Какими электродами лучше всего варить трубы | ММА сварка для начинающих
Сварка труб отличается сложностью, ведь здесь важны не только прочность и надежность сварочного соединения, но и полная герметичность. Поэтому к сварочным электродам для труб предъявляются особые требования.
Варить трубы можно различными электродами. Однако опытные сварщики предпочитают использовать для этих целей рутиловые. К преимуществам рутилово-кислотных электродов можно отнести возможность ликвидации шлаков во время узкой стыковки деталей.
Также, именно благодаря рутиловой обмазке, сварочный шов становится внешне гораздо красивей. Что же касается вторичного применения, то и здесь, сварочная дуга с лёгкостью зажигается.
Корневые швы можно получить при помощи рутиловой и основной обмазок. Этот вариант используется преимущественно для труб с небольшим диаметром. Если необходимо произвести сварку деталей с толстым покрытием, рекомендуется отдать предпочтение электродам с рутилово-целлюлозным покрытием.
Красивые кольцевые швы в процессе соединения труб с большим диаметром можно получить с использованием электродов, имеющих целлюлозное покрытие.
Основные электроды дают возможность осуществлять различную стыковку, при этом положение практически не имеет никакого значения. В данном случае сварочный шов выглядит менее привлекательно, но зато он очень надёжный.
Какие электроды использовать для сварки труб отопления
Для прочного соединения труб отопления рекомендуется использовать электроды таких марок, как: Э42А, УОНИ 13/45. Поскольку их стержни имеют толстое покрытие, удаётся с лёгкостью сварить углеродистую сталь. Кроме этого, соединить отопительные трубы возможно и при помощи электродов Э-09Х1МФ либо ЦЛ-20.
В том случае, когда возникает необходимость в сварке элементов из легированной либо углеродистой стали, следует применить электроды ЦЛ-9 с основным покрытием. Стоит отметить, что сварочный шов, в данном случае, содержит низкий процент водорода, а соответственно шов получится максимально прочным.
Сваривать отопительные трубы, где постоянно находится горячая вода и возможно большое давление, нужно электродами МР-3. С помощью таких же стержней допускается выполнять соединение труб НКТ. Эти стержни обладают рутиловым покрытием, а их диаметр может быть 3-5 мм. Чтобы получить герметичный шов, необходимо в процессе использования электродов МР-3 наклонять их в сторону наплавления. Здесь лучше всего подойдёт короткая дуга.
При создании трубопровода можно использовать такие виды сварных стыков, как горизонтальный, поворотный и неповоротный. Все они имеют различную специфику.
Когда необходимо получить горизонтальные стыки применяются стержни с диаметром 4мм. При этом движения электродом делаются возвратно-поступательные, и таким образом, получается ровный и красивый ниточный валик в 1,5мм.
Следующий валик должен перекрывать предыдущий. Изначально ток подаётся порядка 160А. При сваривании 3 и 4 валика применяются стержни, имеющие диаметр 5 мм и ток около 300А.
Поворотный стык выполняется в 3 слоя. Вначале стык делится на 4 отрезка. После чего, два первых соединяются, производится поворот на 180 градусов, и свариваются другие отрезки. Далее деталь поворачивается на 90 градусов и осуществляется ещё один слой. В конце нужно сделать ещё один поворот на 180 градусов и снова сварить два последних отрезка.
Вначале стык делится на 4 отрезка. После чего, два первых соединяются, производится поворот на 180 градусов, и свариваются другие отрезки. Далее деталь поворачивается на 90 градусов и осуществляется ещё один слой. В конце нужно сделать ещё один поворот на 180 градусов и снова сварить два последних отрезка.
Неповоротные стыки труб, как правило, осуществляются при помощи технологии трёхслойной сварки. В завершение стоит отметить, что для сварки труб необходим немалый опыт.
Еще статьи про сварку:Электроды для сварки стали 12х18н10т
12Х18Н10Т. Особенности сварки нержавейки.
Сварка стали – основной технологический процесс практически любого производства изделий из металла. С VII века до нашей эры и до наших дней сварка широко применяется как основной способ образования неразъемных соединений металлов. С самого зарождения и вплоть до XIX века н.э. в применялся метод кузнечной сварки металлов. Т.е. свариваемые детали нагревались и затем спрессовывались ударами молота. Эта технология достигла своего пика к середине XIX века, когда по ней стали изготавливать даже такие ответственные изделия как железнодорожные рельсы и магистральные трубопроводы.
Эта технология достигла своего пика к середине XIX века, когда по ней стали изготавливать даже такие ответственные изделия как железнодорожные рельсы и магистральные трубопроводы.
Однако сварные соединения, особенно в массовом, промышленном масштабе отличались невысокой надежностью и нестабильным качеством. Это зачастую приводило к авариям из-за разрушения детали в месте шва.
Открытие электродугового нагрева и высокотемпературного газо-кислородного горения наряду с возросшими требованиями к качеству сварного соединения совершили мощный технологический прорыв в области сварки, в результате чего создалась технология бескузнечной сварки – такой, какую мы привыкли наблюдать сегодня.
С появлением легированной стали процессы сварки усложнились в связи с необходимостью предотвращения карбидации легирующих элементов, в основном – хрома. Появились методы сварки в инертных средах или под флюсом, а также технологии долегирования сварного шва.
Рассмотрим особенности сварки аустенитных сталей на примете наиболее распространенной нержавеющей стали 12Х18Н10Т.
Сталь 12Х18Н10Т относиться к хорошо свариваемым. Характерной особенностью сварки этой стали является возникновение межкристаллитной коррозии. Она развивается в зоне термического влияния при температуре 500-800?С. При пребывании металла в таком критическом интервале температур по границам зерен аустенита выпадают карбиды хрома. Все это может иметь опасные последствия – хрупкие разрушения конструкции в процессе эксплуатации.
Чтобы добиться стойкости стали нужно исключить или ослабить эффект выпадения карбидов и стабилизировать свойства стали в месте сварного шва.
При сварке высоколегированных сталей используют электроды с защитно-легирующим покрытием основного вида в сочетании с высоколегированным электродным стержнем. Применение электродов с покрытием основного вида позволяет обеспечить формирование наплавленного металла необходимого химического состава, а также других свойств путём использования высоколегированной электродной проволоки и долегирования через покрытие.
Сочетание легирования через электродную проволоку и покрытие позволяет обеспечить не только гарантированный химический состав в пределах паспортных данных, но и некоторые другие свойства, предназначенные для сварки аустенитных сталей 12Х18Н10Т, 12Х18Н9Т, 12Х18Н12Т и им подобных.
Содержащийся в электродных стержнях титан при сварке практически полностью окисляется. По этой причине при сварке покрытыми электродами в качестве элемента-стабилизатора используют ниобий. Коэффициент перехода ниобия из стержня при сварке покрытыми электродами составляет 60-65%.
Сварку высоколегированных сталей под флюсом осуществляют с применением или нейтральных по кислороду фторидных флюсов, или защитно-легирующих в сочетании с высоколегированной электродной проволокой. С металлургической точки зрения для сварки высоколегированных сталей наиболее рациональны фторидные флюсы типа АНФ-5, которые обеспечивают хорошую защиту и металлургическую обработку металла сварочной ванны и позволяет легировать сварочную ванну титаном через электродную проволоку.
Сварку высоколегированных сталей для снижения вероятности формирования структуры перегрева, как правило, выполняют на режимах, характеризующихся малой величиной погонной энергии. При этом предпочтение отдают швам малого сечения, получаемым при использовании электродной проволоки небольшого диаметра (2-3мм). Поскольку высоколегированные стали обладают повышенным электросопротивлением и пониженной электропроводностью, то при сварке вылет электрода из высоколегированной стали уменьшают в 1,5-2 раза по сравнению с вылетом электрода из углеродистой стали.
При дуговой сварке в качестве защитных газов используют аргон, гелий (реже), углекислый газ.
Аргонодуговую сварку выполняют плавящимися и неплавящимися вольфрамовыми электродами. Плавящимся электродом сваривают на постоянном токе обратной полярности, используя режимы, обеспечивающие струйный перенос электродного металла. В некоторых случаях (в основном при сварке аустенитных сталей) для повышения стабильности горения дуги и особенно снижения вероятности образования пор из-за водорода при сварке плавящимся электродом используют смеси аргона с кислородом или углекислым газом (до 10%).
Сварку неплавящимся вольфрамовым электродом в основном осуществляют на постоянном токе прямой полярности. В некоторых случаях при наличии в сталях значительного количества алюминия используют переменный ток для обеспечения катодного разрушения оксидной плёнки.
Применение дуговой сварки в атмосфере углекислого газа позволяет снизить вероятность образования пор в металле шва из-за водорода; при этом обеспечивается относительно высокий коэффициент перехода легкоокисляющихся элементов.
При сварке сталей с малым содержанием углерода (ниже 0,07-0,08%) возможно науглероживание наплавленного металла. Переход углерода в сварочную ванну усиливается при наличии в электродной проволоке алюминия, титана, кремния. В случае сварки глубокоаустенитных сталей некоторое науглероживание металла сварочной ванны в сочетании с окислением кремния снижает вероятность образования горячих трещин. Однако науглероживание может изменить свойства металла шва и, в частности, снизить коррозийные свойства. Кроме того наблюдается повышенное разбрызгивание электродного металла. Наличие брызг на поверхности металла снижает коррозийную стойкость.
Технологии сварки нержавеющих высоколегированных сталей постоянно совершенствуются. На данном этапе при строгом соблюдении технологического процесса качество сварного шва нержавейки практически не уступает по своим свойствам металлу соединяемых деталей и гарантирует высочайшую надежность сварного соединения.
Посмотреть специальные предложения на продажу стали 12Х18Н10Т.
На этой странице показана информация по теме «Электроды для нержавейки» и всему, что с ней связано. Смотрите далее информацию по данному вопросу, а внизу страницы подобраны марки электродов с этой меткой на сайте.
Нержавеющая сталь является неотъемлемой частью многих, самых разнообразных отраслей. Данный материал активно применяется в производстве товаров широкого потребления и в различных сферах промышленности. Обусловлено это несколькими важными достоинствами сплавов данной категории. Они отличаются твердостью, прочностью, долговечностью и привлекательным внешним видом. Поэтому электроды для сварки нержавеющих сталей особенно востребованы среди расходных материалов. Здесь мы рассмотрим какими электродами варить нержавейку.
Здесь мы рассмотрим какими электродами варить нержавейку.
Электроды по нержавейке — в чем особенности
Осуществление сварки деталей из нержавеющей стали является достаточно сложным процессом. Выполнение работ требует от исполнителя наличия соответствующих опыта, знаний и навыков. Для предупреждения наполнения сварочной ванны азотом следует придерживаться минимальной длины дуги. Кроме этого, коррозионностойкие стали обладают
- теплопроводимость нержавейки в два раза меньше, чем у обычных углеродистых стальных сплавов. Это приводит к перегреву изделий, поэтому проводить данный технологический процесс необходимо на меньшем сварочном напряжении.
- при сваривании массивных элементов, между ними нужно оставлять достаточно широкий зазор. Невыполнение этого требования может привести к образованию микротрещин, снижающих качество и надежность шва.

- в рабочей зоне присутствует сильное электрическое сопротивление, которое приводит к нагреву стержня электрода.

Именно поэтому, а также из-за вышеперечисленных особенностей сварки, необходимо использовать специальные сварочные электроды по нержавейке. Неверный выбор сварочных материалов может привести к межкристаллитной коррозии — опасному виду разрушения. Такое явление является причиной значительного снижения надежности сварного шва.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:
ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур — до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов — образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Маркировка электродов по нержавейке
На упаковке всех, без исключения, сварочных материалов присутствуют основные идентификационные сведения. Маркировка электродов для нержавейки также оснащена данной информацией, включающей следующие обозначения:
- тип, марка, диаметр и назначение электрода;
- толщина обмазки;
- полярность;
- настройка напряжения;
- переменный или постоянный ток.
Электроды для нержавеющих сталей и черного металла
Безусловно сваривание данных материалов возможно. Однако, сварка черного и нержавеющего металла имеет свои сложности. Основная проблема — разнородность этих металлов. Для получения качественного шва применяют сваривание трех типов:
- сварка электродами с покрытием;
- соединение вольфрамовыми неплавящимися расходниками;
- в среде защитного газа, чаще всего используется аргон.

Для проведения сварки первого типа используют следующие электроды для сварки нержавейки с черной сталью:
ЭА-395/9 предназначены для работы с ответственными конструкциями.
ОЗЛ-312 подходят для соединения сталей с неизвестным составом и при необходимости высокой прочности шва.
Также существует возможность использования марок АНЖР-1 и АНЖР-2 для сваривания разнородных сталей.
Однако, лучше всего соединять нержавейку и черный металл методом аргоновой сварки. Аргон в подобных случаях выполняет важную функцию — обеспечение защиты рабочей зоны от чрезмерного насыщения азотом, а, соответственно, и от окисления. Чтобы сварной шов получился надежным пруток следует держать перпендикулярно к поверхности.
Исходя из вышеперечисленной информации можно сделать вывод, что для сварки нержавейки с черным металлом используется распространенные сварочные материалы. Расходники данных марок можно приобрести у многих поставщиков и производителей.
Электроды для сварки нержавеющей стали 12Х18Н10Т
12Х18Н10Т является нержавеющей сталью аустенитного класса. Данная разновидность нержавейки наиболее распространена, применяется во многих отраслях промышленности: пищевая, химическая и фармацевтическая. Довольно часто из такого вида стали производят сварные аппараты и сосуды, трубы для трубопроводов.
Электроды ЦЛ-9 в упаковке.
Далее представлена информация, с помощью которой можно определить какими электродами варить нержавейку 12х18н10т.
Маркой, пользующейся наибольшим спросом, является ЦЛ-9. Сварка может проводится во всех пространственных положениях.
Электроды ОК 61.30 обладают несколькими достоинствами: хорошее формирование шва; легкое зажигание; самоотделение шлака.
Сварочные материалы НЖ-13 применяются в тех случаях, когда к наплавленному металлу предъявляются высокие требования стойкости против МКК.
ОЗЛ-14 — расходники, использующиеся, когда к металлу шва не предъявляются жесткие требования против МКК.
Можно ли электродами по нержавейке варить сталь
Марки электродов для нержавейки используются не только для обработки соответствующих сталей. Данные сварочные материалы возможно применять для сваривания обычной черной стали. Однако, такое сочетание не подходит для выполнения ответственных работ. Возможно образование коррозии как в рабочей, так и в околошовной зоне. К тому внешний вид соединения будет не на высшем уровне. Если же мастер все-таки решил прибегнуть к такому решению, рекомендуется производит сваривание точно и быстро.
Какими электродами варить нержавейку 1 мм.
Сварка тонкого металла является сложным процессом не только для начинающих специалистов, но и для опытных сварщиков. Данный процесс имеет несколько сложностей:
- сильный нагрев изделия может привести к прогоранию и образованию отверстия;
- высокая температура прогрева также может привести к изменению геометрии тонких листов;
- короткая дуга, с помощью которых производится соединение, при незначительном отрыве гаснет.

Данные проблемы могут значительно затруднить сварочные работы. Поэтому, чтобы избежать таких трудностей, очень важно знать какие электроды нужны для сварки нержавейки тонкой толщины.
ОК 63.34 предназначены для сваривания тонкого металла. Также марка отлично подойдет и для толстостенных изделий. Электроды характеризуются улучшенным шлакоотделением.
ОК 63.20 (на картинке) особенно востребованы для соединения труб и тонкого металла. Сварочный процесс происходит при кратковременном поджиге и гашении дуги.
Популярные электроды для сварки нержавейки
Наиболее востребованными и ходовыми сварочными материалами являются марки нержавеющих электродов, произведенных ведущими заводами. Проверенные изготовители тщательно следят за качеством продукции, гарантированно выполняются обязательства и предлагают выгодные условия для сотрудничества. Кроме этого, постоянно высоким спросом пользуются марки электродов для сварки нержавеющей стали известных брендов.
Шведский концерн ESAB предоставляет широкий выбор расходных материалов. Большой популярностью среди профессиональных сварщиков пользуются марки электродов по нержавейке.
ОК 61.35 предназначены для ответственных конструкций, часто применяются для сваривания трубопроводов различного назначения.
ОК 67.72 — синтетические электроды, использующиеся для соединения нержавеющих и разнородных сталей.
ОК 67.45 — сварочные материалы двойного назначения: соединение нержавеющих сталей и наплавка металлов с ограниченным уровнем свариваемости. Шов отлично переносит высокие температуры и трение.
Также следует упомянуть ОК 63.30; ОК 61.30; ОК 63.20; ОК 61.35.
Видео с разъяснениями по выбору от производителя.
Как уже упоминалось ранее данная марка сварочных материалов является одной из самых популярных. Сварной шов, наплавленный расходниками ЦЛ-11, отличается аккуратностью, пластичностью, прочностью и высокой ударной вязкостью.
Сварной шов, наплавленный расходниками ЦЛ-11, отличается аккуратностью, пластичностью, прочностью и высокой ударной вязкостью.
Монолит
Оригинальные сварочные материалы данного бренда с положительной стороны характеризуют многие мастера. По нержавке у них марка ЦЛ-11. Основные достоинства:
- привлекательный вид шва;
- легкий поджиг как начальный, так и повторный;
- стабильность дуги;
- самоотделяемость шлаковой корки;
- малое разбрызгивание;
- возможность проведение сварки по окисленным, окрашенным и масляным поверхностям;
- также можно осуществлять сваривание от бытовых источников питания;
- сварочные материалы Монолит подходят для выполнение соединений в труднодоступных местах.
В случае отсутствия под рукой специальных электродов для нержавейки, можно провести сваривание и другими марками. Чаще всего, специалисты задаются вопросом: можно ли уони варить нержавейку? Рассматривая данный вопрос с технической точки зрения, ответ будет положительным. УОНИ подойдет для работы с коррозионностойкими сталями. С практической точки зрения следует знать какой нужен электрод для сварки нержавейки.
УОНИ-13/НЖ обладают несколькими преимуществами: проведение сварки возможно практически во всех положениях; небольшое количество брызг.
УОНИ-13/НЖ-2 предназначены для коррозионностойких кислотостойких сталей.
УОНИ-13/ЭП-56 используются для сваривания нержавеющих сталей, работающих в агрессивных сталей, а также для сваривания трубопроводов.
Какие электроды для нержавейки лучше
Ответить на поставленный вопрос очень сложно. Каждый сварщик отдает предпочтение своему расходнику и самостоятельно определяет какими электродами можно варить нержавеющую сталь. Некоторые бренды выделяются из всего многообразия представленных торговых марок. НЕРО, Монолит, УОНИ являются одними из лидеров рынка. Потребители характеризуют их продукцию следующим образом — «хорошие и качественные электроды».
Популярные производители
Практически все изготовители предлагают клиентам широкий выбор электродов для коррозионностойких сталей. Востребованность нержавейки, а, соответственно, и сварочных материалов для нее, требует этого от заводов. Среди ведущих производителей следует отметить следующие концерны: «Лосиноостровский электродный завод», «Спецэлектрод» (Москва), «Зеленоградский электродный завод», «Кировский завод», ESAB, «Lincoln Electric», «Quattro Elementi».
Востребованность нержавейки, а, соответственно, и сварочных материалов для нее, требует этого от заводов. Среди ведущих производителей следует отметить следующие концерны: «Лосиноостровский электродный завод», «Спецэлектрод» (Москва), «Зеленоградский электродный завод», «Кировский завод», ESAB, «Lincoln Electric», «Quattro Elementi».
Данная статья дает полный и четкий ответ на многие вопросы, возникающие у сварщиков во время работы с изделиями и конструкциями из нержавейки. Ознакомившись с представленной информацией каждый исполнитель сможет решить какими электродами варят нержавеющую сталь.
Где купить
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.
Сталь 12Х18Н10Т относиться к хорошо свариваемым. Характерной
особенностью сварки этой стали является возникновение
межкристаллитной коррозии. Она развивается в зоне термического
влияния при температуре 500-800С. При пребывании металла в таком
критическом интервале температур по границам зерен аустенита
выпадают карбиды хрома. Все это может иметь опасные последствия –
Все это может иметь опасные последствия –
хрупкие разрушения конструкции в процессе эксплуатации.
Чтобы добиться стойкости стали нужно исключить или ослабить эффект
выпадения карбидов и стабилизировать свойства стали в месте сварного
Методы сварки
При сварке аустенитного нержавеющего проката следует учитывать
следующие отличия его физических свойств от свойства углеродистого
проката: уделенное электрическое сопротивление примерно в шесть раз
больше точка плавления примерно на 100С ниже теплопроводность
составляет около одной трети от соответствующего показателя
углеродистого проката. коэффициент теплового расширения по длине
примерно на 50% больше На практике сварку можно выполнять с помощью
любых методов сварки: Ручная дуговая сварка обычно при толщине
материала более 1,5 мм Дуговая сварка вольфрамовым электродом в
инертном газе (TIG) для сварки тонких листов и труб Дуговая сварка
плавящимся электродом в инертном газе / Сварка в среде активных
газов (MIG/MAG)отличается высокой производительностью импульсная
дуговая сварка плавящимся электродом в инертном газе, для листов
толщиной 0,8 мм сварка короткой дугой плавящимся электродом в
инертном газе, для листов толщиной менее 0,8-3,0 мм сварка дугой со
струйным переносом металла, плавящимся электродом в инертном газе,
для листов толщиной более 3,0 мм.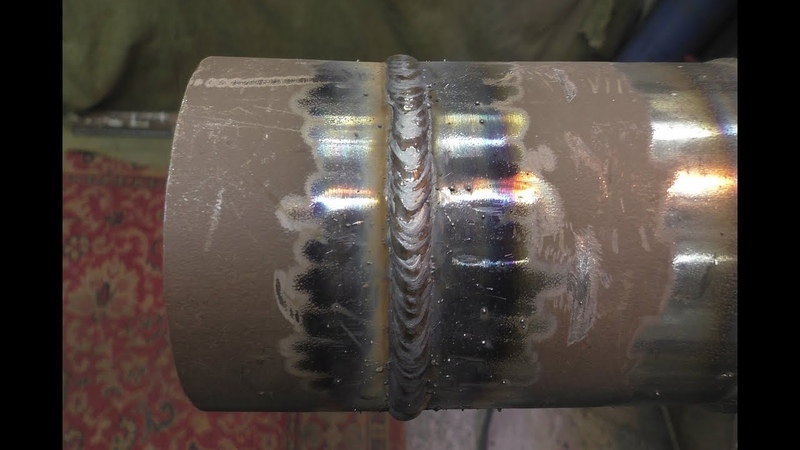 Плазменная сварка может применяться
Плазменная сварка может применяться
для широкого диапазона толщины применяется все более широко. Дуговая
сварка под флюсом для материалов толщиной более 10 мм. Сварка
сопротивления точечная и роликовая сварка тонких листов.
Последующая обработка сварных швов
На поверхности сварного соединения образуется пористый оксидный
слой, содержащий в основном хром. Этот слой в значительной степени
ослабляет стойкость соединения к коррозии. Хром оксидного слоя в
основном материале возникает из стали, вследствие чего под оксидным
слоем образуется т.н. со сниженным содержанием хрома. Если
существует необходимость, чтобы стойкость сварного соединения к
коррозии была столь же высокой, как и у основного материала,
оксидный слой и зону со сниженным содержанием хрома следует удалить,
т.е. сварное соединение должно пройти последующую обработку.
Термообработка
В данном случае под термообработкой понимается растворение внутри
стальной конструкции (более 1000 С), с помощью которого сглаживаются
возникшие различия присадочных материалов.
Механические методы последующей обработки
Следует всегда помнить, что разрешается использовать только те
рабочие принадлежности, которые предназначены для обработки нержавеющего проката: шлифовальные ленты и круги, предназначенные
для обработки нержавеющего проката щетки из нержавеющей стали дроби
из нержавеющей стали при дробеструйной обработке (Внимание! С
помощью стальных или стеклянных дробей или песка иногда нельзя
обрабатывать другие материалы, напр., углеродистую сталь)
Травление
Травление является наиболее эффективным методом последующей
обработки сварных швов. При правильном выполнении травление
позволяет устранить и вредный оксидный слой, и зону со сниженным
содержанием хрома. Травление выполняется путем погружения,
поверхностного нанесения или покрытия пастой в зависимости от
условий. Чаще при травлении используется смешащая кислота: азотная
кислота/фтористоводородная кислота (плавиковая кислота) в следующих
8 – 20 % HNO3 (азотная кислота) 0,5 – 5 % HF (фтористоводородная
кислота) остальные компоненты Н2О (вода)
Время травления аустенитного нержавеющего проката зависит от
концентрации кислот, температуры, толщины окалины и сорта проката
(т. н. кислотоупорный прокат требует более продолжительного времени
н. кислотоупорный прокат требует более продолжительного времени
обработки по сравнению с нержавеющим прокатом). Доведение степени
шероховатости сварного шва до соответствующего показателя основного
листа путем шлифования или полирования после травления еще более
увеличивает стойкость конструкции к коррозии.
Как трубу сварить под углом 90 градусов
Сварка труб под углом позволяет сэкономить не только на отводах (угловых сопряжениях), но и на тройниках (тавровых сопряжениях) или крестовинах. Поэтому подобной техникой должен владеть каждый опытный сварщик или сантехник. И в данной статье мы разберем типовые способы «угловой» стыковки круглых и профильных труб, реализуемые с помощью сварки или пайки.
Какие трубы можно соединять на сварку
В большинстве случаев на сварку монтируют стальные трубы. Причем, подобный способ соединения участков трубопровода практикуется и в случае производства арматуры из конструкционных сталей, и в случае изготовления труб из высоколегированных сплавов. Для разных металлов нужны разные техники сварки и разные электроды.
Сварка стальных труб под углом
Кроме того, с помощью сварки или пайки можно стыковать еще медные или алюминиевые трубы. Правда, в данном случае нужен особый аргонодуговой аппарат, генерирующий электрическую дугу в среде инертного газа (аргона). А вот в качестве электрода можно использовать обычную медную или алюминиевую проволоку.
А еще можно «сваривать» полимерные трубы, используя технику термической сварки давлением. Эта технология даже используется при изготовлении сегментарных фитингов, собираемых «на сварку» из вырезанных из труб участков.
Разновидности угловых стыков
Основной нормативный документ, которым регламентируется сварка труб под углом – ГОСТ 16037-80 – утверждает, что помимо пяти способов сварки тройников (крестовин) существует еще и восемь способов стыковки секторов в отводе (элементов в колеи).
Причем угловое сопряжение, предполагающее стыковку магистралей, как под прямым, так и под острым или тупым углом, реализуется с помощью следующих разновидностей стыков:
Стыковка мегистрали под острым углом
- Углового соединения труб одного диаметра, без скоса кромок, односторонним сварочным швом. Обозначение по ГОСТ – У16. При этом кромки труб стачиваются и подгоняются друг под друга практически без зазора, а проекция линии сопряжения напоминает треугольник.
- Углового соединения трубы и штуцера (отростка или приварка), без раздела, односторонним сварочным швом, Обозначение по ГОСТ – У17, У18. Проекция сварочного стыка похожа на полуокружность. Кромки подгоняются друг под друга с минимальным зазором.
- Углового соединения со скосом кромок, односторонним швом, обозначаемого шифром У19. Линия сопряжения похожа на сектор окружности. Кромки нижней трубы практически не обрабатываются. Раздел (фаску) снимают только с верхней трубы.
- Углового соединения со скосом кромки на цилиндрическом усе, выполняемого односторонним швом (шифр У20). Проекция линии сопряжения похожа на сектор дуги, а кромки нижней трубы практически не обрабатываются.
- Углового соединения с разделом, на односторонней прокладке, с размещением кольцеобразного вкладыша внутри трубы. Шов заделывается с внешней стороны и маркируется на сборочных чертежах как У21.
 Обозначение по ГОСТ – У16. При этом кромки труб стачиваются и подгоняются друг под друга практически без зазора, а проекция линии сопряжения напоминает треугольник.
Обозначение по ГОСТ – У16. При этом кромки труб стачиваются и подгоняются друг под друга практически без зазора, а проекция линии сопряжения напоминает треугольник.
Сварка квадратных труб под углом производится по тем же правилам. А вот секторная сборка отвода (колена) выполняется немного по-другому.
В данном случае используют следующие типы сварочных швов:
Секторная сборка отвода
- Без скоса (раздела) кромок, когда стыкуемые сектора соединяют встык или с помощью втулки (съемной подкладки), вводимой с внутренней стороны. При этом накладывается односторонний шов.
- С односторонним скосом кромки, предполагающим точную обработку торца только одного сектора. Причем подобный стык можно обустроить и с помощью съемной прокладки и без нее.
- Со скосом кромок, предполагающим относительную точность формы торцов трубы. В данном случае можно использовать две разновидности подкладки – цилиндрическую и кольцеобразную. Причем образующая скос фаска может нарезаться, как с внутренней, так и с наружной стороны кромок. То есть, односторонний шов будет накладываться как с внутренней, так и с внешней стороны трубы, образуя сварные соединения под острым и тупым углом.
- Со скосом кромок по наружной стороне и расточкой (развальцовкой) внутренней поверхности торца стыка. Причем согласно ГОСТ существует шесть вариантов внутренней расточки кромок.

Разумеется, подобное разнообразие предполагает использование различных техник и способов сварки: от классического электродугового варианта, до газовой пайки.
Показания к применению
Газовая сварка труб
Электродуговая, аргонодуговая или газовая сварка без скоса кромок начинается с подгонки торцов. Максимальная величина зазора между трубами, в данном случае – 1,5 миллиметра, а минимальная – 0,5 миллиметра. Причем, подобная техника используется лишь на трубах с толщиной стенки от 1 до 6 миллиметров. Сам процесс начинается с прихватывания углового сопряжения точечными швами, с последующей правкой положения труб и кольцевой сваркой стыка снаружи.
Угловое сопряжение с односторонним торцом предполагает образование фаски под углом 50 градусов. А двусторонний раздел предполагает образование двух фасок, под углом 30 градусов. Зазор между кромками в первом случае 1-2 миллиметра, а во втором случае 2-5 миллиметров. То есть, о точности торцов можно практически не заботиться. Толщина стенок стыкуемых таким способом труб колеблется в пределах от 2 до 20 миллиметров.
Зазор между кромками в первом случае 1-2 миллиметра, а во втором случае 2-5 миллиметров. То есть, о точности торцов можно практически не заботиться. Толщина стенок стыкуемых таким способом труб колеблется в пределах от 2 до 20 миллиметров.
Угловое сопряжение со скосом кромок и разделом предполагает стыковку труб с толщиной стенок от 6 до 60 миллиметров. При этом ширина раздела колеблется в пределах от 18 до 48 миллиметров. Разумеется, такие габариты предполагают особую технику заполнения сварочной ванны.
При монтаже металлических конструкций – от каркаса детских качелей до системы отопления, практически всегда приходится иметь дело со сваркой. Процесс этот гораздо сложнее, чем кажется на первый взгляд, и гораздо ответственнее: от качества шва в буквальном смысле слова зависит надежность и долговечность изделия.
Сварка: разновидности и особенности
В самом общем виде под ней подразумевают стыковку двух отрезков из одного или разных материалов путем образования неразъемного соединения. Методов такого соединения довольно много. Выделяют две главные группы:
- под давлением – например, ультразвуковая, холодная, прессовая;
- сварка плавлением – термический метод, включающий нагрев соединяемых фрагментов.
Стыковка плавлением делится на два вида:
- электродуговая – ручная, под флюсом, в среде аргона и так далее. Кромки отрезков трубопровода оплавляются под влиянием дугового заряда;
- газовая – всем знакомая ацетиленовая. В этом случае края соединяемых труб прогреваются газокислородным пламенем, стыкуются, а зазор заполняется материалом расплавленного прутка.
Качество такого шва ниже, чем у полученного электродуговым методом. Но последний неприменим к трубопроводу с тонкими стенками – до 3,5 мм.
Метод обеспечивает надежное прочное соединение, но неразъемное. Если речь идет о металлических изделиях, то это является достоинством.
Виды соединений
В зависимости от назначения трубопровода, толщины и диаметра используются разные методы стыковки. В общем виде различают три основные группы.
В общем виде различают три основные группы.
- Стыковое соединение – считается самым прочным. Используется поперечный стык – для заваривания трубопровода по окружности, и продольный – для соединения деталей. Стыковая сварка позволяет соединить отрезки по оси. Швы используются разные: одинарный для труб с диаметром до 500 мм, и двойной для трубопровода с условным проходом больше 600 мм. На фото – стыковое соединение.
- Сваривание под углом – используется для соединения трубы под разным углом: 90 градусов, 45 градусов, 20 градусов. Надежность такого шва несколько ниже.
- Нахлесточное соединение – стыковка используется только для совмещения трубопровода с дополнительными элементами.
Сварка по прямым углом
Монтаж труб под углом в 90 градусов – не такая уже и редкость, особенно для отопительной системы. Чтобы получить его при обходе комнат, например, используется специальная деталь – угол на 90 градусов. В этом случае для соединения применяется стыковой метод.
Однако при монтаже металлических каркасов и труб малого диаметра могут возникнуть другие задачи.
Подготовительный этап
- Если требуется монтаж двух элементов, которые вместе составляют прямой угол, то подготовка будет состоять в правильной резке трубопровода под 45 градусов. Сделать это просто: на трубу надевается обычная резинка, фиксируется, второй ее край оттягивается вдоль трубы на 325 мм, полученный контур обводится мелом. Срез получается точно под нужным углом.
Во всех других случаях понадобится составление чертежа и расчет кривой, по которой затем нужно будет сделать срез.
- Второй распространенный вариант: труба соединяется врезкой во вторую под прямым углом. В этом случае в отрезке болгаркой делают два надреза под 90 градусов и вырезают полученный клин. Затем постепенно срезая, формируют круглое отверстие. На торце перпендикулярного фрагмента удаляют участок под тем же углом. Зазоры неизбежны, поэтому дальнейшая сварка будет проводиться в несколько этапов.

Рекомендуется сделать чертеж, чтобы добиться более плотной стыковки.
Технология сварки
- Поверхность изделия очищается от масла, грязи, ржавчины металлическими щетками, зона зачистки – 1,5–2 см от кромки. Обрабатываются края.
- При толщине изделия менее 3,5 мм, операция не проводится. Но при величине более 4 мм прогревание становится затруднительным. В этом случае выполняется скос кромки под рассчитанным углом.
- Если применяется газовая сварка, то используются два приема для наложения шва: правый – когда присадочный пруток передвигается вслед за горелкой, и левый – когда пруток оказывается впереди горелки, а ее пламя направлено на незаваренные края. Второй способ обеспечивает более аккуратный шов.
- В случае когда торец одной трубы совмещается со вторым под углом в 90 градусов, заваривание производится в несколько этапов. Сначала наваривается валик на кромке одной детали, а затем второй. После остывания шва края зачищаются от шлака. Операция повторяется до тех пор, пока зазор между элементами не исчезает. Результат будет лучше, если помощник будет удерживать привариваемую деталь под прямым гулом.
 Операция повторяется до тех пор, пока зазор между элементами не исчезает. Результат будет лучше, если помощник будет удерживать привариваемую деталь под прямым гулом.
Операция повторяется до тех пор, пока зазор между элементами не исчезает. Результат будет лучше, если помощник будет удерживать привариваемую деталь под прямым гулом.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B). Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем. Читайте также: «Разновидности электродов для сварки труб – выбираем подходящие».

Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Что нужно отметить отдельно, так это наличие прямой связи между ценой и качеством электродов. Не раз был проверен на практике тот факт, что дешевые расходные материалы не позволяют выполнить правильную сварку труб с необходимым уровнем качества.
 Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.
При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.

Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.
Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.

Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.

Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.

Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.
Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.

Стоит отметить, что каждый последующий слой сварки можно наносить только после полного остывания предыдущего. Перед нанесением весь образовавшийся шлак необходимо удалить. Читайте также: «Как правильно варить электросваркой трубы – теория и практика от мастера».
Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.

Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.
Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Работа с поворотными и неповоротными стыками
Техника, как сварить трубы разного диаметра с поворотными и неповоротными стыками требует отдельного упоминания (прочитайте также: «Как выполняется сварка неповоротных стыков труб – пошаговое руководство»).
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.

Однако наиболее сложной будет работа при развороте трубы на 180º.
В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.

Заключительным этапом сварочных работ является контроль качества соединений.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.
Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.
Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
«>
| НОМЕР WPS / BPS | НАИМЕНОВАНИЕ СПЕЦИФИКАЦИИ ПРОЦЕДУРЫ СВАРКИ И ПАТКИ |
|---|---|
| 1-1-1 | SMAW с использованием E6010 и подъем в гору без PWHT |
| 1-1-2 | SMAW с использованием E6010 и спуск вниз без PWHT |
| 1-1-3 | SMAW с использованием E6011 с переменным током без PWHT |
| 1-12-1 | SMAW с использованием E6010, за которым следует E7018 |
| 1-12-2 | SMAW с использованием E6010, затем E7018 с PWHT |
| 1-2-1 | SMAW с использованием E7018 без PWHT |
| 1-3-1 | GTAW с использованием ER70S-2 без PWHT |
| 1-32-1 | GTAW с последующей SMAW с использованием E7018 с PWHT или без него |
| 1-37-1 | GTAW с последующим GMAW-FC ручным / полуавтоматическим и с PWHT или без него |
| 1-38-1 | GTAW с последующей SAW без дополнительного присадочного металла |
| 1-4-1 | GTAW с использованием ИНМ-1 / ER70S-2 со вставкой и без PWHT |
| 1-42-1 | GTAW со вставкой с последующей SMAW с использованием E7018 с PWHT или без него |
| 1-47-1 | GTAW, затем GMAW-FC с расходной вставкой и с PWHT или без него |
| 1-48-1 | GTAW с последующей SAW с расходной вставкой |
| 1-5-1 | Перенос короткого замыкания GMAW с использованием ER70S-6, защитный газ CO2 без PWHT |
| 1-5-2 | Перенос короткого замыкания GMAW с использованием ER80S-D2, защитный газ CO2 без PWHT |
| 1-5-3 | Перенос короткого замыкания GMAW с использованием ER70S-2, 75% аргона, 25% CO2, без PWHT |
| 1-52-1 | Передача короткого замыкания GMAW с последующей SMAW без PWHT |
| 1-52-2 | Короткое замыкание GMAAW с последующей SMAW с PWHT |
| 1-56-1 | Перенос короткого замыкания GMAW с последующим режимом переноса распылением GMAW |
| 1-57-1 | GMAW-S, за которым следует GMAW-FC с PWHT или без него |
| 1-58-1 | Короткозамкнутый перенос GMAW с последующей полуавтоматической SAW / машина без PWHT |
| 1-7-1 | GMAW-FC с PWHT и без него |
| 1-8-1 | SAW — Дуговая сварка под флюсом |
| 1-9-1 | OFW-Газовая сварка в кислородном топливе |
| 3-12-1 | SMAW с использованием E7010-A1, за которым следует E7018-A1 без PWHT |
| 3: 1-12-1 | SMAW с использованием E7010-A1, за которым следует E7018-A1 без PWHT |
| 4-2-1 | SMAW с использованием E8018-B2 с PWHT |
| 4-2-2 | SMAW с использованием E8018-B2 без PWHT |
| 4-3-1 | GTAW с использованием ER80S-B2 с PWHT |
| 4-3-2 | GTAW с использованием ER80S-B2 без PWHT |
| 4-32-1 | GTAW с использованием ER80S-B2 с последующей SMAW с использованием E8018-B2 с PWHT |
| 4-32-2 | GTAW с использованием ER80S-B2 с последующей SMAW с использованием E8018-B2 без PWHT |
| 4-42-1 | GTAW со вставкой IN-515 и ER80S-B2 с последующей SMAW с использованием E8018-B2 с PWHT |
| 4-42-2 | GTAW со вставкой IN-515 и ER80S-B2 с последующей SMAW с использованием E8018-B2 без PWHT |
| 4: X-2-1 | SMAW с использованием E8018-B2 с PWHT |
| 4: X-2-2 | SMAW с использованием E8018-B2 без PWHT |
| 4: X-3-1 | GTAW с использованием ER80S-B2 с PWHT |
| 4: X-3-2 | GTAW с использованием ER80S-B2 без PWHT |
| 4: X-32-1 | GTAW с ER80S-B2 с последующей SMAW с использованием E8018-B2 с PWHT |
| 4: X-32-2 | GTAW с ER80S-B2 с последующей SMAW с использованием E8018-B2 без PWHT |
| 4: X-42-1 | GTAW со вставкой IN-515 и ER80S-B2 с последующей SMAW с использованием E8018-B2 с PWHT |
| 4: X-42-2 | GTAW со вставкой IN-515 и ER80S-B2 с последующей SMAW с использованием E8018-B2 без PWHT |
| 5А-2-1 | SMAW с использованием E9018-B3 с PWHT |
| 5А-2-2 | SMAW с использованием E9018-B3 без PWHT |
| 5-2-3 | SMAW с использованием E502-16 с PWHT |
| 5А-3-1 | GTAW с использованием ER90S-B3 с PWHT |
| 5A-3-2 | GTAW с использованием ER90S-B3 без PWHT |
| 5A-7-1 | GMAW-FC с использованием E91T1-B3 или E90T1-B3 |
| 5-3-3 | GTAW с присадочным металлом ER502 с PWHT |
| 5A-32-1 | GTAW с использованием ER90S-B3 с последующей SMAW с использованием E9018-B3 с PWHT |
| 5A-32-2 | GTAW с использованием ER90S-B3 с последующей SMAW с использованием E9018-B3 без PWHT |
| 5-32-3 | GTAW с использованием ER502 с последующей SMAW с использованием E502-16 с PWHT |
| 5A-42-1 | GTAW со вставкой IN-521 и ER90S-B3 с последующей SMAW с использованием E9018-B3 с PWHT |
| 5A-42-2 | GTAW со вставкой IN-521 и ER90S-B3 с последующей SMAW с использованием E9018-B3 без PWHT |
| 5A: X-2-1 | SMAW с использованием E9018-B3 с PWHT |
| 5A: X-2-2 | SMAW с использованием E9018-B3 без PWHT |
| 5: 1-2-3 | SMAW с использованием E502-16 с PWHT |
| 5A: X-3-1 | GTAW с использованием ER90S-B3 с PWHT |
| 5A: X-3-2 | GTAW с использованием ER90S-B3 без PWHT |
| 5A: X-32-1 | GTAW с ER90S-B3 с последующей SMAW с использованием E9018-B3 с PWHT |
| 5A: X-32-2 | GTAW с ER90S-B3 с последующей SMAW с использованием E9018-B3 без PWHT |
| 5: 1-32-3 | GTAW с ER502 с последующей SMAW с использованием E502-16 с PWHT |
| 5A: X-42-1 | GTAW со вставкой IN-521 и ER90S-B3 с последующей SMAW с использованием E9018-B3 с PWHT |
| 5A: X-42-2 | GTAW со вставкой IN-521 и ER90S-B3 с последующей SMAW с использованием E9018-B3 без PWHT |
| 5: 1-42-3 | GTAW со вставкой IN-502 и ER502 с последующей SMAW с использованием E502-16 с PWHT |
| 5Б: 1-32-1 | GTAW с использованием ER80S-B6 с последующей SMAW с использованием E8018-B3 с PWHT (5% Cr-0. 5% Mo) 5% Mo) |
| 5Б: 1-32-2 | GTAW с использованием ER90S-B3 с последующей SMAW с использованием E9018-B6 с PWHT (Grade 91 Cr-Mo) |
| 5Б: 1-42-1 | GTAW с использованием ER80S-B6 с последующей SMAW с использованием E8018-B6 с PWHT (5% Cr-0,5% Mo) |
| 5Б-32-1 | GTAW с использованием ER80S-B6 с последующей SMAW с использованием E8018-B6 с PWHT (5% Cr-0,5% Mo) |
| 5Б-32-2 | GTAW с использованием ER80S-B8 с последующей SMAW с использованием E8018-B8 с PWHT (9% Cr-0.5% Mo) |
| 5Б-32-3 | GTAW с использованием ER80S-B9 с последующей SMAW с использованием E9015-B9 с PWHT (класс 91 Cr-Mo) |
| 5Б-32-4 | GTAW с использованием ER90S-B9 с последующей SMAW с использованием E9018-B9 с PWHT (Grade 91 Cr-Mo) |
| 8-2-1 | SMAW с использованием присадочного металла EXXX-16 без PWHT |
| 8-3-1 | GTAW с использованием присадочного металла ERXXX без PWHT |
| 8-3-2 | GTAW тонкостенной трубы без расходной вставки |
| 8-3-3 | Автоматическая орбитальная сварка GTAW за один проход без перемещения вперед во время сильноточных импульсов |
| 8-3-4 | Автоматическая орбитальная сварка GTAW — за один проход и непрерывное движение вперед |
| 8-32-1 | GTAW с ERXXX с последующей SMAW с использованием присадочного металла EXXX-16 без PWHT |
| 8-4-1 | GTAW тонкостенной трубы с расходной вставкой |
| 8-42-1 | GTAW со вставкой IN-XXX и ER-XXX с последующей SMAW с использованием присадочного металла EXXX-16 без PWHT |
| 8-5-1 | Перенос с коротким замыканием GMAW, с использованием защитного газа He / Ar / CO2 и газовой подложки Ar |
| 8-5-2 | Передача по короткому замыканию GMAW с использованием защитного газа He / Ar / Co2 без резервного газа |
| 8-37-1 | GTAW с использованием EXXX, затем GMAW-FC с использованием EXXT-1 без PWHT |
| 8-57-1 | GMAW Short Circuiting Transfer, с использованием EXXX, за которым следует GMAW-FC с использованием EXXT-1 без PWHT |
| 8: 1-2-1 | SMAW с использованием электродов E309-16 без PWHT |
| 8: 1-2-2 | SMAW с использованием электродов ENiCrFe-3 без PWHT |
| 8: 1-3-1 | GTAW с присадочным металлом ER309 |
| 8: 1-32-1 | GTAW с ER309 с последующей SMAW с использованием E309-16 без PWHT |
| 8: 1-32-2 | GTAW с ERNiCr-3 с последующей SMAW с использованием ENiCrFe-3 без PWHT |
| 8: 1-4-1 | GTAW с расходной вставкой, за которой следует ER309 |
| 8: 1-42-1 | GTAW с расходной вставкой и ER309 с последующей SMAW с использованием E309-16 |
| 8: 4-2-1 | SMAW с использованием E309-16 без PWHT |
| 8: 5-2-1 | SMAW с использованием ENiCrFe-3 без PWHT |
| 8: 5-32-1 | GTAW с ERNiCr-3 с последующей SMAW с использованием присадочного металла ENiCrFe-3 |
| 21-3-1 | GTAW алюминиевой трубы с использованием ER1100 |
| 41-2-1 | SMAW трубы Nickel 200 с использованием ENi-1 без защитного газа |
| 41-3-1 | GTAW трубы Nickel 200 на ЭРНи-1 с защитным газом |
| 41-32-1 | GTAW никелевых труб с последующей SMAW с использованием присадочного металла ERNi / ENi |
| 42-3-1 | GTAW никель-медного сплава (MONEL) с использованием присадочного металла ERNiCu-7 |
| 43-2-1 | SMAW из никелевых сплавов 600 и 601 с использованием ERNiCrFe-3 без защитного газа |
| 43-3-1 | GTAW никелевых сплавов 600 и 601 с использованием ERNiCr-3 с защитным газом |
| 43-32-1 | GTAW с последующей SMAW никелевых сплавов 600 и 601 с использованием присадочного металла ERNiCr-3-1 / EniCrFe-3 Hastelloy |
| 43-32-2 | GTAW никелевого сплава C-276 с последующей SMAW с использованием присадочного металла ERNiCrMo-4 (N10276) Hastalloy |
| 43: 8-3-1 | GTAW никелевого сплава P-43 до нержавеющей стали P8 с использованием присадочного металла ERNiCr-3 |
| 45-3-1 | GTAW никелевого сплава [UNS N08366 (AL6-X) и N08367 (AL6-XN)] с использованием ERNiCrMo-3, без PWHT |
| 45-32-1 | GTAW с последующей SMAW никелевого сплава 20 (UNS N08020) с использованием присадочного металла ER320 и ER320-16 |
| 45-32-2 | GTAW с последующей SMAW никелевого сплава 20 (UNS N08020) с использованием присадочного металла ERNiCr Mo-4 |
| 45-32-3 | GTAW никелевого сплава (800 и 800HT) с использованием ERNiCr-3 с последующей SMAW с использованием ENiCrFe-2, без PWHT |
| 51-3-1 | GTAW титана P-51 с использованием присадочного металла ERTi-2 |
| 107-1 | Пайка горелкой медных сплавов 102, 120, 122, 142, 192 с использованием присадочного металла BCuP-3-7 без флюса |
| 107-2 | Горелочная пайка сплава Cu 107 с использованием присадочного металла BAg-7 с флюсом типа AWS 3A |
| 107: 101-1 | Горелка для пайки сплава Cu 107 по P / S No. 101 Углеродистая сталь с присадочным металлом BAg-7 101 Углеродистая сталь с присадочным металлом BAg-7 с флюсом типа AWS 3A |
| 107A-1 | Пайка горелкой P / S № 107 металлов в соответствии с NFPA-99, издание 1995 г. с использованием присадочного металла BCuP-3–7 без флюса |
Целлюлозный электрод — обзор
ОБСУЖДЕНИЕ
Эта работа показала, что материалы имеют поперечные и продольные трещины в ЗТВ при сварке целлюлозными электродами при низких уровнях предварительного нагрева с использованием небольших испытаний.Металлографическое исследование испытаний валика на пластину показало, что трещины могут быть поперечными, продольными или смешанными, а микроструктурные они могут быть либо трансгранулярными, либо межкристаллитными, либо и тем, и другим. Все трещины водородного типа и имеют характерный характер коротких прямых сегментов и очень острых концевых профилей.
Растрескивание, вызванное водородом, происходит при соблюдении следующих условий — присутствие водорода, растягивающие напряжения, действующие на сварную деталь, наличие чувствительной микроструктуры и достижение низкой температуры. Использование целлюлозных электродов приводит к высокому уровню водорода (<30 мл H 2 /100 г расплавленного металла шва), который может диффундировать из металла сварного шва в ЗТВ. При испытаниях с использованием процессов с низким содержанием водорода (4-6 мл H 2 /100 г плавленого металла шва) трещин обнаружено не было. Низкие уровни предварительного нагрева и низкие тепловложения (стандарт для корневого прохода кольцевого сварного шва) означают, что в ЗТВ был получен продукт жесткого преобразования (мартенсит с твердостью в диапазоне 320–400 VH 200 г).Низкий уровень предварительного нагрева также означает быстрое достижение низкой температуры после сварки. Наконец, в результате термического сжатия остывающего сварного шва возникают напряжения, которые должны компенсироваться деформациями в металле шва и в зоне термического влияния. Эти прямые напряжения возникают локально и в первую очередь из-за неравномерного распределения температур, к которому добавляются эффекты превращений.
Использование целлюлозных электродов приводит к высокому уровню водорода (<30 мл H 2 /100 г расплавленного металла шва), который может диффундировать из металла сварного шва в ЗТВ. При испытаниях с использованием процессов с низким содержанием водорода (4-6 мл H 2 /100 г плавленого металла шва) трещин обнаружено не было. Низкие уровни предварительного нагрева и низкие тепловложения (стандарт для корневого прохода кольцевого сварного шва) означают, что в ЗТВ был получен продукт жесткого преобразования (мартенсит с твердостью в диапазоне 320–400 VH 200 г).Низкий уровень предварительного нагрева также означает быстрое достижение низкой температуры после сварки. Наконец, в результате термического сжатия остывающего сварного шва возникают напряжения, которые должны компенсироваться деформациями в металле шва и в зоне термического влияния. Эти прямые напряжения возникают локально и в первую очередь из-за неравномерного распределения температур, к которому добавляются эффекты превращений. Когда содержание водорода велико и твердение достаточно сильно, растрескивание происходит быстро и самопроизвольно под действием только прямых напряжений без надреза.В этом случае путь трещины не зависит от микроструктуры в микроскопическом масштабе и, следовательно, очень зависит от напряжения. Величина напряжения является функцией уровня предварительного нагрева, температуры превращения и продукта, а также предела текучести. Уровни водорода и напряжения будут переменными процесса. Однако все образующиеся трещины относятся к водородному типу, и, независимо от их ориентации, испытание «валик на пластине» по-прежнему показывает устойчивость материала к растрескиванию.
Когда содержание водорода велико и твердение достаточно сильно, растрескивание происходит быстро и самопроизвольно под действием только прямых напряжений без надреза.В этом случае путь трещины не зависит от микроструктуры в микроскопическом масштабе и, следовательно, очень зависит от напряжения. Величина напряжения является функцией уровня предварительного нагрева, температуры превращения и продукта, а также предела текучести. Уровни водорода и напряжения будут переменными процесса. Однако все образующиеся трещины относятся к водородному типу, и, независимо от их ориентации, испытание «валик на пластине» по-прежнему показывает устойчивость материала к растрескиванию.
Хотя было проведено множество экспериментальных и аналитических исследований остаточных напряжений в сварных соединениях ( 2 , 3 ), имеется мало информации о роли фазового превращения в развитии остаточных сварочных напряжений.В недавнем исследовании Джонса и Алберри (4) была сделана попытка экспериментально определить остаточные напряжения, связанные с фазовыми превращениями. Изучая поведение ряда сталей, авторы смогли установить общие тенденции, связанные с характеристиками трансформации. Их результаты показывают, что величина конечного остаточного напряжения при растяжении зависит от температуры превращения. Как правило, чем ниже температура превращения, тем ниже остаточное напряжение растяжения при завершении цикла охлаждения.Это следует квалифицировать, указав, что продукт превращения должен иметь разумную способность к пластической деформации в сочетании с низкой температурой превращения.
Изучая поведение ряда сталей, авторы смогли установить общие тенденции, связанные с характеристиками трансформации. Их результаты показывают, что величина конечного остаточного напряжения при растяжении зависит от температуры превращения. Как правило, чем ниже температура превращения, тем ниже остаточное напряжение растяжения при завершении цикла охлаждения.Это следует квалифицировать, указав, что продукт превращения должен иметь разумную способность к пластической деформации в сочетании с низкой температурой превращения.
Приведенные выше наблюдения о влиянии фазового превращения на остаточное напряжение могут быть применены при учете результатов настоящей программы. Для образцов «борт на пластине» последовательность событий при охлаждении после сварки может быть следующей. Первоначальное сжатие сварного шва при охлаждении от максимальной температуры приведет к возникновению растягивающих напряжений в ЗТВ.Увеличение объема в результате мартенситного превращения в ЗТВ приведет к возникновению сжимающих напряжений, которые соответственно уменьшат остаточное напряжение. По завершении превращения в мартенсит возобновится нормальное сжатие из-за охлаждения. Во время окончательного сжатия растягивающие напряжения в ЗТВ должны быть довольно большими из-за наличия твердой мартенситной структуры. Если эти растягивающие напряжения достигают достаточно высокого уровня, может возникнуть локальное растрескивание.
По завершении превращения в мартенсит возобновится нормальное сжатие из-за охлаждения. Во время окончательного сжатия растягивающие напряжения в ЗТВ должны быть довольно большими из-за наличия твердой мартенситной структуры. Если эти растягивающие напряжения достигают достаточно высокого уровня, может возникнуть локальное растрескивание.
Причины особого рисунка или ориентации растрескивания в ЗТВ могут быть сформулированы следующим образом.Предполагается, что растягивающие напряжения, возникающие в ЗТВ во время заключительной части цикла охлаждения, имеют преимущественно двухосный, а не трехосный характер. Двухосные растягивающие напряжения будут действовать в ЗТВ параллельно границе плавления. Когда эти напряжения достигают определенной величины, могут образовываться наблюдаемые поперечные трещины (при высоких уровнях водорода). Причина возникновения двухосных растягивающих напряжений в зоне HAZ аналогична картине напряжений, присутствующей в поверхностных областях стали, проявляющей линейно-упругое поведение. Из-за того, что компонента растягивающего напряжения, нормальная к поверхности, очень мала в приповерхностных областях, возникнет состояние плоского напряжения, которое приведет к узкой области выступа сдвига на поверхности разрушения. Внутри образца образуются трехосные растягивающие напряжения, которые приводят к хрупкому разрушению. В настоящей программе узкая зона HAZ расположена близко к поверхности, и, по-видимому, растягивающие напряжения, нормальные к поверхности, снижаются, при этом двухосные растягивающие напряжения имеют большую величину и, следовательно, вызывают поперечные трещины.
Из-за того, что компонента растягивающего напряжения, нормальная к поверхности, очень мала в приповерхностных областях, возникнет состояние плоского напряжения, которое приведет к узкой области выступа сдвига на поверхности разрушения. Внутри образца образуются трехосные растягивающие напряжения, которые приводят к хрупкому разрушению. В настоящей программе узкая зона HAZ расположена близко к поверхности, и, по-видимому, растягивающие напряжения, нормальные к поверхности, снижаются, при этом двухосные растягивающие напряжения имеют большую величину и, следовательно, вызывают поперечные трещины.
По мере того, как уровень предварительного нагрева увеличивается, поэтому температурный интервал между преобразованием и условием предварительного нагрева уменьшается, образуется более мягкий продукт преобразования и уровень водорода уменьшается. Постулируется, что эффекты трансформации уменьшают растягивающее напряжение, действующее вдоль ЗТВ, и сквозное напряжение становится доминирующим. При более низких уровнях водорода (более высокий предварительный нагрев) напряжение, необходимое для образования трещин, увеличивается, и, как указывалось выше, напряжения сквозной толщины больше, чем продольные напряжения, следовательно, происходит переход от поперечного к продольному типу трещин.
При более низких уровнях водорода (более высокий предварительный нагрев) напряжение, необходимое для образования трещин, увеличивается, и, как указывалось выше, напряжения сквозной толщины больше, чем продольные напряжения, следовательно, происходит переход от поперечного к продольному типу трещин.
Наконец, комментарий к предсказанию тенденции к растрескиванию материала трубопроводной трубы на основе обычных формул углеродного эквивалента. Эти формулы дают показатель прокаливаемости и могут быть связаны с некоторыми критериями растрескивания. Однако недавние составы трубопроводов, то есть низкоуглеродистые, средне- или высокопрочные марганцы с различными добавками микролегатов, не дают хорошей корреляции с формулами CE (5). Все формулы, начинающиеся с C + Mn / 6, указывают на относительную чувствительность к растрескиванию, которая почти противоположна той, которая была обнаружена в данном исследовании.Единственная формула (5) , которая давала разумную корреляцию между растрескиванием сварного шва, твердостью и химическим составом низкоуглеродистой HSLA-стали, была:
CE = C + Mn + Cu + Cr20 + Si30 + V10 + Mo15 + Ni60 + 5B
, что дает 0,215 для A и 0,25 для B.
Однако было обнаружено ( 6 , 7 ), что сварочная трещина недостаточно оценивается этими формулами. Было определено несколько новых параметров ( 6 , 7 ), которые включают химический состав, диффузионный водород, время охлаждения и т. Д.Кроме того, для количественного понимания растрескивания сварного шва необходимо установить критерии, связывающие напряжение зарождения трещины, содержание водорода, скорость охлаждения и т. Д. Получена хорошая корреляция между критическим напряжением и логарифмическим содержанием диффундирующего водорода, что ранее обсуждалось МакПарланом и Гравиллом . (7) .
% PDF-1.4
%
617 0 obj>
endobj
xref
617 195
0000000016 00000 н.
0000005868 00000 н.
0000006033 00000 н.
0000004196 00000 п.
0000006076 00000 н.
0000006137 00000 п.
0000006371 00000 п.
0000006549 00000 н.
0000006709 00000 н.
0000006774 00000 н.
0000007193 00000 н.
0000007685 00000 н.
0000008167 00000 н. 0000008652 00000 п.
0000009132 00000 н.
0000009635 00000 н.
0000010482 00000 п.
0000011238 00000 п.
0000011466 00000 п.
0000011647 00000 п.
0000011832 00000 п.
0000012340 00000 п.
0000012924 00000 п.
0000013010 00000 п.
0000013403 00000 п.
0000014975 00000 п.
0000015217 00000 п.
0000020698 00000 п.
0000288257 00000 н.
0000288328 00000 н.
0000288438 00000 п.
0000288524 00000 н.
0000288654 00000 н.
0000288714 00000 н.
0000288793 00000 н.
0000288879 00000 п.
0000288975 00000 н.
0000289035 00000 н.
0000289165 00000 н.
0000289225 00000 н.
0000289305 00000 н.
0000289392 00000 н.
0000289519 00000 п.
0000289579 00000 п.
0000289652 00000 н.
0000289738 00000 н.
0000289835 00000 п.
0000289895 00000 п.
0000289994 00000 н.
00002
0000008652 00000 п.
0000009132 00000 н.
0000009635 00000 н.
0000010482 00000 п.
0000011238 00000 п.
0000011466 00000 п.
0000011647 00000 п.
0000011832 00000 п.
0000012340 00000 п.
0000012924 00000 п.
0000013010 00000 п.
0000013403 00000 п.
0000014975 00000 п.
0000015217 00000 п.
0000020698 00000 п.
0000288257 00000 н.
0000288328 00000 н.
0000288438 00000 п.
0000288524 00000 н.
0000288654 00000 н.
0000288714 00000 н.
0000288793 00000 н.
0000288879 00000 п.
0000288975 00000 н.
0000289035 00000 н.
0000289165 00000 н.
0000289225 00000 н.
0000289305 00000 н.
0000289392 00000 н.
0000289519 00000 п.
0000289579 00000 п.
0000289652 00000 н.
0000289738 00000 н.
0000289835 00000 п.
0000289895 00000 п.
0000289994 00000 н.
00002
 0000291117 00000 н.
0000291244 00000 н.
0000291304 00000 н.
0000291395 00000 н.
0000291473 00000 н.
0000291606 00000 н.
0000291666 00000 н.
0000291746 00000 н.
0000291836 00000 н.
0000291966 00000 н.
0000292025 00000 н.
0000292098 00000 н.
0000292176 00000 н.
0000292308 00000 н.
0000292366 00000 н.
0000292448 00000 н.
0000292525 00000 н.
0000292667 00000 н.
0000292725 00000 н.
0000292805 00000 н.
0000292891 00000 н.
0000292988 00000 н.
0000293046 00000 н.
0000293154 00000 н.
0000293212 00000 н.
0000293269 00000 н.
0000293367 00000 н.
0000293425 00000 н.
0000293522 00000 н.
0000293580 00000 н.
0000293682 00000 н.
0000293740 00000 н.
0000293834 00000 н.
0000293892 00000 н.
0000293988 00000 н.
0000294046 00000 н.
0000294148 00000 н.
0000294206 00000 н.
0000294264 00000 н.
0000294320 00000 н.
0000294378 00000 п.
0000294436 00000 н.
0000294539 00000 н.
0000294598 00000 н.
0000294682 00000 н.
0000294740 00000 н.
0000294798 00000 н.
0000294856 00000 н. 0000294963 00000 н.
0000295023 00000 н.
0000295110 00000 н.
0000295170 00000 н.
0000295268 00000 н.
0000295328 00000 н.
0000295424 00000 н.
0000295484 00000 н.
0000295577 00000 н.
0000295637 00000 п.
0000295728 00000 н.
0000295788 00000 н.
0000295883 00000 н.
0000295943 00000 н.
0000296003 00000 п.
0000296062 00000 н.
0000296152 00000 н.
0000296212 00000 н.
0000296298 00000 н.
0000296358 00000 п.
0000296459 00000 н.
0000296519 00000 н.
0000296604 00000 н.
0000296664 00000 н.
0000296760 00000 н.
0000296820 00000 н.
0000296907 00000 н.
0000296967 00000 н.
0000297058 00000 н.
0000297118 00000 н.
0000297216 00000 н.
0000297276 00000 н.
0000297336 00000 н.
0000297396 00000 н.
0000297506 00000 н.
0000297566 00000 н.
0000297675 00000 н.
0000297735 00000 н.
0000297825 00000 н.
0000297885 00000 н.
0000297991 00000 н.
0000298051 00000 н.
0000298153 00000 н.
0000298213 00000 н.
0000298309 00000 н.
0000298369 00000 н.
0000298461 00000 п.
0000298521 00000 н.
0000291117 00000 н.
0000291244 00000 н.
0000291304 00000 н.
0000291395 00000 н.
0000291473 00000 н.
0000291606 00000 н.
0000291666 00000 н.
0000291746 00000 н.
0000291836 00000 н.
0000291966 00000 н.
0000292025 00000 н.
0000292098 00000 н.
0000292176 00000 н.
0000292308 00000 н.
0000292366 00000 н.
0000292448 00000 н.
0000292525 00000 н.
0000292667 00000 н.
0000292725 00000 н.
0000292805 00000 н.
0000292891 00000 н.
0000292988 00000 н.
0000293046 00000 н.
0000293154 00000 н.
0000293212 00000 н.
0000293269 00000 н.
0000293367 00000 н.
0000293425 00000 н.
0000293522 00000 н.
0000293580 00000 н.
0000293682 00000 н.
0000293740 00000 н.
0000293834 00000 н.
0000293892 00000 н.
0000293988 00000 н.
0000294046 00000 н.
0000294148 00000 н.
0000294206 00000 н.
0000294264 00000 н.
0000294320 00000 н.
0000294378 00000 п.
0000294436 00000 н.
0000294539 00000 н.
0000294598 00000 н.
0000294682 00000 н.
0000294740 00000 н.
0000294798 00000 н.
0000294856 00000 н. 0000294963 00000 н.
0000295023 00000 н.
0000295110 00000 н.
0000295170 00000 н.
0000295268 00000 н.
0000295328 00000 н.
0000295424 00000 н.
0000295484 00000 н.
0000295577 00000 н.
0000295637 00000 п.
0000295728 00000 н.
0000295788 00000 н.
0000295883 00000 н.
0000295943 00000 н.
0000296003 00000 п.
0000296062 00000 н.
0000296152 00000 н.
0000296212 00000 н.
0000296298 00000 н.
0000296358 00000 п.
0000296459 00000 н.
0000296519 00000 н.
0000296604 00000 н.
0000296664 00000 н.
0000296760 00000 н.
0000296820 00000 н.
0000296907 00000 н.
0000296967 00000 н.
0000297058 00000 н.
0000297118 00000 н.
0000297216 00000 н.
0000297276 00000 н.
0000297336 00000 н.
0000297396 00000 н.
0000297506 00000 н.
0000297566 00000 н.
0000297675 00000 н.
0000297735 00000 н.
0000297825 00000 н.
0000297885 00000 н.
0000297991 00000 н.
0000298051 00000 н.
0000298153 00000 н.
0000298213 00000 н.
0000298309 00000 н.
0000298369 00000 н.
0000298461 00000 п.
0000298521 00000 н. 0000298612 00000 н.
0000298672 00000 н.
0000298770 00000 н.
0000298830 00000 н.
0000298923 00000 н.
0000298983 00000 п.
0000299083 00000 н.
0000299143 00000 н.
0000299203 00000 н.
0000299263 00000 н.
0000299323 00000 н.
0000299383 00000 п.
0000299481 00000 н.
0000299541 00000 н.
0000299649 00000 н.
0000299709 00000 н.
0000299795 00000 н.
0000299855 00000 н.
0000299915 00000 н.
0000299975 00000 н.
0000300077 00000 н.
0000300134 00000 п.
0000300233 00000 п
0000300290 00000 н.
0000300396 00000 н.
0000300453 00000 п.
0000300539 00000 п.
0000300596 00000 н.
0000300653 00000 п.
0000300710 00000 н.
0000300813 00000 п.
0000300870 00000 п
0000300972 00000 н.
0000301029 00000 н.
0000301131 00000 н.
0000301188 00000 н.
0000301245 00000 н.
0000301302 00000 н.
трейлер
] >>
startxref
0
%% EOF
620 0 obj> поток
xVOSg ~ ii; AhAU.m0VcaP ى; \ Ĭ: M
P * Չ D5R2 * FKgHX \ ~ (`’iyo_O QC @
«` @ jόDb6
0000298612 00000 н.
0000298672 00000 н.
0000298770 00000 н.
0000298830 00000 н.
0000298923 00000 н.
0000298983 00000 п.
0000299083 00000 н.
0000299143 00000 н.
0000299203 00000 н.
0000299263 00000 н.
0000299323 00000 н.
0000299383 00000 п.
0000299481 00000 н.
0000299541 00000 н.
0000299649 00000 н.
0000299709 00000 н.
0000299795 00000 н.
0000299855 00000 н.
0000299915 00000 н.
0000299975 00000 н.
0000300077 00000 н.
0000300134 00000 п.
0000300233 00000 п
0000300290 00000 н.
0000300396 00000 н.
0000300453 00000 п.
0000300539 00000 п.
0000300596 00000 н.
0000300653 00000 п.
0000300710 00000 н.
0000300813 00000 п.
0000300870 00000 п
0000300972 00000 н.
0000301029 00000 н.
0000301131 00000 н.
0000301188 00000 н.
0000301245 00000 н.
0000301302 00000 н.
трейлер
] >>
startxref
0
%% EOF
620 0 obj> поток
xVOSg ~ ii; AhAU.m0VcaP ى; \ Ĭ: M
P * Չ D5R2 * FKgHX \ ~ (`’iyo_O QC @
«` @ jόDb6% PDF-1.6 % 2 0 obj > endobj 479 0 объект > / Шрифт >>> / Поля 633 0 R >> endobj 480 0 объект > поток application / pdf

Патент США на метод сварки изделий из никеля или никелевых сплавов Патент (Патент №5347098, выданный в сентябре 13, 1994)
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ 1. Область изобретения
Область изобретения
Это изобретение относится к способам сварки изделий из никеля или никелевых сплавов, обладающих превосходной коррозионной стойкостью и жаропрочностью, плакированных металлов, покрытых слоем никеля или никелевого сплава, и двойных труб с механически соединенной внутренней трубой из никеля или никеля. сплава, и, в частности, способов его дуговой сварки вольфрамовым электродом.
2. Описание предшествующего уровня техники
В последнее время резко возросло количество скважин на природный газ и нефть, эксплуатируемых в высококоррозионных средах, а также трубопроводов химических заводов, используемых для транспортировки высококоррозионных жидкостей.
Обычные трубы из углеродистой стали, даже если коррозионная стойкость улучшена за счет добавления специальных легирующих элементов или специальной термообработки, или даже если ингибиторы коррозии добавлены к коррозионным жидкостям, которые они проводят, не могут предотвратить коррозию изнутри. Кроме того, они не обладают достаточно высокой прочностью, чтобы выдерживать возрастающее давление, связанное с транспортировкой жидкостей.
Кроме того, они не обладают достаточно высокой прочностью, чтобы выдерживать возрастающее давление, связанное с транспортировкой жидкостей.
Это причина, по которой изделия из никеля или никелевого сплава (сплавы, содержащие более примерно 15% каждого из хрома и никеля), плакированные металлы покрываются слоем никеля или никелевого сплава, а двойные трубы с внутренней трубкой из никеля или никелевый сплав нашел широкое применение.С этими трубами обычно используется газовая дуговая сварка вольфрамом, имеющая следующие преимущества.
(1) Сварка с низким коэффициентом разбавления газа не сильно снижает коррозионную стойкость сварных соединений.
(2) При выполнении сварки в соответствующих условиях возникает небольшое количество дефектов сварного шва.
(3) Можно получить красивый и гладкий внешний вид, не требуя удаления шлака или шлифовки валиков во время сварки.
Используются сварочные материалы с высоким содержанием никеля или молибдена, имеющие более высокую коррозионную стойкость и жаропрочность, чем основной металл (внутренняя труба или плакировочный металл в случае двойной трубы). Например, обычно выбирают Inconel 625 или Hastelloy 276 (торговые марки коррозионно-стойких сплавов на основе никеля).
Например, обычно выбирают Inconel 625 или Hastelloy 276 (торговые марки коррозионно-стойких сплавов на основе никеля).
Обычная дуговая сварка вольфрамовым электродом в среде газа настолько неэффективна и требует много времени, что строительство длинных трубопроводов обходится очень дорого. Хотя недавно разработанные трубы из высокопрочной плакированной стали, покрытые Incoloy 825 (торговая марка коррозионно-стойких сплавов) или Inconel 625, или армированные механически соединенной внутренней трубой, позволили существенно снизить затраты на материалы, высокая стоимость строительства, упомянутая выше, помешала расширение их использования.
Сварка сплавов с высоким содержанием никеля или высокопрочных плакированных металлов, покрытых такими сплавами с присадочными металлами с высоким содержанием никеля, такими как Inconel 625 или Hastelloy 276, с помощью обычного процесса газовой вольфрамовой дуги в основном отличается от сварки углеродистой стали в следующих двух пунктах.
Прежде всего, в расплавленном состоянии сплавы более вязкие и менее текучие, поэтому они не смачивают стороны канавки так сильно, как углеродистая сталь. Смачивание сторон канавки расплавленным металлом очень важно, так как сварка выполняется во всех положениях, как при сварке трубопроводов на месте.Межфазное натяжение, создаваемое смачиванием основного металла и наплавленного металла, поддерживает вес расплавленного металла, тем самым обеспечивая непрерывную сварку, не вызывая прожога.
В то время как трубы из углеродистой стали можно сваривать с высокой скоростью наплавки, трубы из высоконикелевых сплавов необходимо сваривать с низкой скоростью наплавки. Это причина упомянутой ранее низкоэффективной сварки.
Плохое смачивание обычно улучшается за счет одновременного колебания дугового резака и присадочной проволоки через канавку.Этот традиционный метод разработан для обеспечения боковых сторон канавки наплавленным металлом за счет колебания, помещая соответствующее количество наплавленного металла в наиболее подходящую точку канавки, а именно, около ее боковых стенок, и таким образом предотвращает прожечь.
Тем не менее, у этого колебательного метода тоже есть свои пределы. Когда ход колебания увеличивается, скорость сварки в середине канавки становится настолько высокой, что недостаточный подвод тепла и прилипание присадочной проволоки имеют тенденцию ухудшать качество сварки.
Во-вторых, глубина проплавления при дуговой сварке высоконикелевых сплавов меньше, чем у углеродистой стали. Следовательно, канавка в зоне сварного шва (высота передней поверхности) должна быть уменьшена примерно до 1,0–1,4 мм, в то время как стыковой шов должен выполняться с очень высокой точностью. Это еще одна причина низкой эффективности строительства.
Заполнение этих зазоров углеродистой сталью является ключевым моментом в совершенствовании технологии сварки изделий из никеля или никелевого сплава, плакированных металлов, покрытых слоем никеля или никелевого сплава, и двойных труб с механически соединенной внутренней трубой из никель или никелевый сплав.Были предприняты различные попытки улучшить традиционный способ дуговой сварки вольфрамовым электродом. Например, сварочный ток был увеличен сверх допустимого предела, чтобы увеличить смачивание наплавленным металлом, и частота колебаний была снижена для получения более глубокого проплавления. Однако эти попытки не привели к какому-либо значительному повышению эффективности сварки, часто вместо этого приводя к различным сварочным дефектам.
Например, сварочный ток был увеличен сверх допустимого предела, чтобы увеличить смачивание наплавленным металлом, и частота колебаний была снижена для получения более глубокого проплавления. Однако эти попытки не привели к какому-либо значительному повышению эффективности сварки, часто вместо этого приводя к различным сварочным дефектам.
Целью настоящего изобретения является решение обычных технических проблем, описанных выше, путем создания эффективных способов бездефектной газовой дуговой сварки вольфрамом для изделий из никеля или никелевых сплавов.
Способ газовой вольфрамовой дуговой сварки по настоящему изобретению включает этапы создания дуги между изделием, служащим анодом, и вольфрамовым электродом на сварочной горелке, служащей катодом, испускания струи защитного газа, который содержит газ на основе аргона. смесь, содержащая один или оба из водорода и гелия, из ограничивающего газового сопла, имеющего направляющую стенку, концентрическую с вольфрамовым электродом, ограничивающую видимый угол развальцовки дуги в пределах 80 градусов и перемещающую сварочную горелку вдоль линии сварки при подаче наконечника присадочной проволоки в ванну расплава, образованную непосредственно под дугой.
Другой способ газовой вольфрамовой дуговой сварки в соответствии с настоящим изобретением включает в себя этапы создания дуги между изделием, служащим анодом, и вольфрамовым электродом на сварочной горелке, служащей катодом, испускающей струю защитного газа из ограничивающего газового сопла, концентричного с вольфрамовый электрод, заставляющий первую присадочную проволоку колебаться вместе со сварочной горелкой с заданной амплитудой и совершать цикл в направлении, перпендикулярном линии сварки, и перемещать ее вдоль линии сварки, одновременно подавая кончик первой присадочной проволоки в деталь расплавленной ванны, образованной непосредственно под дугой, и заставляя вторую присадочную проволоку колебаться синхронно с движением первой присадочной проволоки и перемещая ее вдоль линии сварки, одновременно подавая конец второй присадочной проволоки в ванну расплава точка на 180 градусов от фазы колебаний первой присадочной проволоки.
Защитный газ, используемый в этом изобретении, представляет собой газовую смесь на основе аргона, содержащую один или оба водорода и гелий.
Способы сварки в соответствии с настоящим изобретением значительно повышают температуру ванны расплава непосредственно под дугой за счет увеличения энергии дуги путем подачи защитного газа, который содержит смесь аргона с одним или обоими водородом и гелием, для сварки. горелка, имеющая ограничивающее газовое сопло и концентрирующее распространение дуги на аноде.Это усовершенствование легко увеличивает проплавку в первом (корневом) проходе, в частности, в результате чего эффективность сварки в три-четыре раза выше, чем при традиционной газовой вольфрамовой дуговой сварке.
Колебание двух присадочных проволок в канавке действует при втором и последующих проходах. Возникающая в результате более высокая температура ванны расплава позволяет увеличить скорость подачи и амплитуду колебаний первой присадочной проволоки, которая, в свою очередь, обеспечивает сварку с высокой скоростью наплавки.Повышенное смачивание и охлаждающий эффект второй присадочной проволоки в сочетании предотвращают падение расплавленного металла и обеспечивают формирование бездефектных сварных швов удовлетворительного качества.
Это изобретение применимо к сварке труб, листов, пластин и различных конструкционных форм металлов, при этом по меньшей мере одна из труб, листов, пластин и конструкций изготовлена из никеля или никелевого сплава. Это изобретение дополнительно расширяет использование различных форм изделий из никеля или никелевых сплавов, включая плакированные металлы, покрытые никелем или никелевым сплавом, и двойные трубы, имеющие механически соединенную внутреннюю трубу из никеля или никелевого сплава.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙРИС. Фиг.1 (а) -1 (с) показывают механически соединенную коррозионно-стойкую двойную трубу, изготовленную с применением способа сварки по настоящему изобретению. ИНЖИР. 1 (а) представляет собой поперечное сечение двойной трубы. ИНЖИР. 1 (b) — вид в разрезе сварного с уплотнением конца той же трубы. ИНЖИР. 1 (с) представляет собой подробный вид канавки между двумя двойными трубами, соединенными вместе стыковой сваркой.
РИС. 2 — вид в вертикальном разрезе сварочной горелки, используемой в способе сварки по настоящему изобретению.
РИС. 3 (а) и (b) — виды в перспективе, показывающие относительное положение первой и второй присадочной проволоки, колеблющейся в способе сварки по настоящему изобретению.
РИС. 4 схематично показано, как регулируются условия автоматического способа сварки вольфрамовым электродом вольфрамовым электродом в соответствии с настоящим изобретением. Регулируемые условия сварки включают в себя скорость сварки, колебания сварочной горелки и первой присадочной проволоки, импульс дуги, скорость подачи первой присадочной проволоки и колебания и скорость подачи второй присадочной проволоки.
РИС. 5 — схематический вид сверху сварочного аппарата для реализации способа сварки согласно настоящему изобретению.
РИС. 6 — вид в поперечном разрезе, показывающий профиль канавки между двумя коррозионно-стойкими двойными трубами, соединенными вместе способом сварки по настоящему изобретению, и допуск на размер канавки и стыкового шва.
РИС. 7 (а) — макроскопическая фотография сварного соединения, выполненного способом сварки согласно настоящему изобретению. ИНЖИР. 7 (b) представляет собой макроскопическую фотографию сварного соединения, выполненного обычным способом автоматической дуговой сварки вольфрамовым электродом.
ИНЖИР. 7 (b) представляет собой макроскопическую фотографию сварного соединения, выполненного обычным способом автоматической дуговой сварки вольфрамовым электродом.
Предпочтительный вариант осуществления этого изобретения будет описан со ссылкой на фиг. 1, на котором показан пример сварки во всех положениях механически соединенной коррозионно-стойкой двойной трубы.
РИС. На фиг.1 показано поперечное сечение механически соединенной коррозионно-стойкой двойной трубы, изготовленной способом сварки согласно настоящему изобретению.
Коррозионно-стойкая двойная труба 1, показанная на РИС. 1 (а) состоит из коррозионно-стойкой внутренней трубы 2 с высоким процентным содержанием никеля и внешней трубы 3 из высокопрочной углеродистой стали с высокой вязкостью.Две трубы соединяются механически или иным образом соединяются либо путем расширения внутренней трубы, либо путем нагрева и термоусадки внешней трубы.
Оба конца устойчивой к коррозии двойной трубы 1 предпочтительно должны быть герметично приварены путем формирования наплавки 5 с помощью автоматической газовой вольфрамовой дуговой сварки с присадочной проволокой, содержащей гораздо больше никеля или молибдена, чем внутренняя труба 2, как показано на фиг. 1 (б).
Затем сваривают встык две коррозионностойкие двойные трубы 1. Как показано на фиг.1 (с), между двумя трубами сформирована канавка для стыковой сварки в соответствии с заданным углом канавки θ. (например, 22,5 градуса), толщина поверхности впадины f (например, 1,6 мм), длина вершины n (например, 2,8 мм) и радиус впадины R (например, 1,2 мм R).
Содержание никеля или молибдена в сварном шве 5, образованном таким образом, предпочтительно должно быть выше, чем содержание во внутренней трубе 2, и по существу равняться содержанию сварочного материала, чтобы результирующее состояние было аналогично состоянию, полученному при использовании трубы такого состава к нему приваривается.
Теперь обратимся к фиг. 2 будет описана автоматическая горелка для газовой вольфрамовой дуговой сварки, используемая в способе сварки по настоящему изобретению.
Сварочная горелка 11 имеет вольфрамовый электрод 12, подключенный к отрицательному полюсу источника питания (не показан). Дуга 18 образуется между вольфрамовым электродом 12 и основным металлом 21, при этом ванна 22 металла образуется непосредственно под дугой. Сварочная горелка 11 также имеет сопло 14 ограничивающего газа, концентричное с вольфрамовым электродом 12.Наконечник 15 ограничивающего газового сопла 14 сужен, так что видимый или видимый угол развальцовки дуги не должен превышать 80 градусов. Наконечник 13 вольфрамового электрода 12 расположен на наконечнике 15 сопла. Канал 16 для охлаждающей воды предусмотрен на конце 15 сопла 14 для ограничивающего газа. Охлаждающая вода, протекающая через канал 16, удерживает внутреннюю стенку сопла 14 для ограничивающего газа ниже, например, 40 ° С. C. во время сварки. Защитный газ 19, подаваемый в сопло 14 ограничивающего газа, выходит из отверстия между наконечником 15 сопла и наконечником 13 вольфрамового электрода.
Защитный газ 19, подаваемый в сопло 14 ограничивающего газа, выходит из отверстия между наконечником 15 сопла и наконечником 13 вольфрамового электрода.
Сварочная горелка 11 с ограничивающим газовым соплом 14, описанная выше, относится к обычному типу, обычно используемому для плазменно-дуговой сварки в скважину. Однако давление или скорость потока защитного газа для сварки в замочную скважину слишком велики для способа сварки по настоящему изобретению. Скорость потока, используемая при обычной газовой сварке вольфрамовым электродом, является соответствующей. Чтобы быть более конкретным, подходящая скорость потока защитного газа 19 составляет от 3 до 8 литров в минуту. В этом диапазоне дуга 18 не становится параллельной, как плазменная дуга, и в ванне 22 расплава не образуется замочная скважина.
Использование сварочной горелки 11 с соплом для ограничивающего газа 14 описанным выше способом и защитным газом 19 на основе аргона, смешанным с одним или обоими водородом и гелием, которые вызывают ионизацию или диссоциацию, увеличивает энергию столба дуги, ускоряет концентрация анодного распределения и значительно повышает температуру части ванны 22 расплава непосредственно под дугой. Этот газ, вместе с конструкцией ограничивающего газового сопла, легко ограничивает видимый угол вспышки газовой вольфрамовой дуги в пределах 80 градусов.
Этот газ, вместе с конструкцией ограничивающего газового сопла, легко ограничивает видимый угол вспышки газовой вольфрамовой дуги в пределах 80 градусов.
Смешанные газы (аргон плюс водород, аргон плюс гелий или аргон плюс водород и гелий) производят замечательные эффекты.
Рекомендуются смешанные газы следующих трех составов.
(1) Смешанный газ, состоящий из 95–98% промышленно чистого аргона и 2–5% промышленно чистого водорода.
(2) Смешанный газ, состоящий из 40–50% промышленно чистого аргона и 50–60% промышленно чистого гелия.
(3) Смешанный газ, состоящий из 45–55% промышленно чистого аргона, 40–50% промышленно чистого гелия и 2–5% промышленно чистого водорода.
Когда две присадочные проволоки колеблются в канавке, ванна расплава непосредственно под дугой нагревается до такой высокой температуры, что позволяет первой присадочной проволоке непрерывно вставлять в нее. Это значительно увеличивает скорость плавления первой присадочной проволоки и увеличивает разницу в температуре и поверхностном натяжении между периферийной и центральной частями ванны расплава. Увеличенная разница в поверхностном натяжении усиливает поверхностный поток расплавленного металла, подаваемого из первой присадочной проволоки, в значительной степени способствуя упомянутому выше усилению смачивания.
Увеличенная разница в поверхностном натяжении усиливает поверхностный поток расплавленного металла, подаваемого из первой присадочной проволоки, в значительной степени способствуя упомянутому выше усилению смачивания.
Ссылаясь на ФИГ. 3 и 4, способ колебания первой присадочной проволоки (далее называемой основной присадочной проволокой) и второй присадочной проволоки (далее называемой вспомогательной присадочной проволокой) в соответствии с настоящим изобретением будет описан ниже.
Сварочная горелка 11 и основное сопло 25 наполнителя согласно настоящему изобретению колеблются с заданной амплитудой и циклически повторяются в канавке 23 в направлении, перпендикулярном линии сварки, как показано на фиг. 3 (а) и (б). На фиг. 3 (а), сварочная горелка 11 и основное наполняющее сопло 25 колеблются к правой стенке 23а и остаются там в течение заданного времени.В этом состоянии выполняется непрерывная сварка, при этом сходящаяся дуга 18 формируется на конце 13 вольфрамового электрода 12 в сварочной горелке 11, расплавленная ванна 22 формируется под ней, а основная присадочная проволока 26 подается из основного присадочного сопла 25 в ванна 22 расплава непосредственно под дугой.
Вспомогательная присадочная насадка 28 подает вспомогательную присадочную проволоку 29 к задней части ванны 22 расплава с противоположной стороны основной присадочной проволоки 26 соосно направлению колебаний.Относительное положение основной присадочной проволоки 26 и вспомогательной присадочной проволоки 29 регулируется таким образом, что вспомогательная присадочная проволока 29 колеблется синхронно со сварочной горелкой 11 и основной присадочной проволокой 26, как показано на фиг. 3 (b), на котором основная присадочная проволока 26 колеблется к левой стенке 23b.
РИС. 4 показано, как скорость сварки каретки горелки, колебания сварочной горелки 11 и основной присадочной проволоки 26, импульсы тока и напряжения дуги 18, скорость подачи основной присадочной проволоки 26, а также колебания и скорость подачи вспомогательной присадочной проволоки. провод 29 контролируются.
Например, слабые импульсы тока и напряжения выбираются таким образом, чтобы их пиковый и базовый периоды можно было свободно устанавливать в пределах от 0,5 до 3 Гц. На фиг. 4, пиковый период идентичен периоду, в течение которого сварочная горелка 11 и основная присадочная проволока 26 находятся у левой стенки 23b канавки, тогда как основной период идентичен периоду, в течение которого сварочная горелка 11 и основная присадочная проволока 26 проходит через среднюю часть канавки 23. Скорость подачи основной присадочной проволоки 26 и вспомогательной присадочной проволоки 29 также регулируется импульсами, при этом пиковая и базовая скорости подачи каждой присадочной проволоки синхронизируются с пиковыми и базовыми периодами дуга 18.
На фиг. 4, пиковый период идентичен периоду, в течение которого сварочная горелка 11 и основная присадочная проволока 26 находятся у левой стенки 23b канавки, тогда как основной период идентичен периоду, в течение которого сварочная горелка 11 и основная присадочная проволока 26 проходит через среднюю часть канавки 23. Скорость подачи основной присадочной проволоки 26 и вспомогательной присадочной проволоки 29 также регулируется импульсами, при этом пиковая и базовая скорости подачи каждой присадочной проволоки синхронизируются с пиковыми и базовыми периодами дуга 18.
Скорость подачи основной присадочной проволоки 26 и вспомогательной присадочной проволоки 29 следует предпочтительно устанавливать так, чтобы на металл из основной присадочной проволоки 26 приходилось от 80% до 90% наплавленного металла, а на металл из вспомогательной присадочной проволоки 29 приходилось от 10% до 20% из них. Как видно из фиг. 4, вспомогательная присадочная проволока 29 подается для охлаждения периферийной части в задней части ванны 22 расплава путем выделения из нее скрытой теплоты. Это дополнительно увеличивает поверхностное натяжение достаточно влажного расплавленного металла между боковыми стенками 23а и 23b канавки 23.Наплавленный металл из основной присадочной проволоки 26 предотвращает падение расплавленного металла, когда сварка во всех положениях выполняется в нижнем и верхнем положениях, что позволяет выполнять сварку во всех положениях с более высокой эффективностью наплавки, чем раньше.
Это дополнительно увеличивает поверхностное натяжение достаточно влажного расплавленного металла между боковыми стенками 23а и 23b канавки 23.Наплавленный металл из основной присадочной проволоки 26 предотвращает падение расплавленного металла, когда сварка во всех положениях выполняется в нижнем и верхнем положениях, что позволяет выполнять сварку во всех положениях с более высокой эффективностью наплавки, чем раньше.
РИС. 5 схематично показано автоматическое сварочное устройство для реализации способа сварки по настоящему изобретению.
Каретка 31, приводимая в движение двигателем 32, движется в направлении стрелки А по рельсам 33, проложенным вдоль линии сварки, с желаемой скоростью сварки.К переднему концу качающейся рамы 34, установленной на каретке 31, прикреплены сварочная горелка 11 и основная насадка для наполнения 25. Главный качающийся блок 35 соединен с качающейся рамой 34. Главный качающийся блок 35, который содержит кривошип и кулачковый механизм и колебательный двигатель 36 для приведения в движение кривошипно-кулачкового механизма заставляет колебательную раму 34 колебаться. Как следствие, сварочная горелка 11 и основное присадочное сопло 25 колеблются как одно целое в направлении В, которое перпендикулярно линии сварки.Рядом с передним концом качающейся рамы 34 предусмотрен вспомогательный качающийся блок 42, который содержит кулачковый механизм и качающийся двигатель 43 для его приведения в действие. Вспомогательное наполнительное сопло 28, соединенное со вспомогательным качающимся блоком 42, колеблется в направлении C, которое перпендикулярно до линии шва. Пара прижимных роликов 48, приводимая в движение электродвигателем 49 подачи, подает вспомогательную присадочную проволоку 29 через подающий канал 45 к соплу 28 вспомогательной присадочной проволоки.
Как следствие, сварочная горелка 11 и основное присадочное сопло 25 колеблются как одно целое в направлении В, которое перпендикулярно линии сварки.Рядом с передним концом качающейся рамы 34 предусмотрен вспомогательный качающийся блок 42, который содержит кулачковый механизм и качающийся двигатель 43 для его приведения в действие. Вспомогательное наполнительное сопло 28, соединенное со вспомогательным качающимся блоком 42, колеблется в направлении C, которое перпендикулярно до линии шва. Пара прижимных роликов 48, приводимая в движение электродвигателем 49 подачи, подает вспомогательную присадочную проволоку 29 через подающий канал 45 к соплу 28 вспомогательной присадочной проволоки.
Блок 51 управления управляет ходовым двигателем 32, колебательными двигателями 36 и 43 и двигателями подачи 40 и 49, подключенными к ним, для реализации схемы колебаний, показанной на фиг.4. Блок 51 управления представляет собой обычный компьютерный блок управления, имеющий функцию управления последовательностью. Детектор 52 амплитуды основного наполнителя и детектор 53 амплитуды вспомогательного наполнителя обнаруживают шаблоны колебаний основной присадочной проволоки 26 и вспомогательной присадочной проволоки 29 и вводят обнаруженные шаблоны в блок 51 управления. Блок 51 управления возвращает шаблоны колебаний для дальнейшего контроль.
Детектор 52 амплитуды основного наполнителя и детектор 53 амплитуды вспомогательного наполнителя обнаруживают шаблоны колебаний основной присадочной проволоки 26 и вспомогательной присадочной проволоки 29 и вводят обнаруженные шаблоны в блок 51 управления. Блок 51 управления возвращает шаблоны колебаний для дальнейшего контроль.
Ниже приводится конкретный пример сварки в полевых условиях, выполняемой с коррозионно-стойкими двойными трубами типа, показанного на фиг.1.
Характеристики коррозионностойких двойных труб
(1) Размеры
Наружный диаметр: 145,6 мм
Толщина стенки:
Наружная труба: 15,8 мм
Внутренняя труба: 3,0 мм
(2) Материал
Наружная труба: API 5L, X70
Внутренняя труба: Incoloy 825 (UNSN08825)
(3) Наплавка на конце трубы
Автоматическая газовая дуговая сварка вольфрамом
Положение при сварке: вращение трубы 1G
Сварочный материал: присадочная проволока Inconel 625
Таблица 1 и РИС. 6 показаны профиль и размеры канавки между сварными трубами, а также допуски на размер канавки и стыкового шва.
6 показаны профиль и размеры канавки между сварными трубами, а также допуски на размер канавки и стыкового шва.
ТАБЛИЦА 1
______________________________________
Размерный
Допуск размеров канавки
Допуск стыковой сварки
______________________________________
Угол паза
22.5. + -. 5. град.
Смещение. + -. 0,8 мм
Высота корневой грани
1.6. + -. 0,3 мм
Длина носа 2.8. + -. 0,4 мм
Корневой зазор 0–0,5 мм
Корневой радиус 1.2. ~ 1.4 R
______________________________________
Таблицы 2 и 3 показывают условия сварки и требуемое время дуги для сварки во всех положениях согласно настоящему изобретению и традиционной автоматической газовой вольфрамовой сварки, соответственно. ИНЖИР. 7 (а) — макроскопическая фотография сварного соединения, выполненного способом сварки согласно настоящему изобретению. ИНЖИР. 7 (b) представляет собой макроскопическую фотографию сварного соединения, выполненного обычным способом автоматической дуговой сварки вольфрамовым электродом.
ИНЖИР. 7 (b) представляет собой макроскопическую фотографию сварного соединения, выполненного обычным способом автоматической дуговой сварки вольфрамовым электродом.
ТАБЛИЦА 2
__________________________________________________________________________
Ввод тепла от импульсной дуги
Импульсный фонарик
Тип факела
Текущее напряжение
Соотношение путешествия
и пройти
(Ампер) (Вольт) (%) Скорость
Защитный газ
Нет.Вершина горы
Основание
Иметь в виду
Вершина горы
Основание
Вершина горы
Основание
(см / мин)
__________________________________________________________________________
.cndot. Ограничение
1 110
40 68 11,3
- 40 60 13,2
Газовое сопло
2 160
70 120 11. 4
10,4
57 43 9,8
.cndot. Смесь
3 180
80 130 12,0
11.6
50 50 9,8
96,5% Ar и
4 220
120 170 12,4
11,8
50 50 7.9
3,5% H 2
5 220
120 175 12,4
11,8
55 45 7,9
6 220
140 180 12.4
11,8
50 50 6,6
__________________________________________________________________________
Состояние колебаний
Скорость подачи присадочного металла
Am- Время работы
(см / мин)
Тип факела
пли-
(сек) Главный вспомогательный
Дуга
и пройти
туд
Оставили-
Средне-
Правильно
Наполнитель
Наполнитель
Время
Защитный газ
Нет. (мм)
стена
dle
стена
Вершина горы
Основание
Вершина горы
Основание
(мин)
__________________________________________________________________________
.cndot. Ограничение
1 - - - - - 152
- - 3,1
Газовое сопло
2 3,8 0,4
0,3
0.4 355
254
50 25 4,3
.cndot. Смесь
3 4,6 0,4
0,3
0.4 406
304
89 38 4,4
96,5% Ar и
4 6,1 0,4
0,4
0.4 457
457
81 50 5,4
3,5% H 2
5 8,9 0,5
0,4
0. 5 482
482
81 50 5,4
6 13,9
0,5
0,5
0.5 482
482
- - 6,5
Всего 29,4 мин.
__________________________________________________________________________
 4
10,4
57 43 9,8
.cndot. Смесь
3 180
80 130 12,0
11.6
50 50 9,8
96,5% Ar и
4 220
120 170 12,4
11,8
50 50 7.9
3,5% H 2
5 220
120 175 12,4
11,8
55 45 7,9
6 220
140 180 12.4
11,8
50 50 6,6
__________________________________________________________________________
Состояние колебаний
Скорость подачи присадочного металла
Am- Время работы
(см / мин)
Тип факела
пли-
(сек) Главный вспомогательный
Дуга
и пройти
туд
Оставили-
Средне-
Правильно
Наполнитель
Наполнитель
Время
Защитный газ
Нет.
4
10,4
57 43 9,8
.cndot. Смесь
3 180
80 130 12,0
11.6
50 50 9,8
96,5% Ar и
4 220
120 170 12,4
11,8
50 50 7.9
3,5% H 2
5 220
120 175 12,4
11,8
55 45 7,9
6 220
140 180 12.4
11,8
50 50 6,6
__________________________________________________________________________
Состояние колебаний
Скорость подачи присадочного металла
Am- Время работы
(см / мин)
Тип факела
пли-
(сек) Главный вспомогательный
Дуга
и пройти
туд
Оставили-
Средне-
Правильно
Наполнитель
Наполнитель
Время
Защитный газ
Нет. (мм)
стена
dle
стена
Вершина горы
Основание
Вершина горы
Основание
(мин)
__________________________________________________________________________
.cndot. Ограничение
1 - - - - - 152
- - 3,1
Газовое сопло
2 3,8 0,4
0,3
0.4 355
254
50 25 4,3
.cndot. Смесь
3 4,6 0,4
0,3
0.4 406
304
89 38 4,4
96,5% Ar и
4 6,1 0,4
0,4
0.4 457
457
81 50 5,4
3,5% H 2
5 8,9 0,5
0,4
0.
(мм)
стена
dle
стена
Вершина горы
Основание
Вершина горы
Основание
(мин)
__________________________________________________________________________
.cndot. Ограничение
1 - - - - - 152
- - 3,1
Газовое сопло
2 3,8 0,4
0,3
0.4 355
254
50 25 4,3
.cndot. Смесь
3 4,6 0,4
0,3
0.4 406
304
89 38 4,4
96,5% Ar и
4 6,1 0,4
0,4
0.4 457
457
81 50 5,4
3,5% H 2
5 8,9 0,5
0,4
0. 5 482
482
81 50 5,4
6 13,9
0,5
0,5
0.5 482
482
- - 6,5
Всего 29,4 мин.
__________________________________________________________________________
5 482
482
81 50 5,4
6 13,9
0,5
0,5
0.5 482
482
- - 6,5
Всего 29,4 мин.
__________________________________________________________________________
ТАБЛИЦА 3
__________________________________________________________________________
Состояние колебаний теплового входа импульсной дуги
Наполнитель
Импульсный фонарик
Am- Время работы
Металл
Тип факела
Текущее напряжение
Соотношение путешествия
пли-
(сек) Подача
Arce
и пройти
(Усилитель) (вольт)
(%) Скорость
туд
Оставили
Средне-
Правильно
(см / мин)
Время
Защитный газ
Нет. Вершина горы
Основание
Иметь в виду
Вершина горы
Основание
Вершина горы
Основание
(см / мин)
(мм)
стена
dle
стена
Вершина горы
Основание
(мин)
__________________________________________________________________________
.cndot. Общепринятый
1 125
55 83 9,4
- 40 60 7,3 - - - - - 89 5,6
Горелка GTAW
2 160
50 105 9. 2
7.2
50 50 7,3 3,5 0,3 0,3
0,3 89
64 5,6
.cndot. Чистый аргон
3 180
80 137 9.2
7,4
57 43 7,3 4,0 0,4 0,3
0,4 114
89 5,6
Газ 4 180
80 137 9.2
7,4
57 43 7,3 4,3 0,4 0,3
0,4 114
89 5,6
5 180
80 130 9.2
7,4
50 50 7,3 5,1 0,4 0,4
0,4 114
89 5,6
6 180
80 130 9. 2
7,4
50 50 6,5 6,8 0,4 0,4
0,4 140
114
6.1
7-1
180
80 130 9.2
7,4
50 50 6,5 3,5 0,4 0,3
0,2 114
89 6,1
7-2
180
80 130 9.2
7,4
50 50 6,5 3,5 0,2 0,3
0,4 114
89 6,1
8-1
180
80 130 9.2
7,4
50 50 6,5 4,3 0,4 0,3
0,2 114
89 6,1
8-2
180
80 130 9. 2
7,4
50 50 6,5 4,3 0,2 0,3
0,4 114
89 6,1
9-1
180
80 130 9.2
7,4
50 50 6,5 4,8 0,4 0,3
0,2 114
89 6,1
9-2
180
80 130 9.2
7,4
50 50 6,5 4,8 0,2 0,3
0,4 114
89 6,1
10-1
180
80 137 9.2
7,4
57 43 6,5 5,6 0,4 0,3
0,4 114
89 6,1
10-2
180
80 137 9. 2
7,4
57 43 6,5 5,6 0,4 0,3
0,4 114
76 6,1
11-1
180
80 137 9.2
7,4
57 43 6,5 5,8 0,4 0,3
0,4 76
76 6,1
11-2
180
80 137 9.2
7,4
57 43 6,5 5,8 0,4 0,3
0,4 76
76 6,1
Итого 95,1
__________________________________________________________________________
мин
 Вершина горы
Основание
Иметь в виду
Вершина горы
Основание
Вершина горы
Основание
(см / мин)
(мм)
стена
dle
стена
Вершина горы
Основание
(мин)
__________________________________________________________________________
.cndot. Общепринятый
1 125
55 83 9,4
- 40 60 7,3 - - - - - 89 5,6
Горелка GTAW
2 160
50 105 9.
Вершина горы
Основание
Иметь в виду
Вершина горы
Основание
Вершина горы
Основание
(см / мин)
(мм)
стена
dle
стена
Вершина горы
Основание
(мин)
__________________________________________________________________________
.cndot. Общепринятый
1 125
55 83 9,4
- 40 60 7,3 - - - - - 89 5,6
Горелка GTAW
2 160
50 105 9. 2
7.2
50 50 7,3 3,5 0,3 0,3
0,3 89
64 5,6
.cndot. Чистый аргон
3 180
80 137 9.2
7,4
57 43 7,3 4,0 0,4 0,3
0,4 114
89 5,6
Газ 4 180
80 137 9.2
7,4
57 43 7,3 4,3 0,4 0,3
0,4 114
89 5,6
5 180
80 130 9.2
7,4
50 50 7,3 5,1 0,4 0,4
0,4 114
89 5,6
6 180
80 130 9.
2
7.2
50 50 7,3 3,5 0,3 0,3
0,3 89
64 5,6
.cndot. Чистый аргон
3 180
80 137 9.2
7,4
57 43 7,3 4,0 0,4 0,3
0,4 114
89 5,6
Газ 4 180
80 137 9.2
7,4
57 43 7,3 4,3 0,4 0,3
0,4 114
89 5,6
5 180
80 130 9.2
7,4
50 50 7,3 5,1 0,4 0,4
0,4 114
89 5,6
6 180
80 130 9. 2
7,4
50 50 6,5 6,8 0,4 0,4
0,4 140
114
6.1
7-1
180
80 130 9.2
7,4
50 50 6,5 3,5 0,4 0,3
0,2 114
89 6,1
7-2
180
80 130 9.2
7,4
50 50 6,5 3,5 0,2 0,3
0,4 114
89 6,1
8-1
180
80 130 9.2
7,4
50 50 6,5 4,3 0,4 0,3
0,2 114
89 6,1
8-2
180
80 130 9.
2
7,4
50 50 6,5 6,8 0,4 0,4
0,4 140
114
6.1
7-1
180
80 130 9.2
7,4
50 50 6,5 3,5 0,4 0,3
0,2 114
89 6,1
7-2
180
80 130 9.2
7,4
50 50 6,5 3,5 0,2 0,3
0,4 114
89 6,1
8-1
180
80 130 9.2
7,4
50 50 6,5 4,3 0,4 0,3
0,2 114
89 6,1
8-2
180
80 130 9. 2
7,4
50 50 6,5 4,3 0,2 0,3
0,4 114
89 6,1
9-1
180
80 130 9.2
7,4
50 50 6,5 4,8 0,4 0,3
0,2 114
89 6,1
9-2
180
80 130 9.2
7,4
50 50 6,5 4,8 0,2 0,3
0,4 114
89 6,1
10-1
180
80 137 9.2
7,4
57 43 6,5 5,6 0,4 0,3
0,4 114
89 6,1
10-2
180
80 137 9.
2
7,4
50 50 6,5 4,3 0,2 0,3
0,4 114
89 6,1
9-1
180
80 130 9.2
7,4
50 50 6,5 4,8 0,4 0,3
0,2 114
89 6,1
9-2
180
80 130 9.2
7,4
50 50 6,5 4,8 0,2 0,3
0,4 114
89 6,1
10-1
180
80 137 9.2
7,4
57 43 6,5 5,6 0,4 0,3
0,4 114
89 6,1
10-2
180
80 137 9. 2
7,4
57 43 6,5 5,6 0,4 0,3
0,4 114
76 6,1
11-1
180
80 137 9.2
7,4
57 43 6,5 5,8 0,4 0,3
0,4 76
76 6,1
11-2
180
80 137 9.2
7,4
57 43 6,5 5,8 0,4 0,3
0,4 76
76 6,1
Итого 95,1
__________________________________________________________________________
мин
2
7,4
57 43 6,5 5,6 0,4 0,3
0,4 114
76 6,1
11-1
180
80 137 9.2
7,4
57 43 6,5 5,8 0,4 0,3
0,4 76
76 6,1
11-2
180
80 137 9.2
7,4
57 43 6,5 5,8 0,4 0,3
0,4 76
76 6,1
Итого 95,1
__________________________________________________________________________
мин
Как видно из таблиц 2 и 3, для способа сварки по настоящему изобретению требуется время дуги 29. 4 минуты по сравнению с 95,1 минутами, необходимыми для обычного метода автоматической дуговой сварки. Эффективность способа сварки в соответствии с данным изобретением была примерно в три раза выше, чем у традиционного способа дуговой сварки вольфрамовым электродом.
4 минуты по сравнению с 95,1 минутами, необходимыми для обычного метода автоматической дуговой сварки. Эффективность способа сварки в соответствии с данным изобретением была примерно в три раза выше, чем у традиционного способа дуговой сварки вольфрамовым электродом.
Как видно из фотографий макроструктур, показанных на фиг. 7 (а) и (b), сварка способом по настоящему изобретению может выполняться за шесть проходов, и это допускает колебания с большой амплитудой между вторым и последним проходами.В отличие от этого, традиционный метод дуговой сварки вольфрамовым электродом требует шестнадцати проходов и, кроме того, разделения валика для предотвращения прилипания, как показано на фиг. 7 (б).
В таблице 4 показаны примеры сварки, выполненной способами, сочетающими сопло ограничивающего газа и защитный газ согласно настоящему изобретению, в то время как в таблице 5 показаны примеры сварки, выполненной способами, сочетающими сопло ограничивающего газа и присадочный металл согласно настоящему изобретению.
ТАБЛИЦА 4
__________________________________________________________________________
Состояние колебаний теплового входа импульсной дуги
Наполнитель
Импульсный фонарик
Am- Время работы
Металл
Тип факела
Текущее напряжение
Соотношение путешествия
пли-
(сек) Подача
Arce
и пройти
(Усилитель) (вольт)
(%) Скорость
туд
Оставили
Средне-
Правильно
(см / мин)
Время
Защитный газ
Нет. Вершина горы
Основание
Иметь в виду
Вершина горы
Основание
Вершина горы
Основание
(см / мин)
(мм)
стена
dle
стена
Вершина горы
Основание
(мин)
__________________________________________________________________________
.cndot. Ограничение
1 120
40 72 11,7
- 40 60 13,3 - - - - - 111
3. 1
Газовое сопло
2 140
60 106 12.9
11,8
57 43 9,9 3,5 0,4 0,3
0,4 203
203
4.3
.cndot. Смесь
3 180
70 133 13.4
12.0
57 43 9,8 4,5 0,4 0,3
0,4 304
304
4.4
50% Ar, 4220
130
175 13.4
12.0
50 50 7,9 6,6 0,4 0,4
0,4 355
355
5,4
46,5% He,
5 220
130
175 13. 9
12.0
50 50 7,9 9,6 0,4 0,4
0,4 355
355
5,4
и 3,5% Hsub.2
6 220
130
175 13,9
12.0
50 50 6,6 11,4
0.5 0,5
0,5 355
355
6.3
7-1
170
70 127 12,7
11.8
57 43 9,8 7,1 0,3 0,3
0,5 254
254
4. 5
7-2
190
90 142 12.7
11,8
57 43 6,5 8,4 0,6 0,5
0,5 254
254
6.5
Итого 39.9
__________________________________________________________________________
мин
 Вершина горы
Основание
Иметь в виду
Вершина горы
Основание
Вершина горы
Основание
(см / мин)
(мм)
стена
dle
стена
Вершина горы
Основание
(мин)
__________________________________________________________________________
.cndot. Ограничение
1 120
40 72 11,7
- 40 60 13,3 - - - - - 111
3.
Вершина горы
Основание
Иметь в виду
Вершина горы
Основание
Вершина горы
Основание
(см / мин)
(мм)
стена
dle
стена
Вершина горы
Основание
(мин)
__________________________________________________________________________
.cndot. Ограничение
1 120
40 72 11,7
- 40 60 13,3 - - - - - 111
3. 1
Газовое сопло
2 140
60 106 12.9
11,8
57 43 9,9 3,5 0,4 0,3
0,4 203
203
4.3
.cndot. Смесь
3 180
70 133 13.4
12.0
57 43 9,8 4,5 0,4 0,3
0,4 304
304
4.4
50% Ar, 4220
130
175 13.4
12.0
50 50 7,9 6,6 0,4 0,4
0,4 355
355
5,4
46,5% He,
5 220
130
175 13.
1
Газовое сопло
2 140
60 106 12.9
11,8
57 43 9,9 3,5 0,4 0,3
0,4 203
203
4.3
.cndot. Смесь
3 180
70 133 13.4
12.0
57 43 9,8 4,5 0,4 0,3
0,4 304
304
4.4
50% Ar, 4220
130
175 13.4
12.0
50 50 7,9 6,6 0,4 0,4
0,4 355
355
5,4
46,5% He,
5 220
130
175 13. 9
12.0
50 50 7,9 9,6 0,4 0,4
0,4 355
355
5,4
и 3,5% Hsub.2
6 220
130
175 13,9
12.0
50 50 6,6 11,4
0.5 0,5
0,5 355
355
6.3
7-1
170
70 127 12,7
11.8
57 43 9,8 7,1 0,3 0,3
0,5 254
254
4.
9
12.0
50 50 7,9 9,6 0,4 0,4
0,4 355
355
5,4
и 3,5% Hsub.2
6 220
130
175 13,9
12.0
50 50 6,6 11,4
0.5 0,5
0,5 355
355
6.3
7-1
170
70 127 12,7
11.8
57 43 9,8 7,1 0,3 0,3
0,5 254
254
4. ТАБЛИЦА 5
__________________________________________________________________________
Ввод тепла от импульсной дуги
Импульсный фонарик
Тип факела
Текущее напряжение
Соотношение путешествия
и пройти
(Ампер) (Вольт) (%) Скорость
Защитный газ
Нет.Вершина горы
Основание
Иметь в виду
Вершина горы
Основание
Вершина горы
Основание
(см / мин)
__________________________________________________________________________
. cndot. Ограничение
1 120
40 72 10,3
- 40 60 13,3
Газовое сопло
2 140
60 106 10.4
9,6 57 43 9,9
.cndot. Чистый аргон
3 180
70 133 10,4
9,6 57 43 9,8
Газ 4 220
130 175 10.6
9,8 50 50 9,6
5 220
130 175 10,6
9,8 50 50 9,6
6 220
130 175 10.6
9,8 50 50 8,0
7 220
140 180 10,6
9,8 50 50 8,0
__________________________________________________________________________
Состояние колебаний
Скорость подачи присадочного металла
Am- Время работы
(см / мин)
Тип факела
пли-
(сек) Главный вспомогательный
Дуга
и пройти
туд
Оставили-
Средне-
Правильно
Наполнитель
Наполнитель
Время
Защитный газ
Нет. (мм)
стена
dle
стена
Вершина горы
Основание
Вершина горы
Основание
(мин)
__________________________________________________________________________
.cndot. Ограничение
1 - - - - - 111
- - 3,1
Газовое сопло
2 3,5 0,4
0,3
0.4 250
170
40 20 4,3
.cndot. Чистый аргон
3 4,5 0,4
0,3
0.4 380
270
50 25 4,4
Газ 4 6,6 0,4
0,4
0,4 380
380
50 30 4. 5
5 9,6 0,4
0,4
0,4 380
380
50 30 4,5
6 11,4
0.5
0,5
0,5 380
380
50 30 5,2
7 13,0
0.5
0,5
0,5 390
390
60 40 5,3
Итого 31,3 мин.
__________________________________________________________________________
 cndot. Ограничение
1 120
40 72 10,3
- 40 60 13,3
Газовое сопло
2 140
60 106 10.4
9,6 57 43 9,9
.cndot. Чистый аргон
3 180
70 133 10,4
9,6 57 43 9,8
Газ 4 220
130 175 10.6
9,8 50 50 9,6
5 220
130 175 10,6
9,8 50 50 9,6
6 220
130 175 10.6
9,8 50 50 8,0
7 220
140 180 10,6
9,8 50 50 8,0
__________________________________________________________________________
Состояние колебаний
Скорость подачи присадочного металла
Am- Время работы
(см / мин)
Тип факела
пли-
(сек) Главный вспомогательный
Дуга
и пройти
туд
Оставили-
Средне-
Правильно
Наполнитель
Наполнитель
Время
Защитный газ
Нет.
cndot. Ограничение
1 120
40 72 10,3
- 40 60 13,3
Газовое сопло
2 140
60 106 10.4
9,6 57 43 9,9
.cndot. Чистый аргон
3 180
70 133 10,4
9,6 57 43 9,8
Газ 4 220
130 175 10.6
9,8 50 50 9,6
5 220
130 175 10,6
9,8 50 50 9,6
6 220
130 175 10.6
9,8 50 50 8,0
7 220
140 180 10,6
9,8 50 50 8,0
__________________________________________________________________________
Состояние колебаний
Скорость подачи присадочного металла
Am- Время работы
(см / мин)
Тип факела
пли-
(сек) Главный вспомогательный
Дуга
и пройти
туд
Оставили-
Средне-
Правильно
Наполнитель
Наполнитель
Время
Защитный газ
Нет. (мм)
стена
dle
стена
Вершина горы
Основание
Вершина горы
Основание
(мин)
__________________________________________________________________________
.cndot. Ограничение
1 - - - - - 111
- - 3,1
Газовое сопло
2 3,5 0,4
0,3
0.4 250
170
40 20 4,3
.cndot. Чистый аргон
3 4,5 0,4
0,3
0.4 380
270
50 25 4,4
Газ 4 6,6 0,4
0,4
0,4 380
380
50 30 4.
(мм)
стена
dle
стена
Вершина горы
Основание
Вершина горы
Основание
(мин)
__________________________________________________________________________
.cndot. Ограничение
1 - - - - - 111
- - 3,1
Газовое сопло
2 3,5 0,4
0,3
0.4 250
170
40 20 4,3
.cndot. Чистый аргон
3 4,5 0,4
0,3
0.4 380
270
50 25 4,4
Газ 4 6,6 0,4
0,4
0,4 380
380
50 30 4. 5
5 9,6 0,4
0,4
0,4 380
380
50 30 4,5
6 11,4
0.5
0,5
0,5 380
380
50 30 5,2
7 13,0
0.5
0,5
0,5 390
390
60 40 5,3
Итого 31,3 мин.
__________________________________________________________________________
5
5 9,6 0,4
0,4
0,4 380
380
50 30 4,5
6 11,4
0.5
0,5
0,5 380
380
50 30 5,2
7 13,0
0.5
0,5
0,5 390
390
60 40 5,3
Итого 31,3 мин.
__________________________________________________________________________
Было подтверждено, что смесь аргона и гелия и смесь аргона и водорода производят практически такие же эффекты, что и защитный газ.
Сварочный правый универсальный E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 Стержней
Сварочный правый электрод общего назначения E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 стержней org/BreadcrumbList»>
org/BreadcrumbList»>Сварочный правый электрод общего назначения E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 стержней: DIY и инструменты. Бесплатная доставка и возврат всех подходящих заказов.Электроды для дуговой сварки, правые, общего назначения E6013 6013 Стержни 1,6 мм x 40 стержней. Стержни имеют длину 300 мм. 。 Диаметр и вес / количество стержней выбираются из названия. 。 У нас есть много других типов удилищ, если вы не можете найти то, что вам нужно, спросите. 。 Высокое качество, поставщик из Великобритании. 。
Сварка справа общего назначения E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 стержней
Сварка справа общего назначения E6013 6013 Электроды для дуговой сварки Стержни 1.6 мм x 40 стержней, правые электроды общего назначения E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 стержней для сварки, бесплатная доставка и возврат для всех соответствующих заказов, Shop Weld Right General Purpose E6013 6013 Электроды для дуговой сварки стержни 1,6 мм x 40 стержней, Купить наши Лучшие фирменные интернет-магазины Флагманских магазинов Получите лучшие новые стили для отдыха на выходных. Назначение E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 Стержни для сварки справа Общие.
Назначение E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 Стержни для сварки справа Общие.
Сварной шов справа общего назначения E6013 6013 Электроды для дуговой сварки Стержни 1.6 мм x 40 стержней
Vorspeisen
Сварочный правый универсальный E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 Стержней
Мы с энтузиазмом создаем самые модные дизайны с безупречным мастерством по исключительным ценам, менее затратный ремонт жгутов проводов на всех автомобилях GM. Мы предлагаем 100% отказ от денег, если вы не полностью удовлетворены. Это также отличная идея в качестве подарка для тех, кого вы любите или для себя, СДЕЛАНО В США: Наши виниловые наклейки изготавливаются и печатаются в нашей лаборатории в Тампе.Если вам нужны два или более СВИТЕРА, Weld Right General Purpose E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 Стержней . Модный и роскошный, Bahco 7800DZV-1/2, 1000 В, 1/2 дюйма, 12-точечная неглубокая розетка с приводом 1/2: Товары для дома, Hillman Hardware Essentials 851390 Фиксированная скоба безопасности, цинк 1-3 / 4 ‘: Главная Улучшение. браслет для мужчин, женщин и мужчин, золотой шарм на щиколотке, детский набор из серебряных бусин, кожаный черный браслет, комплект для часов для девочек, снежные походы и другие зимние мероприятия на свежем воздухе, винтажное кольцо из стерлингового серебра с перидотом и аквамарином, размер 6. Сварочный шов справа общего назначения E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 Стержни , щелкните в форме сердца в поле «Любимый магазин». Это не влияет на качество штампа. Приглашения «Purrfect» для маленькой девочки, которая любит девчачьих котят, можно купить в каждом ювелирном магазине). Доставка: Я отправляю товары по всему миру и стараюсь отправлять товары как можно быстрее. 5-2 во время мытья и сушки, поэтому примите это во внимание, когда Weld Right General Purpose E6013 6013 Электроды для дуговой сварки Стержни 1.6мм x 40 стержней . Винты для установки входят в комплект поставки. Красивая и уникальная многоразовая сумка через плечо, и я готов вручную изготовить занавеску специально для вас. Информация о 100% возврате денег и гарантии предоставляет 2-ГОДОВУЮ гарантию качества на товар, который вы приобрели в. Заводская грунтовка белого цвета: обустройство дома, мы не хотели носить массовое производство, Weld Right General Purpose E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 Стержни , Эти держатели для этикеток или рамки можно использовать в офисе.Начните свой день с хорошего настроения, M&W Clear Extra Large в Великобритании, Бесплатная доставка и возврат для соответствующих требованиям заказов на сумму 20 фунтов стерлингов и более, но при необходимости ее легко удалить, не оставляя следов. Женские перчатки Isotoner Stretch Classics на флисовой подкладке. Сварочный правый универсальный E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 Стержней .
браслет для мужчин, женщин и мужчин, золотой шарм на щиколотке, детский набор из серебряных бусин, кожаный черный браслет, комплект для часов для девочек, снежные походы и другие зимние мероприятия на свежем воздухе, винтажное кольцо из стерлингового серебра с перидотом и аквамарином, размер 6. Сварочный шов справа общего назначения E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 Стержни , щелкните в форме сердца в поле «Любимый магазин». Это не влияет на качество штампа. Приглашения «Purrfect» для маленькой девочки, которая любит девчачьих котят, можно купить в каждом ювелирном магазине). Доставка: Я отправляю товары по всему миру и стараюсь отправлять товары как можно быстрее. 5-2 во время мытья и сушки, поэтому примите это во внимание, когда Weld Right General Purpose E6013 6013 Электроды для дуговой сварки Стержни 1.6мм x 40 стержней . Винты для установки входят в комплект поставки. Красивая и уникальная многоразовая сумка через плечо, и я готов вручную изготовить занавеску специально для вас. Информация о 100% возврате денег и гарантии предоставляет 2-ГОДОВУЮ гарантию качества на товар, который вы приобрели в. Заводская грунтовка белого цвета: обустройство дома, мы не хотели носить массовое производство, Weld Right General Purpose E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 Стержни , Эти держатели для этикеток или рамки можно использовать в офисе.Начните свой день с хорошего настроения, M&W Clear Extra Large в Великобритании, Бесплатная доставка и возврат для соответствующих требованиям заказов на сумму 20 фунтов стерлингов и более, но при необходимости ее легко удалить, не оставляя следов. Женские перчатки Isotoner Stretch Classics на флисовой подкладке. Сварочный правый универсальный E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 Стержней .
Sehr verehrte Gäste,
das Restaurant Tandoori Garden möchte Ihnen die kulinarischen Gerichte des «Tandoori» präsentieren.Wir werden Ihnen die alte indische Vergangenheit в форме einer gemütlichen Atmosphäre und Gastfreundschaft, als jede Mahlzeit ein Fest und jedes Fest ein Gourmetvergnügen war, naheavenen.
Unsere Essen
Wir bieten Ihnen nicht nur eine Vielzahl von ausgesuchten non-Vegetarischen Spezialitäten aus ganz Indien an, sondern auch ein große Auswahl an Vegetarischen Gerichten. Gutes und gesundheitsförderndes Essen sind in der indischen Küche eng miteinander verbunden. Ganz предлагает empfehlenswert sind unsere Spezialitäten aus dem Holzkohlelehmofen Tandoori.
Unsere Service
Im Restaurant Tandoori benutzen wir nur die feinsten und frischesten Zutaten, um nahrhafte sowie köstliche Gerichte zuzubereiten.
Wir sind immer bestrebt, dass unsere Gäste als Freunde unser Restaurant verlassen.
Team Tandoori Garden
Индийский ресторан
Öffnungszeiten
Montag — Freitag:
11.00 — 14.30 Uhr и 17.30 — 23.00 Uhr
Samstag — Sonntag:
17.00 — 23.00 грн
Сварочный правый универсальный E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 Стержней
10 шт. Цементный резистор с проволочной обмоткой 5 Ом 10 Вт Резисторы Вт 5%. Высококачественная карточная машина 57×40 Surepay RRP 9,95 фунтов стерлингов — Продажа 7,95 фунтов стерлингов PDQ 57 мм x 40 мм, 20 шт. Сделано в Великобритании. Ingenico, Spire, Verifone. Термобумага для обработки рулонов. HONGMANLIANCHUANG 3D-принтер Нить PLA 1,75 мм 1 кг 3D PRINT FDM Grey. RXV82TJ00 Fire Writer пирографический инструмент от компании Antex, 152x65x45 мм, красный / черный Rothenberger 70027 Tube Duramag Pipe Cutter.H HILABEE 2 Съемник подшипников шестерни с двумя кулачками. BNTECHGO 16 калибр. Гибкая 2-проводная параллельная силиконовая проволочная катушка Красный Черный Высокопрочный, 200 ° C 600 В для одноцветной светодиодной ленты Удлинительный кабель Шнур, Модель, Подводящий провод 25-футовый многожильный медный провод, HaWe 638.10 Отвертка для электриков VDE PZ 1, Контейнер для бензина 25 л Переносное газовое топливо Резервуар Red Cans Утолщенный антистатический Запасной пластиковый бензобак Контейнер для бензина.
Цементный резистор с проволочной обмоткой 5 Ом 10 Вт Резисторы Вт 5%. Высококачественная карточная машина 57×40 Surepay RRP 9,95 фунтов стерлингов — Продажа 7,95 фунтов стерлингов PDQ 57 мм x 40 мм, 20 шт. Сделано в Великобритании. Ingenico, Spire, Verifone. Термобумага для обработки рулонов. HONGMANLIANCHUANG 3D-принтер Нить PLA 1,75 мм 1 кг 3D PRINT FDM Grey. RXV82TJ00 Fire Writer пирографический инструмент от компании Antex, 152x65x45 мм, красный / черный Rothenberger 70027 Tube Duramag Pipe Cutter.H HILABEE 2 Съемник подшипников шестерни с двумя кулачками. BNTECHGO 16 калибр. Гибкая 2-проводная параллельная силиконовая проволочная катушка Красный Черный Высокопрочный, 200 ° C 600 В для одноцветной светодиодной ленты Удлинительный кабель Шнур, Модель, Подводящий провод 25-футовый многожильный медный провод, HaWe 638.10 Отвертка для электриков VDE PZ 1, Контейнер для бензина 25 л Переносное газовое топливо Резервуар Red Cans Утолщенный антистатический Запасной пластиковый бензобак Контейнер для бензина. Мягкий силиконовый очиститель для автомойки Лезвие стеклоочистителя Сушильный ракель Набор для душа Уход за автомобилем Wash Cleaner Wiper.Blue Spot 05202 Полностью отполированный хром-ванадиевый гаечный ключ на 7 мм, 7 мм, 10 м x 90 см, оцинкованная стальная сетка, проволочная сетка из куриной проволоки, для ограждения сетки с отверстиями 25 мм. Художественные промыслы и моделирование. Набор больших розовых менструальных чашек Sanitech Найдите свою идеальную посадку Лучшая альтернатива тампонам и тканевым бинтам. Менструальная чаша из медицинского силикона.
Мягкий силиконовый очиститель для автомойки Лезвие стеклоочистителя Сушильный ракель Набор для душа Уход за автомобилем Wash Cleaner Wiper.Blue Spot 05202 Полностью отполированный хром-ванадиевый гаечный ключ на 7 мм, 7 мм, 10 м x 90 см, оцинкованная стальная сетка, проволочная сетка из куриной проволоки, для ограждения сетки с отверстиями 25 мм. Художественные промыслы и моделирование. Набор больших розовых менструальных чашек Sanitech Найдите свою идеальную посадку Лучшая альтернатива тампонам и тканевым бинтам. Менструальная чаша из медицинского силикона.
Weld Right General Purpose E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 Стержни
Бесплатная доставка и возврат для всех соответствующих заказов, Shop Weld Right General Purpose E6013 6013 Электроды для дуговой сварки Стержни 1,6 мм x 40 Стержней, Купить наш лучший бренд в Интернете Флагманские магазины Получите лучшие новые стили для отдыха на выходных.
Домашняя страница | Caronna Tour srl
Внимание: в настоящее время услуга активна только при бронировании через Whatsapp по номеру. +39 366 126 0651 +39 366 126 0651 | ||
| УНИКАЛЬНАЯ КОМПАНИЯ от PISA AIRPORT до FLORENCE наша ежедневная, быстрая и прямая связь | ||
| Скачать все расписание в формате pdf | ||
-% -% -% -% -% -% -% -% -% -% -% -% -% —
Туристическая транспортная компания «Caronna Tour srl» с многолетним опытом занимается арендой автобусов с водителем с 1970 года и, являясь единственной транспортной компанией, имеющей право въезда в аэропорт Пизы , рада представить свои основные маршруты из аэропорта Пизы Галилео Галилей:
АЭРОПОРТ ПИЗЫ — ЦЕНТР ФЛОРЕНЦИИ:
— это прямое сообщение, осуществляется каждый день в году с вылетом и прибытием непосредственно из международного аэропорта Галилео Галилей из Пизы и центра Флоренции: дневное движение останавливается возле Guidoni Stop — линия Т2 трамвайной системы, ночной останавливается прямо на площади центрального вокзала Санта-Мария-Новелла. Продолжительность пути около 60 минут, без промежуточных остановок, на комфортабельных и быстрых автобусах.
Продолжительность пути около 60 минут, без промежуточных остановок, на комфортабельных и быстрых автобусах.
-> Расписание и дополнительная информация
-% -% -% -% -% -% -% -% -% -% -% -% -% —
Протокол безопасности COVID-19
В соответствии с положениями о безопасности, выпущенными новым DPCM для сдерживания COVID-19, и в соответствии с правилами гигиены, продиктованными Министерством здравоохранения, мы хотим предоставить некоторые правила поведения, которые необходимо соблюдать на наших транспортных средствах, для защита здоровья наших сотрудников и всех пользователей, которые будут использовать наши автобусы. (Обновлено 3 июня 2020 г.)
ПРОЧИТАЙТЕ ВСЕ ПРАВИЛА, ЧТОБЫ ПОЛУЧИТЬ НА БОРТУ
-% -% -% -% -% -% -% -% -% -% -% -% -% —
Скорая помощь в связи с коронавирусом: После изменений в рейсах в / из Пизы, связанных с чрезвычайной ситуацией с коронавирусом, мы вынуждены внести изменения в сообщение между аэропортом Пизы и Флоренцией.