Как сварить профильную трубу, какими электродами
Профильная труба востребована для создания легких и прочных конструкций из металла. Это могут быть разнообразные каркасы, обрешетки и целый ряд других несущих оснований. Особенность проката заключается в его сечении: оно не круглое, как у большинства труб, а прямоугольное или квадратное. В силу этих обстоятельств сварка профильной трубы имеет свои особенности. Их обязательно нужно учитывать, чтобы получить качественный шов.
СОДЕРЖАНИЕ
- Особенности работы с профильной трубой
- Сварка профильной трубы инвертором
- Какими электродами варить профильную трубу
- Сварка труб электродуговой сваркой
- Сварка труб газосваркой
Особенности работы с профильной трубой
Профтруба производится из углеродистой или нержавеющей стали путем литья с последующей формовкой. По сути, она является особым видом металлопроката, сечение которого варьируется в широком диапазоне значений: от 10 до 500 мм. Это дает возможность выбрать оптимальную по размерам трубу для конкретной работы с учетом предполагаемой нагрузки.
Это дает возможность выбрать оптимальную по размерам трубу для конкретной работы с учетом предполагаемой нагрузки.
Трубный прокат представляет собой особую категорию металлопродукции, которая востребована в создании легких и прочных металлоконструкций по чертежу или без. Основным преимуществом материала является:
- небольшой вес, что позволяет минимизировать издержки на создание, транспортировку и монтаж конструкции;
- большой выбор размеров и сечений;
- стандартные размеры типовых изделий. Их торцевание и стыковка не вызывает особых сложностей;
- унифицированная толщина стенок;
- ровная и гладкая поверхность снаружи и внутри.
Сваривание профтрубы стало основой изготовления поликарбонатных теплиц, декоративных опор для заборов, гаражей, ворот, навесов; а также разного рода коммуникационных магистралей.
Приступая к свариванию профильных труб следует ознакомиться с особенностями работы с таким материалом.
Сварка профильной трубы инвертором
Перед началом работы необходимо принять во внимание общие сведения:
- при температурном воздействии профильные трубы деформируются намного больше, нежели круглые;
- расплавленный металл может попадать во внутренние полости заготовок. Если важно сохранить конструкцию пустотелой, то необходимо контролировать данный процесс. В противном случае расплав может просто перекрыть канал;
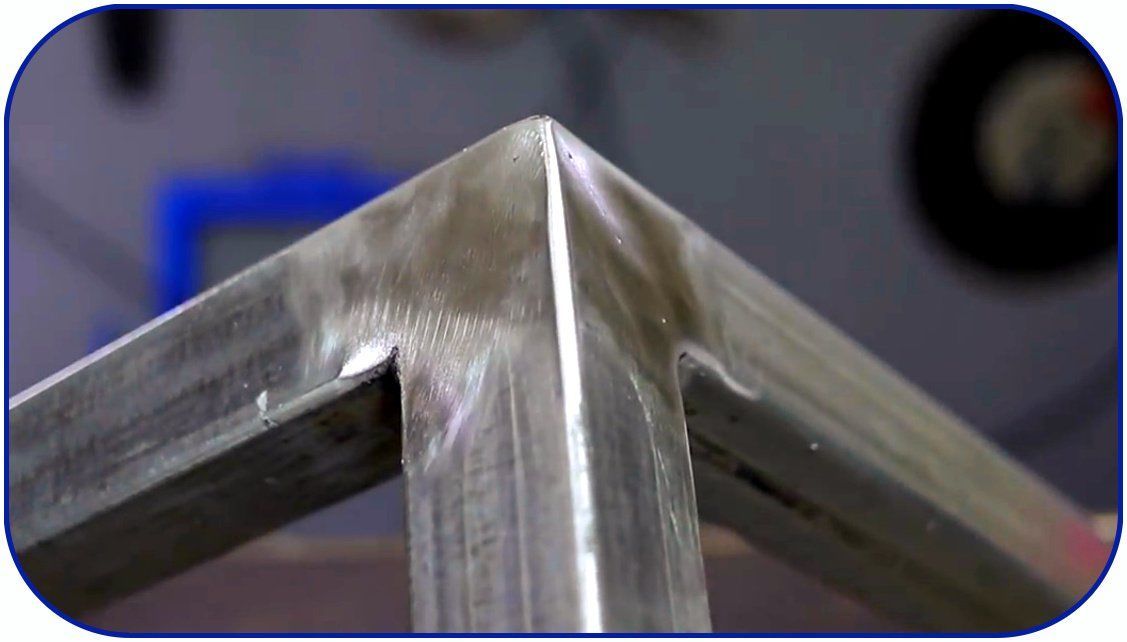
- выполняя работы по торцевому соединению заготовок нужно учесть, что в силу неравномерного нагрева или же по причине неправильной формовки валиков на углах конструкции может образоваться высокое напряжение.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Стенки металлопроката делаются разной толщины. И если толстые стенки не вызывают никаких проблем, то сваривание тонкостенных труб требует специальных навыков. Работая инвертором, следует учесть такие моменты:
И если толстые стенки не вызывают никаких проблем, то сваривание тонкостенных труб требует специальных навыков. Работая инвертором, следует учесть такие моменты:
- металлопрокат следует сваривать при силе тока от 10 до 60 Ампер;
- для работы с тонкостенным прокатом подбираются электроды диаметром 0,5-2 мм. Расходники большего размера не подходят;
- шов делается за один проход;
- скорость сваривания во многом влияет на качество сварного соединения;
- сварка профиля должна быть завершена еще до того момента, когда успеют остыть кромки профиля.
Электроды для сварки профильной трубы
Для получения хорошего результата при работе с профильной трубой необходимо правильно выбрать толщину расходного материала. Очень тонкий электрод – это потенциально нестабильное горение электрической дуги. Толстый же расходник легко может прожечь стенку трубы.
Подбор диаметра присадочной проволоки основывается на толщине стенок заготовок. Практика показывает, что:
Практика показывает, что:
- если толщина стенок трубы до 2 мм, то оптимальными будут электроды диаметром 1,5 миллиметра;
- толщина стенок 2- мм – электрод «двоечка»;
- «четверкой» стоит запасаться для работы с профильными трубами, стенки которых имеют толщину 4-6 миллиметров.
Важно учесть, что электроду существуют двух типов: неплавящиеся и плавящиеся. Первые применяются только в сочетании со специальными присадками, выполненными из сплава латуни, олова или иных мягких металлов с фосфатами.
Читайте также: Какие бывают электроды для сварки
Сварка труб электродуговой сваркой
Для сваривания профильных труб электродуговой сваркой необходим минимальный опыт исполнения подобного рода работ. Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
При изготовлении ферм специалисты советуют швы размещать в нижней позиции, если этому не препятствуют условия выполнения работ. Желательно готовить конструкции из металлической профтрубы в специальных просторных помещениях. Помимо большого объема такие помещения должны иметь и достаточной большой проем (ворота), через который можно вывозить готовые изделия.
Торцы соединяемых труб нужно предварительно зачистить и обезжирить. Тогда обеспечивается максимальное сцепление металла и расплава. Для подготовки кромок толщиной 4 и более миллиметра используется фаскосниматель. В таком случае можно формировать швы в несколько слоев, что дополнительно придаст ему прочности, надежности и долговечности. Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
В случаях, когда металл имеет толщину более 10 мм, специалисты рекомендуют выполнять работы в несколько этапов. Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
При выборе режима дуговой сварки учитывается полярность, сила тока и напряжение, диаметр расходного материала. Сила тока выставляется в диапазоне значений 20-90А в зависимости от сечения электрода. К примеру, если предвидится использование электродов малого диаметра, то потребуется в настройках выбрать обратную полярность и постоянный ток.
На поверхности сварного соединения образуется шлак. Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Сварка труб газосваркой
Специалисты реже соединяют трубы газовой сваркой, предпочитая использовать электродуговую. Причина заключается в том, что использование газосварочного аппарата влечет удорожание работ, более опасен из-за ацетилена и требуется основательная подготовка специалиста. Тем не менее, газовые установки тоже используются в таких работах. И связано это, прежде всего, с невозможностью подключения к сети энергоснабжения.
На практике есть две методики использования газосварочного оборудования:
- Сварщик перемещает присадочный материал вслед за горелкой по направлению слева-направо. Такую технологию принято называть «правой». Достоинства метода заключаются в отличном прогревании соединяемых материалов и отличной видимости рабочей зоны.
 В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров.
В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров. - «Левый» способ характеризуется тем, что присадочный материал перемещается впереди горелки по направлению справа-налево. Он востребован при работе с тонкостенными трубами.
 В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров.
В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров.Принято различать несколько этапов сварки профильных труб с помощью газовой горелки. Изначально потребуется приобрести материалы:
- баллоны с кислородом и ацетиленом;
- присадочный материал;
- редуктор;
- горелку газовую с наконечниками;
- флюс;
- шланги подачи газа.
Нужно обратить внимание на то, что газовая установка непригодна для использования, когда требуется варить тонкостенную профильную трубу. Металл будет слишком быстро плавиться и герметичность стыка будет сомнительной.
На первом этапе нужно подготовить поверхность: обезжирить и очистить от посторонних включений. Заготовки прочно фиксируются на рабочем столе. Края обрабатываются пастообразным флюсом, который предотвращает окисление металла в процессе сварки. Опытные сварщики рекомендуют делать скосы на кромках труб под углом 30 градусов. Это позволит сделать несколько сварных швов высокого качества.
Заготовки прочно фиксируются на рабочем столе. Края обрабатываются пастообразным флюсом, который предотвращает окисление металла в процессе сварки. Опытные сварщики рекомендуют делать скосы на кромках труб под углом 30 градусов. Это позволит сделать несколько сварных швов высокого качества.
Пламя образуется в результате горения смеси кислорода и ацетилена. На стык подается присадочный материал и перемещается впереди пламени горелки. Температуры горелки достаточно для того, чтобы расплавить и присадку, и металл заготовок. В результате расплавы соединяются, образуя сварной шов. Перемещать горелку следует справа-налево. Обратное направление применяется в том случае, когда стенки трубопроводов толстые. Проволока в этом случае подается вслед за горелкой, а не впереди ее. Очень важно для качественной сварки выбрать оптимальный по диаметру электрод.
В процессе работы необходимо контролировать геометрию конструкции. Из-за высокой температуры горелки легко допустить ошибку и нагреть одну сторону сильнее, чем другую.
Сварка профильной трубы инвертором
Оцените, пожалуйста, статью
12345
Всего оценок: 15, Средняя: 2
Как сварить мутный тройной IPA
Адам Роббинс из Reuben’s Brews рассказал журналу Craft Beer & Brewing, как сварить плотный, мутный тройной IPA. Что особенно примечательно, главное оружие напитка — отнюдь не хмель.
Самый популярный мутный IPA пивоварни Reuben’s Brews — не середнячок: крепость тройного IPA Triple Crush — 10%. Сорт завоевал целый ряд наград, среди которых две золотые медали на Открытом чемпионате США в 2019 и 2018 годах. Последние партии Triple Crush были распроданы менее чем за час после релиза.
Каждый раз, начиная работать с новым рецептом, необходимо чётко обозначать ключевые особенности стиля —выбрать те характеристики, на основе которых будет составляться рецепт.
Создавая свой мягкий, ароматный, мутный трипл-IPA, Reuben’s Brews опиралась на следующие ключевые характеристики.
Правильные, активные дрожжи
Очень часто ключевые особенности, влияющие на успех напитка, неочевидны. Эфирный профиль, устойчивая мутность и мягкое ощущение во рту, объединяющие все хорошие мутные индиа пейл-эли, сильно зависят от выбранного штамма дрожжей. Reuben’s Brews остановила свой выбор на London III.
Находясь в среде с высоким содержанием алкоголя, дрожжи испытывают огромный стресс. Поэтому для эффективного сбраживания тройного IPA нужно запастись достаточным количеством свежих дрожжей, в идеале собранных из свежего стартера или из менее крепкого пива. Жизнеспособность и активность дрожжей — залог эффективного и полного сбраживания.
Питкость
Следующий важный параметр — конечная плотность напитка. Пиво должно сбродить до такой конечной плотности, чтобы оно было питким — оно не должно быть слишком сладким. Высокое содержание алкоголя добавляет пиву тела, поэтому в подобных стилях не всегда просто нащупать баланс. Чтобы решить проблему, удерживается относительно низкая температура затирания — 64 °C, и добавляется кукурузный сироп, позволяющий повысить крепость без повышения плотности.
Пиво должно сбродить до такой конечной плотности, чтобы оно было питким — оно не должно быть слишком сладким. Высокое содержание алкоголя добавляет пиву тела, поэтому в подобных стилях не всегда просто нащупать баланс. Чтобы решить проблему, удерживается относительно низкая температура затирания — 64 °C, и добавляется кукурузный сироп, позволяющий повысить крепость без повышения плотности.
Хмель
Важно заметить, что хмель занимает лишь третье место в списке ключевых характеристик. Команда Reuben’s Brews уверена, что правильно подобранные дрожжи, их активность и управление аттенюацией — важнейшие факторы, влияющие на успех тройного IPA. Чем выше крепость, тем прочнее солодовая основа, способная выдержать большую интенсивность хмеля и сбалансировать её за счёт большей сладости. Следовательно, для создания более заметного хмелевого профиля допускается повышение количества применяемого хмеля. Для сухого охмеления тройных IPA Reuben’s Brews использует более 20 г на литр.
При таком сильном охмелении есть риск возникновения хоп-бёрна. Чтобы не допустить хмелевого жжения, Reuben’s увеличила время холодной выдержки.
Чтобы не допустить хмелевого жжения, Reuben’s увеличила время холодной выдержки.
Что касается выбора хмеля, то при таком сильном сухом охмелении практически у любого сорта хватит масел, чтобы создать стабильную полифенольную мутность. В основе стиля лежат насыщенный вкус тропических фруктов и мягкий, округлый хмелевой профиль, сочетающий в себе мягкое ощущение во рту и легкую горечь. Выбранный хмель не должен выпадать из общей концепции.
Отдельно стоит обсудить изомеризацию. Исходя из лабораторных испытаний Reuben’s Brews, одно только сухое охмеление дает 25 IBU горечи. А поскольку конечная цель — 50 IBU, при охмелении во время варки горечь может быть увеличена не более чем на 25 IBU. Следовательно, чтобы избежать изомеризации при внесении большого количества хмеля в вирпул, температура сусла должна быть невысокой. При относительно непродолжительном охмелении в вирпуле, добавление хмеля после отключения огня придаёт около 50% от общей горечи Triple Crush.
Рецепт Reuben’s Triple Crush
Размер партии: 21 литр
Эффективность: 75%
Начальная плотность: 1,092
Конечная плотность: 1,016
Горечь: 50 IBU
Крепость: 10%
Солод:
6,4 кг немецкого солода пилс;
567 г овсяных хлопьев;
340 г белого пшеничного солода;
227 г пшеничных хлопьев;
57 г карамельного солода.
График охмеления и внесения дополнительных ингредиентов:
454 г кукурузного сахара через 10 минут;
57 г Citra [13% альфа-кислот] после отключения огня;
197 г Citra [13% альфа-кислот] на сухое охмеление.
Дрожжи:
Wyeast 1318 London Ale III, Omega OYL-011 British Ale V, Imperial A38 Juice или похожие.
Инструкция:
Отрегулируйте профиль воды, чтобы обеспечить кислотность затора на уровне 5,3 pH и соотношение хлоридов и сульфатов в пропорции 3:1. Затирайте в течение 60 минут при температуре 64 °C. Промойте дробину и по мере необходимости долейте воды, чтобы получить 22,7 литра сусла или больше, если влага испаряется слишком быстро. Кипятите в течение 60 минут. Добавьте кукурузный сироп и хмель по графику.
После кипячения остудите сусло до 19 °C и внесите щедрую порцию дрожжей. Сбраживайте при температуре 21 °C. После завершения первичного брожения на трое суток добавьте хмель. Выдержите диацетиловую паузу. Резко снизьте температуру до 3°C, выдерживайте не менее семи дней. Карбонизируйте и разлейте в бутылки.
Выдержите диацетиловую паузу. Резко снизьте температуру до 3°C, выдерживайте не менее семи дней. Карбонизируйте и разлейте в бутылки.
Сварка тонкого профиля. — Ручная дуговая сварка — ММA
#1 Vovka123
Отправлено 30 September 2016 21:43
Вечер добрый уважаемые коллеги! В данный момент на работе часто приходится в полевых условиях варить ручкой конструкции из тонкого профиля 1,2-1,5мм (потому, что начальству лень возить баллоны для ПА ). Из электродов УОНИ 13\55 и ОЗС — 4, другого нет и не будет, варю в основном УОНИ, точками, с отрывом итд. Так вот собственно вопрос, красиво заварить не получается, швы все под зачистку, но начальство и технадзор пока не разу не отругали=) Хотелось бы услышать как вы варите тонкий металл.
Сообщение отредактировал Vovka123: 01 October 2016 00:06
- Наверх
- Вставить ник
#2 Георгий 11
Отправлено 30 September 2016 22:09
Vovka123,рутилом в отрыв.
- Наверх
- Вставить ник
#3 andrei1975
Отправлено 30 September 2016 23:11
Вари без отрыва сверху вниз , на токе 120-130 ампер тройка электрод . Быстро и не останавливаясь . Для начала отдельно потренируйся
- Наверх
- Вставить ник
#4 saper24
Отправлено 30 September 2016 23:29
Вари без отрыва сверху вниз , на токе 120-130 ампер тройка электрод . Быстро и не останавливаясь . Для начала отдельно потренируйся
А нижнее положение с права на лево или с лева на право? 130 настоящих ампер+ горячий старт=дырка. 1.2 миллиметра слишком нежная толщина.
1.2 миллиметра слишком нежная толщина.
- Наверх
- Вставить ник
#5 vergaser
Отправлено 30 September 2016 23:48
А если после отрыва уоний не загорится? Вот горячий старт это пожалуй главная беда, на мой взгляд. И какой аппарата у автора темы не понятно…
- Наверх
- Вставить ник
#6 andrei1975
Отправлено 01 October 2016 00:10
А нижнее положение с права на лево или с лева на право? 130 настоящих ампер+ горячий старт=дырка.
 1.2 миллиметра слишком нежная толщина.
1.2 миллиметра слишком нежная толщина.Хоть с лева или на право. но уменьшить ток уже нужно. Да и от аппарата зависит многое . Я своим гусми 165 глушитель себе варил, так как ехать нужно было, а полуавтомат на даче был. Он мягко зажигает дугу. А у знакомого варил на даче , правда марку не помню.. так у него с треском дуга идет. Переведу на понятный язык. Мясо на сковородке без воды и с водой. Скорее всего автор сам себе может помочь. Поварив хотя бы пару часов на разных токах и на кусках профиля.
Сообщение отредактировал andrei1975: 01 October 2016 00:31
- Наверх
- Вставить ник
#7 kot_obormot
Отправлено 01 October 2016 05:03
Может проще объяснить начальству,что все таки проще баллон привезти,не на горбу же своем,на машине. Скорость повысится же.Или они в этом не заинтересованы?Вон вчера полку в гараж сварил,350*40,профиль 1,5 мм,за часа полтора вместе с раскроем управился,а сколько бы времени я электродом тыкал…
Скорость повысится же.Или они в этом не заинтересованы?Вон вчера полку в гараж сварил,350*40,профиль 1,5 мм,за часа полтора вместе с раскроем управился,а сколько бы времени я электродом тыкал…
- Наверх
- Вставить ник
#8 serga01net
Отправлено 01 October 2016 05:22
УОНИ, точками, с отрывом итд.
УОНИ, точками — а швы должны быть сплошными? А итд — это как?
начальство и технадзор пока не разу не отругали
А как положено варить то, что вы варите, по правилам (требованиям ТУ, например)? Или правил нет (вари, как Б-г на душу положит)? Тогда чего беспокоиться о начальстве (которому лень возить баллоны) и технадзоре (который не контролирует ничего и не обеспечил вам подходящий метод сварки)? Теперь я понимаю, почему у мебелей (стульев) отваливаются ноги в районе сварки. Их варили УОНЯми против всяких правил.
Их варили УОНЯми против всяких правил.
- Наверх
- Вставить ник
#9 saper24
Отправлено 01 October 2016 09:11
После извращений которые выкладывал в теме про УОНИИ, я допаливал электроды на конструкции мастерской. Делаю щас каркас под профлист. Привариваю профтрубу 50*25*2 к стойкам из четверки. Так вот что касается УОНИ, ЛБ и 53.70, если бы не четверка металл у одной из стенок стыка, мало бы что вышло. Двойка профиль стыкуется торцом, а торец прогарает мухой чуть что. Так на четверке зажигаешь и ведешь дугу по ней, двойку слегка подплавив в начале. На торец профиля из двойки металл ванны начинает затекать сам. Силы поверхностного натяжения в помощь. Но стоит вильнуть на двойку- дырка. А если стык из двух профилей со стенками еще тоньше? На чем зажигать, как вести?
Сообщение отредактировал saper24: 01 October 2016 09:13
- Наверх
- Вставить ник
#10 Vovka123
Отправлено 01 October 2016 14:33
После извращений которые выкладывал в теме про УОНИИ, я допаливал электроды на конструкции мастерской.
 Делаю щас каркас под профлист. Привариваю профтрубу 50*25*2 к стойкам из четверки. Так вот что касается УОНИ, ЛБ и 53.70, если бы не четверка металл у одной из стенок стыка, мало бы что вышло. Двойка профиль стыкуется торцом, а торец прогарает мухой чуть что. Так на четверке зажигаешь и ведешь дугу по ней, двойку слегка подплавив в начале. На торец профиля из двойки металл ванны начинает затекать сам. Силы поверхностного натяжения в помощь. Но стоит вильнуть на двойку- дырка. А если стык из двух профилей со стенками еще тоньше? На чем зажигать, как вести?
Делаю щас каркас под профлист. Привариваю профтрубу 50*25*2 к стойкам из четверки. Так вот что касается УОНИ, ЛБ и 53.70, если бы не четверка металл у одной из стенок стыка, мало бы что вышло. Двойка профиль стыкуется торцом, а торец прогарает мухой чуть что. Так на четверке зажигаешь и ведешь дугу по ней, двойку слегка подплавив в начале. На торец профиля из двойки металл ванны начинает затекать сам. Силы поверхностного натяжения в помощь. Но стоит вильнуть на двойку- дырка. А если стык из двух профилей со стенками еще тоньше? На чем зажигать, как вести?Ну про это и тема, как приварить 1,2 к 1,5 уонями=)
- Наверх
- Вставить ник
#11 serga01net
Отправлено 01 October 2016 16:38
Ну про это и тема,
А у него есть выбор (у ТС) -как варить? Как варит, так и варить, че тут спрашивать? У него эл-ды только УОНИ и ОЗС-4 (те и те- неизвестного нам диаметра). Пусть варит ОЗС-4. Я не понимаю, если они есть, то почему не ими, а УОНИями он варит тонкий металл. Это ж гемор. Наверное, УОНИ у него 3 мм, а ОЗС-4 — 4 или 5 мм, так что вообще тупик.
Пусть варит ОЗС-4. Я не понимаю, если они есть, то почему не ими, а УОНИями он варит тонкий металл. Это ж гемор. Наверное, УОНИ у него 3 мм, а ОЗС-4 — 4 или 5 мм, так что вообще тупик.
- Наверх
- Вставить ник
#12 Vovka123
Отправлено 01 October 2016 16:51
А у него есть выбор (у ТС) -как варить? Как варит, так и варить, че тут спрашивать? У него эл-ды только УОНИ и ОЗС-4 (те и те- неизвестного нам диаметра). Пусть варит ОЗС-4. Я не понимаю, если они есть, то почему не ими, а УОНИями он варит тонкий металл. Это ж гемор. Наверное, УОНИ у него 3 мм, а ОЗС-4 — 4 или 5 мм, так что вообще тупик.
ТС я, электроды тройка и те и те, но ОЗС(желтая пачка, не помню чьи) уж очень конченные, козыряют.
- Наверх
- Вставить ник
#13 Isperyanc
Отправлено 02 October 2016 10:31
как варить тонкий профиль электродом
Набрал в поиске — лидер хит парада наш Моргмайл.
- Наверх
- Вставить ник
#14 serga01net
Отправлено 02 October 2016 10:39
ТС я, электроды тройка и те и те, но ОЗС(желтая пачка, не помню чьи) уж очень конченные, козыряют.
Сегодня попробовал на тооонких уголках — 1.5 мм. Как раз. Убедился в нескольких вещах:
1. Ребята, все говорят, что рутил- для новичков. Не верьте им! Рутилом (в отличие от основного покрытия) надо УМЕТЬ варить. Шлак мешает, ванны не видно, вообще жо… получается. При наличии навыков удается чего-то сварганить хорошим 2 мм рутилом от ЕСАБа (ОК46).
2. ТСу Vovka123, надо дать Героя за сварку этой фигни УОНИ с отрывом(!). Если не край профиля, то еще туда-сюда варится 3 мм УОНИ, который позволяет на пониженном токе варить (в моем случае это Судиславльские УОНИ). Если же торец профиля к стенке- то при малейшем зазоре образуется прожог, ускорение сварки приводит к непроварам.
3. УОНИ ЕСАБ (которые любят ток повыше) — ловить вообще нечего. Сразу дыры. Либо не горит.
4. Впервые узнал, что такое китайское гумно. Попались рутиловые 900 г Quattro Elementi 3.2 мм Е6013 (770-438), аналоги ОК-46, АНО-21 и всех остальных рутилов. Козыряют, повторный поджиг хуже, чем у УОНИ ЕСАБ. Впрочем, варить толстое железо без отрыва можно. Профиль они прожигают, либо дают непровары. Самые безобразные швы- с ними. Чтоб не мешал шлак, ими варил вертикаль на подъем.
Впрочем, варить толстое железо без отрыва можно. Профиль они прожигают, либо дают непровары. Самые безобразные швы- с ними. Чтоб не мешал шлак, ими варил вертикаль на подъем.
На фото сдохли аккумы, если интересно, фото потом. (Оно вам надо? Вы и так все можете себе представить).
Кстати, Vovka123, какими УОНями варил?
- Наверх
- Вставить ник
#15 andrei1975
Отправлено 02 October 2016 11:20
Набрал в поиске — лидер хит парада наш Моргмайл.
Я смотрю и практикуюсь по электроду в основном .. Виталий М .. более подробно рассказывает и показывает . Может это он и есть, просто не в курсе.
- Наверх
- Вставить ник
#16 Глобул
Отправлено 02 October 2016 11:26
если интересно, фото потом.
 (Оно вам надо?
(Оно вам надо?Нинада.
Имхо, что фото отвлекает от основной линии обсуждения. Всплывают лишние подробности и виденье сути размывается.
при малейшем зазоре образуется прожог, ускорение сварки приводит к непроварам.
Вот тут и работает навык сварщика — выдержать скорость. Если таковой имеется, то он начинает ратовать за уони обеими руками. Если нет, то возникает обсуждение, взвешивание плюсов и минусов, тщательное сравнение. Но частенько оно упирается в: «кому как больше нравится — кто как привык».
Вот.
Вот это и есть разговор о технике. Вы всё равно к этому приходите. И я говорю что рутилом сплавить обе кромки и не прожечь шансов меньше чем уонями. Понимаете? Человеку который может это делать и тем и другим проще сравнивать. А тот, которому это сложно, начинает искать более приемлемый для себя метод. Уони требует технику, но даёт стабильный результат. Рутил прощает неточности, но платить приходится процентом брака.
Рутил прощает неточности, но платить приходится процентом брака.
- Наверх
- Вставить ник
#17 Глобул
Отправлено 02 October 2016 11:33
. Виталий М .. более подробно рассказывает и показывает . Может это он и есть, просто не в курсе.
Нет, не он. Вот: https://www.youtube….KV7hUiDg/videos
- Наверх
- Вставить ник
#18 andrei1975
Отправлено 02 October 2016 11:37
Нет, не он.
 Вот: https://www.youtube….KV7hUiDg/videos
Вот: https://www.youtube….KV7hUiDg/videosспасибо. лишнее не будет
- Наверх
- Вставить ник
#19 saper24
Отправлено 02 October 2016 11:54
УОНИИ требуют чистоты свариваемых повефрхностей, минимальной влажности в обмазке и аппарата способного их кушать. И при отсутствии любого пункта никакая техника ведения не спасет, будет брак а не шов. Почему то об этом все мастера УОНИИ молчат. Одно дело когда тебе кто то стычек разделал, зачистил, на прихваточки поставил, а ты пришел, масер джигитовки и давай УОНямИ шпарить, прокаленными из термопинала. А другое варить масляный или ржавчиной пошедший трубопрофиль. Можно и его отчистить, но время потраченное на это УОНямИ не нагониш потом. Давайте уже правде в глаза открыто смотреть. Для всего нужны условия. Либо условия будут диктовать что нужно. У всех работа разная и подходы разные, скрещивание ежа с ужом ведет к непредсказуемым результатам.
Для всего нужны условия. Либо условия будут диктовать что нужно. У всех работа разная и подходы разные, скрещивание ежа с ужом ведет к непредсказуемым результатам.
- Наверх
- Вставить ник
#20 serga01net
Отправлено 02 October 2016 13:37
УОНИИ требуют … аппарата способного их кушать. И при отсутствии любого пункта никакая техника ведения не спасет, будет брак а не шов.
У меня есть на этот счет вопрос, но я перенес цитату в другую ветку, более подходящую по теме.
- Наверх
- Вставить ник
Понимание нарушений целостности сварных швов
Основная задача инспектора — убедиться, что все сварные швы, которые он/она проверяет, являются прочными сварными швами и соответствуют нормам. По этой причине важно, чтобы инспектор, осматривающий сварной шов, мог обнаружить различные дефекты сварного шва, в том числе:
По этой причине важно, чтобы инспектор, осматривающий сварной шов, мог обнаружить различные дефекты сварного шва, в том числе:
- Пористость.
- Неполное слияние.
- Неполное проникновение в шов.
- Недопустимый профиль сварного шва
- Растрескивание.
Первым шагом к пониманию несплошностей сварного шва является изучение терминологии сварки.
Прерывистость определяется как нарушение типичной структуры материала, такое как отсутствие однородности его механических, металлургических или физических характеристик. Неоднородность может быть результатом дефекта, но не обязательно является дефектом.
Дефект , с другой стороны, представляет собой несплошность, которая по своей природе или накопленному эффекту (например, общая длина трещины) делает деталь или продукт неспособным соответствовать минимальным применимым стандартам приемки или спецификациям. Дефект приводит к отказу от детали или продукта.
Поскольку мы изучаем эти явления вне требований конкретных норм или стандартов по сварке и не обсуждаем их ограничения с точки зрения этих документов, мы будем использовать для их описания слово разрывы. Первый тип несплошности сварного шва, который мы рассмотрим, — это пористость.
Пористость
Пористость определяется как неоднородность в виде полости, образованная захватом газа во время затвердевания. Эти захваченные газы в расплавленном сварном шве могут образовывать пузырьки или карманы по мере затвердевания сварного шва.
Пять основных причин присутствия газов из-за пористости:
- Грязный основной материал, загрязненный углеводородами, такими как масло, жир или краска.
- Влага на поверхности соединения или электроде в виде воды или гидратированных оксидов или утечки воды из плохо обслуживаемых систем охлаждения, которые могут вносить водород в процесс сварки.
- Недостаточная или неправильная защита, вызванная недостаточной скоростью потока защитного газа; газ, загрязненный из источника или из системы доставки; или ветер или сквозняк, которые не позволяют газу адекватно защитить расплавленный металл сварного шва.
- Неправильные условия или методы сварки.
- Пористость часто классифицируют по форме и распределению в сварном шве, например, равномерно или случайным образом рассеянную, кластерную или линейную. Каждое из этих распределений пористости может иметь разные уровни приемлемости в рамках правил или стандартов сварки.

Наиболее практичными методами контроля или устранения пористости являются использование чистых основных материалов, надлежащее хранение незагрязненных сварочных материалов, надлежащее техническое обслуживание сварочного оборудования, использование проверенных процедур сварки и сварка в приемлемых условиях окружающей среды.
Неполное сплавление и неполное проплавление шва
Поскольку эти термины иногда используются неправильно, важно понимать разницу между этими двумя дефектами сварки.
Неполное сплавление это несплошность сварного шва, при которой не происходит сплавление между металлом сварного шва и поверхностями сплавления или прилегающими сварными швами. Это отсутствие сплавления может произойти в любом месте в пределах сварного соединения и присутствовать в угловых швах или сварных швах с разделкой кромок.
Это отсутствие сплавления может произойти в любом месте в пределах сварного соединения и присутствовать в угловых швах или сварных швах с разделкой кромок.
Неполное сплавление может произойти, если температура основного материала или ранее наплавленного металла не повышается до точки плавления в процессе сварки. Неполное проплавление часто встречается на одной стороне углового шва и вызвано неправильным углом сварки, из-за которого тепло распределяется неравномерно между обеими сторонами соединения.
Это также может быть вызвано наличием оксидов или других инородных материалов на поверхности основного материала.
Неполное проникновение в шов – это разрыв в сварном шве с разделкой кромок, в котором металл шва не проходит через толщину соединения. Это неспособность присадочного или основного металла полностью заполнить корень сварного шва.
Некоторыми распространенными причинами неполного провара шва являются неправильная конструкция сварного шва с разделкой кромок или неподходящая для условий сварки подгонка. Неполное проплавление шва может произойти, если размеры притупления слишком велики, раскрытие прикорневого шва слишком маленькое или прилежащий угол сварного шва с V-образной канавкой слишком мал. Все эти проблемы конструкции соединения ограничивают способность сварного шва проникать через толщину соединения.
Неполное проплавление шва может произойти, если размеры притупления слишком велики, раскрытие прикорневого шва слишком маленькое или прилежащий угол сварного шва с V-образной канавкой слишком мал. Все эти проблемы конструкции соединения ограничивают способность сварного шва проникать через толщину соединения.
Неполное проплавление стыка можно предотвратить за счет правильной конструкции стыка и подгонки в соответствии с требованиями технологии сварки.
Понимание этих несплошностей сварного шва поможет инспекторам по сварке идентифицировать их и, что более важно, предотвратить их появление в производстве. Использование контроля сварки в качестве превентивного инструмента в рамках системы качества более эффективно, чем использование его только в качестве метода оценки для отделения плохих сварных швов от хороших.
Неприемлемые профили сварных швов
Профиль завершенного сварного шва может иметь значительное влияние на эксплуатационные характеристики этого сварного шва. Инспекторы по сварке должны выявлять неоднородности посредством визуального осмотра и оценивать их приемлемость или отклонение в соответствии с применимыми нормами сварки или стандартными критериями приемки.
Инспекторы по сварке должны выявлять неоднородности посредством визуального осмотра и оценивать их приемлемость или отклонение в соответствии с применимыми нормами сварки или стандартными критериями приемки.
Недопустимый профиль сварного шва scan приводит к уменьшению толщины основного материала, уменьшению размера сварного шва или концентрации напряжений на поверхности сварного шва или пластины. Эти типы несплошностей сварного шва часто серьезно снижают общую производительность сварного компонента в процессе эксплуатации.
Некоторые неоднородности профиля сварного шва имеют подрезы, перекрытия, недостаточное сечение и чрезмерную выпуклость. Подрез. Подрез определяется как канавка, вплавленная в основной металл рядом с носком шва или корнем шва и оставленная незаполненной металлом шва.
Термин недорез описывает два конкретных состояния. Во-первых, расплавление основного материала на боковой стенке сварного шва с разделкой кромок на краю валика, в результате чего в боковой стенке образуется острая выемка в области, где должен быть наложен следующий валик. Этот тип подреза может захватывать включения внутри углубления, которое затем может быть закрыто последующим валиком сварного шва.
Этот тип подреза может захватывать включения внутри углубления, которое затем может быть закрыто последующим валиком сварного шва.
Это состояние обычно можно исправить путем шлифовки углубления перед наложением следующего валика. Однако если подрез небольшой, опытному сварщику, знающему, насколько глубоко проникнет дуга, может не понадобиться его удалять. Подрез боковой стенки сварного шва с разделкой кромок не повлияет на завершенный сварной шов, если условие будет исправлено до наплавки следующего валика.
Вторым условием является уменьшение толщины основного металла на линии, где валик последнего слоя наплавленного металла сцепляется с поверхностью основного металла. Это положение известно как носок сварного шва. Это условие может возникнуть на угловом сварном шве или стыковом соединении.
Величина подреза, разрешенная на поверхности завершенного сварного шва, обычно указывается в используемых правилах или стандартах сварки. Требования к максимально допустимым поднутрениям для завершенных сварных швов должны строго соблюдаться, потому что чрезмерные подрезы могут серьезно повлиять на характеристики сварного шва, особенно если он подвергается усталостным нагрузкам в процессе эксплуатации.
Оба типа подреза обычно возникают из-за неправильной техники сварки, неправильного положения электрода или неправильной скорости перемещения. Большие токи и длинная дуга увеличивают вероятность подреза.
Нахлест определяется как выступ металла сварного шва за пределы носка шва или корня шва. Это условие возникает в угловых швах и стыковых соединениях и приводит к образованию надрезов на кромке сварного шва, которые нежелательны из-за их результирующей концентрации напряжений под нагрузкой. Этот разрыв может быть вызван неправильной техникой сварки или недостаточным током.
Недостаточный шов обычно возникает в вогнутых профилях углового шва и стыкового соединения. Избыточная вогнутость уменьшает толщину шва, что значительно снижает прочность сварного шва. Это состояние обычно вызвано чрезмерным сварочным током или длиной дуги.
Чрезмерная выпуклость может вызвать эффект надреза в зоне сварки и, следовательно, концентрацию напряжения под нагрузкой. По этой причине в некоторых нормах и стандартах указывается максимально допустимая выпуклость профиля сварного шва. Недостаточный ток или неправильные методы сварки обычно вызывают это состояние.
По этой причине в некоторых нормах и стандартах указывается максимально допустимая выпуклость профиля сварного шва. Недостаточный ток или неправильные методы сварки обычно вызывают это состояние.
Трещины
Трещины в сварном соединении, пожалуй, самые опасные из всех нарушений сварного шва. Поскольку при сварке используется очень много материалов и приложений, растрескивание является сложной проблемой.
Чувствительность основного материала к растрескиванию может быть связана с его химическим составом и склонностью к образованию элементов, снижающих его пластичность. Чрезмерные напряжения в сварном соединении, особенно если материал находится в чувствительном к растрескиванию состоянии, могут вызвать растрескивание.
Операция сварки сама по себе может создавать напряжения в сварном шве и вокруг него, вызывая экстремальный локальный нагрев, расширение и сжатие.
Растрескивание часто вызывается концентрацией напряжений вблизи несплошностей в сварных швах и основном металле, а также вблизи механических надрезов в конструкции сварного изделия. Водородное охрупчивание, состояние, которое вызывает потерю пластичности и существует в металле сварного шва из-за поглощения водорода, может способствовать образованию трещин в некоторых материалах.
Водородное охрупчивание, состояние, которое вызывает потерю пластичности и существует в металле сварного шва из-за поглощения водорода, может способствовать образованию трещин в некоторых материалах.
Трещины подразделяются на два типа: горячие и холодные. Горячие трещины развиваются при повышенных температурах, распространяются между зернами материала и обычно образуются во время затвердевания металла сварного шва. Холодные трещины развиваются после затвердевания сварного шва в результате напряжений и распространяются как между зернами, так и сквозь зерна. Холодные трещины в стали иногда называют замедленными трещинами и часто связаны с водородным охрупчиванием.
Горячие трещины и холодные трещины могут быть дополнительно классифицированы как трещины основного материала и трещины металла сварного шва.
Трещины в основном материале. Растрескивание в зоне термического влияния (ЗТВ) чаще всего происходит с базовым материалом, который может быть закален. Высокая твердость и низкая пластичность ЗТВ часто являются результатом металлургической реакции на термические циклы сварки. В ферритных сталях твердость увеличивается, а пластичность снижается с увеличением содержания углерода и более быстрой скоростью охлаждения.
Высокая твердость и низкая пластичность ЗТВ часто являются результатом металлургической реакции на термические циклы сварки. В ферритных сталях твердость увеличивается, а пластичность снижается с увеличением содержания углерода и более быстрой скоростью охлаждения.
Твердость ЗТВ зависит от способности основного материала к упрочнению, которая, в свою очередь, зависит от химического состава основного материала. Углерод оказывает преобладающее влияние на прокаливаемость стали. Например, чугун содержит от 2 до 4,5% углерода, что придает сплаву высокую твердость и низкую пластичность. Сварка этого материала без серьезного учета скорости охлаждения и остаточных напряжений неизбежно приведет к растрескиванию основного материала.
Трещины сварного шва. Трещины металла сварного шва можно разделить на три типа:
· Поперечные, перпендикулярные направлению сварного шва.
· Продольные, которые проходят в том же направлении, что и сварной шов, и часто ограничиваются центром сварного шва. Этот тип трещины может быть продолжением трещины, первоначально возникшей в конце сварного шва.
Этот тип трещины может быть продолжением трещины, первоначально возникшей в конце сварного шва.
· Воронка, которая может образоваться в результате резкого обрыва сварного шва, если кратер не заполнен металлом сварного шва. Эти трещины обычно имеют звездчатую форму и вначале доходят только до края кратера. Однако они могут распространяться в продольные трещины сварного шва.
Устранение трещин. Трещины являются недопустимыми дефектами и ухудшают качество сварки. Трещина по своей природе острая на концах, поэтому действует как концентрация напряжений. Эффект концентрации напряжения трещины больше, чем у большинства других несплошностей.
Трещины имеют тенденцию к распространению, способствуя разрушению сварного шва под нагрузкой. Независимо от их размера, трещины не допускаются в сварных соединениях, регулируемых большинством производственных норм. Их необходимо удалить шлифованием или выдалбливанием, а выемку заполнить неповрежденным металлом сварного шва.
Успешные процедуры сварки включают средства контроля, необходимые для преодоления склонности к образованию трещин. К таким элементам управления относятся температура предварительного нагрева, температура между проходами, тип и подготовка расходуемого материала, а также термообработка после сварки.
Инспекторы по сварке несут ответственность за оценку этих процедурных средств контроля во время проверок, чтобы гарантировать, что сварка выполняется так, чтобы свести к минимуму возможность растрескивания сварного шва.
Обнаружение и оценка разрывов
Неровности сварного шва часто обнаруживаются при визуальном осмотре. Некоторые из них обнаруживаются с помощью методов контроля, таких как рентгенография, ультразвуковая дефектоскопия, дефектоскопия с помощью проникающих жидкостей и магнитопорошковая дефектоскопия.
Максимально допустимые ограничения для этих несплошностей зависят от требований к характеристикам сварного компонента и указаны в соответствующих правилах сварки, стандарте или спецификации. Инспектору по сварке часто требуется определить степень неоднородностей и установить их приемлемость или отклонение на основе соответствующих критериев приемки.
Инспектору по сварке часто требуется определить степень неоднородностей и установить их приемлемость или отклонение на основе соответствующих критериев приемки.
Онлайн-мониторинг профиля сварного шва
Онлайн-мониторинг профиля сварного шва| NDT.net — июль 2001 г., Том. 6 № 7 |
Автор, ответственный за переписку:
Эл. почта: [email protected], Web: http://www.nutronik.com/
Введение
- В настоящее время сварные стальные трубы имеют такие же или лучшие механические свойства, как бесшовные трубы. Высокое качество достигается за счет непрерывной регистрации параметров сварочного и калибровочного оборудования.
| Рисунок 1 |
Внешний и внутренний сварной валик трубы зачищают сразу после сварки. Шов должен быть на одном уровне с окружающей поверхностью, а толщина стенки должна быть одинаковой по окружности.
Шов должен быть на одном уровне с окружающей поверхностью, а толщина стенки должна быть одинаковой по окружности.
Система контроля «Scarfing Monitor», разработанная NUKEM Nutronik, позволяет постоянно контролировать процесс внешней и внутренней зачистки. .
Ультразвуковой датчик волны сжатия сканирует сварной шов, измеряя время, прошедшее между входным эхо-сигналом и эхо-сигналом задней стенки. Полученное время оценивается с помощью промышленного ПК и цифрового испытательного оборудования UTxx . Текущие внешние и внутренние контуры непрерывно отображаются на мониторе. Если профиль сварного шва превышает установленные ранее пределы допуска, программное обеспечение UTxx выдает аварийные сигналы.
| Рис. 2: |
| Рис 3 |
В правой части верхней диаграммы показаны текущие профили внешнего (верхнего) и внутреннего (нижнего) сварного шва. Красные линии представляют предварительно заданные пределы допуска.
Красные линии представляют предварительно заданные пределы допуска.
В дополнение к отображению двухцветной диаграммы профиля с постоянно обновляемыми данными оператор мельницы также получает оперативную обратную связь о тенденциях процесса зачистки. Допуски, превышающие предустановки, отмечены красным, а те, которые ниже предустановок, отмечены синим цветом.
Такие изменения, как поломка инструмента для зачистки, обрезка вне допустимых пределов или необычный износ, обнаруживаются немедленно и поэтому могут быть устранены.
NUKEM Nutronik «Scarfing Monitor» работает в контактном режиме с скользящим башмаком, а также в бесконтактном режиме без скользящего башмака. Однако необходима фиксированная долгота трубы. Ширина пути сканирования регулируется механически. Датчик сканирует сварной шов два раза в секунду. В качестве дополнительной опции «Scarfing Monitor» может быть оснащен переменной частотой колебаний.
Датчик предварительного запуска с пневматическим клапаном защищает зонд в случае критической геометрической несоосности области сварки, такой как заусенцы, высокие поперечные сварные швы или большие отверстия. При необходимости держатель зонда поднимается пневматически.
При необходимости держатель зонда поднимается пневматически.
«Монитор зачистки» может быть интегрирован в калибровочное оборудование существующей производственной линии или установлен отдельно с собственной системой циркуляции воды. Оборудование требует ок. 500 мм по оси.
| Рис 3 |
Для ультразвукового контроля доступно цифровое контрольно-измерительное оборудование UTxx от NUKEM Nutronik.
В стандартной 19-дюймовой стоечной системе с шиной VXI используется 12 отдельных каналов тестирования. Эту модернизацию можно легко выполнить с помощью дополнительной рамы с шинным интерфейсом.
Для одноканальных тестов NUKEM Nutronik предлагает вариант «Stand-alone», UTxx Базовый . Этим разнообразием можно управлять через стандартные ПК или рабочие станции с возможностями Windows.
- «UTxx BASIC», одноканальный с интерфейсом RS 232 (115,2 кбод)
- «UTxx» устанавливается в раму VXIbus по 12 слотов в каждой
для многоканального испытательного оборудования
Аппаратное обеспечение: промышленный ПК Pentium, монитор 17″, модем Программное обеспечение: UTxx для Windows® 95 или NT 4.0
| Механика испытаний: | |
| Оборудование: | СКМ — 20/250 |
| Диаметр трубы: | 20–250 мм (200–400 мм по запросу) |
| Частота колебаний: | 2,2 креста в секунду или регулируется с помощью частотного регулятора |
| Путь сканирования: | ± 35°, непрерывный, регулируемый |
| Размеры: | длина = 500 мм глубина = 900 мм высота = 500 мм |
| Вес | примерно 60 кг |
| Требуемая мощность: | 200 Вт, 230 В перем. тока или 380/400 В перем. тока тока или 380/400 В перем. тока |
| Расход воды: | 3 … 5 л/мин через резервуар для воды, подача самотеком |
| Давление воздуха: | 5 … 6 бар, расход около 10 л/ч |
| Проверка электроники: | |
| Тестовый канал: | |
Полуаналитический нелинейный регрессионный подход для прогнозирования профиля сварного шва: случай дуговой сварки под флюсом прямоугольной формы переменного тока жаропрочной стали | Дж.
 Мануф. науч. англ.
Мануф. науч. англ.Пропустить пункт назначения навигации
Научная статья
Уттам Кумар Моханти,
Абхай Шарма,
Мицуёси Накатани,
Акикадзу Китагава,
Манабу Танака,
Тецуо Суга
Информация об авторе и статье
1Ответственный автор.
Рукопись получена 19 февраля 2018 г.; окончательный вариант рукописи получен 19 июля 2018 г.; опубликовано онлайн 31 августа 2018 г. Доц. Монтажер: Уэйн Кай.
J. Изготовитель. науч. Eng . ноябрь 2018 г., 140(11): 111013 (11 страниц)
Номер статьи:
МАНУ-18-1103
https://doi. org/10.1115/1.4040983
org/10.1115/1.4040983
Опубликовано в Интернете: 31 августа 2018 г.
История статьи
Получено:
19 февраля 2018 г.
Пересмотрено:
19 июля 2018 г.
- Просмотры
- Содержание артикула
- Рисунки и таблицы
- Видео
- Аудио
- Дополнительные данные
- Экспертная оценка
- Делиться
- MailTo
- Твиттер
Иконка Цитировать Цитировать
Разрешения
- Поиск по сайту
Citation
Моханти, Великобритания, Шарма, А. , Накатани, М., Китагава, А., Танака, М. и Суга, Т. (31 августа 2018 г.). «Полуаналитический нелинейный регрессионный подход к прогнозированию профиля сварного шва: случай дуговой сварки под флюсом прямоугольной формы переменного тока жаропрочной стали». КАК Я. J. Изготовитель. науч. Eng . ноябрь 2018 г.; 140(11): 111013. https://doi.org/10.1115/1.4040983
, Накатани, М., Китагава, А., Танака, М. и Суга, Т. (31 августа 2018 г.). «Полуаналитический нелинейный регрессионный подход к прогнозированию профиля сварного шва: случай дуговой сварки под флюсом прямоугольной формы переменного тока жаропрочной стали». КАК Я. J. Изготовитель. науч. Eng . ноябрь 2018 г.; 140(11): 111013. https://doi.org/10.1115/1.4040983
Скачать файл цитаты:
- Рис (Зотеро)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- КонецПримечание
- РефВоркс
- Бибтекс
- Процит
- Медларс
Расширенный поиск
Сложность профиля сварного шва, вызванная резким изменением полярности при сварке прямоугольной формы волны, исследуется путем разработки модели, способной точно прогнозировать профиль сварного шва. Полуаналитическая модель задумана, в которой характерные атрибуты составной параболо-эллиптической функции, которые представляют профиль сварного шва, получены посредством нелинейной регрессии (NLR). Предложенная модель демонстрирует свою эффективность в прогнозировании профиля сварного шва в широком диапазоне параметров сварки, таких как сварочный ток, частота, коэффициент отрицательного электрода (EN) и скорость сварки. Исследование показывает, что центральное и внешнее ядра сварочной дуги остаются более активными при положительной и отрицательной полярности соответственно, что приводит к четким макроскопическим зонам в поперечном сечении сварного шва и, таким образом, требует составного профиля для представления профиля сварного шва. Пересечение зон образует металлургическую выемку, которую исследование предлагает метод оценки и, таким образом, контроля. В отличие от обычной непрерывной дуговой сварки, волновая дуговая сварка обеспечивает сварку с более высокой скоростью без ущерба для глубины провара и почти без металлургического надреза.
Полуаналитическая модель задумана, в которой характерные атрибуты составной параболо-эллиптической функции, которые представляют профиль сварного шва, получены посредством нелинейной регрессии (NLR). Предложенная модель демонстрирует свою эффективность в прогнозировании профиля сварного шва в широком диапазоне параметров сварки, таких как сварочный ток, частота, коэффициент отрицательного электрода (EN) и скорость сварки. Исследование показывает, что центральное и внешнее ядра сварочной дуги остаются более активными при положительной и отрицательной полярности соответственно, что приводит к четким макроскопическим зонам в поперечном сечении сварного шва и, таким образом, требует составного профиля для представления профиля сварного шва. Пересечение зон образует металлургическую выемку, которую исследование предлагает метод оценки и, таким образом, контроля. В отличие от обычной непрерывной дуговой сварки, волновая дуговая сварка обеспечивает сварку с более высокой скоростью без ущерба для глубины провара и почти без металлургического надреза.
Раздел выпуска:
Научные статьи
Ключевые слова:
Сварка, Соединение
Темы:
Дуговая сварка, формы, Специальные стали, Сварка, Электроды, Нагревать, Алгоритмы
1.
Грист
,
Ф. Дж.
,
1982
, «
Благодарность питания квадратной волны для сварки дуговой сварки
», США Патент №
4,322,602
.HTTPS: //patents.google.com/patent/us4322602
2.
DOS Santos
44444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444.
E. B.
,
Pistor
,
R.
и
Gerlich
,
A. P.
,
2017
4444444444, «
,
2017
- 4444444444,«
- ,
. Дуговая сварка: образование капель, отрыв и скорость
»,
Науч. Технол. Сварка. Присоединение
,
22
(
7
), стр.
627
–
641
3 . 3.
Pedrazzo
,
G.
,
Barone
,
C. A.
, and
Rutili
,
G.
,
2009
, “
Генераторы переменного/постоянного тока с контролем формы волны: инновации в дуговой сварке под флюсом
»,
Сварка. Междунар.
,
23
(
11
), стр.
839
–
845
3 9. 4.
Choudhury
,
S.
,
Sharma
,
A.
,
Mohanty
,
U.
K.,
Kasai
,
р.
,
Комура
,
M.
,
Tanaka
,
M.
, and
Suga
,
T.
,
2017
, “
Mathematical Model of Complex Профиль проникновения сварного шва: случай дуговой сварки с прямоугольной формой волны переменного тока
»,
J. Manuf. Процесс.
,
30
, стр.
483
–
491
.
5.
Faria
,
J. P.
,
Miranda
,
H. D.
,
Motta
,
M. F.
,
Paiva
,
F. D.
, и
Pessoa
,
E. F.
,
2007
, «
Влияние квадратной волны GMAW на геометрию сварного пучка
,»
Weld. Междунар.
,
21
(
3
), стр.
212
–
219
6.
HE
,
K.
,
Zhang
,
Z.
,
xiao
,
S.
88888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888889нX.
,
2013
, “
Извлечение характеристик дуги переменного тока прямоугольной формы на ПАВ с использованием улучшенного преобразования Гильберта–Хуанга и энергетической энтропии
, ”
Измерения
,
46
(
4
), стр.
1385
—
1392
4.
7.
Mohammadijoo
,
M.
,
Kenny
,
S.
,
Collins
,
L.
,
Henein
,
Х.
и
Айви
,
D. G.
,
2017
, «
Влияние параметров сварки сварки холодной проводки на геометрию сварки и микроардарность конвейерных конвейеров
,
. Дж. Адв. Произв. Технол.
,
88
(
5–8
), стр.
2249
–
2263
4. 8.
Цао
,
Y.
,
Zhu
,
S.
,
Liang
,
X.
, and
Wang
,
W.
,
2011
, “
Перекрывающаяся модель валика и подгонка кривой валика для быстрого изготовления с помощью роботизированной сварки MAG
”,
Роб. вычисл. интегр. Произв.
,
27
(
3
), стр.
641
–
645
.
9.
XIONG
,
J.
,
Zhang
,
G.
,
,
.
4444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444н.L.
,
2013
, “
Моделирование профиля сечения валика и перекрывающихся валиков с экспериментальной проверкой для роботизированного ускоренного производства на основе GMAW
»,
Роб. вычисл. интегр. Произв.
,
29
(
2
), с.
10.
Sharma
,
A.
,
ARORA
,
N.
и
MISHRA
,
.
4444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444н.
Математическая модель профиля валика сварных швов с высоким наплавлением
»,
J. Mater. Процесс. Технол.
,
220
, стр.
65
–
75
.
11.
Zhang
,
Y. M.
,
LI
,
L. и
Kovacevic
,
.
4444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444н Динамическая оценка полного провара с использованием геометрии соседних сварочных ванн
»,
ASME J.
Manuf. науч. англ.,
119
(
4A
), стр.
631
–
643
3 . 12.
Liao
,
G. Y.
,
2003
, “
A Generic Algorithm Approach to Weld Pattern Optimization in Sheet Metal Assembly
,”
ASME
Paper No.
ИМЭКЕ2003-41111.
13.
Park
,
J.
,
KIM
,
K. Y. и
SOHMSHETTY
,
.
84444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444н. Структура прогнозного моделирования: на пути к интеграции шумных производственных данных и конструкции продукта»,
ASME
Документ №
DETC2015-46236.
14.
Думанидис
,
C. C.
и
Nikolaos
,
F.
,
1995
, «
Интеллектуальная оптимизация материалов и международной. , Сан-Франциско, Калифорния, 12–17 ноября.
15.
Левенберг
,
К.
,
1944
, “
- Метод решения некоторых задач в L-нелинейных квадратах0003
»,
Q. Appl. Мат.
,
2
(
2
), стр.
164
–
168
16.
Marquardt
,
D. W.
,
1963
, «
Алгоритм для оценки наименьших квадрат. Мат.
,
11
(
2
), стр.
431
–
441
.
17.
Pepin
,
J.
,
2009
, “
Effects of Submerged Arc Weld (SAW) Parameters on Bead Geometry and Notch-Toughness for X70 and X80 Linepipe Steels
”,
Магистерская диссертация
, Университет Альберты, Эдмонтон, AB.
18.
Ян
,
M.
,
Zheng
,
H.
,
Qi
,
B.
, and
Yang
,
Z.
,
2017
, «
Микроструктура и усталостные свойства Ti–6Al–4V при сварке сверхвысокочастотными импульсами
»,
ASME J. Manuf. науч. англ.
,
139
(
4
), с.
041015
.
19.
Тонг
,
H.
,
Ueyama
,
T.
и
,
84444444444444444444444444444444444444444444444488888888888888884888884888884888488848884888488н. «Исследование явлений плавления проволоки и образования валика при импульсной сварке MIG на переменном токе
»,
Q. J. Jpn. Сварка. соц.
,
22
(
3
), стр.
389
–
397
.
20.
Jindal
,
S.
,
Chhibber
,
R.
, and
Mehta
,
N. P.
,
2014
, “
Влияние параметров сварки на профиль валика, микротвердость и содержание h3 при дуговой сварке под флюсом высокопрочной низколегированной стали
”,
Proc.
Инст. мех. англ., Часть B: J. Eng. Произв.,
228
(
1
), с.
21.
Moinuddin
,
S. Q.
,
Kapil
,
A.
,
Kohama
,
K.
,
Sharma
,
А.
,
Ито
,
К.
и
Tanaka
,
M.
,
2016
, «
на международную структуру-пропертичневая взаимосвязь в антифазном синхронизированном GMAW с низкой углеродной стали
,
.
- Метод решения некоторых задач в L-нелинейных квадратах0003
,
2017 9000
- 444444444, «
,
2017

 K.
K.




 Manuf. науч. англ.
Manuf. науч. англ. Структура прогнозного моделирования: на пути к интеграции шумных производственных данных и конструкции продукта
Структура прогнозного моделирования: на пути к интеграции шумных производственных данных и конструкции продукта


 Инст. мех. англ., Часть B: J. Eng. Произв.
Инст. мех. англ., Часть B: J. Eng. Произв.