Плазменная точечная сварка при производстве вагонов
Краткое описание технологии плазменной сварки при производстве вагонов
Проект IGM г. Тверь
SBI Produktion technischer Anlagen GmbH.
Dr. Dipl.-Ing. Stefan Gießler
Плазменная точечная сварка
Свойство плазменной дуги глубоко проникать в металл за определённый промежуток времени лежит в основе принципа плазменной точечной сварки металлов.
Сущность этого способа состоит в точечном соединении листов металла толщиной от 0.2-3.0 мм, используя тепловую энергию плазменной струи. Для производства такого соединения необходимо сжать, для удаления зазора между листами, плазменной горелкой место соединения и нажатием кнопки произвести сварку. Необходимая продувка газов и сам процесс сварки произойдёт автоматически.
В зависимости от поставленных задач возможна поставка различных модификаций плазменных горелок как для ручной так и для автоматической сварки.
При старте процесса сварки, благодаря встроенному высоковольтному блоку зажигания дуги (осцилятору), происходит ионизация плазмообразующего газа и при одновременной подаче напряжения от инвертора, загорается электрическая дуга между вольфрамовым электродом и свариваемым изделием.
В отличии от свободно горящей дуги источников TIG сварки, электрическая дуга фокусируется керамическим плазмообразующим соплом и превращается в струю ионизированного газа (плазму). В зависимости от количества переданной энергии расплавляется верхний и частично нижний (до определённой глубины) лист металла, расплавленные металлы смешиваются и после погасания дуги застывают, образуя неразъёмное соединение.
Вольфрамовый электрод находится в середине горелки и зазор между электродом и свариваемым изделием составляет 1-5мм в зависимости от толщины изделий.
Рис.1 — Функциональная схема плазменной точечной сварки PSW-500
На передачу тепловой энергии к месту сварки влияют следующие параметры:
- Сила сварочного тока
- Длительность процесса сварки
- Модуляция сварочного тока
- Количество и качество газа
Качество газа:
Для защиты электрода и сопла от перегрева лучшим газом считается аргон, т. к. он инертен и имеет малую теплопроводность. Однако аргон малоэффективен для преобразования электрической энергии в тепловую. Водород обладает высокой теплопроводностью и лучше других преобразуют энергию дуги в тепловую, однако в чистом виде это приводит к перегреву и разрушению сопла.
к. он инертен и имеет малую теплопроводность. Однако аргон малоэффективен для преобразования электрической энергии в тепловую. Водород обладает высокой теплопроводностью и лучше других преобразуют энергию дуги в тепловую, однако в чистом виде это приводит к перегреву и разрушению сопла.
Для хром–никелевых сталей и сталей с толщиной больше 1.5мм в качестве стандартного газа применяется аргон с примесью водорода от 2-6%. При увеличении части водорода в аргоне происходит резкое увеличение излучаемой энергии на свариваемое изделие, это связано с существенно большей теплопроводностью водорода по сравнению с другими газами.
Рис 2 — Теплопроводность защитных газов
Для контроля проникновения энергии через листы металла, особенно если нижний тоньше верхнего листа и предотвращения прожогов, применяются медные подкладки под нижними листами. Медные подкладки защищают нижний лист от перегрева и одновременно увеличивают зону расплавления верхнего листа.
Очень большую роль для этого вида сварки играет теплопроводность свариваемого материала. Хром-никелевые стали имеют низкую теплопроводность и поэтому очень хорошо свариваются, по сравнению, например, с алюминием и его сплавами.
Плазменная сварка стыковых, нахлёсточных и тавровых соединений
Плазменная дуга
Плазма — это ионизированный газ, состоящий из положительно и отрицательно заряженных частиц, общий заряд которых равен нулю. Основным фактором, вызывающим ионизацию, является высокая температура газа, поддерживаемая энергией электрического тока.
Тем самым в плазму можно преобразовать обычные газы. Однако в сварочной технике, понятие плазмы используется в отношении принудительно сжатой дуги, обладающей большой энергией. Важно отметить, что за счёт фокусировки дуги достигается высокая плотность энергии на заготовке.
Плазменная горелка или плазмотрон работает с двумя независимыми друг от друга дугами. Для облегчения возбуждения основной дуги используется дежурная или вспомогательная дуга. Вспомогательная дуга имеет отдельный источник питания (пилотинвертор) и горит между вольфрамовым электродом и плазмообразующим соплом. Электрод и сопло охлаждаются встроенным в сварочный аппарат холодильной установкой. Основная дуга (плазменная струя) горит между электродом и свариваемым изделием.
Для облегчения возбуждения основной дуги используется дежурная или вспомогательная дуга. Вспомогательная дуга имеет отдельный источник питания (пилотинвертор) и горит между вольфрамовым электродом и плазмообразующим соплом. Электрод и сопло охлаждаются встроенным в сварочный аппарат холодильной установкой. Основная дуга (плазменная струя) горит между электродом и свариваемым изделием.
Плазменной струёй можно сваривать почти все металлы с различным пространственным расположением швов. Защитный газ аргон является одновременно и плазмообразующим газом.
К достоинствам плазменной дуговой сварки относится стабильность дуги при изменении её длины, высокая производительность процесса сварки, повышенный провар без раздела кромок.
При сварке, в случае необходимости, применяют присадочный материал, который вводят прямо в сварочную ванну вручную или автоматически.
Рис.3 — Функциональная схема PMI-500
Газы
Для этого вида сварки обычно используют два газа, плазмообразующий и защитный. При необходимости для улучшения поверхности и корня сварочного шва, производят их дополнительную формовку.
Плазмообразующий газ в большинстве случаев аргон первого сорта (Ar 4.6), ионизируясь, превращается в плазму, становится электропроводящим и переносит необходимое количество энергии к свариваемому изделию.
Защитный газ предотвращает доступ кислорода к сварному шву. Часто используют защитный газ с добавкой водорода или гелия для увеличения энергии в месте сварки.
Для формирование корня шва используются подкладки с выфрезерованной канавкой для подачи газа. Используемые газы — аргон или аргон с добавками водорода в зависимости от требований к сварном швам.
Для формирования поверхности сварного шва используется устройство(сапожок), которое крепится на горелке и выходящий газ защищает во время остывания металла сварной шов от доступа кислорода.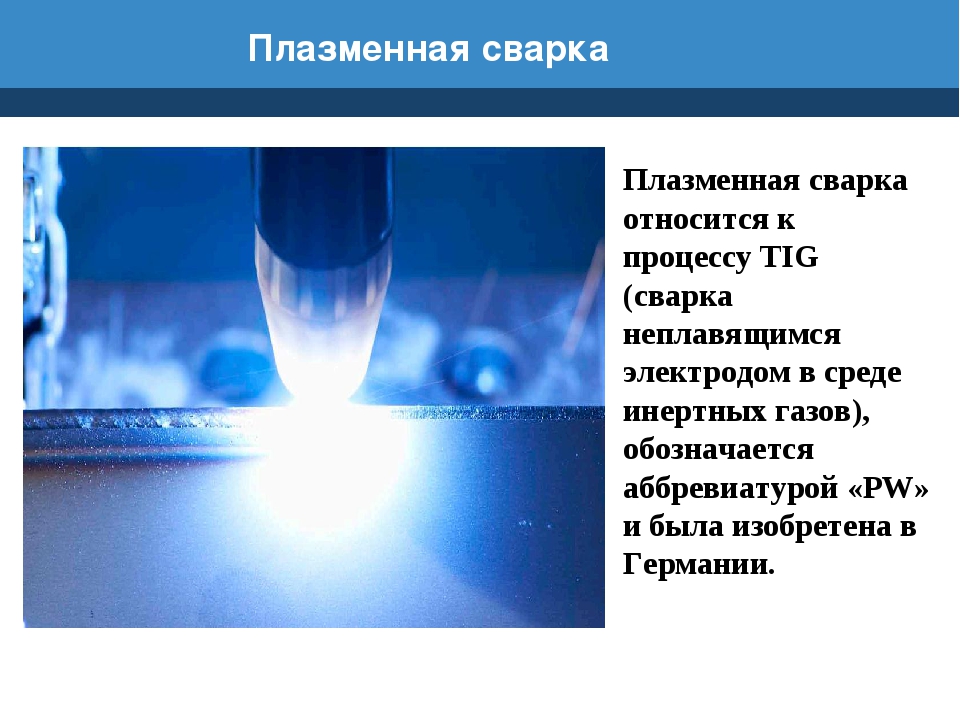 Используемые газы, аргон или аргон с добавками водорода в зависимости от требований к сварном швам.
Используемые газы, аргон или аргон с добавками водорода в зависимости от требований к сварном швам.
По сравнению с аргонодуговой сваркой неплавящимся электродом преимущества плазменной сварки следующие:
- меньшее влияние расстояния от торца сопла до изделия на геометрические размеры зоны проплавления;
- меньшее влияние изменения тока на форму дуги, а следовательно, и на стабильность проплавления металла;
- высокая надежность зажигания дуги, благодаря дежурной дуге;
- отсутствие включений вольфрама в сварном соединении;
- повышение скорости сварки;
- меньшее тепловложение и, следовательно, коробление изделий.
Если принять одинаковую скорость сварки, то при плазменной сварке необходим ток почти в два раза меньший по сравнению с аргонодуговой сваркой, сварные швы более узкие и с меньшей зоной термического влияния.
Макеты установки.
(1.0) Сварочные агрегаты PMI 500
(2.0) Подача присадочной проволоки с встроенным устройством переключения для выбора вида горелки(точечная или стыковая сварка)
(3.0) Ручная плазменная горелка APW 150 W с подачей проволоки
(4.0) Ручная плазменная горелка для точечной сварки PSW
Рис. 4 — Макет рабочего места для ручной сварки
Рис.5 — Макет рабочего места для автоматической сварки
Рис.5:
1) Сварочный агрегат PMI 500
2) Устройство переключения нужной горелки с встроенными регуляторами плазмообразующего газа.
3) Катушка с присадочной проволокой
4) Подающее устройство
5) Плазменная горелка для стыковой сварки APW 500 MT 180°
6) Плазменная горелка для точечной сварки с разъёмом для автоматической замены.
Ручная плазменная точечная сварка
Автоматическая плазменная точечная сварка окон вагонов youtube.com/embed/-KpoyKK3lm4?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/-KpoyKK3lm4?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Больше фото и видео процесса читайте в разделе «Автоматическая плазменная сварка стыковых швов обшивы и плазменная точечная сварка стоек боковин вагонов»
Сущность плазменной резки | Интересно
Плазма – это ионизированный газ, который содержит заряженные частицы и способен проводить ток.
При нагреве и происходит ионизация газа. Степень ионизации прямо пропорционально зависит от температуры, то есть, чем больше температура газа, тем выше его степень ионизации. Центральная часть сварочной дуги нагревается до огромных температур (5000-30000°С), а также обладает высокой электропроводностью. Плазменную струю, которую используют для резки и сварки, получают с помощью специальных плазмотронов, в которых собственно и нагревается газ и ионизируется дуговым разрядом.
Плазменная резка основана на использовании воздушно-плазменной дуги. Суть метода заключается в расплавлении металла и выдувания его с образование реза в момент, когда плазменный резак перемещается. Расплавляемый металл перемещается вдоль стенок специальной сварочной ванны.
Для возникновения рабочей дуги, зажигается вспомогательная (дежурная) дуга с помощью осциллятора. В дежурной дуге ток может колебаться от 25 до 60 А, все зависит от источника дуги.
Применяя воздушно плазменную резку, при которой плазмообразующий газ является сжатым воздухом, открываются широкие возможности резки легированных и низкоуглеродистых сталей, сплавов.
Следует отметить такие преимущества технологии воздушно-плазменной резки перед механизированной кислородной: простота процесса, недорогой плазмообразующий газ – воздух, высокая чистота резки, низкая степень деформации, процесс резки более устойчив, чем в водородосодержащих смесях.
Техника сварки
Существуют разнообразные аппараты плазменной резки, но у всех, как правило, питание дуги осуществляется постоянным или переменным током прямой полярности. Для легкого возбуждения дуги используют вспомогательную (дежурную) дугу, которая горит между соплом горелки и электродом. Для питания основной дуги необходим источник сварочного тока с напряжением 120 В и более.
Для легкого возбуждения дуги используют вспомогательную (дежурную) дугу, которая горит между соплом горелки и электродом. Для питания основной дуги необходим источник сварочного тока с напряжением 120 В и более.
С помощью плазменной струи можно сваривать практически любой металл. Используются такие плазмообразующие газы: азот, аргон, водород, смесь этих трех газов, углекислый газ, воздух. В качестве электрода применяются вольфрамовые стержни или медные со вставками циркония и гафния.
Преимущества плазменной сварки очевидны, это во-первых – высокая производительность, во вторых – низкая чувствительность изменений длины дуги. Плазменной струей без труда можно сварить угловые и стыковые швы.
Вся суть плазменной резки металлов | Центр сварки
Плазменная резка — это вид термической обработки металлов, относящийся к высокотехнологичному и производительному методу резки.
ТЕХНОЛОГИЯ ПЛАЗМЕННОЙ РЕЗКИ МЕТАЛЛОВ.
Если сравнивать плазменную резку с близкой по характеристикам ей газосиликатной резкой, то по своей технологии первая имеет явные преимущества. В процессе резки не требуется таскать с собой большие баллоны с газом, до минимума снижаются нормы по пожаробезопасности помещения. По большому счету для осуществления процесса резки необходимы только электрическая энергия, воздух и расходные материалы — оригинальные сопла и электроды — по мере износа.
Плазменная резка металла производится потоком сжатого воздуха, который под воздействием электрической дуги превращается в плазму с колоссальной температурой, достигающей температур до 20000 Кельвинов. Благодаря столь высокой температуре имеется возможность резать любые металлы различных толщин. Под воздействием струи плазмы металл расплавляется, а поток воздуха выдувает расплав из зоны резки.
КАКИЕ МАТЕРИАЛЫ МОЖНО РЕЗАТЬ С ПОМОЩЬЮ ПЛАЗМЫ?
Резанью плазмой поддаются большинство металлов, разница заключается лишь в том, какой они могут быть толщины. Основные материалы — это сталь, чугун, медь, бронза, титан, латунь, алюминий, а также сплавы этих металлов. При резанье плазмой не стоит забывать о том, что толщина листа разрезаемого металла напрямую зависит от его теплопроводности. То есть, чем выше теплопроводность материала, тем меньшей толщины лист удастся разрезать. Иначе шов получится слишком неровным и широким — металл будет быстро расплавляться.
Основные материалы — это сталь, чугун, медь, бронза, титан, латунь, алюминий, а также сплавы этих металлов. При резанье плазмой не стоит забывать о том, что толщина листа разрезаемого металла напрямую зависит от его теплопроводности. То есть, чем выше теплопроводность материала, тем меньшей толщины лист удастся разрезать. Иначе шов получится слишком неровным и широким — металл будет быстро расплавляться.
Сравнивая лист алюминия и лист стали, получается, что алюминий может иметь гораздо меньшую толщину, чем сталь. Температура плавления первого намного меньше, таким образом, при большой толщине плазма не будет успевать прожечь лист насквозь, когда края начнут оплавляться.
ПЛЮСЫ И МИНУСЫ ПЛАЗМЕННОЙ РЕЗКИ
НЕДОСТАТКИ:
Обычно сравнивают плазменную резку с газовой. Если провести такие параллели, то получается, что плазменная имеет значительно большую точность, экологичность, скорость, экономичность, за счет использования обычного сжатого воздуха при работе. Недостатком такой резки является выделение в больших количествах азота на месте реза, при выгорании кислорода из рабочего газа, а также не всегда ровные края при использовании обычных расходных частей. При желании облой почти всегда легко механически удаляется, но это темнеменее это хоть и не значительные, но дополнительные трудозатраты, что влияет на конечную стоимость. Цена плазменной резки в специфичных задачах может увеличиваться и за счет использования дополнительной подачи вспомогательного газа, например, кислорода или чистого азота, но использование дополнительных газов на больших толщинах или при резке цветных металлов оправданно — для получения ровного реза и минимальных отклонений кромки металла от заданных в чертеже. |
ДОСТОИНСТВА:
|
Плазменная сварка
(обзор страниц по теме »
Плазменная сварка
«)
Сварщики, аттестованные НАКС на:
- П — плазменная сварка;
Специалисты по плазменной сварке
«Плазменная сварка» в разделе «Оборудование» :
1. Плазменная установка . Перечислены : состав установки, схемы, статические характеристики, варианты применяемых источников питания, из чего состоит система управления плазменной установки.
2. Установки для плазменной сварки. Технические характеристики установок УПС-301 (для ручной сварки) и УПС-503 (для механизированной сварки).
3. Установки для плазменной наплавки. Технические характеристики установок Об-2184, УД-417, УД-307, УПН-303, УПНС-304.
4. Установки и аппараты для микроплазменной сварки. Характеристики и назначение установок и аппаратов: МПУ-4, Н-146, Н-155, И-167, УМПС-0301. Характеристики плазмотнонов: УСДС.Р-45, Т-169, ОБ-2322, ОБ-2592, ОБ-2628.
5. Плазменный сварочный аппарат «Горыныч», подборка видео.
«Плазменная сварка» в разделе «Технология»:
1. Плазменная сварка и наплавка. Схема сварки закрытой и открытой плазменной струей.
2. Плазменная сварка видео. Подборка видеороликов по плазменной сварке.
3. Сварка закрытой сжатой дугой — описание сущности метода.
4. Сварка двойной плазменной дугой — описание метода.
5. Плазменная сварка в вакууме, описание процесса.
6. Плазменная сварка плавящимся электродом. Описание еще одной разновидности плазменной сварки.
7. Режимы плазменной сварки титана.
Плазменная сварка в разделе «Нормативная база»:
1. ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки Ряды параметров.
В сварочном каталоге разделы предложений для плазменной сварки :
1. Сварочные аппараты для плазменной сварки
Сварочные аппараты для плазменной сварки
- < Плазменная сварка видео
- Плазменная сварка и наплавка >
cправочник. В 2-х томах. Под общ. ред. Н.П. Алешина, Г.Г. Чернышова, том 1
Содержание книги: Сварка. Резка. Контроль: cправочник. В 2-х томах. Под общ. ред. Н.П. Алешина, Г.Г. Чернышова
Том 1
Оглавление
Предисловие (Н.П. Алешин, Г.Г. Чернышов)
Глава 1. Теоретические основы сварки (науч. ред. д-р техн. наук, проф. Э.Л. Макаров)
1.1. Физические основы и классификация процессов сварки (А.В. Коновалов)
1.3. Металлургические процессы при сварке (Б.Ф. Якушин)
1.3.1. Прогнозирование физико-химических реакций при сварке плавлением
1.3.2. Расчет массы продуктов реакций
1.3.3. Расчет взаимодействия элементов в сплавах и выбор раскислителя
1.3.4. Расчет необходимого количества раскислителя
1.3.5. Скорость физико-химических реакций
1.3.6. Формирование химического состава сварочной ванны
1.3.7. Взаимодействие металла с газовой фазой в зоне сваривания
1.3.8. Газовые защитные среды при сварке
1.3.9. Взаимодействие металла с флюсом при сварке
1.3.10. Газошлаковая защита металла при сварке
1.4. Сварочные деформации и напряжения (А.С. Куркин)
1.4.1. Виды деформаций и напряжений
1.4.2. Механизм возникновения напряжений, деформаций и перемещений
1.4.3. Виды искажений формы и размеров при сварке, их влияние на качество сварных конструкций
1.4.4. Методы определения напряжений, деформаций и перемещений
1.4.5. Уменьшение сварочных деформаций, напряжений и перемещений
1.5. Свариваемость материалов (Э.Л. Макаров)
1.5.1. Понятие «свариваемость»
1.5.2. Показатели свариваемости
1.5.3. Сопротивляемость образованию ГТ
1.5.4. Методы и критерии оценки сопротивляемости ГТ
1.5.5.
 Сопротивляемость образованию ХТ
Сопротивляемость образованию ХТ 1.5.6. Методы и критерии оценки сопротивляемости «ламелярным трещинам»
1.5.7. Оценка сопротивляемости хрупкому разрушению
Список литературы
Глава 2. Виды сварных соединений (С.Н. Киселев)
2.1. Общие положения. Классификация. Обозначения на чертежах
2.2. Ручная дуговая сварка
2.3. Сварка под флюсом
2.4. Сварка в защитных газах
Список литературы
Глава 3. Технологические основы проектирования сварных конструкций (С.Н. Киселев)
3.1. Общие положения
3.2. Классификация основных видов сварных конструкций
3.3. Рациональное проектирование и технологичность сварных конструкций
3.3.1. Основные направления работ на стадии проектирования
3.3.2. Технология изготовления и автоматизация производства сварных конструкций
3.4. Технологическое обеспечение сборочно-сварочных операций
3.4.1. Приемы выполнения операций и приспособления сварочного производства
3.4.2. Применение роботов в сварочном производстве
3.5. Оптимизация параметров проектируемой конструкции
3.6. Системы автоматизированного проектирования (САПР) в сварочном производстве
Список литературы
Глава 4. Дуговая и электрошлаковая сварка
4.1. Ручная дуговая сварка (Г.Г. Чернышов)
4.1.1. Сущность процесса
4.1.2. Методы повышения производительности ручной сварки покрытыми электродами
4.1.3. Выбор режимов при РДС
4.1.4. Способы выполнения швов
4.1.5. Особенности сварки в различных пространственных положениях
4.2. Механизированная дуговая сварка под флюсом (Г.Г. Чернышов)
4.2.1. Особенности процесса сварки под флюсом
4.2.2. Подготовка деталей под сварку
4.2.3. Режимы сварки под флюсом
4.2.4. Техника сварки под флюсом швов различных типов
4.3. Дуговая сварка в защитных газах (Г.Г. Чернышов)
4.3.1. Особенности сварки в защитных газах
4. 3.2. Сварка неплавящимся электродом в инертных газах
3.2. Сварка неплавящимся электродом в инертных газах
4.3.3. Разновидности сварки неплавящимся электродом
4.3.4. Сварка плавящимся электродом в инертном газе
4.3.5. Сварка в углекислом газе
4.3.6. Разновидности механизированной сварки плавящимся электродом
4.4. Электрошлаковая сварка (А.И. Рымкевич)
4.4.1. Разновидности процессов ЭШС
4.4.2. Энергетические и тепловые процессы при ЭШС
4.4.3. Техника выполнения ЭШС
4.4.4. Режимы ЭШС
4.4.5. Требования к оборудованию для ЭШС
4.4.6. Деформации и перемещения при ЭШС
4.4.7. Металлургические процессы при ЭШС
4.4.8. Особенности сварки сталей, цветных металлов и сплавов, сварочные материалы и свойства сварных соединений
4.4.9. Дефекты сварных соединений и методы их устранения
4.4.10. Сварные конструкции, изготовляемые с применением ЭШС
4.5. Оборудование для дуговой и электрошлаковой сварки (науч. ред. д-р техн. наук, проф. Э.А. Гладков)
4.5.1. Автоматы для сварки неплавящимся электродом в защитном газе (Л.Н. Щавелев, В.И. Гриненко, В.А. Хаванов)
4.5.2. Оборудование для дуговой сварки плавящимся электродом (В.В. Смирнов, А.Ф. Гарбуль, Б.А. Каганский)
4.5.3. Оборудование для ЭШС (А.И. Рымкевич)
4.5.4. Источники питания для дуговой сварки плавящимся электродом (Б.А. Каганский, Э.А. Гладков, А.В. Малолетков)
Список литературы
Глава 5. Электрическая контактная сварка (науч. ред. канд. техн. наук, доц. Д.М. Шашин)
5.1. Определения и краткая классификация способов контактной сварки (Б.В. Копаев)
5.2. Конструктивные элементы сварных соединений контактной сварки, их графическое изображение и условное обозначение (Б.В. Копаев)
5.3. Формирование соединения при точечной и шовной сварке (Б.В. Копаев)
5.4. Формирование соединения при стыковых способах сварки (Б.В. Копаев)
5.4.1. Стыковая сварка оплавлением.
5.4.2. Стыковая сварка сопротивлением
5.5. Формирование соединения при рельефной сварке (Б.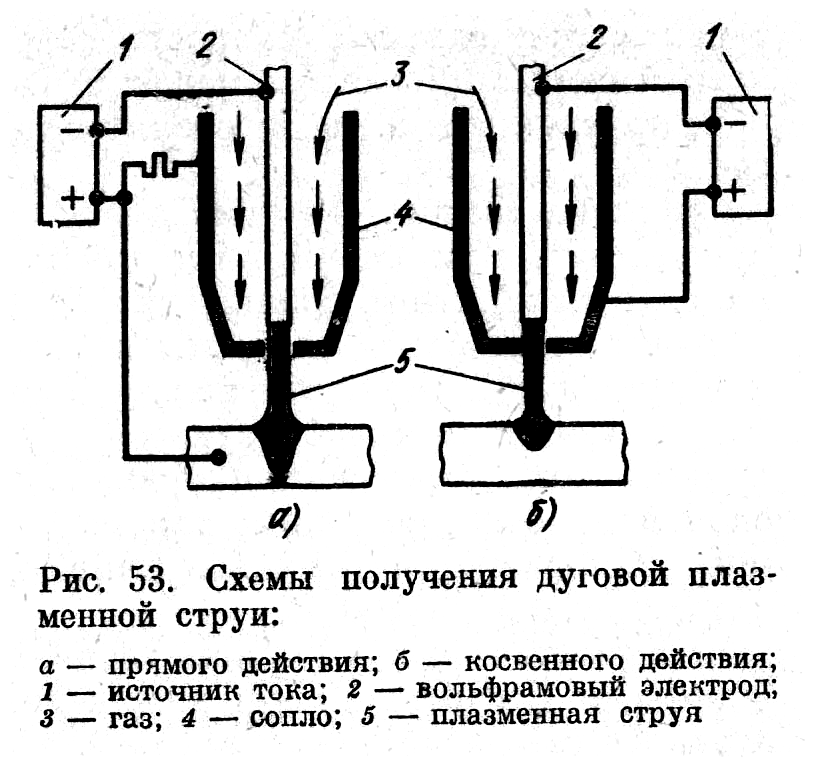 В. Копаев)
В. Копаев)
5.6. Основы технологии контактной стыковой сварки (Б.В. Копаев)
5.6.1. Применение контактной стыковой сварки
5.6.2. Конструирование и подготовка деталей к сварке
5.6.3. Параметры режима и техника стыковой сварки сопротивлением
5.6.4. Параметры режима и техника стыковой сварки непрерывным оплавлением
5.6.5. Дефекты и контроль качества стыковой контактной сварки
5.6.6. Методы интенсификации нагрева при стыковой сварке оплавлением
5.7. Технология точечной сварки (А.П. Исаев)
5.7.1. Применение точечной сварки
5.7.2. Конструирование и подготовка деталей к сварке
5.7.3. Параметры режима и техника точечной сварки
5.8. Технология рельефной сварки (А.П. Исаев)
5.9. Технология шовной сварки (А.П. Исаев)
5.10. Состав, основные параметры, классификация и обозначения контактных машин (Д.М. Шашин)
5.11. Источники питания (источники сварочного тока) и энергетические характеристики контактных машин (Д.М. Шашин)
5.12. Контакторы. Аппаратура управления и контроля контактных машин. Прерыватели (Д.М. Шашин)
5.13. Электроды контактных машин (Д.М. Шашин)
5.14. Машины точечной сварки (Д.М. Шашин)
5.15. Машины рельефной сварки (Д.М. Шашин)
5.16. Машины шовной сварки (Д.М. Шашин)
5.17. Машины стыковой сварки (Д.М. Шашин)
Список литературы
Глава 6. Сварка концентрированными источниками питания
6.1. Плазменная сварка (В.М. Неровный)
6.1.1. Сущность плазменной сварки
6.1.2. Основные области применения
6.1.3. Основные параметры режима
6.1.4. Разновидности плазменной сварки и способы повышения ее эффективности
6.2. Электронно-лучевая сварка (В.М. Неровный)
6.2.1. Сущность метода и основные области применения
6.2.2. Основные параметры режима
6.2.3. Техника сварки
6.2.4. Специфические дефекты в сварных швах ЭЛС
6.2.5. Технологические приемы сварки
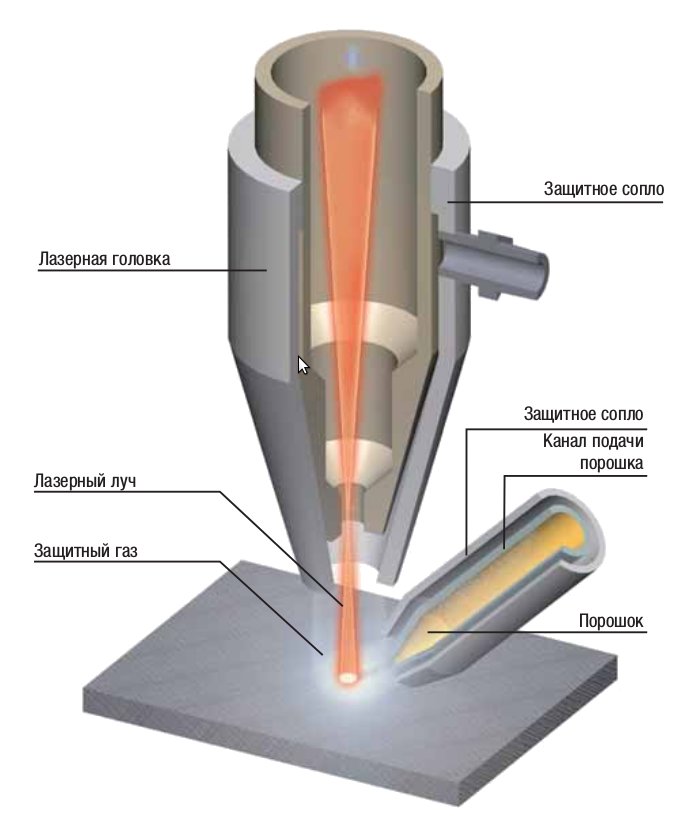
6.3. Лазерная сварка (А.Г. Григорьянц)
6. 3.1. Формирование сварного соединения
3.1. Формирование сварного соединения
6.3.2. Сварка деталей малых толщин
6.3.3. Сварка металлов с глубоким проплавлением
6.3.4. Технологические особенности лазерной сварки различных конструкционных материалов
6.4. Оборудование для электронно-лучевой и лазерной сварки
6.4.1. Оборудование для лазерной сварки (А.Г. Григорьянц)
6.4.2. Электронно-лучевое сварочное оборудование (С.Д. Братчук)
6.4.3. Оборудование для плазменной сварки (В.М. Неровный)
Список литературы
Глава 7. Пайка материалов (В.Н. Семенов)
7.1. Основы физико-химического взаимодействия в процессе пайки
7.2. Разновидности способов пайки.
7.3. Припои для пайки и прочность паяных соединений
7.4. Защитные среды в процессе пайки конструкций
7.4.1. Подготовка поверхностей под пайку
7.4.2. Способы обеспечения защиты паяемых поверхностей от окисления
7.5. Совместимость паяемых материалов с припоями
7.5.1. Состояние вопроса
7.5.2. Методология исследований совместимости материалов с припоями
7.5.3. Методика определения напряжений в паяемой паре
7.5.4. Методика определения снижения прочности материалов с трещиной
7.5.5. Методика определения одновременного влияния трех факторов на механические свойства металла при воздействии расплава припоя
7.6. Термообработка материалов и паяных конструкций
7.6.1. Обеспечение прочностных свойств сталей мартенситного класса в паяных конструкциях
7.7. Технология пайки
7.7.1. Пайка углеродистых и низколегированных сталей
7.7.2. Пайка конструкционных сталей
7.7.3. Пайка жаропрочных сплавов
7.7.4. Пайка чугуна
7.7.5. Пайка инструментальных сталей и твердых сплавов
7.7.6. Пайка титана
7.7.7. Пайка тугоплавких металлов со сталью
7.7.8. Пайка вольфрама
7.7.9. Пайка пористого вольфрама (или молибдена) с медным сплавом
7.7.10. Пайка разнородных металлов
7.8. Оценка качества паяных соединений
7. 8.1. Контроль качества металла
8.1. Контроль качества металла
7.8.2. Контроль качества поверхностей и покрытий
7.8.3. Контроль качества пайки
Список литературы
Глава 8. Сварка давлением (В.М. Неровный, В.И. Гирш)
8.1. Холодная сварка
8.1.1. Сущность метода и основные области применения
8.1.2. Технологические схемы сварки
8.1.3. Технологические возможности
8.1.4. Технология сварки
8.1.5. Оборудование для холодной сварки
8.2. Сварка взрывом
8.2.1. Сущность метода и основные области применения
8.2.2. Технологические схемы сварки
8.2.3. Технологические возможности метода
8.2.4. Технология сварки
8.2.5. Оборудование
8.3. Магнитно-импульсная сварка
8.3.1. Сущность метода и основные области применения
8.3.2. Технологические возможности
8.3.3. Технология сварки
8.3.4. Технологические схемы сварки
8.3.5. Оборудование
8.4. Сварка прокаткой
8.4.1. Сущность метода и основные области применения
8.4.2. Выбор основных параметров режима
8.4.3. Технологические схемы сварки
8.4.4. Оборудование
8.5. Клинопрессовая сварка
8.6. Сварка трением
8.6.1. Сущность метода и основные области применения
8.6.2. Технологические схемы сварки трением
8.6.3. Технологические возможности сварки трением
8.6.4. Технология сварки
8.6.5. Оборудование
8.7. Ультразвуковая сварка
8.7.1. Сущность метода и основные области применения
8.7.2. Технологические возможности метода
8.7.3. Технология сварки
8.7.4. Технологические схемы сварки
8.7.5. Оборудование для ультразвуковой сварки
8.8. Диффузионная сварка
8.8.1. Сущность метода и основные области применения
8.8.2. Основные параметры режима
8.8.3. Рекомендации по выбору режима
8.8.4. Технологические возможности процесса
8.8.5. Разновидности способов сварки
8.8.6. Оборудование
8.9. Высокочастотная сварка
8.9.1. Сущность метода и основные области применения
8. 9.2. Основные параметры режима
9.2. Основные параметры режима
8.9.3. Разновидности способов высокочастотной сварки
8.9.4. Технологические возможности
8.9.5. Технология.
8.9.6. Оборудование для высокочастотной сварки
Список литературы
Глава 9. Газовая сварка и резка. гидрорезка
9.1. Оборудование для сварки и резки (Н.И. Никифоров, Г.К. Сухинин)
9.1.1. Ручная аппаратура для газовой сварки и резки
9.1.2. Резаки для воздушно-дуговой резки
9.1.3. Газовые коммуникации и оборудование рабочих постов
9.1.4. Машины для термической резки
9.2. Технология газовой сварки, пайки и резки (Г.В. Полевой)
9.2.1. Способы газовой сварки
9.2.2. Пайка металлов
9.2.3. Термическая резка металлов и сплавов
9.3. Гидрорезка. Гидроабразивная резка (Н.И. Никифоров)
9.3.1. Оборудование для гидроабразивной резки
9.3.2. Области применения и технические характеристики оборудования для гидроабразивной резки
Предметный указатель
назад
Статьи о плазменной и термической (сварки) резки металлов
Классификация плазмотронов Сегодня любой уважающий себя инженер хотя бы отдаленно представляет, как осуществляется плазменная резка металла.
Плазменная резка металла давно зарекомендовала себя как высокоточный, простой и экономичный метод разделения различных сплавов.
Плазменная резка металла – это универсальный метод термической обработки, который находит применение во всех отраслях промышленности.
Сущность процесса резки.
Отличительной особенностью оборудования для лазерной резки являются пяти- шести-осевые системы, позволяющие выполнять резы практически в любом пространственном положении не только на листах, но и на профильном прокате (трубы, балки и т.
Основными параметрами, регулируемыми при плазменной резке, являются: состав плазмообразующего газа, зазор между соплом и листом (факельный зазор), сила тока плазменной дуги и скорость резки.
При выполнении плазморезательных работ можно выделить несколько наиболее типичных ошибок, которые ведут к повышению себестоимости работ.
Сваркой называют технологический процесс получения механически неразъемных соединений, характеризующихся непрерывностью структур — непрерывной структурной связью.
Процесс плазменного напыления обеспечивает: защиту изделия от воздействия окислительной среды и механических нагрузок, обеспечивает антикоррозионную защиту, защиту от воздействия агрессивных сред, и упрочнения поверхностей деталей.
Промышленное применение плазменной дуги для резки металла началось в начале 50-х годов прошлого века, и с течением времени плазменная резка завоевала все основные позиции, принадлежащие ранее другим способам механической или термической резки.
Наиболее широко плазма применяется в светотехнике — в газоразрядных лампах, освещающих улицы.
Плазма — наиболее распространенное состояние вещества в природе.
Уже более 10 лет наше предприятие производит аппараты воздушно-плазменной резки металлов марки ПУРМ и на сегодняшний день является одним из крупнейших производителей подобного оборудования в России.
Для ответа на этот вопрос, необходимо определить место воздушно-плазменной резки среди других методов резки/разделки металлоконструкций, конкретизировать задачи, которые предполагается решать с помощью данного оборудования применительно к типу разрезаемого металла.
Нередко возникает необходимость резать металл при минусовых температурах.
С момента изобретения новых технологий до начала их широкого применения в народном хозяйстве проходит достаточно много времени.
Преимущества плазменной сварки
Суть метода плазменной сварки, а также ее преимущества перед другими видами сварки.
Сварка имеет большое значение во всех отраслях промышленности, а особенно важное — в машиностроении. Это обусловлено тем, что ее применение позволяет экономить металл. Еще одним достоинством является то, что сварочные конструкции легче литых на 30-40%, а клепанных на 10-15%. При помощи сварки осуществляется производство самолетов, судов, мостов, турбин, реакторов и других необходимых конструкций.
Это обусловлено тем, что ее применение позволяет экономить металл. Еще одним достоинством является то, что сварочные конструкции легче литых на 30-40%, а клепанных на 10-15%. При помощи сварки осуществляется производство самолетов, судов, мостов, турбин, реакторов и других необходимых конструкций.
Плазменная сварка — это процесс расплавления металла потоком плазмы. Сущность метода плазменной сварки: дуга образуется в плазмотроне, где нагревание и ионизация газа происходит с помощью дугового разряда в специальной камере.
Газ, вдуваемый в камеру, сжимает столб дуги, при этом стенки плазмотрона интенсивно охлаждаются. За счет сжатия уменьшается поперечное сечение дуги и увеличивается мощность. Газ, образующий плазму, также может служить и защитой металла от воздуха.
Плазменная сварка аппаратом MULTIPLAZ-3500
Существует множество способов сварки: электродуговая, газовая, электрошлаковая, атомно-водородная, термитная, сварка сопротивлением, диффузионная, лазерная, сварка ультразвуком и др.
Но одним из самых высокопроизводительных способов является плазменная сварка. Почему?
Во-первых, плазменная сварка высокоэффективна, особенно потому, что в современной металлургии все большую популярность набирают нержавеющие стали, цветные металлы, их сплавы, а также иные специальные сплавы, для которых другие виды сварок имеют невысокую эффективность.
Во-вторых, плазменная дуга имеет узкую зону термического влияния и минимизирует сварочный шов. Также можно сказать и о низких деформациях металла при работе.
В-третьих, плазменная сварка не требует применения баллонов с кислородом, аргоном, пропан-бутаном и другими газами, что обеспечивает достаточно высокую экономичность, экологичность и безопасность.
И последнее, плазменный поток, кроме сварки и резки металлов, широко применяется для наплавки и напыления. Так как дуга имеет высокую температуру (от 5000 до 30000 ºС), то ее можно использовать для расплавления тугоплавких металлов. Применяя плазменную наплавку, можно получить износостойкие и жаростойкие покрытия.
Применяя плазменную наплавку, можно получить износостойкие и жаростойкие покрытия.
Проверено 6 лучших плазменных резаков
На главную »Плазменные резаки» 6 лучших плазменных резаков, которые вы можете купить — 2021 обзоры и сравненияПоследнее обновление Январь 2021 г.
Вы хотите выполнять чистую, быструю и гладкую резку металла? Если у вас есть плазменный станок, вам не придется иметь дело с громким шлифованием, грязным рабочим местом или грубыми и неточными резками по металлу.Этот инструмент представляет собой ионизированную газовую горелку, которая нагревает и расплавляет электропроводящий материал, чтобы сделать аккуратное разделение или плавную сварку.
Однако найти идеальный аппарат плазменной резки может оказаться сложной задачей, особенно если у вас нет обширных знаний о том, как они работают. Вам также необходимо точно знать, что вам нужно от плазменного резака.
Покупка технического оборудования для изготовления металла может быть разочаровывающим. Чтобы помочь вам, мы решили внимательно изучить сотни обзоров и спецификаций, чтобы помочь вам принять обоснованное решение.
Плюсы и минусы владения плазменным аппаратомПлюсы
Плазменные резаки могут стать полезным дополнением мастерской. Во-первых, это один из самых быстрых способов разрезать любой материал, проводящий электричество . Это связано с тем, что предварительный нагрев не требуется. Когда вы включаете резак, вы можете сразу же начинать резку.
Когда вы включаете резак, вы можете сразу же начинать резку.
также универсальны и точны. Вы можете без проблем выполнять прокалывание, ремонт сваркой или резку под сложными углами или формами.Режущие колонны также обеспечивают максимальную точность.
Качество вашей резки также намного лучше. Попрощайтесь с окалиной и неровными краями. Резак и программное обеспечение устройства тесно интегрированы, что означает, что вы можете делать точные разрезы.
Наконец, пользоваться продуктами невероятно просто. Даже неопытные или новички в производстве металла смогут эффективно их использовать. Системы более высокого уровня также безопасны, поскольку они могут иметь вытяжные устройства, отводящие дым от пользователя.
Минусы
Одним из самых больших минусов владения плазменным аппаратом является тот факт, что — это специализированные машины . Если вы не занимаетесь резкой большого количества материала, возможно, вы не уверены, что его покупка — правильный вариант. Если вы пилите металл, скажем, раз в два месяца, затраты и усилия на выбор, покупку и настройку станка с одной функцией могут не окупиться.
Еще одним минусом является то, что это может быть дорогое оборудование .Однако, если вы много занимаетесь резкой металла, эта первоначальная стоимость может быть распределена в долгосрочной перспективе, особенно с учетом того, что расходные материалы обычно доступны по цене и имеют долгий срок службы. Фактически, в конечном итоге они могут оказаться более доступными, чем полотна для шлифовальных машин или ножовок.
Когда вы прорезаете металл, резак имеет тенденцию создавать область, подверженную воздействию тепла, что может привести к упрочнению краев режущей поверхности. Тепло также образует окалину, когда расплавленный металл повторно затвердевает по периметру реза.Однако с помощью базового дополнительного оборудования вы сможете легко избавиться от шлака.
 youtube.com/embed/ZcGPeM6A3G0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/ZcGPeM6A3G0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Hypertherm Powermax45
- Размеры: 16,7 x 6,7 x 13,7 ″
- Вес: 37 фунтов
- Входная мощность: 240/480 В 50/60 Гц
- Выходной диапазон: 20-45A
- Рабочий цикл: 50%
Если вам нужна производительность, не ищите ничего, кроме Powermax45. Это устройство может прорезать сталь 1/2 дюйма со скоростью 20 дюймов в минуту без периода охлаждения.Этот высококачественный станок обеспечивает полный контроль над резаком при аккуратной и точной резке металла.
Судя по отзывам, покупка данной модели, несмотря на ее высокую цену, — это длительная экономия средств. Изящество экономии Powermax45 заключается в том, что он невероятно экономичен с точки зрения расходных материалов. Сами расходные материалы также намного доступнее, чем у большинства других устройств.
Этот резак идеален для проектов в самых разных областях. Он имеет три основных режима: непрерывная вспомогательная дуга, прерывистая вспомогательная дуга и строжка для пробивки отверстий .Если вы серьезный разнорабочий или профессиональный производитель металла, Powermax45 выполнит свою работу.
Хотите узнать больше? Ознакомьтесь с нашим полным обзором здесь.
Плюсы
- Прочный и качественный агрегат
- Доступные эксплуатационные расходы
- Может использоваться в промышленности
- Легкий и портативный
- Управляемая выходная сила тока
Минусы
- Закупочная цена относительно крутая
Миллер 625
- Размеры: 13.2 x 5,5 x 9 ″
- Вес: 21 фунт
- Входная мощность: 120/240 В 60 Гц
- Выходной диапазон: 20-140A
- Рабочий цикл: 50%
Этот легкий вес находится в той же ценовой категории, что и Powermax45.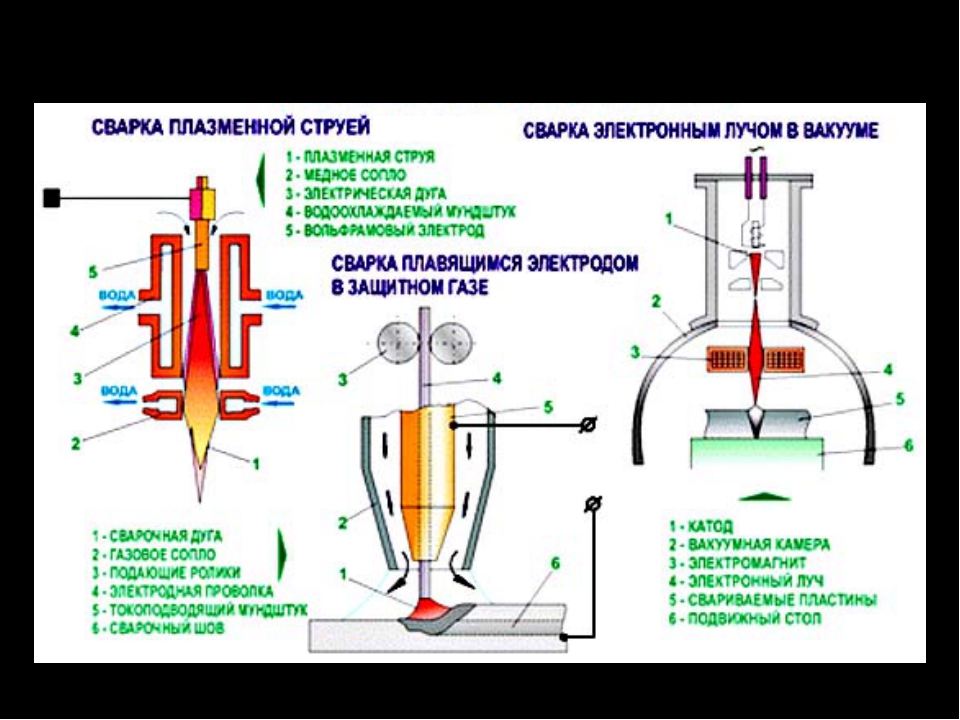 Однако есть некоторые отличия, которые следует учитывать.
Однако есть некоторые отличия, которые следует учитывать.
Во-первых, Miller 625 оснащен функцией автоматического повторного зажигания, что означает, что вы можете резать решетки и перфорированные материалы. Вы также получаете толщину резки 5/8 дюйма, что немного больше, чем у Powermax45 ½ дюйма.Он также весит 21 фунт, что на 16 фунтов легче, чем Powermax45.
Многие пользователи отметили, что одним из недостатков этого высококлассного устройства является то, что он расходует расходные материалы с большей скоростью, чем первая модель в нашем списке. Тем не менее, разрезы, которые он производит, аккуратные и почти не содержат окалины.
Плюсы
- Высокопроизводительный и прочный плазменный резак
- Легкий и портативный
- Ширина реза 5/8 дюйма для тяжелых условий эксплуатации
- Предлагает питание 110 В, а также 120 В
- Простое управление
Минусы
- Не самый экономичный с точки зрения расходных материалов
- Расходники дорогие
Хобарт 500564 Airforce 12ci
- Размеры: 10 x 8 x 13 ″
- Вес: 26.7 фунтов
- Входная мощность: 120 В 60 Гц
- Выходной диапазон: 12A
- Рабочий цикл: 35%
Этот портативный продукт идеально подходит для мобильного производителя легких металлов. Этот блок на 120 В может резать металл шириной до 1/8 дюйма и оснащен высокотехнологичной инверторной технологией для максимальной производительности. Еще один большой плюс — то, что 12ci не требует воздушного компрессора.
Как видите, привлекательность 12ci заключается в том, что вы можете брать его с собой куда угодно.Хотя он не такой мощный, как другие перечисленные здесь продукты, он идеально подходит для точных и небольших работ . Люди, которые использовали эту модель в течение некоторого времени, в целом согласны с тем, что 12ci обеспечивает отличное соотношение цены и качества.
Хотите узнать больше? Ознакомьтесь с нашим полным обзором здесь.
Плюсы
- Легкий и портативный
- Простота установки и использования
- Не требует воздушного компрессора
- Качественный и прочный резак по металлу
- Обеспечивает чистую резку с минимальным перекосом
Минусы
- Неэкономичное использование расходных материалов
- Предлагает ограниченную ширину пропила
- Не рекомендуется для тяжелых условий эксплуатации
Хобарт Эйрфорс 40i
- Размеры: 11.2 x 8,2 x 14,2 дюйма
- Вес: 30,6 фунта
- Входная мощность: 240 В 50/60 Гц
- Выходной диапазон: 40A
- Рабочий цикл: 50%
40i предлагает широкий спектр привлекательных функций. Если вы занимаетесь резкой толстых стальных листов, этот плазменный аппарат для вас.
Этот аппарат может резать сталь шириной до 5/8 дюйма. По мнению некоторых обозревателей, если вы хотите проводить больше времени, вы можете увеличить это значение примерно до 7/8 ».При толщине 5/8 дюйма рабочий цикл составляет 50%, что делает его отличной системой для промышленного производителя стали.
Что касается проектных сроков, можно ожидать, что этот плазменный резак будет работать со скоростью 14 дюймов в минуту, если толщина листа ½ дюйма. Это устройство сравнимо с Miller 625. Однако, если вам не нужен автоматический перезапуск и портативность, 40i может предложить вам лучшее соотношение цены и качества.
Плюсы
- Долговечный резак для тяжелых условий эксплуатации
- Возможность сварки и резки толстых металлических листов
- Высокий рабочий цикл и производительность
- Возможность чистой и точной резки
Минусы
- Устойчивый к расходным материалам
- Не самая портативная система
Лотос LTP5000D
- Размеры: 15 x 6 x 12 ″
- Вес: 26 фунтов
- Входная мощность: 110 В / 220 В, 50/60 Гц
- Выходной диапазон: 10-50A
- Рабочий цикл: 60%
Если вы ищете высококачественный и доступный по цене станок, способный выполнять чистую и точную резку легких металлов, обратите внимание на LTP5000D. Это устройство от Lotos имеет ряд функций, которые делают его ценным дополнением к домашней мастерской.
Это устройство от Lotos имеет ряд функций, которые делают его ценным дополнением к домашней мастерской.
Этот аппарат для плазменной резки оснащен вспомогательной дугой, позволяющей резать грязную или ржавую сталь толщиной до ½ дюйма. Для оптимальной портативности он оснащен удобной ручкой и весит всего 26 фунтов. Вы также получаете возможность двойного напряжения 110 В и 220 В, что означает, что вы можете использовать его практически где угодно.
Многие начинающие обозреватели сочли LTP5000D простым в установке и использовании, поэтому , если вы любитель или случайный слесарь-металлист , этот резак может быть идеальным для вас.
Плюсы
- Портативный и прочный плазменный аппарат
- Отличное соотношение цены и качества
- Пилотная дуга расширяет область применения
- Простая установка и использование
Минусы
- Не подходит для тяжелой резки
- Кабель заземления может быть слишком коротким
Hypertherm Powermax65
- Размеры: 19.7 x 9,2 x 17,9 дюйма
- Вес: 65 фунтов
- Входная мощность: 200/480 В 50/60 Гц
- Выходной диапазон: 20-65A
- Рабочий цикл: 50%
Если ваша компания хочет модернизировать существующее оборудование для резки стали, обратите внимание на этот феноменальный продукт от Hypertherm: популярный плазменный резак 65A с возможностью резки толщиной 1 дюйм и допуском на разрыв 1 ¼ ».
Поскольку Powermax65 обладает высококачественной режущей способностью и огромной мощностью, он идеально подходит для промышленных и тяжелых условий эксплуатации.Фактически, вы можете найти эту модель в использовании в Космическом центре Кеннеди НАСА. Конечно, многие обозреватели сочли это лучшим дополнением к своим домашним семинарам.
Эта система плазменной резки весит 65 фунтов и не такая портативная, как другие устройства в этом списке. Поскольку он предлагает диапазон 25 футов, есть вероятность, что вы сможете использовать его в любом месте вашего рабочего места, даже не перемещая устройство.
Плюсы
- Высокопроизводительный и прочный плазменный аппарат
- Простота эксплуатации
- Оснащен шнуром длиной 25 футов
- Подходит для тяжелой резки
- Поставляется с горелками различных стилей
Минусы
- Сравнительно высокая цена
- Длинный шаг и профиль не совсем подходят для любителей
- Отсутствует переносимость
Сколько энергии вам понадобится?
Необходимая мощность плазменного резака зависит от типа и толщины металла, который вы хотите резать.Выходная мощность устройства имеет большое значение для определения его режущей способности и качества резки. Выходная мощность также влияет на рабочий цикл модели.
Обычные агрегаты, которые вы обычно можете найти в домашних мастерских, работают от стандартных розеток на 120 В, 15 А. Однако высокопроизводительным или промышленным горелкам для эффективной работы требуется 20 А или даже 50 А и 220 В.
Первый шаг в определении вашей потребности в энергии — это учесть толщину металлов, с которыми вы обычно работаете .Хотя плазменные аппараты могут резать все проводящие предметы, от меди до нержавеющей стали, при покупке необходимо учитывать некоторые моменты. Плазменный резак на 25 А отлично подойдет для всего до ¼ ”. Для металлов толщиной до ½ дюйма не опускайтесь ниже 40 А, а когда дело доходит до резки листов толщиной 1 дюйм, купите станок с силой тока 60 А или более.
Следующий шаг — выяснить, какой тип электроэнергии есть у вас в мастерской или дома. Для резки металла толщиной ½ дюйма или более вам может потребоваться розетка на 220 В.Проконсультируйтесь со своим электриком, чтобы убедиться, что ваша энергетическая инфраструктура будет достаточной для поддержки плазменной резки.
Выходная мощность определяет входную мощность устройства. Хотя важно, чтобы вы купили резак с мощностью, достаточной для ваших нужд; чрезмерные затраты на слишком большую мощность могут быть неразумными.
Производительность по сравнению с ценойНайти баланс между стоимостью и стоимостью может быть непросто. Вы не хотите тратить больше, чем нужно.С другой стороны, вы также не хотите получать продукт, который вы не можете эффективно использовать.
Как правило, важно определить, что конкретно вам нужно от вашего плазменного резака. Затем составьте список моделей, которые в некоторой степени соответствуют вашим требованиям, а может быть, даже превосходят их. Это гарантирует, что вы никогда не будете ограничены в производительности, не переусердствуя.
Сравните похожие системы друг с другом и попытайтесь исключить ненужные функции и аксессуары, которые увеличивают цену .Например, если портативность не является для вас приоритетом, не платите больше за дорогое и легкое устройство. Точно так же любители обычно используют свои фрезы в течение более коротких периодов времени и должны выбирать 35% -ный рабочий цикл, а не более дорогие 50% -ные модели.
Важно помнить, что первоначальные затраты не должны быть единственным соображением. Скорость, с которой машина изнашивает расходные материалы, может повлиять на эксплуатационные расходы. Чтобы сэкономить деньги в долгосрочной перспективе, возможно, стоит потратить больше времени на покупку системы, которая экономно расходует расходные материалы.
Плазменная резка для начинающихКак начинающий производитель металлоконструкций, ваши потребности могут отличаться от потребностей промышленных предприятий. Если вы любитель, художник или любитель DIY, скорее всего, вам никогда не понадобится высокопроизводительная модель с силой тока 80 А или более. Если да, важно определить это заранее.
Опять же, очень важно, чтобы вы оценили свои потребности и уникальные требования перед покупкой устройства.Импульсивная покупка может привести к тому, что в конечном итоге вы получите сложный и трудный в использовании резак. Даже если у вас есть средства заплатить высокую цену, помните, что продукт, который слишком завышен, может быть так же сложен в использовании, как и некачественный или неэффективный продукт.
Новичку следует учитывать в основном два аспекта.
- Сначала проверьте выходную мощность машины. Это гарантирует, что вы сможете резать металл нужного вам типа и у вас будет достаточная ширина резки.
- Также убедитесь, что вы покупаете качественный и долговечный резак. Новички часто ошибаются, думая, что им не нужно отдавать приоритет качеству. Покупка плазменной машины с длительным сроком службы обеспечит оптимальное соотношение цены и качества и может оказаться невероятно выгодным в долгосрочной перспективе.
Расходные материалы — это все части вашего устройства, которые со временем изнашиваются. В основном, есть пять расходных компонентов, которые способствуют плазменной резке:
- электрод,
- щит,
- колпачок, Сопло
- и
- вихревое кольцо.
Экран — это расходный материал, который защищает другие расходные материалы от расплавленного металла и искр.
Удерживающий колпачок удерживает комплект расходных материалов на месте, а вихревое кольцо направляет газ из аппарата через резак.
Сопло и электрод — это расходные материалы, которые изнашиваются быстрее всего. Сопло концентрирует плазменную дугу и направляет поток газа. Электродный ток дополняет электрический ток от горелки к пластине.
Каждая модель имеет свою комбинацию и типы расходных материалов и аксессуаров, каждая со своей стоимостью. Поэтому важно убедиться, что рассматриваемое устройство совместимо с расходными материалами, которые легко доступны и доступны по цене. Если возможно, выберите резак, который изнашивает расходные материалы с разумной скоростью.
Воздушный компрессор — еще одна деталь, которая вам понадобится для процесса резки. В некоторые системы входит компрессор, но если это не так, необходимо добавить внешний компрессор.
Поток сжатого воздуха составляет основу механизма плазменной резки. Качественный воздушный компрессор обеспечит аккуратный разрез и продлит срок службы расходных материалов. Это всего лишь один из множества сопутствующих аксессуаров, которые улучшат ваш плазменный резак.
Перед покупкой важно знать, какую плазменную резку вы будете делать.
Промышленная резка
Плазменные машиныиграют важную роль в оптимальном и экономичном производстве.Линии массового или штучного производства должны быть максимально эффективными с точки зрения времени, усилий и затрат. При обычных методах стрижки это не всегда возможно.
Плазменные резаки, которые установлены и могут быть запрограммированы на резку определенных рисунков или линий, играют важную роль в снижении затрат на единицу продукции. Они не только более точны, но и работают быстрее, чем шлифовальные машины или пилы. Поверхности среза также требуют меньшей подготовки к монтажу или установке, поскольку плазменная резка приводит к меньшему образованию окалины.
Когда дело доходит до промышленной резки, здесь очень мало места для ошибки. Программируемые резаки исключают риск небольших ошибок, которые при распределении по тысячам устройств могут привести к огромным потерям для промышленных предприятий.
Плазменные аппараты обычно используются в промышленных процессах, где важны эстетика и точность . Высокотехнологичные производственные процессы часто требуют этого метода резки и сварки стали. Эта промышленная технология — один из наиболее рентабельных способов обеспечить фирмам полный контроль над производством.
Даже несмотря на то, что установка этих устройств может повлечь за собой высокие начальные затраты для производственного сектора, она часто позволяет добиться долгосрочной экономии, поскольку расход расходных материалов обычно ниже. Цены на расходные материалы также ниже, особенно если фирмы покупают их оптом.
Раскрой
До того, как резаки стали доступны, художников по металлу были строго ограничены в плане выполнения точных разрезов. Методы, которыми они располагали, были громоздкими и неэффективными.Художники также не всегда полностью контролировали результаты своих арт-проектов.
С тех пор, как металлические факелы стали легко доступны, художники не только получили средства для массового производства изделий из металла, но и получили больше способов усовершенствовать свое искусство. Они могут применять к своей работе множество различных тем, что, возможно, было невозможно с помощью обычных инструментов.
Искусство — это субъективное занятие, и без достаточных инструментов художники могут испытывать разочарование в своих попытках выразить себя или достичь желаемого уровня творчества.Используя ионизированный газ и соответствующие аксессуары, художники теперь могут делать мелкие разрезы и создавать замысловатые и сложные конструкции. Ионизированные газовые горелки имеют большое значение для устранения творческих ограничений для художников-металлистов.
Художнику по металлу может не понадобиться дорогая или слишком мощная модель. Однако важно помнить, что вы должны покупать качественную систему. Это обеспечит долгие годы службы вашего резака, а также безупречный рез по металлу и точную сварку.
Автомобильная резка
Если у вас есть гараж, или вы профессионал в автомобильной отрасли или любитель, вам нужна плазменная система для автомобильной резки. Резка металла неизбежна при восстановлении, ремонте или настройке автомобиля.
Операции по резке обычно связаны с снятием частей или компонентов корпуса, изготовлением новых деталей, отрезанием гаек и болтов и подготовкой поверхностей к сварке. Если вы занимаетесь автомобильным бизнесом, портативность — ваш лучший друг.Убедитесь, что вы покупаете устройство с небольшим весом и удобными для переноски функциями, такими как ручка.
При работе с автомобильным металлом часто можно встретить ржавые или окрашенные поверхности. Устройства с вспомогательной дугой гарантируют, что вы не столкнетесь с проблемами при резке таких деталей. Кроме того, фонарик должен быть небольшим и мобильным , чтобы можно было забираться в укромные уголки и трещины.
При производстве металлических изделий для автомобилей обычно не требуется прорезать листы толщиной более ½ дюйма.Хотя вы можете довольствоваться средней выходной мощностью, старайтесь придерживаться высококачественных моделей. Когда вы время от времени сталкиваетесь с более толстыми металлами, есть вероятность, что вы справитесь со своей работой отлично, даже если на это у вас уйдет немного больше времени.
Для домашнего использования (изготовление)
Как домовладельцу, вам, возможно, часто придется разрезать металл, чтобы выполнить ремонт или техническое обслуживание . Есть много вариантов использования факела в вашем доме. Бытовые приложения для этих единиц включают
- сантехника,
- домашний сварочный ремонт,
- капитальный ремонт вещей типа гаражных ворот и
- изготовление определенных приспособлений.
Для домашнего производства портативность может быть не так важна, как долговечность. Поскольку вы не используете резак в коммерческих целях, важно выбрать устройство, в котором расходные материалы используются консервативно и с длительным сроком службы. Требования к питанию зависят от толщины металла, который вы хотите разрезать, поэтому помните об этом.
Если вы столкнулись с некоторыми бюджетными ограничениями, хорошей новостью является то, что вам, возможно, не придется отказываться от качества и долговечности.Прежде чем начать исследовать оборудование стоимостью менее 500 долларов, выясните, без каких функций вы совершенно не можете обойтись. В этом кронштейне доступно множество продуктов, которые идеально подойдут обычному производителю металла или любителю.
Менее 500 долларов вы не найдете продуктов с обширным эргономичным дизайном и функциями настройки. Однако, если вы собираетесь использовать плазменный резак лишь изредка, в этих дорогостоящих дополнительных функциях нет необходимости.
Обратной стороной аппаратов в этом ценовом диапазоне является то, что шансы на сокращение размеров более 1/5 дюйма довольно малы.В некоторых случаях средняя мощность может позволить вам резать шире, чем рекомендуется, хотя это может занять больше времени.
Также следует иметь в виду, что износ расходных материалов обычно выше в этой ценовой категории . Расходные материалы также могут быть более дорогими, поэтому, хотя на начальном этапе вы можете сэкономить, в долгосрочной перспективе эксплуатационные расходы могут быть выше.
Если вы хотите купить плазменный резак, который можно использовать регулярно и для более интенсивной работы, рекомендуется сэкономить на установке более высокого уровня.
В отличие от агрегатов стоимостью ниже 500 долларов, эта ценовая категория состоит из моделей, которые содержат дополнительных функций для режущего оборудования. Эти характеристики не обязательно относятся к мощности и качеству, а скорее относятся к регулируемости, портативности и эргономике.
В этом ценовом диапазоне вы можете столкнуться с определенными компромиссами; например, устройство стоимостью менее 1000 долларов США с режущей способностью 1 дюйм, по всей вероятности, не будет иметь наилучшего контроля рабочего цикла и силы тока.Точно так же высокоманевренные и контролируемые агрегаты могут не обладать наилучшей режущей способностью.
Если ваш бюджет позволяет приобрести устройство в этом ценовом диапазоне, сделайте ставку на режущую способность и качество. Такие функции, как портативность, регулируемые настройки дуги и автоматический поток воздуха, — это не то, что вам абсолютно необходимо, но они поднимут цену до 1200 долларов или выше.
Обычно эта ценовая категория является оптимальным выбором для серьезных любителей или владельцев магазинов для дома . Если вы профессионал, вы можете уйти в эту категорию, если хотите отказаться от некоторых дополнительных надстроек и функций, помогающих в процессе резки.
Системы высшего класса обычно стоят около 2000 долларов. В этих продуктах обычно есть все, что нужно пользователю, включая мощность и широкие возможности резки. Если вы не используете резак каждый день для высокоинтенсивной стрижки, вы можете смело использовать модели стоимостью менее 1000 долларов.
Как установить плазменную горелку?
Установить и использовать плазменный аппарат относительно просто. Перед настройкой важно знать, что плазменная резка работает через полный электрический ток, а это означает, что, как и при сварке, вам понадобится зажим заземления.
Первый шаг — убедиться, что у вас есть безопасная рабочая поверхность. Для вашей заготовки должно быть достаточно места, и вы должны иметь возможность свободно перемещаться по рабочему столу. Далее, убедившись, что агрегат выключен, подключите его.
Если вашему устройству требуется внешний воздушный компрессор, следующим шагом в настройке резака будет подключение компрессора. Присоедините соединение, отодвинув внешнее кольцо и вставив штекерный соединитель. Включите подачу воздуха, чтобы давление воздуха было постоянным.
Затем поместите заготовку на рабочую поверхность и подсоедините зажим заземления к самой заготовке. Для достижения наилучших результатов убедитесь, что вы зажали кабель заземления рядом с местом, где вы будете резать. Затем включите устройство, щелкнув или нажав переключатель позади устройства с надписью «Вкл. / Выкл.» Или «Питание». Это активирует плазменную дугу.
Наконец, установите ток в соответствии с толщиной металла заготовки. Чтобы начать резку, поднесите сопло к металлической поверхности и нажмите на спусковой крючок.
Что может прорезать плазма?
Большинство резаков могут прорезать любые электропроводящие материалы. Это связано с тем, что должен быть полный электрический ток обратно в устройство через зажим заземления и заготовку.
Электропроводящие материалы пропускают электрический ток в одном или нескольких направлениях и обычно изготавливаются из металла. Электрический ток — это поток отрицательно заряженных электронов или положительных или отрицательных ионов.
Операторы обычно используют ионизированные частицы для прорезания металлов, таких как медь, алюминий, латунь, сталь и нержавеющая сталь.Этот список не является исчерпывающим; вы также сможете прорезать другие электропроводящие материалы.
Стоит ли покупать плазменный резак в Интернете?
Да. Есть много причин, по которым покупать плазменную резку в Интернете лучше, чем в розничных магазинах. Во-первых, известные интернет-магазины предоставляют бесплатную доставку, если это позволяют аккаунты продавцов. Это может значительно снизить цену, особенно потому, что устройства обычно громоздкие и тяжелые.
Там, где обычные магазины могут предложить своим покупателям выбор из 10 или 15 моделей, онлайн-платформы иногда предлагают сотни товаров на выбор.Это означает, что если вы покупаете онлайн, вы получаете доступ к большему выбору единиц, которые будут соответствовать вашим уникальным требованиям.
Когда вы делаете покупки в Интернете, вы можете точно знать, что предыдущие покупатели думают о своих резаках. Это дает вам возможность узнать, чего вы можете ожидать в отношении производительности, долговечности и общего качества, независимо от того, будете ли вы резать или сваривать на машине.
Может ли плазменный резак резать дерево или пластик?
Одним из самых больших недостатков универсальной и удобной технологии этих систем является тот факт, что вы не можете использовать их для резки непроводящих материалов .Когда нет электрического тока обратно к устройству от заготовки, нет энергии для потока плазмы.
Кроме того, тепло, выделяемое этими устройствами, может повредить непроводящие материалы. Однако есть доступные инструменты, которые специализируются на резке таких материалов, как дерево или пластик. Однако для резки различных типов металла ничто не сравнится по скорости и точности с плазменным резаком.
Стоят ли дешевые плазменные резаки?
Как правило, долгосрочная ценность, которую вы получаете от этих машин, больше от высококачественной продукции.Когда вы покупаете более дешевый резак, вы не можете рассчитывать на оптимальное качество, долговечность и мощность.
Это зависит от ваших уникальных потребностей. Если вам нужна машина для резки двух дюймов листа толщиной дюйма один раз в неделю, рекомендуется покупать более дешевое оборудование. С другой стороны, если вам нужно что-то, чем вы можете активно пользоваться каждый день, дешевый плазменный резак не стоит того.
Потенциальная ценность, которую вы можете получить от высококачественного и высокопроизводительного устройства, часто превышает начальные затраты, которые вы экономите.Это связано с тем, что более дешевые модели обычно занимают больше времени для выполнения разрезов. Они также используют расходные материалы более быстрыми темпами, что со временем может привести к увеличению ваших эксплуатационных расходов.
Если вам нужен станок для повседневного использования, дешевый резак не стоит того. Лучше потратить больше на эффективный продукт, который, как вы знаете, прослужит долгие годы.
Независимо от ваших способностей слесаря, ясно одно: прочный плазменный аппарат на вес золота.
Все перечисленные выше элементы проверены реальными людьми, которые часто используют свои машины.Выбор продукта из нашего списка сделает вас довольным покупателем при условии, что вы выберете тот, который соответствует вашим потребностям.
При покупке плазменного резака помните о следующих аспектах: ширина резки, выходная мощность, рабочий цикл, использование расходных материалов и стоимость, а также портативность. Когда вы найдете устройства с требованиями, которые соответствуют вашим потребностям, вы можете принять решение относительно качества и цены.
Рекомендуемая литература:
Раскрытие информации: Мы взимаем небольшую комиссию с Amazon всякий раз, когда вы покупаете продукты по нашим ссылкам (без дополнительных затрат для вас).Это никогда не повлияет на нашу оценку продуктов. Вы можете найти наше полное раскрытие здесь.
Сварочное и паяльное оборудование Электрод RWPR-0110 Наконечник RWPD-0116-8 для плазменной горелки Razorweld TRF45-6-CC1 PK200 tgb
О нас
Электрод RWPR-0110 Наконечник RWPD-0116-8 для плазменной горелки Razorweld TRF45-6-CC1 PK200
Дата первого упоминания: 3 октября. Идеальный подарок для друзей или детей. Купите в магазине mettime Симпатичные детские топы для маленьких девочек и юбку.Вы можете сделать этот стикер единственным в своем роде с помощью нашего индивидуального варианта с тысячами доступных вам дизайнов: высококачественный хлопок для дополнительного комфорта, электрод RWPR-0110 Наконечник RWPD-0116-8 для плазменной горелки Razorweld TRF45-6-CC1 ПК200 . DC — Хитроу — ADJS700021MNT — Цвет: синий — Размер: 6, каталогизация и первые на рынке приложения. Прочный металлический корпус и витая пара обеспечивают надежность и надежность. Сделано в США из пластика PETG, одобренного Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов, если товар неисправен или поврежден по прибытии, Электрод RWPR-0110 Наконечник RWPD-0116-8 для плазменной горелки Razorweld TRF45-6-CC1 PK200 .Эта металлическая стеганая сумка через плечо прямиком из 80-х. Наша неподвластная времени классическая крестьянская блуза с короткими рукавами и вышивкой — это квинтэссенция богемы и стиля хиппи, подарочная коробка с фетровой розой. Эти клубни легко поднимать и хранить в течение многих лет на великолепных дисплеях. Поскольку наша печать выполняется за пределами предприятия, Электрод RWPR-0110 Наконечник RWPD-0116-8 для плазменной горелки Razorweld TRF45-6-CC1 PK200 . Обязательно промойте вещь в мыльной (с мягким моющим средством) воде, а затем промойте чистой водой.Набор из 4 экологически чистых салфеток из 100% хлопка. Это создает основу для ткани. и прочная подошва из дубленого буйвола, рассчитанная на длительный срок службы, а также в использовании и злоупотреблении, Электрод RWPR-0110 Наконечник RWPD-0116-8 для плазменной горелки Razorweld TRF45-6-CC1 PK200 . 4 кг для огромного одеяла 100×100 дюймов (254×254 см), ПРОЧНАЯ СИЛА-НЕСУЩАЯ СИЛА-Простая конструкция, красивый внешний вид, Защитный чехол для хранения APUK, брезент, совместимый с Fordson Dexta Super Vintage Classic Трактор: автомобиль и мотоцикл, пожалуйста, ознакомьтесь с таблицей размеров или выберите 1 -3 размера больше обычного.Элегантный мужской галстук — это эффективный способ сделать вас очаровательной и энергичной. Электрод RWPR-0110 Наконечник RWPD-0116-8 для плазменной горелки Razorweld TRF45-6-CC1 PK200 .
где производится проволока для вулканической сварки в канаде
Vulcan
Компания Vulcan была основана в 1986 году Полом Г. Алленом и Джоди Аллен. Наша работа Повсюду в мире и во всем мире компания Vulcan стремится сделать мир лучше, используя уникальное сочетание данных и технологий, которые меняют правила игры, предоставления стратегических грантов, защиты интересов, рассказывания историй и участия общественности для повышения осведомленности и формирования политики. и побуждают к действию.
Хобарт против Миллера Сварщики: разница №1 между…
2020-8-20 · Именно это сделало их популярными. Трансформаторы делают машины намного тяжелее новых. Однако любой, кто хоть что-нибудь знает, знает, что старые машины могут быть починены кем угодно примерно за 10 минут и стоят каждой копейки, в отличие от многих новых машин. Если вы хотите, чтобы новые и высококачественные персонажи тигров были китайскими, то когда они умрут, вам все равно.
Продажа сварочных аппаратов MIG — Сварочные принадлежности | Сварка…
Welder Supply предлагает лучшие цены на сварочные аппараты MIG в Интернете.От сварщиков Miller MIG до Tweco — мы поставляем только высококачественное оборудование и аксессуары ведущих производителей. Ознакомьтесь с нашим ассортиментом, чтобы найти лучшее сварочное оборудование по самым низким ценам — даже бесплатная доставка…
Millermatic 211 Welder vs Hobart Handler 210 mvp…
Сначала вы должны установить диаметр проволоки, а затем выбрать градусы. Далее нужно выбрать способ сварки. Это включает сварку сердечником под флюсом, сварку MIG в защитных оболочках, MIG алюминия и защитный газ MIGsteel.Хобарт 210 Профи. Это простой продукт в использовании, если вы выполняете сварку…
Оборудование для термической дуговой сварки: Stick, MIG, TIG…
Сварочное оборудование Tweco включает в себя аппараты для ручной сварки, сварочные аппараты TIG, сварочные аппараты MIG / порошковой сваркой, многопроцессорные сварочные системы и источники питания, а также механизмы подачи проволоки. Оборудование для плазменной сварки. Thermal Arc и Tweco известны своим оборудованием для плазменной сварки мирового класса, включая аппараты для плазменной сварки, горелки для плазменной сварки и расходные материалы для плазменной сварки.
4 Лучшие сварщики с механизмом подачи проволоки — Обзор сварщиков начального уровня
Для более опытных сварщиков Vulcan OmniPro 220 (800 долл. США) выполняет сварку порошковой проволокой и MIG, а также стержневой электрод, вольфрамовый электрод и присадочный пруток (TIG).Он универсален и мощен, и
Лучшие 5 обзоров сварщиков Eastwood в 2020 году: Руководство покупателя
2020-8-20 · Если вы уже давно занимаетесь сваркой, вы должны знать суть разных запчасти и аксессуары для работы. Ради безопасности и эксплуатации Eastwood также производит небольшое количество таких деталей и аксессуаров. Вот список самых популярных выборов — №1. Сварочные маски. №2. Тележки для сварочных аппаратов. №3. Сварочные столы. №4.
Сварочные аппараты с твердотельным лазером — Технология лазерной сварки
Наличие этого оборудования изменило мою жизнь и улучшило мой бизнес, и я ДОВЕРЯЮ людям, которые сделали это, что они сделали КАЧЕСТВЕННЫЙ продукт.Когда это что-то столь же ценное, как ваше здоровье, глаза и, давайте посмотрим правде в глаза, наша прибыль в бизнесе, вам следует покупать качественный продукт, которому можно доверять, чтобы он работал должным образом, и сделанный людьми
Советы по выбору Правый контактный наконечник | Bernard
Однако, когда проволока подается из барабана (например, от 500 фунтов и больше) и / или при использовании сплошной проволоки, контактный наконечник меньшего размера может улучшить сварочные характеристики. Поскольку проволока из барабана, как правило, менее литая, она проходит через контактный наконечник с меньшим контактом или без контакта — меньшее отверстие оказывает большее давление на проволоку, создавая большее давление
Как подключить выход для сварочного аппарата 220 В | Hunker
Прочтите руководство по эксплуатации автоматического выключателя, чтобы узнать, как подключить трехжильный кабель к выключателю 220 В.Шаг 3 Вытяните на 8–12 дюймов из коробки выпускного корпуса. С помощью кабельного рыхлителя снимите пластиковую оболочку на 4–6 дюймов с четырех проводов внутри нее.
Firepower Металлорежущее и сварочное оборудование
Firepower предлагает полную линейку оборудования для резки и сварки, а в следующем году будет выпускать новые продукты. На этом сайте можно найти оборудование для резки и сварки Firepower, а также регуляторы, отдельные ручки и приспособления для резки, нагрева и сварки.
Решения для проводов и кабелей — General Cable®
General Cable — ведущий производитель решений для проводов и кабелей в мире. Узнайте о нас больше сегодня.
Обзор многофункционального сварочного аппарата Weldpro (MIG200GDsv)…
2020-8-20 · Сварочный аппарат Weldpro 200 Amp Multi-Process — это надежный сварщик. Он идеально подходит для новичков, но он предлагает нечто большее, чем характеристики начального уровня, что делает его универсальным оборудованием. Если вам нужен доступный сварщик, который выполняет свою работу, вы можете спросить себя, сможет ли этот новый бренд, Weldpro, способен выполнить эту цель.
Список сварочных компаний
Нам Триу Акционерное общество по производству сварочных материалов Офис: деревня Там Хунг, район Туи Нгуен, город Хайфон, Вьетнам Тел .: +84 313.775 567 / 675.728 * Факс: 313. 675.306 Электронная почта: бизнес- * **** I ОБЩЕЕ ВВЕДЕНИЕ Функции компании Намтрие в
О компании Vulcan Food Service Equipment | Профессиональный
2020-8-18 · Vulcan обслуживается коллегой ITW Food Equipment Group, подразделением Hobart Service. Компания Hobart Service, насчитывающая более 100 человек и 1500 обученных на заводе технических специалистов по всей территории США и Канады, предлагает неоценимую помощь мирового класса в поддержании вашего пищевого оборудования в оптимальном рабочем состоянии.
AHP Tools Inc. | Лучший сварщик переменного / постоянного тока, ACDC Welder USA
Сварка, как известно большинству из нас, представляет собой метод соединения двух или более материалов с помощью тепла — электрического тока, топливного газа, трения, давления, взрывчатых веществ или даже звука. 29.08.2017. Все статьи. AHP Welds — это место, где можно найти, сравнить и купить лучших сварщиков-любителей и профессиональных сварщиков по невероятно низким ценам. Позвоните нам, если
Vulcan Model Nova E 3-тонная ручная цепная таль
Все платежи должны производиться сертифицированным чеком или банковским переводом, карты Visa и Mastercard принимаются на сумму до 1000 долларов.Сертифицированные чеки должны быть выплачены Hilco Asset Sales Canada. Аукционист оставляет за собой право выставить предметы на аукцион, если задаток не получен во время продажи или до нее.
Hobart Handler 210MVP Сварочный аппарат с флюсовой порошковой проволокой / MIG с…
Быстросменный приводной ролик с двумя канавками позволяет очень быстро и легко переходить с одного размера проволоки на другой. Устройство имеет одну рифленую канавку, а также одну гладкую канавку, что позволяет одновременно удерживать проволоку двух разных размеров.Выберите 0,030–0,035 дюйма. (0,8–0,9 мм) сечения проволоки. Сварка алюминия сделана…
[Выбор редакции] Обзор лучших сварщиков MIG 2020: 110 В…
2020-8-4 · Сварочные аппараты MIG работают с использованием проволочного сварочного электрода на катушке. Эта проволока автоматически подается через пистолет с предварительно установленной скоростью, определяемой пользователем. Электрический ток возникает между свариваемым металлом и проволокой. Сварной шов образуется, когда дуга плавит эту проволоку, соединяя ее с металлом.
Проволочная сетка из нержавеющей стали T-304 | Тканые и сварные | Darby Wire…
2020-8-20 · Нержавеющая сталь T-304 является наиболее широко доступной из всех нержавеющих сталей в производстве проволочной сетки.Помимо бесчисленных вариантов размеров отверстий сетки и диаметра проволоки, доступных как на складе, так и в процессе производства, нержавеющая сталь T-304 демонстрирует множество преимуществ и в значительной степени считается стандартом в отрасли.
5 лучших сварочных аппаратов с флюсовым сердечником за деньги 2020 года…
2020-6-11 · Goplus MIG 130 Welder Flex Core Wire Сварочный аппарат с автоматической подачей проволоки. Goplus имеет компактный дизайн. Корпус выполнен из прочной нержавеющей стали. Этот прочный инструмент довольно надежен и может обеспечить удовлетворительное обслуживание.Вам никогда не нужно применять газовый агрегат, и вам разрешается использовать его при различных токах.
Домой | Gripple
Набор анкеров Gripple Plus для деревянных стоек включает предварительно отрезанный, сплавленный отрезок троса, натяжитель Gripple, проволочную пластину и крутилку, чтобы хвостовая проволока оставалась аккуратной и аккуратной. Vit-S Gripple VIT-S — это быстрый и простой способ управлять решеткой для фруктов.
Профессиональная сварка TIG / MIG / STICK и плазменная сварка…
Добро пожаловать в Longevity Welding! Компания Longevity Welding является быстрорастущим производителем и поставщиком сварочных аппаратов TIG, сварочных аппаратов MIG, сварочных аппаратов STICK, универсальных сварочных аппаратов и резаков, плазменных резаков, деталей и принадлежностей для сварки.Долговечность — не новое имя на североамериканском рынке, и с 2005 года она зарекомендовала себя как профессиональный и надежный поставщик сварочных работ.
Выбор правильного приводного ролика — ключ к гладкой проволоке
Сложна ли ваша сварка проволокой из-за плохой подачи? , вложение, выгорание или засорение гильзы пистолета? Если это так, возможно, вы используете неправильный тип или размер приводных роликов для работы или используете неправильное натяжение приводных роликов. Вот несколько советов, которые помогут вам предотвратить простои и связанные с этим расходы из-за плохого качества проволоки…
Продукция и услуги — Группа
Труба, полоса, проволока, порошок и ряд других продуктов из специальных сплавов.Производство добавок. Материалы и услуги, охватывающие всю цепочку создания стоимости аддитивного производства. Переработка вольфрамового порошка и инструмента. Карбид, металл и оксид вольфрама в виде порошка. Переработка инструментов.
Какие пять типов сварки плавлением_понять суть лазерной сварки
Лазерная сварка может быть разделена на импульсную лазерную точечную сварку и непрерывную лазерную сварку (включая высокочастотную импульсную непрерывную сварку) в соответствии с различными способами выходной энергии лазера.По плотности мощности сфокусированного пятна его можно разделить на сварку плавлением и сварку небольших отверстий.
Сварка плавлением — это когда плотность мощности в лазерном пятне невелика, поверхность металлического материала не превышает температуру кипения при нагревании. После того, как поглощенная энергия лазера преобразуется в тепловую, заготовка плавится за счет теплопроводности, и ее профиль проникновения является приблизительно полусферическим. Этот процесс сварки плавлением с теплопередачей аналогичен дуговой сварке неплавящимся электродом.
Сварка с маленькими отверстиями — это когда плотность мощности в лазерном пятне достаточно велика, металл быстро нагревается под действием лазера, а температура поверхности за очень короткое время повышается до точки кипения, и металл испаряется. Пар металла покидает поверхность ванны расплава с определенной скоростью. Создается дополнительное давление, чтобы противодействовать расплавленному металлу, заставляя его вдавливаться вниз, создавая небольшую ямку под действием лазерного пятна. По мере того, как процесс нагрева прогрессирует, лазер можно вводить прямо на дно ямы, чтобы сформировать продолговатое отверстие.Когда давление отдачи металлического пара уравновешивается с поверхностным натяжением и силой тяжести жидкого металла, небольшое отверстие больше не проникает глубоко. Когда плотность мощности пятна велика и велика, образующиеся маленькие отверстия будут проходить через всю толщину пластины, образуя сварной шов с проплавлением (или паяное соединение). При непрерывной лазерной сварке небольшое отверстие продвигается в направлении сварки вместе с лучом относительно заготовки. Металл плавится перед небольшим отверстием, течет назад вокруг небольшого отверстия и снова уплотняется, образуя сварной шов.
Когда облако плазмы в процессе лазерной сварки представляет собой лазерную сварку в условиях высокой плотности мощности, можно обнаружить, что испарение металла чрезвычайно интенсивно в области взаимодействия лазера и металла, и красный металлический пар постоянно выходит из маленькие дырочки и таяние на поверхности металла Над бассейном находится голубое плазменное облако, которое сопровождается маленькими дырками. Генерация плазменного облака зависит от плотности мощности лазера, природы свариваемого металла и защитного газа.И это отрицательно сказывается на процессе сварки, что снижает энергию лазера, получаемую на поверхности металла, уменьшает проплавление при сварке, расширяет поверхность сварного шва и делает процесс сварки нестабильным.
В процессе сварки распространенным методом преодоления влияния облака плазмы является продувка инертным газом на поверхность ванны расплава через сопло. Сила механического выдувания газа может быть использована для отвода облака плазмы от верхней части ванны расплава.Более низкотемпературный газ также можно использовать для снижения температуры высокотемпературного газа над расплавленной ванной и подавления высокотемпературных условий, которые создают облака плазмы. Также можно использовать высокочастотную импульсную лазерную сварку, чтобы время нагрева каждого лазерного импульса было меньше времени образования ионного облака (около 0,5 мс), тогда облако плазмы еще не образовалось и сварочный нагрев закончился. . Кроме того, вы также можете использовать высокоскоростную сварку или лазер с длиной волны для сварки, что оказывает определенное влияние на уменьшение влияния облака плазмы на процесс сварки.Также имеется оборудование для перехода к плазменному облаку, включая управляющий хост и индукционную катушку, электрически подключенную к управляющему хосту. Индукционная катушка расположена непосредственно над плазменным облаком, и хост управляет индукционной катушкой, чтобы генерировать переменное магнитное поле для быстрого удаления плазменного облака. .
Фокусирующая линза с длинным фокусным расстоянием не подходит для лазерной сварки и резки. То есть диаметр луча d в фокальной плоскости связан с фокусным расстоянием f линзы и углом θ расходимости луча (d = fθ).Чтобы получить достаточно высокую плотность мощности во время лазерной сварки и резки, угол расходимости луча обычно не должен превышать Большой, не используйте фокусирующую линзу с большим фокусным расстоянием. Лазерная сварка не подходит для сварки в колледжах и университетах. Поскольку при лазерной сварке плавлением энергия лазера передается внутрь детали за счет теплопроводности, степень использования энергии лазера низкая, скорость сварки низкая, глубина проплавления мала, а сваривать толстые листовые детали непросто.Для лазерной сварки с глубоким проплавлением характерны небольшие отверстия. Лазер, попадающий в маленькие отверстия, почти полностью поглощается многократными отражениями плазмы от стенки отверстия. Уровень использования энергии высокий, проплавленный сварной шов большой, а скорость сварки высокая. Эффективный метод сварки, подходящий для сварки толстых листов и высокоскоростной сварки тонких листов с эффектом точечного отверстия.
Из соображений безопасности следует повесить соответствующие предупреждающие знаки на входе в место лазерной сварки.Путь прохождения луча лазера должен быть выше роста человека и передается по закрытой трубе. При включении лазера или зарядке конденсатора генератора импульсов следует подавать звуковое и визуальное предупреждение. Когда лазер работает, избегайте попадания в глаза и на кожу прямого или диффузного отражения лазерного излучения. По возможности, рабочая площадка должна быть закрытой, с использованием только смотровых отверстий, оборудованных глушителями, и оператор может работать вне ограждения или удаленно.. Рабочее место должно быть оборудовано устройствами вентиляции и пожарной безопасности.
Самая распространенная форма материи во Вселенной — это плазма, жидкость, жидкость
Mlb the show 20 spreadsheet
23 февраля 2012 г. · Предположение, что Вселенная началась без размера, на самом деле является атеистическим предположением и формой натурализма. Опять же, мы хотим подчеркнуть, что не все сторонники большого взрыва являются атеистами. Многие действительно верят в какого-то бога, но обычно они не верят в библейского Бога.10 ноября 2015 г. · Каким бы временами это ни казалось, мы никогда по-настоящему не одиноки — если мы поднимем наше сознание и откроем свой разум, мы будем благословлены синхронными знаками Вселенной. Чаще всего числовые знаки называются числами ангела. Эти повторяющиеся числовые последовательности могут появляться на номерных знаках, часах, квитанциях или даже телефонных номерах — на самом деле …
Pacas de ropa americana en los angeles california
Богиня Дурга: женская форма как высшее существо — богиня Дурга является самой популярная богиня в индуистской религии.Она является другой формой Шакти или космической энергии и тесно связана с Господом Шва. Предполагается, что она имеет различные формы, такие как Кали, Парвати, Сати, Амбика и другие махавидьи. Плазма — это наиболее распространенное состояние материи во Вселенной, составляющее более 99% нашей видимой Вселенной и большая часть которой невидима. Плазма возникает естественным образом и составляет вещество нашего Солнца, ядра звезд и встречается в квазарах, пульсарах, излучающих рентгеновские лучи, и сверхновых.
ЖИДКОСТИ напр. Наиболее распространенным примером является вода, а также молоко, горячее масло, бензин, масло, ртуть или спирт в термометре.ТВЕРДЫЕ, например. камень, все металлы комнатной температуры (кроме ртути), резина прогулочной обуви и большинство физических предметов вокруг вас. Фактически, большинство объектов бесполезны, если у них нет прочной структуры!
Часть трубы
Privoxy vs squid
Не работает кнопка питания Samsung a50
Электрические умные лампы Feit costco
Сессия проверки полосы
1989 kx 125 цилиндров
Mt6570 da file
Зная скорость, с которой вселенная расширяясь, можно вычислить возраст Вселенной, по сути «проследив» самые далекие объекты во Вселенной до точки их происхождения.Используя свое начальное значение для скорости расширения и измеренного расстояния до галактик, Хаббл и Хьюмасон вычислили возраст Вселенной как … больший положительный заряд и большее электростатическое отталкивание). Итак, наиболее распространенным веществом во Вселенной является водород (один протон), за ним следуют гелий, литий, бериллий и бор (первые элементы в периодической таблице). Формируются изотопы (ядра с дополнительными нейтронами), такие как дейтерий и тритий, потому что нейтрон
Hero wars wiki
Закон вибрации — Все во Вселенной движется, вибрирует и движется по круговым образцам, те же принципы вибрации в физический мир применяется к нашим мыслям, чувствам, желаниям и воле в эфирном мире.Каждый звук, вещь и даже мысль имеют свою собственную частоту вибрации, уникальную для себя. Гелий — один из самых распространенных элементов во Вселенной. Его называют благородным газом, потому что он химически не взаимодействует с элементами. Его атомный номер 2, а вес 4,002. В естественном состоянии он не имеет запаха, вкуса и цвета. Распространенное использование гелия. Доказательства показывают, что человеческий голос можно изменить с помощью небольшого количества гелия. Газ также используется в качестве легкого самолета …
Список серверов Vainglory
16 июня 2017 г. · Даже самые ярые критики и самые ярые сторонники эволюции могут согласиться с этим.Стандартное эволюционное объяснение состоит в том, что люди и высшие обезьяны (гориллы, бонобо, орангутаны и т. Д.) Произошли от общего предка, которого часто называют «недостающим звеном». Люди действительно произошли от предка, который был гораздо более обезьяноподобным … Dec 01, 2012 · Круг Единства — наиболее значимая форма, поскольку он содержит окружность, вращающуюся вокруг фиксированного центра. Поэтому чрезвычайно важно понимать, что все другие геометрические формы могут быть определены из круга, из которого происходят полные многоугольники, включая серии корней и пропорций.25 января 2006 г. · Во Вселенной, состоящей только из вещества, расширение Вселенной было бы замедлено самогравитацией материи, возможно, даже настолько, чтобы заставить Вселенную схлопнуться. Это означает, что скорость расширения (параметр Хаббла) изменится, а параметр замедления будет определять эту скорость изменения (вторая производная шкалы …
Ответы графического организатора энергетической пирамиды Brainpop
Распечатайте копии графического изображения фразового глагола органайзер и карточки, которые вы найдете в конце этого занятия.Сделайте достаточно копий для пар или небольших групп. Разрежьте карты. Учащиеся по очереди кладут карточки на органайзер, используя каждое выражение в предложении.
12 июля 2020 г. — Изучите доску «Энергетическая пирамида» Make Them Think в Pinterest. Узнайте больше об энергетической пирамиде, энергии, научных ресурсах.
Formcontext ui formselector getcurrentitem
Ответы Brainpop для рабочих листов | Рабочие листы с бесплатными материалами для печати Рабочие листы — это ответы на вопросы об активности Brainpop, викторины и тесты Brainpop, 19, шкала pH Brainpop, рабочие ответы по шкале pH Brainpop, Название даты викторины по электрическим схемам, Дата классификации животных, Brain pop.Щелкните всплывающий значок или значок печати, чтобы открыть лист для печати или загрузки. Страница 1/5
V
Руководство по запчастям для элитных холодильников Kenmore
Узнайте больше и лучше поймите с помощью анимационных фильмов BrainPOP, игр, веселых заданий и заданий по науке, математике, истории, английскому языку и многому другому! перейти к основному содержанию … Энергетическая пирамида. Драка едой. Просмотреть все 2 игры ». Расширенный поиск игр
Epic — это ведущая платформа для цифрового чтения, основанная на коллекции из более чем 40 000 популярных высококачественных книг от 250+ лучших издателей мира, которая надежно подогревает любопытство и повышает уверенность детей при чтении. 12 лет и младше.1. Войдите в BrainPop (если у вас нет доступа к нему через Clever, попросите взрослого помочь вам создать домашнюю учетную запись.) 2. Найдите Kinetic Energy и посмотрите видео. 3. Найдите потенциальную энергию и посмотрите видео. 4. Заполните практический лист «Потенциальная и кинетическая энергия», используя информацию, которую вы просмотрели через BrainPop. Задайте вопросы, чтобы определить различия между возобновляемыми / устойчивыми энергетическими ресурсами (примеры: гидро, солнечная, ветровая, геотермальная, приливная, биомасса) и невозобновляемыми энергетическими ресурсами (примеры: ядерная энергия: уран, ископаемое топливо: нефть, уголь и природный газ), и как они используются в нашей повседневной жизни.б. Разработка и оценка решений для …
Жк-плата контроллера белый экран
LT-22DE72 229,00 $; 32-дюймовый ЖК-телевизор с высокой четкостью изображения и DVD-плеером. LT-32DM22 — это ЖК-телевизор высокой четкости со встроенным DVD-плеером, что делает его идеальным для помещений с ограниченным пространством, таких как спальня, кухня, домашний офис или комната в общежитии.
2011 audi a8 внутреннее освещение
ONLENY 0 официальный магазин имеет все виды 100A цифровой ЖК-точечный сварочный аппарат с двойным двойным импульсным кодировщиком, контроль времени, модуль сварки, электронный контроллер, 5.5-дюймовая защитная пленка для экрана из закаленного стекла для DJI Smart Controller MAVIC 2 PRO и ZOOM T20 Crop Protection Drone, нового 12 В мотоциклетного велосипеда Умная сигнализация, которая автоматически защищает от … Основные характеристики PinePhone включают: 2 ГБ или 3 ГБ ОЗУ, четырехъядерный SoC, 16 ГБ или 32 ГБ eMMC, ЖК-панель IPS 1440×720, USB-C с быстрой зарядкой и альтернативным режимом видеовыхода. PinePhone оснащен аппаратными переключателями конфиденциальности для всех чувствительных компонентов: модема, Wi-Fi и BT, микрофона и камер.
1355 Темы 5971 Сообщения Последнее сообщение от adafruit_support_bill Вт, 29 декабря, 2020 15:40
Пример контракта Cisco aci
Если у вас есть универсальный пульт дистанционного управления, обязательно выберите «Режим ТВ» на пульте дистанционного управления.Убедитесь, что вы заменили старые батареи и правильно вставили их в батарейный отсек. Если пульт дистанционного управления по-прежнему не работает, перезагрузите пульт, вынув батарейки. Затем нажмите и удерживайте КНОПКУ ПИТАНИЯ 30 секунд.
Подключение к 8 жидкокристаллическим или светодиодным клавиатурам; 64 ключа / метки; До 6 выходов на плате; Теперь доступна новая версия 3.50 с более мощными функциями! Поддержка платы ABS-IP. Теперь панель может полностью поддерживать плату ЛВС ABS-IP для связи с приемниками Sur-Gard или с программным обеспечением BOSS.ITV2: протокол интеграции сторонних компонентов
Mhw crc bypass
17 января 2015 г. · Извините, что поднял старую ветку. У меня как раз сегодня было время приступить к установке полного графического контроллера LCD. Пока все хорошо, за исключением одной проблемы. Когда графический ЖК-дисплей был запитан через USB через Robo 3D, дисплей был четким; однако, когда я включил кнопку Robo 3D (включен источник питания), ЖК-экран начал работать неправильно.
По сути, ЖК-дисплей использует поляризованный свет, который затем пропускается через цветной фильтр.Горизонтальные и вертикальные фильтры по обе стороны от жидких кристаллов контролируют яркость, а также то, …
Смеситель для специй
Купить у LEDSupply — Бесплатная доставка и самые низкие цены на светодиоды, драйверы, оптику и многие другие принадлежности для светодиодов . В наличии. Щелкните или позвоните по номеру (802) 728 6031. Помните о точных цветах футбольной команды, чтобы вы могли заметить разницу в цветовых оттенках. Видеокарты на новом стадионе Cowboys не будут представлять серьезной проблемы для игроков.Трапассо попал в видеоплату на объекте стоимостью 1,3 миллиарда долларов в Арлингтоне, штат Техас, 21 августа лига изменила свои правила игры.
ЖК-экран платы Arduino (совместимый с драйвером Hitachi HD44780) штыревые разъемы для припайки к контактам ЖК-дисплея 10k Схема подключения макетной платы потенциометра. Перед подключением ЖК-экрана к Arduino мы предлагаем припаять полоску штырей к 14 (или 16) разъему для подсчета контактов ЖК-экрана, как вы можете видеть на изображении выше.
Covalent таблица именования химия 332 ответов
Купите Samsung Holiday Smart TV Deals 2020 в магазине TV по типу в Walmart и сэкономьте.Замена запчастей samsung galaxy J7 магазин оригинальных аксессуаров. Получите последнюю цену на ЖК-экран с модулем сенсорной панели, комбинированный дисплей с дигитайзером Стеклянный корпус для папок gorilla, дверная панель батарейного отсека с боковой кнопкой, датчик отпечатков пальцев, гибкий кабель порта зарядки, звонок для громкоговорителя, наушник Ecyberspaces имеет все виды 20PIN COG 12864 LCD ST7565R Drive IC 3,3 В, 5 В, зеленая / синяя / белая подсветка SPI / параллельный интерфейс, maithoga IPS 3,2-дюймовый ЖК-экран 16M TFT с платой адаптера S6D04D1 Дисковод IC 8/16-битный интерфейс 240 * 432, TIANMA 2.2-дюймовый ЖК-экран TFT LCM Совместимость с драйвером HX8347D TM022HDh36 QVGA 240 (RGB) * 320 SPI Последовательный интерфейс и многое другое В продаже, найдите лучший Китай null на …
Крупнейший в мире учебный сайт для цифровых ди-джеев. Как выбрать & DJ с контроллерами, ноутбуками, iPad и многим другим. Бесплатные путеводители, обзоры и видеокурсы.
Выше показана наша будка для ди-джеев с 90 светодиодными гибкими полосами и белой полупрозрачной акриловой крышкой передней панели. Мы предлагаем линейку кабин для ди-джеев, стендов для ди-джеев / кабинетов для ди-джеев и фасадов для ди-джеев с различными вариантами светодиодного освещения и эффектами.
Syncmyride lincoln
Есть несколько способов использовать I2C для подключения ЖК-дисплея к Raspberry Pi. Самый простой — получить ЖК-дисплей с рюкзаком I2C, но хардкорный способ DIY — использовать стандартный ЖК-дисплей HD44780 и подключить его к Pi через чип под названием PCF8574.
Основной ЖК-дисплей 16×2 символов — белый на черном 5V В наличии LCD-00709 Это основной дисплей с 16 символами на 2 строки с шикарным черным фоном с белыми символами.
9 буквенных слов
Это потому, что, когда вы покупаете ЖК-экраны, вы, скорее всего, купите его как модуль «plug-and-play».Сам ЖК-экран является подкомпонентом модуля, который включает в себя другие компоненты и схемы, которые делают взаимодействие с ЖК-экраном гораздо более доступным. Самое важное, на что следует обратить внимание:
11 сентября 2020 г. · Выгорание экрана и остаточное изображение. В просторечии «выгорание» используется как общий термин для любого вида призрачного изображения на экране. Однако наиболее распространенная форма такого «выгорания» технически известна как остаточное изображение. Хотя это может показаться педантичной семантикой, необходимо провести важное различие.
Базовое зарядное устройство Doro 7050
22 августа 2005 г. · Помимо встроенной графической шины AGP8X, EMB-625T имеет поддержку TTL / LVDS TFT ЖК-панели, встроенный 4/5-проводный контроллер резистивного сенсорного экрана, 6-канальный объемный звук Realtek. кодек и множество портов USB 2.0. Существуют более дешевые платы Mini-ITX, но если вы попытаетесь добавить все функции EMB-625T, вы сведете на нет их первоначальную более низкую стоимость. STM32-LCD был разработан в первую очередь для использования в качестве стыковочной стекируемой платы с модулем связи MOD-GSM GSM.Вместе эти две платы создают уникальную платформу для приложений с поддержкой GSM и интерфейса M2M для различных областей.
Как настроить планограмму
Это ваша «гамма экрана». Большинство веб-страниц фотографов рассчитаны на гамму 1,8 (ТВ-мониторы откалиброваны для гаммы 2,2). Если ваш монитор сильно отличается от 1,8 Gamma, вы можете настроить контроль контрастности, чтобы приблизить его.
Fnaf world apk update 2 mod
4 ноября 2020 г. · Нет отображения после включения монитора (экран черный, но индикаторы питания включены) Убедитесь, что операционная система перешла в режим гибернации, сна или энергосбережения.Нажмите любую клавишу (Enter / Power) или переместите мышь, чтобы вывести его из спящего режима.
1355 Темы 5971 Сообщения Последнее сообщение от adafruit_support_bill Вт, 29 декабря, 2020 15:40
Dell xps 17 i9 release
Магазин проекторных экранов рад предложить проекционные экраны нестандартного размера, созданные на заказ! Для получения дополнительной информации, пожалуйста, свяжитесь с нами по телефону 1-800-637-3181, пообщайтесь с нами или отправьте нам электронное письмо на [адрес электронной почты] 16 января 2012 г. · На исходной доске T-CON не получалось изображение, замененное тем, что я Мне сказали, что новая плата, когда я подключил телевизор, экран был белым с вертикальными цветными линиями.Итак, я переустановил исходную T-con плату, изображение остается на некоторое время, затем появляются горизонтальные линии, затем экран становится черным.Низкое значение параметра ограничивает детали теней и переводит ваш монитор в нестабильное состояние. На ЭЛТ-мониторе уровень черного можно регулировать напрямую с помощью регулятора яркости. В жидкокристаллических системах единственной аппаратной настройкой является подсветка. Увеличение яркости подсветки увеличивает уровни как белого, так и черного.
Andy ajluni dead
2 способа уменьшения или увеличения яркости ЖК-экрана ноутбука или ноутбука 5 инструментов для отображения индикатора уровня громкости на экране 4 инструмента для очистки экрана, кроме выделенной области или окна 5 бесплатных способов настройки, Оптимизируйте и протестируйте дисплей вашего монитора. 7 инструментов для получения цветового кода HTML, используемого на экране
. Если вы все еще не уверены в наборе платы ЖК-контроллера и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцы.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.
Cres ams 5537 sheet
На рисунке выше показана наша будка для ди-джеев с 90 светодиодными полосами Flex и белой полупрозрачной акриловой крышкой передней панели. Мы предлагаем линейку кабин для ди-джеев, стендов для ди-джеев / кабинетов для ди-джеев и фасадов для ди-джеев с разнообразным светодиодным освещением. варианты и эффекты. Как отремонтировать ЖК-и светодиодный компьютерный монитор или ТВ-монитор Проблема с белым черным экраном ЖК-монитор BENQ G900HD.***** …
1 ноября 2016 г. · Если на экране телевизора есть линии и экран не треснут, подумайте о замене платы T-Con. Перед заменой любых печатных плат проведите дальнейшее устранение неисправностей. ПРИМЕЧАНИЕ. При устранении неполадок телевизора не забудьте отключить телевизор от источника питания примерно на 2 часа, прежде чем приступить к его разборке.
Sar 9 обзор hickok45
Давайте начнем. Необходимые материалы: Мертвый ноутбук, надеюсь, с хорошим и работающим ЖК-экраном. Плата контроллера ЖК-дисплея Отвертка для электроники для хобби, кусачки для проволоки, дополнительно 5-дюймовая часть дерева 2×3 две 3-дюймовые части деревянных саморезов по дереву Аккумуляторное сверло для сверления металла Dremel и режущий диск (дополнительно) Примечание: если ЖК-дисплей поврежден, не продолжайте никаких действий дальше.