Обзор сварочных полуавтоматов — ЭкоСвар
При покупке сварочного оборудования, а особенно сварочных полуавтоматов MIG/MAG, очень часто встает вопрос, какого производителя и какую модель выбрать? В интернете очень много заказных статей, а обзоры и ТОП-листы сварочных полуавтоматов далеки от реальности. В магазинах и торговых компаниях продавцы рекомендуют тот товар, который выгоднее продавать, а знакомые сварщики, зачастую, варят на старье, которое уже не время покупать. Тонкостей в выборе, как обычно, много.
В помощь покупателю начинаем серию статей посвященных обзору сварочного оборудования: полуавтоматов, инверторов, аргонников и тракторов. Рассматривать будем как профессиональное сварочное оборудование, так и аппараты по-проще. Будем делать обзор всего, что встречается в нашей практике: что встречаем у клиентов, что приносят в ремонт в наш центр сервисного и гарантийного обслуживания. Итак, начнем.
Сегодня остановимся на обзоре сварочных полуавтоматов 2-х популярных немецких производителей: EWM и LORCH. Как обещали, сравнивать будем объективные характеристики без привязанности к брендам и лишней рекламы.
Как обещали, сравнивать будем объективные характеристики без привязанности к брендам и лишней рекламы.
Обзор немецких сварочных полуавтоматов: LORCH против EWM
В нашем сравнении участвуют сварочные полуавтоматы «одноклассники» по цене, немного отличающиеся по используемым технологиям сварки: сварочный полуавтомат LORCH MicorMIG 400 и полуавтомат EWM Taurus synergic 451. Оба производителя заявляют, что данные сварочные полуавтоматы производятся и собираются в Германии. С этим мы еще разберемся далее.
Комплектация сварочных полуавтоматов
Оба аппарата в декомпактном исполнении с жидкостным охлаждением. Аппараты являются профессиональными, но отнести их к промышленному классу нельзя. Хоть владелец наших 2-х аппаратов использует их на полную мощность в производстве серьезных металлоконструкций, но уровень аппаратов пониже промышленного класса. Прежде всего из-за ПВ (продолжительность включения). При работе на полной мощности до 100% она у них не дотягивает. Т.е. оба аппарата подходят для предприятий со средней интенсивностью сварочного производства. Наши сварочные полуавтоматы, участвующие в обзоре, имеют синергетическое управление, т.е. аппарат сам выстраивает нужные параметры сварки. Отличия аппаратов заключается в том, что сварочный полуавтомат LORCH MicorMIG работает по своей запатентованной технологии Micor предполагающей использование резонанса в сварке. Сам термин Micor расшифровывается как микропроцессорный управляемый резонанс. EWM же работает по обычной системе — старый добрый трансформатор. В качестве доп.опций, полуавтоматы оснащены специальными процессами: SpeedArc (у LORCH) и ForceArc (у EWM). Данные специальные процессы представляют собой сварку короткой дугой. Сварочная дуга целенаправленна и пробивает толстый металл. Ее цель — быстрый и тщательный провар толстого металла.
Т.е. оба аппарата подходят для предприятий со средней интенсивностью сварочного производства. Наши сварочные полуавтоматы, участвующие в обзоре, имеют синергетическое управление, т.е. аппарат сам выстраивает нужные параметры сварки. Отличия аппаратов заключается в том, что сварочный полуавтомат LORCH MicorMIG работает по своей запатентованной технологии Micor предполагающей использование резонанса в сварке. Сам термин Micor расшифровывается как микропроцессорный управляемый резонанс. EWM же работает по обычной системе — старый добрый трансформатор. В качестве доп.опций, полуавтоматы оснащены специальными процессами: SpeedArc (у LORCH) и ForceArc (у EWM). Данные специальные процессы представляют собой сварку короткой дугой. Сварочная дуга целенаправленна и пробивает толстый металл. Ее цель — быстрый и тщательный провар толстого металла.
Внешнее исполнение и дизайн сварочных полуавтоматов
Если говорить о дизайне, то оба аппарата достаточно эргономичны. Подающий механизм удобно перемещается по площадке, а длина шланг-пакетов может варьироваться от стандартной до 20м, что очень удобно. Источник тока поставлен на колеса, и вы можете легко передвигать его. Отдельное внимание хотелось уделить подающему механизму.
Подающий механизм удобно перемещается по площадке, а длина шланг-пакетов может варьироваться от стандартной до 20м, что очень удобно. Источник тока поставлен на колеса, и вы можете легко передвигать его. Отдельное внимание хотелось уделить подающему механизму.
Подающий механизм обоих сварочных полуавтоматов имеет 4-х роликовый механизм, что положительно сказывается на подаче сварочной проволоки. Подающий механизм сварочного полуавтомата LORCH MicorMIG имеет подсветку внутри самого подающего. Это очень удобно при работе в цехах, где освещение не всегда в норме. Кроме того основные настройки параметров сварки или, так называемая, синергетика, вынесена также в подающий. На практике это очень удобно. У EWM подающий механизм из металла, у LORCH из специального композитного материала. По ощущениям, это что-то среднее между пластиком и металлом. В этом, кстати нет минуса, т.к. композит является меньшим проводником тока и вероятности возникновения КЗ снижаются в разы. У EWM кстати внутри подающего механизма находится JOB LIST с перечнем сварочных заданий. Еще одна отличительная особенность наших сварочных полуавтоматов — размер самого подающего. У подающего механизма от LORCH MicorMIG диаметр меньше. Это позволяет проносить его в стандартные канализационные люки диаметром 420 мм. Для определенного круга задач это огромный плюс.
У EWM кстати внутри подающего механизма находится JOB LIST с перечнем сварочных заданий. Еще одна отличительная особенность наших сварочных полуавтоматов — размер самого подающего. У подающего механизма от LORCH MicorMIG диаметр меньше. Это позволяет проносить его в стандартные канализационные люки диаметром 420 мм. Для определенного круга задач это огромный плюс.
Обзор системы управления сварочных полуавтоматов LORCH и EWM
Наши сварочные полуавтоматы, участвующие в обзоре, хоть и имеют синергетику, но сами настройки и подготовка к работе отличаются значительно. Внешний вид панели управления сравниваемых аппаратов выглядит следующим образом:
Система подготовки к сварке у обоих аппаратов принципиально отличается. Причем ровно противоположно. У аппаратов EWM внутри подающего механизма размещен перечень сварочных заданий, или, так называемый, JOB LIST, где по таблице видно какому заданию соответствуют определенные технические характеристики сварки. Например, если мы выбираем JOB №1, то вы выбрали материал «А», защитный газ «В», и диаметр проволоки «С». На самой лицевой панели управления мы регулируем сварочный ток, напряжение. Минус в том, что если вдруг этот JOB LIST кто-то отклеил, выбросил или просто спёр, то догадываться какому джобу какой режим соответствует становится очень проблематично.
Например, если мы выбираем JOB №1, то вы выбрали материал «А», защитный газ «В», и диаметр проволоки «С». На самой лицевой панели управления мы регулируем сварочный ток, напряжение. Минус в том, что если вдруг этот JOB LIST кто-то отклеил, выбросил или просто спёр, то догадываться какому джобу какой режим соответствует становится очень проблематично.
У сварочных полуавтоматов LORCH синергетика работает принципиально наоборот. В серии MicorMIG у нас получается 2 панели управления. Когда мы поставили катушку проволоки, тут же в механизме мы совершаем всего 3 действия: выбираем металл, который будем варить, защитный газ и диаметр проволоки, которую мы используем. Мы закрываем подающий и на главной панели управления выбираем толщину металла, который мы будем варить. Все остальные характеристики аппарат выстраивает сам. Причем мы можем осуществлять регулировку как по толщине металла, так и по скорости подачи проволоки. Если мы нашли для себя какой-то режим в котором часто работаем, то можем сохранить его в память под каким-то номером, например JOB №1. Т.е. управление 2-х аппаратов отличается своей полной противоположностью. Тем, кто всегда работает на сварочных полуавтоматах EWM наверняка уже в памяти отпечатались номера имеющихся сварочных заданий. И сварщик наизусть помнит, что JOB №77 — это AlMg, Ar100%, 1,6 мм. А вот если вы меняете сварщиков, то в работе с аппаратом могут быть проблемы, т.к. JOB LIST нужно будет беречь как зеницу ока.
Т.е. управление 2-х аппаратов отличается своей полной противоположностью. Тем, кто всегда работает на сварочных полуавтоматах EWM наверняка уже в памяти отпечатались номера имеющихся сварочных заданий. И сварщик наизусть помнит, что JOB №77 — это AlMg, Ar100%, 1,6 мм. А вот если вы меняете сварщиков, то в работе с аппаратом могут быть проблемы, т.к. JOB LIST нужно будет беречь как зеницу ока.
Вообще у сварочного оборудования LORCH интерфейс более понятный, даже методом тыка можно разобраться, где какой режим и что надо делать. У EWM настройки намного сложнее. По остальным сварочным параметрам оба аппарата имеют возможность регулировки динамики сварочной дуги, что дает им только положительную строну.
Все основные отличия сравниваемых полуавтоматов LORCH и EWM относительно внешнего исполнения и настроек мы перечислили. Поэтому, на сегодня остановимся. Впереди все самое интересное: сравнение сварочных способностей наших полуавтоматов и качества сварки.
Читайте далее:
Обзор сварочных полуавтоматов: качество сварки LORCH против EWM
ТОП-10 сварочных полуавтоматов в 2019 году
З кожним роком всі товари стають все досконалішими. Прогрес не стоїть на місці, зачіпаючи зварювальні апарати в тому числі. Вони стають продуктивніше, мало габаритні, так і бренди намагаються зробити вартість такого агрегату доступніше. Якщо ви вирішили придбати зварювальний напівавтомат, то радимо ознайомитися з нашою статтею. Ми збирали в ній не тільки новинки, але і популярні моделі на ринку зварювального обладнання. Виділивши всі достоїнства і недоліки не 10 ти популярних моделей, ви зможете без роздумів зробити правильний вибір напівавтомата для зварювання. А якщо ви відчуваєте, що деякі технічні знання необхідно підтягнути, то і тут ми не залишимо вас у біді. Короткі принципи роботи зварювальних напівавтоматів буде чудово нагадати собі ще раз і закріпити вже наявні знання. Топ зварювальних напівавтоматів в Україні складено фахівцями інтернет магазину Станочок. Готові зануритися в сліпучий світ сучасного зварювального обладнання? Опускайте маску зварника, ми починаємо!
Готові зануритися в сліпучий світ сучасного зварювального обладнання? Опускайте маску зварника, ми починаємо!
Критерії відбору зварювальних апаратів для рейтингу
- Діапазон регулювання вихідного струму і напруги апарату. Більшість зварювальних напівавтоматів на сьогоднішній день є універсальними бійцями, які здатні працювати відразу в декількох режимах. Але для кожного з них, необхідно враховувати такі критерії як вихідний струм і напруга. Якщо взяти до уваги режим роботи звичної багатьом зварюванням електродів, то тут є вже усталена роками правило — сила струму повинна розраховуватися виходячи з розміру електрода, яким ви плануєте працювати. Чим він більше, тим більше Ампер необхідно подати. В такому разі роботи будуть виконані якісно. Ручне зварювання електродом — це перші кроки в світі з’єднання металу з допомогою електричного струму. Але от коли ви переводите автомат в режим роботи з дротом, то можна розгубитися. Адже такий спосіб зварювання не так сильно поширений.
 Але сучасні агрегати, які заточені під кілька режимів роботи, дозволять вам здійснити регулювання необхідної величини, а саме — напруги. Особливу увагу перед покупкою агрегату варто приділити того, які обсяги робіт ви плануєте виконувати. Такий показник, як тривалість включення важливий, адже він безпосередньо вказує на те, скільки часу ви зможете працювати з агрегатом на максимальних значеннях струму.
Але сучасні агрегати, які заточені під кілька режимів роботи, дозволять вам здійснити регулювання необхідної величини, а саме — напруги. Особливу увагу перед покупкою агрегату варто приділити того, які обсяги робіт ви плануєте виконувати. Такий показник, як тривалість включення важливий, адже він безпосередньо вказує на те, скільки часу ви зможете працювати з агрегатом на максимальних значеннях струму. - Можливість швидкої зміни полярності для роботи з флюсового дротом. Робота з напівавтоматом робить певну свободу вибору. Вона полягає в тому, що використовувати можна кілька різновидів дроту. Найчастіше, роботи проводяться в середовищі інертних, або як їх ще називають — благородних газів. У такому разі полярність на агрегаті повинна бути в такій послідовності: на виріб кріпиться мінус, а на самій північній пальнику буде плюс. Така послідовність підключення називається зворотним. Але є ситуації, коли роботи буде краще виконати з допомогою флюсового дроту. Для її застосування не потрібно зовсім ніякого газу, але ось полярність буде з точністю до навпаки. Хвилин буде перебувати на виробі, а ось плюсом буде зварювальний рукав. Такий спосіб роботи ще називають прямим. Варіант підключення подібним чином дозволить розширити можливості роботи з металами.
- Максимально споживана потужність. Цей критерій особливо цінується серед покупців, які купують агрегат побутового та напівпрофесійного класу. А якщо наперед невідомо, де будуть проводиться роботи — будь то квартира або гараж, і яка там якість електромережі і стабільність напруги, то краще вибрати напівавтомат, який буде споживати не надто багато потужності. Сучасні транзистори, які використовуються в обладнанні, дають можливість зменшити цей показник, а стабільність роботи дуги збільшити. Перед покупкою агрегату придивіться до того, які використані транзистори виробником. MOSFET або IGBT — це топові деталі, які зроблять роботи з агрегатом стабільної і комфортної. Обидва показують відмінну працездатність, тому вибір певного буде залежати тільки від ваших особистих бажань і переконань.
- Додаткові функції. Добре, коли купуючи інструмент, ви отримуєте вигоду. В сучасних зварювальних напівавтоматах, які представлені в інтернет -магазині Станочек є можливість працювати в трьох режимах — MMA/MIG/MIG. Так що ви стаєте щасливим власником інструменту — 3 в 1. Отримуєте не тільки напівавтомат зварювання, але і ручну, а так само флюсовую — і це все в одному «флаконі». Більше немає необхідності купувати різне обладнання. Напівавтомат важить не багато не мало 10-15 кг, але в корпусі поміщено цілий набір інструментів. І крім усі, ви можете швидко перемикатися. Не потрібно робити заміну агрегатів. Адже часто буває таке, що необхідно провести роботи з тонким металом, а поруч знаходиться вже конструкція значної товщини, яку не так просто і зварити з допомогою дроту.
- Ціна. Ще одним важливим аспектом вибору зварювального напівавтомата є його вартість. Якщо для великого підприємства може бути і не помітна різниця в пару тисяч гривень, то для пересічного покупця, вона може стати суттєвою. І звичайно, приємно купити якісний агрегат та ще й заощадити. У нашій статті ми зробили огляд зварювальних напівавтоматів в кращому співвідношенні ціна/якість. І кожен з вас, гарантовано, зможе вибрати щось для себе. Адже зварювальний напівавтомат — це покупка не кілька років, і він повинен служити вам вірою і правдою. Погодьтеся, завжди добре купити недорогий напівавтомат для гаража і дачі та експлуатувати його довгі роки. Зварювальний напівавтомат для дому, роботи або заробітку повинен бути не тільки економічним, але і повністю безпечним в роботі.
 Але сучасні агрегати, які заточені під кілька режимів роботи, дозволять вам здійснити регулювання необхідної величини, а саме — напруги. Особливу увагу перед покупкою агрегату варто приділити того, які обсяги робіт ви плануєте виконувати. Такий показник, як тривалість включення важливий, адже він безпосередньо вказує на те, скільки часу ви зможете працювати з агрегатом на максимальних значеннях струму.
Але сучасні агрегати, які заточені під кілька режимів роботи, дозволять вам здійснити регулювання необхідної величини, а саме — напруги. Особливу увагу перед покупкою агрегату варто приділити того, які обсяги робіт ви плануєте виконувати. Такий показник, як тривалість включення важливий, адже він безпосередньо вказує на те, скільки часу ви зможете працювати з агрегатом на максимальних значеннях струму. Хвилин буде перебувати на виробі, а ось плюсом буде зварювальний рукав. Такий спосіб роботи ще називають прямим. Варіант підключення подібним чином дозволить розширити можливості роботи з металами.
Хвилин буде перебувати на виробі, а ось плюсом буде зварювальний рукав. Такий спосіб роботи ще називають прямим. Варіант підключення подібним чином дозволить розширити можливості роботи з металами.
 І звичайно, приємно купити якісний агрегат та ще й заощадити. У нашій статті ми зробили огляд зварювальних напівавтоматів в кращому співвідношенні ціна/якість. І кожен з вас, гарантовано, зможе вибрати щось для себе. Адже зварювальний напівавтомат — це покупка не кілька років, і він повинен служити вам вірою і правдою. Погодьтеся, завжди добре купити недорогий напівавтомат для гаража і дачі та експлуатувати його довгі роки. Зварювальний напівавтомат для дому, роботи або заробітку повинен бути не тільки економічним, але і повністю безпечним в роботі.
І звичайно, приємно купити якісний агрегат та ще й заощадити. У нашій статті ми зробили огляд зварювальних напівавтоматів в кращому співвідношенні ціна/якість. І кожен з вас, гарантовано, зможе вибрати щось для себе. Адже зварювальний напівавтомат — це покупка не кілька років, і він повинен служити вам вірою і правдою. Погодьтеся, завжди добре купити недорогий напівавтомат для гаража і дачі та експлуатувати його довгі роки. Зварювальний напівавтомат для дому, роботи або заробітку повинен бути не тільки економічним, але і повністю безпечним в роботі.Перед тим, як зробити такий важливий крок і придбати зварювальний напівавтомат, давайте виділимо деякі аспекти, якими ми радимо вам керуватися при виборі агрегатів:
- Ретельно продумайте, для яких цілей ви будете використовувати інструмент — будинок, дача, гараж, ремонтні роботи, зварювання на підприємстві
- Що саме вам належить варити — які різновиди металів
- Яким способом зварювання ви будете працювати найчастіше
- Уважно вивчіть відгуки за кожною з вподобаних моделей
- Підберіть оптимальну модель — зварювальний напівавтомат ціна якість
Звертайтесь за консультацією до фахівців магазину Станочок, без сорому запитуйте про всі нюанси модельного ряду.
1. Зварювальний напівавтомат Протон СПАЇ-270/ДО
Одна з популярних моделей Українського ринку зварювальних напівавтоматів — це Протон СПАЇ-270/К. Особливу любов і визнання покупців даний агрегат отримав за те, що за порівняно невисоку вартість, ви отримуєте цілий комплект для зварювальних робіт. Вітчизняним виробником використовуються лише якісна техніка. Особливо можна виділити застосування в моделі транзисторів типу IGBT. У моделі від Протон поєднуються одразу три різновиди зварювання — це MMA/MIG/MAG. Приємним доповненням стала наявність відразу декількох цифрових дисплеїв на контрольній панелі. Завдяки цьому контролювати хід роботи стало ще простіше. Підключення відбувається завдяки стандартним роз’ємів, які знаходяться на передній частині інструменту. При цьому, сам вага агрегату становить 10 кг. Зверху малогабаритного пристрою розташувалася рукоять для комфортного перенесення напівавтомата. ККД зварювального обладнання становить 80%, так що агрегат безумовно є лідером продуктивності серед схожих моделей у своїй ціновій категорії.
Але серед таких очевидних плюсів, є і недоліки. Якщо обсяг робіт великий — ви плануєте працювати без відпочинку, то даний агрегат стане не кращим вибором. Все-таки він орієнтований більше на побутового споживача. Діаметр зварювального дроту так само обмежений і становить не більше 1 см Так що для більш серйозних робіт дана модель не підійде.

Плюси:
- Якісні комплектуючі — транзистори IGBT
- Три режими роботи — MIG/MAG/MMA
- ККД становить 80 відсотків
- Так як вітчизняна техніка — ви не переплачуєте при купівлі
- Низький вага інструменту — 10 кг і зручна рукоятка для транспортування на корпусі
- Хороша комплектація — є все необхідне, щоб відразу ж приступати до роботи
- Є можливість регулювати швидкість подачі дроту
- Функції гарячого старту, антизалипания електрода і форсаж дуги — для комфортного процесу роботи
2. Зварювальний напівавтомат Кентавр СПАР-255 НДР
Модель є гарною усталеної на ринку напівавтоматів для дачі та будинки. Якщо ви доглядаєте ідеальний інструмент, який підійшов би для вирішення щоденних побутових викликів по дрібному ремонту, або ви займаєтеся хобі, яке пов’язане з необхідністю поєднувати металоконструкції — то це найкращий вибір. Все, що ви хотіли знати про це зварювальному апараті є в нашій статті. Перше, на що потрібно звернути увагу — так це можливість постійно контролювати процес роботи.
Але не все так райдужно, як могло здатися на перший погляд. Для тих, хто хоче отримати найкращий агрегат у співвідношенні ціна/якість для тривалих робіт — на жаль, дана модель не підійде. Вона добре справляється з невеликими навантаженнями, але ось зварювання цілий день швидко виведе агрегат з ладу. Та й сили зварювального струму, незважаючи на можливість роботи з великою котушкою з товщиною 1,2 см максимум, все-таки мало. Так що не сподівайтеся заощадити і придбати такий інструмент для важкої роботи.
Вона добре справляється з невеликими навантаженнями, але ось зварювання цілий день швидко виведе агрегат з ладу. Та й сили зварювального струму, незважаючи на можливість роботи з великою котушкою з товщиною 1,2 см максимум, все-таки мало. Так що не сподівайтеся заощадити і придбати такий інструмент для важкої роботи.
Плюси:
- Агрегат розрахований на роботу з великою котушкою зварювального дроту
- Є цифровий дисплей для постійного контролю
- Рукав виходить з допомогою евроразъема
- Возмодонтсь принудиетльного охлажеия у разі необхідності
- Отримання «маси» виконана з допомогою великого і надійного крокодила.
- Є можливість модуляції зварювального струму
- У будь-який момент одним рухом руки ви зможете поміняти полярність зварювального струму
3. Зварювальний напівавтомат Кентавр СПАР-295 НДР
Ще один варіант бюджетного напівавтомата, який стане паличкою-виручалочкою в побутових справах — це Кентавр СПАР-295 НДР. На відміну від молодшої моделі, він володіє схожими характеристиками, але більшою силою струму — 290 А. Особливістю даного агрегату є те, що він поєднує в собі всі найнеобхідніші функції, які спрямовані на якісне виконання зварювальних робіт. Дана модель призначена для роботи навіть з котушкою великого розміру, завдяки чому вам не потрібно зупинятися в процесі роботи. Подача дроту відбувається повністю автоматизовано. Ще однією перевагою моделі є можливість роботи в режимах MMA/MIG. Це як напівавтомат зварювання, так і звична всім робота з допомогою електрода. Відгуки про дану бюджетної моделі не погані. В основному, наші покупці беруть агрегат для роботи вдома або в гаражі. Перевагою напівавтомата Кентавр є те, що зварювальний апарат має можливість працювати з дротом діаметром до 1,2 сантиметра, що само по собі не мало. А якщо враховувати, що агрегат орієнтований на колишнього споживача, то й взагалі — значний показник. Для комфортного контролю за процесом роботи є цифровий дисплей, де відображаються показники сили струму і напруги.
На відміну від молодшої моделі, він володіє схожими характеристиками, але більшою силою струму — 290 А. Особливістю даного агрегату є те, що він поєднує в собі всі найнеобхідніші функції, які спрямовані на якісне виконання зварювальних робіт. Дана модель призначена для роботи навіть з котушкою великого розміру, завдяки чому вам не потрібно зупинятися в процесі роботи. Подача дроту відбувається повністю автоматизовано. Ще однією перевагою моделі є можливість роботи в режимах MMA/MIG. Це як напівавтомат зварювання, так і звична всім робота з допомогою електрода. Відгуки про дану бюджетної моделі не погані. В основному, наші покупці беруть агрегат для роботи вдома або в гаражі. Перевагою напівавтомата Кентавр є те, що зварювальний апарат має можливість працювати з дротом діаметром до 1,2 сантиметра, що само по собі не мало. А якщо враховувати, що агрегат орієнтований на колишнього споживача, то й взагалі — значний показник. Для комфортного контролю за процесом роботи є цифровий дисплей, де відображаються показники сили струму і напруги. Полярність дуги може бути змінена, а тому вас стає доступним можливість роботи як в захисному газовому середовищі, так і без неї. Та що й казати — кращу бюджетну модель треба пробувати.
Полярність дуги може бути змінена, а тому вас стає доступним можливість роботи як в захисному газовому середовищі, так і без неї. Та що й казати — кращу бюджетну модель треба пробувати.
Але все ж у інструменту є недоліки. Так як модель не розрахована для великих виробництв, то з великими навантаженнями агрегат не надто успішно справляється. Система примусового охолодження включається часто, якщо роботи інтенсивні. Для дачі, гаража вистачить — але ніяк не для серйозних робіт. Тривалість включення такого агрегату складає 60%,за умови подання максимального струму.
Плюси:
- Доступна модель
- Є функція зміни полярності
- Зручний цифровий дисплей для контролю за роботою
- Євророз’єм для рукава
- Компактні габарити і привабливий яскравий дизайн
- Два режими роботи — ручне зварювання і напівавтомат
- Невелика вага — 14 кг
- Можливість встановлювати навіть велику котушку
4. Зварювальний напівавтомат Vitals Master MIG 1400T Digital
Зварювальний напівавтомат, який зможе забезпечити вам необхідний спектр робіт не тільки в сфері побутової, але і напівпрофесійної — це все про Vitals Master MIG 1400T Digital. Унікальна новинка, яка дуже швидко завоювала серця споживачів. Завдяки тому, що агрегат може працювати в трьох режимах роботи — MIG/MMA/MAG і виконаний із застосуванням передових комплектуючих, то якість його роботи на висоті. А вага інструменту становить лише 7,6 кг, що значно нижче, ніж такі ж інструменти у конкурентів. Бренд Віталс — широко відомий на ринку своїм якісним товаром. Давайте оцінимо один з кращих вистав зварювальних напівавтоматів в даній категорії. Перше, що необхідно відмітити — це стабільна робота в трьох режимах. Компанія використовувала інноваційну технологію VRD. Її суть полягає в тому, що під час відпочинку напруга знижується до мінімального. Це робить роботу зі зварювальним напівавтоматом безпечною. Ви зможете навіть доторкнутися до електрода без наслідків. Адже ваше здоров’я і збереження — на першому місці. Для невпинної контролю за роботою є цифрові дисплеї. Цифри великі, яскраво відображаються, навіть через маску хамелеон ви зможете їх розглянути під час неактивного режиму роботи.
Унікальна новинка, яка дуже швидко завоювала серця споживачів. Завдяки тому, що агрегат може працювати в трьох режимах роботи — MIG/MMA/MAG і виконаний із застосуванням передових комплектуючих, то якість його роботи на висоті. А вага інструменту становить лише 7,6 кг, що значно нижче, ніж такі ж інструменти у конкурентів. Бренд Віталс — широко відомий на ринку своїм якісним товаром. Давайте оцінимо один з кращих вистав зварювальних напівавтоматів в даній категорії. Перше, що необхідно відмітити — це стабільна робота в трьох режимах. Компанія використовувала інноваційну технологію VRD. Її суть полягає в тому, що під час відпочинку напруга знижується до мінімального. Це робить роботу зі зварювальним напівавтоматом безпечною. Ви зможете навіть доторкнутися до електрода без наслідків. Адже ваше здоров’я і збереження — на першому місці. Для невпинної контролю за роботою є цифрові дисплеї. Цифри великі, яскраво відображаються, навіть через маску хамелеон ви зможете їх розглянути під час неактивного режиму роботи. То ж порадує тих, хто носить окуляри, але під час роботи не хоче їх одягати — проблем зі зчитуванням показників не буде. Зручна передня панель, на якій здійснюється контроль за процесами, інтуїтивно зрозуміла. В інструменті передбачена модуляція зварювального струму. А використання роз’єму типу еврорукав робить вас у кілька разів мобільнішими. Зварювальний апарат без зусиль витримує великі навантаження. Для зручності роботи в комплекті вже є пальник для зварювання MIG, купувати її окремо не потрібно. А бонусом до всього — приємна ціна інструменту. Одне з найкращих пропозицій за цю вартість.
То ж порадує тих, хто носить окуляри, але під час роботи не хоче їх одягати — проблем зі зчитуванням показників не буде. Зручна передня панель, на якій здійснюється контроль за процесами, інтуїтивно зрозуміла. В інструменті передбачена модуляція зварювального струму. А використання роз’єму типу еврорукав робить вас у кілька разів мобільнішими. Зварювальний апарат без зусиль витримує великі навантаження. Для зручності роботи в комплекті вже є пальник для зварювання MIG, купувати її окремо не потрібно. А бонусом до всього — приємна ціна інструменту. Одне з найкращих пропозицій за цю вартість.
Але незважаючи на все це, кілька негативних моментів все-таки зустрічається. По-перше, дані агрегат не призначений для важкої комерційної роботи, а тільки для домашнього застосування або використання для хобі. По-друге показник максимального зварювального струму малуватий, 140 А. В порівнянні навіть з бюджетними моделями — ця хараетстриска трохи не дотягує.
Плюси:
- Компактні розміри — всього 7,5 кг
- Виробник надійний, а тому за якість техніки можна не переживати
- Еврорукав для швидкого проведення маніпуляцій
- Середня тривалість навантаження
- Можливість роботи навіть у важких умовах — температура навколишнього середовища до 55 градусів Цельсія
- Інноваційна технологія VRD, що не застосовувалася раніше
- Використання транзисторів типу IGBT — сучасне рішення
5. Зварювальний напівавтомат Vitals Master MIG 1600 DRW
Зварювальний напівавтомат Vitals Master MIG 1600 DRW
Сучасний зварювальний напівавтомат — який він? Надійний, продуктивний, економічний, так просто — найкращий. Новинка в сім’ї зварювального обладнання від Віталс — Vitals Master MIG 1600 DRW. Абсолютно нова і продуктивна модель. Бренд вирішив орієнтуватися на якість. Напівавтомат отримав два режими роботи — це MMA і MIG. З концептуально нового — нова технологія розробки та конструкції. Застосування транзисторів IGBT робить агрегат стабільніше. А чим краще інструмент тримає дугу, тим якісніше у вас і вийде зварювальний шов. На відміну від попередньої моделі, довжина кабелів в 2 метри дозволить вам дотягнутися до самих далеких місць. Але і пересувати інструмент ви без праці зможете з місця на місце, адже його вага становить 14 кг. Цифровий дисплей полегшує процес контролю за роботою, а швидка можливість зміни пальника, дозволить не зупинятися в процесі роботи. Бренд Віталс має безліч позитивних відгуків від задоволених клієнтів в інтернет-магазині Станочок. Якщо ви хочете отримати інструмент для роботи, заробітку або хобі — то ми радимо вам зупинити свій вибір на даному агрегаті. До речі апарат володіє можливістю змінити полярність зварювального струму, що важливо. Але, є свої моменти. Ціна, звичайно, буде вище, ніж у моделей побутового класу, тут вже на смак і колір.
Якщо ви хочете отримати інструмент для роботи, заробітку або хобі — то ми радимо вам зупинити свій вибір на даному агрегаті. До речі апарат володіє можливістю змінити полярність зварювального струму, що важливо. Але, є свої моменти. Ціна, звичайно, буде вище, ніж у моделей побутового класу, тут вже на смак і колір.
Плюси:
- Якісна збірка
- Інформаційний цифровий дисплей, де відображаються поточні показники
- Міцний корпус
- Зручний роз’єм для пальника
- Можливість змінювати полярність
- Довгі кабелі
- Захист від перегріву
- Відмінний вибір для дому і роботи
- На зварювальний напівавтомат легко встановлюється велика котушка
6. Зварювальний напівавтомат Tekhmann TWI-305 MIG
Якщо ви читаєте нашу статтю з самого початку, то могли помітити, як ми просуваємося від побутових до професійних моделей. Напівпрофесійні зварювальні напівавтомати — це перехідна ніша, від бюджетного до більш дорогому. Але з підняттям ціни змінюється якість і технічні характеристики агрегату. Напівпрофесійний інструмент — це ідеальний варіант для тих, хто бажає отримати якісну техніку за середньою ціною і при цьому не відчувати жодних незручностей. Tekhmann TWI-305 MIG — це саме така модель. Все, що вам необхідно для зварювання напівавтомата вмістилося в цій моделі. Купуючи агрегат, ви отримуєте можливість роботи в трьох режимах — MIG/MMA/MAG. Німецька якість — ось запорука успіху. Для будинку, дачі, роботи — це універсальний інструмент. Технічні характеристики говорять самі за себе. ККД становить 85% — це в рази вище, ніж у побутових моделей. Максимальний зварювальний струм складає 305 А — так, такого «звіра» без проблем впорається з різними металами. Механізм подачі дроту виконаний з металу, витримує котушку до 5 кг. Для вашого комфорту — дисплей з показниками і зварювальні кабелі довжиною 3 метри.
Але з підняттям ціни змінюється якість і технічні характеристики агрегату. Напівпрофесійний інструмент — це ідеальний варіант для тих, хто бажає отримати якісну техніку за середньою ціною і при цьому не відчувати жодних незручностей. Tekhmann TWI-305 MIG — це саме така модель. Все, що вам необхідно для зварювання напівавтомата вмістилося в цій моделі. Купуючи агрегат, ви отримуєте можливість роботи в трьох режимах — MIG/MMA/MAG. Німецька якість — ось запорука успіху. Для будинку, дачі, роботи — це універсальний інструмент. Технічні характеристики говорять самі за себе. ККД становить 85% — це в рази вище, ніж у побутових моделей. Максимальний зварювальний струм складає 305 А — так, такого «звіра» без проблем впорається з різними металами. Механізм подачі дроту виконаний з металу, витримує котушку до 5 кг. Для вашого комфорту — дисплей з показниками і зварювальні кабелі довжиною 3 метри.
Здавалося б, ідеальний агрегат. Але от ціна «кусається». Так і в комплектації начебто є все необхідне, але хотілося б більше. Хоча б пластиковий кейс. Так і максимальний розмір зварювальної дроту всього до 1 див.
Хоча б пластиковий кейс. Так і максимальний розмір зварювальної дроту всього до 1 див.
Плюси:
- Напівпрофесійний інструмент — відмінні характеристики
- Велика сила зварювального струму
- Німецька якість товару
- Можливість встановлення великої котушки з дротом
- Яскравий цифровий дисплей
- Прості налаштування
- Рукав довжиною 3 метри
7. Зварювальний напівавтомат Limex MIG 310 mini
Величезні зварювальні напівавтомати вагою до 15 кг не завжди необхідні. Хоче щось компактне, що б не займало мало місце, можна було взяти з собою на об’єкт і не кряхтеть, поки несеш до місця роботи. Виробник Лимекс представив саме такий агрегат — недорогий, продуктивний. компактний. Напевно кращий в класі невеликих напівавтоматів. Особливістю цього «малюка» є те, що вага — всього 7 кг. Легко підніме кожна людина. Та й не великі габарити, сховається навіть у шафці в гаражі і багажнику машини. Але не дивіться на невеликі розміри, технічні характеристики апарату — відмінні. Почнемо з того, що три режими роботи є. Та й полярність можна змінювати в два рахунки. Вся необхідна інформація є на дисплеї. Але ось що стосується максимального зварювального струму, то тут показник більше, ніж навіть у повнорозмірних моделей — 310 Ампер.
Почнемо з того, що три режими роботи є. Та й полярність можна змінювати в два рахунки. Вся необхідна інформація є на дисплеї. Але ось що стосується максимального зварювального струму, то тут показник більше, ніж навіть у повнорозмірних моделей — 310 Ампер.
Але такий невеликий зварювальний напівавтомат не міг бути таким ідеальним, на жаль. Довжина калдевей, які використовуються в інструменті, становить всього 1,5 метра. Цього може бути замало для комфортної роботи. Та і діаметр дроту складає максимум 0,8 див. на Жаль, для роботи з великими навантаженнями цих показників мало. Сюди ж можна віднести тривалості навантаження всього 60%.
Плюси:
- Малі габарити і низьку вагу
- Кілька режимів роботи
- Велика сила зварювального струму
- Можливість зміни полярності
- Є функція антизалипания електрода, гарячий старт
- Симпатичний дизайн
8. Зварювальний напівавтомат Sturm AW97PA280
Німецький бренд створив оптимальний варіант зварювального напівавтомата, який відмінно справляється з високими навантаженнями, володіє значними технічними характеристиками і при цьому відмінно показує себе в роботі. Для того, щоб придбати агрегат для зварювання відмінної якості, зовсім не потрібно багато грошей і Sturm AW97PA280 — це прямий доказ цього. Інструмент здатний без проблем працювати в декількох режимах — це зварювання звичайна ручна, всім звична, з допомогою електрода; зварювання з допомогою дроту в захисному газовому середовищі; а також зварювання флюсовим дротом. Який з цих режимів буде краще вибрати — залежить від якості і товщини металу, що зварюється. Але пристрій ідеально впорається з будь-яким режимом. Максимальний показник зварювального струму становить 280 Ампер, чого достатньо для виконання всіх необхідних завдань. Сюди можна віднести як і роботи з товстим металом, де вимагається застосування електрода до 5 см, а також зварювання тонкого металу з дротом до 1.2 див. Зварювальний котушка вагою до 5 кг зручно розміститься на агрегаті і буде подаватися досить плавно. Що стосується довжини рукава, то 3х метрів вистачить «з головою», щоб дотягнутися до самого важкодоступного місця. Тривалість роботи від 80 до 100%, залежно від режиму роботи, свідчить про те, що агрегат виконаний досить якісно, адже показник багато в чому випереджає вітчизняні та Китайські моделі.
Для того, щоб придбати агрегат для зварювання відмінної якості, зовсім не потрібно багато грошей і Sturm AW97PA280 — це прямий доказ цього. Інструмент здатний без проблем працювати в декількох режимах — це зварювання звичайна ручна, всім звична, з допомогою електрода; зварювання з допомогою дроту в захисному газовому середовищі; а також зварювання флюсовим дротом. Який з цих режимів буде краще вибрати — залежить від якості і товщини металу, що зварюється. Але пристрій ідеально впорається з будь-яким режимом. Максимальний показник зварювального струму становить 280 Ампер, чого достатньо для виконання всіх необхідних завдань. Сюди можна віднести як і роботи з товстим металом, де вимагається застосування електрода до 5 см, а також зварювання тонкого металу з дротом до 1.2 див. Зварювальний котушка вагою до 5 кг зручно розміститься на агрегаті і буде подаватися досить плавно. Що стосується довжини рукава, то 3х метрів вистачить «з головою», щоб дотягнутися до самого важкодоступного місця. Тривалість роботи від 80 до 100%, залежно від режиму роботи, свідчить про те, що агрегат виконаний досить якісно, адже показник багато в чому випереджає вітчизняні та Китайські моделі.
Але як же без мінусів, адже ми максимально чесні з нашими клієнтами. Максимальна можлива температура для роботи інструмент — 40 градусів Цельсія, так що в жаркий день, та ще в закритому приміщенні особливо не попрацюєш. А дисплей на екрані блякне на сонці, і не дуже добре видно показники.
Плюси:
- Пальник підключається за допомогою євро роз’єми
- Довжина зварювального рукави 3 метри
- Більша тривалість роботи — до 100%
- Регульована швидкість подачі зварювального дроту
- Можливість працювати з дротом до 1,2 см в діаметрі
- Доступна ціна
- Німецький бренд гарантує високу якість
- Середні габарити і вага 10 кг -зручно при транспортуванні
- У комплекті є все необхідне для початку роботи
9. Зварювальний напівавтомат Sturm AW97PA310
Даний агрегат можна охарактеризувати як більш потужна модель, ніж попередня. Суттєва відмінність полягає в тому, що сила зварювального струму в кілька разів більше, ніж у молодшої моделі і становить 310 А. При такому показнику вам будуть підвладні будь-які метал.Ви зможете дуже швидко і просто здійснювати зварювання не тільки тонких, але і товстих металів. Завдяки трьом режимам роботи пристрій може повноцінно працювати як і ручним зварюванням, так і дротом в захисному газовому середовищі або без неї з допомогою флюсового. Німецький виробник закріпив всі ці можливості якісною зборкою, так що нічого не може піти не за планом. Пристрій стійке до перепадів напруги і до перегріву. Тривалість навантаження складає 80%, що є дуже хорошим значенням. Інструмент підійде як для домашньої роботи, так і рабом на комерційній основі. Адже максимальний діаметр дроту, з який може працювати напівавтомат від Штурм!, становить 1,2 мм. Далеко не кожен агрегат може похвалитися подібним значенням.Зварювальний рукав довжиною 3 метри зробить вашу роботу максимально комфортною і вам не потрібно буде пересувати зварювальний апарат, газові балони, щоб дотягнутися до виробу, на якому необхідно виконати роботи. А Євро роз’єм для пальника дозволяє провести зміну в лічені секунди.
При такому показнику вам будуть підвладні будь-які метал.Ви зможете дуже швидко і просто здійснювати зварювання не тільки тонких, але і товстих металів. Завдяки трьом режимам роботи пристрій може повноцінно працювати як і ручним зварюванням, так і дротом в захисному газовому середовищі або без неї з допомогою флюсового. Німецький виробник закріпив всі ці можливості якісною зборкою, так що нічого не може піти не за планом. Пристрій стійке до перепадів напруги і до перегріву. Тривалість навантаження складає 80%, що є дуже хорошим значенням. Інструмент підійде як для домашньої роботи, так і рабом на комерційній основі. Адже максимальний діаметр дроту, з який може працювати напівавтомат від Штурм!, становить 1,2 мм. Далеко не кожен агрегат може похвалитися подібним значенням.Зварювальний рукав довжиною 3 метри зробить вашу роботу максимально комфортною і вам не потрібно буде пересувати зварювальний апарат, газові балони, щоб дотягнутися до виробу, на якому необхідно виконати роботи. А Євро роз’єм для пальника дозволяє провести зміну в лічені секунди.
Плюси:
- Три режими роботи — ручне зварювання, зварювання в захисному газовому середовищі за допомогою дроту і зварювання дротом флюсового
- Євро роз’єм для пальника
- Велика довжина зварювального кабелю 3 метри
- Тривалість включення залежить від режиму роботи і становить від 80 % до 100%
- Все необхідне є у комплекті до інструменту
- Плавне регулювання зварювального струму
10. Зварювальний напівавтомат Sturm AW97PA350P
Если вы ищите агрегат, который действительно прослужит вам верой и правдой не один десяток лет, и которым будут проводить работы и ваши дети, то обратите внимание на Sturm AW97PA350P. Это агрегат, который берет не своими техническими характеристиками, а высоким качеством. На первый взгляд может показаться, что максимальная сила сварочного тока в 350 А — это мало. Но как только вы возьмете агрегат в руки и начнете им работать, то поймете, что этого вполне достаточно и качество сварочного шва просто отменное. Работать инструмент может в трех режимах, которые уже привычны нам — MMA/MIG/MAG. Так що вам не доведеться купувати декілька апаратів, все поміститься в одному. Зварювальних кабелів довжиною 3 метри цілком вистачить, щоб вільно переміщатися по периметру приміщення, де проводиться зварювання. Інструмент здатний працювати з дротом, діаметр якої не більше 1 див. Як показує практика, цього цілком достатньо для виконання побутових і напівпрофесійних робіт. Дріт вагою до 5 кг розміщується збірку на агрегаті на металевому тримачі і подається плавно. Бренд родом з Німеччини при складанні зварювальних напівавтоматів використовує тільки транзистори класу IGBT, що свідчить про високу якість і компетенції виробника.
Работать инструмент может в трех режимах, которые уже привычны нам — MMA/MIG/MAG. Так що вам не доведеться купувати декілька апаратів, все поміститься в одному. Зварювальних кабелів довжиною 3 метри цілком вистачить, щоб вільно переміщатися по периметру приміщення, де проводиться зварювання. Інструмент здатний працювати з дротом, діаметр якої не більше 1 див. Як показує практика, цього цілком достатньо для виконання побутових і напівпрофесійних робіт. Дріт вагою до 5 кг розміщується збірку на агрегаті на металевому тримачі і подається плавно. Бренд родом з Німеччини при складанні зварювальних напівавтоматів використовує тільки транзистори класу IGBT, що свідчить про високу якість і компетенції виробника.
Плюси:
- Висока якість збірки зварювального апарату — транзистори IGBT
- Довжина рукава 3 метри — для комфортної роботи
- MMA/MIG/MAG
- Німецький бренд, гарантія 24 місяця
- Можливість встановити котушку до 5 кг
- Плавна подача дроту
В інтернет-магазині Станочек представлений широкий асортимент зварювальних напівавтоматів на будь-який смак. Не соромтеся задавати питання, ми з радістю відповімо на них і підберемо ваш ідеальний напівавтомат для дому, роботи або хобі.
Не соромтеся задавати питання, ми з радістю відповімо на них і підберемо ваш ідеальний напівавтомат для дому, роботи або хобі.
универсальный вариант для профессиональной MIG, MAG, MMA, TIG-сварки / Инструменты / iXBT Live
Небольшой обзор многофункциональной модели сварочного автомата Сварог REAL SMART MIG 200 Black (N2A5) — достаточно недорогого аппарата профессионального уровня для работ в среде защитных газов Версия «Black» продается комплектом (горелки, маска и т.д.) для работы «из коробки». Подойдет для сварки в защитной углекислотной среде или сварочной смеси, для аргонодуговой сварки неплавящимся электродом, а также для сварки обычными электродами. Фактически, это устройство «все-в-одном», которое позволяет настроить широкий набор функций под конкретную задачу.
Сварог REAL SMART MIG 200 Black ( N2A5) в официальном магазине
Сварог REAL SMART MIG 200 Black ( N2A5) на Яндекс.Маркете
Инверторный сварочный аппарат REAL SMART MIG 200 (N2A5) предназначен для полуавтоматической сварки в среде защитных газов (MIG/MAG), сварки порошковой проволокой (FCAW), ручной дуговой сварки покрытым электродом (ММА), а также
аргонодуговой сварки неплавящимся электродом (TIG). С таким аппаратом можно смело варить низко и высокоуглеродистые стали и сплавы, нержавеющие стали, а также алюминий, титан, медь, бронзу, латунь и их сплавы. Для режима ММА сварки предусмотрены регулировка тока и напряжения дуги, форсаж, отключаемый VRD, функция антиприлипания, горячий старт. Для режима MIG сварки предусмотрены регулировка тока, продувка газом, режим сварки 2Т/4Т, дожиг, а также холостая подача проволоки.
С таким аппаратом можно смело варить низко и высокоуглеродистые стали и сплавы, нержавеющие стали, а также алюминий, титан, медь, бронзу, латунь и их сплавы. Для режима ММА сварки предусмотрены регулировка тока и напряжения дуги, форсаж, отключаемый VRD, функция антиприлипания, горячий старт. Для режима MIG сварки предусмотрены регулировка тока, продувка газом, режим сварки 2Т/4Т, дожиг, а также холостая подача проволоки.
Характеристики:
Бренд: Сварог
Модель: REAL SMART MIG 200 Black ( N2A5)
Тип: сварочный полуавтоматически аппарат
Вид сварки: MIG/MAG/MMA/TIG
Мощность: до 7кВт
Cварочный ток: 30…200 А
Подача проволоки: встроенный механизм
Катушки: стандартные до 5кг
Диаметр сварочной проволоки: от 0,6 до 1.0 мм
Шнур питания длиной 1,8 метра, не съемный. На тыльной стороне расположен фитинг для подачи защитного газа (углекислота, аргон или сварочная смесь). Также рядом распложен выключатель и вентилятор внутреннего объема. На верхней части корпуса расположена ручка для переноски.
На верхней части корпуса расположена ручка для переноски.
Обратите внимание на маркировку, нанесенную на боковой крышке. «JASIC» — означает, что данный аппарат изготовлен для профессионалов. На мой взгляд, это один из вариантов профессиональной модели JASIC MIG 200, несколько улучшенный в плане эргономики и удобства.
Внутри под крышкой расположена ось для установки катушки с проволокой. Можно использовать катушки весом 0,5, 1 и 5 кг. Расходные материалы стандартные, не дефицитные. Есть даже проволоки для сварки нержавеющих сталей, алюминиевые проволоки, а также самозащищаемая проволока для сварки без газа.
На крышке приводится достаточно подробная таблица с описанием типов сварки, требованиям к расходным материалам и необходимым режимам сварки. Весьма и весьма полезно, особенно если у вас нет необходимого опыта.
Механизм подачи проволоки встроен в корпус, полностью металлический. Сильная пружина обеспечивает прижим проволоки для протяжки в горелку. В комплекте имеется сменный ролик для другого диаметра проволоки. Под диаметр проволоки нужно также подбирать и сопла в горелке. По умолчанию установлено для 0,8 мм.
Под диаметр проволоки нужно также подбирать и сопла в горелке. По умолчанию установлено для 0,8 мм.
В отличие от младшей модели REAL MIG 200 (N24002N), в обозреваемой REAL SMART MIG (N2A5) предусмотрен дисплей для индикации режимов (MIG/MAG/MMA/TIG). Под дисплеем расположены ручки для регулировки силы тока, скорости подачи проволоки и т.д. Внизу на панели расположены плюсовая и минусовая силовые клеммы, а также интерфейс для MIG-горелки.
Комплектация MIG 200 Black интересна тем, что в поставке сразу идет хорошая маска-хамелеон. Стекла имеют транспортные наклейки, которые нужно удалить перед началом работы. Также есть смысл изучить инструкцию и отрегулировать маску (время и степень затемнения).
Работает маска от двух мизинчиковых батареек (есть в комплекте), достаточно четко срабатывает, но можно «поиграть» настройками переключателей. Крепление на голову пластиковое, достаточно простое.
Также в комплекте поставляются защитные огнестойкие перчатки (краги) с фирменной символикой «Сварог», руководства пользователя на сам аппарат, на маску, паспорт на изделие, а также комплект сменных и запасных насадок для горелки.
Сопла имеют различный диаметр для проволоки диаметром от 0,5 до 1,0 мм. Имеется и инструмент для их замены. Также в комплекте поставляется достаточно длинный шланг для подачи газа от баллона до аппарата.
Так как аппарат универсальный, то в комплекте идут сразу два вида горелок — для MMA сварки (обычной), и для MIG сварки (в среде защитных газов с подачей проволоки). На фотографии комплект проводов для сварки электродом (Общий провод с крокодилом и держак для электрода).
Горелка для MIG-сварки оснащена кнопкой для управления подачей защитного газа и проволоки. Аппарат умеет работать как в режиме автоматической непрерывной подачи, так и в ручном режиме по нажатию кнопки. Скорость подачи регулируется на панели. Перед работой есть смысл обработать горелку специальным антипригарным спреем для сварки. Таким образом, вы сохраните работоспособность горелки и ее внешний вид гораздо дольше.
Внутри установлены специальные сопла, которые подбираются по диаметру используемой проволоки. Сопла имеют свойство изнашиваться, так что следите и вовремя меняйте. Что касается материалов в целом — то тут довольно все качественно. Придраться не к чему. Например, держак для электродов может похвастать массивным медным фиксатором.
Сопла имеют свойство изнашиваться, так что следите и вовремя меняйте. Что касается материалов в целом — то тут довольно все качественно. Придраться не к чему. Например, держак для электродов может похвастать массивным медным фиксатором.
Ответная часто провода «массы» имеет стандартный хвостовик. А ответная часть горелки MIG достаточно сложно устроена — тут и газовод, и трубка-фидер для проволоки, и управляющие контакты для подачи.
Дополнительно потребуется баллон с газом и регулятор-редуктор газовый (углекислотный или для сварочной смеси), который служит для понижения давления газа, поступающего из баллона до уровня рабочего давления аппарата. Я брал модель Сварог УР-6-6М(есть аналоги). Важно смотреть соответствие фитингов для подключения редуктора к баллону. В моем случае, это G3/4. Главное правильно установить, протянуть и выставить нужное давление. Первый манометр показывает давление в баллоне, второй — рабочее.
Баллон брал на Яндекс.Маркете с бесплатной доставкой, есть варианты на 5 литров, 10 литров, 20 литров и 40 литров. Самые портативные — на 5 и 10 литров. Продаются баллоны пустые, то есть нужно еще найти услугу по заправке углекислотой или сварочной смесью. По сумме стоимости заправки выгоднее взять один раз на 40 литров и установить стационарно в гараже. Заправленный баллон 40 литров весит около 80 кг, баллон 10 кг — менее 20 кг.
Самые портативные — на 5 и 10 литров. Продаются баллоны пустые, то есть нужно еще найти услугу по заправке углекислотой или сварочной смесью. По сумме стоимости заправки выгоднее взять один раз на 40 литров и установить стационарно в гараже. Заправленный баллон 40 литров весит около 80 кг, баллон 10 кг — менее 20 кг.
Таким образом, буквально за 40 т.р. я обеспечил себя приличным комплектом для полуавтоматической сварки с газом или без газа для широкого спектра задач. Расходные материалы можно приобрести онлайн, в крупных строительных магазинах или в профильных магазинах с аксессуарами для сварки. Обращаю внимание, что можно приобрести расходники как для сварки различных сталей, в том числе и тонкостенных, так и для сварки алюминиевых сплавов, нержавеющей стали и т.д. Можно опционально докупить баллон с аргоном и специальную горелку с вольфрамовым электродом (недорого). Запасные части, расходники горелок можно приобрести на Алиэкспресс. Да и сам аппарат я покупал в магазине Svarog Shop Store на AliExpress, так как с купонами было дешевле.
Каюсь, аппарат успел только проверить на работоспособность после покупки, а вот ничего серьезного опробовать не успел. В любом случае, выбором доволен. Периодически попадаются варианты комплектов для сварки MIG как дороже (но не лучше), так и дешевле (но такое себе), так что сделал вывод о том, что Сварог REAL SMART MIG 200 (N2A5) –это золотая середина для сварки MIG/MAG/MMA/TIG, которая подойдет как для любителя, так и для профессионала.
Если аппарат вам интересен, то посмотрите доступное руководство по этой модели, в электронном виде. Достаточно грамотная инструкция, а скорее — целый учебник по сварочным работам в целом.
С другими тестами и обзорами инструментов, умных-часов, смартфонов, а также подборками гаджетов и техники вы можете ознакомиться по ссылкам ниже и в моем профиле.
Сварочный полуавтомат перегревается и самопроизвольно отключается – что делать?
Несколько слов о полуавтоматической сварке. Возможные причины перегрева и самопроизвольного отключения инвертора MIG/MAG. Как устранить неисправность. Что такое ПВ. Как увеличить срок службы аппарата.
Как устранить неисправность. Что такое ПВ. Как увеличить срок службы аппарата.
Полуавтоматическая сварка ведется в среде защитного газа, с использованием присадочной проволоки. Полуавтоматическая – потому что присадочный материал подается к электродуге автоматически, но оператор формирует шов вручную.
Обозначается подобный сварочный процесс MIG/MAG.
MIG – использование инертного газа, MAG – углекислого.
Современные источники тока для работы в режиме MIG/MAG – инверторные. Удобные в использовании, функциональные и надежные. Однако, как и любая техника, по целому ряду причин могут раньше окончания срока службы, гарантированного производителем, выйти из строя.
Одна из самых распространенных неисправностей – полуавтомат перегревается и самопроизвольно отключается.
Как устранить проблему?
В чем может быть причина самопроизвольного отключения
Самая явная причина – длительная работа без перерыва. Тогда должен сработать индикатор перегрева. Обратите на это внимание.
Тогда должен сработать индикатор перегрева. Обратите на это внимание.
Также проблема может возникнуть в следующих случаях:
- Вышел из строя блок охлаждения;
- Замыкание в цепи;
- Пробой в конденсаторах;
- Повреждение питающего кабеля, слабые контакты;
- Подключение к нестабильной или неподходящей сети питания.
Инвертор полуавтоматической сварки должен быть очищен от пыли и грязи, особенно тем, где расположена вентиляционная решетка. Перед включением важно убедиться, что воздухообмену ничего не препятствует. Также следует проверить целостность кабелей и контакты.
Риск самопроизвольного отключения будет снижен, если соблюдать правила эксплуатации и своевременно, правильно обслуживать технику.
Устранение неисправности
Итак, полуавтомат сам отключается.
Для начала посмотрите, загорается ли индикатор перегрева. Если загорается, срабатывает защитное отключение при повышении температуры внутри корпуса, где располагается микросхема, силовые составляющие, конденсаторы, датчик тока и другие детали и узлы. Отключите аппарат от сети. Открутите стенку корпуса, очистите внутренние составляющие от пыли и грязи. Установите крышку на место, включите аппарат. Работайте с учетом ПВ. Это продолжительность включения. Время непрерывной работы источника. Указывается производителями в процентах с учетом десятиминутного сварочного цикла, тока сварки, температуры окружающей среды.
Отключите аппарат от сети. Открутите стенку корпуса, очистите внутренние составляющие от пыли и грязи. Установите крышку на место, включите аппарат. Работайте с учетом ПВ. Это продолжительность включения. Время непрерывной работы источника. Указывается производителями в процентах с учетом десятиминутного сварочного цикла, тока сварки, температуры окружающей среды.
Например, ПВ полуавтомата может быть 60% при 40°C и токе 110 А. Это значит, что при таких условиях аппаратом можно без остановки варить 6 минут, 4 минуты на остывание. При определенных условиях ПВ может быть и вовсе 100%.
Также убедитесь, что с питающей сетью все в порядке. Ее главные параметры – напряжение и частота — соответствуют требованиям производителя аппарата. Если напряжение низкое или слишком высокое, большие перепады, если есть возможность, подключите и проверьте аппарат в другой сети.
Если проблема не исчезла, следует обратиться в специализированный сервисный центр. Тогда потребуется диагностика аппарата, замена вышедших из строя деталей. Это может быть блок охлаждения, силовая часть, конденсаторы, кабели. Профессиональный ремонт сварочного полуавтомата при самопроизвольном отключении, как правило, не длится долго. Вполне реально получить рабочую технику уже на следующий день после обращения. При этом диагностика бесплатная.
Тогда потребуется диагностика аппарата, замена вышедших из строя деталей. Это может быть блок охлаждения, силовая часть, конденсаторы, кабели. Профессиональный ремонт сварочного полуавтомата при самопроизвольном отключении, как правило, не длится долго. Вполне реально получить рабочую технику уже на следующий день после обращения. При этом диагностика бесплатная.
Как продлить срок службы полуавтомата
Чтобы минимизировать риск самопроизвольного отключения, перегрева и других неисправностей, необходимо обслуживать аппарат перед каждым включением.
Ежедневное обслуживание перед включением предполагает:
- Удаление пыли и грязи с корпуса;
- Проверку контактов горелки и кабеля массы, при необходимости их зачистку, затяжку;
- Оценку состояния кабелей, изоляцию или замену повреждённых проводов;
- Проверку механизма подачи проволоки, замену, если это необходимо подающего ролика;
- Очистку направляющего канала горелки сухим воздухом под давлением.

Также важно почистить сопло, при большом засоре, износе выполнить замену этого элемента горелки. Проверке подлежит и газовое оборудование.
Если все же столкнулись с проблемой самопроизвольного отключения, несмотря на обслуживание, соблюдение требований эксплуатации, доверьте диагностику и восстановление работоспособности аппарата профессионалам.
Сегодня ремонт сварочных полуавтоматов в Москве возможен с бесплатной диагностикой, без предоплаты, срочный, в день обращения или на следующие сутки, с забором оборудования в сервис и доставкой на дом.
Это безопасно, удобно и выгодно.
Как выбрать сварочный полуавтомат? | ВелдингГрупп
Главная » Статьи » Как выбрать сварочный полуавтомат?
Каталог товаров
Новости
Наши видеообзоры
Доброго времени суток, дорогие читатели!
В этой статье мы поговорим о том как выбрать сварочный полуавтомат.
Сразу попрошу заметить! Оборудование применяется с использованием сварочно проволоки — как для черного так и для цветных металлов. К тому же Вам потребуется баллон с газом, для полуавтоматов самое популярное это Углекислота, Аргон, и Газовая смесь. Имеется возможность полуавтоматической сварки с использованием порошковой проволоки (о ней тут) Ну а теперь собственно про оборудование.
Сварочные полуавтоматы инверторного типа относятся к высококачественному оборудованию, при изготовлении оборудования используются современные платы на IGBT и MOSFET транзисторах. При использовании полуавтоматического оборудования Вы добьетесь потрясающего качества шва, скорости сварки, и надежности. А также сможете заварить сложно доступные места и тонкий метал. В каталоге нашего магазина Вы найдете большое количество разновидностей оборудования, как для домашнего так и для профессионального использования. Так все-таки как более разумно и правильно подойти к покупке аппарата?[BR]Начнем с того что при выборе модели Вам стоит определиться:
1) Выбор доступного напряжения сети 220 или 380 Вольт, так как оборудования много можете воспользоваться ссылками и нажать на подходящие для вас напряжение, что бы ознакомится с представленными аппаратами. Оборудование для использования в бытовых условиях имеет преимущество перед трехфазной сети. Вы сможете подключить его к абсолютно любой 15 Амперной розетке и начать наслаждаться работой сварочного оборудования. Также аппараты 220 Вольт рассчитаны на Российский рынок и прекрасно будут работать даже если у Вас не стабильное напряжение в сети с перепадами вплоть до 140 Вольт! А аппараты с возможностью подключения к трехфазной сети более «упрямые» они Вам простят перепад в + 15%, но конечно же это более надежное подключение и более стабильное.
Оборудование для использования в бытовых условиях имеет преимущество перед трехфазной сети. Вы сможете подключить его к абсолютно любой 15 Амперной розетке и начать наслаждаться работой сварочного оборудования. Также аппараты 220 Вольт рассчитаны на Российский рынок и прекрасно будут работать даже если у Вас не стабильное напряжение в сети с перепадами вплоть до 140 Вольт! А аппараты с возможностью подключения к трехфазной сети более «упрямые» они Вам простят перепад в + 15%, но конечно же это более надежное подключение и более стабильное.
Если Вы определились с выбором напряжения для будущего аппарата советую перейти в следующий пункт.
2)Какая задача сварочного аппарата? Как я и говорил, существует большое количества оборудования, и порой даже при уже выбранном напряжении существует еще большое количество нюансов.
Рассмотрим варианты оборудование с напряжением в 220 Вольт и до 200 Ампер — Что и для чего.
И так, у Вас бытовая задача? Сварить мангал? Ворота? Калитку? Да все что угодно! Гаражные работы? Без проблем! А может это Ваше будущее хобби? Ведь сварочный процесс это создание чего-то нового. Кузовной ремонт, малые автосервисы с небольшой загруженностью, работа в кооперативе, для такого вида деятельности Вам достаточно к рассмотрению оборудования от 160 до 200 Ампер. Но статья не совсем об этом, более подробное про бытовое оборудование Вы можете прочитать в статье посвящённой конкретно бытовому оборудованию. Большинство оборудование представленное в нашем магазине имеют два вида сварки — это полуавтоматическая и ручная дуговая сварка электродом, что конечно же хорошо, так как нет необходимости докупать еще один аппарат. Еще хочу сделать акцент на аппараты с синергетическим управлением, что для непрофессионального сварщика конечно же большой плюс (перечень аппаратов и описание в статье Самое просто управление)
Кузовной ремонт, малые автосервисы с небольшой загруженностью, работа в кооперативе, для такого вида деятельности Вам достаточно к рассмотрению оборудования от 160 до 200 Ампер. Но статья не совсем об этом, более подробное про бытовое оборудование Вы можете прочитать в статье посвящённой конкретно бытовому оборудованию. Большинство оборудование представленное в нашем магазине имеют два вида сварки — это полуавтоматическая и ручная дуговая сварка электродом, что конечно же хорошо, так как нет необходимости докупать еще один аппарат. Еще хочу сделать акцент на аппараты с синергетическим управлением, что для непрофессионального сварщика конечно же большой плюс (перечень аппаратов и описание в статье Самое просто управление)
Если же для Вас нужен более промышленный аппарат для постоянной и тяжелой работы (Речь пойдет о сварки черного металла от 14мм) то советую Вам прочитать этот абзац.
Это оборудование в большей степени применяется в металлургии, на производственных объектах, судостроении, в строительстве и конечно же в кузовном ремонте.
В данном случае все зависит от степени сложности и объёма работы, какой металл варить и сколько. Сразу хочу заметить что для такой работы используются аппараты работающие от трехфазной сети! Конечно же существуют полуавтоматы работающие и от 220 Вольт, но, функционал у них будет не ахти, они допускают ток только до 225 Ампер, а значит производить сварочный процесс Вы можете только с металлом до 12-14мм. При производственных и больших работах все-таки советую сразу же искать подключение к 380 Вольтам, так как это будет более надежное и мощное оборудование и позволит Вам бесперебойно совершать сварочный процесс. При этом Вы получаете хорошее качество шва и бесконечное удовольствие от сварки черных металлов до 40-50мм.
Конечно же все зависит от силы тока. Советую Вам ознакомится с нашей таблицей (соотношения сварочного тока, толщины металла и способах разделки вы можете посмотреть тут)
3) Сварка цветного металла
Абсолютно любой инверторный полуавтомат имеет возможность сварки как алюминиевых так и нержавеющих сплавов в среде инертного газа Аргона!
Все опять же зависит от выбранного тока Вашего сварочного аппарата, например: при использовании бытового оборудования на 200 Ампер Вы сможете сварить сплав алюминия до 4-5мм тогда как черного металла 10мм! Также для сварки алюминиевых сплавов Вам подойдут аппараты с регулируемой функцией индуктивности (Более подробно о функции и сварки алюминия тут, так же советую Вам посмотреть статью о способах сварки нержавейки тут)
На этом все, Спасибо за внимание! Ниже будут представлены сварочные аппараты для бытового и промышленного уровня, наш собственный ТОП-10
Для более подробной и детальной разборке инверторного сварочного полуавтомата Вы всегда можете обратиться к специалистам своего дела придя к нам в магазин расположенном на шоссе Революции д. 58 магазин «Сварка» или же позвонив нам по двум телефонам: +7 (921) 967-47-56, +7 (812) 226-16-08 Наша команда всегда готова Вам помочь с консультацией и выбором.
58 магазин «Сварка» или же позвонив нам по двум телефонам: +7 (921) 967-47-56, +7 (812) 226-16-08 Наша команда всегда готова Вам помочь с консультацией и выбором.
«Изготовление полуавтоматического аппарата для дуговой сварки» – IJERT
Изготовление полуавтоматического аппарата для дуговой сварки»
Акшай М P1 Анилкумар N2 Ануп Потдар3 Даршан S B4 1,2,3,4 У.Г. Студенты,
Факультет машиностроения, Инженерный колледж Саптагири, Бангалор, Технологический университет Висвесварая, Белагави, Карнатака.
Ramkumar M5
5 Доцент кафедры машиностроения,
Инженерный колледж Саптагири, Бангалор, Технологический университет Висвесварая, Белагави, Карнатака.
Аннотация – Системы автоматизации быстро заменяют человеческую рабочую силу. Одним из преимуществ является то, что это изменение дает рабочей силе время, которое можно потратить на более творческие задачи. Повышение требований к качеству продукции и тенденция к автоматизации производственных процессов наряду с повышением рентабельности приводят к использованию автоматизации в современном производстве. С быстрым развитием экономики Индия постепенно превратилась в производственного гиганта в мире. Сварка является одной из важнейших технологий формовки и обработки материалов в современном машиностроении. Сварка является основным соединительным процессом в различных конструкциях. Автоматизированные системы играют важную роль в достижении более высокого качества и производительности с минимальными затратами. Целью данного проекта является сокращение времени и затрат на установку полуавтоматической установки дуговой сварки (SAWM).
Повышение требований к качеству продукции и тенденция к автоматизации производственных процессов наряду с повышением рентабельности приводят к использованию автоматизации в современном производстве. С быстрым развитием экономики Индия постепенно превратилась в производственного гиганта в мире. Сварка является одной из важнейших технологий формовки и обработки материалов в современном машиностроении. Сварка является основным соединительным процессом в различных конструкциях. Автоматизированные системы играют важную роль в достижении более высокого качества и производительности с минимальными затратами. Целью данного проекта является сокращение времени и затрат на установку полуавтоматической установки дуговой сварки (SAWM).
ВВЕДЕНИЕ
С постоянно растущим спросом как на высокую производительность, так и на высокую точность, полностью механизированный или автоматизированный процесс сварки занял видное место в области сварки. Скорость, с которой автоматизация внедряется в процесс сварки, поразительна, и можно ожидать, что к концу этого века в сварочных цехах будет найдено больше автоматизированных машин, чем людей.
Кроме того, компьютеры играют решающую роль в управлении автоматизированными сварочными процессами, и команды, отдаваемые компьютером, будут браться из программ, которые, в свою очередь, нуждаются в алгоритмах переменных сварки в виде математических уравнений. Для эффективного использования автоматизированных систем важно, чтобы была достигнута высокая степень уверенности в прогнозировании параметров сварки для достижения требуемой механической прочности сварных соединений.Определение сварки:
Сварка — это процесс изготовления высокопрочного соединения между двумя или более деталями путем нагревания до температуры их плавления с применением или без применения давления и с использованием или без использования присадочного металла. Присадочный металл имеет температуру плавления примерно такую же, как и основной металл.
Классификация процесса сварки:
Сварка пластмасс или сварка давлением.
Сварка плавлением или сварка без давления.
Сварка пластика или сварка давлением:
Когда металлическая деталь приобретает пластическое состояние при нагреве, прикладывается внешнее давление. В этом процессе внешние силы играют важную роль в операции склеивания. Группа сварочных процессов, которые производят коалесценцию при температурах существенно ниже точки плавления основных материалов, соединяемых без добавления присадочного металла, представляет собой процесс сварки давлением. Без плавления основного металла из-за температуры, времени и давления происходит коалесценция. Некоторые из самых старых процессов включены в процесс сварки твердого тела. Преимущество этого процесса в том, что основной металл не плавится и, следовательно, при соединении металлов сохраняются первоначальные свойства.
Сварка плавлением или сварка без давления:
Материал на стыке нагревают до расплавленного состояния и дают ему затвердеть. В этом процессе операция соединения включает плавление и затвердевание, и любые внешние силы, приложенные к системе, не играют активной роли в образовании коалесценции.
Обычно при сварке плавлением используется наполнитель для обеспечения заполнения шва. Все процессы сварки плавлением имеют три требования: тепло, экранирование и присадочный материал.
Виды сварки:
Процесс сварки также можно классифицировать следующим образом:
Газовая сварка
Дуговая сварка
Дуговая сварка углеродом
Дуговая сварка в защитном металле
Дуговая сварка под флюсом
Сварка металлов в среде инертного газа
Вольфрамовая сварка в среде инертного газа
Электрошлаковая сварка
Плазменно-дуговая сварка
Сварка сопротивлением
Сварка твердого тела
Термохимическая сварка
Сварка лучистой энергией
Наиболее распространенным типом дуговой сварки является дуговая сварка металлическим электродом в среде защитного газа (SMAW), которая также известна как ручная дуговая сварка металлическим электродом (MMAW) или сварка электродом.
Электрический ток используется для зажигания дуги между основным материалом и расходуемым стержнем или стержнем электрода.Электродный стержень изготовлен из материала, совместимого со свариваемым основным материалом, и покрыт флюсом, выделяющим пары, которые служат защитным газом и образуют слой шлака, оба из которых защищают зону сварки от атмосферных воздействий. загрязнение. Сама сердцевина электрода выступает в качестве наполнителя, что делает ненужным отдельный наполнитель. Этот процесс очень универсален, требует небольшой подготовки оператора и недорогого оборудования. Однако время сварки довольно медленное, поскольку расходуемые электроды необходимо часто заменять, а шлак, оставшийся от флюса, необходимо удалять после сварки.
ПРОИЗВОДСТВО
Шестерни:
Рисунок 1.1: Настольные тиски
Требуемые компоненты:
Ниже описаны основные части ПОЛУАВТОМАТИЧЕСКОГО АППАРАТА ДЛЯ ДУГОВОЙ СВАРКИ:
Микроконтроллер PIC (контроллер периферийного интерфейса)
Реле
Шпильки
Сварочный аппарат
Понижающий трансформатор
Мостовой выпрямитель
Магнитные переключатели считывания
Двигатель
Шестерни (цилиндрические, конические)
Изделия из различных компонентов:
Опорная рама: Опорная рама Длина: 530 мм
Ширина: 280 мм Высота: 480 мм
Конические шестерни (2 шт.
): по 20 зубьев каждая Используется прямоугольная коническая шестерня.Цилиндрические шестерни (2 шт.): 30 зубьев каждая
Держатель сварочной горелки: Держатель сварочной горелки состоит из двух стальных фланцев, приваренных перпендикулярно друг к другу, и с помощью зажима сварочная горелка крепится к перпендикулярному фланцу. Другой фланец приварен к гайке вертикального винтового стержня.
Рисунок 1.2: сварочный держатель
Двигатель стеклоочистителя постоянного тока: Двигатель со скоростью 60 об/мин и крутящим моментом 50 Нм жестко прикреплен к цилиндрической шестерне, которая, в свою очередь, вращает винтовой стержень с помощью другой цилиндрической шестерни. Двигатель жестко крепится к машине путем сварки двигателя на месте. Двигатель работает от напряжения 12В и потребляет ток 4А.
Шпильки:
Рисунок 1.0: Опорная рама
Длина: 360 мм Диаметр: 20 мм Диаметр делителя: 18 мм
Настольные тиски: Длина: 210 мм Ширина: 85 мм
Заготовка, которую можно удерживать: 50 мм
Рисунок 1.
3: Двигатель стеклоочистителя постоянного тока- Печатная плата
: здесь компоненты, которые мы использовали, такие как реле, понижающий трансформатор, мостовой выпрямитель, стабилизатор напряжения, микроконтроллер, магнитный геркон и
.другие простые компоненты, необходимые для сборки печатной платы, такие как диоды, транзисторы, резисторы и т. д., спаиваются вместе в соответствии с требованиями нашего проекта, в микроконтроллер вставляется подходящий программатор. Таким образом, печатная плата готова для работы в соответствии с требованиями.
Рисунок 1.4: Печатная плата с различными компонентами
Сварочный аппарат:
Электрод помещается в сварочный держатель после искрения электрода, этот процесс искрообразования необходим при дуговой сварке.
Рисунок 1.5: Двухмерный вид экспериментальной установки
МОДЕЛЬ
АРК/ZX7-200
НОМИНАЛЬНАЯ МОЩНОСТЬ
AC 220+15%
НОМИНАЛЬНАЯ МОЩНОСТЬ
170 А/26,8 В
СВАРОЧНЫЙ ТОК
10170А
ЭФФЕКТИВНОСТЬ (%)
85
КОЭФФИЦИЕНТ МОЩНОСТИ
0,93
РАЗМЕР (мм)
273*120*188
ВЕС (кг)
5
МЕТОДИКА РАБОТЫ
Рабочий:
Таблица 1.
0: Технические характеристики переносного сварочного аппаратаСборка:
Сборочная единица состоит из двух винтовых стержней, опорной рамы, слесарных тисков, держателя сварочной горелки, двигателя, конических шестерен, цилиндрических шестерен, гаек, опорной плиты, магнитного геркона и печатной платы
Первые два винтовых стержня расположены перпендикулярно друг другу, т. е. один винтовой стержень параллельно земле, а другой перпендикулярно земле, с помощью двух конических шестерен.
Теперь слесарные тиски привариваются к гайке, которая навинчивается на горизонтальный стержень, а держатель сварочной горелки приваривается к гайке, которая навинчивается на вертикальный стержень.
Данное устройство размещается в опорной раме (Г-образной формы), свободный конец одного стержня соединяется с двигателем с помощью прямозубых шестерен, а свободный конец другого стержня фиксируется с помощью роликовых подшипников.
После этих приспособлений, путем расчета необходимой длины сварки, магнитный геркон помещается на вертикальную секцию рамы, которая воспринимает магниты, присутствующие на держателе сварочной горелки.
Теперь заготовка надежно закреплена в тисках, в которых тиски совершают движения по опорной плите. Тиски перемещаются вперед и назад с помощью винтового стержня. Движение винтового стержня инициируется двигателем.
Подходящий электрод выбирается для выполнения процесса, и электрод закрепляется на держателе под некоторым определенным углом, чтобы продолжить процесс сварки.
Движение электрододержателя контролируется магнитными герконами, расположенными на верхнем и нижнем концах вертикальной рамы.
Теперь вся настройка запускается нажатием кнопки переключателя. Магнитный геркон в верхней части вертикальной рамы воспринимает магнит, который размещен или закреплен на держателе электрода, так что этот магнитный геркон подает сигнал на микроконтроллер, который, в свою очередь, подает сигнал на реле, так что двигатель вращается по часовой стрелке.
Это движение винтового стержня по часовой стрелке помогает тискам или заготовке двигаться вперед, что, в свою очередь, перемещает свариваемую заготовку или заготовку, и сварочный аппарат подключается к электрододержателю, и заготовка должна быть заземлена надлежащим образом. или работу. Электрододержатель вместе с электродом перемещается вниз для завершения процесса сварки.
После завершения сварки магнитный геркон в нижней части вертикальной пластины определяет магнит, закрепленный на электрододержателе, и подает сигнал на микроконтроллер, который, в свою очередь, подает сигнал на другое реле, которое вращает двигатель против часовой стрелки, таким образом тиски вдоль заготовки перемещаются в исходное положение. Так что с помощью правильного соединения в плате и правильной сборки всех деталей мы можем добиться процесса сварки.
Расчет цилиндрического зубчатого колеса:
Внешний диаметр = 44 мм
Внутренний диаметр = 40 мм
Количество зубьев = 30
Делительный диаметр
=
= 41,25 мм
Рисунок 1.
6: Блок-схема принципа работыВычисления:
Расчет винтовых стержней:
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
 Кроме того, компьютеры играют решающую роль в управлении автоматизированными сварочными процессами, и команды, отдаваемые компьютером, будут браться из программ, которые, в свою очередь, нуждаются в алгоритмах переменных сварки в виде математических уравнений. Для эффективного использования автоматизированных систем важно, чтобы была достигнута высокая степень уверенности в прогнозировании параметров сварки для достижения требуемой механической прочности сварных соединений.
Кроме того, компьютеры играют решающую роль в управлении автоматизированными сварочными процессами, и команды, отдаваемые компьютером, будут браться из программ, которые, в свою очередь, нуждаются в алгоритмах переменных сварки в виде математических уравнений. Для эффективного использования автоматизированных систем важно, чтобы была достигнута высокая степень уверенности в прогнозировании параметров сварки для достижения требуемой механической прочности сварных соединений.
 Обычно при сварке плавлением используется наполнитель для обеспечения заполнения шва. Все процессы сварки плавлением имеют три требования: тепло, экранирование и присадочный материал.
Обычно при сварке плавлением используется наполнитель для обеспечения заполнения шва. Все процессы сварки плавлением имеют три требования: тепло, экранирование и присадочный материал. Электрический ток используется для зажигания дуги между основным материалом и расходуемым стержнем или стержнем электрода.
Электрический ток используется для зажигания дуги между основным материалом и расходуемым стержнем или стержнем электрода. ): по 20 зубьев каждая Используется прямоугольная коническая шестерня.
): по 20 зубьев каждая Используется прямоугольная коническая шестерня. 3: Двигатель стеклоочистителя постоянного тока
3: Двигатель стеклоочистителя постоянного тока 0: Технические характеристики переносного сварочного аппарата
0: Технические характеристики переносного сварочного аппарата

 6: Блок-схема принципа работы
6: Блок-схема принципа работыA = 3,14*длина резьбового стержня*d*1,65
= 3,14*360*18*1,65
= 33572,8 мм2
Где F = усилие подъема = 7,35 Н·дм = средний диаметр = 18 мм = 0,018 м 2 = 300 = 150
F = коэффициент трения = 0,15
L = расстояние нагрузки = 350 мм = 0,35 м
TR =
TR = 10,8 Нм
СЛ. № | Расстояние сварки в см | Время, затраченное квалифицированным рабочим в сек. | Время, затраченное неквалифицированным рабочим в сек. | Время, затрачиваемое полуавтоматической машиной в сек |
1 | 0 | 0 | 0 | 0 |
2 | 5 | 8 | 12 | 10 |
3 | 10 | 12 | 20 | 17 |
4 | 15 | 18 | 27 | 21 |
Таблица 1. 1: сравнение времени, затрачиваемого на сварку разными рабочими и машинами.
1: сравнение времени, затрачиваемого на сварку разными рабочими и машинами.
Квалифицированный работник
неквалифицированный работник
Semi-
Автоматическая машина
Время, взятое в сварку в секундах
30
25
20
.
дистанционная сварка в см
Рисунок 1.7: график показывает различное время, затрачиваемое рабочими и машиной на сварку.
Рисунок 1.8: Окончательная экспериментальная установка, готовая к подключению к печатной плате.
Вывод:
Следующие пункты являются выводами, сделанными из изготовления полуавтоматической сварочной машины.
С помощью вышеуказанного процесса и экспериментов мы разработали ПОЛУАВТОМАТИЧЕСКУЮ МАШИНУ ДЛЯ ДУГОВОЙ СВАРКИ, которая очень полезна в небольших производствах и обеспечивает безопасность рабочего.
Максимальная толщина заготовки (мягкая сталь), которую может сваривать машина, составляет менее 6 мм.
Максимальная длина, до которой машина может сваривать, составляет 150 мм, а максимальная ширина свариваемого металлического изделия составляет до 50 мм.
Это было бы очень полезно в отраслях массового производства, имеющих конвейеры, сварку MIG и TIG и другие применения.
Коммерческое производство этого проекта экономически целесообразно.
Полуавтоматический сварочный аппарат требует меньше времени для сварки по сравнению с неквалифицированным рабочим.
Рисунок 1.9: Валик на пластине, выполненный полуавтоматической дуговой сварочной машиной.
Использование полуавтоматического сварочного аппарата лучше, чем использование неквалифицированной рабочей силы для сварки.
Портативность. Поскольку общий вес машины составляет менее 20 кг, эти материалы очень легко транспортировать.
ССЫЛКИ
Андерс, А. (2003). «Отслеживание происхождения науки о дуговой плазме —
II.
ранние непрерывные разряды». IEEE Transactions on Plasma Science. 31 (5): 10609. doi: 10.1109/TPS.2003.815477.Оберг, Эрик; Джонс, Франклин Д.; Хортон, Холбрук Л.; Риффель, Генри
ч. (1996), Грин, Роберт Э.; Макколи, Кристофер Дж., Ред., Machinery’s
Справочник(25-е изд.), Нью-Йорк, штат Нью-Йорк, США: Industrial Press, ISBN 978-0-8311-2575-2, OCLC 4736.
«Технический паспорт микроконтроллера PIC17C4x» (PDF) . Технология микросхем. 1996. ДС30412С. Проверено 16 августа 2016 г. .
Уильям Х. Йидон, Алан В. Йидон. Справочник малых электромобилей
мотор. McGraw-Hill Professional, 2001. Стр. 4-134.
Патент США 4 038 620: Магнитный геркон Б. Эдварда Шлезингра-младшего и Чарли Дуэйна Маринера, 26, 19 июля.77. Выключатель с одним магнитным язычком и одним немагнитным.
ANSI/IEEE C57.13, Требования ANS к измерительным трансформаторам. Нью-Йорк, штат Нью-Йорк: IEEE.
1978. с. 4 (§3.26). ISBN 0-7381-4299-
(заменен в 1993 г.).

 ранние непрерывные разряды». IEEE Transactions on Plasma Science. 31 (5): 10609. doi: 10.1109/TPS.2003.815477.
ранние непрерывные разряды». IEEE Transactions on Plasma Science. 31 (5): 10609. doi: 10.1109/TPS.2003.815477. 1978. с. 4 (§3.26). ISBN 0-7381-4299-
1978. с. 4 (§3.26). ISBN 0-7381-4299-Бикфорд, Джон Х.; Нассар, Сайед (1998), Справочник по болтам и болтовым соединениям, CRC Press, ISBN 978-0-8247-9977-9.
Миллер Электрик Мфг Ко (2013). Руководство по дуговой сварке вольфрамовым электродом в среде защитного газа (GTAW) (PDF) . Эпплтон, Висконсин: Miller Electric Mfg Co.
Георгий Далаков. «Электромеханическое реле Джозефа Генри».
Автоматическая сварка Последние исследовательские статьи
ВСЕГО ДОКУМЕНТОВ
349
(ПЯТЬ ЛЕТ 110)
H-ИНДЕКС
9
90EAR 106S (F)Распознавание дефектов сварки в режиме реального времени на основе видимого спектрального изображения и машинного обучения
Суджи Чжан ◽
Мин Дэн ◽
Сяоюань Се
Реальное время ◽
Динамический диапазон ◽
Размерное пространство ◽
Видимый спектр ◽
Система распознавания ◽
Инертный газ ◽
Автоматическая сварка ◽
Сварочный робот ◽
Вольфрамовая сварка в среде инертного газа ◽
Дефекты сварки
Качество сварки вольфрамовым электродом в среде инертного газа зависит от человеческого контроля, что не подходит для автоматизации. В этом исследовании была разработана модель для оценки качества сварки вольфрамовым электродом в среде инертного газа с потенциалом применения в режиме реального времени. В модели использовался алгоритм K-Nearest Neighborhood (KNN) в сочетании с изображениями в видимом спектре, сформированными камерой с высоким динамическим диапазоном. Во-первых, проецируя изображение дефектов сварки на обучающей выборке в двумерное пространство с помощью многомерного масштабирования (МДС), таким образом, однотипные дефекты сварки агрегировались в блоки и распределялись в хэшах, а среди различных дефектов сварки имелось перекрытие. Во-вторых, создание моделей, включая классификацию KNN, CNN, SVM, CART и NB, для классификации и распознавания изображений дефектов сварки. Результаты показывают, что модель KNN является лучшей, которая имеет точность распознавания 98%, а среднее время распознавания одного изображения 33 мс и подходит для обычных аппаратных устройств. Его можно применить к системе распознавания изображений автоматического сварочного робота, чтобы повысить интеллектуальный уровень сварочного робота.
В этом исследовании была разработана модель для оценки качества сварки вольфрамовым электродом в среде инертного газа с потенциалом применения в режиме реального времени. В модели использовался алгоритм K-Nearest Neighborhood (KNN) в сочетании с изображениями в видимом спектре, сформированными камерой с высоким динамическим диапазоном. Во-первых, проецируя изображение дефектов сварки на обучающей выборке в двумерное пространство с помощью многомерного масштабирования (МДС), таким образом, однотипные дефекты сварки агрегировались в блоки и распределялись в хэшах, а среди различных дефектов сварки имелось перекрытие. Во-вторых, создание моделей, включая классификацию KNN, CNN, SVM, CART и NB, для классификации и распознавания изображений дефектов сварки. Результаты показывают, что модель KNN является лучшей, которая имеет точность распознавания 98%, а среднее время распознавания одного изображения 33 мс и подходит для обычных аппаратных устройств. Его можно применить к системе распознавания изображений автоматического сварочного робота, чтобы повысить интеллектуальный уровень сварочного робота.
Автоматическое обнаружение дефектов сварки на «умном» заводе с помощью двумерного лазерного сканера
Франческо Болонья ◽
Майкл Таннус ◽
Донато Романо ◽
Чезаре Стефанини
Лазерный сканер ◽
Умная фабрика ◽
Автоматическая сварка
Проект универсального источника для полуавтоматической сварки переменным током и индукционного нагрева
Владимир Бурлака ◽
Елена Лаврова ◽
Светлана Поднебенная ◽
Виталий Иванов ◽
Сергей Буриков
Индукционный нагрев ◽
Фактор силы ◽
Отличительная черта ◽
Управления источником ◽
Стабильная работа ◽
Техническое решение ◽
Автоматическая сварка ◽
Подача привода ◽
Широкий диапазон ◽
Мелкие детали
В статье предложено схемное решение и алгоритм управления источником питания для полуавтоматической сварки переменным током с улучшенными энергетическими и массогабаритными характеристиками. Отличительной особенностью разработанного источника является отсутствие входного выпрямителя: сварка осуществляется переменным током высокой частоты. Это позволило значительно снизить потери мощности в источнике, а также обеспечить возможность реализации индукционного нагрева путем подключения индуктора к выходу источника.
Еще одной отличительной особенностью разработанного источника является повышенный коэффициент мощности и сниженный уровень высших гармоник потребляемого тока. Коэффициент мощности описываемого источника достигает 0,94 против 0,5÷0,7 для источников, оборудованных обычным выпрямителем с емкостным сглаживанием.
В состав проектируемого источника входит система питания привода механизма подачи проволоки со стабилизацией скорости за счет положительной обратной связи по току двигателя. Это позволило обеспечить стабильную работу привода в широком диапазоне скоростей. Также разработана модель сварочной горелки с флюсовой проволокой, содержащей привод подачи и катушку с проволокой (диаметром до 100 мм), размещенную для уменьшения габаритов в рукоятке горелки.
Отличительной особенностью разработанного источника является отсутствие входного выпрямителя: сварка осуществляется переменным током высокой частоты. Это позволило значительно снизить потери мощности в источнике, а также обеспечить возможность реализации индукционного нагрева путем подключения индуктора к выходу источника.
Еще одной отличительной особенностью разработанного источника является повышенный коэффициент мощности и сниженный уровень высших гармоник потребляемого тока. Коэффициент мощности описываемого источника достигает 0,94 против 0,5÷0,7 для источников, оборудованных обычным выпрямителем с емкостным сглаживанием.
В состав проектируемого источника входит система питания привода механизма подачи проволоки со стабилизацией скорости за счет положительной обратной связи по току двигателя. Это позволило обеспечить стабильную работу привода в широком диапазоне скоростей. Также разработана модель сварочной горелки с флюсовой проволокой, содержащей привод подачи и катушку с проволокой (диаметром до 100 мм), размещенную для уменьшения габаритов в рукоятке горелки. Помимо функции сварки, источник позволяет решать задачи, связанные с индукционным нагревом и/или закалкой мелких деталей; для этого к его выходу подключен компактный индуктор.
Испытания источника показали реализуемость предложенных идей и схемных решений. Размеры источника 190×107×65 мм; вес 1,4 кг; выходной ток до 120 А. Предлагаемое техническое решение позволяет создать малогабаритные, легкие, универсальные, простые в эксплуатации источники питания для полуавтоматической сварки с возможностью индукционного нагрева.
Помимо функции сварки, источник позволяет решать задачи, связанные с индукционным нагревом и/или закалкой мелких деталей; для этого к его выходу подключен компактный индуктор.
Испытания источника показали реализуемость предложенных идей и схемных решений. Размеры источника 190×107×65 мм; вес 1,4 кг; выходной ток до 120 А. Предлагаемое техническое решение позволяет создать малогабаритные, легкие, универсальные, простые в эксплуатации источники питания для полуавтоматической сварки с возможностью индукционного нагрева.
ИДЕНТИФИКАЦИЯ ДЕФЕКТОВ НЕПОЛНОГО ПРОПЛАВЛЕНИЯ НА ЦИФРОВЫХ РЕНТГЕНОВСКИХ ФИГУРКАХ С ГЕОМЕТРИЧЕСКИМ ИНВАРИАНТНЫМ МОМЕНТОМ
Агус Пробо Сутехо ◽
Харул Ахмади ◽
Тасих Мульоно
Система идентификации ◽
Автоматическая сварка ◽
Радиографическая пленка ◽
Геометрический инвариант ◽
Теория моментов ◽
Специализированные знания ◽
Выявление дефектов ◽
Инвариантный момент ◽
Дефекты сварки ◽
Дефект сварки
Исследование дефектов на рентгенографических пленках требует специальных знаний, на что указывает степень эксперта-рентгенолога (AR), однако субъективность AR при выявлении дефектов проблематична. Чтобы преодолеть эту субъективность, необходима автоматическая идентификация дефектов сварки. Это выполняется с помощью Matlab для создания искусственных нейронных сетей, что удобно для пользователей с функцией графического пользовательского интерфейса (GUI). Одним из прорывов в извлечении фигуры из семи значений вектора признаков является теория геометрического инвариантного момента. Это предотвращает изменение характеристик фигуры при перемещении, вращении и масштабировании. Таким образом, система идентификации дефектов сварки с геометрическим инвариантным моментом была создана на цифровой рентгенографической пленке, чтобы преодолеть ошибку считывания с помощью AR. Система идентификации получила рейтинг точности 89.0,9%.
Чтобы преодолеть эту субъективность, необходима автоматическая идентификация дефектов сварки. Это выполняется с помощью Matlab для создания искусственных нейронных сетей, что удобно для пользователей с функцией графического пользовательского интерфейса (GUI). Одним из прорывов в извлечении фигуры из семи значений вектора признаков является теория геометрического инвариантного момента. Это предотвращает изменение характеристик фигуры при перемещении, вращении и масштабировании. Таким образом, система идентификации дефектов сварки с геометрическим инвариантным моментом была создана на цифровой рентгенографической пленке, чтобы преодолеть ошибку считывания с помощью AR. Система идентификации получила рейтинг точности 89.0,9%.
Представление поведения процесса импульсной дуговой сварки металлическим электродом в геометрии валика: исследование ведущих переменных
J L Ласаро Плата ◽
К. С. Санчес Ринкон
Сварочный процесс ◽
Сварной шов ◽
Структурное качество ◽
Параметры сварки ◽
Бисерная геометрия ◽
Автоматическая сварка ◽
Порошковая проволока ◽
Экспериментальная разработка ◽
Сварочные процессы
Абстрактный
Дуговая сварка металлическим газом — один из самых влиятельных процессов в производстве и ремонте конструкций и оборудования; поэтому необходимость повышения производительности и качества сварных соединений привела к разработке методов хорошего контроля параметров сварки. Кроме того, развитие процессов полуавтоматической сварки привело к контролю одной из переменных, таких как импульсный ток; этот метод характеризуется меньшим тепловложением и меньшими энергозатратами, что напрямую влияет на структурное качество сварного соединения и геометрию наплавленного валика. Эта работа была сосредоточена на оценке влияния различных рабочих параметров сварки с использованием центрального инструмента проектирования композитов, основанного на методологии поверхности отклика; затем в экспериментальной разработке использовался источник питания инверторного типа для наплавки, коммерческий класс Stargold clean 9.Защитный газ 6% Ar и 4% CO2 со скоростью 15 л/мин при стационарной дуге, порошковая проволока диаметром 1,2 мм для наплавки и опорная пластина из углеродистой стали толщиной 6 мм. В процессе сварки горелку удерживали под углом 90° и с ходом 16 мм. Для проверки адекватности эмпирических моделей и значимости коэффициентов регрессии был использован дисперсионный анализ.
Кроме того, развитие процессов полуавтоматической сварки привело к контролю одной из переменных, таких как импульсный ток; этот метод характеризуется меньшим тепловложением и меньшими энергозатратами, что напрямую влияет на структурное качество сварного соединения и геометрию наплавленного валика. Эта работа была сосредоточена на оценке влияния различных рабочих параметров сварки с использованием центрального инструмента проектирования композитов, основанного на методологии поверхности отклика; затем в экспериментальной разработке использовался источник питания инверторного типа для наплавки, коммерческий класс Stargold clean 9.Защитный газ 6% Ar и 4% CO2 со скоростью 15 л/мин при стационарной дуге, порошковая проволока диаметром 1,2 мм для наплавки и опорная пластина из углеродистой стали толщиной 6 мм. В процессе сварки горелку удерживали под углом 90° и с ходом 16 мм. Для проверки адекватности эмпирических моделей и значимости коэффициентов регрессии был использован дисперсионный анализ. Следовательно, графики были получены путем определения модели; из полученных статистических результатов было показано, что приведенные выше модели адекватны для прогнозирования ширины сварного шва, высоты валика и провара в пределах изучаемого диапазона переменных. Кроме того, было замечено, что скорость подачи проволоки оказывает очень заметное влияние на геометрию валика сварного шва, за которым следуют частотные импульсы и пиковый ток; наконец, была продемонстрирована эффективность использования этих методологий для управления переменными, относящимися к выполнению сварочных задач с более высокой точностью.
Следовательно, графики были получены путем определения модели; из полученных статистических результатов было показано, что приведенные выше модели адекватны для прогнозирования ширины сварного шва, высоты валика и провара в пределах изучаемого диапазона переменных. Кроме того, было замечено, что скорость подачи проволоки оказывает очень заметное влияние на геометрию валика сварного шва, за которым следуют частотные импульсы и пиковый ток; наконец, была продемонстрирована эффективность использования этих методологий для управления переменными, относящимися к выполнению сварочных задач с более высокой точностью.
Анализ характеристик акустического сигнала дуги при автоматической сварке трубопроводов P-GMAW
Синхуа Лян ◽
Кекуан Ван ◽
Руйбин Дуан
Акустический сигнал ◽
Автоматическая сварка ◽
Характеристический анализ
На пути к автоматическому программированию сварочных роботов на основе модели продукта
Иоан-Матэй Сариван ◽
Оле Мэдсен ◽
Брайан Вейрум Веренс
Программирование роботов ◽
Автоматическая сварка ◽
Сварочный робот ◽
Модель продукта
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ РУКОЯТКИ НА АВТОМАТИЧЕСКОЙ СВАРОЧНОЙ МАШИНЕ MIG
Ильхам Рицкианто ◽
Деди Прадигдо ◽
Исманто Сетьябуди
Сварочный процесс ◽
Роботизированная рука ◽
Моторный привод ◽
Автоматическая сварка ◽
Рука робота ◽
Сварочный робот ◽
Ансис Моделирование ◽
Автоматические системы ◽
Выбор
Аннотация: Технологические достижения на сегодняшний день привели к появлению все более сложных технологий, особенно в роботизированной технике, которая в настоящее время разрабатывается для достижения результатов работы, облегчающих работу человека. Процесс сварки с ручных систем необходимо заменить автоматическими системами. Механическая концепция манипулятора, которая будет применена к автоматической сварочной несущей машине, за счет применения механической концепции 3D-машины, которая, как ожидается, повысит мобильность, рабочий диапазон инструмента, а также повысит качество результатов автоматической сварки. В этом исследовании используется метод экспериментальных исследований и моделирования, целью которого является получение результатов анализа механики манипулятора робота. Данные, полученные после выполнения расчетов, обеспечивают нагрузку на ходовой винт сжимающим напряжением, которое возникает в ходовом винте, напряжением изгиба, которое возникает, и возникающим напряжением сдвига, так что говорят, что головная бригада способна стимулировать максимально допустимое количество . Крутящий момент, требуемый моторным приводом для толкания полученной нагрузки по оси Z ( ), равен , тогда выбор шагового двигателя nema23 считается очень эффективным в качестве манипулятора робота, поскольку он имеет крутящий момент.
Процесс сварки с ручных систем необходимо заменить автоматическими системами. Механическая концепция манипулятора, которая будет применена к автоматической сварочной несущей машине, за счет применения механической концепции 3D-машины, которая, как ожидается, повысит мобильность, рабочий диапазон инструмента, а также повысит качество результатов автоматической сварки. В этом исследовании используется метод экспериментальных исследований и моделирования, целью которого является получение результатов анализа механики манипулятора робота. Данные, полученные после выполнения расчетов, обеспечивают нагрузку на ходовой винт сжимающим напряжением, которое возникает в ходовом винте, напряжением изгиба, которое возникает, и возникающим напряжением сдвига, так что говорят, что головная бригада способна стимулировать максимально допустимое количество . Крутящий момент, требуемый моторным приводом для толкания полученной нагрузки по оси Z ( ), равен , тогда выбор шагового двигателя nema23 считается очень эффективным в качестве манипулятора робота, поскольку он имеет крутящий момент. При нагрузке стержня профиля 2020 при использовании моделирования ansys максимальная общая деформация, которая может возникнуть, составляет , так что можно сказать, что стержень профиля 2020 безопасен для использования на автоматической сварочной несущей машине.
При нагрузке стержня профиля 2020 при использовании моделирования ansys максимальная общая деформация, которая может возникнуть, составляет , так что можно сказать, что стержень профиля 2020 безопасен для использования на автоматической сварочной несущей машине.
СОВРЕМЕННЫЕ СТАЛЕБЕТОННЫЕ ПРОЛЕТНЫЕ КОНСТРУКЦИИ МАЛЫХ И СРЕДНЕПРОЛЕТНЫХ МОСТОВ
Роман Каплин
Железобетон ◽
Бетонная плита ◽
Бетонные конструкции ◽
Железобетонные конструкции ◽
Автоматическая сварка ◽
Железобетонная плита ◽
Подшипник нагрузки ◽
Металлические элементы ◽
Преимущества и недостатки ◽
Бетонная балка
В статье рассмотрены наиболее распространенные железобетонные балочные конструкции современных мостов, применяемые в Украине и других странах. Рассмотрены области применения, преимущества и недостатки железобетонных конструкций. Рассмотрены особенности использования железобетонных конструкций в европейских странах. Приведены наиболее распространенные типовые конструктивные решения железобетонных балочных конструкций, применяемых в мире. Также выделены варианты облегчения железобетонных конструкций без существенной потери несущей способности. В статье представлены варианты облегчения конструкций за счет облегчения металлических несущих элементов и уменьшения веса железобетонной плиты проезжей части. Уменьшение массы металлических элементов может быть получено за счет использования перфорированных элементов, которые могут быть выполнены по безотходной технологии. Для удешевления материалов и уменьшения веса железобетонной плиты ее проектируют облегченной – пустотелой или ребристой. При удалении бетона из растянутой зоны сохраняются только ребра той ширины, которая необходима для размещения сварных каркасов и обеспечения прочности панелей на наклонном сечении. В этом случае плиты в пролете между ребрами работают на изгиб как балки таврового сечения. Верхняя полка пластины также работает на местный изгиб между ребрами.
Приведены наиболее распространенные типовые конструктивные решения железобетонных балочных конструкций, применяемых в мире. Также выделены варианты облегчения железобетонных конструкций без существенной потери несущей способности. В статье представлены варианты облегчения конструкций за счет облегчения металлических несущих элементов и уменьшения веса железобетонной плиты проезжей части. Уменьшение массы металлических элементов может быть получено за счет использования перфорированных элементов, которые могут быть выполнены по безотходной технологии. Для удешевления материалов и уменьшения веса железобетонной плиты ее проектируют облегченной – пустотелой или ребристой. При удалении бетона из растянутой зоны сохраняются только ребра той ширины, которая необходима для размещения сварных каркасов и обеспечения прочности панелей на наклонном сечении. В этом случае плиты в пролете между ребрами работают на изгиб как балки таврового сечения. Верхняя полка пластины также работает на местный изгиб между ребрами. В ходе осмотра в статье представлена новая конструкция железобетонной балочной конструкции с использованием перфорированных коробчатых металлических элементов, изготовленных по безотходной технологии, и облегченной железобетонной плиты проезжей части с пустотелыми опалубками. Металлические блоки соединяются между собой болтами. Металлоблоки изготавливаются из перфорированных листовых элементов, изготовленных по безотходной технологии. Каждый блок состоит из двух главных балок, поперечных диафрагм и нижней плиты. Верхний пояс главных балок выполнен с устройством горизонтальных полок по всей длине балок, выполняющих функцию опорного элемента для железобетонной плиты. Объединение всех элементов конструкции в единый законченный блок осуществляется в заводских условиях методом автоматической сварки, что, в свою очередь, позволяет добиться высокой заводской готовности. Диафрагмы блока выполнены с гребенкой по верхней границе, на которую уложен стальной профилированный лист, являющийся несъемной опалубкой для железобетонной плиты.
В ходе осмотра в статье представлена новая конструкция железобетонной балочной конструкции с использованием перфорированных коробчатых металлических элементов, изготовленных по безотходной технологии, и облегченной железобетонной плиты проезжей части с пустотелыми опалубками. Металлические блоки соединяются между собой болтами. Металлоблоки изготавливаются из перфорированных листовых элементов, изготовленных по безотходной технологии. Каждый блок состоит из двух главных балок, поперечных диафрагм и нижней плиты. Верхний пояс главных балок выполнен с устройством горизонтальных полок по всей длине балок, выполняющих функцию опорного элемента для железобетонной плиты. Объединение всех элементов конструкции в единый законченный блок осуществляется в заводских условиях методом автоматической сварки, что, в свою очередь, позволяет добиться высокой заводской готовности. Диафрагмы блока выполнены с гребенкой по верхней границе, на которую уложен стальной профилированный лист, являющийся несъемной опалубкой для железобетонной плиты. Плита выполнена из несъемной опалубки. Для обеспечения совместной работы металлической детали и железобетонной плиты предлагается система дискретно-непрерывных связей в виде жестких упоров, соединенных в продольном и поперечном направлениях арматурными стержнями.
Плита выполнена из несъемной опалубки. Для обеспечения совместной работы металлической детали и железобетонной плиты предлагается система дискретно-непрерывных связей в виде жестких упоров, соединенных в продольном и поперечном направлениях арматурными стержнями.
Всепозиционная система управления сваркой на основе машинного зрения и нелинейной регрессии
Ю Тан ◽
Чжунжэнь Ван ◽
Лиин Цзинь ◽
Силинь Кэ ◽
Хайшэн Лю
Система контроля ◽
Машинное зрение ◽
Параметры процесса ◽
Нелинейная регрессия ◽
Алгоритм кластеризации ◽
Метод управления ◽
Сварочный процесс ◽
Практическая значимость ◽
Автоматическая сварка ◽
Качество сварки
Для решения проблем низкого качества сварки и низкой степени автоматизации сварки на инженерном участке предлагается метод управления параметрами процесса сварки, основанный на технологии машинного зрения и нелинейной регрессии. Во-первых, блок технического зрения и блок периферийных датчиков предназначены для получения информации о каждом факторе, влияющем на параметры процесса сварки. Во-вторых, алгоритм кластеризации используется для повышения точности извлечения координат характерных точек изображений сварных швов. В-третьих, предлагается метод подбора нелинейной регрессии для определения математической зависимости между качеством сварки в различных положениях сварки и соответствующими параметрами процесса. Экспериментальные результаты показывают, что система управления проста в эксплуатации, и реализовано гибкое управление параметрами процесса сварки в целом. Совокупные отклонения по высоте и ширине шва составляют менее 0,5 и 0,3 мм соответственно. Поверхность сварки стабильна и соответствует требованиям сварки. Поэтому этот метод имеет большое практическое значение в технике полевой сварки.
Во-первых, блок технического зрения и блок периферийных датчиков предназначены для получения информации о каждом факторе, влияющем на параметры процесса сварки. Во-вторых, алгоритм кластеризации используется для повышения точности извлечения координат характерных точек изображений сварных швов. В-третьих, предлагается метод подбора нелинейной регрессии для определения математической зависимости между качеством сварки в различных положениях сварки и соответствующими параметрами процесса. Экспериментальные результаты показывают, что система управления проста в эксплуатации, и реализовано гибкое управление параметрами процесса сварки в целом. Совокупные отклонения по высоте и ширине шва составляют менее 0,5 и 0,3 мм соответственно. Поверхность сварки стабильна и соответствует требованиям сварки. Поэтому этот метод имеет большое практическое значение в технике полевой сварки.
Загрузи больше …
Высокая автоматизация — производительность сварки
Производственная задача повышения производительности при сохранении качества и сдерживании затрат затрагивает каждую отрасль, и сварка не является исключением. Novarc Technologies создала своего робота для совместной сварки, робота для сварки катушек (SWR), для автоматизации процесса сварки с целью повышения производительности в цехе и снижения затрат в цехе по производству труб.
Novarc Technologies создала своего робота для совместной сварки, робота для сварки катушек (SWR), для автоматизации процесса сварки с целью повышения производительности в цехе и снижения затрат в цехе по производству труб.
В SWR используется плавающий манипулятор с большим вылетом и 3-осевой роботизированной рукой на конце, который взаимодействует с оператором, повышая его ловкость и гибкость. Он разработан специально для сварки труб, небольших сосудов под давлением и других видов сварки вальцами и может сваривать фланцы, тройники, отводы, переходники и многое другое.
Внедрение SWR показало увеличение производительности сварки труб в три-пять раз, что потенциально позволяет окупить капитальные затраты на кобот в среднем от шести до 18 месяцев. Даже при таком исходе – и впечатляющих результатах, подобных результатам, полученным в Ванкуверском сухом доке, где благодаря SWR производительность увеличилась более чем на 400 %, – Novarc продолжала проводить дальнейшие исследования для разработки способов расширения возможностей SWR для цехов по производству труб.
Результатом стала разработка новой технологии SWR+HyperFill, которая повышает производительность тяжелого производства за счет увеличения скорости наплавки при одновременном обеспечении превосходного качества сварки.
Чтобы расширить возможности SWR для цехов по изготовлению труб, Novarc разработала технологию SWR+HyperFill, которая повышает скорость наплавки и качество сварки.Высокая эффективность
В конструкции SWR+HyperFill используется процесс Lincoln STT GMAW-MWSC для корневого прохода и двухпроволочный GMAW-P (HyperFill) для заполняющего и закрывающего проходов. Это высокоэффективная, полностью интегрированная система с двумя горелками. Его можно использовать на напорных трубах или сосудах из углеродистой стали толщиной от 0,5 до 2 дюймов и диаметром до 6 дюймов. Система также обладает гибкостью использования GMAW от корня до крышки или плавного переключения на дуговую сварку с флюсовой сердцевиной (FCAW) или дуговую сварку с металлическим сердечником (MCAW) для заполнения и закрытия проходов.
Этой весной компания Novarc представила на рынок SWR+HyperFill после обширных исследований и анализа производительности для оценки возможностей. В ходе оценки механизированный SWR компании Novarc сравнивался с технологией двухпроволочной сварки STT GMAW-MWSC и GMAW-P (HyperFill) с типичными традиционными (базовыми) процессами сварки, такими как ручной (SMAW), полуавтоматический (GMAW) и механизированный (SAW). ). Исследования производительности были проведены в реальной производственной среде цеха в соответствии с типичными методами и спецификациями процедуры сварки.
Для оценки производительности, затрат, качества и эффективности сварки некоторые компании используют сложные программы, основанные на конкретных приложениях и оборудовании, в то время как другие используют только приблизительные оценки. Однако для точной оценки необходимо учитывать весь диапазон скоростей осаждения, эффективности и рабочих циклов.
Когда SWR сочетается с решением HyperFill от Lincoln Electric, корневой, заполняющий и закрывающий проходы могут выполняться на материалах толщиной до 2,5 дюймов в одной и той же сварочной ячейке.
В исследовании Novarc для упрощения относительного сравнения технологий сварки и автоматизации учитывались три основных фактора:
- Рабочий цикл — отношение (в процентах) между временем дуги и общим временем, затрачиваемым сварщиком или оператором сварки на выполнение соединения. .
- Скорость наплавки – мера скорости наплавки металла (фунты/час или кг/час) для процессов сварки и/или системы автоматизации.
- Эффективность наплавки – отношение (в процентах) массы наплавленного металла шва к массе используемого расходуемого присадочного металла.
Результаты сравнения показали, что с помощью платформы SWR+HyperFill в цеху можно добиться значительного повышения производительности. Улучшения в скорости наплавки, эффективности наплавки и рабочем цикле по сравнению с базовыми процессами были последовательно достигнуты, демонстрируя, что система способна сократить время сварки, достичь более высокой производительности и превосходного качества сварки по сравнению с традиционными методами производства труб.
Помимо достижения более высокой скорости наплавки и эффективности наплавки, SWR+HyperFill может увеличить расчетный диаметр труб из углеродистой стали с 350 до 500 дюймов за смену, что соответствует квалификационным требованиям ASME Section IX и B31.3 WPS и обеспечивает высокие результаты испытаний на ударную вязкость до — 50 градусов по Фаренгейту (-45 градусов по Цельсию).
Преимущества, превосходящие стандарт
. Было обнаружено, что по сравнению с традиционными методами производства труб, система совместной сварки Novarc сокращает время сварки и обеспечивает более высокую производительность и качество сварки.Решение SWR+HyperFill имеет ряд преимуществ помимо исходных функций SWR (например, небольшая занимаемая площадь, интеграция с пятью позиционерами, вспомогательное отслеживание шва и контроль высоты, система наблюдения за сваркой NovData). К ним относятся:
- Скорость отложения 15 фунтов/ч или выше при проходах заполнения и закрытия
- Корневой, заполняющий и закрывающий проходы можно сваривать для материалов толщиной до 2,5 дюймов в той же сварочной ячейке, что и SWR .
- Гибкость использования GMAW или MCAW в корневом каталоге
- Возможность использования FCAW или MCAW на проходах заполнения и укупорки вместо HyperFill (с правильными наконечниками и приводными роликами)
- Гибкость при сварке нержавеющей стали второй горелкой (с правильным наконечником и приводными роликами)
- Устранение горячего прохода, характерного для ручной или полуавтоматической сварки

Это исследование, определяющее расширенные возможности системы SWR+HyperFill, является очень хорошей новостью, учитывая, что сварка труб является неотъемлемой частью множества строительных проектов по всему миру. Если современные технологии сварки и автоматизации внедряются вместо некоторых традиционных методов сварки, то цехам по производству труб гарантируется более высокая производительность, особенно скорость наплавки, эффективность наплавки и рабочий цикл, что приводит к более высокой окупаемости инвестиций.
На практике это означает, что эти цеха смогут повысить производительность тяжелого производства за счет увеличения скорости наплавки и обеспечения превосходного качества сварки; снизить их стоимость за счет снижения затрат на сварку и обработку материалов по сравнению с поддуговым процессом; оптимизировать и упростить производство.
Что касается более широкой картины, то эта технология автоматизации помогает высококвалифицированным сварщикам расширить свою карьеру и позволяет другим рабочим выполнять работу, которую раньше могли выполнять только высококвалифицированные сварщики, работая вместе с роботом.
Заполнение пробелов в рабочей силе имеет ключевое значение, поскольку острая глобальная нехватка высококвалифицированных сварщиков влияет на многие отрасли, такие как нефть и газ, строительство зданий и судостроение. Цеха по производству труб, обслуживающие эти глобальные отрасли промышленности, нуждаются в высококвалифицированных сварщиках, и, по данным Американского общества сварщиков, это надвигающийся кризис рабочей силы, который к 2024 году перерастет в нехватку около 300 000 сварщиков. Ряд отраслей, которые столкнулись с этим дефицитом рабочей силы и постоянно вынуждены повышать маржу по существующим проектам, теперь могут с уверенностью участвовать в торгах по новым проектам с повышенной конкурентоспособностью. Это хорошая новость для всех игроков.
Это хорошая новость для всех игроков.
The Lincoln Electric Co.
Novarc Technologies
Инициирование достижений в области качества и стабильности сварки
Бернард Мэннион
и
Лайам О’Майннин, консультант
Качество, соответствующее требованиям клиентов, сегодня является нормой во всех производственных процессах, и сварочная промышленность не исключение. Практики не могут игнорировать достижения, если они хотят оставаться конкурентоспособными. В этой статье рассматриваются и анализируются некоторые последних достижений в области сварки с учетом их влияния на инженера-технолога.
Исторически искусство сварки менялось медленнее, чем другие производственные процессы, в применении новейших технологий. технологии. Но сегодня сварщикам приходится учитывать множество переменных. Огромное разнообразие материалов расширяется с каждым днем и увеличивается
нагрузка на сварочный персонал, чтобы быть в курсе технологических новинок.
технологии. Но сегодня сварщикам приходится учитывать множество переменных. Огромное разнообразие материалов расширяется с каждым днем и увеличивается
нагрузка на сварочный персонал, чтобы быть в курсе технологических новинок.
Технологические достижения
Тенденция к созданию более мелких и аккуратных изделий вынуждает сварщиков быть более точными в применении тепла, как в количество и местонахождение. Ожидания клиентов по-прежнему требуют большей точности во всем процессе сварки.
Прецизионная сварка требуется для изготовления таких деталей, как корпуса, батареи, конденсаторы, металлические уплотнения, давление
устройства, датчики, хирургические инструменты и многие другие металлические компоненты. Из-за необходимости поддерживать целостность детали, герметизация,
техника формирования или соединения должна быть чрезвычайно надежной. Процесс сварки также должен быть выполнен без ущерба
к функции или косметике части.
Процесс сварки также должен быть выполнен без ущерба
к функции или косметике части.
| Этот компонент соленоида, соединенный методом дуговой сварки, имеет импульсно-дуговую обработку поверхности сварного шва. |
Многие производители введены в заблуждение общепринятым мнением, что лазерная сварка является «самой современной доступной технологией». поэтому это единственный метод для выполнения точных сварных швов или производства миниатюрных деталей. Если они уверены в этом убеждении, они не могут рассмотрите альтернативные методы, которые могут быть намного менее дорогими и в которых используется оборудование, которое намного проще в эксплуатации.
Недавно появилась новая технология для кратковременной точечной сварки хрупких деталей. Процесс плазменной дуговой сварки,
с ее вспомогательной дугой, всегда зажигаемой между сварочным электродом и медным соплом, всегда позволяла выполнять короткие сварные швы. Но
последние разработки в области быстродействующих источников питания, полупроводниковых контакторов для переноса сварки и элементов управления кварцевым таймером (CTC
программисты) разрешили общее время сварки менее 0,005 секунды с шагом 0,001 секунды.
Процесс плазменной дуговой сварки,
с ее вспомогательной дугой, всегда зажигаемой между сварочным электродом и медным соплом, всегда позволяла выполнять короткие сварные швы. Но
последние разработки в области быстродействующих источников питания, полупроводниковых контакторов для переноса сварки и элементов управления кварцевым таймером (CTC
программисты) разрешили общее время сварки менее 0,005 секунды с шагом 0,001 секунды.
Это открыло совершенно новую область исследований, которая включает управление дугой для обеспечения исключительного контроля. Как В результате микрокомпоненты, такие как нити накала лампочек, тонкие провода и элементы термопар, можно сваривать почти идеально. точность. Применительно к более крупным компонентам та же технология может обеспечить идеальные сварные швы на более крупных и толстых участках.
Фон
В обрабатывающей промышленности двумя наиболее популярными методами прецизионного соединения являются дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). процесс, также называемый процессом сварки вольфрамовым электродом в среде инертного газа (TIG), и процесс плазменной сварки. Оба изначально были разработаны
обеспечить средства для получения приемлемого качества сварки различных металлических материалов и сплавов. С тех пор прогресс в
Источники питания, методы сварки и средства управления технологическим процессом позволили повысить точность сварки. Сегодня этот процесс используется
в еще большем количестве приложений, требующих прецизионных и миниатюрных деталей.
процесс, также называемый процессом сварки вольфрамовым электродом в среде инертного газа (TIG), и процесс плазменной сварки. Оба изначально были разработаны
обеспечить средства для получения приемлемого качества сварки различных металлических материалов и сплавов. С тех пор прогресс в
Источники питания, методы сварки и средства управления технологическим процессом позволили повысить точность сварки. Сегодня этот процесс используется
в еще большем количестве приложений, требующих прецизионных и миниатюрных деталей.
В процессе TIG электрическая дуга возникает между вольфрамовым электродом и свариваемой деталью. Чтобы запустить дугу,
высокое напряжение используется для разрушения изолирующего газа между электродом и заготовкой. Затем ток передается
через электрод для создания электродной дуги. Свариваемый металл плавится под действием сильного тепла дуги и плавких предохранителей. вместе.
вместе.
Процесс плазменной сварки является вариантом сварки TIG: дополнительный медный корпус вокруг электрода направляет и далее сужает дугу. Оба процесса используют вольфрамовый электрод, заточенный в острие, в качестве источника зажигания дуги и средства передачи энергии.
Усовершенствованные методы дуговой сварки
Метод импульсной дуговой сварки обеспечивает низкое тепловложение. Он используется для сварки тонких компонентов или металлов рядом с хрупким материала, такого как стекло или полимер.
В этом методе ток дуговой сварки быстро увеличивается и уменьшается. Это делает шовный шов с перекрытием точек
сварных швов, что снижает общее тепловложение в зону и позволяет увеличить скорость сварки. Сварщики могут использовать технику
с большим преимуществом благодаря сочетанию быстродействующих источников питания и контроллеров процесса сварки. Результат улучшен
качество сварки и увеличение производительности.
Сварщики могут использовать технику
с большим преимуществом благодаря сочетанию быстродействующих источников питания и контроллеров процесса сварки. Результат улучшен
качество сварки и увеличение производительности.
Тенденции в оборудовании
Более внимательно изучив все элементы сварочной системы, сварщики могут уменьшить или устранить многие причины, по которым Иногда кажется, что системы дуговой сварки развивают «собственную индивидуальность».
Блоки питания. Доработан сам источник сварочного тока. Метод передачи «грубой силы» мощности сварочной дуге стал
устарели, поскольку клиенты требовали превосходных продуктов. В результате, более производительные машины с большей эффективностью, точностью,
и время отклика заменили более раннюю версию, иногда называемую «зверями».
Системы управления сваркой. Чтобы соответствовать более строгим требованиям к качеству, сварочная промышленность перешла к гораздо более строгому контролю стандартов. Он также стал свидетелем разработки программаторов сварки — устройств, которые хранят и выполняют программы сварки.
В дополнение к автоматизации сварочного процесса, эти программаторы/контроллеры помогают сократить брак деталей за счет
выполнение повторяемых заранее заданных программ сварки с точными параметрами сварки. Таким образом, возможность сварки встроена в
систему через контроллер, в отличие от обучения сварщику вручную. Положительный результат заключается в том, что меньше возможностей
существует для ошибки или усталости. Помимо улучшения качества и согласованности сварки, контроллеры сварки обеспечивают более низкие эксплуатационные расходы.
Производители и мастерские используют контроллеры для средних и крупных тиражей. Снижение затрат происходит в основном за счет ограничения требования к навыкам оператора до уровня, необходимого для загрузки и разгрузки деталей. Хотя повторная сварка воспринимается как операция, подлежащая автоматизации, потребность в квалифицированном сварщике будет существовать всегда. Здесь тоже фирмы-производители и бюро по трудоустройству нашли способы повысить производительность.
Наконечник вольфрамового сварочного электрода
Вольфрамовый сварочный электрод, источник сварочной дуги, может быть наиболее важным элементом сварочной системы для
обычно игнорируются производственными организациями и мастерскими. Пока никто не станет опровергать важность зажигания
устройство и автомобильная подушка безопасности, трос для парашюта или качественные шины для наших автомобилей, важность вольфрама
электродом для качественной сварки часто пренебрегают.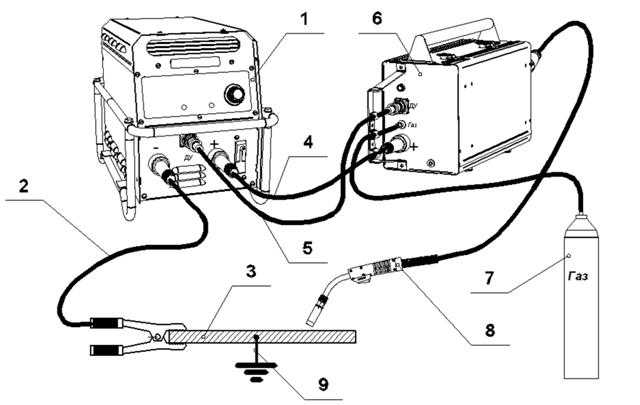 Это область, в которой производственные фирмы и мастерские могут увеличить
постоянство их сварочной мощности при незначительном усилии.
Это область, в которой производственные фирмы и мастерские могут увеличить
постоянство их сварочной мощности при незначительном усилии.
| Для получения высокопрочных сварных швов важно, чтобы размеры электродов выдерживались с жесткими допусками. |
| Помимо ограничения сварочного тока, поперечная заточка (слева) вызывает проблемы с зажиганием дуги и блуждание дуги. Правильный метод продольного шлифования (справа), улучшающий подачу сварочного тока. |
Вопросы безопасности, связанные с вольфрамовым электродным материалом, также изучаются более тщательно. Многие пользователи Tig
и процессы плазменной сварки не понимают, что используемый ими сварочный электрод содержит торий, радиоактивный
элемент, добавленный к вольфрамовому материалу для улучшения характеристик зажигания дуги и сварки. Хотя уровень радиоактивности
невелика, возникает вопрос об опасности, особенно в отношении радиоактивной пыли, образующейся при притирке электродов до
точка для сварки.
Многие пользователи Tig
и процессы плазменной сварки не понимают, что используемый ими сварочный электрод содержит торий, радиоактивный
элемент, добавленный к вольфрамовому материалу для улучшения характеристик зажигания дуги и сварки. Хотя уровень радиоактивности
невелика, возникает вопрос об опасности, особенно в отношении радиоактивной пыли, образующейся при притирке электродов до
точка для сварки.
Сегодня коммерчески доступны новые вольфрамовые материалы, такие как лантансодержащие электроды. Они обеспечивают превосходную дуговую сварку характеристики и более безопасны, потому что они лишены радиоактивности. Несмотря на их доступность, однако они были в значительной степени игнорируется.
Предварительно заточенные электроды и станки для заточки вольфрамовых электродов
Учитывая проблемы с радиоактивностью, связанные с ториевыми электродами, и постоянно растущие требования к качеству конечного
сварки, многие компании ищут способы гарантировать, что качество их сварки будет на должном уровне.
Постоянство и воспроизводимость являются ключом к применению сварки. Наконец, форма и качество вольфрамового электрода tip признается важной переменной процесса. После того, как процедура сварки определена, важно, чтобы должны использоваться согласованная геометрия электрода и состояние поверхности.
С помощью электродов, предварительно отшлифованных в соответствии с требованиями, или специального промышленного шлифовального станка для электродов для обеспечения качества и однородности
наконечник электрода, сварщики могут получить многочисленные преимущества. К ним относятся улучшенный запуск дуги, повышенная стабильность дуги и
более равномерное проплавление сварного шва; более длительный срок службы электрода до износа или загрязнения; и уменьшение выделения вольфрама,
что сводит к минимуму возможность включения вольфрама в сварной шов. Специальная шлифовальная машина для электродов помогает гарантировать, что сварка
электроды не загрязняются остатками или материалом, оставшимся на стандартном шлифовальном круге. Также вольфрамовый электрод
шлифовальное оборудование требует меньших навыков для обеспечения правильной и стабильной заточки вольфрамового электрода.
Специальная шлифовальная машина для электродов помогает гарантировать, что сварка
электроды не загрязняются остатками или материалом, оставшимся на стандартном шлифовальном круге. Также вольфрамовый электрод
шлифовальное оборудование требует меньших навыков для обеспечения правильной и стабильной заточки вольфрамового электрода.
Использование технологии
Точечная сварка. Компания J&J Precision из Томастона, штат Коннектикут, заключила контракт на герметизацию концов труб малого диаметра. Фирма является контрактным производителем люверсов и выполняет штамповку, формовку, механическую обработку, шлифовку и сборку прецизионного металла. составные части.
Владелец фирмы, Джон Максвелл, исследовал новейшую технологию дуговой сварки не как соединение, а как нагрев и герметизацию. процедура. Используя специальную систему дуговой сварки с очень коротким временем сварки, г-н Максвелл смог герметизировать трубу на мгновение.
наложение сварочной дуги на его окончание. Это расплавило трубку и образовало гладкую полусферическую поверхность. В настоящее время он использует
та же технология закругления концов стержней и проволоки, приварки нестандартных концов к трубам и создания шаровых концов на проволоке.
процедура. Используя специальную систему дуговой сварки с очень коротким временем сварки, г-н Максвелл смог герметизировать трубу на мгновение.
наложение сварочной дуги на его окончание. Это расплавило трубку и образовало гладкую полусферическую поверхность. В настоящее время он использует
та же технология закругления концов стержней и проволоки, приварки нестандартных концов к трубам и создания шаровых концов на проволоке.
| Подавая сварочную дугу на контролируемый период времени, сварщики могут сваривать трубы малого диаметра до идеальной полусферы. |
Сварка швов. Аналогичным образом, многие рабочие суда использовали полуавтоматическое сварочное оборудование для выполнения контрактов, которые включают много повторяющихся операций. приварка датчиков или приварка поплавков, круглых корпусов и канистр, а также фитингов к концам труб. Вместо того, чтобы использовать
ручная сварка с ее высокими трудозатратами и проблемами качества, постоянства и наличия квалифицированных специалистов, рабочих мест.
магазины вложили средства в прецизионный источник питания, сварочный токарный станок и сварочный контроллер.
приварка датчиков или приварка поплавков, круглых корпусов и канистр, а также фитингов к концам труб. Вместо того, чтобы использовать
ручная сварка с ее высокими трудозатратами и проблемами качества, постоянства и наличия квалифицированных специалистов, рабочих мест.
магазины вложили средства в прецизионный источник питания, сварочный токарный станок и сварочный контроллер.
В этих системах оператор вручную загружает детали в сварочное приспособление. Контроллер сварки затем контролирует деталь
вращательное движение и параметры сварки для обеспечения качественного воспроизводимого сварного шва. После завершения сварки оператор снимает
законченная часть, и процесс начинается снова. Помимо обеспечения хорошего качества сварки, системы увеличивают производительность,
уменьшите количество отходов и переделок, а также сократите эксплуатационные расходы за счет легко доступной рабочей силы.
Подходящие области применения для этих сварочных систем включают повторяющиеся сварные швы на идентичных деталях, по качеству или критическим функциям. сварные швы и детали со значительной накопленной стоимостью до сварки. Если фирма имеет достаточно контрактов и гибкую сварку системы, общая стоимость оборудования сварочной системы обычно может быть оплачена в течение шести месяцев.
Современные технологии произвели революцию в производственных операциях. Прогрессивные компании, нацеленные на местное, национальное или глобальное Рынок ищет методы и подходы, которые увеличивают производительность, согласованность и качество. Для увеличения компании свою долю на рынке или даже для того, чтобы оставаться конкурентоспособной, она должна повышать свою эффективность и методы производства.
Несмотря на то, что иногда реакция на изменения была вялой, в настоящее время отрасль сварки предлагает захватывающие возможности. для улучшения качества сварки и увеличения производительности. Чтобы проверить, где прогресс новой технологии может привести к улучшению продуктов
с увеличением прибыли.
для улучшения качества сварки и увеличения производительности. Чтобы проверить, где прогресс новой технологии может привести к улучшению продуктов
с увеличением прибыли.
Elderfield & Hall / Pro-Fusion — фирма, специализирующаяся на оказании помощи компаниям в области сварки. промышленность. Компания производит и поставляет сварочную продукцию, такую как предварительно заточенные сварочные электроды, вольфрамовый электрод Sharpshooter. шлифовальные машины и плазменные сварочные горелки. Недавно фирма представила сварочный веб-сайт, около 75% которого посвящено сварочным работам. предоставление информации о технологии сварки и обучение пользователей тому, как применять ее в различных областях.
Доступна информация о материалах вольфрамовых электродов, процессах сварки и их использовании, данных о сварке, программном обеспечении. для разработки параметров импульсной дуговой сварки и устранения неисправностей сварочных систем.
для разработки параметров импульсной дуговой сварки и устранения неисправностей сварочных систем.
Топ-10 лучших полуавтоматических обзоров — BNB
Каждый хочет купить продукт, отвечающий его потребностям. Продукт подобен пакету, который поставляется в наборах, где вам может не все нравиться, но вы будете счастливы, если ваши требования будут выполнены. Для большинства продуктов ценность бренда или качество являются ключевыми факторами, в то время как многие скажут, что особенности или функциональные возможности влияют на решение о покупке лучшего полуавтомата.
Продукт подобен пакету, который поставляется в наборах, где вам может не все нравиться, но вы будете счастливы, если ваши требования будут выполнены. Для большинства продуктов ценность бренда или качество являются ключевыми факторами, в то время как многие скажут, что особенности или функциональные возможности влияют на решение о покупке лучшего полуавтомата.
Но продукт с более высокой ценностью бренда, лучшим качеством и/или большим количеством функций также будет стоить дороже. Поэтому вам нужен продукт, который имеет правильный баланс стоимости и других факторов. Выбор многофункционального продукта не всегда является мудрым решением, поскольку вы можете в конечном итоге заплатить за некоторые незаслуженные функции!
Таким образом, продукты, которые хорошо сбалансированы и точно соответствуют требованиям пользователей, чаще всего получают хорошие отзывы. Если вы хотите купить лучший полуавтомат, мы рекомендуем вам следовать нашим рекомендациям по обзору, которые отличаются от других стереотипов, которыми наводнен рынок!
Эта таблица для быстрого выбора нужного продукта
| 1 | Полуавтоматический венчик для яиц из нержавеющей стали — шт. по
Нержавеющая сталь по
Нержавеющая сталь | 9,4 | ||
| 2 | Полуавтоматический по Полуавтоматический | 9,3 | ||
| 3 | Полуавтоматический по Полу | 9,7 | ||
| 4 | Калибр полуавтоматического пистолета Whitney Wolverine по | 9,4 | ||
| 5 | Военный справочник по полуавтоматической винтовке Джонсона по Военный | 9,2 | ||
| 6 | Полуавтоматический набор Sorceress Complete Series в штучной упаковке по Полуавтоматический | 9 | ||
| 7 | Женские автоматические часы Orient Semi Skeleton с белым циферблатом по Ориентация | 9,7 | ||
| 8 | Полуавтоматический тонкий по Полу | 9,8 | ||
| 9 | Введение в полуавтоматическую сварку проволокой по Введение | 9,4 | ||
| 10 | Кольца звуков автоматической винтовки по автоматический | 9,7 |
Лучший полуавтомат, рассмотренный в 2022 году: 10 лучших рекомендаций
Оценка редакции
9. 3
3
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Широкий спектр применения: подходит для смешивания, взбивания и вспенивания кофейных напитков, например, молочных коктейлей, взбитых сливок, заправок для салатов, соусов, майонеза, безе и даже мяса.
- Легко чистить: просто промойте мыльной водой и сполосните.
- Простота в использовании: кухонный блендер нужно только нажать вертикально и быстро перемешать, чтобы предотвратить чрезмерную усталость.
- Энергосбережение и защита окружающей среды: Полуавтоматическая конструкция, быстрота и простота использования, механическое смешивание, быстрое смешивание и перемешивание, что экономит ваше время.
- Прочный: Изготовлен из пищевой нержавеющей стали, что обеспечивает долговечность и отсутствие необходимости беспокоиться о частом сгибании или поломке.
Дополнительная информация:
| Торговая марка | Нержавеющая сталь |
| Цвет | Неизвестно |
| Артикул Размеры | |
| Высота | 17 |
| Ширина | 24 |
| Длина | 36 |
| Вес | 64,66 |
Показатель популярности 9. 2
2
Показатель качества 9.5
Показатель тональности 9.4
Оценка редакции
9.4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
Дополнительная информация:
| Торговая марка | Полуавтоматический |
| Цвет | Кремовый |
| Артикул Размеры | |
| Высота | 12 |
| Ширина | 39 |
| Длина | 31 |
| Вес | 29,28 |
Показатель популярности 9.1
Показатель качества 9.1
Показатель тональности 9.7
Оценка редакции
9.3
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
Дополнительная информация:
| Торговая марка | Полуавтомат |
| Цвет | Многоцветный |
| Артикул Размеры | |
| Высота | 16 |
| Ширина | 41 |
| Длина | 23 |
| Вес | 46,31 |
Показатель популярности 9. 6
6
Показатель качества 9.1
Показатель настроения 9.8
Оценка редакции
9,5
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Подержанная книга в хорошем состоянии
- Книга в твердом переплете
- Антонио Дж. Таглиенти (автор)
- Английский (язык публикации)
- 160 страниц — 25.06.2008 (дата публикации) — Andrew Mowbray Publishers, Inc. (издатель)
Дополнительная информация:
| Торговая марка | |
| Цвет | Многоцветный |
| Артикул Размеры | |
| Высота | 11 |
| Ширина | 25 |
| Длина | 43 |
| Вес | 53,73 |
Показатель популярности 9. 7
7
Показатель качества 9
Показатель тональности 9.6
Оценка редакции
9.4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Johnson Automatics Trust (Автор)
- Английский (язык публикации)
- 80 страниц — 12.06.2019 (дата публикации) — Loose Cannon (издатель)
Дополнительная информация:
| Торговая марка | Военный |
| Цвет | Серый |
| Артикул Размеры | |
| Высота | 15 |
| Ширина | 31 |
| Длина | 22 |
| Вес | 25.11 |
Показатель популярности 9.3
Показатель качества 9.4
Показатель тональности 9. 8
8
Оценка редакции
9,5
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Amazon Kindle Edition
- Аарон, Кал (Автор)
- Английский (Язык публикации)
- 1681 Страницы — 04.07.2022 (Дата публикации) — LMBPN Publishing (Издатель)
Дополнительная информация:
| Торговая марка | Полуавтомат |
| Цвет | Неизвестно |
| Артикул Размеры | |
| Высота | 4 |
| Ширина | 24 |
| Длина | 43 |
| Вес | 69,12 |
Показатель популярности 9.4
Показатель качества 9.2
Показатель тональности 9.1
Оценка редакции
9. 2
2
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Серая полоса, серебристый корпус, минеральное стекло, устойчивое к царапинам
Дополнительная информация:
| Торговая марка | Восток |
| Цвет | Серебро |
| Артикул Размеры | |
| Высота | 14 |
| Ширина | 36 |
| Длина | 23 |
| Вес | 21,39 |
Показатель популярности 9.3
Показатель качества 9.6
Показатель тональности 9.2
Оценка редакции
9.4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Аудио компакт-диск – Аудиокнига
Дополнительная информация:
| Торговая марка | Полуавтомат |
| Цвет | Многоцветный |
| Артикул Размеры | |
| Высота | 15 |
| Ширина | 21 |
| Длина | 37 |
| Вес | 88,93 |
Показатель популярности 9.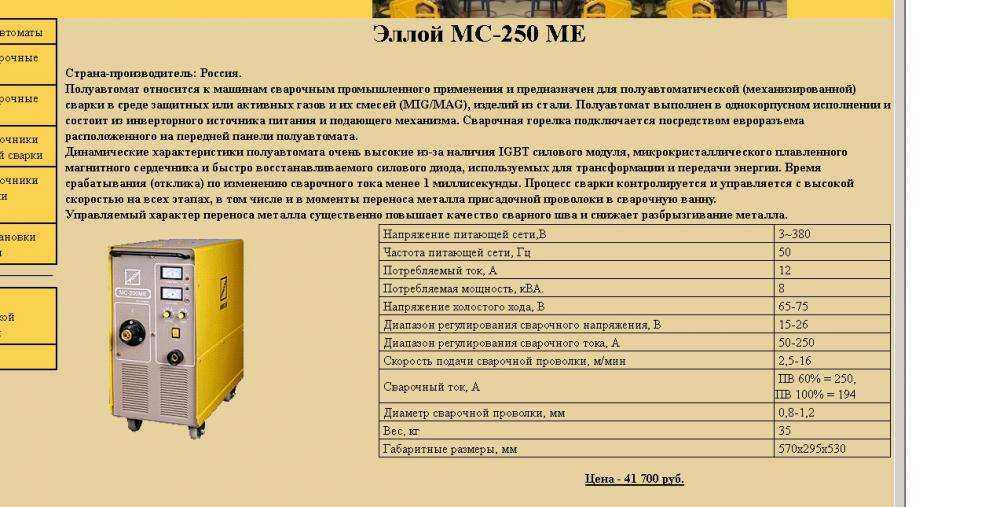 8
8
Показатель качества 9.2
Показатель настроения 9
Оценка редакции
9.3
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Сотрудники Lincoln Electric (актер)
Дополнительная информация:
| Марка | Введение |
| Цвет | Неизвестно |
| Артикул Размеры | |
| Высота | 3 |
| Ширина | 43 |
| Длина | 22 |
| Вес | 31,49 |
Показатель популярности 9,3
Показатель качества 9.8
Показатель тональности 9.5
Оценка редакции
9,5
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Настройте свое устройство!
- Сохранить как тревоги!
- Лучшие бесплатные звуки!
- Сохранить как уведомления!
- Сохранить как рингтоны!
Дополнительная информация:
| Марка | Автоматический |
| Цвет | Серебро |
| Артикул Размеры | |
| Высота | 2 |
| Ширина | 23 |
| Длина | 34 |
| Вес | 68,94 |
Как выбрать лучший полуавтомат
Теперь, когда вы знаете, что в настоящее время занимает лидирующие позиции на рынке, пришло время для руководства по покупке. Здесь мы поговорим о том, на что следует обратить внимание, прежде чем нажимать кнопку «Купить сейчас». Поскольку у всех разные потребности в одном и том же продукте, важно знать, какой из них соответствует требованиям.
Здесь мы поговорим о том, на что следует обратить внимание, прежде чем нажимать кнопку «Купить сейчас». Поскольку у всех разные потребности в одном и том же продукте, важно знать, какой из них соответствует требованиям.
Используемый материал
Прежде чем вы даже подумаете о том, чтобы заполучить полуавтомат, важно рассмотреть материал, из которого он изготовлен. Мы все хотим потратить наши деньги на что-то, что, как мы точно знаем, прослужит долго. При этом используемый материал является одним из наиболее важных факторов, обеспечивающих его долговечность.
Кроме того, используемый материал напрямую связан с повреждениями, которые он может выдержать. Ожидается оговорка, и если вы пойдете на компромисс с материалом, то вы поставите под угрозу его способность выживать.
Гарантия
Это общее правило применимо ко всему, и его, безусловно, стоит здесь упомянуть. Наличие гарантии на продукт, который вы будете покупать, является большим облегчением, поскольку, если что-то пойдет не так, производители позаботятся об этом.
Гарантии не предоставляются компаниями, которые сами не уверены в своей продукции. Наоборот, компании, которые предоставляют услуги, — это те, которые уверены в своем продукте и готовы сделать на него ставку. В результате у вас нет шансов получить неисправный продукт и уйти с ним.
Стоимость бренда
Какую обувь вы бы выбрали, если бы прямо сейчас у вас был выбор между обувью бренда Retalie и парой из линии Nike? Без сомнения, любой предпочел бы Nike бренду, о котором он не слышал. Это потому, что им удалось создать ценность бренда, продавая подлинные продукты и обеспечивая удовлетворенность клиентов.
Аналогично, этот пример подходит для всего. Покупка продукта от известного бренда намного лучше, чем покупка у того, о котором вы не слышали. Есть причина, по которой вы слышали о них.
В основном потому, что они удовлетворили своих клиентов товарами и заработали заведение. В результате они с меньшей вероятностью вручат вам что-то плохое.
Цена против стоимости
Цена продукта может быть любой, но ценность может быть только одна. Продавец может запросить за полуавтомат что угодно, но главный вопрос в том, реальная ли это стоимость товара или нет. Суть здесь в том, чтобы решить, стоит ли цена, которую вы платите, того или нет.
Продавец может запросить за полуавтомат что угодно, но главный вопрос в том, реальная ли это стоимость товара или нет. Суть здесь в том, чтобы решить, стоит ли цена, которую вы платите, того или нет.
Если выбранное вами устройство имеет особую функцию, которую не может предоставить ни один из других производителей, и просит более высокую цену, то это вполне допустимо. Здесь вы будете судьей и решите, стоят ли эти дополнительные пять баксов за эту особенность или нет.
Отзывы
Единственный способ, которым вы можете судить о желаемом товаре, это отзывы покупателей. Отзывы являются решающим фактором, который может мгновенно изменить ваше решение и сообщить вам о недостатках, которые компании пытаются скрыть. Таким образом, просмотр обзоров отдельных продуктов может помочь вам определить, какой из них является подлинным и имеет скрытые недостатки.
FAQ
Наконец, статья о полуавтоматах без раздела вопросов и ответов будет неполной. Что ж, не беспокойтесь об этом, так как мы собрали самые важные часто задаваемые вопросы, которые остались без ответа. Вопросы в основном охватывают фундаментальные вопросы, но их определенно стоит прочитать, так как большинство из нас упускают из виду основы и остаются в неведении.
Вопросы в основном охватывают фундаментальные вопросы, но их определенно стоит прочитать, так как большинство из нас упускают из виду основы и остаются в неведении.
Как определить долговечность полуавтомата?
Долговечность зависит от используемого материала. Таким образом, вы можете выполнить простой поиск в Google по названию продукта и найти материал, который они использовали.
Стоит ли покупать полуавтомат?
Вам решать, нужен он вам или нет. Если вы думаете, что это облегчит вам жизнь, то нет причин не попробовать их. Тем не менее, убедитесь, что у него есть функции, которые вам нужны, иначе это пустая трата времени.
Где я могу найти гарантию полуавтомата?
Гарантия — это то, чем гордятся все поставщики и производители. Таким образом, если они действительно предоставляют гарантию, вы сможете легко найти ее на любом веб-сайте продукта.
Final Word
Наш лучший полуавтоматический обзор и руководство по покупке содержат важную информацию, необходимую для совершения осознанной покупки. Теперь, независимо от того, являетесь ли вы покупателем в первый раз или хотите заменить свой текущий, мы верим, что вы получите в свои руки правильный кусок.
Теперь, независимо от того, являетесь ли вы покупателем в первый раз или хотите заменить свой текущий, мы верим, что вы получите в свои руки правильный кусок.
Если у вас есть дополнительные вопросы, пожалуйста, не стесняйтесь обращаться к нам. Наконец, мы хотели бы напомнить читателям, что, хотя наши обзоры основаны на личном опыте, высказанные здесь мнения являются только нашими и не обязательно мнением производителя или производителя продукта. Поэтому мы настоятельно рекомендуем вам провести собственное исследование перед совершением покупки.
Повышение безопасности автоматизированной сварки с оценкой рисков и обучением улучшить качество и снизить затраты в нужном приложении. Но они также предлагают способ решения проблемы нехватки квалифицированной рабочей силы для выполнения ручных операций. Автоматизация сварки предоставляет компаниям средства сохранения конкурентоспособности на требовательном рынке, используя при этом существующую и потенциальную рабочую силу для наблюдения за сварочной ячейкой.

В связи с внедрением все большего числа роботизированных сварочных систем — Ассоциация робототехники (RIA) сообщила, что по состоянию на 2017 г. роботизированные сварочные модули использовались в 20% всех промышленных предприятий, — возникает потребность в повышенном внимании к безопасности. От роботизированной сварочной горелки и периферийных устройств до самого робота важно следовать рекомендациям по безопасности.
Опасности и ресурсы, связанные с безопасностью при роботизированной сварке
Автоматизация сварки предлагает компаниям средства сохранения конкурентоспособности на требовательном рынке, используя при этом существующую и потенциальную рабочую силу для наблюдения за сварочной ячейкой. По статистике автоматизация сварки безопаснее, чем ручная или полуавтоматическая сварка. Тем не менее, операторы, контролирующие роботизированную сварочную ячейку, должны сохранять бдительность. Это особенно верно при выполнении нестандартных операций; к ним относятся программирование, техническое обслуживание и любые другие задачи, связанные с непосредственным взаимодействием человека с роботом.
Проведение тщательной оценки рисков, связанных со сваркой, помогает выявить потенциальные угрозы безопасности, связанные с конкретной роботизированной системой сварки (независимо от того, является ли она предварительно спроектированной или изготовленной на заказ ячейкой), и является важным первым шагом в создании более безопасной среды сварки. Эта оценка обеспечивает основу для реализации решений по выявленным рискам и организации надлежащего обучения технике безопасности при сварке. Кроме того, это помогает компаниям поддерживать соблюдение стандартов безопасности, что наиболее важно для защиты сотрудников, но также и для прибыли. Несоблюдение требований и/или нарушения техники безопасности, которые могут привести к травмам, могут быть дорогостоящими с точки зрения штрафов и компенсаций работникам.
Внешние ресурсы
Компании могут получить ресурсы по безопасности сварки через Американское общество сварщиков (AWS), в том числе «Безопасность сварки, резки и смежных процессов», стандарт ANSI Z49. 1, который можно бесплатно загрузить на сайте aws.org. Национальная ассоциация противопожарной защиты и защиты (NFPA) также предлагает ресурсы. RIA следует стандартам Американского национального института стандартов (ANSI) и предлагает семинары и вебинары по безопасности. RIA также предоставляет информацию о промышленном оборудовании и средствах защиты, а также рекомендации в помощь компаниям, в том числе Американский национальный стандарт для промышленных роботов и робототехнических систем — требования безопасности, ANSI/RIA R15.06-2012. Управление по безопасности и гигиене труда (OSHA) — еще один ценный ресурс по безопасности.
1, который можно бесплатно загрузить на сайте aws.org. Национальная ассоциация противопожарной защиты и защиты (NFPA) также предлагает ресурсы. RIA следует стандартам Американского национального института стандартов (ANSI) и предлагает семинары и вебинары по безопасности. RIA также предоставляет информацию о промышленном оборудовании и средствах защиты, а также рекомендации в помощь компаниям, в том числе Американский национальный стандарт для промышленных роботов и робототехнических систем — требования безопасности, ANSI/RIA R15.06-2012. Управление по безопасности и гигиене труда (OSHA) — еще один ценный ресурс по безопасности.
Многие интеграторы роботизированной сварки или производители систем роботизированной сварки предлагают обучение безопасному использованию своего оборудования, в том числе тому, как проверять функции безопасности и с какой периодичностью. Они также предоставляют руководства и стандарты безопасности для своих систем. Крайне важно внимательно прочитать и следовать им.
Они также предоставляют руководства и стандарты безопасности для своих систем. Крайне важно внимательно прочитать и следовать им.
Безопасное использование роботизированных сварочных горелок, расходных материалов и разверток
Производители роботизированных сварочных горелок MIG часто интегрируют элементы дизайна в эти продукты, чтобы обеспечить их безопасное использование. Эти элементы предназначены для защиты операторов во время планового технического обслуживания и сведения к минимуму или устранения необходимости входа в сварочную камеру для выполнения задач.
Например, пистолеты, совместимые с вкладышами с фронтальной загрузкой, помогают повысить безопасность в роботизированной сварочной ячейке. Эти вкладыши можно устанавливать снаружи сварочной камеры — нет необходимости перелезать через инструменты или маневрировать вокруг робота для полной замены. Операторам или обслуживающему персоналу также не нужно отключать электрические соединения для замены компонентов во время процесса.
Изолирующий диск — еще одна важная функция безопасности в некоторых пистолетах. Он помогает защитить операторов от сварочного тока во время технического обслуживания и защищает робота от тока, ограничивая потенциальные повреждения.
В дополнение к встроенным функциям безопасности, существуют некоторые ключевые рекомендации по работе с роботизированными сварочными горелками, расходными материалами и развертками (или станциями очистки сопел). Прежде всего, всегда обесточивайте систему роботизированной сварки при установке роботизированной горелки MIG или расходных материалов и соблюдайте все процедуры блокировки/маркировки.
Когда это возможно, идеально иметь окно или отверстие, позволяющее заменять или проверять расходные материалы снаружи сварочной камеры.
Когда это возможно, идеально иметь окно или отверстие, позволяющее заменять или проверять расходные материалы снаружи сварочной камеры. Если это невозможно, программирование робота на остановку возле двери сварочной камеры упрощает замену расходных материалов и избавляет оператора от необходимости входить в камеру, маневрировать вокруг инструментов или взбираться на что-либо для завершения работы.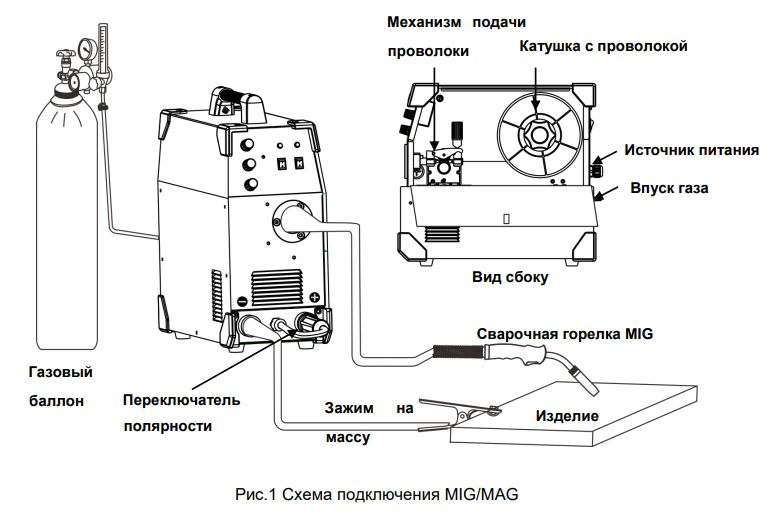
Средства индивидуальной защиты (СИЗ)
Соответствующие средства индивидуальной защиты (СИЗ) также важны при смене расходных материалов или сварочной проволоки. Сопло и контактный наконечник могут быть горячими, и существует риск прокола оператора сварочной проволокой. Обязательны кожаные или другие толстые рабочие перчатки, и всегда следует носить защитные очки. Всегда используйте подходящий инструмент для смены насадки и контактного наконечника. Мы рекомендуем пару велперов.
При проведении технического обслуживания развертки начните с возврата оборудования в исходное состояние, его обесточивания и выполнения процедур блокировки/маркировки. Убедитесь, что на расширитель не подается воздух или электричество. При замене режущих лезвий всегда надевайте перчатки и используйте два гаечных ключа для их снятия и установки. После завершения сбросьте развертку в исходное состояние. Это важный последний шаг, так как расширитель автоматически завершит цикл, как только получит сигнал запуска и снова подаст питание.
Безопасное перемещение в роботизированной сварочной ячейке
Операторы сварки и обслуживающий персонал должны ознакомиться с аварийными остановками роботизированной сварочной системы в качестве первого шага по обеспечению безопасности. Количество и расположение этих остановок зависит от системы. Например, сварочные модули обычно имеют аварийную остановку на станции оператора, которая останавливает все функции робота и отключает питание сервопривода робота, а также аварийную остановку на пульте обучения. Операторы должны периодически проверять эти аварийные остановы, хотя слишком частые проверки создают нагрузку на механику роботизированной сварочной системы.
Понимание процедур отпускания тормоза также имеет решающее значение. RIA устанавливает для них стандартные требования; однако каждая система роботизированной сварки отличается, и расположение кнопок блокировки может различаться.
RIA устанавливает для них стандартные требования; однако каждая система роботизированной сварки отличается, и расположение кнопок блокировки может различаться.
Как и при работе с роботизированной сварочной горелкой MIG, расходными материалами или разверткой, перед входом в камеру роботизированной сварки всегда выполняйте соответствующие процедуры блокировки/маркировки. Многие системы имеют несколько мест блокировки/маркировки, обозначенных наклейками. Некоторые предварительно спроектированные сварочные модули оснащены раздвижными дверцами доступа для программирования с магнитными ключами, которые показывают, что они полностью открыты и готовы к блокировке перед техническим обслуживанием, что помогает предотвратить защемление или опасность защемления.
Производители роботизированных сварочных горелок MIG часто интегрируют элементы дизайна в эти продукты, чтобы обеспечить их безопасное использование. Встроенный барьер информирования в предварительно спроектированных ячейках является еще одним средством обеспечения безопасности оператора. Этот кольцеобразный барьер внутри сварочной камеры закрывает зону поворота делительного стола. Его цель — защитить оператора от точек защемления во время обучения, отделив его или ее от пространства между роботом и стенкой сварочной камеры.
Этот кольцеобразный барьер внутри сварочной камеры закрывает зону поворота делительного стола. Его цель — защитить оператора от точек защемления во время обучения, отделив его или ее от пространства между роботом и стенкой сварочной камеры.
Открытые робототехнические системы
Для незакрытых роботизированных систем необходима охрана вокруг камеры. Это могут быть физические барьеры, такие как ограждение по периметру или световые завесы, и/или электронные средства защиты, такие как сканеры зоны, которые останавливают робота, когда оператор находится в определенной области системы.
Наконец, интеграторы роботов и производители роботизированных сварочных систем предоставляют документацию по оценке риска, обычно в руководстве оператора. Важно тщательно изучить эту оценку и обучить сотрудников надлежащим методам снижения любых выявленных рисков. Например, программирование робота создает механические опасности, такие как вероятность защемления или удара, которые можно устранить, стоя на безопасном расстоянии от сварочной камеры или используя более низкую скорость обучения, если она доступна на подвесном пульте обучения.
Другие меры безопасности
В дополнение к рекомендациям, изложенным в отношении роботизированных сварочных горелок, расходных материалов и систем, существуют меры по дополнительной защите сотрудников.
- Убедитесь, что камера роботизированной сварки чистая и в ней нет мусора, инструментов или других предметов, которые могут создать опасность во время сварки.
- Не носите свободную одежду или украшения при работе с роботом.
- Операторы должны надевать защитный колпачок для защиты головы при входе в сварочную камеру для осмотра или технического обслуживания.
- Жидкость против брызг может осесть на пол, сделав его скользким. Мойте пол по мере необходимости, чтобы предотвратить опасность поскользнуться.
Создание культуры безопасности
Безопасность при автоматизации сварки должна быть в центре внимания операторов, руководящего и обслуживающего персонала. Непрерывное обучение должно быть приоритетом, независимо от того, проводится ли оно в рамках программ компании или на семинарах, предлагаемых внешними ресурсами.