Стыковка двутавровых балок | Статьи от МеталлИнвест
8 лет на рынке металлопроката
Работаем с ИП, частными лицами, Управляющими Компаниями и другими организациями
Доставим продукцию к назначенному времени
Доставка по Санкт-Петербургу и Ленинградской области
Заказать звонок
СОДЕРЖАНИЕ
- Где применяют двутавровые балки
- Виды стыковки двутавровых балок
- Сварная стыковка
- Сварное соединение с использованием накладок
- Сварное соединение балок под прямым углом
- Болтовая стыковка
Двутавровая балка представляет собой длинномерный стальной профиль, обладающий высокой прочностью на изгиб во всех плоскостях, а также значительным сопротивлением кручению, сжатию и разрыву. Сечение этого жесткого конструкционного элемента сходно с буквой «Н» или с двумя буквами «Т», соединенными друг с другом торцами ножек.
Двутавровая балка имеет две полки и соединяющую их стенку, при этом ширина стенки всегда больше ширины полок. Они выпускаются по двум технологиям:
- Прокатная (горячекатаная). Балка формируется из разогретой до 1100 °C заготовки методом многократного обжима на прокатном стане.
- Сварная. Элемент изготавливается путем сварки предварительно раскроенных листовых заготовок на специальных автоматических линиях.
Где применяют двутавровые балки
Двутавровые балки применяются в следующих отраслях:
- в машиностроении и вагоностроении;
- в подъемно-транспортном оборудовании горных разработок (для армирования шахтных стволов), заводов, мастерских, развлекательных аттракционов;
- в жилищном и промышленном домостроении в качестве межэтажных балок и элементов силового каркаса;
- в строительстве быстровозводимых сооружений и высотных зданий;
- в строительстве мостов, путепроводов и гидротехнических комплексов.
Изделия выпускаются длиной не более 12 метров — ограничение, продиктованное возможностями транспортировки грузов.
Виды стыковки двутавровых балок
По типу обработки деталей они подразделяются на два вида — сварной и болтовой. Также существует соединение клепкой (разновидность болтового соединения), но оно сейчас практически не используется. Давайте подробнее рассмотрим актуальные технологии.
Сварная стыковка
В этом случае двутавровые балки соединяют через прокладку или с помощью накладок. При выборе первой технологии прокладку вырезают из стального листа, сопоставимого по толщине с полками. По сути, это прямоугольная деталь, размеры которой немного больше ширины и высоты сечения балки. Алгоритм действий следующий:
- Два соединяемых отрезка балки укладывают на горизонтальное основание, обеспечивающее соосность свариваемых элементов.

- Их торцы в местах сварки предварительно выравнивают торцовкой под прямым углом.
- На кромках нарезают фаски под углом 45 º для получения более глубокого шва.
- Обе детали и прокладку между ними закрепляют на станине струбцинами и приваривают к прокладке с двух сторон. Обычно после прихватки сначала приваривают полки, а затем стенки.

Практикуется сварка и без снятия фаски. В этом случае сначала детали сцепляют между собой точечной сваркой с зазором в два диаметра электрода, которым будет выполняться основная проварка, и проверяют геометрию стыка. Затем проводят сварное заполнение зазоров.
Преимущества стыковки балок через прокладку — простота и низкая трудоемкость работ. Точной подготовки кромок эта технология не требует.
Сварное соединение с использованием накладок
Соединение балок с помощью накладок значительно прочнее стыка через прокладку, поэтому применяется в ответственных строительных сооружениях. На одно соединение заготавливают четыре прямоугольных накладки — две на стенку (с двух сторон) и две на полки (по одной на каждую).
- По ширине полочные накладки должны быть не меньше полки, а для детали для стенки должны быть достаточной ширины, чтобы их можно было уложить на нее без образования зазора.
- Накладки на стенке могут быть как прямоугольной, так и ромбической формы — со срезанными углами. При этом оба края накладки должны быть симметричны относительно оси балки.
Технология соединения выглядит следующим образом:
- Оба конца балок торцуют под прямым углом, зачищают кромки на 1 см по каждой плоскости, нарезают на них фаски под углом 45° для более прочного шва.
- Детали закрепляют в торец друг другу с минимальным зазором на станине, прихватывают и проверяют совпадение осевой геометрии.
- Затем сваривают сначала полки, затем стенки.
- На втором этапе сварочные швы полученной балки зачищают шлифовальной машиной, опять устанавливают на станине и закрепляют струбцинами накладки.
- Каждую прижатую накладку обваривают по всему контуру.
Преимущество стыковки балок с использованием накладок заключается в том, что суммарная длина проварок накладок заметно больше длины шва в соединении через прокладку. Именно поэтому накладочная стыковка считается более надежной, она способна выдерживать мощные деформационные нагрузки.
Сварное соединение балок под прямым углом
Чтобы оно было прочным, рекомендуется использовать следующую технологию:
- В верхней полке основной балки вырезать равнобедренный треугольник со сторонами от края полки до стенки.
- Верхнюю полку присоединяемой балки обрезать так, чтобы ее форма соответствовала вырезанному углу основной детали.
- Нижнюю полку стыкуемой балки срезать так, чтобы стенки обеих деталей соприкасались под прямым углом.
- После подгонки стыка, зачистки шлифовальным кругом всех торцов и снятия фаски приступить к сварке. Детали закрепить струбцинами так, чтобы зазор между ними был минимальным. После прихватки и проверки геометрии проварить контуры полок, затем стенок. Для усиления прочности соединения на полки приварить прямоугольные накладки.
 Для усиления прочности соединения на полки приварить прямоугольные накладки.
Для усиления прочности соединения на полки приварить прямоугольные накладки.Аналогичным способом балки соединяют и под другими углами, при этом вырезы полок формируют шаблонами и подгонкой.
Болтовая стыковка
Эту технологию выбирают, когда требуется разборное соединение. Его собирают на болтах по индивидуальным чертежам или эскизам. Также изготавливают дополнительные детали крепления с отверстиями, которые присоединяют к балкам сваркой. Болты используются как обычные, так и особо прочные. Отверстия при сверловке располагают не ближе, чем в трех диаметрах друг от друга. Также важно, чтобы к элементам конструкции доступ был открыт, не было трудностей с монтажом и демонтажом.
Для преобладающих вибрационных и переменных нагрузок болтовое соединение двутавровых балок считается более прочным. При этом эту прочность легче контролировать, чем в сварном соединении.
Преимущество болтовой стыковки — отсутствие механических напряжений, характерных для сварных стыковок. Недостатки — более высокая цена соединений, которую повышают дополнительные детали, увеличение трудоемкости монтажа и необходимость периодического контроля и ремонта.
Недостатки — более высокая цена соединений, которую повышают дополнительные детали, увеличение трудоемкости монтажа и необходимость периодического контроля и ремонта.
Стыковка двутавровых балок — сложная инженерная задача. Выполнять ее можно только по чертежам или под контролем специалистов. Основой для выбора технологии соединения служат требования к надежности конструкции и условия ее использования.
Наша продукция
Двутавровая балка
Балка двутавровая (двутавр) СТ3
Балка двутавровая (двутавр) 09Г2С
Двутавр колонный
Резка металла может производиться при помощи различных технологий, выбор зависит от требований к точности и качеству разреза. Рассмотрим, какие виды резки металла предлагают современные прои…
Рассмотрим, какие виды резки металла предлагают современные прои…
Профнастил – популярный материал для изготовления заборов и ограждений. К преимуществам относят невысокую стоимость, легкий вес, обеспечивающий простоту монтажа, привлекательный внешний вид,…
Сварка металла – метод металлообработки, который позволяет соединять различные детали, в том числе, изготовленные из разных сортов металла. Этот метод был известен еще в семнадцатом столетии…
Технология соединения двутавров
- Вы здесь:
- Главная
- Статьи
- Технология соединения двутавров
Черный металл
- Статьи
Отправить заявку 24/7
Двутавр, он же двутавровая балка – один из самых востребованных в строительстве видов металлопроката. Его геометрия позволяет выдерживать большие продольные и поперечные нагрузки, поэтому двутавр широко применяется при монтаже металлоконструкций, в том числе, и ответственных.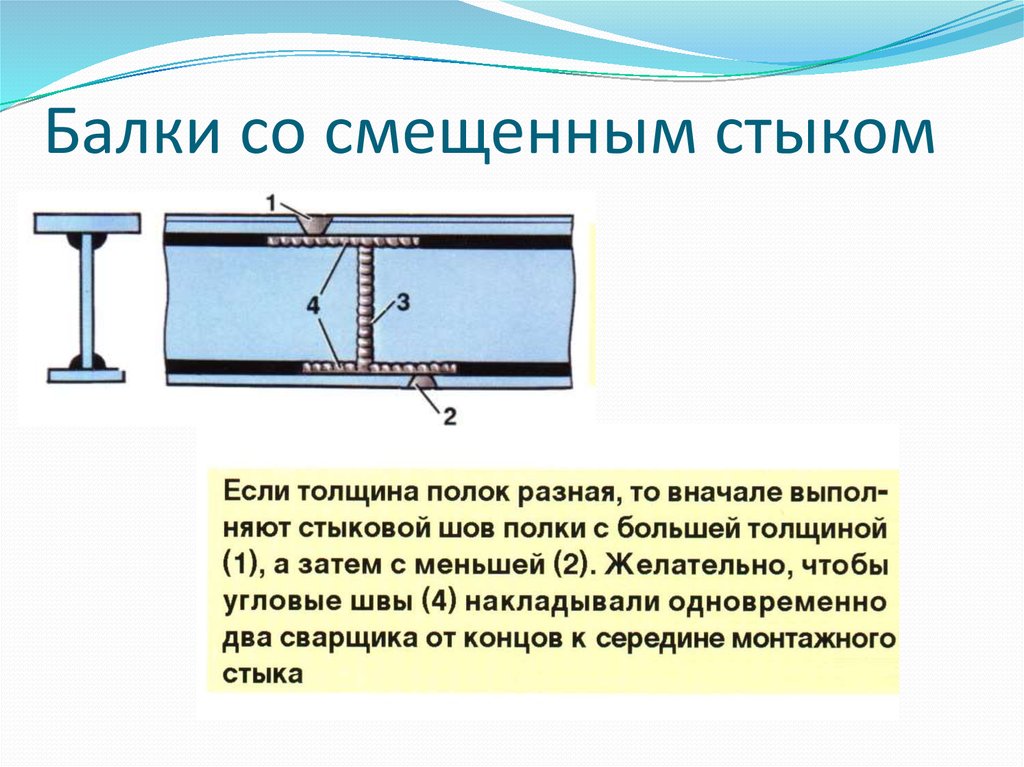 Однако, независимо от варианта использования, прочность итогового металлокаркаса зависит не только от параметров и характеристик самого проката, но и от правильности и метода его соединения между собой.
Однако, независимо от варианта использования, прочность итогового металлокаркаса зависит не только от параметров и характеристик самого проката, но и от правильности и метода его соединения между собой.
Методы соединения двутавровых балок
Их монтаж может производиться двумя способами: сваркой или болтовым соединением. Правильно произведенная сварка позволяет получить прочную, надежную конструкцию, но в ряде случаев могут использоваться и болтовые или клепочные соединения, поскольку сам по себе сварной шов является местом концентрации напряжений в конструкции.
Сварка двутавра
Сварка может использоваться в двух ситуациях: соединении двутавра встык при необходимости удлинения балки (например, при монтаже пролетов) или при перекрестном креплении второстепенной балки к основной. Сварка встык производится двумя способами.
Через прокладку
Между концами расположенных в одной плоскости двутавров помещается стальная пластина, по размерам выходящая за границы их профиля. Приварка пластины осуществляется угловым швом с двух сторон. Таким же способом может производиться монтаж проката с разными размерами.
Приварка пластины осуществляется угловым швом с двух сторон. Таким же способом может производиться монтаж проката с разными размерами.
Среди преимуществ: относительная простота – необходимо лишь соблюсти прямизну продольной оси, и высокая скорость монтажа, поскольку выполнять предварительную разделку кромок не требуется.
С накладками
Для дополнительного усиления места соединения могут применяться накладки. Для этого кромки стенки (основания) и полок предварительно скашиваются для обеспечения качественного провара. Прокат проваривается по периметру с соблюдением прямизны продольной оси. На верхнюю и нижнюю плоскость полок, а также на боковины стенки струбцинами крепятся накладки из листовой стали. Их форма может быть прямоугольной или, для большего удобства, ромбовидной с обязательным соблюдением симметричности формы относительно продольной оси. Заключительный этап – обварка накладок по периметру.
Оба способа используются лишь в тех случаях, когда конструкция является неответственной, а нагрузка на место соединения будет незначительной.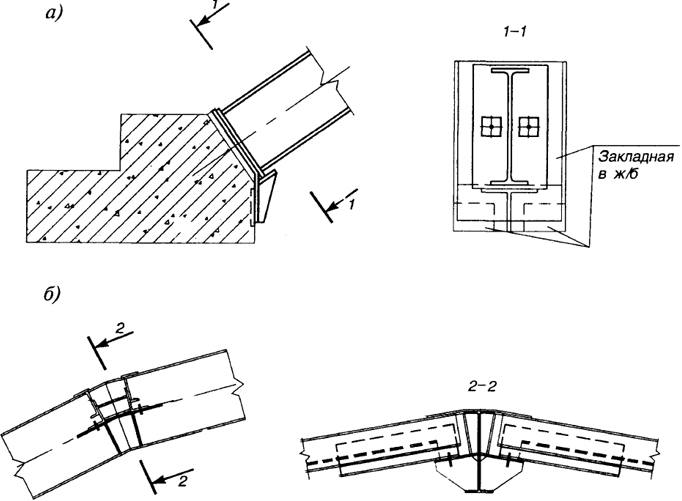
Сварка с второстепенной балкой
Этот метод соединения двутавра используется при возведении перекрытий и несущих конструкций, при этом, несмотря на заметно большую прочность и надежность, выполняется он почти так же просто, как и предыдущий.
В верхней полке основной балки производятся вырезы в форме равностороннего треугольника, к нижней полке приваривается накладка. Верхней полке дополнительной балки придается форма треугольника, соответствующая форме вырезов в основной. Ее нижняя полка срезается на длину, равную расстоянию до стенки основного двутавра.
Монтаж всей конструкции производится поочередно: сначала монтируются основные двутавры, затем к ним пристыковываются и привариваются дополнительные.
Болтовое соединение
Этот метод, в отличие от предыдущего, является разъемным, поэтому используется, в основном, там, где может потребоваться демонтаж конструкции. Производится с помощью накладок. Практически аналогично болтовому – соединение на заклепках, но демонтаж части конструкции в этом случае требует разрушения крепежа.
Плюсы:
- Простота сборки – особой квалификации от рабочего не требуется.
- В месте крепления отсутствуют остаточные напряжения, свойственные сварному шву.
- Проверка качества места соединения гораздо проще, чем проверка качества сварки.
- Устойчивость к ударным нагрузкам и вибрациям.
Недостатки:
- Необходимость периодической проверки болтовых соединений и их подтяжки, что в определенных случаях достаточно сложно или и вовсе невозможно.
- Больший расход металла и трудоемкость работ.
- Постепенный износ соединений из-за коррозии болтов.
В целом, технология соединения двутавров с помощью болтов практически полностью аналогична сварке с накладками. Дополнительно требуется лишь соблюдать:
- Расстояния между центрами отверстий – они должны быть не менее 3 диаметров заклепок.
- Размеры головок болтов и гаек – расстояния между ними должны быть достаточны для удобства работы инструментом.
Как уже отмечалось выше, в строительстве используются оба варианта. Выбор в сторону одного из них всегда основывается на дополнительных требованиях к надежности конструкции и условиях ее эксплуатации.
Выбор в сторону одного из них всегда основывается на дополнительных требованиях к надежности конструкции и условиях ее эксплуатации.
Популярные статьи
- Сравнение стальной и композитной арматуры
С появлением более современных синтетических материалов металлическ…
ЧИТАТЬ ДАЛЕЕ
- Сортамент гладкой арматуры и ее применение
Сталь…
ЧИТАТЬ ДАЛЕЕ
- Выбор профнастила для кровли
В одной из предыдущих публикации мы детально рассказали о том, как …
ЧИТАТЬ ДАЛЕЕ
- Виды и использование сварной сетки
Сварная сетка – это «полотно», сформированное из …
ЧИТАТЬ ДАЛЕЕ
- Расчет веса стального шестигранника
Стальной шестигранник – одна из разновидностей сортового прок…
ЧИТАТЬ ДАЛЕЕ
- Виды труб для водопровода. Какие выбрать? Что учесть при монтаже?
Широкий ассортимент – палка о двух концах. С одной стороны он…
ЧИТАТЬ ДАЛЕЕ
- Сталь профнастила и варианты защитных покрытий
Профнастил, он же профлист, пользуется достаточно высоким спросом в.
..ЧИТАТЬ ДАЛЕЕ
- Правильное крепление профлиста на крышу
Профлист, он же профилированный лист или профнастил, в последние го…
ЧИТАТЬ ДАЛЕЕ
- Что лучше, швеллер или двутавр? Какой прокат прочнее?
Двутавр и швеллер можно считать одними из самых популярных разновид…
ЧИТАТЬ ДАЛЕЕ
- Стальная полоса как элемент заземляющего контура
С ростом количества разнообразной потребительской электроники в каж…
ЧИТАТЬ ДАЛЕЕ
- Метизы на все случаи жизни
Строго говоря, термин «метизы» (аббревиатура от «…
ЧИТАТЬ ДАЛЕЕ
- Расчет веса вязальной проволоки
Расчет веса проволоки, в основном, может потребоваться в двух ситуа…
ЧИТАТЬ ДАЛЕЕ
- Проверка качества и герметичности сварного шва труб и конструкций
К монтажу металлопроката предъявляются достаточно жесткие требовани…
ЧИТАТЬ ДАЛЕЕ
- Особенности использования швеллера при обвязке фундамента
Швеллер – это одна из разновидностей фасонного проката, отлич.
..ЧИТАТЬ ДАЛЕЕ
- Гнутый стальной уголок: ГОСТ, виды, применение
Гнутый стальной уголок – не самый популярный, но все же доста…
ЧИТАТЬ ДАЛЕЕ
- Коррозия металла
Коррозия металла, в простонародье называемая ржавчиной, – это распа…
ЧИТАТЬ ДАЛЕЕ
- Когда и зачем нужно использовать металлические трубы для прокладки кабелей и проводов
Трубный прокат имеет достаточно обширное применение, в том числе ис…
ЧИТАТЬ ДАЛЕЕ
- Доставка, приемка и правильное хранение арматуры
Стальная арматура является незаменимым атрибутом практически любого…
ЧИТАТЬ ДАЛЕЕ
- Технология резки металла лазером
…
ЧИТАТЬ ДАЛЕЕ
- Профнастил для всех
Профнастил…
ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по количеству П-6
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
- Колючая проволока для войны и мира
Для современного человека колючая проволока — предмет накрепко ассо.
..ЧИТАТЬ ДАЛЕЕ
- Металлоконструкции
Современный индустриальный пейзаж нево…
ЧИТАТЬ ДАЛЕЕ
- Стальной рифленый лист: стандарты, виды, размеры, вес, использование
Рифленый лист – разновидность листового металлопроката, отлич…
ЧИТАТЬ ДАЛЕЕ
- Металлопрокат — материалы и технологии
Металлопрокат — это строго говоря, тот самый материал который опред…
ЧИТАТЬ ДАЛЕЕ
- Бесшовные трубы — производство и применение
…
ЧИТАТЬ ДАЛЕЕ
- Характеристики и применение просечно-вытяжного листа
Ассортимент производимых металлоизделий, даже без учета типоразмеро…
ЧИТАТЬ ДАЛЕЕ
- Сварочные электроды УОНИ: особенности, характеристики, использование
Современный рынок предлагает широкий выбор различной продукции для …
ЧИТАТЬ ДАЛЕЕ
- Порошковая окраска металлических изделий
Окраска для металлических изделий — процедура совершенно необходима.
..ЧИТАТЬ ДАЛЕЕ
- Пробивка отверстий в металле: особенности технологии
Пробивка отверстий в металле является одним из методов перфорации. …
ЧИТАТЬ ДАЛЕЕ
- Спецсталь: состав, изготовление, обработка
Новые отрасли промышленности, бурно развившиеся во второй половине …
ЧИТАТЬ ДАЛЕЕ
- Проволока гост 3282-74
Стальная проволока — самое простое и широко известное изделие из м…
ЧИТАТЬ ДАЛЕЕ
- Рубка металла: от зубила до станка
Рубка металла – один из основных способов металлообработки, п…
ЧИТАТЬ ДАЛЕЕ
- Соединение швеллеров: способы и методика
За счет своей формы, имеющей перпендикулярные ребра жесткости, швел…
ЧИТАТЬ ДАЛЕЕ
- Металлическая сетка — виды и производство
Металлические сетки — один из наиболее востребованных видов стальны…
ЧИТАТЬ ДАЛЕЕ
- Монтаж профильной трубы: способы и необходимые принадлежности
Профильная труба – один из самых удобных вариантов металлоп.
..ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по качеству П-7
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
- Зачем нужна стальная двутавровая балка?
…
ЧИТАТЬ ДАЛЕЕ
- Как марка стали бесшовных труб влияет на их применение
Использование любой разновидности металлоизделий зависит сразу от н…
ЧИТАТЬ ДАЛЕЕ
- Катанка и проволока — производство и использование
Проволока — один из самых востребованных видов изделий из металла. …
ЧИТАТЬ ДАЛЕЕ
- Что такое сортовой металл, и чем он отличается от других
Всю массу выпускаемого производителями металлопроката можно раздели…
ЧИТАТЬ ДАЛЕЕ
- Профильная труба – материалы, производство, применение
Трубный металлопрокат предназначен не только для создания трубопров…
ЧИТАТЬ ДАЛЕЕ
- Технология соединения двутавров
Двутавр, он же .
..ЧИТАТЬ ДАЛЕЕ
- Типы и марки сварочных электродов
Сварка металлов при помощи вольтовой дуги появилась в XIX веке и ст…
ЧИТАТЬ ДАЛЕЕ
- Производство и характеристики двутавровой балки
…
ЧИТАТЬ ДАЛЕЕ
- Способы цинкования металла
Железо и сталь — это материал из которого изготовлен скелет совреме…
ЧИТАТЬ ДАЛЕЕ
- Сварные трубы – технология, применение, достоинства
ХХI век – это век трубопроводов. Труб для нефте- и газотранспортных…
ЧИТАТЬ ДАЛЕЕ
- Сортамент металлопроката: основные виды, определения и ГОСТы
Сортамент металлопроката, выпускаемого современной промышленностью …
ЧИТАТЬ ДАЛЕЕ
- Швеллер — использование и нагрузка
Швеллер — это один из видов фасонного стального проката. В поперечн…
ЧИТАТЬ ДАЛЕЕ
 ..
.. ..
.. ..
.. ..
..
- Назад
- Вперёд
Недостаточно прав для комментирования
Спасибо за обращение! Заявка отправлена.
Сварка двутавровых балок между собой
Содержание
- Как сваривать двутавровые балки
- Изготовление и применение
- Технология производства
- Замена швеллерами
- Способы соединения двутавров
- Встык
- Под прямым углом
- Сваривание двутавра со швеллером под прямым углом
- Соединение двутавров
- Особенности сваривания
- Как правильно сварить двутавры?
- Как приварить двутавр к двутавру?
- Публикации по теме:
Как сваривать двутавровые балки
Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.
Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.
Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.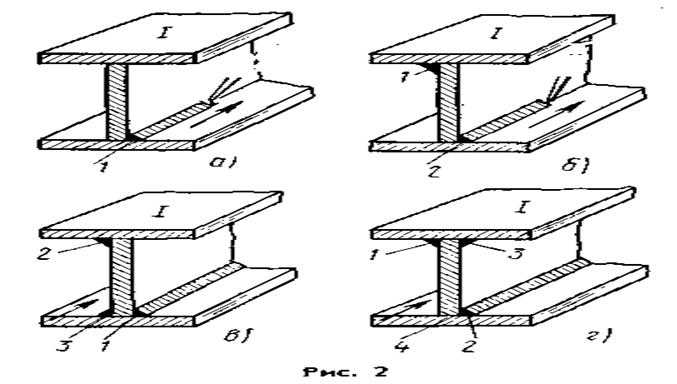
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Способы соединения двутавров
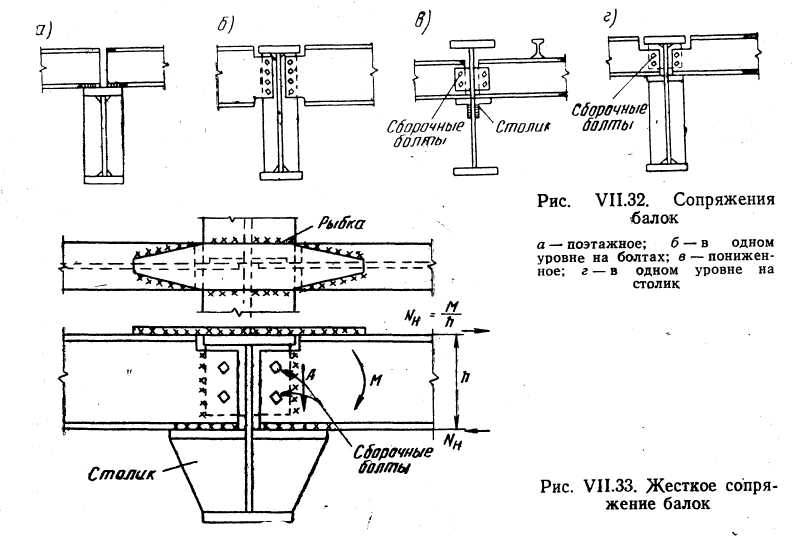
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык
Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом
Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
Соединение двутавров
Самым надежным металлическим профилем для возведения металлоконструкций является двутавр. Крепление двутавра к двутавру выполняют сваркой встык между собой при создании несущих конструкций межэтажных перекрытий, куполов и арок. Преимуществом метода является обеспечение высокой надежности соединений.
Особенности сваривания
Сначала сваривают стыки и стенки поясов двутавров. В балках стыковые швы являются основными. Чтобы уменьшить остаточное напряжение необходимо варить без закреплений в обрабатываемых листах.
Как правильно сварить двутавры?
Необходимо следить, чтобы между стыкующимися кромками зазор был в допустимых пределах, иначе все усилия будут сведены на нет. Правильное расположение осей проверяется с помощью длинной линейки. Если имеется смещение, его легко убрать посредством клина. Необходимый зазор выполняется с помощью сборочной планки. Стык сваривают высококачественными электродами или под флюсом, также можно применять полуавтомат.
Как приварить двутавр к двутавру?
- Сварка в горизонтальном положении. Выполнять работы легче, если поясные швы сваривают «в угол» двумя автоматами, а вертикальная стена находится в горизонтальном положении. Ось в продольном направлении искривляется минимально, поскольку прогиб по горизонтали практически удален за счет обратного прогиба после сварки второй пары.
- Сварка в вертикальном положении. Остаточный прогиб виден в месте, где сделана первая пара швов. Когда сварные соединения двутавров выполнены, проводят разметку поперечных ребер жесткости. Приваривают их вручную или полуавтоматом.
Чтобы выполнить узел крепления одного отрезка двутавра к другому двутавру, используют накладки. Перед установкой накладок с двух сторон от стенки и снаружи полок, нужно обрезать их по форме ромба и обварить косыми швами. Такие работы необходимы, чтобы выступающие полки не препятствовали наложению сварочного шва по стороне накладок. Рекомендуется располагать накладки симметрично продольной оси балки. Такой способ станет отличным решением для выполнения конструкций, испытывающих незначительную нагрузку. Причиной является свойство накладок концентрировать напряжение у швов, поскольку форма сечения изменяется.
Монтажное стыковое соединение двутавровых балок
Полезная модель относится к области стальных строительных конструкций, предпочтительно, к подкрановым конструкциям промышленных зданий. Техническая задача настоящей полезной модели направлена на повышение эксплуатационной надежности подкрановых конструкций, отвечающих современным требованиям по безопасности, энергосбережению, долговечности, удобству транспортировки, монтажа, устройства кранового пути и эксплуатации подкрановых балок. Поставленная задача решается за счет того, что монтажное стыковое соединение двутавровых балок, содержащее стыковые накладки, расположенные по обе стороны стыкуемых балок и установленные на стенках и полках балок посредством болтового соединения, согласно полезной модели дополнительно содержит фланцы, соединенные между собой болтовым соединением, а с балкой — посредством сварки. При этом в качестве крепежных элементов можно использовать высокопрочные болты с расчетным сопротивлением 750 МПа и выше. Диаметр отверстий под высокопрочные болты больше номинального диаметра болтов на 1-3 мм. 1 н.п. ф-лы, 3 з.п. ф-лы, 3 илл.
Полезная модель относится к области стальных строительных конструкций, предпочтительно, к подкрановым конструкциям промышленных зданий.
Из уровня техники известно монтажное стыковое соединение двутавровой балки на высокопрочных болтах, в котором растягивающие усилия воспринимаются предварительно затянутыми высокопрочными болтами, а сжимающие усилия воспринимаются силами отпора фланцев [Катюшин В. В. Здания с каркасами из стальных рам переменного сечения (расчет, проектирование, строительство). — М.: ОАО «Издательство «Стройиздат», 2005. — стр.39-41]. Поперечная сила в данном стыковом соединении воспринимается силой трения, возникающей между поверхностями фланцев за счет затяжки высокопрочных болтов. Фланцы крепятся к балке с помощью сварки. Недостатком данного стыкового соединения является малая надежность при воздействии динамических и знакопеременных нагрузок на сварное и болтовое соединение при работе на растяжение.
Из предшествующего уровня техники также известно монтажное стыковое соединение двутавровых балок [Калашников Г.В. Настоящее и будущее подкрановых балок. Монтажные и специальные работы в строительстве 7, 2007 г. — стр.6-7], содержащее стыковые накладки, присоединяемые к стенкам и полкам двутавровой балки с помощью высокопрочных болтов, при этом продольные (растягивающие и сжимающие) и поперечные усилия, возникающие в балке, воспринимаются силой трения, образующейся между элементами соединения под действием затяжки высокопрочных болтов. Выберем данное стыковое соединение за прототип. Недостатком прототипа является чрезмерная трудоемкость, сложность устройства рельсового пути в месте стыка балки, особенно трудоемка процедура устройства монтажного стыкового соединения для балки с комбинированными поясными соединениями.
Техническая задача настоящей полезной модели направлена на повышение эксплуатационной надежности подкрановых конструкций, отвечающих современным требованиям по безопасности, энергосбережению, долговечности, удобству транспортировки, монтажа, устройства кранового пути и эксплуатации подкрановых балок.
Поставленная задача решается за счет того, что монтажное стыковое соединение двутавровых балок, содержащее стыковые накладки, расположенные по обе стороны стыкуемых балок и установленные на стенках и полках балок посредством болтового соединения, согласно полезной модели дополнительно содержит фланцы, соединенные между собой болтовым соединением, а с балкой — посредством сварки.
При этом в качестве крепежных элементов можно использовать высокопрочные болты с расчетным сопротивлением 750 МПа и выше.
Диаметр отверстий под высокопрочные болты больше номинального диаметра болтов на 1-3 мм.
Достигаемый технический результат заключается в оптимальном способе передачи усилий, особенно при динамических и знакопеременных воздействиях, комплексном обеспечении долговечности и надежности при эксплуатации, а также повышение удобства и безопасности монтажа и транспортировки двутавровой балки, решении конструктивной проблемы прокладки кранового пути на участке стыка и проблемы устройства монтажного стыка, особенно для балок с комбинированными поясными соединениями.
Сущность полезной модели поясняется следующими чертежами:
— фиг.1 — монтажное стыковое соединение вид сбоку.
— фиг.2 — поперечный разрез 1-1 на фиг.1
— фиг.3 — вид А на фиг.1.
Монтажное стыковое соединение двутавровой балки 1 из конструкционной стали выполняется комбинированным: соединение части сечения, подвергающегося в большей степени растягивающим усилиям, выполняется с помощью стыковых накладок 2, установленных на полке 3 и стенке двутавра 4 с помощью высокопрочных болтов 5, соединение части сечения, подвергающегося в большей степени сжимающим усилиям выполняется фланцевым. Фланцы 6 присоединяются друг к другу с помощью высокопрочных болтов 5, а к балке фланцы присоединяются с помощью сварки 7, при необходимости восприятия поперечной силы, она воспринимается силами трения между поверхностями фланцев, возникающей при затяжке болтов.
В качестве материала для стыковых накладок используется конструкционная сталь с пределом текучести 200 МПа и выше, при этом фланцы выполнены из стали, имеющей следующие характеристики:
uz0,8 un,
где uz — временное сопротивление, un — нормативное значение временного сопротивления (нормативное сопротивление) для основного металла;
относительное сужение в направлении толщины проката — z, имеющее значения: средние для трех образцов: х,=10%; минимальные для одного из трех образцов: z,5%.
В качестве крепежных элементов используются, предпочтительно, высокопрочные болты с расчетным сопротивлением 750 МПа и выше.
Диаметр отверстий под высокопрочные болты, предпочтительно, больше номинального диаметра болтов на 1-3 мм.
Крепление фланца к балке вместо сварного может осуществляться с помощью уголков и высокопрочных болтов.
1. Монтажное стыковое соединение двутавровых балок, содержащее стыковые накладки, расположенные по обе стороны стыкуемых балок и установленные на стенках и полках балок посредством болтового соединения, отличающееся тем, что стыковое соединение дополнительно содержит фланцы, соединенные между собой болтовым соединением, а с балкой — посредством сварки.
2. Монтажное стыковое соединение по п.1, отличающееся тем, что стыковые накладки выполнены из конструкционной стали с пределом текучести 200 МПа и выше.
3. Монтажное стыковое соединение по п.1, отличающееся тем, что в качестве крепежных элементов используют высокопрочные болты с расчетным сопротивлением 750 МПа и выше.
4. Монтажное стыковое соединение по п.1, отличающееся тем, что диаметр отверстий под высокопрочные болты больше номинального диаметра болтов на 1-3 мм.
характеристики, маркировка металлических видов, монтаж
- Балка двутавровая: применение
- Виды двутавровых балок
- Типоразмеры и ГОСТы:
- Маркировка: как расшифровать
- Монтаж
Ни один строительный объект, каким бы ни было его назначение, не обходится без применения балок перекрытия.
Двутавровые балки перекрытия представляют собой тип фасонного проката, изготовленного из высококачественной стали. Сталь может быть либо низколегированной, либо углеродистой. Этот тип сортового проката имеет форму бруса, ориентированного горизонтально или наклонно. Или, говоря простым языком, стальная двутавровая конструкция – это прокат определенной формы, изготовленный из профильной стали специального исполнения. Форма определяется его конструктивными особенностями. Чаще всего она внешне похожа букву «Н». Такая форма усиливает прочность элементов конструкции и придает дополнительную жесткость. Где же используются двутавровые балки перекрытия?
Балка двутавровая: применение ↑
Балка металлическая двутавровая из стали больше известна как элемент перекрытий каркасов промышленных зданий, имеющих большие пролеты. Их используют также при возведении мостов и других подвесных путей, колонн и другого во всех тех местах, где присутствуют повышенные нагрузки и им необходимо противостоять. Они воспринимают нагрузку от вертикального поперечного воздействия, которая одновременно отражается на стенах, колоннах и других опорах.
Деревянный аналог стального двутавра используется в каркасном домостроении. Следует отметить, что в последнее время его нередко стали использоваться в оформлении строений как элемент дизайна.
Их правильный расчет обеспечивает большую эффективность металлоемкости, нежели этот показатель у обычной горячекатаной конструкции. При установке двутавра уменьшается масса несущих конструкций, что позволяет сократить затраты на строительство. Двутавры используются также в тяжелом машиностроении при создании тяжелого оборудования.
Незначительный вес при чрезвычайно высокой жесткости делает их идеальным вариантом для использования в качестве основы под высоконагруженные строения.
Интересно
Отметим,что двутавры значительно жестче, нежели квадратные профили и уголки.
Виды двутавровых балок ↑
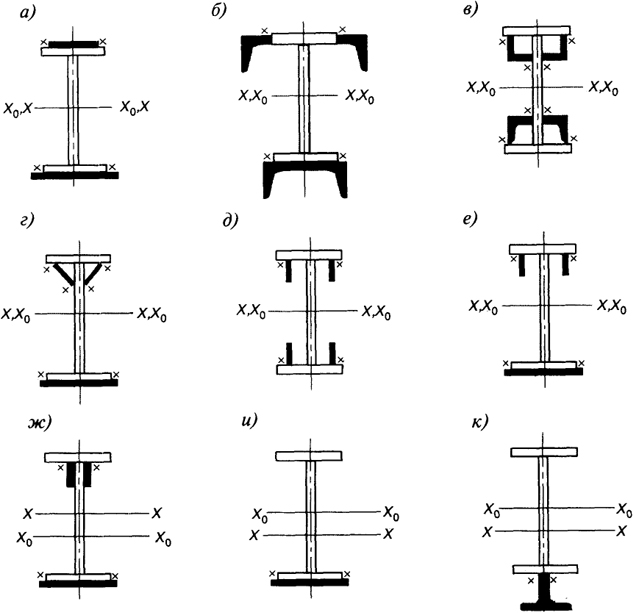
В конструкциях двутавров внутренние грани полок могут располагаться наклонно либо параллельно. Сортамент, который имеет балка двутавр, характеристики, габариты в основном определяются расстоянием между параллельными (П) или наклонными (У) внешними гранями.
Типоразмеры и ГОСТы: ↑
- Балка двутавровая ГОСТ 26020 83 характеризуется параллельными гранями полок. Под этот стандарт входят двутавры, имеющие высоту 10–100 см и ширину полок – 5,5–40 см. По последнему параметру классифицируют на: узкополочные (У), нормальные (Б), среднеполочные (Д), широкополочные (Ш) и колонные (К). Колонные двутавры отличаются почти одинаковой высотой профиля и шириной полки.
Двутавры, характеризующиеся наклонными гранями, классифицируются на:
- обычные (ГОСТ 8239 89) – ограничения на величину уклона внутренних граней составляют порядка 6–12%;
- специальные (ГОСТ 19425 74) – М: подвесные пути, имеющие угол наклона не больше 12% и С: для армированных шахтных стволов, имеющих угол наклона до 16 %.
колонные двутавры (К) по ГОСТ 26020-83
Изделие выполненное по ГОСТ полностью соответствует параметрам чертежа, то есть имеет заданное поперечное сечение, размеры полок (высота, ширина и толщина) и другое.
Маркировка: как расшифровать ↑
Начнем с двух цифр в начале маркировки. Они отмечают высоту в сантиметрах конкретной группы профилей. Следующие индексы – буквенные, они указывают на вид профиля в соответствии с шириной полок, к примеру, У, К и т. д. Если профили в группе отличаются размерами стенок и полок, то далее в маркировке указан размер профиля в серии. Например, маркировка двутавра с параллельными гранями может иметь вид: 25Б, 100Ш, 35К, 24ДБ1.
Монтаж ↑
Двутавр металлический изготавливают поэтапно. Прежде всего металл раскраивается на полосы требуемых размеров. Для улучшения провара кромки разделывают на специальном станке. Подготовленные полосы монтируют на сборочном стане. Их укладывают на входной конвейер, зажимают, позиционируют и фиксируют. Завершают сборку сварочными работами на специальном станке. Сваривают его двумя комплектами сварочных головок под флюсом. Двутавр в основном состоит из трех элементов. Поясные швы приваривают сварочными автоматами, а ребра жесткости приваривают поперек чаще вручную, в крайнем случае – полуавтоматом. Сварные конструкции собирают различными способами: используя хомуты и прихватки или в особом кондукторе.
балка металлическая двутавровая: процесс производства
Готовый двутавр очищают от налета ржавчины, жира, грязи и другого, используя дробеструйную установку. После этого качество его покрытия из краски и лака заметно улучшается.
При устройстве конструкции швы поясов иногда сваривают по ручной технологии. Тогда последовательность сборки полностью меняется. Сначала на пояс в нижней части конструкции монтируют вертикальную стенку, а следом ребра жесткости. Их захватывают и монтируют пояс в верхней части. Собранная конструкция зажимается хомутами и переходят к сварочным работам.
на фото металлическая балка двутавр
Наиболее ответственным этапом монтажа считается стыковка двутавровых балок. Швы поясов в обеих направлениях от стыка незаваривают на длину в полтора раза большую, нежели поясная ширина. Стык двутавровых балок свариваются в такой очередности: свариваются стыки вертикальной стенки, двух поясов, сначала ту, которая работает на растяжение, затем вторую, работающую на сжатие. Завершают устройство стыка довариванием швов на поясах на тех участках, которые остались незаваренными.
Совет
Для сварки монтажных стыков необходимо использовать электроды высочайшего качества.
Сварная конструкция имеет массу преимуществ перед прокатной и, в первую очередь, это ее более высокие прочностные характеристики при массе, меньшей прокатной примерно на треть.
Двутавр металлический: сборка на видео
Материалы к статье:
ГОСТ 19425-74 Балки двутавровые и швеллеры стальные специальные.
Сортамент (134,7 KiB, 1 791 hits)ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент (297,8 KiB, 1 572 hits)
ГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полок. Сортамент (424,9 KiB, 1 854 hits)
© 2022 stylekrov.ru
Сварка балок двутаврового сечения
Главная / Изделия
Назад
Время на чтение: 3 мин
0
2026
Двутавровая балка, также известная как двутавр, — элемент, который довольно долгое время применяется в построении конструкций. Раньше ее использовали лишь в промышленном строительстве крупных масштабов.
А теперь двутавр всё больше встречается и в небольших частных строительных работах. Такое распространение связано с тем, что в производство запустили двутавровые балки с особой конструкцией.
Их применяют при строительстве гаражей, небольших магазинчиков, загородных домов и пристроек.
- Актуальность вопроса
- Преимущества двутавровых балок
- Процесс изготовления
- Возможные проблемы и особенности
- Заключение
Что представляет собой двутавровая балка
В строительстве этот элемент применяется очень часто. Он представляет собой металлическое соединение, состоящее из трех частей: верхней и нижней полок, между которыми заключена вертикальная стенка. Конструкция является монолитной. Может производиться прокатным или сварным способом.
Прокатные балки производятся в промышленных цехах из цельного бруса металла. Предварительно разогретую до технологической температуры заготовку пропускают через прокатные петли. В результате она меняет свою форму. В итоге получается двутавр – цельное изделие из металла с большим запасом прочности.
Сварка конструкций выполняется из отдельных ранее подготовленных элементов. Пояс и две металлические полки собираются воедино. Для производства двутавровой сварной балки используются разные сорта стали.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Изготовление
Производство двутавровых балок с помощью сварки является достаточно сложным процессом. Нужно соблюдать большое количество нормативов, правил техники безопасности и технологических требований. Готовый продукт должен иметь строго определенную жесткость, прочность, плотность и многие другие показатели.
Среди всех характеристик особое место занимает плотность – чем она выше, тем лучшего качества балка. Наряду с этим всегда актуальным остается вопрос бережного использования сырья и энергоресурсов. На данный момент профильными институтами большое внимание уделяется разработке новых видов двутавровых балок. Основное направления научной работ – уменьшение металлоемкости конструкции при сохранении показателей прочности и надежности.
Что касается серийного производства сварных балок, то этот процесс является достаточно экономным. Сегодня технология успешно конкурирует с традиционным прокатным методом производства. Изготовление сварных балок можно разделить на несколько этапов:
- Предварительно просчитываются оптимальные параметры жесткости и прочности будущей конструкции. Проверяется марка стали, которая будет использоваться в производстве.
- Готовятся элементы будущего двутавра. Из металла определенной марки отрезаются полосы нужной длины.
- Торцы элементов будущей конструкции фрезеруются. Это важный момент: необходимо, чтобы элементы прочно скреплялись один с другим. Соединение должно быть максимально прочным и жестким. Обрабатываются торцы на специальном оборудовании – торцовочно-фрезерных станках.
- Сборка. Важно правильно выставить и зафиксировать элемента. Полки должны располагаться параллельно по отношению одна к другой, а стенка – строго перпендикулярно. Нужно соблюсти симметричность стенок. Если речь идет о небольшом производстве, то целесообразно отдать предпочтение ручной сборке. Серийное производство организовывается на автоматизированных сборочных линиях. К примеру, на серийном производстве используется стан Z15, предназначенный для сборки балок. Он характеризуется высокой производительностью. Сборка разделена на два этапа. Первый состоит в том, чтобы с вертикальной стенки и горизонтальной полки собрать Т-образное соединение. На втором этапе к нему добавляется еще одна полка и в результате получается полноценный двутавр.
- Далее собранные элементы балки привариваются. При этом могут применяться различные технологии сварки. Наиболее часто используются два:
- сваривание электродом с наклоном. Способ подходит для одновременной сварки двух швов. Только нужно учесть, что прогрев металла будет неглубоким;
- способ сварки «лодочкой». Данный вариант позволяет прогреть металл глубоко. Соответственно и шов получается более прочным. Но затраты времени на его формирование будут большими.
- На промышленном производстве применяются мощные сварочные установки, которые могут соединять детали под давлением. В настоящее время есть несколько вариантов исполнения сварочных агрегатов для серийного производства сварных двутавровых балок. Такими, к примеру, являются сварочные манипуляторы. Они характеризуются высокой степенью автоматизации. Другой вариант – самоходные трактора, предназначенные для сваривания заготовок большого размера. Хотя это простой и в то же время надежный способ для серийного производства он не пригоден. Малый бизнес делает упор на ручную сборку. Поэтому их продукция по цене заметно выше.
- По завершению всех выше перечисленных циклов корректируется геометрия конструкции. Во время сварки нагревание и охлаждение стенок может привести к изменению угла между элементами изделия. Требуется правка геометрической формы. Поэтому двутавровая балка пропускается через специальную правильную линию, представляющей собой систему роликов. На выходе получается готовый продукт с геометрически правильными формами.
Дефекты сварочных работ
Изъяны могут иметь место из-за нарушений требований технологического процесса, недобросовестном исполнении и другим причинам. Наиболее часто возникают проблемы, связанные с изменением кристаллической структуры металла под влиянием высокой температуры. Образуются новые кристаллические зерна, имеющие совершенно другие характеристики по сравнению с исходными.
Дефекты влияют на прочность и жесткость конструкции, снижая эти показатели. Страдает и устойчивость металла к коррозии. В совокупности количество дефектов делает эксплуатацию готового изделия невозможной. Все двутавровые балки проверяются на наличие подобных дефектов.
Преимущества применения сварных балок
Сварные двутавровые балки применяются в строительстве зданий разного типа. По сравнению с металлоконструкциями иной конфигурации они обладают важными преимуществами:
- не имеют ограничений по размеру, в то время как для сборных металлоконструкций и швеллеров такие параметры устанавливаются;
- готовый продукт отличается высоким качеством, прочностью, надежностью и долговечностью;
- в процессе производства практически нет вредных отходов, опасных для людей и окружающей среды;
- могут производиться на заказ с предопределенной длиной;
- при необходимости сечение готовой продукции может изменяться, что способствует созданию сложных архитектурных композиций.
Сваривать балки можно из стали разных марок. Для перекрытий с небольшой нагрузкой можно изготовить конструкцию из углеродистой стали, а в местах, где планируются большие механические нагрузки предпочтение отдать монтажу двутавров, выполненных из легированной стали. Такая вариативность позволяет оптимизировать стоимость строительства и снизить его по сравнению с тем, если бы балочные конструкции производились только из высокопрочных металлов. Кроме того, можно снизить материалоемкость за счет оптимизации сечения готовой продукции.
Преимущества сварных двутавровых балок
В наше время очень сложно найти строительный объект, который возвели без использования сварных двутавровых балок. Балки, имеющие такое сечение, широко распространены потому, что позволяют значительно снижать затраты на строительство сооружений различного назначения, обеспечивая при этом высокую надежность возводимых конструкций.
Сварная балка, сечение которой имеет форму двутавра, способна выдерживать значительные статические и динамические нагрузки, не теряя при этом, своих эксплуатационных характеристик. Важным фактором является и то, что использование таких сварных балок позволяет снизить вес строительных конструкций, что в итоге уменьшает нагрузку на фундамент здания и на его несущие конструкции.
Использование двутавровых балок при изготовление каркаса здания
Сварной двутавр особенно незаменим в тех элементах строительных конструкций, где особенно важны прочность и способность успешно противостоять механическим нагрузкам различной направленности. К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
Очень востребована сварная балка в различных отраслях машиностроения и при строительстве сооружений быстровозводимого типа, поскольку технология ее производства очень экономична.
Несмотря на то, что организовать изготовление сварных балок двутаврового сечения достаточно несложно, экономически более выгодно производить их с использованием автоматизированного оборудования. Автоматизированные линии, на которых производство таких сварных балок поставлено на поток, позволяют не только значительно снизить себестоимость продукции, но и строго соблюдать технологию ее изготовления.
Перекрытия по металлическим двутавровым балкам
Область применения
Двутавровые балки сварного типа широко используются в различных областях строительства. Они востребованы в создании:
- несущих конструкций: каркас, фундамент, опоры и т.п.;
- перекрытий между этажами;
- жилых зданий;
- мостов, эстакад и путепроводов;
- складов и торговых центров;
- виадуков и тоннелей;
- стадионов и других сооружений.
Благодаря тому, что сварная балка обладает высокими показателями прочности и надежности она применяется практически во всех отраслях строительства.
Возможности
Благодаря применению сварных двутавровых балок удается увеличить пролеты между несущим основанием и, соответственно, уменьшить количество стыков. Покупатели могут заказать готовый продукт нужного размера и сечения. Есть большое количество ГОСТов на изготовление двутавр, среди которых заказчик может выбрать наиболее подходящий вариант. Сварные двутавры могут использоваться в строительстве сооружений сложной архитектуры.
Их применение в разных областях строительства оправдано из-за большого числа достоинств. Балки позволяют улучшить эксплуатационные характеристики и надежность сооружения.
Особенность двутавровых балок
Конструкция из листовой стали, напоминающая по объему и конфигурации горячекатаную сталь, – это и есть двутавровая сварная балка. Сечение сварных балок в форме двутавра обеспечивает прочность при различных нагрузках, а балка сохраняет, таким образом, свои технические характеристики. Вес сварной балки зависит от размера: высоты и ширины балки.
Достоинства двутавровых балок:
- рентабельны в строительстве;
- уменьшают вес конструкции;
- имеют запас прочности с достаточно высоким коэффициентом;
- образуют экономически выгодные модели опор и сечений разных элементов конструкций.
Типы сварных балок, в зависимости от особенностей изготовления:
- с параллельными основаниями;
- широкополочные;
- колонные;
- нормальные;
- с уклоном граней полок;
- для армирования стволов в шахтах;
- для установки подвесных путей.
Размеры сварных балок также играют роль для выбора объекта, на котором они будут использоваться. Так, например, длинным сварным двутавровым балкам отдают предпочтение в строительстве:
- больших пролетов на заводах, фабриках,
- плотин,
- путепроводов,
- арок,
- пандусов
- рабочих площадок,
- анкерных балок и др.
Типы соединений стальных балок и их детали
🕑 Время чтения: 1 минута
В конструкциях используются различные типы соединений стальных балок. Соединения стальных балок подразделяются на две группы, а именно каркасные и сидячие соединения.
В соединениях рамных стальных балок балка соединяется с опорным стальным элементом через фитинги, тогда как в случае соединений с опорой балка располагается на опоре, как и в случае, когда балка размещается на каменных стенах. В этой статье обсуждаются различные типы соединений стальных балок.
Рис.1: Различные типы стальных пучков с пучком.
Ниже приведены различные типы соединений балок:
- Болтовые соединения
- Резьбовые соединения
- Сварные рамные соединения
- Сварные соединения седла
- Соединения торцевой пластины
- Специальные соединения
- Простые, жесткие и полужесткие соединения
В этом типе соединения стальные балки соединяются с опорными элементами, будь то стальные балки или колонны с углом соединения стенок, как показано на рисунке 3.
Рис. 3: Болтовое соединение стальной балки
Обычно соединение проектируется с учетом нагрузок на конце балки. При проектировании соединения необходимо учитывать прочность, тип и размер крепежных элементов, а также прочность основных материалов. Минимальная длина соединительного уголка должна быть не менее половины ширины стенки балки в свету. Эта мера предназначена для обеспечения достаточной жесткости и стабильности. Существуют различные стандартные размеры болтовых рамных соединений, а также их пропускная способность, предусмотренная кодами. Целью такого стандартизированного соединения является увеличение скорости проектирования. Рекомендуется использовать минимальное соединение, достаточное для того, чтобы выдержать приложенную нагрузку, чтобы сделать конструкцию максимально экономичной.
Стальная балка с болтовым соединением Существует два основных типа болтовых посадочных соединений, включая неусиленные болтовые посадочные соединения и усиленные болтовые посадочные соединения, как показано на Рисунке 4 и Рисунке 5.
Рис. 4: Неподкрепленное болтовое соединение седла
Рис. 5: Жесткое болтовое соединение седла
4 Если реакции на концах балки велики, то рекомендуется рассмотреть усиленные соединения седла, поскольку они имеют достаточную способность противостоять большим усилиям, в то время как способность неусиленного соединения седла ограничена из-за ограниченной способности изгиба опорного уголка, который заедает. выходит горизонтально. Самым выдающимся преимуществом соединения сиденья является то, что балка может быть изготовлена экономично, а сиденье обеспечивает немедленную поддержку во время монтажа. Функция верхнего уголка, используемого в соединении сиденья, состоит в том, чтобы предотвратить случайное вращение балки. Стоит отметить, что данный вид подключения не требует значительной технологической детализации. Болтовые соединения желательны с экологической точки зрения, поскольку конструкцию можно демонтировать, а элементы можно использовать в других проектах.
Кроме того, болтовые соединения могут быть легко установлены. Соединение стальной балки со сварным каркасом Как и два других типа балочных соединений, сварные рамные соединения различных размеров с их грузоподъемностью доступны и предоставляются кодами. Сварной шов соединения подвергается прямому сдвиговому напряжению и напряжению, вызванному нагрузками на балку, влияющими на рисунок сварного шва. Поэтому эти напряжения необходимо учитывать. Очевидно, что часть сварочных работ выполняется в сложных условиях, поскольку трудно добиться высокого качества сварки из-за движений стальных элементов, вызванных ветром или другими факторами.
Сварные соединения стальных балок Оно похоже на болтовое посадочное соединение, но для крепления используется сварка, а не болты. Нагрузки на балку эксцентрично воздействуют на рисунок сварного шва и создают напряжения. Таким образом, как и сварные рамные соединения, такие напряжения необходимо учитывать. Типы сварных соединений седла включают неусиленное седло и усиленное седло. Первый используется в случае малых приложенных нагрузок, тогда как последний подходит в случае больших нагрузок.
Рекомендуется использовать болты для соединения нижней полки балки с седлом. Эти болты можно снять или оставить на месте после завершения процесса сварки. Сварное соединение нежелательно с точки зрения окружающей среды и рабочих. Это связано с тем, что такое соединение не может быть легко демонтировано или возведено.
Этот тип соединения стал возможен благодаря использованию сварочного искусства. Торцевая пластина соединена со стенкой балки посредством сварного шва, поскольку ее мощность и размер определяются способностью к сдвигу стенки балки, примыкающей к сварному шву.
Нагрузка, приложенная к соединению на конце стержня, не имеет эксцентриситета. Существуют различные типы соединений торцевых пластин, включая гибкие, полужесткие и жесткие соединения торцевых пластин. Следует знать, что изготовление и раскрой следует проводить с особой тщательностью, чтобы избежать ошибок. Например, обрезка балок по длине должна быть максимально точной.
Наконец, соединения с торцевыми пластинами не подходят для высоких стальных конструкций.
Этот тип соединений используется в случае, когда расположение конструктивного элемента таково, что стандартные соединения не могут быть использованы.
Например, углы пересечения могут отличаться в определенной степени, а также когда центры балок смещены от центров колонн.
Примеры специальных соединений включают рамку с изогнутой пластиной, одинарную стеновую пластину, одностороннюю рамку, уравновешенную пластину стенки и соединение типа Z.
Способность соединений передавать моменты на колонны зависит от степени жесткости соединений. Чем выше степень жесткости соединения балок, тем больше возможность передачи моментов на колонны.
Если соединение предназначено для передачи моментов, то оно должно выдерживать поперечные усилия от балки и передавать моменты на колонны. Подробнее: Какие существуют типы каркасных систем из конструкционной стали? Типы систем перекрытий для строительства многоэтажных стальных конструкций Строительство фундаментов, колонн, балок и перекрытий стальных каркасов Свойства конструкционной стали для проектирования и строительства стальных конструкций
05
65 Д. Г. Браун, Д. С. Айлес, Э. Яндзио. Конструкция стального здания: каркасы средней высоты со связями: в соответствии с Еврокодами и Национальными приложениями Великобритании. Институт стальных конструкций. Беркшир, с. 72-75. 2009 г.. (стр. 365).
Как соединить двутавровые балки?
Что сильнее канал C или I луч?
Буду ли я луч сильнее канал ? На ваши вопросы нет простых ответов. Вам нужно будет указать конкретные размеры для вопроса о двутавровой балке и канале, но в целом швеллер представляет собой половину двутавровой балки, которая разделена по вертикальному ребру, поэтому да, двутавровая балка сильнее. 22 ноября 2010 г.
Можно ли сваривать двутавровую балку?
Двутавровые балки, также называемые двутавровыми балками или балками, дороже и их сложнее транспортировать на большие длины. Вы можете сваривать двутавровые балки встык , чтобы избежать трудностей, например, при транспортировке 50-футовой балки. Хороший сварной шов обеспечивает такую же или даже большую прочность, как несваренные сегменты балки.
Как вы справляетесь с двутавровым лучом?
Чтобы вручную справиться со стальной балкой, макетчик читает подробные чертежи, а затем переносит размеры балки на стальную балку и использует рулетку, угольник и мел, чтобы нарисовать балку. Затем с помощью кислородного топлива газовая горелка , оператор вручную вырезает балку из стальной балки.
Почему двутавровый луч сильнее?
Двутавровые балки в основном изготовлены из стали, поэтому обеспечивают структурную целостность с неустанной прочностью и поддержкой . Прочность двутавровой балки менее велика в поперечном направлении, а также способна выдерживать кручение. Сталь обладает свойствами, позволяющими выдерживать большие нагрузки конструкций. 2 мая 2019 г.
Связанные
В каком направлении двутавровая балка сильнее?
Эти формы лучей являются самыми сильными в направлении высоты , но определенно не слабыми в направлении ширины. 5 февраля 2019 г.
Какая сторона двутавровой балки самая прочная?
Поперечное сечение двутавровой балки в раз прочнее поперечного сечения двутавровой балки, что означает, что она может выдерживать большую нагрузку. Для сравнения, поперечное сечение двутавровой балки может выдерживать прямую нагрузку и растяжение, но не может сопротивляться скручиванию, потому что поперечное сечение очень узкое. Это означает, что он может выдерживать силу только в одном направлении. 1 июля 2019 г.
Можно ли приварить к стенке балки?
RE: Сварка стенок v фланцев существующих стальных балок
Зависит от того, где по длине балки вы выполняете сварку. Стенка работает сильнее всего рядом с опорами и полками, особенно нижние полки возле середины пролета, НЕ ДОЛЖНЫ быть приварены к , так как они находятся в самом высоком уровне натяжения вдоль балки. 26 января 2011 г.
Плавится ли металл при сварке?
В отличие от пайки и пайки, при которых основной металл не плавится, сварка высокотемпературный процесс, при котором происходит плавление основного материала . Обычно с добавлением наполнителя. … Давление также может быть использовано для создания сварного шва, как вместе с нагревом, так и отдельно.
Связанные
Что такое перекладина?
Обшивка стальных балок является важной частью процесса изготовления конструкций. Эти вырезы или выемки уникальны для каждой балки и спроектированы таким образом, чтобы балки плотно прилегали друг к другу, даже под острыми углами. Требуется обработка (или надрез) балок , чтобы убедиться, что балки и колонны подходят без помех. 5 июля 2019 г.
Связанные
Как соединяются стальные балки?
В конструкциях используются различные типы соединений стальных балок. … В соединениях рамных стальных балок балка соединяется с опорным стальным элементом через фитинги , тогда как в случае соединений с опорой балка располагается на опоре, как и в случае, когда балка размещается на каменных стенах. 3 ноября , 2017
Родственный
Что такое балочный шов?
13 октября 2011 г., автор Ed in Special Welding Processes, Techniques. Электронный луч сварка — это метод сварки , при котором пучок высокоскоростных электронов применяется к материалам, которые свариваются . Затем материалы плавятся, поскольку кинетическая энергия электронов производит тепло, и любой присадочный металл, который используется, также плавится, создавая сварка .
Родственные
Как работает электронно-лучевой сварочный аппарат?
Как это работает.
Сварочный аппарат электронов пучков состоит из устройства для получения сфокусированного луча высокоскоростных электронов , скорость которых в 0,3-0,7 раза превышает скорость света. Он известен как электронный пистолет , который обычно устанавливается на или в вакуумной камере, которая содержит инструменты / приспособления, используемые для удержания и перемещения 9.0007 работа шт.
Родственные
Что такое электронно-лучевой сварочный аппарат?
Электронно-лучевая сварка — это метод, в котором используется сфокусированный поток электронов высокой энергии, генерируемый нитью накала и направляемый на свариваемое соединение.
Родственные
Что такое электронно-лучевая сварка?
Что такое электронно-лучевая сварка.
Электронно-лучевая сварка — это окончательный процесс сварки плавлением . Электроны генерируются (с помощью электронной пушки), а затем разгоняются до очень высоких скоростей с помощью электрических полей. Затем этот высокоскоростной поток электронов фокусируется с помощью магнитных полей и точно воздействует на соединяемые материалы.
общий Информация СМИ Нажмите галерея иллюстрация
Поделиться этой записью:
Соединения двутавровой балки | Форумы DIYnot
чераденин
- #1
У меня есть несколько вопросов о том, как соединяются несущие балки в моем проекте. У меня все конструктивные расчеты, закладные камни, стыки от СЭ, балки сам не ставлю — это вполне наверное очевидно любому приличному строителю, мне просто интересно понять — мало ли что может быть и смогу разумно выбрать застройщика!
Часть моей конструкции имеет кольцевую балку из UC, поддерживаемую на одном конце трубой (CHS). Там нет подробностей о том, как это соединяется. Внизу предполагаю какая-то плита на полу, а вверху диаметр СГС примерно такой же, как и балка, которую он поддерживает (88,9х4 мм СГС под УБ 152х89х16). Как они связаны? Сварной?
Другой конец балки прикручен к большей (203x203x71 UC) балке с помощью планок. Расчетное изображение (которое явно получено из какого-то программного обеспечения) показывает верхнюю часть балок заподлицо, а не заподлицо с нижней частью. Я предполагаю, что это просто то, как программа распечатывает это, и не важно, на какой высоте болтами крепятся шипы на большей балке? 9
- #2
Все это должно быть указано тем, кто проектировал балки, так как может быть важно, где сделаны отверстия в переборке, какого размера и т. д.
tony1851
- #3
Конструкция хороша настолько, насколько хороши связи между отдельными частями, иначе она становится механизмом.
Очевидно, что ваш SE не выполнил всю работу.
r896neo
- #4
Мне нравится, что структура становится комментарием к механизму. Бьюсь об заклад, это шутка, рассказанная на собраниях SE!
Рекламные ссылки
чераденин
- #5
О, есть страницы и страницы с подробностями о других соединениях и одеяло «попросите строителя позвонить мне, если что-то неясно»; но, имея нулевой опыт, я просто пытаюсь выяснить, что может быть нормальным и насколько глупы мои вопросы.
tony1851
- #6
Обычно болтовое соединение выполняется в стенке — входящая балка имеет на конце приваренную пластину с 2 или 4 отверстиями, которые прикручиваются болтами через отверстия в стенке приемной балки.
Но SE необходимо указать расстояние между болтами и размер/тип болта.
Для небольших бытовых нагрузок вы можете установить одну балку поверх другой, а иногда даже положить входящую балку на нижний фланец основной балки без болтового соединения или сварки; это работает, но не «по книге».
колинка
- #7
Привет,
Из описания мне не совсем понятно, как все это выглядит, но я, возможно, могу дать некоторые общие комментарии, которые могут помочь.
Колонна chs, вероятно, будет иметь прямоугольную опорную плиту и верхнюю плиту с балкой, расположенной сверху. Фактическая геометрия крышки зависит от свободного пространства вокруг нее. Альтернативой может быть вертикальная ребристая пластина, приваренная сбоку или через канал, но тогда вам нужно беспокоиться о короблении стенок трубы, так что это решение для профессионала, основанное на фактических нагрузках.
Соединения балки с балкой могут быть торцевыми пластинами, ребристыми пластинами или скобами со свободным углом. Я очень сомневаюсь, что опора одной балки на другую является здоровым вариантом, поскольку это приводит к изгибу полки, а также к неограниченному эксцентриситету, который вызывает скручивание.
Извините, я не могу уточнить. Однако на самом деле это всего лишь мелочь, для которой SE может получить дизайн из своего программного обеспечения за считанные секунды. Лучше всего позволить им дать вам несколько подробных сведений, так как в конечном итоге это их страховка PI, которая гарантирует все это.
С уважением
tony1851
- #8
Колинк сказал:
Я очень сомневаюсь, что опора одной балки на другую является правильным вариантом, поскольку это приводит к изгибу полки, а также к неконтролируемому эксцентриситету, вызывающему скручивание.
Нажмите, чтобы развернуть…
Это правда, что любое соединение балки с балкой, которое не находится в стенке главной балки, вызовет кручение, но при нагрузках в масштабе страны это обычно не проблема.
носовая часть
- #9
У меня была проблема с клиентом/архитектором, когда я практически выпрашивал у клиента некоторые стальные детали дизайна. Я не знал, то ли заказчик был скрягой, то ли архитектор был ленив, но в конце концов я сделал чертежи сам.
Я опубликую свои усилия позже, если кому-то интересно.
носовая часть
- #10
Моя попытка рисования с помощью Sketchup…..
Луч3
- носовая часть
Луч2
- носовая часть
Луч1
- носовая часть
колинка
- #11
tony1851 сказал:
Это правда, что любое соединение балки с балкой, которое не находится в стенке главной балки, вызовет кручение, но при нагрузках бытового масштаба это обычно не проблема.
Нажмите, чтобы развернуть…
Физика та же, плохая практика, но я думаю, поэтому мы применяем коэффициенты нагрузки?
Сделай сам, не местный
Если вам нужно найти специалиста для выполнения своей работы, попробуйте наш местный поиск ниже, или, если вы делаете это самостоятельно, вы можете найти местных поставщиков.
Выберите нужного поставщика или сделку, введите свое местоположение, чтобы начать поиск.
Сантехник / ГазовикЭлектрикСтроительДекораторСтроитель Торговец сантехникомПоставщик плиткиПоставщик напольных покрытий
Вы продавец или поставщик? Вы можете создать свой список бесплатно на DIYnot Local
Простые соединения — SteelConstruction.info
В этой статье рассматриваются номинально шарнирные соединения (простые соединения), которые используются в многоэтажных каркасных конструкциях в Великобритании. Эта форма раскосной конструкции с номинально шарнирными соединениями называется «простой конструкцией».
В статье перечислены типы простых соединений, которые чаще всего используются в Великобритании. В нем представлены процедуры их проектирования в соответствии с Еврокодом 3 и обсуждаются относительные преимущества типов соединения концов балки. Обсуждаются преимущества стандартизации соединений для соединений балка-балка и балка-колонна с использованием реберной пластины и гибких соединений торцевой пластины.
Соединения колонн, основания колонн и соединения раскосов также обсуждаются вместе с кратким упоминанием специальных соединений.
Детали соединений стандартных ребер
Содержание
- 1 Типы простых соединений
- 2 Процедуры проектирования
- 3 Совместные соображения
- 3.1 Классификация соединений
- 3.2 Структурная целостность
- 3.3 Выбор типа соединения
- 3. 4 Композитные полы
- 4 Затраты
- 5 Устойчивое развитие
- 6 Стандартные соединения
- 6.1 Преимущества стандартизации
- 7 Соединения балка-балка и балка-колонна
- 8 Гибкие соединения торцевой пластины
- 9 Реберные пластины
- 10 Соединений колонн
- 10.1 Болтовые соединения накладок для двутавровых профилей:
- 10.2 Болтовые соединения «крышка и основание» или «торцевая пластина» для трубчатых и катаных двутавров
- 11 Основания колонн
- 11.1 Передача горизонтального сдвига
- 12 Соединения раскосов
- 13 Специальные соединения
- 14 Каталожные номера
- 15 Дальнейшее чтение
- 16 ресурсов
- 17 См. также
[наверх]Типы простых соединений
Простые соединения представляют собой номинально штифтовые соединения, которые, как предполагается, передают только торцевой сдвиг и имеют незначительное сопротивление вращению. Поэтому не следует передавать существенные моменты на предельное состояние. Это определение лежит в основе конструкции многоэтажных каркасных конструкций в Великобритании, спроектированных как «простая конструкция», в которой балки спроектированы как просто опертые, а колонны рассчитаны на осевую нагрузку и малые моменты, вызванные концевыми реакциями от опоры. лучи. Стабильность каркаса обеспечивается раскосами или бетонным сердечником.
Простые соединения
В Великобритании используются две основные формы простого соединения (как показано справа):
- Гибкие торцевые пластины и
- Ребристые пластины.
Наиболее часто встречающиеся простые соединения включают:
- Соединения балка-балка и балка-колонна с использованием:
- Торцевые пластины неполной глубины
- Торцевые пластины полной глубины
- Ребристые пластины
- Соединения колонн (скрепленные болтами накладки или торцевые пластины)
- Основания колонн
- Соединения раскосов (косынки).
Простые соединения также могут потребоваться для косых соединений, эксцентриков балок по отношению к колоннам и соединений со стенками колонн. Они классифицируются как специальные соединения и рассматриваются отдельно.
[наверх]Процедуры проектирования
Проектирование простых соединений основано на BS EN 1993-1-8 [1] и соответствующем Национальном приложении [2] . Возможности компонентов соединения основаны на правилах, приведенных в пункте 3.6. Расстояние между крепежными элементами соответствует пункту 3.5 и соответствует рекомендациям, представленным в «Зеленой книге» (SCI P358).
Публикация ECCS № 126 [3] также содержит полезные рекомендации по проектированию простых соединений по Еврокоду 3.
[вверх]Соображения по поводу соединений
[вверх]Классификация соединений
Согласно BS EN 1993-1-8 [1] , номинально шарнирные соединения:
- Должны быть способны передавать внутренние силы без возникновения значительных моментов, которые могут неблагоприятно воздействовать на элементы или конструкцию в целом, и
- Быть способным воспринимать результирующие вращения при расчетных нагрузках
Кроме того, соединение должно:
- обеспечивают направленное ограничение элементов, которое было предусмотрено в конструкции элемента
- обладают достаточной прочностью, чтобы удовлетворять требованиям структурной целостности (сопротивление связыванию).
BS EN 1993-1-8 [1] требует, чтобы все соединения были классифицированы; по жесткости, которая подходит для общего упругого анализа, или по прочности, которая подходит для общего жестко-пластического анализа, или по жесткости и прочности, что подходит для общего упруго-пластического анализа.
Классификация по жесткости:
Начальная вращательная жесткость соединения, рассчитанная в соответствии с BS EN 1993-1-8 [1] , 6.3.1 сравнивается с границами классификации, приведенными в БС ЕН 1993-1-8 [1] , 5.2.2.
В качестве альтернативы соединения могут быть классифицированы на основании экспериментальных данных, опыта предыдущей удовлетворительной работы в аналогичных случаях или расчетов, основанных на результатах испытаний.
Классификация по прочности:
Следующие два требования должны быть удовлетворены, чтобы классифицировать соединение как номинально штыревое на основании его прочности:
- Расчетное сопротивление моменту соединения не превышает 25 % от расчетного сопротивления моменту, необходимого для полнопрочного соединения
- Соединение должно быть способно воспринимать вращения в результате расчетных нагрузок.
В национальном приложении Великобритании к стандарту BS EN 1993-1-8 [2] указано, что соединения, разработанные в соответствии с «Зеленой книгой» (SCI P358), могут быть классифицированы как номинально шарнирные соединения.
Все стандартные соединения, приведенные в «Зеленой книге» (SCI P358), могут быть классифицированы как номинально штифтовые на основании требований к прочности, а также большого опыта использования деталей на практике. Следует соблюдать осторожность, прежде чем изменять стандартные детали, так как результирующее соединение может выходить за рамки положений Национального приложения 9 Великобритании.0768 [2] . Особенно:
- Способность к вращению стандартных деталей реберной пластины подтверждена испытаниями; модифицированные детали не могут быть пластичными
- Толщина торцевых пластин на всю глубину была ограничена, чтобы гарантировать, что сопротивление моменту составляет менее 25% полной прочности соединения, и, таким образом, может быть классифицировано как номинально штифтовое.
[наверх]Структурная целостность
Строительные нормы Великобритании требуют, чтобы все здания были спроектированы так, чтобы избежать непропорционального обрушения. Обычно это достигается за счет проектирования соединений в стальной раме (соединений балки с колонной и соединений колонн) для связывания усилий. Руководство по расчетным значениям силы вязки приведено в BS EN 19.91-1-7 [4] Приложение A и национальное приложение Великобритании [5] . Требования относятся к классу здания с расчетным значением силы горизонтальной связи, как правило, не менее 75 кН, а обычно значительно выше. Детали торцевой пластины полной глубины были разработаны для обеспечения повышенного сопротивления завязыванию по сравнению с деталями торцевой пластины частичной глубины. Более подробная информация о прочности конструкции представлена в SCI P391.
[top]Выбор типов соединения
Выбор торцевых соединений балки часто может быть весьма сложным. Относительные достоинства трех типов соединений (концевые пластины частичной глубины, торцевые пластины полной глубины и ребристые пластины) приведены в таблице ниже. Выбор балок и соединений, как правило, является обязанностью подрядчика по металлоконструкциям, который выбирает тип соединения в соответствии с рабочей нагрузкой, экономией и временной стабильностью во время монтажа.
| Торцевая пластина неполной глубины | Торцевая пластина полной глубины | Ребристая пластина | |
|---|---|---|---|
| Дизайн | |||
| Сопротивление сдвигу — процент сопротивления балки | До 75% | 100% | До 50 % До 75 % с двумя вертикальными рядами болтов |
| Сопротивление связыванию | Ярмарка | Хорошо | Хорошо |
| Особые указания | |||
| Скошенные соединения | Ярмарка | Ярмарка | Хорошо |
| Балки эксцентричные к колоннам | Ярмарка | Ярмарка | Хорошо |
| Соединение со стенками колонн | Хорошо | Хорошо | Fair Для облегчения монтажа может потребоваться зачистка фланцев. Для длинных ребристых пластин может потребоваться усиление |
| Изготовление и обработка | |||
| Производство | Хорошо | Хорошо | Хорошо Для длинных ребристых пластин может потребоваться усиление |
| Обработка поверхности | Хорошо | Хорошо | Хорошо |
| Монтаж | |||
| Простота монтажа | Fair Требуется осторожность при двустороннем соединении | Fair Требуется осторожность при двустороннем соединении | Хорошо |
| Регулировка места | Ярмарка | Ярмарка | Ярмарка |
| Временная стабильность | Ярмарка | Хорошо | Ярмарка |
[top]Композитные полы
Известно, что взаимодействие с композитным полом влияет на поведение простого соединения. Обычной практикой является проектирование таких соединений без использования преимуществ непрерывности арматуры через бетонную плиту. Тем не менее, SCI P213 позволяет обеспечить непрерывность арматуры при обеспечении относительно простых соединений торцевой пластины на всю глубину со значительным сопротивлением моменту. В раскосной раме это сопротивление можно использовать для уменьшения момента и прогиба в середине пролета, что облегчает выбор балки меньшего размера.
[наверх]Затраты
Простые соединения всегда дешевле в изготовлении, чем соединения с сопротивлением моменту, потому что они требуют гораздо меньших усилий при изготовлении, особенно при сварке.
Трудно дать конкретное руководство по затратам, поскольку ставки подрядчика по металлоконструкциям могут значительно различаться и зависят от уровня инвестиций в оборудование и оборудование. Однако основная цель состоит в том, чтобы свести к минимуму содержание работы. Стоимость материалов для фитингов и болтов невелика по сравнению со стоимостью изготовления, в которой преобладает сварка. В типичном производственном цеху стоимость изготовления соединений может составлять от 30% до 50% от общей стоимости изготовления.
Стандартные соединения эффективны при их производстве. Подрядчики по металлоконструкциям оснащают свои мастерские специальным оборудованием, которое увеличивает скорость изготовления, позволяя им производить фитинги и подготавливать элементы намного быстрее, чем если бы конфигурация соединения каждый раз была разной.
Стандартизированные детали означают, что стальные конструкции просты в монтаже, что обеспечивает более безопасную рабочую среду для монтажников.
Из-за характера большинства болтовых соединений соединения являются разборными по истечении срока службы конструкции. Металлоконструкции можно демонтировать, использовать повторно или переработать, что снижает воздействие строительства на окружающую среду.
[наверх]Стандартные соединения
[наверх]Преимущества стандартизации
В типичном многоэтажном каркасном каркасе связи могут составлять менее 5% веса каркаса и 30% и более общей стоимости . Таким образом, эффективные соединения будут иметь наименьшую трудоемкость детализации, изготовления и монтажа.
| Компонент | Предпочтительный вариант | Примечания |
|---|---|---|
| Фитинги | Материал марки S275 | Рекомендуемые размеры торцевых и ребристых пластин – см. таблицу ниже |
| Болты | Болты M20 8,8 с полной резьбой | Для некоторых тяжелонагруженных соединений могут потребоваться болты большего диаметра. Фундаментные болты могут быть M20, M24, M30, 8,8 или 4,6. |
| Отверстия | Обычно диаметром 22 мм, перфорированные или просверленные | Диаметр 26 мм для болтов M24 Припуск 6 мм для фундаментных болтов |
| Сварные швы | Угловые сварные швы обычно имеют длину катета 6 мм или 8 мм | Для некоторых оснований колонн могут потребоваться сварные швы большего размера. |
| Фитинги | Местоположение | ||
|---|---|---|---|
| Размер (мм) | Толщина (мм) | Торцевая пластина | Ребристая пластина |
| 100 | 10 | • | |
| 120 | 10 | • | |
| 150 | 10 | • | • |
| 160 | 10 | • | |
| 180 | 10 | • | • |
| 200 | 12 | • | |
[наверх]Соединения балка-балка и балка-колонна
Приведенные ниже процедуры расчета подходят как для ручного расчета, так и для подготовки компьютерной программы.
Проектирование соединений вручную может быть трудоемким процессом, поэтому в «Зеленую книгу» (SCI P358) включен полный набор таблиц сопротивлений.
Проверка прочности номинально штифтового соединения включает три этапа:
- Обеспечение детализации соединения таким образом, чтобы в нем возникали только номинальные моменты, которые не оказывали неблагоприятного воздействия на элементы или само соединение. Соединение должно быть детализировано, чтобы оно вело себя пластично.
- Определение направления нагрузки через соединение, т. е. от балки к опорному элементу.
- Проверка сопротивления каждого компонента.
Для нормального проектирования существует десять процедур расчета для всех частей соединения балки с балкой или балки с колонной на вертикальный сдвиг.
Необходимо провести еще шесть проверок, чтобы проверить сопротивление завязыванию соединения. Соединения балки с колонной должны выдерживать боковые силы связи, если этим силам не противодействуют другие средства внутри конструкции, такие как плиты перекрытия.
В таблице ниже приведены проверки процедур проектирования, необходимые для торцевых пластин частичной глубины, торцевых пластин полной глубины и ребристых пластин. Процедуры проектирования полностью описаны в «Зеленой книге» (SCI P358).
| Проверка процедур проектирования | Торцевая пластина неполной глубины | Торцевая пластина на всю глубину | Ребристая пластина |
|---|---|---|---|
| 1 Рекомендуемая практика детализации | ✔ | ✔ | ✔ |
| 2 Опорная балка | Сварные швы | Сварные швы | Группа болтов |
| 3 Опорная балка | н/д | н/д | Ребристая пластина |
| 4 Опорная балка | Сеть при сдвиге | ||
| 5 Опорная балка | Сопротивление на надрезе | н/д | Сопротивление на отметке |
| 6 Опорная балка | Местная устойчивость зубчатой балки | н/д | Местная устойчивость зубчатой балки |
| 7 Опорная балка без ограничений | Общая устойчивость зубчатой балки | н/д | Общая устойчивость зубчатой балки |
| 8 Соединение | Болтовая группа | Болтовая группа | Сварные швы |
| 9 Соединение | Торцевая пластина на сдвиг | н/д | Н/Д |
| 10 Опорная балка/колонна | Ножницы и подшипник | ||
| 11 Сопротивление связыванию | Пластина и болты | ||
| 12 Сопротивление связыванию | Поддерживаемая стенка балки | ||
| 13 Сопротивление связыванию | Сварные швы | ||
| 14 Сопротивление связыванию | Стенка опорной колонны (UKC или UKB) | ||
| 15 Сопротивление связыванию | Стена опорной колонны (правая или малая) | ||
| 16 Сопротивление связыванию | н/д | н/д | Стенка опорной колонны (CHS) |
Примечания:
В эту таблицу включены проверки сопротивления изгибу, сдвигу, местной и поперечной потере устойчивости сечения балки с надрезом, так как обычно на этапе детализации устанавливается требование к надрезам, после чего должна быть проведена проверка на уменьшенном сечении.
Соединения между балками
Соединение балки с колонной
[вверх]Гибкие соединения торцевой пластины
Соединения торцевой пластины с колонной и балки с балкой
Типичные соединения гибкой торцевой пластины показаны на рисунке справа. Торцевая пластина, которая может быть частичной или полной глубины, приваривается к опорной балке в мастерской. Затем балка крепится болтами к опорной балке или колонне на месте.
Этот тип подключения является относительно недорогим, но имеет тот недостаток, что мало возможностей для настройки на месте. Общая длина балки должна быть изготовлена в жестких пределах, хотя пакеты могут использоваться для компенсации допусков на изготовление и допуски при монтаже.
Торцевые пластины, вероятно, являются наиболее популярными из простых соединений балок, используемых в настоящее время в Великобритании. Они могут использоваться с наклонными балками и могут допускать умеренные смещения в стыках балки с колонной.
Flowdrill, Hollo-Bolts, глухие болты или другие специальные узлы используются для соединения колонн с полым профилем.
Требования к детализации и проверки конструкции для соединений торцевых пластин частичной и полной глубины, которые применимы к соединениям балки с балкой, а также к соединениям балки с колонной, подробно описаны в «Зеленой книге» (SCI P358) . К ним относятся процедуры, рабочие примеры, деталировка и расчетные таблицы сопротивлений.
Также доступен инструмент для проектирования торцевых пластин.
Детали стандартной гибкой торцевой пластины (торцевые пластины полной и частичной глубины) показаны на рисунке ниже вместе с рекомендуемыми размерами и фитингами.
Стандартные соединения с гибкими торцевыми пластинами
| Опорная балка | Рекомендуемый размер торцевой пластины b p × t p | Калибровочный болт р 3 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| До 533 УБ | 150 × 10 | 90 | ||||||||||
| 533 УБ и выше | 200 × 12 | 140 | ||||||||||
| ||||||||||||
| Опорная балка | Рекомендуемый размер торцевой пластины b p × t стр | Калибровочный болт p 3 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| До 533 УБ | 180 × 10 | 90 | ||||||||
| 533 УБ и выше | 200 × 12 | 110 | ||||||||
| ||||||||||
[верх]Ребристые пластины
Соединения оребрения балки с колонной и
Соединения оребрения экономичны в изготовлении и просты в монтаже. Эти соединения популярны, так как они могут быть самыми быстрыми соединениями и решить проблему общих болтов в двусторонних соединениях.
Соединение пластины ребра состоит из отрезка пластины, приваренного в мастерской к опорному элементу, к которому на месте болтами прикручивается стенка поддерживаемой балки, как показано на рисунке ниже. Между концом поддерживаемой балки и опорной колонной имеется небольшой зазор.
Соединения оребрения
При проектировании соединения оребрения важно определить соответствующую линию действия сдвига. Есть две возможности: либо сдвиг действует на лицевую сторону колонны, либо он действует вдоль центра группы болтов, соединяющей ребристую пластину со стенкой балки. По этой причине оба критических сечения должны быть проверены на минимальный момент, принимаемый как произведение вертикального сдвига и расстояния между поверхностью колонны (или стенкой балки) и центром группы болтов. Затем обе критические секции проверяются на результирующий момент в сочетании с вертикальным сдвигом. Из-за неопределенности момента, приложенного к оребрению, размеры сварных швов оребрения рассчитаны на полную прочность.
Соединения оребрения получают свою вращательную способность в плоскости за счет деформации болтов при сдвиге, деформации отверстий под болты в подшипнике и изгиба оребрения вне плоскости. Обратите внимание, что ребристые пластины с длинными выступами имеют тенденцию скручиваться и разрушаться из-за поперечного изгиба при кручении. Дополнительная проверка для учета этого поведения включена в процедуры проектирования соединений реберных пластин.
«Зеленая книга» (SCI P358) содержит подробные требования, проверки конструкции и процедуры, применимые к конструкции оребрения. В этой публикации также приведены рабочие примеры и таблицы расчетных сопротивлений.
Также доступен инструмент для проектирования реберных пластин.
Детали стандартных соединений ребер
| Номинальная глубина опорной балки (мм) | Вертикальные болтовые линии n 2 | Рекомендуемый размер реберной пластины (мм) | Расстояние между болтами по горизонтали, e 2 / e 2 или e 2 / p 2 / e 2 7 (8 мм) | Зазор, г ч (мм) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| ≤610 | 1 | 100 × 10 | 50/50 | 10 | ||||||
| >610* | 1 | 120 × 10 | 60/60 | 20 | ||||||
| ≤610 | 2 | 160 × 10 | 50/60/50 | 10 | ||||||
| >610* | 2 | 180 × 10 | 60/60/60 | 20 | ||||||
| ||||||||||
* Для балок номинальной высотой более 610 мм отношение пролета к высоте балки не должно превышать 20, а вертикальное расстояние между крайними болтами не должно превышать 530 мм | ||||||||||
Растущий интерес к использованию S355 для ребристых пластин вызвал вопросы о жесткости таких
соединения — они все еще номинально закреплены? Чтобы ответить на этот вопрос, BCSA и Steel for Life поручили компании SCI провести исследование, сравнивающее поведение соединений реберных пластин с ребристыми пластинами S275 и S355. Исследование пришло к выводу, что при условии соблюдения стандартизированной геометрии соединения, представленной в «Зеленой книге», 10-миллиметровые ребристые пластины из S355 классифицируются как штифтовые соединения и могут использоваться в качестве альтернативы пластинам из S275. Дополнительная информация доступна в статье в майском номере журнала NSC за 2018 год.
[вверх]Соединения колонн
Стыковые соединения
Стыки колонн в многоэтажном строительстве необходимы для обеспечения прочности и непрерывности жесткости по обеим осям колонн. Типичные болтовые соединения колонн, используемые для катаных двутавровых и полых профилей, показаны на рисунке справа.
Стыки обычно располагаются через каждые два или три этажа и обычно располагаются примерно в 600 мм над уровнем пола. Это обеспечивает удобную длину для изготовления, транспортировки и монтажа, а также легкий доступ с соседнего этажа для крепления болтами на месте. Установка стыков на уровне каждого этажа редко бывает экономичной, поскольку экономия на материале колонн, как правило, значительно перевешивается затратами на материал, изготовление и монтаж стыков.
[вверх] Болтовые соединения накладок для двутавровых профилей:
Существует две категории этого типа соединения:
- Тип подшипника
- без подшипника.
В соединении с подшипником типа (см. рисунок ниже) нагрузки передаются в прямом подшипнике от верхнего вала либо напрямую, либо через разделительную пластину. Соединение «подшипникового типа» представляет собой более простое соединение, обычно в нем меньше болтов, чем в соединении без подшипника, и поэтому оно чаще всего используется на практике.
При отсутствии чистого напряжения можно использовать стандартное соединение, однако стандарт BS EN 1993-1-8 [1] требует, чтобы соединительные пластины и болты передавали не менее 25 % максимальной сжимающей силы в колонка.
Для соединений подшипникового типа критической проверкой, вероятно, будет сопротивление связыванию.
Соединения несущих колонн для двутавровых прокатных профилей
Соединения, относящиеся к категории ненесущие, тип (см. рис. ниже) передают нагрузки через болты и стыковочные пластины. Любой прямой подшипник между элементами игнорируется, соединение иногда детализируется физическим зазором между двумя валами. Конструкция ненесущего соединения более сложная, так как все силы и моменты должны передаваться через болты и накладки для соединения. Для соединений ненесущего типа минимальные требования в BS EN 1993-1-8 [1] очень обременительны, поскольку они основаны на грузоподъемности элемента, а не на прилагаемой силе.
Поскольку стыки обычно располагаются непосредственно над уровнем пола, момент от действия распорки считается незначительным. Однако следует учитывать моменты, возникающие в соединениях, расположенных в других местах.
Соединения ненесущих колонн для прокатных двутавровых профилей
Соединения колонн должны удерживать соединенные элементы на одной линии, и там, где это целесообразно, элементы должны располагаться так, чтобы центральная ось материала соединения совпадала с центральной осью секций колонны выше и ниже места соединения. Если секции колонны смещены (например, для поддержания постоянной внешней линии), момент из-за эксцентриситета следует учитывать при расчете соединения.
Проверка конструкции, необходимая для сращивания колонн с накладками на болтах, а также процедуры, рабочие примеры, подробные требования и таблицы расчетных сопротивлений доступны в главе 6 «Зеленой книги» (SCI P358).
[вверх] Болтовые соединения «крышка и основание» или «торцевая пластина» для трубчатых и катаных двутавровых профилей
Соединение «Крышка и основание» или «Концевая пластина»
Этот тип соединения, состоящий из пластин, которые привариваются к концам нижней и верхней колонн, а затем просто скрепляются болтами на месте, обычно используется в трубчатых конструкциях, но также может использоваться для открытых секций.
Наиболее простая форма соединения показана на рисунке справа и является удовлетворительной, если концы каждого вала подготовлены так же, как и для соединения подшипникового типа. Следует учитывать возможность реверсирования нагрузки в дополнение к требованиям устойчивости во время монтажа и связывания.
Несмотря на широкое использование, трудно продемонстрировать, что соединения крышки и основания соответствуют требованиям BS EN 1993-1-8 [1] , пункт 6.2.7.1(14). Если используются эти типы соединений, обычной практикой является обеспечение того, чтобы пластины были толстыми, а болты располагались близко к фланцам для увеличения жесткости соединения. Можно использовать расширенные пластины с болтами за пределами профиля секции. Если стыки крышки и опорной плиты расположены вдали от точки ограничения, следует уделить особое внимание обеспечению достаточной жесткости, чтобы конструкция элемента не была нарушена.
Соединения колонн «крышка и основание» или «торцевая пластина» описаны в главе 6 «Зеленой книги» (SCI P358). Приведены требования к деталировке, процедуры проектирования, рабочие примеры и таблицы расчетных сопротивлений.
[вверх] Основания колонн
Типовые основания колонн
Типовые основания колонн, как показано на рисунке справа, состоят из одной угловой пластины, приваренной к концу колонны и прикрепленной к фундаменту четырьмя прижимными болтами. Болты залиты в бетонное основание в установочных трубах или конусах и снабжены анкерными пластинами для предотвращения выдергивания. В пространство под плитой заливается высокопрочный раствор (см. рисунок ниже).
Такие основания колонн часто подвергаются только осевому сжатию и сдвигу. Тем не менее, подъем и горизонтальный сдвиг могут быть расчетным случаем для оснований колонн в раскосных пролетах.
Болты крепления основания колонны
Соединение основания колонны
Пример поперечной стойки
Простая прямоугольная или квадратная опорная плита почти повсеместно используется для колонн простой конструкции. Опорная плита должна иметь достаточный размер и прочность, чтобы передавать осевое сжимающее усилие от колонны к фундаменту через подстилающий материал, не превышая при этом местное сопротивление смятию фундамента.
Доступен инструмент проектирования базовой пластины.
Основания колонн, как правило, предназначены для передачи усилия от колонны на опорную плиту при непосредственной опоре. Прижимные системы предназначены для стабилизации колонны во время строительства и противодействия любому подъему в закрепленных пролетах. В некоторых случаях предполагается, что небольшой горизонтальный сдвиг также воспринимается прижимными болтами.
[top]Передача горизонтального сдвига
Способ, которым горизонтальные поперечные силы передаются на фундамент, недостаточно изучен. Некоторые проектировщики проверяют сопротивление прижимных болтов и следят за тем, чтобы они были надлежащим образом залиты цементным раствором. Эта практика успешно применялась для оснований портальной рамы, которые испытывают значительный сдвиг.
Укрепленные пролеты могут иметь относительно высокие усилия сдвига. Конструкторы могут предусмотреть приваренную к нижней стороне опорной плиты заглушку, хотя углубление может усложнить заливку фундамента, и особое внимание следует уделить операции заливки раствором. Методы проектирования, охватывающие этот тип деталей, приведены в «Зеленой книге» (SCI P398).
Сдвиг между концом колонны и опорной плитой будет передаваться сварными швами между колонной и опорной плитой. Сварные швы могут быть предусмотрены только на стенке или вокруг частей профиля — обычно обнаруживается, что сопротивление сварки более чем достаточно для умеренных усилий сдвига.
[вверху]Соединения раскосов
Типичное соединение раскосов с косынкой
К элементам жесткости относятся плоские поверхности, уголки, швеллеры, двутавровые и полые профили. Распорки могут включать в себя элементы распорок, работающие только на растяжение или на растяжение и сжатие. В большинстве случаев элемент жесткости крепится болтами к косынке, которая сама приваривается к балке, к колонне или, что чаще, приваривается к балке и ее концевому соединению, как показано на рисунке справа.
Системы связей обычно анализируются в предположении, что все силы пересекаются на осевых линиях стержней. Однако реализация этого предположения в деталях соединения может привести к соединению с очень большой косынкой, особенно если раскос неглубокий или крутой. Часто бывает удобнее расположить точки пересечения стержней, чтобы сделать соединение более компактным, и локально проверить влияние вводимых эксцентриситетов.
Соединения раскосов обычно выполняются с помощью болтов без предварительного натяга в отверстиях с зазором. По крайней мере теоретически это допускает некоторое движение в соединении, но на практике это игнорируется в ортодоксальном построении. В некоторых случаях может оказаться, что движение на реверс недопустимо — в этих обстоятельствах следует использовать соединения с предварительным натягом.
Общий процесс проектирования:
- Определите путь нагрузки через соединение
- Организуйте соединение, чтобы убедиться, что проектный замысел элементов реализован, например. соединения балки остаются номинально штифтовыми
- Включать эффекты любого значительного эксцентриситета
- Проверьте компоненты соединения.
Шарнирное соединение для трубчатого элемента жесткости
Правила проектирования для определения сопротивления косынки приведены в «Зеленой книге» (SCI P358).
Также доступен инструмент для проектирования косынок.
[наверх]Специальные соединения
Соединения стальных конструкций для простой конструкции, показанные выше, как правило, обеспечивают наиболее экономичную стальную раму. Отказ от этих соединений неизбежно приведет к увеличению общей стоимости. Увеличение затрат на детальный чертеж, изготовление и монтаж может составить более 100 %, если нестандартные соединения составляют большинство используемых соединений.
Необходимости в специальных соединениях часто можно избежать путем разумного выбора размеров элементов. Конструкция с минимальным весом вряд ли будет наиболее рентабельной. Поэтому хорошей экономической практикой является обеспечение того, чтобы стальные конструкции можно было размещать с осевыми линиями на установленных сетках. Верхние полки балок должны, по возможности, находиться на постоянном уровне, но это менее критично для стоимости, чем эксцентрические соединения.
При проектировании специальных соединений можно использовать модифицированную версию одного из стандартных соединений, приведенных в Зеленой книге, при условии проведения дополнительных проверок конструкции. Принципы проектирования и правила определения размеров компонентов, приведенные в «Зеленой книге», должны максимально учитываться при проектировании соединений.
Типичные примеры ситуаций, когда требуются специальные соединения, представлены в «Зеленой книге» (SCI P358).
[вверх]Артикулы
- ↑ 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 . Еврокод 3: Проектирование стальных конструкций. Расчет стыков, BSI
- ↑ 2.0 2.1 2.2 Не применимо в соответствии с BS EN 1993-1-8:2005. Национальное приложение Великобритании к Еврокоду 3: Проектирование стальных конструкций. Расчет стыков, BSI
- ↑ Публикация ECCS № 126 Европейские рекомендации по проектированию простых соединений в стальных конструкциях. Дж. П. Джаспарт и соавт. 2009 г..
- ↑ BS EN 1991-1-7:2006+A1:2014. Еврокод 1: Воздействия на конструкции. Общие действия. Случайные действия. БСИ
- ↑ NA+A1:2014 к BS EN 1991-1-7:2006+A1:2014. Национальное приложение Великобритании к Еврокоду 1: Воздействия на конструкции. Общие действия. Случайные действия. БСИ
[наверх]Дополнительная литература
- Руководство для проектировщиков стали, 7-е издание. Редакторы Б. Дэвисон и Г. В. Оуэнс. Институт стальных конструкций 2012 г., глава 27
- Архитектурный дизайн в стали — Требилкок П. и Лоусон Р. М., опубликовано Spon, 2004 г.
[наверх]Ресурсы
- SCI P358 Соединения в стальных конструкциях — простые соединения по Еврокоду 3, 2014
- SCI P213 Соединения в строительстве — Композитные соединения, 1998 г.
- SCI P391 Конструкционная прочность зданий со стальным каркасом, 2011 г.
- SCI P398 Соединения в стальных конструкциях: Моментные соединения по Еврокоду 3, 2013 г.
- Национальная спецификация металлоконструкций (7-е издание), публикация № 62/20, BCSA 2020
- Комментарий (3-е издание) к Национальной спецификации металлоконструкций для строительства зданий (7-е издание), 2022 г. (публикация № 66/22), BCSA
- Учебный ресурс по архитектуре. Руководство студии. SCI 2003
Инструменты для проектирования соединений:
- Конструктор опорных плит
- Конструктор торцевых пластин
- Конструктор оребрения
- Конструктор фасонок
[вверх]См. также
- Многоэтажные офисные здания
- Стоимость металлоконструкций
- Устойчивое развитие
- Стальные строительные изделия
- Раскосные рамы
- Композитная конструкция
- Коды и стандарты проектирования
- Моделирование и анализ
- Соединения с сопротивлением моменту
- Прочность конструкции
- Изготовление
- Сварка
- Точность изготовления стали
- Строительство
- Болты с предварительным натяжением
Стальные двутавровые балки для стыковой сварки
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Стальные двутавровые балки для сварки встык
11.
02.2014
#1Стыковая сварка стальных двутавров
Привет всем,
Я хочу соединить встык две 6-дюймовые двутавровые балки вместе, чтобы сделать одну более длинную балку. Помимо снятия фаски с концов и сварки по периметру, есть ли способ «зачистить» плоские пластины по бокам, чтобы сделать ее прочнее? Это вообще нужно?
У меня есть несколько двутавровых балок, перекрывающих мой гараж для антресоли для хранения, и соединение в них сделано по диагонали и просто встык. Кажется, держится уже много лет, но просто интересно, есть ли лучший способ.
Кажется, я где-то здесь однажды видел сообщение, где кто-то опубликовал руководство или ссылку на какое-то руководство, в котором показаны различные конфигурации соединений для этого. К сожалению, не могу найти этот пост! Кажется, там что-то говорилось о том, что не нужно приваривать концы пластин парши, а только верхний и нижний края. Я думаю, что я бы перекрыл стыки примерно на 12 дюймов с каждой стороны.Я строю небольшой пешеходный мост через ручей. Ответственность не является проблемой.
Буду признателен за любой совет или ссылку на мануал.Спасибо
Ответить с цитатой
11.02.2014 #2
Re: Стыковая сварка двутавровых балок.
Если вы плохо разбираетесь в сварке с открытым корнем, вы можете вырезать птичий рот в паутине и использовать опорную пластину для сварки фланцев, а также опорную пластину на паутине.
Прикрепленные изображенияНе обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200
Vantage 400Ответить с цитатой
11.02.2014 #3
Стыковая сварка стальных двутавров
Кеп, не могли бы вы взять, скажем, пластину размером 12 x 12 x 1/2 или, может быть, 3/8 дюйма и фишинговую пластину, которая стыкуется с обеих сторон? Я не предлагаю, а задаю вопрос.
Отправлено с моего iPhone с помощью Tapatalk
Ответить с цитатой
11.02.2014 #4
Re: Стыковая сварка двутавровых балок.
Я не понимаю, почему бы и нет, это постоянно делается на технике для перемещения грунта, стрелах экскаваторов и т. д. Только не используйте углы в 90 градусов! Овалы или рыбные тарелки в форме ромба — всегда хороший выбор.
Хотя я никогда не делал этого на конструкционной балке.Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Шпульный пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200
Vantage 400Ответить с цитатой
11.02.2014 #5
Re: Стыковая сварка двутавровых балок.
В вашей ситуации я бы покрыл нижний фланец. Возьмите пластину немного уже, чем балка, и сварите только ее стороны. Если вы чувствуете, что по какой-то причине вам нужно сварить концы, сделайте надрез на них, чтобы сварные швы не проходили прямо поперек. Вы не получите большой выгоды от обшивки верхней части, пока все давление будет направлено вниз на балку. Если по какой-то причине вы не можете нанести покрытие на дно, нанесите покрытие на верхнюю часть нижнего фланца с обеих сторон стенки.
Ответить с цитатой
11.02.2014 #6
Re: Стыковая сварка двутавровых балок.
Вот деталь из кодовой книги AWS D1.1. Это делается для увеличения способности балок выдерживать нагрузки. Но если вы не уверены в своих способностях к сварке, это тоже может помочь. Я обычно вижу их с 6 на 12 сварных швов.
Прикрепленные изображенияНе обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
11.02.2014 #7
Re: Стыковая сварка двутавровых балок.
На небольших балках, таких как упомянутые 6-дюймовые балки, мне нравится резать стыки под углом 45 градусов. На мой взгляд, это помещает напряжение на большую площадь и дает большую площадь поверхности для сварки. Для приложения с высокими нагрузками, такого как рама грузовика, я бы натянул пластину или часть рамы, по крайней мере, в 3 раза превышающую высоту, 18 дюймов для 6-дюймовой балки.
Miller xmt304, Miller S22 p12, Miier Maxstar SD, Miller 252 w 30A, Miller super32p12, Lincoln Ranger 9, Thermal Arc 181I с шпулей, Hypertherm 10000, горелки Smith. Минидуга Esab 161lts.
Ответить с цитатой
11.02.2014 #8
Re: Стыковая сварка двутавровых балок.
Не нужно усложнять отверстие сверху и снизу 45 с одной стороны опорный стержень полные фланцы пера перемычка V-образный небольшой горячий проход с обеих сторон 3/16 6010 или пластина внахлест и угловой сварной шов вокруг всех напряжений во фланцах.
Ответить с цитатой
11.02.2014 #9
Re: Стыковая сварка двутавровых балок.
Объясните, почему углы фиш-тарелки не должны быть прямыми. Вы свариваете только боковые стороны рыбной пластины или все стороны?
Отправлено с моего iPhone с помощью Tapatalk
Ответить с цитатой
11.
02.2014
#10Re: Стыковая сварка двутавровых балок.
Сварка поперек фланца создает линию напряжения, где может начаться трещина, поэтому ее следует по возможности избегать. Если вам нужно сваривать поперек какой-либо балки, если вы свариваете под углом, это сводит к минимуму это.
Ответить с цитатой
11.02.2014 #11
Re: Стыковая сварка двутавровых балок.
просто сделайте 30-градусный скос с обеих сторон каждой детали с посадкой на 1/8 в центре. полная ручка .сварить примерно на 1/16 гордится заподлицо ..7018 конечно ..
Встречайте все времена с позитивным настроем, тогда и только тогда вы сделаете все возможное.
Ответить с цитатой
11.02.2014 #12
Re: Стыковая сварка двутавровых балок.
Спасибо
Отправлено с моего iPhone через Tapatalk
Ответить с цитатой
11.02.2014 №13
Re: Стыковая сварка двутавровых балок.
Прикрепленные изображенияПервоначально Послано papasmirf
Объясните почему у фиш пластинки углы не должны быть прямыми. Вы свариваете только боковые стороны рыбной пластины или все стороны?
Несколько лет назад один парень на форуме Миллера опубликовал это фото. Хороший пример того, как скручивать сварные швы при завершении шва, это помогает предотвратить повышение напряжения.Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
11.02.2014 №14
Re: Стыковая сварка двутавровых балок.
Он не строит ничего с большой нагрузкой на это, чтобы кричать вслух, если вы не в состоянии надежно сварить, нет причин продолжать добавлять кусок. Бьюсь об заклад, у вас двутавровая балка 6х12 или 6х13? Скосите обе балки, проведите вокруг них 7018 и двигайтесь дальше, в худшем случае добавьте пластину размером 12×6 к стенке и приварите ее стежком, не нужно перегревать эту маленькую балку.
Ответить с цитатой
11.02.2014 №15
Re: Стыковая сварка двутавровых балок.
Вот некоторые виды подготовки суставов, которые я использую, в зависимости от веса балки.
Прикрепленные изображенияНе обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
11.02.2014 №16
Re: Стыковая сварка двутавровых балок.
Большая часть того, что было сказано, является хорошим советом общего характера, но без дополнительной информации, такой как размер балки и длина пролета, невозможно дать много полезных советов. Тип соединения, который вам понадобится, будет во многом зависеть от размера балки и длины пролета. Например, если вы используете обрезки большой балки и имеете более короткий пролет, вы можете обойтись только сварным соединением. Но если вы используете более легкие балки или более длинные пролеты, то сварное соединение может не держаться независимо от того, что вы используете для его сварки, там потребуется металлизация. Обшивка паутины поможет некоторым усилить соединение, но не даст максимальной прочности.
Ответить с цитатой
11.02.2014 # 17
Re: Стыковая сварка двутавровых балок.
Первоначально Послано CEP
Вот некоторые соединения, которые я использую, в зависимости от веса балки.
Спасибо, ребята! КЭП, какие милые рисунки!
Скос понял и 7018 точно. Эти балки будут сращены вместе на земле, так что доступ со всех сторон будет легким. Я предполагаю, что это просто что-то о пластинах по обе стороны паутины, которые выглядят так, как будто они будут прочнее? Я уверен, что скошенные соединения будут более чем достаточно прочными.Никто не помнит, что видел это маленькое руководство по созданию структурных соединений? Я уверен, что хотел бы сохранить его сейчас!
Еще раз спасибо всем!
Ответить с цитатой
11.02.2014 # 18
Re: Стыковая сварка двутавровых балок.
существует несколько способов соединения двутавровых балок в зависимости от пролета и нагрузки. вы делаете это на земле или на месте? если сварка выполняется на воздухе, сделайте эту нижнюю усиливающую пластину на эскизе бечевки шире, чем балка, чтобы не было сварки над головой.
и.у.о.э. № 15
Квинс, Нью-Йорк и Санни, ФлоридаОтветить с цитатой
11.02.2014 # 19
Re: Стыковая сварка двутавровых балок.
Первоначально Послано Ultralow787
Спасибо, ребята! Я предполагаю, что это просто что-то о пластинах по обе стороны паутины, которые выглядят так, как будто они будут прочнее?
Обшивка стенки в вашем случае не так прочна, как обшивка полки. Фланец несет вес, перегородка в основном предназначена для того, чтобы удерживать фланцы врозь и параллельно, поэтому для максимальной прочности вам нужны прочные фланцы.Ответить с цитатой
11.02.2014 #20
Re: Стыковая сварка двутавровых балок.
doc,
Я могу перевернуть его, и он соединится с землей. Мне нравится 3-я версия сверху скетчей КЭП. Если я решу добавить накладки по обеим сторонам паутины, они должны быть в форме ромба, или они могут быть просто кусками, скажем, 4 x 1/4 дюйма (или 3/8 дюйма) плоского стержня длиной около 18 дюймов и иметь только верхняя и нижняя кромки сварены (если балка стоит, а мы смотрим сбоку)? Мне сказали, что если приварить вертикальные концы накладок, то появятся дополнительные точки напряжения. Я бы добавил эти накладки по обе стороны от сустава с 9″ на любой балке. Я бы удостоверился, что сварные швы на стенке плоские, чтобы эти пластины могли лежать красиво и ровно. Я видел соединения, сделанные, как на первом изображении CEP, размещенном в верхней части этой резьбы, с опорными пластинами на каждой сварить тоже
спасибоОтветить с цитатой
11.
02.2014
# 21Re: Стыковая сварка двутавровых балок.
Первоначально Послано сварщиком
Обшивка стенки не так прочна в вашем случае, как обшивка фланца. Фланец несет вес, перегородка в основном предназначена для того, чтобы удерживать фланцы врозь и параллельно, поэтому для максимальной прочности вам нужны прочные фланцы.
Хорошо, сварщик, я тебя понимаю! Я мог бы легко покрыть нижнюю часть нижнего фланца куском стали шириной 6 дюймов и длиной 18 дюймов. Следует ли приваривать эти усиливающие пластины только вдоль их длинных сторон, а не поперек фланцев?Ответить с цитатой
11.
02.2014
# 22Re: Стыковая сварка двутавровых балок.
Прямоугольная пластина в порядке, просто сварите, как вы сказали. Вам придется отшлифовать или обжечь небольшой задний скос, чтобы пластина плотно прилегала к стержню. Одной стороны более чем достаточно для того, что вы делаете.
Miller xmt304, Miller S22 p12, Miier Maxstar SD, Miller 252 w 30A, Miller super32p12, Lincoln Ranger 9, Thermal Arc 181I с шпулей, Hypertherm 10000, резаки Smith. Минидуга Esab 161lts.
Ответить с цитатой
11.
02.2014
# 23Re: Стыковая сварка двутавровых балок.
Это было бы лучше всего. Вы также можете вырезать точку или радиус на конце. Я предпочитаю отсутствие торцевых сварных швов, если только коррозия не является проблемой.
Ответить с цитатой
12.02.2014 # 24
Re: Стыковая сварка двутавровых балок.
Первоначально Послано сварщиком
Обшивка стенки не так прочна в вашем случае, как обшивка фланца. Фланец несет вес, перегородка в основном предназначена для того, чтобы удерживать фланцы врозь и параллельно, поэтому для максимальной прочности вам нужны прочные фланцы.
Это правда? Мне кажется наоборот, но я не инженер. Я думал, что паутина несет вес, а два фланца не дают ей скручиваться. Пожалуйста, объясни.Один вопрос, если использовать 7018 в качестве корневого прохода в открытом корне, развивается ли пористость? Нужно ли использовать подложку или выдалбливать заднюю часть борта в комплекте с 7018?
ТА Аркмастер 300
СМ3
СМТ 304
Подача чемодана S22P12
Экстремальный 12VS
Импульсный генератор Оптима
ТА161С
Максстар 150STL
Hypertherm PM45
Настройка ОП
Штиль 020АВП, 039, 066 МагнумОтветить с цитатой
12.
02.2014
# 25Re: Стыковая сварка двутавровых балок.
PE использовал эту аналогию, чтобы объяснить мне, как балка выходит из строя под нагрузкой. Возьмите мерку, поддержите концы, надавите на центр мерки, что произойдет? Мерка наклоняется то в одну, то в другую сторону. Он не идет прямо вниз. Он изгибается в сторону, пока не сгибается. Итак, если вы усилите полки балки. Или заблокируйте луч как-нибудь. Хитрость заключается в том, чтобы не дать лучу наклониться в сторону. Сеть мало влияет на прочность балки.
Прикрепленные изображенияНе обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Сварка двутавровых балок — WALDUN
Сварка двутавровых балок – Подробное руководство по часто задаваемым вопросамЗнаете ли вы, как свариваются двутавровые балки? У вас есть хоть малейшее представление о том, как их можно использовать для сварки?
I-лучи могут быть чем-то, что вы знаете по имени, но уверены ли вы, что полностью его понимаете? В этом полном руководстве по сварке двутавровых балок вы поймете:
- Что такое двутавровые балки
- Какие производители двутавровых балок и кому стоит доверять
- Как сваривают двутавровые балки
- И многое другое!
Без лишних слов, приступим!
Что такое I Beam? Этот тип балки обычно используется в строительстве.
Пример того, как выглядит двутавровый луч
Мы знаем его как двутавровый луч, потому что он принимает форму буквы «I», когда вы смотрите на него спереди.
Если вы думали, что двутавровая балка — это то же самое, что и двутавровая балка, подумайте еще раз! Ниже мы поможем вам понять это подробнее.
Части I BeamРазличные компоненты I Beam
. Части I Beam включает в себя:
- Flange
- Web 9008 66111128
- . Лучи?
Когда вы видите структуру или конструкцию двутавровой балки, вы можете не понять, для чего она нужна.
Чтобы полностью понять важность двутавровых балок, представьте себе цельный кусок фанеры. Поместите эту фанеру так, чтобы оба ее продольных конца опирались только на край.
Пока он в этом положении, попробуйте встать на середину фанеры. Возможно, вы даже не сможете — он сломается.
Теперь, чтобы добавить дополнительную прочность и поддержку, попробуйте поместить одну полосу пенополистирола под эту фанеру, а другую часть фанеры под ней.
И фанера, и пенополистирол являются слабыми материалами; но с этим дополнением вы сможете легко стоять посередине!
Это подводит нас к следующему вопросу, а именно…
Зачем использовать I-лучи?Поскольку они спроектированы таким образом, чтобы сгибаться и сжиматься вверху и напрягаться внизу, вы можете найти для них множество различных применений.
Двутавровая балка, соединенная с другим стальным стержнем с помощью болтов и сваркиНаиболее распространенные причины использования двутавровых балок включают:
- Опорные фермы
- Каркас зданий и сооружений
- В отличие от других конструкций двутавровые балки недороги и обычно требуют меньше материала
- Полезны для самых разных весов и нагрузок
- Универсальны, гибки и эффективны
Это лишь некоторые из наиболее распространенных причин, по которым вы хотите использовать I-лучи. Среди прочего, есть и другие, такие как гибкий дизайн.
Можете ли вы присоединиться к I Beams вместе?Да, вы действительно можете соединить и сварить две (2) части двутавровых балок вместе.
Вот краткий обзор того, как одна двутавровая балка соединяется и сплавляется с другой двутавровой балкойПроцесс, как вы можете этого добиться, обычно выполняется либо сваркой, либо болтами. Соединение будет осуществляться из-под каждого фланца, стенки и/или фаски.
Присоединение к ним может означать повышение или увеличение диапазона поддержки и силы; или для того, чтобы он мог охватить больший набор компонентов или частей.
Разница двутавровой балки и двутавровой балкиПодавляющее большинство людей думают, что двутавровые и двутавровые балки — это одно и то же. Однако на самом деле это не так.
Только по их структуре вы уже можете заметить разницуОба они могут иметь одинаковую структуру и назначение, но это не одно и то же! Вот несколько отличий, которые вы должны иметь в виду:
Разница фланцевОдной из наиболее отличительных особенностей, которыми они отличаются, являются фланцы.
Полки двутавровой балки, как правило, толще, а это означает, что вы используете их в приложениях, где необходимо поддерживать больший и более тяжелый вес, чем обычно.
Кроме того, полки двутавров имеют наклон – это и помогло обозначить его как двутавр. Двутавровые балки, с другой стороны, имеют сплющенные, выровненные полки.
Разница в прочности и долговечностиСтенка, или центр, или высота балки обычно определяют прочность балки.
Так как двутавровые балки выше и толще, мы можем сделать вывод, что они прочнее. Но двутавровые балки имеют лучшее и большее сопротивление полки, чем двутавровые балки.
Области примененияНаконец, двутавровые и двутавровые балки сильно различаются по применению. Но вы не ограничены в использовании только для того, для чего вы можете его использовать!
При выборе необходимо учитывать следующее:
- Изгиб
- Пряжка
- Напряжение и сжатие
- Прогиб
- Вибрация
Это лишь некоторые из факторов, которые вы можете определить, чтобы помочь вам отличить двутавровую балку от двутавровой.
Двутавровые балки разных размеровРазличные производители и поставщики двутавровых балок производят балки разных размеров. На самом деле, это также будет зависеть от потребностей клиента.
Однако в проведенном нами исследовании наиболее распространенные размеры двутавровых балок, которые производят производители, находятся в диапазонах W 21” x 44” с глубиной 20,7” и шириной 6,5” и W 27 x 102 с глубина 27,1 дюйма и ширина 10,02 дюйма.
Чтобы помочь вам, вот короткое видео о том, как определить собственный вес балки:
Сколько стоит двутавровая балка?В понимании I балки одной цены недостаточно, чтобы вы могли понять, сколько вам нужно.
Цены и стоимость отличаются, если учитывать только материалы или если они включают установку.
Чаще всего одна стальная двутавровая балка будет стоить от 5 до 20 долларов за фут только за материал. Однако, если он включает установку, это будет стоить вам от 9 долларов.