Технология сварки легированных сталей | Строительный справочник | материалы — конструкции
Сварка низколегированных и среднелегированных конструкционных сталей
Свариваемость таких сталей зависит от содержания углерода и легирующих компонентов и ухудшается с ростом содержания углерда и легирующих компонентов. Стали кремнемарганцевой группы 15ГС, 18Г2С и 25Г2С сваривают электродами типа Э60А марки УОНИ-13/65. Перед сваркой кромки тщательно зачищают от грязи, ржавчины и окалины.
Сварку выполняют предельно короткой дугой. Изделие перед сваркой подогревают до температуры 200 С, электроды перед сваркой прокаливают при 400°С в течение одного часа.
Кремнемарганцемедистые стали 10Г2СД, 10ХГСНД, 15ХСНД и 12ХГ сваривают электродами типа Э50А марки УОНИ-13/55. Изделие перед сваркой не подогревают.
Сварка низколегированных и среднелегированных конструкционных сталей
Особенности сварки высоколегированных сталей
К высоколегированным относят стали, суммарный состав легирующих элементов в которых составляет не менее 10%, при содержании одного из них не менее 8%.
Так, углерод способствует повышению прочности стали и снижению ее пластичности. Окисление углерода в процессе сварки способствует появлению пор. Кремний является раскислителем и содержание его в стали более 1% приводит к снижению свариваемости. Хром также снижает свариваемость, способствуя созданию тугоплавких окислов. Никель повышает прочность и пластичность сварочного шва, не снижая свариваемость стали. Молибден увеличивает прочность и ударную вязкость стали, ухудшая свариваемость. Ванадий в процессе сварочных работ сильно окисляется, поэтому его содержание в стали предусматривает введение раскислителей.
Титан и ниобий предотвращают межкристаллитную коррозию. Бор повышает прочность, но затрудняет свариваемость. Медь повышает прочность, ударную вязкость и коррозийную стойкость стали, но снижает ее свариваемость. Повышенное содержание в стали серы приводит к образованию горячих трещин, а фосфор способствует образованию холодных трещин.
Содержание тех или иных легирующих элементов определяют по маркировке стали. Первые две цифры в маркировке означают содержание углерода в сотых долях процента; легирующие элементы обозначают буквенными символами, а стоящие за ними цифры указывают на примерное содержание этих элементов, при этом единицу и меньше не ставят. Символ «А», установленный в конце маркировки, указывает, что сталь высококачественная, с пониженным содержанием серы и фосфора. Наиболее широкое применение получили коррозионно-стойкие хромоникелевые стали (12Х18Н10Т, 10Х23Н18 и некоторые другие).
Из вышесказанного видно, что, как правило, легирование стали приводит к снижению ее свариваемости, а первостепенную роль при этом играет углерод. Поэтому доля влияния каждого легирующего элемента может быть отнесена к доле влияния углерода. Повышенное содержание углерода и легирующих элементов способствует увеличению склонности стали к резкой закалке в пределах термического цикла, происходящего во время сварки. В результате этого околошовная зона оказывается резко закаленной и теряет свою пластичность.
Поэтому при сварочных процессах высоколегированных сталей, происходящих в зоне плавления металла и околошовной области, возникают горячие трещины и межкристаллитная коррозия, проявляющаяся в процессе эксплуатации. Основной причиной появления трещин является образование крупнозернистой структуры в процессе кристаллизации и значительные остаточные напряжения, полученные при затвердевании металла. Легирование влияет на вязкость металла и коэффициент поверхностного натяжения, поэтому у большинства высоколегированных сталей сварочный шов формируется хуже, чем у низколегированных и даже углеродистых сталей.
Межкристаллитная коррозия характерна для всех видов высоколегированных сталей, имеющих высокое содержание хрома. Под действием нагрева образовавшиеся карбиды хрома выпадают по границам зерен, снижая их антикоррозийные свойства.
Препятствует образованию карбидов хрома легирование стали титаном, ниобием, танталом, цирконием и ванадием. Положительное влияние на качество сварочного шва оказывает дополнительное легирование сварочной проволоки хромом, кремнием, алюминием, ванадием, молибденом и бором.
Для сварки высоколегированных сталей используют как  Это оказывает влияние на скорость и глубину плавления металла, что требует меньшего вложения энергии, и увеличения скорости подачи сварочной проволоки.
Это оказывает влияние на скорость и глубину плавления металла, что требует меньшего вложения энергии, и увеличения скорости подачи сварочной проволоки.
Ручную дуговую сварку высоколегированных сталей выполняют при пониженных тока обратной полярности. Сварку ведут короткой дугой ниточными валиками без поперечных колебаний.
Проволока, применяемая для изготовления электродов, должна соответствовать марке стали с учетом ее свариваемости. Защитное покрытие электродов должно иметь состав, снижающий отрицательное действие повышенной температуры. К примеру, для сварки кислотостойкой стали 12X18HI0T электроды типа Э-04Х20Н9 (марки ЦЛ-11) препятствуют образования горячих трещин и межкристаллитной коррозии. Предварительный и сопутствующий подогрев снижает опасность возникновения трещин. Для защиты сварочной ванны используют инертный газ или аргон и его смеси с гелием, кислородом и углекислым газом.
Сварку в среде углекислого газа можно выполнять только в случаях, когда отсутствует опасность возникновения межкристаллитной коррозии. Сварка плавящимся электродом выполняется при значениях тока, обеспечивающих струйный перенос электродного металла.
Сварка плавящимся электродом выполняется при значениях тока, обеспечивающих струйный перенос электродного металла.
При сварке возникает опасность коробления и остаточных сварочных напряжений. Поэтому после сварки часто возникает необходимость в термообработке.
11.5 Технология сварки низколегированных перлитных сталей
Состав
сталей.
Одним из наиболее эффективных средств
повышения качества низкоуглеродистых
сталей является их упрочнение за счет
легирования такими элементами, как Si,
Мn, и повышения дисперсности структуры
посредством термической или
термомеханической обработки. Содержание
С в низколегированных сталях не превышает
0,23 %. В зависимости от легирующих
элементов, суммарное содержание которых
в составе стали не превышает 5
%, различают марганцовистые, кремне
марганцовистые, хромокремнемарганцовистые
и другие стали. По содержанию S и P эти стали можно отнести к качественным
сталям. В последние годы расширяется
производство и применение рафинированных
посредством электрошлакового, вакуумного
переплава сталей, обработанных в ковше
синтетическими шлаками с целью снижения
содержания серы в их составе для повышения
сопротивляемости образованию слоистых
(ламинарных) трещин.
Содержание
С в низколегированных сталях не превышает
0,23 %. В зависимости от легирующих
элементов, суммарное содержание которых
в составе стали не превышает 5
%, различают марганцовистые, кремне
марганцовистые, хромокремнемарганцовистые
и другие стали. По содержанию S и P эти стали можно отнести к качественным
сталям. В последние годы расширяется
производство и применение рафинированных
посредством электрошлакового, вакуумного
переплава сталей, обработанных в ковше
синтетическими шлаками с целью снижения
содержания серы в их составе для повышения
сопротивляемости образованию слоистых
(ламинарных) трещин.
Механические свойства сталей. Введение в состав низкоуглеродистых сталей легирующих элементов (до 2% каждого и до 5 % суммарно) способствует повышению прочности и сопротивления хрупкому разрушению, не ухудшая их свариваемости.
Свариваемость
сталей.
Легирующие элементы оказывают существенное
влияние на показатели свариваемости
сталей.
Элементы, упрочняющие твердый раствор, способствуют, как правило, снижению ударной вязкости металла в околошовном участке ЗТВ сварных соединений.
Наиболее распространенные в металлургической практике легирующие элементы Мn, Сr, Мо снижают диффузионную подвижность С и, как следствие, увеличивают уровень значений характеристических длительностей ф,п,б, понижают температурный интервал — — превращения. Поэтому при общепринятых режимах сварки в околошовном участке возрастает вероятность образования мартенсита и понижается сопротивляемость сварных соединений образованию холодных трещин.
Выбор
тепловых режимов сварки.
Одним из технологических средств,
снижающих вероятность появления холодных
трещин, является предварительный и
сопутствующий подогрев. Для определения
температуры подогрева стали с целью
предотвращения образования холодных
трещин в зависимости от содержания в
ней химических элементов и толщины
проката можно воспользоваться графиками,
приведенными в справочниках по сварке.
Для определения
температуры подогрева стали с целью
предотвращения образования холодных
трещин в зависимости от содержания в
ней химических элементов и толщины
проката можно воспользоваться графиками,
приведенными в справочниках по сварке.
Значения Сэкв, отложенные по оси абсцисс, определяют
Сэкв = С + Мn/6 + Si/5 + Сr/6 + Ni/12 + Мо/4 + V/5 + Сu/7 +Р/2
Здесь символы обозначают содержание соответствующих химических элементов в процентах. Предельное их содержание не должно превышать 0,5% С; 1,6% Мn; 1% Сr; 3,5% Ni; 0,6% Мо; 1% С. Необходимая температура подогрева возрастает с увеличением степени легирования стали и толщины свариваемого проката.
Технология
сварки и свойства сварных соединений.
Технология
сварки низколегированных сталей должна
проектироваться с учетом того
обстоятельства, что при уменьшении
погонной энергии и увеличении интенсивности
охлаждения в металле шва и зоны
термического влияния возрастает
вероятность распада аустенита с
образованием закалочных структур. При
этом будет отмечаться снижение
сопротивляемости сварных соединений
образованию холодных трещин и хрупкому
разрушению.
При
этом будет отмечаться снижение
сопротивляемости сварных соединений
образованию холодных трещин и хрупкому
разрушению.
При повышенных погонных энергиях наблюдается рост зерна аустенита и образуется грубозернистая ферритно-перлитная структура видманшентного типа с пониженной ударной вязкостью.
Ручная дуговая сварка. Технология ручной дуговой сварки низколегированных сталей практически не отличается от технологии сварки низкоуглеродистых сталей.
Сварку низколегированных сталей осуществляют электродами типа Э46А и Э50А с фтористо-кальциевым покрытием, которые позволяют достигать более высокую стойкость против образования кристаллизационных трещин и повышенную пластичность по сравнению с электродами других типов.
Для
сталей марок 09Г2, 09Г2С, 16ГС, 17ГС, 10Г2, 10Г2С1
рекомендуют применять электроды УОНИ
13/55, К-5А, АНО-11 (тип Э50А). Для сварки
кольцевых швов трубопроводов, работающих
при температурах до — 70 oС,
например, из стали 09Г2С, применяют
электроды ВСН-3 (тип Э50АФ) с фтористо-кальциевым
покрытием.
Сварка под флюсом. Технология сварки под флюсом низколегированных сталей практически такая же, как и для низкоуглеродистых сталей. В качестве флюсов при однодуговой сварке применяют флюсы марок АН-348А и ОСЦ-45, а при многодуговой сварке на повышенной скорости АН-60.
Для сталей марок 16ГС, 09Г2С, 10Г2С1 при эксплуатации не ниже — 40 oС рекомендуется использовать сварочные проволоки Св-08ГА, Св-10ГА, а при температурах эксплуатации до -70 oС (сталь 09Г2С в нормализированном состоянии) — сварочные проволоки Св-10НМА, Св-10НЮ, Св-08МХ с целью обеспечения достаточного уровня ударной вязкости.
Технология сварки низко- и среднелегированных сталей
Сварка низколегированных бейнитно — мартенситных сталей
Сварочные материалы. Электроды для ручной электродуговой сварки имеют низководородное фтористо-кальциевое покрытие. Широко применяют электроды типа Э70 по ГОСТ 9467-75.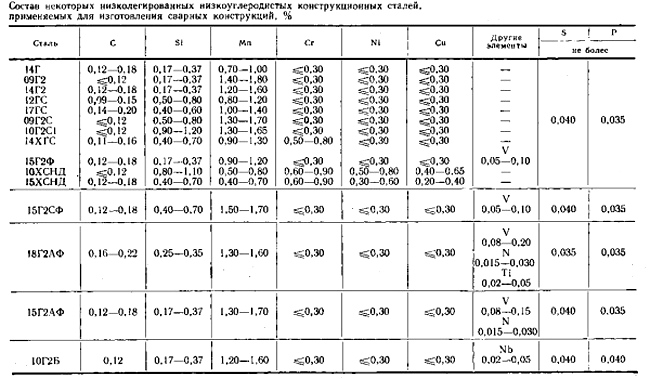 Сварку выполняют постоянным током при обратной полярности. Металл, наплавленный электродами, должен соответствовать следующему химическому составу, %: С до 0,10; Мn 0,8 … 1,2; Si 0,2 … 0,4; Cr 0,6 … 1,0; Мо 0,2 … 0,4; Ni 1,3 … 1,8; S до 0,03; Р до 0,03.
Сварку выполняют постоянным током при обратной полярности. Металл, наплавленный электродами, должен соответствовать следующему химическому составу, %: С до 0,10; Мn 0,8 … 1,2; Si 0,2 … 0,4; Cr 0,6 … 1,0; Мо 0,2 … 0,4; Ni 1,3 … 1,8; S до 0,03; Р до 0,03.
Проволока для сварки в углекислом газе и смесях аргона с углекислым газом. При сварке в углекислом газе применяют проволоку марок Св-08Г2С, Св-10ХГ2СМА, Св-08ХН2Г2СМЮ (ГОСТ 2246-70) или порошковую проволоку.
Проволока марки Св-10ХГ2СМА обеспечивает прочность металла шва до 680 МПа и ударную вязкость до 25 Дж/см2 при температуре -60 °С. Металл шва, выполненного проволокой марки Св-08ХН2Г2СМЮ, имеет показатели прочности до 850 МПа и KCU до 40 Дж/см2 при температуре -70 °С. Благоприятное сочетание показателей механических свойств металла швов при сварке сталей с прочностью 580 … 700 МПа позволяют получать порошковые проволоки с сердечником рутилфлюоритного типа.
При сварке высокопрочных сталей в смесях на базе аргона (78 % Аr + 22 % СО2 или 75 % Аr + 20 % СО2 + 5 % О2) используют проволоку марки Св-08ХН2ГМЮ, которая обеспечивает высокий уровень механических свойств и хладостойкость металла швов при сварке сталей с прочностью до 700 МПа.
Проволоки указанных марок рекомендуются и для сварки угловых швов с катетом свыше 15 мм. Для угловых швов с меньшим катетом в большинстве случаев используют проволоку марки Св-08Г2С. Эту проволоку применяют также при сварке низкоуглеродистых бейнитно — мартенситных сталей с низколегированными сталями повышенной прочности 09Г2, 10Г2С1, 14Г2, 10ХСНД и 15ХСНД.
Флюсы и сварочные проволоки. При автоматической сварке бейнитно — мартенситных сталей применяют низкокремнистые окислительные флюсы. Сварку выполняют проволоками Св-08ХН2ГМЮ или Св-08ХН2Г2СМЮ на постоянном токе обратной или прямой полярности. Это позволяет получать наплавленный металл с достаточно низким содержанием диффузионного водорода, неметаллических включений, серы и фосфора.
Сварка покрытыми электродами. Сварочный ток выбирают в зависимости от марки и диаметра электрода; при этом учитывают положение шва в пространстве, вид соединения и толщину свариваемого металла. При выполнении многослойных швов особое внимание уделяют качественному выполнению первого слоя в корне шва.
При выполнении многослойных швов особое внимание уделяют качественному выполнению первого слоя в корне шва.
Разделки кромок заполняют в зависимости от толщины металла любым из известных способов наложения швов. Последовательное наложение швов применяют при сварке металла толщиной до 25 мм. Каскад и горку используют при сварке металла большей толщины. Выбор схемы заполнения разделки кромок определяется необходимостью сохранить температуру подогрева металла в процессе сварки.
Сварку технологических участков следует производить без перерывов, не допуская охлаждения сварного соединения ниже температуры предварительного подогрева и нагрева его перед выполнением следующего прохода выше 200 °С. При многопроходной сварке предварительный подогрев может использоваться только при выполнении первых проходов.
Сварка в защитных газах. Диаметр проволок сплошного сечения при сварке в углекислом газе и смесях газов выбирают в зависимости от толщины свариваемого металла и пространственного положения шва. Проволоками диаметром 1,0 … 1,4 мм сваривают соединения толщиной 3 … 8 мм, швы в различных пространственных положениях, а также корневые слои многослойных соединений. В остальных случаях используют проволоку диаметром 1,6 мм.
Проволоками диаметром 1,0 … 1,4 мм сваривают соединения толщиной 3 … 8 мм, швы в различных пространственных положениях, а также корневые слои многослойных соединений. В остальных случаях используют проволоку диаметром 1,6 мм.
Сварку в смесях на основе аргона выполняют проволокой марки Св-08ХН2ГМЮ, при этом практически отсутствует разбрызгивание, швы имеют хороший внешний вид.
Сварка под флюсом. Сварку под флюсом выполняют на постоянном токе обратной полярности. Сила сварочного тока не превышает 800 А, напряжение дуги до 40 В, скорость сварки изменяют в диапазоне 13 … 30 м/ч. Одностороннюю однопроходную сварку применяют для соединений толщиной до 8 мм и выполняют на остающейся стальной подкладке или флюсовой подушке.
Максимальная толщина соединений без разделки кромок, свариваемых двусторонними швами, не должна превышать 20 мм. Для стыковых соединений без скоса кромок (односторонних и двусторонних) используют проволоку марки Св-08ХН2М. Применять более легированные проволоки для таких соединений нецелесообразно, поскольку в этом случае швы имеют излишне высокую прочность.
Наиболее часто стыковые соединения подготавливают со скосом кромок. Сварку корневых швов стыковых соединений высокопрочных сталей с V- или Х-образной разделкой кромок обычно выполняют проволоками марок Св-08ГА или Св-10Г2. Заполнение разделок кромок осуществляется проволоками марок Св-08ХН2ГМЮ или Св-08ХН2ГСМЮ последовательным наложением слоев.
Электрошлаковая сварка. При электрошлаковой сварке низкоуглеродистых легированных сталей применяют технологические приемы, позволяющие повысить скорость охлаждения сварного соединения, например сопутствующее дополнительное охлаждение зоны сварки. При этом ниже ползуна устанавливается специальное устройство, которое охлаждает водой шов и зону термического влияния, что обеспечивает получение требуемой структуры и механических свойств этого участка сварного соединения.
Сварка среднелегированных мартенситно — бейнитных сталей
Для обеспечения эксплуатационной надежности сварных соединений необходимо при выборе сварочных материалов стремиться к получению швов такого химического состава, при котором их механические свойства имели бы требуемые значения. Характер изменения этих свойств зависит от доли участия основного металла в формировании металла шва. Поэтому, как правило, следует выбирать такие сварочные материалы, которые содержат легирующих элементов меньше, чем основной металл.
Характер изменения этих свойств зависит от доли участия основного металла в формировании металла шва. Поэтому, как правило, следует выбирать такие сварочные материалы, которые содержат легирующих элементов меньше, чем основной металл.
Легирование металла шва за счет основного металла позволяет повысить свойства шва до необходимого уровня. Однако следует помнить, что доля участия основного металла в металле шва, а значит, и степень легирования зависят от способа сварки, применяемого режима и других технологических приемов. Для обеспечения технологической прочности сварных швов, выполненных низколегированными сварочными материалами, содержание углерода в них не должно превышать 0,15 %, так как дальнейшее увеличение содержания углерода резко повышает склонность металла швов к образованию горячих трещин, а также существенно снижает пластичность и особенно ударную вязкость металла шва в эксплуатационных условиях. Необходимых прочностных характеристик металла шва достигают легированием его элементами, которые, повышая прочность, не снижают существенно его деформационную способность и ударную вязкость.
Высокую технологическую прочность и работоспособность можно получить, если содержание легирующих элементов в металле шва не превысит (в %): 0,15 С; 0,5 Si; 1,5 Мn; 1,5 Сr; 2,5 Ni; 0,5 V; 1,0 Mo; 0,5 Nb. Комбинируя различные легирующие элементы в указанных пределах, можно получить швы с временным сопротивлением до 600 … 700 МПа в исходном после сварки состоянии и 850 … 1450 МПа после соответствующей термообработки.
При сварке среднелегированных глубоко прокаливающихся высокопрочных сталей необходимо выбирать такие сварочные материалы, которые обеспечат получение швов, обладающих высокой деформационной способностью при минимально возможном количестве водорода в сварочной ванне. Это может быть достигнуто применением низколегированных сварочных электродов, не содержащих в покрытии органических веществ и подвергнутых высокотемпературной прокалке (низководородистые электроды). Одновременно при выполнении сварки необходимо исключение других источников насыщения сварочной ванны водородом (влаги, ржавчины, органических загрязнений на кромках и др. ).
).
Наиболее широко для сварки этих сталей применяют аустенитные сварочные материалы. В большинстве случаев в шве стремятся получить высоколегированную аустенитную хромоникелевую или хромоникелемарганцовистую сталь. Такой металл обладает высокой пластичностью и не претерпевает полиморфных превращений, т.е. сохраняет аустенитную структуру во всем диапазоне температур, вследствие этого растворимость водорода в шве с понижением температуры изменяется незначительно, а проницаемость его мала. Для механизированной сварки и изготовления стержней электродов в ГОСТ 2246-70 предусмотрены проволоки марок Св-08Х20Н9Г7Т и Св-08Х21Н10Г6, а в ГОСТ 10052-75 электроды типа ЭА-1Г6 и др. Электродные покрытия применяются вида Ф, а для механизированной сварки — основные флюсы.
Ручная дуговая сварка покрытыми электродами.
Конструктивные элементы подготовки кромок для ручной дуговой сварки покрытыми электродами такие же, как и для сварки углеродистых сталей в соответствии с рекомендациями ГОСТ 5264-80.
Для сварки среднелегированных высокопрочных сталей используют электроды типов Э-08Х21Н10Г6, Э-13Х25Н18, Э-10Х16Н25АМ6 и др. по ГОСТ 10052-75 и ГОСТ 9467-75 (табл. 1).
Если сталь перед сваркой подвергают термообработке на высокую прочность (нормализация или закалка с отпуском), а после сварки — отпуску для снятия напряжений и выравнивания механических свойств сварного соединения с целью обеспечения его равнопрочности с основным металлом, то критерием определения температуры предварительного подогрева будет скорость охлаждения, при которой происходит частичная закалка околошовной зоны, но гарантируется отсутствие трещин в процессе сварки и до проведения последующей термообработки.
Если сталь перед сваркой подвергают термообработке, но после сварки отпуск невозможен из-за крупных размеров конструкции, то сталь данной марки можно использовать для изготовления такой конструкции только в том случае, если нет жестких требований к равнопрочности сварного соединения и основного металла в условиях статического нагружения. Для обеспечения свойств сварного соединения, гарантирующих требуемую его работоспособность, критерием для выбора необходимой температуры подогрева является диапазон скоростей охлаждения, обеспечивающий необходимый уровень механических свойств в околошовной зоне. Аустенитными электродами обычно сваривают без предварительного подогрева, но при этом регламентируется время с момента окончания сварки до проведения термообработки изделия. При сварке среднелегированных сталей с невысоким содержанием углерода (0,12 … 0,17 %) последующую термообработку проводят в исключительно редких случаях.
Для обеспечения свойств сварного соединения, гарантирующих требуемую его работоспособность, критерием для выбора необходимой температуры подогрева является диапазон скоростей охлаждения, обеспечивающий необходимый уровень механических свойств в околошовной зоне. Аустенитными электродами обычно сваривают без предварительного подогрева, но при этом регламентируется время с момента окончания сварки до проведения термообработки изделия. При сварке среднелегированных сталей с невысоким содержанием углерода (0,12 … 0,17 %) последующую термообработку проводят в исключительно редких случаях.
Табл. 1 Электроды для дуговой сварки конструкционных сталей и механические свойства металла шва
| Марка стали | Термическая обработка | Тип электрода | Механические свойства, не менее | |
| σв, МПа | КСU, Дж/см2 | |||
| 25ХГСА 30ХГСА 25ХГСА 30ХГСА 25ХГСА 30ХГСА | Закалка и отпуск после сварки на σв < 900 МПа Закалка и отпуск после сварки на σв > 900 МПа Сварка в упрочненном состоянии без последующей термической обработки | Э70 Э85 Э85 Э-10Х20Н9Г6С Э-11Х15Н25М6АГ2 | 700 800 800 600 600 | 60 50 50 90 90 |
| 12Х2НВФА 23Х2НВФА 12Х2НВФА 23Х2НВФА | Закалка и отпуск после сварки на σв > 1000 МПа Сварка в упрочненном состоянии без последующей термической обработки | Э85 Э100 Э-10Х20Н9Г6С, Э-11Х15Н25М6АГ2 | 0,90 σв основного металла 900 600 | 60 50 60 90 |
| 30ХГСНА 30ХГСНА | Закалка и отпуск после сварки на σв = 1600… 1800 МПа Сварка в упрочненном состоянии без последующей термической обработки | Э85, Э100 Э150 Э-10Х20Н9Г6С, Э-ПХ15Н25М6АГ2 Э-06Х19Н11Г2М2 | 900 1400 600 | 50 40 90 |
Разделку заполняют каскадом или горкой. Температура охлаждения зоны термического влияния в процессе сварки допускается не ниже Tв = 150 … 200 °С. Когда термообработка сварного изделия не может быть выполнена (например, из-за крупных размеров), на кромки детали, подлежащие сварке, наплавляют аустенитными или низкоуглеродистыми (низководородистыми) электродами незакаливающийся слой металла такой толщины, при которой температура стали под слоем в процессе выполнения сварки не превысит температуру отпуска при термообработке деталей с наплавленными кромками. Детали с наплавленными кромками сваривают аустенитными или низкоуглеродистыми и низководородистыми электродами без подогрева и последующей термообработки. Режимы сварки принимают в соответствии с рекомендациями для аустенитных электродов.
Температура охлаждения зоны термического влияния в процессе сварки допускается не ниже Tв = 150 … 200 °С. Когда термообработка сварного изделия не может быть выполнена (например, из-за крупных размеров), на кромки детали, подлежащие сварке, наплавляют аустенитными или низкоуглеродистыми (низководородистыми) электродами незакаливающийся слой металла такой толщины, при которой температура стали под слоем в процессе выполнения сварки не превысит температуру отпуска при термообработке деталей с наплавленными кромками. Детали с наплавленными кромками сваривают аустенитными или низкоуглеродистыми и низководородистыми электродами без подогрева и последующей термообработки. Режимы сварки принимают в соответствии с рекомендациями для аустенитных электродов.
Сварка в защитных газах. Высокое качество сварных соединений толщиной 3 … 5 мм достигается при аргонодуговой сварке неплавящимся электродом. При выборе присадочного материала (электродной проволоки) для дуговой сварки в среде защитных газов следует руководствоваться табл. 2. Первый слой выполняют без присадки с полным проваром кромок стыка и обратным валиком, второй — с поперечными низкочастотными колебаниями электрода и механической подачей присадочной проволоки. Возможен и третий слой с поперечными колебаниями электрода без присадочной проволоки со стороны обратного формирования на небольшом режиме для обеспечения плавного перехода от шва к основному металлу.
2. Первый слой выполняют без присадки с полным проваром кромок стыка и обратным валиком, второй — с поперечными низкочастотными колебаниями электрода и механической подачей присадочной проволоки. Возможен и третий слой с поперечными колебаниями электрода без присадочной проволоки со стороны обратного формирования на небольшом режиме для обеспечения плавного перехода от шва к основному металлу.
Для увеличения проплавляющей способности дуги при аргонодуговой сварке сталей применяют активирующие флюсы (АФ). Применение АФ повышает проплавляющую способность дуги, что обеспечивает возможность исключения разделки кромок при толщинах 8 … 10 мм. Для сварки сталей применяют флюс, представляющий собой смесь компонентов (SiO2, NaF, TiO2, Ti, Cr2O3). Сварка с АФ эффективна при механизированных способах для получения равномерной глубины проплавления. Неплавящийся электрод при сварке с АФ выбирают из наиболее стойких в эксплуатации марок активированного вольфрама. Сочетают применение АФ с поперечными низкочастотными колебаниями электрода при выполнении поверхностных слоев шва для обеспечения плавного перехода от шва к основному металлу. После сварки, не позднее чем через 30 мин, сварные соединения с ферритными швами подвергают высокому отпуску при 600 … 650 °С в течение 2 ч. Затем производится окончательная термическая обработка по режиму основного металла.
После сварки, не позднее чем через 30 мин, сварные соединения с ферритными швами подвергают высокому отпуску при 600 … 650 °С в течение 2 ч. Затем производится окончательная термическая обработка по режиму основного металла.
Табл. 2 Присадочные материалы и механические свойства сварных соединений при дуговой сварке плавящимся электродом в защитных газах
| Марка стали | Термическая обработка | Марка проволоки при сварке в среде | σв, МПа | KCU, Дж/см2 | |
| инертных газов | углекислого газа | не менее | |||
| 25ХГСА 30ХГСА | Закалка и отпуск после сварки | Св-18ХМА, Св-18ХГС | Св-18ХМА, СВ-18ХГС, Св-08ГСМТ | 0,9 σв основного металла | 50 |
| 12Х2НВФА 23Х2НВФА 23Х2НВФА | Сварка в термически обработанном состоянии без последующей термической обработки | Св-18ХМА Св-18ХМА Св-8Х21Н10Г6, Св-8Х20Н9Г7Т, СВ-10Х16Н25АМ6 | Св-08ГСМТ Св-08ГСМТ Св-08Х20Н9Г7Т | 0,9 σв основного металла 600 | 40 90 |
| 12Х2НВФА 23Х2НВФА | Закалка + отпуск после сварки | Св-18ХМА | Св-08ГСМТ | 0,9 σв основного металла | 60 40 |
| 30Х2ГСНВМА | Закалка + отпуск после сварки: на σв = 1700 ±100 МПа | Св-20Х2ГСНВМ | — | 0,9 σв основного | — |
| 42Х2ГСНМА | на σв = 2000 ± 100 МПа | Св-20ХСНВФАВД | — | (0,9- 0,95) σв основного металла | — |
Сварка плавящимся электродом в среде защитных газов находит широкое применение при изготовлении конструкций из среднелегированных высокопрочных сталей средней и большой толщины. Конструктивные элементы подготовки кромок под сварку в среде защитных газов следует выполнять в соответствии с требованиями ГОСТ 14771-76 (в ред. 1989 г.). В зависимости от разновидности способа сварки в защитных газах подготовка кромок должна быть различной.
Конструктивные элементы подготовки кромок под сварку в среде защитных газов следует выполнять в соответствии с требованиями ГОСТ 14771-76 (в ред. 1989 г.). В зависимости от разновидности способа сварки в защитных газах подготовка кромок должна быть различной.
При сварке в инертных газах в сварочной ванне могут протекать металлургические процессы, связанные с наличием в ней растворенных газов и легирующих элементов, внесенных из основного или присадочного металла. При использовании смесей инертных газов с активными возникают металлургические взаимодействия между элементами, содержащимися в расплавленном металле, и активными примесями в инертном газе.
Если в сварочной ванне содержится некоторое количество кислорода, то при высоких концентрациях углерода будет протекать реакция окисления его. Если концентрация углерода в сварочной ванне в период кристаллизации будет достаточно высокой, то при отсутствии или недостатке других раскислителей реакция образования СО будет продолжаться, что может вызвать порообразование. Возникновению пор способствует также и водород, содержание которого при малой степени окисленности ванны может быть достаточно высоким.
Возникновению пор способствует также и водород, содержание которого при малой степени окисленности ванны может быть достаточно высоким.
Для подавления реакции окисления углерода в период кристаллизации металла шва в сварочной ванне должно содержаться достаточное количество раскислителей, например кремния или марганца. Наряду с этим устранение пор при отсутствии раскислителей при сварке с защитой аргоном может быть достигнуто некоторым повышением степени окисленности ванны за счет добавки к аргону кислорода (до 5 %) или углекислого газа (до 25 %) в смеси с кислородом (до 5 %). При этом интенсифицируется окисление углерода в зоне высоких температур (в головной части сварочной ванны), усиливается его выгорание, вследствие чего концентрация углерода и содержание кислорода в сварочной ванне к моменту начала кристаллизации уменьшаются и тем самым прекращается образование СО.
При сварке среднелегированных высокопрочных сталей в защитных газах (в большинстве случаев инертных или их смесях с активными) используют низкоуглеродистые легированные и аустенитные высоколегированные проволоки, например Св-10ХГСН2МТ, Св-03ХГНЗМД, Св-08Х20Н9Г7Т, Св-10Х16Н25-АМ6, Св-08Х21Н10Г6 (табл. 2). Однако равнопрочности металла шва и свариваемой стали получить не удается. Обеспечить равнопрочность сварного соединения и основного металла можно за счет эффекта контактного упрочнения мягкого металла шва. В этом случае работоспособность сварного соединения при данном соотношении свойств мягкой прослойки — шва и основного металла определяется относительной толщиной мягкой прослойки.
2). Однако равнопрочности металла шва и свариваемой стали получить не удается. Обеспечить равнопрочность сварного соединения и основного металла можно за счет эффекта контактного упрочнения мягкого металла шва. В этом случае работоспособность сварного соединения при данном соотношении свойств мягкой прослойки — шва и основного металла определяется относительной толщиной мягкой прослойки.
В наиболее полной степени эффект контактного упрочнения может быть реализован при применении так называемой щелевой разделки, представляющей собой стыковые соединения с относительно узким зазором.
Отсутствие толстой шлаковой корки на поверхности шва позволяет выполнять полуавтоматическую сварку в защитных газах короткими и средней длины участками (каскадом, горкой), сократить до минимума перерыв между наложением слоев многослойного шва. Возможно применять автоматическую двух- или многодуговую сварку дугами, горящими в различных плавильных пространствах таким образом, чтобы тепловое воздействие от выполнения последующего слоя на околошовную зону предыдущего происходило при необходимой температуре. Все это позволяет регулировать термический цикл и получать наиболее благоприятные структуры в околошовной зоне.
Все это позволяет регулировать термический цикл и получать наиболее благоприятные структуры в околошовной зоне.
Сварка под флюсом. Конструктивные элементы подготовки кромок под автоматическую и полуавтоматическую сварку под флюсом выполняют такими же, как и при сварке углеродистых и низколегированных незакаливающихся конструкционных сталей, т.е. в соответствии с рекомендациями ГОСТ 8713-79 (в ред. 1990 г.). Однако в диапазоне толщин, для которого допускается сварка без разделки и со скосом кромок последней следует отдать предпочтение.
Наряду с затруднениями, связанными с образованием холодных трещин в околошовной зоне, при механизированной сварке под флюсом швы имеют повышенную склонность к образованию горячих трещин. Это связано с тем, что при данном способе сварки доля основного металла в металле шва достаточно велика. В связи с этим в шов с расплавленным основным металлом поступают легирующие элементы, содержащиеся в свариваемой стали, в том числе и углерод, концентрация которого в сталях этой группы достаточно высока.
Рис. 1. Влияние содержания углерода, серы и марганца в металле шва на склонность к образованию горячих трещин (схема): [С]3>[С]2>[С]1
Влияние содержания углерода, серы и марганца в шве на склонность к образованию горячих трещин схематически представлено на рис. 1. Линия 1 служит границей раздела составов с низким содержанием углерода [С]1, при которых образуются или не образуются горячие трещины. При повышенном содержании углерода [С]3 такой границей будет линия 3, в этом случае даже при низком содержании серы и большой концентрации марганца в шве могут возникнуть горячие трещины. При механизированной сварке под флюсом необходимы подготовка кромок, техника и режимы сварки, при которых доля основного металла в шве будет минимальной.
На рис. 2 показано влияние сварочного тока и скорости сварки на долю участия основного металла в образовании шва. Доля участия γ0 растет с увеличением тока и скорости сварки. Для уменьшения γ0 сварку следует проводить на минимально возможных силах тока и скоростях сварки, обеспечивающих получение швов заданных размеров и формы. Кроме того, для уменьшения γ0 следует отдавать предпочтение разделке кромок под сварку. При использовании для сварки низкоуглеродистых проволок в полной мере можно реализовать преимущество сварки под флюсом; получать швы с глубоким проплавлением, повышая при однопроходной сварке стыковых соединений без разделки кромок сварочный ток и скорость сварки. Необходимый состав металла шва будет обеспечиваться повышением доли основного металла в шве.
Кроме того, для уменьшения γ0 следует отдавать предпочтение разделке кромок под сварку. При использовании для сварки низкоуглеродистых проволок в полной мере можно реализовать преимущество сварки под флюсом; получать швы с глубоким проплавлением, повышая при однопроходной сварке стыковых соединений без разделки кромок сварочный ток и скорость сварки. Необходимый состав металла шва будет обеспечиваться повышением доли основного металла в шве.
Флюс выбирают в зависимости от марки электродной проволоки. При использовании низкоуглеродистой проволоки или низколегированной, не содержащей достаточного количества элементов — раскислителей, сварку выполняют под кислыми высоко- или среднемарганцовистыми флюсами (в зависимости от состава свариваемой стали). При использовании низколегированных проволок, содержащих элементы — раскислители в достаточном количестве, лучшие результаты (по механическим свойствам металла шва) обеспечивает применение низкокремнистых, низкомарганцовистых флюсов.
Рис. 2 Влияние различных условий проведения механизиролванной сварки встык под флюсом на долю участия основного металла в шве (γ0): 1 и 2 — соединения без разделки кромок; 3 и 4 – соединения с разделкой кромок; 1 и 3 — сварка при больших силах тока; 2 и 4 — сварка при малых силах тока
2 Влияние различных условий проведения механизиролванной сварки встык под флюсом на долю участия основного металла в шве (γ0): 1 и 2 — соединения без разделки кромок; 3 и 4 – соединения с разделкой кромок; 1 и 3 — сварка при больших силах тока; 2 и 4 — сварка при малых силах тока
Сварку среднелегированных высокопрочных сталей аустенитной сварочной проволокой марок Св-08Х21Н10Г6 или Св-08Х20Н9Г7Т выполняют только под слабо окислительными или безокислительными основными флюсами, предназначенными для сварки высоколегированных хромоникелевых сталей. При этом режимы сварки должны обеспечивать требуемые размеры и форму швов и минимально возможное проплавление основного металла. С этой целью в некоторых случаях применяют сварку трехфазной дугой под плавлеными или керамическими основными флюсами.
Подкладные кольца и замковые соединения для сталей, например 30ХГСНА, не применяют, так как они снижают надежность изделия в эксплуатации. Вместо подкладных колец первые слои целесообразно выполнять аргонодуговой сваркой.
Проволоку и флюс для сварки конструкционных сталей выбирают согласно табл. 3. Для предотвращения пористости и наводораживания швов флюсы перед сваркой необходимо прокаливать, чтобы их влажность не превышала 0,1 % для стекловидных флюсов и 0,05 % для пемзовидных. Это достигается нагревом стекловидных флюсов до 350 … 400 °С, а пемзовидных до 400 … 500 °С с выдержкой 2 … 3 ч. Максимальная температура нагрева под прокалку применяемых флюсов не должна превышать 650 … 700 °С во избежание окисления компонентов флюса и его спекания.
Табл. 3 Сварочные материалы при сварке под флюсом и механические свойства сварных соединений
| Марка стали | Термическая обработка | Марка электродной проволоки | Марка флюса | σв, МПа | KCU, Дж/см2 |
| не менее | |||||
| 25ХГСА, 30ХГСА | Закалка и отпуск после сварки σв <1200 ±100МПа | Св-18ХГС, Св-18ХМА | АН-15 АН-15М | 0,9 σв основного металла | 50 |
| 25ХГСА 30ХГСА | То же, до сварки | Св-08Х21Н10Г6, Св-08Х20Н9Г7Т, Св-10Х16Н25АМ6 | АН-22 АН-22М | 600 | 90 |
| 12Х2НВФА 23Х2НВФА | Сварка в упрочненном состоянии при σв < 1150 МПа без последующей термической обработки | Св-18ХМА | АН-15 | 0,9 σв основного металла | 60 |
| 30ХГСНА | Закалка и отпуск на σв = 1600 … 1800 МПа после сварки | Св-0Х4МА | АН-15 АН-15М | 1200 1355 | 40 65 |
| 30ХГНСА | То же | Св-18ХМА | АН-15 | 900 | 60 |
| 30ХГСНА | То же, до сварки | Св-08Х21Н10Г6, Св-08Х20Н9Г7Т, Св-10Х16Н25АМ6 | АН-22 АН-22М | 600 | 90 |
В случае сварки жестких узлов большой толщины ферритными проволоками применяют подогрев 150 … 300 °С. Непосредственно после сварки ферритными проволоками во всех случаях необходим общий или местный отпуск при 600 … 650 °С для предупреждения образования холодных трещин.
Непосредственно после сварки ферритными проволоками во всех случаях необходим общий или местный отпуск при 600 … 650 °С для предупреждения образования холодных трещин.
Сварку аустенитными материалами производят без предварительного подогрева и последующей термообработки соединений.
Электрошлаковая сварка. Применение электрошлаковой сварки среднелегированных глубокопрокаливающихся сталей наиболее рационально для соединения толстолистовых конструкций. Основные типы и конструктивные элементы сварных соединений и швов, выполняемых электрошлаковой сваркой, должны соответствовать требованиям ГОСТ 15164-78 (в ред. 1989 г.), который регламентирует основные типы соединений, выполняемых при всех разновидностях электрошлаковой сварки.
При выборе электродной проволоки для электрошлаковой сварки следует исходить из требований к составу металла шва. Флюс практически не влияет на состав металла шва вследствие малого его количества. Поэтому только в случае необходимости легирования шва элементами, обладающими большим сродством к кислороду (например Ti, Al), следует применять флюсы на основе фторидов или системы СаF2-СаО-Аl2О3.
Электродные проволоки при сварке проволочными электродами и плавящимся мундштуком в зависимости от состава свариваемой стали и требований, предъявляемых к шву, выбирают из числа групп легированных или высоколегированных проволок по ГОСТ 2246-70.
Пластины при сварке плавящимся мундштуком и пластинчатыми электродами изготовляют из аналогичных сталей. Для предупреждения горячих трещин в шве необходимо выполнять сварку на режимах, обеспечивающих получение относительно неглубокой и широкой металлической ванны.
Для предупреждения трещин в околошовной зоне при сварке жестко закрепленных элементов необходимо применять предварительный подогрев до температуры 150 … 200 °С.
Низкие скорости охлаждения околошовной зоны при электрошлаковой сварке приводят к длительному пребыванию ее в области высоких температур, вызывающих рост зерна и охрупчивание металла. Поэтому после электрошлаковой сварки среднелегированных высокопрочных сталей необходима высокотемпературная термообработка сварных изделий для восстановления механических свойств до необходимого уровня. Время с момента окончания сварки до проведения термообработки должно быть регламентировано.
Время с момента окончания сварки до проведения термообработки должно быть регламентировано.
Сварка жаропрочных перлитных сталей
Основными способами сварки жаропрочных перлитных сталей являются дуговая покрытыми электродами, в защитных газах и под флюсом. Подготовку кромок деталей под сварку производят механической обработкой. Допускается применение кислородной или плазменно-дуговой резки с последующим удалением слоя поврежденного металла толщиной не менее 2 мм.
Дуговую сварку производят при температуре окружающего воздуха не ниже 0 °С с предварительным и сопутствующим местным или общим подогревом. Пределы изменения температуры подогрева в зависимости от марки стали и толщины свариваемого изделия приведены в табл. 4
Большинство сварных конструкций из жаропрочных перлитных сталей подвергают термической обработке для устранения структурной неоднородности, остаточных сварочных напряжений и обеспечения эксплуатационной надежности. Исключение составляют сварные соединения из хромомолибденовых и хромрмолибденованадиевых сталей толщиной менее 6 мм.
Табл. 4 Температура предварительного и сопутствующего подогрева
| Марка стали | Толщина свариваемых деталей, мм | Температура подогрева, °С |
| 12МХ, 12ХМ, 15ХМ | <10 10 …30 >30 | — 150 …300 200… 350 |
| 2ХМЛ, 12Х1МФ | <6 6…30 >30 | — 200… 350 250 …400 |
| 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ | <6 6…30 Свыше 30 | — 250 …400 300 …450 |
Примечания: 1. При многопроходной автоматической сварке под флюсом допускается снижение минимальной температуры подогрева на 50 °С. Аргонодуговую сварку корневого слоя труб допускается выполнять без подогрева. Аргонодуговую сварку корневого слоя труб допускается выполнять без подогрева. | ||
При термообработке конструкций из жаропрочных перлитных сталей используют обычно отпуск, он может применяться также как местная термическая обработка. Отпуск стабилизирует структуру (твердость) сварного соединения и снижает остаточные напряжения. С увеличением содержания хрома, молибдена, ванадия и других элементов, повышающих релаксационную стойкость сталей, температура отпуска и время выдержки должны увеличиваться. Недостатком отпуска является невозможность полного выравнивания структуры, в частности устранения разупрочненной прослойки в зоне термического влияния сварки, что может быть достигнуто только при печной термической обработке всей конструкции (табл. 5).
Табл. 5 Режимы отпуска сварных соединений, выполненных дуговой сваркой
| Марка стали | Толщина свариваемых деталей, мм | Минимальная продолжительность выдержки, ч |
| Отпуск, Т,°С = 715± 15 | ||
| 12ХМ 12ХМ 15ХМ 20ХМЛ | 10 10 … 20 20 …40 40… 80 >80 | — 1 2 3 4 |
| Отпуск, Т, °С = 735±15 | ||
| 12Х1МФ 20ХМФЛ | <6 6 … 10 10 … 20 20 … 40 40 … 80 >80 | — 1 2 3 4 5 |
| Отпуск, Т, °С = 745 ± 15 | ||
| 15Х1М1Ф 15Х1М1ФЛ 12Х2МФСР | <6 6 … 10 10 … 20 20 … 40 40 … 80 >80 | — 1 2 3 5 7 |
Примечание.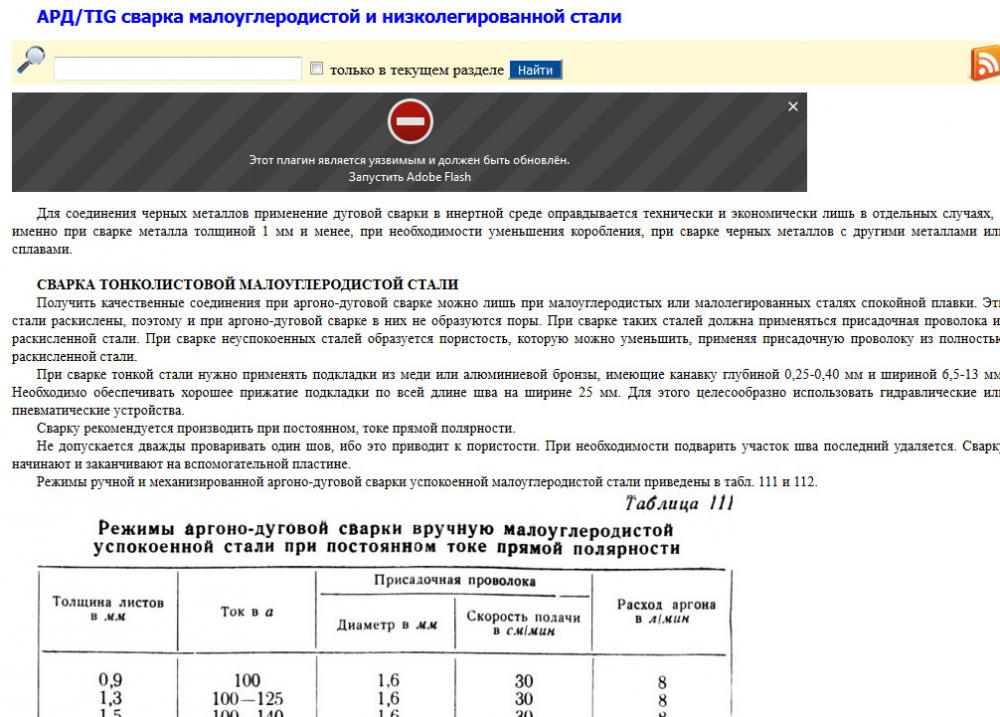 Скорость нагрева сварных соединений из хромомолибденованадиевых сталей в интервале 500 … 700 °С должна быть не менее 60 °С/ч. Скорость нагрева сварных соединений из хромомолибденованадиевых сталей в интервале 500 … 700 °С должна быть не менее 60 °С/ч. | ||
Ручную дуговую сварку жаропрочных перлитных сталей выполняют электродами с основным (фтористо-кальциевым) покрытием и стержнем из малоуглеродистой сварочной проволоки с введением легирующих элементов через покрытие. Для сварки хромомолибденовых сталей 12МХ, 15ХМ и 20ХМЛ используются электроды типа Э-09Х1М (ГОСТ 9467-75), а для сварки хромомолибденованадиевых сталей 12Х1МФ, 15Х1М1Ф, 20ХМФЛ и 15Х1М1ФЛ — электроды типа Э-09Х1МФ. Когда применение подогрева свариваемых изделий и последующей термической обработки сварных соединений невозможно или необходима сварка перлитных жаропрочных сталей с аустенитными, допускается использование электродов на никелевой основе.
Сварка в защитных газах при изготовлении сварных конструкций из жаропрочных перлитных сталей может быть двух видов: дуговая сварка плавящимся электродом в углекислом газе и аргонодуговая сварка вольфрамовым электродом.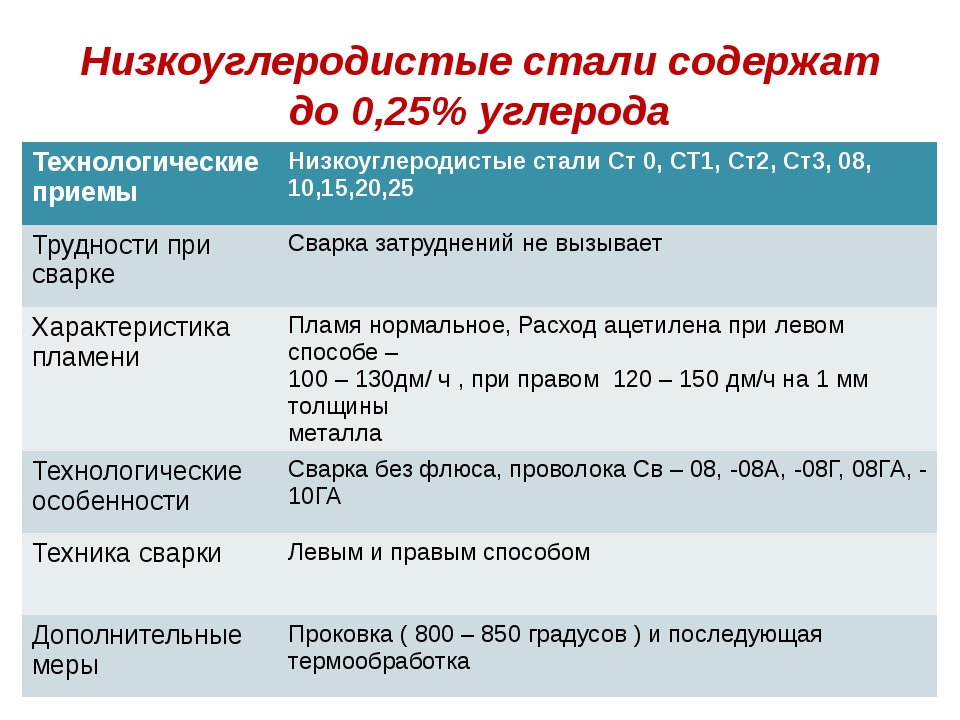 При сварке молибденовых, хромомолибденовых и хромомолибденованадиевых сталей следует использовать одну из марок проволок, содержащих молибден, хром и молибден или хром, молибден и ванадий (Св-08МХ, Св-08ХМ, Св-08ХМФА и др.), в зависимости от состава свариваемой стали.
При сварке молибденовых, хромомолибденовых и хромомолибденованадиевых сталей следует использовать одну из марок проволок, содержащих молибден, хром и молибден или хром, молибден и ванадий (Св-08МХ, Св-08ХМ, Св-08ХМФА и др.), в зависимости от состава свариваемой стали.
При сварке в углекислом газе — активном окислителе ванны — в составе проволоки обязательно кроме других легирующих элементов должны присутствовать раскислители — кремний и марганец (иногда титан). Поэтому для сварки в углекислом газе можно использовать только те проволоки, в составе которых содержатся эти элементы, в маркировке обозначенные «Г» и «С», например, Св-08Г2С, Св-08ГСМТ, Св-08ХГСМА, Св-08ХГСМФА и др. в зависимости от состава свариваемой стали и требований к механическим свойствам металла шва. Так, при сварке хромомолибденовых сталей применяется сварочная проволока Св-08ХГСМА, а при сварке хромомолибденованадиевых сталей — проволока Св-08ХГСМФА. Сварку осуществляют на постоянном токе обратной полярности. Для проволоки диаметром 1,6 мм сварочный ток составляет 140 … 200 А при напряжении на дуге 20 … 22 В, а для проволоки диаметром 2 мм ток сварки 280 … 340 А и напряжение 26 … 28 В.
Аргонодуговую сварку применяют для выполнения корневого слоя при многопроходной сварке стыков труб паропроводов, поверхностей нагрева котлов и других изделий. При сварке в среде аргона хромомолибденовых сталей используют сварочные проволоки Св-08ХМ, Св-08ХГСМА, а при сварке хромомолибденованадиевых сталей — проволоки Св-08ХМФА и СВ-08ХГСМФА. Проволоки Св-08ХМ и Св-08ХМФА допускается применять только при содержании кремния в металле проволоки не менее 0,22 %.
Сварку под слоем флюса используют для изготовления корпусов аппаратов нефтехимической промышленности и других изделий с толщиной стенки 20 мм и более. Применяют низко активные по кремнию и марганцу флюсы для достижения в металле шва низкого содержания дисперсных оксидных включений (продуктов кремнемарганцевосстановительного процесса), а также стабильности содержания Si и Мn в многослойных швах. Сварку осуществляют на постоянном токе обратной полярности.
Для уменьшения разупрочнения хромомолибденованадиевых сталей в околошовной зоне рекомендуют режимы с малой погонной энергией, поэтому используют приволоки диаметром 3 мм при токе 350 … 400 А и напряжении дуги 30 … 32 В и повышенные скорости сварки (40 … 50 м/ч). Хромомолибденовые стали можно сваривать проволоками диаметром 4 и 5 мм при силе тока 520 … 650 А и напряжении 30 … 34 В. Для сварки хромомолибденовых сталей используют проволоку марок Св-08МХ и Св-08ХМ, а для сварки хромомолибденованадиевых сталей -Св-08ХМФА.
Хромомолибденовые стали можно сваривать проволоками диаметром 4 и 5 мм при силе тока 520 … 650 А и напряжении 30 … 34 В. Для сварки хромомолибденовых сталей используют проволоку марок Св-08МХ и Св-08ХМ, а для сварки хромомолибденованадиевых сталей -Св-08ХМФА.
Сварка средне- и низкоуглеродистых низколегированных сталей: особенности технологии
Особенности технологии сварки низколегированных сталей определяются процентным содержанием в них углерода и количеством и номенклатурой легирующих элементов. Общее правило – для сварки требуются электроды, содержащие углерода, серы и водорода меньше, по сравнению с электродами, используемыми для конструкционных нелегированных сталей. Такая мера позволяет предотвратить образование кристаллизационных трещин, к которым низколегированные стали склонны в значительной степени.
Сварка низкоуглеродистых низколегированных сталей
К этой группе принадлежат железоуглеродистые сплавы с содержанием углерода до 0,22%. Такая металлопродукция востребована для создания сварных конструкций с повышенными требованиями к прочности. По технологиям сварки (ручная электродуговая, в среде защитного газа, газовая) и реакции на температурный цикл низкоуглеродистая низколегированная сталь сходна с нелегированной низкоуглеродистой. Отличием является большая склонность низколегированного сплава к появлению в шве и околошовной зоне закалочных структур при быстром охлаждении.
По технологиям сварки (ручная электродуговая, в среде защитного газа, газовая) и реакции на температурный цикл низкоуглеродистая низколегированная сталь сходна с нелегированной низкоуглеродистой. Отличием является большая склонность низколегированного сплава к появлению в шве и околошовной зоне закалочных структур при быстром охлаждении.
Особенности сварки сталей различных марок
- 09Г2С, 09Г2, 10ХСНД, 10Г2С1, 10Г2Б. Не склонны к перегреву и закалке во время сварочного процесса. Ручную электродуговую сварку этих низколегированных сталей осуществляют электродами типа Э50А, обеспечивающими равнопрочность соединения. При этом твердость и прочность металла, прилегающего ко шву, почти не отличаются от аналогичных характеристик основы.
- 14ХГС, 15ХСНД. При сварке появляются закалочные структуры, перегревается металл в околошовной зоне. Во избежание этих проблем рекомендуется производить сварку на сниженной тепловой энергии, что достигается установкой пониженного сварочного тока и применением электродов меньшего диаметра (по сравнению с низкоуглеродистыми сталями).
 Тип электродов – Э50А или Э55. При соблюдении вышеперечисленных условий сварку можно производить без ограничений по толщине свариваемых элементов при температурах выше -10°C. В диапазоне -10…-25°C требуется предварительный подогрев. Вести сварочные работы при температурах ниже -25°C с этими марками запрещено.
Тип электродов – Э50А или Э55. При соблюдении вышеперечисленных условий сварку можно производить без ограничений по толщине свариваемых элементов при температурах выше -10°C. В диапазоне -10…-25°C требуется предварительный подогрев. Вести сварочные работы при температурах ниже -25°C с этими марками запрещено. - 15Г2Ф, 15Г2СФ, 15Г2АФ – менее подвержены перегреву, по сравнению с предыдущими марками, благодаря легированию ванадием и азотом.
 Тип электродов – Э50А или Э55. При соблюдении вышеперечисленных условий сварку можно производить без ограничений по толщине свариваемых элементов при температурах выше -10°C. В диапазоне -10…-25°C требуется предварительный подогрев. Вести сварочные работы при температурах ниже -25°C с этими марками запрещено.
Тип электродов – Э50А или Э55. При соблюдении вышеперечисленных условий сварку можно производить без ограничений по толщине свариваемых элементов при температурах выше -10°C. В диапазоне -10…-25°C требуется предварительный подогрев. Вести сварочные работы при температурах ниже -25°C с этими марками запрещено.Для работы с низкоуглеродистыми низколегированными сталями рекомендуются электроды с фтористокальциевыми покрытиями: УОНИ 13/45, УОНИ 13/55, УОНИ 13/85, ОЗС-2, ЦУ-1, ЦЛ-18, НИАТ-5. Электроды с руднокислыми покрытиями при создании конструкций ответственного назначения не используются.
При изготовлении крупногабаритной продукции из сталей 09Г2С, 16ГС, 15ХСНД, 14Г2 толщиной до 160 мм чаще всего применяется электрошлаковая сварка. Рекомендуемые виды проволоки: Св-08ГС, Св-10Г2. Проволока марок Св-08А и Св-08ГА обеспечивает меньшую прочность.
Сварка среднеуглеродистых низколегированных сталей
Технология сварочного процесса для марок 18Г2Ф, 35 ХМ и им подобных аналогична сварке среднелегированных сталей. Для этих сплавов характерны: перегрев, образование закалочных структур, трещинообразование. Чем выше процентное содержание углерода и легирующих компонентов, тем больше затруднена сварка.
Особенности сварочного процесса среднеуглеродистых низколегированных сталей
- Электроды – с фтористо-кальциевым покрытием.
- Многослойные швы, выполненные каскадным и блочным методами. Длина ступени при каскадном способе составляет обычно 150-200 мм.
Замедление охлаждения сварочного шва.
Сварка низколегированных сталей высокой прочности
V.5. Сварка низколегированных сталей высокой прочности [c.343]Химический состав флюсов для сварки низколегированных сталей высокой прочности [c.344]
Помимо плавленых применяют керамические флюсы, в том числе марок АНК-3 и ЛНК-35 ( высококремнистые) для сварки конструкций из низкоуглеродистых сталей, АНК-30 и АНК-47 (низкокремнистые) для сварки конструкций из низколегированных сталей высокой прочности, марок ФЦК и ФЦК-С для сварки конструкций из высоколегированных аустенитных сталей. [c.186]
[c.186]
По металлургическому действию они чаще являются основными, реже бывают нейтральными. Их применяют для одно- и многослойной сварки низколегированных сталей повыщенной прочности в сочетании с соответствующими легированными проволоками, широко используют в судостроении, при изготовлении сосудов высокого давления и других ответственных металлоконструкций. [c.297]
Назначение. Одно и многопроходная сварка низколегированных сталей повышенной прочности при высоких требованиях к хладостойкости металла швов. [c.333]
Большинство высоколегированных сталей хорошо свариваются контактной сваркой. Низкая тепло- и электропроводность аустенитных сталей вызывает необходимость применения более жестких режимов, чем для низколегированных сталей. Повышенная прочность сталей требует увеличения усилия сжатия электродов при сварке. Сварные соединения, выполненные на оптимальном режиме, имеют высокие прочностные характеристики. [c.128]
[c.128]
ЛКЗ-70 То же Нижнее 9,5 Сварка высоко-нагруженных ответственных машиностроительных конструкций из среднеуглеродистых и низколегированных сталей повышенной прочности Сварка предс.ль-но короткой дугой. Тщательная очистка кромок. Прокалка при температуре 320—350 С [c.37]
В практике строительства особенно широко распространена арматура периодического профиля из стали марки Ст. 5, а также из низколегированных сталей. Термообработанные стали в арматуре железобетона применяют редко. Сталь высокой прочности широко используют в предварительно напряженной арматуре, но она, как правило, сварке не подвергается. Ниже приведены способы соединения арматуры. [c.715]
При сварке некоторых низколегированных сталей повышенной прочности высокие прочностные характеристики сварного соединения могут быть достигнуты только при последующей термической обработке (нормализация закалка и последующий отпуск на заданную прочность).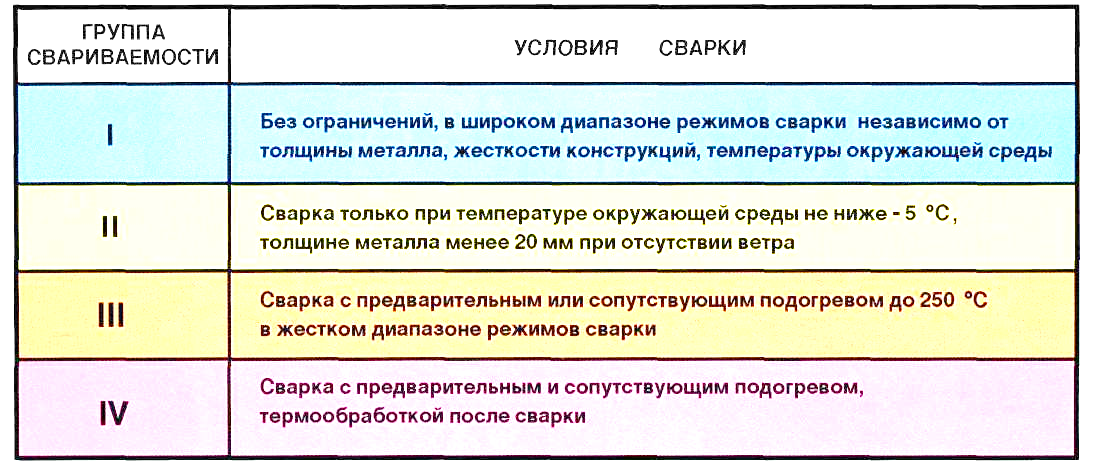 [c.48]
[c.48]
Применение конструкционных низколегированных сталей повышенной и высокой прочности, теплоустойчивых и жаропрочных хромомолибденованадиевых, нержавеющих хромоникелевых сталей, биметаллов и композиционных материалов для изготовления аппаратов актуализирует проблему механической неоднородности. Механическая неоднородность, заключающаяся в различии механических характеристик зон (шва Ш, зоны термического влияния ЗТВ и основного металла) сварного соединения, является, с одной стороны, следствием локализованных температурных полей при сварке структурно-неравновесных сталей, с другой — применения технологии сварки отличающимися по свойствам сварочных материалов с целью повышения технологической прочности. [c.93]
В низко- и среднелегированных сталях легирующие элементы вводят в основном для упрочнения. Хром и молибден способствуют некоторому повышению коррозионной стойкости стали в котловой воде и насыщенном паре.
 Упрочнение достигается в основном вследствие повышения склонности легированных сталей к прокаливаемости, упрочнения феррита и образования мелкодисперсных карбидов. Одновременно несколько ухудшаются пластические свойства и свариваемость. Сварку листов больших толщин из низколегированных сталей приходится проводить с предварительным и сопутствующим подогревом после сварки во избежание образования трещин становится необходимым высокий отпуск это усложняет технологический процесс и увеличивает трудоемкость изготовления. Однако снижается металлоемкость, так как вследствие более высокой прочности легированных сталей растут допускаемые напряжения. Многие низколегированные стали имеют заметно более низкую температуру перехода в хрупкое состояние по сравнению с углеродистыми.
[c.107]
Упрочнение достигается в основном вследствие повышения склонности легированных сталей к прокаливаемости, упрочнения феррита и образования мелкодисперсных карбидов. Одновременно несколько ухудшаются пластические свойства и свариваемость. Сварку листов больших толщин из низколегированных сталей приходится проводить с предварительным и сопутствующим подогревом после сварки во избежание образования трещин становится необходимым высокий отпуск это усложняет технологический процесс и увеличивает трудоемкость изготовления. Однако снижается металлоемкость, так как вследствие более высокой прочности легированных сталей растут допускаемые напряжения. Многие низколегированные стали имеют заметно более низкую температуру перехода в хрупкое состояние по сравнению с углеродистыми.
[c.107]Кроме простых низкоуглеродистых сталей в строительстве и вагоностроении применяют низколегированные стали. Строительные стали очень часто подвергаются сварке и не должны давать горячих или холодных трещин, и вблизи сварочного шва в зоне термического влияния по свойствам не должны отличаться от свойств исходного металла. Для этого содержание углерода не должно превышать 0,22% в низколегированных и 0,25 в простых углеродистых. Кроме хорошей свариваемости, к строительным сталям предъявляются еще следующие требования 1) высокая прочность, и ударная вязкость как при обыкновенной, так и при пониженных температурах 2) сопротивление коррозии 3) хорошие технологические свойства (обрабатываемость и штампуемость). Химический состав некоторых марок низколегированных сталей приведен в табл. 23.
[c.342]
Для этого содержание углерода не должно превышать 0,22% в низколегированных и 0,25 в простых углеродистых. Кроме хорошей свариваемости, к строительным сталям предъявляются еще следующие требования 1) высокая прочность, и ударная вязкость как при обыкновенной, так и при пониженных температурах 2) сопротивление коррозии 3) хорошие технологические свойства (обрабатываемость и штампуемость). Химический состав некоторых марок низколегированных сталей приведен в табл. 23.
[c.342]
Электродная проволока и флюс для сварки среднеуглеродистых и низколегированных сталей средней и вы
Сварка легированных и углеродистых закаливающихся сталей
Сварка легированных и углеродистых закаливающихся сталей
Категория:
Сварка металлов
Сварка легированных и углеродистых закаливающихся сталей
К сталям, интенсивно закаливающимся при сварке с образованием мартенситной и промежуточных структур, относятся следующие группы сталей: – конструкционные низко- и среднелегированные среднеуглеро-дистые стали с содержанием углерода до 0,5%. Эти стали отличаются высокой прочностью в сочетании с удовлетворительной пластичностью за счет комплексного легирования. К ним относятся стали перлитного класса 35Х, 40Х, 35Г2, 50Г2, ЗОХГТ, ЗОХГСА, 35ХГСНА и мартенситного класса ЗЗХЗНВФМА, 30Х2НМФА и др.; – жаропрочные и жаростойкие стали 15X5, 15Х5МА, 15Х5ВФ, 20ХЗМВФ, ЗОХМА, 38ХМЮА, 25Х1М1Ф и др.; – средне- и высокоуглеродистые стали 30, 35, 40, 45, 50, 60, 25Г, 35Г, 45Г.
Эти стали отличаются высокой прочностью в сочетании с удовлетворительной пластичностью за счет комплексного легирования. К ним относятся стали перлитного класса 35Х, 40Х, 35Г2, 50Г2, ЗОХГТ, ЗОХГСА, 35ХГСНА и мартенситного класса ЗЗХЗНВФМА, 30Х2НМФА и др.; – жаропрочные и жаростойкие стали 15X5, 15Х5МА, 15Х5ВФ, 20ХЗМВФ, ЗОХМА, 38ХМЮА, 25Х1М1Ф и др.; – средне- и высокоуглеродистые стали 30, 35, 40, 45, 50, 60, 25Г, 35Г, 45Г.
Высокоуглеродистые стали в сварных конструкциях, как правило, не используют. Необходимость их сварки возникает при наплавке и ремонте.
Характерными общими трудностями при сварке этих сталей являются: – образование закалочных структур при охлаждении после сварки и в связи с этим склонность к холодным трещинам; – опасность образования горячих трещин; – разупрочнение металла сварочного соединения по сравнению с основным металлом.
В зависимости от степени легирования и содержания углерода эти стали относятся к удовлетворительно, ограниченно или плохо сваривающимся сталям (см. табл. 2). Главная трудность при сварке этих сталей — образование закалочных структур и холодных трещин, поэтому основные металлургические и технологические меры по обеспечению качества сварных соединений основываются на устранении этой трудности и являются общими для большинства рассматриваемых сталей.
табл. 2). Главная трудность при сварке этих сталей — образование закалочных структур и холодных трещин, поэтому основные металлургические и технологические меры по обеспечению качества сварных соединений основываются на устранении этой трудности и являются общими для большинства рассматриваемых сталей.
Основные меры по обеспечению качественного сварного соединения. До- сварки- при составлении технологии главное внимание должно быть уделено рациональному выбору материалов: основного и присадочного металла, защитных средств. Основной металл с пониженным содержанием углерода и примесей (серы, фосфора) обладает более высокой стойкостью против холодных и горячих трещин.
Для повышения пластичности сварного шва и увеличения сопротивляемости трещинам содержание углерода в присадочном металле должно быть менее 0,15%; целесообразно предусмотреть более широкую разделку кромок, чтобы обеспечить формирование шва в основном за счет более’пластичного присадочного металла. Высокая технологическая прочность сварного шва достигается при ограничении содержания легирующих элементов в присадочной проволоке до следующих пределов, %: 0,15 С; 0,5 Si; 1,5 МП; 1,5 Gr; 2,5 Ni; 0,5 V; 1,0 Mg; 0,5 Nb.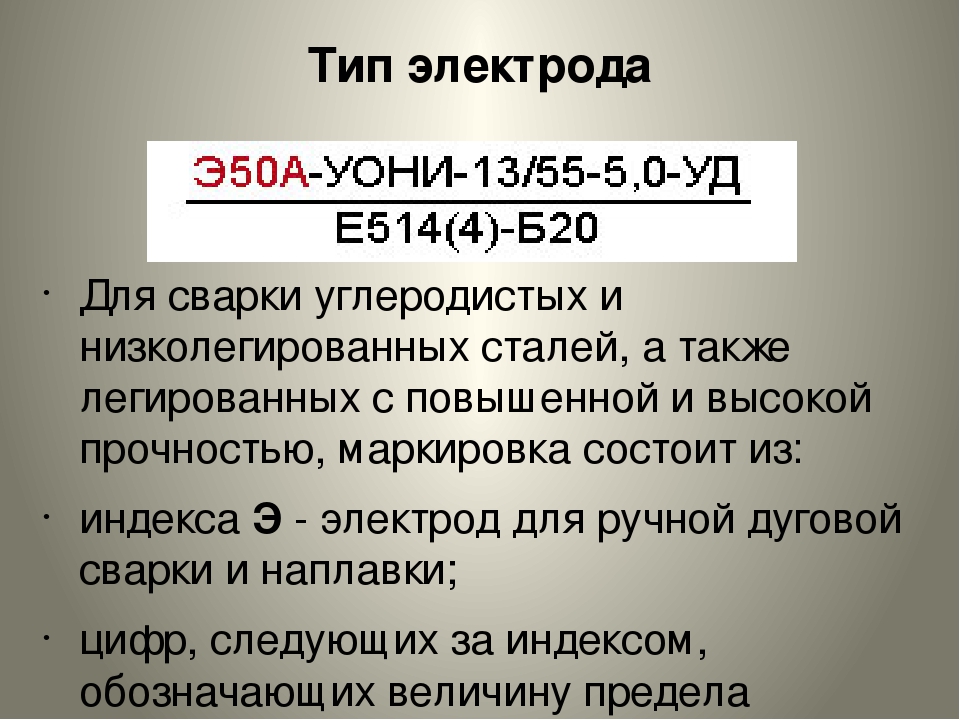
В качестве защитных средств необходимо использовать покрытия и флюсы основного типа, а также инертные газы (для легированных сталей). Для уменьшения сварочных напряжений, являющихся одной из причин образования трещин, необходимо при конструировании избегать жестких узлов, скоплений швов, пересекающихся и близко расположенных швов.
Во время сварки предусматриваются следующие технологические меры:
1. Тщательная подготовка и сборка под сварку, минимальное смещение кромок (менее 10—15% толщины), минимальный зазор, качественные прихватки и зачистка кромок;
2. Регулирование термического цикла сварки для обеспечения требуемой скорости охлаждения шва и зоны термического влияния. Скорость охлаждения регулируют изменением режимов сварки (величина тока, скорость сварки, погонная энергия), применением специальных технологических приемов (сварка короткими и длинными участками, наложение отжигающего валика, сварка горкой, каскадом и др.) и применением подогрева, который может быть предварительным, сопутствующим и последующим. Подогрев является наиболее радикальным способом регулирования скорости охлаждения и его используют, когда регулированием режимов сварки и специальными технологическими приемами не удается обеспечить требуемую скорость охлаждения и структуру сварного соединения. Чем выше содержание углерода и легирующих элементов, тем выше температура подогрева.
Подогрев является наиболее радикальным способом регулирования скорости охлаждения и его используют, когда регулированием режимов сварки и специальными технологическими приемами не удается обеспечить требуемую скорость охлаждения и структуру сварного соединения. Чем выше содержание углерода и легирующих элементов, тем выше температура подогрева.
3. Уменьшение содержания водорода в сварном шве, так как водород является одной из главных причин образования холодных трещин. Это достигается применением электродов с фтористо-кальциевыми покрытиями и основных флюсов, защитных газов с пониженной влажностью; сваркой на постоянном токе обратной полярности; тщательной подготовкой под сварку свариваемого и присадочного металла (зачистка, обезвоживание) и защитных материалов (сушка, прокалка).
4. Рациональная последовательность наложения швов с целью уменьшения остаточных напряжений и деформаций.
После сварки для предотвращения холодных трещин производят незамедлительно высокий отпуск для снятия остаточных напряжений и стабилизации структуры.
Для обеспечения равнопрочности сварного соединения после сварки производят полную термообработку изделия, которая заключается в закалке и последующем высоком отпуске или в нормализации.
Если габариты изделия и имеющееся оборудование допускают полную термообработку, то химический состав металла шва должен быть близок химическому составу основного металла.
Если полная термообработка невозможна, то проблема равно-прочности решается подбором режимов сварки и легированием через присадочную проволоку.
При сварке закаливающихся сталей применяют в основном виды сварки плавлением — ручную дуговую, под флюсом, в защитных газах, электронно-лучевую, электрошлаковую с использованием сварочных материалов, обеспечивающих заданную прочность и химический состав сварного шва.
Реклама:
Читать далее:
Сварка высоколегированных сталей
Статьи по теме:
Свариваемость материалов — алюминиевые сплавы
Знание профессии 21
Алюминий и его сплавы используются в производстве из-за их небольшого веса, хорошей коррозионной стойкости и свариваемости. Хотя обычно они имеют низкую прочность, некоторые из более сложных сплавов могут иметь механические свойства, эквивалентные сталям. Идентифицируются различные типы алюминиевых сплавов и даются рекомендации по изготовлению компонентов без ухудшения коррозионных и механических свойств материала или появления дефектов в сварном шве.
Хотя обычно они имеют низкую прочность, некоторые из более сложных сплавов могут иметь механические свойства, эквивалентные сталям. Идентифицируются различные типы алюминиевых сплавов и даются рекомендации по изготовлению компонентов без ухудшения коррозионных и механических свойств материала или появления дефектов в сварном шве.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .
Типы материалов
Поскольку чистый алюминий относительно мягкий, в него добавляются небольшие количества легирующих элементов для получения ряда механических свойств. Сплавы сгруппированы в соответствии с основными легирующими элементами, определенные коммерческие сплавы имеют четырехзначное обозначение в соответствии с международными спецификациями для деформируемых сплавов или буквенно-цифровой системой ISO.
Сплавы можно дополнительно классифицировать в соответствии со способами, с помощью которых легирующие элементы развивают механические свойства, нетермообрабатываемые или термически обрабатываемые сплавы.
Сплавы без термической обработки
Прочность материала зависит от эффекта наклепа и упрочнения твердого раствора таких легирующих элементов, как магний и марганец; легирующие элементы в основном встречаются в сплавах серий 1ххх, 3ххх и 5ххх. При сварке эти сплавы могут потерять эффекты наклепа, что приводит к размягчению ЗТВ, прилегающей к сварному шву.
Термообрабатываемые сплавы
Твердость и прочность материала зависят от состава сплава и термообработки (термообработка на твердый раствор и закалка с последующим естественным или искусственным старением приводит к тонкой дисперсии легирующих компонентов). Основные легирующие элементы определены в сериях 2ххх, 6ххх и 7ххх. Сварка плавлением перераспределяет упрочняющие составляющие в ЗТВ, что локально снижает прочность материала.
Процессы
Большинство марок ковки 1ххх, 3ххх, 5ххх, 6ххх и средней прочности 7ххх (т.е.г. 7020) можно сваривать плавлением с использованием процессов TIG, MIG и кислородно-топливной сварки.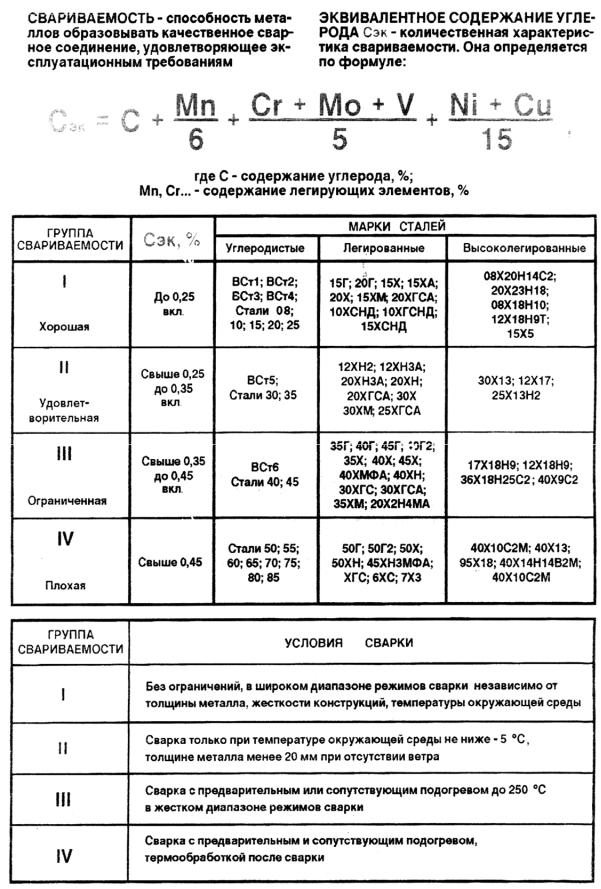 В частности, сплавы серии 5ххх обладают отличной свариваемостью. Высокопрочные сплавы (например, 7010 и 7050) и большая часть сплавов серии 2xxx не рекомендуются для сварки плавлением, поскольку они склонны к ликвации и растрескиванию при затвердевании.
В частности, сплавы серии 5ххх обладают отличной свариваемостью. Высокопрочные сплавы (например, 7010 и 7050) и большая часть сплавов серии 2xxx не рекомендуются для сварки плавлением, поскольку они склонны к ликвации и растрескиванию при затвердевании.
Метод сварки трением с перемешиванием особенно подходит для алюминиевых сплавов. Он способен производить качественную сварку многих сплавов, включая те термически обрабатываемые сплавы, которые склонны к горячему растрескиванию во время сварки плавлением.
Присадочные сплавы
Состав присадочного металла определяется по:
- Свариваемость основного металла
- Минимальные механические свойства металла шва
- коррозионная стойкость
- требования к анодному покрытию
Номинально соответствующие присадочные металлы часто используются для нетермообрабатываемых сплавов. Однако для материалов с низким содержанием сплавов и термически обрабатываемых сплавов используются несовместимые наполнители для предотвращения растрескивания при затвердевании.
Выбор состава присадочного металла для различных свариваемых сплавов определен в BS EN 1011 Pt 4: 2000 для сварки TIG и MIG; Рекомендуемые составы присадочных металлов для наиболее часто используемых сплавов приведены в таблице Таблица .
| Обозначение сплава | Химическое обозначение | Классификация | Наполнитель | Применение |
|---|---|---|---|---|
| EN AW-1080A | EN AW-Al 99.8 (А) | NHT | R-1080A | Химический завод |
| EN AW-3103 | EN AW-Al Mn1 | NHT | R-3103 | Здания, теплообменники |
| EN AW-4043A | EN AW-Al Si5 (A) | – | – | Присадочная проволока / пруток |
| EN AW-5083 | EN AW-Al Mg4,5Mn0,7 | NHT | R-5556A | Суда, вагоны, мосты |
| EN AW-5251 | EN AW-Al Mg2Mn0. 3 3 | NHT | R-5356 | Автомобили дорожные морские |
| EN AW-5356 | EN AW-Al Mg5Cr (A) | – | – | Присадочная проволока / пруток |
| EN AW-5556A | EN AW-Al Mg5Mn | – | – | Фильтровальная проволока / пруток |
| EN AW-6061 | EN AW-Al Mg1SiCu | HT | R-4043A R-5356 | Конструкционные трубы |
| EN AW-7020 | EN AW-Al Zn4.5Mg1 | HT | R-5556A | Строительные, транспортные |
| HT = термообрабатываемый, NHT = нетермический | ||||
Дефекты сварных швов
Алюминий и его сплавы легко свариваются при соблюдении соответствующих мер предосторожности. Наиболее вероятные дефекты сварных швов плавлением:
- пористость
- растрескивание
- Плохой профиль сварного шва
Пористость
Пористость часто рассматривается как неотъемлемая черта сварных швов MIG; Типичный вид мелкодисперсной пористости в сварном шве TIG показан на фотографии. Основной причиной пористости является поглощение водорода в сварочной ванне, который образует дискретные поры в затвердевающем металле сварного шва. Наиболее распространенными источниками водорода являются углеводороды и влага из загрязняющих веществ на поверхностях основного материала и присадочной проволоки, а также водяной пар из атмосферы защитного газа. Даже следовые количества водорода могут превышать пороговую концентрацию, необходимую для образования пузырьков в сварочной ванне, поскольку алюминий является одним из металлов, наиболее подверженных пористости.
Основной причиной пористости является поглощение водорода в сварочной ванне, который образует дискретные поры в затвердевающем металле сварного шва. Наиболее распространенными источниками водорода являются углеводороды и влага из загрязняющих веществ на поверхностях основного материала и присадочной проволоки, а также водяной пар из атмосферы защитного газа. Даже следовые количества водорода могут превышать пороговую концентрацию, необходимую для образования пузырьков в сварочной ванне, поскольку алюминий является одним из металлов, наиболее подверженных пористости.
Для минимизации риска необходимо проводить тщательную очистку поверхности материала и присадочной проволоки.Подходят три метода очистки; механическая очистка, обезжиривание растворителем и очистка химическим травлением.
При сварке в среде защитного газа следует избегать вовлечения воздуха, обеспечив эффективную защиту от газа и дугу от сквозняков. Также следует принять меры, чтобы избежать скопления водяного пара из газовых линий и сварочного оборудования; Перед использованием рекомендуется продуть сварочную систему примерно за час.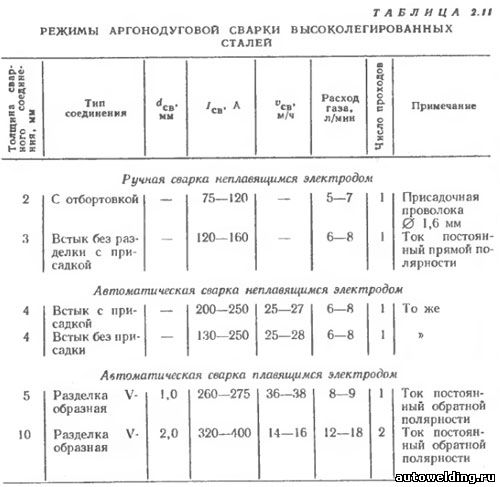
Механическая очистка
Для удаления оксидов с поверхности и загрязнений можно использовать проволочную щетку (щетина из нержавеющей стали), соскабливание или опиливание.Перед механической очисткой необходимо провести обезжиривание.
Растворители
Для удаления жира, масла, грязи и незакрепленных частиц можно использовать погружение, опрыскивание или протирание органическими растворителями.
Химическое травление
Для очистки партии можно использовать 5% раствор гидроксида натрия, но после этого следует промыть HNO 3 и водой для удаления продуктов реакции с поверхности.
Трещины затвердевания
Растрескивание возникает в алюминиевых сплавах из-за высоких напряжений, возникающих в сварном шве из-за высокого теплового расширения (вдвое больше, чем у стали), и значительного сжатия при затвердевании — обычно на 5% больше, чем в эквивалентных стальных сварных швах.
Трещины затвердевания образуются в центре сварного шва, обычно во время затвердевания распространяются вдоль осевой линии. Трещины затвердевания также возникают в кратере сварного шва в конце операции сварки. Основные причины трещин затвердевания следующие:
- Неправильная комбинация присадочная проволока / основной металл
- неправильная геометрия сварного шва
- Сварка в условиях повышенного давления
Риск растрескивания можно снизить, используя неподходящий, устойчивый к растрескиванию наполнитель (обычно из сплавов серий 4ххх и 5ххх).Недостатком является то, что получаемый металл сварного шва может иметь более низкую прочность, чем основной металл, и не поддаваться последующей термообработке. Наплавленный валик должен быть достаточно толстым, чтобы выдерживать напряжения сжатия. Кроме того, степень ограничения сварного шва может быть сведена к минимуму за счет правильной подготовки кромок, точной настройки соединения и правильной последовательности сварки.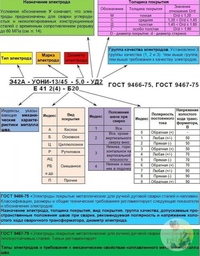
Щелочное растрескивание
Ликвационное растрескивание происходит в ЗТВ, когда на границах зерен образуются пленки с низкой температурой плавления.Они не могут выдерживать напряжения сжатия, возникающие при затвердевании и остывании металла шва. Термообрабатываемые сплавы, особенно сплавы серий 6ххх и 7ххх, более восприимчивы к этому типу растрескивания.
Риск можно снизить, используя присадочный металл с более низкой температурой плавления, чем основной металл, например, сплавы серии 6xxx сваривают с присадочным металлом 4xxx. Однако присадочный металл 4ххх не следует использовать для сварки сплавов с высоким содержанием магния (например, 5083), поскольку на границе плавления может образоваться избыточное количество силицида магния, что снизит пластичность и повысит чувствительность к трещинам.
Плохой профиль сварного шва
Неправильная настройка параметров сварки или плохая техника сварки могут привести к дефектам профиля сварного шва, таким как отсутствие проплавления, проплавление и поднутрение. Высокая теплопроводность алюминия и быстро затвердевающая сварочная ванна делают эти сплавы особенно чувствительными к дефектам профиля.
Высокая теплопроводность алюминия и быстро затвердевающая сварочная ванна делают эти сплавы особенно чувствительными к дефектам профиля.
Эта статья Job Knowledge была первоначально опубликована в Connect в октябре 1996 года. Она была обновлена, поэтому веб-страница больше не отражает в точности печатную версию.
| 1 | Понимание свариваемости: Введение I | Загрузить Подтверждено |
| 2 | Понимание свариваемости: Введение II | Загрузить Проверено |
| 3 | Свойства металла и свариваемость I | Загрузить Подтверждено |
| 4 | Свойства металла и свариваемость II | Загрузить Проверено |
| 5 | Свариваемость упрочняемых металлов | Загрузить Проверено |
| 6 | Свариваемость материалов, упрочненных напылением и упрочненных напылением | Загрузить Проверено |
| 7 | Свариваемость упрочненных металлов напылением | Загрузить Проверено |
| 8 | Свариваемость металлов Str вызвано измельчением зерна, дисперсионным упрочнением и трансформационным упрочнением | Загрузить Проверено |
| 9 | Свариваемость металлов трансформационного упрочнения | Загрузить Проверено |
| 10 | Свариваемость металлов: сочетание механизмов упрочнения | Загрузить Проверено |
| 11 | Учет свариваемости | Загрузить Проверено |
| 12 | Свариваемость углеродистой и легированной стали – I | Загрузить Проверено |
| 13 | Свариваемость углеродистой и легированной стали– II | Загрузить Проверено |
| 14 | Свариваемость углеродистой и легированной стали — III | Загрузить Проверено |
| 15 | Свариваемость низкоуглеродистой и мягкой стали | Загрузить Проверено |
| 16 | Свариваемость среднеуглеродистой и высокоуглеродистой стали | Загрузить Проверено |
| 17 | Свариваемость углерода и процессы сварки — I | Загрузить Проверено |
| 18 | Свариваемость углерода и процессы сварки — II | Загрузить Проверено |
| 19 | Свариваемость углеродистой стали и процессы сварки — III | Загрузить Проверено |
| 20 | Свариваемость углеродистой стали и радиационная сварка и термическая резка | Загрузить Проверено |
| 21 | Свариваемость высокопрочных низколегированных сталей | Загрузить Проверено |
| 22 | Свариваемость сталей Q&T — I | Загрузить Проверено |
| 23 | Свариваемость Q&T Стали- II | Do wnload Проверено |
| 24 | Свариваемость сталей Q&T — III | Загрузить Проверено |
| 25 | Свариваемость сталей Q&T — IV | Загрузить Проверено |
| 26 | Свариваемость стали HTLA — I | Загрузить Проверено |
| 27 | Свариваемость HTLA Steel — II | Загрузить Проверено |
| 28 | Свариваемость Cr-Mo стали — I | Загрузить Проверено |
| 29 | Свариваемость Cr-Mo стали — II | Загрузить Проверено |
| 30 | Свариваемость Cr-Mo стали — III | Загрузить Проверено |
| 31 | Свариваемость стали с предварительно нанесенным покрытием — I | Загрузить Проверено |
| 32 | Свариваемость стали с предварительно нанесенным покрытием — II | Загрузить Проверено |
| 33 | Свариваемость нержавеющей стали — I | Загрузить Проверено |
| 34 | Свариваемость нержавеющей стали — II | Загрузить Проверено |
| 35 | Свариваемость Мартенситная нержавеющая сталь — I | Загрузить Проверено |
| 36 | Свариваемость мартенситной нержавеющей стали — II | Загрузить Проверено |
| 37 | Свариваемость ферритной нержавеющей стали — I | Загрузить Проверено |
| 38 | Свариваемость аустенитной нержавеющей стали — I | Загрузить Проверено |
| 39 | Свариваемость аустенитной нержавеющей стали — II | Загрузить Проверено |
| 40 | Свариваемость нержавеющей стали PH | скачать Проверено |
ОБЩЕЕ ОПИСАНИЕ И СВАРИВАЕМОСТЬ ЧЕРНЫХ МЕТАЛЛОВ 7-10.СТАЛЬ С НИЗКИМ УГЛЕРОМа. Общие . К низкоуглеродистой (мягкой) стали относятся стали с содержанием углерода до 0,30 процента (рис. 7-7). В большинстве низкоуглеродистых сталей содержание углерода составляет от 0,10 до 0,25 процента, марганца — от 0,25 до 0,50 процента, фосфора — не более 0,40 процента, а серы — не более 0,50 процента. Стали этого диапазона наиболее широко используются для промышленного производства и строительства. Эти низкоуглеродистые стали не затвердевают при сварке, и поэтому не требуют предварительного нагрева или последующего нагрева, за исключением особых случаев, например, когда необходимо сваривать тяжелые секции.В целом при сварке низкоуглеродистых сталей трудностей не возникает. Правильно выполненные сварные швы из низкоуглеродистой стали будут равны прочности основного металла или превосходить его. Низкоуглеродистые стали мягкие, пластичные, их можно прокатывать, штамповать, резать и обрабатывать как в горячем, так и в холодном состоянии. Они поддаются механической обработке и легко свариваются. Литая сталь имеет шероховатую темно-серую поверхность, за исключением обработанных на станке. Прокат имеет тонкие линии на поверхности, идущие в одном направлении. Кованую сталь обычно узнают по форме, следам от молотков или ребрам.Цвет излома — ярко-кристаллический серый, а искровой тест дает искры с длинными желто-оранжевыми полосами, которые имеют тенденцию превращаться в белые раздвоенные бенгальские огни. При плавлении сталь выделяет искры и почти мгновенно затвердевает. Низкоуглеродистые стали можно легко сваривать любыми способами дуговой, газовой или контактной сварки. б. Для сварки низкоуглеродистой стали следует использовать прутки с медным покрытием. Размеры стержней для листов различной толщины следующие:
ПРИМЕЧАНИЕ Стержни от 5/16 до 3/8 дюйма(От 7,9 до 9,5 мм) доступны для тяжелой сварки. Тем не менее, тяжелые сварные швы можно выполнить с помощью стержней 3/16 или 1/4 дюйма (4,8 или 6,4 мм), правильно контролируя лужу и скорость плавления стержня. г. Соединения могут быть подготовлены газовой резкой или механической обработкой. Тип подготовки (рис. 7-8) определяется толщиной листа и положением сварки. г. Пламя должно быть нейтральным. В зависимости от толщины свариваемых пластин можно использовать метод сварки спереди или сзади. e. Расплавленный металл не следует перегревать, так как это вызовет кипение металла и чрезмерное искрение. В результате зернистая структура металла сварного шва будет большой, прочность будет снижена, а сварной шов будет сильно поврежден. ф. Низкоуглеродистые стали не затвердевают в зоне плавления в результате сварки. г. Дуговая сварка металла . (1) При дуговой сварке низкоуглеродистых сталей можно использовать электроды с экранированной дугой без покрытия, с тонким покрытием или с толстым покрытием.Эти электроды относятся к низкоуглеродистому типу (от 0,10 до 0,14 процента). (2) Листы или листовые материалы с низким содержанием углерода, подвергшиеся воздействию низких температур, перед сваркой следует слегка нагреть до комнатной температуры. (3) При сварке листового металла толщиной до 3,2 мм (1/8 дюйма) может использоваться подготовка кромок для торцевых стыков с прямым квадратным стыком. Когда в этих материалах должны свариваться длинные швы, края должны быть разнесены, чтобы учесть усадку, потому что наплавленный металл имеет тенденцию стягивать пластины вместе.Эта усадка менее значительна при дуговой сварке, чем при газовой сварке, и зазора примерно в 1/8 дюйма (3,2 мм) будет достаточно. (4) Для коротких швов, фиксируемых на месте, следует использовать технику сварки обратным шагом или пропуском. Это предотвратит коробление или деформацию и сведет к минимуму остаточные напряжения. (5) Тяжелые пластины должны иметь фаску, чтобы обеспечить угол наклона до 60 градусов, в зависимости от толщины. Детали следует прихватывать через короткие промежутки времени вдоль шва.Первый, или корневой, валик должен быть выполнен с помощью электрода достаточно малого диаметра, чтобы обеспечить хорошее проплавление и сплавление в основании соединения. Для этой цели подходит электрод 1/8 или 5/32 дюйма (3,2 или 4,0 мм). Перед нанесением дополнительных слоев сварочного металла первый валик следует тщательно очистить путем скалывания и чистки проволочной щеткой. Дополнительные проходы присадочного металла следует выполнять с помощью электрода 5/32 или 3/16 дюйма (4,0 или 4,8 мм). Проходы должны выполняться плетением для плоского, горизонтального или вертикального положения.При сварке над головой наилучшие результаты достигаются при использовании струнных валиков по всему шву. (6) При сварке тяжелых профилей, имеющих фаску с обеих сторон, валики плетения следует укладывать попеременно с одной стороны, а затем с другой. Это уменьшит степень деформации сварной конструкции. Перед нанесением дополнительного металла каждый валик следует тщательно очистить, чтобы удалить всю окалину, оксиды и шлак. Движение электрода должно контролироваться так, чтобы валик был однородным по толщине и не допускал подрезов и перекрытий на краях сварного шва.Все шлаки и оксиды должны быть удалены с поверхности сварного шва, чтобы предотвратить ржавление. ч. Углеродно-дуговая сварка . Листы с низким содержанием углерода и лист толщиной до 3/4 дюйма (19,0 мм) можно сваривать с использованием процесса дуговой сварки углем. Дуга зажигается по краям пластины, которые подготавливаются аналогично тому, как это требуется для дуговой сварки металла. На соединение следует нанести флюс и добавить присадочный металл, как при кислородно-ацетиленовой сварке. Вокруг расплавленного основания должен быть предусмотрен газовый экран.Также должен быть предусмотрен присадочный металл с помощью сварочного стержня с флюсовым покрытием. Сварку нужно производить без перегрева расплавленного металла. Несоблюдение этих мер предосторожности может привести к тому, что металл сварного шва поглотит чрезмерное количество углерода из электрода, кислорода и азота из воздуха, а также станет причиной хрупкости сварного соединения. 7-11. СРЕДНИЙ УГЛЕРОДАа. Общие . Среднеуглеродистые стали — это нелегированные стали, содержащие от 0.От 30 до 0,55 процентов углерода. Эти стали могут подвергаться термообработке после изготовления и использоваться для общей механической обработки и ковки деталей, требующих твердости и прочности поверхности. Выпускаются в прутковой форме в холоднокатаном или нормализованном и отожженном состоянии. При сварке термообработанных сталей их следует предварительно нагреть от 300 до 500 ° F (от 149 до 260 ° C) в зависимости от содержания углерода (от 0,25 до 0,45 процента) и толщины стали. Температуру предварительного нагрева можно проверить, приложив полоску припоя 50-50 (точка плавления 450 ° F (232 ° C)) к пластине в месте соединения и отметив, когда припой начинает плавиться.Во время сварки зона сварного шва затвердеет при быстром охлаждении, и после сварки необходимо снять напряжение. Среднеуглеродистые стали можно сваривать любым способом: дуговой, газовой или контактной сваркой. б. При более высоком содержании углерода и марганца следует использовать электроды с низким содержанием водорода, особенно в более толстых секциях. Электроды с низким содержанием углерода, с толстым покрытием, прямой или обратной полярности, аналогичные тем, которые используются для дуговой сварки низкоуглеродистых сталей, подходят для сварки среднеуглеродистых сталей. г. Перед сваркой мелкие детали следует отжечь для придания им мягкости. Детали следует предварительно нагреть в месте стыка и сварить присадочным прутком, обеспечивающим термическую обработку швов. После сварки вся деталь должна быть подвергнута термообработке для восстановления первоначальных свойств. г. Для сварки среднеуглеродистых сталей можно использовать как низкоуглеродистый, так и высокопрочный пруток. Сварочное пламя должно быть настроено на легкое науглероживание, а лужа металла должна быть как можно меньше, чтобы соединение было прочным.Сварка науглероживающим пламенем вызывает быстрый нагрев металла, так как тепло выделяется, когда сталь поглощает углерод. Это позволяет выполнять сварку на более высоких скоростях. e. Следует позаботиться о медленном охлаждении деталей после сварки, чтобы предотвратить растрескивание сварного шва. Для снятия напряжений со всей свариваемой детали необходимо нагреть ее до температуры от 1100 до 1250 ° F (от 593 до 677 ° C) в течение одного часа на дюйм (25,4 мм) толщины, а затем медленно охладить. Охлаждение может осуществляться путем покрытия деталей огнеупорным материалом или песком. ф. Среднеуглеродистые стали можно паять с использованием предварительного нагрева от 200 до 400 ° F (от 93 до 204 ° C), хорошего бронзового стержня и припоя. Однако эти стали лучше сваривать дуговой сваркой с использованием электродов, экранированных из низкоуглеродистой стали. г. При сварке низкоуглеродистой стали помните о следующих общих технологиях: (1) Пластины должны быть подготовлены к сварке аналогично тому, как это используется для сварки низкоуглеродистых сталей.При сварке электродами из низкоуглеродистой стали необходимо тщательно контролировать температуру сварки, чтобы избежать перегрева металла шва и чрезмерного проникновения в боковые стенки соединения. Этот контроль достигается за счет направления электрода больше на ранее нанесенный присадочный металл, прилегающий к боковым стенкам, чем непосредственно к боковым стенкам. При использовании этой процедуры металл сварного шва вымывается из стороны в сторону стыка и плавится с ним без глубокого или чрезмерного проникновения. (2) Высокая температура сварки приведет к тому, что большие участки основного металла в зоне плавления, прилегающей к сварным швам, станут твердыми и хрупкими. Площадь этих твердых зон в основном металле можно свести к минимуму, выполнив сварку серией небольших нитей или переплетений, которые ограничат тепловложение. Каждый валик или слой наплавленного металла будет измельчать зерно в сварном шве непосредственно под ним, а также отжигать и уменьшать твердость, полученную в основном металле предыдущим валиком. (3) По возможности, готовое соединение следует подвергнуть термообработке после сварки. Снятие напряжений обычно используется при соединении низкоуглеродистой стали, а высокоуглеродистые сплавы следует отжигать. (4) При сварке среднеуглеродистых сталей электродами из нержавеющей стали металл следует наносить в виде валиков, чтобы предотвратить растрескивание металла шва в зоне плавления. При наплавке металла шва в верхние слои сварных швов, выполненных на тяжелых участках, вращательное движение электрода не должно превышать трех диаметров электрода. (5) Каждый последующий валик сварного шва должен быть снят, зачищен щеткой и очищен перед укладкой следующего валика. 7-12. ВЫСОКОуглеродистая стальа. Общие . К высокоуглеродистым сталям относятся стали с содержанием углерода более 0,55%. Необработанная поверхность высокоуглеродистой стали темно-серого цвета и похожа на поверхность других сталей. Высокоуглеродистые стали обычно дают очень мелкозернистый излом, более белый, чем низкоуглеродистые стали.Инструментальная сталь тверже и хрупче, чем листовая сталь или другой низкоуглеродистый материал. Высокоуглеродистая сталь может быть закалена путем нагревания до хорошего красного цвета и закалки в воде. Низкоуглеродистая сталь, кованое железо и стальные отливки не подлежат закалке. Расплавленная высокоуглеродистая сталь ярче низкоуглеродистой стали, а поверхность плавления имеет ячеистый вид. У нее более легкая искра, чем у низкоуглеродистой (мягкой) стали, и искры более белые. Эти стали используются для производства инструментов, которые после изготовления подвергаются термообработке для создания твердой структуры, необходимой для выдерживания высокого напряжения сдвига и износа.Они производятся в виде стержней, листов и проволоки, а также в отожженном или нормализованном и отожженном состоянии, чтобы быть пригодными для механической обработки перед термообработкой. Высокоуглеродистые стали трудно сваривать из-за закаливающего воздействия тепла на сварное соединение. Из-за высокого содержания углерода и термической обработки, обычно применяемой для этих сталей, их основные свойства ухудшаются при дуговой сварке. б. Тепло сварки изменяет свойства высокоуглеродистой стали вблизи сварного шва.Для восстановления первоначальных свойств необходима термическая обработка. г. Перед сваркой высокоуглеродистые стали следует предварительно нагреть от 500 до 800 ° F (от 260 до 427 ° C). Температуру предварительного нагрева можно проверить с помощью сосновой палки, которая при этих температурах обугливается. г. Поскольку высокоуглеродистые стали плавятся при более низких температурах, чем низко- и среднеуглеродистые стали, следует проявлять осторожность, чтобы не перегреть сварной шов или основной металл. О перегреве свидетельствует чрезмерное искрение расплавленного металла.Сварка должна быть завершена как можно скорее, а количество искры должно использоваться для контроля сварочного тепла. Пламя должно быть настроено на науглероживание. Этот тип пламени способствует образованию прочных сварных швов. e. Для сварки следует использовать сварочный пруток со средним или высоким содержанием углерода. После сварки необходимо снять напряжение со всей детали путем нагревания до температуры от 1200 до 1450 ° F (от 649 до 788 ° C) в течение одного часа на дюйм (25,4 мм) толщины, а затем медленного охлаждения.Если детали можно легко размягчить перед сваркой, для соединения следует использовать сварочный стержень с высоким содержанием углерода. Затем всю деталь следует подвергнуть термообработке для восстановления исходных свойств основного металла. ф. В некоторых случаях мелкий ремонт этих сталей можно выполнить пайкой. Для этого процесса не требуются такие высокие температуры, как при сварке, поэтому на свойства основного металла это серьезно не влияет. Пайку следует использовать только в особых случаях, поскольку прочность соединения не такая высокая, как у исходного основного металла. г. С высокоуглеродистой сталью можно использовать электроды из мягкой или нержавеющей стали. ч. Дуговая сварка высокоуглеродистых сталей требует критического контроля температуры сварного шва. Следует помнить о следующих методах: (1) Теплота сварки должна быть отрегулирована для обеспечения хорошего плавления боковых стенок и основания стыка без чрезмерного провара. Контроль нагрева сварочного шва может быть осуществлен путем наплавки металла шва небольшими валиками.Следует избегать чрезмерного образования луж на металле, поскольку это может привести к отрыву углерода от основного металла, что, в свою очередь, сделает металл сварного шва твердым и хрупким. Сплав присадочного металла и боковых стенок должен быть ограничен узкой зоной. Используйте процедуру поверхностной сварки, предписанную для среднеуглеродистых сталей (пп. 7-11). (2) Та же процедура подготовки кромок, очистки сварных швов и последовательности сварочных швов, которая предписана для низко- и среднеуглеродистых сталей, также применяется к высокоуглеродистым сталям. (3) Небольшие детали из высокоуглеродистой стали иногда ремонтируют путем наращивания изношенных поверхностей. Когда это будет сделано, кусок следует отжечь или размягчить, нагревая до красного огня и медленно остывая. Затем деталь следует сварить или укрепить электродами из среднеуглеродистой или высокопрочной стали и после сварки подвергнуть термообработке для восстановления ее первоначальных свойств. 7-13. ИНСТРУМЕНТАЛЬНАЯ СТАЛЬа. Общие . Стали, используемые для изготовления инструментов, пуансонов и штампов, являются, пожалуй, самыми твердыми, прочными и жесткими сталями, используемыми в промышленности.Как правило, инструментальные стали — это стали от среднего до высокоуглеродистого, в которые в различных количествах включены определенные элементы для обеспечения особых характеристик. Искровой тест показывает умеренно большой объем белых искр с множеством мелких повторяющихся вспышек. б. Углерод входит в состав инструментальной стали, чтобы помочь упрочнить сталь для обеспечения устойчивости к резанию и износу. Другие элементы добавляются для обеспечения большей прочности или прочности. В некоторых случаях добавляются элементы, чтобы сохранить размер и форму инструмента во время операции закалки при термообработке или сделать операцию закалки более безопасной и обеспечить красную твердость, чтобы инструмент сохранял свою твердость и прочность, когда он становится очень горячим.В составе инструментальных сталей преобладающим элементом является железо. Другие добавленные элементы включают хром, кобальт, марганец, молибден, никель, вольфрам и ванадий. Инструментальная или штамповая сталь предназначена для специальных целей, которые зависят от состава. Некоторые инструментальные стали изготавливаются для изготовления штампов; одни предназначены для изготовления форм, другие — для горячей обработки, а третьи — для высокоскоростной резки. г. Другой способ классификации инструментальных сталей — по типу закалки, необходимой для упрочнения стали.Наиболее жесткой закалкой после нагрева является закалка в воде (водоотверждаемые стали). Менее жесткой закалкой является закалка в масле, получаемая при охлаждении инструментальной стали в масляных ваннах (закаленные в масле стали). Наименее резкая закалка — охлаждение на воздухе (закаленные на воздухе стали). г. Инструментальные стали и штампы также можно классифицировать в соответствии с работой, которую должен выполнять инструмент. Это основано на количестве классов. (1) Стали класса I используются для изготовления инструментов, которые работают с режущими или режущими действиями, таких как отрезные штампы, режущие штампы, вырубные штампы и обрезные штампы. (2) Стали класса II используются для изготовления инструментов, которые создают желаемую форму детали, заставляя обрабатываемый материал, горячий или холодный, течь под действием напряжения. Сюда входят штампы для волочения, формовочные штампы, переходные штампы, штамповочные штампы, пластиковые формы и штампы для литья под давлением. (3) Стали класса III используются для изготовления инструментов, которые воздействуют на обрабатываемый материал, частично или полностью реформируя его без изменения фактических размеров.Сюда входят гибочные матрицы, гибочные матрицы и гибочные матрицы. (4) Стали класса IV используются для изготовления штампов, работающих под высоким давлением и создающих поток металла или другого материала, придающий им желаемую форму. Сюда входят штампы для обжима, штампы для тиснения, штампы для товарных позиций, штампы для экструзии и штампы для кольцевания. e. Стали в группе инструментальных сталей имеют содержание углерода от 0,83 до 1,55 процента. Их редко сваривают дуговой сваркой из-за чрезмерной твердости в зоне плавления основного металла.Если необходимо выполнить дуговую сварку, можно использовать электроды из низкоуглеродистой или нержавеющей стали. ф. При сварке инструментальных сталей необходимо использовать равномерно высокие температуры предварительного нагрева (до 1000 ° F (583 ° C)). г. Как правило, следует соблюдать те же меры предосторожности, что и при сварке высокоуглеродистых сталей. Сварочный раструб следует настроить на науглероживание, чтобы предотвратить выгорание углерода в металле шва. Сварку нужно производить как можно быстрее, стараясь не перегреть расплавленный металл.После сварки сталь следует подвергнуть термообработке для восстановления первоначальных свойств. ч. Буровые штанги можно использовать в качестве присадочных стержней, поскольку их высокое содержание углерода близко к содержанию инструментальных сталей. я. Флюс, пригодный для сварки чугуна, следует использовать в небольших количествах для защиты лужи высокоуглеродистой стали и для удаления оксидов в металле шва. Дж. Сварочная техника . При сварке инструментальных сталей следует учитывать следующие методы: (1) Если свариваемые детали небольшие, их следует отжечь или размягчить перед сваркой.Затем края следует предварительно нагреть до 1000 ° F (538 ° C), в зависимости от содержания углерода и толщины листа. Сварку следует производить электродом из низкоуглеродистой стали или высокопрочным электродом. (2) Высокоуглеродистые электроды нельзя использовать для сварки инструментальной стали. Углерод, захваченный присадочным металлом из основного металла, приведет к тому, что сварной шов станет твердым как стекло, тогда как металл сварного шва из мягкой стали может поглощать дополнительный углерод, не становясь чрезмерно твердым. Затем сварную деталь следует подвергнуть термообработке для восстановления ее первоначальных свойств. (3) При сварке электродами из нержавеющей стали край пластины следует предварительно нагреть, чтобы предотвратить образование твердых зон в основном металле. Металл сварного шва следует наносить небольшими валиками, чтобы свести к минимуму тепловложение. В общем, процедура нанесения такая же, как и для средне- и высокоуглеродистых сталей. к. Существует четыре типа штамповой стали, ремонтопригодной для сварки. Это штампы для закалки в воде, штампы для закалки в масле, штампы для закалки на воздухе и инструменты для горячей обработки.Также можно отремонтировать быстроходные инструменты. 7-14. ВЫСОКОПРОЧНЫЕ СПЛАВНЫЕ СТАЛИа. Общие . Было разработано большое количество и разнообразие высокопрочных, высокотвердых, коррозионно-стойких сталей, обладающих стойкостью и другими особыми свойствами. Для большинства этих сталей требуется специальный процесс термообработки для достижения желаемых характеристик в готовом состоянии. Легированные стали обладают большей прочностью и долговечностью, чем другие углеродистые стали, и данная прочность обеспечивается меньшим весом материала. г. К легированным сталям высокой твердости относятся следующие: (1) Стали, легированные хромом . Хром используется в качестве легирующего элемента в углеродистых сталях для повышения прокаливаемости, коррозионной стойкости и ударопрочности, а также обеспечивает высокую прочность с небольшой потерей пластичности. Хром в больших количествах укорачивает искровой поток вдвое по сравнению с той же сталью без хрома, но не влияет на яркость потока. (2) Никелевые легированные стали .Никель увеличивает ударную вязкость, прочность и пластичность сталей и снижает температуру закалки, поэтому для закалки используется закалка в масле, а не в воде. Никелевая искра имеет короткую резко очерченную полосу яркого света прямо перед вилкой. (3) Стали с высоким содержанием хромоникелевых сплавов (нержавеющие) . Эти высоколегированные стали имеют широкий диапазон составов. Их нержавеющие, коррозионные и жаропрочные свойства меняются в зависимости от содержания сплава и обусловлены образованием очень тонкой оксидной пленки, которая образуется на поверхности металла.Искры соломенного цвета возле точильного круга и белые в конце полосы. Имеется средний объем полос с умеренным количеством разветвленных пакетов. (4) Марганцевые легированные стали . Марганец используется в стали для повышения прочности, износостойкости, облегчения горячей прокатки и ковки. Повышение содержания марганца снижает свариваемость стали. Стали, содержащие марганец, создают искру, похожую на угольную искру. Умеренное повышение содержания марганца увеличивает объем искровой струи и интенсивность вспышек.Сталь, содержащая больше, чем нормальное количество марганца, будет давать искру, аналогичную высокоуглеродистой стали с более низким содержанием марганца. (5) Молибденовые легированные стали . Молибден увеличивает прокаливаемость, то есть глубину затвердевания, возможную при термообработке. Ударно-усталостные свойства стали улучшены за счет содержания молибдена до 0,60%. При содержании молибдена более 0,60% ухудшается собственно ударная усталость. Износостойкость улучшается при содержании молибдена выше примерно 0.75 процентов. Иногда молибден объединяют с хромом, вольфрамом или ванадием для получения желаемых свойств. Стали, содержащие этот элемент, дают характерную искру с отделенным наконечником стрелы, похожую на искру из кованого железа, которую можно увидеть даже при довольно сильных выбросах углерода. Стали из молибденовых сплавов содержат никель и / или хром. (6) Стали, легированные титаном и колумбием (ниобием) . Эти элементы используются в качестве дополнительных легирующих добавок в коррозионно-стойких сталях с низким содержанием углерода.Они поддерживают стойкость к межкристаллитной коррозии после того, как металл подвергается воздействию высоких температур в течение длительного периода времени. (7) Вольфрамовые легированные стали . Вольфрам, как легирующий элемент в инструментальной стали, имеет тенденцию давать мелкое плотное зерно при использовании в относительно небольших количествах. При использовании в больших количествах, от 17 до 20 процентов, и в сочетании с другими сплавами, вольфрам дает сталь, сохраняющую твердость при высоких температурах.Этот элемент обычно используется в сочетании с хромом или другими легирующими добавками. В искровом испытании вольфрам будет иметь тускло-красный цвет в искровом потоке возле колеса. Это также укорачивает искровой поток и уменьшает размер или полностью исключает выброс углерода. Вольфрамовая сталь, содержащая около 10 процентов вольфрама, вызывает короткие изогнутые оранжевые острия на концах несущих линий. Еще более низкое содержание вольфрама вызывает появление небольших белых вспышек на конце пети копья.Несущие линии могут быть от тускло-красного до оранжевого, в зависимости от других присутствующих элементов, при условии, что содержание вольфрама не слишком велико. (8) Ванадиевые легированные стали . Ванадий используется для контроля размера зерна. Он имеет тенденцию к повышению закаливаемости и вызывает заметную вторичную твердость, но устойчив к отпуску. Его добавляют в сталь во время производства для удаления кислорода. Легированные стали, содержащие ванадий, создают искры с отделенными наконечниками стрелок на конце несущей линии, подобные искрам, возникающим в молибденовых сталях. (9) Кремнистые легированные стали . Кремний добавляется в сталь для повышения прокаливаемости и коррозионной стойкости. Его часто используют с марганцем для получения прочной, вязкой стали. (10) Быстрорежущие инструментальные стали . Эти стали обычно представляют собой специальные сплавы, предназначенные для режущих инструментов. Содержание углерода колеблется от 0,70 до 0,80 процента. Их трудно сваривать, кроме как индукционным методом.Искровой тест покажет несколько длинных раздвоенных лопаток, которые имеют красный цвет около колеса и соломенный цвет около конца искровой струи. г. Многие из этих сталей можно сваривать с помощью электрода с толстым покрытием типа экранированной дуги, состав которого аналогичен составу основного металла. Электроды с низким содержанием углерода также могут использоваться с некоторыми сталями. Электроды из нержавеющей стали эффективны там, где предварительный нагрев невозможен или нежелателен. По возможности термообработанные стали следует предварительно нагревать, чтобы свести к минимуму образование твердых зон или слоев в основном металле, прилегающем к сварному шву.Расплавленный металл не должен перегреваться, а жар при сварке следует контролировать, наплавляя металл узкими валиками. Во многих случаях процедуры сварки среднеуглеродистых сталей (параграфы 7-11) и высокоуглеродистых сталей (параграфы 7-12) могут использоваться при сварке легированных сталей. 7-15. КОНСТРУКЦИОННАЯ СТАЛЬ С ВЫСОКОЙ ПРОЧНОСТЬЮ, С НИЗКИМ ЛЕГКИМа. Общие . Низколегированные конструкционные стали с высоким пределом текучести (конструкционные легированные стали) — это специальные стали, прошедшие отпуск для получения исключительной прочности и долговечности.Специальные сплавы и общий состав этих сталей требуют специальной обработки для получения удовлетворительных сварных швов. Эти стали представляют собой специальные низкоуглеродистые стали, содержащие специфические небольшие количества легирующих элементов. Их закаливают и отпускают, чтобы получить предел текучести от 90 000 до 100 000 фунтов на квадратный дюйм (от 620 550 до 689 500 кПа) и предел прочности на разрыв от 100 000 до 140 000 фунтов на квадратный дюйм (от 689 500 до 965 300 кПа), в зависимости от размера и формы. Конструкционные элементы, изготовленные из этих высокопрочных сталей, могут иметь меньшие площади поперечного сечения, чем обычные конструкционные стали, и при этом иметь равную прочность.Эти стали также более устойчивы к коррозии и истиранию, чем другие стали. При испытании на искру эти сплавы создают искру, очень похожую на искру с низким содержанием углерода. б. Сварочная техника . Надежная сварка низколегированных конструкционных сталей с высоким пределом текучести может выполняться при соблюдении следующих правил: ВНИМАНИЕ Для предотвращения растрескивания под валиком при сварке низколегированных конструкционных сталей с высоким пределом текучести следует использовать только электроды с низким содержанием водорода. (1) Правильные электроды. Водород — враг номер один для прочных сварных швов легированных сталей; поэтому используйте только электроды с низким содержанием водорода (MIL-E-18038 или MIL-E-22200/1), чтобы предотвратить растрескивание под валиком. Растрескивание под валиком возникает из-за того, что водород захватывается покрытием электрода, выделяется в дугу и поглощается расплавленным металлом. (2) Контроль влажности электродов. Если электроды находятся в герметичном контейнере, поместите их сразу после открытия контейнера в вентилируемую печь для выдержки, установленную на 250–300 ° F (121–149 ° C).Если электроды не находятся в герметичном контейнере, поместите их в вентилируемую печь для выпечки и запекайте в течение 1-1 / 4 часа при 800 ° F (427 ° C). Запеченные электроды, пока они еще теплые, должны быть помещены в печь для выдержки до использования. Электроды должны быть сухими, чтобы исключить поглощение водорода. Тестирование на влажность должно проводиться в соответствии с MIL-E-22200. ПРИМЕЧАНИЕ Стабилизатор влажности NSN 3439-00-400-0090 — идеальная печь для выдержки в полевых условиях (MIL-M-45558). г. Выбор электрода с низким содержанием водорода. Электроды идентифицируются по классификационным номерам, которые всегда указаны на контейнерах электродов. Для покрытий с низким содержанием водорода два последних числа в классификации должны быть 15, 16 или 18. Чаще всего используются электроды диаметром 5/32 и 1/8 дюйма (4,0 и 3,2 мм), поскольку они больше подходит для всех видов сварки этой стали. В Таблице 7-14 перечислены электроды, используемые для сварки низколегированных конструкционных сталей с высоким пределом текучести.Таблица 7-15 представляет собой список электродов, используемых в настоящее время в системе снабжения армии. г. Выбор комбинаций проволока-флюс и проволока-газ . Проволочные электроды для дуговой сварки под флюсом и в среде защитного газа не классифицируются по прочности. Сварочная проволока и комбинации проволока-флюс, используемые для снятия напряжений в сталях, должны содержать не более 0,05 недавнего ванадия. Сваривать металл более 0.05% ванадия может стать хрупким при снятии напряжения. При использовании процессов дуговой сварки под флюсом или газовой дуговой сварки для сварки конструкционных сталей с высоким пределом текучести и низколегированных конструкционных сталей с низкопрочными сталями комбинация проволока-флюс и проволока-газ должна быть такой же, как и для низкопрочных сталей. e. Предварительный нагрев . Для сварочных пластин толщиной менее 1,0 дюйма (25,4 мм) температура выше 50 ° F (10 ° C) не требуется, за исключением случаев удаления с поверхности металла влаги. Таблица 7-16 содержит рекомендуемые температуры предварительного нагрева. ф. Тепловая сварка . (1) Общие . Важно избегать чрезмерной концентрации тепла, чтобы область сварного шва быстро остыла. Для определения тепловложения в сварной шов можно использовать номограмму тепловложения или калькулятор тепловложения. (2) Номограмма тепловложения . Чтобы использовать номограмму тепловой мощности (рис. 7-9), найдите значение вольта в столбце 1 и проведите линию к значению в амперах в столбце 3.От точки, где эта линия пересекает столбец 2, проведите еще одну линию до значения дюйм / мин в столбце 5. Считайте единицы тепла в точке, где эта вторая линия пересекает столбец 4. Тепловые единицы представляют собой тысячи джоулей на дюйм. Например, при 20 вольт и 300 ампер линия пересекает столбец 2 при значении 6. При 12 дюймах / мин подвод тепла определяется как 30 тепловых единиц или 30 000 джоулей / дюйм. (3) Вычислитель тепловой энергии .Калькулятор тепловложения можно сделать, скопировав рисунок, напечатанный на внутренней стороне задней обложки данного руководства, на пластик, светлый картон или другой подходящий материал и вырезав кусочки. Если подходящего материала нет, калькулятор можно собрать, вырезав выкройку из задней крышки. После того, как две части вырезаны, в центре каждой проделывается отверстие. Затем они собираются с помощью бумажной застежки или другого подобного устройства, которое позволяет частям вращаться.Чтобы определить погонную энергию при сварке с помощью калькулятора, поворачивайте до тех пор, пока значение на шкале вольт не совпадет со значением на шкале скорости (дюймы / мин). Значение на шкале ампер будет выровнено прямо напротив расчетного значения для тепловых единиц. Как и в случае с номограммой, тепловые единицы представляют собой тысячи джоулей на дюйм. (4) Максимальное тепловложение . Сравните значение погонной энергии, полученное с помощью номограммы или калькулятора, с максимальными значениями, указанными в таблицах 7-17 и 7-18.Если расчетное значение слишком велико, отрегулируйте ток, скорость движения или температуру предварительного нагрева до тех пор, пока расчетное тепловложение не будет в надлежащем диапазоне. (Таблицы применимы только к процессам с одинарной дугой, дугой в экранированной среде, дугой под флюсом, дугой вольфрамовым электродом, дугой с флюсовой сердцевиной и металлической дугой в газовой среде. процессы вертикальной сварки с высоким тепловложением, так как сварные швы, выполненные ими в сталях марки «Т-1», необходимо подвергать термической обработке закалкой и отпуском.) Для условий сварки, выходящих за пределы диапазона номограммы или калькулятора, тепловложение можно рассчитать по следующей формуле: г. Сварочный процесс . Надежная сварка низколегированной конструкционной стали с высоким пределом текучести может быть выполнена формально, если выбрать электрод с низким содержанием водорода или выбрать правильную комбинацию проволока-флюс или проволока-газ при использовании дуговой сварки под флюсом или процесса металлической дуги.По возможности используйте прямой стрингер. Избегайте использования рисунка плетения; однако, если необходимо, его следует ограничить узором частичного плетения. Наилучшие результаты дает легкое круговое движение электрода с площадью переплетения, не превышающей двух диаметров электрода. Никогда не используйте полный узор плетения. Рисунок частичного переплетения не должен превышать двойного диаметра электрода. Пропустите сварку, насколько это целесообразно. Иногда рекомендуется упрочнение сварного шва для снятия напряжений при охлаждении более крупных деталей.Угловые швы должны быть гладкими и иметь правильный контур. Избегайте трещин на пальцах и подрезов. Электроды, используемые для угловых швов, должны иметь меньшую прочность, чем электроды, используемые для стыковой сварки. Упрочнение угловых швов с помощью пневмоударника может помочь предотвратить образование трещин, особенно если в сварных швах необходимо снять напряжение. Пьедестал из мягкой стальной проволоки может помочь поглощать усадочные усилия. Масляная сварка в области носка перед фактической угловой сваркой укрепляет зону, где может начаться трещина на носке. В области носка накладывается валик, который затем шлифуется перед самой угловой сваркой.Этот валик масляного сварного шва должен располагаться так, чтобы кончик углового шва проходил прямо над ним во время собственно угловой сварки. Из-за того, что при угловой сварке используется дополнительный материал, скорость охлаждения увеличивается, а тепловложение может быть увеличено примерно на 25 процентов. 7-16. ЧУГУНа. Общие . Чугун — это сплав железа, углерода и кремния, в котором количество углерода обычно составляет более 1,7% и менее 4.5 процентов. (1) Наиболее широко используемый тип чугуна известен как серый чугун. Серый чугун имеет множество составов, но обычно это перлит с множеством рассеянных чешуек графита. (2) Есть также чугуны из сплавов, которые содержат небольшое количество хрома, никеля, молибдена, меди или других элементов, добавленных для придания им особых свойств. (3) Другой легированный чугун представляет собой аустенитный чугун, который модифицирован добавками никеля и других элементов для снижения температуры превращения, так что структура становится аустенитной при комнатной или нормальной температуре.Аустенитные чугуны обладают высокой устойчивостью к коррозии. (4) В белом чугуне почти весь углерод находится в комбинированной форме. Это обеспечивает более высокую твердость чугуна, что используется для обеспечения устойчивости к истиранию. (5) Ковкий чугун получают путем специальной термообработки белого чугуна отжигом для изменения структуры углерода в чугуне. Структура меняется на перлитную или ферритную, что увеличивает ее пластичность. (6) Чугун с шаровидным графитом и высокопрочный чугун изготавливаются путем добавления магния или алюминия, которые либо связывают углерод в комбинированном состоянии, либо придают свободному углероду сферическую или узловую форму, а не обычную чешуйчатую форму серого цвета. чугун. Эта структура обеспечивает большую пластичность или пластичность отливки. (7) Чугуны широко используются в сельхозтехнике; на станках в качестве оснований, кронштейнов и крышек; для трубопроводной арматуры и чугунных труб; и для автомобильных блоков двигателя, головок, коллекторов и водоподготовки.Чугун редко используется в конструкционных работах, за исключением элементов сжатия. Он широко используется в строительной технике для противовесов и в других приложениях, для которых требуется вес. б. Серый чугун имеет низкую пластичность и поэтому не будет расширяться или растягиваться в значительной степени перед разрушением или растрескиванием. Из-за этой характеристики при сварке чугуна методом кислородно-ацетиленовой сварки необходим предварительный нагрев. Однако его можно сваривать дуговым методом без предварительного нагрева, если тепло сварки тщательно контролируется.Этого можно добиться, сваривая за раз только короткие отрезки стыка и давая этим частям остыть. Благодаря этой процедуре тепло сварки ограничивается небольшой площадью и исключается опасность растрескивания отливки. Крупные отливки со сложным сечением, например, мотоблоки, можно сваривать без разборки и предварительного нагрева. Обычно желательны специальные электроды, предназначенные для этой цели. Ковкий чугун, такой как ковкий чугун, высокопрочный чугун и чугун с шаровидным графитом, можно успешно сваривать.Для достижения наилучших результатов эти типы чугунов следует сваривать в отожженном состоянии. г. Сварка используется для восстановления новых чугунных отливок, ремонта отливок, вышедших из строя, а также для соединения отливок друг с другом или со стальными деталями в производственных операциях. В Таблице 7-19 показаны сварочные процессы, которые можно использовать для сварки литого, ковкого и чугуна с шаровидным графитом. Выбор процесса сварки и присадочных металлов зависит от желаемых свойств сварного шва и ожидаемого срока службы.Например, при использовании процесса дуговой сварки защищенным металлом можно использовать различные типы присадочного металла. Присадочный металл будет влиять на соответствие цвета сварного шва по сравнению с основным материалом. Соответствие цвета может быть определяющим фактором, особенно при утилизации или ремонте отливок, когда разница в цвете недопустима. г. Независимо от того, какой из сварочных процессов выбран, следует провести определенные подготовительные действия.Важно определить точный тип свариваемого чугуна, будь то чугун серый, ковкий или пластичный. Если точная информация неизвестна, лучше всего предположить, что это серый чугун с низкой пластичностью или без нее. Как правило, не рекомендуется сваривать ремонтные отливки из серого чугуна, которые при нормальных условиях эксплуатации подвергаются нагреву и охлаждению, особенно когда нагрев и охлаждение изменяются в диапазоне температур, превышающих 400 ° F (204 ° C). Если в качестве присадочного материала не используется чугун, металл шва и основной металл могут иметь разные коэффициенты расширения и сжатия.Это будет способствовать возникновению внутренних напряжений, которые не может выдержать серый чугун. Ремонт этих типов отливок может быть произведен, но надежность и срок службы такого ремонта невозможно спрогнозировать с точностью. e. Подготовка к сварке . (1) При подготовке отливки к сварке необходимо удалить все поверхностные материалы, чтобы полностью очистить отливку в области сварного шва. Это означает удаление краски, смазки, масла и других посторонних материалов из зоны сварки.Желательно нагреть зону сварного шва на короткое время, чтобы удалить захваченный газ из зоны сварного шва основного металла. Кожа или поверхность с высоким содержанием кремния также должны быть удалены рядом с областью сварного шва как на лицевой, так и на корневой стороне. Края стыка должны быть вырезаны или отшлифованы, чтобы получился угол 60 ° или скос. Там, где есть канавки, следует использовать V-образную канавку под углом 60-90 °. V должен выступать примерно на 3,2 мм (1/8 дюйма) от дна трещины. На каждом конце трещины следует просверлить небольшое отверстие, чтобы она не расширилась.Всегда следует использовать сварные швы с полным проплавлением, так как трещина или дефект, не устраненные полностью, могут быстро появиться снова в условиях эксплуатации. (2) Предварительный нагрев желателен для сварки чугунов любым сварочным процессом. Его можно уменьшить при использовании очень пластичного присадочного металла. Предварительный нагрев уменьшит температурный градиент между сварным швом и остальной частью чугуна. Температуры предварительного нагрева должны зависеть от процесса сварки, типа присадочного металла, массы и сложности отливки.Предварительный нагрев можно выполнить любым из обычных методов. Нагрев горелки обычно используется для относительно небольших отливок весом 30,0 фунтов (13,6 кг) или меньше. Более крупные детали могут быть предварительно нагреты в печи, и в некоторых случаях временные печи строятся вокруг детали, вместо того, чтобы переносить деталь в печь. Таким образом, детали могут поддерживаться при высокой температуре промежуточного прохода во временной печи во время сварки. Предварительный нагрев должен быть общим, поскольку он помогает улучшить пластичность материала и распределяет усадочные напряжения по большой площади, чтобы избежать критических напряжений в любой точке.Предварительный нагрев помогает смягчить область, прилегающую к сварному шву; он способствует дегазации отливки, что, в свою очередь, снижает возможность пористости наплавленного металла шва; и это увеличивает скорость сварки. (3) Медленное охлаждение или последующий нагрев улучшает обрабатываемость зоны термического влияния в чугуне, прилегающей к сварному шву. Последующее охлаждение должно быть как можно медленнее. Это можно сделать, накрыв отливку изоляционным материалом, чтобы не допустить попадания воздуха или ветров. ф. Сварочная техника . (1) Электроды . (a) Чугун можно сваривать стальным электродом с покрытием, но этот метод следует использовать только в крайних случаях. При использовании стального электрода необходимо учитывать усадку металла сварного шва, углерод, улавливаемый из чугуна металлом сварного шва, и твердость металла сварного шва, вызванную быстрым охлаждением. При переходе из расплавленного в твердое состояние сталь дает усадку больше, чем чугун.При использовании стального электрода эта неравномерная усадка вызывает деформации стыка после сварки. Когда на стык наносится большое количество присадочного металла, чугун может растрескаться сразу за линией плавления, если не будут приняты профилактические меры. Чтобы преодолеть эти трудности, подготовленное соединение следует сварить, наплавив металл шва в виде коротких валиков длиной от 0,75 до 1,0 дюйма (от 19,0 до 25,4 мм). Это делается с перерывами, а в некоторых случаях — с помощью процедуры обратного шага и пропуска.Во избежание появления твердых пятен дуга должна быть зажата в V, а не на поверхности основного металла. Каждый короткий отрезок металла сварного шва, нанесенный на соединение, следует слегка обработать в горячем состоянии небольшим ударным молотком и дать ему остыть перед нанесением дополнительного металла сварного шва. Упрочнение приводит к ковке металла и уменьшению деформации при охлаждении. (b) Используемые электроды должны иметь диаметр 1/8 дюйма (3,2 мм) для предотвращения чрезмерного нагрева при сварке. Сварку следует производить с обратной полярностью.Плетение электрода должно быть сведено к минимуму. Перед добавлением дополнительного металла каждый наплавленный металл следует тщательно очистить. (c) Чугунные электроды должны использоваться там, где требуется последующая обработка сварного соединения. Электроды из нержавеющей стали используются, когда обработка сварного шва не требуется. Процедура выполнения сварных швов этими электродами такая же, как и для сварки электродами из низкоуглеродистой стали. Электроды из нержавеющей стали обеспечивают отличное сплавление присадочного и основного металла.Следует проявлять особую осторожность, чтобы избежать растрескивания сварного шва, которое сокращается примерно на 50 процентов больше, чем из-за того, что нержавеющая сталь расширяется, а низкоуглеродистая сталь расширяется при одинаковых изменениях температуры. (2) Дуговая сварка . (a) Процесс дуговой сварки защищенным металлом может использоваться для сварки чугуна. Можно использовать четыре типа присадочных металлов: электроды с чугунным покрытием; покрытые электроды из сплава на основе меди; покрытые электроды из сплава на основе никеля; и электроды, покрытые мягкой сталью.Существуют причины для использования каждого из различных типов электродов, которые включают обрабатываемость наплавки, соответствие цвета наплавке, прочность наплавки и пластичность окончательного сварного шва. (b) При дуговой сварке чугунными электродами (ECI) предварительно нагрейте до 250–800 ° F (от 121 до 425 ° C), в зависимости от размера и сложности отливки, а также от необходимости обработки наплавки и прилегающих к ней поверхностей области. Чем выше степень нагрева, тем легче будет обработать наплавленный металл.В общем, лучше всего использовать электроды небольшого размера и относительно низкий ток. Следует использовать дугу средней длины, и, если это возможно, сварку следует выполнять в горизонтальном положении. Следует использовать блуждающую или пропущенную процедуру сварки, а упрочнение поможет снизить напряжения и свести к минимуму деформацию. Рекомендуется медленное охлаждение после сварки. Эти электроды обеспечивают отличное цветовое соответствие серого чугуна. Прочность сварного шва будет равна прочности основного металла. Есть два типа электродов на основе меди: медно-оловянный и медно-алюминиевый.Медно-цинковые сплавы нельзя использовать для электродуговой сварки из-за низкой температуры кипения цинка. Цинк улетучивается в дуге и вызывает пористость металла шва. (c) При использовании электродов с медной основой рекомендуется предварительный нагрев от 250 до 400 ° F (от 121 до 204 ° C). Следует использовать малые электроды и слабый ток. Дуга должна быть направлена против наплавленного металла или лужи, чтобы избежать проникновения и смешивания основного металла с металлом сварного шва.После сварки рекомендуется медленное охлаждение. Электроды на медной основе не обеспечивают хорошего соответствия цвета. (d) Существует три типа никелевых электродов, используемых для сварки чугуна. Эти электроды можно использовать без предварительного нагрева; однако рекомендуется нагревание до 100 ° F (38 ° C). Эти электроды можно использовать во всех положениях; тем не менее, рекомендуется горизонтальное положение. Сварочный шлак следует удалять между проходами. Отложения никеля и никель-железа чрезвычайно пластичны и не станут хрупкими из-за улавливания углерода.Твердость зоны термического влияния можно минимизировать за счет уменьшения проникновения в основной металл чугуна. Упомянутый выше прием, заключающийся в воспроизведении дуги на лужице, а не на основном металле, поможет минимизировать разбавление. Медленное охлаждение и, при необходимости, последующий нагрев улучшают обрабатываемость зоны термического влияния. Электроды на никелевой основе не обеспечивают близкого соответствия цвета. (e) Электроды медно-никелевого типа двух марок. Любой из этих электродов можно использовать так же, как никелевый или железоникелевый электрод, с примерно той же технологией и результатами.Отложения этих электродов не обеспечивают совпадение цвета. (f) Электроды из мягкой стали не рекомендуются для сварки чугуна, если требуется механическая обработка наплавки. Отложение мягкой стали будет собирать достаточно углерода, чтобы образовался высокоуглеродистый отложение, которое невозможно обработать. Кроме того, наплавка мягкой стали будет иметь пониженный уровень пластичности в результате повышенного содержания углерода. Этот тип электрода следует использовать только для небольшого ремонта и не должен использоваться, когда требуется механическая обработка.Для небольших ремонтных работ возможен минимальный предварительный нагрев. Для минимизации разбавления и во избежание концентрации усадочных напряжений рекомендуется использовать небольшие электроды при слабом токе. Следует использовать короткие сварные швы в произвольной последовательности, а сварной шов следует как можно быстрее после сварки. Наплавленный электрод из мягкой стали обеспечивает хорошее соответствие цвета. (3) Углеродно-дуговая сварка чугуна . Отливки из чугуна можно сваривать с помощью угольной дуги, чугунного прутка и чугунного сварочного флюса.Шов следует предварительно нагреть, перемещая угольные электроды по поверхности. Это предотвращает слишком быстрое охлаждение после сварки. Расплавленную лужу металла можно обрабатывать углеродным электродом так, чтобы перемещать любой образующийся шлак или оксиды на поверхность. Сварные швы, выполненные с помощью угольной дуги, охлаждаются медленнее и не так тверды, как сварные швы с использованием металлической дуги и чугунного электрода. Сварные швы поддаются механической обработке. (4) Газовая сварка на кислородном топливе . Процесс кислородно-топливного газа часто используется для сварки чугуна.Можно использовать большинство топливных газов. Пламя должно быть нейтральным или слегка уменьшающимся. Следует использовать флюс. Доступны два типа присадочных металлов: чугунные стержни и медно-цинковые стержни. Сварные швы, выполненные подходящим чугунным электродом, будут такими же прочными, как и основной металл. Все эти сварочные покрытия обеспечивают хорошее соответствие цветов. Следует использовать оптимальную процедуру сварки в отношении подготовки стыка, предварительного нагрева и последующего нагрева. Медно-цинковые стержни производят пайку. Есть две классификации: марганцевая бронза и бронза с низким дымом.Осажденная бронза имеет относительно высокую пластичность, но не обеспечивает совпадение цвета. (5) Пайка и сварка припоем . (a) Пайка используется для соединения чугуна с чугуном и сталью. В этих случаях для пайки следует выбирать такую конструкцию соединения, чтобы капиллярное притяжение заставляло присадочный металл течь между близко прилегающими деталями. Обычно используется факельный метод. Кроме того, в качестве источников тепла могут использоваться угольная дуга, двойная угольная дуга, газово-вольфрамовая дуга и плазменная дуга.Обычно используются два металлических сплава припоя; оба являются сплавами меди и цинка. Сварку припоя можно также использовать для соединения чугуна. При сварке пайкой присадочный металл не втягивается в соединение за счет капиллярного притяжения. Иногда это называют сваркой бронзы. Следует использовать наполнитель с жидкостью выше 850 ° F (454 ° C). Сварка пайкой не обеспечивает совпадения цвета. (b) Сварка пайкой может также выполняться с помощью дуговой сварки в защитном металлическом корпусе или с помощью дуговой сварки в газовой среде.Предварительный нагрев при высоких температурах обычно не требуется для сварки пайкой, если только деталь не является очень тяжелой или сложной по геометрии. Наплавленный бронзовый металл сварного шва имеет чрезвычайно высокую пластичность, которая компенсирует недостаточную пластичность чугуна. Тепла дуги достаточно, чтобы довести поверхность чугуна до температуры, при которой сплав присадочного металла на основе меди будет сцепляться с чугуном. Поскольку перемешивание материалов незначительное или отсутствует, зона, прилегающая к сварному шву в основном металле, не затвердевает заметно.После завершения сварки сварной шов и прилегающий участок можно обработать. Как правило, для большинства применений достаточно предварительного нагрева до 200 ° F (93 ° C). Скорость охлаждения не очень важна, и термообработка для снятия напряжения обычно не требуется. Этот тип сварки обычно используется для ремонтной сварки автомобильных деталей, деталей сельскохозяйственных орудий и даже блоков и головок автомобильных двигателей. Его можно использовать только в том случае, если отсутствие соответствия цветов не вызывает возражений. (6) Газовая дуговая сварка металлическим электродом .Процесс газовой дуговой сварки может использоваться для сварки ковкого чугуна и углеродистой стали. Можно использовать несколько типов электродной проволоки, в том числе: (a) Мягкая сталь с использованием 75% аргона + 25% CO 2 для защиты. (b) Никель-медь с использованием 100% аргона для защиты. (c) Кремниевая бронза с использованием 50% аргона + 50% гелия для защиты. Во всех случаях следует использовать электродную проволоку малого диаметра при слабом токе.При использовании электродной проволоки из низкоуглеродистой стали смесь защитного газа аргон-CO 2 выпускается для минимизации проникновения. В случае присадочного металла на основе никеля и присадочного металла на основе меди наплавленный присадочный металл является чрезвычайно пластичным. Низкоуглеродистая сталь обеспечивает хорошее соответствие цвета. Обычно требуется более высокий предварительный нагрев, чтобы снизить остаточные напряжения и склонность к растрескиванию. (7) Порошковая сварка . Этот процесс недавно начали использовать для сварки чугунов.Более успешным применением была порошковая проволока на никелевой основе. Эта электродная проволока обычно работает с защитным газом CO 2 , но когда более низкие механические свойства не являются нежелательными, она может работать без внешнего защитного газа. Можно использовать минимальные температуры предварительного нагрева. Этот метод должен минимизировать проникновение в основной металл чугуна. Последующий нагрев обычно не требуется. Подбор цвета не получается. (8) Шпилька .Трещины в крупных отливках иногда заделывают шипами (рис. 7-10). В этом процессе трещина удаляется шлифовкой V-образной канавки. Отверстия просверливаются и нарезаются под углом с каждой стороны канавки, и шпильки ввинчиваются в эти отверстия на расстояние, равное диаметру шпилек, причем верхние концы выступают примерно на 1/4 дюйма (6,4 мм) над канавкой. чугунная поверхность. Шпильки следует герметично приварить на месте с помощью одного или двух валиков вокруг каждой шпильки, а затем связать вместе с помощью приварных металлических валиков.Сварные швы следует выполнять короткими отрезками, каждый отрезок подвергается закалке в горячем состоянии, чтобы предотвратить высокие напряжения или растрескивание при охлаждении. Перед нанесением дополнительного металла каждую полоску необходимо дать остыть и тщательно очистить. Если метод крепления шипов не может быть применен, края стыка следует выколоть или обработать инструментом с круглым концом, чтобы образовалась U-образная канавка, в которую должен быть наплавлен металл шва. (9) Для чугуна можно использовать другие способы сварки.Термитная сварка использовалась для ремонта определенных типов деталей станков из чугуна. Пайка может использоваться для соединения чугуна и иногда используется для ремонта небольших дефектов в небольших отливках. Сварку оплавлением можно также использовать для сварки чугуна. Доверенность |
Свариваемость новой высокопрочной низколегированной литой стали
Наплавка бурильной трубы
Наплавка бурильных труб ГЛОБАЛЬНАЯ ЗАЩИТА ОТ ИЗНОСА И РАЗРЫВА Кислородноацетиленовые стержни Порошковая и металлическая проволока Электроды PTA — Сварка Кислородно-ацетиленовая сварка и напыление Порошки Распыление пламенем Дуговое напыление FLSP
ПодробнееСевероамериканский нержавеющий
Лист 2205 UNS S2205 EN 1.4462 2304 UNS S2304 EN 1.4362 ВВЕДЕНИЕ Типы 2205 и 2304 представляют собой дуплексные марки нержавеющей стали с микроструктурой
ПодробнееСевероамериканский нержавеющий
Плоские изделия из нержавеющей стали для Северной Америки Лист нержавеющей стали T409 ВВЕДЕНИЕ NAS 409 — это стабилизированная ферритная нержавеющая сталь с содержанием 11% хрома. Он не так устойчив к коррозии или высокотемпературному окислению
ПодробнееСевероамериканский нержавеющий
Лист 430 (S43000) / EN 1 из нержавеющей стали для Северной Америки.4016 Введение: SS430 — это низкоуглеродистая хромированная ферритная нержавеющая сталь без какой-либо стабилизации углерода
ПодробнееСПЛАВ 2205 ТЕХНИЧЕСКИЕ ДАННЫЕ
СПЛАВ 2205 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ UNS S32205, EN 1.4462 / UNS S31803 ОБЩИЕ СВОЙСТВА ////////////////////////////////////// ////////////////// //// 2205 (обозначения UNS S32205 / S31803) — это 22% хрома, 3% молибдена,
ПодробнееКАТАЛОГ МАТЕРИАЛОВ
КАТАЛОГ ХАРАКТЕРИСТИК МАТЕРИАЛОВ Марганцевая сталь Высокохромистая легированная сталь из белого чугуна Углеродистая сталь Нержавеющая сталь SG-чугун Чугун E X C E L E N C E T H R O U G H E X P E R I E N C E Литейные цеха имеют
ПодробнееГлава 5 — Сварка самолетов
Глава 5 — Сварка самолетов Глава 5 Раздел A Вспомогательные вопросы Заполните пропуски 1.Существует 3 вида сварки: и, сварка. 2. Получено пламя оксиацетилена с температурой Фаренгейта
ПодробнееРуководство по проверке сварочных работ в полевых условиях
Руководство по инспекции сварки в полевых условиях За помощью в интерпретации любых спецификаций или вопросов, касающихся вопросов сварки в полевых условиях, можно обратиться в Управление управления материалами, структурная сварка
. ПодробнееСевероамериканский нержавеющий
Лист марок нержавеющей стали AISI 316 UNS S31600 EN 1.4401 AISI 316L UNS S31630 EN 1.4404 ВВЕДЕНИЕ NAS обеспечивает нержавеющую сталь 316 и 316L, которые являются аустенитными с содержанием молибдена
ПодробнееСевероамериканский нержавеющий
Североамериканский нержавеющий сортовой прокат Лист из нержавеющей стали AISI 304 UNS S30400 EN 1.4301 AISI 304L UNS S30430 EN 1.4307 ВВЕДЕНИЕ: Типы 304 и 304L являются наиболее универсальными и широко используемыми из
ПодробнееСПЛАВ C276 ТЕХНИЧЕСКИЕ ДАННЫЕ
СПЛАВ C276 СПЕЦИФИКАЦИЯ //// Сплав C276 (обозначение UNS N10276) представляет собой сплав никель-молибден-хром-железо-вольфрам, известный своей коррозионной стойкостью в широком диапазоне агрессивных сред.Это один из
ПодробнееНачать исследование дизайна!
Исследование конструкции центробежных стальных отливок Гидравлический гидроаккумуляторный цилиндр для подводных лодок ВМФ Краткое содержание Введение Конструкция для эксплуатационных характеристик Подход из дуплексной стали Выбор сплава для
ПодробнееУлучшенная технология протяжки стали
Улучшенная технология протяжки стали Майкл Э.Burnett TimkenSteel Corporation 1835 Dueber Ave. SW, Canton Ohio 44706 Телефон: (330) 471-3273 Электронная почта: [email protected] Ключевые слова: Легированная сталь,
ПодробнееСевероамериканский нержавеющий
Плоский нержавеющий лист для Северной Америки. Лист марки нержавеющей стали 316 (S31600) / EN 1.4401 316L (S31603) / EN 1.4404 ВВЕДЕНИЕ NAS предоставляет нержавеющую сталь 316 и 316L, которые являются молибденсодержащей аустенитной нержавеющей сталью
ПодробнееКлапан Сталь.Клапан Сталь
Клапан Сталь Клапан Сталь BÖHLER-UDDEHOLM Precision Strip AB — один из ведущих мировых производителей высококачественной полосовой стали. Более чем вековой опыт холодной прокатки дал нам уникальный
ПодробнееСевероамериканский нержавеющий
Североамериканский плоский прокат из нержавеющей стали Лист нержавеющей стали 310S (S31008) / EN 1.4845 Введение: SS310 — это высоколегированная аустенитная нержавеющая сталь, предназначенная для работы при повышенных температурах.
Подробнее8. МЕТАЛЛУРГИЯ И СВАРКА
8.1 Основные материалы 8. МЕТАЛЛУРГИЯ И СВАРКА 8.1.1 Стали Разработчики должны указать материалы, которые легко доступны для строительства зданий и которые обеспечат подходящую пластичность и свариваемость
ПодробнееСевероамериканский нержавеющий
Лист 304 марки нержавеющей стали (S30400) / EN 1 нержавеющей стали плоских продуктов Северной Америки.4301 304L (S30403) / EN 1.4307 304H (S30409) Введение: Типы 304, 304L и 304H являются наиболее универсальными и широко распространенными
ПодробнееТаблица марок нержавеющей стали
Таблица марок нержавеющей стали ATLAS STEELS РАСПРЕДЕЛЕНИЕ МЕТАЛЛА Указанный химический анализ (%) C Si Mn P S Cr Mo Ni Прочие аустенитные нержавеющие стали 253MA S30815 0,05 1,1-2,0 0,8 0,040 0,030 20,0-22,0 10,0-12,0
Подробнее8.МЕТАЛЛУРГИЯ И СВАРКА
Временное руководство: Глава 8 — Металлургия и сварка 8. МЕТАЛЛУРГИЯ И СВАРКА Стандартные отраслевые спецификации для строительных материалов и процессов допускают широкий диапазон прочности, ударной вязкости и других характеристик.
ПодробнееИНДИЙСКИЕ СТАНДАРТЫ (BIS) НА СВАРКУ
** IS 82: 957 Глоссарий терминов, относящихся к сварке и резке металлов, сентябрь 2008 г. 2 IS 83: 986 Схема обозначений для сварки (пересмотренная), сентябрь 2008 г. 3 IS 84: 2004 Электроды с покрытием для ручной дуговой сварки металлическим электродом
Подробнее11.НЕДЕСТРУКТИВНОЕ ТЕСТИРОВАНИЕ
11. НЕПРЕРЫВНЫЙ ИСПЫТАНИЕ Неразрушающий контроль включает в себя испытание магнитными частицами (MT), испытание на проницаемость жидких красителей (PT), радиографическое испытание (RT) и ультразвуковое испытание (UT). Назначение неразрушающего
ПодробнееРаздел 4: NiResist Iron
Раздел 4: Железо NiResist Раздел 4 Описание марок Ni-Resist…4-2 201 (Тип 1) Ni-Resist … 4-3 202 (Тип 2) Ni-Resist … 4-6 Списки акций … 4-8 4-1 Ni-Resist Описание марок Ni-Resist Dura-Bar
ПодробнееТехнические данные СИНИЙ ЛИСТ. Мартенситный. нержавеющие стали. Типы 410, 420, 425 Mod и 440A ОБЩИЕ ХАРАКТЕРИСТИКИ ПРИМЕНЕНИЕ ФОРМА ИЗДЕЛИЯ
Технические данные СИНИЙ ЛИСТ Allegheny Ludlum Corporation Питтсбург, Пенсильвания Мартенситные нержавеющие стали типов 410, 420, 425 Mod и 440A ОБЩИЕ СВОЙСТВА Allegheny Ludlum типов 410, 420, 425 Modified и
ПодробнееИнструментальная сталь для холодных работ AISI O1
ФАКТЫ О СТАЛИ AISI O1 Инструментальная сталь для холодных работ Здесь начинается отличная оснастка! Эта информация основана на наших текущих знаниях и предназначена для предоставления общих сведений о наших продуктах и их
ПодробнееSupercored 70NS ТИП: с металлическим сердечником
0
02 MIG FCW Supercored 70NS 1,2 мм Hyundai 003 MIG FCW Supercored 70NS 1,4 мм Hyundai 현대 핸드북 (영문) _5- 수정 2013.7.24 12:51 페이지 205 백제 2 번 2540DPI 200LPI 024 MIG FCW Supercored 70NS 1,6 мм Hyundai Подробнее Свариваемость свободно обрабатываемых марок стали
Q: Я привариваю вал из стали 1141, и в сварном шве появляются трещины. Вы бы этого ожидали? Я использую провод ER70S-6 MIG. Подходит ли этот тип провода? С другой стороны, его вообще можно сварить?
A: Ответы на ваши вопросы: «Я не удивлен», «нет» и «вряд ли».Позвольте мне уточнить. Сплавы серии 1141 Американского института чугуна и стали (AISI) и Общества автомобильных инженеров (SAE) (то есть AISI-SAE 1141) считаются термообрабатываемой маркой углеродистой стали с «свободной механической обработкой» (или «свободной резкой»). Типы стали со свободной механической обработкой содержат более высокие уровни серы (0,05% или более), фосфора (0,04% или более) или свинца для улучшения обрабатываемости или характеристик обработки. Эти типы сталей будут включать серию сплавов AISI-SAE 11XX (обработка без вторичного серы) и серию сплавов AISI-SAE 12XX (обработка без вторичного серы / фосфорирования) (см. Рисунок 1).Если сталь содержит свинец, он будет обозначаться буквой «L» после первых двух цифр в любом обозначении стали.
Рис. 1: Частичный список сталей AISI-SAE с указанием марок
для «свободной обработки» При резке большинства видов стали на токарном или фрезерном станке стружка имеет тенденцию отрываться длинными скрученными прядями. Это может быть обременительно и даже затруднить процесс обработки без стружколома на режущей коронке. В качестве альтернативы, виды стали со свободной механической обработкой с более высоким содержанием серы, фосфора и свинца создают однородные мягкие пятна в микроструктуре металла.Каждый раз, когда режущий инструмент ударяет по мягкому месту, стружка ломается, и металл удаляется небольшими однородными стружками.
Однако то, что хорошо для машиниста, плохо для сварщика. Сера, фосфор и свинец — это сплавы с низкой температурой плавления. При дуговой сварке расплавленный металл шва немедленно начинает затвердевать сначала снаружи, а затем в центре валика. Во время этого процесса затвердевания эти сплавы с более низкой температурой плавления затвердевают последними и, таким образом, имеют тенденцию мигрировать к центру сварного шва.Если эти элементы присутствуют в чрезмерных количествах, это создает высокую концентрацию более мягкого материала в центре валика, что под действием напряжений, возникающих при затвердевании сварного шва, очень часто приводит к растрескиванию по средней линии. Это считается формой горячего растрескивания, так как оно происходит сразу же, пока сварной шов еще горячий. Фактически, в зависимости от конкретного типа, некоторые марки стали для свободной обработки считаются просто несвариваемыми; Это означает, что в результате почти всегда возникает растрескивание сварного шва.Например, обычно любая сталь со свинцом для свободной механической обработки считается несвариваемой. Также обратите внимание, что высокое содержание серы также может вызвать пористость металла шва.
В общем, следует избегать сварки на стали любой марки, пригодной для свободной обработки. Однако, если это необходимо, без каких-либо гарантий успеха, рекомендуется использовать расходный материал с низким содержанием водорода с базовой системой шлака. Низкое содержание водорода помогает уменьшить образование сероводородной пористости, а основная система шлака снижает содержание серы и фосфора в металле сварного шва.Для сварки штангой лучшим выбором может быть специальный электрод из нержавеющей стали для трудно свариваемых / чувствительных к растрескиванию сталей, таких как модифицированный тип 312 (например, Lincoln Electric’s Blue Max 2100). Он имеет очень высокую устойчивость к механической обработке сталей или сталей с низким отношением марганца к сере (т.е. <20), что позволяет избежать проблем с горячим растрескиванием, в то время как многие другие типы электродов этого не делают. Среди электродов из углеродистой стали для сварки штангой предпочтительнее электрод E7018, а не E6010, E6011, E6013, E7014 и т. Д.типы. Для порошковой сварки в среде защитных газов предпочтительнее проволока E70T-5 или "T-5", а не проволока типа "T-1" или T-9 ". Для порошковой самозащитной сварки" T " Предпочтительны провода типа «-4», «Т-7» или «Т-8». Процессы TIG и MIG (т.е. процессы с «сплошной проволокой или неизолированными электродами») менее предпочтительны, потому что они не имеют основной системы шлака, которая помогала бы реагировать с более высокими уровнями серы или фосфора в стали, не подвергающейся механической обработке.
Влияние легирующих элементов в сталь
Горячекатаный и холоднотянутый специальный пруток (SBQ), круглые, квадратные и шестигранные — это ДНК Eaton Steel.Мы являемся крупнейшим дистрибьютором SBQ в Северной Америке, поставляя более 300 000 тонн стальных прутков в год.
Eaton Steel производит более 500 стандартных деталей и химический состав по индивидуальному заказу в соответствии с вашими требованиями. Легированные добавки к стали расширяют возможности ваших инженеров при проектировании вашей продукции. Ниже приведен список часто используемых легирующих элементов и их общее влияние на стальные стержни SBQ.
Элемент Процент Положительные атрибуты Отрицательные атрибуты Углерод Прочность Пластичность Твердость Свариваемость Прокаливаемость Марганец 0.30 / 1,15 Качество поверхности Обрабатываемость (Преобразование MnS в включения FeS) Свариваемость Прочность Обрабатываемость 1,20 / 1,65 Свариваемость Качество поверхности Более 1.65 Прокаливаемость Обрабатываемость Свариваемость Фосфор 0,040 Макс (без особых льгот) Пластичность, прочность 0,04 / 0,12 Обрабатываемость Пластичность, прочность (желаемое стружкообразование) Ударопрочность Сера Менее ~ 0.006 Качество поверхности Обрабатываемость (Из-за отсутствия серы) (Плохое стружкообразование) 0,01 / 0,05 (без особых льгот) Химическая примесь 0,06 / 0,40 Обрабатываемость Свойства траверса Присадка Ударопрочность Свариваемость Формование в холодном состоянии Кремний 0.10 / 0,40 Раскислитель Обрабатываемость Более 1,00 Прочность феррита Обрабатываемость Устойчивость к провисанию Обезуглероживание (пружинная сталь) Никель 0.01 / 0,25 Прочность (Микросплав) Обрабатываемость 0,30 / 0,80 Прокаливаемость Обрабатываемость ~ 1,00 / 4,00 Низкотемпературный Обрабатываемость Прочность Хром 0.01 / 0,25 Прочность (Микросплав) Обрабатываемость 0,30 / 0,80 Прокаливаемость Обрабатываемость ~ 1,00 / 2,00 Сопротивление истиранию (образование карбида) Обрабатываемость Устойчивость к высоким температурам Прокаливаемость Молибден 0.08 / .060 Прокаливаемость Обрабатываемость Прочность на ползучесть Свариваемость Высокая температура Прочность Медь 0.20 Макс. Прочность (Микросплав) Качество поверхности 0,20 / 0,50 Коррозионная стойкость Качество поверхности Ковкость Более 1,00 Предел текучести (сплав) Пластичность Ударопрочность Ковкость Азот 0.020 Макс. Прочность (Микросплав) Формование в холодном состоянии Предел текучести (микросплав) Пластичность Алюминий Раскислитель Обрабатываемость Рафинер 0.95 / 1,30 Способность к нитридам Колумбий Раскислитель Обрабатываемость Рафинер Свариваемость Прочность (Микросплав) Прочность Образование карбида Прокаливаемость (за счет обеднения углеродом) Ванадий 0.05 / 0,20 Раскислитель Обрабатываемость Рафинер Пластичность Прочность (Микросплав) Износостойкость Титан Раскислитель Обрабатываемость Рафинер Поглотитель азота Бор 0.0005 мин. Прокаливаемость Свариваемость Поглотитель азота Низкотемпературный Прочность Свинец / висмут 0,10 / 0,40 Обрабатываемость Охрупчивание при 600+ градусах F Теллур Обрабатываемость Качество поверхности (член семейства серы) (модификатор включения сульфидов) Кальций Обрабатываемость Склонность к контактной усталости при качении Модификатор включения Обессеривание Отливка
.
24 MIG FCW Supercored 70NS 1,6 мм Hyundai Подробнее Свариваемость свободно обрабатываемых марок стали
Q: Я привариваю вал из стали 1141, и в сварном шве появляются трещины. Вы бы этого ожидали? Я использую провод ER70S-6 MIG. Подходит ли этот тип провода? С другой стороны, его вообще можно сварить?
A: Ответы на ваши вопросы: «Я не удивлен», «нет» и «вряд ли».Позвольте мне уточнить. Сплавы серии 1141 Американского института чугуна и стали (AISI) и Общества автомобильных инженеров (SAE) (то есть AISI-SAE 1141) считаются термообрабатываемой маркой углеродистой стали с «свободной механической обработкой» (или «свободной резкой»). Типы стали со свободной механической обработкой содержат более высокие уровни серы (0,05% или более), фосфора (0,04% или более) или свинца для улучшения обрабатываемости или характеристик обработки. Эти типы сталей будут включать серию сплавов AISI-SAE 11XX (обработка без вторичного серы) и серию сплавов AISI-SAE 12XX (обработка без вторичного серы / фосфорирования) (см. Рисунок 1).Если сталь содержит свинец, он будет обозначаться буквой «L» после первых двух цифр в любом обозначении стали.
Рис. 1: Частичный список сталей AISI-SAE с указанием марок
для «свободной обработки» При резке большинства видов стали на токарном или фрезерном станке стружка имеет тенденцию отрываться длинными скрученными прядями. Это может быть обременительно и даже затруднить процесс обработки без стружколома на режущей коронке. В качестве альтернативы, виды стали со свободной механической обработкой с более высоким содержанием серы, фосфора и свинца создают однородные мягкие пятна в микроструктуре металла.Каждый раз, когда режущий инструмент ударяет по мягкому месту, стружка ломается, и металл удаляется небольшими однородными стружками.
Однако то, что хорошо для машиниста, плохо для сварщика. Сера, фосфор и свинец — это сплавы с низкой температурой плавления. При дуговой сварке расплавленный металл шва немедленно начинает затвердевать сначала снаружи, а затем в центре валика. Во время этого процесса затвердевания эти сплавы с более низкой температурой плавления затвердевают последними и, таким образом, имеют тенденцию мигрировать к центру сварного шва.Если эти элементы присутствуют в чрезмерных количествах, это создает высокую концентрацию более мягкого материала в центре валика, что под действием напряжений, возникающих при затвердевании сварного шва, очень часто приводит к растрескиванию по средней линии. Это считается формой горячего растрескивания, так как оно происходит сразу же, пока сварной шов еще горячий. Фактически, в зависимости от конкретного типа, некоторые марки стали для свободной обработки считаются просто несвариваемыми; Это означает, что в результате почти всегда возникает растрескивание сварного шва.Например, обычно любая сталь со свинцом для свободной механической обработки считается несвариваемой. Также обратите внимание, что высокое содержание серы также может вызвать пористость металла шва.
В общем, следует избегать сварки на стали любой марки, пригодной для свободной обработки. Однако, если это необходимо, без каких-либо гарантий успеха, рекомендуется использовать расходный материал с низким содержанием водорода с базовой системой шлака. Низкое содержание водорода помогает уменьшить образование сероводородной пористости, а основная система шлака снижает содержание серы и фосфора в металле сварного шва.Для сварки штангой лучшим выбором может быть специальный электрод из нержавеющей стали для трудно свариваемых / чувствительных к растрескиванию сталей, таких как модифицированный тип 312 (например, Lincoln Electric’s Blue Max 2100). Он имеет очень высокую устойчивость к механической обработке сталей или сталей с низким отношением марганца к сере (т.е. <20), что позволяет избежать проблем с горячим растрескиванием, в то время как многие другие типы электродов этого не делают. Среди электродов из углеродистой стали для сварки штангой предпочтительнее электрод E7018, а не E6010, E6011, E6013, E7014 и т. Д.типы. Для порошковой сварки в среде защитных газов предпочтительнее проволока E70T-5 или "T-5", а не проволока типа "T-1" или T-9 ". Для порошковой самозащитной сварки" T " Предпочтительны провода типа «-4», «Т-7» или «Т-8». Процессы TIG и MIG (т.е. процессы с «сплошной проволокой или неизолированными электродами») менее предпочтительны, потому что они не имеют основной системы шлака, которая помогала бы реагировать с более высокими уровнями серы или фосфора в стали, не подвергающейся механической обработке.
Влияние легирующих элементов в сталь
Горячекатаный и холоднотянутый специальный пруток (SBQ), круглые, квадратные и шестигранные — это ДНК Eaton Steel.Мы являемся крупнейшим дистрибьютором SBQ в Северной Америке, поставляя более 300 000 тонн стальных прутков в год.
Eaton Steel производит более 500 стандартных деталей и химический состав по индивидуальному заказу в соответствии с вашими требованиями. Легированные добавки к стали расширяют возможности ваших инженеров при проектировании вашей продукции. Ниже приведен список часто используемых легирующих элементов и их общее влияние на стальные стержни SBQ.
Элемент Процент Положительные атрибуты Отрицательные атрибуты Углерод Прочность Пластичность Твердость Свариваемость Прокаливаемость Марганец 0.30 / 1,15 Качество поверхности Обрабатываемость (Преобразование MnS в включения FeS) Свариваемость Прочность Обрабатываемость 1,20 / 1,65 Свариваемость Качество поверхности Более 1.65 Прокаливаемость Обрабатываемость Свариваемость Фосфор 0,040 Макс (без особых льгот) Пластичность, прочность 0,04 / 0,12 Обрабатываемость Пластичность, прочность (желаемое стружкообразование) Ударопрочность Сера Менее ~ 0.006 Качество поверхности Обрабатываемость (Из-за отсутствия серы) (Плохое стружкообразование) 0,01 / 0,05 (без особых льгот) Химическая примесь 0,06 / 0,40 Обрабатываемость Свойства траверса Присадка Ударопрочность Свариваемость Формование в холодном состоянии Кремний 0.10 / 0,40 Раскислитель Обрабатываемость Более 1,00 Прочность феррита Обрабатываемость Устойчивость к провисанию Обезуглероживание (пружинная сталь) Никель 0.01 / 0,25 Прочность (Микросплав) Обрабатываемость 0,30 / 0,80 Прокаливаемость Обрабатываемость ~ 1,00 / 4,00 Низкотемпературный Обрабатываемость Прочность Хром 0.01 / 0,25 Прочность (Микросплав) Обрабатываемость 0,30 / 0,80 Прокаливаемость Обрабатываемость ~ 1,00 / 2,00 Сопротивление истиранию (образование карбида) Обрабатываемость Устойчивость к высоким температурам Прокаливаемость Молибден 0.08 / .060 Прокаливаемость Обрабатываемость Прочность на ползучесть Свариваемость Высокая температура Прочность Медь 0.20 Макс. Прочность (Микросплав) Качество поверхности 0,20 / 0,50 Коррозионная стойкость Качество поверхности Ковкость Более 1,00 Предел текучести (сплав) Пластичность Ударопрочность Ковкость Азот 0.020 Макс. Прочность (Микросплав) Формование в холодном состоянии Предел текучести (микросплав) Пластичность Алюминий Раскислитель Обрабатываемость Рафинер 0.95 / 1,30 Способность к нитридам Колумбий Раскислитель Обрабатываемость Рафинер Свариваемость Прочность (Микросплав) Прочность Образование карбида Прокаливаемость (за счет обеднения углеродом) Ванадий 0.05 / 0,20 Раскислитель Обрабатываемость Рафинер Пластичность Прочность (Микросплав) Износостойкость Титан Раскислитель Обрабатываемость Рафинер Поглотитель азота Бор 0.0005 мин. Прокаливаемость Свариваемость Поглотитель азота Низкотемпературный Прочность Свинец / висмут 0,10 / 0,40 Обрабатываемость Охрупчивание при 600+ градусах F Теллур Обрабатываемость Качество поверхности (член семейства серы) (модификатор включения сульфидов) Кальций Обрабатываемость Склонность к контактной усталости при качении Модификатор включения Обессеривание Отливка
.
Рис. 1: Частичный список сталей AISI-SAE с указанием марок