Неисправности сварочных аппаратов — Построй свой дом
Как и любой электрический прибор, сварочные аппараты имеют свойство ломаться. Есть поломки, которые без специализированной мастерской не устранить. Но в некоторых случаях восстановить работоспособность сварочного аппарата можно своими руками. Вот о том, какие бывают неисправности сварочных аппаратов, мы и поговорим в этой статье.
Неисправности сварочных аппаратов
Сварочный аппарат не включается
Еще 10 минут назад все работало, а сейчас аппарат не хочет стартовать. Почему такое происходит? Причин может быть три:
- Перегорание из-за неправильной подачи электричества либо замыкания в цепи высокого напряжения. Хотя на скачки напряжения рассчитано большинство моделей сварочных аппаратов, существуют предельно допустимые нормы, при превышении которых инвертор, полуавтомат или трансформатор перестают включаться.
- Защита может срабатывать в результате замыкания между листами магнитопровода и витками катушек, а также из-за пробоя конденсаторов.
- Вышла из строя система охлаждения. Происходит это опять-таки по нескольким причинам: превышение норм «продолжительности включения» и несоответствие подаваемого тока.
Как ремонтировать? Отключить прибор от сети, найти место поломки и устранить ее. Например, заменить конденсатор, восстановить изоляцию. Некоторые владельцы сварочных аппаратов экспериментируют с установкой дополнительных вентиляторов для дополнительного охлаждения. Сможете ли сделать это без помощи специалистов, решайте сами, но не забывайте, что любое самостоятельное вмешательство в работу устройства чревато потерей гарантийных обязательств со стороны производителя. Альтернативный вариант предотвращения подобных неприятностей – использование стабилизатора напряжения.
Сварочный аппарат перегрелся и задымился
Слишком длительная работа без перерывов, использование электродов большого диаметра, установка сварочного тока выше допустимого значения – все это может стать причиной перегрева.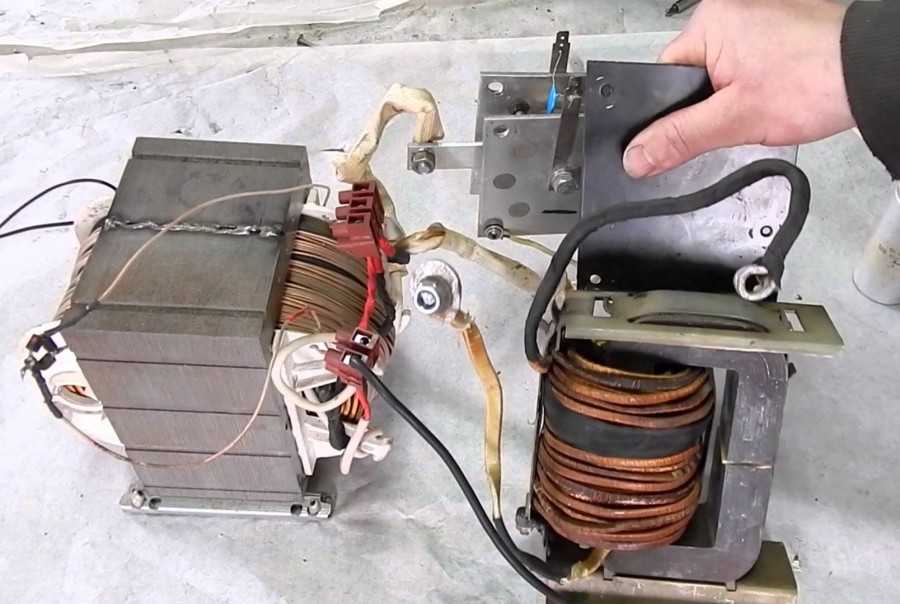
Как ремонтировать? Прежде всего, нельзя нарушать правила эксплуатации. Если в инструкции сказано, что максимальный диаметр электрода должен быть 4 мм, не экспериментируйте с 6-мм стержнями. Если все же неисправность произошла, в лучшем случае можно обойтись локальным восстановлением изоляции провода. В худшем – готовиться к полной перемотке трансформатора.
Сильно гудит трансформатор сварочного аппарата
Сильное гудение трансформатора, часто сопровождающееся перегревом. Причиной может быть ослабление болтов, стягивающих листовые элементы магнитопровода, неисправности в креплении сердечника или механизма перемещения катушек, перегрузка трансформатора (чрезмерно длительная работа, высокое значение сварочного тока, большой диаметра электрода). К сильному гулу приводит также замыкание между сварочными кабелями или листами магнитопровода.
Как ремонтировать? Необходимо проверить и подтянуть все винты и болты, устранить нарушения в механизмах крепления сердечника и перемещения катушек, проверить и восстановить изоляцию в сварочных кабелях.
Низкое значение сварочного тока
Явление может наблюдаться при пониженном напряжении в питающей сети или неисправности регулятора сварочного тока. Как проверить регулятор тока?
Прежде всего это плохая регулировка сварочного тока. К этому могут приводить различные неисправности в механизмах регулирования тока, которые различаются в разных конструкциях сварочных трансформаторов. А именно, неисправности в винте регулятора тока, замыкание между зажимами регулятора, нарушение подвижности вторичных катушек из-за попадания посторонних предметов или иных причин, замыкание в дроссельной катушке и т.п.
Как ремонтировать? Необходимо снять кожух с аппарата и исследовать конкретный механизм регулирования тока на предмет обнаружения неисправности. Простота устройства сварочного аппарата и доступность всех его компонентов для осмотра, облегчают поиск неисправности.
Простота устройства сварочного аппарата и доступность всех его компонентов для осмотра, облегчают поиск неисправности.
Внезапный обрыв сварочной дуги и невозможность зажечь ее снова
Вместо появления дуги наблюдаются только мелкие искры. Подобное может быть вызвано пробоем обмотки высокого напряжения на сварочную цепь, замыканием между сварочными проводами или нарушением их соединения с клеммами аппарата.
Как ремонтировать? Проверяйте провода, зачищайте контакты и плотно крепите их к клеммам.
Потребление большого тока из сети при отсутствии нагрузки сварочного аппарата
К этому может приводить замыкание витков обмотки, устраняемое локальным восстановлением изоляции или полной перемоткой катушки.
Как ремонтировать сварочный инвертор
Сварочные инверторы обеспечивают отличное качество сварки и максимальный комфорт для сварщика. Однако эти достоинства приобретены ценой более сложной конструкции, и что бы там ни говорили производители инверторов, меньшей надежностью в сравнении с предшественниками: трансформаторами и выпрямителями.
В отличие от сварочного трансформатора, который является в большей степени электротехническим изделием, сварочный инвертор представляет собой электронное устройство. Это означает, что диагностика неисправности сварочных аппаратов и ремонт сварочных инверторов предполагает проверку работоспособности транзисторов, диодов, резисторов, стабилитронов и прочих элементов, из которых состоит их электронная схема. Придется научиться работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей измерительной технике.
Неисправности инверторного сварочного аппарата
Особенностью ремонта инверторов является и то, что во многих случаях определить по характеру неисправности вышедший из строя компонент трудно или вообще невозможно, приходится проверять последовательно все элементы схемы.
Из всего вышесказанного следует, что успешный ремонт сварочного инвертора своими руками возможен лишь в том случае, если имеются хотя бы начальные познания в электронике и опыт работы с электрическими схемами. В противном случае самостоятельный ремонт может обернуться лишь напрасной потерей времени и сил.
Как мы уже говорили, принцип работы сварочного инвертора заключается в поэтапном преобразовании электрического сигнала:
- Выпрямлении сетевого тока — с помощью входного выпрямителя.
- Преобразовании выпрямленного тока в переменный высокочастотный — в инверторном модуле.
- Понижении высокочастотного напряжения до сварочного — силовым трансформатором.
- Выпрямлении переменного высокочастотного тока в постоянный сварочный — выходным выпрямителем.
В соответствии с выполняемыми операциями, инвертор конструктивно состоит из нескольких электронных модулей, к основным из которых относятся модуль входного выпрямителя, модуль выходного выпрямителя и плата управления с ключами (транзисторами).
Притом, что основные компоненты в инверторах различной конструкции остаются неизменными, их компоновка в аппаратах разных производителей может сильно различаться.
Как проверить транзисторы инвертора
Самым слабым местом инверторов являются транзисторы. Эта деталь греется при работе и если у нее будет недостаточный отвод тепла, может просто перегореть. Поэтому ремонт инверторных сварочных аппаратов начинается обычно с их осмотра. Неисправный транзистор обычно виден сразу — оплавленный или треснувший корпус, прогоревшие выводы. Если таковой обнаружен, можно начинать ремонт инвертора с его замены.
Иногда внешних признаков неисправности нет, все транзисторы выглядят неповрежденными. Тогда для определения неисправного транзистора используется мультиметр, с помощью которого можно их прозвонить.
Определить неисправные элементы — это далеко не все. Ремонт инверторных сварочных аппаратов предполагает также поиски деталей взамен сгоревших. Для этого определяется характеристика вышедших из строя элемента и, исходя из нее, подбирается аналог на замену.
Ремонт инверторных сварочных аппаратов предполагает также поиски деталей взамен сгоревших. Для этого определяется характеристика вышедших из строя элемента и, исходя из нее, подбирается аналог на замену.
Как проверить драйвер инвертора
Силовые транзисторы обычно не выходят из строя сами по себе, чаще всего этому предшествует выход из строя элементов драйвера. Проверка осуществляется с помощью омметра. Все неисправные детали выпаиваются и заменяются подходящими аналогами.
Как проверить выпрямитель инвертора
Входные и выходные выпрямители, представляющие собой диодные мосты, установленные на радиаторе, считаются надежными элементами инверторов. Однако иногда выходят из строя и они. Диодный мост удобнее всего проверять, отпаяв от него контакты и сняв с платы. Это облегчает работу и не вводит в заблуждение при наличии короткого замыкания в цепи. Алгоритм проверки прост, если вся группа звонится накоротко, нужно искать неисправный (пробитый) диод.
Как проверить плату управления инвертора
Плата управления ключами — самый сложный модуль сварочного инвертора, от его работы зависит надежность функционирования всех компонентов аппарата. Квалифицированный ремонт сварочных инверторов должен заканчиваться проверкой наличия сигналов управления, поступающих на шины затворов модуля ключей. Осуществляется эта проверка с помощью осциллографа.
Ремонт сварочных полуавтоматов
В полуавтомате, независимо от того, на какой базе он собран — инверторов или выпрямителей, к неисправностям электронной и электрической части могут добавляться механические неполадки. В частности, задержка подачи проволоки, вызванная малым прижимным усилием в механизме подачи или большим трением между проволокой и каналом в рукаве. В последнем случае самым эффективным способом ремонта сварочного аппарата является замена канала. Причем менять его рекомендуется, совместив удаление старого с установкой нового, соединив конец старого канала с началом нового.
Часто очень сложно найти объяснение неисправности сварочных аппаратов, особенно в инверторных моделях. Ведь инверторный аппарат представляют собой сложный комплекс электронных модулей, входного и выходного выпрямителей, транзисторов, платы управления с ключами, элементов драйвера и т.д. И разобраться со всем этим под силу не каждому. Поэтому лучше приобретать оборудование высокого качества и строго придерживаться правил его эксплуатации. А если вопрос ремонта все-таки стал актуален, отправляйтесь в сервисный центр.
В следующей статье я расскажу о сварочных электродах для инвертора.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ:
Неисправности инверторных сварочных аппаратов
Ремонт сварочного инвертора своими руками –
с чего начать?
Довольно часто от клиентов слышу следующий вопрос – возможно ли самостоятельно попытаться отремонтировать сварочный инвертор? и если можно, то хотелось бы получить соответствующие рекомендации. Отвечаю – ремонт сварочного инвертора своими руками возможен, если у вас есть навыки в ремонте оборудования, время и самое главное желание этим заниматься. Если у вас недостаточно знаний и опыта ремонта электронной аппаратуры, но желание самостоятельно отремонтировать свой инвертор велико, то будьте готовы потратить немало времени на изучение принципов работы радиоэлектронных компонентов.
Инверторный сварочный аппарат – достаточно сложное устройство, поэтому вам потребуются навыки работы с измерительной техникой – вольтметром, мультиметром, осциллографом и другими приборами. При отсутствии этих навыков, в лучшем случае – вы напрасно потеряете время, а в худшем – дополните перечень существующих неисправностей. Советую для начала научиться пользоваться мультиметром, осциллографом, паяльником, либо паяльной станцией. Если вы уверены в своих силах, то можно приступать к ремонту.
Снятие защитного кожуха
Перед снятием защитного кожуха убедитесь, что источник не подключен к питающей электросети.
Очистка сварочного инвертора
Очистка производится методом продувки сжатым воздухом. Перед проведением очистки нужно удалить вручную весь крупный мусор – стружку, опилки и т.п.
Также, необходимо осмотреть электронные платы и все элементы электронных плат, проверить крепления радиодеталей к электронным платам и контактные соединения всех проводов и разъемов. Это необходимо для того, чтобы избежать повреждений при продувке сжатым воздухом. В случае некачественного соединения проводов, либо соединительных разъемов необходимо запомнить их расположение, для дальнейшего произведения восстановительных работ.
Далее, производится продувка сжатым воздухом всех электронных плат, трансформаторов и радиаторов охлаждения. Продувку нужно производить осторожно, для предотвращения повреждений мелких компонентов.
Визуальный осмотр сварочного инвертора
После очистки аппарата от пыли производится тщательный осмотр всех узлов и элементов. Необходимо проверить наличие внешних повреждений:
- мест пайки проводов и радиодеталей (при помощи увеличительного стекла), подозрительные, либо окисленные соединения нужно пропаять,
- всех дорожек электронных плат (при помощи увеличительного стекла), при наличии повреждений нужно аккуратно пропаять,
- надежности крепления каждого провода к соединительному разъему,
- надежность крепления трансформаторов и радиаторов охлаждения.
При наличии вентилятора охлаждения проверяется вращение крыльчатки от руки, она должна вращаться свободно и беспрепятственно.
Визуально осмотрите сетевой провод и место соединения с электронной платой, а также место крепления сетевого провода к корпусу аппарата, для исключения непредумышленного отсоединения от аппарата. Чаще всего, сетевой провод подключается к плате управления при помощи соединительного разъема. Этот разъем необходимо проверить более тщательно.
Убедившись в том, что сетевой провод в исправном состоянии и не имеет оголенных токоведущих частей можно приступить к визуализации работы путем подключения к сети.![]()
Ремонт сварочного инвертора
Сварочный инвертор необходимо подключить к сети в открытом состоянии, без защитного кожуха. При наличии сетевого выключателя на аппарате перевести его в положение «Вкл». После этого он должен издавать слышимый звук, граничащий с писком, либо, должен работать вентилятор охлаждения. На некоторых моделях сварочных инверторов вентилятор охлаждения включается после нагрева радиодеталей, установленных на радиаторах охлаждения.
Если после подключения к сети и включения сетевого выключателя в положение «Вкл» инвертор не подает признаков работы, то необходимо мультиметром проверить наличие напряжения на входных контактах блока питания. К ним подключен сетевой провод, либо провода от сетевого выключателя. Напряжение на контактах должно быть не менее 180 В и не более 240 В. Если напряжение меньше 180 В, либо отсутствует, необходимо сначала восстановить полноценное электроснабжение сети. При условии присутствия переменного напряжения в указанном интервале проводим дальнейшую диагностику.
Проверяем присутствие постоянного напряжения на выходе выпрямительного блока. Работа будет намного упрощена, если у вас есть электрическая схема аппарата. На выходе выпрямительного блока обычно стоят большие конденсаторы, соединённые параллельно. Напряжение должно быть не менее 300 В, при условии если напряжение питающей сети 220 – 230 В. Если напряжение меньше или отсутствует совсем, то проверку всех элементов необходимо сделать по цепочке от сетевого провода до последнего конденсатора.
Если неисправен выпрямительный блок и вы нашли деталь, вышедшую из строя, не спешите менять ее на рабочую и включать в сеть аппарат. Следует определить причину выхода из строя этой детали.
Сама по себе радиодеталь выходит из строя очень редко, чаще всего к этому приводят внешние факторы. Выяснить какие факторы привели в негодность радиодеталь поможет характеристика работы данной детали. Например, если это диодный мост, то возможными причинами неисправности может послужить короткое замыкание на выходе диодного моста, либо превышение внешней нагрузки в выходной цепи. Выходная цепь имеет конденсаторы, которые нужно проверить на короткое замыкание. Также, выходная цепь может иметь полевые транзисторы соединенные последовательно с первичной обмоткой трансформатора. Следует отдельно проверить полевой транзистор и трансформатор. Процедура проверки зачастую требует извлечения радиодетали из общей схемы, так как на показания проверки влияют другие компоненты цепи.
После выпрямительного блока следует инвертор, который переводит постоянное напряжение в переменное напряжение высокой частоты. Основными элементами этого блока являются – высокочастотный трансформатор, полевой транзистор типа MOSFET и микросхема ШИМ-контроллера.
Начинаем проверку с цепочки полевого транзистора. Если полевой транзистор цел, то высокочастотный трансформатор скорее всего тоже исправен. А вот резисторы, находящиеся в цепи полевого транзистора, необходимо проверить индивидуально. При малейшем подозрении на неисправность их необходимо выпаять и проверить индивидуально на соответствие техническим характеристикам.
Далее проверяем осциллографом работу микросхемы ШИМ-контроллера. Здесь вам поможет «даташит» радиодетали, содержащий техническое описание компонента, его параметры, режимы эксплуатации и схемы включения. Если в схеме ШИМ-контроллера выявлены неисправности, то нужно проверить блок выходного выпрямителя на наличие короткого замыкания. Этот блок следует за высокочастотным трансформатором.
В случае отсутствия короткого замыкания в выпрямительном блоке, можно заменить вышедшие из строя элементы ШИМ-контроллера на рабочие и подключить сварочный инвертор к сети для дальнейшей диагностики. В большинстве случаев сварочный инвертор начинает работать, о чем говорит присутствие постоянного напряжения между зажимом «заготовка» и держателем электродов.
Напряжение между зажимом «заготовка» и держателем электродов проверяем мультиметром. Для этого устанавливаем цифровой мультиметр на измерение постоянного тока напряжением 200 В, отрицательным щупом мультиметра прикасаемся к зажиму «заготовка», а положительным к контактному месту установки электрода на держателе. Мультиметр должен показать напряжение от 40 до 120 В, в зависимости от технических характеристик сварочного инвертора. После замера напряжения нужно установить электрод и сделать несколько сварочных швов.
Мультиметр должен показать напряжение от 40 до 120 В, в зависимости от технических характеристик сварочного инвертора. После замера напряжения нужно установить электрод и сделать несколько сварочных швов.
Если вентилятор охлаждения не включился сразу после подключения аппарата к сети и после проведения сварочных работ, то необходимо проверить напряжение в месте подключения проводов вентилятора. Оно должно соответствовать указанному на вентиляторе рабочему напряжению. Если напряжение отсутствует – необходим ремонт электронной платы управления. Если напряжение соответствует рабочему, но вентилятор не вращается, требуется замена вентилятора.
Испытание сварочного инвертора в бытовых условиях
Перед испытанием инвертора необходимо знать условия его эксплуатации, для понимания происходящих процессов в самом аппарате, а именно:
- продолжительность нагрузки в том или ином режиме работы,
- температурные условия,
- технические характеристики сети, необходимые для подключения сварочного инвертора,
- сварочные электроды, используемые для того металла на котором, будут производиться испытания.
Сварочный инвертор не должен сильно гудеть и самопроизвольно отключаться.
При выполнении сварочного шва дуга должна равномерно «шипеть». Громкость «шипения» зависит от выбранного тока сварки.
Если при соблюдении всех условий эксплуатации и правильно выбранного режима сварки не получается добиться равномерного «шипения» дуги, то следует более тщательно проверить блок выходного выпрямителя и выходного дросселя на соответствие вольт-амперным характеристикам.
Самопроизвольное отключение сварочного инвертора
При несоблюдении указаний по продолжительности нагрузки, аппарат может отключаться. Это происходит, если он перегреется и сработает температурная защита, о чем сообщает желтый светодиод на внешней панели. В таком случае следует прекратить процесс сварки на 20-30 минут и дать аппарату остыть. Но не стоит доводить процесс до срабатывания температурной защиты, так как она может отсутствовать в результате предыдущего недобросовестного ремонта.
Ремонт оборудования
Мы предлагаем
- Прием заявок семь дней в неделю
- Консультация по телефону
- Выезд специалиста на объект
- Оперативное устранение неполадок
- Соблюдение сроков ремонта
- Гарантия качества на ремонт
- Разумные цены
Адрес мастерской:
г. Красноярск, ул. Перспективная, 32
Неисправности инверторных сварочных аппаратов
Developed in conjunction with Joomla extensions.
Developed in conjunction with Joomla extensions.
Developed in conjunction with Joomla extensions.
Особенности ремонта инверторных сварочных аппаратов
Аркадий Солуня, г. Щучинск, Казахстан
В последние годы завоевали популярность инверторные сварочные аппараты. Эта техника относительно недорогая, удобная в работе, позволяющая выполнять большинство работ. По крайней мере, в быту, домашнем строительстве, в гараже. Все инверторные сварочные аппараты построены, несмотря на обилие марок, по одному и тому же принципу. Выходной ток сварочного инвертора достигает 140 А и более при напряжении дуги примерно 25 В. Параметры схемы подобраны так, чтобы от однофазной сети потреблялась мощность порядка 4-5 кВт. Производитель, как правило, – Китай. У одних пользователей аппараты служат годами, у других – несколько дней или недель. В большинстве случаев вышедший из строя аппарат можно отремонтировать.
Причин, по которым выходит из строя эта техника несколько:
• попадание внутрь влаги (хотя во многих изделиях платы покрывают лаком) и пыли, особенно металлической. Опытные сварщики рекомендуют пользоваться «болгаркой» в удалении от сварочного аппарата, поскольку его вентилятор охлаждения затянет проводящую пыль внутрь корпуса,
• некачественные контакты в проводах подключения напряжения се™, слишком длинные провода,
• отказы вентиляторов охлаждения с последующим их заклиниванием.
Для эффективного ремонта этих изделий необходим осциллограф, который следует запитать (от сети 230 В / 50 Гц) через разделительный трансформатор. Для этого можно использовать силовой трансформатор от старого цветного телевизора. Включение через трансформатор исключит возможное поражение ремонтника током, поскольку вся силовая цепь сварочного инвертора гальванически связана с сетью 230 В / 50 Гц.
Для этого можно использовать силовой трансформатор от старого цветного телевизора. Включение через трансформатор исключит возможное поражение ремонтника током, поскольку вся силовая цепь сварочного инвертора гальванически связана с сетью 230 В / 50 Гц.
Опыт ремонта таких аппаратов показывает, что большинство неисправностей связано с отказами реле плавного пуска и вторичного источника питания (ВИП). При отказе ВИП аппарат не включается. ВИП обычно вырабатывают напряжение 12, 15 или 24 В. Мощность его ограничена, почти всегда он работает в тяжелом режиме и при скачках сетевого напряжения, заклинивании питающихся от него вентиляторов обдува, сразу выходит из строя. При этом нередко разрушаются обмотки его трансформатора. Трансформатор легко разбирается после 5 минут кипячения в воде и перематывается. В качестве межобмоточной изоляции удобно применять высокотемпературный скотч, а при его отсутствии -ленты, нарезанные из кухонного рукава для запекания.
Наиболее тяжелые случаи – это когда произошел отказ силовых IGBT или FET транзисторов. Просто менять их бессмысленно – «сгорят» снова. Как правило, «сгорание» сопровождается коротким замыканием по цепи сетевого питания. «Прозвонка» мультиметром показывает, что закорочены плюс и минус сглаживающих конденсаторов выпрямителя сети 300 В.
В этом случае сразу выпаиваем все силовые транзисторы, все диоды их обвязки и проверяем. Проверяем выпрямительные диоды сетевого напряжения. Иногда половина силовых транзисторов остается цела (первые включения можно будет сделать на них).
Оставлять комментарии могут только зарегистрированные пользователи
Felix Trush
Ремонт и эксплуатация сварочных трансформаторов
Простота конструкции и надежность сварочных трансформаторов относятся к их главным достоинствам. Однако и самые надежные механизмы иногда выходят из строя, особенно тогда, когда эксплуатация сварочных аппаратов производится с нарушением правил. Про устройство сварочных трансформаторов читайте здесь .
Самым слабым элементом сварочных трансформаторов является клеммная колодка, к которой подключаются сварочные кабели. Плохой контакт вместе с большим значением сварочного тока приводит к сильному нагреву соединения и подсоединенных к нему проводов. В результате разрушается само соединение, сгорает изоляция на концах обмоток, вследствие чего происходит замыкание.
Ремонт сварочного трансформатора в данном случае сводится к перебору греющегося соединения, зачистке контактных поверхностей и их зажиму с обеспечением плотного контакта всех элементов.
В числе других случаются следующие неисправности.
Самопроизвольное отключение сварочного аппарата. При включении трансформатора в сеть срабатывает его защита, в результате чего аппарат отключается. Это может происходить из-за замыканий в цепи высокого напряжения — между проводами и корпусом или проводов между собой. К срабатыванию защиты может приводить также замыкание между витками катушек или листами магнитопровода, а также пробой конденсаторов. При ремонте необходимо отключить трансформатор от сети, отыскать дефектное место и устранить неисправность — восстановить изоляцию, заменить конденсатор и т.п.
Сильное гудение трансформатора, сопровождающееся часто перегревом. Причиной может быть ослабление болтов, стягивающих листовые элементы магнитопровода, неисправности в креплении сердечника или механизма перемещения катушек, перегрузка трансформатора (чрезмерно длительная работа, высокое значение сварочного тока, большой диаметра электрода). К сильному гулу приводит также замыкание между сварочными кабелями или листами магнитопровода. Необходимо проверить и подтянуть все винты и болты, устранить нарушения в механизмах крепления сердечника и перемещения катушек, проверить и восстановить изоляцию в сварочных кабелях.
Чрезмерный нагрев сварочного аппарата. К наиболее частым причинам этого относится нарушение правил эксплуатации в виде установления сварочного тока выше допустимого значения, использования электрода большого диаметра или слишком продолжительной работы без перерыва. Необходимо соблюдать стандартный режим работы — устанавливать умеренные значения тока, применять электроды небольших диаметров, делать перерывы в работе для охлаждения аппарата.
Необходимо соблюдать стандартный режим работы — устанавливать умеренные значения тока, применять электроды небольших диаметров, делать перерывы в работе для охлаждения аппарата.
Сильный нагрев может привести к замыканию между витками обмотки катушки вследствие сгорания изоляции, сопровождающегося обычно дымлением. Это самый серьезный случай, про который говорят, что аппарат «сгорел». Если это произошло, то ремонт сварочного аппарата потребует в лучшем случае проведения локального восстановления изоляции провода катушки, в худшем — полной ее перемотки. В последнем варианте для сохранения характеристик аппарата необходимо проводить перемотку проводом исходного сечения — с тем же количеством витков, что и было.
Низкое значение сварочного тока. Явление может наблюдаться при пониженном напряжении в питающей сети или неисправности регулятора сварочного тока.
Плохая регулировка сварочного тока. К этому могут приводить различные неисправности в механизмах регулирования тока, которые различаются в разных конструкциях сварочных трансформаторов. А именно, неисправности в винте регулятора тока, замыкание между зажимами регулятора, нарушение подвижности вторичных катушек из-за попадания посторонних предметов или иных причин, замыкание в дроссельной катушке и т.п. Необходимо снимать кожух с аппарата и исследовать конкретный механизм регулирования тока на предмет обнаружения неисправности. Простота устройства сварочного аппарата и доступность всех его компонентов для осмотра, облегчают поиск неисправности.
Внезапный обрыв сварочной дуги и невозможность зажечь ее снова. Вместо появления дуги наблюдаются только мелкие искры. Подобное может быть вызвано пробоем обмотки высокого напряжения на сварочную цепь, замыканием между сварочными проводами или нарушением их соединения с клеммами аппарата.
Потребление большого тока из сети при отсутствии нагрузки. К этому может приводить замыкание витков обмотки, устраняемое локальным восстановлением изоляции или полной перемоткой катушки.
Ремонт сварочных выпрямителей
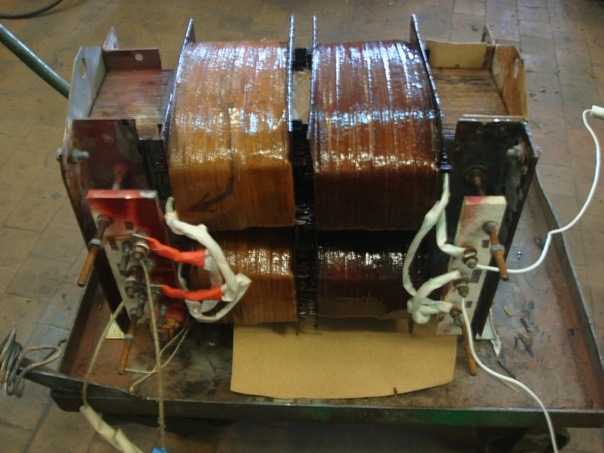
В конструктивном отношении выпрямитель занимает промежуточное положение между сварочным трансформатором и инвертором. От первого ему в наследство достался силовой трансформатор со всеми его недостатками, в частности, большой массой, нагревом и потенциальной возможностью замыкания обмоток или листов магнитопровода. Поэтому причины выхода из строя и способы ремонта сварочного аппарата в части силового трансформатора являются теми же самыми, что и у сварочного трансформатора. В случае, изображенном на фото ниже, сгорела обмотка силового трансформатора, и без перемотки в данном случае уже не обойтись.
Устройство сварочного выпрямителя
Имеющаяся электронная часть — диодный выпрямитель и модуль управления — роднит сварочный выпрямитель с инвертором. Поэтому поиск неисправности предполагает проверку диодного моста и элементов платы управления. Диодный мост является надежным компонентом электронных схем, но иногда он выходит из строя. В общем-то, причины неисправности могут быть самые разные: выгорают дорожки на платах, выходят из строя трансформаторы схемы управления. На фото ниже отображен случай, когда ремонт сварочного аппарата своими руками, заключавшийся в замене неработающей детали платы управления российским аналогом, позволил пользователю сэкономить на ремонте немалую сумму (70% от стоимости сварочного аппарата).
Плата управления (рядом замененный трансформатор платы управления)
Ремонт сварочных инверторов
Сварочные инверторы обеспечивают отличное качество сварки и максимальный комфорт для сварщика. Однако эти достоинства приобретены ценой более сложной конструкции и — что бы там ни говорили производители инверторов — меньшей надежностью в сравнении с предшественниками — трансформаторами и выпрямителями.
В отличие от сварочного трансформатора, который является в большей степени электротехническим изделием, сварочный инвертор представляет собой электронное устройство. Это означает, что диагностика и ремонт сварочных инверторов предполагает проверку работоспособности транзисторов, диодов, резисторов, стабилитронов и прочих элементов, из которых состоят электронные схемы. Нужно уметь работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей заурядной измерительной технике.
Нужно уметь работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей заурядной измерительной технике.
Особенностью ремонта инверторов является и то, что во многих случаях определить по характеру неисправности вышедший из строя компонент трудно или вообще невозможно, приходится проверять последовательно все элементы схемы.
Из всего вышесказанного следует, что успешный ремонт сварочного инвертора своими руками возможен лишь в том случае, если имеются хотя бы начальные познания в электронике и маломальский опыт работы с электросхемами. В противном случае самостоятельный ремонт может обернуться лишь напрасной потерей времени и сил.
Как известно, принцип работы сварочного инвертора заключается в поэтапном преобразовании электрического сигнала:
- Выпрямлении сетевого тока — с помощью входного выпрямителя.
- Преобразовании выпрямленного тока в переменный высокочастотный — в инверторном модуле.
- Понижении высокочастотного напряжения до сварочного — силовым трансформатором (имеющим очень маленький размер благодаря большой частоте напряжения).
- Выпрямлении переменного высокочастотного тока в постоянный сварочный — выходным выпрямителем.
В соответствии с выполняемыми операциями, инвертор конструктивно состоит из нескольких электронных модулей, к основным из которых относятся модуль входного выпрямителя, модуль выходного выпрямителя и плата управления с ключами (транзисторами).
Притом что основные компоненты в инверторах различной конструкции остаются неизменными, их компоновка в аппаратах разных производителей может сильно различаться.
Устройство сварочного инвертора
Устройство сварочного инвертора
Проверка транзисторов. Самым слабым местом инверторов являются транзисторы, поэтому ремонт инверторных сварочных аппаратов начинается обычно с их осмотра. Неисправный транзистор обычно виден сразу — взломанный или треснутый корпус, прогоревшие выводы. Если такой обнаружен, можно начинать ремонт инвертора с его замены. Вот так выглядит сгоревший ключ.
Вот так выглядит сгоревший ключ.
Поврежденный транзистор сварочного инвертора
А вот так — установленный взамен сгоревшего. Транзистор установлен на термопасту (КПТ-8), обеспечивающую хороший отвод тепла на алюминиевый радиатор.
Транзистор сварочного инвертора
Иногда внешних признаков неисправности нет, все ключи выглядят неповрежденными. Тогда для определения неисправного транзистора используется мультиметр, для их прозвонки.
Определить неисправные элементы — это очень хорошо, но далеко не все. Ремонт инверторных сварочных аппаратов предполагает также подыскивание, взамен сгоревших элементов, подходящих аналогов. Для этого определяется характеристика вышедших из строя элементов (по даташиту) и, исходя из нее, подбираются аналоги на замену.
Проверка элементов драйвера. Силовые транзисторы обычно не выходят из строя сами по себе, чаще всего этому предшествует выход из строя элементов «раскачивающего» их драйвера. Внизу представлено фото платы с элементами драйвера инвертора Telwin Tecnica 164. Проверка осуществляется с помощью омметра. Все неисправные детали выпаиваются и заменяются подходящими аналогами.
Проверка выпрямителей. Входные и выходные выпрямители, представляющие собой диодные мосты, установленные на радиаторе, считаются надежными элементами инверторов. Однако иногда выходят из строя и они. К тем, что изображены на фото ниже, это не относится, они — исправны.
Диоды с тремя ножками
Диодный мост удобнее всего проверять, отпаяв от него провода и сняв с платы. Это облегчает работу и не вводит в заблуждение при наличии короткого замыкания в цепи. Алгоритм проверки прост, если вся группа звонится накоротко, нужно искать неисправный (пробитый) диод.
Для выпаивания деталей удобно пользоваться паяльником с отсосом.
Контроль платы управления. Плата управления ключами — самый сложный модуль сварочного инвертора, от его работы зависит надежность функционирования всех компонентов аппарата. Квалифицированный ремонт сварочных инверторов должен заканчиваться проверкой наличия сигналов управления, поступающих на шинки затворов модуля ключей. Осуществляется эта проверка с помощью осциллографа.
Квалифицированный ремонт сварочных инверторов должен заканчиваться проверкой наличия сигналов управления, поступающих на шинки затворов модуля ключей. Осуществляется эта проверка с помощью осциллографа.
Контроль платы управления (на фото не инвертор, а выпрямитель, но суть от этого не меняется)
Полуавтоматы
В полуавтоматах, независимо от того, на какой базе — инверторов или выпрямителей — они выполнены, к неисправностям электронной и электрической части могут добавляться чисто механические неполадки. В частности, задержка подачи проволоки, вызванная малым прижимным усилием в механизме подачи или большим трением между проволокой и каналом в рукаве. В последнем случае самым эффективным способом ремонта сварочного аппарата является замена канала. Причем менять его рекомендуется, совместив удаление старого с установкой нового — за один протяг, соединив конец старого канала с началом нового.
тороидальный трансформатор для сварочного аппарата
Приятная обстановка делает жизнь достойной жизни. Действительно, невероятные тороидальный трансформатор для сварочного аппарата на Alibaba.com могут воплотить эту мечту в реальность. Они небольшие по размеру и дизайну. Эти продукты уменьшают потребление электроэнергии для лучшего освещения и разнообразного светового излучения. Примечательно, что энергосбережение тороидальный трансформатор для сварочного аппарата находит различное применение в нескольких отраслях, включая бытовую технику.
Высокое качество тороидальный трансформатор для сварочного аппарата обеспечивает долгий срок службы. Эффективные трансформаторы освещения являются потребителями с низким энергопотреблением, что позволяет пользователю сэкономить деньги для других приоритетов. Кроме того, эти электротехнические изделия доступны как для домашнего использования, так и для легкой промышленности. Эти продукты с меньшим уровнем шума и дыма на Alibaba.com оснащены эффективными системами охлаждения и безопасности.
При покупке более качественных и продуктивных товаров тороидальный трансформатор для сварочного аппарата потенциальным покупателям следует ознакомиться с несколькими пунктами контрольного списка . Рабочие характеристики определяют используемую мощность напряжения. В равной степени они должны знать рабочую частоту трансформаторов. Размер и диаметр должны быть пропорциональны рабочей нагрузке. Из-за колебаний погодных условий осторожный покупатель должен понимать преобладающие климатические условия в целях безопасности.
Соответствие тороидальный трансформатор для сварочного аппарата зависит от характера работы. Наличие запчастей снижает стоимость ремонта. Высокие цены на трансформаторы освещения обеспечиваются надежной доставкой в режиме реального времени. Наслаждайтесь расслабляющим отдыхом, используя наиболее подходящие для окружающей среды приборы. Найдите на Alibaba.com широкий спектр надежных глобальных поставщиков и выгодные предложения.
Качественный и недорогой ремонт сварочных трансформаторов 🛠⚙️в Санкт-Петербурге (СПб)
БЕСПЛАТНО
заберем/привезем
диагностика
Ремонт сварочных аппаратов-трасформаторов
Администратор сервисного центра, Дарья
Мы рады видеть Вас в нашем сервисном центре. У нас большой опыт в ремонте сварочных аппаратов-трансформаторов, который позволяет нам быстро и хорошо выполнять ремонт самой разной сложности. Ремонт сварочных аппаратов-трансформаторов требует мастерства и опыта, а значит профессионализм в работе необходим. Отличные специалисты, а также самое передовое оборудование позволяют нам делать качественную работу.
В нашем сервисном центре Вы обязательно получите индивидуальный подход к решению вашей проблемы, уютную атмосферу и горячий кофе. Если Вам нужен по-настоящему качественный и профессиональный ремонт сварочных аппаратов-трансформаторов, выполненный быстро и вовремя, то сервисный центр РемБренд в Питере сможет Вам помочь.
Как мы работаем:
Вы оставляете заявку удобным способом
Мы бесплатно забираем инструмент в сервис*
Бесплатно диагностируем
Вы даете согласие
Мы ремонтируем
Бесплатно привезем обратно
Наши преимущества:
Бесплатно забираем в сервис
Бесплатно диагностируем
Наличие оригинальных запчастей
Любые формы оплаты с/без НДС
Отсрочка платежа
Специальные условия постоянным клиентам
Чтобы сдать ваш сварочный аппарат-трансформатор в сервис на ремонт, вам нужно:
- Оставить заявку по телефону: 8 (812) 309-84-10 или написать электронное письмо на [email protected]
- Доставить ваш прибор самостоятельно или воспользоваться бесплатно забором оборудования в СПб нашим водителем, отдать прибор на бесплатную диагностику
- Оплатить услугу ремонта (оплата производится наличными, безналичным способом, банковской картой в офисе нашей компании)
- Срок проведения ремонта сварочного аппарата-трасформатора составляет от одного до пяти рабочих дней, в зависимости от сложности ремонта
Почему мы:
Возможность ремонта прибора при Вас
Наличие склада оригинальных запчастей
На время ремонта прибора предоставляем подменный прибор
Гарантируем самую низкую цену на ремонт инструмента
Ремонтируем все марки инструментов
Привезем и заберем бесплатно
Бесплатная диагностика
Работа с НДС и без НДС
Ремонт от 7 дней
Как правило, нет запчастей
Остаетесь без прибора
Боятся открыто писать цены
Ремонтируют только определенные марки приборов
Платная доставка
Платная диагностика
Работают как им удобно
Заказать звонок
Часто задаваемые вопросы:1.Какие сварочные трансформаторы мы ремонтируем?
2. Сколько будет стоить ремонт сварочного трансформатора?
3. Почему стоимость ремонта сварочного трансформатора отличается в сервисных центрах?
4. Каковы сроки ремонта сварочного трансформатора?
5. Можно ли отремонтировать сварочный трансформатор в срочном порядке?6. Что необходимо для того чтобы сдать/получить сварочный трансформатор из сервиса?
 Какие сварочные трансформаторы мы ремонтируем?
Какие сварочные трансформаторы мы ремонтируем?1. Сервисный центр РемБренд ремонтирует все марки сварочных трансформаторов. Вся сложность в ремонте сварочного трансформатора, это наличие запчастей и квалификация мастера. Хотим отметить, что опыт наших мастеров по ремонту сварочных трансформаторов более 10 лет. Помимо многолетнего опыта, каждый из мастеров имеет сертификаты прохождения обучения на базе производителей.
Затронем вопрос запчастей. Сервисный центр РемБренд использует при ремонте только оригинальные запчасти, которые приобретаются только у представителя бренда в России. В большинстве случаев ремонта запчасти в наличии, но бывают ситуации, что запчастей нет, и нет их не только у нас, но и в России. В данном случае мы предупреждаем заказчика на стадии диагностики.
Исходя из этого, можно сделать вывод, что нашим основным преимуществом является не только то, что мы занимаемся ремонтом всех брендов сварочных трансформаторов, но и отвечаем за его качество и смело даем гарантию.
2. Цена на ремонт сварочного трансформатора формируется из двух составляющих, стоимость запчастей и стоимость работ. Если с ценой работы все понятно, ее можно посмотреть на сайте в прейскуранте цен на ремонт, то с запчастями сложнее. Для того чтобы узнать стоимость ремонта сварочного трансформатора, необходимо провести полную диагностику и выявить все неисправности. Хотим отметить, что диагностика у нас бесплатная. После проведения диагностики Вы будете четко знать какие запчасти необходимы для ремонта Вашего сварочного трансформатора и какова будет стоимость ремонта.
3. Разница цен на ремонт сварочного трансформатора в сервисных центрах зависит от множества факторов. Перечислим основные:
— использование оригинальных/неоригинальных запчастей
— использование новых или б/у запчастей
— от наценки на запчасти
— от наценки на работы
Большинство сервисных центров представляют из себя гараж, мастера, он же бухгалтер, директор, водитель, снабженец и все это в одном лице. Не хотим сказать, что это плохо, но зачастую производительность у такого сервисного центра очень низкая и доступ к оригинальным запчастям не всегда имеется. Запчасти приходиться перепокупать у сторонних сервисных центров, отсюда увеличение цены. В данном случае рекомендуем Вам не полениться и приехать посмотреть на сервисный центр РемБренд, и понять кому Вы доверяете свой инструмент.
4.Сроки ремонта сварочного трансформатора зависят от нескольких факторов. Первое это наличие запчастей. Сервисный центр РемБренд имеет собственный склад, на котором всегда в наличии большинство запчастей для ремонта сварочных трансформаторов. Мы следим за тем, чтобы в наличии были не только ходовые позиции запчастей, но и те, что достаточно редко подвергаются поломкам. Также немаловажным моментом является опыт мастеров и их количество. Наши мастера — это квалифицированные специалисты и истинные ценители своего дела в одном лице. Для них ремонт — это не просто работа, а возвращение инструмента к полноценной службе. Каждый отремонтированный прибор в компании РемБренд– это всегда не только довольный мастер, но и довольный клиент.
5. В наш сервисный центр часто обращаются с вопросом, можно ли отремонтировать сварочный трансформатор в день обращения. Зачастую мы идем на встречу нашим клиентам и ремонтируем сварочный трансформатор в день обращения, но стоит понимать, что это возможно, только в том случае, если в наличии имеются все необходимые запчасти.
 Также возможность срочного ремонта сварочного трансформатора зависит от его сложности и от загруженности сервисного центра. Если Вас интересует срочный ремонт сварочного трансформатора, мы готовы его осуществить без дополнительной оплаты. Для этого заранее необходимо с нами связаться, обговорить время и подъехать с инструметом в наш сервисный центр.
Также возможность срочного ремонта сварочного трансформатора зависит от его сложности и от загруженности сервисного центра. Если Вас интересует срочный ремонт сварочного трансформатора, мы готовы его осуществить без дополнительной оплаты. Для этого заранее необходимо с нами связаться, обговорить время и подъехать с инструметом в наш сервисный центр. 6. Для того чтобы сдать Ваш сварочный трансформатор в сервисный центр РемБренд, необходимо самостоятельно привезти его по адресу ул. Молдагуловой, 5 в будни с 9 до 18 часов. При оформлении Вы получите сохранную расписку с номером Вашего заказа, а также, при необходимости, сможете проконсультироваться с мастером по всем интересующим Вас вопросам.РЕМОНТ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ в СПБ.
Если по какой-то причине у Вас нет возможности приехать, мы рады предложить Вам услуги нашей бесплатной службы доставки. Оформить вызов курьера можно по телефону 8 (812) 309-84-10 или отправить заявку на электронную почту [email protected]
Из-за широкого практического применения обычно требуется ремонт сварочных трансформаторов бытового класса. Эти неприхотливые и простые по конструкции устройства используются для ручной дуговой сварки. Принцип работы несложный: между двух обмоток создается электромагнитная индукция, понижающая напряжение от городской сети и повышающая сварочный ток. Помимо первичной и вторичной обмоток, аппарат состоит из магнитопровода и вентилятора охлаждения. Ремонт сварочных трансформаторов чаще всего требуется при замыкании в цепи между его элементами и при чрезмерном нагреве.
Когда нужен ремонт сварочного трансформатора?
• Устройство отключается. Возникает это при замыкании между витками, поэтому источником неисправности становится клеммная колодка и ее обмотка.
• Прерывается дуга. Прерывание имеет место при несоответствии типа сварки и тока применяемому электроду. Но если это носит постоянный характер, то нужно проверить устройство в мастерской.
• Аппарат перегревается. Чтобы избежать ремонта сварочных трансформаторов, нужно соблюдать режим эксплуатации и делать перерывы через определенные интервалы.
• Залипает электрод. Основные причины – низкое напряжение, окисление контактов, повреждение сварочных кабелей.
• Появилось гудение. Если это не перегрузка и не замыкание в кабелях, то нужно затянуть крепления.
Сервисный центр «РемБренд» выполняет ремонт сварочных трансформаторов в Санкт-Петербурге. Мы восстанавливаем сварочное оборудование зарубежных марок и аппараты российского производства БТР, ТДМ, Зубр. Благодаря их простой конструкции обычно выявляются типичные неисправности, которые легко устраняют наши мастера. Основной спектр работ включает в себя разборку соединений, диагностику, замену сгоревших деталей, зачистку контактов и восстановление изоляции. После ремонта сварочный трансформатор тестируется для подтверждения его работоспособности.
Matahari Services
— Всегда поставляйте только выход переменного тока.
— Простая конструкция, низкая стоимость, меньше обслуживания.
— Однофазный: 230 В, двухфазный: 415 В (две линии по три фазы), трехфазный: 415 В.
Обычно он имеет две катушки, а именно первичную (высокое напряжение и низкий ток) и вторичную (низкое напряжение и высокий ток) катушки. Оба гальванически изолированы. Первичная и вторичная обмотки намотаны медью или алюминием.Алюминий используется для снижения веса и экономии. Поскольку номинальный ток меньше, размер алюминиевого проводника будет тяжелее, чем у медного. Обе обмотки размещены на магнитопроводе, состоящем из кремниевой пластинки.
Соотношение между током, напряжением и количеством витков следующее.
| Первичное напряжение (В1) | = | Вторичный ток (I2) | = | Количество витков первичной обмотки (N1) |
| Напряжение вторичной обмотки (В2) | Первичный ток (I1) | Вторичное число оборотов (N2) |
Системы охлаждения: масляное охлаждение, воздушное охлаждение и принудительное воздушное охлаждение.
Механизмы управления током: дроссель с отводом, подвижная катушка, магнитный шунт, подвижный сердечник и реактор с насыщением.
| Дроссель с резьбой | Ответвительный реактор включен последовательно со вторичной обмоткой. Выходной ток — это не постоянное изменение, а только ступенчатое изменение. Эта машина используется для общего производства. |
| Подвижная катушка типа | При изменении положения первичной или вторичной катушки изменяется магнитная муфта.Ходовой винт используется для изменения положения катушек. Ток высокий, когда обе катушки находятся рядом, и меньше, если далеко. Постоянные колебания тока, но требуют регулярного обслуживания. |
| Магнитный шунт | Замена магнитной муфты между первичной и вторичной обмотками путем установки подвижного магнитного шунта. Постоянные колебания тока, но требуют регулярного обслуживания.Магнитный шунт вызывает изменение потока рассеяния и тем самым регулирует выходной ток. |
| Подвижный стержень | Перемещение активной зоны внутри реактора. Возможно постоянное изменение тока. Движущийся сердечник изменяет воздушный зазор, что изменяет реактивное сопротивление. Чем больше воздушный зазор, тем меньше импеданс и выше ток. |
| Насыщаемый реактор | Путем включения насыщающегося реактора во вторичный контур.Устраняет движущиеся части, но дороже. Импеданс вторичного реактора регулируется путем электрического регулирования уровня насыщения активной зоны. Используется управляющая катушка постоянного тока. Если в катушке протекает постоянный ток, сопротивление меньше, больше выходной ток и наоборот в случае меньшего постоянного тока. |
| Сварочный генератор | Это машина роторного типа с приводом от электродвигателя или двигателя внутреннего сгорания (дизельного или бензинового).Выход генератора — постоянный ток. Он имеет обмотку возбуждения в статоре и обмотку якоря в роторе. Когда якорь вращается двигателем или двигателем, вырабатывается небольшое переменное напряжение. Он выпрямляется с помощью коммутатора, а ток собирается угольными щетками. Это напряжение подключается к выходному зажиму, а также к магнитному полю через регулятор для изменения выходного тока. |
| Выпрямитель сварочный | Выход машины — постоянный ток.Раньше машины постоянного тока поставлялись с подвижной катушкой, подвижным сердечником, насыщающимся реактором и тиристорами или тиристорами. Первые три типа аналогичны принципу, описанному в трансформаторах. Единственное отличие состоит в том, что клеммы вторичной обмотки соединены с выходом через диодные мосты. Диоды используются для изменения переменного тока на постоянный. Это называется исправлением. На выходе последовательно подключен дроссель постоянного тока для фильтрации компонентов переменного тока для сглаживания постоянного тока. |
| Тип тиристора | В тиристорах управляющие платы используются для включения тринистора путем управления выходным током.Изменяя угол открытия затвора SCR, ток, проходящий через него, будет меняться. Эти машины имеют очень прочную конструкцию. Поскольку движущаяся часть отсутствует, техническое обслуживание не требуется. Регулярное удаление пыли увеличит срок службы электронных компонентов и уменьшит выход машины из строя. |
| Инверторный тип | Во всех вышеперечисленных сварочных аппаратах входящее напряжение снижается с помощью трансформатора и используется для сварки напрямую или с помощью выпрямителей.В этом случае 80% веса машины составляет трансформатор, поэтому размер больше. В машинах инверторного типа входящее напряжение выпрямляется (переменный ток в постоянный) и фильтруется. Это постоянное напряжение снова преобразуется в переменный ток высокой частоты (от 20 кГц до 100 кГц) с помощью полевых МОП-транзисторов или IGBT. Это высокочастотное высокое напряжение снижается до более низкого напряжения с помощью трансформатора с ферритовым сердечником. Выход этого трансформатора — низкое напряжение высокой частоты. Этот выход выпрямляется с помощью диодов специального типа, используемых для сварки. Размер и вес трансформатора меньше.В обычных машинах потери в трансформаторе высоки, а КПД меньше. Но в инверторных машинах потери меньше, а эффективность преобразования высокая. |
Энергосбережение много. Коэффициент мощности высокий. Таким образом, нет необходимости использовать конденсаторы для повышения коэффициента мощности.
Все вышеперечисленные машины различаются по конструкции.
Теперь объясняются различные типы машин с точки зрения их использования.
Машина MMAW / ARC, TIG, MIG, подводная дуга, плазменная резка, точечная, кажущаяся, стыковая, разрядка конденсатора.
MMAW / ARCРучная дуговая сварка металла выполняется электродами с флюсовым покрытием. Для различных целей используются электроды разных типов.
Подводная дугаЭто процесс дуговой сварки, но дуга полностью погружена под слой гранулированного плавкого флюса, который надлежащим образом защищает дугу от атмосферного загрязнения. В процессе сварки флюс механически подается к соединительной головке дуги под действием силы тяжести, проволока подается с помощью механизма подачи проволоки к сварочной головке, длина дуги контролируется, также можно регулировать ход дуги или заготовку. .Сварочный наконечник и зона сварки всегда окружены и защищены расплавленным флюсом.
Преимущества:TIG — это процесс, в котором источником тепла является дуга, образующаяся между неплавящимся вольфрамовым электродом и заготовкой.Дуга и расплавленная лужа защищены от атмосферного загрязнения (например, кислорода и азота) газовой защитой из инертного газа, такого как аргон, гелий или смесь аргона с гелием.
Доступныаппаратов TIG постоянного и переменного тока. Горелки с вольфрамовым электродом доступны с газовым и водяным охлаждением. Источник постоянного или переменного тока подключается последовательно с высокочастотным (HF) блоком. В случае сварки TIG на постоянном токе после зажигания дуги. Наложение ВЧ может быть отсечено, но в случае переменного тока tig наложение ВЧ требуется непрерывно.В фильтре переменного тока tig используется конденсатор для подавления составляющих постоянного тока. Но в современной сварке TIG на основе инвертора переменного тока этот конденсатор устраняется с помощью электронного управления.
Сварка MIG (металлический инертный газ) / Co2Дуга и лужа расплава защищены от таких загрязнений, как кислород и азот. Его также называют процессом MAG (Metal Activate Gas). Защищенный газ в этом процессе представляет собой 100% чистый СО2, смесь аргон-СО2. Американское сварочное общество называет этот процесс дуговой сваркой в газовой среде (GMAW).
ПроцессMIG в основном представляет собой полуавтоматический режим, при котором длина дуги и подача проволоки в дугу регулируются автоматически. Работа сварщика сводится к установке пистолета под правильным углом и перемещению его по шву с контролируемой скоростью движения.
АппаратMIG состоит из сварочного выпрямителя постоянного напряжения, механизма подачи проволоки, подачи защитного газа, средств управления приводом проволоки, тока, потока газа и сварочной горелки или горелки.
Дугу можно запустить, просто подведя электрод к работе.Однако необходимо, чтобы проволока двигалась, как только она соприкасается с изделием, так как большой импульс тока при коротком замыкании может сжечь проволоку быстрее, чем она подается, что приведет к ее слиянию с контактной трубкой. Это называется феноменом обратного ожога.
Рекомендуемый номинальный ток машины
| Диапазон тока в амперах | Сечение проволоки в мм для стали | Сечение провода в мм для алюминия |
|---|---|---|
| 150 | 0.8 к 1.00 | |
| 250 | от 0,8 до 1,2 | 1,2 |
| 400 | от 0,8 до 1,6 | от 1,2 до 1,6 |
| 600 | от 1,8 до 2,00 | от 1,2 до 1,6 |
Рекомендуемый размер кабеля
| Сварочный ток в амперах | Размер медного кабеля, кв.мм | Размер алюминиевого кабеля в кв. Мм |
|---|---|---|
| 100 | 16 | 27 |
| 150 | 25 | 42 |
| 230 | 35 | 58 |
| 400 | 50 | 82 |
| 600 | 70 | 112 |
| 600 (тяжелый режим) | 95 | 153 |
| Рабочий цикл станка в% | = | (номинальный ток) 2 x номинальный рабочий цикл в% |
| (желаемый ток) 2 |
Номинальный ток машины составляет 600 А при рабочем цикле 60%.
Чтобы рассчитать номинальный ток для 100% рабочего цикла:
| 100 | = | (600) 2 х 60 |
| (желаемый ток) 2 |
| (желаемый ток) 2 | = 3600 X | 60 |
| 100 |
| Следовательно, ток при 100% рабочем цикле | = | 600 х 0.78 |
| = | 468 А |
кВт = фактическая мощность, потребляемая машиной для создания номинальной нагрузки
KVA = Полная мощность или произведение напряжения и тока
Для однофазной машины KVA = Вольт x Ток
Для трехфазной машины кВА = 1,732 x вольт x ток
Коэффициент мощности сварочного трансформатора будет около 0.45,
для тиристоров около 0,8 и
для инверторного типа pf составит 0,95 при сварочном токе 75%.
Почему в трансформаторе контактной сварки произошло короткое замыкание между первичной и вторичной обмотками?
Трансформаторы для сварки сопротивлением очень прочные. Они могут без проблем работать годами. Когда они терпят неудачу, это катастрофа. Замыкание между первичной и вторичной обмотками — один из способов выхода из строя. Это происходит при нарушении изоляции между этими катушками.Между первичной и вторичной обмотками очень тонкое разделение. Любое повреждение этого тонкого слоя может привести к катастрофическому короткому замыканию между двумя катушками. Чтобы этого не произошло, при замене трансформатора необходимо найти причину короткого замыкания и разработать план предотвращения в будущем.
Катушки трансформатора Собраны с первичной и вторичной обмотками. Упрощенный эскиз силовых компонентов
Чтобы найти основную причину сбоя, необходимо оценить множество факторов.Вот некоторые из факторов, на которые следует обратить внимание:
ЭТО НОВАЯ МАШИНА И НОВАЯ УСТАНОВКА?
При новой установке новой машины необходимо оценить установку и то, как машина используется.
Все ли компоненты установлены правильно? Были ли установлены выводы к трансформатору, как указано производителем? Трехфазное питание постоянного тока подается по схеме «треугольник» или «Y». Поддерживается ли это в соответствии с требованиями для основных подключений? Трансформатор рассчитан на подключенное входное напряжение?
Подключено ли водяное охлаждение к требуемой скорости потока, температуре и качеству для трансформатора? Была ли вода включенной и текла при включении питания? Эксплуатация трансформатора без надлежащего охлаждения приведет к перегреву и возможному повреждению изоляции.Когда изоляция между первичной и вторичной обмотками выходит из строя, они могут соприкоснуться, и у вас возникнет короткое замыкание. Предохранитель или автоматический выключатель должен сработать (если на машине имеется надлежащее электрическое заземление) (включая отрицательную площадку трансформаторов, корпус трансформатора, машину и устройство контроля сварки). В случае короткого замыкания трансформатор готов к снятию и возможному ремонту. Была ли вода в течение того времени, когда машина не использовалась? Это может привести к образованию конденсата в трансформаторе, если первичная и вторичная обмотки не герметизированы и не защищены от влаги.Конденсация трансформатора может привести к выходу из строя.
Есть ли указатели расхода на выходе всех трансформаторов? Убедитесь, что вода течет нормально.
ЭТО НОВАЯ МАШИНА, КОТОРАЯ УСПЕШНО РАБОТАЕТ?
Если машина относительно новая, но некоторое время работала нормально, необходимо дважды проверить установку, как указано выше, прежде чем переходить к другим факторам. Необходимо проверить расход и температуру воды. Есть ли индикаторы расхода на выходе всех трансформаторов? Поддерживается ли качество воды должным образом (проводимость, pH и общее количество растворенных твердых веществ)? Оставалась ли вода включенной в те периоды, когда машина не использовалась, например, между сменами или в выходные дни? Если вода не используется в течение длительного времени, а первичная и вторичная обмотки не герметизированы и не защищены от влаги, внутри трансформатора может образоваться конденсат.Конденсация может привести к повреждению изоляции и короткому замыканию. Если воду обычно отключают в периоды простоя, включали ли она снова, когда машина снова включалась?
ЭТО Б / У МАШИНА, КОТОРАЯ БЫЛА НЕДАВНО УСТАНОВЛЕНА НА НОВУЮ УСТАНОВКУ?
Бывшая в употреблении работающая машина может указывать на то, что трансформатор не является подозреваемым. Однако в любой новой установке физическое повреждение трансформатора при переезде на новое место может быть признаком потенциального источника отказа.Трансформатор рассчитан на новое напряжение и мощность? Чтобы проверить целостность нового бывшего в употреблении трансформатора перед установкой, необходимо проверить изоляцию. Обычными тестами являются Hi-Pot и Megger. Это может быть выполнено с помощью трансформатора или другого электрического испытательного оборудования. Если трансформатор исправен, то следует обратить внимание на электрическую установку трансформатора, как указано выше. Необходимо дважды проверить расход и температуру воды. Есть ли индикаторы расхода на выходе всех трансформаторов? Поддерживается ли качество воды должным образом (проводимость, pH и общее количество растворенных твердых веществ)?
ЭТО Б / У СТАНОК, КОТОРЫЙ СВАРОЧЕН УСПЕШНО?
Если машина долгое время работала без проблем, то следует обратить внимание на изменения в обычных рабочих процедурах.Поток, температура и качество воды являются кандидатами для исследования. Есть ли индикаторы расхода на выходе всех трансформаторов? Поддерживается ли качество воды должным образом (проводимость, pH и общее количество растворенных твердых веществ)? Когда вода выключается или включается относительно периодов простоя машины? Когда машина выключена, вода должна быть выключена. Когда машина вернется в эксплуатацию, перед сваркой необходимо снова включить воду.
УПРАВЛЕНИЕ УСТАНОВЛЕНО И ФУНКЦИОНИРУЕТСЯ НАДЛЕЖАЩИМ?
Блок управления должен иметь надлежащую защиту от перегрузки по току и иметь размер, соответствующий нагрузке.Он также требует охлаждения для SCR, который может выйти из строя при перегреве. Необходимо проверить расход, температуру и качество воды. Есть ли индикаторы расхода воды на выходной стороне регулятора? Поддерживается ли качество воды должным образом (проводимость, pH и общее количество растворенных твердых веществ)? Следует протестировать SCR, чтобы убедиться, что один или оба вышли из строя. Когда SCR выходит из строя, он выходит из строя в состоянии «ВКЛ» и пропускает полный первичный ток. Этот полный ток может повредить трансформатор в случае его перегрева. Трансформатор мог перегреться и повредить тонкую изоляцию между первичной и вторичной обмотками.Это приводит к короткому замыканию и выходу из строя трансформатора.
Ссылка: Руководство по контактной сварке RWMA, разделы — 19 и 25
Roman Manufacturing Inc.
Компоненты для контактной сварки, электроды для контактной сварки, датчики силы, держатели, стержни из сплава, стержни из медного сплава, контроллеры для контактной сварки, сварочные трансформаторы, охладители, сварочные зажимы, мониторы сварки, LVDT, кабели, шунты
Сварочные детали
Устройства управления контактной сваркой
КомпанияStandard Resistance Welder Company может поставить широкий спектр устройств управления контактной сваркой, от простого таймера на 1 А до комбинированных полупроводниковых устройств управления.Важно, чтобы элементы управления и приложение правильно соответствовали друг другу.
- AC, DC
- Однофазный
- Трехфазный
- Полуволновые преобразователи частоты,
- Среднечастотные средства управления сваркой.
Для получения дополнительной информации об элементах управления или для размещения заказа позвоните в наш отдел продаж по телефону 1-800-365-9943.
Сварочные трансформаторы
Standard Resistance Welder Company может поставить все типы сварочных трансформаторов мощностью от 5 до 750 кВА однофазных и от 50 до 1000 кВА трехфазных.Мы также предлагаем услуги по перемотке трансформаторов.
- Тип приспособления Трансформатор для приспособлений для многоточечной сварки
- Тип оборудования Трансформаторы для прессовых, шовных или коромысел.
- Блок питания преобразователя для роботизированных приложений
- Однофазные или трехфазные блоки питания постоянного тока для контактной сварки и нагрева
- Отводные переключатели для регулирования выходного напряжения для трансформаторов контактной сварки
- Заземляющие реакторы для защиты от поражения электрическим током, доступны в несколько размеров и диапазонов напряжения
- Измерители импеданса для уравновешивания вторичных сварочных токов в машинах для многоточечной сварки.
- Трансформаторы типа Transgun / Robot для роботов или многоточечных приспособлений. Номинальная мощность от 20 до 100 кВА
- Трансформаторы переносного пистолетного типа для использования с переносными сварочными пистолетами или дистанционными роботами-пистолетами.
Держатели
Кабели и шунты
LVDT
Основы LVDT — Что такое LVDT? Как работает LVDT? (pdf)
Технические характеристики и размеры (pdf)
Манометры
Технические характеристики и размеры манометра (pdf)
Устройство для проверки сварных швов
- Устройство для проверки сварных швов
- Ручные устройства для проверки сварных швов
- Ручные устройства для проверки сварных швов
Мониторы сварки
Мониторы сварки
Высокоточные «миниатюрные» мониторы сварных швов
Нажмите здесь, чтобы связаться с нами для получения дополнительной информации
Аспекты энергосбережения сварочных аппаратов
Один из наиболее часто задаваемых вопросов при рассмотрении вопроса о закупке сварочного оборудования: «Сколько мне это будет стоить?»
Сварочное оборудование на базе инвертора более позднего поколения является более компактным, легким, универсальным и обеспечивает лучшее качество сварки.Прежде всего, они БОЛЕЕ ЭНЕРГОЭФФЕКТИВНЫМИ.
Инверторный источник сварочного тока с множеством преимуществ. Инверторная технология может привести к значительному снижению потребляемой мощности.
Инверторная технология позволяет использовать более легкие и мощные сварочные аппараты
В прошлом источники питания для сварки основывались на трансформаторах. Источник питания был напряжением 50 Гц 230 или 415 вольт. Металлический трансформатор изменил его с относительно высокого входного напряжения на ток 50 Гц при более низком напряжении.Этот низковольтный ток затем выпрямлялся каким-то выпрямительным мостом, чтобы получить сварочный выход на постоянном токе (DC). Обычно управление этим выходом осуществлялось какими-то относительно медленными магнитными усилителями.
Трансформаторы относительно неэффективны, работая при 50 или 60 Гц. В трансформаторе выделяется много тепла, и трансформатор должен быть относительно большим и тяжелым. Значительная часть затрат на электроэнергию идет на нагрев трансформатора и окружающего воздуха. Большинство таких источников питания для сварки весят около 100 кг и имеют форму куба 800–1000 мм.Кроме того, если используется частота 50 Гц, управляющие сигналы могут подаваться не чаще, чем 100 раз в секунду, поэтому невозможно подавать импульс сварочного тока быстрее этой скорости.
В источниках питания с инверторным управлением используется такая же входящая мощность 50 Гц. Однако вместо того, чтобы напрямую подаваться на трансформатор, он сначала выпрямляется до 50 Гц постоянного тока. Затем он подается в инверторную секцию источника питания, где он включается и выключается твердотельными переключателями на частотах до 50 000 Гц.Этот импульсный постоянный ток высокого напряжения и высокой частоты затем подается на главный силовой трансформатор, где он преобразуется в постоянный ток низкого напряжения 20000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления. Управление выходом осуществляется полупроводниковыми элементами управления, которые модулируют скорость переключения переключающих транзисторов.
Основная предпосылка конструкции источника сварочного тока гласит, что более высокая рабочая частота позволяет источнику питания использовать меньше медных обмоток и меньший сердечник в трансформаторе и индукторе (самые тяжелые компоненты сварочного аппарата.
Другим важным преимуществом инверторных источников питания является то, что, «измельчая» входящий переменный ток так тонко, мы получаем очень стабильный постоянный ток без типичных пульсаций 50 Гц. Это приводит к более гладкой и стабильной сварочной дуге на постоянном токе.)
Для промышленного оборудования инверторная технология может значительно снизить потребляемую мощность
Низкое напряжение ведет к долгому сроку службы
Ожидается, что продукты, основанные на инверторной технологии, будут превышать рейтинг надежности существующих машин с тиристорным управлением.Высокочастотные инверторы повышают надежность, поскольку они снижают нагрузку на полупроводник, переключающий мощность, называемый IGBT.
Новая технология сводит к минимуму тепловыделение за счет снижения общей мощности до нуля перед переключением. Это снижает рабочую температуру IGBT и позволяет производителям увеличивать частоту коммутации на 40 000 Гц по сравнению с существующей конструкцией. В результате работы на высоких частотах трансформатор и катушка индуктивности в инверторах будут весить намного меньше, чем в более ранних моделях.Радиаторы также меньше по размеру из-за их эффективной конструкции.
Преимущества инвертора
По сравнению с обычными источниками питания, инверторные источники сварочного тока обладают следующими преимуществами:
- Легкий и портативный
- Обеспечивает превосходные характеристики сварки штангой со всеми типами электродов
- Мощность многопроцессорной сварки без снижения характеристик дуги в любом режиме
- Быстрая реакция на изменение условий дуги (например,g., обеспечивает стабильную мощность сварного шва даже при рукопожатии оператора)
- Превосходное управление процессами импульсной сварки
- Независимость от линейного напряжения — использует одно- или трехфазное входное питание и несколько входных напряжений без какого-либо ручного механизма повторной коммутации
- Повышенный коэффициент мощности (более эффективное использование энергии от электросети)
- Меньшая подверженность колебаниям первичного напряжения (например, «грязная энергия»)
Еще одно преимущество инверторных блоков питания — стоимость электроэнергии.Инверторное оборудование намного эффективнее трансформаторного. Например, потребляемый ток при 200 ампер для типичного сварочного аппарата инверторного типа составляет 29 ампер при однофазном питании 230 вольт. Ток, потребляемый старым трансформаторным сварочным аппаратом, обычно составляет от 50 до 60 ампер при однофазной сети 230 В при сварке на аналогичных токах. Хотя экономия затрат при переходе на инверторы часто преувеличивается, при нормальных обстоятельствах можно с уверенностью сказать, что годовая экономия электроэнергии составляет примерно 10% от закупочной цены источника питания.
Для промышленного оборудования инверторная технология дает преимущество, заключающееся в возможности подключения и использования большего количества аппаратов для одного и того же сварочного процесса при той же подключенной кВА производственной единицы
Способность генерировать переменный ток — вот что действительно делает инвертор блестящим для сварки алюминия с использованием GTAW. Тот факт, что напряжение дуги никогда не достигает нуля, означает, что дуга переменного тока намного более стабильна, чем раньше. Большинству инверторных источников питания GTAW не требуется, чтобы высокая частота была постоянно включена для стабильности.Он автоматически гаснет, как только зажигается дуга. Устранение непрерывных высоких частот резко снижает количество радиопомех, генерируемых источником питания.
Во-вторых, тот факт, что мы можем посылать управляющие сигналы с частотой 20 кГц, означает, что мы можем изменять частоту выходного сигнала при сварке переменным током. Старые машины имели выход переменного тока только 60 Гц. Новый дизайн может выдавать переменный ток с частотой 20 и 150 Гц. Более высокие частоты могут быть полезны при сварке тонких материалов. По мере увеличения частоты конус дуги и сварной шов сужаются, что приводит к более глубокому проплавлению.
Плавление сварного шва происходит в отрицательной части цикла переменного тока на электроде. Во время части цикла, когда электрод является положительным, проплавление уменьшается, и в вольфрамовый электрод поступает больше тепла. Однако во время положительной части цикла электрода дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. По этой причине, хотя большинство других материалов сваривают GTA на постоянном токе, алюминий обычно сваривают на переменном токе.Очень первые источники питания GTAW обеспечивали простой выход синусоидальной волны, в котором генерировалось равное количество положительного и отрицательного электрода. Однако это было неэффективно. Нам не нужно было столько положительного электрода, чтобы получить надлежащую очистку. Более поздние источники питания позволили нам изменять соотношение отрицательного и положительного электрода. Было обнаружено, что приблизительно 65% отрицательного электрода и 35% положительного электрода обеспечивают адекватную очистку дуги и хорошее проплавление. Однако большая часть энергии дуги все еще шла на нагрев вольфрамового электрода, поэтому требовались вольфрамовые электроды большого диаметра.
ЭКОНОМИЯ НА СЧЕТАХ ЗА ЭЛЕКТРОЭНЕРГИЮ!
Для промышленного оборудования инверторная технология может принести значительную экономию за счет более низкого энергопотребления и, следовательно, более низких затрат на электроэнергию.
Заключение
Источники питания инвертора обеспечивают адекватную очистку дуги с 15% положительного электрода.