Машина для контактной точечной сварки типа МТ и современные модели
Сварка сетки: многоэлектродная автоматическая машина контактной точечной сварки, ручная линия сварки
Компания «Росстройтех» является объединением инновационных производителей оборудования, машин для автоматической и ручной контактной сварки сетки. Оптимальное сочетание проверенных годами технологий и современных конструкторских решений позволяют нам создавать сварочные линии и машины контактной точечной сварки, соответствующие по уровню решениям ведущих европейских производителей и значительно превосходящие китайского производителя.
Талантливые сотрудники конструкторского и технологического бюро разрабатывают высокоэффективные и простые в использовании машины контактной сварки различного типа, включая МТ. Одна из наших задач – способствовать минимизации затрат клиента при производстве. Поэтому все оборудование, ручные сварочные линии или машины контактной точечной сварки, имеют в своем составе доступные, но эффективные технологии. Такой подход позволяет конечному пользователю получить полный контроль качества над выпускаемой продукцией.
Такой подход позволяет конечному пользователю получить полный контроль качества над выпускаемой продукцией.
Полуавтоматическая многоточечная машина сварки сеток
Ручная линия сварки для производства кладочной сетки
Аппарат для точечной контактной сварки МТР
Автоматическая контактная сварка на наших аппаратах – это контролируемый и эффективный процесс. Машины для контактной точечной сварки МТ, выпускаемые «Росcтройтех», являются технологичными, мощными и способными выполнять широкий круг работ. И это сказывается на их востребованности. Реализация положительного опыта зарубежных производителей и строгий учет российского потребительского рынка – основные приоритеты в нашей работе.
В своих разработках мы стремимся использовать энергосберегающие технологии. Это позволяет нашим аппаратам для автоматической или ручной контактной сварки выигрывать перед аналогами в расходах на эксплуатационное обслуживание.
Еще одно из главных преимуществ нашего предложения – это компактность сварочного оборудования.
Мы предлагаем не только современное, но и надежное оборудование. Каждая машина контактной точечной сварки или ручная сварочная линия проходят тщательное поэтапное тестирование на производстве. Поэтому в качестве своей продукции мы полностью уверены.
В настоящий момент наша компания готова предложить следующее оборудование для производства сварной сетки:
1. Ручная сварочная линия сварки сеток
- В тех случаях, когда необходимо производить плоские и широкие сварные конструкции, ручная сварочная линия является экономичным альтернативным вариантом машинам многоточечной сварки сеток. В отличие от трудоемкого труда сварщиков, наши линии обеспечивают высокую производительность при полном контроле над качеством конечного изделия.


2. Полуавтоматическая многоточечная машина контактной сварки сеток из мерных прутков типа МТ
- Полуавтоматическая контактная сварка требует надежного оборудования, которое обеспечило бы качество конечному изделию и простоту производства. «РосСтройТех» выпускает профессиональное сварочное оборудование, в том числе и для этих целей. Машина контактной точечной сварки представляет собой линию для изготовления сварных сеток из мерных прутков. Одна из ее особенностей – предварительная подготовка прутков. Машина контактной сварки МТ работает с заранее правлеными и нарезанными в размер прутками, которые из бункерных лотков в автоматическом режиме подаются в зону сварки.
3. Автоматические многоточечные машины контактной сварки сеток с подачей проволоки из бухт и бобин
- Автоматическая подача проволоки и рубка непосредсвенно перед сваркой сетки позволяет достичь высокой скорости и огромных объемов производства. Многоэлектродные машины сварки работают в полностью автоматическом режиме, при этом ситема бухтодержателей обеспечивает подачу продольной и поперечной проволоки в зону сварки сварочного портала для бесперебойного производства готовой сварной сетки. Станки выпускаются в стандартном и компактном варианте для размещения в цеху.
 Станки выпускаются в стандартном и компактном варианте для размещения в цеху.
Станки выпускаются в стандартном и компактном варианте для размещения в цеху.Категории
Станки контактной сварки
Оборудование для заводов ЖБИ
Правильно-отрезные станки
Воронежская областьБелгородская областьБрянская областьКурская областьТамбовская областьКалужская областьОрловская областьТульская областьЯрославская областьИвановская областьКостромская областьМоскваМосковская областьТверская областьРязанская областьСмоленская областьВладимирская областьЛипецкая областьРеспублика ДагестанСтавропольский крайЧеченская РеспубликаКарачаево-Черкесская РеспубликаИнгушетияКабардино-Балкарская РеспубликаСеверная Осетия — АланияКраснодарский крайАстраханская областьРеспублика КалмыкияВолгоградская областьАдыгеяРостовская областьКрымСевастопольСанкт-ПетербургЛенинградская областьМурманская областьРеспублика КарелияНовгородская областьВологодская областьАрхангельская областьНенецкий автономный округКалининградская областьРеспублика КомиПсковская областьВитебская областьМогилевская областьГомельская областьБрестская областьГродненская областьМинская областьРеспублика Саха (Якутия)Камчатский крайПриморский крайХабаровский крайАмурская областьМагаданская областьСахалинская областьЕврейская автономная областьЧукотский автономный округРеспублика БурятияРеспублика ТываРеспублика ХакасияАлтайский крайЗабайкальский крайКрасноярский крайИркутская областьКемеровская областьНовосибирская областьОмская областьТомская областьКурганская областьСвердловская областьТюменская областьЧелябинская областьХанты-Мансийский автономный округ — ЮграЯмало-Ненецкий автономный округРеспублика БашкортостанРеспублика Марий ЭлРеспублика МордовияРеспублика ТатарстанУдмуртская РеспубликаЧувашская РеспубликаКировская областьНижегородская областьОренбургская областьПензенская областьУльяновская областьСамарская областьСаратовская областьПермский крайОстальные регионы России и страны
630015, Россия, г. Новосибирск, ул. Планетная, д. 30, к1-1а
Новосибирск, ул. Планетная, д. 30, к1-1а
Тел: +7 (383) 287-12-93 — по оборудованию
Email: [email protected] (для заказов)
Время работы: Пн-Пт, с 9.00 до 18.00
(+4 часа к МСК)
Используйте WhatsApp и Viber
чтобы отправить сообщение + фото.
Тел: , +7-983-310-48-27, +7-983-510-31-49
Технические консультации, запасные части:
Тел: +7 (383) 239-48-27
Тел: +7 (383) 310-31-49
Email: [email protected]
Время работы: Пн-Пт, с 9.00 до 18.00
(+ 4 часа к МСК)
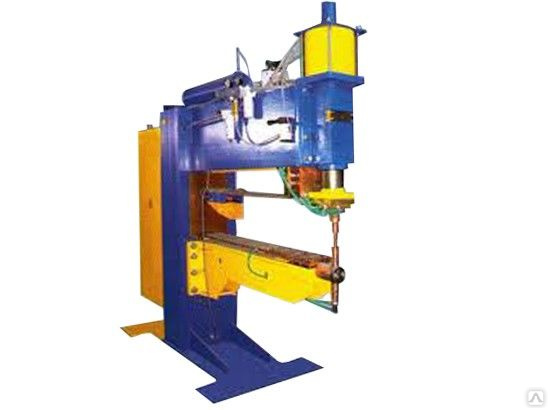
Машина контактной сварки МТ-23192 500 мм — цена, описание и характеристики
Машина контактной сварки с вылетом 500 мм и линейным ходом предназначена для точечной сварки переменным током деталей и конечных изделий из
- низкоуглеродистых
- нержавеющих сталей
- титановых и алюминиевых сплавов
- крестообразных соединений стержней арматуры класса А1, В1, А2, В3.
- Обладает высокой надежностью, быстродействием и невысокой ценой.

Машина претерпела значительные изменения с целью повышения надежности, функциональности и быстродействия.
- новый пневмоцилиндр с направляющими
- новое пневмооборудование Camozzi Automation
- фазовое регулирование
Самая быстродействующая машина в своем классе.
Достигнуто в результате технического усовершенствования, благодаря которому подача сварочного импульса происходит сразу после достижения установленного усилия сжатия. В аппаратах других производителей начало сварки может произойти раньше, что приводит к пережиганию металла и огромному количеству искр, либо к значительному замедлению работы после выставления начала сварки с запасом времени.
Особенности МТ 23192:
Компактная, быстродействующая и простая в эксплуатации машина универсального назначения.
Встроенное охлаждение электродов и трансформатора.
Пневматический привод.
Отличный внешний вид.
Быстрая настройка и перенастройка режимов сварки.
За счет оптимальной электрической конструкции потребление значительно НИЖЕ!!!, чем у машин других производителей.
Интуитивно понятная настройка сварочного цикла

Комплект поставки:
Машина контактной сварки 1 шт. Педаль напольная 2 шт Кабель силовой 1,5 м. Наконечники 4 шт. Блок водяного охлаждения 1 шт. Паспорт 1 шт. Руководство по эксплуатации 1 шт.
- Бренд Наука и Техника
- Ход верхнего электрода Линейный(вертикальный)
- Привод сжатия Пневматический
- Напряжение питания,В 380
- Диапазон толщин свариваемых деталей,мм
- Максимальная производительность (сварок/мин) 120
- Число ступеней регулирования сварочного тока 4
- Потребляемый ток в момент сварочного импульса,А 400
- Количество охлаждающей жидкости (л) 5
- Максимальный рабочий ход верхнего электрода (мм) 60
- Номинальное усилие сжатия электродов (кг) 500
- Вес, кг/ед 235
- Охлаждение
- Охлаждающая жидкость
| Диапазон толщин свариваемых деталей: | mm |
| листовая сталь: | 6 + 6 |
| проволока, арматура: | 18 + 18 |
| алюминий и его сплавы: | 1. 8 + 1.8 8 + 1.8 |
| Мощность при ПВ = 50%: | 86 кВА |
| Вылет электродов, мм: | 500 |
| Диапазон сварочных токов, кА: | 9 — 23 |
| Номинальный сварочный ток, кА: | 19 |
| Число ступеней регулирования сварочного тока: | 4 |
| Напряжение сети, В: | 3 x 380 |
| Выходное напряжение холостого хода, В: | 5.4 — 7 |
| Максимальный рабочий ход верхнего электрода, мм: | 70 |
| Номинальное усилие сжатия электродов, кг: | 250 — 640 |
| Привод сжатия электродов: | пневматический |
| Охлаждение | жидкостное, автономное, скрытое |
| Охлаждающая жидкость: | вода, смесь воды с тосолом |
| Количество охлаждающей жидкости: | 4. 5 5 |
| Габаритные размеры | 1.3 x 0.4 x 1.6 |
| Сухая масса, кг: | 270 |
Станок с ЧПУ для контактной сварки дверей
Автоматический ЧПУ станок для контактной сварки металлических дверей
Нижний электрод это платформа кондуктор для размещения заготовок, перемещаясь вдоль направления оси Y;
Верхние электроды левый и правый установлены на платформы, они двигаться вместе с осью X;
Каждая сварочная головка оснащена сварочным источником питания.
Платформа перемещается вместе с направлением оси Y в положение сварки согласно заданной программе положения.
Сварочные головки перемещаются с обеих сторон к середине и сваривают этот ряд. После сварки ряда перемещается в направлении оси Y в другой ряд.
В то же время обе стороны платформы работают постоянно, пока не завершат сварку.
Машина выполнить загрузку, фиксацию, сварку заготовки за один раз;
Станок автоматически перемещает и сваривает в соответствии с заданным положением;
Электроды в положении 0 автоматически производят шлифование поверхности, что дает всегда качественную сварку и снижает время для ремонта и обслуживания электродов;
Это дает гарантии стабильности точки сварки, улучшает качество продукции и эффективность производства и снизить себестоимость продукции.
Станок автоматический и решает нестабильное качество и производственный дефект при ручной работе; Максимальный размер плоского стола — 2500 x1250 мм.
Комплектации:
- Силовая полупроводниковая аппаратура корпорации IXYS США с высокой точностью и длительным сроком службы.
- Сервомотор TECO Тайваня с удобным управлением, быстрым ответом и высокой точностью.
- Интегральная система Motorola США и PLC от Японии SIEMENS с быстрой реакцией и стабильной производительностью.
- Интеллектуальная система управления с сенсорным экраном Япония Panasonic, которая связана с автоматической системой сигнализации об ошибках. Четкий интерфейс, простота в эксплуатации и стабильная производительность.
- Инверторные трансформаторы средней частоты малые размеры, легкий вес, стабильные в работе. Использование листов из высококачественного медного сплава с хорошей электрической проводимостью. Меньше энергопотребления, более мощная и стабильная емкость.
- Интеллектуальная система управления микрокомпьютерной сваркой для контроля компенсации колебаний напряжения в сети в пределах ± 15%. Быстрая компенсация тока для обеспечения стабильного сварочного тока источника питания.
- Пневматические компоненты от SANWO в Корее для стола.
- Электрооборудования — Mitsubishi и Omron Японии с идеальным сроком службы и производительностью.
- Строго соблюдайте стандарт безопасности CE для проектирования машины.
- Гарантируем непрерывную работу 20 часов в день.
 Меньше энергопотребления, более мощная и стабильная емкость.
Меньше энергопотребления, более мощная и стабильная емкость.Входное напряжение | 380v, 3-х фазное |
Входная мощность | 100KVAx2 |
Входной ток | 150 A |
Выходное напряжение | DC5. |
Макс. Ток сварки | 15000 Ax2 |
Настройка сварки | 101 Вид |
Настройки позиций сварки | 5000 Вид |
Размер сварочной платформы | 2500mm x 1250mm |
Сервомоторов ось X | 2 компл. |
Сервомотор ось Y | 2 компл. |
Скорость перемещения устройства | 800 mm/sec |
Мощность серводвигателя | 450 W |
Сварочный цилиндр | 2 х.(80x50mm) |
Сварные электроды | 2 компл. |
Плоский стол с нижним электродом | 1 |
Рабочий температурный режим | 10-50 С |
 5 V
5 V
2. Состав машины
1) Рама машины: Усиленная стальная специальная конструкция обеспечивает прочность и стабильность работы станка.
2) Система источника питания:
Два комплекта преобразователей с инверторной сварочной трансформаторной установкой среднего напряжения 100 КВА. Вторичный ток — 15000А. Коэффициент полезного действия составляет 25%. Выходной сварочный ток составляет 15KA. Трехфазный источник питания, со специальным инверторным выпрямителем, преобразуется в напряжение переменного тока 1000 Гц, а затем передает на среднечастотный трансформатор. Ток выпрямляется для сварки постоянным током. Этот источник питания отличается от источника переменного тока от источников переменного тока общего типа, поскольку он может регулироваться быстро и точно. Настройка станка позволяет потреблять мощность от электросети намного ниже, чем у источников общего типа.
Настройка станка позволяет потреблять мощность от электросети намного ниже, чем у источников общего типа.
3. Основные преимущества сварки MF с инверторным источником повышенной частоты
К их преимуществам можно отнести миллисекундную регулировку времени сварочного тока, что позволяет получать импульсы, сопоставимые с продолжительностью времени конденсаторного разряда и менее для точного тепло вложения в образование сварного ядра при сварке малых толщин. При этом повышается качество соединений, уменьшается вероятность выплесков, минимизируются деформации свариваемых поверхностей, увеличивается ресурс стойкости электродов. Задачи, которые раньше решали при помощи конденсаторной сварки, теперь могут быть решены более экономичным способом с использовании машин серии MF.
- Ток вторичной сварочной обмотки — постоянный ток.
- Трехфазная сбалансированная нагрузка снижает энергопотребление. Коэффициент мощности близок к 1. Нет электрической индуктивности, поэтому нет необходимости регулировать коэффициент мощности.
- Нет искрения и загрязнения источника питания. Это своего рода экологически безопасный метод сварки.
- Уменьшите потребление энергии, экономия энергии. Сократите требования к кабелям и значительную стоимость обслуживания.
- Вес трансформатора значительно меньше. Он легкий и удобный. Вес и размер трансформатора MF все 30 % от веса трансформатора переменного тока. Подходит для роботизированной сварочной системы
- Увеличьте эффективность ввода тепла. Выход сварочного трансформатора представляет собой постоянное напряжение без нарушения индуктивности. Чистый DC не имеет дефекта нулевого прохода. Эффективность тепла резко возрастает.
- Интеллектуальное цифровое управление с полным закрытым контуром. Ток управления сваркой будет более точным. Точность регулировки и точность контроля в 20 раз выше, чем система переменного тока. Управление защищает инвертор и трансформатор.
- Цифровое управление может улучшить точность управления и точность измерений. Точность времени сварки – ms , которая может помочь вам контролировать время сварки в случайном порядке.

 Точность времени сварки – ms , которая может помочь вам контролировать время сварки в случайном порядке.
Точность времени сварки – ms , которая может помочь вам контролировать время сварки в случайном порядке.4. Система управления сваркой:
Простой, легкий и удобный рабочий интерфейс с цифровым управлением частотным инвертором. Уникальные характеристики автоматического обнаружения, компенсации, контроль отказа от работы при снижении сварочного тока, эффективно предотвращает явления «свободная сварка и холодной соединение» Система управления программируется и хранит 101 тип моделей сварки. Быстрая реакция и высокая точность управления гарантирует получение высококачественных сварочных точек.
5. Система сварочных электродов:
Станок оснащен двумя сварочными головками с электродами на правой и левой стороне. Электроды управляются пневматическими цилиндрами с ходом штока 50 мм, перемещения сварочных головок с помощью серводвигателей в двух направления по оси Х.
6. Система позиционирования (рабочая платформа):
Плоская рабочая платформа. Работает независимо и движется автоматически по направлению оси Y. Платформа с позиционирующим устройством хорошо фиксирует листовой металл, может гарантировать высокую точность сварки и удобную сборку и демонтаж.
Работает независимо и движется автоматически по направлению оси Y. Платформа с позиционирующим устройством хорошо фиксирует листовой металл, может гарантировать высокую точность сварки и удобную сборку и демонтаж.
7. Основная система управления:
Управление станком, ввод данных происходит через сенсорный экран Panasonic пр. Япония на английском языке. ПЛК управляет всем станком и отвечает за чтение, передачу и управление всеми видами обработки сигналов и координации, что гарантирует качественное выполнение продукции. Система управления может хранить в памяти 30 сварочных моделей и каждая модель хранит 5000 позиций сварки. Самодиагностика станка позволяет контролировать возникновение неисправностей.
Цена
по запросу
Связаться с нами
Ваше имя
Телефон
Заявка
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 х 25мм. до 200мм. х 200мм., диаметром проволоки от 2мм. до 8мм.
х 25мм. до 200мм. х 200мм., диаметром проволоки от 2мм. до 8мм. характеристики
характеристики Также, предоставляем контакты и запасные части.
Также, предоставляем контакты и запасные части.

 ..
..Машина контактной сварки в Харківом
«Pei-Point» — виробник обладнання для контактного зварювання.
Марка «Pei» існує більше 40 років на міжнародному ринку. Якість і надійність устаткування під час збирання-зварювання деталей з тонколистового металу – основний принцип компанії.
Область застосування контактного зварювання вельми обширна – від великогабаритних будівельних конструкцій і космічних апаратів до мініатюрних напівпровідникових пристроїв і мікросхем.
Машини з радіальним ходом електродів серії BSM | BSP | PB | PBP.
Радіальний тип машин для створення зусилля на електродах використовується поворотний рух. Такі верстати можуть мати механічний ножний привід або працювати від пневмоциліндра. Зусилля на електродах зменшується із збільшенням вильоту (довжини руки). Зазор між електродами буде зростати по мірі збільшення вильоту. Вона є досить функціональною, має здатність проникати в деякі важкодоступні місця.
Машини з лінійним ходом електродів серії PF.
У вертикальних верстатах використовується прямолінійний хід електрода. Сучасні зварювальні апарати вертикального типу мають пневмоциліндр, розташований безпосередньо над держателем електрода. Таким чином, вдається усунути прослизання електрода.
Сучасні зварювальні апарати вертикального типу мають пневмоциліндр, розташований безпосередньо над держателем електрода. Таким чином, вдається усунути прослизання електрода.
Довжина вильоту вертикальної контактної машини фіксована. Якщо потрібно більший зазор між електродами, необхідно додавання опції зворотного або регульованого ходу циліндра.
Машини з лінійним ходом електродів з інверторним джерелом серії PF Inverter.
Переваги машин з інверторним джерелом живлення:
Навантаження при роботі машини контактного зварювання розподіляється рівномірно по 3-м фазах мережі
Навантаження має характер резистивно –ємнісний; минимумреактивноймощности.
Компенсація відхилень режимів контактного зварювання при осідання напруги живильної мережі
Харчування вторинного контуру машини контактного зварювання здійснюється постійним струмом, що мінімізує індуктивний опір контуру і втрати пов’язані з ним.
При введенні феромагнітної маси в контур (деталі) опір контура змінюється незначно і втрати потужності машини контактного зварювання не відбувається.
Настільні машини точкового зварювання PFB.
Ці машини так само як і стаціонарні призначені не для епізодичних зварок а для нормальної промислової експлуатації. Повністю водяне охолодження вторинного контуру, наявність блоку підготовки повітря, розширені функції управління циклом контактного зварювання – “ все як у великих ” .
Доводиться стикатися з завданнями по контактній зварці, коли з одного боку не потрібні машини великої потужності а з іншого – необхідно встановити кондуктор для виробів, працювати з малими за розмірами виробами або одночасно 2-ма (а іноді і 4-ма) машинами на одному виробі. У деяких випадках станина стандартної машини контактного зварювання тільки посідає необхідне місце в робочій зоні, яке може бути використане для складування деталей, розміщення деталей кондуктора, ніг зварювальника.
не Можна забувати, що ергономіка робочого місця і швидкість подачі деталей в контур машини контактного зварювання мають величезний вплив на кінцеву продуктивність.
Машини односторонньої точкового зварювання серії GS.
Ці пристрої не є самостійно працюючими машинами контактної точкової зварки, але з успіхом застосовуються при створенні установок за зварюванні різних площинних виробів, особливо при високих вимогах до відсутності ушкоджень одній із поверхонь.
Підвісні пістолети точкового зварювання серії PN і PN»С»
Підвісні кліщі з водяним охолодженням для контактної точкової зварки, з вбудованим контролером (регулятором) циклу зварювання. Ці кліщі контактного зварювання не містять пневмо — гідравлічних перетворювачів і вимагають мінімального обслуговування при експлуатації, мають непоганий ергономікою (балансування), що дозволяють використовувати їх в серійному виробництві. Система підвіски кліщів контактного зварювання дозволяє їх нахил і вільне обертання навколо осі.
Зварювальні кліщі можуть поставлятися у виконанні і з розташуванням регулятора циклу зварювання в окремій шафі. Цифра, що стоїть після марки позначає номінальну потужність зварювальних кліщів.
Портативні машини точкового зварювання серії PN INVERTER.
Застосування інвертора і живлення силового трансформатора зварювальних кліщів струмом високої частоти дозволяє:
- значно знизити масу кліщів і зробити їх ще більш мобільними
- знизити навантаження на мережу, повністю уникнути можливого перекосу навантаження по фазах
- чітко дозувати енергію імпульсу струму в циклі контактного зварювання
- зварювання на постійному струмі робить процес менш чутливим до знаходження феромагнітних мас усередині вторинного контуру
- скорочення часу зварювання точки на 10-15%
- збільшення терміну служби електродів
Блок керування циклом зварювання і силовий інвертор розташований в окремій шафі.
Портативні машини двосторонньої точкового зварювання серії DR.
Одним з можливих застосувань є застосування таких модулів так само , як і підвісних кліщів контактного зварювання.
Ці модулі контактного зварювання для промислового застосування оснащені рідинним охолодженням, але зусилля стиснення прикладається за рахунок фізичної сили робітника, тому постійність якості такими модулями односторонньої точкового зварювання невисока.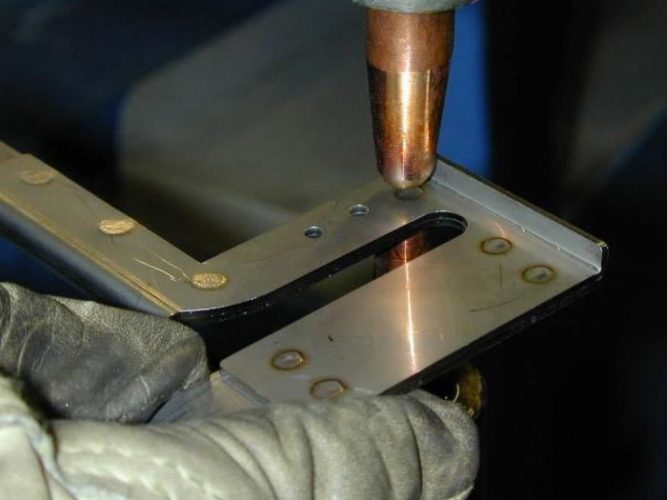
Підключення – до окремо розташованого шафі керування з регулятором циклу зварювання.
Їх застосування дозволяє приварювати листову низько вуглецеву сталь до масивним підстав товщиною до 1.5 мм. Стандартне відстань між електродами 44 мм (може бути збільшено за рахунок застосування фасонних електродів).
Для роботи з ручними модулями односторонньої контактної точкової зварки рекомендуються балансири і системи підвісу і пересування.
Машини рельєфного зварювання серії PFP | PFP Inverter | PFT.
Рельєфний тип Верстати рельєфного типу мають ті ж основні конструктивні особливості, що і вертикального типу. Замість хоботовданные машини оснащені жорсткими нижніми платформами і верхніми притисками, які кріпляться безпосередньо під головою пневмоциліндра. Ці платформи спеціалізовані електроди для рельєфного зварювання. Т-образні пази верхньої і нижньої платформи розташовані під кутом 90 градусів один до одного так, щоб можна було коректувати по осі Х один електрод, а по осі Y інший для забезпечення правильного вирівнювання.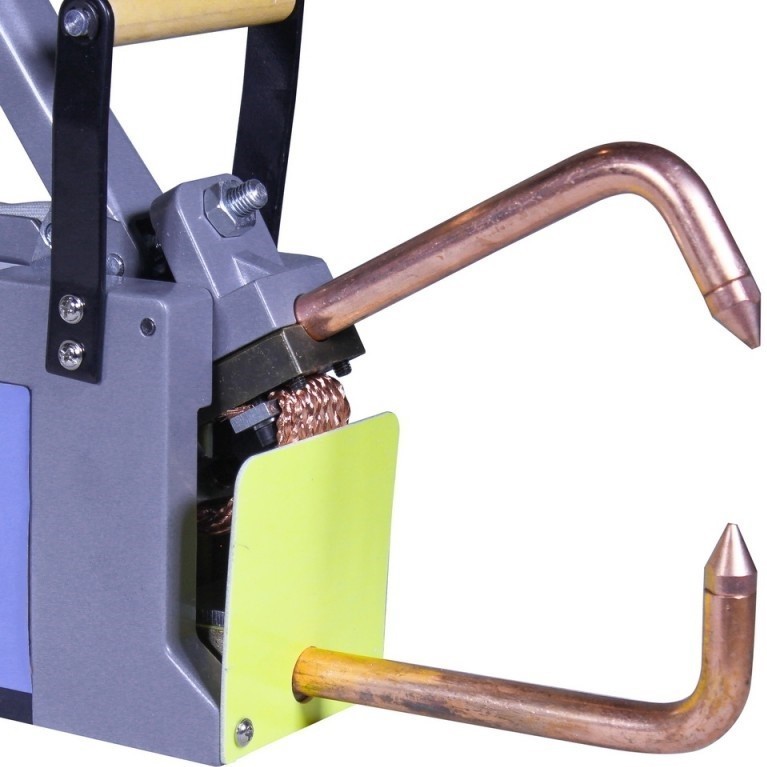
Машины рельефной сварки, как правило, оснащены трансформаторами, которые производят вторичный ток большей силы, чем в вертикальных или радиальных аппаратах сопоставимой мощности кВА.
Рельефная сварка также может быть поставлена в комбинации с другими типами станков. Короткие хоботы на машине точечной сварки с обычным держателем электрода могут быть оснащены соответствующими платформами. Поскольку руки контактной машины заканчиваются дальше держателя и цилиндра, комбинированные станки обычно характеризуются двумя значениями вылетов.
Машины контактной сварки постоянного тока. Они оснащаются программируемыми контроллерами (регуляторами цикла контактной сварки) с различной емкостью памяти программ. Использование постоянного тока и трехфазного питания машины позволяет поднять мощность и использовать вторичный контур с большой площадью.
Одна из модификаций – машина PFC – позволяетвестисварку, втомчислеис перекрывающимисяточкамивместахс затрудненными доступом, где шовная сварка затруднена или невозможна.
Машины шовной сварки серии PFR.
Машины контактной шовной сварки это оборудование для низкозатратной и высокопроизводительной сварки нахлесточных швов. Чаще всего это различные емкости: топливные баки, бочки, мембраны, сильфоны, бойлеры, кухонные мойки и др.
Машины контактной шовной сварки находят применение в серийном или массовом производстве, –вторичныйконтуриегоконфигурацияподстраиваетсяподтипвыпускаемых изделий или свариваемых деталей.
Возможны конфигурации вторичного контура машин — с отклонением роликов для сварки по отбортовке, например при сварке топливных баков, комплектация пантографами для оснастки “подизделие”длясваркинанебольшихтоках при затрудненном доступе к месту шва, сварки продольных швов, с двумя приводными роликами, для контактной шовной сварки обечаек малых диаметров с 2-х сторонним доступом.
Машины для сварки стальных, алюминиевых, медных и латунных проводов серии BTW.
Пневматическое управление.
Настраиваемое расстояние между электродами.
Регулируемое обжатие и сжатие.
Цифровой контроллер PX1500 plus
Сварочные и остальные функции контролируются при помощи микропереключателя.
Одновременное или независимое (опция) зажатие.
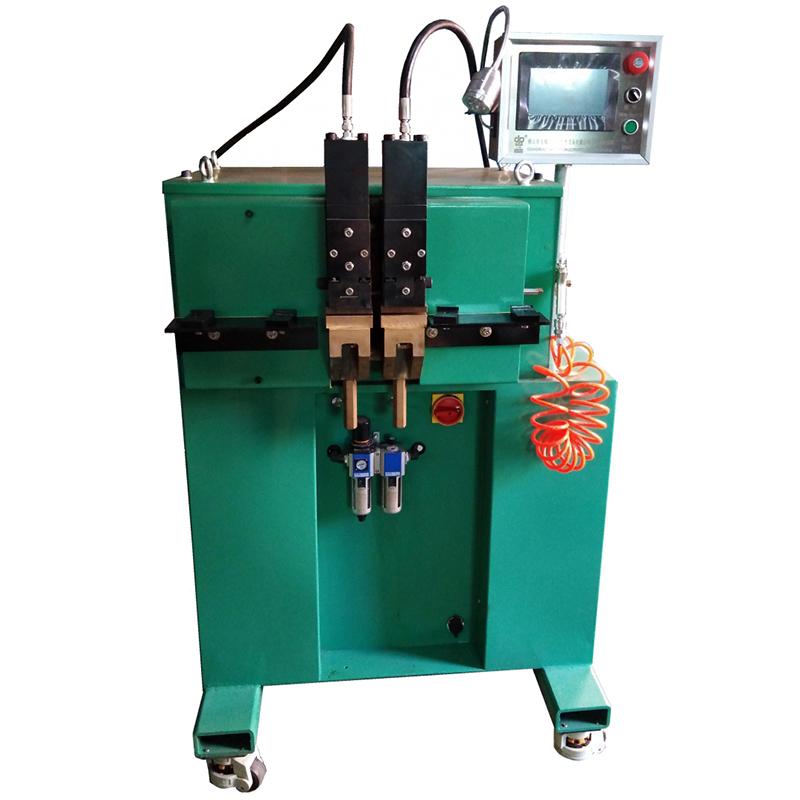
Машина контактной сварки МСО 606 НГ — Стыковая сварка — ПРОДУКЦИЯ — ООО «ЮГ-Сварка»
Машина контактной сварки МСО-606НГ предназначена для контактной стыковой сварки непрерывным оплавлением и оплавлением с подогревом заготовок режущего инструмента квадратного и круглого сечения из инструментальных сталей марок Р18, Р9М4К8-МП, Р12Ф2К5М3-МП с конструкционными и легированными сталями марок сталь 45, сталь 30ХГСА в различных сочетаниях.
Условия эксплуатации машины в исполнении УХЛ4 по ГОСТ 15150-69:
а) высота над уровнем моря до 1000м;
б) температура окружающего воздуха в рабочем помещении от +1°С до +35°С;
в) среднегодовое значение относительной влажности окружающего воздуха при температуре +20°С не более 60%, верхнее значение относительной влажности 80% при +25°С и при более низких температурах без конденсации влаги;
г) температура охлаждающей воды от +1°С до +25°С, а качество по ГОСТ 2874-82;
д) окружающая среда не взрывоопасна, не насыщена токопроводящей пылью, содержание в атмосфере сернистого газа не более 110мг/м3 в сутки, хлоридов — менее 0,3 мг/м3 в сутки;
е) допускаются ударные сотрясения и вибрации, которые могут возникнуть в стационарных условиях.
Управление механизмами машины и собственно сварочным процессом осуществляется автоматически по программе.
Для управления сварочным процессом в машине применен контроллер, что значительно повысило надежность работы всей системы управления.
Все параметры сварки задаются через панель оператора. После сварки на панели оператора выдаются контролируемые величины: время сварки, время осадки под током.
По заказу потребителя в машине может быть установлено гратоснимающая оснастка.
Технические характеристики МСО-606НГ
|
Наименование |
Ед.изм |
Значение |
|
Номинальное напряжение питающей сети |
В |
380 |
|
Род тока |
|
переменный, трехфазный |
|
Номинальная частота |
Гц |
50 |
|
Мощность при ПВ=50% |
кВА |
155 |
|
Номинальный длительный вторичный ток |
кА |
10 |
|
Наибольший вторичный ток |
кА |
52 |
|
Наибольшая потребляемая мощность при коротком замыкании |
кВА |
458 |
|
Коэффициент мощности короткого замыкания на номинальной ступени при расстоянии между зажимами: — наибольшем, не более — наименьшем, не более |
|
0,42 0,45 |
|
Число ступеней регулирования вторичного напряжения |
|
3 |
|
Ступени вторичного напряжения |
В |
1 ступень – 5,5 2 ступень – 6,8 3 ступень – 8,9 |
|
Пределы и тип регулирования вторичного напряжения |
|
Плавное фазовое микропроцессорное регулирование |
|
Пределы изменения коэффициента трансформации |
|
70-42 |
|
Сопротивление вторичного контура машины постоянному току |
Ом |
35х10-6 |
|
Свариваемое сечение: из низкоуглеродистой стали из низколегированной стали арматурной стали IV, V классов |
мм2 |
100-2000 100-1250 100-500 |
|
Наибольшее свариваемое сечение при автоматической сварке с предварительным подогревом концов свариваемых изделий |
мм2 |
2000 |
|
Наибольшее свариваемое сечение при автоматической сварке методом непрерывного оплавления |
мм2 |
1000 |
|
Длительная производительность при сварке прутков диаметром 20 мм |
сварок/ч |
80 |
|
Максимальная кратковременная производительность |
сварок/ч |
120 |
|
Номинальное усилие сжатия |
кН |
125 |
|
Номинальное усилие осадки |
кН |
63 |
|
Наименьшее расстояние между токоведущими губками |
мм |
10 |
|
Наибольшее расстояние между токоведущими губками |
мм |
100 |
|
Расход охлаждающей воды при давлении 0,15 МПа |
л/мин, |
10 |
|
Привод механизмов зажатия |
|
гидравлический |
|
Привод механизмов осадки |
|
гидравлический |
|
Максимальное давление масла в гидросистеме |
Па |
130х105 |
|
Наибольший ход подвижного зажима при сварке непрерывным оплавлением |
мм |
12 |
|
Наибольший ход подвижного зажима при сварке оплавлением с предварительным подогревом без осадки |
мм |
26 |
|
Регулировка неподвижного зажима по высоте, в пределах |
мм |
+/-10 |
|
Габаритные размеры, не более: — машина ДxШxВ
|
мм |
2050х1200×1600
|
|
Масса, не более: — машина
|
кг |
2200
|
гарантийное обслуживание составляет 12 месяцев
Оборудование для контактной сварки | Аппараты точечной сварки
T. J. Snow предлагает полную линейку стандартных и специально разработанных аппаратов для контактной сварки, включая автоматические аппараты для точечной сварки с несколькими пистолетами и специальные аппараты для точечной сварки. Мы также восстанавливаем или полностью модернизируем и переоснащаем существующие сварочные аппараты клиентов или выбираем один из нашего большого разнообразия бывших в употреблении аппаратов контактной и точечной сварки.
J. Snow предлагает полную линейку стандартных и специально разработанных аппаратов для контактной сварки, включая автоматические аппараты для точечной сварки с несколькими пистолетами и специальные аппараты для точечной сварки. Мы также восстанавливаем или полностью модернизируем и переоснащаем существующие сварочные аппараты клиентов или выбираем один из нашего большого разнообразия бывших в употреблении аппаратов контактной и точечной сварки.
Подержанные сварочные аппараты
Созданные для экономии ценной производственной площади, аппараты для точечной и проекционной сварки SlimLine на пьедестале компании T. J. Snow представляют собой недорогие, надежные машины, которые можно быстро доставить. Идеально подходящие для приварки гаек и шпилек к металлическим штамповкам, SlimLines доступны в тигельном исполнении с плоской нижней инструментальной платформой или в роговом исполнении с нижним кронштейном для точечной сварки и электрододержателем.
Разработанные для получения высоких сварочных усилий без прогиба, прессовые сварочные аппараты T. J. Snow для тяжелых условий эксплуатации доступны в трех различных конфигурациях: точечная (с кронштейнами), проекционная (с плитами), шовная и комбинированная, точечная и проекционная (плечи и плиты). ). Стандартные размеры трансформаторов переменного тока варьируются от 50 до 500 кВА, также доступны специальные опции. Доступны также блоки питания MFDC и трехфазного преобразователя частоты.
Аппараты для точечной сваркиT. J. Snow с коромыслом оснащены прочной рамой и трансформаторами с многослойным сердечником, которые могут создавать ток и усилие сварки, необходимые даже при установленных длинных рычагах. Легкие и тяжелые рамы предлагаются с различной длиной стрелы и конфигурациями.
TECNA предлагает широкий ассортимент машин для точечной и рельефной сварки, а также производит линейку продуктов и аксессуаров для машин для контактной сварки, включая переносные пистолеты, аппараты для точечной сварки с коромыслом, аппараты для точечной сварки с прессованием, аппараты для точечной/прессовой сварки MFDC и балансиры.
T. J. Snow является дистрибьютором Transgun и портативных пистолетов для точечной сварки методом контактной сварки. Пожалуйста, позвоните для получения информации о новых и бывших в употреблении вариантах переносного огнестрельного оружия.
T. J. Snow является дистрибьютором первоклассных ручных или пневматических пистолетов для точечной сварки со встроенными трансформаторами и цифровым управлением сваркой. Доступны в 2-6 кВА.
T. J. Snow является дистрибьютором среднечастотных инверторных сварочных горелок TECNA. Доступны в 50-90 кВА.
T. J. Snow предлагает компактные аппараты для точечной и рельефной сварки настольного типа с прочной механической рамой типа «С». Наши настольные сварочные аппараты спроектированы так, чтобы свести к минимуму прогиб и легко интегрироваться с трансформаторами переменного тока или MFDC и средствами управления сваркой.
Созданные на стандартной раме SlimLine, эти компактные и недорогие машины для контактной шовной сварки оснащены направляющим ползунком и часто используются для шовной сварки гибких металлических сильфонных узлов. Сварочный аппарат SlimLine обеспечивает эффективность и высокое качество для различных областей применения. Машины доступны в продольной или окружной конфигурации.
Сварочный аппарат SlimLine обеспечивает эффективность и высокое качество для различных областей применения. Машины доступны в продольной или окружной конфигурации.
Благодаря приводу с сервоприводом с высокой силой тяги и медленным приближением, верхний электрод сварочного аппарата Servo SlimLine компании T. J. Snow движется быстро, а затем замедляется непосредственно перед контактом со свариваемым металлом.
Универсальный сварочный аппарат SlimLine, настраиваемый для различных применений, эффективен и экономичен.
Машины для контактной сварки T. J. Snow, разработанные по индивидуальному заказу, созданы для удовлетворения требований и производственных квот конечного продукта нашего клиента. Оснащенные дополнительными функциями, такими как автоматизация и инструменты, станки на заказ обеспечивают эффективность и качество.
T. J. Snow производит сверхмощный аппарат для стыковой сварки, рассчитанный на высокую производительность. Благодаря мощному трансформатору двойного напряжения с водяным охлаждением мощностью 55 кВА эти машины могут сваривать встык проволоку CRS диаметром до 3/8″. Система управления ENTRON модели EN1000 является стандартной, но другие марки доступны по запросу.
Система управления ENTRON модели EN1000 является стандартной, но другие марки доступны по запросу.
Восстановленные аппараты для точечной сварки
Наши бывшие в употреблении отремонтированные и восстановленные аппараты для точечной сварки представляют собой большую ценность, поскольку они разработаны в соответствии с самыми высокими отраслевыми стандартами и обеспечивают качественную контактную сварку.
Учить больше
Сотрудничая с ведущими поставщиками решений в области робототехники, T. J. Snow предлагает ценные концепции контактной сварки, которые улучшают производство и обеспечивают лучшее решение для автоматизации, адаптированное к вашим потребностям.
Разработанные для высокоточного массового производства решения для контактной сварки с разрядом конденсатора доступны от T. J. Snow в диапазоне от 1 до 160 кДж. Сварка сопротивлением конденсаторного разряда идеально подходит для выступающих, запрессовываемых и кольцевых выступов диаметром до 4,5 дюймов. Сварные швы с низкой маркировкой могут быть лучше получены благодаря минимальной зоне термического влияния.
Сварные швы с низкой маркировкой могут быть лучше получены благодаря минимальной зоне термического влияния.
С вариантами от 4 унций. до 150 фунтов. силы, микросварщики являются идеальным решением для сварки аккумуляторов, медицинских устройств, электроники, лабораторных, автомобильных и аэрокосмических приложений. Микросварочные аппараты обеспечивают высококачественную прецизионную сварку мелких деталей, необходимую для различных конфигураций и опций.
T. J. Snow предлагает полную линейку оборудования для приварки шпилек, включая ручной ручной пистолет, ручной пистолет с автоподатчиком, пистолет, установленный на подставке, или полностью автоматический пистолет на многоосевом столе с ЧПУ, который может подавать несколько типов шпилек и разместить несколько пистолетов. Мы предлагаем решения для всех этих вариантов. Приварка шпилек — это простое крепление шпильки к металлической поверхности без добавления или удаления какого-либо материала в процессе.
Специальная оснастка, будь то переоснащение существующей машины или новая концепция стандартной или специально разработанной машины, может быть разработана собственными силами в соответствии с вашими деталями и спецификациями. Наш полностью оборудованный механический цех может быстро воплотить идеи в жизнь. Благодаря современному манипулятору CMM Faro и обрабатывающим центрам с ЧПУ мы можем делать это быстро и с более жесткими допусками.
Наш полностью оборудованный механический цех может быстро воплотить идеи в жизнь. Благодаря современному манипулятору CMM Faro и обрабатывающим центрам с ЧПУ мы можем делать это быстро и с более жесткими допусками.
T. J. SNOW COMPANY
Наша компания была основана в 1963 году Т. Дж. «Джимом» Сноу-старшим, чьи ценности продолжают способствовать нашему росту и успеху. Он считал, что производители металла заслуживают обслуживания, опыта и справедливых цен на оборудование и расходные материалы для контактной сварки.
Благодаря этой философии и прочному фундаменту мы создали глобальную клиентскую базу, которая опирается на преданность делу и последовательность T. J. Snow Company. За последние 50 лет компания T. J. Snow увеличила мощности, а в 2010 году компания переехала в новый объект площадью 52 000 квадратных футов на территории более 12 акров, прилегающей к аэропорту Чаттануга, штат Теннесси, Ловелл Филд.
У нас самый разнообразный ассортимент оборудования и расходных материалов для контактной сварки в стране. Это означает внезапное обслуживание при размещении заказа!
Это означает внезапное обслуживание при размещении заказа!
лучших точечных сварщиков для начинающих и профессионалов в 2022 году
Мы пользуемся поддержкой читателей и можем получать комиссию при покупке по ссылкам на нашем сайте. Узнать больше
Сварка — это процесс, который никогда не бывает простым, независимо от его типа, и, помимо врожденных навыков и опыта, еще одна вещь, которая может в значительной степени определить, насколько прочным будет сварной шов, — это инструмент, который вы используете для сварки. работа.
Конечно, существует множество видов сварки, и для каждого требуется свой тип инструмента. Например, если вы занимаетесь точечной сваркой, вам потребуется первоклассный 9-й уровень.Аппарат для точечной сварки 0066 , и это именно то, что мы продемонстрируем в следующей статье.
Мы объясним некоторые плюсы и минусы точечной сварки, а также предложим 5 очень хороших аппаратов для точечной сварки, которые вы могли бы попробовать, поскольку рынок настолько переполнен ими, что выбор действительно хорошего может привести к путанице.
Записи в нашем списке были выбраны на основе их спецификаций , специальных функций , цены и пользователя Popularity , и мы надеемся, что после того, как вы просмотрите их все, вы сможете принять более обоснованное решение относительно того, какой из них лучше всего подходит для ваших нужд.
Editor’s Choice
Stark Professional Spot Welder
Проверка цена на Amazon
Выбор для начинающих
Deko MMA ARC Welding Machine
Проверка цена на Amazon
Наиболее универсальный
Forne 140 FC-I сварщик
.
Содержание
Что такое точечная сварка?
Вкратце, точечная сварка — это процесс сварки двух металлических деталей внахлест путем приложения локального давления вместе с сильным электрическим током к двум металлическим частям.
В процессе сварки ваш точечный сварщик создает термоэлектрического тепла , которое затем применяется к определенным областям металла, называемым круглыми точками .
Почти все спортивные сварщики используют медные электроды из-за естественной электропроводности меди.
Этот процесс можно использовать для большинства типов металла, и единственным реальным ограничением является толщина области, где вам нужно выполнить сварку, поскольку она может составлять от 0,02 дюйма до 0,118 дюйма.
Что такое точечный сварочный аппарат?
Большинство аппаратов для точечной сварки имеют одинаковую базовую конструкцию, и единственная реальная разница между моделями заключается в материалах, используемых в конструкции, незначительных изменениях конструкции и различных источниках питания.
Таким образом, большинство аппаратов для точечной сварки состоят из рабочей станции, состоящей из следующих компонентов:
- Блок питания
- Головка сварочная
- Электроды сварочные.
Аппараты для точечной сварки чаще всего используются в автомобильной промышленности, а также в любой другой отрасли, где необходимо превратить два отдельных куска металла в один . На самом деле, точечная сварка используется даже современными художниками, которые любят создавать абстрактные металлические скульптуры, поэтому они также имеют некоторую творческую ценность.
Хотя аппараты для точечной сварки не так распространены, как другие типы сварочных аппаратов, по крайней мере, не для непрофессионалов, точечные сварщики легко выучить и даже освоить . На самом деле, вы можете пойти дальше и опробовать аппарат для точечной сварки на разных кусках металла, просто чтобы увидеть, как он работает, и в конечном итоге вы сможете начать использовать его по прямому назначению.
Где я могу купить хороший аппарат для точечной сварки?
Знать, где купить нужный продукт, особенно когда это довольно дорогое электрическое оборудование, может быть очень сложно, особенно если что-то случилось во время транспортировки и оно было повреждено, или если оно просто не соответствует вашим ожиданиям, и то есть при возврате он становится единственным вариантом.
Кроме того, если вы зайдете на специальный веб-сайт производителя, вы заметите, что все они рекламируют свои продукты как как лучший , и в этот момент выбор становится еще более запутанным.
Из-за этого всякий раз, когда мы хотим просмотреть продукты, нам нравится заходить на веб-сайт, где мы не только можем увидеть, что другие пользователи думают о них (как плюсы, так и минусы), но в случае, если что-то пойдет не так, мы можем всегда просто возвращайте товар и немедленно получайте возмещение, и этот веб-сайт называется Амазонка .
Кроме того, на Amazon есть широкий выбор товаров от производителей со всего мира, и сроки их доставки тоже довольно хорошие, хотя это зависит от района, в котором вы живете.
Какие аппараты для точечной сварки лучше?
1. Аппарат для точечной сварки Stark Professional
Возглавляет наш список Stark Professional Spot Welder , портативный аппарат для точечной сварки высшего уровня с однофазной конструкцией, который упрощает сварку самых разных материалов, включая мягкую, оцинкованную или нержавеющую листовую сталь без покрытия. , толщиной до максимум 0,118 дюйма.
Сварочные наконечники отказываются от традиционного медного сплава в пользу более прочной нержавеющей стали , но не беспокойтесь о том, как это повлияет на качество сварки, поскольку вы никогда не сможете заметить разницу.
Он поставляется с очень простым сварочным механизмом, который упрощает вставку материалов, и одним нажатием кнопки вы можете начать процесс сварки, что сэкономит много времени, которое вы в противном случае потратили бы на подготовку материала.
Все, что вам нужно сделать, это вставить два куска металла между двумя щипцами толщиной 0,6 дюйма, а затем нажать на зажим, чтобы зафиксировать их вместе, прежде чем запускать машину
Переносить этот аппарат для точечной сварки стало еще проще благодаря ручке, прикрепленной к верхней части аппарата, поэтому вы можете легко перемещать его из одного угла дома в другой или носить с собой, если вы находитесь в дороге. .
Что касается самой упаковки, если вы решите купить этот аппарат для точечной сварки, вы также получите дополнительную пару сварочных наконечников для нескольких пользователей, так что вы также сэкономите немного денег на расходных материалах.
Всякий раз, когда вы закончили сварку или когда вам нужно заменить их, просто открутите наконечники и привинтите новые.
Из-за общей простоты этого продукта мы настоятельно рекомендуем его, если у вас никогда не было аппарата для точечной сварки, поскольку он чрезвычайно удобен для новичков . Кроме того, даже если вы на самом деле не будете использовать этот аппарат для точечной сварки для какой-либо реальной сварки, станет отличным инструментом для практики , если у вас есть ученик, который только учится этому делу.
Кроме того, цена на этот продукт очень доступная, поэтому покупка его в качестве тренировочного инструмента не оставит большой брешь в вашем бюджете.
Говоря о бюджете, если вы определились и решили попробовать этот продукт, просто зайдите на страницу Stark Professional Spot Welder на Amazon, прочитайте, что другие пользователи говорят о нем, а затем решите, будете ли вы нажмите Добавить в корзину или нет.
Характеристики:
- Толщина сварного шва: 0,118 мм
- Выходная мощность: 120/240 В
- Рабочий цикл: 50%
- Источник питания: AC
- Размер: 18,5 x 4,5 x 7,5 дюймов
- Вес: 28,4 фунта
Плюсы:
- Работает с различными материалами
- Прост в использовании и удобен для начинающих
- Ручка облегчает переноску
- Нажимной механизм
Минусы:
- Немного тяжеловат
2. Аппарат для дуговой сварки DEKO MMA
Следующей записью в нашем списке является DEKO MMA ARC сварочный аппарат , аппарат для ручной дуговой сварки металлическим электродом, который демонстрирует невероятный уровень мощности сварки, легко справляется с мягкой сталью, сварной сталью, нержавеющей сталью и даже чугуном благодаря к использованию усовершенствованного биполярного транзистора с изолированным затвором (IGBT) инверторная технология.
Однако мы также выбираем этот сварочный аппарат, потому что независимо от того, какую мощность он демонстрирует, он отличается очень компактной конструкцией, а также удобной ручкой для переноски, что упрощает его транспортировку и хранение в местах, где мало места. жалеть.
Он изготовлен из высокопрочных материалов, которые делают его очень долговечным, поэтому вы знаете, что инвестиции в этот аппарат для точечной сварки окупятся в долгосрочной перспективе.
Что касается функций, то у него управление обратной связью с обратной связью , а поскольку выходное напряжение стабильно, он отлично адаптируется к любой электрической сети, и они также разработали этот продукт, чтобы быть энергоэффективным.
Этот аппарат для точечной сварки также очень тихий благодаря высокопроизводительному полностью бесшумному двигателю вентилятора с функцией мгновенного охлаждения, способствующей отводу тепла от корпуса
Благодаря своим характеристикам этот аппарат для точечной сварки является идеальным выбором для использования в сантехнических, строительных работах, прецизионной сварке тонких металлов, производстве автомобилей, металлообработке и т. д.
Наконец, этот аппарат для точечной сварки поставляется с несколькими фитингами, которые могут облегчить вашу работу до, во время и после сварки. К ним относятся электрододержатель с большим усилием зажима, адаптер входного питания и щетка для удаления сварочных остатков.
Прежде чем решить, подходит ли вам этот аппарат или нет, перейдите на страницу Amazon сварочного аппарата DEKO MMA ARC и ознакомьтесь с отзывами клиентов, чтобы получить практический подход к тому, что представляет собой этот аппарат.
Характеристики:
- Толщина сварного шва: Н/Д
- Выходная мощность: 110/220 В
- Рабочий цикл: 40-60%
- Источник питания: AC
- Размер: 11,4 x 4,92 x 7,87 дюйма
- Вес: 12,1 фунта
Плюсы:
- Прочная конструкция
- Портативный дизайн
- Использует передовую технологию IGBT
- Очень тихий и хорошо рассеивает тепло
Минусы:
- Не подходит для начинающих
3.
Сварочный аппарат Forney 140 FC-iЕсли универсальность – это то, что вам нужно в аппарате для точечной сварки, обратите внимание на сварочный аппарат Forney 140 FC-i , так как в нем есть все, что может понадобиться как любителю домашней сварки, так и профессиональному сварщику.
Например, он имеет бесступенчатую регулировку напряжения и скорости подачи проволоки, поэтому его можно адаптировать к любому типу сварки и материалу, который вам нужен, а выходная мощность 140 А позволяет этому маленькому устройству обрабатывать мягкую сталь до Толщина 1/4 дюйма .
Конечно, вся эта грубая мощь может заставить вас думать, что эта машина довольно громоздка, но вы не можете быть дальше от истины, так как она весит всего около 19 фунтов , а ручка, которая у нее есть, удобна для переноски. вокруг быть очень легко.
Более того, вам не нужно беспокоиться о том, что его переноска приведет к большему износу, чем необходимо, поскольку этот аппарат для точечной сварки полностью заключен в цельнометаллический корпус .
Еще одна причина, по которой этот аппарат для точечной сварки заслуживает места в нашем списке, заключается в том, что если вы решите его приобрести, вы получите не только сам аппарат, но и множество других аксессуаров и материалов, в основном, как стартовый набор сварщика.
Таким образом, сварочный аппарат также поставляется с 8-дюймовым пистолетом MIG, 8-дюймовым зажимом заземления, встроенной рукояткой с оберткой горелки и адаптером 20A-15A, и если у вас есть проблемы с базовым продуктом или любым из Вышеупомянутые аксессуары, знайте, что все подкреплено расширенной гарантией на 1 год.
В целом, этот сварочный аппарат Forney произвел на нас впечатление очень эффективным сварочным аппаратом с флюсовой сердцевиной , который идеально подходит как для начинающих сварщиков, так и для профессионалов.
Если вы занимаетесь проектами «сделай сам», слесарными работами, ремонтом автомобилей или другими видами деятельности, где основным аспектом является соединение металлических частей, то вам обязательно стоит рассмотреть сварочный аппарат Forney 140 FC-i.
Характеристики:
- Толщина сварного шва: 0,25 дюйма
- Выходная мощность: 140 В
- Рабочий цикл: 25-100%
- Источник питания: AC
- Размер: 16,7 x 12 x 8,1 дюйма
- Вес: 19 фунтов
Плюсы:
- В комплект входит множество аксессуаров
- Fluxcore с поддержкой
- Простота транспортировки
- Имеет кабельную оплетку
- Компактный
Минусы:
- Проволока, поставляемая со сварочным аппаратом, не так уж и хороша
4. YESWELDER ARC-205DS
Мы приближаемся к концу нашего списка, но это не значит, что перечисленные продукты становятся все хуже и хуже, и вы можете убедиться в этом, просто взглянув на YESWELDER ARC-205DS , высокий мощный и очень мощный аппарат для точечной сварки.
Имеет два входа питания, один из 110 В для выхода 150 А, и еще один из 220 В для выхода 205 А , каждый со своими совместимыми типами стержней.
Конструкция сварочного аппарата сделана максимально компактной, с весом всего около 14 фунтов , и он оснащен очень удобной ручкой для удобства транспортировки, а также прорезями, куда можно вставить концы ремень, если вы предпочитаете носить его на плече.
Его использование будет легкой прогулкой, потому что он очень легко зажигает дугу, а также включает в себя технологию, которая обеспечивает хорошая стабильность дуги , что делает его идеальным для деликатных сварочных работ, когда необходимо обрабатывать очень тонкие листы материалов.
Безопасность — еще одна область, в которой этот сварочный аппарат получает от нас дополнительные баллы, поскольку он оснащен такими функциями, как автоматическая компенсация колебаний напряжения, защита от перегрузки, хороший контроль температуры за счет бездействия вентилятора и защита от перегрузки по току.
Если вы решите приобрести этот аппарат для точечной сварки, знайте, что вы также получите несколько других аксессуаров в одной упаковке, таких как электрододержатель с кабелем и зажим заземления, каждый из которых имеет длину 10 футов.
Чтобы узнать больше об этом продукте, посмотреть его фотографии и прочитать отзывы пользователей, просто посетите страницу YESWELDER ARC-205DS на Amazon.
Характеристики:
- Толщина сварного шва: 0,5 дюйма
- Выходная мощность: 110 В/220 В
- Рабочий цикл: 60%
- Источник питания: AC
- Размер: 15,51 x 13,19 x 7,64 дюйма
- Вес: 13,82 фунта
Плюсы:
- Легко зажигает дугу
- Двойной выход мощности
- Множество функций безопасности
- Легко носить с собой и переносить по почте
- Мощный против очень толстых листов стали
Минусы:
- Вам необходимо купить адаптер, если вам необходимо купить материалы для сварки TIG
5.
Аккумуляторная точечная сварка Mophorn 737GЗамыкает наш список лучших аппаратов для точечной сварки аккумуляторный аппарат для точечной сварки Mophorn 737G , аппарат, который идеально подходит для тех из вас, кто имеет ограниченный бюджет, но не хочет экономить на качестве.
Он отлично подходит для самых разных работ или, по крайней мере, для всего, что связано со сваркой полос из никелированной стали до толщиной 0,03-0,2 мм , и вам не нужно беспокоиться о включении этой машины, так как она работает с большим количеством типов батарей, включая 18650, 14500 и любые другие перезаряжаемые литиевые батареи.
Он поставляется с двухимпульсным режимом, и каждый из этих режимов имеет свои отдельные дисплеи, как текущий, так и импульсный дисплей , и они сделаны так, чтобы сварщик мог получить четкую и мгновенную информацию о текущих настройках мощности аппарата, который также включает количество импульсов и ток, когда вы работаете с этой машиной.
Отдельные панели также панель позволяют эффективно устанавливать ток и импульс, поэтому рабочий процесс будет значительно оптимизирован, и использование этого инструмента также чрезвычайно просто, поскольку все, что вам нужно сделать, это поднять фиксированную головку или использовать ногу педаль.
Еще одна вещь, которая нам понравилась в этом продукте, это то, с чем приходится иметь дело многим сварочным аппаратам, а именно Управление теплом . Что ж, у этого аппарата для точечной сварки Mophorn это реализовано благодаря радиатору.
Он не только оснащен встроенным интеллектуальным чипом для предотвращения повреждения сварочного аппарата из-за перегрева, но также имеет автоматическую защиту от короткого замыкания, поэтому сварка также защищена от перегрева.
Однако самой большой изюминкой этого продукта является тот факт, что он очень портативный благодаря компактная форма корпуса , а также эргономичная ручка, которая делает его легким и удобным для перемещения, поэтому сварка на ходу будет намного проще.
Если вас впечатлили возможности этого небольшого, но мощного аппарата для точечной сварки, узнайте, что о нем думают другие люди, посетив страницу аккумуляторного аппарата для точечной сварки Mophorn 737G на Amazon и перейдя в раздел «Отзывы».
Характеристики:
- Толщина сварного шва: 0,03–0,2 мм
- Выходная мощность: 110 В
- Источник питания: Переменный ток/аккумулятор
- Размер: 9,1 x 5,5 x 8,3 дюйма
- Вес: 11,84 фунта
Плюсы:
- Отлично подходит для никеля, железа, никелированного железа и др.
- Двойной режим сварки с отдельными ЖК-дисплеями
- Очень портативный
- Простой в использовании
- Доступный
Минусы:
- Плохо работает с алюминием или медью
Как выбрать хороший аппарат для точечной сварки?
Если у вас никогда раньше не было собственного аппарата для точечной сварки, есть вероятность, что даже после того, как мы продемонстрировали 5 вышеперечисленных продуктов, вы все еще можете немного запутаться, какой из них лучше для вас.
Вот почему мы пошли дальше и создали это небольшое руководство, в котором мы объясним наиболее важные функции, на которые следует обратить внимание при покупке нового аппарата для точечной сварки, чтобы вы точно знали, на что ориентирован каждый продукт и, следовательно, какой из них лучше всего подходит для вас. .
Толщина сварки
Мы уже говорили в начале статьи о том, как можно использовать точечную сварку на металлах, находящихся в определенном интервале толщины , но нужно понимать, что не все точечные сварщики можно использовать на таких точных значениях, как некоторые могут работать только с более тонкими листами, в то время как только самые мощные могут соединять более толстые.
К счастью, диапазон толщины сварного шва — это одна из первых вещей, которую любой сварочный аппарат указывает в своих спецификациях, поскольку для многих пользователей, включая профессионалов, это единственное, что их интересует.
Однако, если вы не профессиональный сварщик, а просто заинтересованы в выполнении небольших проектов своими руками, вам будет достаточно аппарата для точечной сварки с диапазоном сварки от 0,05 до 0,2 мм .
Выходная мощность
Важным аспектом, который следует учитывать при покупке аппарата для точечной сварки, является проверка выходной мощности, поскольку от этого фактически зависят все характеристики аппарата для точечной сварки, включая указанную выше толщину сварного шва.
Из-за этого следующей спецификацией, которую вы всегда должны проверять при поиске аппарата для точечной сварки, является функция под названием 9.0066 мощность сварки . В среднем сварочные аппараты для точечной сварки имеют мощность сварки от 50 до 800 А, а те из вас, кто хочет работать с очень толстыми листами металла, должны выбрать модель с еще более высокой выходной мощностью.
Диапазон температур
Мощность определяет диапазон температур аппарата для точечной сварки, а диапазон температур определяет толщину свариваемого металла и какие металлы можно использовать для сварки, и поэтому это еще один важный критерий, который необходимо учитывать при покупке аппарата для точечной сварки.
Типичные сварочные аппараты для точечной сварки работают в диапазоне температур от 100 до 400 градусов Цельсия или от 150 до 500 градусов Цельсия , хотя более высокие диапазоны температур означают, что сварщик может работать с большим количеством металлов и, следовательно, его возможности менее ограничены.
Рабочий цикл
Поскольку сварка связана с выходом большой мощности и выделением большого количества тепла, само собой разумеется, что ни один сварочный инструмент не может работать бесконечно, не перегреваясь и не повреждая себя, и именно здесь рабочий цикл (также известный как рабочий цикл) вступает в игру.
Не вдаваясь в подробности, рабочий цикл сварочного аппарата в основном представляет собой процент времени, в течение которого машина будет безопасно работать или, в данном случае, выполнять сварку в течение определенного периода времени, и значение обычно представляется в процентах, а более высокие рабочие циклы (в процентах) всегда лучше.
Например, если аппарат точечной сварки заявляет, что его рабочий цикл составляет 200 А при 30% , это означает, что он будет работать при 200 А в течение 3 минут в течение 10-минутного периода времени .
Источник питания
Теперь, когда мы рассказали о более важных характеристиках, напрямую влияющих на производительность аппарата для точечной сварки, пришло время рассмотреть дополнительные характеристики, которые можно рассматривать скорее как второстепенные критерии.
Например, аппараты для точечной сварки могут быть с питанием от батареи или могут работать при подключении к источнику переменного тока .
Разумеется, если вы собираетесь использовать аппараты для точечной сварки с питанием от батареи, вам нужно знать, что они обычно более ограничены в отношении толщины сварного шва, выходной мощности, диапазона температур и рабочего цикла, хотя эта разница продиктована исключительно точечная сварка собственной разработки, а также аккумуляторы.
Говоря об аккумуляторах, существует множество типов аккумуляторов, доступных для точечной сварки, но два из самых популярных на рынке — это аккумуляторы 14500 и 18650, и большинство основных аккумуляторных аппаратов для точечной сварки совместимы с ними. именно эти модели.
Опции управления
Мы уже говорили о том, насколько простой на самом деле является точечная сварка, как только вы освоите ее, но для тех из вас, кто зарабатывает этим на жизнь, наличие более широкого диапазона доступных вариантов управления может значительно повысить скорость и качество вашей работы.
Типичные аппараты для точечной сварки поставляются с циферблатами и переключателями, но более современные модели имеют большие модули дисплея, встроенные панели управления и многое другое.
Аксессуары
Сварочные аппараты для точечной сварки — это тип машин, которым требуется множество аксессуаров для выполнения широкого спектра работ. Многие производители обычно включают несколько таких аксессуаров в комплект при покупке аппарата для точечной сварки по умолчанию.
Например, стандартный комплект для точечной сварки обычно включает следующее:
- Аппарат для точечной сварки
- Сварочные иглы
- Держатель батареи (для моделей с питанием от батареи)
- Никелирование
- Отвертки
- Ножная педаль
- Трубки предохранителей
- Ключи
Разумеется, в пакет могут быть включены и другие аксессуары , но если вам удастся найти продукт, который поставляется с таким набором, вы должны им воспользоваться. Это не только хорошее соотношение цены и качества, но и наличие в упаковке всех необходимых инструментов и принадлежностей, вы можете начать сварку без какой-либо дополнительной подготовки.
Цена
Говоря о соотношении цены и качества, цена аппарата для точечной сварки также играет важную роль . На самом деле, для многих пользователей ценник является определяющим фактором, когда они решают, покупать ли продукт или искать другой, тем более что аппарат для точечной сварки по своей сути не дешев.
Конечно же, цены различаются в зависимости от марки и технических характеристик аппарата для точечной сварки. Однако это также означает, что если вы не собираетесь выполнять точечную сварку в тяжелых условиях или собираетесь делать это только время от времени, слишком большие инвестиции будут бесполезно .
То же самое нельзя сказать, если вы профессионал, так как вы, вероятно, будете использовать эту машину несколько хороших часов в день, каждый божий день, т.е. покупая более дорогое оборудование, которое будет отлично работать и прослужит вам долго. уже очень давно на самом деле рекомендовал .
Гарантия
После того, как вы заплатили довольно большую сумму денег за аппарат для точечной сварки, вы, вероятно, почувствуете себя лучше, если будете знать, что ваши инвестиции покрываются гарантией, и это то, что предлагают многие производители. Тем более, если у вас есть возможность получить расширенная гарантия , мы рекомендуем вам сразу же приобрести ее.
Плюсы и минусы точечной сварки
Существует множество видов сварки, которые вы можете попробовать, и все они имеют свои преимущества и недостатки. Точечная сварка не идеальна, и вы не всегда можете ее использовать, поэтому, прежде чем даже подумать о какой-либо покупке, взгляните на эти плюсы и минусы точечной сварки и посмотрите, действительно ли это то, что вам нужно. или нужно.
Плюсы точечной сварки
- Для создания сварных швов не требуется использовать дополнительный металл, так как в этом методе используется электрический ток, проходящий через электроды. Точечная сварка
- позволяет получить одни из самых прочных сварных швов, что делает ее идеальным выбором, когда вам прежде всего нужны долговечные результаты. Аппараты для точечной сварки
- легко перемещать, что делает их незаменимыми, когда вы занимаетесь самостоятельными работами по всему дому или находитесь в дороге.
- Этот процесс сварки занимает очень мало времени, поэтому, когда вам нужно выполнить срочную работу, точечная сварка является идеальным выбором.
- У вас очень мало требований к расходным материалам, поскольку все, что вам нужно, это источник электроэнергии.
- Вам не нужно работать с высокими уровнями тепла, поэтому вы можете не опасаться сжигания каких-либо дополнительных материалов.
- Точечная сварка как процесс очень проста в освоении и поэтому рекомендуется для начинающих.
Имейте в виду, что какой бы простой ни казалась нам точечная сварка, она все же требует от вас предельного внимания и даже некоторой практики, прежде чем вы приступите к каким-либо серьезным проектам.
Минусы точечной сварки
Теперь, когда мы перечислили множество преимуществ точечной сварки, теперь мы хотим сообщить вам о нескольких (хотя и существенных) недостатках этого метода.
- Точечная сварка эффективна не для всех материалов. Например, рекомендуется использовать этот метод сварки при использовании таких материалов, как:
- Титан
- Никелевые сплавы
- Нержавеющая сталь
- Низкоуглеродистая сталь
- Точечная сварка работает лучше всего, когда вы можете работать на абсолютно плоской поверхности под точным углом. Угол, под которым электроды направлены по сравнению с металлом, может сильно повлиять на то, можно ли использовать этот метод, и если вы работаете с кусками металла, имеющими углы и необычные формы, вам лучше использовать другой метод. метод сварки.
Проблемы безопасности при точечной сварке
Не имеет значения, выполняете ли вы точечную сварку, сварку TIG, сварку с флюсом или любой другой тип сварки, так как все они связаны с большими электрическими токами, чрезвычайно высокими температурами, брызгами расплава, искрами и всевозможными другие опасности, с которыми вы не хотите находиться в непосредственном контакте.
Из-за этого вы всегда должны проводить небольшое исследование либо в Интернете, либо с помощью инструкций по технике безопасности и руководства пользователя любого сварочного аппарата, который вы купили.
Аппараты для точечной сварки могут быть разных форм и размеров, поэтому лучше всегда следовать точным указаниям производителя. Тем не менее, есть несколько общих процедур безопасности, которым вы всегда должны следовать, если хотите заниматься любым видом сварки.
Во-первых, после того, как вы закончите с точечной сваркой, электроды будут очень горячими, поэтому не забудьте дать им остыть, прежде чем снимать их и размещать где-либо, особенно если поблизости есть другие легковоспламеняющиеся материалы.
Говоря об удалении электродов, не забывайте всегда надевать защитные перчатки, чтобы не обжечь руки и пальцы. Рекомендуются специальные сварочные перчатки, и есть много вариантов, которые вы можете купить.
Все сварщики создают искры и брызги расплава, поэтому всегда помните о средствах индивидуальной защиты (СИЗ), закрывающих лицо, особенно глаза.
Это может быть полная сварочная маска или пара сварочных очков. Они не только защитят ваше лицо от летящего мусора, но и линзы защитят ваши глаза от яркого света и невидимого ультрафиолетового излучения.
Одной из очень распространенных проблем с безопасностью при использовании точечной сварки является то, что электроды могут легко застрять в процессе сварки, а это нежелательно.
Это может произойти по разным причинам, в том числе:
- Неправильное выравнивание
- Недостаточное усилие
- Грязь и мусор
- Слишком много тепла
Всего этого можно избежать путем надлежащего технического обслуживания, частой уборки рабочего места, плановых проверок перед каждой сварочной работой, правильного измерения температуры и т. д.
Кроме того, всякий раз, когда вы храните электроды, убедитесь, что нет риска их коррозии, поэтому избегайте влажной среды. В качестве дополнительного слоя защиты вы можете применить некоторые антикоррозионные растворы, которые могут быть связующими, герметиками, грунтовками или лакокрасочными покрытиями.
Лучшие точечные сварщики: заключительные мысли
На этом мы подошли к концу статьи, и мы надеемся, что она была для вас максимально информативной и простой, как с точки зрения того, что такое спортивная сварка как процесс, так и с точки зрения того, какие аппараты для точечной сварки вам следует использовать.
5 позиций в нашем списке были выбраны таким образом, чтобы удовлетворить множество конкретных потребностей, от мощных аппаратов для точечной сварки, используемых профессионалами, до более легких, которые могут использовать любые энтузиасты-сделай сам, потому что, в конце концов, выбор остается только за ними. вам и вашим потребностям.
Однако, выберете ли вы более премиальный Stark Professional Spot Welder или более доступный Mophorn 737G Battery Spot Welder , помните, что аппарат для точечной сварки — это хорошее вложение, поэтому, если вы найдете модель, которая полностью соответствует критериям , не обращайте внимания на то, что вам нужно заплатить несколько дополнительных долларов.
И последнее, но не менее важное: не забывайте о безопасности во время сварки, поэтому, если вы ищете новый аппарат для точечной сварки, можете начать поиск сварочных перчаток, ботинок, курток и других важных вещей. защитное снаряжение, поскольку оно может не только уберечь вас от опасности, но и даже спасти вам жизнь.
Машины для точечной сварки с вертикальным прессом
- Встроенное микропроцессорное управление с двойным током, двойным временем сварки, подъемом и пульсацией.
- Цифровая регулировка сварочного тока с фазовым сдвигом от 20% до 100% для точной сварки.
- Твердотельный контактор SCR, не требующий технического обслуживания.
- Сварочный трансформатор двойного напряжения 220–440 В/однофазный/60 Гц.
- Мягкая панель управления со светодиодными индикаторами функций и значений.
- Регулируемая глубина горловины коромысла.
- Регулировка скорости.
- Двухступенчатый электрический педальный переключатель с возможностью добавления второго педального переключателя для двойного тока на воздушном коромысле.
| Тип | кВА 50% ПВ | Горловина Глубина (дюймы) | Ход макс. (дюймы) | Электрод Сила @ 80 PSI Воздух* | Номинальная производительность Сварные швы класса ACRS SS | |
|---|---|---|---|---|---|---|
| Н10ВП | 10 | 12 18 24 | 3 | 392 | .042 2x .036 .030 | .034 2x .029 .024 |
| Н20ВП | 20 | 12 18 24 | 3 | 568 | . 068 2x .060 .054 | .064 2x .048 .042 |
| Н30ВП | 30 | 12 18 24 | 3 | 760 | . 089 2x .075 .068 | .068 2x .054 .048 |
| Н40ВП | 40 | 12 18 24 | 3 | 1000 | .100 2x .093 .080 | .085 2x .080 .070 |
| Н50ВП | 50 | 18 24 30 | 3 | 1000 | .120 2x .100 .080 | .090 2x .075 .065 |
| Н75ВП | 75 | 18 24 30 | 3 | 1560 | . 165 2x .135 .120 | .105 2x .095 .085 |
| Н100ВП-1 | 100 | 18 24 30 | 3 | 2256 2256 1560 | .200 2x .180 .180 | .135 2x .120 .120 |
| Н100ВП | 100 | 18 24 30 36 | 4 | 4020* | .200 2x .180 .180 .180 | .135 2x .120 .120 .110 |
| Н150ВП-1 | 150 | 18 24 30 36 | 3 | 2256 2256 1560 | . 300 2x .280 .275 .270 | .165 2x .155 .150 .145 |
| Н150ВП | 150 | 18 24 30 36 | 4 | 4020* | .300 2x .280 .275 .270 | .165 2x .155 .150 .145 |
| N200AP | 200 | 18 24 30 36 | 4 | 4020* | .350 2x .320 .310 .320 | .190 2x .180 .170 .165 |
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ — Аппараты для точечной сварки Tite
Точечная сварка сопротивлением представляет собой соединение перекрывающихся частей металла с помощью давления и электрического тока. Эти соединения, созданные контактной точечной сваркой, образуют «кнопку» или «сплавленный самородок». Точечная сварка сопротивлением обычно встречается на фланцах, расположенных в шахматном порядке в один ряд последовательных сварных швов. Производители транспортных средств используют контактную точечную сварку на заводе, потому что они могут производить высококачественные сварные швы при очень низких затратах.
Как формируется точечный сварной шов. Точечные сварные швы образуются, когда через панели пропускают большой ток в течение нужного времени и с правильным давлением. В типичном применении точечной сварки есть два электрода, расположенных друг напротив друга, которые сжимают металлические детали. Это сжимающее давление контролируется. Свариваемые детали нагреваются за счет пропускания через них сварочного тока. Несколько тысяч ампер сварочного тока применяются в течение определенного периода времени. При повышении температуры металл нагревается до пластического состояния. Сила сварочного наконечника деформирует металл и образует небольшую вмятину, когда металл нагревается. По мере накопления тепла в металле на границе раздела образуется небольшая лужица жидкого металла. Эта ванна обычно имеет тот же размер, что и поверхность сварочного наконечника. Когда температура сварки будет достигнута, таймер должен истечь. Зона сварки остывает очень быстро, потому что медные сварочные наконечники отводят тепло из зоны сварки. Тепло также уходит, когда оно течет в окружающий металл. Сварочные клещи TITE-SPOT следует держать сомкнутыми не менее одной секунды, чтобы охладить сварной шов. ПРЕДУПРЕЖДЕНИЕ: Следует соблюдать осторожность при работе с закрытым воздухом аппаратом, который мгновенно отключается после образования сварного шва.
При контактной точечной сварке необходимо учитывать 4 переменные ;
Давление , Время сварки , Ток и Диаметр наконечника .
Давление : важно, какое давление прикладывается к сварному шву. Если прикладывать слишком мало давления, область соединения будет маленькой и слабой. Если приложено слишком большое давление, то в сварном шве может произойти растрескивание из-за закалочного эффекта сварочных наконечников. Кроме того, высокое давление может привести к истончению металла и стать причиной слабости. Глубина вмятин на поверхности листа, вызванных сварочными электродами, никогда не должна превышать 25 процентов толщины листового металла.
Обычно кузовной цех сваривает сталь калибром от 16 до 24. Если у аппарата для точечной сварки есть клещи регулируемой длины, для правильной установки давления следует использовать манометр. Давление важно, и о нем не следует угадывать. ( ПРИМЕЧАНИЕ : Давление плоскогубцев TITE-SPOT установлено в середине этого диапазона и не регулируется.)
Три типа таймеров точечной сварки :
Стандартный таймер сварки контролирует количество время прохождения тока в сварочный трансформатор. Неотъемлемая проблема заключается в том, что, если сварка не происходит, таймер продолжает тикать. Следовательно, если сварочный ток подается только в течение части цикла, сварной шов может не образоваться до истечения времени таймера. Что обычно происходит, так это то, что техник увеличивает продолжительность работы таймера. Это может привести к перегреву сварочных инструментов и трансформатора! Двойной цикл в зоне сварки также используется, но он также вызывает перегрев.
Ручное управление : Иногда оператор обходит таймер и отсчитывает время сварки вручную. Таким образом, хорошие сварные швы могут быть выполнены за время от 1/2 до 1 3/4 секунды. Это, вероятно, создает меньшую тепловую нагрузку на сварочные инструменты и трансформатор, чем «стандартный таймер сварки».
Цифровой таймер контролирует процесс сварки. Этот тип таймера проверяет все циклы из 60 циклов в секунду и не увеличивает значение таймера, пока не подается сварочный ток! Цифровой таймер имеет точный интерфейс для выбора и регулировки мощности и настроек таймера. Цифровое управление, контролирующее сварку, оказывает минимальное термическое воздействие на сварочные инструменты и трансформатор.
Ток сварки и время сварки обратно пропорциональны. Сварочный ток и время используются для доведения металла до температуры сварки (2550 градусов по Фаренгейту).
Температура сварки = i 2 x t x R.
Сварочный ток в кузовных цехах имеет диапазон от 3000 до 5000 ампер. Сварочный ток (i) и время сварки (t) должны контролироваться техником. Сопротивление (R) определяется калибром свариваемых деталей. Поскольку сварочный ток квадратичен, изменения сварочного тока гораздо более значительны, чем изменения времени сварки.
Сварочный ток Настройки очень важны при сварке современных автомобилей. Если сварочный ток находится на нижней границе диапазона, время сварки необходимо увеличить. (ПРИМЕЧАНИЕ 1: Использование слабого тока при сварке может привести к перегреву сварочных инструментов и сварочного трансформатора.) И наоборот, при высоком токе сварки время сварки уменьшается. (ПРИМЕЧАНИЕ 2. Использование высокого сварочного тока увеличивает проблему выталкивания. Выталкивание — это брызги расплавленного металла между слоями стали. Гальванизированное покрытие, используемое в современной автомобильной стали, усугубляет проблему выталкивания.) Итак, мы видим, что сварщики, которые этого не делают, управление сварочным током будет более сложным в использовании.
Существует два типа регуляторов сварочного тока, Аналоговый : использует ручку и настраивается как радиоручка. Цифровой : использует светодиодный дисплей, который сообщает техническому специалисту точную настройку мощности. Обычный интерфейс — кнопка.
Цифровой контроллер Ideal Welding Controller с таймером предварительного нагрева и проверкой сварочного тока .
Цифровой интерфейс настолько точен, что оператор может легко настроить машину. Очень небольшие изменения в мощности или времени могут быть сделаны быстро, чтобы сделать идеальные сварные швы, исключая выталкивание. Проверка таймера позволяет таймеру «тикать» только в том случае, если на сварочный трансформатор подается правильный ток.
Проверенный таймер предварительного нагрева — лучший способ свести выбросы к минимуму. Предварительный нагрев позволяет капсюлям, которые мы хотим оставить между слоями стали, медленно выгорать. Оцинкованные покрытия можно испарять при температуре 1350 градусов по Фаренгейту, удаляя их из зоны сварки до начала сварки. Температура определяется продолжительностью предварительного нагрева зоны сварки. Предварительный нагрев также позволяет стали немного сгибаться и идеально подходить перед включением сварочного тока. Все это может произойти, только если у нас есть предварительная текущая проверка!
Проверка — это волшебство, которое ускоряет работу. Идеальный сварочный контроллер проверяет сварочный ток, устраняя проблему переваривания. Техник может каждый раз выполнять качественные сварные швы без чрезмерной сварки и снижать тепловую нагрузку на сварочные инструменты и трансформатор.
Диаметр сварочного наконечника очень важен. Новые клещи TITE-SPOT имеют заточенные сварочные наконечники до диаметра 3/16″. Наконечникам можно позволить утолщаться до диаметра 1/4 дюйма, прежде чем их нужно будет заточить. Новые сварочные наконечники имеют плоскую поверхность. Это лицо быстро венчается при использовании, и этот эффект венчания следует поощрять. Радиус коронки должен составлять от 1,5 до 2 дюймов. Инструмент для заточки поставляется вместе с плоскогубцами TITE-SPOT. (ПРИМЕЧАНИЕ: Высота новых сварочных наконечников в закрытом состоянии составляет 1 1/2 дюйма.) Выбросьте сварочные наконечники, если высота в закрытом состоянии составляет 1 3/8 дюйма. НЕ ПРОКЛАДЫВАЙТЕ НАКОНЕЧНИКИ ДЛЯ СВАРКИ.
ТАБЛИЦА 1
| СТАЛЬНЫЕ МАНОМЕРЫ | расстояние между сварными швами | диаметр сварного шва | |||
| 2 шт. | 3 шт. | ||||
| МАНОМЕТР | В | ММ | в | в | в |
| 16 | 0,060 | 1,524 | 1,06 | 1,31 | 0,22 |
| 18 | 0,048 | 1,219 | 0,94 | 1,18 | 0,2 |
| 20 | 0,036 | 0,914 | 0,72 | 1,06 | 0,17 |
| 22 | 0,030 | 0,762 | 0,62 | 0,88 | 0,16 |
| 24 | 0,024 | 0,610 | 0,38 | 0,62 | 0,15 |
Расстояние между точками сварки должно быть равно или превышать минимальные стандарты, указанные в таблице.
КОНТРОЛЬ СВАРНЫХ ПРОВОДОВ:
Существует три формы контроля сварных швов. Сначала проводится визуальный осмотр; сварные швы должны выглядеть однородными, иметь небольшую вмятину от сварочного наконечника и иметь очень небольшое выталкивание при формировании сварного шва. Два других контроля называются методами разрушающего контроля для оценки точечных сварных швов; это тест на отслаивание или тест на долото. Очевидно, что разрушающие испытания должны проводиться на стальном ломе до начала процесса сварки на транспортном средстве.
Испытание на отслаивание состоит из отрыва точечного сварного шва. Пуговицу следует измерить и рассчитать средний диаметр. (см. Таблицу 1)
Испытание долотом заключается во вдавливании конического долота в зазор с каждой стороны проверяемого сварного шва до разрушения сварного шва или основного металла. Края долота не должны касаться проверяемого сварного шва. Этот тип испытания следует использовать, когда испытание на отслаивание невозможно. Размер пуговицы определяют тем же способом, который описан для теста на отслаивание.
ГАЛЬВАНИЗАЦИЯ
Цинкование – это покрытие металлическим цинком, которое наносится на сталь при ее изготовлении либо горячим погружением, либо гальванопокрытием. Цинк представляет собой голубоватый белый металл, температура его плавления составляет 950 градусов по Фаренгейту, а температура кипения или испарения составляет 1350 градусов по Фаренгейту. Цинк при использовании в качестве гальванического покрытия защищает сталь от ржавчины. Кроме того, цинк можно найти в автомастерской в литом или металлическом виде.
При щипковой сварке гальваническое покрытие следует оставлять между слоями стали, поскольку оно обеспечивает защиту от ржавчины. При сварке внахлест с использованием двух пистолетов цинк часто удаляется в процессе очистки при подготовке к сварке. Причина, по которой мы удаляем цинк при сварке двумя горелками, заключается в том, что нам не хватает значительного давления в зоне сварки, а также потому, что мы свариваем только с одной стороны.
Гальванизация может «загрязнить» сварочные наконечники, что называется латунированием. Латунь может привести к тому, что электрод не сможет соединиться со свариваемым материалом. Если электрод окрашивается в золотой или латунный цвет на лицевой стороне электрода, поверхность сварочного наконечника следует очистить. При очистке сварочных наконечников необходимо следить за тем, чтобы диаметр лицевой стороны электрода оставался правильным. Оцинкованная сталь требует примерно на 25% больше мощности, чем неоцинкованная сталь. Для точечной сварки оцинкованной стали необходимо увеличить время сварки и/или мощность сварки. Сварка стали выполняется при температуре 2550 градусов по Фаренгейту. При сварке MIG оцинкованной стали температура сварочной ванны составляет 2550 градусов по Фаренгейту. Даже наблюдателю должно быть очевидно, что если вы нанесете жидкую сталь с температурой 2550 градусов на оцинкованное покрытие, которое кипит при 1350 градусов по Фаренгейту, что произойдет большое количество брызг.
Точечная сварка оцинкованной стали дает очень мало брызг. Это особенно верно, когда сварочный контроллер имеет предварительный нагрев, такой как DiGi S.W.A.T. Сварщик.
Защита от ржавчины : При использовании плоскогубцев TITE-SPOT черное покрытие «E» должно оставаться на внутренней стороне новой детали. Кроме того, на старую деталь можно нанести грунтовку для сварки или другую грунтовку, препятствующую ржавчине. А для плотного, сухого уплотнения между этими слоями стали можно нанести тонкий слой антикоррозийного покрытия на основе воска. Эти материалы будут сожжены при температуре от 400 до 500 градусов по Фаренгейту, когда сталь нагревается до температуры сварки. После формирования сварного шва и охлаждения зоны сварки антикоррозийный состав на основе парафина будет вытягиваться обратно вокруг очага сварки за счет капиллярного действия.
Общее правило при сварке двумя горелками – три чистые стороны. Между деталями нельзя использовать грунтовку для сварки. Черный слой «Е» может быть оставлен на внутренней стороне новой детали внахлест, если цикл предварительного нагрева с низкой мощностью предшествует сварке. Из-за большого количества сварных швов и размера зоны теплового эффекта при сварке с двумя пистолетами после сварки необходимо применять хорошую защиту от ржавчины.
ПРЕДУПРЕЖДЕНИЕ : Газы, образующиеся в процессе сварки, могут быть вредными, поэтому сварку следует проводить в хорошо проветриваемом помещении. Особенно это касается сварки оцинкованной стали. Поскольку TITE-SPOT использует сжатый воздух для охлаждения плоскогубцев TITE-SPOT и охлаждающих шнуров, автоматически создается хорошо вентилируемая среда.
ИСТОРИЯ : Точечная сварка была изобретена и запатентована в 1885 году американцем по имени Элиху Томпсон. Открытие было сделано во время лекции и демонстрации захватывающей новой области электричества в 1884 году. В ответ на вопрос аудитории Томпсон провел эксперимент и произвел первую точечную сварку. Чтобы представить дату в перспективе, лампочка накаливания была запатентована в 1880 году Томасом Эдисоном. Двое мужчин, Эдисон и Томпсон, объединили свои компании, то есть Эдисон Электрик и Томпсон Электрик, в одну компанию в 189 году.5. Они назвали ее General Electric, компания, о которой вы, возможно, слышали сегодня. Томпсон был плодовитым изобретателем, на его счету более 700 патентов, Эдисон так и не сделал 700 патентов. Для сноски дуговая сварка была изобретена русским в 1885 году и основывалась на методе угольной дуги.
ШУТКА О СВАРКЕ
Какие две вещи нельзя сварить точечной сваркой?
ОТВЕТ: Разбитое сердце и Рассвет.
Каков принцип точечной сварки и машины для точечной сварки?
Точечная сварка — это тип сварки, используемый для сварки листов металла вместе путем зажима листов в одной точке и пропускания электрического тока через точку для расплавления листов.
Что такое процесс точечной сварки?
Аппарат для точечной сварки использует два электрода для прижатия заготовки таким образом, что два слоя металла образуют контактное сопротивление под давлением двух электродов. Когда электричество проходит через заготовку, от одного электрода к другому, в точке контакта пластин выделяется большое количество резистивного тепла, и металл в самой горячей области в центре быстро нагревается до высокопластичного или расплавленного состояния. государство. Продолжая поддерживать давление на контактную площадку, ток был отключен. По мере остывания металла образуется термический шов.
Точечная сварка сопротивлением характеризуется низким энергопотреблением, низкой стоимостью, высоким качеством, высокой эффективностью, простотой автоматизации и удобством использования. Не требуются расходные материалы, сварочные прутки, проволока или флюсы. Процесс сварки потребляет меньше тепла, не образуются вредные вещества, такие как дым и пыль, нет ослепляющего светового загрязнения, а рабочее напряжение низкое. Это безопасный, экономичный, эффективный, надежный и экологически чистый метод сварки.
Точечная сварка в основном используется для соединения тонких листов, таких как обшивка самолетов, дымовые трубы авиационных двигателей, обшивки кабин автомобилей и т. д.
Принцип работы машины для точечной сварки
Точечная сварка в основном используется для соединения тонких листов, таких как обшивка самолетов, дымовые трубы авиационных двигателей, обшивки кабин автомобилей и т. д.
Конструкция машины для точечной сварки Проще говоря, это мощный трансформатор, который преобразует источник электроэнергии с более высоким напряжением, например 220 В переменного тока, в низковольтный источник питания с большой силой тока. Это может быть либо постоянный ток, либо переменный ток. Этот более высокий ток, наряду с сопротивлением заготовки, создаст тепло, которое расплавит сварной шов.
Когда ток начинает течь через электроды, напряжение падает. Затем сварочный аппарат будет регулировать рабочее напряжение в процессе сварки. Сварочный ток и напряжение на сварочном аппарате можно регулировать в соответствии с требуемым током для различных свариваемых материалов. Многие сварочные аппараты имеют систему охлаждения, в которой вода циркулирует через трансформатор, электроды и другие детали, чтобы избежать выделения тепла.
Качество электродов напрямую влияет на процесс сварки, качество сварки и производительность. Обычно используемые электродные материалы: красная медь, кадмиевая бронза, хромистая бронза и т. д.
Фазы цикла сварки:
- Стадия предварительного сжатия: Заготовка помещается между двумя электродами, и электроды прижимаются друг к другу, зажимая заготовку на месте.
- Время сварки: Сварочный ток проходит через заготовку и выделяет тепло для образования пятна расплавленного металла.
- Время техобслуживания: Сварочный ток отключается, а давление на стык сохраняется до тех пор, пока расплавленный металл не затвердеет до достаточной прочности.
- Время отдыха: электрод отделяется от заготовки, и сварочный аппарат ненадолго остынет, пока не начнется следующий цикл сварки.
Как пользоваться аппаратом для точечной сварки?
- Перед сваркой положение стержня электрода следует отрегулировать так, чтобы при прижатии электрода к заготовке плечи электрода были параллельны друг другу.
- При сварке сначала очистите поверхность сварного соединения. Вся грязь, масло, оксидная окалина и ржавчина должны быть удалены перед сваркой стальных сварных конструкций, чтобы обеспечить хороший контакт.
- Регулировку тока можно выбрать в зависимости от толщины и материала заготовки. Пружинную прижимную гайку на электродах можно отрегулировать для получения предпочтительной степени сжатия.
- Если сварочный аппарат оснащен системой охлаждения, сначала включите охлаждающую воду, а затем включите питание, чтобы подготовиться к сварке. После включения питания должен загореться индикатор питания.
- Поместите свариваемые листы между двумя электродами и выполните точечную сварку. Некоторые сварочные аппараты будут иметь автоматическое управление, а другие могут иметь ручное управление, такое как ножная педаль, которую можно нажать, чтобы привести электроды в контакт со сварным изделием и сжать заготовку.
Условия, на которые следует обратить внимание при сварке:
- Для горячекатаной стали лучше всего использовать пескоструйную обработку или использование шлифовального круга для удаления оксидной окалины. Заготовку также можно протравить кислотой для удаления оксидов металлов. Хотя неочищенные сварные детали можно сваривать точечной сваркой, они могут серьезно сократить срок службы электрода и снизить эффективность производства и качество сварного шва.
- Для горячекатаной стали лучше всего использовать пескоструйную обработку или использовать шлифовальный круг для удаления оксидной окалины. Заготовку также можно протравить кислотой для удаления оксидов металлов. Хотя неочищенные сварные детали можно сваривать точечной сваркой, они могут серьезно сократить срок службы электрода и снизить эффективность производства и качество сварного шва.
- Время сварки: при сварке среднеуглеродистой и низкоуглеродистой стали сварочный аппарат может использовать либо сильную, либо слабую настройку сварки. Сильная настройка может использоваться в массовом производстве для повышения эффективности производства, снижения энергопотребления и уменьшения деформации заготовки.
- Формы электродов различаются и выбираются в зависимости от формы сварного шва. При установке электродов обратите внимание на параллельность верхней и нижней поверхностей электродов. Плоскости электродов следует содержать в чистоте и зачищать наждачной шкуркой или напильником.
Каковы классификации машин для точечной сварки?
Аппараты для точечной сварки можно классифицировать по следующим признакам:
- Назначение: Различают универсальные и специальные типы.
- Проводка: Есть односторонние и двухсторонние сварщики.
- Режим трансмиссии нагнетательного механизма: Существуют педальные, мотор-кулачковые, пневматические, гидравлические и составные типы.
- По особенностям работы бывают неавтоматизированные и автоматизированные.
- Характеристика эксплуатации: Бывают неавтоматизированные и автоматизированные.
- Способ установки; Существуют фиксированные типы, мобильные типы или переносные типы (типы подвески).
- Направление движения электрода: Различают электроды с вертикальным ходом (электрод движется по прямой) и электроды с дуговым ходом.
- Электрический ток: Существуют сварочные аппараты переменного и постоянного тока, импульсные сварочные аппараты, сварочные аппараты с накоплением энергии и сварочные аппараты с переменной частотой.
Применение машин для контактной точечной сварки:
Поскольку машины для контактной точечной сварки отличаются высокой производительностью, низкой стоимостью, хорошей экономией материалов и простотой автоматизации, они часто используются для мелкоточной сварки, авиации, аэрокосмической промышленности, энергетики, электроники, автомобилестроение, легкая промышленность и другие отрасли.
Емкостный аппарат для точечной сварки:
Емкостный аппарат для точечной сварки (также известный как аппарат для точечной сварки с емкостным накопителем энергии) пропускает переменный ток через выпрямитель для преобразования его в постоянный, а затем поступает на конденсатор для зарядки конденсатора. . Затем электричество высвобождается в виде импульса через точки контакта заготовки для сварки металла.
Каковы характеристики аппарата емкостной точечной сварки?
- Энергосбережение и высокая эффективность.
- Энергия, получаемая из сети, низкая, поэтому влияние на сеть незначительно.
- Выходное напряжение стабильно.
- Сварка прочная, паяные соединения не обесцвечены.
- Сохраняет процесс измельчения и имеет высокую эффективность.
Емкостный аппарат для точечной сварки сопутствующие товары:
- Управление работой микросхемы микрокомпьютера, погрешность установки значения тока зарядки и разрядки поддерживается на уровне менее 2%.
- Большинство аппаратов для точечной сварки постоянным током оснащены светодиодным дисплеем для установки мощности, что позволяет наблюдать за изменением мощности при зарядке и разрядке. Японские высокоэффективные конденсаторы быстрой зарядки и разрядки
- имеют длительный срок службы, стабильный и точный выходной ток.
- Максимальное напряжение рабочего конца аппарата для точечной сварки составляет 12 В постоянного тока. Низкое напряжение означает высокую безопасность сварки.
- Скорость разряда всего 10 микросекунд, а скорость нагрева высокая. Емкостный аппарат для точечной сварки может легко точечно сваривать алюминий, медь, золото, серебро и другие материалы с высокой теплопроводностью. Время зарядки составляет 0,25 секунды, поэтому каждый цикл занимает всего около 0,26 секунды. Выходной ток
- DC SPOT является точным, обеспечивает высокое качество, прочность и чистоту паяных соединений без потемнения или обесцвечивания.
- Прецизионные емкостные машины для точечной сварки, разработанные с использованием высококачественных деталей из Европы, Америки и Японии, могут обеспечить высокоэффективную точечную сварку с низким уровнем отказов. Они используются не только для цветных металлов, таких как золото, серебро и луженые детали для пайки, но и для точной сварки черных металлов, таких как железо и нержавеющая сталь. Их преимущества заключаются в эффективности, точности, энергосбережении и экономии материалов. Они обладают высокой скоростью сварки и стабильным качеством сварки, что позволяет исключить необходимость в техническом персонале для их эксплуатации.
Что такое точечная сварка? Тщательное понимание
Последнее обновление
Точечная сварка, также известная как сварка электрическим сопротивлением, считается одной из старейших форм сварки. Сварщики считают этот метод наиболее эффективным при соединении двух или более металлических листов. Этот метод включает применение огромного давления, тепла и электрического тока через металлические листы. Делая это, вы устраните сопротивление металлических листов, что приведет к плавлению.
Точечная сварка на протяжении многих лет используется в различных отраслях народного хозяйства. Такие предприятия, как разработка автомобилей в обрабатывающей промышленности, используют точечную сварку листового металла. По завершении листового проката полученный сварной шов используется для изготовления кузовов транспортных средств.
Как работает точечная сварка?
Во-первых, давайте разберемся с этапами процесса точечной сварки. Вот обзор.
1. Выравнивание заготовок и металлических листов
Перед началом сварки все заготовки и металлические листы выравниваются соответствующим образом. Это действие имеет решающее значение, поскольку после того, как листы будут сварены вместе, их отсоединение будет невозможно. Если вы не выровняете свои заготовки правильно, вам может потребоваться повторить процедуру заново, используя новые металлические листы.
2. Прижимные электроды
Процесс прохождения электродов включает в себя выбор подходящих электродов для сварки ваших заготовок. Большинство сварщиков предпочитают использовать электроды из чистой тугоплавкой меди из-за их повышенной способности сопротивляться окислению и удерживать тепло. Эти электроды также идеальны, так как они содержат части молибдена (Mo). Известно, что МО имеет высокую температуру плавления, достаточную для предотвращения расслаивания.
3. Обеспечение протекания тока через электроды
В этом процессе вам необходимо расположить электроды в правильно отведенных для них местах. Наступите на правую кнопку на вашем сварочном аппарате, чтобы произвести необходимый электрический ток. Ступенька будет генерировать электрический ток высокого напряжения. Затем ток течет через электроды и металлические стержни в металлические листы. В результате сопротивления металла электрическому току выделяется тепло для расплавления металлического листа и образования сварного шва.
Вырабатываемое тепло будет ограничено только площадью контакта между электродом и сварным швом. Прижимайте электроды к металлическим листам с разумной силой, чтобы получить качественный выход. На этапе выдержки выключите ток, поддерживая давление, чтобы сваренный самородок остыл.
Тип деталей, с которыми вы будете работать во время точечной сварки, будет определять тип и величину используемого тока. Например, количество времени, в течение которого протекает ток, определяется толщиной заготовки. Как только все ваши листы будут точно сварены, снимите и переместите электроды, чтобы подготовиться к новому сеансу сварки.
Материалы, используемые при точечной сварке
Существуют различные виды сырья для точечной сварки. Помимо металлических, вы можете использовать сталь, никелевые сплавы, титан и проволочную сетку. Сталь широко используется в автомобильной промышленности из-за ее высокого электрического сопротивления и плохой проводимости. Автомеханики предпочитают низкоуглеродистую сталь высокоуглеродистой стали, потому что она не трескается.
Точечная сварка также может быть затруднена из-за различных факторов. Самые распространенные из них включают использование оцинкованной стали и алюминия. Эти материалы требуют высокого уровня электрического тока для сварки и более длительного времени сварки, в отличие от сварки стали.
Другим фактором является неподходящая толщина сварочных материалов. Точечная сварка требует использования материалов толщиной близкой к 3 мм. Если вы используете листы разных размеров, всегда соблюдайте соотношение 3:1, чтобы получить качественные сварные швы.
Авторы и права: Fusionstudio, Shutterstock
Параметры точечной сварки
1. Сила электродов
Сила электродов относится к количеству энергии, необходимой для слияния или сплавления металлических листов. Чем выше количество энергии, тем больше тепла будет выработано. В этом случае инженеры должны быть предельно осторожны, чтобы не поставить под угрозу качество сварного шва.
Иногда требуется увеличить сварочный ток, чтобы увеличить усилие сварки. Убедитесь, что увеличение находится на умеренном уровне, чтобы уменьшить образование брызг между листами и электродами. В случае образования брызг электроды прилипнут к металлическим листам и испортят окончательный шов.
Точечная сварка также требует приложения минимального давления. Минимальное давление помогает сохранить электрический ток и тепло, выделяемое металлическими листами и электродами. Приложение большого давления создает маленькое пятно, которое снижает проварную способность сварного шва.
2. Время сжатия
Время сжатия, также называемое запрограммированным временем сжатия, представляет собой разницу между начальным усилием электрода и начальным током на заготовке. Этот параметр действует путем стабилизации сварочного наконечника перед подачей на него электрического тока. Пропуск этого шага может привести к искривлению, преждевременному износу электрода или межфазному выталкиванию.
Увеличение продолжительности обжатия необходимо для получения качественных сварных швов. С другой стороны, это расширение также может привести к увеличению эксплуатационных расходов и уменьшению количества сварных швов за сеанс. Ограничение времени обжатия может привести к выбросу металла или получению некачественных сварных швов. Убедитесь, что вы заранее запрограммировали время сжатия перед началом сварки. Программирование осуществляется от источника питания, чтобы обеспечить эффективную стабилизацию силы электрода.
3. Время сварки
Время сварки – это продолжительность подачи электрического тока на заготовки или металлические листы. Это время обычно рассчитывается с использованием циклов линейного напряжения. Однако точно рассчитать время сварки сложно. Он в значительной степени зависит от активности, проводимой вокруг места сварки.
При определении времени сварки необходимо учитывать следующие факторы:
- Тип и сила тока должны обеспечивать качественный сварной шов
- Убедитесь, что время сварки очень короткое
- При сварке толстых листов время сварки необходимо для получения крупки большого диаметра
- Выберите параметры, снижающие вероятность износа электродов
- Изменить продолжительность сварки во время автоматической зачистки наконечника и сохранить постоянное значение контактной поверхности электрода
4. Время выдержки
Время выдержки — это период после сеанса сварки. В это время электроды остаются прикрепленными к металлическому листу для постепенного охлаждения зоны сварки. После того, как расплавленная масса затвердеет, перед началом нового сеанса снимите свариваемые детали с поверхности сварки.
Превышение времени выдержки приведет к ненужному распространению тепла по сварному шву. Это распространение тепла может привести к нагреву электродов и их износу. Высокоуглеродистые материалы требуют небольшого времени выдержки. Такие материалы начинают трескаться и становятся хрупкими при длительных сеансах выдержки. Удаление электродов до затвердевания зерен может привести к разрыву сварных швов или к получению непрочных сварных швов.
Авторы и права: Прафан Джампала, Shutterstock
Применение точечной сварки
1. Производство электроники
Точечная сварка широко используется для изготовления таких изделий, как газовые датчики, солнечные панели, переключатели, высоковольтные кабели и печатные платы. Известно, что этот метод обладает высоким электрическим сопротивлением, что делает его идеальным для изготовления сложных и чувствительных электронных изделий.
2. Наплавление гвоздей
Значительная часть населения не осведомлена о том, что точечная сварка является одним из способов соединения рулонов гвоздей. Приварка стальной проволоки к гвоздям обычно выполняется на высоких скоростях с использованием пневматических магазинов для гвоздезабивных пистолетов. Чтобы увеличить количество производимых гвоздей, сварщики могут использовать круги для шовной сварки. Использование этих колес гарантирует производительность около 1200 гвоздей в минуту.
Перед тем, как начать процесс сплавления гвоздей, убедитесь, что подается точный электрический ток. Фокус вашего электрического тока должен быть в основном в точке, где гвоздь находится под сварочным кругом. Пристальное внимание к электрическому току приведет к точной фиксации гвоздей в готовности к сплавлению.
3. Автомобильная промышленность
Точечная сварка широко известна в автомобилестроительной отрасли, поскольку ее стоимость невелика и легкодоступна. Этот метод также является быстрым и обеспечивает эффективный и простой способ сварки листового металла для производства автомобилей. Производители также могут извлечь выгоду из небольшого времени, затрачиваемого на использование этого метода, и разработать больше автомобилей за смену, что приведет к максимизации прибыли.
Точечная сварка не требует особых навыков. Этот метод может эффективно использоваться даже обученным персоналом или запрограммированными роботами, что обеспечивает бесперебойную работу производственного процесса.
4. Лечение зубов
Точечная сварка применяется в зуботехнических лабораториях для нескольких видов лечения. Этот метод используется для нагрева или ремонта ортодонтических материалов с помощью электропайки. Ортодонт может использовать аппарат для точечной сварки для отжига проволоки, используемой для крепления зубных имплантатов.
5. Производство аккумуляторов
Электрическое сопротивление используется для точечной сварки полос с никель-металлогидридными, литий-ионными аккумуляторами или никель-кадмиевыми элементами при производстве аккумуляторов. Точечная сварка приваривает тонкие никелевые полоски к клеммам аккумулятора. Этот метод широко предпочтительнее обычного процесса пайки, поскольку он предотвращает частый нагрев батареи.
Преимущества использования точечной сварки
- Быстрый метод
Известно, что точечная сварка дает результаты за короткое время. При точечной сварке выделяемого тепла достаточно для равномерного и быстрого последовательного соединения двух металлических листов. Несмотря на быстроту метода, заготовки никогда не деформируются.
- Легко понять
Точечная сварка является одним из старейших и хорошо известных способов сварки. Этот метод хорошо определен и легко применим для сварки различных тонких металлов, таких как никель и нержавеющая сталь. Поскольку этот метод прост для понимания и применения, он широко используется в нескольких секторах, таких как авиация, автомобилестроение, строительство.
- Доказано и протестировано
Точечная сварка отличается высокой совместимостью, эффективностью и однородностью. По сей день все заинтересованные стороны в области точечной сварки проделали большую работу, чтобы проверить и доказать, что этот метод является лучшим.
- Энергоэффективность
Сварка методом электрического сопротивления требует минимального количества энергии и электроэнергии. Этот метод обеспечивает гораздо более эффективное использование электричества и энергии, чем другие методы сварки, такие как MIG и TIG.
- Экономичный
Точечная сварка снижает производственные затраты инженеров, поскольку она относительно дешева в эксплуатации. Этот процесс также позволяет вам включать роботов, которые увеличивают производственные мощности. По этой причине точечная сварка легко сочетается с другими сложными методами производства, особенно в таких областях, как сборочная линия производства.
Недостатки сварки трением
- Требуется большая рабочая зона
Точечная сварка не может выполняться в небольшом или ограниченном рабочем пространстве. Метод предполагает использование большого количества тепла и вредных газов. Таким образом, этот метод требует, чтобы у вас была большая и хорошо вентилируемая рабочая зона.
- Может быть опасным
Сварочные пистолеты, используемые для точечной сварки, тяжелые и требуют большой силы при их использовании. Такие характеристики делают метод очень опасным, особенно для пожилых сварщиков. Большое количество тепла, выделяемое во время сварки, может вызвать серьезные ожоги при попадании на кожу сварщика.
Сварщики также всегда находятся рядом с опасными дымами и искрами, которые представляют значительный риск для их здоровья. К другим рискам для сварщиков относятся аварии и травмы, особенно рук и пальцев.
- Точечная сварка может быть слабой
Точечная сварка не подходит для сварки более толстых материалов. Окончательный сварной шов будет низкого качества, так как точечный сварной шов не проварится должным образом. Из-за этой слабости проекты, выполненные с использованием точечной сварки, легко ломаются, что требует регулярного ремонта.
Часто задаваемые вопросы
1. Возможна ли точечная сварка толстых материалов?
Точечная сварка в основном используется для соединения тонких материалов толщиной около 3 миллиметров. При сварке компонентов разных размеров следите за тем, чтобы соотношение толщин не превышало 3:1. Прочность окончательного сварного шва будет зависеть от количества и размера каждого материала. Конечный продукт должен иметь диаметр точечной сварки от 3 мм до 12,5 мм.
2. Можно ли точечной сваркой алюминия?
С годами сварочная промышленность постепенно перешла от использования стали к использованию алюминия. Эта замена произошла во многих приложениях, таких как производство автомобилей, где вес является важным компонентом. Большинство сварщиков предпочитают использовать трехфазную электроэнергию для точечной сварки и изготовления легких алюминиевых изделий.
Большое количество электроэнергии, необходимой для такой сварки, делает точечную сварку наиболее подходящим методом. Время оборота, в течение которого точечная сварка подает электрический ток, составляет 0,1 секунды или меньше.
3. Как работает аппарат для точечной сварки?
Сварка сопротивлением связана с сопротивлением материала протеканию тока. В этом процессе окончательный сварной шов формируется путем сочетания давления, времени и тепла. Сопротивление материала приведет к образованию локализованного тепла для плавления материалов. Свариваемые детали обычно удерживаются давлением, оказываемым наконечниками электродов и щипцами.
Наконечники электродов и щипцы также служат проводниками, по которым протекает электрический ток во время цикла сварки. Несколько факторов обычно определяют продолжительность сварки. К этим факторам относятся:
- Толщина материала
- Площадь поперечного сечения контактных поверхностей сварочного наконечника
- Тип и величина тока
Заключение: точечная сварка
Точечная сварка лучше всего применяется, когда вам нужны сварные швы с малым поперечным сечением.