 6˝ и 8˝ .109 (12 га)
Наши фитинги предлагаются с номинальными размерами трубок от 1/2 до 8 дюймов из материалов T304 и T316L.Равномерная толщина стенки для размеров от 1 / 2˝ до 3˝ составляет 0,065 (16 ga). Для размера 4˝ толщина стенки составляет 0,083 (14 га), 6˝ и 8˝ .109 (12 га)Технические характеристики …. | Спецификации для заказа…. | ||
Диапазон размеров: | Внешний диаметр от 1/2 до 8 дюймов | Укажите: | • Кол. |
Материалы: | Т304 | ||
Отделка: | №7 — ID и OD № 5 — только OD № 3 — только ID №1 — нешлифованный | ||
 Акций
Акций Ограниченная гарантия ….
На продукцию VNE Corporation дается гарантия на отсутствие дефектов материалов и изготовления в течение одного года с даты отгрузки. Любой продукт, который окажется дефектным, должен быть отремонтирован или заменен по усмотрению компании VNE при условии, что он использовался в соответствии с рекомендациями и в строгом соответствии с признанной практикой трубопроводов и не подвергался чрезвычайному обслуживанию, например, в условиях сильной коррозии. или абразивные условия.
или абразивные условия.
VNE не дает никаких гарантий, явных или подразумеваемых, кроме перечисленных выше.
VNE не несет ответственности за любые косвенные, косвенные, случайные или условные убытки.
Фитинги — унифицированные сплавы
Программа складированияДиапазон размеров | 1/4 «- 36» NPS (большие размеры доступны по запросу)
Классы | 150, 3000, 6000 *
Графики сварки | 10, 10s, 40, 40s, 80, 80s, 120, 160 (нестандартная толщина стенки доступна по запросу)
Механические марки | Виктаулич, Тикай.
Нержавеющая сталь марок | 304, 304L, 316, 316L, 317L, 321, 347 *
Специальные сплавы | 2205, 254SMo, монель, инконель *
Хром-молибден | P5, P9, P11, P22, P91 *
Стандарты | ASTM / ASME
* -Не все классы, доступные марки перечислены или имеют полный инвентарный список Общая информация
Трубный фитинг используется для изменения направления, разветвления или соединения системы трубопроводов. Существует много различных типов фитингов, и они производятся в тех же размерах, графиках (стеновые) и из материалов, что и трубы. Общие типы конфигураций фитингов можно разделить на три основные группы; Под сварку встык, резьбу (резьбу) и раструб.
Существует много различных типов фитингов, и они производятся в тех же размерах, графиках (стеновые) и из материалов, что и трубы. Общие типы конфигураций фитингов можно разделить на три основные группы; Под сварку встык, резьбу (резьбу) и раструб.
Фитинги для стыковой сварки Отводы
Стандартные отводы для стыковой сварки бывают трех основных радиусов: 90 °, 45 ° и 180 °. При запросе колена стандартным стандартом по умолчанию является «Длинный радиус», но они также могут поставляться с «Коротким радиусом».Термины «Длинный радиус» и «Короткий радиус» важно понимать. «Большой радиус» означает, что расстояние от центра до конца в полтора раза превышает номинальный размер трубы. «Короткий радиус» означает, что расстояние от центра до конца равно номинальному размеру трубы. Обратный отвод на 180 градусов обычно не имеется в наличии, и, как правило, его необходимо производить по запросу.
Тройники (стандартные и переходные)
Основное назначение тройниковых фитингов — сделать ответвление от трубопровода (или участка).Ветвь может быть того же размера, что и серия, или может быть на один или несколько размеров меньше, чем серия. Размеры тройников вы должны найти в таблице примерки. Для прямых тройников размер от центра до конца обоих концов и ответвления одинаков. Для переходного тройника расстояние от центра до конца ответвления отличается от центра участка.
Переходники (концентрические и эксцентрические)
Переходник — это фитинг, используемый для изменения размера линии на один или несколько размеров меньше (или больше).Есть две распространенные версии переходников для трубопроводов. Существуют концентрические редукторы, в которых центральная линия входа и выхода совпадает. У эксцентрикового редуктора одна сторона плоская. Концентрические переходники используются в основном в ситуациях, когда переходник находится на вертикальном участке трубы. Эксцентриковые переходники используются на горизонтальных участках трубопровода.
Эксцентриковые переходники используются на горизонтальных участках трубопровода.
Заглушки
Приварная заглушка — это фитинг, используемый для закрытия конца трубы, в которой закрытый конец обычно имеет полуэллиптическую форму, если он не сделан из сплошного стержня.
Резьбовые (резьбовые) и приварные фитинги
Резьбовые и раструбные фитинги используются для труб малого диаметра размером 2 дюйма и меньше. Большинство резьбовых фитингов имеют внутреннюю (внутреннюю) резьбу в соответствии с NPT ( Национальная трубная резьба). Исключение составляют обжимные муфты, заглушки и уличные колена, где они будут иметь наружную (внешнюю) резьбу. Фитинги для сварки внахлест имеют глубокое гнездо, в которое труба скользит и выравнивается. Затем выполняется сварка внешняя поверхность трубы и фитинга.
Резьбовые фитинги и фитинги для приварки муфт указаны в соответствии с классом давления, в котором обычно используются нержавеющие стали, — это классы 150 #, 3000 # и 6000 #. Литые (150 #) фитинги обычно используются для подачи воздуха и воды при низких температурах и давлении, тогда как кованые (3000 #, 6000 #) фитинги обычно используются для более высоких давлений и температур, а также для более сложных сред.
Литые (150 #) фитинги обычно используются для подачи воздуха и воды при низких температурах и давлении, тогда как кованые (3000 #, 6000 #) фитинги обычно используются для более высоких давлений и температур, а также для более сложных сред.
Стандартные конфигурации
Колена : существует колено на 90 ° и 45 °, в котором, в отличие от фитингов для стыковой сварки, нет вариантов с длинным или коротким радиусом; они бывают такими, какие они есть, и не могут быть «обрезаны», чтобы учесть различные варианты углов.
Тройники: Тройники с резьбой и сваркой внахлест используются для изготовления ответвлений. Они бывают прямого и небольшого размера.
Обжимные прессы: Обжимные прессы для винтовой и гнездовой сварки выпускаются как концентрической, так и эксцентрической формы.
Заглушки и заглушки: Заглушки и заглушки предназначены для закрытия конца трубы или фитинга.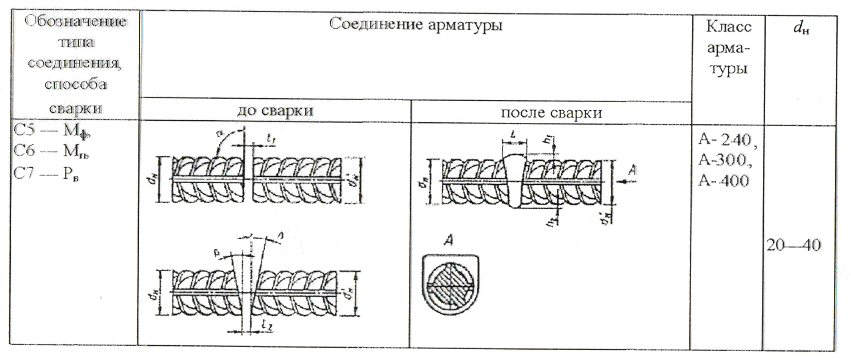
Ниппели: Ниппель — это название, данное короткому отрезку трубы. Это не совсем то, что нужно в том же контексте, что и локоть или футболка.Ниппели вырезаются из трубы и могут быть приобретены стандартной длины до 12 дюймов.
Unions: Union — это соединение, которое может быть отключено / повторно подключено, что может быть полезно в тех случаях, когда эта функция желательна.
Выпускные фитинги:
Для выполнения ответвлений на трубе и резервуарах используется выпускной фитинг. Основной особенностью типичного выпускного фитинга является конструкция застроенного основания, которая устраняет необходимость в любой другой форме армирования ответвлений.Основание стандартного отвода под приварку имеет седловидную форму, чтобы соответствовать разводной трубе.
Вы указываете фитинг по размеру участка (заголовка), а затем по размеру ответвления. Размер коллектора, как правило, больше (пример: 12 дюймов x 2 дюймов сварной штуцер Sch 40S A / SA182-F316 / 316L). Выпускная арматура изготавливается с основанием, которое покрывает ряд размеров коллектора.
Выпускная арматура изготавливается с основанием, которое покрывает ряд размеров коллектора.
Выход для сварки — Выходной конец фитинга скошен, поэтому его можно установить для стыковой сварки на трубе или другом фитинге. Выход для сварки
Резьба Выход — Выходной конец имеет резьбу, соответствующую обычной конической трубной резьбе присоединяемой трубы или оборудования.Размеры выходного отверстия с резьбой обычно ограничиваются трубой малого диаметра (2 дюйма и меньше).
Выходной патрубок для сварки раструбом — Выходной патрубок имеет гнездо, подходящее для фитингов и трубы, приваренной раструбом. Размеры выходного патрубка обычно соответствуют ограничивается малым (2 дюйма и меньше).
Боковое выходное отверстие — Боковое выходное отверстие находится на спускной трубе под углом 45 ° и может поставляться в виде выходного конца под сварку встык, резьбу или раструб.
Выходное отверстие для локтя — Выходное отверстие для локтя предназначено для установки на спине сторона колена 90 ° с большим радиусом и может поставляться с выходным концом под сварку встык, резьбой или муфтой.
Выпускной патрубок — Выпускной патрубок — это фитинг, который имеет усиленное основание для крепления к напорной трубе, а затем имеет короткую трубу удлинитель с резьбовым или гладким выходным концом.
Фитинги для сварки внахлест »Мир трубопроводной техники
Стандарт ASME B16.11 определяет размеры и требования для фитингов для сварки внахлест размером от 1/8 ″ до 4 ″. Но в большинстве спецификаций материалов для трубопроводов для технологических установок используются только фитинги для сварки муфтой размером от 1/2 ″ до 11/2 ″.Фурнитура изготовлена методом ковки. Фитинги для сварки внахлест доступны в номиналах 300 #, 600 # и 900 #. Переходные фитинги имеют такое же расстояние от центра до конца, от центра к низу раструба, диаметр ленты и внешний диаметр, что и фитинг единого размера, соответствующий торцевому соединению самого большого размера переходного фитинга.
Теги: # Трубопровод_Инжиниринг # Трубопроводы_Фитинги # Штуцеры_Сварочные.
Фитинги для сварки внахлест
Стандарты размеров
- ASME B16.11: Кованые фитинги, сварка внахлест и резьба.
- MSS-SP-79: Переходная вставка для сварки внахлест
- MSS-SP-83: Соединения для стальных труб, сварка внахлест и с резьбой.
- MSS-SP-95: Прессованные ниппели и заглушка.
Доступные фитинги
Отвод под сварку с враструб под 90 градусов
Используется для поворота на 90 градусов трубопроводов с малым внутренним диаметром. Доступен для диапазона размеров от 1/8 ″ до 4 ″ согласно ASME B16.11.Таблица размеров
Используется для изменения направления трубопровода малого диаметра на 45 градусов.Доступен для диапазона размеров от 1/8 ″ до 4 ″ согласно ASME B16.11.Таблица размеров
Заглушки для приварки внахлест
Доступны для диапазона размеров от 1/8 ″ до 4 ″ согласно ASME B16.11. Они используются для закрытия тупика гладкой трубы с малым внутренним диаметром.
Таблица размеров
Прямой и переходной тройник под сварку внахлест
Используется в качестве ответвлений под углом 90 градусов. Доступен для диапазона размеров от 1/8 ″ до 4 ″ согласно ASME B16.11. Они бывают и прямыми, и переходящими.Таблица размеров
Прямой сварной шов и переходная крестовина
Доступны для размеров от 1/8 ″ до 4 ″ согласно ASME B16.11. Их используют экономно, так как для заготовки лучше использовать 2 тройника.Таблица размеров
Муфта, сварная внахлест, полная
Доступна для диапазона размеров от 1/8 ″ до 4 ″ согласно ASME B16.11. Они используются для соединения двух концевых труб с малым внутренним диаметром.Таблица размеров
Полумуфта для сварки внахлест
Доступна для диапазона размеров от 1/8 ″ до 4 ″ согласно ASME B16.11. Они используются в качестве ответвлений малого диаметра на линиях большого диаметра.Таблица размеров
Переходная муфта для сварки внахлест
Доступна для диапазона размеров от 1/8 ″ до 4 ″ согласно ASME B16. 11. Используются для соединения труб разного диаметра. Они в основном работают как редукторы.
11. Используются для соединения труб разного диаметра. Они в основном работают как редукторы.Таблица размеров
Муфта для приварки враструб
SW Муфта должна быть плотно завинчена перед сваркой концов, чтобы свести к минимуму деформацию гнезда. Внутри Union предпочтительны шлифованные стыки, хотя доступны и другие облицовки. В соответствии со стандартом размеров: MSS-SP-83, доступные размеры от 1/8 ″ до 3 ″.Переходная вставка для сварки внахлест
Переходная вставка используется для соединения небольшой трубы с фитингом большего размера.Они доступны для размеров от 3/8 ″ x 1/4 ″ до 1 1/2 ″ x 1 1/4 ″ согласно MSS-SP-79. Доступные рейтинги: 3000 и 6000 (3M или 6M).Конструкционные материалы
Эти фитинги являются коваными. Итак, материалы конструкции следующие.
- A105 : Стандартные технические условия на поковки из углеродистой стали для трубопроводов.
- A181 : Стандартные технические условия на поковки из углеродистой стали для трубопроводов общего назначения.
- A182 : Стандартные технические условия на фланцы, кованые фитинги, арматуру и детали для кованых или катаных труб из сплавов и нержавеющей стали, а также клапаны и детали для работы при высоких температурах.
- A350 : Стандартные технические условия на поковки из углеродистой и низколегированной стали, требующие испытаний на ударную вязкость компонентов трубопроводов.
Преимущества фитингов для сварки внахлест
- Их легче использовать на трубопроводах небольшого размера, и на концах труб нет необходимости снимать фаску, так как конец трубы скользит в раструб соединения.
- При использовании фитингов, приваренных раструбом, отсутствует опасность выступа сварного шва в трубопровод и ограничения потока или создания турбулентности.
- Для выравнивания прихваточная сварка не требуется, так как соединение и труба самоустанавливаются.
- Его можно использовать вместо резьбовых фитингов, что снижает вероятность утечек, которые обычно сопровождают использование резьбовых фитингов.
- Это дешевле и проще в сборке, чем другие сварные системы. Соединения не будут протекать, если их правильно сделать.
Недостатки фитингов для сварки внахлест
- При использовании фитингов, сваренных внахлест, существует вероятность несоответствия внутри фитинга, когда неправильно выровненные или сопряженные детали могут создать углубление, в котором может начаться коррозия.
- Выемка 1/16 дюйма в стыке для жидкости карманов теплового расширения, которая также может вызвать коррозию в случае сильно коррозионных жидкостей.
- Не используется в водородной среде. (Все фитинги сварены встык, включая малое отверстие для работы на водороде).
- Использование не разрешено ANSI B31.1, если ожидается сильная вибрация или щелевая коррозия.
Применение фитингов для сварки внахлест
- Для трубопроводов, транспортирующих легковоспламеняющиеся, токсичные или дорогие материалы, в которых недопустима утечка.
- Для пара: от 300 до 600 фунтов на квадратный дюйм, а иногда и до 150 фунтов на квадратный дюйм.
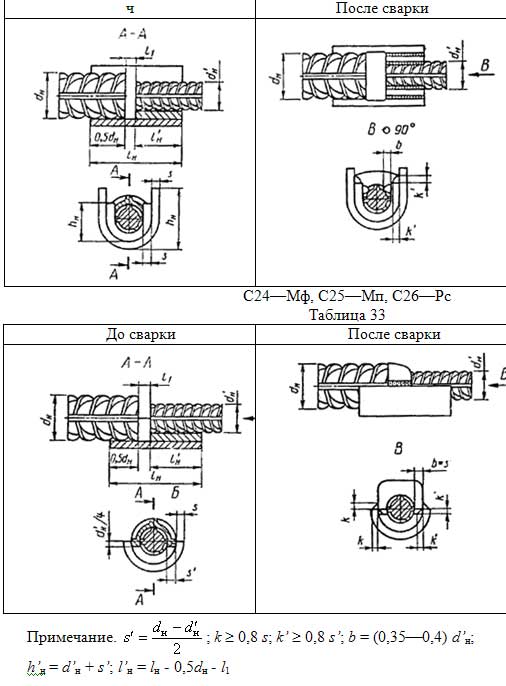
Классы фитингов
Номинальные характеристики фитингов, приварных с муфтой, относятся к классам 3000, 6000 и 9000.
Выбор класса зависит от графика толщины трубы, как указано в ASME B16.11. Приварной внахлест: 3000: Sch 80 и XS, 6000: Sch 160, 9000: XXS
Образец спецификации материала трубопровода
Элементы: колено 45 градусов, колено 90 градусов, равный тройник, переходной тройник, заглушки, полное соединение, переходная муфта- Углеродистая сталь: ASTM A105.Оцинкованный, NIC, HIC согласно спец.
- Нержавеющая сталь: ASTM A182 F304L
- Class : SW: 3000: Sch 80 и XS, 6000: Sch 160, 9000: XXS
- Концы: концы под сварку внахлест, концы с внутренней резьбой, размер Стандарт: ASME B16.11
- Материал: углеродистая сталь: изготовлена из бесшовной трубы ASTM A234 Gr. WPB
- Материал: SS: Изготовлен из бесшовной трубы ASTM A403 Gr. WP304LS
- Торцы: оба конца плоские, больший конец со скосом — плоский малый конец (если большой размер 2 дюйма и больше).
 WPB
WPB- Материал: CS: ASTM A105,
- Класс: 3000,
- Концы: Концы под сварку внахлест,
- Размер Стандарт: MSS-SP-79
Как это :
Нравится Загрузка …
Фитинг для сварки внахлест
Фитинг, приваренный муфтой, сокращенно SWF — это фитинг, в котором труба вставляется в углубленную область фитинга. Для изготовления фитинга под сварку муфтой труба вставляется в трубу перед сваркой.Чтобы предотвратить повреждение трубы и фитинга, труба затем выдвигается как минимум на 1/16 дюйма, чтобы учесть тепловое расширение трубы во время процедуры сварки. Если этот зазор не будет выполнен, сварной шов может потрескаться из-за расширения трубы относительно фитинга.
Фланец, приваренный внахлест, с трубой Фитинги SW используются для трубопроводов с номинальным размером трубы (NPS) 3 дюйма и ниже.
Неметаллические трубы почти всегда используют фитинги для сварки внахлест для их постоянных соединений.Это связано с тем, что гнездо дает достаточную площадь поверхности для клея, чтобы склеить две части вместе.
Одним из преимуществ использования этих типов фитингов является то, что конец трубы не нужно скашивать перед сваркой. То есть конец трубы является гладким, а не скошенным. Это означает, что здесь используется одинарный угловой сварной шов, а не стыковой шов. Это означает, что слесарь-монтажник может устанавливать и выполнять сварку без использования специального зажима или прихваточной сварки, как в случае труб, сваренных встык.
Поскольку вместо стыкового шва используется угловой сварной шов, металл сварного шва не может попасть в отверстие трубы. Поскольку используется угловой сварной шов, его можно проверить только с помощью нерадиографических методов, таких как методы с использованием магнитных частиц или жидкого красителя.
Есть также некоторые недостатки в использовании фитингов для сварки враструб. Если сварщик не оставит зазора между трубой и буртиком муфты, существует риск того, что сварной шов выйдет из строя либо во время процесса сварки, либо при высоких температурах.
Этот зазор может привести к накоплению твердых частиц, что может вызвать коррозию. Если трубопровод используется для нескольких технологических жидкостей, это скопление может загрязнить дополнительные технологические потоки.
Для сварки муфтой доступны три различных класса давления: 3000, 6000 и 9000. Как правило, класс 3000 предназначен для использования с трубами Schedule 80, 6000 — Schedule 160 и 9000 — XXH. Классы давления основаны на предельных значениях холодного рабочего давления 3000, 6000 и 9000 фунтов на квадратный дюйм.
Кованые фитинги с головкой и резьбой
| Класс давления | 2000 | 3000 | 6000 | 9000 |
|---|---|---|---|---|
| Торцевой фитинг | – | 80 / XH | 160 | XXH |
| Фитинг с резьбой | 80 / XH | 160 | XXH | – |
Примечание: Обозначения класса соответствуют максимальному рабочему давлению фитингов в холодном состоянии в фунтах силы на квадратный дюйм.
Следующие ссылки относятся к таблицам технических характеристик для диапазонов размеров патрубков, охватываемых стандартом ASME B16.11. Если вы хотите просмотреть таблицы данных по трубопроводной арматуре, посетите нашу страницу с описанием фитингов.
Примечания:
- Допуски на размеры в соответствии с ANSI / ASME B16.11 не включают боковые части, переходники и штуцеры.
- Фитинги с особыми размерами, резьбой или зенковкой могут изготавливаться по согласованию между производителем и покупателем.Если фитинги соответствуют всем требованиям настоящего стандарта, они могут считаться соответствующими при условии, что они имеют соответствующую маркировку.
Листы технических данных на фитинги для сварки враструб
.