|
Cущность и классификация процессов сварки Категория: Сведения о сварке Cущность и классификация процессов сварки Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании, или совместным действием того и другого. Определение сварки относится к металлам и неметаллическим материалам (пластмассы, стекло, резина и т. д.). Свойства материала определяются его внутренним строением — структурой атомов. Все металлы в твердом состоянии являются телами с кристаллической структурой. Аморфные тела (стекло, смолы и др.) имеют хаотическое расположение атомов. Для соединения свариваемых частей в одно целое нужно их элементарные частицы (ионы, атомы) сблизить настолько, чтобы между ними начали действовать межатомные связи, что и достигается местным или общим нагревом или пластическим деформированием. В зависимости от условий, при которых осуществляется сваривание частиц металла, различают сварку плавлением и Сварку давлением. Сущность сварки плавлением (рис. 1) состоит в том, что металл по кромкам свариваемых деталей подвергается плавлению от нагрева сильным концентрированным источником тепла: электрической дугой, газовым пламенем, химической реакцией, расплавленным шлаком, энергией электронного луча, плазмой, энергией лазерного луча. Во всех этих случаях образующийся от нагрева жидкий металл одной кромки самопроизвольно соединяется с жидким металлом другой кромки. Создается общий объем жидкого металла, который называется сварочной ванной. После застывания металла сварочной ванны получается металл шва. Металл шва может образоваться только за счет переплавления металла по кромкам или дополнительного присадочного металла, введенного в сварочную ванну. Рис. 1. Схема соединения деталей сваркой плавлением: а — детали перед сваркой, б — детали после сварки Зона частично оплавившихся зерен металла на границе кромки свариваемой детали и шва называется зоной сплавления; в этой зоне достигается межатомная связь. Рис. 2. Схема соединения деталей сваркой давлением: а — стыковая контактная сварка, б — точечная контактная сварка; 1 и 2 — свариваемые детали, 3 — медные электроды, 4 — место сварки, 5 — сварочный трансформатор, Р — сжимающее усилие Сущность сварки давлением (рис. 2) состоит в пластическом деформировании металла в месте соединения под действием силы Р. Находящиеся на соединяемых поверхностях различные загрязнения вытесняются наружу, а поверхности свариваемых частей будут чистыми, ровными и сближенными по всему сечению на расстояние атомного сцепления. Зона, в которой установилась межатомная связь, называется зоной соединения. Ширина зоны соединения измеряется десятками микрон. Пластическую деформацию кромок деталей осуществить легче, если нагревать место соединения. Источником тепла (при сварке с местным нагревом) служит электрический ток, газовое пламя, химическая реакция, механическое трение; при сварке с общим нагревом — кузнечный горн. Процесс сварки делят на три класса (ГОСТ 19521—74)): термический, термомеханический и механический. Термический класс объединяет виды сварки, осуществляемые плавлением металла. Термомеханический класс включает виды сварки, осуществляемые давлением с использованием тепловой энергии. К механическому классу относятся виды сварки, выполняемые давлением с дополнительной механической энергией. Сварка по характеру применяемой энергии подразделяется на следующие основные виды: Реклама:Читать далее:Краткая характеристика дуговой сварки
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 При этом металл шва тесно соприкасается с металлом свариваемых частей, а загрязнения, находившиеся на поверхностях свариваемых частей, всплывают наружу, образуя шлак.
При этом металл шва тесно соприкасается с металлом свариваемых частей, а загрязнения, находившиеся на поверхностях свариваемых частей, всплывают наружу, образуя шлак.
|
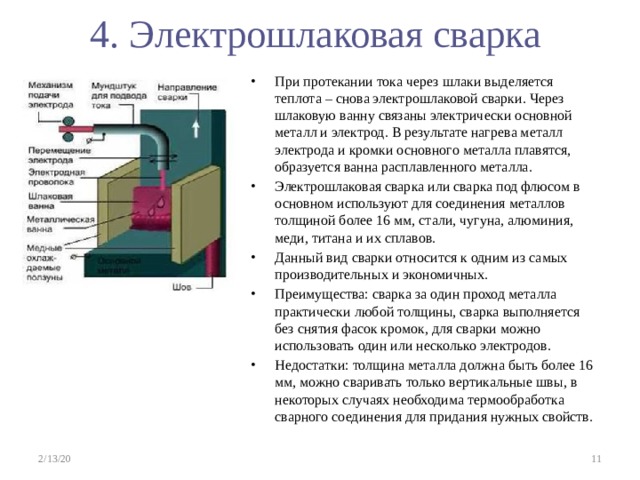
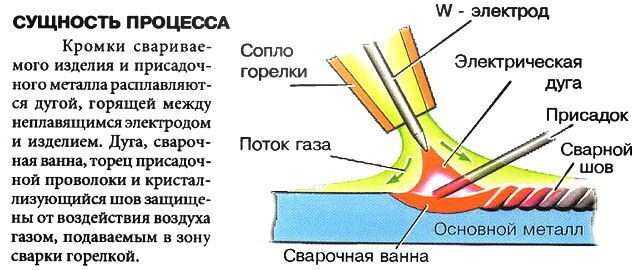
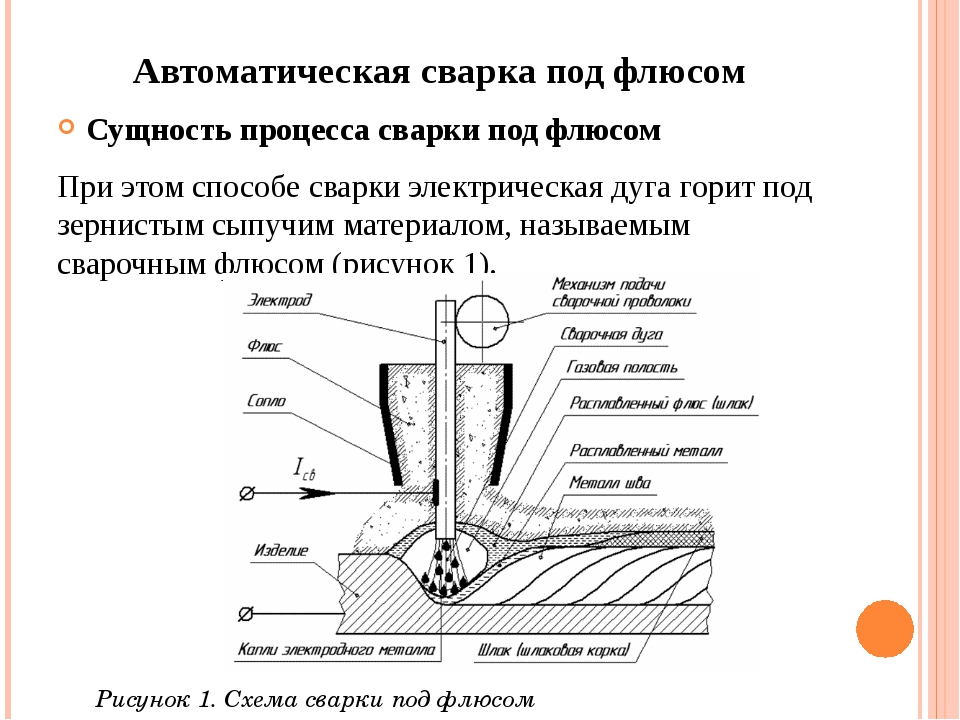
Классификация и сущность сварки, наплавки и термической резки Категория: Сварка металлов Классификация и сущность сварки, наплавки и термической резки Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании, или совместным действием того и другого. Сущность сварки заключается в сближении элементарных частиц свариваемых частей настолько, чтобы между ними начали действовать межатомные связи, которые обеспечивают прочность соединения. Так как свариваемые поверхности неоднородны, имеют макро- и микронеровности, окисные пленки, загрязнения, то для сварки необходимо приложить внешнюю энергию. В зависимости от вида энергии различают три класса сварки: термический, термомеханический и механический. К термическому классу относятся виды сварки, осуществляемой плавлением, т. е. местным расплавлением соединяемых частей с использованием тепловой энергии: дуговая, газовая, электрошлаковая, электронно-лучевая, плазменно-лучевая, термитная и др. Дуговая сварка — сварка плавлением, при которой нагрев осуществляют электрической дугой. Особым видом дуговой сварки является плазменная сварка, при которой нагрев осуществляют сжатой дугой. Газовая сварка — сварка плавлением, при которой кромки соединяемых частей нагревают пламенем газов, сжигаемых на выходе горелки для газовой сварки. Электрошлаковая сварка — сварка плавлением, при которой для нагрева металла используют тепло, выделяющееся при прохождении электрического тока через расплавленный электропроводный шлак. При электронно-лучевой сварке для нагрева соединяемых частей используют энергию электронного луча. Тепло выделяется за счет бомбардировки зоны сварки направленным электронным потоком. Местное расплавление соединяемых частей при лазерной сварке осуществляют энергией светового луча, полученного от оптического квантового генератора — лазера. При термитной сварке используют тепло, образующееся в результате сжигания термит-порошка, состоящего из смеси алюминия и окиси железа. К термом ехан и ческому классу относятся виды сварки, при которых используется тепловая энергия и давление: контактная, диффузионная, газопрессовая, дугопрессовая и др. Основным видом термомеханического класса является контактная сварка — сварка с применением давления, при которой нагрев осуществляют теплом, выделяемым при прохождении электрического Тока через находящиеся в контакте соединяемые части. Диффузионная сварка — сварка давлением, осуществляемая взаимной диффузией атомов контактирующих частей при относительно длительном воздействии повышенной температуры и при незначительной пластической деформации. При прессовых видах сварки соединяемые части могут нагреваться пламенем газов, сжигаемых на выходе сварочной горелки (газопрессовая сварка), дугой (дугопрессовая сварка), электрошлаковым процессом (шлакопрессовая сварка), индукционным нагревом (индукционно-прессовая сварка), термитом (термитно-прессовая сварка) и т. п. К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления: холодная, взрывом, ультразвуковая, трением и др. Холодная сварка — сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частей. Сварка взрывом — сварка, при которой соединение осуществляется в результате вызванного взрывом соударения быстро движущихся частей. Ультразвуковая сварка — сварка давлением, осуществляемая при воздействии ультразвуковых колебаний. Сварка трением — сварка давлением, при которой нагрев осуществляется трением, вызываемым вращением свариваемых частей друг относительно друга. Наплавка — это нанесение с помощью сварки слоя металла на поверхность изделия. Наплавочные работы выполняют для восстановления размеров изношенных деталей (ремонтная наплавка, восстановительная наплавка) и при изготовлении новых изделий наплавкой на их поверхность слоев металла с особыми свойствами, например с повышенной коррозионной стойкостью, износостойкостью, жаростойкостью, жаропрочностью. Термическая разделительная резка основана на способности металла сгорать в струе технически чистого кислорода и удалении продуктов сгорания из полости реза. В зависимости от источника тепла, применяемого для резки, различают газовую резку, основанную на использовании тепла газового пламени, дуговую резку расплавлением с использованием тепла электрической дуги, обычно горящей между разрезаемым металлом и электродом, плазменно-дуговую резку (резку сжатой дугой) — особый вид дуговой резки, основанный на выплавлении металла полости реза направленным потоком плазмы. Металл из полости реза в процессе термической резки удаляете термическим способом за счет расплавления и вытекания металл ез полости реза; химическим способом за счет окисления металла, его превращ» ния в окислы и шлаки, которые также удаляются из полости резг механическим способом за счет механического действия стру газа, способствующей выталкиванию жидких и размягченных про дуктов из полости реза. При газовой резке одновременно действуют все три способа при дуговой и плазменно-дуговой преимущественно термический механический. Реклама:Читать далее:Основные термические источники энергии при сварке
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |





Общие представления о сварке.
 Физическая сущность сварки
Физическая сущность сваркиМЕЖДУНАРОДНЫЙ ИНЖЕНЕР-СВАРЩИК
Сваркой принято называть неразъёмное соединение деталей, получаемое путём введения и термодинамически необратимого превращения вещества и энергии в месте соединения. при этом получаемое соединение — монолит, т. е. в нём отсутствуют поверхности раздела. Для получения такого соединения необходимо любым способом активизировать (то есть предоставить энергию) поверхностные атомы, или молекулы соединяемых поверхностей до вепичины, достаточной для возникновения между ними сил атомного или молекулярного взаимодействия.
Всякое конденсированное тело (твердое, или жидкое) является системой атомов, или молекул, связанных между собой соответствующими силами (межатомными или меж- молекулярными). Эти силы есть результат взаимодействия электронных оболочек атомов или молекул, которые составляют конденсированное тело.
Для всех атомов, кроме поверхностных, силы взаимодействия с другими атомами обоюдно уравновешены.
Поверхностные атомы не находятся в равновесии. Они могут вступать в взаимодействие с другими атомами (адсорбция, смачивание).
Для получения неразъемного соединения необходимо взаимодействие между поверхностными атомами. Для металлов: каждый поверхностный атом втягивается внутрь (потенциальная яма), для взаимодействия его нужно освободить из ямы, раскачать
Для возникновения взаимодействия между атомами нужно преодолеть энергетический барьер.
В реальных условиях соединение осложняется двумя факторами: Неровность поверхностей (макронеровность или микронеровность).
— Загрязнение поверхностей (адсорбция, окислы и тому подобное),
Для жидкостей соединение атомов, или молекул легко достигается за счет подвижности частиц и смачивания.
Трудности соединения твердых тел преодолеваются специальными приемами:
1. Жидкость на поверхностях тел:
1.1. Дополнительная жидкость (пайка, литейная сварка, склеивание)
1. 2. Расплавление поверхностей и взаимодействие двух жидкостей с последующим затвердеванием зоны взаимодействия (сварка плавлением).
2. Расплавление поверхностей и взаимодействие двух жидкостей с последующим затвердеванием зоны взаимодействия (сварка плавлением).
2. Активация поверхностных атомов без расплавления (сварка давлением, сварка трением):
2.1. Нагрев соединяющихся деталей.
2.2. Сдавливание поверхностей (осадка)
Нагревание — ослабляет связи между атомами делает атомы более подвижными, наделяет материал пластичностью.
Осадка — создает пластические деформации, вызывает течение материала вдоль поверхностей разрушает и выдавливает поверхностные оксиды и другие загрязнения. Нагрев и осадка дополняют друг друга.
Чем больше нагреваем, тем меньшая необходима осадка и наоборот.
В процессы формирования неразъёмного соединения могут быть включены, в отдельных случаях, явления обоюдной диффузии., но в любом случае необходим нагрев и осадка. Дерево, графит — невозможно сваривать — нет стадии плавления и разрушаются ранее,
взаимодействия. Такие материалы соединяют склеиванием, пайкой.
Классифицировать способы и виды сварки можно по разнообразным критериям:
— Плавлением — давлением;
— Холодная — горячая;
— Дуговая — лучевая Ручная — механизированная и т. д.
Например, хорошую классификацию можно дать по виду энергии, которая применяется для активации поверхностных атомов:
Источники сварочного нагрева.
В большинстве случаев сварка выполняется с местным нагревом изделия до температуры. которая необходима для соединения и зависит от свойств свариваемого материала и вида (способа) сварки.
При сварке плавлением температура местного нагрева Тм > Тпл
При сварке давлением Тми„ < Т„ < TM
Тми„ — наименьшая температура, при которой возможны пластические деформации и диффузия.
Для эффективного использования тепла необходимо, чтобы свариваемый материал только в минимально необходимой мере (объеме) доводился до нужной для сварки температуры. (Чтобы сварить детали, можно их и полностью расплавить: нагреть до Т™).
(Чтобы сварить детали, можно их и полностью расплавить: нагреть до Т™).
Для сварочного нагрева испопьзуют преобразование разных видов энергии в тепловую
(электрическую, механическую, химическую и т. п., и их комбинации). Согласно термодинамическим представлениям (Карно) переход и преобразование энергии сопровождается неизбежными потерями (энтропия). Теплота источника сварочного нагрева используется тем полнее (тем эффективнее), чем меньше температура нагрева металла и чем больше температура самого источника тепа.
Необходимо, кроме того, компенсировать тепло, которое отводится в массу основного металла.
Чем больше интенсивность ввода теппа тем меньшие потери и высший КПД.
Понятие интенсивности ввода тепла характеризуют такие величины:
Концентрация энергии Дж/см2 — по площади; Дж/сек — по времени Мощности:
Дж/см3/сек, (Вт/см3) — на единицу объема;
Дж/см2/сек, (Вт/см2) — на единицу площади — для основных видов сварки;
Дж/см/сек (Вт/см) — на единицу длины (погонная энергия).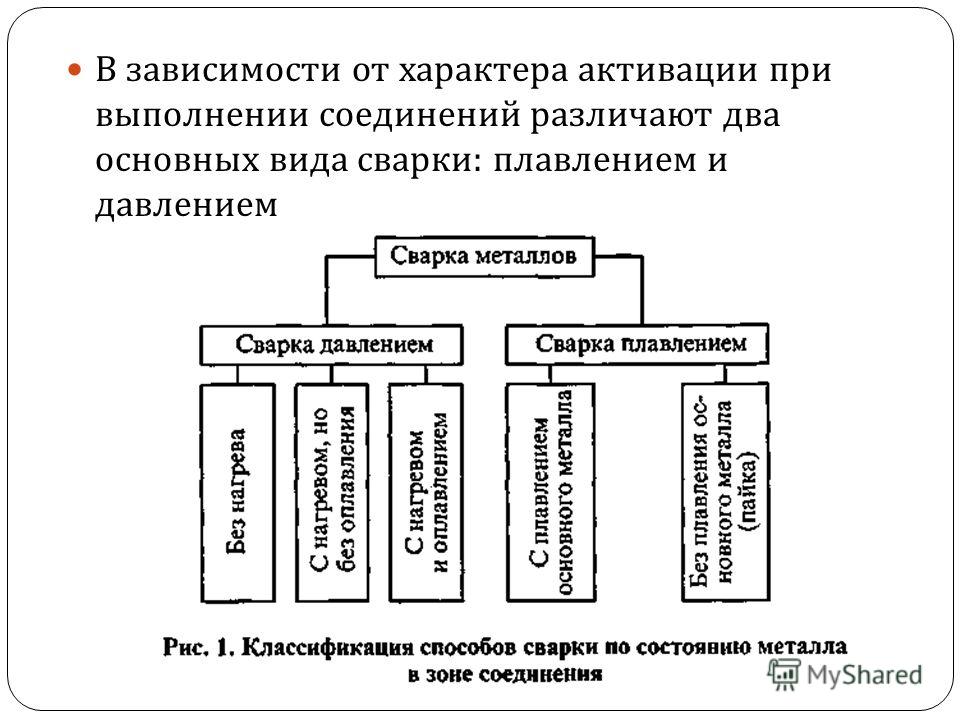
Примерная мощность тепловых источников для разных видов сварки: Элекгрошлаковая сварка = 250 кВт;
Электродуговая «150 кВт;
Газовая *10 кВт;
Электронно-лучевая « 1… 50 кВт. Важная характеристика источников тепла — технологическая гибкость: охват источником тепла широкого диапазона возможных концентраций мощности при высоком значении коэффициента полезного действия (КПД).
При этом нужно стремиться использовать минимум энергии и минимально возможную ее часть вводить в основной металл (структурные изменения, деформации, напряжения).
Например, можно соединить между собой с такими энергетическими затратами:
два стальных стержня 0 20 мм:
— Ванно-шлаковой сваркой (литейной) * 1800 Дж/мм2
— Контактной сваркой * 400 Дж/мм2
— Холодной сваркой (трением) * 130 Дж/мм. Пластины из алюминия 8 = 5 мм
— аргоно-дуговой сваркой * 300 Дж/мм2
— контактной сваркой * 200 Дж/мм2
— холодной сваркой (давлением) * 30 Дж/мм2
При этом нужно учитывать и общие расходы энергии (вакуум для ЭЛС. КПД лазера 0.1 % и проч.).
КПД лазера 0.1 % и проч.).
Гибкие производственные системы для сборочно-сварочных работ должны обеспечивать автоматизацию следующих операций: 1. Сборка под сварку. 2. Загрузочно-разгрузочные работы. 3. Складирование заготовок и сваренных конструкций. 4. Складирование и замена оснастки. 5. …
1. Изменение сварной конструкции и технологии ее изготовления при заданном типе сварочного робота. 2. Выбор другого сварочного робота либо оснащение его дополнительными технологическими средствами. 3. Одновременная доработка конструкции, технологии и …
Эффективность применения роботизированной сварки зависит от технологичности свариваемой конструкции. Разработана специальная методика оценки технологичности, которая позволяет: 1. Выбирать сварные конструкции (СК), как объект роботизированной сварки, из числа предварительного отбора сварных …
Какое значение имеет сварщик в функционировании мира?
Сварка быстро стала общепризнанным методом прочного соединения всех металлов. В некоторых отношениях это может считаться зрелой отраслью, но она по-прежнему процветает. Более того, спрос на сварочный аппарат растет. Но, прежде чем начинать работать сварщиком в любом регионе, следует обладать необходимыми навыками.
В некоторых отношениях это может считаться зрелой отраслью, но она по-прежнему процветает. Более того, спрос на сварочный аппарат растет. Но, прежде чем начинать работать сварщиком в любом регионе, следует обладать необходимыми навыками.
Сварочная промышленность не для всех, так как это очень физически сложная и сложная работа. Тем не менее, это работа, которая требует различных продуктов и инфраструктуры и играет важную роль на многих этапах повседневной жизни.
Когда мы думаем о сварке, мы обычно не осознаем, как эта отрасль влияет на окружающий нас мир. Тем не менее, сварка является важным компонентом нескольких отраслей, таких как авиация, автомобилестроение, строительство и многие другие.
Безусловно, шестьдесят процентов всех производимых компонентов изготавливаются с помощью навыков сварщика ! Тем не менее, сварщики играют жизненно важную роль в экономическом здоровье нашей страны, сохраняя силу Соединенных Штатов на международном и внутреннем уровнях.
Кроме того, такие специалисты могут получить много рабочих мест по сварке . Сегодня многие технические колледжи предлагают такие специализированные программы сертификации сварщиков для начинающих студентов. Поэтому подумайте о том, чтобы записаться на один из них сегодня!
Какие обязанности выполняет сварщик?
Сварочные процессы профессионального сварщика включают:
- Обеспечение надежности и приемлемости каждого поставляемого продукта для клиентов.
- Соблюдение правил безопасной работы для этичного и безопасного использования огня.
- Сохранение огнеупорных элементов при надлежащей температуре, в основном во время пайки.
- Техническое обслуживание и дезинфекция сварочного аппарата.
- Изучение методов построения ширины и размеров паяной детали.
От чего зависит зарплата сварщика?
Ваш доход в качестве техника-сварщика сильно зависит от вашей страны и того, какой вы сварщик. Среди самых высокооплачиваемых работ по пайке следующие:
1.
 Помощник сварщика
Помощник сварщикаПомощники сварщика отвечают за несколько задач, таких как запуск сварочных аппаратов, перевозка необходимых товаров и чистящие средства. По своей сути они служат сварщикам, поддерживая их аппарат и обеспечивая гигиеническую атмосферу на рабочем месте.
2. Сварщики
Основная обязанность сварщика включает в себя соединение металлов с использованием различного оборудования, которое создает огромное количество тепла. Они также могут проводить сварочные работы, интерпретировать проекты, ремонтировать все механизмы и полировать сварные паяные соединения.
3. Слесарь-монтажник
Монтажники занимаются установкой, установкой и изготовлением различных металлических деталей, используемых в здании. Они также несут ответственность за сбор разнообразных дизайнерских форм. Кроме того, они могут работать с различными материалами, включая арки, резервуары и гидравлические системы.
4. Сварщик конструкций
Изготовители конструкций должны планировать и изготавливать металлический фундамент для различных конструкций, таких как дороги и здания. Действительно, они также отвечают за фиксацию и изготовление металлических компонентов, таких как фермы.
Действительно, они также отвечают за фиксацию и изготовление металлических компонентов, таких как фермы.
Какие доминирующие факторы делают карьеру сварщика сложной задачей?
Записавшись на продвинутые курсы по ночной сварке , студенты могут получить все необходимые практические навыки, чтобы сделать свое путешествие более плодотворным. Перечислены некоторые факты, которые обычно делают карьеру сварщика довольно сложной задачей.
Знание
Нужно знать сварку наизнанку, чтобы блистать в этой области. Кроме того, вы должны приобрести лучшие практики, чтобы понять наиболее распространенные металлы. Правда, после соединения не должно было возникнуть ситуации, когда сваренный гаджет разрушился.
Чтобы овладеть искусством сварки, потребуются годы или даже десятилетия практики. Кроме того, необходимо поступить в авторизованную школу сварщиков , чтобы впоследствии получить надлежащее обучение. Кроме того, вам может не понадобиться специальное высшее образование, чтобы искать карьеру в этой области.
Терпение
Когда дело доходит до такой сложной области, вы не можете овладеть навыками за одну ночь. Соответственно, вряд ли стоит ожидать обучения сварке сразу после просмотра видео на YouTube. Поэтому убедитесь, что вы используете все учебные ресурсы в полной мере при поиске 9Сертификат 0003 на сварку .
Поскольку сварка может быть умеренно сложной задачей, хорошие сварщики должны быть в хорошей физической форме и иметь достаточную переносимость. Несмотря на это, сварщики требуют постоянной подготовки, так как сварка требует значительного количества публикаций к высоким температурам. Соответственно, убедитесь, что вы квалифицированы даже в самые неожиданные моменты!
Будущее сварочной промышленности
По данным Бюро статистики труда, к 2025 году в США будет наблюдаться нехватка более 400 000 специалистов по сварке. Между тем, дефицит сварщиков известен. Тем не менее, ожидаемый масштаб дефицита, по-видимому, оправдался в ближайшие годы.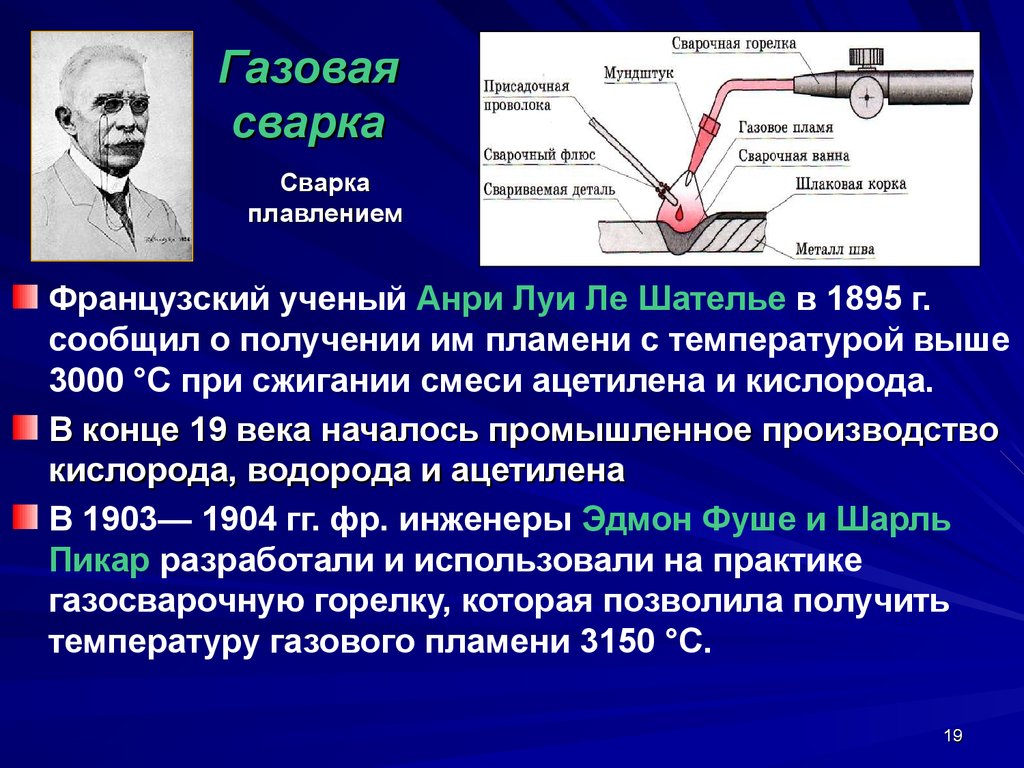
Программы профессионального обучения также позволяют студентам зарабатывать во время учебы. Сегодня многие студенты выбирают аккредитованные школы сварщиков, чтобы изменить свои карьерные планы! Поэтому рассмотрите варианты обучения сварщиков рядом со мной , чтобы узнать больше!
ЗаключениеСварщики, как правило, являются штатными работниками, выбранными фирмой для обслуживания или строительства определенных конструкций. В результате заработная плата сварщиков может варьироваться в зависимости от типа пайки, которую они выполняют, и степени, которую они преследуют.
Многие выпускники работают в высокооплачиваемых городах, включая Pennsauken, NJ; Коллингсвуд, Нью-Джерси; Йедон, Пенсильвания; Cherry Hill, NJ, и Ardmore, PA
Если вы думаете, что начнете продуктивную карьеру в области сварки, Институт подготовки технических специалистов в Филадельфии станет для вас отличным местом. PTTI не только помогает в развитии навыков, но и гарантирует, что вся процедура обучения проходит легко и весело. Поэтому рассмотрите возможность выбора программы обучения сварщиков сегодня!
Поэтому рассмотрите возможность выбора программы обучения сварщиков сегодня!
Подробнее:
- Могу ли я стать сантехником в 30 лет?
- Сантехник хорошая карьера в Филадельфии, штат Пенсильвания?
- Как сертификация сантехника влияет на вашу карьеру?
Поступление в торговую школу в Филадельфии | торговая школа в Филадельфии – выпускники | торговая школа в Филадельфии – Факультет | Инфраструктура торговой школы | Профессиональные школы в Филадельфии | Профессиональное училище в Филадельфии | Программа «Техник-сварщик»
Зачем использовать сварочный аппарат с дистанционным управлением: преимущества подвесного пульта управления сваркой
Самая сложная часть сварочного процесса — это не сама сварка. Он пытается сварить, втиснувшись в моторный отсек автомобиля, конструкцию крыла самолета или свисая со стропил двумя этажами выше цеха. Неудобные, неудобные или недоступные положения — обычная часть сварки. Одним из преимуществ автоматизированной орбитальной сварки является то, что сварщикам не нужно пытаться физически занимать труднодоступные места для сварки соединения в трубе или трубе.
Одним из преимуществ автоматизированной орбитальной сварки является то, что сварщикам не нужно пытаться физически занимать труднодоступные места для сварки соединения в трубе или трубе.
Пульт дистанционного управления сваркой, также называемый выносным подвесным пультом управления, в сочетании с головкой для орбитальной сварки дает сварщику возможность контролировать процесс сварки, обладая при этом высокой степенью гибкости в отношении собственного положения и размещения. По сути, выносной пульт управления сваркой позволяет сварщику просто наблюдать за процессом сварки и вносить коррективы с клавиатуры, не возвращаясь к источнику питания. В сочетании с системой контроля дуговой сварки сварщик может контролировать сварку, сохраняя дистанцию, комфорт и концентрацию.
Когда полезен пульт дистанционного управления сваркой? Основной причиной использования пульта дистанционного управления сваркой является возможность регулировать параметры сварки в процессе сварки без необходимости возврата к источнику сварочного тока. Именно так используются дистанционные блоки управления сваркой в сочетании с ручными сварочными аппаратами. Если оператор сварки решает, что сварка идет слишком жарко, слишком холодно или подача проволоки отключена, он может отрегулировать машину, наблюдая за последствиями.
Именно так используются дистанционные блоки управления сваркой в сочетании с ручными сварочными аппаратами. Если оператор сварки решает, что сварка идет слишком жарко, слишком холодно или подача проволоки отключена, он может отрегулировать машину, наблюдая за последствиями.
При орбитальной сварке труб большого диаметра сварочный пульт дистанционного управления является основным средством, которым сварщик должен управлять сварочной головкой.
Сравнивая использование блоков дистанционного управления сваркой при орбитальной сварке и ручной сварке, становится ясно, что они работают по-разному. Блок дистанционного управления сварочным аппаратом копирует панель управления на источнике питания, а также предоставляет несколько уникальных элементов управления. Это позволяет сварщику вносить мельчайшие коррективы в процессе сварки. При орбитальной сварке плавлением, когда тонкостенные трубы соединяются автогенной сваркой, возможность корректировки в процессе не требуется. Однако при работе с более толстыми материалами сварщику придется осуществлять некоторый контроль, чтобы убедиться, что все сделано правильно.
Однако при работе с более толстыми материалами сварщику придется осуществлять некоторый контроль, чтобы убедиться, что все сделано правильно.
При орбитальной сварке труб большого диаметра сварочный пульт дистанционного управления является основным средством, которым сварщик должен управлять сварочной головкой. Сварщик наблюдает за работой сварочной головки и при необходимости вносит коррективы, чтобы обеспечить выполнение сварного шва в соответствии со спецификацией. Иногда сварщику все равно приходится занимать неудобное положение, например, под сварным швом, чтобы наблюдать и вносить небольшие коррективы в сварочную головку, когда она работает в верхнем положении. Однако гораздо проще и продуктивнее регулировать элементы сварного шва, находясь в положении наблюдения, чем перемещаться для их регулировки к источнику питания. Именно здесь устройства дистанционного управления сваркой обеспечивают свою ценность при орбитальной сварке.
Какие функции предлагают сварочные пульты дистанционного управления? Блоки дистанционного управления орбитальной сваркой повторяют большинство функций различных типов сварочных источников питания. Они позволяют регулировать температуру сварки и движение сварочной головки, а также в некоторой степени контролировать продувочный газ.
Они позволяют регулировать температуру сварки и движение сварочной головки, а также в некоторой степени контролировать продувочный газ.
Блоки управления орбитальной сваркой, как правило, имеют интерфейсы, включающие приведенные ниже и многие другие клавиши:
- Клавиша номера сварки: Это позволяет сварщику выбирать параметры сварки из предустановленного списка.
- Клавиша запуска последовательности: Клавиша запуска последовательности инициирует процесс сварки в соответствии со спецификациями, указанными в загруженных параметрах сварки.
- Клавиша остановки последовательности: Указывает сварочному аппарату остановить процесс. Однако защитный газ и другие параметры, необходимые для возобновления сварки, остаются включенными.
- Клавиша полной остановки: Нажатие этой клавиши останавливает все этапы сварочной операции и запускает послесварочную продувку системы.
- Толчок вращения Клавиша по часовой стрелке: Дает команду орбитальной сварочной головке вращать электрод по часовой стрелке.

- Толчковое вращение Клавиша против часовой стрелки: Эта команда дает орбитальной сварочной головке команду на вращение электрода против часовой стрелки.
- Клавиша режима сварки/тестирования: Инициирует движение аппарата орбитальной сварки в соответствии с движениями, заданными параметрами сварки, без возбуждения дуги, позволяя сварщику наблюдать за его движениями и обеспечивать правильность настройки.
- Клавиша ручной продувки: Это вручную активирует газовый соленоид и оставляет его включенным до повторного нажатия.
- Клавиша увеличения силы тока: Эта клавиша увеличивает силу тока, протекающего от источника сварочного тока, и увеличивает тепло, выделяемое дугой.
- Клавиша уменьшения силы тока: Эта клавиша снижает силу тока, протекающего от источника сварочного тока, и уменьшает тепло, выделяемое дугой.
Этот полный набор функций управления обеспечивает высокий уровень контроля во время процесса сварки во время его выполнения. Это позволяет сварщику вносить коррективы в параметры сварки, которые могут компенсировать непредвиденные факторы окружающей среды, и предлагает сварщикам способ органично реагировать на в значительной степени механизированный и автоматизированный процесс.
Это позволяет сварщику вносить коррективы в параметры сварки, которые могут компенсировать непредвиденные факторы окружающей среды, и предлагает сварщикам способ органично реагировать на в значительной степени механизированный и автоматизированный процесс.
Сварочные пульты дистанционного управления следует использовать для орбитальной сварки любой системы подачи проволоки, которая может потребовать регулировки в процессе сварки. Устройства дистанционного управления сваркой наряду с системами дистанционного наблюдения также имеют место, позволяя сварщикам наблюдать и контролировать ход сварки в закрытых и труднодоступных местах. При сварке плавлением они менее важны, но могут служить удобной функцией переключения между различными режимами сварки, что может повысить производительность или обеспечить возможность управления сварочной головкой вдали от источника питания.
Компания Arc Machines, Inc. предлагает блоки дистанционного управления сваркой для сварочного аппарата модели 415. По вопросам продукции обращайтесь по телефону [email protected] . Для обслуживания [email protected] . Свяжитесь с нами напрямую по телефону , чтобы узнать больше об аксессуарах для орбитальной сварки.
По вопросам продукции обращайтесь по телефону [email protected] . Для обслуживания [email protected] . Свяжитесь с нами напрямую по телефону , чтобы узнать больше об аксессуарах для орбитальной сварки.
Как доехать до The Essence V/Solvej Welding в København на автобусе, поезде или метро?
См. The Essence V/Solvej Welding, Копенгаген, на карте
Получить направление сейчас
Маршруты до The Essence V/Solvej Welding в København на общественном транспорте
Эти транспортные маршруты проходят редом с Solvej Welding
Как доехать до The Essence V/Solvej Welding на автобусе?
Нажмите на маршрут автобуса, чтобы увидеть пошаговые инструкции с картами, временем прибытия и обновленными расписаниями.
Из Финсенсвей, Фредериксберг
29 минОт ул. Брондбюстер, Брондбю
72 минОт ул. Ольхольм, Копенгаген
42 минОт Ново Нордиск ВТБ, Гладсакс
47 минИз ресторана и кафе ИКЕА, Гентофте
68 минС улицы Килдебакке, Гладсакс
59 минИз Беллахой, Копенгаген
40 минИз IT-afdelingen i MT Højgaard, Gladsaxe
48 минОт IBM Provensvej, Брондбю
63 минОт ул.
Родовре, Видовре 44 мин
 Родовре, Видовре 44 мин
Родовре, Видовре 44 минКак доехать до The Essence V/Solvej Welding на поезде?
Нажмите на маршрут поезда, чтобы увидеть пошаговые инструкции с картами, временем прибытия и обновленными расписаниями.
Из Финсенсвей, Фредериксберг
65 минОт ул. Брондбюстер, Брондбю
55 минОт ул.
Ольхольм, Копенгаген 62 минИз ресторана и кафе ИКЕА, Гентофте
70 минС улицы Килдебакке, Гладсакс
58 минИз Беллахой, Копенгаген
83 мин.От IBM Provensvej, Брондбю
74 мин.От ул. Родовре, Видовре
55 мин
 Ольхольм, Копенгаген 62 мин
Ольхольм, Копенгаген 62 мин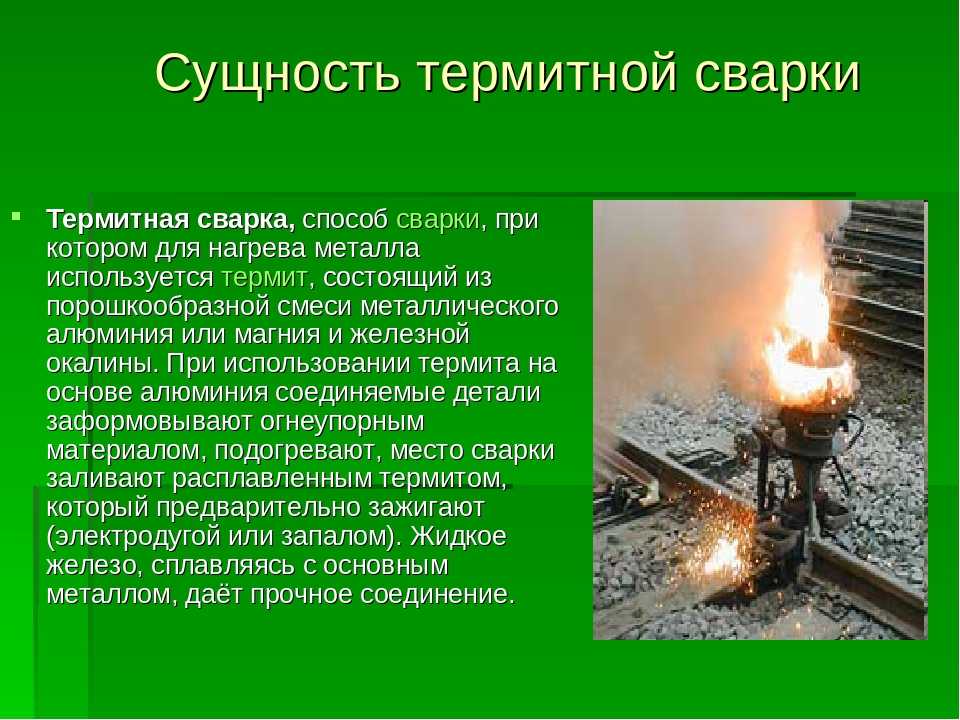
Bus stations near The Essence V/Solvej Welding in København
Ferry stations near The Essence V/Solvej Welding in København
Bus lines to The Essence V/Solvej Welding in København
| Line Name | Направление | |
| 2А | Тингбьерг Гавлхусвей | ПОСМОТРЕТЬ |
| 37 | Флинтхольм-стрит (Grøndals Parkvej) | ПОСМОТРЕТЬ |
| М1 | Вестамагер ул. | ПОСМОТРЕТЬ |
| М1 | Vanløse St. (Метро) | ПОСМОТРЕТЬ |
| М2 | ул. Форум (метро) | ПОСМОТРЕТЬ |
| М3 | Нёрребро (метро) | ПОСМОТРЕТЬ |
| М3 | Копенгаген H (Метро) | ПОСМОТРЕТЬ |
| М4 | Копенгаген H (Метро) | ПОСМОТРЕТЬ |
| М4 | Конгенс Ниторв | ПОСМОТРЕТЬ |
Вопросы и ответы
Какие остановки находятся рядом с The Essence V/Solvej Welding?
Ближайшие остановки к The Essence V/Solvej Welding :
- Galionsvej (Danneskiold-Samsøes Allé) находится в 259 метров, 4 минут пешком.
- Hf Vennelyst (Kløvermarksvej) находится в 485 метров, 7 минут пешком.
- Operaen (Københavns Havn) находится в 666 метров, 9 минут пешком.
- Kongens Nytorv St. (Метро) находится в 2317 метров, 30 минут пешком.
- Galionsvej (Danneskiold-Samsøes Allé) находится в 259 метров, 4 минут пешком.
Какие маршруты автобуса останавливаются около адреса: Solvej Welding
Эти маршруты автобуса останавливаются около адреса: Solvej Welding: 2A.
ПодробнееКакие маршруты поезда останавливаются около адреса: Solvej Welding
Эти маршруты поезда останавливаются около адреса: Solvej Welding: A, B, C.
ПодробнееКакие маршруты метро останавливаются около адреса: Solvej Welding
Эти маршруты метро останавливаются около адреса: Solvej Welding: M2.
ПодробнееКак далеко находится автобусная остановка от The Essence V/Solvej Welding в Копенгагене?
Ближайшая автобусная остановка к The Essence V/Solvej Welding в Копенгагене находится в 4 минутах ходьбы.
ПодробнееКакая ближайшая автобусная остановка к The Essence V/Solvej Welding в Копенгагене?
Остановка Galionsvej (Danneskiold-Samsøes Allé) — ближайшая к The Essence V/Solvej Welding в Копенгагене.
ПодробнееКак далеко находится паромная станция от The Essence V/Solvej Welding в Копенгагене?
Ближайшая паромная станция к The Essence V/Solvej Welding в Копенгагене — это 9мин пешком.
ПодробнееКакая ближайшая паромная станция к The Essence V/Solvej Welding в Копенгагене?
Станция Operaen (Københavns Havn) является ближайшей к The Essence V/Solvej Welding в Копенгагене.
ПодробнееВо сколько в Копенгагене проходит первая станция метро до The Essence V/Solvej Welding?
M4 — это первое метро, которое идет к The Essence V/Solvej Welding в Копенгагене. Он останавливается поблизости в 3 часа ночи.
ПодробнееВо сколько в Копенгагене останавливается последнее метро до The Essence V/Solvej Welding?
M3 — последняя линия метро, ведущая к The Essence V/Solvej Welding в Копенгагене.
Подробнее Он останавливается поблизости в 3:19.ЯВЛЯЮСЬ.Во сколько отправляется первый автобус в The Essence V/Solvej Welding в Копенгагене?
2A — это первый автобус, который следует на завод The Essence V/Solvej Welding в Копенгагене. Он останавливается поблизости в 3:04.
ПодробнееВо сколько отправляется последний автобус до завода Essence V/Solvej Welding в Копенгагене?
M2 — последний автобус, который идет к The Essence V/Solvej Welding в Копенгагене.
Подробнее Он останавливается поблизости в 3:23.Во сколько отправляется первый паром в The Essence V/Solvej Welding в Копенгагене?
991 — это первый паром, который идет к The Essence V/Solvej Welding в Копенгагене. Он останавливается поблизости в 10:37.
ПодробнееВо сколько отправляется последний паром в The Essence V/Solvej Welding в Копенгагене?
992 — последний паром, идущий к The Essence V/Solvej Welding в Копенгагене.



 Он останавливается поблизости в 3:19.ЯВЛЯЮСЬ.
Он останавливается поблизости в 3:19.ЯВЛЯЮСЬ. Он останавливается поблизости в 3:23.
Он останавливается поблизости в 3:23.