Как сварить и обшить ворота самостоятельно?
Компания «Русская Ограда». Мы занимаемся установкой заборов, ворот (в том числе автоматических), установкой столбов и линий ЛЭП по всей Москве и Московской области. Звоните: +7 (495) 762-97-99 c 09:00 до 21:00 ежедневно.
При возведении частного дома люди часто обращаются к необходимости построить защитные ворота, которые бы надежно защищали ваш участок от назойливых глаз или же мошенников. В таком случае, не лишним будет наличие ворот, забора и калитки для удобства. Как сварить ворота знает не каждый желающий их иметь в своем распоряжении, однако стоит обратиться к изучению схем по сварке ворот или же пригласить специально обученных мастеров, которые выполнят работу за пару дней.
Правильный подбор инструмента
Как сварить ворота и правильно установить забор знает любой строитель, умеющий работать со сварочным аппаратом.
- профильные трубы с размером 100х100, 50х50 и 40х20, которые будут необходимы для организации опор, стоек для каркаса и перемычек на створках;
- дополнительное оснащение в виде петель или механизмов для крепления ворот;
- замки для защиты и профильные листы для наружной отделки;
- грунтовка, набор саморезов, краска для наружного нанесения;
- кроме этого, по желанию можно использовать дополнительные металлические пики или другие элементы декора.
Необходимый набор инструментов
Для того чтобы грамотно и правильно организовать рабочий процесс по сварке ворот, стоит отметить, какой необходим набор вспомогательных инструментов:
- болгарка;
- дрель;
- электроды;
- сварочный аппарат;
- рулетки, молоток, уровень;
- отрезной и шлифовочный круги;
- набор малярных кисточек.
Этапы возведения ворот
Стоит понимать, как правильно организовать рабочий процесс, чтобы ваши ворота не только гармонично сочетались с дачным участком, но и были долговечными.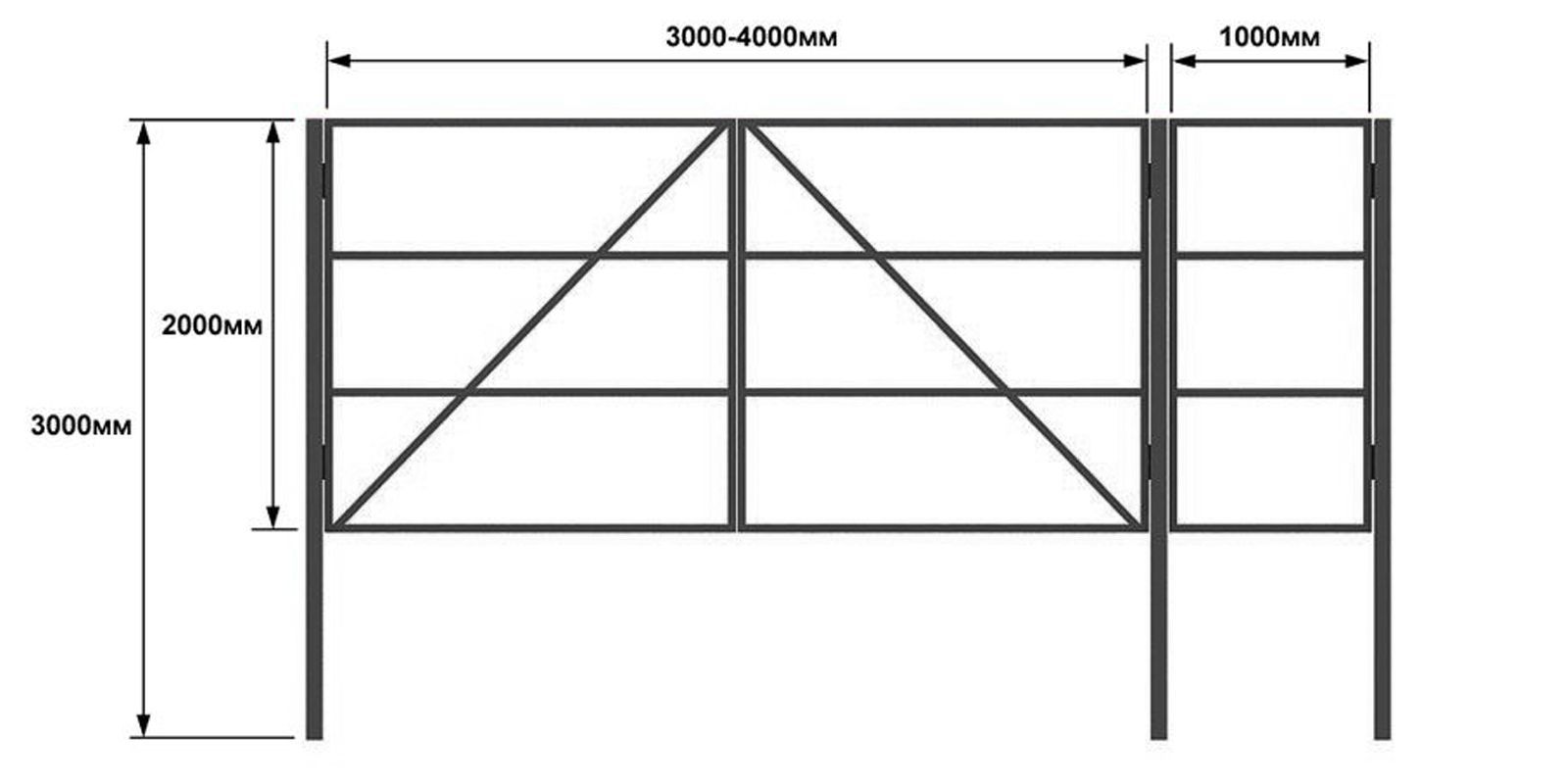 Этапы профессиональной работы:
Этапы профессиональной работы:
- стоит детально продумать художественное представление будущего забора или ворот. Качественно созданный эскиз, с учетом размерного ряда и указанием всех требуемых параметров — это залог качественной постройки в срок;
- полное наличие необходимого набора инструментов и используемых материалов для сваривания новых ворот;
- разметка территории, где будет расположен забор;
- нарезка необходимого количества металла, установка столбов, сваривание каркаса и прикручивание профиля с внешней стороны;
- покраска, декорирование и дополнительное оснащение автоматических систем управления(при необходимости).
Изготовление ворот
Когда определились с эскизом будущего строения, стоит приступать к непосредственному возведению ворот. Если самому достаточно сложно выполнить такого типа работы, то стоит прибегнуть к поиску профессиональной команды, которая смогла бы организовать необходимое наличие материала и строительного инструмента.
Подготовительные работы
Если идти по намеченному плану, то стоит рассмотреть очередность выполнения работ:
- когда уже весь материал в наличии и можно переходить к следующему этапу, то стоит выполнить очистку профильных труб от имеющейся ржавчины или налета путем применения бензина или растворителя для красок;
- следующим этапом будет нарезание одного размера опор. Это необходимо делать весьма внимательно, чтобы конструкция была выполнена в одном размерном ряду;
- следующим этапом будет установление опорных стоек в вырытые ямы определенного размера(50х50 и до 1 метра в глубину). Они должны быть установлены четко и ровно. После этого, нужно закрепить их бетонной смесью. Для их крепости и чтобы они находились на одном уровне, нужно на дно ямы засыпать гравий, а после того как залили смесь закрепить специальными крепежами, которые будут удерживать столбы от пошатывания или уклонения от уровня.
Сварочные работы
Когда все этапы сделаны, стоит выдержать минимум пару суток для того, чтобы раствор бетонной смеси затвердел и можно было переходить к отделочным работам. Однако не стоит терять времени, ведь можно в момент высыхания выполнить сварку основных элементов ворот. При проведении сварочных работ нужно быть предельно внимательным и придерживаться заданного уровня, чтобы углы и стыки были ровными.
Однако не стоит терять времени, ведь можно в момент высыхания выполнить сварку основных элементов ворот. При проведении сварочных работ нужно быть предельно внимательным и придерживаться заданного уровня, чтобы углы и стыки были ровными.
Кроме этого, на данном этапе возведения ворот можно применить какие-то металлические или кованные элементы декора, однако они будут служить и в качестве дополнительной защиты от мошенников. После этого стоит тщательно обработать места сварки шлифовальной машинкой, чтобы не было острых концов и углов. Поверхность должна быть ровной и подготовленной к следующему этапу.
Когда проведена данная работа, стоит переходить к сварке петель крепления воротного каркаса. В конкретном случае стоит воспользоваться помощью какого-то профессионала, поскольку нужно выполнить все по уровню, чтобы ворота не кривились. Для начала, стоит сварить петли к стойкам, а уже после к каркасу. При выполнении данного вида работ, стоит пользоваться специальными защитными масками, поскольку искры от сварки могут повредить вашему здоровью.
Для того чтобы створки не подвергались коррозии и другим воздействиям, их стоит обрабатывать специальной грунтовкой.
Отделочные работы
Когда выполнены сварочные работы, стоит переходить к установке профилированного листа и внешнему декорированию ворот. Профлист может быть закреплен с наружной стороны или же с внутренней. Кроме него можно использовать поликарбонатный лист или дерево. Профилированный лист может быть разнообразным в зависимости от вашего желания. Кроме этого, стоит отметить ряд преимуществ профилированного листа в сравнении с другими материалами для забора:
- весьма крепкий и устойчивый материал, который может быть покрыт специальным полимерным покрытие для большей устойчивости от воздействия внешних атмосферных факторов;
- удобный в монтаже и не требует дополнительного участия специальной техники;
- не дорогостоящий материал, который предполагает комбинирование с другими строительными материалами.
Дополнительные ворота
Кроме всего вышеперечисленного, есть альтернативный вариант – откатные ворота. Для их изготовления также необходимы сварочные работы. Перечень производимых этапов будет схож с предыдущим вариантом, только в данном случае могут быть добавлены автоматические системы и специальные реле, по которым будет осуществляться выдвижная система. Откатные ворота очень доступный и долговечный вариант, его можно приобрести целым комплектом или же изготовить самостоятельно. Этот вид ворот отличается износостойкостью и прочностью.
Для их изготовления также необходимы сварочные работы. Перечень производимых этапов будет схож с предыдущим вариантом, только в данном случае могут быть добавлены автоматические системы и специальные реле, по которым будет осуществляться выдвижная система. Откатные ворота очень доступный и долговечный вариант, его можно приобрести целым комплектом или же изготовить самостоятельно. Этот вид ворот отличается износостойкостью и прочностью.
Отличительной особенностью данного вида ворот будет наличие откатного механизма, оснащенного роликовым устройством, по которому будет осуществляться открывание ворот. Есть некоторые этапы строительства такого типа ворот:
- грамотное создание фундамента, на котором будут крепиться опоры ворот;
- опорные столбы стоит выбирать из прочного материала, лучше чтобы это были профильные трубы или швеллера, которые нужно будет установить таким же образом как указано выше;
- далее, следует выполнить сваривание каретки с роликами на выполненном фундаменте.
 Механизм надежно защищен от снега и дождя, поскольку он находится внутри направляющей откатной системы.
Механизм надежно защищен от снега и дождя, поскольку он находится внутри направляющей откатной системы.
 Механизм надежно защищен от снега и дождя, поскольку он находится внутри направляющей откатной системы.
Механизм надежно защищен от снега и дождя, поскольку он находится внутри направляющей откатной системы.Кроме этого, можно оснастить дополнительными кованными деталями для декора всего строения.
Важно помнить, что все работы должны быть поочередными и выполняться строго по плану, поскольку это скажется в последствии на долговечности всей конструкции.
Грамотная сварка ворот
Как сварить гаражные ворота — ход работы
Общий вид выполняемых ворот
Сейчас есть множество видов ворот для гаража. Различных модификаций, с электроприводами и без. Но в этом сегменте лидируют все равно гаражные ворота сварные. О них и пойдет речь в этой статье.
Если вы решили выполнить своими руками гаражные ворота, сварить их не доставит большого труда и не потребует много затрат.
Зато в конечном итоге вы получите довольно прочную и долговечную конструкцию. Которую можно обустроить и электроприводом, который следует приобрести заранее и это предусмотреть при проведении монтажных работ.
Подготовка к работе
Все следует начать с эскиза. Который надо отобразить на листе бумаги. Для начала придумайте тип конструкции, будет она монтироваться из уголка или профиля, какие размеры, какой орнамент применим в облицовке изделия. Когда этот вопрос решен и начерчен чертеж, следует закупить нужный материал
Материалы
Когда придумана конструкция, которая подходит именно к вашему строению, следует просчитать материал, чтобы сделать ворота гаражные, как сварить мы расскажем немного позже.
- Для облицовки потребуется листовой металл, с толщиной не меньше 1,5 мм. Размер вы возьмете из выполненного чертежа. Однако следует учесть, что облицовочный материал следует брать как минимум на 20 см больше по длине и высоте изделия;
- В зависимости от выбора конструкции следует купить профильную трубу, или уголок. Однако и тот и другой материал меньше 2,5 см брать не стоит. Тонкая рама не даст нужной жесткости всей конструкции;
- При монтаже потребуются ребра жесткости, которые можно приобрести в отдельности, или использовать обрезки из материала. Однако тогда этот размер следует учесть при закупках;
- Для обезжиривания металлических поверхностей потребуется антикоррозийная жидкость или обычный бензин;
- Грунтовка;
- Краска для металлических поверхностей;
- Приобретите нужный засов для ворот и замок для калитки.
- Материалы старайтесь закупать качественные. Изготовленная конструкция рассчитана не на один год службы. Металл старайтесь брать с большим содержанием углерода, он дольше прослужит и менее подвержен коррозии.
 Однако и тот и другой материал меньше 2,5 см брать не стоит. Тонкая рама не даст нужной жесткости всей конструкции;
Однако и тот и другой материал меньше 2,5 см брать не стоит. Тонкая рама не даст нужной жесткости всей конструкции;Инструмент
Для любой работы потребуется инструмент, заготовить его надо заранее.
Нам потребуется:
- Полуавтомат или сварочный аппарат мощностью 220Вт;
- Для измерения диагоналей приготовьте капроновую нить;
- Болгаркой с зачистным и отрезными кругами мы будем обрабатывать металл;
- Следует взять ножницы по металлу;
- Для замера диагонали потребуется нить;
- Строительный уровень.

Изготовление гаражных ворот
Когда приготовлено оборудование и закуплен нужный материал. Следует приступить к работе. Обязательно правильно проведите все замеры будущей конструкции. Можно сделать подъемные ворота либо сварить их своими руками.
Внимание: При измерении общих габаритов конструкции предусмотрите вес металла. Учтите момент открытия и закрытия движущихся элементов. Чем больше пролет, тем более мощной должна быть конструкция. Недолжно быть провисаний.
Изготовление рамы
Ворота гаражные сварные крепятся на раме. Которая должна быть достаточно жесткой. От качества ее изготовления, будет зависеть и работа всего изделия.
Следует исключить малейшие провисания. При изготовлении рамы лучше применит 63-й уголок.
- Для начала следует определиться с местом. Это должна быть ровная плоскость. Если у вас есть стол для проведения сварочных работ, тем лучше. Если его нет, придется его сделать . Это не так сложно, но крайне нужно;
- Следует взять два швеллера и разместить их на плоскости, с таким расчетом, что бы готовое изделие было на 20-ть см. больше от плоскости сварочной площадки. При укладке элементов обязательно следует применять строительный уровень. Рабочая плоскость должна быть идеально выполнена. На ней будут производится сварочные работы и в результате неправильного расположения элементов может получиться «пропеллер» по всей плоскости готового изделия. И исправить это будет невозможно. Поэтому поверхность для сварки следует сделать идеально ровной;
- Отрезаем от уголка элементы конструкции, размеры берем из чертежа. У нас получается две верхние и две боковые стойки рамы;
- Сейчас мы будем выполнять сварку конструкции. Некоторые предлагают это делать полуавтоматом, однако это не правильно. Полуавтомат не способен качественно проворить шов такого мощного уголка. Его можно использовать при креплении 25-го уголка. Но мощного, он не проварит. Поэтому для изготовления рамы лучше пользоваться электросваркой;
- Раскладываем уголок. Смотрим, если все нормально, делаем зарезы для проведения сварки под прямым углом. Опять раскладываем элементы и прихватываем их при помощи сварки;
- Смотрим, что бы не было пропеллера. Примеряем диагональ. Если этого не сделать, после выполнения работы может получиться неправильная конфигурация изделия. Все должно плотно прилегать и иметь правильную геометрическую форму. Примеряем к месту установки;
 больше от плоскости сварочной площадки. При укладке элементов обязательно следует применять строительный уровень. Рабочая плоскость должна быть идеально выполнена. На ней будут производится сварочные работы и в результате неправильного расположения элементов может получиться «пропеллер» по всей плоскости готового изделия. И исправить это будет невозможно. Поэтому поверхность для сварки следует сделать идеально ровной;
больше от плоскости сварочной площадки. При укладке элементов обязательно следует применять строительный уровень. Рабочая плоскость должна быть идеально выполнена. На ней будут производится сварочные работы и в результате неправильного расположения элементов может получиться «пропеллер» по всей плоскости готового изделия. И исправить это будет невозможно. Поэтому поверхность для сварки следует сделать идеально ровной; Опять раскладываем элементы и прихватываем их при помощи сварки;
Опять раскладываем элементы и прихватываем их при помощи сварки;Если вы делаете ворота в уже готовый гараж, или другое строение, тогда работа выполняется немного по другому плану:
- Сначала вы промеряете место для установки ворот. Проверяете правильность базы крепления. Замеряете диагональ;
- Если что то не правильно в плоскости крепежа, следует исправить. Для этого следует применить болгарку и круг. Подрежьте места укладки рамы для плотного прилегания;
- После изготовления элементов рамы их можно приложить к контуру крепежа и прихватить. Для этого можете взять в помощь членов семьи;
- После того как элементы прихвачены, их следует уложить на плоскость для проведения сварки и проварить окончательно;
Далее работа проводится одинаково для обоих видов монтажа.
- Проваренные швы обрабатываем при помощи болгарки и зачистного круга. Снимаем все наплывы. Проверяем надежность крепления швов при помощи молотка;
- Теперь изготавливаем такую же раму и на обратную сторону стенки. Некоторые предлагают делать ворота с одной рамы. Конечно можно и так, закрепив каркас на анкера к стенке. Однако такая конструкция довольно не надежная и в процессе времени сильно разбиваются отверстия крепежа. А мы делаем для себя и халтурить не будем. Поэтому делаем вторую раму, это не намного увеличит затраты;
- Две готовые рамы прикладываем с обеих сторон стенок проема и прижимаем их к стенке при помощи больших струбцин. Соединяем их при помощи шинки, толщина которой должна бать не менее 3-хмм, а лучше 5 мм. Привариваем. Снимаем струбцины и смотрим. Все получилось жестко и качественно.
В вопросе установки рамы есть один небольшой вопрос. Все дело в нижней части проема, который расположен по земле. Нижняя плоскость должна быть пригодна для крепежа уголка, то есть должна быть жестко выполнена. Для этого по длине нижней части проема следует выкопать небольшую ямку и сделать заливку бетоном.
Для этого по длине нижней части проема следует выкопать небольшую ямку и сделать заливку бетоном.
После энного надо покласть туда бетон и вдавить в него швеллер, который надо подготовит заранее. Когда полностью конструкция застынет, это будет прекрасная база для крепежа.
Делаем створки ворот
После изготовления каркаса приступаем к выполнению створок ворот. Сейчас будет рассказано, как сварить ворота для гаража с применением профильной трубы. Этот материал довольно практичен в проведении такого вида работ. Он достаточно легкий, но при его применении конструкция не теряет своей жесткости.
- Делаем замер установленного каркаса. Все размеры снимаем точно. От этого будет зависеть качество монтируемых деталей, которые должны подходить к уже установленной конструкции;
- Проводим резку профиля, по размерам, которые уже сняты. При помощи болгарки и зачистного круга убираем заусенцы с заготовок;
Внимание: Отнеситесь со всей внимательностью к выставлению диагонали конструкции.
 При неправильности замеров может образоваться «пропеллер» в изделии. Прижимайте все элементы при помощи струбцин и снимайте их только после остывания сварки.
При неправильности замеров может образоваться «пропеллер» в изделии. Прижимайте все элементы при помощи струбцин и снимайте их только после остывания сварки.- Производим раскладку заготовок на рабочем месте, прихватываем все соединения. После этого еще раз сверяем, как выдержан размер. Если все верно делаем окончательную сварку;
Пример не совпадения оси при монтаже
- Отрезаем металл для калитки. Прикладываем. Делаем прямой угол при проведении стыковки. Прихватываем. Проверяем. Если все правильно и углы выдержанны, привариваем окончательно;
- Вырезаем элементы калитки и выполняем их изготовление и крепление, так, как описано ранее;
Внимание: Если вы планируете установку внутреннего замка, тогда базу для крепления и отверстия, лучше выполнить до установки листа. После выполнения этой операции, сделать данную работу будет затруднительно.
- Производим установку распорок. Это требуется для придание нужной жесткости конструкции, на них будут крепиться металлические листы. Выкладываем профиль таким образом, что соединяем верх и низ конструкции, или боковые стойки. Расстояние между ними не должно быть менее 50-ти см;
 Это требуется для придание нужной жесткости конструкции, на них будут крепиться металлические листы. Выкладываем профиль таким образом, что соединяем верх и низ конструкции, или боковые стойки. Расстояние между ними не должно быть менее 50-ти см;
Это требуется для придание нужной жесткости конструкции, на них будут крепиться металлические листы. Выкладываем профиль таким образом, что соединяем верх и низ конструкции, или боковые стойки. Расстояние между ними не должно быть менее 50-ти см;Внимание: Обратите особое внимание, чтобы распорки не находились выше стойки. Здесь будет крепиться лист и все детали, размещенные на неровной поверхности, будут сильно выделяться.
- Для сокращения времени работы и расходов, когда мы делаем гаражные ворота, сварка может выполняться точечным методом;
- Болгаркой и зачистным круга обрабатываем швы соединений и наплывы металла. Обезжириваем полученную конструкцию бензином или антикоррозийной жидкостью. Ждем полного высыхания и при помощи ветоши стираем образовавшийся белый налет.
Крепеж металлического листа к раме створок
Этот вид работ проводится в рукавицах, для предотвращения травм рук об острые края листовой стали. Это уже будет завершающим этапом монтажа.
Это уже будет завершающим этапом монтажа.
- С использованием болгарки и отрезного круга производим обрезку листа металла в размер, который указан в чертеже;
- Зачистным кругом снимаем заусенцы в местах обрезки металла;
- Раскладываем листы на каркасе, на лицевой стороне элементы листа кладем в стык при соединении торцов;
- Лист металла проваривается на стыке сплошным швом, после чего, производится зачистка потеков при помощи болгарки и зачистнрго круга;
- Таким же образом привариваем и лист к калитке. Применяем правильные завесы;
Вид завеса для ворот с применением подшипника
- Металлические элементы обезжириваем и покрываем грунтовкой. Красим обработанные детали;
Установка замков и засовов
Для надежной охраны строения, требуется качественно его защитить. Для этого требуется установить замки и засовы.
- В одной створке двери, та, что закрывается первой, требуется установить засовы в рамы и пол строения. После того, как ворота установлены, следует по месту выполнить отверстия в верхней и нижней части конструкции, между рамой створки и рамой ворот. Это делается в сборе, что бы была полная соосность отверстий и не было люфта задвижки. После этого пруток сгибается в виде буквы «Г» и задвижка готова. Когда вы ее вставите и задвинете, отметьте место установки ограничителя, чтобы засов фиксировался. На этом месте приварите любой пруток, который будет служить фиксатором;
- Раньше были выполнены базы для установки и замков. Теперь не будет составлять труда их поставить. Единственное, не пытайтесь приспосабливать крепеж с наружной части конструкции. Приложите замок и сделайте отметки точек крепления на поверхности металла. После этого обрежьте шляпки на болтах и приварите их в точках крепления. Сварку зачистите и крепите замок на это место.
 После того, как ворота установлены, следует по месту выполнить отверстия в верхней и нижней части конструкции, между рамой створки и рамой ворот. Это делается в сборе, что бы была полная соосность отверстий и не было люфта задвижки. После этого пруток сгибается в виде буквы «Г» и задвижка готова. Когда вы ее вставите и задвинете, отметьте место установки ограничителя, чтобы засов фиксировался. На этом месте приварите любой пруток, который будет служить фиксатором;
После того, как ворота установлены, следует по месту выполнить отверстия в верхней и нижней части конструкции, между рамой створки и рамой ворот. Это делается в сборе, что бы была полная соосность отверстий и не было люфта задвижки. После этого пруток сгибается в виде буквы «Г» и задвижка готова. Когда вы ее вставите и задвинете, отметьте место установки ограничителя, чтобы засов фиксировался. На этом месте приварите любой пруток, который будет служить фиксатором;Мы рассказали, как правильно сварить гаражные ворота. Если было принято решение об подключении электропривода воротам, не забывайте в верхней части конструкции прикрепить трубу для проводки. Сделайте это сразу. Не забудьте предусмотреть каналы в стере для провода.
Сделайте это сразу. Не забудьте предусмотреть каналы в стере для провода.
На внутренней стороне конструкции, должно быть так же предусмотрено место для установки двигателя. После окончания работ это выполнить будет затруднительно. Если для работы вы выбрали качественный материал, изготовленное изделие будет служить довольно долго.
Собираюсь варить ворота — Технологии сварки
Хочу сам сварить ворота на гараж. Констукция стандартно-примитивная — две створки на петлях.Купил:
-стальной лист 3мм;
-квадратную трубу 30х60х2 для рамы;
— навесы.
Лутка размером 2500х2000 уже вмурована в стену. В наличии самодельный сварочный трансформатор (со слов опытного сварщика хороший) и электроды 3мм АНО-36.
— варить вначале раму, а к ней лист прихватывать? Логично, но раму тяжело сгонять будет.
— варить элементы рамы на лист? Не получится проварить трубы со всех сторон.
В общем волнует порядок и технология сварки-сборки, ну и тонкости, если таковые есть.
 Мой опыт сварки весьма невелик. Интересует советы по порядку сварки:
Мой опыт сварки весьма невелик. Интересует советы по порядку сварки:Вначале промеряют проём + диагонали .
Закладывают нужные зазоры , допустим по 8 мм .
Можно сначала раму варить , потом на лист накладывать , можно и отдельные трубы на лист , а потом варить всё вместе .
Все делают по разному .
Я например , сначала разрезал бы лист болгаркой на две будущие створки .
Затем положил бы лист на плоскую поверхность , что бы не провисал .(Можно подложить что нибудь , главное — это плоскость)
Обрезал трубы по размерам ( я обычно под 45 градусов режу , так красивее потом выглядит :pardon: )
Сложил бы рамку на листе по размеру .
И выставив диагонали рулеткой (нужен помошник ! ) прихватил бы .
Если все ровно — можно варить , сразу и рамку и лист .
Но это полдела , потом ещё и петли надо варить , а это отдельная песня …
Берёте петлю , мажете изнутри солидолом , что бы не прикипали при сварке .
Наматываете сверху на петлю алюминивую проволоку толщиной 2-3 мм ( это для зазора между петлёй и дверью , что бы потом не тёрлись )
Получилась петля , обмотанная алюминиевой «пружинкой». При сварке она почти вся выгорит .
Ставите створку двери в проём . Вверху ,внизу и сбоку надо выставить прокладки , по толщине будущего зазора . Помошник держит створку , а Вы прикладываете верхнюю петлю . Орентируясь по отвесу , только ПРИХВАТЫВАЕТЕ петлю на четыре точки . Две нижние на косяке , а две верхние на створке .
Затем нижнюю нижнюю петлю также . Обязательно смотрите на отвес .
Убираете прокладки , выбиваете зубилом или вытаскиваете пассатижами остатки проволоки.
И пробуете открыть дверь .
Тут вся проблема в том , что при сварке петли «ведёт» и они могут подклинивать .
Если это произошло , попробуйте потихоньку раскачивать створку , обычно помогает . Или металл прихватки
тянется в нужную сторону , или петля отрывается :rofl: . Тогда нужно повторить процесс , подкорректировав положение петли .
Если Вас всё устраивает , обвариваете петли (самое главное — не прожечь петлю , приварив при этом штырь).
Затем опять пробуете открывать-закрывать . Обычно подклинивает .
Снимаете дверь , и смотрите где есть задиры на штыре . Их можно зачистить шкуркой .
Когда всё получилось как надо , протираете петли , и смазав солидолом , вешаете створку на место .
Всё то же самое с другой створкой .
Берёте болгарку и зачищаете швы ( главное — это эстетика . «…Мастер , это тот , кто любуется своей работой…» )
Если есть какие нибудь вопросы — с удовольствием отвечу …
Вадим 🙂
Изменено 11.2007 15:55 » data-short=»14 г»>21 ноября, 2007 пользователем Вадим
11.2007 15:55 » data-short=»14 г»>21 ноября, 2007 пользователем ВадимЗадвижка Sharpe из углеродистой стали класса 800 — с резьбой или под сварку внахлест — 2 дюйма — под сварку внахлест — 160
Задвижка Sharpe из углеродистой стали класса 800 — с резьбой или под сварку внахлест — 2 дюйма — под сварку внахлест — 160
- Артикул:
- SMCSV34834SW020
- Размер:
- 2 дюйма
- Тип:
- Сварка враструб
- Резюме:
- 160
- Вес:
- 21. 00 фунтов
 00 фунтов
00 фунтов- Артикул:
- SMCSV34834SW020
- Размер:
- 2 дюйма
- Тип:
- Сварка враструб
- Резюме:
- 160
- Вес:
- 21. 00 фунтов
 00 фунтов
00 фунтовСпецификации
500FSSW Задвижка из кованой нержавеющей стали
500FSSW выковала запорную заслонку нержавеющей стали — сварка
гнезда• Задвижка из кованой нержавеющей стали
• Класс 800
• Уменьшенный порт
• АСТМ А182/316L
• АСМЭ Б16.34
• Максимальное давление 1975 фунтов на квадратный дюйм
• Максимальная температура 850
• Крышка на болтах
• API 602/API 598
• КДЕС MR0175
• Размеры 1/2” — 2”Спецификации материалов
№ Часть Материал углерод Материал Нержавеющая сталь 1 Кузов А105 А182 Ф316Л 2 Сиденье А276 410 А182 Ф316Л 3 Клин А276 420 А182 Ф316Л 4 Стержень А182 Ф6а А182 Ф316Л 5 Прокладка SS304 Гибкий графит SS16 Гибкий графит 6 Капот А105 А182 Ф316Л 7 Болт В7 Б8М 8 Упаковка Графит Графит 9 Болт А276 410 А182 Ф316Л 10 Плита упаковочного пресса А105 А182 Ф316Л 11 Пин СС 304 12 Сальниковый болт с проушиной В7 Б8М 13 Шестигранная гайка 2Н 8М 14 Гайка штока 1035 1035 15 Шайба А276 410 А276 410 16 Маховик А197 А197 17 Фирменная табличка АЛ АЛ 18 Регулировочная гайка КС КС Размеры
Деталь № Углерод Деталь № Нержавеющая сталь Размер — NPT Л Д д S Резюме 500FCW01 — 1/4″ 3. 110,56 0,28 0,38 5.6 500FCW02 — 3/8″ 3.11 0,69 0,41 0,38 11.5 500FCW03 500FSSW03 1/2″ 3.11 0,86 0,41 0,38 18 500FCW04 500FSSW04 3/4″ 3.62 1.07 0,53 0,50 32 500FCW05 500FSSW05 1″ 4.37 1,33 0,71 0,50 54 500FCW06 500FSSW06 1-1/4″ 4.73 1,68 0,91 0,50 79 500FCW07 500FSSW07 1-1/2″ 4,73 1,92 1. 140,50 135 500FCW08 500FSSW08 2″ 5.52 2.41 1,42 0,63 230
НаверхНужно ли мне знать, как сваривать комплект для автоматических ворот? | Gate Auto
Когда дело доходит до установки комплектов для автоматических ворот, мы всегда советуем поручить профессионалам-установщикам выполнить работы от вашего имени.
Эта рекомендация исходит из нескольких мест… во-первых, установка оборудования в вашем помещении наиболее безопасно выполняется обученным профессионалом, а во-вторых, сама установка может потребовать некоторых навыков и оборудования, которых у среднего домашнего мастера нет в наличии. доступ к.
Чтобы прикрепить комплекты автоматических ворот к воротам, приводной конец необходимо прикрепить к стойке или столбу, а другой конец необходимо надежно закрепить на самих воротах.
Если у вас есть металлические ворота и столбы, то наиболее безопасный и разумный способ добиться этого — использовать «привариваемые» кронштейны, которые входят в стандартную комплектацию большинства комплектов ворот.
Действительно ли необходима сварка?
От материала ваших ворот и стоек, а также от вашего бюджета зависит, потребуется ли сварка.
Если у вас есть железные ворота и столбы, то сварка обычно считается лучшим методом установки.Даже если ваши ворота имеют металлический каркас с деревянными накладками, вы все равно стремитесь приварить кронштейны к одной из металлических поперечных опор, поскольку крайне важно (особенно на закрытых воротах с обшивкой) прикрепить их к самой прочной части ворот, чтобы предотвратить повреждение во время эксплуатации.
Некоторые комплекты автоматических ворот поставляются с возможностью приобретения кронштейнов с болтовым креплением в качестве дополнения. Эти наборы кронштейнов позволят вам легко установить ригели ворот на деревянные столбы и сами ворота.
Что делать, если у меня полностью деревянные ворота фермы с 5 решетками?
Компания Beninca предлагает наборы кронштейнов с болтовым креплением для своих популярных серий комплектов автоматических ворот BILL и BOB. Эти прочные приводы имеют длинный ход рукояти, который идеально подходит для широких ворот фермы, а червячный привод на двигателях BILL делает их особенно эффективными в пыльных условиях.
Приварные малые регулируемые цилиндрические петли DuraGate
Приварные малые регулируемые цилиндрические петли DuraGateМагазин не будет работать корректно в случае, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
MPN: ПЕТЛЯ-ЦИЛИНДР-РЕГУЛИРОВКА-СВАРКА
43 доллара.
Артикул 00DGT-шарнир-баррель-adj-сварной шов
Спецификация Торговая марка Дурагейт Номер детали производителя ПЕТЛЯ-ЦИЛИНДР-ADJ-WELD В настоящее время для этого продукта нет доступных аксессуаров, или все доступные аксессуары уже добавлены в вашу корзину.
@ Copyright 2021 Gate Depot @ Martrano Enterprises, LLC Все права защищены. Никакая часть этого сайта не может быть воспроизведена в любой форме или любыми средствами, механическими или электронными, без предварительного письменного согласия Gate Depot. Новая задвижка из литой стали с патрубками под приварку
В начале июля 2016 г. KSB Aktiengesellschaft, Германия, выпустила расширение своей линейки задвижек ECOLINE GT 40 из литой стали.Версия с концами под приварку теперь доступна наряду с моделью с фланцами.
Новый вариант патрубка под приварку может поставляться с номинальным диаметром от DN 50 до DN 600 и классом давления до PN 40. Задвижки стандартно поставляются с удлинителями соединительных патрубков из высококачественной кованой стали. Ассортимент клапанов был специально разработан для промышленного применения и подходит для использования с неагрессивными средами, такими как вода, пар, газ или масло.
В его конструкции особое внимание уделяется обеспечению абсолютно надежной герметизации от атмосферы.Инженеры KSB добились этого, применив полностью герметичную прокладку крышки из графита вместе с графитовыми концевыми кольцами сальника.
Это создает барьер, препятствующий сползанию уплотнительного материала.Заднее седло с резьбой в стандартной комплектации снижает нагрузку на уплотнение штока при полностью открытом гибком клине и в случае неисправности обеспечивает защиту невращающегося штока с вороненым хвостовиком от выдувания. Даже после доработки сверхдлинная поверхность седла/диска, покрытая твердым сплавом стеллит, обеспечивает герметичность и долгий срок службы.Головка бугеля подходит для установки фланцев в соответствии с DIN-ISO 5210 и, таким образом, для монтажа электроприводов.
Клапаны соответствуют требованиям безопасности Приложения I к Европейской директиве по оборудованию, работающему под давлением 2014/68/ЕС (PED) для жидкостей групп 1 и 2. Поскольку они не имеют потенциального внутреннего источника воспламенения, их также можно использовать в потенциально взрывоопасных средах, группа II, категория 2 (зоны 1 + 21) и категория 3 (зоны 2 + 22) по ATEX 2014/34/EU. Модель, совместимая с TA-Luft, для приложений VDI 2440 до макс.
400 °C также доступны.Загрузки
Фото для прессы : Новая задвижка из литой стали с концами под приварку (ИЗОБРАЖЕНИЕ 2 МБ)
Пресс-релиз : Новая задвижка из литой стали с концами под приварку (DOC 23 KB)
Ответы на 4 вопроса о сварке Дверные петли
Петля – один из важнейших компонентов любой двери. Это позволяет легко открывать или закрывать дверь. Петля действует как мост между дверью и дверной коробкой. Он надежно удерживает дверь на раме и предотвращает ее выпадение.На сегодняшний день на рынке представлен огромный выбор петель. Каждый тип петли имеет различную конструкцию, свойства и возможности. На основании этого они используются в различных приложениях. Среди множества доступных типов петель одним из наиболее часто используемых типов являются приварные петли. Что такое сварка на петлях? Что делает их популярными во многих приложениях? Вас беспокоят эти вопросы? Ну, не больше. Прочитайте следующий пост, чтобы получить четкое представление и ответы на вопросы, заданные выше.
Что такое приварные петли?
Прежде чем мы перейдем к пониманию того, почему приварные петли так популярны во многих дверных конструкциях, давайте сначала узнаем, что это за петли.Название этих петель говорит само за себя. В отличие от других типов петель, которые крепятся болтами, сварные петли привариваются к другой металлической поверхности. Приварные петли также называются сварными петлями, цилиндрическими петлями или съемными петлями.
Какие существуют типы сварки на петлях?
В зависимости от области применения приварные петли для ворот или приварные дверные петли бывают разных типов, например:
Что делает их популярными?
Существует так много других типов петель.Тем не менее, почему сварка на дверных петлях предпочтительнее, когда речь идет о некоторых применениях? Именно из-за простоты установки. Кто они такие? Читайте дальше:
- Без сверления и нарезания резьбы: Совместите петли с дверью и рамой и приварите их на место. Никакого сверления или нарезания резьбы на месте.
- Всесторонняя производительность: Еще одним поразительным преимуществом этих петель является то, что они обеспечивают всестороннюю производительность. Это означает, что наряду с привлекательным способом крепления металлических дверей эти петли прочны, компактны и долговечны.
Каковы различные области применения этих приварных петель?
Приварные петли доступны в различных типах, размерах, возможностях и спецификациях и находят свое применение в широком диапазоне применений. Ниже приведены некоторые приложения, в которых чаще всего используются эти типы петель:
- Ядерная медицина
- Морские контейнеры
- Бронетехника
- Ворота или двери безопасности
- Ворота тюрьмы/следственного изолятора
- Строительные проекты
- Двери хранилища
- Противопожарные двери
Помимо упомянутых выше применений, приварные петли используются в огромном количестве коммерческих и промышленных приложений, таких как двери LINAC, ворота и т.
- Без сверления и нарезания резьбы: Совместите петли с дверью и рамой и приварите их на место.
 11
11 14
14

 00
00 Никакая часть этого сайта не может быть воспроизведена в любой форме или любыми средствами, механическими или электронными, без предварительного письменного согласия Gate Depot.
Никакая часть этого сайта не может быть воспроизведена в любой форме или любыми средствами, механическими или электронными, без предварительного письменного согласия Gate Depot.  Это создает барьер, препятствующий сползанию уплотнительного материала.
Это создает барьер, препятствующий сползанию уплотнительного материала.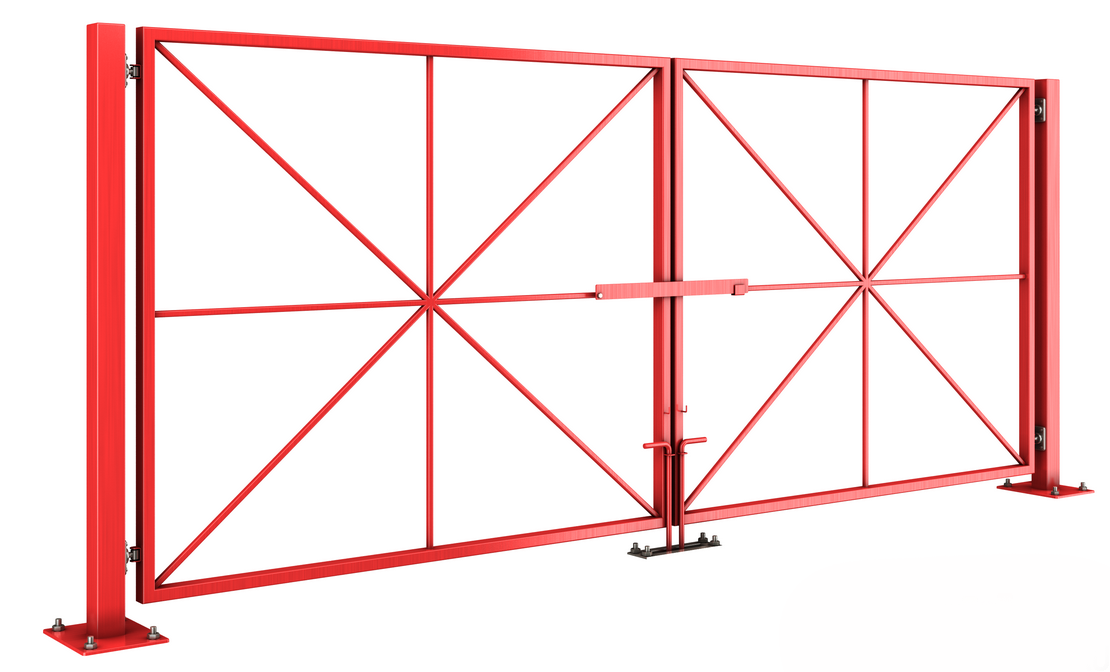 400 °C также доступны.
400 °C также доступны.
 Никакого сверления или нарезания резьбы на месте.
Никакого сверления или нарезания резьбы на месте.