Сварка стальных труб — виды и технология соединения стыков
При прокладке стальных трубопроводов важным моментом является создание герметичных, прочных соединений, способных выдерживать повышенное внутреннее давление, усилия, возникающие при монтаже, внешние нагрузки при эксплуатации. Места стыковки труб из металла не должны разрушаться под воздействием коррозии и влиять на свойства передаваемой среды. Высокое качество стыков можно обеспечить только при правильном выборе технологии монтажа, соблюдении технологических требований и контроле качества сборки.
Виды соединений стальных труб
При монтаже трубопроводов наиболее популярны неразъемные стыки, создаваемые сваркой, – электро- или газовой.
К разъемным относятся соединения:
- фланцевые;
- резьбовые;
- с помощью накидной гайки («американки»).
Способы соединения стальных труб: краткое описание вариантов
Сварные стыки
Газовая или электросварка позволяет получить прочный и герметичный стык.
Сварной шов изготавливается оплавлением специально подготовленных концов металлических труб и заполнением зазора расплавленным металлом. В соответствии с нормативными требованиями, сварной шов должен быть:
- устойчивым к линейным температурным деформациям;
- достаточно вязким для предотвращения образования трещин;
- плотным, чтобы при транспортировке газа его молекулы не проникали в
- окружающую среду;
- прочным (для исключения возможности разрушения).
Резьбовые
Соединение на резьбе применяют при прокладке газоводопроводных трубопроводов. На трубах ВГП усиленной и обычной серий резьбу нарезают, легкой – накатывают. Для стыкования двух отрезков на их концах изготавливают наружную резьбу, на которую накручивают муфту и контргайку. Для создания разъемного стыка на одном конце изготавливают короткую резьбу (5-6 ниток), а на втором – длинную (20-30 ниток), достаточную, чтобы на нее можно было «согнать» контргайку и муфту.
Фланцевые
Обычно эту технологию монтажа трубопроводной системы применяют для соединения труб большого диаметра. Фланцы представляют собой кольца, которые изготавливают плоскими приварными или приварными встык. К концам соединяемых отрезков приваривают по фланцу, которые между собой стягивают болтами и гайками. Между фланцами прокладывают паронит толщиной 1,0-1,5 мм или другой материал, что определяется характером передаваемой среды. Внутренние диаметры трубы и приварного фланца должны совпадать. Фланцы необходимо стягивать таким образом, чтобы головки болтов располагались по одну сторону соединения. Длину болтов следует подбирать таким образом, чтобы их концы выступали за пределы гаек не более чем на 0,5 их диаметра.
С использованием накидной гайки («американки»)
Эти изделия обычно применяются для трубопроводов небольшого диаметра. Ходовые размеры – ¾ и ½ дюйма. «Американка» более компактна, по сравнению со сгоном, может использоваться многократно. По конструкции этот соединительный узел представляет собой разборное изделие, в состав которого входят два резьбовых фитинга и накидная гайка. Ассортимент фитингов позволяет приобрести оптимальную модель – с наружной или внутренней резьбой, прямую, угловую. К концам трубных отрезков фитинги могут присоединяться с помощью наружной или внутренней резьбы, сваркой.
По конструкции этот соединительный узел представляет собой разборное изделие, в состав которого входят два резьбовых фитинга и накидная гайка. Ассортимент фитингов позволяет приобрести оптимальную модель – с наружной или внутренней резьбой, прямую, угловую. К концам трубных отрезков фитинги могут присоединяться с помощью наружной или внутренней резьбы, сваркой.
Для затягивания накидной гайки используют рожковый или разводной ключ. Газовый может повредить покрытие изделия. По конструкции «американки» разделяют на плоские и конусные, для их изготовления используют различные материалы:
- чугун;
- сталь, обычно – коррозионностойкую;
- латунь – никелированную или хромированную.
Основные типы и конструктивные элементы сварных соединений
Основные типы и конструктивные элементы сварных соединений
Соединение труб и деталей трубопроводов между собой являются самыми ответственными элементами технологических трубопроводов, от качества которых зависит их герметичность, надежность в эксплуатации. Кроме того, конструкция соединения должна обеспечивать удобство и быстроту сборки, экономичность, хорошие гидравлические характеристики.
Кроме того, конструкция соединения должна обеспечивать удобство и быстроту сборки, экономичность, хорошие гидравлические характеристики.
По функциональному назначению различают два вида соединений технологических трубопроводов: неразъемные (сваркой и склейкой) и разъемные (на фланцах или резьбовых деталях).
Неразъемные соединения по технологии выполнения разделяются на сварные и клеевые. По конструкции шва сварные и клеевые соединения разделяются на стыковые и раструбные, являющиеся разновидностью нахлесточных соединений. Стыковые соединения обеспечивают более благоприятные распределения напряжений в шве, однако площадь шва при этом определяется толщиной стенки трубы. В раструбных соединениях площадь сварки или склейки может многократно превышать площадь поперечного сечения конструкции. Достоинством раструбных сварных и клеевых соединений по сравнению со стыковыми помимо увеличения площади соединяемых поверхностей является также повышенная стойкость к изгибающим усилиям, которые как правило, возникают в процессе монтажа и эксплуатации.
Неразъемные соединения трубопроводов из ПНД. ПВД и ПП с помощью раструбов, отформованных на концах труб, применяют, как правило, при изготовлении и монтаже трубопроводов Da до 160 мм, однако допускается применение этих соединений и для труб Ян до 225 мм.
Для безнапорных трубопроводов в некоторых случаях допускается использование сварки нагретым газом и экструзионной сварки. По сравнению с нагретым газом экструзионная сварка обеспечивает высокую производительность технологического процесса и повышенную прочность швов, которые возрастают при увеличении толщины стенки трубы.
Для труб из ПВХ неразъемные соединения лучше всего выполнять при помощи склеивания. Такие соединения применяются на трубопроводах D„= 16… 225 мм при наличии литых деталей с раструбом или возможности формования раструбов. Сварка нагретым инструментом враструб и экструзионная сварка, предусматривающие определенный перегрев полимерного материала, для труб из ПВХ применять не рекомендуется. Применение сварки для некоторых типоразмеров труб из ПВХ лимитируется также малой толщиной стенки, приблизительно вдвое меньшей, чем для труб из ПНД эквивалентного типоразмера.
Применение других видов сварки (излучением, трением и др.) должно решаться в каждом конкретном случае в зависимости от прочностных требований к соединению, условий производства работ на объекте, технической оснащенности монтажной организации и т. д.
Разъемные соединения технологических трубопроводов из неметаллических материалов выполняются в основном на фланцах. Для этих соединений применяют стальные фланцы, а на трубопроводах из винипласта, кроме того, и винипластовые. Приварные фланцы на неметаллических трубопроводах не получили широкого распространения из-за невысокой прочности неметаллических фланцев и сложности приварки их к трубам и деталям в условиях монтажной площадки. Преимущество соединений со свободно вращающимися фланцами в том, что они обеспечивают необходимую затяжку болтов и удобны при монтаже.
Простая форма фланца используется при отбор-товке концов труб при давлениях до 0,25 МПа (рис. 1, а). Однако отбортовка и соответствующая конструкция фланцевого соединения обладают малой длительной прочностью ввиду концентрации напряжений в зоне перегиба и опасности разрушения в этой зоне.
Соединения на втулках с утолщенными буртами, приваренных встык к трубе или детали, или на утолщенных буртах, отформованных непосредственно на концах труб (рис. 1,б), применяют для трубопроводов из ПНД, ПВД и ГШ при давлении до 1 МПа.
Рис. 1. Фланцевые соединения трубопроводов из полимерных материалов а — соединения на отбортованных концах труб; б — соединения на утолщенных буртах; 1 — труба; 2 —фланец: 3—прокладка; 4 — болт; 5 —гайка; 6 — втулка под фланец, привариваемая к трубе в стык; 7 — втулка под фланец, соединяемая с трубой враструб
Соединения на втулках с утолщенными буртами, соединяемых враструб с концами труб из ПВД сваркой, а труб из ПВХ склеиванием (рис. 1, в), также рассчитаны на давление до 1 МПз.

Соединения труб из ПВХ с раструбами под уплотнительное кольцо (компенсационное соединение) весьма просто по конструкции и обеспечивает надежную работу трубопровода до 0,6 МПа. Достоинством такого соединения являются: разгрузка трубопровода от осевых температурных напряжений, высокая производительность сборки, возможность ведения работ при низких температурах окружающего воздуха и в сырую погоду, возможность ведения работ персоналом, не имеющего высокой квалификации. В то же время, в связи со спецификой компенсационного соединения, их использование требует повышенных затрат на установку опор, воспринимающих осеЕые усилия в трубопроводе.
Читать далее:
Техника безопасности и промсанитария при сварке полимеров
Технико-экономические показатели применения трубопроводов из полимерных материалов
Характеристика надежности сварных соединений
Испытание сварных соединений
Контроль качества сварных соединений
Сдача-приемка смонтированных линий трубопроводов в эксплуатацию, оформление документов
Испытание смонтированных трубопроводов
Монтаж внутрицеховых и межцеховых трубопроводов
Изготовление деталей, узлов и блоков трубопроводов
Монтаж трубопроводов из полимерных материалов
Разъяснение ГОСТ 16037-80 Соединения сварные стальных трубопроводов
- Статус стандарта
- Сфера применения
Отдельные строительные и промышленные объекты имеют повышенную важность для обеспечения нормального функционирования экономики и жизнедеятельности общества.
Статус стандарта
Рассматриваемый нормативный документ был разработан в 1980 году. Это ясно из кодового обозначения стандарта, которое сформировано с использованием специальной системы, принятой для такого типа документации. В свою очередь, это значит, что анализируемый ГОСТ был составлен еще во времена СССР. Поэтому неудивительно, что он имеет статус межгосударственного: ведь он одновременно применялся во всех республиках, входящих в состав Союза.
Документ относится к группе B05. Согласно постановлению Госкомитета по стандартам СССР от 24 апреля 1980 г. N 1876 он вступил в действие 1 июля 1981 года. При этом в соответствии с протоколом N 5-94, принятым Межгосударственным советом по вопросам стандартизации, сертификации и метрологии, ограничения по сроку его действия были сняты. Теперь он может действовать в течение неограниченного времени – до тех пор, пока не возникнет потребность в серьезном пересмотре содержащихся в нем требований. На текущий момент он имеет статус действующего. В 1990 году для учета обновленных требований к этой категории продуктов в текст стандарта был внесен ряд изменений.
Сфера применения
Интересующий нас нормативный документ был принят вместо ГОСТ 16037-70, разработанного десятью годами ранее. Прежний стандарт имел более узкую сферу применения: его действие распространялось только на швы сварных соединений трубопроводов из стали. Обновленный документ стал применяться для следующих видов продуктов:
- сварные соединения трубопроводов;
- типы, конструктивные элементы и размеры сварных соединений труб с трубами;
- типы, конструктивные элементы и размеры сварных соединений труб с арматурой.


При этом область применения межгосударственного нормативного документа не распространяется на соединения, используемые для производства самих труб, которые изготавливаются из листовой или полосовой стали. Требования этого межгосударственного стандарта стали обязательными к применению при производстве этого типа продуктов.
Структура документа
В отличие от многих других подобных стандартов, ГОСТ 16037-80 не имеет разделения на содержательные блоки. Он содержит общий список пунктов, включающий 16 позиций. В их число входят разделы, касающиеся следующих вопросов:
- сфера применения стандарта;
- условные и другие обозначения;
- требования к основным типам сварных соединений;
- требования к конструктивным элементам и их размерам;
- правила применения сварных соединений при производстве особых типов продуктов, например, тройников и крестовин из труб;
- правила выполнения сварки деталей, имеющих неодинаковую толщину;
- допустимая степень шероховатости обрабатываемых поверхностей;
- правила выбора материала для изготовления подкладок и муфт;
- допустимые параметры зазоров между элементами;
- порядок выполнения угловых швов;
- дополнительные требования.

Текст документа снабжен многочисленными таблицами, сформированными для более удобного восприятия количественных параметров, используемых в ходе производства трубопроводной продукции. При этом внутри таких таблиц наиболее важные элементы показаны в виде графических схем, демонстрирующих формы сечения деталей, порядок их соединения и проч.
Дополнительные нормативные документы
В тексте интересующего нас межгосударственного стандарта встречается несколько отсылок к другим нормативным документам, которые регулируют определенные характеристики используемых в производстве изделий, а также параметры материалов, из которых они выполняются, и проч. В числе таких документов фигурируют:
- ГОСТ 2789-73, устанавливающий допустимую степень шероховатости поверхностей – действующий;
- ГОСТ 1050-88, определяющий требуемые параметры сортового калиброванного проката – недействующий. Вместо него сейчас применяется ГОСТ 1050-2013.
Остальные параметры технологического процесса, ориентированного на выполнение сварных соединений для стальных трубопроводов, регулируются положениями самого ГОСТ 16037-80.
Какие существуют способы подсоединения клапанов к трубопроводу?
By «Apollo» Valves
25 июля 2018
Чтобы клапаны функционировали должным образом, они должны быть подключены к системе трубопроводов. В любой трубопроводной системе очень важно, чтобы любые соединения — будь то труба с трубой или клапан с трубой — выполнялись тщательно, чтобы избежать ошибок, которые могут привести к утечке. Поэтому соединения клапанов и труб имеют большое значение в любой водопроводной или промышленной системе трубопроводов.
Клапанымогут быть подключены к трубопроводным системам несколькими способами, и иногда они даже классифицируются по типу создаваемого концевого соединения. Три основные классификации:
• Резьбовые соединения
• Фланцевые соединения
• Сварные соединения
Резьбовые соединения
В этом типе соединения клапан соединяется с трубой с помощью резьбы . Возможно, это самый простой тип соединения клапана с трубой, который в основном используется на относительно небольших клапанах (менее 2 дюймов) в системах низкого давления.В отличие от других типов соединений, резьбовое звено требует дополнительных деталей, таких как болты и гайки, для скрепления соединения, что делает его более дешевым и быстрым в исполнении.
Возможно, это самый простой тип соединения клапана с трубой, который в основном используется на относительно небольших клапанах (менее 2 дюймов) в системах низкого давления.В отличие от других типов соединений, резьбовое звено требует дополнительных деталей, таких как болты и гайки, для скрепления соединения, что делает его более дешевым и быстрым в исполнении.
Существует два типа резьбы: внутренняя и наружная резьба, а также параллельная и коническая резьба. Во многих клапанах используется соединение с конической резьбой. Однако резьбовые соединения могут быть трудно отремонтированы в случае утечки и часто требуют замены.
Фланцевые соединения
Фланцевые соединения являются наиболее распространенным методом присоединения клапанов к системам трубопроводов независимо от уровня давления и размера клапана.Они изготовлены по с использованием двух фланцев , которые крепятся с помощью шпилек и гаек. Они быстро и легко собираются и разбираются для ремонта или замены.
Сварные соединения
В этом соединении клапан приваривается непосредственно к системе трубопровода для создания более герметичного и герметичного соединения. Эти соединения дороже, чем фланцевые соединения, но гарантируют лучшее соединение между трубами, клапанами и фитингами.Сварные соединения обычно используются в областях, где крайне важно полное перекрытие утечек, например, в трубопроводных системах высокого давления и высокой температуры.
Существует два основных типа сварных соединений:
• Сварка встык – В этом сварном соединении клапан и концы трубы соединяются друг с другом встык, а затем свариваются для создания соединения. Соединения под сварку встык распространены на стальных клапанах, но идеально подходят для всех типов клапанов, независимо от размера.
• Сварка враструб – Здесь приваренный конец клапана формуется в раструб, а затем в него вставляется труба для сварки. В соединении используются угловые сварные швы для соединения двух компонентов. Он используется с небольшими клапанами, не превышающими 2 дюйма.
В соединении используются угловые сварные швы для соединения двух компонентов. Он используется с небольшими клапанами, не превышающими 2 дюйма.
В чем разница между раструбной и стыковой сваркой трубных фитингов
Существуют различные способы соединения труб, фитингов, фланцев и клапанов, наиболее популярны сварка в раструб и сварка встык . , и какой из них лучше всего подходит для ваших строительных проектов, так как все они имеют свои плюсы и минусы.
ASTM A182 F316L Соединения для сварки внахлест
Что такое раструбная сварка?
Сварка в раструб (SW) — это метод сварки вставки трубопровода. Он сваривает два куска трубы разного размера, меньший вставляется в большой. Сварной шов полностью находится на периферии большой трубы, и это угловой шов. . Компоненты для сварки враструб содержат фланцы для сварки враструб и фитинги для сварки враструб (содержат колена для сварки враструб 45/90 градусов, тройники для сварки внахлест, заглушки для сварки внахлест, крестовины для сварки внахлест, муфты для сварки враструб, соединения для сварки внахлест, муфты ).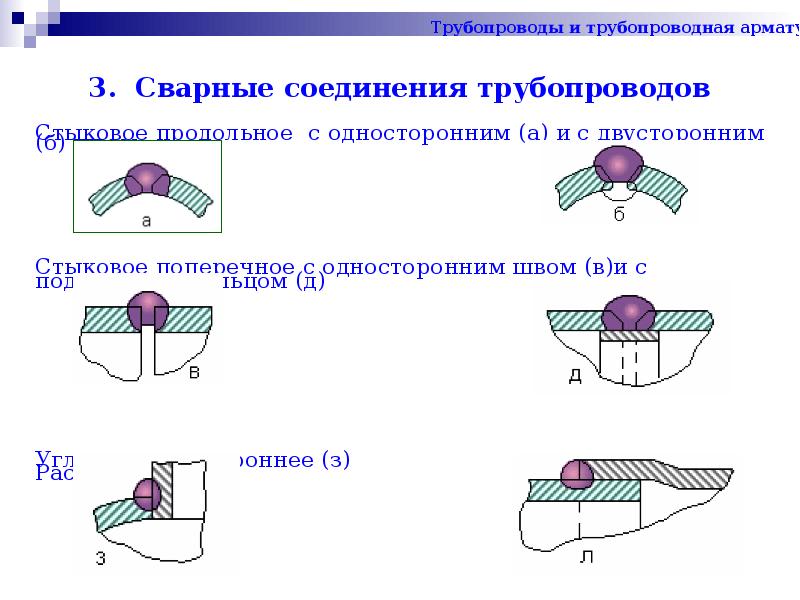
Чертеж сварки враструб
Фитинги для сварки враструб определены в стандарте ASME B16.11 , они представляют собой фитинги для труб высокого давления и доступны в трех классах давления: класс 3000, класс 6000 и класс 9000. Фланцы для сварки враструб могут изготавливаться в соответствии с различными стандартами. такие как ANSI/ASME B16.5, JIS B2220.
Что такое стыковая сварка?
Стыковая сварка — это соответствующая сварка фитингов и фитингов, фитингов и фланцев или фитингов и труб, диаметры которых одинаковы.Конец фитингов для стыковой сварки должен быть скошенным. Компоненты для стыковой сварки содержат фланцы для сварки встык и фитинги для стыковой сварки (содержат колено 45/90/180 градусов для стыковой сварки, тройник для стыковой сварки, заглушку для стыковой сварки, отвод для стыковой сварки ,крестовина для стыковой сварки,редуктор для стыковой сварки,weldolet).
Чертеж стыкового сварного шва
Фитинги для сварки встык могут быть изготовлены в соответствии с различными стандартами, такими как ANSI/ASME B16.9, ANSI/ASME B16.28, DIN EN 10253, ГОСТ 17375-17380, JIS B2311-B2313, KS B1522, KS B1541, КС Б1543,МСС СП-43,МСС СП-75,ГБ/Т 12459,ГБ/Т 13401,Ш/Т 3408,ХГДЖ528,СИ/Т0510. Фланцы приварные встык по стандартам ANSI/ASME B16.5,ANSI/ASME B16.47,JIS B2220,EN 1092-1,ГОСТ 12821-80.
Различия между раструбной и стыковой сваркой трубных фитингов:
Различные диаметры фитингов для сварки встык и раструбной сварки:
Сварной шов внахлест обычно используется для сварки труб малого диаметра. Обычно используются следующие спецификации: диаметр меньше DN50, а максимальный диаметр DN100 (или 4 дюйма). Сварка встык широко применяется для труб большого и малого диаметра.
Различные разделки под сварку и сварные швы раструбной и стыковой сварки трубных фитингов:
Обычно должен быть скошенный конец от 30 до 37,5 ° для стыковой сварки, чтобы заполнить сварочный валик. Конечно, будет составной скошенный конец для сверхтолстых стенок.
Конечно, будет составной скошенный конец для сверхтолстых стенок.
Сварка внахлест не требует фаски, и она может сваривать деталь напрямую. Сварные швы внахлест представляют собой угловые швы.
Учитывая фактор прочности сварного шва, условия силы и т. д., сварка встык лучше, чем сварка враструб.
ASME B16.9 ASTM A403 WP304L Тройники равные
Различные неразрушающие испытания фитингов для сварки встык и раструбной сварки:
Методы неразрушающего контроля для раструбной сварки – это магнитопорошковый контроль ( MT ) и пенетрантный контроль ( PT ). стальные детали. Вообще говоря, требования к сварке встык выше, чем требования к сварке враструб, а также требования к испытаниям.Сварка встык должна быть проверена на 100 %, чтобы гарантировать отсутствие утечек, и необходимо провести радиографический контроль.
Стальная труба с фланцем тройника под сварку встык
Разная цена фитингов для сварки встык и раструбной сварки:
Обычно цена на фитинги для сварки встык выше, чем на фитинги для стыковой сварки аналогичного размера, фитинги для стыковой сварки требуют дополнительных затрат, потому что их также будет сложнее правильно сварить и установить. Это потребует больше времени и опыта. квалифицированных сварщиков.
Это потребует больше времени и опыта. квалифицированных сварщиков.
Сварной шов внахлест прост в установке. Но для раструба требуется зазор около 1/16 дюйма в нижней части трубы, чтобы обеспечить тепловое расширение. Этот зазор может привести к проблеме перенапряжения, которая приводит к растрескиванию углового сварного шва фитинга. Сварной шов внахлест создает проблемы при работе с коррозионно-активными жидкостями из-за щелевой коррозии. Он легко подвергается коррозии из-за разрыва гладкой внутренней поверхности трубы.
Сварка встыкявляется «лучшей» с точки зрения прочности, усталостной прочности, коррозионной стойкости и температурного соответствия.Однако его сложнее правильно установить и сварить, для этого требуется опытный сварщик и много времени.
Тройник с фланцем под сварку враструб
Заключение
В заключение следует отметить, что как уровень давления, так и стоимость сварки в раструб выше, чем при сварке встык. Когда технология сварки требуется и полностью соответствует строительным требованиям, альтернативным выбором является сварка встык.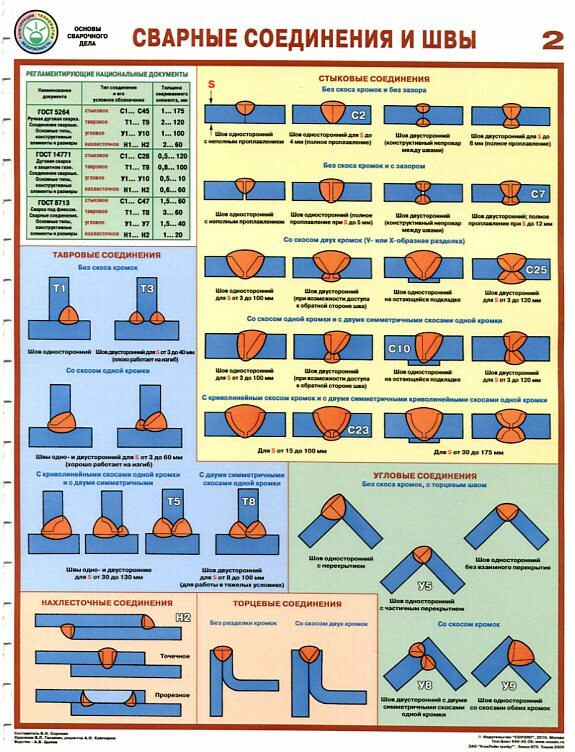 нет требований к сварке, рекомендуется использовать сварку в раструб, просто для обнаружения.Недостатком системы Socket Weld является зазор расширения и пространство между наружным диаметром трубы и внутренним диаметром фитинга. Из-за коррозионных продуктов, и в основном в системах труб из нержавеющей стали, трещина между трубой и фланцем, фитингом или клапаном может вызвать проблемы с коррозией. В сервисных приложениях, где требуется полное проникновение сварного шва внутрь трубопровода, сварка внахлест недопустима, и, как правило, необходимо выполнять сварку встык.
нет требований к сварке, рекомендуется использовать сварку в раструб, просто для обнаружения.Недостатком системы Socket Weld является зазор расширения и пространство между наружным диаметром трубы и внутренним диаметром фитинга. Из-за коррозионных продуктов, и в основном в системах труб из нержавеющей стали, трещина между трубой и фланцем, фитингом или клапаном может вызвать проблемы с коррозией. В сервисных приложениях, где требуется полное проникновение сварного шва внутрь трубопровода, сварка внахлест недопустима, и, как правило, необходимо выполнять сварку встык.
Haihao Group производство, поставка и экспорт фитинги для сварки внахлест, фитинги для стыковой сварки, резьбовые фитинги, кованые фланцы (например, фланец для приварки, фланец для сварки внахлест, глухой фланец, накидной фланец, фланец внахлестку и т. д.) в различных материалах, таких как углеродистая сталь, нержавеющая сталь, легированная сталь.Если вы хотите узнать больше о наших продуктах, пожалуйста, напишите нам: sales@haihaogroup. com
com
Общие проблемы фитингов для сварки встык — трубы и фитинги из нержавеющей стали
Общие проблемы фитингов для сварки встык
Фитинги для сварки встык относятся к стальным пластинам, которые отлиты вместе и сварены вместе для производства различных фитингов для труб. К стыковым сварным трубным фитингам в основном относятся сварные встык отводы, сварные встык тройники, сварные встык переходники и т. д..
Преимущества фитингов для сварки встык в том, что они дешевы, калибр можно сделать большим, толщина небольшая, процесс изготовления простой. Их могут производить обычные производители фитингов для труб.
Колено для стыковой сварки из нержавеющей стали
Очевидны и недостатки стыковой сварки трубной арматуры. Поскольку процесс сварки и процесс формования просты, легко образуются отверстия для воздуха, сварные швы, трещины и т. д., а давление, как правило, меньше.
Ниже мы сосредоточимся на общих дефектах сварных фитингов и на том, как избежать этих проблем.
Общие дефекты фитингов, сваренных встык, склонны к образованию пор, трещин и непрочных сварных швов. Пузыри возникают потому, что горящий газ существует в виде пузырьков между сварочными зазорами, которые обычно находятся внутри. Это трудно увидеть. Только при осмотре можно узнать. Способ избежать — использовать топливо с меньшим количеством примесей, а другой — очистить. Сварите внешний вид стальных пластин, чтобы удалить масло, газ и влагу.
Трещина относится к трещине, вызванной попаданием сульфида в металл сварного шва во время изготовления сварной трубы. Причина в том, что в зоне сегрегации присутствует легкоплавкий сульфид железа и в стали присутствует водород. Мерой предотвращения является очистка поверхности сварного шва. И очистка флюса и сушка.
Слабый шов означает возможность образования зазора между двумя стальными пластинами свариваемой трубы. Это оказывает большое влияние на свариваемую трубу. Самый прямой метод обнаружения — это подавление тестовой воды, чтобы увидеть, есть ли утечка воды, и избежать принятия мер. Это хорошая форма, и спецификации и формы должны быть выполнены в соответствии со стандартами. Сварной шов ровный и ровный, ржавчины быть не должно.
Это хорошая форма, и спецификации и формы должны быть выполнены в соответствии со стандартами. Сварной шов ровный и ровный, ржавчины быть не должно.
Размеры Блэт-Сварочные фитинги
Размеры сварочной арматуры:
длинные радиусы локтя
| Номинальная труба | Внешний диаметр трубы (дюймы) | дистанционный центр End (дюймы) | ||||
|---|---|---|---|---|---|---|
| 6 O Elbwows | 45 O локтей | |||||
| 1 | 1.315 | 1 1/2 | 7/8 | 7/8 | 9/8 | |
| 1 1/4 | 1.660 | 1 7/8 | 1 7/8 | 1 | ||
| 1 1/2 | 1.900 | 2 1/4 | 1 1/8 | |||
| 2 | 72 | 2 | 3 | 1 3/8 | 9 | |
| 2 1/2 | 2,875 | 3 3/4 | 1 3/4 | |||
| 3 | 3,5 | 4 1/2 | 2 | |||
| 3 1/2 | 4. 0 0 | 5 1/4 | 2 1/4 | 2 1/4 | 9 | |
| 4 | 45 | 6 | 2 1/2 | |||
| 5 | 5.563 | 7 1/2 | 3 1/8 | |||
| 6 6,625 | 9 3 3/4 | |||||
| 8 8,625 | 12 | |||||
| 10 | 10,750 15 | 6 1/4 | ||||
180
O Возвращение| Номинальная труба размером (дюймы) | Внешний план трубы диаметром | Расстояние | ||||
|---|---|---|---|---|---|---|
| Центр до центра | Назад к лицу | |||||
| 1 | 1.315 | 3 | 3 | 2 3/16 | 9 9/16 | |
| 1 1/4 | 1.660 | 3 3/4 | 2 3/4 | 2 3/4 | 9 9/4 | |
| 1 1/2 | 1.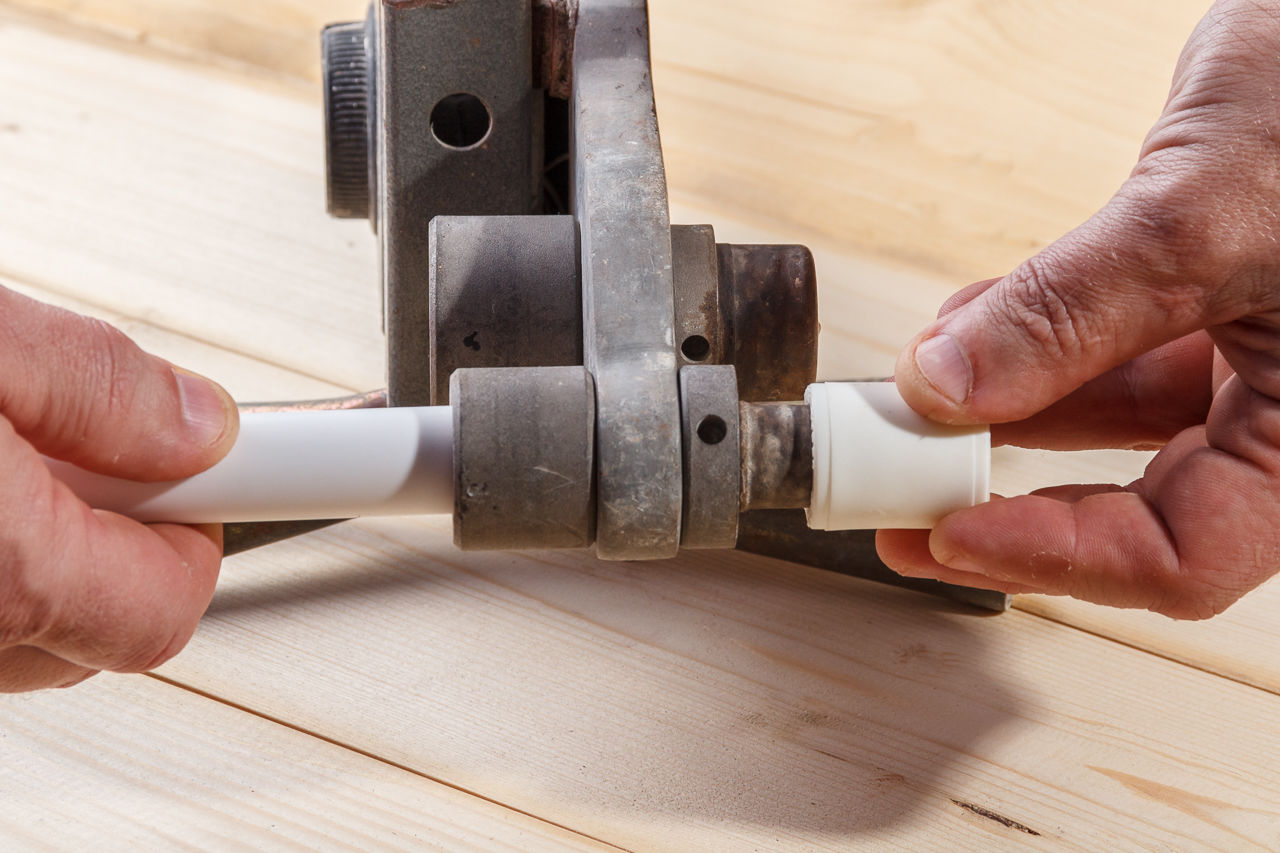 900 900 | 4 1/2 | 3 1/4 | |||
| 2 | 2 | 2 9 | 6 | 4 3/16 | 4 3/16 | |
| 2 1/2 | 2,875 | 7 1/2 | 5 3/16 | |||
| 3 | 3,5 | 9 | 6 1/4 | |||
| 3 1/2 | 4.0 | 10 1/2 | 7 1/4 | 7 1/4 | 9 | |
| 4 | 4 9 | 12 | 8 1/4 | |||
| 5 | 5.563 | 15 | 10 5/16 | |||
| 6 | 6 | 6 | 18 | 12 5/16 | ||
| 8 | 8 | 24 | 16 5/16 | 16 5/16 | ||
| 10 | 10.750 | 30 | 20 3/8 | |||
Прямые Tee
| Номинальная трубка (дюймы) | Внешняя труба диаметр (дюймов) | дистанционный центр до конца (дюймов) | |||||
|---|---|---|---|---|---|---|---|
| RUN | выпускной | ||||||
| 1 | 1.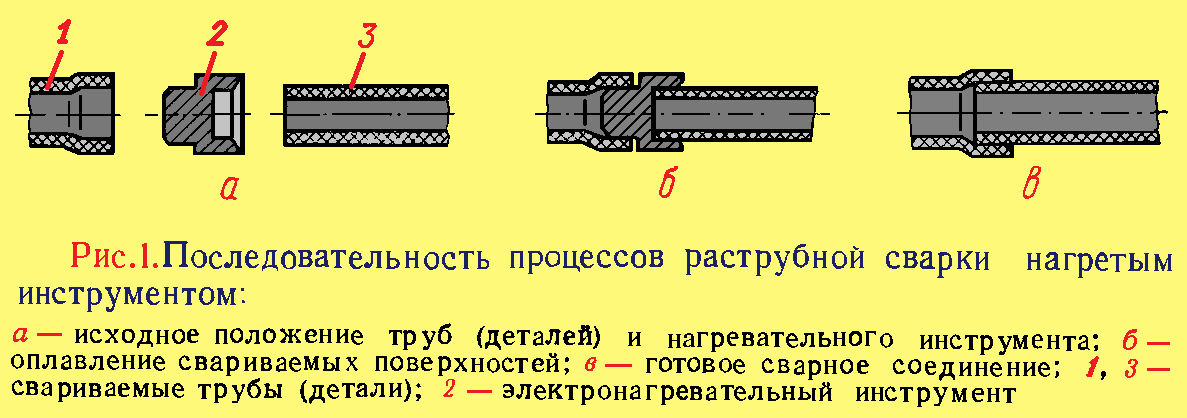 315 315 | 1 1/2 | 1/2 | 1 1/2 | 1/2 | ||
| 1 1/4 | 1.660 | 1 7/8 | 1 7/8 | 1 7/8 | |||
| 1 1/2 | 1.900 | 2 1/4 | 2 | 2 1/4 | |||
| 2 | 92 9 | 2 1/2 | 2 1/2 | 2 1/2 | 2 | 9 | |
| 2 1/2 | 2,875 | 3 | 3 | ||||
| 3 | 3,5 | 3 3/8 | 3 3/8 | ||||
| 3 1/2 | 4.0 | 3 3/4 | 3 3/4 | 3 9/4 | |||
| 4 | 4 9 | 4 1/8 | 4 1/8 | 4 1/8 | |||
| 5 | 5.563 | 4 7/8 | 4 7/8 | ||||
| 6 | 6 | 6 | 6 | 5 5/8 | 5 5/8 | 5 5/8 | 9 |
| 8 | 8 | 7 | 7 | ||||
| 10 | 10.750 | 8 1 / 2 | 8 1/2 | ||||
Трубные и трубные соединители Wagner для сварки или механической сборки перил
Компания Wagner предлагает широкий ассортимент трубных и трубных соединителей. Наиболее примечательны два оригинальных соединителя Wagner — механические соединители для труб и труб Splice-Lock™ и сварные соединители для труб и труб Wedge-Lock™.
Наиболее примечательны два оригинальных соединителя Wagner — механические соединители для труб и труб Splice-Lock™ и сварные соединители для труб и труб Wedge-Lock™.
Трубные и трубные соединители Splice-Lock для механических соединений
Доступны из стали, алюминиевого сплава 3003 и нержавеющей стали типа 304. Замки Splice-Locks предназначены для выравнивания секций поручней и в качестве компенсаторов. Они наиболее эффективны в качестве усилителя жесткости при использовании в пределах 12 дюймов от сварной стойки или кронштейна поручня.
Резьбовое отверстие ввинчивается в соединитель, а штыри Splice-Lock удерживают деталь как единое целое, что позволяет легко вставить ее в трубу или трубку. Установочный винт представляет собой головку без головки с чашеобразным концом.
Трубные и трубные соединителиSplice-Lock имеют такую же прочность на сдвиг, как и стандартные трубы, но их нельзя использовать в сборочных узлах.
Трубные и трубные соединители Splice-Lock доступны с одинарным и двойным замком.
Single-Lock Splice-Locks предназначены для использования в качестве соединителей или компенсаторов.Для максимальной прочности используйте замки Double-Lock Splice-Locks.
Узел сращивания с одинарным замком
Single-Lock, Splice-LockSplice-Lock контактирует с внутренней частью трубы или трубы в четырех областях по ее длине, чтобы обеспечить выравнивание и максимальную прочность.
- Просверлите отверстие диаметром 13/32″ для винтов 3/8″ или отверстие 11/32″ для винтов 5/16″. Это прозрачное отверстие должно располагаться по центру на 3/8″ от конца каждой трубы или трубы для 3-3/4″ замков или на 17/32″ до центра для 6″ замков, как показано на рисунке.
- Вставьте Splice-Lock в эту первую секцию.
- Вставьте и частично затяните установочный винт.
- Наденьте другую секцию, которую необходимо соединить, на замок Splice-Lock.
- Полностью затяните установочный винт до невозможности движения.
Результирующее действие: контакты Splice-Lock внутри трубы или трубки в четырех областях по всей длине для обеспечения выравнивания и максимальной прочности.
Узел сращивания с двойным замком
Double-Lock, Splice LockSplice-Lock контактирует с внутренней частью трубы или трубы в четырех областях по ее длине, чтобы обеспечить выравнивание и максимальную прочность.
- Просверлите отверстие диаметром 13/32″ для винтов 3/8″ или отверстие 11/32″ для винтов 5/16″. Это чистое отверстие должно располагаться по центру на 3/8″ от конца каждой трубы или трубы для сплайс-замков 3-3/4″ или на 17/32″ до центра для сплайс-замков 6″ и 8″, как показано на рисунке.
- Вставьте Splice-Lock в эту первую секцию.
- Вставьте и частично затяните установочный винт.
- Наденьте другую секцию, которую необходимо соединить, на замок Splice-Lock.
- Вставьте второй установочный винт и полностью затяните оба винта.
Результирующее действие: контакты Splice-Lock внутри трубы или трубки в четырех областях по всей длине для обеспечения выравнивания и максимальной прочности. Два винта также вызывают штифтовое действие в обеих частях для дополнительной прочности.
Трубные и трубные соединители Wedge-Lock для сварных соединений
Доступны для стали, алюминия и нержавеющей стали, соединители труб и труб Wedge-Lock выравнивают перила перед сваркой. При правильном использовании вы сэкономите до 50 % на сварке в цехе и на месте, а также на шлифовке и чистовой обработке.
Инструкции по клиновому замку:
- Вставьте соединитель в каждый конец трубы или трубы, пока он не коснется ребер Wedge-Lock.
- Вставьте клин в канавку Wedge-Lock и забейте на место молотком.
- Wedge-Lock расширяется относительно стенки материала, чтобы правильно зафиксировать и выровнять трубу или трубку.
- Сварить соединение и отшлифовать до гладкости.
Чтобы проверить наличие и цены, посетите наш сайт электронной коммерции.
Сварные соединения и неглубокие пастбищные трубы предлагают альтернативу надземным системам
Наземные системы предлагают большую гибкость в подаче воды и варианты изменения дизайна пастбищ во времени или пространстве. Они также становятся все более популярными благодаря достижениям в области солнечной воды и технологий заборов, а также растущему числу производителей, предпочитающих чаще менять скот. Быстроразъемные фитинги и различные адаптеры для нескольких типов резьбы обеспечивают превосходную гибкость.Тем не менее, некоторые производители не желают поддерживать такую же гибкость своих систем, и для этих людей существуют более постоянные варианты без перехода на систему глубокого захоронения.
Они также становятся все более популярными благодаря достижениям в области солнечной воды и технологий заборов, а также растущему числу производителей, предпочитающих чаще менять скот. Быстроразъемные фитинги и различные адаптеры для нескольких типов резьбы обеспечивают превосходную гибкость.Тем не менее, некоторые производители не желают поддерживать такую же гибкость своих систем, и для этих людей существуют более постоянные варианты без перехода на систему глубокого захоронения.
Сварные соединения
Первый дополнительный уровень долговечности заключается в использовании сварных муфт с надземной системой труб из полиэтилена высокой плотности (HDPE) вместо съемных компрессионных муфт и фитингов. Уэйн Винсент из Common Sense Manufacturing в Фолктоне, Южная Дакота, использует сварные муфты на многих своих наземных системах водоснабжения.Сварные фитинги устанавливаются с помощью простой машины, которая нагревает трубу и фитинг и сваривает их вместе. Он предполагает, что если производитель уверен в том, где он хочет разместить свои трубы, и не предвидит необходимости в большой гибкости в будущем, сварные фитинги могут быть выгодными. Разнообразие размеров втулок и резьбовых переходников позволяет использовать вварные (сварные) фитинги от начала трубопровода у источника воды до поплавкового клапана на резервуаре. По сравнению с попыткой установить трубу из ПВХ с помощью грунтовки и клея, установка сварной системы выполняется быстрее и прочнее.
Разнообразие размеров втулок и резьбовых переходников позволяет использовать вварные (сварные) фитинги от начала трубопровода у источника воды до поплавкового клапана на резервуаре. По сравнению с попыткой установить трубу из ПВХ с помощью грунтовки и клея, установка сварной системы выполняется быстрее и прочнее.
Винсент также поделился информацией об относительно редкой проблеме, свидетелем которой он стал, касающейся захвата воздуха в некоторых наземных системах, что может привести к разрыву стенки трубы. Чтобы разорвать трубу, требуется идеальный шторм факторов, чтобы захваченный воздух разорвал трубу, и он считает, что основные факторы, способствующие этому, вероятно, связаны с горячей трубой/горячей водой (из-за воздействия солнца), которая подвергается воздействию потока холодной воды (обычно из источника). колодец или сельский водопровод). Эту проблему можно предотвратить, установив воздушные зазоры в верхней части подъема по обе стороны от спуска.
Системы мелкого залегания
В последние годы компания Vincent также провела неглубокую закладку нескольких систем сварных труб из полиэтилена высокой плотности. Системы мелкого заглубления обычно находятся в пределах двух футов от поверхности почвы (не ниже линии промерзания) и могут быть установлены с использованием простого мелкого плуга, который вызывает минимальное нарушение почвы. Неглубокое закапывание, по-видимому, нормализует температуру труб и, таким образом, позволяет избежать проблем с разрывом вовлеченного воздуха, характерных для некоторых надземных систем. Тем не менее, системы с неглубоким заглублением все еще могут иногда иметь вакуумную пробку, связанную с высокими точками, и по-прежнему рекомендуются воздушные зазоры.
Типы фитингов для труб: Практическое руководство в 2021 году
Типы фитингов для труб — В трубопроводных системах фитинги или переходники используются для соединения прямых участков труб или трубок, приспособления к различным размерам или формам и регулирования (или измерения ) поток жидкости среди прочего. Эти фитинги используются в сантехнике для управления потоком воды, газа или жидких отходов в системе труб или трубок в домашних или коммерческих условиях.
Эти фитинги используются в сантехнике для управления потоком воды, газа или жидких отходов в системе труб или трубок в домашних или коммерческих условиях.
Фитинги (особенно необычные разновидности) требуют времени, денег, материалов и инструментов для установки, но они являются важным аспектом трубопроводных и водопроводных систем.Хотя клапаны технически являются фитингами, их часто обрабатывают отдельно.
Что такое трубная арматура?Фитинги используются для соединения труб друг с другом. Компонент системы трубопроводов, помогающий в отводах и тройниках изменять направление потока. Переходники и переходные тройники изменяют размер трубы. Различные детали, такие как муфты, используются для соединения и остановки потоков, тогда как заглушки используются для остановки потоков.
СтандартыПри строительстве (или производстве) водопроводной системы соблюдаются стандартные коды.Ниже приведены некоторые организации, публикующие стандарты на трубы:
Трубы должны соответствовать следующим требованиям к размерам:
- ASME B36. 19M: трубы из нержавеющей стали
- ASME B36.10M: сварные и бесшовные трубы из кованой стали
- ASME B31.4 XXXX: Силовые трубопроводы
- ASME B31.3 2008: Технологические трубопроводы
 19M: трубы из нержавеющей стали
19M: трубы из нержавеющей сталиХимическая, фармацевтическая, текстильная, бумажная, полупроводниковая и криогенная промышленность, а также соответствующие перерабатывающие предприятия и терминалы подпадают под действие B31. .3 и коды B31.4. Материалы и компоненты, проектирование, изготовление, монтаж, сборка, проверка, осмотр и испытания труб подпадают под действие этих правил. Сырые, промежуточные и готовые химикаты; газ, пар, воздух и вода; нефтяные продукты; псевдоожиженные твердые вещества; хладагенты и криогенные жидкости охватываются кодами.
МатериалыМатериал, используемый для изготовления трубы, часто является решающим фактором при выборе трубы. Трубы изготавливаются из различных материалов, в том числе:
Корпуса труб и фитингов часто изготавливаются из того же материала, что и трубы, которые они соединяют: медь, сталь, ПВХ, ХПВХ или АБС. Можно использовать любой материал, разрешенный сантехническими, санитарными или строительными нормами (соответственно), но он должен соответствовать другим материалам в системах, транспортируемым жидкостям, а также температуре и давлению внутри (а также снаружи) система. Медные трубы и водопроводные системы часто используют латунные или бронзовые фитинги. На выбор материалов труб и фитингов также влияют такие аспекты, как огнестойкость, механическая прочность, сейсмостойкость, устойчивость к краже и другие.
Можно использовать любой материал, разрешенный сантехническими, санитарными или строительными нормами (соответственно), но он должен соответствовать другим материалам в системах, транспортируемым жидкостям, а также температуре и давлению внутри (а также снаружи) система. Медные трубы и водопроводные системы часто используют латунные или бронзовые фитинги. На выбор материалов труб и фитингов также влияют такие аспекты, как огнестойкость, механическая прочность, сейсмостойкость, устойчивость к краже и другие.
Прокладки представляют собой кольцеобразные механические уплотнения, уплотняющие фланцевые соединения. Прокладки различаются по своей структуре, материалам и особенностям. Обычно используются неметаллические (ASME B 16.21), спирально-навитые (ASME B 16.20) и кольцевые прокладки (ASME B 16.20). С плоскими или выступающими фланцами используются неметаллические прокладки. С фланцами с выступом используются спирально-навитые прокладки, а с фланцами с кольцевым соединением (RTJ) используются прокладки с кольцевым соединением.Когда прокладка RTJ крепится к фланцу, между прокладкой и канавкой фланца возникает напряжение, вызывающее пластическую деформацию прокладки.
С фланцами с выступом используются спирально-навитые прокладки, а с фланцами с кольцевым соединением (RTJ) используются прокладки с кольцевым соединением.Когда прокладка RTJ крепится к фланцу, между прокладкой и канавкой фланца возникает напряжение, вызывающее пластическую деформацию прокладки.
Для выполнения соединений трубы обычно вставляются в фитинги. Соединителям присваивается пол, который обозначается буквами M или F. Например, «адаптер с внутренней резьбой NPT 3/4 дюйма» будет иметь соответствующий соединитель с наружной резьбой той же стандартной резьбы и размера (в данном случае также NPT). ).
Подробнее о Linquip
Различные типы трубных фитинговТрубные фитинги бывают разных форм и размеров.Ниже приведен список трубных фитингов, которые обычно используются в проектах трубопроводов.
- Колено
- Редуктор
- Тройник
- Муфта
- Адаптеры
- Union
- Клапан
- Крест
- Olet
- Cap
- разъемные
- Закладная ниппель
- КОМПЕНСАТОР
- Буш
- Long Radius Bend
- конденсатоуловители
- Фланцы
Колено используется чаще, чем любая другая трубная арматура. Это позволяет легко изменить направление трубы. Двумя наиболее распространенными видами изгиба являются 90° и 45°. Однако его можно обрезать в любой степени. Изгибы бывают двух типов радиуса: короткий радиус (1D) и длинный радиус (1,5D).
Это позволяет легко изменить направление трубы. Двумя наиболее распространенными видами изгиба являются 90° и 45°. Однако его можно обрезать в любой степени. Изгибы бывают двух типов радиуса: короткий радиус (1D) и длинный радиус (1,5D).
Колено 90 градусов
Для изменения направления трубы на 90 градусов между трубами помещается колено 90 градусов. Доступны варианты с длинным и коротким радиусом.
Колено 45 градусов
Для смещения направления трубы на 45 градусов между трубами вставляется колено 45 градусов.
Колено большого радиуса
Радиус осевой линии колена большого радиуса в 1,5 раза больше номинального размера трубы или в 1,5 раза больше диаметра трубы. Отводы с большим радиусом обычно используются в трубах, потому что они имеют меньшую потерю давления, чем отводы с коротким радиусом. Он занимал больше места, чем локоть с коротким радиусом.
Колено с длинным радиусом (Артикул: hardhatengineer. com )
com )Колено с коротким радиусом
Радиус осевой линии колена с коротким радиусом равен номинальному размеру трубы или диаметру трубы.В случаях, когда пространство ограничено, используются колена с коротким радиусом. Однако из-за быстрого изменения направления потока в нем наблюдается высокий перепад давления.
Переходное колено
Переходное колено 90 используется для изменения направления трубы, а также для уменьшения ее размера в трубопроводной системе. Переходное колено заменяет один фитинг и сокращает время сварки более чем на треть. Кроме того, постепенное уменьшение диаметра колена по дуге сводит к минимуму сопротивление потоку и уменьшает влияние турбулентности потока и возможной внутренней эрозии.Эти особенности предотвращают значительные перепады давления в линии.
Переходное колено (Артикул: hardhatengineer.com ) Колено трубы В линиях транспортировки жидкости, требующих очистки скребками, используются колена большого радиуса. Изгиб трубы имеет минимальный перепад давления из-за большого радиуса и плавного изменения направления, что обеспечивает плавный поток жидкости и скребка. Распространены трехмерные (3D) и пятимерные (5D) отводы труб.D обозначает диаметр трубы.
Изгиб трубы имеет минимальный перепад давления из-за большого радиуса и плавного изменения направления, что обеспечивает плавный поток жидкости и скребка. Распространены трехмерные (3D) и пятимерные (5D) отводы труб.D обозначает диаметр трубы.
Угловой отвод изготовлен из труб и не является обычным фитингом для труб. Поскольку отводы большого размера стоят дорого, их обычно рекомендуют для размеров от 10 дюймов и выше. Изгибы под углом допускаются только на водопроводах низкого давления. Изгибы под углом могут состоять из двух, трех или пяти частей.
Изгиб под углом (Артикул: hardhatengineer.com ) Возврат – Колено 180 градусов Для изменения направления 180 o используются возвратные колена.Модель доступна в двух вариантах длины: короткой и длинной. Нагревательный змеевик, теплообменник, вентиляция бака и другие компоненты используют возврат.
Жидкость из направляющей трубы распределяется или собирается с помощью трубного тройника. Это короткий отрезок трубы с центральным ответвлением под углом 90 градусов. Равный/прямой тройник и редукционный/неравный тройник — это два типа тройника, которые используются в трубах. Трубный тройник
(Артикул: hardhatengineer.com )Прямой тройник
Диаметр отвода в прямом тройнике такой же, как диаметр отводящей (коллекторной) трубы.
Тройник-переходник
Диаметр патрубка тройника-переходника меньше диаметра рабочей (коллекторной) трубы.
Тройник с перемычкой
В трубопроводах, предназначенных для очистки скребком, используется тройник с перемычкой, также известный как тройник-скребок. Ограничительная планка приварена внутри к отводу тройника, чтобы предотвратить попадание скребка или скребка в отвод. Стержни приварены к отводу таким образом, чтобы скребки могли свободно проходить через направляющую трубу.
Стержни приварены к отводу таким образом, чтобы скребки могли свободно проходить через направляющую трубу.
Тройник-тройник / боковой
Это своего рода тройник с ответвлением под углом 45° или углом, отличным от 90°. Тройник «звезда» используется для соединения двух труб под углом 45°. Эта форма тройника снижает турбулентность и трение, которые могут препятствовать потоку. Боковой тройник — это другое название тройника Wye.
Тройник «звездочка» / боковой (Артикул: hardhatengineer.com ) КрестовинаЧетырехходовой фитинг — другое название крестовины. Один вход и три выхода составляют крест (или наоборот). В большинстве случаев крестовины не используются для передачи жидкости в технологических трубах. С другой стороны, кованые кресты типичны для спринклерной системы пожаротушения.
Крест (Артикул: hardhatengineer.com ) Переходники для труб Переходник для уменьшения диаметра трубы. В трубах есть два типа переходов: концентрические и эксцентриковые.
В трубах есть два типа переходов: концентрические и эксцентриковые.
Концентрический трубный переходник или конический переходник
Центр обоих концов концентрического переходника, также известного как конический переходник, находится на одной оси. Он поддерживает отметку центральной линии трубопровода. Концентрические переходы используются, когда центральные линии больших и меньших труб должны оставаться одинаковыми.
Концентрический трубный переходник или конический переходник (Артикул: hardhatengineer.com )Эксцентриковый переходник
Центр обоих концов эксцентрикового переходника находится на отдельной оси, как показано на рисунке.Он поддерживает постоянную высоту противовыбросового превентора трубопровода (дна трубы). Эксцентриковые переходники необходимы, когда одна из наружных поверхностей трубопровода должна оставаться неизменной.
Смещение = (Большой внутренний диаметр – Меньший внутренний диаметр) / 2
Переходник для обжимки
Обжимки аналогичны переходникам, но они меньше по размеру и используются для соединения больших резьбовых или сварных в раструб труб с меньшими резьбовыми соединениями или сварные трубы. Они бывают концентрическими и эксцентрическими, как и переходники.Обжимки бывают разных видов. Например, оба гладких конца или один гладкий и один резьбовой конец.
Они бывают концентрическими и эксцентрическими, как и переходники.Обжимки бывают разных видов. Например, оба гладких конца или один гладкий и один резьбовой конец.
Конец трубы закрывается заглушкой. Заглушки для труб используются в тупиковой части трубопроводной системы. Он также используется для будущих соединений в коллекторах труб.
Заглушки для труб (Артикул: hardhatengineer.com ) ВтулкиПри соединении внахлест фланцев используются врезки.Патрубок приваривается к трубе встык в виде фланца, но фланец может свободно проходить через конец патрубка. По сути, это фланцевая часть, но на нее распространяется ASME B16.9, поэтому ее называют фитингами для труб.
Втулки (Артикул: hardhatengineer.com ) Соединительная муфта В трубах низкого давления с малым диаметром, где требуется более частый демонтаж трубы, муфты используются в качестве альтернативы фланцевым соединениям. Для соединений доступны резьбовые или раструбные концы под приварку.Штуцер состоит из трех частей: гайки, охватываемого конца и охватываемого конца. Гайки также обеспечивают необходимое давление для герметизации соединения, когда охватываемый и охватываемый концы соединяются.
Для соединений доступны резьбовые или раструбные концы под приварку.Штуцер состоит из трех частей: гайки, охватываемого конца и охватываемого конца. Гайки также обеспечивают необходимое давление для герметизации соединения, когда охватываемый и охватываемый концы соединяются.
Есть три разных сорта муфты:
- Полная муфта
- Половина муфты
- Уменьшение муфты
Полное соединение
Для соединения труб малого диаметра используется полное соединение. Когда-то он использовался для соединения двух труб или трубы с обжимным штифтом или ниппелем. Доступны резьбовые или раструбные концы.
Полумуфта
Отвод малого диаметра от сосуда или большой трубы выполняется с помощью полумуфты. Он может быть резьбовым или раструбным. Только одна сторона имеет гнездо или конец резьбы.
Переходная муфта
Переходная муфта используется для соединения двух труб разного диаметра.Он похож на концентрический переходник в том, что сохраняет осевую линию трубы, но имеет гораздо меньшие размеры.
Типы трубных муфт (Артикул: hardhatengineer.com ) Трубный ниппельНиппель представляет собой короткий отрезок трубы с наружной трубной резьбой на обоих концах или только на одном. Он используется для соединения двух других фитингов вместе. Трубы, шланги и клапаны соединены с помощью ниппелей. В трубопроводах низкого давления используются патрубки.
Трубный ниппель (Артикул: hardhatengineer.com ) Приварные и резьбовые фитингиПриварные и резьбовые фитинги представляют собой кованые изделия с различными значениями давления и температуры. Они бывают размеров от 1/8” до 4” NPS. Для этих фитингов доступны четыре класса давления-температуры.
- Фитинги класса 2000 производятся только в резьбовом исполнении.
