Особенности полуавтоматической и автоматической сварки
Полуавтоматическая сварка и автоматическая позволяют получить высокую точность шва. Такая сварка имеет много преимуществ, нежели обычная ручная, поскольку процесс не зависит от уровня квалификации рабочего. Исходя из этого, можно проследить значительную экономию финансов, так как если работать с мастером высокой квалификации, то можно получить хорошее качество, но при этом высокую стоимость. Если же экономить на уровне квалификации, в данном случае будет страдать качество сварки.

Схема устройства сварочного полуавтомата.
Сущность автоматизированного процесса состоит в механическом перемещении электрода вдоль шва и подачи электрода в дугу. Автоматически поддерживается длина дуги. Особенности полуавтоматической сварки состоят в том, что происходит механизированная подача электрода непосредственно в зону сварки, однако электрод вдоль шва перемещается вручную.
Читайте также:
Что такое бура и как правильно ее использовать.
Как варить электродами по нержавейке.
О флюсе для пайки читайте здесь.
Принципы, которые вложены в работу полуавтоматической дуговой сварки, и ее особенности
Дуговая сварка встречается двух видов: это автоматическая и полуавтоматическая дуговая сварка. Автомат прекрасно подойдет для массового производства или серийного. Для мелкосерийного лучше всего использовать полуавтомат. В индивидуальном случае применяют ручную дуговую сварку. Не всегда для предметов, на которых нужно осуществить сваривание, хорошо подходит автоматический процесс. Например, сварные швы могут быть короткими или иметь достаточно сложную конфигурацию, а также могут быть неудобно расположены. Существует несколько вариантов полуавтоматической дуговой сварки:
- Сварка, которая производится с помощью лежачего электрода или наклонного.
- Шланговая сварка.

Классификация дуговой сварки.
В первом случае используется электрод, который имеет толстую смазку, ложится на предмет, который прикрыт писчей бумагой. После этого на него ложится большой прижимной брусок, который обязательно должен быть из меди. В этом бруске необходимо наличие канавки, которая позволит передвигаться электроду. К электроду подводится сварочный ток. Он крепится на свободный от смазки конец, который для удобства имеет согнутую форму.
Зажигание дуги происходит специальным зажигательным стержнем, который подносят к концу электрода, что примыкает к изделию.После загорания дуга временно становится невидимой, поскольку она ползет под брусок по электроду, расплавляя его. Таким образом, вдоль него формируется наплавленный валик. Длина самого электрода и определяет длину шва, который необходимо наплавить. Чтобы изменить ее, следует просто взять электрод необходимой длины. Он может иметь до 12 см вдоль и до 0,8 см в диаметре.
Если воспользоваться вторым вариантом, то можно изменять сечение наплавленного металла в зависимости от изменения угла. Для этого существуют определенные пределы. Что в первом, что во втором вариантах электрод опирается на изделие, при этом стержень в обоих случаях изолируется от предмета благодаря обмазке, которая выступает так называемым козырьком.
Вернуться к оглавлению
Шланговая полуавтоматическая дуговая сварка

Схема полуавтоматической шланговой сварки.
Вместе с другими видами, данный вариант сварки получил достаточно широкое распространение. Изначально в шланговых полуавтоматах использовалась уникальная система сварки: она производилась за счет электродной тонкой проволоки, которая имела диаметр 4-5 мм.
Вся работа осуществлялась на маленьких сварочных токах. Из-за того, что проволока имела большой диаметр сечения, сам шланг был тяжелым и неудобным, поскольку не мог обеспечить необходимую гибкость при работе. К тому же из-за маленькой производительности не достигался необходимый результат, поэтому предпочтение отдавали применению ручной сварки.
Созданию более удобного шланга для сварки послужило уменьшение толщины проволоки до 0,2 – 0,25 см, а также ее покрытие флюсом – это дало возможность увеличить сварочный ток. Теперь шланг стал более гибким, не таким тяжелым и удобным для работы.
Вернуться к оглавлению
Сварка под флюсом, ее основные возможности и принцип работы
Автоматическая и полуавтоматическая сварка под флюсом – это высокопроизводительный процесс, поскольку она позволяет хорошо обеспечить технологичность в производстве. Чаще всего используется для изготовления и соединения технологических трубопроводов.

Схема сварки под слоем флюса.
Принцип ее действия состоит в том, что сварочная дуга находится между предметом, который непосредственно сваривается и электродной голой проволокой. При этом она плотно прикрыта слоем сыпучего вещества, которое и называется флюсом. Он практически выполняет ту же самую роль, что и прикрытие сварочной дуги при ручной сварке. К тому же можно не прикрывать глаза защитными приспособлениями, поскольку флюс полностью закрывает источник горения, поэтому опасность их повредить сильно уменьшается.
Такой процесс осуществляется благодаря сварочной головке. В автоматическом процессе она перемещается, соответственно, автоматически, а вот при использовании полуавтомата головка вдоль шва перемещается вручную.
Подготовке кромок сварных труб для автомата и полуавтоматической сварки уделяют больше внимания, чем ручной. Это объясняется тем, что обеспечивается большая жидкотекучесть и точность в процессе, поэтому необходимо при сборке установить одинаковые зазоры и разделки фасок.
Только при таком условии можно получить идеально точный размер и толщину шва, а также отличное качество и отлаженную производительность процесса.
Благодаря тому, что повышается коэффициент наплавки, увеличивается плотность тока и растет скорость самой сварки. Полуавтоматы могут увеличивать производительность под слоем флюса практически от 2 до 5 раз больше, чем ручная сварка.
Вернуться к оглавлению
Варианты использования флюса в зависимости от характеристик стали
По характеристикам стали определяют, какую именно марку флюса нужно применить, например:
- низкоуглеродистая или малоуглеродистая сталь – применяются флюсы ФЦ-9, АН-348А, ОСЦ-45;
- высоколегированные стали – используется флюс ФЦЛ-2;
- углеродистые и легированные стали – необходим флюс неплавленный керамический КВС-19 или К-2;
Что касается всех остальных труб, то для сварки обычно используется холоднотянутая калиброванная проволока.
Диаметр такой сварочной проволоки от 0,3 до 12 мм. Однако наиболее часто используется сечение от 0,8 мм до 5 мм. Ее химический состав может быть различным.
Вернуться к оглавлению
Сварочный пост и его конструкция

Схема соединения сварочного поста.
Сварочный пост – это рабочее место мастера. Оно оснащено различными инструментами и еще целым комплектом технологического приспособления, которое необходимо для работы сварщику. Они могут быть двух видов: передвижные и стационарные.
Передвижной пост обычно применяется в том случае, если необходимо осуществить сварку на большом изделии. Обычно он расположен на свободном пространстве, при этом закрыт навесом во избежание попадания светового излучения. Еще могут использоваться защитные щиты.
Стационарный пост – это кабинка, которая имеет размер 2000х2500х2000, она не имеет крыши. Стенки ее изготавливают из нескольких материалов: брезента, тонкой стали или фанеры. Однако перед установкой нужно обязательно обработать огнеустойчивой смесью или раствором квасцов. Это позволит обезопасить работу сварщика. Пол обязан состоять из огнестойкого материала. Освещенность кабинки не может быть меньше 80 лк. Обеспечивается хорошая вентиляционная система. Отсос воздуха должен быть расположен таким образом, чтобы при сварке полученные газы были отведены от работника.
Сам процесс выполняется на столе высотой 500-700 мм при наличии чугунной крышки, которая должна быть 20-25 мм толщиной. Нельзя пренебрегать техникой безопасности, поскольку сварка может быть очень опасна, если не соблюдаются все положенные правила.
В кабине сварщика имеется магнитный пускатель или рубильник, который непосредственно обеспечит доступ тока при сварке.
Автоматическая и полуавтоматическая сварка — Виды сварки и их общие характеристики — Сварные соединения
12 декабря 2011Принцип автоматической сварки заключается в том, что электрод подается к месту сварки автоматически при непрерывном разматывании бухты специальной электродной проволоки. Электрод подается автоматической (сварочной) головкой, которая выполняет те же функции, что рука сварщика при ручной сварке.
Схема автоматической сварки под слоем флюса

Вместо обмазки применяется сыпучий материал определенного химического состава (флюс), которым засыпается конец электрода. Флюс полностью изолирует место сварки от воздуха, так как горение дуги происходит под слоем флюса. В результате получается однородный, плотный, с глубоким проваром шов, обладающий высокими механическими показателями.
Таблица Механические свойства образцов сварных соединений и наплавленного металла шва.
Вследствие большой силы тока, применяемого при автоматической сварке (600 — 3 000 а), производительность ее в 3 — 5раз (а иногда даже в десятки раз) выше, чем при ручной сварке.
Автоматическая сварка угловых швов балок сварочными тракторами

При проектировании конструкций, соединения которых должны быть выполнены автоматической сваркой, необходимо предусматривать такие конструктивные решения, которые не мешали бы проходу автоматической головки. Автоматическая сварка может осуществляться на стационарной установке или при помощи сварочных тракторов1.
Автоматическая сварка

Автоматическая сварка угловых швов в нижнем положении:
а — «в лодочку»;
б — наклонным электродом;
в — способом оплавления.
Обычно эту сварку выполняют при нижнем положении швов, применяя для этого вращающиеся кондукторы. При этом швы формируются свободно.
В последнее время Институтом электросварки АН УССР разработан метод сварки с принудительным формированием швов (для металла толщиной от 10 до 24 — 30 мм), предназначенный главным образом для наложения вертикальных швов. Схема такой сварки показана на фигуре.
Вращающийся кондуктор для сварки балок

Схема автоматической сварки

Схема автоматической сварки с принудительным формированием шва:
1 — охлаждающая вода;
2 — ползун;
3 — мундштук;
4 — задняя прокладка;
5 — электрод;
б — расплавленный флюс;
7 — ванна;
8 — шов.
Для сварки элементов толщиной больше 24 — 30 мм применяется метод бездуговой сварки, названной электрошлаковой. Для этого вида сварки, с помощью которой можно сваривать детали большой толщины (200 — 300 мм), характерно, что ток проходит через расплавленный шлак (флюс) с выделением тепла, достаточного для плавления основного и электродного материала.
Схема электрошлаковой сварки

Схема электрошлаковой сварки:
1 — кромки изделия;
2 — охлаждаемые ползуны;
3 — ванна расплавленного шлака;
4 — металлическая ванна;
5 — электрод, погруженный в шлак.
Полуавтоматическая сварка

Полуавтоматическая сварка:
а — установка для полуавтоматической сварки: 1 — сварочный трансформатор; 2 — аппаратный ящик; 3 — бухта проволоки; 4 — подающие ролики; 5 — гибкий шланг; 6 — держатель и бункер флюса; 7 — свариваемое изделие;
б — держатель ДШ-5: 1 — трубчатый мундштук; 2 — воронка для флюса; 3 — заслонка; 4 — ручка с кнопками управления.
Для наложения швов, неудобных для автоматической сварки, может применяться шланговая полуавтоматическая сварка под флюсом. Идея этого вида сварки заключается в том, что тонкая электродная проволока диаметром 2 мм подается к месту сварки по гибкому шлангу механизированным способом, а движение вдоль шва производится вручную.
Флюс подается непосредственно из воронки держателя, на котором находятся также кнопки управления. На фигуре показана приварка полуавтоматом ребер жесткости сварной балки.
Полуавтоматическая сварка ребер жесткости балок

Другие виды сварки
Точечная электросварка. За последние годы появились машины, сваривающие пакеты листов общей толщиной до 30 мм при помощи сплавления их в отдельных точках. Для этого свариваемые листы помещают между двумя обжимающими их медными электродами, через которые пропускают ток большой силы.
Точечная сварка в строительных стальных конструкциях в настоящее время не получила заметного распространения из-за невозможности обеспечить стабильные показатели прочности для толстых деталей.
Газовая сварка. Сгорание ацетилена в струе кислорода дает высокую температуру (3200°), в результате чего расплавляются и свариваются основной металл и присадочный материал в виде проволоки, которая вводится в газовое пламя. Газовая сварка мало производительна и поэтому применяется редко, преимущественно в ремонтном деле.
1 Д. П. Шиловцев, Изготовление стальных конструкций, Государственное издательство литературы по строительству и архитектуре, 1954.
«Проектирование стальных конструкций»,
К.К.Муханов
Как работает полуавтоматическая сварка — устройство и виды

Автоматическая и полуавтоматическая электросварка используется практически во всех областях производства и промышленности. Таким методом соединяются металлические детали разной толщины и текстуры. По эффективности полуавтоматы выигрывают перед ручной электродуговой сваркой. Для начинающих сварщиков, которые хотят освоить этот вид деятельности рекомендуется начать с теоретической части, а после приступить к практике сварки труб и других металлических конструкций..
Какие бывают виды полуавтоматических сварочных аппаратов
Для правильной работы и регулировки настроек аппарата необходимо понимать принцип работы устройства и его составляющие. Вот основные узлы полуавтомата:
- основной блок с ручками регулировки и индикационной панелью;
- газовый баллон;
- соединительные провода;
- переносной блок с регулировкой скорости подачи присадочного прутка;
- бобина с проволокой;
- держак горелки.
Чтобы защитить металл от воздействия кислорода применяют два вида сварки.
- Сварка с флюсом представляет собой дополнительный материал из гранулированного порошка, который по своим свойствам похож на покрытие электрода. При нагреве порошок плавится и образует своеобразный панцирь, таким образом, защищая сварочную ванну от негативного окисления.
- Сварка с применением защитных газов.
Полуавтоматы делят на однофазовые и двухфазовые модели. Первые работают от обычной сети, но чувствительны к перепадам напряжения, что отражается на стабильности дуги. Второй вариант работает в разных режимах, но не ко всем источникам питания может подключиться.
Работа полуавтомата
Роль плавящегося электрода в полуавтоматической сварке принадлежит раскручивающейся проволоке, которая равномерно подается из катушки. Дуга удерживается мастером вручную, как и движения горелкой. Сварочная проволока выходит из наконечника, зажатая очень плотно, без зазоров. Расстояние от конца проволоки и свариваемой деталью заполняет дуга, металлическая проволока плавится под воздействием большой температуры, образуя расплавленную жидкость, то есть сварочную ванну. По мере отодвигания горелки, металл остывает в виде сварочного шва. Сопло, в котором находится наконечник, предназначено для обеспечения необходимой защитной среды. Через его рассеиватель подается газ.
Какие бывают сварочные полуавтоматы
Сварочные аппараты квалифицируются по конструкции и по источнику питания. Производят их двух видов:
- одноблочные аппараты, когда в одном корпусе расположены питание, клапан газа и бобина с проволокой, которая может быть встроенной или размещенной рядом;
- двухблочные аппараты, газовый клапан и катушка вынесены в автономный блок, соединенный с источником питания специальным кабелем.
Также сварочные полуавтоматы изготавливают двух типов: выпрямители и инверторы. В первом случае аппараты громоздки, но просты в использовании. Их цена довольно низка, постоянный ток бывает пульсирующий, малоэффективны. Во втором случае, цена выше, а недостатков практически нет. Они работают в разных сварочных режимах и могут выполнять импульсную сварку.

Полуавтоматы выпускаются в разных комплектациях и отличаются методами подачи прутка, типом остывания, снабжением напряжения, классом защитной среды.
Режимы сварки
При выборе режима обратите внимание на полярность сварочного тока. При плюсе на электрод, дуга накаляет сильнее присадочный шнур, а при минусе на электрод – свариваемую зону. Этот момент используют в сварке металлов разной толщины, чем толще поверхность, тем лучше нужно ее разогреть.
Очень удобная функция с автоматической подачей проволоки. В зависимости от силы тока, проволока будет выходить медленнее или быстрее. Сварщику только необходимо стабильно удерживать дугу и уверенно держать горелку.
Импульсный режим инверторных установок дает возможность создавать более прочные и качественные швы.
Виды сварки в среде защитного газа
Для обеспечения прочного и долговечного шва, во время сварки используется углекислый газ или гелий. Выбор именно этих веществ продиктован небольшой стоимостью и простотой производства. Предварительно следует очистить поверхность от инородных тел, используя щетку или наждачку.
Сварочный шов применяется трех типов.
- Непрерывный шов, горелка не выключается от начала и до конца процесса.
- Точечный шов, прихватываются только отдельные участки поверхности.
- Шов, с созданием короткого замыкания. Применяется в сварке тонких элементов.

Сварка с использованием углекислого газа происходит при переменном токе. Настройки аппарата задаются в зависимости от вида металлической детали и ее толщины. Количество газа, израсходованного при сварке, зависит от выбранного режима. Сначала включите подачу газа, а потом начинайте устанавливать электродугу. Чтобы зажечь дугу, постучите о деталь и «почиркайте» о металл как спичкой. Контакт с металлом делайте на том участке, где будет проходить шов, чтобы не поцарапать видимое место. Включите клавишу Старт для автоматической подачи проволоки.
Красивый и ровный шов получается, если проволоку удерживать прямо, но не очень близко к детали, чтобы не загораживать себе видимость. Два свариваемых изделия необходимо выложить с определенным расстоянием друг от друга. Если элементы не большие 1 см, то расстояние между ними достаточно в 1 мм. Если свариваемые элементы больше этого значения, то пространство между ними должно быть в пределах десяти процентов.
Автоматическая и полуавтоматическая сварка под флюсом
Автоматическая и полуавтоматическая сварка под флюсом
Автоматическая и полуавтоматическая сварка под флюсом является высокопроизводительным сварочным процессом при изготовлении технологических трубопроводов. При сварке под флюсом сварочная дуга горит между голой электродной проволокой и свариваемым изделием под слоем сыпучего материала, называемого флюсом. Флюс в основном играет такую же роль, как и покрытие электрода при ручной дуговой сварке и, кроме того, закрывает дугу, вследствие чего при этой сварке не требуется защищать глаза специальными стеклами.
Сварку под флюсом осуществляют с помощью сварочной головки.
Полуавтоматическая сварка отличается от автоматической тем, что сварочную головку перемещают вдоль шва вручную.
Подготовляют кромки свариваемых труб и деталей и собирают их для автоматической и полуавтоматической сварки более тщательно, чем для ручной. Глубокий провар и жидкотекучесть расплавленного металла требуют выдерживать при сборке одинаковые размеры зазоров и разделок фасок, что обеспечивает получение высокого качества сварных швов и высокую производительность процесса.
Производительность автоматической и полуавтоматической сварки под слоем флюса в 2—5 раз выше по сравнению с ручной и достигается за счет увеличения плотности тока, увеличения скорости сварки и повышения коэффициента наплавки.
Эксплуатационные преимущества заключаются в полной или частичной автоматизации процесса сварки и, как следствие, улучшении условий труда сварщика.
При автоматической и полуавтоматической сварке труб из малоуглеродистой и низколегированной стали применяют плавленые флюсы АН-348А, ОСЦ-45, ФЦ-9, а из высоколегированной стали аустенитного класса флюс ФЦЛ-2. Неплавленые керамические флюсы К-2 и КВС-19 применяют для сварки легированных и углеродистых сталей.
Для сварки под флюсом стальных труб в основном используют калиброванную холоднотянутую сварочную проволоку круглого сечения. Сварочную проволоку изготовляют диаметром от 0,3 до 12 мм из стали различного химического состава. Наиболее часто применяют проволоку диаметром от 0,8 до 5 мм.
Для сварки труб из малоуглеродистой и низколегированной стали применяют сварочную проволоку Св-08, Св-08ГА, Св-20Г2 и др. Для сварки труб из легированной и высоколегированной стали используют сварочную проволоку из сталей тех же классов (аустенитную, перлитную).
Рис. 80. Трактор ТС-17М:
1 — механизм подачи проволоки, 2 — механизм поперечной корректировки, 3 — бункер для флюса,
4 — кассета, 5 — пульт управления, 6 — коробка скоростей сварки, 7 — механизм включения передвижения трактора, 8 — электродвигатель, 9 — коробка скоростей подачи проволоки
Сварочный дуговой автомат состоит из трех основных частей: сварочной головки, источника питания сварочной дуги и аппаратного ящика с пультом управления. Для автоматической и полуавтоматической сварки под флюсом труб, узлов и деталей трубопроводов наибольшее применение нашли сварочные тракторы ТС-17М, АДС-500, АДС-1000-2, сварочные головки типа ПТ-56, ПТ-1000 и полуавтоматы ПШ-5, ПШ-54, ПДШМ-500. Сварочными тракторами называют аппараты, перемещающиеся непосредственно по свариваемому изделию.
Сварочный трактор представляет собой самоходную тележку, на которой установлены механизм подачи электродной проволоки с токоподводящим мундштуком, бункер для флюса, кассета с электродной проволокой и пульт управления. Наиболее простым, малогабаритным и легким из всех существующих в настоящее время сварочных тракторов является сварочный трактор ТС-17М (рис. 80). Поскольку этот трактор небольших габаритных размеров, его можно применять при сварке внутренних швов цилиндрических изделий диаметром от 1 м и выше. Трактор рассчитан на сварку электродной проволокой диаметром от 1,6 до 5 мм при сварочном токе 200—1000 а. Им можно сваривать любые швы в нижнем и близком к нижнему положениях.
Рис. 81. Универсальный держатель ДШ-5:
1 — бункер для флюса, 2 — щиток для регулирования подачи флюса, 3— шланг, 4 — кнопка управления, 5 — упор, 6 — электродная проволока, 7 —трубчатый наконечник
Рис. 82. схема установки для шланговой полуавтоматической сварки труб под флюсом с помощью полуавтомата ПШ-54:
1 — дроссель, 2— сварочный трансформатор, 3 — щиток, 4 — аппаратный шкаф, 5 — подающий механизм полуавтомата, 6 — крюк для подвешивания подающего механизма. 7 — кассеты для электродной проволоки, 8 — гибкий шланг, 9 —держатель
Шланговые полуавтоматы ПШ-5, ПШ-54 и ПДШМ-500 благодаря своей простоте и надежности в работе получили широкое применение в трубозаготовительных цехах и заводах. Полуавтоматы предназначены для дуговой сварки под флюсом переменным или постоянным током сплошных и прерывистых прямолинейных, круговых и криволинейных швов, угловых, стыковых и нахлесточных соединений. Полуавтоматами сваривают изделия из малоуглеродистой стали толщиной 3—20 мм и швы, расположенные на горизонтальных и наклонных (до 15°) плоскостях и в труднодоступных местах. Полуавтомат ПШ-5 работает по принципу постоянной подачи проволоки. Скорость подачи проволоки изменяется сменными шестернями. Полуавтомат рассчитан на сварку электродной проволокой диаметром 1,2— 2,5 мм при силе тока до 600 а. Область применения полуавтомата значительно расширяется с применением сменных специализированных держателей (ДШ-5, ДШ-7, ДШ-16, ДШ-17). Наибольшее применение нашел универсальный держатель ДШ-5 (рис. 81).
Полуавтомат ПШ-54 (рис. 82) комплектуется из тех же узлов, что и полуавтомат ПШ-5, но в отличие от него имеет ряд усовершенствований. В частности, вместо сменных шестерен подающий механизм 5 снабжен легкой коробкой скоростей. Держатель 9 полуавтомата ДШ-54 имеет то же устройство, что и держатель ДШ-5.
1. В чем преимущества автоматической и полуавтоматической сварки перед ручной?
2. Объясните назначение флюса при сварке?
3. Назовите основные марки сварочной проволоки.
4. Какое основное оборудование применяют для автоматической и полуавтоматической сварки под флюсом?
5. В чем отличие шланговых полуавтоматов от сварочного трактора?
Все материалы раздела «Сварка труб» :
● Способы сварки трубопроводов и виды сварных соединений
● Подготовка труб под сварку
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов
Автоматическая и полуавтоматическая сварка
Автоматы и их основные узлы. Автоматом для дуговой сварки называют устройство, механизирующее возбуждение и поддержание дуги, перемещение ее вдоль линии соединения и подачу сварочных материалов в зону плавления.
П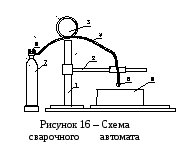 одавляющее
большинство автоматов предназначено
для сварки плавящимся электродом –
проволокой. Такой автомат (рисунок 16)
представляет собой укрепленную на
основании стойку 1, по которой в
вертикальном направлении может
перемещаться рейка 2. Эта рейка имеет
возможность поворачиваться относительно
оси стойки. По реке 2 перемещается каретка
5, к которой подводится шланг 4, подводящий
сварочную проволоку и углекислый газ
в зону сварки. Углекислый газ подается
в шланг из баллона 7 через редуктор 8.
Необходимость применения редуктора
обусловлена тем, что давление газа в
баллоне порядка 200 ати, а для сварочного
процесса достаточно давления в 0.2 ати.
Проволока при помощи механизма подачи
сматывается с барабана 3. Механизм подачи
проволоки представляет собой пару или
несколько последовательно стоящих пар
роликов, вращаемых электромотором через
редуктор. Ролики зажимают проволоку,
вытягивают ее с катушки и проталкивают
в мундштук. Расстояние от места подвода
тока к проволоке до дуги не превышает
нескольких сантиметров. Поэтому потери
напряжения из-за сопротивления проволоки
малы и можно работать на гораздо больших
плотностях тока, чем при ручной сварке.
Так, сварку проволокой диаметром 1 мм
выполняют токами до 450 А, то есть
значительно большими, чем при ручной
сварке электродами диаметром 5 мм.
Вследствие этого, производительность
и глубина проплавления при автоматической
сварке гораздо больше, чем при ручной.
Немаловажно также, что время подготовки
сварщика для работы на автомате гораздо
меньше, чем для ручной дуговой сварки.
одавляющее
большинство автоматов предназначено
для сварки плавящимся электродом –
проволокой. Такой автомат (рисунок 16)
представляет собой укрепленную на
основании стойку 1, по которой в
вертикальном направлении может
перемещаться рейка 2. Эта рейка имеет
возможность поворачиваться относительно
оси стойки. По реке 2 перемещается каретка
5, к которой подводится шланг 4, подводящий
сварочную проволоку и углекислый газ
в зону сварки. Углекислый газ подается
в шланг из баллона 7 через редуктор 8.
Необходимость применения редуктора
обусловлена тем, что давление газа в
баллоне порядка 200 ати, а для сварочного
процесса достаточно давления в 0.2 ати.
Проволока при помощи механизма подачи
сматывается с барабана 3. Механизм подачи
проволоки представляет собой пару или
несколько последовательно стоящих пар
роликов, вращаемых электромотором через
редуктор. Ролики зажимают проволоку,
вытягивают ее с катушки и проталкивают
в мундштук. Расстояние от места подвода
тока к проволоке до дуги не превышает
нескольких сантиметров. Поэтому потери
напряжения из-за сопротивления проволоки
малы и можно работать на гораздо больших
плотностях тока, чем при ручной сварке.
Так, сварку проволокой диаметром 1 мм
выполняют токами до 450 А, то есть
значительно большими, чем при ручной
сварке электродами диаметром 5 мм.
Вследствие этого, производительность
и глубина проплавления при автоматической
сварке гораздо больше, чем при ручной.
Немаловажно также, что время подготовки
сварщика для работы на автомате гораздо
меньше, чем для ручной дуговой сварки.
Автоматы, в которых перечисленные узлы установлены на самоходной тележке с приводом от электромотора, которая перемещается автоматически вдоль свариваемого стыка, называются самоходными. Автоматы, перемещающиеся непосредственно по изделию или по направляющим, укладываемым на изделие или рядом с ним, называются сварочными тракторами. Прочие самоходные автоматы перемещаются только по направляющим сварочной установки. Конструкция направляющих зависит от формы стыка. Для сварки прямолинейных швов часто применяют консольные направляющие. Они позволяют сваривать и кольцевые поворотные швы: каретка стоит неподвижно, а изделие под ней поворачивают.
Несамоходные (подвесные) сварочные автоматы перемещаются вдоль шва механизмами, входящими в состав сварочного станка или установки.
Механизмы подачи электродной проволоки. Во время работы автомата режим сварки необходимо поддерживать постоянным, чтобы обеспечить постоянство геометрических размеров и качество шва. Другими словами, сварочный ток, напряжение и длина дуги должны быть неизменными. Поэтому любой механизм подачи электродной проволоки должен подавать ее со скоростью точно равной скорости плавления. Неравенство этих скоростей приводит к удлинению и обрыву дуги или к короткому замыканию (проволока упрется в изделие). Равенство скоростей плавления и подачи проволоки в сварочных автоматах обеспечивают двумя способами:
а) скорость плавления проволоки, т. е. сварочный ток, поддерживают постоянным, а скорость подачи проволоки в процессе сварки регулируют. Такие автоматы называют автоматами с регулируемой скоростью подачи проволоки;
б) проволоку подают с постоянной скоростью, а сварочный ток, т. е. скорость плавления, регулируют в процессе сварки. Такие автоматы называются автоматами с постоянной скоростью подачи проволоки.
Р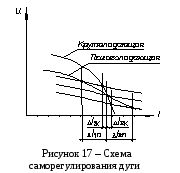 абота
автоматов с регулируемой скоростью
подачи проволоки основана на линейной
зависимости напряжения дуги от ее длины
при заданном токе:
абота
автоматов с регулируемой скоростью
подачи проволоки основана на линейной
зависимости напряжения дуги от ее длины
при заданном токе: .
Значит, постоянство напряжения на дуге
обеспечивает постоянство ее длины. В
механизме подачи проволоки таких
автоматов используют электромотор
постоянного тока с двумя обмотками
возбуждения. Одна обмотка (независимая)
питается от выпрямителя, вторая обмотка
(дуговая) через выпрямительный блок
подключена параллельно дуге. Магнитные
потоки обмоток направлены встречно,
причем, чем больше поток дуговой обмотки,
тем больше скорость подачи проволоки.
Магнитный поток независимой обмотки
препятствует подаче проволоки. Если
скорость плавления проволоки по
каким-то случайным причинам окажется
больше скорости подачи, то длина дуги
увеличится, в результате возрастут
напряжение на дуге, ток в дуговой обмотке
и повысится скорость подачи проволоки.
Если же длина дуги уменьшится, то
напряжение дуги и магнитный поток
дуговой обмотки уменьшатся, замедляя
подачу проволоки и восстанавливая
заданную длину дуги. Задают длину дуги
изменением тока независимой обмотки с
помощью реостата.
.
Значит, постоянство напряжения на дуге
обеспечивает постоянство ее длины. В
механизме подачи проволоки таких
автоматов используют электромотор
постоянного тока с двумя обмотками
возбуждения. Одна обмотка (независимая)
питается от выпрямителя, вторая обмотка
(дуговая) через выпрямительный блок
подключена параллельно дуге. Магнитные
потоки обмоток направлены встречно,
причем, чем больше поток дуговой обмотки,
тем больше скорость подачи проволоки.
Магнитный поток независимой обмотки
препятствует подаче проволоки. Если
скорость плавления проволоки по
каким-то случайным причинам окажется
больше скорости подачи, то длина дуги
увеличится, в результате возрастут
напряжение на дуге, ток в дуговой обмотке
и повысится скорость подачи проволоки.
Если же длина дуги уменьшится, то
напряжение дуги и магнитный поток
дуговой обмотки уменьшатся, замедляя
подачу проволоки и восстанавливая
заданную длину дуги. Задают длину дуги
изменением тока независимой обмотки с
помощью реостата.
Работа автоматов с постоянной скоростью подачи проволоки основана на явлении саморегулирования дуги, открытом в 1942 г. В. И. Дятловым. Суть его в следующем. При увеличении длины дуги точка пересечения статической характеристики дуги с внешней характеристикой источника питания смещается в сторону уменьшения тока (рисунок 17). При увеличении длины дуги эта точка пересечения смещается в сторону уменьшения тока. Таким образом, возрастание длины дуги приводит к снижению скорости плавления проволоки, а уменьшение длины дуги к увеличению скорости плавления. Если в исходный момент скорость плавления была равна скорости подачи проволоки, то при случайных отклонениях длины дуги скорость плавления самопроизвольно меняется в сторону восстановления исходной длины дуги. Если используют источник питания с крутопадающей характеристикой, то абсолютные изменения скорости плавления при изменении длины дуги малы, и практически не ощутимы. Если же источник питания имеет пологопадающую или жесткую характеристику, то малейшее изменение длины дуги приводит к значительному изменению сварочного тока и быстрому восстановлению длины дуги. Эффективность саморегулирования тем больше, чем больше плотность тока и чем больше изменение тока при колебаниях длины дуги, то есть чем меньше крутизна внешней характеристики источника.
К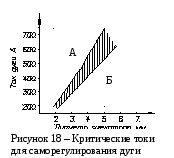 ак
правило, в приводе механизмов подачи
проволоки с постоянной скоростью
используют асинхронные двигатели
переменного тока. Скорость подачи
проволоки устанавливают предварительно,
меняя коэффициент передачи редуктора.
Длина дуги и сварочный ток самоустанавливаются
в процессе сварки сообразно скорости
подачи проволоки и внешней характеристике
источника питания. Автоматы с постоянной
скоростью подачи проволоки конструктивно
проще и надежнее в эксплуатации, чем
автоматы с регулируемой скоростью
проволоки. Поэтому автоматов с постоянной
скоростью подачи проволоки большинство.
Но установлено, что саморегулирование
дуги достаточно эффективно только при
токах, превышающих минимальные для
данного диаметра проволоки – выше
кривой А на рисунке 18. При сварочных
токах в интервале между кривыми А и Б
восстановление режима после случайных
изменений недопустимо затягивается.
Ниже кривой Б устойчивость дуги
недостаточна для нормальной работы и
нужны автоматы с регулируемой скоростью
подачи проволоки. Кроме того, автоматы
с регулируемой скоростью проще настраивать
при сварке разных изделий.
ак
правило, в приводе механизмов подачи
проволоки с постоянной скоростью
используют асинхронные двигатели
переменного тока. Скорость подачи
проволоки устанавливают предварительно,
меняя коэффициент передачи редуктора.
Длина дуги и сварочный ток самоустанавливаются
в процессе сварки сообразно скорости
подачи проволоки и внешней характеристике
источника питания. Автоматы с постоянной
скоростью подачи проволоки конструктивно
проще и надежнее в эксплуатации, чем
автоматы с регулируемой скоростью
проволоки. Поэтому автоматов с постоянной
скоростью подачи проволоки большинство.
Но установлено, что саморегулирование
дуги достаточно эффективно только при
токах, превышающих минимальные для
данного диаметра проволоки – выше
кривой А на рисунке 18. При сварочных
токах в интервале между кривыми А и Б
восстановление режима после случайных
изменений недопустимо затягивается.
Ниже кривой Б устойчивость дуги
недостаточна для нормальной работы и
нужны автоматы с регулируемой скоростью
подачи проволоки. Кроме того, автоматы
с регулируемой скоростью проще настраивать
при сварке разных изделий.
Шланговые полуавтоматы. Автоматическая сварка не всегда осуществима и целесообразна. Она выгодна при выполнении длинных прямолинейных и круговых швов, а также при выполнении коротких швов на небольших массовых изделиях, подкладываемых под автомат. В противном случае время на перестановку и настройку автомата перекрывает выигрыш в производительности автоматической сварки по сравнению с ручной.
Достоинства автоматической сварки (производительность и глубокий провар) в сочетании с гибкостью ручной в значительной степени сочетает сварка с помощью шланговых полуавтоматов, В них механизм подачи электродной проволоки принципиально такой же, как в сварочных автоматах, проталкивает проволоку по гибкому шлангу в горелку, которую держит в руке сварщик. Таким образом, шланговый автомат подачу сварочной проволоки в дугу, а перемещение дуги вдоль шва сварщик производит вручную. Для первичной ионизации в горелку подают углекислый газ, который попутно защищает сварочную ванну от взаимодействия с кислородом воздуха или устанавливают на ней воронку с флюсом, который выполняет те же функции.
Подавляющее большинство горелок комплектуют шлангами длиной 3 м (предельная длина шлангов 4 – 5 м) Шланг состоит из направляющей трубки (сплошной полимерной или стальной спиральной), защитных слоев, токоведущих гибких жил, трех проводов управления и, наконец, наружного защитного слоя.
Сварку выполняют тонкой проволокой – сплошной диаметром 0,8 – 2 мм, порошковой – диаметром до 3,5 мм, которая не ухудшает гибкость шланга. Плотность тока при сварке велика – до 200 А/мм2, поэтому саморегулирование длины дуги идет очень быстро. Это позволяет при ручном перемещении горелки использовать механизмы подачи проволоки с постоянной скоростью. Случайные колебания длины дуги из-за ручного ведения горелки легко компенсируются саморегулированием дуги.
Источниками питания при полуавтоматической сварке обычно служат сварочные трансформаторы и выпрямители на номинальные токи от 300 до 500 А. Механизмы подачи полуавтоматов гораздо меньше и легче, чем у автоматов, так как рассчитаны на проволоку только малого диаметра. Масса их для разных отечественных полуавтоматов колеблется в пределах 12 – 25 кг – их легко переносить или перевозить на тележке. Для сварки на монтаже в небольших количествах выпускают ранцевые полуавтоматы, масса механизма подачи которых составляет 5 – 7 кг. Их сварщик надевает на спину как рюкзак. Сварочные провода позволяют относить механизм подачи на расстояния примерно до 50 м от источника питания.
Производительность полуавтоматической сварки плавящимся электродом в 2 – 3 раза превышает производительность ручной сварки покрытыми электродами.