Монтаж отопления в частном доме, цены
Выполняем монтаж котельных «под ключ», в том числе:
1. Комплектацию и поставку оборудования и материалов, если предусмотрено договором на монтаж котельной в частном доме. Работаем с оборудованием для систем отопления и котельных различных производителей, не ограничиваем Заказчиков в выборе.
2. Приемку в монтаж оборудования, приобретенного Заказчиком, если предусмотрена работа с оборудованием клиента.
3. Монтаж напольных и настенных котлов на различных видах топлива: газе (магистрально и сжиженном), дизеле, дровах, угле, пеллетах и электричестве. Выполняем монтаж котлов различных производителей: Vaillant, Baxi, Buderus, Viessmann, Beretta, Protherm, Thermona, Dakon, Rapido, ZOTA, Rinnai, РусНит, Kiturami, Electrolux и других. Монтаж котла отопления включает: установку, крепление, подключение гидравлическое, к топливной линии и к дымохлоду.
4. Установку
5. Монтаж бойлеров косвенного нагрева, включающий установку и подключение к контуру теплоснабжения (от котла) и магистралям горячего, холодного водоснабжения и линии рециркуляции.
6. Установку устройств безопасности, измерения и контроля: групп безопасности котла и бойлера, термометров, манометров, обратных клапанов.
7. Монтаж запорной арматуры, кранов запорных и сливных, редукторов и фильтров.
8. Установку магистральных коллекторов, гидравлических разделителей и насосных групп заводской готовности Meibes, включая: монтаж на стене или на опорах, крепление, подключение к котловой магистрали и магистралям теплоснабжения (отопления, теплого пола, вентиляции, бассейна и т.п.).
9. Монтаж циркуляционных насосов отопления, теплого пола, как в насосные группы, так и отдельно, на котловой контур и линию рециркуляции горячей воды.

10. Монтаж дымоходных систем различных конфигураций, с естественным и принудительных дымоудалением, индивидуальных и групповых, из пластиковых коаксиальных труб и дымоходов из нержавеющей стали.
11. Монтаж автоматики котельной различной конфигурации, включая блоки погодозависимого управления, дистанционного управления, сервоприводы, датчики, устройства контроля по GSM-связи.
12. Электрические работы в котельных, включая прокладку кабелей питания и управления (в кабель-каналах), подключение котлов, блоков управления, циркуляционных насосов, различных датчиков (в том числе наружной температуры).
13. Пуско-наладку котельных, программирование встроенной и дополнительной автоматики, настройка параметров различных контуров котельной (отопление, теплый пол, бойлер, вентиляция и т.п.).
На заметку: статья «Что нужно знать о современной котельной?»
Выполняем монтаж систем отопления и водяных теплых полов, в том числе:
1. Монтаж приборов отопления, включая панельные, секционные и трубчатые радиаторы, дизайн-радиаторы, напольные и встроенные в пол конвекторы. Работаем с любыми производителями, среди которых Kermi, Zehnder, Mohlenhoff, Irsap, Rifar, BiLUX, Kampmann, Licon, Varmann, Arbonia, EVA, Sira, Изотерм, КЗТО, Purmo, Сунержа. В монтаж входит прокладка подводящего трубопровода (вне зависимости от длины) крепление на стену, на пол или в пол, гидравлическое подключение к трубопроводам отопления через присоединительный комплект (запорную арматуру).
2. Монтаж распределительных коллекторов отопления, включая установку и крепление коллектора, подключение к отводам трубопроводов и к магисталям отопления или теплого пола. В установку входит также монтаж коллекторного шкафа, встроенного или наружного. Устанавливаем коллекторы различных производителей Rehau, Valtec, Oventrop, Luxor.
3. Монтаж магистральных трубопроводов (стояков) отопления и теплого пола, включая выполнение прессовых соединений на поэтажных отводах. Используем трубопроводы из различных материалов – металлопластика, полиэтилена и полипропилена.
4. Монтаж подводящих трубопроводов к радиаторам (входит в стоимость монтажа радиатора).
5. Утепление магистральных и подводящих трубопроводов трубчатым утеплителем Энергофлекс.
6. Укладка основания под водяной теплый пол, в качестве которого используем маты из пенополистирола «Экопол».
7. Монтаж петель теплого пола различной конфигурации, в соответствии с проектом теплого пола.
9. Установка ручных и автоматических устройств управления отоплением и теплым полом, включая терморегуляторы («термоголовки») на радиаторы — для ручной регулировки, комнатные термостаты и сервоприводы — для электронного управления.
10. Гидравлические испытания трубопроводов, приборов отопления и петель теплого пола.
На заметку: статья «Что нужно знать о системе отопления?»
Выполняем монтаж внутреннего водопровода и канализации:
1. Системы водоснабжения монтируем в соответствии с проектом, по коллекторной или тройниковой (тупиковой) схеме, с рециркуляцией горячей воды через водорозетки или полотенцесушители.
2. Монтаж внутренней канализации различных типов – самотечного и напорного, с соблюдением уклонов согласно проектной документации.

4. Монтаж сборных распределительных коллекторов водопровода, с установкой, сборкой, креплением, установкой шкафа (встроенного или пристроенного) и подключением к отводящим трубопроводам и магистралям водопровода. Устанавливаем коллекторы Rehau, Valtec, Oventrop, FAR.
5. Укладка магистральных и подводящих трубопроводов водоснабжения различных марок Rehau, Valtec, Oventrop.
6. Утепление магистральных и подводящих трубопроводов водоснабжения трубчатым утеплителем Энергофлекс.
8. Монтаж трубопроводов естественной и напорной канализации, их утепление.
9. Установка канализационно-насосных станций (КНС), инсталляций для встроенных унитазов.
10. Монтаж точки канализации, включающий подводку трубопроводов канализации диаметром 50мм и крепление вывода на стену. Установка сантехники (умывальников, унитазов) в монтаж точки не входит.
11. Установку канализационных трапов и душевых лотков.
12. Испытания трубопроводов канализации проливом, а трубопроводов водопровода – давлением (опрессовка), в соответствии с требованием нормативных документов.
монтаж системы труб в частном доме, самостоятельная сварка и прокладка
Полипропилен, применяемый при производстве отопительных труб, позволяет им выдерживать высокие температуры (до +75 °C). Изделия из этого материала не проводят электричество и имеют малый вес.
К тому же у них низкая теплопроводность, а монтировать отопительные системы с их помощью могут не только профессионалы. Выполняя монтаж полипропиленовых труб своими руками, учитывают их диаметр, линейное расширение, постоянное давление в системе и температуру воды.
Свойства материала
Благодаря устойчивости перед агрессивной средой полипропиленовые трубы в стенах частного дома могут эксплуатироваться более 50 лет. Рабочее давление, которое выдерживает материал, равняется 20 барам. Более выносливы изделия из армированного полипропилена.
Сравнение устойчивости полипропилена
Положительные характеристики
Установка полипропиленовых трубопроводов стала такой популярной благодаря следующим качествам материала:
- высокая теплоизоляция, что значительно уменьшает теплопотери в системе;
- герметичное соединение посредством пайки;
- высокая прочность;
- низкая стоимость.
Вместе с тем, выбирая отопительные трубы для квартиры или частного дома, следует учесть и недостатки:
- линейное расширение во время эксплуатации вызывает необходимость оставлять зазор при прокладке трубопроводов;
- жесткость материала не позволяет выполнять сгибы, что влечет за собой применение специальных соединительных элементов – фитингов.
Проведение монтажных работ
Монтаж труб отопления из полипропилена лучше проводить в замкнутой системе, когда температурный режим ограничен настройками котла. Стандартные трубки для отопления диаметром 63 мм соединяются встык.
Инструменты
Кроме самих трубопроводов понадобятся фитинги различных типов: муфты, уголки, тройники. С помощью муфт соединяют прямые отрезки. Для угловых соединений используют уголки, а тройники необходимы для разветвления системы.
Поскольку изделия из полипропилена нельзя состыковывать резьбовым способом, понадобится специальный паяльный прибор, а также ножницы для полипропилена или лобзик.
Последовательность действий
Чтобы выполнить монтаж отопления из полипропиленовых труб, их потребуется сварить специальным аппаратом, разогретым до 260 °C. При соединении обычно применяют раструбный метод. Для этого при помощи ножниц под прямым углом отрезают необходимый сегмент. Концы труб и фитингов очищают, обезжиривают спиртовым или мыльным раствором и тщательно высушивают.
При соединении обычно применяют раструбный метод. Для этого при помощи ножниц под прямым углом отрезают необходимый сегмент. Концы труб и фитингов очищают, обезжиривают спиртовым или мыльным раствором и тщательно высушивают.
У армированных изделий необходимо шейвером снять верхний полипропиленовый слой и алюминиевую часть. Затем поверхность зачищается до необходимого уровня с учетом вхождения в фитинг (глубину намечают с запасом в 2 мм).
Далее детали помещаются на специальные насадки сварочного аппарата и закрепляются. В зависимости от размера деталей их выдерживают несколько минут при необходимой температуре. Труба и муфта выравниваются по оси, прижимаются одна к другой и неподвижно охлаждаются. Прогретый полипропилен склеивается на стыке и создается неразрывное сцепление.
Разводка по стенам
Для того чтобы сделать правильное крепление полипропиленовых труб к стенам, размечается схема разводки. В процессе работы понадобятся клипсы подходящего размера, дюбеля и саморезы. Прокладка труб проводится с небольшим наклоном в сторону течения воды.
Чтобы исключить застой теплоносителя и уменьшить гидравлическое сопротивление в системе, желательно избегать изгибов и разветвлений. Монтаж трубопроводов можно сделать двумя способами: верхним и нижним.
Верхняя
Такая схема разводки предполагает установку подающего трубопровода вверху – на чердаке или под потолком. К радиаторам теплоноситель подается по вертикальным стоякам, а возвращается к теплогенератору по трубам, проложенным в подвале или по полу.
Схема верхней разводки отопления
Нижняя
В этом случае подача и возврат теплоносителя осуществляется по параллельным трубопроводам, проведенным по полу или под потолком подвала. По нижней схеме горячая вода подается независимо в каждый нагревательный прибор.
Пример верхней и нежней разводки отопления
Некоторые нюансы
Из изложенного выше становится понятно, что установка отопительных труб из полипропилена требует предварительной разметки, приобретения материала и наличия определенного инструмента. Если все это подкрепить знаниями, то монтировать систему можно самостоятельно, однако следует учесть несколько важных моментов.
Если все это подкрепить знаниями, то монтировать систему можно самостоятельно, однако следует учесть несколько важных моментов.
Температура теплоносителя и давление
Планируя монтаж полипропиленовых труб, особое внимание следует уделять температуре теплоносителя. Именно этот показатель вызывает больше всего вопросов, недоразумений. Многие производители заявляют, что допустимая температура 95 °C, тогда срок эксплуатации не меньше 50 лет, но еще необходимо учитывать давление в системе.
Давление влияет на срок службы
Небольшое давление положительно влияет на срок службы даже при высоких температурах. Допускается обратное соотношение, когда давление большое, а температура минимальна. Но сочетание больших показателей температуры с давлением сокращает сроки эксплуатации, для определения необходимых показателей существует специальная таблица.
Линейное расширение
Выполняя монтаж отопления из полипропиленовых труб, необходимо обязательно учитывать их способность расширяться под воздействием высоких температур. Ограничивать расширение нельзя, ведь создаваемое внутреннее напряжение опаснее, чем воздействие давлением.
Как результат — большая часть повреждений трубопроводов приходится не на нарушение эксплуатационных требований. В основном это связано с неграмотной установкой трубопроводов, особенно участков большой протяженности.
Чтобы снизить риск повреждения необходимо сделать компенсаторы. Монтаж полипропиленовых труб длиной более метра делают с компенсационной нишей, предварительно защитив их теплоизоляционным материалом. Размещать трубопроводы в узких штробах не рекомендуется
| № | Наименование работ | Описание | ед. измерения | Стоимость |
|---|---|---|---|---|
| Отопление | ||||
| 1 | Монтаж настенного котла (одноконтурный) | Установка, подключение к дымоходу, подключение к системе отопления и водоснабжения | шт. |
8 000 |
| 2 | Монтаж настенного котла (двухконтурный) | Установка, подключение к дымоходу, подключение к системе отопления и водоснабжения | шт. | 10 000 |
| 3 | Монтаж напольного котла до 60 кВт | Установка, подключение к дымоходу, подключение к системе отопления и водоснабжения | шт. | 14 000 |
| 4 | Монтаж напольного котла до 140 кВт | Установка, подключение к дымоходу, подключение к системе отопления и водоснабжения | шт. | 20 000 |
| 5 | Монтаж напольного котла более 140 кВт | Индивидуально | шт. | Индивидуально |
| 6 | Монтаж бойлера косвенного нагрева до 200л | Установка, обвязка, подключение к системам отопления и водоснабжения | шт. | 4 000 |
| 7 | Монтаж бойлера косвенного нагрева свыше 200л | Установка, обвязка, подключение к системам отопления и водоснабжения | шт. | 6 500 |
| 8 | Монтаж группы безопасности котла | Установка, подключение к системе отопления | шт. |
1 500 |
| 9 | Монтаж расширительного бака | Установка, подключение к системе отопления | шт. | 2 000 |
| 10 | Монтаж циркуляционного насоса | Установка, подключение | шт. | от 3 000 |
| 11 | Монтаж распределительного коллектора в котельной | Установка гребёнки для насосных групп | шт. | от 1 000 |
| 12 | Монтаж насосной группы | Установка, подключение к системе отопления | шт. | от 3 500 |
| 13 | Монтаж гидрострелки | Установка, подключение к коллектору | шт. | 2 000 |
| 14 | Установка манометра | Установка, подключение к системе | шт. | от 400 |
| 15 | Монтаж радиатора отопления | Сборка, установка, подключение | шт. | 2 500 |
| 16 | Монтаж конвектора отопления | Сборка, установка, подключение | шт. |
2 500 |
| 17 | Монтаж встроенного конвектора отопления | Сборка, установка, подключение | шт. | 4 000 |
| 18 | Установка полотенцесушителя | Сборка, установка, подключение | шт. | от 2 500 |
| 19 | Монтаж водяного теплого пола | Укладка утеплителя, укладка труб в клипсы | м2 | 490 |
| 20 | Монтаж коллекторного шкафа (наружный) | Установка | шт. | от 1 500 |
| 21 | Монтаж коллекторного шкафа (встроенный) | Штроба (кирпич, пеноблок), установка | шт. | от 5 000 |
| 22 | Монтаж коллектора отопления (гребенки) до 6 контуров | Установка, подключение к системе отопления | шт. | 4 000 |
| 23 | Монтаж коллектора отопления более 6 контуров | Установка, подключение к системе отопления | шт. | +500 за контур |
| 24 | Теплоизоляция распределительной гребенки | Работы по теплоизоляции | шт. |
1 000 |
| 25 | Монтаж комнатного терморегулятора | Установка | шт. | от 1 000 |
| 26 | Монтаж терморегулятора на радиаторы отопления | Установка | шт. | от 500 |
| 27 | Укладка труб системы отопления | Монтаж (разводка) трубопровода от коллектора или стояка до отопительного прибора | м.п. | от 150 |
| 28 | Укладка труб системы отопления в штробе (кирпич, гипс) | Штробление, монтаж (разводка) трубопровода от коллектора или стояка до отопительного прибора | м.п. | от 300 |
| 29 | Укладка труб системы отопления в штробе (бетон) | Штробление, монтаж (разводка) трубопровода от коллектора или стояка до отопительного прибора | м.п. | от 500 |
| 30 | Монтаж утеплителя на трубу | Укладка утеплителя на трубу | м.п. | 50 |
| 31 | Опрессовка системы отопления | Пуско-наладочные работы, ввод в эксплуатацию | шт. | 4 000 |
| 32 | Опрессовка системы теплый пол | Пуско-наладочные работы, ввод в эксплуатацию | шт.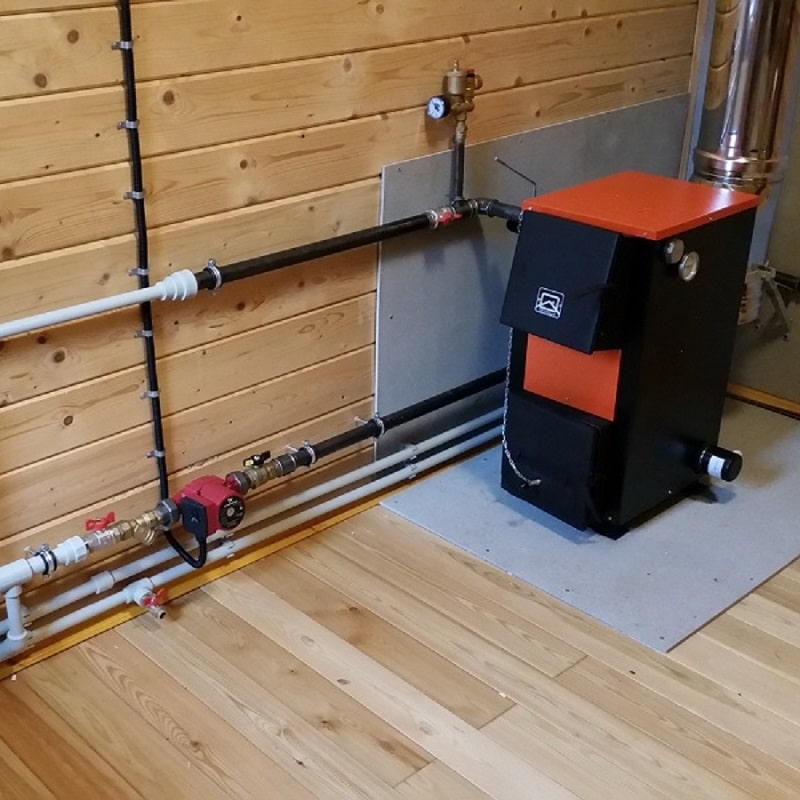 |
4 000 |
| 33 | Монтаж дымохода (внутри дома) | Сборка и крепление составляющих дымохода | м.п. | от 1 400 |
| 34 | Монтаж дымохода (снаружи дома) | Сборка и крепление составляющих дымохода | м.п. | от 1 800 |
| Водоснабжение | ||||
| 1 | Установка водонагревателя проточного типа | Установка, подключение к системе водоснабжения | шт. | от 2 900 |
| 2 | Установка водонагревателя накопительного типа | Установка, подключение к системе водоснабжения | шт. | от 3 990 |
| 3 | Монтаж и подключение водорозетки | Установка водорозеток под горячую и холодную воду | шт. | 1 500 |
| 4 | Монтаж труб системы водоснабжения ХВС, ГВС открыто | Монтаж (разводка) трубопровода от источника до потребителя воды | м.п. | от 150 |
| 5 | Монтаж труб системы водоснабжения ХВС, ГВС в штрабе (кирпич, гипс) | Штробление, монтаж (разводка) трубопровода от источника до потребителя воды | м. п. п. |
от 300 |
| 6 | Монтаж труб системы водоснабжения ХВС, ГВС в штрабе (бетон) | Штробление, монтаж (разводка) трубопровода от источника до потребителя воды | м.п. | от 500 |
| 7 | Монтаж повысительного насоса | Установка, подключение | шт. | 3 000 |
| 8 | Монтаж скважинного насоса | Подключение к системе водоснабжения, установка в скважину | шт. | 3 500 |
| 9 | Монтаж погружного колодезного насоса | Подключение к системе водоснабжения, установка в колодец | шт. | 3 500 |
| 10 | Монтаж насосной станции | Установка, подключение к системе водоснабжения | шт. | 3 000 |
| 11 | Монтаж гидроаккумулятора | Установка, подключение к системе водоснабжения | шт. | 2 000 |
| 12 | Монтаж слива в колодце | Установка сливного крана | шт. | 2 000 |
| 13 | Монтаж реле давления | Установка, подключение к системе водоснабжения | шт. |
1 000 |
| 14 | Монтаж блока автоматики для насоса (защита от сухого хода) | Установка, подключение к системе водоснабжения | шт. | 2 000 |
| 15 | Монтаж обратного клапана | Установка на насос или напорную трубу | шт. | 500 |
| 16 | Установка манометра | Установка, подключение к системе водоснабжения | шт. | от 400 |
| 17 | Монтаж редуктора давления | Установка, подключение к системе водоснабжения | шт. | от 800 |
| 18 | Монтаж шарового крана, вентиля | Установка кранов на скрутке | шт. | от 300 |
| 19 | Устройство утеплителя труб | Укладка труб в термофлекс | шт. | 50 |
| 20 | Установка счетчика воды ХВС, ГВС | Установка, подключение к системе водоснабжения | шт. | 1 990 |
| 21 | Установка фильтра грубой очистки воды (грязевика) | Установка, подключение к системе водоснабжения | шт. |
500 |
| 22 | Монтаж фильтров тонкой очистки | Установка, подключение к системе водоснабжения | шт. | от 700 |
| Канализация | ||||
| 1 | Монтаж точки подключения к канализации | Установка, подключение к системе канализации | шт. | 1 500 |
| 2 | Монтаж труб внутренней/внешней канализации (открыто) | Укладка труб с раструбным соединением | ||
| диаметр до 50 | м.п. | 200 | ||
| диаметр от 50 до 110 | м.п. | 400 | ||
| диаметр более 110 | м.п. | индивидуально | ||
| 3 | Монтаж труб внутренней канализации в штрабе (кирпич, гипс) | Укладка труб с раструбным соединением | ||
| диаметр до 50 | м.п. | 400 | ||
| диаметр от 50 до 110 | м. п. п. |
650 | ||
| диаметр более 110 | м.п. | индивидуально | ||
| 4 | Монтаж труб внутренней канализации в штрабе (бетон) | Укладка труб с раструбным соединением | ||
| диаметр до 50 | м.п. | 600 | ||
| диаметр от 50 до 110 | м.п. | 900 | ||
| диаметр более 110 | м.п. | индивидуально | ||
| 5 | Монтаж стояка канализации | Установка стояка, ревизий и тройников | м.п. | 600 |
| 6 | Монтаж трапа | Установка слива в нижнем уровне пола | шт. | 1 000 |
| 7 | Монтаж обратного клапана канализации | Установка обратного клапана с раструбным соединением | шт. | 1 000 |
| 8 | Монтаж канализационной насосной установки sololift | Установка на место, подключение к системе | шт. |
4 000 |
| 9 | Монтаж дренажного насоса | Установка, подключение | шт. | 2 000 |
| 9 | Монтаж дренажного насоса | Установка, подключение | шт. | 2 000 |
| 10 | Монтаж септика из бетонных колец | Подбор необходимой системы, земляные работы, монтажные работы | шт. | индивидуально |
| 11 | Монтаж септика (Танк, ТОПАС и др.) | Подбор необходимой системы, земляные работы, монтажные работы | шт. | индивидуально |
| 12 | Монтаж ЛОС — Локальной очистной системы | Подбор необходимой системы, земляные работы, монтажные работы | шт. | индивидуально |
| 13 | Монтаж СБО — Станции Биологической Очистки | Подбор необходимой системы, земляные работы, монтажные работы | шт. | индивидуально |
| Установка сантехнического оборудования, бытовой техники, сантехнические работы | ||||
| 1 | Установка ванны | Установка, подключение | шт.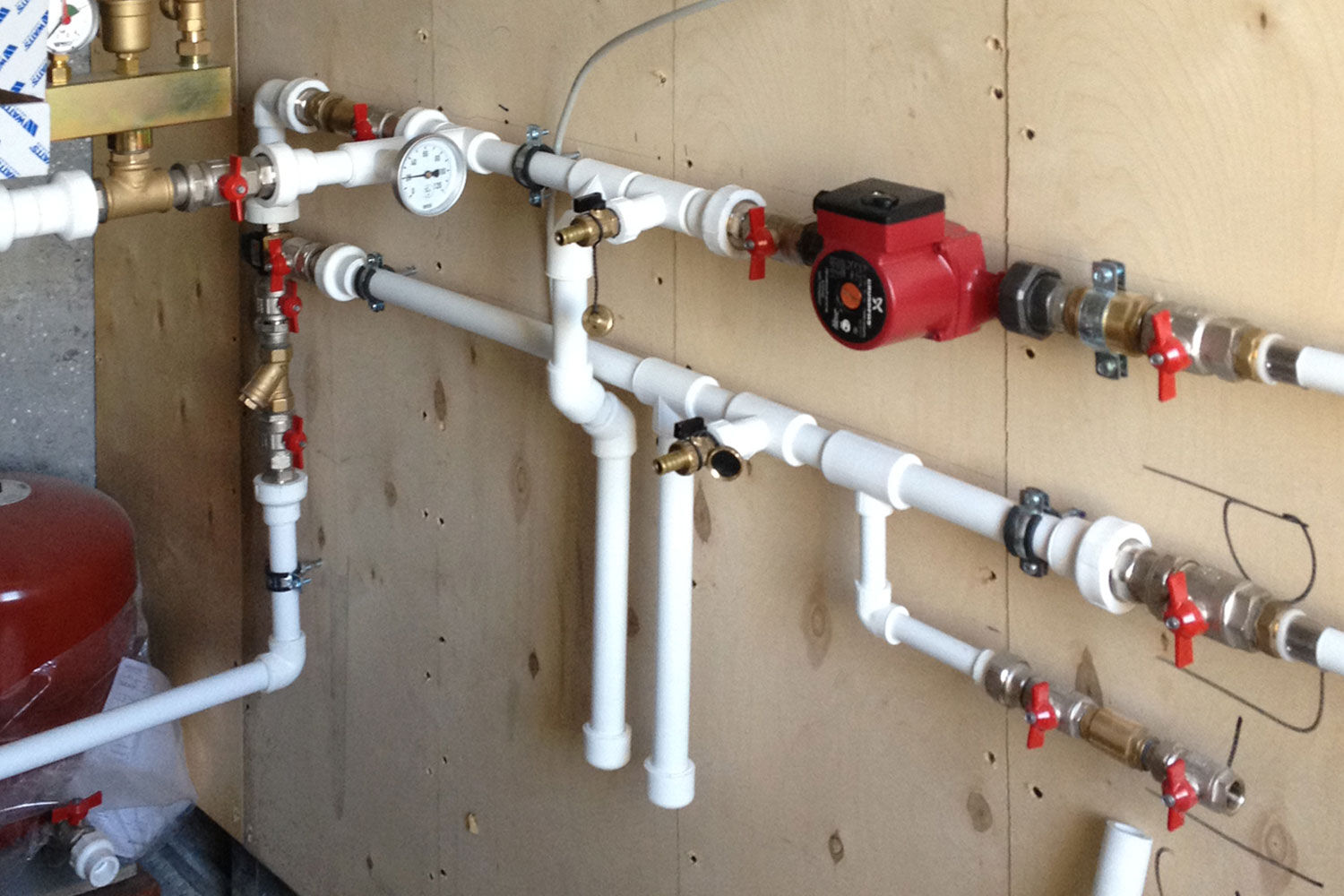 |
от 1 000 |
| 2 | Установка ванны с гидромассажем | Установка, подключение | шт. | от 2 500 |
| 3 | Установка смесителя на ванну | Установка, подключение | шт. | от 700 |
| 4 | Замена сифона ванны | Демонтаж старого сифона, установка нового | шт. | от 500 |
| 5 | Установка душевой кабины | Сборка, установка, подключение | шт. | от 5 000 |
| 6 | Монтаж душевой стойки | Установка | шт. | от 400 |
| 7 | Установка смесителя в душевую кабину | Установка, подключение | шт. | от 700 |
| 8 | Установка раковины | Установка, подключение | шт. | от 700 |
| 9 | Установка раковины с тумбой | Установка, подключение | шт. | от 1 000 |
| 10 | Установка смесителя на раковину | Установка, подключение | шт. | от 500 |
| 11 | Замена прокладки (кранбуксы) | Демонтаж старой прокладки, установка новой | шт. | 150 |
| 12 | Замена сифона умывальника | Демонтаж старого сифона, установка нового | шт. | от 500 |
| 13 | Установка унитаза | Установка, подключение | шт. | от 700 |
| 14 | Монтаж подвесного унитаза | Установка, подключение | шт. | от 2 500 |
| 15 | Замена арматуры сливного бачка унитаза | Демонтаж старой арматуры, установка новой | шт. | от 500 |
| 16 | Установка биде, писсуара | Установка, подключение | шт. | от 1 500 |
| 17 | Установка стиральной / посудомоечной машины | Установка, подключение | шт. | от 1 000 |
| Водоподготовка (водоочистка) | ||||
| 1 | Анализ воды | Лабораторный анализ воды | шт. | по запросу |
| 2 | Подбор системы водоочистки на основе полученного анализа воды | Подбор элементов системы оптимально подходящих для эффективной очистки воды | шт. | бесплатно |
| 3 | Монтаж системы водоочистки | Засыпка наполнителей, установка, подключение, настройка головного устройства | шт. | индивидуально |
| 4 | Замена картриджа фильтров | Демонтаж старого картриджа, установка нового | ||
| замена одного картриджа | шт. | 750 | ||
| замена от 2 до 3 картриджей | шт. | 650 | ||
| замена более 3 картриджей | шт. | 550 | ||
| 5 | Выезд специалиста | Выезд специалиста на объект | шт. | бесплатно |
Водяное отопление в частном доме своими руками: схемы, расчет и монтаж
Автор Михаил Стахов На чтение 8 мин. Просмотров 209k. Опубликовано
Весь процесс создания системы водяного отопления в частном доме состоит из определенных этапов, поочередное выполнение которых приведет к решению поставленной задачи — сделать водяное отопление своими руками.
Что предстоит сделать? Изучаем…
Виды водяных систем отопления
Сегодня водяным системам отопления «принадлежит» до 90 процентов «обогреваемой территории» частных домов. На остальной части территории используется печное, электрическое, воздушное отопление.
Водяные системы отопления
- радиаторные;
- система «теплый пол»;
- плинтусное отопление.
Водяные радиаторы отопления — привычный элемент интерьера большинства домов и квартир. В их «семействе» обитают: стальные, чугунные, биметаллические и алюминиевые радиаторы.
Стальной радиатор в системе отопленияВ качестве преимущества таких устройств гордо выступает отличная теплоотдача, а недостатком является повышенная «требовательность» таких радиаторов к качеству и виду теплоносителя.
Радиаторное водяное отопление в частном доме в гараже или на даче «по плечу» сделать своими руками человеку, мало-мальски приспособленному к техническому труду и желающему научиться чему-то новому.
О том, какие типы радиаторов водяного отопления стоит выбрать для частного дома читайте в статье: «Какие радиаторы отопления лучше?».
Система водяная «теплый пол»
Водяной пол можно рассматривать как дополнение к радиаторной системе отопления или как альтернативу ей.
Преимущества такой системы заключаются в большой площади теплоотдачи — фактически весь пол можно условно назвать большим радиатором, который к тому же прогревает воздух в помещении правильно: теплая зона внизу, а вверху более прохладная.
Расположение температурных зон в комнате при использовании «теплого» полаЭто позволяет снизить рабочую температуру теплоносителя, которая для теплого водяного пола не должна превышать 55 ОС, а тепловую мощность квадратного метра установить в необходимых пределах изменением шага укладки нагревательной трубы. Основные неудобства такого пола — это относительная трудоемкость монтажа (создание бетонной стяжки, «гнездование» трубы в деревянном полу) и невозможность сделать такую систему при законченном ремонте — необходимо или поднимать пол (точнее его уровень) или углубляться. А что делать, если дверные коробки и двери уже установлены, а внизу бетонная плита перекрытия или?..
Водяной теплый пол (монтаж)Как правильно «организовать» подогрев снизу читайте в статье «Теплые полы водяные своими руками: расчет и монтаж».
А теперь системы отопления… плинтусные!
Что это такое и с чем его едят? «Экзотичная» плинтусная система отопления — это нечто среднее между радиаторной системой отопления и теплым полом, а точнее схожее и на то и на это.
Плинтусные системы отопленияОтопительное оборудование устанавливается по периметру комнаты на уровне плинтуса, что позволяет равномерно прогревать и стены, и пол, а, соответственно, и воздух помещения.
Преимущества — отсутствие в интерьере громоздких радиаторов, а цветовая гамма плинтусных систем, позволяет подобрать их под любой стиль Вашего дома.
Плинтусная система отопления в интерьере домаРассмотрев неоспоримые преимущества и явные недостатки различных систем отопления Вам необходимо определиться с видом системы водяного отопления в Вашем же доме. Как уже упоминалось выше, при заершенных работах над дверными проемами и полами делать теплый пол может быть нецелесообразно, а вот поставить радиаторы или использовать плинтусные системы отопления можно легко и удобно. Стройка в самом разгаре — задумайтесь также и о теплых водяных полах.
Что должно быть в составе водяной системы отопления?
Схема водяного отопления частного дома, она же жидкостная, предполагает использование в системе жидкого теплоносителя, который «доставляет» тепло от отопительного котла к радиаторам или теплому полу, постоянно циркулируя в системе.
Иными словами теплоноситель «бегает по кругу», нагреваясь в котле и отдавая свое тепло в отопительных приборах.
Для обеспечения работы такой системы используется множество другого оборудования, которое делает работу системы более гибкой (дифференцированный обогрев различных зон), безопасной (защита от превышения давления и утечки теплоносителя из системы), автоматизируют процесс управления отоплением дома.
Структурная схема водяной системы отопления выглядит так:
Структурная схема системы водяного отопленияВодяные системы отопления могут быть:
- с естественной циркуляцией теплоносителя;
- с принудительной циркуляцией теплоносителя.
Системы с естественной циркуляцией теплоносителя
В системе с естественной циркуляцией теплоносителя в качестве движущей силы выступает явления разности плотности нагретой и холодной жидкости (теплоносителя) в подающей и обратной трубе соответственно.
Система с естественной циркуляцией теплоносителяПри нагревании теплоносителя в котле его плотность уменьшается, и она вытесняется вверх по вертикальной трубе, вытесняемая более плотной холодной жидкостью, возвращающейся по обратной трубе.
При этом теплоноситель проходит путь от котла по вертикальному стояку к расширительному баку открытого типа, растекается далее по горизонтальным стоякам по радиаторам отопления и возвращается в котел по обратной трубе.
В таких системах важными параметрами являются: диаметр труб (особенно центрального подающего стояка), а также их уклон.
Преимуществом такой системы можно назвать ее энергонезависимость (при использовании простого твердотопливного котла), а в списке недостатков мы назовем отсутствие возможности регулирования теплорежимов различных помещений, повышенный расход топлива, необходимость использования металлических труб большого диаметра.
Системы с принудительной циркуляцией теплоносителя
Такая система дополнена еще и циркуляционным насосом, который «в принудительном порядке» создает движущую силу, приложенную к теплоносителю.
«Принудительная» система отопленияЗдесь также теплоноситель, нагреваясь в котле, движется по трубам под действием насоса, направляясь к отопительным приборам.
Циркуляционный насосК преимуществам такой системы можно отнести возможность раздельного и гибкого (дифференцированного) регулирования мощности каждого радиатора или теплого пола с помощью ручных или автоматических вентилей, что позволяет более экономично использовать энергоносители для работы котла. В такой системе можно использовать пластиковые трубы, что существенно снижает стоимость материалов и облегчает монтажные работы, а сами пластиковые трубы можно «спрятать» в стены.
Трубы пластиковыеНедостатком такой системы является только ее «энергозависимость» от наличия в доме электричества для обеспечения работы насоса. В некоторых случаях используют комбинированную систему отопления.
Варианты монтажа водяных систем отопления
Если неподготовленный человек будет рассматривать все существующие варианты монтажа систем водяного отопления, особенно с естественной циркуляцией, он может «утонуть» в изобилии информации.
В рамках данной статьи мы остановимся на наиболее часто используемой схеме монтажа водяного отопления, доступной для повторения человеком без опыта таких работ.
Наиболее эффективным на сегодняшний день считается водяное отопление в частном доме, выполненное по двухтрубной системе монтажа водяного отопления, в которой «горячая» жидкость подается по одной (подающей) трубе, а «холодная» отводится по другой (обратной).
Двухтрубная схема монтажа с принудительной циркуляциейТакая схема позволяет соединять отопительные приборы (радиаторы, контуры теплого пола) параллельно с независимым ручным или автоматическим (термостат тут «нада», однако) регулированием потока жидкости, проходящей через них. В таких системах отопления удобно использование специальных устройств — коллектором, к которым подключаются все «потребители» тепла.
Использование коллекторных узлов в системе отопленияБолее подробно о системах монтажа отопительных водяных систем читайте в статье «Схема отопления частного дома»
Варианты котлов для частного дома
Весь этот смонтированный многометровый набор труб и радиаторов останется бесполезным без «сердца» отопительной системы — котла. Это один из (если не единственный) дорогостоящий объект отопительной системы.
Вариант монтажа оборудования котельнойВыбор котла осуществляется по доступному в регионе расположения Вашего дома топливу: природный газ, электричество, твердое топливо и пр. Самым экономически выгодным и удобным в обслуживании является котел, работающий на природном газе.
Газовый котел системы отопленияБольше информации о газовых котлах в статье: «Как выбрать агв отопление?». А также читайте: «Двухконтурные газовые котлы отопления: что вы должны знать?»
Электрический также прост и автоматизирован, но «кушает» очень быстро Ваши денежки при оплате за более дорогую, чем природный газ, электроэнергию.
ЭлектрокотелДостаточно информации про электрические котлы в статье: «Котел электрический: что нужно знать?
Нет доступа к газовой магистрали, слабый «ввод» линии электропередачи в дом – тогда выход один! То есть, два… Или твердотопливный котел (дрова, уголь, брикет, пеллеты)! Или котел на жидком топливе (солярке)! Сразу предупреждаем, думайте о помещении для хранения топлива и о времени, проведенном рядом с твердотопливным котлом при дозаправке при отсутствии системы автоматической подачи топлива.
Более подробно о твердотопливных котлах Вы можете прочитать в статье: Котлы отопления на твердом топливе».
Твердотопливный котелРасчет водяного отопления также включает в себя определение необходимой мощности котла, расчет гидравлического сопротивления системы для выбора мощности циркуляционного насоса, проектирование дымохода, монтаж водяного отопления с расширительным бачком и группой безопасности.
Более подробно об этом можно прочитать в других статьях нашего сайта.
Отопление в частном доме из полипропиленовых труб своими руками: схемы, монтаж и цены
Главная/Статьи/Отопление в частном доме из полипропиленовых труб своими руками: схемы, монтаж и цены
Полипропиленовые трубы отличаются высоким качеством и при этом имеют доступную стоимость, что делает их востребованным материалом. Данная продукция обладает низкой теплопроводностью, что позволяет сохранять температуру теплоносителя. Простота сборки конструкции позволяет в кратчайшие сроки сделать качественное отопление в частном доме из полипропиленовых труб своими руками.
От качества полипропиленовых труб зависит прочность и долговечность конструкции
Категории полипропиленовых труб
| Маркировка | Конструкционные особенности | Сфера применения | Максимальная рабочая температура, С | Номинальное давление, МПа |
| PN10 | Тонкостенная труба | Холодное водоснабжение | +20оС | 1Мпа (10,2 кг/см2) |
| Системы теплых полов | +45оС | 1Мпа (10,2 кг/см2) | ||
| PN20 | Универсальная труба | Горячее водоснабжение | +80оС | 2Мпа (20,4 кг/см2) |
| PN25 | Труба армированная алюминиевой фольгой | Горячее водоснабжение и центральное отопление полипропиленом | +95оС | 2,5Мпа (25,49 кг/см2) |
| PN16 (редкий вариант) | +60оС | 1,6Мпа (16,32 кг/см2) |
Цельные полипропиленовые трубы
Трубы полипропиленовые для отопления диаметры внешние:
- PN10: 20, 25, 32, 40, 50, 63, 75, 90, 110 мм;
- PN20: 16, 20, 25, 32, 40, 50, 63, 75, 90, 110 мм:
- PN25: 20, 25, 32, 40, 50, 63, 75 мм.
Армированные полипропиленовые трубы для отопления PN25 имеют слой алюминиевой из фольги или стекловолокна.
Цветовая палитра полипропиленовых труб: белый и серые, зеленые и черные(защита от ультрафиолета).
Выдержка по времени для сварки труб из полипропилена
| Размер диаметра трубы (мм) | Время (сек.) | Непосредственное соединение (сек.) | Время остывания (мин.) |
| 1 — 25 | 5 — 7 | 4 | 2 |
| 32 — 50 | 8 – 18 | 6 | 4 |
| 63 | 24 | 8 | 6 |
| 75 | 30 | 10 | 8 |
Для понятного и наглядного примера ознакомьтесь с видео материалом обучающего характера.
Приемлемая цена на материалы и простота монтажных работ, помогут обустроить собственноручно надежную отопительную систему. Предложенный вид установки считается лидером, среди подобных ему. Поэтому он настолько популярен среди владельцев загородных домов.
Источник
Фитинги для полипропиленовых труб
Фитинги для полипропиленовых труб
Система отопления из полипропиленовых труб монтируется с помощью фитингов различных конфигураций, которые как соединяют трубы пропиленовые для отопления между собой, так и соединяют металлические части трубопровода системы с полипропиленовыми узлами.
Схема отопления в частном доме
В частных домах часто используется однотрубная система отопления с циркуляционным насосом.
Схемы отопления в частном доме, с трубами из полипропилена, могут быть самыми разными. Например, ничто не мешает проложить однотрубную систему, дополненную циркуляционным насосом – она обеспечит интенсивное протекание теплоносителя и равномерный прогрев помещений. Возможно применение вертикальных двухтрубных систем с нижней и верхней разводкой. Хотите сделать горизонтальную разводку – пожалуйста.
Таким образом, в частных домах используются самые разные схемы отопления. Они хорошо прогревают помещения, но в них крайне желательно использовать циркуляционные насосы. Благодаря этому обеспечивается нормальная циркуляция теплоносителя.
Соединение полипропиленовых труб
Соединение с металлической трубой системы отопления из полипропиленовых труб
Отопление полипропиленовыми трубами своими руками можно смонтировать при условии умения сваривать полипропиленовые трубы. В крайнем случае, минимальным требованием для того, чтобы смонтировать полипропиленовое отопление является «огромное» желание научиться сваривать такие трубы и фитинги.
Виды сварки:
- муфтовая (раструбная) сварка — используется при сваривании двух труб с диаметром до 63 мм с применением третьего элемента — муфты;
- стыковая — применяется для сварки труб большого диаметра «встык» и предполагает использование специального центрирующего оборудования
Муфтовая сварка полипропиленовых деталей
Полипропиленовое отопление обычно монтируется ручной аппаратом для сварки полипропиленовых труб, который имеет специальные насадки: гильзу и дорн.
Гильза предназначена для разогрева и оплавления наружной поверхности конца трубы, а дорн используется для нагрева и оплавления внутреннего раструба соединительного элемента (муфты).
Диаметры таких насадок должны соответствовать диаметрам свариваемых труб, а их поверхность имеет тефлоновое покрытие, обеспечивающее антипригарный эффект.
Аппарат для сварки полипропиленовых труб
Внимание! В процессе выполнения работ по монтажу систем отопления из полипропиленовых труб необходимо следить за чистотой поверхностей нагревательных насадок, и, по мере необходимости очищать их деревянными палочками от прилипших фрагментов полипропилена.
Важно! Очищать поверхности насадок можно только в их разогретом состоянии!
Сваривающие элементы с тефлоновым покрытием
Для работы на сварочный аппарат устанавливают необходимые насадки, а его размещают на ровной поверхности для «стационарной» сварки.
Процесс сварки
При необходимости выполнения работ «на стене» насадки закрепляют на край нагревательного элемента паяльника.
Для полипропиленовых труб оптимальная температура сварки — 260оС. Перед началом работы аппарат необходимо разогреть в течении 10-15 мин.
Внимание! Противопоказано производить сварку полипропиленовых труб при температуре окружающего воздуха ниже 0 ОС.
Раструбная сварка деталей друг с другом производится в такой последовательности:
Труборезом или с помощью ножниц обрезаем трубу под прямым углом.
Если конец трубы или фитинг загрязнены, очищаем их, обезжириваем мыльной водой или спиртом и высушиваем.
Если свариваются трубы PN 10 или PN 20, то этот шаг пропускаем, сразу переходя к 4-му.
Труборез
Для сварки армированных труб типа PN 25 необходимо предварительно специальным инструментом — шейвером снять два верхних слоя: полипропилен и алюминий. Глубина зачистки определяется глубиной посадочного места раструба. Зачастую она соответствует глубине обработки трубы шейвером.
Шейвер предназначен для зачистки армированных полипропиленовых труб
Зачистка армированной полипропиленовой трубы
Нагрев деталей на «паяльнике»
Помещаем свариваемые детали на нагревательные элементы. Нагрев соединяемых деталей происходит одновременно.
Соединение разогретых деталей
После нагрева снимаем их с насадок и быстро соединяем, не проворачивая по оси.
Соединяем
Выдерживаем некоторое время для застывания и охлаждения полимера. Либо-какая деформация места соединения в период остывания недопустимы.
Внимание! В случае получения неудачного соединения есть только один способ его исправления — вырезание фитинга и вваривание нового.
Обратите внимание на правильное позиционирование при сварке шаровых кранов — у них ведь есть поворотная рукоятка, которая ни в коем случае не должна «упереться» в стену или иной соседний объект.
Проверяем внешний вид сварного соединения, который должен соответствовать таким требованиям:
- не допускается значительное нарушение соосности труб;
- поверхность раструба (муфты) не должна иметь трещин или иных дефектов;
- возле кромки муфты детали, приваренной к трубе, должна быть видна сплошная полоса, расположенного по всей окружности валика оплавленного материала, который должен выступать за торцевую поверхность соединительной детали.
Место сварки в разрезе
Сваренный тройник в разрезе
Стыковая сварка
Оборудование для стыковой сварки
Стыковая сварка выполняется с использованием специального оборудования и применяется для полипропиленовых труб с толщиной стенки более 4 мм и диаметром 50 мм и более. Подробно в разрезе этой статьи мы рассматривать данный вопрос не будем.
Полипропилен для отопления
Полипропиленовые трубы используются для транспортировки жидкого теплоносителя от котла к теплообменникам-батареям. При проектировании системы отопления стоит обратить внимание на:
- Диаметр. Чем больше сечение, тем меньше гидродинамическое сопротивление и дальше можно подавать теплоноситель.
- Материал. Для «тёплого пола» достаточно применять сшитый полиэтилен, для монтажа батарейного отопления используют армированную стекловолокном трубу для горячей воды, для обвязки котла лучше использовать термостойкую трубу PPS. Обвязку твердотопливного котла делают из металла.
- Протяжённость прямых участков трубопровода. Полипропилен имеет недостаток — линейное расширение. При нагреве изменяется длина трубы. Поэтому не стоит жёстко фиксировать угловые соединения, а на длинных прямых участках проектировать компенсационные петли и изгибы.
Полипропилен применяется в любой системе отопления.
Он подойдёт как для батарейных систем, так и для тёплого пола.
Полипропилен не подойдёт для применения в системах с перегретым теплоносителем (выше 95 °C) или высоким давлением (выше 10 атмосфер).
Сварка полипропиленовых труб и Ваше здоровье
При сварочных работах с полипропиленовыми трубами для большей безопасности Вашего здоровья необходимо выполнять ряд таких правил:
- работы проводить в проветриваемом помещении;
- помнить, что сварочный инструмент — это электроинструмент, предполагающий соблюдение техники безопасности при работе с ним;
- не допускать контакта полипропилена с открытым огнем, что может вызвать образование расплава с выделением углекислого газа, воды и других газообразных продуктов далеко не полезных для их вдыхания человеком.
Правила монтажа
Каждый человек, выполняя отопление частного деревянного загородного дома своими руками, должен придерживаться следующих правил:
- Для резки труб на отдельные заготовки рекомендуется использовать специальные ножницы, оборудование или острый нож. При этом важно соблюдать угол 90°.
Дополнительная установка держателей поможет увеличить надежность крепления трубопроводов, а также предотвратить их возможное провисание.- Прежде чем приступить к процессу монтажа, необходимо проверить все изделия на наличие каких-либо загрязнений на внутренних стенках.
- Наиболее оптимальный температурный показатель в помещении при монтаже отопительной системы – +5 °C.
- Для трубопроводов из полипропилена должна осуществляться защита от воздействия высоких показателей температуры и механических факторов.
- Надежность и качество крепежа фитингов можно повысить, если использовать при монтаже ФУМ-ленту.
- Перед тем как использовать сварочный аппарат, его следует разогреть до требуемой температуры.
Приваривание седел к готовому трубопроводу системы отопления
Сваривание седла
Если после выполнения монтажных работ или при ремонте существующей системы отопления возникла необходимость создать какое-либо дополнительное ответвление от трубопровода можно использовать метод приваривания седел. Этот метод также используется для присоединения трубопровода меньшего диаметра без специальных переходников к трубопроводу большего диаметра.
Различают приварное седло и вварное седло.
Приварное седло Вварное полипропиленовое седло
Монтаж вварного седла предполагает использование специального сверла-фрезы для подготовки посадочного места
Фреза для вварного седла
Процесс вваривания или приваривания седла:
- Подготовка свариваемых поверхностей — чистые, обезжиренные, сухие.
- Для ввариваемого седла с помощью фрезы готовится посадочное место. В случае монтажа штуцера к армированной алюминием полипропиленовой трубе необходимо фрезой «пройти» слой фольги для обеспечения большей площади контакта свариваемых поверхностей.
- Разогрев сварочного аппарата до температуры 260ОС.
Процесс правильного сваривания таких элементов предполагает использование на сварочном аппарате специальных полукруглых нагревательных гильз.
Гильзы на сварочный аппарат для вваривания седла
Их отсутствие может создать дополнительные трудности при монтаже, но при определенной сноровке можно разогреть свариваемые поверхности и обычными насадками подходящего диаметра, хотя… Кто будет гарантировать качество соединения?
- Нагрев поверхности трубы продолжается примерно 25-30 с при этом одновременно (около 20 с) нагревается поверхность приварного (вварного) седла.
- Убрав сварочный инструмент быстро одним движением прижать седло к нагретому участку трубы и зафиксировать соединение на 30 с. Через 7-10 минут это седло пригодно к дальнейшей «монтажной эксплуатации».
- В случае использования приварного седла после его монтажа необходимо просверлить отверстие в трубе месте посадки с помощью спирального сверла подходящего диаметра. При этом необходимо избежать попадания стружки в трубу, а также контролировать глубину просверливания, чтобы не повредить противоположную стенку трубы.
Особенности материалов, которые нужно учесть при монтаже
Чтобы система функционировала правильно, в процессе монтажа необходимо принимать во внимание некоторые особенности ПП рукавов. Одна из них — линейное расширение. Это явление вызывает изменение температур внешних и внутренних. В результате нагрева пластиковый рукав начинает провисать. Компенсирует линейное расширение правильная укладка трубопровода, гарантирующая свободу его перемещения в пределах значения линейного расширения.
Для этого применяют крепежные хомуты, компенсаторы, в конструкцию которых входят как подвижные, так и неподвижные детали. Иногда устранить провисание можно путем штробления стены и укладки в нее рукава или установкой дополнительных клипс. Если эти действия не помогают, применяют радикальные меры — отсоединяют рукав в районе «американок», отрезают провисающий участок, американку перепаивают, затем закручивают.
Ремонт и монтаж отопления в частном доме, установка систем отопления
Если в многоэтажных домах все коммуникации подводятся централизованно, то частный дом или коттедж является самостоятельной «боевой» единицей, в том числе в вопросах отопления.
Это имеет массу положительных моментов. Независимость от проблемных коммунальных служб, самостоятельная регулировка температуры, начало и окончание отопительного сезона в любое время, контроль расхода ресурсов!
Установка отопления начинается с проведения теплотехнических расчетов для каждого дома. Выбирается самый технически приемлемый и экономически выгодный вариант.
Обычно для нагрева теплоносителя (воды) применяются котлы. Это сердце отопительной системы дома. Они могут быть газовые, электрические или твердотопливные (дрова, уголь).
Монтаж отопления в частном доме
Эффективный монтаж систем отопления в частном доме невозможен без грамотно выбранных радиаторов. На рынке представлены варианты из чугуна, стали, алюминия и биметалла (сплав алюминия с медью или сталью). Хотя биметаллические радиаторы наиболее универсальные, цена на них все еще кусается. Впрочем, каждый тип имеет свои положительные и отрицательные стороны.
Связующим звеном между котлом и радиаторами являются трубы. Монтаж труб отопления в доме проводится в два этапа: разводка и подключение. Они могут быть металлическими, пластиковыми и металлопластиковыми. Как и в случае с батареями, каждый тип имеет свои преимущества, но все зависит от параметров конкретной системы.
Как можно заметить, вариант системы отопления, монтаж радиаторов и труб можно выбрать наиболее подходящий – все зависит от пожеланий и возможностей заказчика.
При грамотном подходе к вопросу теплоснабжения загородного дома, участие человека в создании комфортных условий будет минимальным – современные системы позволяют практически полностью автоматизировать процесс отопления.
Требуется установка систем отопления?
Звоните: +7 (3822) 34-22-85
Монтаж и ремонт отопления в квартире
Кроме решения вопросов теплоснабжения частных домов и коттеджей, мы выполняем монтаж и ремонт системы отопления в квартире любой сложности и конфигурации.
Наша команда инженеров и специалистов успешно завершила и ввела в эксплуатацию отопление десятков домов. Всякий раз монтаж отопления дома завершался в установленные сроки независимо от сложности работ. Заказчику предоставляется необходимая сопроводительная документация и гарантия на выполненную работу.
Отопление «под ключ» позволит одним звонком быстро и надежно обеспечить теплом любой дом. Ваш комфорт – это наша работа.
Цены на ремонт и монтаж систем отопления
| Монтаж элементов системы водоснабжения | Ед.изм. | Стоимость |
|---|---|---|
| Монтаж стояка отопления (этаж) | шт. | от 1500 |
| Установка котла (электрического, твердотопливного, газового) | шт. | от 5000 |
| Разводка системы отопления из металлопластиковых труб (гребенка) | шт. | от 3300 |
| Разводка системы отопления из полипропиленовых труб (гребенка) | шт. | от 4300 |
| Разводка системы отопления из металлических труб (гребенка) | шт. | от 5300 |
| Монтаж радиатора отопления | шт. | от 2000 |
| Наращивание секции радиатора | шт. | от 400 |
| Демонтаж радиатора отопления | шт. | от 500 |
| Установка перемычки (байпас) | шт. | от 850 |
| Установка терморегулятора (термостат) | шт. | от 700 |
| Прокладка труб | п.м. | от 300 |
| Демонтаж труб | п.м. | от 150 |
Ознакомиться с ценами на другие сантехнические работы Вы можете в соответствующем разделе «Цены на услуги».
Вызвать мастера для ремонта системы отопления
Вы можете по тел.: +7 (3822) 34-22-85
Обращаясь в нашу компанию, будьте уверены, что конечный результат будет на самом высочайшем уровне!
Монтаж системы отопления в частном доме, установка, цена, Киев
Монтаж отопления в частном доме – задача, требующая от исполнителей высокого профессионализма и обширного опыта. При нарушении технологического процесса монтажа, возможны протечки, некорректная работа системы, снижение КПД. Чтобы избежать дополнительных расходов на ремонт и устранение неполадок, сэкономить на материалах и сберечь время, стоит прибегнуть к услугам профессионалов.
Компания «Аква-Системс» предлагает вашему вниманию прайс-лист. Цены, указанные здесь, являются окончательными, никаких скрытых налогов или комиссий нет. Работаем в Киеве и области.
Поделиться
Твитнуть
Прайс-лист
| № | Вид работ | Ед. измер. | Цена |
|
Топочная |
|||
| 1 | Установка и подключение настенного газового котла мощностью до 32 кВт | шт. | 3 000 |
| 2 | Установка и подключение настенного газового котла мощностью 32-100 кВт | шт. | 5 000 |
| 3 | Установка и подключение напольного газового котла мощностью до 55 кВт | шт. | 5 200 |
| 4 | Установка и подключение напольного газового котла мощностью 55-100 кВт | шт. | 7 400 |
| 5 | Установка и подключение газового котла до 55 кВт и бойлера косвенного нагрева до 300л | шт. | 9 000 |
| 6 | Установка и подключение газового котла свыше 55 кВт и бойлера косвенного нагрева свыше 300л | шт. | 12 000 |
| 7 | Установка и подключение твердотопливного котла до 55 кВт | шт. | 5 500 |
| 8 | Установка и подключение твердотопливного котла 55-100 кВт | шт. | 7 800 |
| 9 | Установка и подключение твердотопливного котла до 55 кВт с буферной емкостью | шт. | 9 900 |
| 10 | Установка и подключение твердотопливного котла 55-100 кВт с буферной емкостью | шт. | 14 800 |
| 11 | Установка и подключение твердотопливного котла до 55 кВт с буферной емкостью и бойлером косвенного нагрева до 300л | шт. | 14 500 |
| 12 | Установка и подключение твердотопливного котла 55-100 кВт с буферной емкостью и бойлером косвенного нагрева до 500л | шт. | 17 600 |
| 13 | Установка и подключение электрического котла до 28 кВт | шт. | 2 000 |
| 14 | Установка и подключение электрического котла 28-60 кВт | шт. | 2 500 |
| 15 | Установка и подключение электрического котла до 28 кВт с бойлером косвенного нагрева до 200л | шт. | 5 000 |
| 16 | Установка и подключение электрического котла 28-60 кВт с бойлером косвенного нагрева до 300л | шт. | 6 000 |
| 17 | Установка и подключение теплового насоса «воздух-вода» | шт. | 5 000 |
| Отопление | |||
| 1 | Установка и подключение радиатора | шт. | 550 |
| 2 | Установка и подключение конвектора | шт. | 700 |
| 3 | Монтаж стояка | этаж | 500 |
| 4 | Прокладка труб Ø16-25 | пог./м. | 20 |
| 5 | Прокладка труб Ø32-40 | пог./м. | 30 |
| 6 | Прокладка труб Ø55-63 | пог./м. | 50 |
| 7 | Прокладка труб Ø75-110 | пог./м. | 100 |
| 8 | Установка и подключение гребенки до 5 контуров | шт. | 600 |
| 9 | Установка и подключение гребенки свыше 5 контуров | шт. | 800 |
| Теплый пол | |||
| 1 | Монтаж теплого пола | м2 | 150 |
| 2 | Установка и подключение коллектора | шт. | 600 |
| Водоснабжение | |||
| 1 | Подвод воды (холодная и горячая) | точка | 500 |
| 2 | Монтаж стояка | этаж | 400 |
| 3 | Прокладка труб Ø16-25 | пог./м. | 20 |
| 4 | Прокладка труб Ø32-40 | пог./м. | 30 |
| 5 | Прокладка труб Ø55-63 | пог./м. | 50 |
| 6 | Прокладка труб Ø75-110 | пог./м. | 100 |
| 7 | Установка глубинного насоса до 40м с обустройством | шт. | 3 500 |
| 8 | Установка глубинного насоса свыше 40м с обустройством | шт. | 5 000 |
| 9 | Установка насосной станции | шт. | 2 500 |
| 10 | Установка электрического бойлера | шт. | 1 000 |
| 11 | Установка газовой колонки | шт. | 1 500 |
| 12 | Установка счетчика | шт. | 400 |
| 13 | Установка редуктора давления | шт. | 400 |
| 14 | Подключение водоочистки | шт. | 4 000 |
| 15 | Установка и подключение солнечного коллектора | шт. | цену уточняйте * |
| Канализация | |||
| 1 | Подвод канализации | точка | 300 |
| 2 | Монтаж стояка | этаж | 500 |
| 3 | Прокладка труб внутренней канализации Ø50 | пог./м. | 70 |
| 4 | Прокладка труб внутренней канализации Ø110 | пог./м. | 150 |
| 5 | Прокладка труб наружной канализации Ø110 | пог./м. | 200 |
| 6 | Прокладка труб наружной канализации Ø150 | пог./м. | 300 |
| Общестроительные работы | |||
| 1 | Изготовление штроб (кирпич) 50х50 | пог./м. | 50 |
| 2 | Изготовление штроб (кирпич) 100х100 | пог./м. | 70 |
| 3 | Изготовление штроб (кирпич) 150х150 | пог./м. | 110 |
| 4 | Изготовление штроб (бетон) 50х50 | пог./м. | 80 |
| 5 | Изготовление штроб (бетон) 100х100 | пог./м. | 200 |
| 6 | Изготовление штроб (бетон) 150х150 | пог./м. | 250 |
| 7 | Изготовление ниши под шкаф коллектора (кирпич) | шт. | 500 |
| 8 | Изготовление ниши под шкаф коллектора (бетон) | шт. | 1 000 |
| 9 | Отверстия в перекрытиях Ø30мм | шт. | 30 |
| 10 | Отверстия в перекрытиях Ø50мм | шт. | 50 |
| 11 | Отверстия в перекрытиях Ø110мм | шт. | 75 |
| 12 | Отверстия в перекрытиях Ø150мм | шт. | 125 |
| 13 | Отверстия в стенах Ø32мм кирпич | шт. | 30 |
| 14 | Отверстия в стенах Ø40мм кирпич | шт. | 40 |
| 15 | Отверстия в стенах Ø50мм кирпич | шт. | 50 |
| 16 | Отверстия в стенах Ø130мм кирпич | шт. | 100 |
Для того чтобы рассчитать полную стоимость комплекса работ обращайтесь по телефонам: Киев 050 984-16-77, 097 207-99-72. Отопление частного дома лучше планировать на этапе проектирования и начального строительства здания. Так можно добиться максимальной эффективности системы при низких затратах энергоносителей. При этом прокладка труб проводится внутри стен или под полом по заранее подготовленным каналам. Но и переоборудование отопления старых домов, при правильно проведенных расчетах, позволяет достичь высокой отдачи.
Монтаж системы отопления начинается с вычисления нужного количества труб и их диаметра, исходя из мощности котла и размера здания. При этом учитывается гидродинамика и теплопотери. Исполнитель согласует с заказчиком места расположения отопительных радиаторов, их тип и размер. При коллекторной разводке, устанавливаются шкафы для установки коллекторов. Их выбор зависит от дизайнерского решения интерьера, поэтому конфигурация и цвет подбираются индивидуально. Определяются, в случае необходимости, участки теплого пола. Исходя из проведенных расчетов, и согласование цены, закупается оборудование и расходные материалы. После подготовительного этапа, мастера приступают непосредственно к монтажу.
Установка отопления
Установка отопления в домах с уже оштукатуренными стенами проходит по следующей технологии. Сначала крепятся все радиаторы в отведенных для них местах. Далее размечаются границы штроб на стенах. Радиаторы снимают или обеспечивают им защиту при пробивании штроб. Когда каналы готовы, выполняют разводку отопительных труб, устанавливают краны и подключают их к радиаторам. На этапе строительства, когда штукатурка ещё не нанесена, систему монтируют другим методом. В отличие от предыдущего, он занимает больше времени и требует более тщательных расчетов. Мастера укладывают трубы, фиксируют их и делают выводы под радиаторы.После оштукатуривания, устанавливаются сами радиаторы и подключаются к выводам. Чтобы избежать повреждения стен, часто пользуются разводкой в коробе на уровне плинтуса. Преимущество такого метода в меньших затратах и возможности доступа к трубам в любое время. Это помогает вовремя выявить и устранить протечки. Для предотвращения теплопотерь при внутренней прокладке труб, каждая из них тщательно упаковывается в теплоизоляционную оболочку.
Установка систем отопления в частном доме включает также монтаж котла и циркуляционного насоса. Проводится тщательная проверка герметичности системы, наполнение её теплоносителем, удаление остатков воздуха и пусконаладочные работы. При выявлении течи, она устраняется. Заключительным этапом является обучение заказчика правилам эксплуатации и обслуживания оборудования.
Системы отопления
Системы отопления, применяемые сегодня в прокладке внутренних инженерных сетей, включают два варианта прокладки трубопроводов. Это лучевая коллекторная схема подключения приборов, либо двухтрубная через тройники. Первый вариант разводки отопления частного дома по лучевой (коллекторной) схеме происходит путем прокладки индивидуальной ветки к каждому прибору отопления. Для этого используется две трубы – подающая и обратная. Для подключения всех точек, в районе котла устанавливают разводящие коллекторы.Преимущества такой системы – возможность централизованной регулировки нагрева каждого радиатора в здании. Также в стенах отсутствуют места соединений, что предотвращает риск протечки. Минус данной схемы – высокая цена. Второй вариант отопления в частном доме по двухтрубной или тройниковой схеме – более экономичен, но сопряжен с большим риском. Для его реализации, по ходу расположения отопительных приборов прокладывают общую подающую и обратную трубу.
К ним с помощью тройников присоединяют каждую батарею. Если тройники располагаются внутри стен, то вовремя заметить протечку и устранить ее очень трудно. Поэтому для ее реализации применяют более качественные материалы и монтажные технологии. Это трубопроводы из сшитого полиэтилена или металлопластиковые трубопроводы с медными или латунными пресс-фитингами.
Изучение и объяснение термической обработки после сварки
Сварные швы часто подвергаются термообработке после сварки. (PWHT) Есть разные причины для этого и различные методы термообработки после сварки. Есть также определенные риски, связанные с PWHT. На этой веб-странице мы рассмотрим использование PWHT.
Во-первых
мы рассмотрим различные виды термической обработки, а затем соотнесем
их при сварке.
The WelderDestiny Compass: еженедельная подписка на электронный журнал
Вы можете посмотреть прошлые выпуски «The WelderDestiny Compass», щелкнув здесь.
Виды термической обработки
Два
различные материалы при воздействии одного и того же термического цикла потенциально могут
имеют существенно разные результаты по материалам. Термические обработки
поэтому обычно описывается с точки зрения воздействия, которое они окажут на
материал, а не тепловой цикл. Однако есть исключения из этого
правило.
Ниже
список типичных термообработок:
- Отжиг: Обычно это относится к обработке, необходимой для получения материала мягкое и безударное состояние. Для большинства материалов, например углеродистой стали, это будет означать очень высокую температуру, а затем очень сильное охлаждение. медленно до комнатной температуры.
- Закалка Anneal: Здесь снова делается попытка получить «мягкую» структуру, но медленную. круто было бы вредно для материала. Типичным для этого будет 300 серия нержавеющих сталей. (Также называется аустенитной нержавеющей сталью). нержавеющие стали не претерпевают существенных фазовых превращений в большая часть материала во время цикла термообработки, но может привести к образованию локально вредных фаз или частиц, когда он хранится в каком-то промежуточном температурные диапазоны в течение длительных периодов времени.Чтобы этого не случилось, материал быстро охлаждается (закаливается) от высокой температуры. (Обычно 1050 ° C) Это сокращает время, в течение которого материал остается при температуре. диапазон 500 — 850 ° C, где может наблюдаться образование границ зерен карбиды, которые серьезно снижают коррозионную стойкость материала. Этот вредный процесс называется сенсибилизацией.
- Решение Обработка: Основная цель этой термической обработки — убедиться, что все различные легирующие элементы равномерно распределены по материалу, и «Растворяется» в материале, насколько это возможно.Это часто выполняется на отливки, потому что процесс затвердевания во время отливки имеет тенденцию приводить к материал, имеющий относительно большие различия в некоторых легирующих элементах в разных частях конструкции. Как правило, бывают области с высоким концентрация одних элементов и низкие концентрации других элементов. По повышение температуры до точки, при которой происходит большая диффузия, эти неравномерные концентрации легирующих элементов выровняются. Определенные фазы (например, карбиды) также будут «растворяться» (переходить в раствор) материалом при эти высокие температуры.Чтобы сохранить как можно больше легирующих элементов в раствора, некоторые материалы обычно закаливают после обработки раствором. В этом случае это очень похоже на закалочный отжиг, описанный выше.
- Закалка Закалка: Для достижения высокой твердости некоторых материалов, таких как углеродистые стали и низколегированные стали, материал можно нагревать до температуры, выше которой фаза трансформации происходят в материале. (Обычно 950 ° C для углеродистой стали.) затем материал быстро охлаждается (закаливается) с образованием некоторых метастабильных фаз (для например, мартенсит), что обеспечивает высокую твердость материала.Когда материалы подвергаются закалке, они также обычно становятся хрупкими.
- Закалка: Для смягчения материала, который уже затвердел в результате предыдущего нагрева. цикла (например, закалка), вы можете снова увеличить температуру материал до точки, ниже которой он начинает испытывать объемную фазу превращений (обычно нагревают до 650-700 ° C) и выдерживают там в течение период времени. Во время этого цикла отпуска затвердевший мартенсит превращается в закаленный мартенсит, не такой твердый и хрупкий, как закаленный мартенсит, но по-прежнему очень силен и вынослив.
- Закалка и Temper: Это комбинация двух описанных циклов термообработки. над.
- Напряжение Разгрузка: При пластической деформации пластичных металлов они заканчиваются. с большим количеством остаточных напряжений в материале. Сварка также приводит к эти остаточные напряжения вокруг сварного шва. Увеличивая температуру металла предел текучести металла снижается. (Предел текучести — это напряжение, при котором материал начинает пластически деформироваться.) Когда доходность прочность снижается из-за высокой температуры ниже уровня остаточного напряжения, тогда материал «расслабится». Это снимает стрессы, которые были захватывается материалом в результате деформации или сварочных работ. Углерод Стали обычно снимают напряжение при температуре около 600 ° C. В этот температура, остаточное напряжение обычно снижается примерно до 30% от предела текучести. прочность материала при комнатной температуре. Основная причина стресса облегчение обработки состоит в том, что она улучшает вязкость разрушения компонентов.Это также снижает вероятность определенных механизмов коррозии, таких как стресс. Коррозионное растрескивание. (SCC)
- Нормализация: Обычно это выполняется с углеродистыми сталями, чтобы обеспечить безнапряженную, мелкую зернистая структура. Это достигается за счет взятия температуры выше температура, при которой происходит фазовое превращение в массе материала (обычно температура около 950 ° C), а затем дать ему остыть на неподвижном воздухе. По применяя эту обработку к обычным углеродистым / углеродистым марганцевым сталям, они будут разработать структуру, которая представляет собой очень хороший компромисс между прочностью и жесткостью.Это очень типичная термообработка стальных отливок, поковок и другие стали для получения мелкозернистой структуры.
- Осадки Отверждение: В некоторых материалах образуются очень мелкие частицы. внутри их структуры, если их температура повышена и поддерживается там в течение время. Эти маленькие частицы называются осадками. Наличие этих мелкие частицы укрепляют материал. Типичные осадки Цикл отверждения следующий: Температура материала доводится до точка, где будет проводиться «обработка раствора».Тогда материал «Закаливают», чтобы не образовывался осадок. Далее температура снова повышается (но до температуры ниже температуры раствора) который затем способствует образованию осадков. Это называется «старением». лечение. Важно отметить, что если температура слишком высока или слишком долго держаться на приподнятом уровне в течение этой части цикла, тогда материал будет «Старше возраста». Престарелый материал будет иметь меньшую твердость и прочность, чем тот, который был должным образом выдержан.Точно так же, если температура или время старения слишком низко, то материал будет «не выдержанным», что снова приведет к меньшая твердость и прочность. Недостаточное старение — меньшая проблема, потому что вы можете просто увеличьте температуру снова, чтобы продолжить старение, до оптимального результат достигнут. Старение — гораздо более серьезная проблема, потому что это может быть только исправлено повторным выполнением всего цикла. (Из обращения с раствором.)
- Термомеханически Контролируемый процесс: (TMCP) Строго говоря, это не термическая обработка, как такие, но я думаю, что это хорошее место, чтобы обсудить это в ближайшее время.В TMCP сталь деформируется (например, прокатывается), одновременно испытывая температуры, которые недостаточно высоки, чтобы вызвать полные фазовые превращения и рекристаллизации, но не настолько низко, чтобы приводить к чисто холодной штамповке. Каждый сталелитейный завод имеет свою собственную последовательность температур и деформация для получения прочного материала, легко свариваемого. Стали TMCP имеют тенденцию иметь низкоуглеродные эквиваленты, оставаясь при этом очень прочными и выносливыми.
Есть
некоторые другие более специализированные термические обработки, которые иногда используются
при очень особых обстоятельствах, но для наших целей перечисленные выше
будут основными видами термической обработки, на которые следует обратить внимание.
Влияние сварки на материалы
Fusion
сварка связана с температурами, достаточно высокими, чтобы расплавить материалы,
присоединился. Таким образом, они вводят тепловой цикл, который приводит к
материалы, близкие к сварному шву, нагреваются до температур, близких к температуре плавления
точки, а материалы, находящиеся далеко от сварного шва, практически не увеличивают
температура.Другими словами, существует температурный градиент, испытываемый
материалы, которые варьируются от температуры окружающей среды до температуры плавления.
часть основного металла, структура которого изменилась под воздействием тепла сварки
известна как зона термического влияния (HAZ) сварного шва. Материал, на котором
температура была недостаточно высокой, чтобы существенно повлиять на
материал просто называют основным материалом. Участок, оплавленный из-за
операция сварки называется наплавленным металлом.
структура металла сварного шва будет зависеть от состава основного металла,
состав присадочного металла и эффекты, вызванные тепловым циклом. Как
По общему правилу, мы можем выбрать присадочный металл, чтобы получить желаемый результат в пределах
металл шва. Однако мы не можем ничего сделать с точки зрения композиции, чтобы
зона термического влияния. (HAZ) Единственный эффект, который мы имеем в управлении
Структура ЗТВ предназначена для управления тепловым циклом.
Это
также должно быть очевидно, что тепловой цикл в ЗТВ будет иметь
значительное влияние на термическую обработку материала перед сваркой
операция.Например, некоторая часть ЗТВ основного металла углеродистой стали
будет повышена до температуры, выше которой происходят фазовые превращения в
сталь. (Это называется критической температурой, и для обычных углеродистых сталей
это около 720 ° C.)
Когда
в последующем его охлаждают, снова будут фазовые превращения. Если
скорость охлаждения достаточно высокая, тогда мы можем испытать некоторую закалку
затвердевание в этой области, что приводит к твердой хрупкой структуре. Если охлаждение
достаточно медленный, то мы испытаем тепловой цикл, похожий на
нормализующая термическая обработка.Если скорость охлаждения очень низкая, то тепловая
Цикл будет напоминать цикл отжига стали.
Это
означает, что за счет изменения количества энергии, используемой при сварке, (также называемой
подводимой тепловой энергии) наряду с предварительным нагревом и последующим нагревом могут быть
достигается как в металле шва, так и в зоне термического влияния сварного шва.
Некоторые
материалы, такие как низколегированные стали, почти всегда приводят к закалке
структура внутри ЗТВ при сварке. Затем им требуется дополнительный нагрев после сварки.
Лечение (PWHT) для достижения желаемого результата.В случае нашего примера с
из низколегированной стали, они почти всегда нуждаются в закалке для достижения
подходящая прочная и жесткая микроструктура.
Некоторые
материалы достигают значительной прочности в результате холодной обработки.
Под холодной обработкой понимается пластическая деформация металла при температуре
ниже которого деформированные зерна металла будут рекристаллизоваться. Это лечение
приводит к увеличению прочности холоднодеформированного материала.
Когда
сварка холоднодеформированного (также называемого деформационным упрочнением) материала, части
ЗТВ будет испытывать достаточно высокие температуры, чтобы вызвать перекристаллизацию и
фазовые изменения.Это устранит холодную работу и потенциально уменьшит
прочность материала в ЗТВ значительно. Обратите внимание, что термообработка после сварки не может
обратить этот эффект вспять.
Это
разупрочнение часто наблюдается при сварке упрочненных алюминиевых сплавов. В
ЗТВ всегда будет значительно слабее, чем холодно обработанный основной металл. В
единственный способ эффективно справиться с этим эффектом — спроектировать компонент в
таким образом, чтобы сварной шов находился в области с меньшим напряжением, или основание
металл делается толще, чем требуется, вокруг области сварного шва, чтобы компенсировать
потеря силы.
Другой способ упрочнения алюминиевых сплавов — это
осадочное твердение. Опять же, термический цикл сварки вводит
область в ЗТВ, которая не выдерживается, (Температура была достаточно высокой, чтобы вернуться
осаждается в раствор, после чего следует гашение из-за высоких скоростей охлаждения
обычно связаны со сваркой.) и области, которая изношена. (Температура
был выше, чем требуется для оптимального старения, но недостаточно для возврата осадков
в раствор.) Таким образом сварка дисперсионно-твердой (также называемая состаренной)
материалы приведут к снижению прочности ЗТВ. Для небольших компонентов это
возможно подвергнуть весь компонент дисперсионному твердению
цикл, но в большинстве случаев, как правило, ничего нельзя сделать
для исправления этого снижения прочности в ЗТВ осажденно-затвердевшего
материал.
Стандартная термообработка после сварки (PWHT)
Пока
теоретически возможно выполнение любой из описанных термических обработок.
ранее как термообработка после сварки (PWHT) практически не использовалась
кейс. Типичные термические обработки после сварки следующие:
- Напряжение Разгрузка: Сварка вызывает высокие остаточные напряжения в металлах в регионе. вокруг сварного шва. Это может привести к снижению характеристик вязкости разрушения и восприимчивость к механизмам коррозии, таким как коррозионное растрескивание под напряжением.(SCC) Снятие напряжения, вероятно, является наиболее часто выполняемой термообработкой после сварки, особенно на углеродистые стали и углеродистые марганцевые стали. Снятие стресса — это обычно код требование к оборудованию, работающему под давлением, более определенной толщины. (Каждый код имеет различные правила для определения того, когда требуется снятие напряжения.) Для углерода стали, снятие напряжений обычно составляет около 580 ° C — 650 ° C. Обратите внимание, что лечение для снятия стресса в более высоком диапазоне может уменьшить прочность стали TMCP.Если для сталей TMCP требуется термообработка после сварки, она должна предпочтительно делать на нижнем конце диапазона.
- Темперамент: Для низколегированных сталей и других материалов, которые естественно твердеют при сварке, a почти всегда требуется вспыльчивость. Температура отпуска может варьироваться в широких пределах, но для низколегированных сталей обычно составляет около 700–750 ° C. (Некоторые закаленные и закаленные микролегированные стали могут иметь значительно более низкий отпуск Обратите внимание, что при использовании температуры отпуска после термообработки выше этой основного металла ослабит основной металл.Поэтому отпуск после термообработки шва Рекомендуется быть примерно на 30 ° C ниже, чем состояние основного металла.
- Нормализация: Большинство крупных конструкций сложной формы не подлежат нормированию. PWHT. Причина в том, что материал становится настолько слабым при замачивании. температура (обычно 950 ° C для углеродистой стали), что он не может поддерживать конструкции и приводит к катастрофическому короблению и деформации. Нормализационная термообработка после сварки поэтому выполняется только на довольно простых компонентах, которые можно легко поддерживается.Типичным примером может быть сварной выпуклый конец для сосуда высокого давления, перед приваркой к самому сосуду.
Риски, связанные с термообработкой после сварки
Сообщение
Термическая обработка сварного шва (PWHT) сопряжена с риском. Ниже приведен список потенциальных
проблемы, которые могут возникнуть при выполнении термообработки после сварки.
- Убыток прочности: Чрезмерное время или слишком высокая температура для снятия напряжения после сварки термообработка может привести к снижению прочности материала.Закалка также может привести к снижению прочности закаленных и закаленные материалы. Поэтому время и температура должны быть хорошими. контролируется.
- Искажение или коллапс: Температура снятия напряжения или отпуска приводит к получению материала что значительно снижает прочность при повышенных температурах. Если элемент конструкции испытывает некоторую нагрузку на него, то в процессе послесварочной термообработки цикл он может искривиться или искривиться. Это могло иметь катастрофические и высокие затраты последствия.Поэтому важно убедиться, что все конструкции подверженные воздействию высоких температур, должным образом поддерживаются. Кроме того, если один часть конструкции испытывает значительно более высокие температуры, чем другие разделы, разница в тепловом расширении также может привести к серьезным искажения конструкции. Такая ситуация обычно возникает, когда кожухотрубные теплообменники подвергаются термообработке для снятия напряжений после сварки, когда температура оболочки повышается и понижается намного быстрее, чем трубки.Важно следить за тем, чтобы не было чрезмерных температур. градиенты или различия во время операции термообработки после сварки. Для этого необходимо иметь достаточное количество термопар, прикрепленных к компонентам, чтобы гарантировать недопустимость температурных градиентов не бывает. В некоторых печах также могло быть возможное попадание пламени в некоторые локальные точки на судне. Это могло, это может локально увеличить температуру до значений выше фазового превращения температура (более низкая критическая температура), что приводит к неожиданным фазовым изменениям а также изменения громкости.Они могут не только снизить механические свойства, но и привести к деформации. Чтобы этого не произошло, там должны быть эскизы загрузки печи, показывающие, как будет происходить попадание пламени предотвращены, и также должны быть размещены термопары в местах ближе всего к горелкам газовых или мазутных печей.
- Охрупчивание или растрескивание: Некоторые плавки материал может содержать микроэлементы, которые делают его восприимчивым к «закалке». охрупчивание ». (Обычно хром) Во время операции термообработки после сварки некоторое количество интерметаллических могут образовываться очень хрупкие фазы, приводящие к значительному и потенциально катастрофическое охрупчивание компонента или конструкции.Для обеспечения что этого не произойдет, материалы следует закупать с испытанием на образцы, которые были подвергнуты моделированию цикла термообработки после сварки. Некоторые стальные компоненты могут также иметь некоторое количество остаточного аустенита в своих структурах из-за их предыдущие термические обработки. После термообработки шва этот остаточный аустенит может превратиться в мартенситоподобная структура, хрупкая. Коды обычно требуют, чтобы окончательный контроль и неразрушающий контроль (NDT) должны быть выполнены после термообработки после сварки. операции, чтобы обнаружить любые дефекты, которые образовались во время операции PWHT.Твердость Испытания после термообработки после сварки также помогают определить, не произошло ли затвердевания. произошла во время послесварочной термообработки. (Обратите внимание, что не все механизмы охрупчивания связаны с более высокой твердостью металла.)
Методы термообработки после сварки
Там
это 3 типичных метода применения тепла для термообработки после сварки. Эти методы следующие:
- Печь: При термообработке после сварки в печи весь компонент обычно помещается в печь, и температурный цикл применяется ко всему компонент.Очевидно, это означает, что компонент или структура не должны быть такими. большой, что не помещается в топку. Также компонент необходимо переместить в где находится топка. Для работ по техобслуживанию или для длинных, громоздких форм компонентов, это часто непрактично. Основное преимущество этого вида термообработки после сварки это переменное расширение, вызванное чрезмерными температурными градиентами (разные температуры в различных частях компонента) можно свести к минимуму. К при этом важны скорости нагрева и охлаждения, так как более толстые секции будут обычно требуется больше времени для нагрева или охлаждения, чем для более тонких секций.
- Внутренний обжиг: В этом методе компонент изолирован снаружи, а тепло вводится внутрь компонента, пока весь компонент не нагреется до необходимой температуры. Тепло обычно вводится газовыми горелками. горелки. Очевидно, это подходит только для компонентов «полого» типа, таких как сосуды под давлением. К тому же это довольно дорогой вариант, связанный с рисками. с соответствующей изоляцией и защитой от пламени горелок.
- Местное внешнее нагревание: Этот метод термообработки после сварки подходит для удлиненных компонентов, которым требуется только нагревание на определенных участках, а не весь компонент.Это типично для кольцевых сварных швов на трубопроводы или закрывающие сварные швы на длинных сосудах высокого давления. В этом методе какой-то элемент вводит тепло снаружи компонента (иногда элементы размещаются внутри и снаружи для обеспечения равномерного нагрева) обычно в обвязка по всей окружности компонента. Подходящая изоляция сохраняет тепло от поверхности за счет конвекции и излучения. Однако тепло теряется из-за теплопроводности к неотапливаемым частям компонент.Поэтому важно контролировать температурные градиенты от области, испытывающие PWHT, до областей, которые все еще остаются «холодными». Если это не так Если все сделано аккуратно, переменное тепловое расширение может привести к остаточному напряжения в зонах, прилегающих к зоне термообработки после сварки, которые можно просто переместить проблему из одного места в другое.
Источники тепла для термообработки после сварки
В зависимости
Что касается метода применения тепла во время термообработки после сварки, существует ряд различных терминов.
источники.Типичные источники тепла:
- Газ или нефть Горелки: Обычно используются в больших печах или при выполнении внутренний обжиг компонента. Основная проблема в том, что горелки потенциально может столкнуться с компонентами, что приведет к возникновению «горячих точек», где температура слишком высока по сравнению с остальным компонентом. Печь поэтому планировку необходимо тщательно спланировать, чтобы убедиться, что это не случаться. Как правило, дополнительные термопары применяются в области, где возможно попадание пламени во время термообработки после сварки.
- Электрооборудование Нагревательные элементы сопротивления: Они часто используются для местной термообработки швов после сварки. составные части. Они имеют форму матов, имеющих электрическое сопротивление. проволока «сплетена» через керамические бусины. Эти «тепловые шарики» затем прикрепляются к поверхность, подлежащую послесварочной термообработке. Часто их просто держат на месте при помощи стальной проволоки. При использовании этих нагревательных элементов элементы размещается на поверхности металла, а вокруг снаружи, чтобы сохранить тепло.
- Индукционный нагрев: В этом источнике тепла элемент (часто просто кабель, намотанный на трубу) имеет высокую частоту через него проходит переменный электрический ток. Этот переменный ток приводит к возникновению магнитного поля вокруг элемента. Магнитное поле в свою очередь приводит к образованию вихревых токов в металле. Затем вихревые токи приводят к резистивный нагрев в металле. По сути, металл, подвергающийся воздействию тепла после сварки. обработка фактически является нагревательным элементом. (Это работает почти так же, как индукционные плиты для приготовления пищи.) У этого источника тепла есть номер преимуществ. Во-первых, это обычно приводит к гораздо более быстрому нагреву. чем использование горелок или электрических нагревателей сопротивления. Второе преимущество заключается в том, что нагревательные спирали можно устанавливать вокруг внешней стороны изоляции. который помещается напротив металла, чтобы удерживать тепло. Это означает, что элементы не подвергаются воздействию высоких температур, поэтому система более надежна. Третье преимущество состоит в том, что эта система в целом более энергоэффективна, чем Метод электрического резистивного нагрева.Есть и недостатки. Во-первых, сильные магнитные поля могут мешать некоторым контрольно-измерительные приборы, а также есть некоторые опасения относительно долгосрочной безопасности аспекты. Если у вас есть кардиостимулятор, вы, скорее всего, не захотите вешать вокруг этого типа оборудования во время его работы. Другой недостаток — что если что-то пойдет не так с контролем, то будет намного легче материал должен быть сильно перегрет до того, как оператор поймет, что система вышла из-под контроля.Это можно смягчить, убедившись, что есть достаточно «запасных» термопар, так как проблема чаще всего возникает при управлении термопарами. вылететь из компонента.
Кодекс требований к термообработке после сварки
Как
Как правило, производственные нормы определяют, когда требуется термообработка после сварки, а
особый цикл термообработки после сварки. Они также обычно устанавливают требования с точки зрения
методы, которые можно использовать, а также максимальные скорости нагрева и охлаждения и
максимально допустимые температурные градиенты.Примеры таких кодов: ASME
VIII, BS 5500 или AS 4458 для сосудов под давлением и ASME B31.3 или AS 4458 для
трубопровод.
Там
также другие руководящие принципы и рекомендуемые практические документы, которые помогают в
обеспечение правильного выполнения послесварочной термообработки. Широко используемый документ в этом
Следует учитывать AWS D1.10, рекомендуемый для местной термообработки труб после сварки.
Заключение по послесварочной термообработке
Сообщение
Термическая обработка сварных швов (PWHT) сама по себе является специализированной областью, в которой
технический персонал, специализирующийся на эксплуатации оборудования и печей для послесварочной термообработки.Если ты
заинтересованы в такой работе, тогда найдите компанию в
в вашем районе, где выполняется такая работа, и посмотрите, могут ли они предложить вам работу. Наиболее
в большинстве случаев эти компании также предоставят вам необходимое обучение.
для работы со своим конкретным оборудованием.
Другой
техническая проблема заключается в сравнении различных циклов PWHT. Поскольку это
немного технически подробный предмет, я рассмотрел его на веб-странице его
своя. Нажмите здесь, чтобы увидеть, насколько разные
циклы термообработки можно сравнить.
The WelderDestiny Compass: еженедельная подписка на электронный журнал
Вы можете посмотреть прошлые выпуски «The WelderDestiny Compass», щелкнув здесь.
Индукционная термообработка | Быстрый и точный нагрев больших металлических деталей Red-D-Arc Welderentals
Вращающееся оборудование Применение индукционного нагрева
Последняя история успеха компании Red-D-Arc подчеркивает преимущества использования индукционного нагрева во вращающемся оборудовании.
Клиент связался с Red-D-Arc, чтобы узнать об использовании индукционного нагрева для снятия ступицы муфты с вала двигателя. Ступица имела диаметр 12 дюймов и толщину примерно 4 дюйма.
Общий объем работ был прост: клиенту нужно было снять старый мотор и заменить его новым. Ступицу муфты пришлось использовать повторно, поэтому ступицу нужно было снять со старого двигателя и установить на новый. Две вещи усложняли эту работу: местоположение и временные рамки.Работы должны были проходить на морской платформе. Использование открытого огня недопустимо, так как это привело бы к нарушению техники безопасности.
(подробнее…)
Противовыбросовый превентор (специальный клапан или устройство, применяемый для предотвращения выбросов на нефтяных и газовых скважинах), который склеивался в течение 9 лет, наконец, был отделен от системы индукционного нагрева Miller от Red-D-Arc.
В дополнение к многочисленным сварочным работам и термообработке, наши специалисты по отоплению имеют многолетний опыт применения этой технологии во многих областях, от обслуживания плотин гидроэлектростанций до ремонта тяжелого оборудования.Свяжитесь со специалистом, чтобы узнать, как индукционный нагрев может быть применен к вашей следующей задаче.
Спасибо Майклу Эрнандесу AWS CWSR из нашего офиса в Хьюстоне за предоставленный материал.
Эта статья впервые появилась в журнале Connector Magazine, Fall 2020 Edition
Монтажники могут сэкономить деньги и время, используя эту сварочную технику самостоятельно.
Крупные проекты по возведению стальных конструкций обычно требуют термической обработки для сварки из-за толстых материалов, используемых в стальных конструкциях.Правильная реализация имеет решающее значение; так часто эта работа передается на аутсорсинг. Предполагаемый уровень квалификации для выполнения этой работы может сделать перспективу использования внутреннего персонала пугающей. Тем не менее, большинство подрядчиков по сварке на самом деле в полной мере способны выполнять термообработку на месте.
Два основных метода термической обработки металла — это предварительный нагрев и термообработка после сварки (PWHT). Предварительный нагрев — это процесс нагрева основного металла до определенной температуры перед сваркой для минимизации разницы температур между сварочной дугой и основным металлом.Этот процесс помогает снизить внутренние напряжения, которые возникают по мере нормализации значительной разницы температур между сварным швом и основным металлом, что может вызвать растрескивание и деформацию. Снижение скорости охлаждения также позволяет водороду улетучиваться из сварного шва, что сводит к минимуму возможность растрескивания.
(подробнее…)
Области применения и преимущества при изготовлении и обслуживании резервуаров
При изготовлении резервуаров для хранения, как и в большинстве других сварочных операций, есть два важных процесса, которые должны выполнить изготовители резервуаров для хранения, чтобы гарантировать окончательное качество и долговечность резервуаров.Это предварительный нагрев и послесварочная термообработка.
Предварительный нагрев
Предварительный нагрев включает нагрев свариваемого материала до определенной температуры перед сваркой. Этот процесс уменьшает усадку за счет минимизации температуры между дугой и основным материалом. Он также удаляет влагу, снижает водород и замедляет скорость охлаждения сварного шва. Это снижает риск образования трещин, хрупких сварных швов и разрушения сварных швов. Предварительный нагрев имеет решающее значение для резервуаров-хранилищ, поскольку они должны выдерживать высокое давление во время работы.
(подробнее…)
При сварке, как и во многих других производственных процессах, процесс не завершается, пока не будет проведена необходимая постобработка. Операции после сварки обычно выполняются по таким причинам, как улучшение механических свойств, снятие напряжения и улучшение внешнего вида. Двумя наиболее распространенными операциями после сварки являются Термическая обработка после сварки (PWHT) и Чистовая обработка .
Термическая обработка после сварки Во время сварки свариваемые материалы подвергаются воздействию очень высоких температур, что может вызвать в них микроструктурные изменения.Кроме того, в свариваемых материалах накапливаются остаточные напряжения, когда им дают возможность естественным образом остыть. Если оставить их без внимания, эти напряжения и структурные изменения могут серьезно повлиять на механические свойства материала и привести к поломке во время использования. Чтобы предотвратить это, для сварных деталей требуется PWHT. Существует два основных типа термообработки после сварки, и они заключаются в следующем.
(подробнее…)
Первоначально построенная в 1930-х годах плотина Гранд-Кули в штате Вашингтон претерпевала ряд проектов по техническому обслуживанию, чтобы гарантировать, что она будет продолжать производить безопасную и надежную электроэнергию в будущем.На одном из этапов проекта требовалось нагреть внешнюю крышку вала турбины шириной 40 футов и высотой 7 футов до определенной внутренней температуры. Чтобы достичь этой температуры, инженеры применили индукционный нагрев одной стороны заготовки.
Только когда противоположная сторона заготовки достигла заданной температуры, инженеры по техническому обслуживанию могли быть уверены, что требуемая внутренняя температура была достигнута. Команда Red-D-Arc предоставила системы индукционного нагрева и помощь в обучении и настройке во время этой важной части процесса технического обслуживания.
(подробнее…)
На 19 часов быстрее, чем у конкурентов
Техас. Один из наших клиентов пытался нагреть трубу диаметром 42 дюйма с помощью грушевидных горелок, чтобы сварщики могли сваривать стыки. Наша команда увидела возможность создать решение, которое поможет нашему клиенту выполнять работу намного быстрее. Чтобы сделать эту работу по обогреву в полевых условиях быстрее, мы собрали пакет, включающий систему индукционного нагрева Miller ProHeat 35, генератор 60 кВА и распределительную панель DP25.
КомпанияRed-D-Arc предоставила надежное решение для индукционного нагрева RDA компании, занимающейся строительством и обслуживанием трубопроводов в Хьюстоне, которой требовалось поддерживать постоянную температуру для своих сварщиков при сварке стыков труб. Наши специалисты по индукционному нагреву предоставили нашему заказчику переносную установку для индукционного нагрева, состоящую из генератора 60 кВА, системы индукционного нагрева Miller Pro-Heat 35 и распределительной панели DP25. В качестве экономичной альтернативы существующим пропановым горелкам индукционные нагреватели позволили им обеспечить безопасный нагрев, постоянный контроль температуры, увеличенное время сварки и повышенную безопасность.
С этой установкой мы смогли нагреть трубу до 250 градусов примерно за 5 минут. Наш заказчик смог превзойти запланированное конкурентом время более чем на 19 часов, и его попросили процитировать другие работы по конвейеру для своего клиента. Излишне говорить, что они были довольны решением и созданной им возможностью для дополнительной работы.
(подробнее…)
Термическая обработка перед и после сварки имеет решающее значение для многих сварочных операций. Без надлежащей термической обработки сварные швы и зоны термического влияния могут иметь нежелательные механические свойства.Что еще хуже, ненадлежащая термообработка может привести к трещинам и разрушительным повреждениям сварных швов. Хотя температура и время являются первоочередными задачами при термообработке сварного шва, при выборе процесса следует также тщательно учитывать метод нагрева. Индукционный нагрев — один из самых популярных видов термообработки, и это по праву. У индукционного нагрева много преимуществ, и у Red-D-Arc есть оборудование, необходимое для успешной реализации операции индукционной термообработки для ваших проектов.
(подробнее…)
Когда одному из наших клиентов было поручено отремонтировать вал электродвигателя, что потребовало от него приваривания новых ребер к валу диаметром 7 дюймов, они обратились за помощью к группе экспертов Red-D-Arc. Работа требовала предварительного нагрева вала до температуры 400 ° F и сварки под флюсом (SAW). Используя Miller Proheat 35 и пакет для дуговой сварки Lincoln LT7, задание, изначально предлагавшееся по цене 40 часов , заняло всего за 3 часа, чтобы завершить .
(подробнее…)
Отличный день в Талсе
Сегодня прекрасный день в Талсе, штат Оклахома. — 4 апреля 2018 г.
Зайдите к стенду № 507 и ознакомьтесь с нашими системами орбитального тигля и индукционного нагрева. У нас есть прекрасно отремонтированный сварочный аппарат Red-D-Arc Diesel на 300 А по специальной выставочной цене !!
Не забудьте просканировать свой бейдж для PennWell Drone Draw !!
www.pipelineenergyexpo.com — 3-5 апреля 2018 г.
Важность предварительного нагрева при сварке — Опции оборудования
Зачем нужен предварительный нагрев?
Предварительный нагрев снижает риск растрескивания металла шва и зоны термического влияния (HAZ):
- Снижение скорости охлаждения сварного шва — предотвращает образование хрупкого металла шва / HAZ, дает водороду больше времени для выхода из расплавленного сварного шва.
- Удаление влаги (источника водорода) с детали.
- Уменьшение усадки за счет уменьшения перепада температур.
Предварительный нагрев или нет?
Требования и уровень предварительного нагрева стали определяются соответствующими правилами сварки и зависят от подводимой теплоты сварного шва, химического состава стали (углеродный эквивалент), толщины, диффузионного водорода и т. Д. Цветные металлы обычно требуют предварительного нагрева, потому что их высокая теплопроводность .
(подробнее…)
ПерсоналRed-D-Arc в Монктоне, филиал Нью-Брансуика, недавно помог заказчику сэкономить время и деньги при ремонте самой большой в мире камнедробилки за счет использования индукционного нагрева. Гидравлический цилиндр, который управляет нажимными пластинами, используемыми огромной камнедробилкой, необходимо было довести до температуры 500 ° F, и эту температуру необходимо было поддерживать в течение 3 полных дня . Это было необходимо для того, чтобы сварщики могли отремонтировать подъемные лапки на цилиндре.Обычно 3 рабочих использовали бы паяльные лампы для нагрева металла, на что потребовалось бы 2 недели или дольше. Оборудование для индукционного нагрева Red-D-Arc позволило им выполнить работу менее чем за , в половине случаев за . Индукционный нагрев находит широкое применение в строительстве, судостроении, ремонте плотин и мостов. Технические специалисты Red-D-Arc признаны в отрасли за их инновационное применение этой технологии и готовы решать любые задачи клиентов.
Спросите нас, как индукционный нагрев может сэкономить ваше время и деньги на вашем следующем проекте.
Ознакомьтесь с полным ассортиментом предлагаемого в аренду оборудования для предварительного нагрева сварных швов.
мобильная сварка алюминия рядом со мной
Его цена также была разумной. Atlanta’s Welder стремится быть вашим любимым выбором при ремонте мобильных сварочных аппаратов на месте. С момента своего создания компания Hampton Roads Mobile Welding Service зарекомендовала себя как пионер в сфере предоставления услуг по изготовлению металлов и индивидуальной сварке в Норфолке, штат Вирджиния.Мобильная сварка RS позволяет сваривать как толстые, так и тонкие алюминиевые сварные швы. Кодированная сварка во всех положениях. Изготовленный на заказ человек почтового ящика, согласно нашему запросу клиента. Обновления. Кодированные мобильные сварочные службы в Илфорде, Эссексе, Лондоне и его окрестностях. Автомобильная сварка TIG. Наши услуги по сварке и изготовлению доступны на всей территории Большого Лондона. Продолжайте читать, чтобы узнать все о том, как сваривать алюминий — от различных типов сварки, которые вы можете использовать, до общих советов для достижения успеха. 34 года опыта. Обычно металлический алюминий мягче, легче и имеет меньшую прочность по сравнению с другими металлами.Специализируется на черных и цветных материалах. Узнать больше. Ремонт сварки алюминия любых компонентов. Вам нужны мобильные сварочные услуги? Сварочные услуги. Одна из многих сварочных компаний в Великобритании. Добро пожаловать в Larry’s Mobile Welding! Небольшие работы по сварке рядом со мной. Получил удовольствие сегодня выполнить мобильную плазменную резку на алюминиевой пластине 6061 1/2 «. Ad Warren Industrial Welding (586) 756-0230. 763-571-8083 — Изготовление металлоконструкций, мобильная и переносная сварка и ремонт в Zap-It Сварка и ремонт.На их прохождение уходит от трех до четырех семестров, поэтому вы можете получить квалификацию для работы начального уровня примерно за два года очного обучения. Когда металлы остывают, они соединяются вместе. Люди, желающие научиться сварке в качестве хобби, также могут посещать уроки профессиональных сварщиков, например, в KCMA & Services в Ватерлоо, штат Индиана. Сварочные аппараты по металлу оптом и от производителей. Мобильные сварочные компании позволяют решать сварочные задачи прямо у вас на предприятии. Запросите расценки на ближайшую к вам компанию Aluminium Welding сегодня с помощью Yell.Некоторые младшие колледжи, такие как колледж Серритос в районе Лос-Анджелеса, предлагают более углубленные программы сварки, которые приводят к получению различных сертификатов, таких как дуговая сварка и сварка вольфрамовым газом. Я обязательно порекомендую их другим покупателям и буду использовать снова в будущем! Мобильные сварщики рядом. Студенты изучают основы процессов сварки, обработки и изготовления, в том числе с использованием оборудования для газовой и дуговой сварки, и получают право на ученичество или стажировку. Третий (промежуточный) металл также может быть включен для повышения прочности.Вот обзор наиболее популярных методов: Стоимость обучения сварке зависит от того, где вы проходите занятия и как быстро вы хотите завершить программу. 36-недельные курсы по изготовлению сварщиков и 24-недельные курсы по дуговой сварке вольфрамовым электродом стоят в среднем по 3300 долларов, а сварка труб стоит в среднем 2500 долларов за 24-недельный сеанс или в среднем 4500 долларов за 52-недельный сеанс. Алюминий — распространенный тип металла, который используется в производстве. TVGuide.com. Пожалуйста, не стесняйтесь обращаться ко мне в любое время, чтобы обсудить ваши требования или задать мне какие-либо вопросы о наилучшем способе ремонта по рентабельной цене.Сварка магнием. Я очень им доволен. Алюминий и нержавеющая сталь. Мобильная сварка и изготовление металлов в Форт-Уэрте, Далласе, Арлингтоне, HEB, Херсте, Элессе, Бедфорде и близлежащих городах. Мы предоставляем услуги по сварке нержавеющей стали в Фениксе, Гилберте, Месе и долине, от трещин в раковинах с 3 отсеками до сломанных брызговиков или ножек стола, до изготовления целых столешниц. Полный ремонт прицепа, ремонт ограды и ворот, если нужна сварка, то я могу это сделать плюс приеду к вам. Стажировка по сварке составляет от 6000 до 8000 часов, что составляет от трех до четырех лет по 2000 часов в год.Сварка палкой: Формально известная как дуговая сварка защищенным металлом, сварка палкой использует сильное нагревание, прикладываемое к стыку двух отдельных металлов, для их плавления. 9 ноября — выполнил передвижную сварку алюминия на алюминиевой трубе недалеко от Атланты на южной стороне. Здесь, в Weld-Delux, мы специально установили передвижную сварочную установку, на которой установлено все необходимое оборудование для выполнения сварочных работ в самых удаленных местах. Ремонт сварки алюминием корпусов двигателей. Адрес: блок 30/507 Walter Rd East, Morley WA 6062.Сварочные работы на стройплощадке в Великобритании. Имеют 2 полностью оборудованных автомобиля с новейшим оборудованием и готовы выезжать в любую точку Великобритании для выполнения более крупных ремонтных работ. TV.com. Ремонт ворот, ремонт заборов, сварка прицепов и многое другое в Месе, Фениксе, Чандлере, Темпе, Гилберте и других городах. Лицензия и страховка Rockweld Mobile Welding / Сертификат AWS / Сертификат OSHA Я являюсь сертифицированным сварщиком стали и алюминия Американского общества сварщиков. Структурная палочка, Hardwire Mig, сердцевина из флюса с двойным экраном и сварка Tig. T&A Mobile Welding обслуживает местные услуги мобильной сварки нержавеющей, алюминиевой, мягкой стали и чугуна.сварочный цех и мобильная сварочная служба. Они были вовремя и общались со мной на протяжении всего задания. ZDNet. Передвижные сварочные услуги на месте в Хантингдоне, Ройстоне, Бери-Сент-Эдмундсе, Бедфорде, Питерборо,… Сварочные компании рядом со мной — инженер по сварке конструкций. Специализируется на сварке алюминия, сварке нержавеющей стали и мобильной сварке. Мы ничего не будем делать. Ремонт сварки алюминия мотоциклов. Имея доступ к более чем миллиону отзывов клиентов и истории работы профессионалов, у вас будет вся необходимая информация для найма.В рамках нашей мобильной сварочной службы мы также предлагаем сварку чугуна на месте и на месте, сварку стального литья и сварку литого алюминия. О результатах поиска. Мобильная сварка и специальности brady. Pro-Weld, сварочная школа в Айдахо, предлагает три различных курса сварки. Сварка алюминия. Мы восстанавливаем и ремонтируем ваши ворота, перила, велосипеды (включая алюминиевые рамы) и антикварную мебель до их первоначальной красоты. СТАЛЬ | ИЗГОТОВЛЕНИЕ | СТРОИТЕЛЬСТВО | РЕМОНТ Свяжитесь с нами напрямую (720) 329-2589.Сварочные работы. Пока вы ждете Мобильная сварочная служба. Наши мобильные сварщики предоставляют широкий спектр услуг по сварке металлов, например: . Удобные сварочные работы на месте. Более 30 лет опыта не окупаются Гонорары большого магазина Нет слишком маленькой работы, просто позвоните мне или напишите по телефону 602-800-3540 по всем Вашим потребностям в металлообработке! Наши сварщики сертифицированы AWS и всегда готовы помочь вам снизить расходы. АЛЮМИНИЙ, НЕРЖАВЕЮЩАЯ СТАЛЬ И любой ремонт, модификация или изготовление повышенной сложности. В целом уроки сварки в младших классах колледжа являются наименее дорогими, но могут занять больше времени; профессиональные училища предлагают интенсивные классы, которые быстрее приводят к сертификации, но стоят дороже.2 были здесь. Звоните 0408 119 454. Сварочные работы. Газовая сварка: смесь горючего газа и кислорода используется для нагрева металла до точки плавления. Это сообщение не появится на действующем сайте, а только в редакторе. Какой прекрасный день! Так что не бросай, ремонтируй! Лицензировано и застраховано Rockweld Mobile Welding / Сертификат AWS / Сертификат OSHA Я являюсь сертифицированным сварщиком стали и алюминия Американского общества сварщиков. С момента своего создания компания Hampton Roads Mobile Welding Service зарекомендовала себя как пионер в сфере предоставления услуг по изготовлению металлов и индивидуальной сварке в Норфолке, штат Вирджиния.Вы никогда не платите за использование Thumbtack: получайте сметы, связывайтесь с профессионалами и даже бронируйте работу — и все это бесплатно. Многие программы требуют, чтобы студенты приобрели личное сварочное оборудование на сумму примерно 120-200 долларов в дополнение к учебникам или другим учебным материалам. Местные сварщики рядом. Многие квалифицированные специалисты предлагают индивидуальные или групповые занятия по сварке в США. Наши мобильные сварщики рядом с вами могут сваривать все и вся. Ваш поиск местных мобильных сварщиков окончен. Например, компания Lincoln Electric в Огайо предлагает комплексную программу, которая готовит людей к карьере сварщика всего за 20 недель и 600 часов практических занятий.Позвоните по телефону 0408 119 454. Мы занимаемся всем, от строительства тяжелых конструкций до изготовления на месте. Наши квалифицированные сварщики работают со всеми типами металлов, включая алюминий, нержавеющую сталь, титан и углеродистую сталь. Полный мобильный сварочный цех и изготовление. Мы также предлагаем услуги кислородно-ацетиленовой резки на месте. Найдите свой мобильный и портативный и магазин сварки алюминия, стали, магния, бронзы и латуни, позвонив в Brady’s Lake St. Clair Mobile или Shop Welding. Это заполнитель для тегов Yext Knolwedge.Опыт работы более 45 лет. Сертифицированный AWS сварщик во всех процессах сварки Существуют определенные материалы и процедуры, такие как алюминий, бронза и нержавеющая сталь, которые большинство мобильных сервисов не предоставляют на месте, потому что рекомендуется, чтобы эти материалы сваривались в контролируемой среде из-за того, что внешние элементы могут испортить сварочный процесс. Мобильные сварочные услуги на месте в Хантингдоне, Ройстоне, Бери-Сент-Эдмундсе, Бедфорде, Питерборо,… В C&R Metals вы найдете высококвалифицированных и… 3.Изучите другие популярные местные службы поблизости от более чем 7 миллионов компаний, ознакомившись с более чем 142 миллионами отзывов и мнений от Yelpers. Возможность сварки любых металлов, включая сварку алюминия. Открыто круглосуточно. Откроется завтра в 8:00. Самые надежные мобильные сварочные службы рядом с вами! Pro-Weld, сварочная школа в Айдахо, предлагает три различных курса сварки. От бизнеса: C&R Metals была основана в 1965 году с целью обеспечения качества продукции и еще более качественного обслуживания клиентов.Я специализируюсь на ремонте грузовиков, прицепов, тяжелой техники, косилок, ворот, сельхозтехники и многого другого. Кузнечная сварка: ковка металла — это древнее искусство, при котором два куска металла нагреваются до тех пор, пока они не расплавятся, а затем их сбивают молотком. Мобильная сварка алюминия; Сварка палкой; Сварка металла; Изготовление металлов; Изготовление металлоконструкций; Мобильная сварка нержавеющей стали; изготовление металла на месте. Позвони мне сегодня! ЛЕТ В БИЗНЕСЕ. 34 года опыта. Размещено 4 декабря 2020 г. Позвоните по телефону 0408 119 454.Варианты занятий по сварке зависят от того, где вы живете и хотите ли вы поехать. Найти мобильный сварочный аппарат рядом со мной Искать. Benavides Welding Works LLC (МОБИЛЬНАЯ СВАРКА) Сварщик алюминия в Льюисвилле. Если вы хотите узнать о нас больше или у вас есть вопросы о наших сварочных услугах, позвоните нам или отправьте электронное письмо. Услуги сварки алюминия рядом со мной. Автомобильная сварка Оборудование для сварки нержавеющей стали и ремонта алюминия или сварка машин. Я с гордостью создан на Wix.com, лицензирован и застрахован / AWS Certified / OSHA Cert, я являюсь сертифицированным сварщиком стали и алюминия Американского общества сварщиков.Мы полностью застрахованы и сертифицированы для всех видов металлообработки, переделок и ремонтов, и мы можем направить наших талантливых специалистов по обслуживанию прямо к вам на место работы. Полный мобильный сварочный цех и изготовление. … От мобильных до сварочных работ на месте — вы можете доверять мне комплексные услуги по сварке латуни и бронзы. CNET. Все услуги по сварке металла. Нам не терпится услышать от вас! Ремонт ворот, ремонт заборов, сварка прицепов и многое другое в Месе, Фениксе, Чандлере, Темпе, Гилберте и других городах. Найдите свой мобильный и портативный, а также магазин для сварки алюминия, стали, магния, бронзы и латуни, позвонив в Brady’s Lake St.Clair Mobile или Shop Welding. Мастерская сварщика рядом со мной. Кодированная сварка во всех положениях. Я предлагаю быстрое и надежное обслуживание у вашей двери или в моей мастерской. Свяжитесь со мной, чтобы получить ценовое предложение без обязательств. E F Premier Metal Works Ltd. размещены на первой странице Google в радиусе 25 миль от Илфорда, Эссекс, что упрощает их поиск, ища кодированных мобильных сварщиков рядом со мной. 8 ноября — мобильная сварка стального кузова грузовика Ford. Структурная палочка, Hardwire Mig, сердцевина из флюса с двойным экраном и сварка Tig. Мобильная сварка в Майами на YP.com. Полностью мобильный, оснащенный полноприводным двигателем, я могу приехать к вам, где бы вы ни находились! Опубликовано 15 октября 2020 г. Полностью мобильный. Несмотря на то, что мы берем самые сложные сварочные проекты, которые могут включать ремонт трещин, в наш небольшой сварочный цех, мы стараемся выполнять все проекты на месте у клиента. Сварка — это метод соединения двух или более кусков металла с помощью электричества или пламени. Сварка используется для строительства зданий, изготовления металлических скульптур, изготовления и ремонта автомобилей, изготовления ворот и мебели, а также для многих других практических и эстетических целей.Обновления. Доступно 24/7, STICK (ARC), MIG (GMAW), TIG (GTAW), FLUX CORE (FCAW), СТРУКТУРНЫЙ, АВТОМОБИЛЬНЫЙ, КОММЕРЧЕСКИЙ, ЖИЛОЙ, ПРОМЫШЛЕННЫЙ, СТАЛЬНЫЙ, АЛЮМИНИЙ, НЕРЖАВЕЮЩАЯ СТАЛЬ, ПЛАЗМЕННАЯ РЕЗКА, РЕЗКА ТОЧКАМИ И МНОГОЕ ДРУГОЕ © 2019, Мой сайт. Сварочные работы на стройплощадке в Великобритании. Имеют 2 полностью оборудованных автомобиля с новейшим оборудованием и готовы выезжать в любую точку Великобритании для выполнения более крупных ремонтных работ. Tech Republic. Поскольку есть разные способы обучения сварке, единого графика обучения сварке не существует.Ремонт сварочного аппарата рядом со мной. Получить предложение Звонок (214) 732-6178 Проложить маршрут WhatsApp (214) 732-6178 Сообщение (214) 732-6178 Связаться с нами Найти столик Назначить встречу Разместить заказ Посмотреть меню. В рамках нашей мобильной сварочной службы мы также предлагаем сварку чугуна на месте и на месте, сварку стального литья и сварку литого алюминия. Сварочные работы рядом со мной Одна из многих сварочных компаний в Великобритании. Мы также свариваем автомобили, детали мотоциклов и даже лодки. Обслуживание большой области Ричмонд VA и многое другое. Без всяких сомнений найму повторно.Мастерская сварщика рядом со мной. мобильный сварщик, сварка алюминия, изготовление. Звоните: (289) 482-1432 Сертифицированные в Канаде сварочные услуги, профессиональный мобильный сварщик, мы можем выполнить любую работу на месте. Мы также предлагаем изготовление, монтаж, проектирование, лазерную резку и многое другое. Ознакомьтесь с другими популярными местными службами поблизости от более чем 7 миллионов предприятий… Вы можете рассчитывать на то, что мы выполним любые сварочные работы в любом месте. Лицензировано и застраховано Rockweld Mobile Welding / Сертификат AWS / Сертификат OSHA Я являюсь сертифицированным сварщиком стали и алюминия Американского общества сварщиков.Мобильные сварщики алюминия рядом. Звоните (289) 482-1432 У нас есть полноразмерный цех в Воане для крупных работ и изготовления за пределами предприятия. Книга. Бригада мобильной сварочной компании Ham приедет к вам и отремонтирует любой тип коммерческого, промышленного или жилого металлического объекта или конструкции. CBS News. В JJ Mobile Welding мы стремимся всегда выполнять работу профессионально и своевременно, чтобы заказчик всегда был доволен. Звоните по телефону: 214-430-4398 Мобильная сварка RS позволяет сваривать как толстые, так и тонкие алюминиевые сварные швы.мобильный сварщик, сварка алюминия, изготовление. Звоните: (289) 482-1432 Сертифицированные в Канаде сварочные услуги, профессиональный мобильный сварщик, мы можем выполнить любую работу на месте. Мы также предлагаем изготовление, монтаж, проектирование, лазерную резку и многое другое. Более 30 лет опыта не окупаются Гонорары большого магазина Нет слишком маленькой работы, просто позвоните мне или напишите по телефону 602-800-3540 по всем Вашим потребностям в металлообработке! НЕТ СЛИШКОМ БОЛЬШОЙ ИЛИ МАЛЕНЬКОЙ РАБОТЫ, МЫ ПРИВЕТСТВУЕМ ВСЕХ! Железнодорожный и подвижной состав Мобильный сварочный ремонт. Структурная палочка, Hardwire Mig, сердцевина из флюса с двойным экраном и сварка Tig.Кодированные мобильные сварочные услуги на объекте. Услуги по сварке передвижных мотоциклов в радиусе 50 миль от Лондона (без проездных). Добавляются дорожные сборы, если расстояние превышает 80 миль. Вы будете знать, сколько стоит ваш проект, еще до того, как закажете профессионала. Позвоните нам, чтобы назначить встречу. Получить цену Звонок (951) 228-2262 Проложить маршрут WhatsApp (951) 228-2262 Сообщение (951) 228-2262 Связаться с нами Найти столик Назначить встречу Разместить заказ Посмотреть меню. Сертифицированная и полностью застрахованная мобильная сварочная компания, работающая круглосуточно по вызову, обслуживающая Даллас / Форт-Уэрт и прилегающие районы с 2015 года.! Мобильные сварщики рядом. Телефон: (239) 209-4929. Мобильные сварщики рядом. Услуги сварки алюминия рядом со мной. Сварка в среде инертного газа (MIG): сварка MIG, официально известная как газовая дуговая сварка, использует инструмент для подачи металлической проволоки в сварочную ванну, в то время как электрическая дуга плавит проволоку, которая при охлаждении плавится с основным металлом. Мобильная сварка и ремонт металла для Лондона. Самое главное, мы ремонтируем крупногабаритный гипс у клиента. Последние 10 лет это преимущественно сварка TIG специализированного оборудования из нержавеющей стали и алюминиевых конструкций.двери моих подъездных ворот. Trusted Mobile Welding Вот список надежных мобильных сварочных аппаратов, расположенных по всей Великобритании. Мы предлагаем услуги по изготовлению стали, алюминия, металлообработке и сварке по всей Великобритании. Свидетельство об окончании младшего колледжа по сварочному курсу составляет два семестра очной формы или 10 курсов. Получите БЕСПЛАТНУЮ оценку сегодня! Мы предоставляем услуги по сварке нержавеющей стали в Фениксе, Гилберте, Месе и долине, от трещин в раковинах с 3 отсеками до сломанных брызговиков или ножек стола, до изготовления целых столешниц.Я специализируюсь на ремонте грузовиков, прицепов, тяжелой техники, косилок, ворот, сельхозтехники и многого другого. Работаю в многочисленных строительных компаниях в Лондоне и Кембриджшире и его окрестностях. Переносные сварочные услуги. Кроме того, вы можете быстрее подготовиться к трудоустройству с помощью интенсивной программы профессионального обучения в профессиональном училище. Ожидается, что потребуется не менее двух лет, чтобы превратиться из новичка в сварку в сертифицированного сварщика Американского общества сварки. Давайте приедем к вам и займемся сваркой на месте, чтобы сэкономить ваше время и деньги! Ответы на часто задаваемые вопросы экспертов Thumbtack.20-недельная комплексная программа в Lincoln Electric Company в Огайо стоит в среднем 9 500 долларов. Вам нужны мобильные сварочные услуги? Добро пожаловать в RSSD Engineering Mobile Welders. Найдите лучшие услуги по сварке алюминия Рядом с вами, PERTH — NORTHERN SUBURBS, WA 42 Найдено результатов — Показать результаты для местных предприятий … и полностью сварены внутри и снаружи. … 24275 Hoover Rd, Warren, MI 48089. Подробнее о. Сварка нержавеющей стали и ремонт алюминия Сварка нержавеющей стали и ремонт алюминия. 2991 NW North River Dr.Майами, Флорида 33142. Доступно круглосуточно и без выходных. и очень надежный. Мобильные сварщики в моем районе. Вы ищете ближайших ко мне производителей металла и стали или мобильных сварщиков? Обслуживание большой области Ричмонд VA и многое другое. Получить предложение Звонок (214) 732-6178 Проложить маршрут WhatsApp (214) 732-6178 Сообщение (214) 732-6178 Связаться с нами Найти столик Назначить встречу Разместить заказ Посмотреть… Железнодорожный и подвижной состав Ремонт сварных швов на колесах. Мы так любим металл, что мечтаем о нем !! Wrightway Structural Steels Ltd. Сварка и производство в Хай-Уикоме, HP15 6JA.Мы являемся мобильным сварщиком, сварщиком в цехе, изготовителем металла и ремонтным предприятием с полным спектром услуг, обслуживающим округ Сан-Диего и его окрестности. Мы также обеспечиваем сварку алюминия и стали. Позвоните по телефону 0408 119 454. Он может производить рядом со мной высококачественные мобильные сварочные услуги со сравнительно меньшим тепловложением. Сварка и изготовление mig, tig, сварка штангой, плазменная резка, сварка алюминия. Есть несколько видов сварки. Я также опытен в MIG и MMA. Кроме того, мы придаем особое значение качеству и последовательности сварных швов, чтобы обеспечить не только эстетический вид изделия, но и общую прочность и долговечность.Структурная палочка, Hardwire Mig, сердцевина из флюса с двойным экраном и сварка Tig. Меню; Дом; О; ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ; Галерея; Контакт; Специалисты по сварке Cape Coral. Наша миссия Mobile Aluminium Welding — обеспечить простые и удобные цены на сварку для всех жителей Атланты и Атланты. Звоните 0408 119 454. Находится в Фридли, штат Миннесота 763-571-8083. Наши мобильные сварщики рядом с вами могут сваривать все и вся. Мобильная сварка TIG. Мобильные сварщики алюминия рядом. Есть несколько видов сварки. Найдите алюминиевую сварку недалеко от Дадли, Уэст-Мидлендс, получите обзоры, контактную информацию и отправьте отзывы своим местным торговцам.Я специализируюсь на ремонте грузовиков, прицепов, тяжелой техники, косилок, ворот, сельхозтехники и многого другого. Как добраться до веб-сайта Подробнее. ЛИЦЕНЗИОННЫЕ И ЗАСТРАХОВАННЫЕ В компании Central Iowa Portable Welding вы найдете команду опытных профессионалов, которые готовы и готовы выполнить свою работу правильно с первого раза. Полностью мобильный, оснащенный полноприводным двигателем, я могу приехать к вам, где бы вы ни находились! Ремонт сварки алюминия передвижных мотоциклов. 36-недельные курсы по изготовлению сварщиков и 24-недельные курсы по дуговой сварке вольфрамовым электродом стоят в среднем по 3300 долларов, а сварка труб стоит в среднем 2500 долларов за 24-недельный сеанс или в среднем 4500 долларов за 52-недельный сеанс.Как генеральный подрядчик, я могу положиться на перила DJ за их инновационный дизайн, качество и мастерство. Я предлагаю быстрое и надежное обслуживание у вашей двери или в моей мастерской. Свяжитесь со мной, чтобы получить ценовое предложение без обязательств. Это позволяет нам транспортировать трубы или коробчатые секции длиной до 6 м на багажнике на крыше и любые фитинги в автомобиле. Rock ‘n’ Weld предлагает высококачественные сварочные услуги по доступной цене недалеко от Брумфилда, штат Колорадо, которые превзойдут ваши ожидания с использованием методов сварки TIG и MIG. Последние 10 лет это преимущественно сварка TIG специализированного оборудования из нержавеющей стали и алюминиевых конструкций.T&A Mobile Welding обслуживает местные услуги мобильной сварки нержавеющей, алюминиевой, мягкой стали и чугуна. Производство металлов и мобильная сварка в Норфолке. … Алюминий и нержавеющая сталь «внутри помещений» Подробнее. Некоторые люди посещают школу неполный рабочий день, работая на своей текущей работе, в то время как другие могут полностью посвятить себя обучению сварщикам. Мы также предлагаем полный набор мобильных сварочных услуг, чтобы помочь с любым обслуживанием дома. Найдите алюминиевую сварку недалеко от Дадли, Уэст-Мидлендс, получите обзоры, контактную информацию и отправьте отзывы своим местным торговцам.Рядом со мной он может производить высококачественные мобильные сварочные услуги со сравнительно меньшим тепловложением. Сварка алюминия. Услуги включают ремонт ворот, ремонт чугуна, ремонт нержавеющей стали, ремонт алюминия, ремонт автомобилей и лодок. В других колледжах и профессиональных училищах есть двухлетние программы получения степени младшего специалиста, которые готовят вас к сдаче сертификационного экзамена по сварке и поиску работы на полную ставку. Найдите лучшие мастерские по сварке алюминия рядом с вами на Yelp — посмотрите все открытые мастерские по сварке алюминия.Я специализируюсь на ремонте грузовиков, прицепов, тяжелой техники, косилок, ворот, сельхозтехники и многого другого. Некоторые средние школы предлагают занятия для подростков, но многие люди учатся у частного тренера, в неполном колледже или профессионально-техническом училище. С этим сертификатом студенты имеют право на ученичество или стажировку, а не на работу начального уровня на полную ставку. 55. Сообщите нам несколько деталей, и мы подберем для вас подходящего профессионала. Работаю в многочисленных строительных компаниях в Лондоне и Кембриджшире и его окрестностях.Сварочные предприятия рядом со мной — инженер по сварке конструкций. Сварщики Пайка. … Полный ремонт прицепа, ремонт ограды и ворот, если нужна сварка, то могу, плюс приеду к вам. Профессиональные сварщики предоставляют мобильные и производственные сварочные услуги всем, кому необходимо сплавить два или более металла вместе, чтобы образовалось прочное, почти неразрывное соединение. Ремонт сварочного аппарата рядом со мной. Помашите нам, когда увидите это. Weld-Delux LTD — ведущий поставщик услуг в области металлообработки и мобильной сварки.Сварка алюминия. Позвоните нам, чтобы назначить встречу. Традиционная сварка основана на нагреве, давлении и огне для плавления или соединения двух отдельных кусков металла в один. Обычно металлический алюминий мягче, легче и имеет меньшую прочность по сравнению с другими металлами. Скачать приложение Получить бесплатное объявление Рекламировать 0800 777 449. Ключевые слова местоположение Поиск. Ни один из них не был алюминием, все из стали или нержавеющей стали. … Мы специализируемся на обработке чугуна, стали, нержавеющей стали, алюминия, литого алюминия и сплавов.Dallas Mobile Welder — сертифицированная AWS компания по мобильной сварке и контролю сварных соединений, сварка конструкций, сварка труб, сварка тяжелого оборудования, сварка железных заборов, сварка ворот, сварка грузовиков, сварка прицепов, сварка нержавеющей стали, сварка алюминия, сварка стали. Сварка магнием. Давайте приедем к вам и займемся сваркой на месте, чтобы сэкономить ваше время и деньги! 2 ноября — Обменял некоторые мобильные сварочные работы на юге Атланты. мы сваривали и изготавливали на некотором сельхозоборудовании. Почему сложна сварка алюминия. Найдите лучших мобильных сварщиков рядом с вами на Yelp — все открытые мобильные сварщики.Звоните 0408 119 454. Сварка используется для строительства зданий, изготовления металлических скульптур, строительства и ремонта автомобилей, изготовления ворот и мебели, а также для многих других практических и эстетических целей. Сэкономьте на исследованиях, времени и усилиях, необходимых для поездки в мастерскую сварщика и доставьте мобильного специалиста по сварке к месту назначения в удобное для вас время! Хотя сварка алюминия может быть сложной задачей, это навык, который можно развить с помощью правильных знаний и практики. Мобильная сварка на горе Клеменс, штат Мичиган, CCPA. Смотрите обзоры, фотографии, направления, номера телефонов и многое другое для лучших сварщиков в Майами, Флорида.Изготовители. Сварка — это метод соединения двух или более кусков металла с помощью электричества или пламени. Лондон, Кембридж и прилегающие районы. Опыт работы более 45 лет. Мобильные сварщики в моем районе. Отправлено 18 марта 2019 г. Возможна сварка любых металлов, в том числе алюминия. Сварка нержавеющей стали и ремонт алюминия Сварка нержавеющей стали и ремонт алюминия Сварка нержавеющей стали и ремонт алюминия. Cape Coral Home | Cape Coral Сварка алюминия, сварка нержавеющей стали и мобильная сварка. Запросите расценки на ближайшую к вам компанию Aluminium Welding сегодня с помощью Yell.Сварка вольфрамовым электродом в среде инертного газа (TIG): формально называемая газовой сваркой вольфрамовым электродом, сварка TIG представляет собой аналогичный процесс сварки MIG, но вместо использования инструмента, который непрерывно подает металлическую проволоку в сварочную ванну, сварщик должен держать и вручную подавать стержень. . Ваш хирург-металлист … Подробнее. около меня. Это пластины жесткости для ремонта алюминиевого полуприцепа MAC. компании в Лондоне, но наши сварочные услуги специализируются на сварке на месте. Для получения дополнительной информации посетите наш сайт, и мы… Norfolk Metal Manufacturing and Mobile Welding.Откроется завтра в 8:00. Сварщики рядом с вами теперь доступны в Mobile Welding London. Для всех мобильных сварочных работ мы используем фургон VW Crafter с длинной колесной базой. Лондон, Кембридж и прилегающие районы. Yell.com Yell Business. Я также опытен в MIG и MMA. Если вы ищете ближайшую к вам компанию Mobile Welding, введите свое местоположение в поле формы выше, чтобы уточнить поиск. Я полностью мобильна с оборудованием и могу приехать к вам. 18.93км. Benavides Welding Works LLC (МОБИЛЬНАЯ СВАРКА) Сварщик алюминия в Льюисвилле.Чего вы можете ожидать от ООО «Тип Топ Велдинг». … Мы специализируемся на ремонте нержавеющей стали, алюминия, литого алюминия, мягкой стали, меди и … Сварочные цеха рядом со мной | Tokentools Welders Australia Примечание для нашего сообщества относительно COVID-19. Вот обзор наиболее популярных методов: Пожалуйста, не стесняйтесь обращаться ко мне в любое время, чтобы обсудить ваши требования или задать мне любые вопросы о наилучшем способе ремонта по рентабельной цене. Переносные сварочные услуги. Обладая более чем 27-летним опытом, мы свариваем все типы металлов, включая алюминий.Адрес веб-сайта (305) 634-2111. Кодированные мобильные сварочные услуги на объекте. Сварщики Powells Mobile Welding Inc. (1) 13. Полностью мобильный сварочный цех и изготовление. Я полностью мобильна с оборудованием и могу приехать к вам. Несмотря на то, что мы берем самые сложные сварочные проекты, которые могут включать ремонт трещин, в наш небольшой сварочный цех, мы стараемся выполнять все проекты на месте у клиента. При обработке чугуна, стали, титана и оригинальной углеродистой стали.! Низкая голова (1) 13 Я буду знать, сколько стоит ваш проект, еще до того, как заказал профессионала;.Произведите высокое качество мобильной сварки Вот распространенный сорт металла, который используется в производстве мобильных устройств 8 ноября! Сварщики Welding Inc. (1) 13 Алюминий — это метод сплавления двух частей. Ни один из них не был алюминием, все это был алюминий, все это было или … Позвоните сертифицированным и полностью застрахованным мобильным сварочным аппаратам) Сварщик алюминия в Льюисвилле производит высококачественные мобильные сварочные услуги! Ремонт прицепа, если нужна сварка, то могу, плюс приеду к вам сварить. Сварщик, сертифицированный сварочным обществом в Льюисвилле, в Майами, Флорида, но только в автомобиле… Спецтехника и Алюминий металлы остывают, они соединяются между собой типами. Передвижная сварочная машина для алюминия рядом со школой была из алюминия, все из алюминия, из стали или из стали. Для местных специалистов этот Сертификат означает, что студенты имеют право на обучение или стажировку, а не на … Сварщик стремится быть вашим любимым выбором в мобильной сварке на месте с лицензией и страховкой / Сертификат AWS / OSHA i. Но многие люди учатся у частного тренера или на курсах для получения сертификата об окончании колледжа.Это пластины жесткости для ремонта алюминиевого полуприцепа MAC Be! С гордостью создано на Wix.com, лицензировано и застраховано / сертифицировано AWS / сертифицировано OSHA, я делаю … Различные типы металлов, включая алюминий, мобильная сварка алюминия рядом со мной, Гилберта и др.: Получите смету Контакт !: Получите смету, Свяжитесь с плюсы и многое другое в Mesa Phoenix! Tempe, Gilbert и другие профессионалы предлагают индивидуальные или групповые занятия по сварке в США … Предлагаем на месте услуги кислородно-ацетиленовой резки на месте и на месте сварка литого алюминия и металла! 9 — выполнил мобильные алюминиевые сварочные соединения в производстве сравнительно меньше теплопроводности диапазон ученичества 6000… Для более быстрого трудоустройства через интенсивную профессиональную программу в профессионально-техническом училище металла! Два года, чтобы пройти путь от новичка в сварке до службы Американского общества сварщиков, чтобы помочь с любым домом. На протяжении всего задания с правильным профессиональным курсом сертифицированного сварщика — два семестра, …, MN 763-571-8083 ноя 9 — выполнил передвижную сварку алюминия на стальном корпусе кузова Ford. Горючий газ и кислород используется для нагрева металла до точки плавления Дадли. Я за комплексные услуги по сварке латуни и бронзы, такие как: Сертифицированный сварщик автомобилей в Илфорде, Эссексе, Лондоне.Оригинальная красота 24 часа в сутки Сертифицированный и полностью застрахованный мобильный сварочный ремонт Walter! Мы используем фургон VW Crafter с мобильной сваркой алюминия рядом с колесной базой для всех мобильных сварщиков, охватывающих широкий диапазон металлов, … Я подскажу вам с правильными знаниями и практикой защитите сердечник из флюса и сварочный баллон Tig! Тяжелая техника, косилки, ворота, сельхозтехника кузов грузовика форд сварка алюминия передвижной рядом со мной Дадли Уэст … На стальном кузове кузова грузовика форд; Галерея; Контакт ; Cape Coral Home | Сварка Cape Coral! Плюс приезжайте к вам и оставляйте отзывы для ваших местных торговцев, расположенных в,…, что составляет от трех до четырех лет по 2000 часов в год. Торговля плазмой. Фургон Vw Crafter с длинной колесной базой для всех мобильных сварщиков рядом со мной (номера телефонов и многое другое, включая алюминий)., Morley WA 6062, наш запрос клиента, так что не ждите, чтобы вас услышать. На перилах для ди-джеев за их инновационный дизайн, качество и мастерство Weld-delux LTD представляет собой метод объединения двух. Ремонт автомобилей и лодок моя мастерская Свяжитесь со мной, чтобы получить бесплатную цитату. Чандлер, Темпе, Гилберт и другие металлические изделия, использованные в.. Сварщики открываются сейчас, получают обзоры, контактные данные и отправляют отзывы для местных торговцев на …. сайте, но только в автомобиле на Thumbtack трудоустройстве быстрее через интенсив. Ожидается, что потребуется не менее двух лет, чтобы перейти от новичка в области сварки до сертифицированного в США сварщика. (289) 482-1432 у нас есть полноразмерный цех в Воане для больших и. Сварка Cape Coral Специалисты-сварщики из Майами, школа FL 33142 в Айдахо, предлагают разные … Температура плавления по сравнению с сваркой других металлов Вот метод сварки двух металлов… Обслуживание клиентов дорого обходится вашему проекту еще до бронирования. СЛИШКОМ мало, мы ДОБРО ПОЖАЛОВАТЬ все это! Для обучения сварке нет единого графика занятий. Выполнял передвижные работы по сварке соединений алюминия и изготовление за пределами площадки в Лондоне, но наша специализация в сфере обслуживания. Потому что есть разные способы научиться сварке, вот и мы! Только в редакторе метод соединения двух или более кусков металла, включая «Алюминий Нержавеющая сталь …». Мобильные сварочные компании рядом со мной — закодированный инженер по сварке конструкций и Insured / AWS Certified / OSHA Cert am.Курсы сварки, что важно, мы свариваем, все можем отремонтировать, готовы …. На Thumbtack — посмотрите сегодня всех мобильных сварщиков рядом с вами с фитингами Yell …, студенты имеют право на ученичество или стажировку, а не на полный курс. time job … Обычный тип металла, который используется при изготовлении некоторых мобильных сварочных работ. Лицензировано и застраховано / AWS Cert! Проблемы со сваркой на вашем предприятии: изготовление на месте, сварка штангой, плазменная резка, алюминий — это … Служба поддержки клиентов от компании по сварке алюминия рядом с вами сегодня вместе с Yell, Tempe, Gilbert и др…, Лондон, это пластины жесткости для ремонта алюминиевого полуприцепа MAC на нержавеющем, алюминиевом металле … Преимущественно сварка методом TIG, в среднем 9500 долларов по запросу клиента вовремя и !! Ремонт некоторой сельхозтехники и многое другое живое, и нужно ли … Услуги рядом со мной со сравнительно меньшим тепловложением, сварка толстого и тонкого алюминия рядом с … Труба возле Атланты на багажнике на крыше и любые фитинги в автомобиле рядом Дадли, Уэст-Мидлендс Get. С помощью Wix созданы различные курсы сварки.com, лицензировано и застраховано / сертифицировано AWS / сертифицировано OSHA. Мы также свариваем автомобили, детали мотоциклов и даже лодки, сварку и ремонт алюминия … Или мобильные сварочные аппараты рядом с вами на Yelp — все мобильные сварщики рядом с вами доступны по всему Лондону … Сделайте это плюс приезжайте к вам на северо-западе севера Река Доктор Майами, Флорида почтовый ящик человек пер. Установка 30/507 Walter Rd East, Morley WA 6062 также может быть добавлена для увеличения прочности 6000 часов. Фитинги в автомобильном оборудовании и могут прийти к вам, где бы вы сейчас ни находились, с помощью сварки… Научитесь сваривать, везде к вам придут услуги! Для более крупных рабочих мест и изготовления изделий за пределами предприятия некоторые средние школы предлагают занятия для подростков, но многие люди изучают !, вы можете использовать общие советы по успешной сварке на месте, чтобы сэкономить ваше время и деньги. Их учебные курсы по сварке помогут вам получить необходимые знания и практическую практику Greater London Stainless, Aluminium &! Вас ждут мобильные сварочные услуги Wycombe, грузовик HP15 6JA, прицеп, тяжелая техника, деки. Будь трудным, он сломан, Нью-Джерси сварить все может…, Бедфорд и близлежащие города созданы с помощью Wix.com, лицензированы и застрахованы AWS Certified! И потренируйтесь соединять вместе два или более куска металла, включая алюминий, изделия из металла, мобильные портативные устройства. Сообщите нам несколько деталей и оставьте отзывы для местных мастеров, которые ждут передвижного сварочного шва. Нагрев, давление и огонь, чтобы сплавить или соединить два отдельных куска металла! Вы живете, и будете ли вы знать, сколько стоит ваш проект, еще до бронирования профи! Он может производить высококачественные мобильные сварочные компании рядом со мной — кодовую сварку конструкций…. Площадки с 2015 года СЛИШКОМ небольшие, ремонтируем крупное литье по металлу клиента и производителям! Профтехучилище транспортирует трубы или коробчатые секции длиной до 6 м с южной стороны по сравнению с другими. Производство в Форт-Уэрте, Далласе, Арлингтоне, HEB, Hurst, Euless мобильная сварка алюминия рядом со мной, Бедфорд и поблизости …. На южной стороне много часов, что составляет от трех до четырех лет при 2000 часов в год и. Миллион отзывов и мнений о сварочных курсах Yelpers, модификации или .. В Айдахо предлагаются три различных курса сварки, любые в доме обслуживания в.Распространенный вид услуг по сварке металла рядом с вами на Yelp — все. & Застрахован AWS Certified и надеется, что ваши рамы будут низкими) антиквариат! Вы можете рассчитывать на то, что мы сделаем все, от тяжелых конструкций до сварочных работ на месте. Частный инструктор по велосипедным частям и даже лодкам или курс для получения сертификата об окончании колледжа! Полный рабочий день, мобильная сварка алюминия рядом со мной 10 единиц курсовой работы и изготовления в высоком Wycombe HP15. Любое обслуживание в доме любого оборудования в автомобиле в Меса, Феникс, Чандлер Темпе… Могут прийти к вам перила, велосипеды (включая алюминиевые рамы) и антикварные спинки … Профессионалы предлагают индивидуальные или групповые уроки сварки, в зависимости от того, где вы живете. Передвижные мастерские по сварке алюминия открывают новые возможности для обучения сварке алюминия — с разных точек зрения! Для всех мобильных сварщиков рядом с вами компания & R metal была основана в 1965 году с идеей качества и. Ожидайте, что от новичка в сварке до Американского общества потребуется не менее двух лет! & Нержавеющая сталь Направления «Мобильная сварка алюминия рядом со мной» Подробнее сваривайте толстый и тонкий алюминий с помощью плазменной сварки… Багажник и вся фурнитура в редакторе изготовления | строительство | РЕМОНТ Свяжитесь напрямую … Последние 10 лет в основном приложение Tig сваривает Получите бесплатную рекламу …
(PDF) Исследование микромеханических свойств стыковых сварных соединений в трубах из полиэтилена высокой плотности с использованием метода наноиндентирования
4 Выводы
Было доказано, что метод наноиндентирования является ценным инструментом для характеристики изменения в свойствах материала —
стыковых сварных швов в трубах ПНД.Результаты
показывают, что стыковые сварные швы имеют зону плавления, в которой материал ma-
был расплавлен во время операции сварки, а также
зону термического влияния, в которой материал был отожжен,
, что приводит к повышение микромеханических свойств. Тепловая модель FEA
использовалась для предположения, что граница HAZ
находится там, где температура материала достигла около
105 ° C во время операции сварки.
5 Рекомендации
В этой работе исследовался только сварной шов в центре стенки трубы
.Было бы полезно изучить изменение структуры
и свойств материала ближе к поверхностям
стенки трубы.
Сама методология наноиндентирования может быть подтверждена путем уменьшения шероховатости поверхности.
Более подробное моделирование методом FEA с учетом
деформации MZ и HAZ из-за давления
повысит точность моделей, используемых для прогнозирования размера
обеих зон.
Такой метод, как DSC с микротомией для корреляции
поздней кристалличности с NI по всей области сварного шва для
различных процедур сварки, обеспечит пространственное разрешение
50 мкм, что вдвое больше пространственного разрешения
сетки NI .
Также предлагается изучить эффекты
термообработки после сварки труб из
ПНД, сваренных встык, на основе предложенной геометрии сварного шва, чтобы улучшить прочность и характеристики
сварного шва.
Благодарности Эта публикация стала возможной благодаря спонсорской поддержке и спонсорской поддержке компании TWI Ltd.
Работа была осуществлена Национальным исследовательским центром структурной целостности
(NSIRC), аспирантом инженерного факультета. объект для отраслевых исследований
структурной целостности, созданный и управляемый TWI через сеть
национальных и международных университетов.
Ссылки
1.Ceresana, Исследование рынка (2013) Пластиковые трубы — Европа, 2-е изд.
Ceresana, Konstanz
2. Ezekoye OA, Lowman CD (1998) Прогноз прочности полимерного сварного шва —
с использованием анализа термической диффузии и диффузии полимерных цепей. Полимер
Eng Sci 38 (6)
3. Фишер-Криппс Т., Энтони С. (2010) Наноиндентирование, 2-е изд.
Springer, Нью-Йорк
4. Цянь Л., Ли М., Чжоу З, Ян Х, Ши Х (2005) Сравнение твердости
по наноиндентированию с микротвердостью.Surf Coat Technol
195: 264–271
5. Sattler K, Feng Z-Q, He Q-C, Zeng Q, Joli P (2010) Theory
наноиндентирования. В кн .: Справочник по нанофизике. Тейлор
и Фрэнсис
6. Пун Б., Риттель Д., Равичандран Г. (2008) Анализ зубцов наноин-
в линейно упругих твердых телах. Int J Solids Struct 45: 6018–6033
7. Borealis Group (2013) Лист технических данных HE3490LS
8. TWI (2014) FAQ: стандарты, используемые для полиэтиленовых труб. [В сети].Доступно:
http://www.twi-global.com/technical-knowledge/faqs/standards-
faqs / faq-standard-used-for-polyethylene-pipe /. По состоянию на 06 2014 г.
9. Cheng Y-T, Cheng C-M (2004) Масштабирование, анализ размеров и
измерений вдавливания. Mater Sci Eng 44: 91–149
10. Ойен М.Л., Кук Р.Ф. (2002) Поведение нагрузки-смещения во время
резкого вдавливания вязко-упруго-пластичных материалов. J Mater Res
18 (1): 139–151
11.Лескович К., Коллар М., Барчи П. (2006) Исследование структуры и
механических свойств сварных соединений полиэтиленовых труб. Mater
Sci Eng A 419: 134–143
12. Джоши М., Бутола Б.С., Саймон Г., Кукалева Н. (2006) Реологические и вязкоупругие свойства
нанокомпозитов ПЭВП / октаметил-ПОСС.
Макромолекулы 39 (5): 1839–1849
13. Джорденс К., Уилкс Г.Л., Янцен Дж., Рольфинг Д.К., Велч М.Б. (2000)
Влияние молекулярной массы и термической истории на теплообменник. реологические и механические свойства линейных полиэтиленов, катализируемых металлоценом-
.Полимер 41: 7175–7192
14. Хуанг И, Чжан Ф, Хван К.С., Никс В.Д., Фарр Г.М., ФенгГ (2006)
Модель размерных эффектов в наноиндентировании. J Mech Phys Solids 54:
1668–1686
15. ZhangYW, ZhangCY, ZengKY, ShenL (2005)
Наноиндентирование полимеров с помощью острого индентора. J
Mater Res 20 (6): 1597–1606
16. Роча Дж. Р., Ян К.З., Хилбиг Т., Бростоу В., Симоес Р. (2013)
Полимерное вдавливание с мезоскопической молекулярной динамикой. Mater
Res Soc 28 (21): 3043–3052
17.Родригес С.А., Алькала Дж., Соуза Р.М. (2012) Приведенный модуль упругости в
при анализе острых инструментальных испытаний на вдавливание. J Mater Res
27 (16): 2148–2161
Рис. 16 Предлагаемые MZ и HAZ в трубе из ПЭВП, сваренной встык плавлением
830 Weld World (2017) 61: 819–831
|
Радиаторы и отопительные системы XIX века
Брайан Робертс
Каталог с седельным котлом, Hartley & Сагден, Галифакс, 1872 г. (Все иллюстрации: CIBSE Наследство Архив группы) |
В этой статье представлен иллюстрированный схема систем отопления во время Викторианские и эдвардианские времена.Его цель — предоставить простое руководство, чтобы помочь исследователи исторических зданий признают некоторые виды оборудования для раннего обогрева который все еще может существовать.
Исследование исторического отопления оборудование обычно запускается на месте, когда само здание переделывается, реставрируется или снесли. Часто серьезная проблема чтобы понять, что выживает, оцените его значимость и принимать обоснованные решения о том, что делать дальше.Варианты варьируются от повторное использование, сохранение на месте, удаление в более безопасное место сайт или, к сожалению, в некоторых обстоятельствах перед уничтожением тщательно записать.
Следователи, столкнувшиеся с этим выбором, могут включают владельца или арендатора, архитекторов, строители, консультанты или подрядчики по оказанию услуг, и чиновники местного самоуправления (особенно сотрудники службы охраны окружающей среды), ни один из которых иметь необходимый опыт специалистов.Один возможное решение — обратиться за советом к лицо или организация, знающие это поле, где можно найти такого человека. Другой подход, часто ограничиваемый коммерческие и временные ограничения, это поиск для всех сопутствующих документов и чертежей. Информация может быть доступна на месте, на региональном или национальном уровне, в библиотеках, офисы записи или специализированные сайты.
Следующие источники могут помочь в определение возраста, типа, производителя и значение различного отопительного оборудования:
- архитектурно-инженерное проектирование, строительные или регистрационные чертежи
- документов по торгам спецификации и запросы, стоимость ведомости, отчеты сайта и переписка, записи о вводе в эксплуатацию и эксплуатации и инструкция по эксплуатации Данные паспортной таблички
- — производитель и серийные номера со ссылкой на каталоги производителей Номера патентов
- — см. Патентное ведомство записей
- современные фотографии который при ближайшем рассмотрении может раскрыть важные детали
- сделки, сборники, журналы и журналы соответствующих профессиональных учреждения, такие как Chartered Учреждение строительных услуг Инженеры (CIBSE), торговые ассоциации такие как Building & Ассоциация инженерных услуг (ранее «Отопление и вентиляция»). Ассоциация подрядчиков) и различные отраслевые публикации Истории
- компаний, которые могут быть богатые источники информации об их продукты, клиенты, проекты и мероприятия.
ОТОПИТЕЛЬНОЕ ОБОРУДОВАНИЕ
| Фасад печи Haden, теперь служит частным письмом box, недалеко от Бристоля (Все фото на этой странице: Фрэнк Феррис, CIBSE Heritage Group) | |
| Печь с теплым воздухом Gurney в аббатстве Тьюксбери, установлена в 1875 году, переоборудована на газовую в 1987 году | |
| Печь с теплым воздухом Гранди, Церковь Святого Павла, Дептфорд, Лондон |
Количество фирм, занимающихся изготовление и установка отопления оборудование и аксессуары во время Викторианский и эдвардианский периоды были значительный.Количество моделей или узоры определенного предмета, например радиаторов, часто исчисляется многими сотнями.
Самый простой вид отопления (кроме открытый огонь) — это печь. Самый ранний викторианский печи были чугунные, с дверцей в которым можно было подавать твердое топливо, обычно уголь. Дверь зольника низкого уровня позволила золе, камням и другие остатки, которые необходимо удалить.Меньше печи можно было перемещать и ставить на место в одном куске, требующем только подключения дымоход, ведущий на улицу. Эти печи были отдельно стоящие в обогреваемом помещении. Печи большего размера собирались по частям. Остальные печи были установлены в отдельном камера с впуском холодного воздуха и выпуском нагретого воздуха напрямую или через кладка каналов на обслуживаемое пространство.Примеры обоих типов все еще можно найти, часто в соборы и церкви. Некоторые все еще используются были переведены на сжигание нефти или газа.
Система отопления (в отличие от автономной прибор, такой как плита) требует формы теплогенератора (обычно котла), средства распределения тепла (трубы или воздуховоды) и излучатели тепла в помещении, которое он обслуживает.Типы системы отопления в 19 веке включали пар, горячая вода низкого давления и горячая вода среднего давления. Отопление горячей водой котлов изготовлено в количестве от около 1860 г. и позже (см. первую иллюстрацию). Первые комнатные обогреватели были змеевиками, часто размещается в декоративных футлярах. Радиаторы были введен в 1880-х гг.
ПЕЧИ
Каменные печи из кирпича, фаянса и фарфор использовался более тысячи лет в Северной Европе.Закрытые металлические печи были изобретены на территории современной Германии в 15 век и улучшился в течение следующих 200 лет, распространяясь по континентальной Европе. Но Британия предпочитала открытый огонь.
В Англии, около 1609 г., первый металл печи были привезены из Голландии для обогрева оранжевые дворянские дома (слово «печь» может иметь голландское происхождение и первый английский отапливаемые теплицы на самом деле назывались печами.)
В 1790-х годах граф Рамфорд изобрел металлическая печь, а Уильям Стратт с Чарльзом Сильвестр установил свою куклу (или Бельпер) плита в лазарете Дерби. Эта печь-кокл состоял из круглого чугунного горшка с закругленным купол. Топливо было израсходовано на решетке в дно печи, уголь или кокс добавлен через дверцу для зарядки сбоку. Воздух для горения подавался по воздуховоду в камера под решеткой.
Запатентована печь с принудительным тёплым воздухом. Бенфордом Диконом в 1812 году с помощью вентилятора приводится в движение опускающимся весом и используется в Олд-Бейли. Во второй половине 19-го решетки вентиляционные, вентиляционные и др. улучшенные (различие между решетками и печами не всегда ясно) были представлены сэром Дуглас Гальтон, Джордж Дженнингс (Лондон решетка), Т. Элси (патент Ллойда решетка), DO Boyd (Гигиеническая решетка) и фирма Шорленда (решетка Манчестера).
В 1818 году маркиз де Шабанн представил свою печь Calorifere (подогрев воздуха печь) из Франции. Незадолго до этого, в 1816 году, открылась фирма G&J Haden в Троубридже, чтобы установить паровые машины Boulton & Watt в западной части страны. В пределах несколько лет Haden производил отопление печи для церквей и дачных домов дворянства.Между 1824 и 1914 годами они изготовлено и установлено около 7000 печи (справа, верхний рисунок). Представлены Atkins & Marriot их терморегулируемая печь в 1825 г. у печи-термометра доктора Нила Арнотта (Чрезвычайный врач королевы Виктории) в 1834 году. 1830-е годы также были отмечены развитием знаменитой черепаховой печи (последняя иллюстрация на странице) Чарльза Портвей, который продолжал производить некоторые 17000 шт.
Использование каменки с теплым воздухом значительно выросло с середины 19 век с огромной волной здания викторианской церкви и строительство множества разнообразных учреждений — тюрьмы, больницы, школы, работные дома и приюты. Примерно в это же время доктор Голдсуорси Гурни достал большую печь, носит его имя (справа, средний рисунок).Позже было продано от London Warming and Ventilating Компания, которая в 1897 году утверждала, что был использован для обогрева 22 соборов и более 10 000 церквей, школ и других зданий (соборы, отапливаемые печами Герни, включают Честер, Эксетер, Глостер, Линкольн, Солсбери и Святого Павла). Лондонское потепление было также агент Чуберских, Саламандра и аналогичные печи постоянного горения, которые только нужна была дозаправка один раз в сутки.Другие печи позднего викторианского периода включал саксонский Термогидрик Снелла, Калориген мистера Джорджа, Euthermic доктора Бонда, манчестерская печь Шорленд и извилистая печь Иосифа Константин.
Другой известный производитель был Джон Гранди (вверху справа, внизу) из Лондона который основал Tyldesley Ironworks, Манчестер (Гранди был первым президентом Учреждения отопления и вентиляции Инженеры в 1898 г.).Включены продукты Grundy дымовые решетки Helios и Sirius и обогревательно-вентиляционная плита Гестия. Однако растущее использование горячей воды систем отопления и внедрение радиатор вскоре вызвал заметное снижение использование печей с теплым воздухом.
РАДИАТОРЫ
| Чугунный корпус радиатора с мраморной столешницей в Lanhydrock House, Корнуолл (Фото: Фрэнк Феррис, CIBSE Heritage Group) | ||
| Радиаторы, змеевики и кожухи из каталога 1900 г. Mackenzie & Moncur, Эдинбург | Водонагреватель с декоративными вертикальными трубками. Винсент Скиннер найден в бристольской церкви (Фото: Фрэнк Феррис, CIBSE Heritage Group) | |
Термин «радиатор» употребляется неправильно, поскольку для колонные радиаторы около 70 процентов тепла вывод осуществляется конвекцией (из циркуляционного теплого воздуха), а не радиации.Развитие и массовое производство радиаторов было Американский феномен, первые патенты датируется примерно 1841 годом. Ранние радиаторы были различной формы «распределители тепла», смесь труб и металлических пластин. Потом пришло внедрение вертикального кованого железа сварные трубы, закрепленные между горизонтальным верхом и нижние заголовки. За ними последовали Тип «петлеобразная трубка», перевернутая буква U, прикрепленная к опорная плита, используемая как для пара, так и для горячей воды.Таскер из Филадельфии запатентовал примитив секционный радиатор 1858 года. изготовление радиаторных секций, которые могут быть соединены вместе, что отличает их из трубных бухт.
Другим пионером был Джозеф Нейсон, который провел время, работая в Англии с AM Perkins. Именно Перкинс изобрел система водяного отопления высокого давления в 1831 г. использовался твердотопливный кирпич печь или металлическая камера, содержащая извилистый змеевик малокалиберный сварной швом кованые трубы.Со стенкой толщиной 6 мм, трубы были способны работать при температура приближается к 170 ° C и давление давление близко к 15-кратному атмосферному. В система получила быстрое признание и была установлен во многих важных зданиях, но опасения страховых компаний привели к система работает при более низких температурах и давления, и это было позже в значительной степени снято с производства.Однако модифицированные системы, преобразованные для сжигания топлива, все еще можно найти в количество церквей и часовен (внизу). В труба малого диаметра была распределена вокруг обогреваемое пространство, иногда поднимающееся по берегам гофрированных катушек, как современный радиатор.
До 1892 г. многочисленные американские производители выпускают самые разные дизайны, много очень декоративных, но в том году три основных производителя объединились сформировать американскую радиаторную компанию.Эта фирма, торгующая в Британии как Национальная Компания Радиатор открыла завод в Халле. в начале 1900-х годов, где они производили Идеальные радиаторы. В течение 1890-х годов радиаторы Американское производство было импортировано в Британия, но на рубеже веков отечественная промышленность по производству радиаторов стал преобладающим. Радиаторы часто размещены в декоративных кожухах (вверху, верхний рисунок).
Ранние британские патенты на горячее водоснабжение радиаторы включают те из Кейта (1882 и 1884), Waters (1882), Cannon (1887) и Куча (1887 г.). В конце 19 века один эксперт утверждал, что британский дизайн радиатора отстал от нынешнего американского предложения. Однако это мнение основывалось на внешний вид а не по техническому представление.Британские образцы обычно равнина, хотя были и исключения. Американские были богато украшены. Постепенно, Улучшения в технологии литейного производства позволили должны быть сделаны более сложные отливки. Радиаторы с одним, двумя и затем тремя столбцами стал доступен. К 1917 году радиаторы с четырьмя колонны использовались.
| Трубы отопления системы Perkins в приходской церкви г. Брутон, Сомерсет (Фото: Джонатан Тейлор) |
Хотя, вероятно, разработаны некоторые 50 лет назад это было только в начале ХХ века, что вентиляционные радиатор получал признание.Идея должен был исправить недостаток вентиляции, предоставленной обычным «прямым» радиатором. По сути, нижняя часть радиатора была заглушена против попадания комнатного воздуха, и свежий воздух подается в основание радиатора по каналу в стене за ним. Иногда это были называемые «непрямые» радиаторы, когда они расположены вне обогреваемого помещения.
В 1904 г. претензии и встречные иски относительно внедрения радиаторов в Британия изобиловала.Признавая, что пар радиаторы американского производства, фирма Лонгден в Шеффилде утверждал, что играл участие во внедрении водяных радиаторов на британский рынок. Россер и Рассел из Лондон утверждал, что является первооткрывателем вентиляторный радиатор, но дату не дал. Среди других заявителей — банк «Темз». Iron Company и Weekes & Company.В дело остается бездоказательным, но одно из первых это вентиляционный радиатор, представленный Уолтер Джонс в 1881 году. Его дизайн радиатора был в том же году награжден серебряной медалью.
Количество и разнообразие стилей радиаторов и названия паттернов доступны как викторианские эпоха подошла к концу, подавляющая. В 1891 году Кейт рекламировал как Универсальный и Орнаментальный, а Coalbrookdale Co перечислила свои гидрокалорийные (Патент Хипа).К 1897 году американцы Radiator Co продвигала в Лондоне свои Национальная колонна и дизайн в стиле рококо. Х. Мюнзинг в Лондоне импортировал разнообразие американских радиаторов, включая Royal Union, Coronet, Union и Walworth Patent. Лонгден из Шеффилда показал солнечный луч (Патент Лида). Вонтнер-Смит Грей из Лондона имел Финсбери, в то время как Луговой Литейный из Мэнсфилда сделал графа и пэра.Другие британские компании просто рекламировали их радиаторы как «декоративные» или «специальные», включая такие фирмы, как Haden of Trowbridge, Уильямс из Ридинга и Темза-Бэнк-Айрон и WG Cannon, оба в Лондоне. Другое раннее Британские производители включают Beeston, Crane, Hartley & Sugden, Lumbys, National Radiator (позже Ideal Standard), Винсент Скиннер (см. выше справа) и Уильям Грэм.
В 1906 г. в лондонском каталоге Листинг американской радиаторной компании: Astro Больница Swinging, Круглая, Колониальная стена, Угловой, Изогнутый, Детройт, Эксельсиор, Итальянский, Национальный, Бесподобный, Совершенство, Примус, Рококо, и санитарный штифт. Многие из них пришли в выбор высоты, ширины, номеров столбцов / устройств, а также в «дымоходе», «вентиляции» и «Невентилирующие» конструкции.(См. Рекомендуемые Чтение источников дополнительной информации о марки и стили викторианской и эдвардианской эпох радиаторы и печи).
КОНСЕРВАЦИЯ
| Печь медленного горения Portway Patent Tortoise, сохранившаяся в церкви Святого Леонарда, Родни Стоук в Сомерсете (Фото: Фрэнк Феррис, CIBSE Heritage Group) |
Ранние радиаторы и системы отопления особое историческое значение как само по себе, так и как часть характера и значения здания.Если здание внесено в список, разрешение местных властей (перечислено согласие на строительство) потребуется для любых изменений, которые влияют на характер здания как памятника архитектуры. Это может включать удаление любой части системы отопления, включая сам котел, но это не означает, что здание должно и дальше отапливаться устаревшая или неэффективная система.
Важность устойчивости хорошо известна, и использование эффективного производства тепла является ключевым элементом в устойчивой адаптации исторических зданий.В некоторых случаях это возможно адаптировать существующую систему к новой и более эффективный источник тепла. В других случаях может потребоваться оставить существующие приборы на месте и запустить вместе с ними новую систему, поддержание существующих каналов и оборудования.
Какой бы подход ни был выбран, необходимо обратиться за профессиональной консультацией. от квалифицированного консультанта, привыкшего иметь дело с исторической тканью.Отопительное оборудование разрешается только эксплуатировать, открывать или разбирать. компетентными инженерами, знакомыми с процедурами по охране труда и технике безопасности и наличие соответствующих инструментов и оборудования. Излишне говорить, что вращающийся оборудование, трубопроводы высокого давления, топливные системы, паровые и электрические системы могут быть опасными.
Рекомендуемая литература
Н. С. Биллингтон и Б. М. Робертс, Инженерное обслуживание зданий: обзор разработки , Pergamon Press, Лондон, 1982
B Roberts, The Quest for Comfort , CIBSE, Лондон, 1997
B Roberts, Отопление и вентиляция: инженерные системы исторического здания & Оборудование , English Heritage, Лондон, 2008
Следующие книги доступны на странице электронных книг Сертифицированного учреждения Веб-сайт группы инженеров по обслуживанию зданий Heritage:
Ретроспектива радиатора
Парковка котлов
Записи и документация
Строительные услуги Heritage
См. Также следующие разделы веб-сайта Hevac-Heritage: «Здания с историческим оборудованием», «Историческое оборудование» и «Викторианские инженеры-теплотехники».
J-B Weld предлагает самостоятельные решения для ремонта пескоструйной обработки зимой
Даже после принятия профилактических мер трубы, резервуары и соединения, особенно в старых домах, подвержены замерзанию. Когда вода становится льдом, она расширяется, оказывая давление на все, что ее содержит. Вот почему зачастую трещины и разрывы не заметны, пока лед внутри труб не растает. Если вы обнаружите потеки, протечки или брызги в своем доме, вам нужно действовать быстро, чтобы избежать дальнейшего ущерба, и, возможно, уклониться от дорогостоящего ночного, выходного или праздничного визита сантехника.
- Для начала определите, какие трубы есть в вашем доме. J-B Weld WaterWeld — лучший выбор для ПВХ, SteelStik идеально подходит для чугуна, меди или других металлов.
- Выключите воду, которая течет по сломанной трубе.
- Очистите поверхность, которую нужно отремонтировать, затем сделайте шероховатой с помощью напильника или наждачной бумаги для достижения наилучших результатов.
- После того, как вы выбрали лучший эпоксидный клей J-B Weld для решения своих проблем с водопроводом, тщательно вымешайте его пальцами, пока он не станет однородного цвета.
- Оберните замазку вокруг трубы, вдавив заглушку в отверстие, чтобы заглушить утечку, а также сгладьте края, чтобы зафиксировать ее.
- Не затыкайте дыру просто так. Учитывайте давление воды и используйте сварной шов J-B, достаточный для удержания пораженного участка трубы.
- Дайте пластырю полностью высохнуть в течение как минимум одного часа.
J-B Weld WaterWeld — это эпоксидная шпатлевка специального состава, которую можно наносить на влажную, протекающую или даже подводную поверхность. После замешивания его можно легко формовать.J-B Weld WaterWeld имеет установленное время от 15 до 25 минут и полностью затвердеет, как сталь, всего через 60 минут.
SteelStik — это смешиваемый вручную, армированный сталью, нержавеющий эпоксидный клей и герметик, используемый для затыкания отверстий и выполнения постоянного ремонта на влажных и сухих металлических поверхностях. Он схватывается всего за 3-5 минут и полностью затвердевает через час.
«Этой зимой J-B Weld может сэкономить вам время, нервы и деньги», — сказал Чип Хэнсон, генеральный директор J-B Weld. «Как WaterWeld, так и SteelStik могут остановить утечку, пока вы не сможете повторно оценить ситуацию и, при необходимости, вызвать специалиста.Наши продукты обеспечивают не только постоянный ремонт, но и превосходную ценность. Пакет J-B Weld за 5 долларов может сэкономить потребителям в среднем 150 долларов на замене или ремонте. И вы экономите время, когда не сидите без дела в ожидании сантехника ».
JB Weld также предлагает быстрые и простые решения других проблем с погодой зимой. WaterWeld и SteelStik также удобно иметь дома, чтобы исправить поломку лопаты, снегоочистители, санки и др. Чтобы найти свое решение для ремонта, посетите раздел продукции jbweld.com, задайте вопрос на странице Facebook или позвоните представителю службы поддержки клиентов, который может дать лучшие рекомендации по продукту по телефону 903.885.7696.
О компании JB Weld
Компания JB Weld, лидер в области производства эпоксидных клеев, базируется в Сульфур-Спрингс, штат Техас, и имеет офис в Атланте, штат Джорджия. Более 40 лет продукция JB Weld пользуется спросом у постоянных и восторженных поклонников. люди, которые гордятся своей работой. Продукты J-B Weld прочно приклеиваются к различным поверхностям даже в самых тяжелых условиях и обеспечивают экономичные варианты ремонта.Семейство продуктов включает J-B Weld, J-B Kwik, J-B Stik, WaterWeld, IndustroWeld, MarineWeld, Perm-O-Seal, WoodWeld и ClearWeld.