Как восстановить сорванную внутреннюю резьбу?
Никто не застрахован от того, что при ремонте автомобиля или в других рабочих ситуациях может произойти повреждение резьбового соединения. Как вернуть работоспособность, казалось бы, вышедшей из строя резьбе?
Многие мастера используют традиционный способ, суть которого сводится к рассверливанию отверстия сверлом большего диаметра и нарезанию метчиком новой резьбы. Однако после такого ремонта придется использовать и ответный элемент (болт, шпильку, свечу) большего диаметра, что не всегда представляется возможным. Этот способ не подойдет и в случае, если запас «тела» для рассверливания недостаточен.
Как отремонтировать резьбу с сохранением ее прежнего диаметра?
В настоящее время найден простой и надежный способ восстановления резьбы, который уже достаточно давно используют во всем мире. В нашей стране он, к сожалению, медленно набирает популярность, как по причине нашей неосведомленности, так и из-за невозможности приобрести в магазинах специальные пружинные вставки и вспомогательный установочный инструмент.
Комплект инструментов для восстановления резьбы
Разработкой и изготовлением вставок занимаются многие известные производители. Изделия разных фирм могут незначительно различаться по названию (ввертыши, футорки), конструктивному исполнению и материалу, но принцип действия и технология установки одинакова для всех. В продаже можно найти не только комплекты ввертышей различных длин, диаметров и шага резьбы, но и целые наборы для восстановления резьбы, в которые помимо вставок входят сверла, метчики, установочное приспособление и оправка для обламывания монтажного поводка. Такие решения предлагает немецкий производитель металлорежущего инструмента «Volkel» и российский «Дело Техники». У некоторых брендов подобная технология и инструмент называется «системой», например:
- система V-coil
- система Recoil
- система HeliCoil
Как это работает?
- Проволочные вставки для ремонта резьбовых отверстий представляет собой спирально свернутую проволоку из нержавеющей стали с ромбовидным поперечным сечением.
 Ромбовидный проволочный профиль позволяет внешней части витков ввинчиваться в приемную резьбу в корпусе во время установки. На внутренней части футорки витки образуют новую стандартную резьбу с углом 60°. Наружный диаметр футорки в свободном состоянии больше принимающей резьбы, поэтому витки спирали сжимаются, когда она ввинчивается в корпус. Подобно пружине сжатые витки пытаются разжаться относительно стенок резьбового отверстия корпуса. Возникающий в результате натяг в месте посадки помогает удерживать установленный вкладыш и предохраняет от вывинчивания.
Ромбовидный проволочный профиль позволяет внешней части витков ввинчиваться в приемную резьбу в корпусе во время установки. На внутренней части футорки витки образуют новую стандартную резьбу с углом 60°. Наружный диаметр футорки в свободном состоянии больше принимающей резьбы, поэтому витки спирали сжимаются, когда она ввинчивается в корпус. Подобно пружине сжатые витки пытаются разжаться относительно стенок резьбового отверстия корпуса. Возникающий в результате натяг в месте посадки помогает удерживать установленный вкладыш и предохраняет от вывинчивания. -
В основании язычка сделана небольшая насечка, которая немного уменьшает площадь поперечного сечения проволоки. Когда нужно будет удалить язычок, насечка поможет легко обломить его в этом месте.
 Ромбовидный проволочный профиль позволяет внешней части витков ввинчиваться в приемную резьбу в корпусе во время установки. На внутренней части футорки витки образуют новую стандартную резьбу с углом 60°. Наружный диаметр футорки в свободном состоянии больше принимающей резьбы, поэтому витки спирали сжимаются, когда она ввинчивается в корпус. Подобно пружине сжатые витки пытаются разжаться относительно стенок резьбового отверстия корпуса. Возникающий в результате натяг в месте посадки помогает удерживать установленный вкладыш и предохраняет от вывинчивания.
Ромбовидный проволочный профиль позволяет внешней части витков ввинчиваться в приемную резьбу в корпусе во время установки. На внутренней части футорки витки образуют новую стандартную резьбу с углом 60°. Наружный диаметр футорки в свободном состоянии больше принимающей резьбы, поэтому витки спирали сжимаются, когда она ввинчивается в корпус. Подобно пружине сжатые витки пытаются разжаться относительно стенок резьбового отверстия корпуса. Возникающий в результате натяг в месте посадки помогает удерживать установленный вкладыш и предохраняет от вывинчивания.
Процесс установки пружинной вставки:
Ремонт поврежденной резьбы выполняется в четыре простых шага.
Шаг 1. Просверлите старую резьбу, используя размер сверла, рекомендованный на упаковке комплекта для ремонта резьбы. На хвостовике метчика также указан рекомендуемый размер сверла под резьбу. Не забудьте очистить отверстие от частиц металла.
Шаг 2. В просверленном отверстии нарежьте резьбу специальным метчиком под проволочную вставку, который имеет некоторые отличия от стандартного метчика и обозначается буквами STI (система HeliCoil).
Шаг 3. Установите резьбовую вставку с помощью установочного инструмента.
Для резьбы с крупным (обычным) шагом:
- Наденьте спиральную вставку на монтажный инструмент.
- Поворачивайте вставку до тех пор, пока ее поводок не войдет в паз на конце стержня установочного инструмента.
- Вкрутите ремонтную вставку в резьбовое отверстие, используя ручку поворотного установочного инструмента.
- После того, как вставка будет установлена на нужную глубину, выкрутите установочный шпиндель.

- Используйте монтажный инструмент с патроном предварительного натяжения (сжатия), который входит в комплект для ремонта мелкой резьбы.
- Поместите спиральный вкладыш в патрон предварительного натяжения.
- Проденьте шпиндель установочного инструмента через спираль, пока поводковый язычок не войдет в его паз.
- Поворачивайте инструмент, чтобы намотать вставку на резьбовой конец корпуса предварительной катушки.
- Одной рукой удерживайте корпус под прямым углом к поверхности заготовки над резьбовым отверстием. Вращайте установочный инструмент, чтобы установить вставку через корпус предварительной катушки в резьбовое отверстие в заготовке. После установки убедитесь, что корпус предварительной катушки может плавно перемещаться, значит, витки спирали совпали с резьбой в заготовке.
- После того, как ремонтная вставка будет установлена на нужную глубину, выкрутите установочный инструмент.
 После установки убедитесь, что корпус предварительной катушки может плавно перемещаться, значит, витки спирали совпали с резьбой в заготовке.
После установки убедитесь, что корпус предварительной катушки может плавно перемещаться, значит, витки спирали совпали с резьбой в заготовке.Монтажный инструмент для установки ввертыша
Вкручивание футорки
Совет по ремонту резьбы:
Одна из причин того, что данная резьбовая технология не работает, заключается в неправильной посадке резьбовой вставки.
Главное практическое правило – верх проволочного вкладыша должен находиться ниже поверхности заготовки на 1/4 — 1/2 шага резьбы. Один из простых способов определить глубину установки подробно описан ниже.
Перед тем, как начать процесс установки, внимательно посмотрите на входную резьбу, нарезанную метчиком STI в отверстии. Обратите внимание на то место, где нить начинает входить в отверстие.
Сделайте небольшую временную контрольную метку на поверхности корпуса, удаленную на 3/4 оборота от того места, где резьба входит в отверстие. Эта отметка будет использоваться для определения глубины установки ввертыша.
Установите резьбовую вставку заподлицо с поверхностью корпуса и совместите ее конец с контрольной меткой. После этого поверните ее еще на 1/4 оборота для погружения ниже поверхности корпуса на 1/4 шага (0,25 P).
Если требуется более глубокая посадка, поверните установочный инструмент еще на 1/4 оборота.
Шаг 4. Удалите поводковый язычок
- Используйте бородок или просто кусок круглого стержня, подходящего по диаметру к полученному резьбовому отверстию.
- Уприте конец инструмента в язычок и удерживайте его прямо в отверстии.
- Ударьте по хвостовику инструмента молотком. Поводок должен сломаться в месте надреза, который и предназначен для этой цели. На вставках большого диаметра (от М14) иногда легче отломить его с помощью длинногубцев движениями вверх-вниз.
- Извлеките обломанный язычок из отверстия перед сборкой резьбового соединения.
 На вставках большого диаметра (от М14) иногда легче отломить его с помощью длинногубцев движениями вверх-вниз.
На вставках большого диаметра (от М14) иногда легче отломить его с помощью длинногубцев движениями вверх-вниз.Вопросы и ответы:
Почему данная технология требует использования специального метчика STI? Что такое метчик STI? Можно ли вместо него использовать стандартный метчик?
Маркировка метчика STI
Отремонтированная внутренняя резьба предназначена для крепежа стандартных размеров. После установки пружинной вставки ее витки устанавливаются с тем же шагом, что и у резьбы крепежа, для которого предназначено резьбовое отверстие.
Входная резьба под резьбовые вставки формируется специальными метчиками (также известными как STI), разработанными для использования с этими ремонтными системами.
Метчики под резьбовую вставку отличаются размерами от стандартных метчиков под винты. Но маркируются они по конечному результату, который будет получен после установки вкладыша.
Но маркируются они по конечному результату, который будет получен после установки вкладыша.
Рассмотрим разницу между STI и стандартным метчиком на конкретном примере:
Стандартный метчик, используемый для нарезания резьбы для крепежа 1/2″NF, имеет основной диаметр 0,500 дюйма с шагом 20 витков на дюйм. Соответствующий метчик STI имеет такой же шаг резьбы 20 витков на дюйм, но немного больший основной диаметр, в этом примере он составляет 0,568 дюйма.
Есть ли какой-нибудь способ более надежно зафиксировать вставку на резьбе, а не полагаться только на посадку с натягом для удержания в резьбовом отверстии?
Чтобы надежнее закрепить вставку в корпусе детали рекомендуется использовать дополнительные способы фиксации:
Химическое стопорение. Нанесите тонкий слой резьбового фиксатора на внешнюю часть витков вставки перед тем, как ввинтить ее в отверстие. Не наносите слишком много этого состава, а после установки обязательно протрите полученную внутреннюю резьбу, чтобы ввинчиваемый в нее крепеж не приклеился.
Не наносите слишком много этого состава, а после установки обязательно протрите полученную внутреннюю резьбу, чтобы ввинчиваемый в нее крепеж не приклеился.
Механическое стопорение. Используя пробойник и молоток, слегка развальцуйте один виток резьбы корпуса, в том месте, где находится резьбовой конец установленной футорки. Цель этого метода — слегка деформировать или сжать резьбу корпуса, чтобы затруднить выкручивание вставки при демонтаже крепежа.
Диапазон размеров:
Пружинные вставки предлагаются в дюймовых и метрических размерах. Согласно опубликованным данным доступны вкладыши для винтов от размера № 2 до 1 1/2 дюйма и от М3 до М42.
Их длина обозначается 1d, 1.5d, 2d и т.д., где d – диаметр спирали, причем это длина в смонтированном состоянии и без установочного язычка (в свободном состоянии они короче). Например, для футорки М6, 2d длина будет составлять два диаметра, то есть 12 мм.
Типы резьбы:
Ремонтные футорки доступны с различными типами резьбы и конфигурациями шага, включая UNC, UNF, метрическую крупную и мелкую резьбу, UNEF, UNS и трубную резьбу.
Из какого металла изготавливают вставки?
На изготовление резьбовых вставок идет особо прочная высококачественная сталь, преимущественно нержавеющая твердостью 425 – 550 HV (по Виккерсу) марки А2 и А4. Для специальных целей производители выпускают их из таких материалов, как Nitronic 60, жаропрочный сплав Inconel X, титан и фосфорная бронза.
Преимущества использования ремонтных вставок:
- Данный метод позволяет сформировать резьбу, которая по прочности и надежности не уступает оригинальной, а в случаях с металлами низкой прочности повышает несущую способность резьбы.
- Прочная сталь, из которой изготовлены ввертыши, снижает риск быстрого износа резьбовой поверхности при частом закручивании и выкручивании крепежа.
- Резьбовая вставка имеет жесткую посадку без зазоров в изготовленной резьбе, исключающую риск отвинчивания при динамических нагрузках или в момент выкручивания винта.
- Посаженная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
- Описываемая система дает возможность создавать в мягких материалах (дерево, пластик) надежную стальную резьбу, а также сделать резьбовое соединение в хрупких и тонкостенных деталях.
- С помощью резьбовых вставок можно осуществить легкий переход от одного вида резьбы на другой, например: с левой на правую, с метрической на дюймовую, с мелкой на крупную и наоборот.

Использование пружинных вставок открывает новые возможности для конструирования, дает свободу в выборе материала и размера крепежных элементов. Возможность быстро отремонтировать резьбовое отверстие избавит от необходимости замены дорогостоящей детали. В случае необходимости ремонтные вставки можно демонтировать при помощи все тех же инструментов, входящих в «систему».
Видеодемонстрация установки ввертшей
Полезные советы
Обновлено: 14. 07.2022 15:38:54
07.2022 15:38:54
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Сорванную резьбу можно восстановить. Для этого нужен специальный инструмент
Соединения, формируемые с помощью резьбы, нашли широкое применение в различных областях промышленного производства. Не является исключением и сфера быта. Но под воздействием рабочих нагрузок витки резьбовой нити могут повредиться.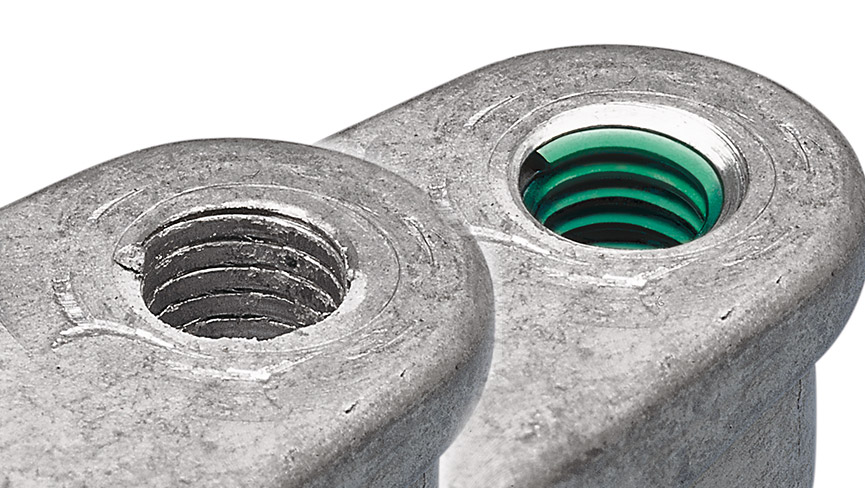 В результате степень надежности и уровень прочностных характеристик соединения снизятся. Сегодня разработан не один метод восстановления поврежденного участка резьбы. Каждому из них присущи свои особенности.
В результате степень надежности и уровень прочностных характеристик соединения снизятся. Сегодня разработан не один метод восстановления поврежденного участка резьбы. Каждому из них присущи свои особенности.
Технология восстановления
Применение в настоящее время т.н. восстановителя резьбы, представляющего собой специальный химический компаунд – явление крайне редкое. Обычно с этой целью используется инструментарий, присутствующий в арсенале опытного домашнего мастера. В частности,
-
диаметры отверстий изменяются с помощью сверл;
-
непосредственное нарезание витков осуществляется с помощью плашек – на стержневых крепежных деталях – и метчиков в гайках. Стоят они довольно-таки дешево. С их использованием обычно создается новая резьбовая нить, но возможно посредством этого инструмента восстановить и поврежденную;
-
вставка ремонтная представляет собой спираль с ромбовидным сечением.
Ее один конец выполнен в виде поводка. Данный элемент после соединения со шпинделем обеспечивает возможность вворачивания самой вставки;
-
для вворачивания вставки применяется инструмент под названием шпиндель. Его рабочий сегмент со специальным зацепом на торце схож с резьбовым;
 Ее один конец выполнен в виде поводка. Данный элемент после соединения со шпинделем обеспечивает возможность вворачивания самой вставки;
Ее один конец выполнен в виде поводка. Данный элемент после соединения со шпинделем обеспечивает возможность вворачивания самой вставки;
Также существуют способы, предусматривающие применение холодной сварки, синтетического термореактивного продукта, получившего название эпоксидный клей, и иных материалов. Чтобы правильно выбрать подходящий метод, учету подлежат условия, в которых будут проводиться работы по восстановлению резьбы, а также ее дальнейшей эксплуатации.
Способы восстановления
Рассмотрим наиболее эффективные методы восстановления поврежденной резьбы.
С помощью метчика
Разработаны несколько вариантов данного способа, предусматривающие сохранение резьбового диаметра.
Наплавка
Этот метод применяется, если недостаточной уровень прочностных характеристик сформированной резьбы некритичен, либо когда реализовать иные методики не представляется возможным. Он включает следующие этапы:
-
рассверливание отверстия с поврежденной резьбой;
-
наплавка гнезда посредством газовой или электродуговой сварки;
-
обработка поверхности абразивным инструментом с ее последующей шлифовкой заподлицо;
-
высверливание отверстия с заданным диаметром;
-
нарезание резьбовой нити метчиком.
Применять наплавку к алюминиевым деталям нельзя. Причина – этот металл имеет свойство поглощать газы, ввиду чего в наплавленной толще образуются поры.
Ввертыши
Ввертышом принято называть шпильку, вдоль продольной оси которой проделано резьбовое отверстие нужного диаметра. Изготовить такую деталь можно своими руками.
От шпильки отрезается участок требуемой длины, а затем в нем высверливается отверстие. Восстановление резьбы с помощью ввертыша выполняется так:
-
в гайке с поврежденной резьбовой накаткой просверливается отверстие под его внешний диаметр;
-
посредством метчика нарезается резьбовая нить;
-
ввертыш завинчивается заподлицо с опорной поверхностью гайки. Если необходимо, торец подвергается фрезерованию;
-
на кромки отверстия в гайке и внешней резьбы ввертыша керном наносятся насечки. Так будет исключено самопроизвольное вывинчивание самого ввертыша.
Спиралевидные вставки
Конструктивное исполнение этих деталей описано выше. Что же касается их применения, то данный процесс состоит из следующих этапов:
-
Поврежденное отверстие рассверливается. Диаметр сверла указывается в сопроводительной документации к приобретенной вставке.
-
Метчиком (он входит в комплект поставки) нарезается резьбовая нить.
-
Вставка вкручивается. Делается это при помощи поводкового наконечника-язычка.
При использовании вставки нагрузка и натяг распределяются равномерно, дополнительная фиксация не нужна. Применяются эти детали также с целью усиления резьбового сопряжения.
Восстановление резьбы без использования метчика
Без применения метчиков восстановить резьбу так, чтобы она характеризовалась высокой надежностью, невозможно. Это аксиома. Существуют методы, предусматривающие лишь наращивание поврежденных поверхностей и повышение прочностных показателей, да и то – не выше определенного уровня.
Эпоксидный клей
Сразу необходимо отметить, что применение данного материала не подходит для восстановления резьбовых соединений, функционирующих при вибрации и высоких нагрузках. Также нецелесообразно использование эпоксидного клея, если предполагается его работа в условиях повышенных температур. Во всех остальных случаях нужно действовать так:
-
заполнить отверстие с поврежденной резьбой этим веществом;
-
дождаться затвердевания полимера;
- ввинтить стержневой крепеж;
-
дать соединению достичь необходимой прочности.
Болт выкручивается только после окончательного застывания клея.
Восстановление резьбы с помощью холодной сварки пользуется особой популярностью. Поэтому данный метод заслуживает более детального рассмотрения.
ПрименениеСамо вещество, получившее название «холодная сварка», представляет собой жидкий полимерный двухкомпонентный компаунд, включающий металлические добавки. Применяется этот состав так:
-
из упаковки извлекаются оба тюбика;
-
элементы соединения подвергаются обезжириванию. Для этого используется вещество, находящееся в тюбике под номером «1»;
-
далее наносится содержимое тюбика под номером «2»;
-
затем составы, находящиеся в обоих тюбиках, выдавливаются в пропорции 1:1 на заранее подготовленную подложку и смешиваются, например, с помощью шпателя;
-
готовой смесью покрывается резьбовая нить болта;
-
болт ввинчивается в отверстие с ответной резьбой;
-
дав смеси затвердеть (величина требуемого для этого временного интервала указана в сопроводительной документации на холодную сварку либо просто на упаковке) болт нужно выкрутить.
Факт достаточного количества смеси подтвердит ее выдавливание наружу в ходе ввинчивания болта (этап №6).
Как выбратьАнаэробный однокомпонентный восстановитель, имеющий консистенцию густой пасты используется нечасто. Причина – низкая эффективность. Ремонтные работы проводятся с использованием двух видов:
v плотные одно- или двухслойные брусочки, вызывающие по степени вязкости ассоциацию с пластилином. Они перед применением перемешиваются;
v жидкий состав, получаемый в результате смешивания клеящей массы с отвердителем.
С целью восстановления поврежденной резьбовой нити следует останавливать свой выбор на марках, характеризующихся высокой пластичностью. Тогда смесь заполнит все мелкие образовавшиеся изъяны. В случае, когда соединение подвергается частой разборке, использовать необходимо холодную сварку, обладающую повышенной твердостью, поскольку трение о металлическую поверхность может вызвать ее разрушение.
Из достоинств способа восстановления резьбы холодной сваркой эксперты выделяют:
-
невысокая стоимость;
-
технические характеристики восстанавливаемых деталей не претерпевают изменений поскольку термическое воздействие отсутствует;
-
простота использования. Для восстановления не нужна вспомогательная оснастка;
-
устойчивость к коррозионным процессам;
-
на рынке представлен широкий выбор холодной сварки от отечественных и иностранных предприятий.
К недостаткам необходимо отнести:
-
подверженность влиянию температурных перепадов и иных условий работы, связанных с воздействием внешней среды;
-
запрещен ремонт ответственных конструкций;
-
прочность невысокого уровня.
Как видно, в распоряжении домашнего мастера имеется несколько технологий восстановления резьбы. В обобщенном виде их плюсы им минусы выглядят следующим образом:
-
использование ввертыша не допускает эксплуатацию резьбы при существенных нагрузках на соединение. Но это не помешало данной детали найти применение во многих сферах промышленного производства;
-
метчик используется, когда есть возможность незначительного увеличения диаметра отверстия. Сформированным с его помощью виткам присущи высокие прочностные свойства и хорошее качество;
-
полимерным компаундом либо холодной сваркой обычно пользуются при необходимости сохранения размеров восстанавливаемой резьбы. Но ожидать от витков особой прочности не стоит.
Please enable JavaScript to view the comments powered by Disqus. comments powered by Disqus
Как восстановить резьбу при помощи метчика и без него — РИНКОМ
Восстановить поврежденную внутреннюю резьбу при помощи метчика и без него можно различными способами. О них мы подробно расскажем в этой статье.
Содержание
Как восстановить резьбу при помощи метчика и без него
- Как восстановить резьбу метчиком
- Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
- Заваривание отверстия с последующим нарезанием новой резьбы.
- Восстановление резьбы при помощи ввертыша.
- Восстановление резьбы при помощи спиральной вставки
- Как восстановить резьбу в отверстии без метчика
- Использование эпоксидного клея
- Холодная сварка
Восстановить поврежденную внутреннюю резьбу при помощи метчика и без него можно различными способами. О них мы подробно расскажем в этой статье.
Как восстановить резьбу метчиком
Перед тем, как восстановить резьбу с метчиком, определите, можно ли увеличить ее диаметр или нарезать новую в другом месте. Если да, то ремонт пройдет очень быстро.
-
Рассверлите отверстие.
-
Нарежьте новую резьбу.
Фотография №1: нарезание резьбы метчиком
При работе соблюдайте следующие основные правила.
-
Рассверливайте отверстие строго под прямым углом
-
Используйте два новых метчика нужного диаметра (для черновой и чистовой обработки).
-
При нарезании резьбы действуйте аккуратно. Избегайте перекосов и резких движений.
-
Желательно нарезать резьбу при помощи воротка.
Если его нет, возьмите разводной ключ.
-
Не забывайте использовать смазку и регулярно удалять стружку.
Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
Если же нужно восстановить резьбу с сохранением ее диаметра, используйте один из следующих методов.
Заваривание отверстия с последующим нарезанием новой резьбы
Этот способ применяют редко из-за того, что прочность полученной по этой технологии новой резьбы будет ниже. Еще данный метод выбирают при отсутствии специальных приспособлений (ввертышей и спиральных вставок).
Этот способ восстановления резьб включает в себя следующие этапы.
-
Удаление старой резьбы путем рассверливания.
-
Заваривание отверстия. Выбор технологий зависит от материалов деталей.
-
Для заваривания отверстий в стальных изделиях используют электродуговую или газовую сварку в защитных средах.
-
При работе с чугунными деталями газовую или электродуговую сварку применяют в холодном состоянии или при общем/местном нагреве.
-
В качестве присадок используют электроды (МНЧ-1, ОЗЧ-1, ЦЧ-1), чугунные прутки с повышенным содержанием кремния и иные материалы.
-
-
Обработка отверстия заподлицо основным металлом.
-
Сверление.
-
Нарезание новой резьбы.
Обратите внимание! При работе с алюминиевыми изделиями этот способ восстановления резьбы обычно не применяют. Это связано с тем, что металл при сварке активно поглощает газы. В наплавленных слоях образуются поры. При сильной усадке появляются трещины.
Восстановление резьбы при помощи ввертыша
Ввертыши — это специальные цилиндрические приспособления, имеющие резьбу нужного диаметра и шага внутри и крупную — снаружи. Такие изделия изготавливают из стали, латуни, бронзы, меди и иных материалов. На финальных стадиях производства ввертыши закаливают и дополнительно упрочняют.
Фотография №2: ввертыш для восстановления резьбы
Если нужно восстановить резьбу с сохранением диаметра при помощи ввертыша, действуйте так.
-
Рассверлите отверстие. Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
-
Нарежьте резьбу метчиком. Соблюдайте перечисленные выше правила.
-
Вкрутите ввертыш. Его нужно установить заподлицо. Если это невозможно, профрезеруйте деталь и удалите выступающую часть приспособления.
-
На границе новой резьбы и ввертыша нанесите засечки при помощи керна. Это предотвратит самопроизвольное выкручивание приспособления.
Восстановление резьбы при помощи спиральной вставки
Спиральные (их также еще называют проволочными и пружинными) вставки также часто используют для восстановления поврежденных резьб.
Фотография №3: спиральные вставки для восстановления резьбы
Эти приспособления имеют с внутренних сторон высокоточные ромбические резьбовые профили. Практически все модели оснащены специальными поводковыми язычками, предназначенными для вкручивания приспособлений.
Для изготовления таких изделий используют особо прочную высококачественную нержавеющую сталь. Это дает гарантию устойчивости восстановленной резьбы к деформациям и коррозии.
Восстановление резьбы при помощи спиральной вставки включает в себя 4 этапа.
-
Сверление. Рассверлите отверстие. Выбирайте диаметр режущего инструмента по таблице, которую производители прилагают к спиральным вставкам.
-
Формирование резьбы. Обратите внимание! Для нарезания резьбы используйте специальные метчики, которые отличаются от стандартных и поставляются со спиральными вставками. Соблюдайте все правила и рекомендации.
-
Монтаж приспособления. Оденьте спиральную вставку на входящий в комплект поставки специальный инструмент и вкрутите ее в отверстие.
-
Удаление поводкового язычка. От него можно избавиться при помощи специального инструмента (его также поставляют производители). Для удаления язычков со вставок больших диаметров подойдут обычные плоскогубцы.
Изображение №1: рассверливание отверстия под спиральную вставку
Изображение №2: формирование резьбы под спиральную вставку
Изображение №3: вкручивание спиральной вставки в отверстие
Использование профессиональных спиральных резьбовых вставок имеет следующие преимущества.
-
В месте посадки вставки обеспечивается необходимый натяг. Это полностью предотвращает выкручивание. Приспособления располагаются в принимающих резьбах практически без зазоров. В использовании клея для дополнительной фиксации изделий нет необходимости.
-
За счет упругости вставок нагрузки и напряжения распределяются равномерно. Это создает идеальные условия для передачи усилий между болтами и приемными резьбами.
-
Спиральные вставки универсальны. Их применяют не только для восстановления резьб но и при необходимости усиления соединений. Спиральные вставки используют при работе с изделиями из низко- средне и высокопрочных металлов, а также пластика и древесины.
Как восстановить резьбу в отверстии без метчика
Вопрос, как восстановить резьбу в отверстии без метчика, часто задают люди, вообще не разбирающиеся в резьбовых соединениях. На этот вопрос есть лишь один ответ. Восстановить резьбу для получения максимальной надежности без использования обычных или специальных метчиков невозможно. Есть лишь способы нарастить поврежденные поверхности и усилить прочность соединений до определенных уровней.
Использование эпоксидного клея
Этот способ не подходит для восстановления и усиления соединений, подвергающихся высоким нагрузкам и вибрациям. Эпоксидный клей также нет смысла использовать, если узлы и конструкции работают при высоких температурах.
Фотография №4: эпоксидный клей для восстановления резьбы
Если же нет необходимости обеспечения высокой надежности соединения, действуйте так.
-
Заполните эпоксидным клеем отверстие.
-
Подождите пока полимер затвердеет.
-
Вкрутите болт.
-
Дождитесь набора порочности.
Холодная сварка
Холодную сварку также можно применять только при работе с неответственными деталями, не подвергающимися высоким нагрузкам и вибрациям. Соединения получаются более надежными, чем при использовании для восстановления резьб эпоксидного клея.
Чаще всего в нашей стране применяют двухкомпонентные составы следующих марок.
-
ABRO.
-
«Алмаз».
-
«Полимет».
Фотография №5: холодная сварка ABRO
При использовании для восстановления резьбы двухкомпонентной холодной сварки действуйте так.
-
Вскройте упаковку и вытащите компоненты.
-
Тщательно обезжирьте поверхности наружной (на предназначенном для вкручивания изделии) и внутренней (в отверстии) резьб.
Для этого используйте состав из первого тюбика. Обрабатывайте все тщательно. Наличие налета и мусора ухудшит результат сварки.
-
Обработайте поврежденную внутреннюю резьбу антиадгезионным составом из второго тюбика.
-
Смешайте в равных долях вещества из первого и второго тюбиков. Выдавливайте составы на неметаллическую поверхность. Для равномерного (!) перемешивания используйте шпатель.
-
Нанесите полученную смесь на предназначенное для вкручивание изделие.
-
Вкрутите его.
-
Обеспечьте необходимый температурный режим.
-
Не трогайте детали в течение указанного в инструкции времени.
Обратите внимание! Не жалейте смесь. При вкручивании изделия ее излишки должны вылезать от давления наружу. Это обеспечит правильное формирование витков при восстановлении резьбы.
Восстановление резьбы дедовским методом
Данный способ восстановления резьбы показал мне мой отец в свое время, а ему — его отец (мой дед). Повреждение резьбы в отверстиях, особенно когда они выполнены в деталях из алюминиевых, магниевых или медных сплавов, происходит довольно часто. С такой проблемой массово сталкиваются на ремонтных предприятиях, станциях технического обслуживания, в быту и т. д.
Может так оказаться, что под рукой нет метчика соответствующего размера, а деталь с поврежденной резьбой громоздкая и прочно закреплена к машине или механизму, например, как кожух сцепления к двигателю и коробке перемены передач.
Кажется, положение безвыходное. Но, оказывается, существует довольно простой, но эффективный способ восстановления резьбы на месте с помощью обыкновенного стального болта соответствующего размера, даже, возможно, выкрученного из того же отверстия с повреждениями.
Для осуществления способа нам понадобится мини болгарка с небольшим и тонким диском. Если она отсутствует, то можно обойтись обыкновенной ножовкой по металлу, благо пилить-то в принципе нечего. Приведем несколько конкретных примеров использования этого способа восстановления внутренней резьбы.
Восстановление резьбы выпускного коллектор автомобиля
Представьте себе выпускной коллектор, который в нескольких местах закрепляется к блоку цилиндров двигателя болтами или шпильками. Повреждение хотя бы одного отверстия такой детали представляет существенную проблему. Даже отсоединить этот узел от двигателя зачастую непросто: за многие годы эксплуатации он из-за высоких температур намертво прикипает к своему посадочному месту. А потом еще надо найти мастера с нужным метчиком, заплатить за работу…
Остается одно: устранить проблему самому, поскольку смятый профиль в отверстии не позволит вкрутить в него болт, а даже может испортить резьбу и на нем.
Можно воспользоваться «родным», выкрученным только что, или другим, но точно таким же по размеру и профилю.
Зажимаем его головку в слесарных тисках так, чтобы стержень был направлен вверх. Затем ножовкой по металлу точно по центру стержня прорезаем паз примерно на 3-5 витков.
Далее обильно смазываем машинным маслом разрезанный болт и поврежденное место, и вкручиваем этот своеобразный метчик в него вначале от руки насколько хватит сил, далее – гайковертом, вкручивая и выкручивая его несколько раз подряд.
В результате резьбовые выступы на болте, разрезанные пазом, входят в углубления и постепенно срезают смятия.
Выкрутив после этого наш своеобразный метчик, убеждаемся, что сам он остался цел, а что еще важнее – он полностью восстановил профиль в отверстии.
Теперь в него можно ввернуть этот или другой такой же болт до конца силой одной руки и закрепить деталь в предназначенное для нее место.
Крепление петли капота
Иногда этот дефект возникает в отверстии, к которому крепится петля капота. Поступаем точно так же, как и с выхлопным коллектором.
Крепежный болт закрепляем в тисках и выполняем паз на его стержне, добавляя смазки, после чего закручиваем его от руки, пока это возможно.
Далее процесс продолжаем с помощью гайковерта, несколько раз заворачивая и отворачивая самодельный метчик.
При этом, разрезанные профили его резьбы, приводят в порядок профиль в отверстии, выполняя функции метчика. Вынув болт, можно убедиться, что резьба на нем и внутри в полном порядке. Болт в него теперь легко вкручивается от руки. Если затем его поджать гайковертом, то он обеспечит необходимое усилие затяжки.
Восстановление резьбы на блоке цилиндров двигателя
Рассматриваемая проблема может возникнуть и на блоке цилиндров двигателя, особенно если он изготовлен из алюминиевого сплава. Забитая или смятая резьба в отверстии не позволяет установить болт как положено. Он либо не вкручивается, либо стремиться пойти не так, как нужно.
Повторяем процедуру, которую мы использовали с выхлопным коллектором и узлом крепления петли на капоте. Стержень зажатого в тиски болта разрезается с конца ножовкой по металлу на глубину нескольких витков.
Затем, удалив с него металлические частицы, и обильно смазав, закручиваем от руки в отверстие с повреждениями. Как только болт надежно войдет туда на несколько витков, берем в руки гайковерт и осторожно и постепенно вворачиваем и выворачиваем его, пока не пройдем все глубину до конца.
Убеждаемся, что резьба в отверстии восстановлена, а на болте она не получила повреждений. Доказать это можно вкручиванием его на место на всю глубину от руки.
Вывод
Этот на удивление простой способ восстановления резьбы в отверстиях, учитывая, что ежедневно в мире производятся миллионы болтов, можно причислить к выдающимся техническим решениям.
Смотрите видео
Сорвана резьба в ступице колеса что делать?
ᐉ Восстановление резьбы в ступице колеса Восстановление резьбы в ступице колеса Ремонт резьбы в ступице колеса было необходимо, потому что владельцу авто на
Содержание
Основные дефекты резьбовых соединений
Резьбовые отверстия имеют следующие основные дефекты: срыв, забитость, смятие и выкрашивание отдельных витков, износ по
внутреннему и среднему диаметрам и др.
При осмотре ступицы колеса, было выявлено, что сорвана резьба болта в одном отверстии. В том месте, где сорвана резьба на ступице, болт прокручивался свободно. Произошло выкрашивание внутренних витков резьбы.
Сорвал резьбу на ступице
Сорвал резьбу на ступице
Ремонт резьбового отверстия (восстановление повреждённой резьбы)
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы.
Информация предназначена для лиц, производящих ремонт в условиях личного гаража, и автосервисов. В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
Металл и нагрузки
Вне зависимости от типа металла в автомобиле, будь это хоть хоть алюминий, хоть сплавы на основе железа, рано или поздно резьбовые соединения деформируются, слизываются, вытягиваются. В случае железа есть шанс взять метчик необходимого размера и шага резьбы, и восстановить всё, но алюминий слишком мягок и не прощает затягивания болтов и шпилек с усилием выше регламентированного. Что делать, особенно если пострадали несущие элементы?
Раньше вытачивали втулки большего размера, нарезали в них внутреннюю резьбу, рассверливали штатное отверстие, вбивали втулку или сажали на клей, однако это сложно и не давало гарантированный результат: втулки могут проворачиваться, да и не всегда есть возможность развернуться для её установки.
У нас есть 100% рабочее решение.
Снять гайку с авто: силовой способ
- Рычаг из трубы (длина не менее полутора метров).
- Мощный торцевой ключ (450 мм.).
- Головка соответствующего размера.
Насаживаем головку ключа на гайку ступицы, вставляем вороток и насаживаем трубу на ручку. Понемногу увеличивая прилагаемые усилия, отворачиваем деталь.
Как говорят опытные мастера-автолюбители, мало какая ступичная гайка сможет долго сопротивляться, если вы используете «зиловский» балонник!
Как открутить сорванный болт
Что делать, чем и как выкручивать если сорвал шпильку или болт. Видео советы как самостоятельно открутить сорванный болт/шпильку в двигателе или коллекторе. Надежный способ как выкрутить если сорвал головку болта Подробнее
Замена заднего ступичного подшипника ВАЗ 2111
Чтобы заменить задний подшипник ступицы на автомобилях ВАЗ 2110, 2111, 2112 вам понадобится: головка на «30», ключи на «10» и «15», молоток, утконосы и длинная труба в качестве рычага. Наглядно смотрите нюансы Подробнее
Пока не отлетело колесо: две попытки восстановления резьбы
Кого из автовладельцев волнует, что колеса к ступицам автомобиля крепятся с помощью шпилек и гаек? Да мало кого — пока резьба на шпильках цела. Можно ли самому восстановить сорванную резьбу с помощью нужного девайса, проверили эксперты ЗР.
Ситуации из жизни
В ежедневной работе случаи восстановления резьбы далеко не редкость. Взять к примеру отработанную до автоматизма процедуру замены ремня ГРМ на Додж Джорни/Додж Калибр. Приехал как-то раз дизельный Джорни, пригнанный из Америки на замену всего комплекта ГРМ. Диагностика показала основательно скрученный пробег, а разбор – следы вмешательства: неоригинальные запчасти, резьба под шпильку ролика натяжителя в алюминиевом блоке слизана почти в ноль. Место узкое, неудобное толком подлезть нет возможности, пришлось зажимать сверло в цангу от старого станка и аккуратно подготавливать отверстие.
Сверло из установочного набора в цанговом зажиме
Привычными движениями нарезаем резьбу, уделяя особое внимание центрированию метчика: в тонком механизме ГРМ с его нагрузками несоблюдение соосности грозит Сталинградом под капотом.
Проходим метчиком резьбу ролика натяжителя ГРМ
Резьба готова, шпилька на месте, можно всё собирать, не беспокоясь о судьбе автомобиля.
Шпилька на месте, можно смело ставить ролик натяжителя
Не единичны случаи у Додж Калибр, когда сильный фронтальный удар при ДТП доставал до двигателя, в результат чего кронштейн задней опоры ДВС обламывал болты прямо в корпусе вариатора.
Кроштейн крепления задней опоры ДВС на одном болте Пришлось работать в несколько этапов: аккуратно высверливать остатки старых болтов, а потом уже работать по приведённому выше алгоритму, причём всё это осложнялось крайне неудобным доступом к кронштейну даже со снятым приводом.
Из трёх болтов два сломаны внутри корпуса вариатора Применять вставки приходится по многим поводам, но при работе с Додж Калибр и Додж Джорни они чаще всего необходимы для восстановления резьб поддонов: при замене масла в вариаторе и при снятии-установке поддона ДВС.
Устройство ступицы колеса
Ступица колеса – это важная деталь в любом автомобиле, основной функцией которой является восприятие крутящего момента от оси и передача его на колесо для осуществления движения автомобиля. Кроме того, на ступице имеются метизы для крепления к ним колёсного диска. Изделие представляет собой металлическую болванку, в состав которой входят следующие элементы:
Ступица для колеса
- Главная составляющая ступицы – это её корпус, который предназначен для установки на нём шпилек в количестве 4, 5, 6 или 8 штук, разной длины и диаметра, в зависимости от класса, размера и массы легкового автомобиля либо небольшого грузовика. На данные шпильки надевается и фиксируется колёсный диск, поэтому тело детали выполняется из высокопрочной стали и с толстыми стенками, так как оно воспринимает все нагрузки, передаваемые через колесо от дороги на подвеску.
- Внутри корпуса надёжно спрятан подшипник, который полностью снижает трение при вращении колеса.
- Внутри подшипника имеется специально проточенное отверстие, на котором установлены шлицы, и сквозь него продеваются элементы полуоси ШРУСа. Данная система предназначена для поступления крутящего момента от мотора и, соответственно, для приведения колёс в движение.
- На современных автомобилях высокого класса, при наличии АБС, датчика давления в шинах и прочих полезных опций, все эти устройства фиксируются именно на ступице и по системе проводов и шлейфов подключаются к бортовому компьютеру.
Вы хотели бы узнать больше о мире соединительных элементов “Соединяем вместе!”?
Здесь представлены сведения об успешном применении нашей продукции и услуг и связанные темы.
На выходе получаем износостойкую резьбу того же диаметра с прочной посадкой, устойчивую к коррозии и температурным воздействиям, при этом нагрузка на витки распределяется более равномерно за счёт особенностей конструкции и профиля вставки. Читайте подробный обзор технологий от производителя: внизу на странице есть вся необходимая техническая документация, либо просто пролистайте брошюру (доступна на сайте производителя), где очень компактно рассмотрены все аспекты вставок.
Затраты времени и расходных материалов на восстановление резьбы доступны в разделе «Услуги».
RenaultSymbol.ru
Форум по автомобилю Рено Симбол, основан в 2007 году.
- Темы без ответов
- Активные темы
- Поиск
Причины износа внутренней резьбы
К повреждению резьбы может привести целый ряд причин, вызванных различными внешними раздражителями. Ими могут стать перегруз во время затяжки, коррозия материала, загрязнение каналов, самый обычный износ. Благодаря инновационной технологии HELICOIL plus, можно в кратчайшие сроки и без особенных усилий произвести ремонт поврежденной резьбы. Резьбовые вставки от данного бренда гарантируют износостойкость, высокую прочность, а также устойчивость к термическим нагрузкам.
Существует два «цветовых» образца резьбовых вставок HELICOIL plus:
Зеленый цвет – оттенок «free running». Красный цвет – оттенок «screwlock».
Различие в цветовых решениях позволяют значительно упростить работу, а после – идентификацию предметов уже после их расположения на места.
Резьбовые вставки от производителя HELICOIL plus широко популярны в сфере автомобильной и космической промышленности, а также станкостроении. Не обходят стороной агрегаты в судостроении или авиастроении, кроме того, используются в электронных технологиях.
Авторская статья «Ремонт резьбы» на сайте инженерной-технологической компании Механика
Разнообразие материалов и методовЧасто при ремонте двигателя механику приходится «сражаться» с непокорным крепежом – когда гайка или болт не «желают» отворачиваться. И если с непокорной гайкой справится несложно, то восстановление поврежденной резьбы в отверстии – не всегда простая задача.
Тем не менее, подобные резьбы тоже ремонтируются. Самый простой случай – когда в резьбовом отверстии слегка замята пара ниток резьбы. Тут можно прогнать резьбу метчиком, который восстанавливает резьбу, почти не снимая металла. Если же резьба повреждена сильно (сорвана), то ее обычно ремонтируют с помощью резьбовой вставки, иначе называемой футоркой. Резьбовые вставки бывают самыми разными, но всегда имеют внутреннюю резьбу (с диаметром и шагом оригинальной резьбы), а снаружи – другую резьбу, которая может быть стандартизованного размера и профиля, либо – специальной, характерной только для данной футорки. Обычно подобные футорки изготавливают специализированные компании, но в некоторых случаях их можно сделать и самостоятельно, на токарном станке.
|
|
|
Рис. 1 |
Установка подобной вставки требует рассверливания отверстия до увеличенного диаметра, нарезки новой резьбы, которая нужна для внешней резьбы футорки, и ее последующей установки.
|
|
|
Рис. |
В ассортименте многих поставщиков есть множество вариантов подобных ремонтных вставок. Однако наибольшее распространение получили так называемые «пружинки» — то есть, напоминающие маленькие спиральные пружины. Обычно их изготавливают из «граненой» стальной проволоки, свернутой в спираль и образующей резьбу требуемого профиля и шага. Причем можно приобрести и комплекты, в которых есть все необходимое для установки «пружинок» (сверла, метчики и оправки), и сами «пружинки» по отдельности. В комплекте обычно есть еще и инструкция, где сказано, какого диаметра отверстие нужно засверлить – для установки вставки нужного размера.
|
|
|
Рис. |
В принципе, установка «пружинки» происходит следующим образом: засверлите поврежденное отверстие до подходящего размера, нарежьте резьбу в этом отверстии с помощью специального метчика из комплекта, а затем вверните «пружинку», которая имеет небольшой хвостовик в нижней части, «цепляющийся» за оправку. Когда вставка будет завернута в отверстие, обратите внимание на ее заглубление: верх «пружинки» должен быть на 1-2 витка резьбы ниже плоскости детали. После установки на нужную глубину, хвостовик на «пружинке» нужно удалить. Для этого он снабжен специальной насечкой. Один быстрый удар зубилом по хвостовику легко ломает его. Также для этой цели можно использовать «длинноносые» плоскогубцы, сворачивая хвостовик по насечке. Если отверстие сквозное и деталь демонтирована с двигателя, отломленный хвостовик выпадет наружу. Если же ремонтируемая деталь под капотом, то вам нужно действовать аккуратно, что хвостовик не попал внутрь двигателя и т. д. В этом случае лучше всего использовать «длинноносые» плоскогубцы или лучше ручные тиски с узкими губками, чтобы надежно удержать хвостовик.
|
|
|
Рис. 4 |
Подобная «пружинка» из нержавеющей стали, в случае с алюминиевой ремонтируемой деталью, делает внутреннюю резьбу гораздо прочнее, чем исходная. А благодаря специальному профилю наружной резьбы, она плотно и без зазоров стыкуется с материалом детали. Иными словами, ее невозможно ослабить и вынуть.
|
|
|
Рис. 5 |
Другой вариант резьбовых вставок – втулки-футорки из нержавеющей или обычной стали, которые фиксируются на посадочном месте стопорными штифтами. Они, эти штифты, предотвращают ослабление или проворачивание футорок. Футорки могут быть любого размера, как дюймового, так и метрического.
|
|
|
Рис. 6 |
Лучший способ «отремонтировать» поврежденный болт или шпильку – это просто заменить его. Если же вам нужно отремонтировать наружную резьбу (на шпильке или болте), то решением будет плашка нужного размера. Единственная причина попытаться отремонтировать болт – это если у вас нет доступной замены (например, вы находитесь далеко от мастерской или магазина), или если болт уникален, и непросто найти точную замену. Если шпилька повреждена, опять-таки лучший выход – заменить ее, если время и расходы не диктуют вам необходимость ремонта резьбы.
|
|
|
Рис. |
Отверстия под болты крепления головки блока цилиндров и крышек коренных подшипников с трещинами, до недавних пор считались неремонтируемыми. Даже если мы убежденные сторонники того, что отремонтировать можно все, что угодно, если на это есть достаточно времени, творчества и денег, то мы все же должны считаться с тем фактом, что иной ремонт просто не стоит времени, забот и расходов.
|
|
|
Рис. 8 |
В этом смысле, изобретательные ребята из компании LOCK-N-STITCH разработали ремонтную футорку, которая устраняет не только повреждения резьб, но и трещины в отверстиях под болты. Главная особенность подобной футорки в том, что она способна «стянуть» разделенные трещиной стенки резьбового отверстия, создавая достаточно прочное соединение даже при затягивании болтов с большим моментом, как скажем при установке головки блока или крышек коренных подшипников.
|
|
|
Рис. 9 |
Стенка отверстия под болт трескается обычно из-за перетягивания болта, так как в этом случае радиальное усилие, как результат действующего крутящего момента, превосходит предел прочности материала детали.
По словам Гарри Рида из LOCK-N-STITCH: «Это действительно большая проблема, так что все производители двигателей вынуждены принимать специальные конструктивные меры, чтобы предотвратить образование трещин.
|
|
|
Рис. 10 |
Так как в новых двигателях для головок цилиндров и блоков все чаще используются алюминиевые сплавы, то и количество резьбовых отверстий с сорванной резьбой или треснувших велико как никогда. Например, в алюминиевых ГБЦ отверстие под свечу зажигания с сорванной резьбой — обычное дело.
|
|
|
Рис. |
Хотя использование «пружинок» из нержавеющей стали делает подобный ремонт простым и удобным, проблема использования спиралей из нержавеющей стали и стальных тонкостенных футорок для отверстий свечи зажигания в алюминиевых головках, — говорит Рид, — состоит в том, что они очень плохо отбирают тепло от свечей зажигания, и свечи могут перегреться. «Пружинки» действуют как тепловая плотина, ограничивая передачу тепла, так как нержавейка проводит тепло очень медленно. Ведь стальные футорки не могут расширяться так же быстро, как и алюминий, тем самым нарушается и плотность посадки и теплоперенос. Резьбовые футорки, системы Spiralhook, для ремонта отверстий свечей зажигания в алюминиевых головках сделаны из анодированного алюминия, что дает равномерную теплопередачу даже в головках с воздушным охлаждением. Кроме того, эти новые футорки нельзя вывернуть из-за стопорного штифта, установленного через фланец футорки».
|
|
|
Рис. 12 |
Проблемы, связанные с установкой прежних цельных футорок состоит в том, что при их установке приходится снимать много металла вокруг отверстия, ослабляя отливку. Это может даже привести к образованию трещины в теле детали. «Футорки Spiralhook, — говорит Рид, — решают большинство проблем. Внешняя резьба такой футорки «стягивает» окружающий металл к резьбе. Чем больше крутящий момент при затягивании болта, тем больше сила «стягивания».
|
|
|
Рис. 13 |
Вот, к примеру, описание ремонта трещины на блоке цилиндров двигателя «Chevrolet 427» 1967 года. Трещина, которая началась в отверстии под болт ГБЦ и затем распространилась по цилиндру примерно на 16 мм. Трещину в блоке сначала заштифтовали снизу вверх, до привалочной поверхности, таким образом, что последний штифт «пересекся» с ремонтной футоркой. Затем отверстие под болт рассверлили, зацековали и нарезали в нем резьбу для футорки серии F1. Затем отверстие смазали небольшим количеством резьбового герметика и ввернули на место футорку, крутящим моментом на 10% превышающим момент головочного болта, требуемого спецификацией. После установки футорки зафиксировали ее стопорным штифтом (для надежности). Затем, верхний край футорки и штифта зачистили и отшлифовали. Стоит отметить, что при подобном ремонте не рекомендуется устанавливать в цилиндр гильзы.
|
|
|
Рис. 14 |
При ремонте трещины в отверстии под болт крепления крышки коренного подшипника нужно только рассверлить его, нарезать резьбу и установить футорку серии F3. Отверстие будет лучше прежнего, чем больше усилие затяжки болта, тем плотнее «сжимается» трещина.
|
|
|
Рис. |
Поврежденную резьбу в посадочном месте по стакан форсунки тяжелого дизеля также можно отремонтировать с помощью подобных футорок, даже если трещина вышла наружу. По словам Рида, просто заштифтуйте трещину и установите футорку Full-Torque. В производственной гамме компании LOCK-N-STITCH есть футорки для ремонта резьб стаканов форсунок Caterpillar, Detroit Diesel и многих других коммерческих двигателей.
|
|
|
Рис. 16 |
Есть четыре различных варианта футорок типоразмерного ряда Full-Torque:
-
F1 – для ремонта отверстий под свечи зажигания, отверстий под стаканы форсунок и под болты ГБЦ.
- F2 – футорка в глухое отверстие, с получением сухого, герметичного отверстия. Например, для кронштейна крепления двигателя, масляного поддона и некоторых отверстий под болты ГБЦ.
- F3 – футорка в глухое отверстие, предназначенная для ремонта отверстий под болты дизельных головок блока и крышек коренных подшипников.
- F4 – универсальная футорка, для любых сильно поврежденных резьбовых отверстий.
|
|
|
Рис. 17 |
Если вы до сих пор не сталкивались с такой проблемой, вполне вероятно, что вы столкнетесь с ней в ближайшем будущем. Во многих современных двигателях резьба под свечу в алюминиевой головке блока слишком «слабая». К примеру, в головке блока Ford 4.6 L, просто потому, что некоторые «конструкторы-гении» сделали в этом отверстии всего лишь три или четыре нитки резьбы. Или, возьмите двигатель 2.4 L DOHC, автомобиля Chrysler PT Cruiser. Даже несмотря на то, что резьба под свечу зажигания тут длиной примерно в 25 мм. Свеча в 1-м цилиндре без предупреждения отказывала, а вместе с ней и резьба «кончалась».
|
|
|
Рис. 18 |
Возможные варианты ремонта: заменить головку блока на новую, снять головку и отремонтировать резьбу (это влечет за собой мороку с ремнем ГРМ, креплением двигателя, выпускным коллектором, патрубками охлаждения и т. д.) или сделать ремонт не разбирая двигателя.
Если время поджимает или денег у клиента немного, то остается последний вариант. Основная проблема состоит в том, что в этом двигателе резьба под свечу находится на дне глубокого свечного колодца. Поэтому выбор возможных футорок для подобного ремонта невелик. Один из самых подходящих комплектов – P/N FT-514LTK, компании LOCK-N-STITCH, позволяет отремонтировать резьбу под свечу зажигания либо со снятой головкой, либо с прямо на двигателе. Кроме того, футорки в этом комплекте – тонкостенные, из анодированного алюминия, а еще здесь верхний виток внешней резьбы Full-Torque имеет специальный профиль, что гарантирует надежность крепления футорки.
Сам ремонт очень прост. Единственная проблема – обеспечить доступ к свечному колодцу. Для этого приходится снимать впускной коллектор, корпус дросселя, блок катушек зажигания и клапанную крышку. Кстати, снимать и ставить эти детали обратно дольше, чем восстановить резьбу.
|
|
|
Рис. |
Комплект P/N FT-514LTK включает в себя все, что нужно. В том числе длинную (230 мм) развертку, специальный метчик, центрирующую втулку для развертки, резец для посадочного места под футорку, оправку для футорки, сверло диаметром 1,6 мм и направляющую втулку для сверла, несколько стопорных штифтов, а также пузырьки со смазкой для метчика и с резьбовым герметиком. Футорки можно купить по отдельности, в зависимости от того, какой нужен размер резьбы и длина. В случае с PT Cruiser футорка имела внутреннюю резьбу М14х1. 25 и габаритную длину 25 мм.
|
|
|
Рис. 20 |
После снятия клапанной крышки, надо провернуть коленвал, так чтобы поршень не опустится ниже ВМТ (чтобы развертка не коснулась днища поршня). Опустив поршень вниз, вставьте в свечное отверстие алюминиевый пруток диаметром около 10 мм, до контакта с днищем поршня и сделайте на нем отметку вровень с началом отверстия под свечу. А затем отметьте то же расстояние на хвостовике развертки (чтобы убедиться, что не попадете в поршень).
|
|
|
Рис. |
Затем надо нанести слой смазки на канавки развертки (чтобы стружка не попала в цилиндр). Центрирующая втулка, из комплекта, на хвостовике развертки удержит развертку строго по оси отверстия, а конец развертки диаметром 12,5 мм войдет в существующее отверстие свечи зажигания. Поврежденная резьба удаляется с помощью резца развертки, диаметром 16,25 мм.
Небольшая фаска, которая имеется в верхней части отверстия под свечи зажигания, не дает возможности подобраться туда с футоркой, установленной на оправку. Поэтому фаску надо срезать, с помощью специального резца, входящего в комплект, установив его на оправку.
|
|
|
Рис. 22 |
После обработки стоит пропылесосить отверстие, с помощью насадки из полудюймового резинового шланга диаметром. Это позволит удалить всю пыль и алюминиевую стружку с днища поршня (то есть – из цилиндра).
Затем в отверстии надо нарезать резьбу с помощью метчика из комплекта. Метчик надо смазать маслом из комплекта. А для его вращения хорошо подойдет удлинитель и трещотка на 3/8” дюйма из комплекта инструмента. После нарезания резьбы надо еще раз пропылесосить отверстие.
|
|
|
Рис. 23 |
После покрытия тонким слоем противозадирной пасты внешней резьбы оправки для установки футорки, сама футорка наворачивается на оправку. Затем, на внешнюю резьбу футорки наносится несколько капель резьбового герметика из набора. Потом футорка заворачивается в отверстие с новой резьбой и затягивается крутящим моментом 3,7 кгм. После установки футорки, надо вставить тонкую направляющую втулку в отверстие в оправке.
Эта втулка не даст сломаться тонкому сверлу, которым надо сделать отверстие диаметром 1,6 мм, как с краю футорки, так и в самой головке. После сверления надо продуть место обработки сжатым воздухом или снова пропылесосить, чтобы убрать стружку.
|
|
|
Рис. 24 |
Вынув сверло, надо оставить направляющую втулку на месте, следует нанести три капли герметика прямо во втулку и опустить в нее стопорный штифт. Потом, с помощью подходящей тонкой выколотки надо полностью осадить штифт на место. Примечание: герметик имеет хорошую тепловодность и полностью затвердеет, когда разогреется до рабочей температуры, но он все равно быстро твердеет, поэтому, если штифт вставлен полностью, выньте направляющую втулку и очистите ее растворителем. Теперь можно убрать оправку, с помощью которой была ввернута футорка.
|
|
|
Рис. 25 |
Резьбу новой свечи, перед установкой, стоит смазать тонким противозадирной пасты. Да и остальные три свечи тоже надо заменить.
Вот и все. Вся процедура занимает примерно полтора часа, причем примерно час уходит на снятие и повторную установку клапанной крышки, коллектора и прочего.
Комплект P/N FT-514LTK – отличная вещь для срочного ремонта резьбы под свечи зажигания. И хотя расточка отверстия и нарезание резьбы в головке, установленной на двигателе, может показаться на первый взгляд рискованной, но с малой толикой здравого смысла такой ремонт проходит успешно. Конечно, лучшим решением было бы снять головку, отремонтировать резьбу на станке, вычистить головку и установить заново. Но, когда ограничены и бюджет, и время, такой ремонт – то, что доктор прописал.
|
|
|
Рис. 26 |
Важно еще отметить, что это надежный ремонт, а не дешевое латание дыр. На деле, футорка гарантирует превосходную установку свечи, сравнимую с оригинальным исполнением.
ХОТИТЕ СТАТЬ АВТОРОМ?
Пришлите свою статью
Как закрепить сорванную резьбу в блоке цилиндров?
Я пытаюсь провести техническое обслуживание своей машины и только что обнаружил, что у меня сорвана резьба в блоке двигателя. Раньше с этим не сталкивался, поэтому не знаю, что делать. Как исправить сорванную резьбу в блоке цилиндров?
Узнайте, обкрадывают ли вас страховку автомобиля, менее чем за две минуты.
Без спама · Без длинных форм · Без сборов
Почтовый индекс
Почтовый индекс
Найти сбережения (100% бесплатно)
3,5 тыс. оценок
Ответ предоставлен
Emily Maracle
Ответ дан 10 февраля 2022 г. К счастью, есть несколько способов исправить оборванные нити. Некоторые распространенные методы, которые можно использовать для фиксации сорванной резьбы:
- Комплект резьбовых вставок . Комплект резьбовых вставок позволяет расширить зачищенное отверстие с помощью специального сверла, что позволяет вставить резьбовую вставку. Большинство комплектов также поставляются с клеем, чтобы новая резьбовая вставка зафиксировалась на месте.
- Эпоксидная смола . Вы можете использовать эпоксидную смолу, чтобы заполнить поврежденное отверстие. Прежде чем он затвердеет, вам нужно будет вкрутить в него болт, вдавив эпоксидную смолу в предыдущую резьбу. После установки все готово.
- Просверлите отверстие большего размера и нарежьте резьбу . В некоторых случаях вы можете использовать дрель, чтобы расширить отверстие, а затем использовать метчик, чтобы создать новую резьбу. Как правило, это увеличивает размер вашей застежки или болта на один или два размера.
Если вы чувствуете, что перегружены выбором, не бойтесь обращаться к механику! Базовое техническое обслуживание автомобиля может быть простым, но сверление блока цилиндров не всегда так просто.
Если вам в конечном итоге придется обратиться к механику для повторной заправки, подумайте о том, чтобы компенсировать расходы на ремонт с помощью приложения Jerry. Как только вы загрузите Jerry, ответьте на несколько вопросов, на выполнение которых у вас уйдет примерно 45 секунд, и вы сразу же получите расценки на страхование автомобиля с покрытием, аналогичным вашему текущему плану. Клиенты Jerry экономят в среднем 887 долларов в год.
ЕЩЕ : Что означает индикатор проверки двигателя?
АвтотехобслуживаниеАвтозапчастиАвторемонт
Зарегистрируйтесь менее чем за минуту.
Нет необходимости заполнять формы или ходить по магазинам. Зарегистрируйтесь за 45 секунд, чтобы начать экономить. Джерри сделает все остальное.
Джерри собирает и анализирует ваше текущее страховое покрытие.
Поздоровайтесь с Джерри, вашим новым страховым агентом. Мы свяжемся с вашей страховой компанией, рассмотрим ваш текущий план, а затем найдем покрытие, которое соответствует вашим потребностям и сэкономит ваши деньги.
Получите лучшие варианты до продления.
Джерри выполняет всю кропотливую работу, сравнивая цены и покрытия более чем 50 страховых компаний. Мы сравниваем то, что мы находим, с вашей текущей политикой и предлагаем вам три лучших варианта перед каждым продлением.
Покажи мне сбережения!
Ресурсы по ремонту автомобилей
Что делать, если туманы на ветровом стекле. Стоимость
Замена прокладки впускного коллектора
Страховка вашего автомобиля
Стоимость страховки Rolls-Royce Wraith
Ford SSV Plug-In Hybrid Insurance Cost
Dodge Ram 3500 Insurance Cost
Ford LNT9000 Insurance Cost
Mercury Cyclone Insurance Cost
Insurance in Your State
Cheap Страхование автомобилей в Нью-Йорке
Страхование дешевых автомобилей в Юте
Страхование дешевых автомобилей в Монтане
Страхование дешевых автомобилей в Массачусетсе
Cheap Car Insurance in North Carolina
Insurance In Your City
Madison Township Car Insurance
Cupertino Car Insurance
Bushkill Car Insurance
Gardiner Car Insurance
Страхование автомобилей Whitefish
Что спрашивают другие
Как починить перегоревшие автомобильные динамики?
Я возил своих друзей всю прошлую ночь. Было очень весело, но, кажется, я взорвал динамики в машине. Это машина моих родителей, поэтому я немного напуган. Как починить перегоревшие автомобильные динамики?
Эмили Маракл
10 февраля 2022 г.
Как починить задний гудок в машине?
В моей машине есть функция звукового сигнала заднего хода, когда я еду задним ходом. Хотя раньше это раздражало, теперь я не против. Однако я только что понял, что это больше не работает. Как проще всего починить задний гудок в машине?
Эмили Маракл
10 февраля 2022 г.
Как починить погнутую дверную раму автомобиля?
Я не обращал внимания, и моя дверь была приоткрыта при движении задним ходом. Конечно, мне удалось задеть фонарный столб, который погнул дверной косяк. Моя дверь все еще закрыта, но я боюсь, что она распахнется на шоссе или что-то в этом роде. Как починить погнутую дверную раму автомобиля?
Emily Maracle
10 февраля 2022 г.
Просмотрите все вопросы
Читать советы от автомобильных экспертов по адресу jerry
Просмотр по темам
Дорожная безопасность
Развод
Законы о вождении
Автомобиль.
Auto Refinance
Требования о возмещении ущерба
Буксировка
Второй автомобиль
Пикапы
Автомобильные шины
American Family
Фактическая денежная стоимость
Nevada
Модификации транспортных средств
Грузовики
Страхование домовладельца
Покрытие ответственности
Типы страхования
Страхование арендаторов
Toyota Prius
Geicsing
GEIC GEIC GEICS GEIC GEICS GEICS GEICS GEICS GEICS GEICS GEICS GEICS GEICS GEIC.Автомобильные аварии
Автомобили с механической коробкой передач
Никаких длинных форм
Никаких спамов и нежелательных телефонных звонков
Цитаты ведущих страховых компаний
Найдите страховку — это 100% бесплатно
Три способа починить поврежденную нить
Стриптизерши могут быть дорогими. Перестаньте думать о звездах рэпа, приватных танцах и спортивных знаменитостях. Мы говорим о «стрипперах» с точки зрения отверстия, в котором была сорвана или повреждена резьба. Помимо дороговизны ремонта, стриптизерши также требуют много времени и обычно вызывают большое разочарование. К счастью, понимание истории нарезки материалов вместе с наукой о вставках может помочь вам избежать столкновения со съемником или, по крайней мере, быть готовым выбрать правильные детали для ремонта съемника. Если все сделано правильно, у вас больше никогда не будет обрыва резьбы в одном и том же отверстии.
Текст и фотографии Майкла Феррары // Иллюстрации Пола Лагетта
DSPORT Выпуск #166
Сорок лет назад мир был тяжелее. Твои бабушка и дедушка не лгали тебе. Чугунные сплавы и стали были основными строительными блоками практически для всего. Что касается автомобилей, серый чугун был основным материалом для блоков цилиндров, головок цилиндров, коллекторов, корпусов и тяжелых кронштейнов. Сталь была предпочтительным материалом для небольших кронштейнов, крепежных деталей, рамы и кузова автомобиля. Хотя механические свойства (прочность, жесткость, ударопрочность и коррозионная стойкость) сильно различаются у различных сплавов серого чугуна и стали, все они имеют одну общую черту. По большей части эти материалы при использовании на компонентах с резьбовыми отверстиями относятся к «твердым» сторонам с показателями твердости по Бринеллю (HB) в диапазоне от 150 до 300 (инструментальные стали могут достигать 900 по этой шкале). Будучи твердыми по своей природе, серый чугун и сталь будут иметь исключительную прочность резьбы и способность удерживать резьбу, если эти материалы защищены от коррозии. Когда в чугуне и стали происходит повреждение резьбы, наиболее распространенной практикой является высверливание существующей резьбы и нарезание резьбы, чтобы вставить крепеж большего размера. Во многих случаях это решает проблему. Когда необходимо использовать застежку того же размера, можно установить вставку, чтобы сэкономить день.
Сегодня не только «эмо» миллениалы более мягкие. Мы живем в более мягком мире. Материалы, пришедшие на смену серому чугуну и стали, относительно таковы. Мир перешел из века стали в век алюминия. Чистый алюминий имеет только 15 баллов по шкале HB, тогда как твердость алюминиевых сплавов может варьироваться от 20 до 150. Алюминиевые сплавы, используемые в большинстве деталей автомобилей, отлитых в песчаные формы, обычно имеют твердость в диапазоне от 45 до 65 единиц. В блоках и головках цилиндров используются литейные алюминиевые сплавы высочайшей твердости. Обычно они имеют диапазон твердости от 75 до 85, примерно такой же, как у 6061-T6. Только алюминиевый сплав 7075-T6 имеет твердость 150, что соответствует серому чугуну.
В то время как материалы, в которых живут нити, стали мягче, материалы, используемые для застежек, во многих случаях стали тверже. На самом деле, некоторые из суперсплавов, используемых в высокопроизводительных шпильках и стержневых болтах, имеют уровни твердости, приближающиеся к твердости метчика (каждая попытка высверлить сломанный метчик?). В результате неудивительно, что стриптизерши стали более распространены, чем когда-либо прежде. Поскольку большая часть резьбы на современных автомобилях изготовлена из материалов, твердость которых составляет от одной трети до половины твердости серого чугуна, неудивительно, что больше резьбовых отверстий подвергается повреждению резьбы, чем когда-либо прежде. Было сказано: «Если в резьбовом отверстии из более мягкого металла используется крепеж, который устанавливается и снимается на регулярной основе, вставка из более твердого материала является обязательной». К сожалению, затраты и время, связанные с установкой вставок на уровне OEM, означают, что это никогда не произойдет в больших масштабах. В блоке цилиндров двигателя или подвеске может быть несколько ключевых мест, подверженных высоким нагрузкам, но 99 процентов всех резьбовых отверстий не будут с завода армированы вставкой.
Если бы каждый отдельный алюминиевый компонент в мире мог быть изготовлен из алюминиевого сплава 7075-T6 (который имеет равную твердость с типичными сплавами серого чугуна), количество съемников в мире можно было бы вернуть к цифрам стального века. Из-за дороговизны этого материала и необходимости отливки определенных деталей этого никогда не произойдет. Вместо этого решением для сорванной резьбы являются вставки.
Вставки для ремонта резьбы изготавливаются из различных материалов и имеют множество конструкций от отечественных и зарубежных производителей. Резьбовые вставки с синхронизацией по корпусу, вставки с проволочной катушкой и вставки с ключом составляют три основных семейства резьбовых вставок, с которыми вы, вероятно, столкнетесь. Каждая конструкция имеет свои достоинства и может превосходить другую в зависимости от бюджета, времени установки, максимального наружного диаметра. допустимая и необходимая прочность на ремонт или модернизацию. Так какой тип вставки лучше? Все зависит от критериев оценки и приложения. Вот обзор трех основных типов в порядке популярности.
Band-Aid является синонимом бинтов, а Heli-Coil является синонимом вставок для ремонта резьбы. Встретьте стриптизершу, и решение часто рекламируется как «просто закрутите спиралью». HeliCoil и аналогичные конструкции, вдохновленные этим дизайном, доступны от ряда других компаний. Это решение для ремонта резьбы, которое, скорее всего, можно найти в местных магазинах автозапчастей. Первоначально катушки HeliCoil изготавливались из проволоки квадратного сечения из нержавеющей стали, намотанной таким образом, чтобы проволока имела ромбовидный профиль, подходящий для ремонтной резьбы. При установке в большую ремонтную резьбу проволока образует набор резьб, спроектированных так, чтобы соответствовать исходному размеру зачищенного отверстия. Ремонтная резьба для вставки HeliCoil изготавливается с использованием вставки с винтовой резьбой или S.T.I. нажмите. Это тот же тип метчика, который используется для некоторых других вставок. S.T.I. tap использует простое, но несколько вводящее в заблуждение соглашение об именах. S.T.I. метчик фактически примерно на 14 процентов больше в диаметре, чем стандартный метчик того же обозначения (M10x1,25 по сравнению с M10x1,25-STI). Вот как это работает при ремонте резьбы M10x1,25. Во-первых, вы просверлите отверстие сверлом 10,25 мм (для стандартной резьбы M10x1,25 потребуется сверло 8,75 мм гораздо меньшего размера). Тогда вы должны использовать M10x1.25-S.T.I. нажмите. Это S.T.I. вариант метчика будет иметь основной диаметр до 11,787 мм, тогда как стандартный метчик M10x1,25 имеет диаметр примерно на 1,5 мм меньше. После того, как отверстие для ремонтной вставки просверлено, нарезано и очищено, вставка HeliCoil ввинчивается на место с помощью монтажного инструмента. Как только вставка оказывается в непосредственной близости от желаемого места, язычок отламывается, чтобы зафиксировать вставку на месте. В дополнение к тому, что это самая популярная и доступная резьбовая вставка, HeliCoils также требуют минимального увеличения размера отверстия (так же, как TIME-SERT), обеспечивают коррозионно-стойкий материал резьбы и представляют собой наименее дорогое решение (примерно вдвое меньше). стоимость вставки по сравнению с TIME-SERT и от одной пятой до одной двадцати пятой стоимости Keenserts). В неглухих сквозных отверстиях HeliCoils также можно устанавливать с обратной стороны отверстия, что в некоторых ситуациях является единственным решением. [идентификатор таблицы = 1 /] Хотя катушки HeliCoil могут быть одним из лучших вариантов для ремонта, не подвергающегося экстремальным нагрузкам, нагрузкам и вибрациям, у них есть свои недостатки. Во-первых, поскольку вставка не является единой непрерывной деталью, ее установка иногда может быть несколько сложнее по сравнению с цельнокорпусными вставками. Кроме того, прерывистый характер вставки означает, что использование анаэробного фиксатора резьбы означает, что и вставка, и крепеж, ввинченный во вставку, получат фиксатор резьбы, независимо от того, хотите вы этого или нет. При ремонте автомобиля необходимо также уделять особое внимание тому, чтобы запорный выступ не стал посторонним предметом, упавшим в критическую зону. Наконец, было продемонстрировано, что прочность восстановления HeliCoil ниже, чем у твердотельной вставки. Мы надеемся протестировать несколько различных конструкций вставок для ремонта резьбы в будущем, чтобы получить более точное число.
На этом рисунке показана разница между вставками TIME-SERT, которые синхронизируют наружную и внутреннюю резьбы друг с другом, и вставками Keensert, которые не синхронизируют наружную и внутреннюю резьбы, что приводит к неравномерной толщине стенки и необходимости большего наружного диаметра. размер вкладыша.
Хотя TIME-SERT и семейство цельнокорпусных вставок не так хорошо известны широкой публике, многие механики выбирают их номер один для ремонта резьбы в крепежных изделиях с высоким предварительным натягом. В этом решении для ремонта цельной резьбы используется цельная сплошная вставка из углеродистой или нержавеющей стали, в которой внешняя и внутренняя резьбы синхронизированы или (во времени) друг с другом. Благодаря тому, что резьба выровнена внутри и снаружи вставки, площадь поперечного сечения или толщина стенки могут оставаться постоянными. Результатом является возможность максимизировать прочность для данного внешнего диаметра вставки. В TIME-SERT используются те же требования к сверлам и метчикам, что и в HeliCoil, поскольку в обоих случаях используется S.T.I. краны. Установка аналогична, но есть несколько ключевых отличий из-за разницы в конструкции. Во-первых, в TIME-SERT используется увеличенный установочный фланец на верхнем конце вставки. Следовательно, необходимо использовать комбинированный инструмент для сверления и зенковки или сверло и отдельное зенковку. Этот фланец позволяет повторять расположение или расположение резьбы в определенном месте (что невозможно сделать с помощью HeliCoil или Keenserts). Во-вторых, нет хвостовика для блокировки. TIME-SERT используют специальный инструмент для блокировки нижней резьбы в ремонтном отверстии с резьбой. Поскольку TIME-SERT представляют собой цельный корпус, резьбовые герметики можно использовать на внешней резьбе вкладыша для дополнительной прочности, не затрагивая внутреннюю резьбу и застежку. Хотя TIME-SERT обладают преимуществами по сравнению с другими конструкциями вставок для ремонта резьбы, они также имеют несколько недостатков. Во-первых, это примерно в два раза больше, чем у HeliCoil за вкладыш. Во-вторых, он должен быть установлен направленно, так как его фланцевая конструкция требует, чтобы сторона без фланца ввинчивалась в первую очередь. На сквозных отверстиях его можно использовать, установив с любой стороны. В глухих отверстиях, которые недостаточно глубоки, чтобы обеспечить достаточно места для резьбы и фланца, сторона фланца может быть фрезерована или спилена позже. Однако, если бы у нас была только одна конструкция вставки, к которой у нас был бы доступ для всех ремонтов резьбы, мы, вероятно, выбрали бы TIME-SERT. TIME-SERT обеспечивают высочайшую прочность с наименьшим вмешательством в отношении размера ремонтной резьбы по сравнению с исходной резьбой.
После того, как отверстие просверлено и нарезана резьба с помощью S.T.I. нажмите, 1) установочный инструмент TIME-SERT капнет маслом до того, как 2) TIME-SERT будет навинчен на инструмент. 3) Резьбовой фиксатор можно нанести на внешнюю резьбу и 4) вставить в ремонтируемое отверстие. Когда фланец вставки достигает нижнего края 5), он также фиксирует нижнюю резьбу на месте. 6) Удалите инструмент для вставки, и 7) отремонтированное отверстие TIME-SERT готово.
Keenserts — это очень толстостенные вставки для ремонта резьбы с цельным корпусом и стопорными ключами. Хотя Keensert очень похож по конструкции на TIME-SERT, между ними есть существенные отличия. В то время как обе конструкции представляют собой сплошные корпуса с фланцами (требующие раззенковки для установки), у Keensert внутренняя и внешняя резьбы не синхронизированы друг с другом. Фактически, у Keensert может быть внешняя резьба с совершенно другим шагом резьбы, чем внутренняя. В отличие от вставок для ремонта резьбы, для которых требуется S.T.I. метчики, в Keenserts используются стандартные метчики, которые на два шага больше исходного резьбового отверстия. Это означает, что метчик M14x1,5 будет использоваться для вставки для ремонта резьбы M10x1,25. Таким образом, количество материала, которое необходимо высверлить, и размер метчика значительно больше, чем требуется для ремонта HeliCoil или TIME-SERT.
Для удержания вставки в TIME-SERT используется фланец вверху и обжимная посадка внизу, в то время как в Keenserts используются два или четыре штифта.
Для ремонта резьбы M10x1,25 с помощью Keensert для метчика M14x1,5 будет использоваться сверло 12,5 мм. Метчик M14x1,5 будет иметь наружный диаметр до 14,4 мм (ремонтный метчик M10 с метчиком S.T.I. будет иметь наружный диаметр только 11,787 мм). Это гораздо большее отверстие, которое может быть полезно в некоторых случаях, когда в исходной резьбе преобладает сильная коррозия. Затем Keensert будет ввинчиваться в просверленное, нарезанное и очищенное отверстие с помощью установочного инструмента Keensert. Благодаря твердой конструкции корпуса можно использовать резьбовые герметики. После установки на место монтажный инструмент используется для установки четырех ключевых стоек. Это обеспечивает максимальную механическую фиксацию вставки на месте. Следовательно, эта конструкция обладает исключительной устойчивостью к вибрации. Теперь минус. Массивный внешний диаметр вставки делает ее неприменимой в тех случаях, когда материал вокруг оригинального резьбового отверстия ограничен, например, в любых «тонкостенных» отливках. Во-вторых, стоимость стандартного стального Keensert примерно в 4,5 раза выше, чем у HeliCoil, и более чем в два раза выше, чем у TIME-SERT. Если вам нужен Keensert из нержавеющей стали, стоимость зашкаливает и примерно в 25 раз превышает стоимость HeliCoil.
Для применений, которые выиграют от пластины большого диаметра или когда вы заменяете стандартный TIME-SERT, TIME-SERT предлагает линейку увеличенных размеров BIG-SERT, которые имеют более толстые стенки и используют увеличенный S.T.I. нажмите. Например, M12x1,25 S.T.I. метчик будет использоваться на вставке M10x1,25 BIG-SERT.
Большой, Большой, Самый Большой! Вот сравнение стандартного (слева) метчика M12x1,5, метчика M12x1,5 S. T.I. метчик (в центре) для вставок TIME-SERT и HeliCoil и метчик M16 для вставок Keenserts (справа).
HeliCoil, TIME-SERT, Keensert или BIG-SERT? У нас была возможность использовать все три конструкции в реальных условиях. Так какой тип вставки лучше? Реальность такова, что все зависит от приложения и качества установки. Ни одна из этих вставок у нас никогда не подводила. Нам повезло? Не совсем. Простое знание сильных сторон и ограничений каждой конструкции позволит вам выбрать правильную пластину для работы. Если вы не уверены, позвоните производителю и спросите.
Набор для ремонта резьбы болта с универсальной головкой TIME-SERT (для первого ремонта) поставляется с крепежной пластиной, инструментом для выравнивания, сверлом/зенковкой, метчиком, установочным ключом, металлической линейкой, стопорным кольцом, смазкой, фиксатором резьбы и т. д.
Keenserts: вставка с резьбой в корпусе со шпонкой
+ Толстостенная конструкция обеспечивает высочайшую прочность для данного диаметра болта + Использует обычные, простые в использовании ответвители + Прочная конструкция обеспечивает простоту установки + Прочная конструкция позволяет использовать герметик для фиксации резьбы на наружной резьбе + Фланцевая конструкция обеспечивает точное расположение резьбы в объекте + Конструкция с принудительной фиксацией с четырьмя шпоночными стержнями обеспечивает максимальную виброустойчивость – Делает самое большое отверстие и требует наибольшего диаметра метчика по сравнению с окончательным диаметром болта — Более чем в 5 раз дороже HeliCoil, более чем в 2 раза дороже TIME-SERT – Доступность: труднее всего найти, ограниченное количество дистрибьюторовTIME-SERT: вставка корпуса с резьбой по времени
+ Тонкостенная конструкция обеспечивает высочайшую прочность для данного диаметра ремонтного метчика + Меньшие требования к отверстию и метчику, чем вставка со шпонкой + Прочная конструкция обеспечивает простоту установки + Прочная конструкция позволяет использовать герметик для фиксации резьбы на наружной резьбе + Отсутствие слабых мест… постоянная толщина стенки благодаря «временной» конструкции + Фланцевая конструкция обеспечивает точное расположение резьбы в объекте + Самоблокирующаяся конструкция – Более высокая стоимость, чем у спиральных резьбовых вставок.HeliCoil: Вставки для ремонта спиральной спиральной резьбы
+ Спиральная спиральная проволочная конструкция требует меньше отверстий и метчиков, чем вставка со шпонкой + Самое доступное решение для ремонта резьбы + Самое дешевое решение для ремонта резьбы + Возможна установка сзади на сквозные отверстия – Нельзя использовать резьбовые герметики на спиральной вставке, не затрагивая при этом внутреннюю резьбу. – Используются метчики размером с S.T.I., которые труднее найти. — Танки могут стать FOD – удерживается только трением
- Технология
Как исправить зачищенное отверстие под болт в алюминии
Читать
30
АКЦИИ
С редуктором и самодельщиками такое случалось хотя бы раз. Вы идете, чтобы затянуть этот один болт, и как раз в тот момент, когда вы думаете, что он должен перестать вращаться, вы теряете всякое сопротивление. Никто не любит работать с сорванным болтом. Хотите верьте, хотите нет, но есть несколько способов решить эту проблему. Это будет руководство о том, как восстановить сорванную резьбу в алюминии.
| Изображение | Название | Характеристики | Цена |
|---|---|---|---|
| Сорванная нить Повторная затяжка | -Комплект для ремонта резьбы из 131 предмета -Подходит для M5, M6, M8, M10 и M12 -Полный набор инструментов для повторной нарезки включает: вставки, вставки для проволочной резьбы, спиральные сверла, метчики для резьбы, инструменты для снятия выступов. | ||
| Алюминиевый стержень для тушения | – Очень широкое применение – Не требуется припой – Рекомендуется для сварки или пайки алюминиевого сплава | ||
| JB Weld | — Замешиваемая вручную двухкомпонентная эпоксидная шпатлевка, армированная сталью — SteelStik затвердевает за 5 минут и отвердевает за 1 час — Имеет прочность на сдвиг внахлестку 900 фунтов на квадратный дюйм, может выдерживать продолжительные температуры до 350F (176C) | ||
| Эпоксидный состав Loctite | — Лучше подходит для тяжелых условий эксплуатации, где требуется стойкость к сильным ударам, вибрации и нагрузкам. – Для разделения деталей требуется локальный нагрев и ручной инструмент. -Сборка с помощью пневматических инструментов, болтов блока цилиндров, болтов зубчатого венца, болтов трансмиссионного вала и многого другого. | ||
| Сварочный аппарат SUNGOLDPOWER ARC MMA 200A Dual | – Сварочный аппарат с полным мостом – Усовершенствованный модуль управления – Защита от прилипания |
Содержание
Попробуйте более длинный болт
Маленькие болты для промышленных машин; выборочный фокус Со временем болты и резьба иногда теряют свою прочность. Из-за трения или коррозии резьба может испортиться. Наличие этих слабых нитей может помешать вам затянуть болт. Первый вариант смотрит на отверстие под болт. Если у вас есть дополнительное расстояние, которое болт не покрывает, вы можете использовать более длинный болт. Если есть приличная резьба, до которой может дотянуться ваш более длинный болт, вы можете затянуть его.
Используйте более толстый болт
Если большая часть резьбы была повреждена, вы можете увеличить размер отверстия. Если снаружи достаточно места, вы сможете просверлить большее отверстие. Это позволит вам повторно нарезать отверстие и даст вам возможность использовать болт большего размера.
Вставьте спиральную спираль
Если ни один из вышеперечисленных вариантов не подходит, вы можете использовать спиральную спираль. Helicoil представляет собой резьбовую вставку со спиральной проволокой. Катушка заменяет оригинальные нити. По сути, вы просверливаете отверстие сверлом нужного размера. Затем вы можете постучать по отверстию и вставить катушку. После того, как катушка вставлена, вы затем отрываете хвостовик. Иногда для фиксации катушки можно использовать Loctite. Дайте ему немного высохнуть, затем вы можете вкрутить болт.
Попробуйте алюминиевый стержень для тушения
Если у вас есть возможность, вы можете нагреть область и использовать алюминиевый стержень для тушения. Процесс похож на пайку, когда алюминий плавится, а затем охлаждается, образуя твердую поверхность. Вы должны нагреть поверхность до температуры, при которой алюминиевые стержни расплавятся. Если поблизости есть чувствительные к теплу объекты, вы не сможете использовать эту опцию. Если у вас все в порядке с нагревом области, которую вы можете заполнить, снова нажмите на отверстие. Это поможет вам восстановить сорванную резьбу в алюминии
Используйте JB Weld
Если вы ищете что-то более быстрое или более надежное, вы можете попробовать JB Weld. JB Weld обычно представляет собой двухступенчатую эпоксидную смолу, которую можно использовать для постоянного соединения деталей. Кроме того, вы можете использовать эпоксидную смолу для ремонта сорванной резьбы, чтобы заполнить отверстие, а затем постучать по нему. Если вы не беспокоитесь о том, что сможете снять болт позже, вы можете надеть JB Weld на болт и затянуть его. В большинстве случаев он больше никогда не должен двигаться.
Попробуйте жилы медной проволоки
Медная проволока, которую обычно можно приобрести в местном хозяйственном магазине, также является хорошим вариантом. Вы можете разделить пряди, сложить их и поместить в отверстие для болта. После того, как вы повторите это несколько раз, вы сможете затянуть болт. Медь будет вгрызаться в резьбу, что будет удерживать ваш болт на месте.
Используйте алюминиевую фольгу
Точно так же, как медный провод над алюминиевой фольгой, можно использовать таким же образом. Оторвите несколько кусочков алюминиевой фольги и сложите их. Поместите их в отверстие для болта, и после нескольких поворотов болта он должен начать плотно прилегать.
Налейте немного эпоксидной смолы Loctite
Некоторые типы Loctite предназначены не только для фиксации болта, но также создают эпоксидную смолу для восстановления резьбы. В зависимости от применения существует несколько уровней Loctite. В диапазоне от низкой до высокой прочности вы можете использовать эпоксидную смолу, чтобы навсегда закрепить болт в отверстии.
Используйте сварочный аппарат
Что ж, если вы дошли до этого места и больше ничего не получилось, вы можете попробовать свои силы в сварке. Если у вас есть опыт, вы должны быть в состоянии заполнить отверстие и повторно нарезать резьбу. Оттуда он должен быть как новый.
В заключение
Не все надежды потеряны! Если вы затянете болт на два оборота после того, как он был зачищен, возможно, вы сможете отремонтировать отверстие и все снова заработает! Если вы задавались вопросом, как восстановить сорванную резьбу в алюминиевой головке, один из приведенных выше вариантов может помочь. Надеюсь, это помогло кому-то, и если у вас есть методы восстановления сорванной резьбы в алюминии, пожалуйста, не стесняйтесь комментировать их ниже!
| Изображение | Имя | Характеристики | Цена |
|---|---|---|---|
| Сорванная нить Повторная затяжка | -Комплект для ремонта резьбы из 131 предмета -Подходит для M5, M6, M8, M10 и M12 -Полный набор инструментов для повторной нарезки включает: вставки, вставки для проволочной резьбы, спиральные сверла, метчики для резьбы, инструменты для снятия выступов. | ||
| Алюминиевый стержень для тушения | – очень широкое применение – не требуется припой – рекомендуется для сварки или пайки алюминиевых сплавов | ||
| JB Weld | — Замешиваемая вручную двухкомпонентная эпоксидная шпатлевка, армированная сталью — SteelStik затвердевает за 5 минут и отвердевает за 1 час — Имеет прочность на сдвиг внахлестку 900 фунтов на квадратный дюйм, может выдерживать продолжительные температуры до 350F (176C) | ||
| Эпоксидный состав Loctite | — Лучше подходит для тяжелых условий эксплуатации, где требуется стойкость к сильным ударам, вибрации и нагрузкам. – Для разделения деталей требуется локальный нагрев и ручной инструмент. -Сборка с помощью пневматических инструментов, болтов блока цилиндров, болтов зубчатого венца, болтов трансмиссионного вала и многого другого. | ||
| Сварочный аппарат SUNGOLDPOWER ARC MMA 200A Dual | – Сварочный аппарат с полным мостом – Усовершенствованный модуль управления – Защита от прилипания |
Если вам интересно посмотреть видео, демонстрирующее все способы ремонта сорванной резьбы в алюминии, вы можете посмотреть видео ниже!
Похожие сообщения
Loctite 236382 — ремонтный комплект для зачищенной резьбы Form-A-Thread, 12,9 мл
| Количество | Цена | Сохранить |
|---|---|---|
| {{pricebreak.breakQty}} | {{pricebreak.breakPriceDisplay}} | {{pricebreak.savingsMessage}} |
Цена недоступна
0″>
{{vm. product.inventoryDetail.poQty}} Поступление от производителя: {{vm.product.inventoryDetail.poArrivalDate != null ? vm.product.inventoryDetail.poArrivalDate : vm.product.inventoryDetail.leadDate | дата: «ММ/дд/гггг» }}
Время выполнения заказа производителем при отсутствии на складе: {{vm.product.inventoryDetail.leadTime}} дней
Производство этого товара снято с производства.
Вы можете приобрести не более {{vm.product.qtyOnHand}} на складе.
Доступна рекомендуемая замена {{vm.product.inventoryDetail.secondaryProductUrlText}}.
Доступен возможный вариант {{vm. product.inventoryDetail.secondaryProductUrlText}}.
Нажмите ЗДЕСЬ, чтобы найти возможную замену.
Вес продукта: {{vm.product.shippingWeight}} фунтов на {{vm.product.unitOfMeasureDisplay}} Страна происхождения: {{vm.product.countryOfOfOrigin}}
Единица измерения:
Количество
недоступно для этого варианта.
Минимальное количество заказа: {{vm.product.minimumOrderQty}}
Количество товара должно быть кратно {{vm. product.minimumOrderQty}}.
Настроить
Расписание доставки
Добавить в список
{{section.sectionName}} Выберите {{section.sectionName}}
{{styleTrait.nameDisplay}} {{styleTrait.unselectedValue ? «» : «Выбрать»}} {{styleTrait.unselectedValue ? styleTrait.unselectedValue : styleTrait.nameDisplay}}
- Информация о продукте
- Техническая информация
- {{спецификация.имяДисплей}}
- Сопутствующие товары
Информация о продукте
Техническая информация
Видео о продуктах
Запчасти и аксессуары
Сопутствующие товары
Твое сообщение *
Электронное письмо было успешно отправлено. Электронная почта не была успешно отправлена, пожалуйста, проверьте ввод формы.
×
Фиксация зачищенной нити медной проволокой
mikri
Подставка H-M — Diamond Member
- #1
Может быть, вы, ребята, знаете об этом. Я только что наткнулся на видео, где он закреплял зачищенные нити медной проволокой. Как быстро починить медную проволоку с зачищенным алюминиевым болтом, трюк sixtyfiveford — YouTube.
человек
Активный пользователь
- #2
Что-то вроде трюка с зубочисткой или спичечной палочкой в замурованном отверстии для шурупа. Только будьте осторожны, сборка остается сухой. Медь и алюминий ЛЮБЯТ разъедать друг друга. Если держать в сухости, наверное, хорошо и денди.
Bi11Hudson
Ремесленник00
- #3
Меня поражает (и нет, не больно… сильно), что разнородные металлы в большинстве случаев могут вызвать проблемы с электролизом. Вот почему Хман рекомендовал избегать влаги. Недавно я приобрел несколько алюминиевых «припоев» или «сварочных стержней». Я думаю, что фактическим металлом является цинк, но он считается менее подверженным коррозии, чем медь. «Припой» составляет около 1/16 дюйма на жилу и достаточно мягок, чтобы его можно было расплющить плоскогубцами. Если бы он был под рукой, я бы подумал, что он стал бы лучшим «наполнителем», чем медь. Опять же, думая (не моя сильная сторона), что Цинк со временем сцепится с алюминиевой отливкой, что сделает ремонт более надежным.0003
.
RJSakowski
Подставка H-M — золотой член
- #4
Я думаю, что это может быть парень, который восстановил коробку передач моей жены на ее блейзере. Через два дня она продала Блейзер.
Flyinfool
H-M Supporter — Diamond Member
- #5
Я обычно использую проволоку из нержавеющей стали для фиксации зачищенной алюминиевой резьбы. Он называется HeliCoil, отлично работает. Отсутствие проблем с коррозией.
Flyinfool
H-M Supporter — Diamond Member
- #6
По крайней мере, в ролике он упоминает некоторые из правильных способов заделать дыры, но отвергает их все ради халтуры. Если бы это был небольшой кронштейн, удерживающий неважную часть, я бы сказал, что все в порядке. Но я считаю крепления рулевого колеса важной частью, на которую стоит потратить немного больше и сделать это правильно.
mikri
Подставка H-M — Diamond Member
- #7
Просто подумал, что это интересно. Я всегда либо сверлил и нарезал резьбу для большего размера, либо использовал спиральные катушки. В другом из своих видеороликов он попробовал различные способы исправления оборванных нитей на заднем дворе с помощью JB Weld и других гупов. Затем проверили, какой крутящий момент потребуется для снятия отремонтированной резьбы. На болте 5/16 все остальные сорваны с 6 на 9.фунтов крутящего момента. Медный провод сорвался при крутящем моменте 15 фунтов.
тальваре
Тед А
- #8
Похоже, это одна из тех идей, которые могут быть отличными в качестве починки на дороге, которая доставит вас домой, чтобы вы могли сделать надлежащий ремонт.
Тед
Buffalo21
H-M Supporter — золотой член
- #9
не тот парень, с которым я хочу работать над всем, что у меня есть……..
Как удалить сломанные болты и восстановить сорванную резьбу
| How-To
Когда болт или винт отламываются, у хот-роддера возникает ощущение сбитости с толку и безнадежности. Но не унывайте — компания Summit Racing Equipment, Harbour Freight и Дэйв Акард из Burbank Speed помогут вам вернуться на дорогу.
Крепеж обычно ломается из-за разрушения материала, неправильной установки, коррозии и заедания резьбы. Разрушение материала — это слабость крепежного элемента, когда он выходит из строя и ломается в самом слабом месте. Обычно это вызвано изначальной слабостью материала или неправильным крутящим моментом (затяжкой), вызывающим чрезмерное напряжение.
Коррозия обычно имеет гальваническую природу (разнородные металлы, такие как стальной крепеж в алюминиевой отливке), когда коррозия разъедает крепеж и отливку, вызывая ослабление крепежа.
Если условия сухие, вероятность гальванической коррозии меньше. Когда условия становятся влажными, вежливость между разнородными металлами исчезает. Жидкости, такие как вода и кислота, служат электролитами для создания электрохимической реакции между разнородными металлами. Соленый воздух является еще одним виновником и очень агрессивным. Электроны начинают свой путь от одного металла к другому, и металлы начинают разрушаться. Когда крепеж и отливка годами свинчивались вместе и подвергались воздействию элементов, выход из строя крепежа неизбежен.
Крепежные детали также подвержены нагрузкам, так как они находятся под значительным напряжением в течение длительного времени. Коррозия под напряжением возникает в результате воздействия атмосферы, нагрузки, напряжения и циклической усталости. Компоненты двигателя, трансмиссии и шасси подвергаются экстремальным нагрузкам и циклической усталости. Это еще одна причина, по которой болты и винты выходят из строя и ломаются. Ярким примером является крепеж двигателя, который подвергается огромным нагрузкам и циклическому нагреву, поэтому он может выйти из строя, когда придет время его снять.
Целью крепежа является обеспечение сжимающей силы между двумя компонентами для их соединения. Если используется надлежащий крепеж и его крутящий момент не выходит за расчетные пределы, крепеж должен работать в соответствии с проектом.
Как только вы узнаете, почему крепеж выходит из строя, вам будет проще понять, как правильно его выбрать и установить. Установка крепежа всегда должна начинаться с чистой неповрежденной резьбы как на крепеже, так и на отверстии под болт, а также с надлежащей смазкой во время установки. Тип и шаг резьбы должны быть одинаковыми, что означает крупную резьбу в отверстии под болт с крупной резьбой или мелкую резьбу в мелкой резьбе. В идеале вы начнете с новых креплений вместо того, чтобы работать с уже растянутыми и нагруженными болтами. На первый взгляд это может показаться утомительным, но что более утомительно — кропотливое внимание к деталям сейчас или сломанные болты, когда пришло время разобрать его?
Резьба болтов должна быть смазана во время установки, чтобы уменьшить напряжение и обеспечить точное значение крутящего момента. При установке крепежа всегда следует использовать смазку ARP Ultra Torque Fastener Assembly Lubricant, поскольку она помогает получить правильное значение крутящего момента без нагрузки на крепеж. Если вы устанавливаете крепеж всухую, вы не получите точных показаний крутящего момента, потому что вы можете получить заедание резьбы и истирание.
Когда болты и винты выходят из строя, вы сталкиваетесь с тем, как их выкрутить. Тем не менее, извлечение болта, винта и дюбеля не должно быть трудным, если вы наберетесь терпения и тщательно продумаете процесс. Если крепеж или заглушку невозможно выбить с помощью пробойника или долота, вам придется высверливать их поэтапно, пока их можно будет извлечь с помощью экстрактора. Иногда приходится нагревать область вокруг застежки или заглушки, что приводит к расширению и ослаблению этой области. Замачивание области проникающей смазкой за несколько дней до начала процедуры дает некоторую надежду и снижает вероятность неудачи. Другой неприятностью может быть заедание гайки на шпильке или болте, которую можно устранить с помощью проникающей смазки, нагрева или их комбинации.
Почему ломаются болты
Компания Automotive Racing Products (ARP) сообщила нам, что существуют распространенные причины поломки крепежа. На самом деле каждый тип крепежа имеет уникальные физические характеристики, которые определяют их, и ARP может рассказать вам о них все.
Перегрузка при растяжении приведет к тому, что болт растянется и «горлышком вниз» перед поломкой. Для неспециалиста это означает чрезмерное натяжение или растяжение застежки. Вы получаете крутильный сдвиг (скручивание) в крепежном элементе, когда между наружной и внутренней резьбой происходит истирание (обычно из-за использования неправильной смазки или отсутствия смазки) или когда резьба наружной резьбы крепежного изделия (болт) не совпадает с внутренней резьбой (болт отверстие).
Ударный сдвиг по внешнему виду подобен сдвигу при кручении с плоскими поверхностями разрушения и явными следами удара. При ударном сдвиге неисправные болты должны были не только зажимать детали, их также просили определить местонахождение этих частей, что обычно является работой скромного установочного штифта. В большинстве случаев эти болты не были достаточно предварительно натянуты во время установки, что означает, что они были затянуты неправильно.
Другой причиной поломки болта является Циклическая усталость в двух формах — ржавая яма или неправильная установка в соответствии с ARP. Многие высокопрочные стальные сплавы подвержены коррозии под напряжением. Металлы L-19, H-11, 300M и Aeromet особенно подвержены коррозии под напряжением и должны быть хорошо смазаны. Они никогда не подвергаются воздействию влаги, включая человеческий пот. Inconel 718, ARP 3.5 и Custom age 625+, напротив, невосприимчивы как к водородному охрупчиванию, так и к коррозии под напряжением.
ARP добавляет, что многие отказы болтов вызваны недостаточной предварительной нагрузкой (правильным крутящим моментом). Когда крепеж недостаточно затянут и нагружен во время установки, динамическая нагрузка может превысить зажимную нагрузку, что приведет к циклическому растягивающему напряжению и, в конечном итоге, к разрушению. Другими словами, болт постоянно перемещается (циклически) взад-вперед и по кругу, потому что он не был затянут должным образом в соответствии со спецификациями.
Если крепежный элемент не затянут должным образом с самого начала, он не может обеспечить требуемую предварительную нагрузку (давление) на компоненты, которые он должен скреплять вместе. Точно так же, если крепеж перетянут и растянут за допустимые пределы, он, скорее всего, выйдет из строя, превысив предел текучести, сообщает ARP.
Поломки болта можно избежать, используя правильный крепеж, чистую резьбу, смазку для болтов и правильное использование динамометрического ключа. Никогда не затягивайте слишком сильно. Никогда не дергайте динамометрический ключ. И никогда не затягивайте. Всегда используйте калиброванный динамометрический ключ и крепежные детали с крутящим моментом, составляющим одну треть значения крутящего момента, чтобы увеличивать натяжение постепенно. ARP также подчеркивает необходимость использования новых крепежных элементов вместо переработки старых. В некоторых случаях безопасно повторно использовать старые крепежные детали. Например, при сборке двигателей всегда следует использовать новые крепежные детали, особенно в зонах повышенных нагрузок, таких как головки цилиндров, крышки коренных клапанов, шатуны и клапанный механизм. Компоненты шасси всегда должны получать новые крепежные детали класса 8.
Когда поломка болта и повреждение резьбы не подлежат восстановлению
Иногда поломка болта выходит за рамки простого извлечения болта и требует полного высверливания болта и резьбы. Поврежденную резьбу иногда можно прогнать и очистить с помощью нарезки резьбы или метчика. Когда они настолько сильно повреждены, что их невозможно очистить, остается только высверлить их и заменить на вставку Heli-Coil или Time-Sert.
Heli-Coil и Time-Sert отличаются удобством и стоимостью. Вставка Heli-Coil является более доступной из двух и ее легче найти на месте. Time-Sert — невероятная инновация и, следовательно, более дорогая. Ремонтные комплекты Heli-Coil и Time-Sert доступны в Summit Racing Equipment.
При ремонте или замене резьбы необходимо уделять особое внимание деталям. Убедитесь, что вы используете сверло подходящего размера для вырезанного отверстия. Сверло должно быть абсолютно параллельно отверстию. Вы можете использовать поверочную линейку или прецизионный стальной блок в качестве направляющей или даже сверлильный станок и тиски, если деталь можно снять с автомобиля. Всегда проверяйте точность перед началом сверления.
После высверливания поврежденной резьбы удалите весь мусор из отверстия сжатым воздухом или пылесосом. Когда вы возьмете метчик Heli-Coil нужного размера, смажьте резьбу суперпенетрантом Permatex Fast Break и медленно ввинчивайте и выкручивайте метчик. Сделайте полный оборот крана и медленно поверните его на пол-оборота, чтобы удалить мусор. Продолжайте запускать метчик до тех пор, пока резьба не войдет в отверстие на всю глубину. Промойте отверстие очистителем тормозов и дайте ему высохнуть.
Вставка Heli-Coil ввинчивается в резьбу до упора. Рекомендуется использовать резьбовой фиксатор Permatex на наружном диаметре вставки Heli-Coil для обеспечения безопасности. Как только Heli-Coil будет установлен, отломите хвостовик, и вы готовы к сборке. SRM
Задача крепежа заключается в обеспечении зажимного давления между двумя деталями, чтобы скрепить их. Напряжение на болте — это то, что оказывает давление. То, как мы выбираем и устанавливаем крепеж, определяет успех или неудачу крепежа. Вы должны выбрать правильный крепеж для работы, чтобы начать с. Затем правильная установка определяет успех или неудачу. Выбор правильного крепежа для работы напрямую влияет на успех или неудачу. Ознакомьтесь с классами и прочностью болтов и выберите правильный крепеж для работы. Двигатели, например, получают крепеж не ниже класса 8. Эти болты головки блока цилиндров из высокоуглеродистой стали могут выдерживать огромные нагрузки и выдерживать большие нагрузки. Тем не менее, эти липкие нити должны быть очищены для повторного использования или выброшены в обмен на новые болты с головкой ARP. Новый крепеж «растягивается» на определенную величину, обеспечивая прижимное усилие. Более того, способность застежки «отскакивать», как пружина, дает вам усилие зажима, для которого она была разработана. Когда вы прикладываете крутящий момент и растягиваете крепеж, вы прикладываете зажимное усилие. У каждого крепления есть точка разрыва. ARP сообщает нам, что максимальное допустимое растяжение болта составляет 0,0005 дюйма, прежде чем болт будет поврежден и его нужно будет выбросить. Лучшая защита от поломки болта — это новое оборудование при каждой сборке двигателя. ARP предлагает полные комплекты оборудования для двигателя. А то, что не входит в комплект, можно приобрести отдельно. Правильная установка — это то, что предотвращает поломку болта. Лучшей гарантией от поломки болта является чистая резьба, смазка и правильный крутящий момент. Никогда не затягивайте крепеж без смазки. Всегда используйте динамометрический ключ. Необходимо смазывать не только резьбу болта и ресивера, но и любые контактные поверхности, такие как головка болта, где применяется натяжение, и вам нужен смазочный клин. Permatex Form-A-Gasket существует уже давно. потому что он остается фаворитом в отрасли, потому что работает так хорошо. Нанесите Form-A-Gasket на резьбу болтов и получите хорошее уплотнение там, где болты проникают в водяную рубашку. Form-A-Gasket обеспечивает смазывающую способность при приложении крутящего момента, а затем отверждается для обеспечения уплотнения. Там, где требуется глубокая герметизация, резьбовой герметик Permatex с тефлоном применяется к болтам головки цилиндров в мокрых деках и шпилькам коромысел, которые входят в водяные рубашки. Системы охлаждения создают очень агрессивную среду, поэтому резьба болтов должна быть защищена. Вы также можете использовать Permatex’s The Right Stuff для резьбы болтов. Это то, что мы подразумеваем под чистой резьбой. Все резьбы должны быть чеканными и последовательными для правильной установки болтов. Если они не убираются с помощью нитеобрезателя, запустите кран. Вот хороший пример того, что не следует делать. Вы видите несоответствие отверстий под болты в этой блочной колоде? Отверстия под болты повреждены и забиты мусором. Все отверстия под болты должны быть обработаны и подтверждены чистыми. Если есть какие-либо заедания при закручивании болта, требуется дополнительная очистка. Проходы масляного камбуза требуют той же дисциплины, что и отверстия под болты. Резьбы должны быть обработаны и проверены на чистоту перед сборкой. Очистку резьбы следует выполнять, пока отливка находится на стадии механической обработки, перед окончательной очисткой для удаления любого мусора. На резьбу заглушки следует наносить герметик. Когда болт заедает и ломается в отливке или поковке, вам придется высверливать его, чтобы вытащить. Извлечение болта начинается с небольшой отметки направляющим сверлом, чтобы отцентрировать сверло и инструмент для извлечения болтов. Используйте титановое или кобальтовое сверло, чтобы врезаться в болт. Сверлите на низкой скорости со смазкой и легким давлением, позволяя сверлу медленно врезаться в стержень болта. Начните с 1/8-дюймового сверла и постепенно увеличивайте размер до достаточного размера, чтобы в него можно было вставить экстрактор для болтов. Вам нужен экстрактор для болтов самого большого размера. После того, как отверстие просверлено до нужного размера, вставьте экстрактор для болтов, как показано здесь, и поверните против часовой стрелки. Вы не хотите сломать экстрактор болта в болте. Поскольку экстрактор тверже болта (а также более хрупок), он может сломаться в болте и его невозможно будет высверлить. Нам повезло с этим, и он вышел сразу. Если у вас неподатливый стержень болта, нагрейте окружающее пространство и повторите попытку. Никогда не применяйте силу к экстрактору болта. Когда болт будет успешно извлечен, нанесите на резьбу проникающую смазку, а затем очиститель тормозов. Отверстия для свечей зажигания могут быть проблемным местом, особенно с алюминиевыми головками. Обработайте отверстия для свечей зажигания с помощью резьбонарезного инструмента и проникающей смазки, чтобы очистить резьбу. Убедитесь, что поршень находится в верхней мертвой точке при открытом выпускном клапане. Затем продуйте камеру сжатым воздухом, чтобы удалить весь мусор из выхлопной трубы. Удаление заглушки из стальной трубы в алюминиевой отливке представляет собой неприятный кошмар, связанный с коррозией. Всегда выбирайте латунную заглушку, никогда не гладьте алюминиевые отливки. Высверлите трубную заглушку, начиная с небольшого сверла диаметром 1/8 дюйма и постепенно увеличивая его до размера, достаточного для размещения экстрактора. Если у вас есть железная трубная заглушка, застрявшая в алюминиевой отливке, заранее смочите место проникающей смазкой за несколько дней. Нагрейте окружающее пространство, стараясь не деформировать и не расплавить алюминий. Поверните экстрактор вилки, постукивая по области, окружающей вилку. Сухой лед на пробке сожмет пробку, и ее будет легче удалить. Не сломайте экстрактор в заглушке. Резьбовые вставки Heli-Coil спасли многие проекты, потому что они представляют собой самую простую систему ремонта резьбы. Аккуратно высверлите поврежденное отверстие, нарежьте новую резьбу и установите вставку Heli-Coil. Начните установку Heli-Coil, высверливая существующую резьбу, как показано на рисунке. Сверлите медленно и осторожно. Вы не хотите сверлить больше размера. Метчик Heli-Coil нарезает свежую резьбу в железном блоке для подготовки вставки Heli-Coil. Удалите мусор пылесосом или сжатым воздухом, защищая глаза и лицо. Обратите внимание на использование стального блока для обеспечения прямого выстрела. Ввинтите вставку Heli-Coil в резьбовое отверстие и зафиксируйте ее на месте. Отломите хвостовик после того, как резьбовая вставка будет установлена на место. Summit Racing Equipment предлагает вам широкий выбор вариантов извлечения болтов, включая Bust-N-Out (PN SUM-902-375) для приложений 3/8 дюйма, 16, 24 и M10. Компания Summit предлагает множество других размеров в зависимости от необходимого размера. Набор для извлечения трубных ниппелей Harbour Freight Warrior разработан для отделения трубных ниппелей от отливок и фитингов без растрескивания, повреждения или царапин. Эти высококачественные экстракторы трубных ниппелей изготовлены из прочной термообработанной стали и имеют цинковое покрытие для защиты от коррозии. При необходимости нагрейте, чтобы вытащить застрявшую трубную заглушку. Поврежденная резьба может быть восстановлена до состояния лучше нового в отверстиях свечей зажигания, топливных впускных отверстиях карбюратора, отливках трансмиссии и двигателя, пробках слива масла, выпускных и впускных коллекторах, головках цилиндров, тормозные суппорты и элементы подвески. Как? С комплектом для ремонта резьбы Heli-Coil от Summit Racing Equipment.