Обозначение сварного шва на строительных чертежах по ГОСТ
Условные обозначения сварных швов металлических конструкций приведены в действующем ГОСТ 21.502-2016 «Система проектной документации для строительства (СПДС). Правила выполнения рабочей документации металлических конструкций».
Данный ГОСТ устанавливает состав и правила выполнения рабочей документации строительных металлических конструкций чертежей марки КМ. ГОСТ 21.502 не распространяется на выполнение деталировочных чертежей металлических конструкций марки КМД. (Примечание: КМ — раздел проектирования металлических конструкций, КМД — раздел конструкции металлические деталировочные).
Согласно п.4.8 ГОСТ 21.502-2016:
- Условные изображения и обозначения швов сварных соединений должны соответствовать указанным в таблице А.2 (приложение А). Обозначение швов в этом случае допускается указывать без выносных линий, помещая их непосредственно над или под изображением соответствующего сварного шва вне зависимости от того, является ли сварной шов видимым или невидимым.
- Допускается выполнять условные изображения и обозначения швов сварных соединений по ГОСТ 2.312-72 «Единая система конструкторской документации (ЕСКД). Условные изображения и обозначения швов сварных соединений»
Согласно таблицы А.2 приложения А ГОСТ 21.502-2016 сварные швы обозначаются следующим способом:
Таблица А.2 — Условные изображения и обозначения швов сварных соединений
Наименование | Изображение сварного шва | Размеры, мм | |
Заводского | Монтажного | ||
1 Шов сварного соединения стыкового-сплошной | |||
a) с видимой стороны b) с невидимой стороны |
|
|
|
2 Шов сварного соединения стыкового-прерывистый | |||
a) с видимой стороны b) с невидимой стороны |
|
|
|
3 Шов сварного соединения углового, таврового или внахлестку-сплошной: | |||
a) с видимой стороны b) с невидимой стороны |
|
|
|
4 Шов сварного соединения углового, таврового или внахлестку-прерывистый: | |||
a) с видимой стороны b) с невидимой стороны |  |
|
|
5 Шов сварного соединения внахлестку, контактный, точечный |
| — |
|
6 Шов сварного соединения электрозаклепочный внахлестку (с круглым отверстием) |
| — |
|
| |||














Катеты сварных швов согласно СП 16.13330
Техника безопасности при дуговой сварке по СНиП и ГОСТ
Положение при сварке и что значит обозначение Н45, В1, В2, Н1 и Н2
Положения при сварке в стандартах имеют различные обозначения, что вначале может ввести в заблуждение даже опытного сварщика. Поэтому в данной статье мы разберем какое отличие между обозначениями положения при сварке: Н45, В1, В2, Н1, Н2, П1, П2, Г, Pg, Pa, Pb и т.д.
Ввиду сложности и размеров конструкции чаще всего невозможно выполнение сварки, в удобном для сварщика, нижнем положении. Поэтому приходится выполнять сварку швов в различных пространственных положениях, при этом необходимо учитывать, что из-за силы тяжести изменяется характер поведения расплавленного металла шва.
Исторически сложилось, что в нормативных документах по сварке различных стран принят собственный подход в обозначении, поэтому в данной статье мы будем рассматривать следующие нормативные документы:
- ГОСТ 11969 Сварка плавлением. Основные положения и их обозначения.
- ГОСТ Р ИСО 6947 Сварка и родственные процессы. Положения при сварке
- ISO 6947 Welding and allied processes — Welding positions
- AWS A3.0 Standard Welding – Terms and Definitions
- ASME IX – Qualification Standard for Welding and Brazing Procedures, Welders, Brazers, and Welding and Brazing Operators
- AWS D1.1 Structural Welding Code – Steel
Что же такое пространственное положение при сварке?
Разные стандарты имеют следующие определения для термина «положение при сварке»:
- положение сварного шва в пространстве, определяемое углами наклона оси и поворота лицевой поверхности сварного шва относительно горизонтальной плоскости. (ГОСТ Р ИСО 6947 и ISO 6947)
- соотношение между сварочной ванной, соединяемыми элементами и источником тепла в процессе сварки. (AWS A3.0)
- положение при сварке определяется углом наклона продольной оси шва и углом поворота поперечно оси шва относительно их нулевых значений. (ГОСТ 11969)
Положение при сварке, ввиду силы тяжести, непосредственно влияет на характер переноса расплавленного металла электрода в сварочную ванну и сварщику в процессе сварки необходимо это учитывать и изменять режимы сварки, технику колебаний электродом и другие параметры. Самыми известными являются нижнее, горизонтальное, вертикальное и потолочное положения, но существует ряд других позиций, которые имеют свои обозначения, о чем и пойдет речь далее.
Нижнее положение
С нижнего положения начинаются первые шаги в обучении всех начинающих сварщиков поскольку оно является самым легким. Сварка выполняется сверху при этом деталь расположена горизонтально. Под действием силы тяжести расплавленный металл течет вниз и равномерно растекается в сварочной ванне.
Вертикальное положение
При вертикальном положении ось сварного шва расположена вертикально, а сварку фактически проводят горизонтальным способом от кромки до кромки. При этом расплавленный металл под действием силы тяжести будет стремиться течь вниз, что влечет за собой его скопление в одной точке, а не равномерное распределение по всей ширине валика.
Горизонтальное положение
Потолочное положение
В потолочном положении сварка выполняется в самой неудобной позиции — сверху над головой и требует высокой квалификации сварщика. Прежде чем приступить к сварке потолочных швов необходимо освоить сварку во всех остальных пространственных положениях. Расплавленный металл сварочной ванны стремиться вытечь вертикально вниз, поэтому в процессе сварки необходимо следить чтобы поверхностное натяжение расплавленного металла было больше силы тяжести и металл оставался в сварочной ванне. В процессе сварки необходимо стараться, чтобы сварочная ванна была как можно меньше.
Обозначение положений при сварке
Из приведенных выше определений понятно, что положения при сварке имеют общий подход в описании данного термина, но в условном обозначении есть кардинальные отличия и пора приступить к их рассмотрению.Обозначение положений при сварке согласно требований НАКС
Для обозначений положений при сварке стыковых и тавровых соединений листов, а также стыковых и угловых соединений труб в НАКС (Национальное Агентство Контроля Сварки) принят собственный подход.
Нижнее положение Н1, вертикальное В1 (сварка снизу вверх) и В2 (сварка сверху вниз), независимо от типа свариваемых деталей (труба, лист) имеет одинаковое обозначение. Положение Н1 для сварки тавровых соединений листов в народе и в ГОСТ 11969 имеет название «в лодочку».
Сварка в потолочном положении стыковых соединений листов обозначается П1, а тавровых соединений листов и угловых соединений труб – П2.
Горизонтальное положение, которое обозначается буквой
Для тавровых соединений листов и угловых соединений труб предусмотрено нижнее положение, которое имеет обозначение Н2. Отличие Н2 от Н1 для угловых соединений из труб заключается в том, что при Н2 сварка производится без поворота.
Самое используемое при аттестации сварщиков и технологии сварки в НАКС – переменное положение при наклонном расположении осей труб, свариваемых без поворота т.е. Н45. Положение Н45 чаще всего выбирают для проведения сварки образца, потому что у него самая большая область распространения аттестации. Сварка образца стыкового соединения труб в позиции Н45 дает сварщику право сваривать листы и трубы в любых пространственных положениях.
Положение при сварке по ГОСТ 11969
Наверное, каждый сварщик когда-либо слышал такие названия положений, которые употребляются только в книгах по сварке времен СССР и напрочь отсутствуют в современных стандартах:
- в лодочку
- полупотолочное
- полугоризонтальное
- полувертикальное
- Обозначение. В ГОСТе нижнее положение обозначено просто буквой Н, полугоризонтальное – Пг, горизонтальное – Г, полувертикальное – Пв, вертикальное – В, полупотолочное – Пп, потолочное – П, в лодочку — Л.
- Положение. В данном нормативном документе есть положения, которые отсутствуют в документах НАКС — полупотолочное, полугоризонтальное, полувертикальное. Есть еще одно отличие – для угловых соединений есть горизонтальное положение.
- Наименование. Положение, которое в ГОСТе называется «в лодочку» и имеет обозначение Л, в нормативных документах НАКС называется «вертикальное» и обозначается Н1.
- первая P – первая буква слова Position, которое переводится как «позиция»
- вторая – одна из букв латинского алфавита: A, B, C, D, E, F, G, H, J или K, которая соответствует определенному положению.
- PA — нижнее
- PB – горизонтальное тавровых соединений и горизонтальное при вертикальном положении осей труб
- PC – горизонтальное
- PD – потолочное тавровых соединений и потолочное при вертикальном положении осей труб
- PE – потолочное
- PF – вертикальное снизу вверх
- PG – вертикальное сверху вниз
- PH – вертикальное снизу вверх (труба неповоротная)
- PJ – вертикальное сверху вниз (труба неповоротная)
- PK – положение трубы при орбитальное сварке
- Потолочное положение тавровых соединений и потолочное при вертикальном положении осей труб имеет обозначение PD;
- Потолочное положение тавровых соединений и потолочное при вертикальном положении осей труб с наклоном оси сварного шва 80° должно обозначаться PD 080;
- Потолочное положение тавровых соединений и потолочное при вертикальном положении осей труб с наклоном оси сварного шва (S) 80° и углом поворота лицевой поверхности сварного шва (R) 10° обозначается PD 080-010;
- Положение при сварке труб с наклонными осями, с направлением сварки «сверху вниз» (J) и углом наклона (L) 45° должно быть обозначено J-L045;
- Положение при сварке труб с наклонными осями, с направлением сварки «снизу вверх» (H) и углом наклона (L) 45° обозначается H-L045;
- Положение при сварке труб с наклонными осями, с направлением сварки «сверху вниз» (J) и углом наклона (L) 30° имеет обозначение J-L030.
- цифрой от 1 до 6
- буквой латинского алфавита F или G.
- 1G — это нижнее (1) положение стыкового (G) соединения.
- 2G – это горизонтальное (2) положение стыкового (G) соединения.
- 3F – вертикальное положение (3) углового (F) соединения.
- 5G – переменное положение при сварке стыкового соединения труб (G) в неповоротном положении
- 5F – переменное положение при сварке углового соединения труб (F) в неповоротном положении
- 6G – переменное положение при сварке стыкового соединения труб (G) расположенных под углом в неповоротном положении
- 6F – переменное положение при сварке углового соединения труб (F) расположенных под углом в неповоротном положении
Раньше все было немного проще и в этом можно убедиться, открыв ГОСТ 11969 в котором определено всего 7 положений для сварки плавлением.
Мы не будем заново повторять изображение и описание, которые представлены в документах НАКС, а лишь сравним их кардинальные отличия:
Положение при сварке по ISO и EN
В последнее время все больше и больше видна тенденция замещение европейских стандартов EN, DIN и т.п. стандартами ISO, поэтому рассмотрим обозначение положений при сварке согласно ISO 6947 или его русскую версию ГОСТ Р ИСО 6947.
Стандарт ИСО предусматривает обозначение основных положений в виде двух букв латинского алфавита:
Основные положения при сварке имеют следующий вид:
Рисунок, который представлен ниже, поможет внести ясность в обозначение основных положений по ISO:
Также стандартом предусмотрены три дополнительных положения:
Но это еще не всё, в стандарте есть такие понятия как угол наклона (S), поворот сварного шва (R) и угол наклона оси трубы (L), что позволяет вносить дополнительную информацию в основные положения или указывать собственные. На каждый параметр есть свои допуски, с которыми можно ознакомиться непосредственно в самом стандарте ГОСТ Р ИСО 6947 у нас на сайте.
Примеры обозначений положений при сварке по ISO.
Положения при сварке по AWS и ASME
Согласно философии стандартов AWS и ASME, положение при сварке обозначается двумя символами:
Цифрами обозначается положение:
1 – нижнее
2 – горизонтальное
3 – вертикальное
4 – потолочное
5 и 6 – переменное
Буквы обозначают тип сварного соединения:
G –
F – Fillet Weld, что переводится как «угловое соединение»
Поэтому, если кто-то спросит, что значит 1G, 2G, 3F, вы сможете ответить:
Отдельное внимание необходимо обратить на обозначение положений при сварке труб, поскольку помимо 1G, 2G, 1F, 2F есть позиции 5G, 6G и 5F, 6F
Как и в стандартах ISO в американских стандартах есть допуски на угол наклона и поворота сварного шва, которые указаны в таблице ниже.
| Положение | Угол наклона сварного шва, градусов | Угол поворота сварного шва, градусов |
|---|---|---|
| Стыковое сварное соединение | ||
| Нижнее | от 0 до 15 | от 150 до 210 |
| Горизонтальное | от 0 до 15 | от 80 до 150 от 210 до 280 |
| Потолочное | от 0 до 80 | от 0 до 80 от 280 до 360 |
| Вертикальное | от 15 до 80 | от 80 до 280 |
| от 80 до 90 | от 0 до 360 | |
| Угловое сварное соединение | ||
| Нижнее | от 0 до 15 | от 150 до 210 |
| Горизонтальное | от 0 до 15 | от 125 до 150 от 210 до 235 |
| Потолочное | от 0 до 80 | от 0 до 125 от 235 до 360 |
| Вертикальное | от 15 до 80 | от 125 до 235 |
| от 80 до 90 | от 0 до 360 | |
Рядом с обозначением допускается указывать дополнительную информацию о способе выполнения сварки (сверху вниз или снизу вверх) и вращается ли в процессе сварки деталь.
Например, вертикальное положение углового соединения может выполнятся двумя способами – сварка сверху вниз или снизу вверх. В стандартах ISO они обозначаются соответственно PF и PG, в документах системы аттестации НАКС – В1 и В2. Согласно стандарту ASME IX они имеют обозначение 3F, либо можно дополнить, что это 3F downhill (сверху вниз) или 3F uphill (снизу вверх).
Обозначение пространственных положений на упаковке электродов
Сварка все больше переходит из профессиональной отрасли в любительскую и доказательством тому является наличие сварочного аппарата почти в каждом гараже или дачном участке. Производители сварочных материалов идя навстречу потребителю не указывает все эти замысловатые обозначения положений при сварке Н45, В1, Н1, Н2, 2G, PA и т.д., а предоставляют информацию в интуитивно понятном виде. Некоторые производители на упаковке электродов указывают допустимые положения при сварке в виде стрелок, другие – в виде изображений, а кто-то дополнительно указывает режимы сварки.
Найдутся те, кто скажет, что в обозначении покрытых электродов также указывается допустимые пространственные положения и они будут правы, но про отечественные марки электродов мы писали в статье о ручной дуговой сварке, а про импортные – это тема отдельной статьи.
Таблица положений и их обозначений в соответствии со стандартами НАКС, ISO, AWS и ГОСТ
Для того чтобы подытожить выше представленную информацию можно сказать, что каждый стандарт имеет свои нюансы в методике обозначения положений сварных швов. В статье мы постарались обратить внимание на все основные моменты отличий в обозначении, а в таблице ниже всё можно увидеть более наглядно.
Кстати, по ссылке можно скачать данную таблицу, которую при желании можно распечатать, чтобы она находилась у вас перед глазами.
| Рисунок | НАКС | ISO | AWS | ГОСТ | ||||
|---|---|---|---|---|---|---|---|---|
| Н1 | нижнее | PA | нижнее | 1G | flat | Н | нижнее | |
| П1 | потолочное | PE | потолочное | 4G | overhead | П | потолочное | |
| В1 | вертикальное (сварка снизу вверх) | PF | вертикальное снизу вверх | 3G | vertical | В | вертикальное | |
| В2 | вертикальное (сварка сверху вниз) | PG | вертикальное сверху вниз | |||||
| Г | горизонтальное | РС | горизонтальное | 2G | horizontal | Г | горизонтальное | |
| Н1 | нижнее | PA | нижнее | 1F | flat | Л | в лодочку | |
| Н2 | нижнее тавровых соединений | PB | положение горизонтальное тавровых соединений | 2F | horizontal | Н | нижнее | |
| В1 | вертикальное (сварка снизу вверх) | PF | вертикальное снизу вверх | 3F | vertical | В | вертикальное | |
| В2 | вертикальное (сварка сверху вниз) | PG | вертикальное сверху вниз | |||||
| РС | горизонтальное | Г | горизонтальное | |||||
| П2 | потолочное тавровых соединений | PD | положение потолочное тавровых соединений | 4F | overhead | П | потолочное | |
| Н1 | нижнее при горизонтальном расположении осей труб, свариваемых с поворотом | PA | нижнее (труба поворотная) | 1G | flat rotated | |||
| В1 | переменное при горизонтальном расположении осей труб, свариваемых без поворота (на подъем) | PH | вертикальное снизу вверх (труба неповоротная) | 5G | multiple | |||
| В2 | переменное при горизонтальном расположении осей труб, свариваемых без поворота (на спуск) | PJ | вертикальное сверху вниз (труба неповоротная) | |||||
| Г | горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом | РС | горизонтальное | 2G | horizontal | |||
| h55 | переменное при наклонном расположении осей труб, свариваемых без поворота | H-L045 | наклонное положение (труба неповоротная) сварка сверху вниз | 6G | multiple | |||
| J-L045 | наклонное положение (труба неповоротная) сварка снизу вверх | |||||||
| Н1 | нижнее при горизонтальном расположении осей труб, свариваемых с поворотом | 2F | horizontal rotated | |||||
| Н2 | нижнее при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом | PB | положение горизонтальное при вертикальном положении осей труб | 2F | horizontal fixed | |||
| В1 | переменное при горизонтальном расположении осей труб, свариваемых без поворота (на подъем) | PH | положение вертикальное снизу вверх (труба неповоротная) | 5F | multiple fixed | |||
| В2 | переменное при горизонтальном расположении осей труб, свариваемых без поворота (на спуск) | PJ | положение вертикальное сверху вниз | |||||
| Н45 | переменное при наклонном расположении осей труб, свариваемых без поворота | H-L045 | с наклонными осями, с направлением сварки «снизу вверх» и углом наклона 45о | 6F | multiple fixed | |||
| J-L045 | с наклонными осями, с направлением сварки «сверху вниз» и углом наклона 45о | |||||||
| 1F | flat rotated | |||||||
| П2 | потолочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом | PD | положение потолочное при вертикальном положении осей труб | 4F | overhead fixed | |||
| Пг | полугоризонтальное | |||||||
| Пв | полувертикальное | |||||||
| Пп | полупотолочное | |||||||
как правильно читать схемы, правила и нюансы
Нынешние виды сварки предоставляют большое число возможностей мастерам, разрешая новичкам и мастерам реализовать свои самые смелые идеи.
Благодаря аргонодуговой сварке становится допустимым объединить различные металлы, а применив малозатратный инвертор — можно сварить забор в загородном доме.
Зачастую оборудования для выполнения сварки и деталей к ней слишком мало для качественной работы, поэтому так важно освоить навык выполнять чертежи и разбираться в них.
Глядя на чертежи, вы узнаете все необходимые данные о металле, который необходимо соединить, его характеристиках, толщине, а также об областях дальнейших швов.
Чертеж — универсальный документ, разрабатываемый для определенной детали или металлоконструкции. Он вмещает все нужные для мастера сведения.
Безупречное прочтение чертежей — необходимое умение для каждого мастера, стремящегося добиться успехов в этой области.
Мы проинформируем вас о том, как нужно правильно читать швы и символы их обозначающие, в частности, мы приведем вам наглядные примеры.
Содержание статьиПоказать
Расшифровка швов
Во время ручной дуговой сварки и металлической сварки в газовой среде ГОСТ вычленяет разные швы и расшифровки к ним. Виды соединений при сваривании помечаются знаками ради гораздо практичной заметки и сбережения бумаги.
Бывают следующие виды:
- «Н» — нахлесточный;
- «У» — угловой;
- «С» — стыковой;
- «Т» — тавровый;
- «С» — торцевой.
Рассмотрим виды соединений тщательнее.
Стыковое сварное соединение производится по примыкающим граням, при этом свариваемые элементы расположены под одним углом. Этот шов гораздо крепче и основательнее, он обширно формируется при сваривании крайне ответственных металлоконструкций.
За некоторое время до сваривания нужно скрупулезно подготовить металлическую гладь и удостовериться в том, что элементы соединят в согласии с чертежом.
Торцевой шов образовывается по торцам деталей. Боковые плоскости деталей прочно соединяются одна с другой. Во время сваривания тонких металлов зачастую применяется торцевой шов.

Нахлесточный шов не столь притязателен к качеству работы, нежели предшествующие. Однако совместно с тем, он не имеет отличных крепких свойств и плохо переносит нагрузки.
Для его формирования, разместите детали рядом, с незначительным сдвигом вбок, чтобы они в некоторой степени друг друга перекрывали.
Тавровое сварное соединение — крепкое и основательное, однако оно плохо переносит нагрузки на излом. Для изготовления таврового шва, разместите одну деталь вертикально, а другую горизонтально и объедините их, гранью к плоскости.
Угловой шов используют гораздо реже, чем остальные виды соединений. Он сравнительно проверенный и прочный. Одну из деталей торцом можно повернуть к другой и размещаться под различными углами, в согласии с чертежом.
Все сварочные соединения, независимо от вида, бывают односторонними (их также помечают «SS»; это обозначение применяется в чертежах во всем мире) либо двусторонними (обозначение «BS»).
Односторонние швы формируются в ходе сваривания с одной стороны детали, а двусторонние — при сваривании с двух сторон.
Если есть потребность в сваривании элементов способом плавления, значит нужно разделать кромки. Есть огромное количество вариаций раздела кромок, которые описываются различными коэффициентами угла, формата зазора.
Подбор подходящей модели разделки обуславливается толщей металла и сварочным методом. На картинке изображены варианты раздела кромок. Разрешается применять любой вариант.
Отображение в документе сварочных швов

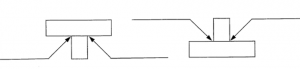
Далее мы изучим символы, отмечающие шов в схеме. Соединения бывают как видимые, так и невидимые. Прерывающимся отрезком помечается невидимый шов. А непрерывным отрезком видимый.
Размещенный внутри, называется невидимым, а в случае, если снаружи, то видимым. Соединение называют лицевым, если сваривание металла проводится наверх швом и он односторонний.
Если же он двусторонний, значит первоочередное соединение здесь считают лицевым. В случае симметричных кромок, каждую сторону тут можно назвать лицевой.
На его контур указывает односторонняя стрелка. На ней расположена специальная «полка», на которой есть дополнительный знак либо буква, которая обозначает шов. Определения размещаются при невидимом шве под полкой, а при видимом, над ней.
Кроме стрелок либо букв используют вспомогательные знаки, обозначающие сварочные швы. Далее вы увидите шаблонную схему условного обозначения, на ее «костяке» далее возникают буквенные обозначения либо другие символы.
Ко вспомогательным знакам принадлежат сочетания цифр и букв, вмещающие в себя данные о соединении.
Вот вам пример для большей ясности: 1 — число, определяющее сварочную сторону. Числом 2 помечается двустороннее сваривание. С — буква, характеризующая вид шва. Символ С1 расшифровывается как «стыковой шов, односторонний».
Далее при определенных методах вы сможете рассмотреть шовные соединения и условные обозначения.
У сварочных способов тоже имеются буквенные условные обозначения. Эта информация отображается в чертежных схемах. Процедура сваривания, отображаемая в схеме проводится отталкиваясь от нормативов.
Методы и обозначения базового сваривания:
- Процесс сварки с проволокой и стержнями из вольфрама в газовой защитной среде (ИНп).
- Автоматическое сваривание под флюсом с флюсовой подушкой («Аф»).
- Сваривание с плавящимися стержнями в защитной газовой среде («ИП»).
- Сваривание в газовой защитной среде без проволоки, а также с задействованием стержней из вольфрама («ИН»).
- Сваривание плавящимися стержнями в углекислогазовой среде («УП»).
- Автоматическое сваривание с флюсом, без участия подкладок и подушек из флюса при процессе («А»).
ПРИМЕРЫ

Для лучшего понимания и усвоения символьных определений, приведем кое-какие понятные примеры.

На иллюстрации изображен стыковой шов. Его кромка содержит криволинейный скос. Усиление отсутствует со всех боков.
Шероховатость с изнаночной стороны составляет Rz 80 мкм, и Rz 20 мкм с лицевой. Соединение двустороннее, произведено при помощи дугового ручного сваривания

Можно заметить: скосов либо кромок у двустороннего углового шва нет. Соединение сформировано с задействованием флюса и при помощи автоматического сваривания.

Здесь опять-таки присутствует стыковой шов, имеется подкладочное одностороннее соединение, но не имеется скосов либо кромок. Он сформирован при помощи нагретого газа, а также с применением сварочной проволоки.

Здесь изображен тавровый шов, лишенный кромок либо скосов. Работа выполнена при участии РДС в среде газа с задействованием неплавящегося стержня из металла.
Он прерывистый, сформирован двусторонним способом. Катет — 6 мм, протяженность — 50 мм, с шагом в 100 мм (помечается «Z»). t пр — длина шага прерывистого соединения, а t ш — длина шва.

Здесь шов сформирован нахлестом. Он без скосов и кромок.
Шов тоже односторонний и формируется методом дугового ручного сваривания с задействованием плавящегося стержня в газовой защитной среде. Катет — 5 мм. Сварочное соединение осуществляется по незамкнутой линии.
Заключение
Мы постарались донести вам все сведения о сварочных швах, условных обозначениях и о расшифровке символов в чертежных документах.
Изначально начинающим сложно выучить буквенно-знаковые символы, используемые для обозначений швов во время сваривания. Потому задействуйте при работе блокнот с законспектированными понятиями из нашей статьи.
С течением времени вы научитесь мгновенно понимать самые запутанные чертежи и поймете, как верно прочесть знаки.
На большом заводе папка, содержащая чертежи, бывает крайне увесистой, следовательно, нужно научиться оперативно и качественно понимать все документы, касающиеся металлоконструкций.
Профессионалы сварочного дела в комментариях могут поделиться своими знаниями о прочтении чертежей, чтобы новички ясно понимали принципы и нюансы работы. Желаем вам успехов в вашей работе!
Как правильно обозначаются сварные швы согласно ISO 2553:2013 «Процессы сварки и сопряженные процессы. Условное представление на чертежах. ..»
ВВЕДЕНИЕ
Основные требования к условному изображению сварных швов сформулированы в международном стандарте ISO 2553:2013: “Сварные и паяные швы. Символьное представление на чертежах” и в его европейской версии EN 22553.
Символьные обозначения швов предусматривают указание основных геометрических параметров швов: толщины, протяженности, характерных линейных размеров и пр. Так же предусмотрена возможность указания на швах дополнительных сведений, касающихся используемой технологии сварки, группы качества изделия, положения сварки, используемых присадочных материалов.
ОСНОВНЫЕ СИМВОЛЫ СВАРНЫХ ШВОВ
Символы различных типов сварных швов в целом похожи на соответствующий шов, а также несут информацию о форме разделки кромок под сварку. Символ не несет никакой информации о применяемом методе сварки.
Использование комбинации основных символов
При необходимости могут использоваться комбинации основных символов. Так например, если швы сварены с обеих сторон, то основные символы соединяются так, чтобы были расположены симметрично к линии-выноске (см. стр. 10). Примеры использования комбинации основных символов представлены в таблице.
Дополнительные символы
При необходимости символьное обозначение шва может включать наряду с основными также дополнительные символы, характеризующие форму поверхности шва или способ ее обработки. Перечень дополнительных символов приведен в таблице ниже. Если дополнительный символ не указан, то это означает, что не предъявляются требования к форме поверхности шва.
Примеры использования дополнительных символов
РАСПОЛОЖЕНИЕ СИМВОЛОВ НА ЧЕРТЕЖАХ
Основные и дополнительные символы образуют только часть полного условного обозначения сварного шва, которое также включает следующие элементы:
- линию со стрелкой;
- двойную линию-выноску, состоящую из двух параллельных линий, а именно из сплошной и пунктирной линий;
- вилку, которой дополняется линия-выноска, и за которой могут быть указаны дополнительные данные необходимые для выполнения сварного шва.
Символ, обозначающий сварной шов, может располагаться на сплошной или на пунктирной линии-выноске в зависимости от того на какую сторону сварного шва указывает стрелка:
Примеры условных изображений сварных швов с использованием основных символов
Примеры условных изображений сварных швов с использованием комбинаций основных и дополнительных символов
Примеры особых случаев
Внимание: Символьное изображение шва не может быть использовано в тех случаях, когда нельзя указать стрелкой лицевую или обратную сторону шва, например, когда между стрелкой и швом проходит сплошная стенка.
ДОПОЛНИТЕЛЬНЫЕ ДАННЫЕ ШВА
К дополнительным данным относятся следующие характеристики шва:
Сварочные работы Киев
Заказать грузчиков Киев
Установка решеток на окна Киев
Непонимание символов сварки, часть 2
Автор: Алисия ГарсияВ статье Непонимание сварочных символов, часть I мы обсудили несколько распространенных недоразумений, которые возникают у людей при чтении отпечатка, покрытого символами сварки. Как и было обещано, мы возвращаемся к решению еще пяти неправильно понятых символов. В этот набор включены несколько заблуждений о символах неразрушающего контроля.Давайте продолжим с того места, где мы остановились, ладно?
Ошибка № 6: Угловой сварной шов в отверстии по сравнению с частично заполненным электрозаклепочным швом
Важно отметить, что угловой сварной шов в отверстии отличается от частично заполненного электрозаклепочного шва. Какая разница? Угловой шов в отверстии покрывает периметр отверстия. Однако частично заполненный электрозаклепной шов полностью заполняет дно подготовленного отверстия, но не достигает вершины соединения. На изображении ниже показано поперечное сечение углового сварного шва в отверстии по сравнению с частично заполненным электрозаклепочным швом.Заметили разницу? Обозначение углового шва используется для обозначения первого примера, а символ электрозаклепки — для обозначения второго.
Ошибка № 7: размеры штабелирования
Один символ может многое рассказать о сварном шве, включая размер, шаг, глубину заполнения, количество сварных швов, угол зенковки и так далее. Во многих случаях эти размеры помещаются выше или ниже символа сварного шва в зависимости от расположения самого символа сварного шва. Теперь, когда необходимо разместить несколько размеров выше или ниже символа сварки, важно знать их правильный порядок.Включенные размеры могут варьироваться от сварного шва к сварному шву. В качестве примера рассмотрим сварные швы с пазами, которые могут содержать не более 4 частей информации, вырисовывающихся над или под символом сварного шва. В случае щелевых сварных швов глубина заполнения помещается в пределах самого символа сварного шва, затем угол зенковки помещается сразу за пределами символа сварного шва, а затем указывается количество сварных швов. После этого отмечается любой необходимый контур и метод отделки, если потребуется отделка после сварки.Все эти размеры могут присутствовать не всегда, поэтому, если вы когда-либо не уверены, что такое конкретный размер, всегда указывайте AWS A2.4, Стандартные символы для сварки, пайки и неразрушающего контроля.
Ошибка № 8: прерывистые сварные швы с шахматным шагом
Существует несколько различных типов прерывистых сварных швов: прерывистые, цепные прерывистые и прерывистые со сдвигом. Цепные и ступенчатые прерывистые сварные швы возникают, когда прерывистые сварные швы расположены с обеих сторон соединения.Часто возникает путаница, когда люди впервые сталкиваются с парой символов угловых или кромочных сварных швов, смещенных на контрольной линии. Что ж, это смещение — это то, что отличает цепной прерывистый шов от прерывистого шва в шахматном порядке. Видите ли, смещение предназначено для имитации рисунка, который образует ступенчатый прерывистый сварной шов на стыке. Теперь, с какой стороны соединения начинается сварной шов, а какая — несварной зазор? Ну, это тоже касается шумоподавителей со смещением. Сторона контрольной линии, у которой есть символ сварного шва, ближайший к стрелке, — это сторона, которая начинается со сварного шва, а другая сторона начинается с зазора.
Ошибка № 9: Объем неразрушающего контроля
Символы используются не только для описания сварных швов. Они также используются для определения требований к неразрушающему контролю. В то время как символы неразрушающего контроля следуют правилам, аналогичным правилам стандартного символа сварки, они сохраняют некоторые собственные правила и нюансы. Например, если вам нужно указать объем экзамена, у вас есть два способа сделать это. Вы можете указать точную длину области, которая будет проверяться, или вы можете отметить процент исследуемой детали, как мы упоминали в Сварочные символы Demystified Part I .В обоих случаях номер пишется справа от аббревиатуры выбранного метода обследования. Разница здесь в том, что один более конкретен, чем другой. Хотя указание точного размера по длине дает больше определенности, важно отметить, что один размер не предоставит кому-либо достаточно информации для проверки соединения или детали. Вместо этого необходимо включить чертеж с размерными линиями, чтобы указать точное положение исследуемой длины, которая может приходиться на правую, левую или центральную часть детали.
Ошибка № 10: Комбинация исследований
В отличие от символов сварки, которые могут содержать только два типа сварного шва на одной контрольной линии, символы проверки могут содержать три или более! Эти обследования могут проводиться со стороны стрелки, с другой стороны или вообще не иметь побочного значения. Давайте посмотрим, как это передать.
Как всегда, боковые исследования, выполненные стрелкой, указаны под контрольной линией, а другие боковые исследования указаны над контрольной линией.Когда нет никакого побочного значения или предпочтения относительно того, с какой стороны проводится исследование, буквенное обозначение теста центрируется на контрольной линии. Однако, в отличие от сварочных символов, часть линии удаляется, чтобы освободить место для буквенного обозначения. Как мы уже упоминали, один символ может использоваться для обозначения более двух тестов. Это включает в себя несколько тестов, которые будут проводиться на одной стороне контрольной линии. Если требуется более одного теста с одной стороны от контрольной линии или если более одного теста центрированы на контрольной линии, они просто разделяются знаком плюс, как показано здесь.
На этом мы завершаем эту серию! Помните: чтобы лучше познакомиться с правилами использования этих символов, вы всегда можете пройти наш курс Общие сведения о сварочных символах . В рамках курса мы рассмотрим все ошибки, которые мы обсуждали в этой серии блогов, в дополнение к правилам, применимым ко всем другим символам сварки. AWS A2.4 содержит огромное количество информации, которая сначала может показаться запутанной. Однако с Знакомство с символами сварки в вашем распоряжении чтение распечаток станет для вас таким же легким, как чтение книги или даже этого блога.
,9 основных шагов для считывания символов сварки
| Поделиться | Твитнуть | Поделиться | Pin It | Распечатать | Эл. адресУмение интерпретировать символы сварки очень важно, но подавляющему большинству сварщиков это сложно. Очень небольшой процент компаний требует, чтобы кандидаты на сварку знали, как читать символы. Ввиду нехватки сварщиков на сегодняшнем рынке создание этого условия было бы невозможным.
Компаниям необходимо пройти обучение сварщиков.Проблема в том, что во многих случаях у производителей нет сотрудников, которые могли бы это сделать. Обычно это имеет место в компаниях малого и среднего размера. Однако, если вы нуждаетесь в таком обучении, вы можете рассчитывать на помощь извне. Продавцы, в основном промышленные дистрибьюторы и представители производителей сварочного оборудования, должны обладать этими знаниями. По крайней мере, высококвалифицированные. Как правило, они могут предложить этот тип обучения бесплатно или за небольшую плату.
Приведенные ниже 9 шагов представляют собой очень простое введение в символы сварки.Это лишь поверхностная точка зрения на обучение символов сварных швов. Если у вас есть вопросы, дайте нам знать, ответив на сообщение.
Сварочные символы, основы
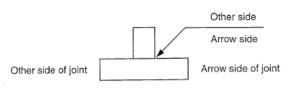
- Каждый символ сварного шва должен состоять из стрелки и контрольной линии.
![]()
- Стрелка может указывать вверх или вниз
- Стрелка не обязательно должна указывать на сторону стыка, которую необходимо сварить.Иногда из-за нехватки места на чертеже стрелка не умещается на одной стороне, поэтому информация, размещенная на контрольной линии, будет показывать, идет ли сварной шов на стороне стрелки или на противоположной стороне.
- Тип сварного соединения обозначается специальным символом. У Американского общества сварщиков есть очень хорошая таблица с подробным описанием этих символов. Ниже приведен его раздел.

В дальнейшем мы остановимся на угловых швах, поскольку следующая информация отображается по-разному в зависимости от типа сварного соединения.

Загрузите это руководство БЕСПЛАТНО
- Информация, такая как размер, длина и другие особенности, будет отображаться рядом с символом сварного шва. Местоположение этой информации имеет значение. Ниже мы видим пример обозначения углового шва.

Обозначения углового шва ВСЕГДА имеют вертикальную линию символа слева.
- Длина углового шва, если она не является всей длиной соединения, отображается справа от символа.

- Прерывистые сварные швы вызываются с использованием длины и шага. Как отмечалось выше, число справа от диагональной линии символа скругления обозначает длину (в США это будет в дюймах, если не указано иное). Шаг отображается справа от длины и указывает расстояние между центрами.

- ОЧЕНЬ ВАЖНО: если вы когда-нибудь увидите флажок на пересечении контрольной линии и стрелки, НЕ выполняйте этот сварной шов, если вы находитесь в магазине. Этот флаг указывает, что сварка должна выполняться в полевых условиях.

Круговое обозначение означает, что сварной шов должен идти по всей длине.
- Несколько схем выше показывают конфигурацию основного материала (графическое представление соединения, показывающее, как две части соединяются вместе).На реальном чертеже этого почти никогда не бывает, поэтому важно знать различные обозначения сварных швов, отображаемые на Таблице символов AWS. Рисунок, скорее всего, будет выглядеть примерно так:
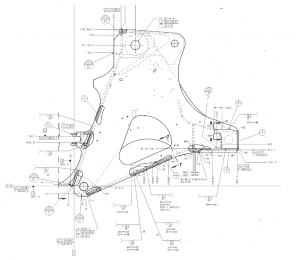
Подробные чертежи деталей могут содержать множество символов сварки.
Это было очень простое введение в символы сварных швов. Программы обучения, которые мы разработали или разработали для клиентов, варьируются от 4 до 16 часов.Программы обычно подстраиваются под нужды клиента и поэтому сильно различаются по длине.
Хотите узнать о сварочных обозначениях для сварных швов с разделкой кромок? Ознакомьтесь с 9 основными шагами по считыванию символов сварки для швов с разделкой кромок.
Источник: Учебное пособие по символам сварки
