Тест «Сварочная дуга» — Разное — Разное — Методическая копилка — Международное сообщество педагогов «Я
ТЕСТ
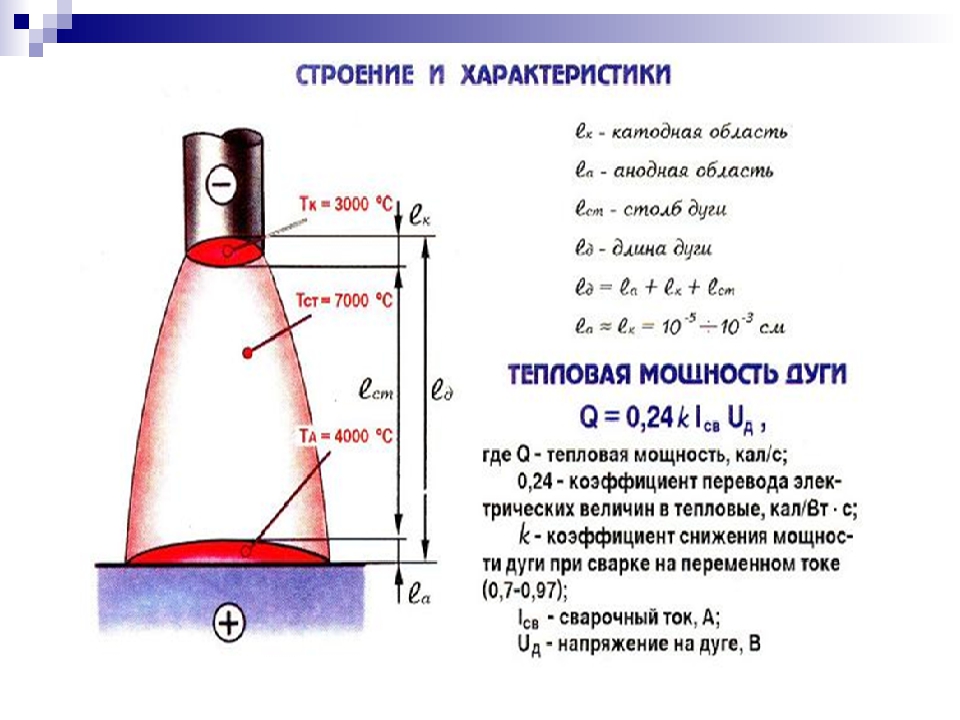
по теме: Сварочная дуга
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Тест.
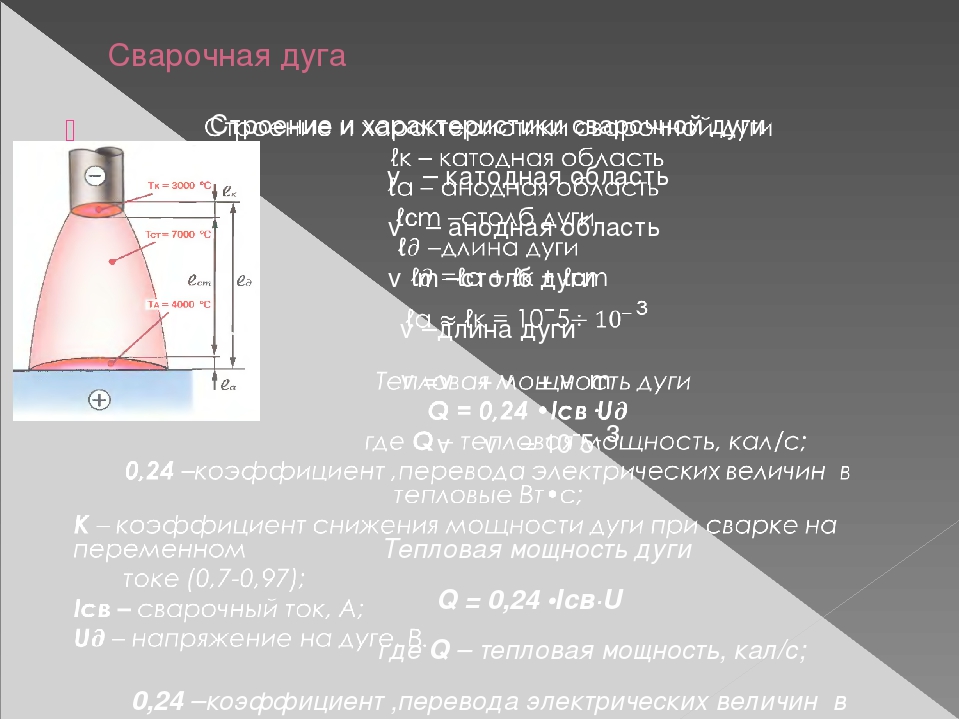
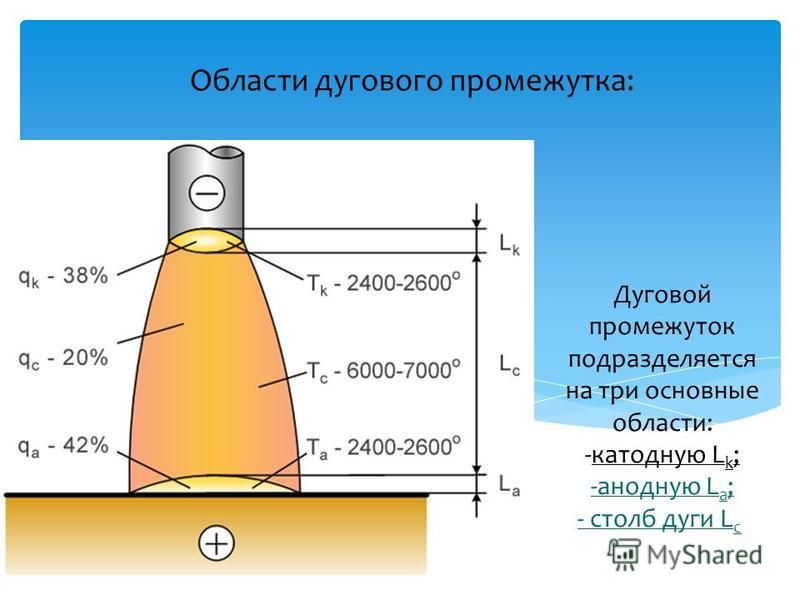
1. Температура в столбе сварочной дуги достигает:
1) 1000°С; 2) 1539 °С; 3) 2500°С; 4) 6000°С.
2. Сварочная ванна при дуговой сварке сталей нагревается до температуры:
1) 100 °С; 2) 1539 °С; 3) 2000°С; 4) 6000°С.
3. Наиболее низкий потенциал ионизации имеет:
1) никель; 3) фтор;
2) марганец; 4) калий.
4. При ручной дуговой сварке покрытыми электродами характерен перенос электродного металла:
1) крупнокапельный; 3) струйный;
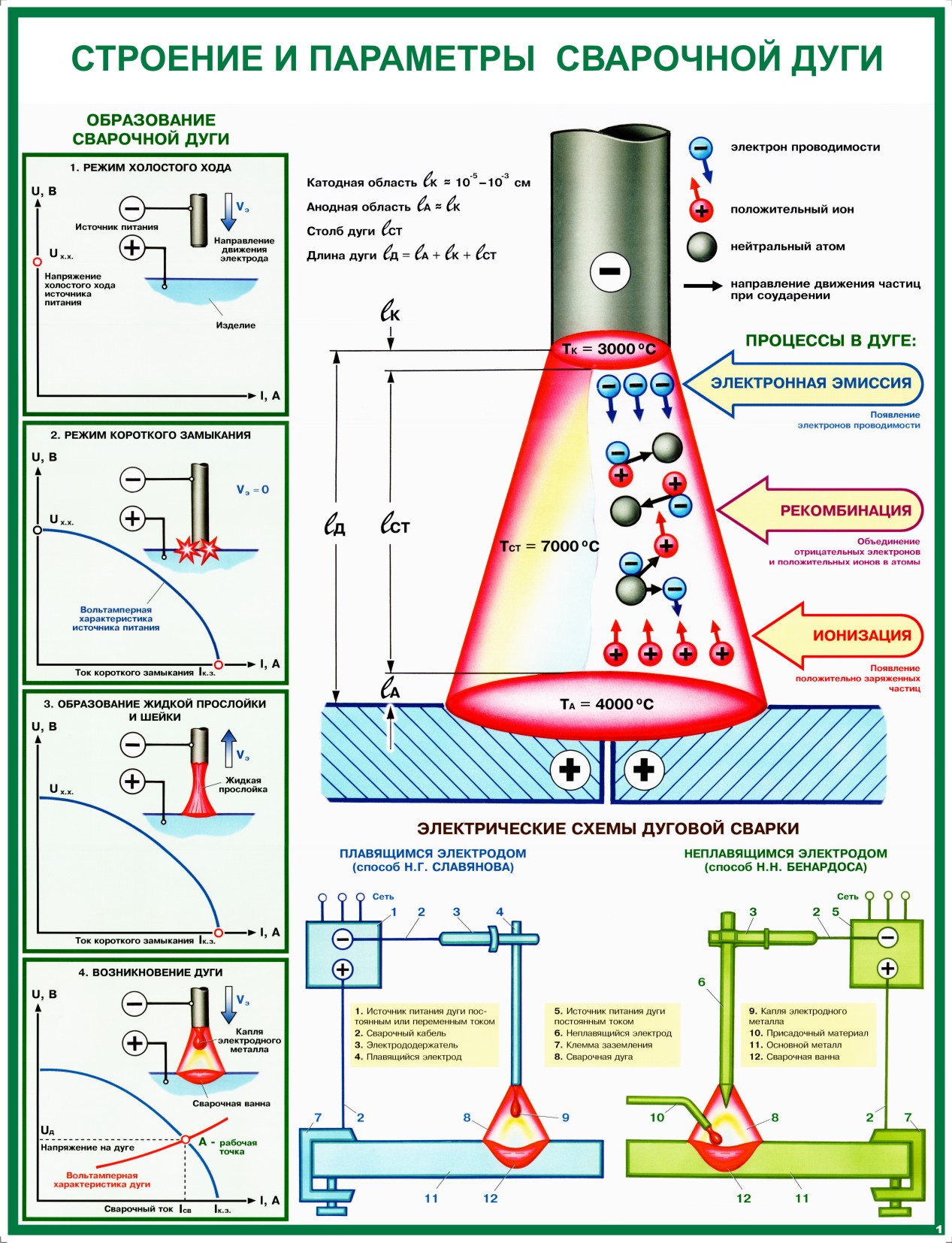
5. Напряжение на дуге при ручной дуговой сварке составляет примерно:
1) 22 В; 2) 220 В; 3) 380 В; 4) 1000 В.
6. Процесс отрыва электрона от атома:
1) рафинирование; 3) диссоциация;
2) рекомбинация; 4)ионизация.
7. Распад молекул на атомы в сварочной дуге:
1) раскисление; 3) диссоциация;
2) окисление; 4) ионизация.
8. Процесс соединения электрона и иона в сварочной дуге:
1) рафинирование; 3) диссоциация;
2) рекомбинация; 4)ионизация.
9. При ручной дуговой сварке длина дуги обычно составляет:
1) 1-2 мм; 2) 3-4 мм; 3) 5-7 мм; 4) 8-10 мм.
10. Полярность, при которой электрод присоединяется к отрицательному полюсу источника питания дуги, а объект сварки — к положительному:
1) прямая; 3) косвенная;
2) обратная; 4) независимая.
Весь текст материала находится в приложенном файле
Тест-драйв сварочных полуавтоматов
Вводная часть
Современный рынок сварочного оборудования очень разнообразен и богат выбором. Не последнее место занимают полуавтоматы — профессиональное решение для бытовых и производственных нужд. Мы решили протестировать несколько моделей для полуавтоматической сварки и разобраться какие преимущества имеют инновационные модели.
Не последнее место занимают полуавтоматы — профессиональное решение для бытовых и производственных нужд. Мы решили протестировать несколько моделей для полуавтоматической сварки и разобраться какие преимущества имеют инновационные модели.
Полуавтоматы для тест-драйва:
|
Полуавтомат NEON ПДГ-201 MIG/MMA полностью является Российской разработкой, собран в Нижнем-Новгороде. Аппарат многофункционален, может использоваться как для полуавтоматической сварки с использованием катушки 5 кг, так и для MMA-сварки электродами. Помимо этого, на NEON ПДГ-201 можно поменять полярность, что позволит работать с порошковой проволокой. Лицевая панель интуитивно понятна в управлении. На ней располагается:
Если открыть крышку отсека для катушки, мы увидим:
Стоит отметить, что редуктор установлен стальной, но вставные части изготовлены из пластика. |
 Аппарат соответствует заявленной характеристике ПН 80%. Комплект поставки NEON ПДГ-201 включает в себя: кабель заземления с сечением 16 КВ и трехметровую горелку для сварки.
Аппарат соответствует заявленной характеристике ПН 80%. Комплект поставки NEON ПДГ-201 включает в себя: кабель заземления с сечением 16 КВ и трехметровую горелку для сварки.
|
Полуавтомат START MIG220 является новинкой, его можно отнести к классу полупрофессиональных моделей. Его можно использовать, как для полуавтоматической сварки омедненной стальной проволокой диаметром от 0,8 до 1,2 мм, так и для MMA сварки штучными электродами диаметром до 6,0 мм. Внешне устройство выполнено очень качественно. На передней панели – крупные элементы управления, которые включает в себя:
Катушкодержатель не закрыт крышкой. В целом, START MIG220 показал себя очень качественной моделью.При заявленных ПН60% его реальные показатели дали почти 100% в соответствии с заявленным характеристикам при максимальной нагрузке 200А. Комплект поставки START MIG220 состоит из:
|
 Это дает возможность устанавливать на данную модель пластмассовые катушки 5 и 15 кг. Одной из особенностей катушкодержателя является внутренняя пружина, которую можно регулировать шестигранным ключом. Правильно подобранное вращение катушкодержателя избавляет от заминания проволоки. Сам двухроликовый механизм подачи проволоки скрывается в отдельном отсеке. Механизм полностью выполнен из металла в отличие от бюджетных моделей, где применяются пластиковые детали.
Это дает возможность устанавливать на данную модель пластмассовые катушки 5 и 15 кг. Одной из особенностей катушкодержателя является внутренняя пружина, которую можно регулировать шестигранным ключом. Правильно подобранное вращение катушкодержателя избавляет от заминания проволоки. Сам двухроликовый механизм подачи проволоки скрывается в отдельном отсеке. Механизм полностью выполнен из металла в отличие от бюджетных моделей, где применяются пластиковые детали.
|
Полуавтомат БАРС Profi MIG-207 D – современный мощный аппарат для сварки MIG/MMA.  Расположение катушкодержателя дает возможность устанавливать металлические и пластмассовые катушки 5 и 15 кг. Сам аппарат весит около 15 кг и имеет ручку для переноски. Управление аппаратом очень удобное, все необходимые элементы настройки выведены на переднюю панель: Расположение катушкодержателя дает возможность устанавливать металлические и пластмассовые катушки 5 и 15 кг. Сам аппарат весит около 15 кг и имеет ручку для переноски. Управление аппаратом очень удобное, все необходимые элементы настройки выведены на переднюю панель:
Двухроликовый механизм подачи проволоки находится в отдельном отсеке. Довольно хорошая комплектация аппарата заслуживает внимания:
|
 Редуктор и, непосредственно, та часть, которая отвечает за подачу проволоки, выполнены из металла, наличие пластиковых деталей сведено к минимуму. По умолчанию установлены ролики под проволоку диаметром 0,8 – 1,0 мм, есть возможность смены на диаметр 1,2 мм. Немаловажным плюсом является то, что на БАРС Profi MIG-207 D установлен кабель питания с сечением 2х4 + 1х2,5 – это оптимальное решение для подобных моделей, которое позволяет работать более продолжительное время. Показатели ПН аппарата приятно удивили, при заявленных 35% полуавтомат стабильно держит ПН 80%.
Редуктор и, непосредственно, та часть, которая отвечает за подачу проволоки, выполнены из металла, наличие пластиковых деталей сведено к минимуму. По умолчанию установлены ролики под проволоку диаметром 0,8 – 1,0 мм, есть возможность смены на диаметр 1,2 мм. Немаловажным плюсом является то, что на БАРС Profi MIG-207 D установлен кабель питания с сечением 2х4 + 1х2,5 – это оптимальное решение для подобных моделей, которое позволяет работать более продолжительное время. Показатели ПН аппарата приятно удивили, при заявленных 35% полуавтомат стабильно держит ПН 80%.
|
Сварочный полуавтомат ТЕРМИТ Т-200 отечественного производства, сконструирован и собран в Ростове-на-Дону.  Данную модель можно отнести к классу бюджетных бытовых аппаратов. Небольшие габариты и малый вес выгодно отличают его от конкурентов. На передней панели расположены: Данную модель можно отнести к классу бюджетных бытовых аппаратов. Небольшие габариты и малый вес выгодно отличают его от конкурентов. На передней панели расположены:
ТЕРМИТ Т-200 – это компромиссное решение по доступной цене для желающих купить полуавтомат. |
 Конструкция модели самая простая, базируется на одной плате. Заявленный ПН 50% в реальности составляет 40%. К сожалению, комплектация так же небогата, всего лишь два байонетных разъема.
Конструкция модели самая простая, базируется на одной плате. Заявленный ПН 50% в реальности составляет 40%. К сожалению, комплектация так же небогата, всего лишь два байонетных разъема.
Заключительная часть
Технические устройства аппаратов значительно разнятся. Поэтому при выборе той или иной модели обращайте внимание на следующие моменты: показатели ПН, материалы изготовления механизма подачи проволоки, комплектации и возможности установить катушку расширенного объема. Если вы планируете использовать полуавтоматы для бытовых нужд, можно ограничиться простыми моделями, которые сэкономят ваше время и повысят качество сварки в отличие от аппаратов MMA. Для максимально профессиональных сварочных работ лучше рассматривать модели другого сегмента, которые подключаются к сети питания 380 В. Именно эти модели способны решить любые задачи.
Более подробный фото-отчет о тест-драйве вы можете посмотреть в нашей галереи.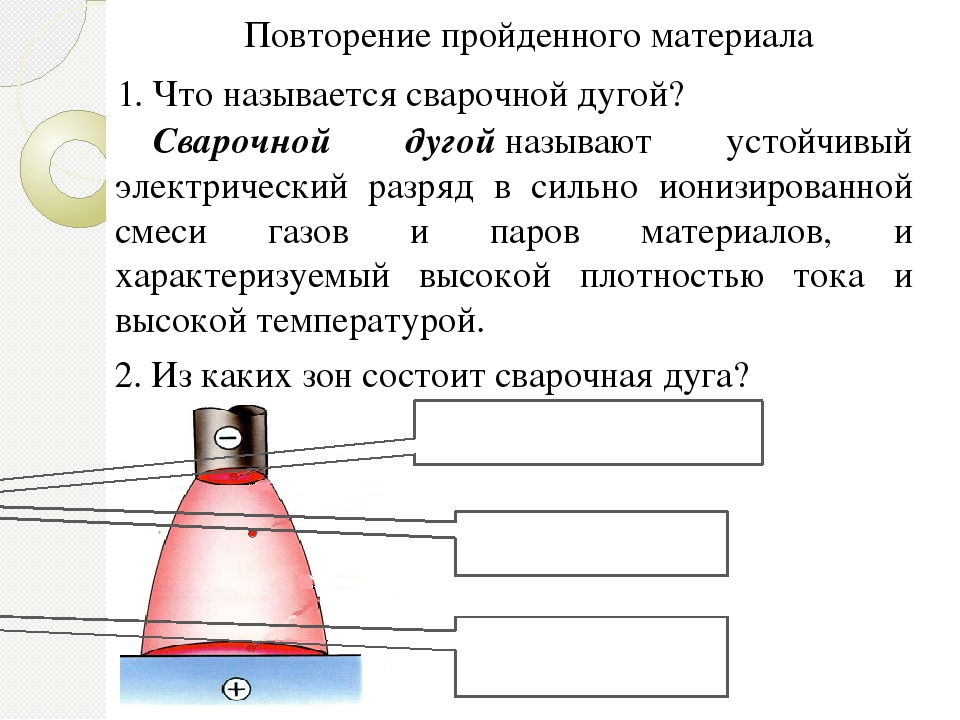
Тест по теме:оборудование, техника и технология сварки и резки металлов.
Тестовое задание
Профессия: электросварщик, 2 курс
Предмет: оборудование, техника и технология сварки и резки металлов.
Тема: Гигиена труда, производственная санитария, профилактика травматизма. Сварочный пост. Техника и технология
ручной дуговой сварки покрытыми электродами.
Цель задания: рубежный контроль ЗУН учащихся по теоретическому обучению
Уровень усвоения: 1, 2
Время выполнения: 40 минут
Задание: выбрать правильный ответ из предложенных вариантов, закончить предложения.
1 вариант.
Предельная температура, при которой разрешается производство работ на открытом воздухе:
а) от -10 до -200С; б) от 20 до -300С; в) от -30 до -400С.
В качестве источников сварочного тока применяются …
Источник тока для ручной дуговой сварки должен обладать:
а) жесткой характеристикой;
б) пологовозрастающей характеристикой;
в) крутопадающей внешней характеристикой.
Сварочный трансформатор служит для:
а) регулирования сопротивления в цепи;
б) преобразования переменного тока в постоянный;
в) преобразования переменного тока одного напряжения в переменный ток другого напряжения.
Защите трансформатора обеспечивается:
а) заземлением; б) предохранителем; в) тепловым реле.
Для преобразования переменного тока в постоянный служит:
а) трансформатор; б) выпрямитель; в) преобразователь.
При присоединении электрододержателя к клемме (+), а изделия к клемме (-) получается полярность …
В выпрямителях в качестве полупроводниковых элементов применяют:
а) медь; б) вольфрам; в) селен; г) кремний.
Балластный реостат предназначен для:
а) регулирования сварочного тока;
б) для регулирования дуги;
в) для стабилизации дуги.
Многопостовые сварочные генераторы предназначены для одновременного питания …
Электрододержатель — приспособление для …
Электрододержатель должен выдерживать без ремонта:
а) 5000 – 6000 зажимов; б) 6000 – 8000 зажимов; в) 8000 – 10000 зажимов.
Сечение сварочного кабеля выбирают в зависимости от …
При включении трансформатора в электрическую сеть ток поступает на …
К основным показателям режима сварки относятся …
При сварке стыковых соединений больших толщин экономичнее и прочнее применяется разделка кромок:
а) с отбортовкой кромок; б) Х – образная; в) V – образная.
Способы зажигания дуги между свариваемым изделием и электродом:
а) чирканьем; б) впритык; в) примерзанием.
Для лучшего провара корня шва применяют движения электрода:
а) петлеобразные; б) по ломанной линии; в) треугольником.
Угловые швы в нижнем положении лучше выполнять в положении …
Для защиты сварщика от поражения электрическим током служит:
а) заземление; б) зануление; в) вентиляция.
Обработка результатов.
Существенных операций – 20.
Одна существенная операция – 0,1
Р | 20 – 19 | 18 – 16 | 15 – 13 | менее 13 |
КУ | 2 – 1,9 | 1,8 – 1,6 | 1,5 – 1,3 | менее 1,3 |
Оценка | «5» | «4» | «3» | «2» |
При выполнении теста у учащихся формируются ПВК: образное представление источников питания, логическое мышление по выстраиванию технологического процесса наложения валиков различных соединений, память.
Тестовое задание
Профессия: электросварщик, 2 курс
Предмет: оборудование, техника и технология сварки и резки металлов.
Тема: Гигиена труда, производственная санитария, профилактика травматизма. Сварочный пост. Техника и технология
ручной дуговой сварки покрытыми электродами.
Цель задания: рубежный контроль ЗУН учащихся по теоретическому обучению
Уровень усвоения: 1, 2
Время выполнения: 40 минут
Задание: выбрать правильный ответ из предложенных вариантов, закончить предложения.
2 вариант.
Одежда сварщика должна быть изготовлена из:
а) прорезиненной ткани; б) брезентовой ткани; в) любой ткани.
В качестве источников питания постоянного тока при сварке применяют:
а) выпрямитель; б) трансформатор ТД-401; в) генератор.
Источник питания дуги для механизированной сварки плавящимся электродом с постоянной скоростью подачи проволоки должен обладать:
а) крутопадающей характеристикой;
б) пологопадающей характеристикой;
в) жесткой характеристикой.
Катушка первичной обмотки трансформатора закреплена:
а) неподвижно; б) подвижно.
Регулирование сварочного тока производится …
Осциллятор применяют для:
а) повышения силы тока; б) стабилизации дуги; в) понижения напряжения.
Определить последовательность включения преобразователя в сеть:
а) включение рубильника;
б) приготовление сварочных проводов;
в) осмотр щеток коллектора.
При присоединении электрододержателя к клемме (-), а изделия к клемме (+) получается полярность …
Для преобразования переменного тока пониженного напряжения в постоянный ток в выпрямителе служит:
а) сердечник; б) выпрямительный блок; в) вторичная обмотка.
Сварочный пост – это …
Кабели и сварочные провода служат для:
а) подключения электрододержателя и манипулирования при сварке;
б) подвода тока от источника питания к электрододержателю и изделию;
в) для подачи тока и устойчивого горения дуги.
Отбортовку кромок производят при сварке металла:
а) тонкого; б) толстого; в) любого.
Вертикальные швы лучше сваривать дугой:
а) нормальной; б) длинной; в) короткой.
Со вторичной обмотки ток поступает в …
Диаметр электрода выбирается в зависимости от:
а) толщины свариваемого металла;
б) типа сварного соединения;
в) марки свариваемого металла.
Петлеобразные движения электрода применяют для:
а) лучшего провара кромок изделия;
б) корня шва;
в) для получения наплавочных валиков.
Длина дуги менее диаметра электрода считается:
а) длинной; б) нормальной; в) короткой.
При увеличении длины дуги напряжение:
а) уменьшается; б) возрастает; в) не изменяется.
Максимальный вес электрододержателя:
а) 0,3 кг; б) 0,5 кг; в) 0,75 кг.
Для защиты глаз от действия сварочной дуги служит …
Обработка результатов.
Существенных операций – 20.
Одна существенная операция – 0,1
Р | 20 – 19 | 18 – 16 | 15 – 13 | менее 13 |
КУ | 2 – 1,9 | 1,8 – 1,6 | 1,5 – 1,3 | менее 1,3 |
Оценка | «5» | «4» | «3» | «2» |
При выполнении теста у учащихся формируются ПВК: образное представление источников питания, логическое мышление по выстраиванию технологического процесса наложения валиков различных соединений, память.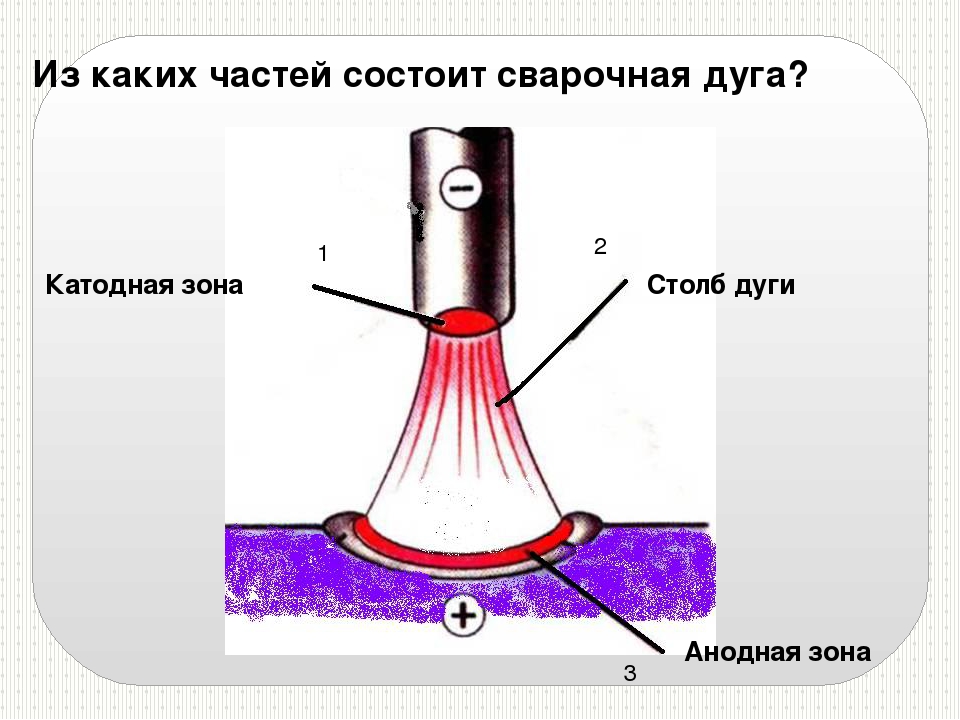
Эталоны ответов к тестовому заданию
Профессия: электросварщик, 2 курс
Предмет: оборудование, техника и технология сварки и резки металлов.
Тема: Гигиена труда, производственная санитария, профилактика травматизма. Сварочный пост. Техника и технология
ручной дуговой сварки покрытыми электродами.
Цель задания: рубежный контроль ЗУН учащихся по теоретическому обучению
Уровень усвоения: 1, 2
Время выполнения: 40 минут
1 вариант.
б
источники постоянного тока и источники переменного тока
в
в
в
б
обратная
в, г
а
нескольких сварочных дуг
закрепления электрода и подвода к нему тока
в
сварочного тока
первичную обмотку
сила тока, напряжение дуги, диаметр электрода
б
а, б
в
лодочка
а
2 вариант.
б
а
в
а
изменением расстояния между первичной и вторичной обмотками
б
в, б, а
прямая
б
рабочее место сварщика, оборудованное свеем необходимым для выполнения сварочных работ
б
а
в
в сварочную сеть
а, б
а
в
б
в
светофильтр.
Тестовое задание
Профессия: электросварщик, 2 курс
Предмет: оборудование, техника и технология сварки и резки металлов.
Тема: Аппаратура для газовой сварки металла. Техника, технология газовой сварки. Аппаратура и технология
кислородной резки металла.
Цель задания: рубежный контроль ЗУН учащихся по теоретическому обучению
Уровень усвоения: 1, 2
Время выполнения: 40 минут
Задание: выбрать правильный ответ из предложенных вариантов, закончить предложения.
1 вариант.
Основным сырьем для получения ацетилена является:
а) карбид кальция; б) воздух; в) пропан.
Ацетиленовый генератор – это …
Выбрать слова, относящиеся к ацетиленовому генератору:
а) мундштук; б) ствол; в) газообразователь; г) реторта.
Предохранительный затвор служит для …
Баллон для хранения ацетилена окрашен:
а) в серый цвет; б) в синий цвет; в) в белый цвет.
Для понижения давления газа служит:
а) редуктор; б) запорный вентиль; в) горелка.
Ацетиленовый редуктор крепят к баллону:
а) накидными гайками; б) хомутом с упорным винтом; в) винтом.
Наружный слой рукава I класса окрашен:
а) в красный цвет; б) в желтый цвет; в) в синий цвет.
Для измерения избыточного давления газа применяют:
а) манометры; б) барометры; в) редукторы.
Для нормальной работы инжекторных горелок необходимо, чтобы давление кислорода было:
а) 0,01 – 0,12 МПа; б) 0,6 -0,9 МПа; в) 0,15 – 0,5 МПа.
Правым способом сварки называется такой способ, когда сварку выполняют …
Правый способ целесообразно применять при сварке деталей толщиной:
а) до 3 мм; б) от 3 до 5 мм; в) более 5 мм.
Основными параметрами режима газовой сварки являются …
Сварка низкоуглеродистой стали ведется:
а) нормальным пламенем;
б) науглероживающим пламенем;
в) окислительным пламенем.
Ацетиленовый генератор располагается от места сварки не ближе:
а) 5 м; б) 10 м; в) 15 м.
Резку листового металла начинают с …
Малая скорость резки приводит к:
а) непрорезу; б) уменьшению производительности; в) оплавлению кромок.
Термической резкой называют …
Керосин подается в резак под давлением:
а) 0,5 – 1,5 кгс/см2; б) 1,5 – 3 кгс/см2; в) 3 – 4,5 кгс/см2.
Резак служит для …
Обработка результатов.
Существенных операций – 20.
Одна существенная операция – 0,1
Р | 20 – 19 | 18 – 16 | 15 – 13 | менее 13 |
КУ | 2 – 1,9 | 1,8 – 1,6 | 1,5 – 1,3 | менее 1,3 |
Оценка | «5» | «4» | «3» | «2» |
При выполнении теста у учащихся формируются ПВК: образное представление оборудования для газовой сварки и резки, логическое мышление по выстраиванию технологического процесса газовой сварки и резки металлов, память, внимание.
Тестовое задание
Профессия: электросварщик, 2 курс
Предмет: оборудование, техника и технология сварки и резки металлов.
Тема: Аппаратура для газовой сварки металла. Техника, технология газовой сварки. Аппаратура и технология
кислородной резки металла.
Цель задания: рубежный контроль ЗУН учащихся по теоретическому обучению
Уровень усвоения: 1, 2
Время выполнения: 40 минут
Задание: выбрать правильный ответ из предложенных вариантов, закончить предложения.
2 вариант.
Карбид кальция получают …
Основной материал, из которого изготавливают вентили баллонов для ацетилена:
а) латунь; б) бронза; в) сталь.
Выбрать слова, относящиеся к горелке:
а) мундштук; б) хомут; в) реторта.
Для подвода газа от редуктора к сварочной горелке служат …
Водяной затвор окрашен в:
а) синий цвет; б) белый цвет; в) красный цвет.
Для очистки ацетилена от влаги используют:
а) промывку ацетилена водой; б) осушитель; в) фильтрацию.
Редуктор прямого действия имеет характеристику:
а) падающую; б) возрастающую; в) жесткую.
Для борьбы с замерзанием редуктора необходимо:
а) осушать ацетилен; б) разогревать горячей одой; в) подогреватель газа.
Безинжекторная горелка – это горелка …
Для нормальной работы горелкой длина рукава должна быть:
а) более 20 м; б) не имеет значения; в) не более 20 м.
Скорость нагрева металла при газовой сварке можно регулировать:
а) мощностью пламени; б) углом наклона горелки; в) типом горения.
Горизонтальные швы при газовой сварке выполняют:
а) левым способом; б) правым способом.
Ацетиленовый генератор необходимо промывать от известкового ила:
а) не реже 3 раз в месяц; б) ежедневно; в) не реже 2-х раз в месяц.
Отделение частей (заготовок) от сортового, листового, литого металла называется …
Разрезаемость углеродистых сталей с увеличением содержания в них углерода:
а) улучшается; б) не изменяется; в) ухудшается.
Паз, образующийся между частями металла, называется:
а) резом; б) зазором; в) стыком.
К параметрам режима резки относятся …
При прекращении работы керосинореза сначала закрывают:
а) вентиль подачи горючего;
б) вентиль подачи подогревающего кислорода;
в) вентиль режущего кислорода.
По виду резки резаки классифицируются для … … … резки.
Чистить отверстие мундштука можно только:
а) деревянной палочкой; б) стальной иглой; в) латунной проволокой.
Обработка результатов.
Существенных операций – 20.
Одна существенная операция – 0,1
Р | 20 – 19 | 18 – 16 | 15 – 13 | менее 13 |
КУ | 2 – 1,9 | 1,8 – 1,6 | 1,5 – 1,3 | менее 1,3 |
Оценка | «5» | «4» | «3» | «2» |
При выполнении теста у учащихся формируются ПВК: образное представление оборудования для газовой сварки и резки, логическое мышление по выстраиванию технологического процесса газовой сварки и резки металлов, память, внимание.
Эталоны ответов к тестовому заданию
Профессия: электросварщик, 2 курс
Предмет: оборудование, техника и технология сварки и резки металлов.
Тема: Аппаратура для газовой сварки металла. Техника, технология газовой сварки. Аппаратура и технология
кислородной резки металла.
Цель задания: рубежный контроль ЗУН учащихся по теоретическому обучению
Уровень усвоения: 1, 2
Время выполнения: 40 минут
1 вариант.
а
аппарат для получения ацетилена разложением карбида кальция водой
в, г
предохранения генератора и газопровода от попадания в них взрывной волны при обратных ударах
в
а
б
а
а
в
слева направо
в
характер и мощность сварочного пламени, скорость сварки, диаметр проволоки
а
б
кромки листа
б
обработка металла посредством нагрева
б
для образования подогревающего пламени и подачи в зону резки кислорода.
2 вариант.
сплавление известняка и кокса
в
а, г
резиновые рукава с тканевой прослойкой
б
б
а
б
в которой горючий газ и кислород подаются под одинаковым давлением
в
а, б
б
в
резкой металла
в
а
мощность пламени, давление режущего кислорода, скорость резки.
в
разделительной, поверхностной, кислородно-флюсовой
а, в
Тестовое задание
Профессия: электросварщик, 2 курс
Предмет: оборудование, техника и технология сварки и резки металлов.
Тема: Оборудование и технология механизированной сварки. Оборудование и технология автоматической
сварки под флюсом.
Цель задания: рубежный контроль ЗУН учащихся по теоретическому обучению
Уровень усвоения: 1, 2
Время выполнения: 40 минут
Задание: выбрать правильный ответ из предложенных вариантов, закончить предложения.
1 вариант.
Электродвигатель в сварочной головке при полуавтоматической сварке установлен для:
а) перемещения головки; б) подачи проволоки.
Основные элементы правильного механизма сварочной головки:
а) ролики; б) рычаги; в) захват.
Причина подгорания наконечника при полуавтоматической сварке …
Инертный газ, используемый при полуавтоматической сварке:
а) углекислый газ; б) кислород; в) аргон.
Сварочная горелка при полуавтоматической сварке в углекислом газе предназначена для …
Срок службы медного наконечника при непрерывной работе:
а) 1 месяц; б) 5 – 10 часов; в) неделя.
При сварке в углекислом газе используют проволоки с:
а) повышенным содержанием раскислителей;
б) повышенным содержанием легирующих элементов;
в) оба варианта правильные.
Расходомер предназначен для …
Сварка в углекислом газе выполняется на:
а) постоянном токе обратной полярности;
б) переменном токе;
в) постоянном токе прямой полярности.
При автоматической сварке флюс применяется для …
Выбор размеров медной подкладки зависит от:
а) длины свариваемого металла;
б) толщины свариваемых кромок;
в) марки металла.
Количество токоподводящих мундштуков, входящих в комплект автомата ТС – 17 М:
а) 2 б) 3 в) 1
Сварочный автомат АДС – 1000-2 применяется для сварки под флюсом:
а) переменным током;
б) постоянным током прямой полярности;
в) постоянным током обратной полярности.
Самоходный автомат АБС смонтирован из:
а) 2 комплектов; б) 3 комплектов; в) 4 комплектов.
Зоны свариваемого металла, прилегающие к свариваемым кромкам, должны быть очищены от грязи, ржавчины, масла на ширину:
а) до 20 мм; б) 20 – 40 мм; в) 50 – 60 мм.
Сварочные автоматы производят:
а) 4 операции; б) 3 операции; в) 2 операции.
При электрошлаковой сварке шов сложной конфигурации производится:
а) пластинчатым электродом; б) плавящимся мундштуком; в) проволочным электродом.
Сварочными тракторами можно сваривать швы …
При увеличении силы тока при автоматической сварке ширина шва:
а) увеличивается; б) уменьшается; в) остается неизменной.
Дать расшифровку автомата АДГФ – 501.
Обработка результатов.
Существенных операций – 20.
Одна существенная операция – 0,1
Р | 20 – 19 | 18 – 16 | 15 – 13 | менее 13 |
КУ | 2 – 1,9 | 1,8 – 1,6 | 1,5 – 1,3 | менее 1,3 |
Оценка | «5» | «4» | «3» | «2» |
При выполнении теста у учащихся формируются ПВК: образное представление оборудования для механизированной и автоматической сварки, логическое мышление по выстраиванию технологического процесса сварки автоматом и полуавтоматом, память, внимание.
Тестовое задание
Профессия: электросварщик, 2 курс
Предмет: оборудование, техника и технология сварки и резки металлов.
Тема: Оборудование и технология механизированной сварки. Оборудование и технология автоматической
сварки под флюсом.
Цель задания: рубежный контроль ЗУН учащихся по теоретическому обучению
Уровень усвоения: 1, 2
Время выполнения: 40 минут
Задание: выбрать правильный ответ из предложенных вариантов, закончить предложения.
2 вариант.
При полуавтоматической сварке вручную производятся:
а) передвижение горелки; б) подача проволоки; в) гашение дуги.
При полуавтоматической сварке применяют активный газ:
а) аргон; б) гелий; в) углекислый газ.
При применении для сварки пищевого углекислого газа для предотвращения обмерзания редуктора перед ним устанавливают …
Причина разбрызгивания металла при полуавтоматической сварке:
а) короткая дуга; б) длинная дуга; в) малый расход газа.
Для поглощения влаги, содержащейся в углекислом газе, предназначен …
К основным параметрам сварочной горелки относятся:
а) сварочный ток; б) напряжение; в) скорость сварки.
Для включения подающего механизма сварочной проволоки при полуавтоматической сварке служит:
а) переключатель; б) пусковая кнопка; в) реле.
Подающий механизм состоит из …
При полуавтоматической сварке в углекислом газе применяется сварочная проволока марки:
а) Св – 08Г2С; б) Св – 08; в) Св – 10ГА.
Дать расшифровку полуавтомата ПДГ- 301.
Основное условие, обеспечивающее устойчивый процесс автоматической сварки под флюсом:
а) э п; б) э = п; в) э п.
Начальные и выводные технологические планки приваривают к концу стыка для:
а) предотвращения прожога;
б) предотвращения подтекания металла;
в) полного провара стыковых соединений.
Для направления электрода в зону сварки и подвода к нему тока служит …
В сварочном автомате ТС – 17М для подачи проволоки и передвижения автомата используется:
а) один двигатель; б) два двигателя.
В сварочном автомате ТС – 17М для защиты шва есть:
а) один бункер; б) два бункера; в) три бункера.
При двусторонней сварке стыковых соединений между кромками устанавливают зазор:
а) 3 мм; б) 2 мм; в) не более 1 мм.
При электрошлаковой сварке отсутствуют деформации:
а) продольные; б) поперечные; в) угловые.
Основной особенностью сварки под флюсом является …
Выбрать слова, относящиеся к автомату ТС – 17М:
а) коромысло; б) бункер; в) газовая горелка; г) сварочная головка.
Наиболее возможная причина образования подрезов при сварке под флюсом – это …
Обработка результатов.
Существенных операций – 20.
Одна существенная операция – 0,1
Р | 20 – 19 | 18 – 16 | 15 – 13 | менее 13 |
КУ | 2 – 1,9 | 1,8 – 1,6 | 1,5 – 1,3 | менее 1,3 |
Оценка | «5» | «4» | «3» | «2» |
При выполнении теста у учащихся формируются ПВК: образное представление оборудования для механизированной и автоматической сварки, логическое мышление по выстраиванию технологического процесса сварки автоматом и полуавтоматом, память, внимание.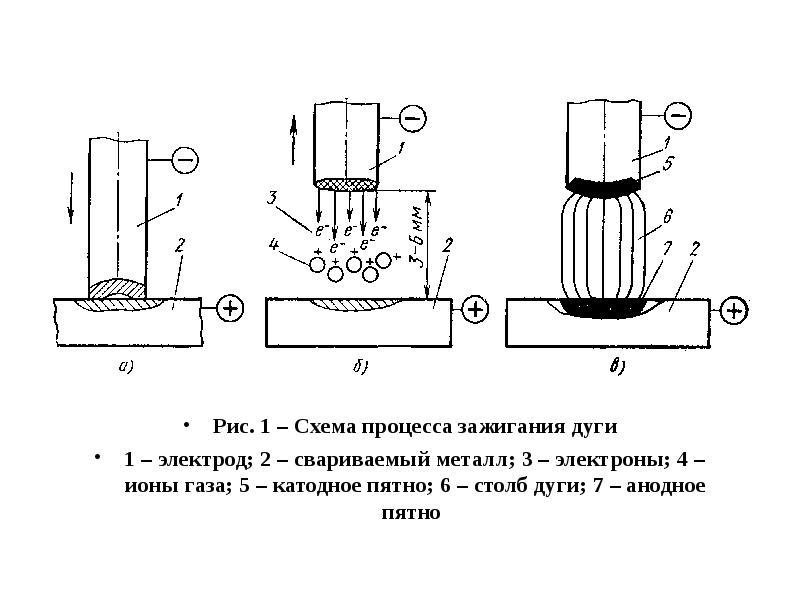
Эталоны ответов к тестовому заданию
Профессия: электросварщик, 2 курс
Предмет: оборудование, техника и технология сварки и резки металлов.
Тема: Оборудование и технология механизированной сварки. Оборудование и технология автоматической
сварки под флюсом.
Цель задания: рубежный контроль ЗУН учащихся по теоретическому обучению
Уровень усвоения: 1, 2
Время выполнения: 40 минут
1 вариант.
б
а
малый вылет проволоки
в
направления в зону сварочной дуги электродной проволоки, защитного газа
б
в
измерения расхода защитного газа
а
защиты дуги и расплавленного металла от соприкосновения с воздухом
б
а
а
б
в
а
б
кольцевые, прямолинейные
в
автомат для дуговой сварки, защита газо-флюсовая, ток 500 А, первая модель.
2 вариант.
а
в
подогреватель
б
осушитель
а
б
электродвигатель, коробка скоростей, ролики
а
полуавтомат для дуговой сварки, защита газовая, ток 300 А, 1 модель.
б
в
токоподводящий мундштук
а
б
в
в
возможность г7лубокого проплавления основного металла
б, г
сварка наклонным электродом, электрод направлен не по разделке кромок.
ДС400.33М | НПП Технотрон, ООО
ДC400.33М — современный промышленный инверторный аппарат на ток до 500А предназначенный для сварки:
- МЕХАНИЗИРОВАННОЙ — совместно с подающими механизмами типа ПМ-4 режиме MIG/MAG (МП)
- РУЧНОЙ ДУГОВОЙ сварки покрытым электродом в режиме MMA (РД)
- АВТОМАТИЧЕСКОЙ — совместно с установкой АДС-1 в режиме MIG/MAG

ДC 400.33М имеет заводскую гарантию 3 года.
Режим MIG/MAG
Аппарат ДС 400.33М обеспечивает точное поддержание режимов сварки (независимо от длины силовых кабелей и перепадов напряжения в сети питания), высокое качество сварочных швов со всеми видами сварочной проволоки, минимальное разбрызгивание, мягкое зажигание дуги и плавное гашение дуги и устойчивое её горение в процессе сварки.
- Сварка газозащитной проволокой сплошного сечения и порошковой проволокой.
- Сварка самозащитной порошковой проволокой типа «Innershield»
- Дистанционное управление напряжением сварки (MIG/MAG) или током (MMA)
- Регулируемое время «горячего старта», от 0 до 2 секунд.
 Необходимо для улучшения зажигания сварочной дуги и формирования качественного начала шва.
Необходимо для улучшения зажигания сварочной дуги и формирования качественного начала шва. - Цифровая индикация тока и напряжения сварки.
 Необходимо для улучшения зажигания сварочной дуги и формирования качественного начала шва.
Необходимо для улучшения зажигания сварочной дуги и формирования качественного начала шва.Режим MMA
ДC 400.33М позволяет вести сварку покрытым электродом.
- В этом режиме аппарат имеет ограничение напряжения холостого хода до 12В — «безопасный вариант».
- Система «горячего старта» обеспечивает легкое возбуждение сварочной дуги.
- Устройство «антистик», защищает электрод от прилипания.
- Имеется возможность регулировки «форсирования» сварочной дуги. Уменьшение «форсирования» снижает разбрызгивание металла, а увеличение «форсирования» уменьшает вероятность залипания электрода, увеличивая проплавление и давление дуги.
- Изменение наклона вольтамперной характеристики от 0. 4В/А до 1.4В/А. Разная крутизна ВАХ выбирается в зависимости от типа покрытия электрода, позволяет получать качественные сварные соединения при использовании электродов, как с основным, так и с целлюлозным видом покрытия.
- Дистанционное управление током сварки при помощи цифрового или аналогового пульта ДУ.
 4В/А до 1.4В/А. Разная крутизна ВАХ выбирается в зависимости от типа покрытия электрода, позволяет получать качественные сварные соединения при использовании электродов, как с основным, так и с целлюлозным видом покрытия.
4В/А до 1.4В/А. Разная крутизна ВАХ выбирается в зависимости от типа покрытия электрода, позволяет получать качественные сварные соединения при использовании электродов, как с основным, так и с целлюлозным видом покрытия.В источнике предусмотрено автоматическое отключение при перегреве, отсутствии одной из фаз питающего напряжения или при снижении питающего напряжения более чем на 10%. Характеристики источников не зависят от колебаний напряжений питающей сети.
Источник ДС400.33М может поставляться с блоком импульсного режима (для режима МП).
Блок импульсного режима позволяет производить сварку черных и нержавеющих сталей, алюминия и его сплавов в импульсном режиме с высокой производительностью и пониженным разбрызгиванием. Сварка ведется в аргоновых смесях. Наиболее распространены смеси Ar/CO2 (80%/20%).
Наиболее распространены смеси Ar/CO2 (80%/20%).
Блок снабжен функцией синергетического управления сваркой. Сварщику необходимо задать только параметры сварочной проволоки и скорость ее подачи. Остальные параметры сварочного процесса источник выбирает автоматически.
Импульсный перенос металла.
Импульсный перенос металла является серьёзным усовершенствованием технологии сварки, т.к. он сочетает преимущества всех остальных методов переноса, будучи при этом практически полностью лишён характерных для этих методов недостатков. В отличие от переноса серией коротких замыканий, импульсный процесс не создаёт брызг и не склонен к образованию несплавлений. Положения, в которых может проводиться сварка по импульсному процессу, не ограничены, как в случае процесса струйного переноса, а использование сварочной проволоки гораздо более эффективно. Обладая меньшим тепловложением, по сравнению с методом переноса с помощью микрокапель, импульсный процесс позволяет сваривать более широкий диапазон деталей.
 Именно снижение тепловложения при импульсном процессе повышает качество сварки тонких материалов, исключая прожоги и снижая коробление, а также позволяя вести сварку при более низких скоростях подачи проволоки.
Именно снижение тепловложения при импульсном процессе повышает качество сварки тонких материалов, исключая прожоги и снижая коробление, а также позволяя вести сварку при более низких скоростях подачи проволоки. При импульсной сварке происходит бесконтактный перенос металла с электрода в сварочную ванну. Иными словами, ни при каких условиях и ни в какой момент времени электрод не контактирует со сварочной ванной.
Характерная особенность импульсно-дуговой сварки плавящимся электродом — управляемый перенос электродного металла. Сварка осуществляется без замыканий дугового промежутка и обеспечивает перенос одной капли металла за каждый импульс тока. Во время импульса тока происходит резкое увеличение электродинамических сил, которые сбрасывают каплю строго в сварочную ванну.
Использование технологии импульсной сварки в аргоновых смесях смеси позволяет получить:
- значительно меньшее разбрызгиванию и дымообразование;
- экономию сварочных материалов, т. к. большая часть расплавленной проволоки участвует в образовании сварного шва, а не разбрызгивается;
- уменьшение времени, требуемого для очистки сваренных деталей и технологической оснастки от брызг застывшего металла;
- улучшение условий труда сварщика, снижение усталости и повышению качества работ, благодаря пониженному дымообразованию;
- меньшие искажения формы свариваемых деталей за счёт снижения тепловложения, что улучшает общее качество и внешний вид шва;
- снижение времени и расходов на вспомогательные операции и финишную обработку сварного соединения. Особое значения эти достоинства приобретают при сварке нержавеющей стали, никельсодержащих сплавов и других материалов;
- характеристики которых ухудшаются при избыточном тепловложении;
- повышение производительности работ, благодаря высокому коэффициенту наплавки.
 к. большая часть расплавленной проволоки участвует в образовании сварного шва, а не разбрызгивается;
к. большая часть расплавленной проволоки участвует в образовании сварного шва, а не разбрызгивается;
Блок импульсного режима представляет собой панель с встраиваемой платой, энкодером, резистором и модулем индикации.
Модуль индикации (1) предназначен для индицирования параметров шаблонных программ сварки – диаметра сварочной проволоки, материала сварочной проволоки или индицирования номера специальной программы сварочных режимов. Также, на индикаторе индицируются технологические параметры специальных режимов сварки. Энкодер (2) предназначен для выбора или изменения индицируемых параметров. Резистор предназначен для управления длиной сварочной дуги. Ручка (3) предназначена для изменения длины дуги при сварке.
Использование блока импульсного режима
Блок импульсного режима имеет два режима работы:
Шаблонные программы – сварочные программы жестко «зашитые» в память аппарата и описывающие работу со стандартными наборами материалов, проволок и газов.

Для работы в режиме шаблонных программ необходимо задать только:
— диаметр и материал сварочной проволоки,
— скорость подачи сварочной проволоки.
Остальные параметры сварочного процесса источник определяет автоматически.
Специальный режим предназначен для задания индивидуальных программ сварки, не описанных шаблонными программами. Можно записать и вызвать из памяти до 20 специальных программ.
В этом режиме можно настроить работу источника с наименее распространенными комбинациями: защитный газ – сварочная проволока. Регулируются параметры импульса, частота следования импульсов и т.д.
Подающий механизм — предназначен для подачи сплошной стальной, алюминиевой и порошковой проволоки от 0.6 до 2.4мм при работе с аппаратом ДС400.33М или любым другим источником имеющим «жесткую» вольтамперную характеристику.
ПМ 4.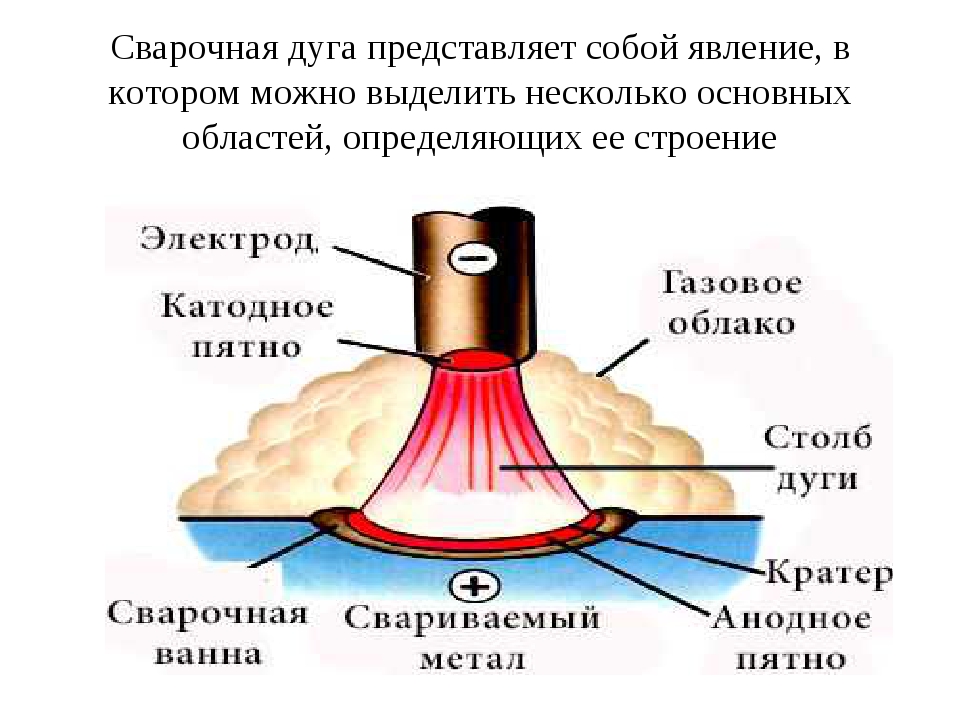 33М 33М |
ПМ 4.33 «ТРАССА» |
Функциональные возможности
- Цифровое задание всех параметров сварки непосредственно с подающего механизма
- Цифровая индикация скорости подачи проволоки, сварочного тока и напряжения
- Плавная регулировка скорости подачи сварочной проволоки и напряжения на дуге
- Плавное зажигание дуги, благодаря установке замедления проволоки вначале сварки
- Установка времени продува в начале сварки и обдува газа после ее окончания
- Плавное гашение дуги, благодаря установке замедления проволоки при окончании сварки
- Четырехроликовый механизм подачи проволоки фирмы COOPTIM Ltd., (профиль ролика зависит от диаметра и вида сварочной проволоки)
- Зубчатое зацепление подающих и прижимных роликов
- Регулируемое усилие прижима
- Возможна эксплуатация на удалении до 50м от сварочного источника
- Отсекатель защитного газа
- «Тест газа» и «тест проволоки» на лицевой панели
- Дистанционное управление скоростью подачи проволоки
- Подача сварочной проволоки со стандартных 5 и 15кг катушек или из бухты.
- Возможность работы в непрерывном 2-х и 4-хтактном режиме и режиме электрозаклепок.
| Напряжение питания, В | ~36 |
| Потребляемая мощность, кВА, не более | 0,2 |
| Скорость подачи проволоки, м/мин | 1 — 17 |
| Диаметр проволоки, мм Сплошная Алюминиевая Порошковая | 0,6-1,6 1,0-2,4 0,9-2,4 |
| Диапазон рабочих температур, °С | От — 40 до + 40 |
| Масса, кг | 14 |
| Габаритные размеры (ШхВхГ), мм | 202х580х423 |
Панель управления ПМ-4.33
В комплект оборудования входит:
С аппаратом ДС 400.33 и ПМ-4.33 поставляется комплект кабелей различной длины.
ПМ-4.4 КОРВЕТ
Подающий механизм — предназначен для работы в тяжелых промышленных условиях. Обеспечивает подачу проволоки сплошного сечения и порошковой проволоки диаметром от 0.6 до 2.4мм на удалении до 50м от сварочного источника ДС400.33М.
Комплект оснащен мощной сварочной горелкой и соединительными кабелями 30м.
Разработан специально по заказу и для нужд предприятий судостроительной отрасли.
Функциональные возможности
- «Антивандальное» исполнение
- Задание всех параметров сварки непосредственно с подающего механизма
- Плавная регулировка скорости подачи сварочной проволоки и напряжения на дуге
- Стандартная катушка диаметром 200 мм
- Плавное зажигание и плавное гашение дуги
- Четырехроликовый механизм подачи проволоки фирмы COOPTIM Ltd. , (профиль ролика зависит от диаметра и вида сварочной проволоки)
- Зубчатое зацепление подающих и прижимных роликов
- Регулируемое усилие прижима
- Возможна эксплуатация на удалении до 50 м от сварочного источника
- Встроенный отсекатель защитного газа
- «Тест газа» и «тест проволоки»
- Возможность работы в 2-х и 4-хтактном режиме
- Дополнительное крепление кабелей и горелки тросиком к корпусу полуавтомата
 , (профиль ролика зависит от диаметра и вида сварочной проволоки)
, (профиль ролика зависит от диаметра и вида сварочной проволоки)Технические характеристики ПМ-4.4 Корвет
| Напряжение питания, В | ~36 |
| Потребляемая мощность, кВА, не более | 0,2 |
| Скорость подачи проволоки, м/мин | 1 — 17 |
| Количество роликов подающего механизма | 4 |
| Диаметр проволоки, мм Сплошная Порошковая | 0,6-1,6 до 2,4 |
| Диапазон рабочих температур, °С | От — 40 до + 40 |
| Масса(без учета массы катушки с проволокой), кг | 9 |
| Габаритные размеры (ШхВхГ), мм | 175х460х295 |
| Расстояние до сварочного аппарата, м | до 50 |
ПМР-2 – подающий механизм ранцевого типа
ПМР-2 — предназначен для работы в промышленных условиях, преимущественно на монтаже, там, где затруднено размещение и перемещения подающего механизма стандартной конструкции.
 Обеспечивает подачу проволоки сплошного сечения и порошковой проволоки диаметром от 0.6 до 2мм на удалении до 50м от сварочного источника ДС400.33М.
Обеспечивает подачу проволоки сплошного сечения и порошковой проволоки диаметром от 0.6 до 2мм на удалении до 50м от сварочного источника ДС400.33М. Функциональные возможности
- «Антивандальное» исполнение
- Удобное крепление на спине сварщика
- Регулировка скорости подачи проволоки с пульта дистанционного управления
- «тест газа» и «тест проволоки» с пульта дистанционного управления
- Стандартная катушка диаметром 200 мм.
- Плавное зажигание и плавное гашение дуги
- Четырехроликовый механизм подачи проволоки фирмы COOPTIM Ltd., (профиль ролика зависит от диаметра и вида сварочной проволоки)
- Зубчатое зацепление подающих и прижимных роликов
- Регулируемое усилие прижима
- Возможна эксплуатация на удалении до 50 м от сварочного источника
- Встроенный отсекатель защитного газа
- Возможность работы в 2-х и 4-хтактном режиме
| Напряжение питания, В | ~36 |
| Потребляемая мощность, кВА, не более | 0,15 |
| Максимальный сварочный ток, А, при ПВ=60% | 315 |
| Скорость подачи проволоки, м/мин | 1 — 16 |
| Количество роликов подающего механизма | 4 |
| Диаметр проволоки, мм Сплошная Порошковая | 0,6-1,6 до 2,4 |
| Диапазон рабочих температур, °С | От — 40 до + 40 |
| Масса(без учета массы катушки с проволокой), кг | 7,5 |
| Габаритные размеры (ШхВхГ), мм | 261х466х151 |
| Расстояние до сварочного аппарата, м | до 50 |
Сварка электрозаклепками
Сварка электрозаклепками используется в основном для соединения листовых элементов. При этом листы металла могут быть одинаковой толщины, либо тонкий лист приваривается к более толстому. Толщина металла обычно бывает от 0,5мм. Сварка ведется во всех пространственных положениях. Применение электрозаклепок при изготовлении металлоконструкций целесообразно с точки зрения уменьшения коробления изделий, повышения производительности работ.
При этом листы металла могут быть одинаковой толщины, либо тонкий лист приваривается к более толстому. Толщина металла обычно бывает от 0,5мм. Сварка ведется во всех пространственных положениях. Применение электрозаклепок при изготовлении металлоконструкций целесообразно с точки зрения уменьшения коробления изделий, повышения производительности работ.
Процесс сварки выполняется следующим образом. Свариваемые листы помещаются вплотную друг к другу без зазора. Сварочная горелка прижимает листы своим соплом. При этом сопло должно иметь специальную форму для выхода избыточных газов, либо иметь небольшое отклонение от 90° при установке на свариваемый лист для формирования щели.
После установки сварочной горелки на место соединения возбуждается дуга и включается подача проволоки с заданной скоростью. По истечении установленного интервала подача проволоки прекращается и дуга горит до естественного обрыва.
 Такое окончание сварки обеспечивает получение благоприятной формы головки заклепки. Время горения дуги почти линейно влияет на основные параметры заклепки, вызывая наибольшие изменения ее диаметра.
Такое окончание сварки обеспечивает получение благоприятной формы головки заклепки. Время горения дуги почти линейно влияет на основные параметры заклепки, вызывая наибольшие изменения ее диаметра. Для сварки электрозаклепками используется проволока диаметром 0,8-1,6 мм, в зависимости от толщины свариваемого металла.
Металлические элементы равной толщины можно сваривать с медной или алюминиевой подкладкой. Приварку тонкого листа к толстому лучше производить без подкладок. При толщине верхнего элемента более 6 мм требуется просверлить в нем отверстие под заклепку.
Форма получаемой заклепки, глубина провара определяются режимом сварки. При необходимости увеличить проплавление металла варят на минимальном напряжении дуги и коротком вылете электрода. На глубину проплавления точки наиболее эффективно влияет сварочный ток. С его повышением увеличиваются диаметр и усиление точки.
 Сварку следует выполнять на токе, максимально допустимом для данной толщины металла. Напряжение дуги оказывает влияние на форму точки. При недостаточном напряжении в центре точки образуется углубление, а при завышенном — бугорок. Оптимальное напряжение зависит от сварочного тока и диаметра электрода. При сварке точки глубина проплавления растет в первый период горения дуги. В дальнейшем глубина проплавления растет незначительно. увеличивается только усиление.
Сварку следует выполнять на токе, максимально допустимом для данной толщины металла. Напряжение дуги оказывает влияние на форму точки. При недостаточном напряжении в центре точки образуется углубление, а при завышенном — бугорок. Оптимальное напряжение зависит от сварочного тока и диаметра электрода. При сварке точки глубина проплавления растет в первый период горения дуги. В дальнейшем глубина проплавления растет незначительно. увеличивается только усиление. Прочность отдельной точки зависит от толщины металла и сечения электрозаклепки. Работоспособность электрозаклепочных и точечных соединений при знакопеременной и ударной нагрузках в ряде случаев выше, чем соединений, выполненных сплошными швами. Контроль качества электрозаклепок на металле малой толщины осуществляют по их внешнему виду с обеих сторон. При нарушении газовой защиты, превышении зазоров в соединении, наличии большого загрязнения листов и использовании ржавой проволоки в электрозаклепках образуются поры.
 Трещины в электрозаклепках и точках появляются в основном при сварке высокоуглеродистых сталей и при повышенных режимах сварки.
Трещины в электрозаклепках и точках появляются в основном при сварке высокоуглеродистых сталей и при повышенных режимах сварки. | Напряжение питания, В | 380 ,+10% -10% |
| Потребляемая мощность, кВА, не более | 24 |
| Напряжение источника MIG/MAG (плавнорегулируемое, дискретность 0,1), В | 16,5 — 34 |
| Сварочный ток MIG/MAG, А | 50 — 500 |
| Сварочный ток MМА (дискретность регулировки 1А), А | 50 — 400 |
| Номинальный режим работы ПН, % | 100 |
| Диапазон рабочих температур, °С | От — 40 до + 40 |
| Масса, кг | 50 |
| Габаритные размеры (ШхВхГ), мм | 270х535х610 |
1. Напряжение питающей сети переменного тока, В 380 (± 10 %)
2. Количество фаз 3
3. Частота питающего напряжения, Гц 50
4. Вид сварочного тока постоянный
Вид сварочного тока постоянный
Для автоматической и полуавтоматической сварки (режим сварки MIG/MAG)
5. Диапазон регулирования напряжения, В от не более 14 до не менее 39
6. Максимальный сварочный ток с дискретностью 1 А, А 500
7. Минимальный сварочный ток с дискретностью 1 А, А 50
8. Напряжение холостого хода, В, не более 80
Для ручной дуговой сварки покрытым электродом (режим сварки РД)
9. Максимальный сварочный ток с дискретностью 1 А, 400А
10. Минимальный сварочный ток с дискретностью 1 А, 50А
11. Пределы регулирования коэффициента наклона вольтамперной характеристики:
— для сварки электродами с целлюлозным видом покрытия, В/А 0,40 ± 0,05
— для сварки электродами с основным видом покрытия, В/А от 0,7 до 1,4
Для всех режимов сварки
12. Коэффициент нагрузки ПН (Х)
при Iмах = 500 А и tокр.ср. = 25 С , 100%
при Iмах = 500 А и tокр. ср. = 40 С , 60%
ср. = 40 С , 60%
при Iмах = 400 А и tокр.ср. = 40 С , 100%
13. Максимальная потребляемая мощность, кВА, не более 25
14. Сопротивление изоляции:
— между входной цепью и корпусом, МОм, не менее 2,5
— между входной и сварочной цепями, МОм, не менее 5
15. Габаритные размеры источника, мм, не более 625х280х535
16. Масса источника (без кабелей), кг, не более 44
Индикация тока и напряжения сварки на источнике, специальный режим сварки самозащитной проволокой, цифровая регулировка тока горячего старта в режиме РД и ПА, цифровая регулировка форсирования дуги в режиме РД, переключатель работы на кабелях более 20м, возможность подключения пульта ДУ с цифровой индикацией, возможность подключения панели импульсного режима.
GMAW Spray Transfer Mode 2G — Сварочное сертификационное испытание
25 июля 2018 г.
Дэйв Линнс
При использовании пластин со скошенными углами горизонтальное положение относится к положению 2G.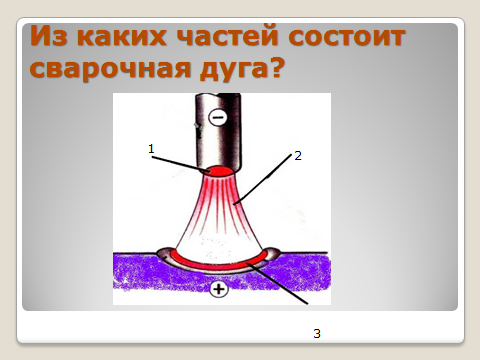 Это стандартное испытание сварки для конструкционной стали и производственных цехов.
Это стандартное испытание сварки для конструкционной стали и производственных цехов.
В своем видео я использую технику хлыста и паузы с углом толчка от 5 до 10 градусов. Техника прямого толчка тоже хорошо работает.
Обязательно отшлифуйте прокатную окалину на 1 дюйм назад от фаски с обеих сторон скошенных пластин и с одной стороны опорной планки.
Первый проход, если речь идет о корневом проходе. При сварке я двигаюсь достаточно медленно, чтобы связать две пластины со скошенными углами и опорный стержень.
Проволочный круг для каждого сварного шва перед сваркой следующего шва. НЕ ПОГЛАШАТЬ (ОХЛАЖДАТЬ) ИСПЫТАТЕЛЬНЫЙ ОБРАЗЕЦ В ВОДЕ!
Завершите 2-й слой 2-мя стрингерами, но не заполняйте канавку. Я стараюсь оставить около 1/16 дюйма для заполнения от поверхности сварного шва до поверхности пластины.
Дайте испытательной пластине немного остыть на воздухе перед тем, как приступить к третьему слою стрингеров, называемому защитным проходом. Возможно, вы сможете завершить проход с двумя стрингерами, но я предпочитаю 3 стрингера, чтобы заполнить канавку.
Возможно, вы сможете завершить проход с двумя стрингерами, но я предпочитаю 3 стрингера, чтобы заполнить канавку.
Когда я привариваю первый стрингер защитного прохода, я предпочитаю располагать проволоку примерно на 1/8 дюйма выше нижнего края паза. Я хочу, чтобы дно лужи перекрывало нижнюю пластину примерно на 1/16 дюйма. Вы должны двигаться достаточно быстро, чтобы у вас не было налипания более 1/8 дюйма от поверхности пластины до поверхности сварного шва.
Для второго сварного шва я располагаю центр проволоки в верхней части первого прохода, чтобы получить надлежащее перекрытие первого сварного шва.
Теперь я снова даю тестовой пластине немного остыть. Если вы продолжите сварку, пластина может быть слишком горячей, и на верхней кромке сварного шва может образоваться подрез. Как только пластина станет прохладной на ощупь, я помещаю проволоку на верхнюю часть второго стрингера и заполняю скос.
Спасибо, что нашли время посмотреть мое видео.
/20140801163252.jpg) youtube.com/embed/4R_YLBLeeP0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/4R_YLBLeeP0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Подготовка к квалификационным испытаниям сварщиков — Колледж Восточного Вайоминга
Обучение квалификационным испытаниям сварщиков доступно для сварщиков, желающих получить квалификацию по определенным нормам и спецификациям сварки.Это обучение состоит из практики под наблюдением и документирования правильных методов, позволяющих сварщикам избавиться от ошибочных привычек. Практика. Изготавливаются и испытываются образцы, и сварщики инструктируются по исправлению любых дефектов сварки, которые у них могут быть.
Колледж Восточного ВайомингаКвалификационный экзамен сварщика 3200 West C St. – Torrington, WY 82240 За дополнительной информацией и ценами обращайтесь в отдел сварки колледжа Восточного Вайоминга по телефону 307.
| ||||||||||||
| Обучение проводится из расчета 30 часов в неделю. Обычно достаточно одной недели обучения. Студенты обязаны соблюдать правила и положения, установленные колледжем и кафедрой сварки. Учащиеся должны предоставить перчатки, защитные очки, кожаную обувь и рабочие ботинки с жесткой подошвой. Колледж Восточного Вайоминга может сертифицировать и аттестовать ваших сварщиков и процедуры сварки в соответствии с нормами для листового металла, конструкций и трубопроводов.Колледж полностью укомплектован сертифицированными AWS инспекторами по сварке и техническими специалистами, которые помогут вам с вашими потребностями в тестировании. |
 532.8274 или в отдел развития персонала по телефону 307.532.8366
532.8274 или в отдел развития персонала по телефону 307.532.8366 
Как пройти испытание на сварку труб весом 6 г
Большинство коммерческих сварщиков хорошо обучены, чтобы пройти сварочные испытания, однако есть новички, которым было бы полезно получить несколько советов о том, как справиться с ситуацией. В общем, испытание сварки трубы UA-28 представляет собой 6-дюймовую трубу сортамента 80,
, которая выполняется в положении 6g с использованием 6010 для корневого шва, а также 7018 для заполнения и закрытия.В соответствии со спецификацией испытаний, при сварке трубы UA-28 требуется 0-1/8 дюйма (0-3 мм), а требуемый зазор от 1/16 дюйма до 1/8 дюйма (1,6-3 мм) и с максимальным несоответствием 1/16 дюйма (1,6 мм) и диапазоном 75–100 А для 6010 1/8 дюйма (3 мм) корневого прохода электрода. В этом тесте, как и почти во всех сварочных тестах, разница заключается в подгонке. Как это так? Давайте покажем пример.
В этом тесте, как и почти во всех сварочных тестах, разница заключается в подгонке. Как это так? Давайте покажем пример.
Малый зазор требует использования большей силы тока промышленным сварщиком, а более широкий зазор требует использования меньшей силы тока.Точно то же самое относится и к земле… Когда есть тяжелая земля 1/8 дюйма, это позволяет коммерческому сварщику использовать большую силу тока, чем когда он или она работает с землей 1/16 дюйма.
Как правило, требуемая сила тока во время сварочных испытаний может отличаться на 25 ампер в зависимости от подгонки. Таким образом, когда профессиональные сварщики или промышленные сварщики практиковались с использованием определенной установки, они должны убедиться, что используют точную настройку при испытании сварки.
При выполнении испытания на сварку труб весом 6 г некоторые сварщики предпочитают площадку между 3/32″» и 1/8″», которая имеет зазор 3/32″».При этом промышленный сварщик может потреблять примерно 80 ампер, чего достаточно, чтобы начать прихватку без залипания, но когда не так жарко, замочная скважина выходит из-под контроля.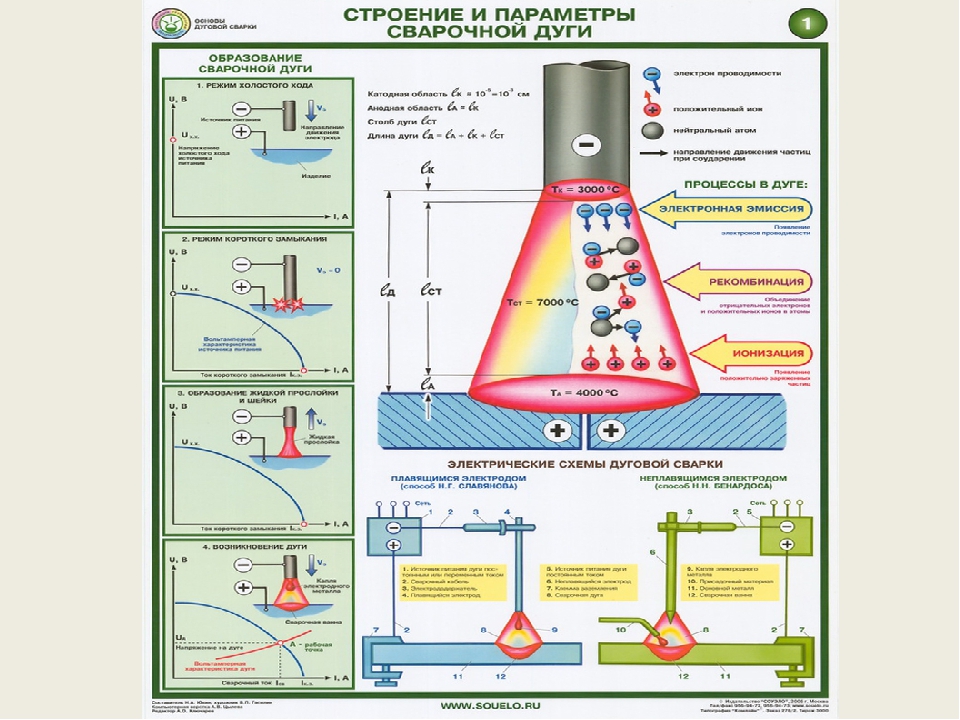
Сварщики-новички должны знать, что во время сварочных испытаний тип сварочного аппарата имеет значение. Некоторые из используемых машин имеют контроль дуги, другие имеют функцию копания. Как правило, производитель рекомендует устанавливать силу дуги или высоту копания.
Тем не менее, если сила дуги установлена на высоком уровне, это может работать неправильно.Хорошие результаты могут быть достигнуты при установке копания на 50. Если стержень сваривается мультипроцессом с миганием, тигом, палкой, настройка управления нижней дугой будет работать лучше.
Коммерческие сварщики, которые собираются пройти тест на сварку 6g, должны использовать аппарат, который находится на площадке. Так они могут увеличить свои шансы.
Коммерческий сварщик может спросить руководителя испытаний о пределах силы тока, шлифовке, спецификации процедуры сварки и так далее. Тогда нужно стараться, чтобы несоответствие было небольшим, а разрыв был равномерным.Сила тока должна быть хорошей, угол наклона штока должен быть благоприятным и т. д.
д.
советов по прохождению сертификации AWS 3G FCAW
Прохождение квалификационного теста AWS Structural Welder Qualification Test (вертикальная сертификация по дуговой сварке порошковой проволокой) может быть проблематичной для некоторых, но использование правильных процедур и методов должно значительно упростить задачу. Преимущество этой квалификации в том, что, если она сдана, сварщик сертифицируется не только по позиции 3G, но и по позициям 1G, 2G, 3G, 1F, 2F и 3F.Это не дает права сварщику работать в режиме 4G над головой. Сварщик может пройти тест с пластиной ¾ дюйма, которая сертифицирует его или ее на неограниченную толщину. Тестовая пластина 3/8 дюйма позволит сварщику сварить сварку толщиной до 3/4 дюйма.
Объем обучения, который вам потребуется для прохождения этого теста, в значительной степени зависит от вашего уровня навыков и знакомства с кодовой книгой (Кодекс AWS D1.1 по сварке конструкций — сталь). Тест должен длиться не более 3 часов.
Детали тестовой пластины следующие:
Тестовая пластина AWS для сертификации 3G FCAW
Тестовая пластина AWS Сертификация 3G FCAW, вид сбоку
Спецификации процедуры:
Спецификации процедуры тестирования AWS 3G FCAW
Рекомендуемые процедуры:
Для . 045 Провод: 300–340 IPM (190–220 А), 27–28 В, ¾” ESO
045 Провод: 300–340 IPM (190–220 А), 27–28 В, ¾” ESO
Для провода .052: 240-290 дюймов в минуту (210-250 А), 24-25 В, ¾” ESO
Для провода 1/16 дюйма: 150–165 дюймов в минуту (210–225 А), 22–24 В, ¾” ESO
Подготовка пластины: Обязательно очистите скошенные края и опорную планку. Мельничная окалина вам не друг. Это может помешать правильному слиянию боковых стенок и привести к образованию следов на корне. Если ваш корневой шов выглядит гладким, а затем у вас есть небольшие участки по бокам, где он не смачивается должным образом, возможно, вы не удалили прокатную окалину.Прихватки должны быть под пластиной, не прихватки внутри паза. Убедитесь, что скошенные пластины установлены плотно, чтобы между пластинами и опорной планкой не было зазоров.
Корневой проход: Вы можете запустить стрингер или переплетение. Обычно предпочтительнее легкое плетение. Благодаря плетению мы движемся медленнее, что помогает проникновению и правильному слиянию боковых стенок.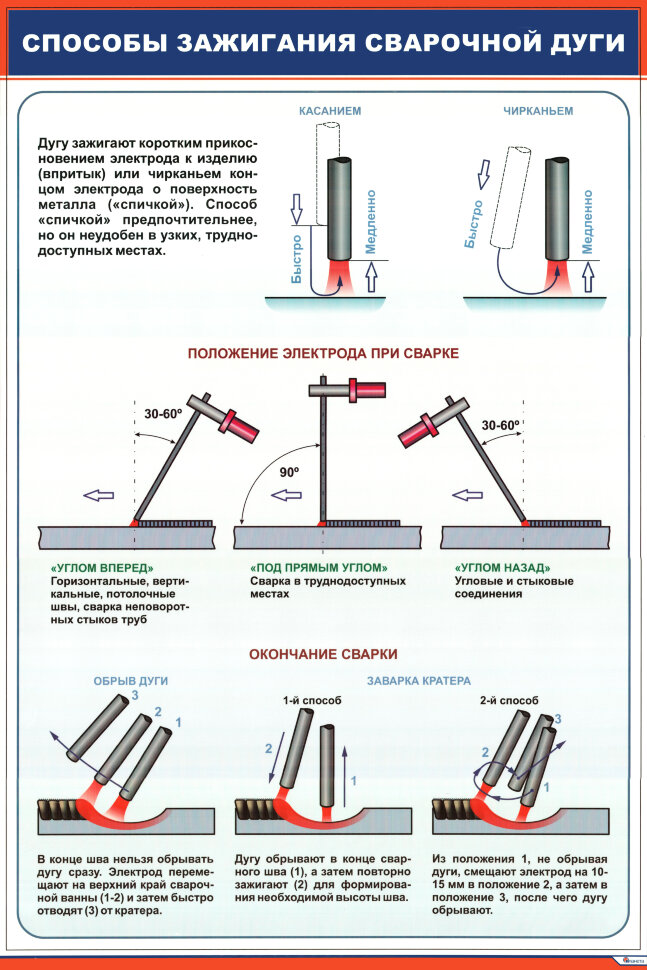 Во время практики вы должны были видеть, как шлак становится полкой, которая поддерживает лужу, когда вы работаете в вертикальном направлении вверх.Также рекомендуется не останавливаться; однако в коде нет ничего, что мешало бы вам остановиться. ОЧЕНЬ ВАЖНО: критически важен электрический вылет (ESO). Если вы уйдете далеко от пластины, вы потеряете проникновение, и у вас могут возникнуть проблемы со сплавлением. Это неизбежно заставит вас провалить тест на изгиб корня.
Во время практики вы должны были видеть, как шлак становится полкой, которая поддерживает лужу, когда вы работаете в вертикальном направлении вверх.Также рекомендуется не останавливаться; однако в коде нет ничего, что мешало бы вам остановиться. ОЧЕНЬ ВАЖНО: критически важен электрический вылет (ESO). Если вы уйдете далеко от пластины, вы потеряете проникновение, и у вас могут возникнуть проблемы со сплавлением. Это неизбежно заставит вас провалить тест на изгиб корня.
Оценка корневого прохода: Если вы использовали правильную технику, сварной шов должен быть плоским. Если ваш сварной шов слишком вязкий, это означает, что вы недостаточно задержались на сторонах.Однако корневой шов должен иметь только небольшое переплетение. Во время сварки вы должны были определить, хорошо ли вы проникли в опорный стержень и боковые стенки.
Очистка между проходами: Это будет одинаково для всех проходов. Сколите шлак и с помощью проволочной щетки (можно проволочной щетки) удалите весь шлак. Если ваш буртик имеет плоскую поверхность, шлак должен легко отделяться, и не должно быть включений шлака. Обязательно удалите шлак с носка сварного шва, особенно если он не был ровным.
Если ваш буртик имеет плоскую поверхность, шлак должен легко отделяться, и не должно быть включений шлака. Обязательно удалите шлак с носка сварного шва, особенно если он не был ровным.
Горячий проход: Не нужно спешить со вторым проходом. Лучше дать тарелке немного остыть. Это сделает его более комфортным, так как излучаемое тепло не будет таким высоким. Кроме того, если тарелка станет слишком горячей, вашей луже потребуется немного больше времени, чтобы затвердеть. Горячий проход должен быть переплетением. Обратите особое внимание на то, чтобы пальцы ног не попали в боковые стенки.
Cap Pass(s): В зависимости от размера предыдущих двух проходов вам может понадобиться еще один или два прохода для завершения теста.ОЧЕНЬ ВАЖНО: Во время практики вы должны были определить, будете ли вы заполнять канавку за 3 или 4 прохода. Код допускает максимальное армирование только 1/8 дюйма. Также следите за своим напряжением во время тренировки.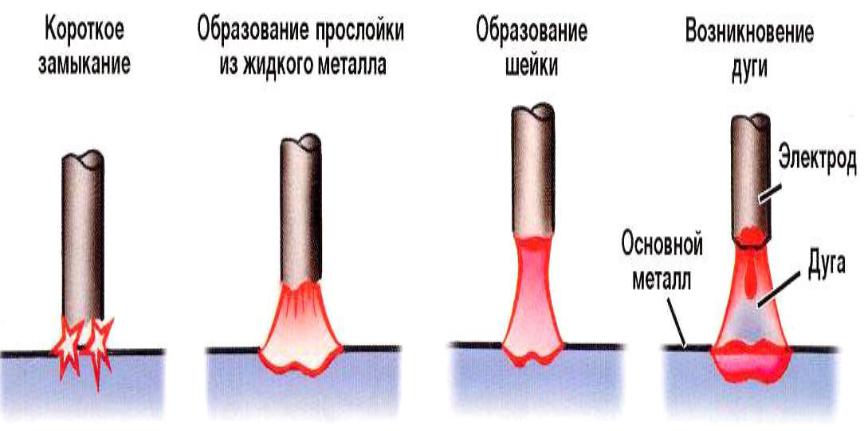 Подрез может быть проблемой на последнем проходе. Код допускает подрезку до 1/32 дюйма. Это немного, так что не рассчитывайте на это положение, чтобы спасти вас.
Подрез может быть проблемой на последнем проходе. Код допускает подрезку до 1/32 дюйма. Это немного, так что не рассчитывайте на это положение, чтобы спасти вас.
Если вы решите использовать стрингеры, вам может понадобиться около шести проходов. После завершения поперечное сечение будет выглядеть примерно так.
3G FCAW AWS Test Bead Placement с использованием стрингеров
Когда вы закончите, идите проверить свою тарелку. От тестовой пластины вырезаются участки толщиной 1-1/2 дюйма, как показано ниже. Выполняются корневые и лицевые изгибы. Опорный стержень удаляют с образца для испытаний перед проведением испытания на изгиб. Вам нужно, чтобы образец изгибался и имел чистую поверхность. Шлаковые включения, непровары и другие дефекты сварного шва обнаружатся, если вы сварили неправильно, что приведет к провалу экзамена.
Тестовый образец 3G FCAW AWS
Аттестация сварщиков в соответствии с AWS D1.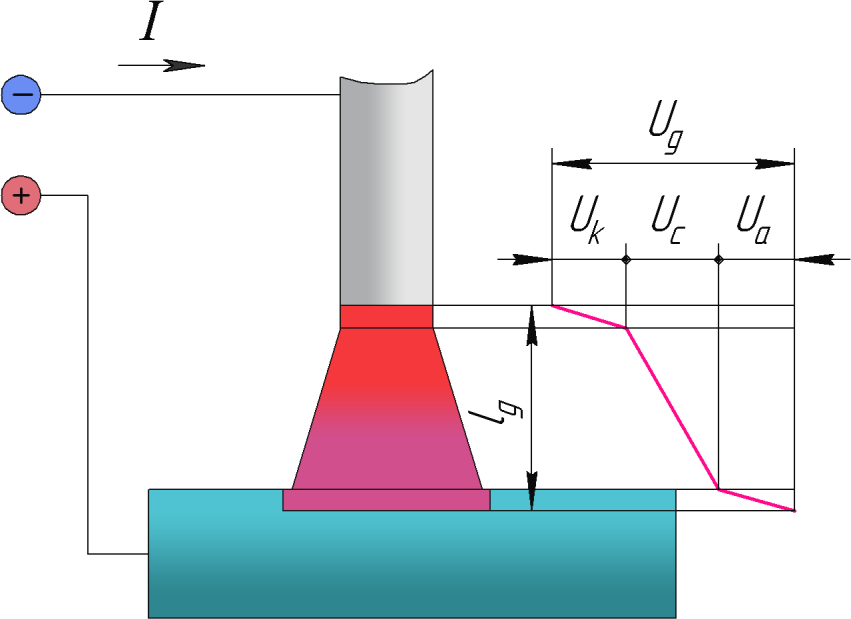 1 Нормами сварки конструкций (сталь) может проводиться производителями и не требует CWI, инженеров по сварке или консультаций с третьей стороной. Тем не менее, хорошее знание кода D1.1 является обязательным. Если вам требуется аттестация сварщика или процедур сварки в соответствии с AWS D1.1 , но у вас нет собственного опыта, вы можете получить копию Квалификации процедур сварки, сварщиков и операторов сварки , чтобы получить подробные пошаговые инструкции. пошаговые инструкции о том, как получить квалификацию.Он также включает в себя все, что вам нужно знать, чтобы использовать предварительные процедуры сварки и экономить время и деньги, освобождаясь от испытаний.
1 Нормами сварки конструкций (сталь) может проводиться производителями и не требует CWI, инженеров по сварке или консультаций с третьей стороной. Тем не менее, хорошее знание кода D1.1 является обязательным. Если вам требуется аттестация сварщика или процедур сварки в соответствии с AWS D1.1 , но у вас нет собственного опыта, вы можете получить копию Квалификации процедур сварки, сварщиков и операторов сварки , чтобы получить подробные пошаговые инструкции. пошаговые инструкции о том, как получить квалификацию.Он также включает в себя все, что вам нужно знать, чтобы использовать предварительные процедуры сварки и экономить время и деньги, освобождаясь от испытаний.
Ссылка: Квалификация сварочных процедур, сварщиков и операторов сварки в соответствии с AWS D1.1 (2017)
Вам нужна дополнительная информация о том, как вы можете выполнить свою собственную квалификацию?
«Квалификационные процедуры сварки, сварщики и операторы сварки» — это руководство, разработанное, чтобы помочь вам пройти собственную квалификацию в полном соответствии с AWS D1. 1 Кодекс сварки конструкций.
1 Кодекс сварки конструкций.
Процесс дуговой сварки
ПРОЦЕСС ДУГОВОЙ ПРИВАРКИ ШПИЛЬОК.
| Кончик шпильки касается заготовки. | Шпилька отрывается от заготовки, зажигается электрическая дуга. | Шпилька погружена в сварочную ванну. Материал затвердевает, и шпилька приваривается. |
Дуговая сварка шпилек включает в себя те же основные принципы и металлургические аспекты, что и любая другая процедура дуговой сварки, в том смысле, что контролируемая электрическая Дуга используется для расплавления конца шпильки или электрода и части основного металла.Шпилька автоматически погружается в расплавленный металл. и высококачественный сварной шов осуществляется там, где сварной шов прочнее самой шпильки. Приварка шпилек применима к мягкой стали, нержавеющая сталь и алюминий.
Сварные крепежные детали или шпильки могут быть практически любого размера, формы или типа, и их буквально сотни, однако они должны быть изготовлены из свариваемых материалов. материалов и один конец крепежа должен быть предназначен для сварки. Можно использовать обычные сварочные аппараты постоянного тока всех типов, но специальные
Также доступны блоки питания, разработанные специально для приварки шпилек.
материалов и один конец крепежа должен быть предназначен для сварки. Можно использовать обычные сварочные аппараты постоянного тока всех типов, но специальные
Также доступны блоки питания, разработанные специально для приварки шпилек.
ОСМОТР (ВИЗУАЛЬНЫЙ)
Приварку шпилек ARC можно визуально осмотреть, наблюдая за кромкой у основания шпильки. Иллюстрации и комментарии ниже помогут Вы визуально оцениваете качество сварного шва.
ИСПЫТАНИЯ (ФИЗИЧЕСКИЕ)
Если после визуального осмотра качество сварки остается сомнительным или этого требуют технические условия, приварная шпилька может быть подвергнута дополнительной тестирования. Предлагаются следующие физические тесты.
ИСПЫТАНИЕ НА ИЗГИБ: (см. рисунки) Если ударить молотком по приварной шпильке или надеть отрезок трубы на приварную шпильку, шпилька может
быть согнута как минимум на 30 градусов от своей оси или до тех пор, пока не произойдет поломка. Удовлетворительно приваренные шпильки должны иметь полный угол 90 градусов.
гнётся без провалов.
Удовлетворительно приваренные шпильки должны иметь полный угол 90 градусов.
гнётся без провалов.
ИСПЫТАНИЕ НА КРУТЯЩИЙ МОМЕНТ: Приварная шпилька может быть затянута с помощью обычного оборудования для испытания на крутящий момент путем приложения крутящего момента до заданного значения. крутящего момента или пробной нагрузки или до тех пор, пока не произойдет отказ.
ИСПЫТАНИЕ НА РАСТЯЖЕНИЕ: Приварную шпильку можно испытывать с помощью обычного оборудования для испытаний на растяжение до тех пор, пока не будет достигнута заданная нагрузка или пока не произойдет сбой.
ДРУГОЕ: Шпилька и сварной шов могут быть подвергнуты другим традиционным формам разрушающего или неразрушающего контроля в соответствии со спецификациями. может потребовать.
Тестирование WABO | Колледж Южного Сиэтла
Регистрационная информация
Как записаться на сертификационный тест сварщика WABO в Колледже Южного Сиэтла:
- Позвоните или напишите Дугу Рупику до среды, чтобы назначить субботний тест (doug. [email protected] или 206.934.6818)
- Оплатите тест в кассе колледжа до субботы (если вы не можете попасть в колледж в течение недели из-за расписания, мы можем принять чек или денежный перевод, выписанный на South Seattle College утром в день экзамена) .
- Вам нужны ДВА чека или платежного поручения, один выписан на Колледж Южного Сиэтла на сумму 150 долларов (90 долларов для нынешних студентов Колледжа Южного Сиэтла), а другой на WABO на 55 долларов.
- Чек на адрес South Seattle College возврату не подлежит, , даже если вы пропустите дату теста или не сдадите тест.
- Чек на номер WABO подлежит возврату, если вы не сдали тест.
- Для тестирования вы должны предоставить водительские права, паспорт или другое удостоверение личности, выданное штатом или федеральным правительством.
- Чтобы получить студенческий тест, вы должны предъявить текущий студенческий билет.
- Каждый сертификационный тест оплачивается отдельно, даже если вы можете сдать более одного теста за тестовую сессию. Например, GMAW и FCAW — это два процесса, которые часто выполняются в один и тот же день. Вы заплатите за два теста — суммы оплаты колледжу и WABO удваиваются.

 Например, GMAW и FCAW — это два процесса, которые часто выполняются в один и тот же день. Вы заплатите за два теста — суммы оплаты колледжу и WABO удваиваются.
Например, GMAW и FCAW — это два процесса, которые часто выполняются в один и тот же день. Вы заплатите за два теста — суммы оплаты колледжу и WABO удваиваются. О тесте
Если вы регулярно не выполняете многопроходную разделочную сварку толстолистового металла, пройти испытание будет очень сложно. Мы рекомендуем вам подписаться на 2 кредита нашего субботнего класса сварки WFT 297 Special Topics. Этот класс проводится по 10 субботам с 8:00 до 14:00. каждый квартал. Свяжитесь с профессиональным техническим отделом, чтобы записаться на прием по телефону 206-934-5387.
Мы проверяем следующее:
- Пластина GMAW («MIG») 3G (вертикально вверх);
- FCAW-G («двойной экран») пластина 3G (вертикальная вверх) и 4G (верхняя);
- SMAW («стержень» или «дуга») 3G (вертикальная вверх) и 4G (потолочная) пластина, труба 6G
- GTAW («TIG» или «Heli arc») пластина 3G (вертикальная вверх) и 4G (потолочная), труба 6G.
- Мы также проводим испытания на сейсмическую сертификацию D1. 8. Стоимость составляет 300 долларов плюс комиссия WABO. Позвоните или пошлите электронное письмо для получения дополнительной информации.
 8. Стоимость составляет 300 долларов плюс комиссия WABO. Позвоните или пошлите электронное письмо для получения дополнительной информации.
8. Стоимость составляет 300 долларов плюс комиссия WABO. Позвоните или пошлите электронное письмо для получения дополнительной информации.Как работает тест
Вам нужно будет предоставить собственное снаряжение (капюшон, перчатки, защитные очки, кожу и т. д.)., и болгарка с дисками и проволочным колесом. Шлифовка во время теста не допускается, за исключением корней трубы, но вы должны должным образом подготовить свои тестовые пластины).
- Для некоторых сертификатов требуется две пластины. Например, для полевой или всепозиционной сертификации требуются вертикальные (вверх) и потолочные пластины. Это одна сертификация, и пластины должны быть сварены в тот же день.
- Вам будет разрешено потренироваться и настроить сварку на металлоломе. Вам будут выданы тестовые пластины, и вам нужно будет подготовить и соединить их вместе.
- Если вы не прошли тест (одна или обе пластины, в зависимости от теста) и хотите пройти повторный тест, вы должны назначить повторный тест и оплатить новый тест.
- Если вы сдаете тест во всех позициях и не проходите тест с диском над головой, вы все равно имеете право на сертификацию по вертикали «Сертификат магазина».
-3DPrint.com--800p-smaw_area_diagram.svg.png)
 Вполне возможно, что некоторые из этих 30 вопросов MIG ниже могут возникнуть. Также вы можете проверить сварку порошковой проволокой.
Вполне возможно, что некоторые из этих 30 вопросов MIG ниже могут возникнуть. Также вы можете проверить сварку порошковой проволокой.  Как и во многих импульсных источниках питания MIG, импульсная часть оборудования MIG в роботизированной ячейке работала неудовлетворительно, поэтому было принято решение использовать обычные настройки MIG CV.Для требуемых тонких «сварных швов внахлестку». Какой режим переноса сварки MIG следует выбрать для этой роботизированной сварки и какие параметры подачи проволоки (или амперы), вольты и скорость перемещения сварки будут установлены?
Как и во многих импульсных источниках питания MIG, импульсная часть оборудования MIG в роботизированной ячейке работала неудовлетворительно, поэтому было принято решение использовать обычные настройки MIG CV.Для требуемых тонких «сварных швов внахлестку». Какой режим переноса сварки MIG следует выбрать для этой роботизированной сварки и какие параметры подачи проволоки (или амперы), вольты и скорость перемещения сварки будут установлены?  Так выглядит начальная точка Spray.
Так выглядит начальная точка Spray.  035 или провод 0,045 (1 — 1,2 мм)?
035 или провод 0,045 (1 — 1,2 мм)? 
 _____________ Ответ [б] __________________
_____________ Ответ [б] __________________  Сварщик имеет дугу по времени, которое составляет в среднем 20 минут каждый час. Сколько нержавеющей сварочной проволоки требуется на каждую 8-часовую смену.
Сварщик имеет дугу по времени, которое составляет в среднем 20 минут каждый час. Сколько нержавеющей сварочной проволоки требуется на каждую 8-часовую смену.  045 (1,2 мм) Э70С-3, обеспечивают оптимальный ручной угловой шов 1/4 (6 мм) с режимом переноса распылением. На цифровом механизме подачи задайте настройку подачи проволоки, напряжение и скорость наплавки.
045 (1,2 мм) Э70С-3, обеспечивают оптимальный ручной угловой шов 1/4 (6 мм) с режимом переноса распылением. На цифровом механизме подачи задайте настройку подачи проволоки, напряжение и скорость наплавки.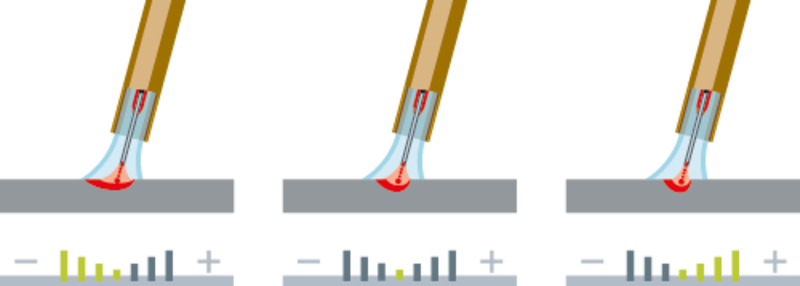 Подача проволоки___Напряжение__ Ход сварки ___Лучшее положение детали___
Подача проволоки___Напряжение__ Ход сварки ___Лучшее положение детали___ [b] Уменьшите напряжение сварки.
[b] Уменьшите напряжение сварки./20140801163243.jpg) Скорость подачи проволоки для сварного шва и конца сварного шва установлена на 320 дюймов/мин.Напряжение было 24В. На конце проволоки на каждом свариваемом конце имеется большой перепад. В этой роботизированной ячейке также часто возникают проблемы с началом сварки. Объясните, почему возникают проблемы и каков параметр решения?
Скорость подачи проволоки для сварного шва и конца сварного шва установлена на 320 дюймов/мин.Напряжение было 24В. На конце проволоки на каждом свариваемом конце имеется большой перепад. В этой роботизированной ячейке также часто возникают проблемы с началом сварки. Объясните, почему возникают проблемы и каков параметр решения? 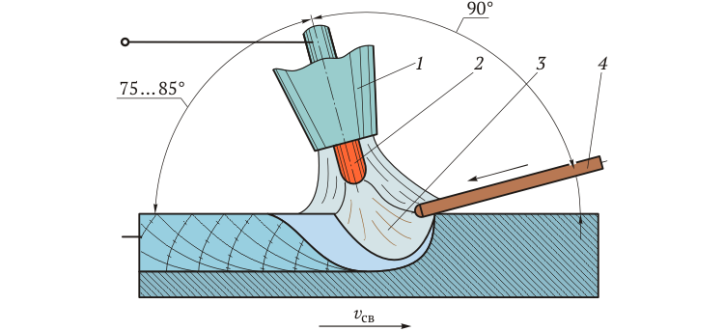 Проволока из углеродистой стали 035 или 0,045 установлена в режиме переноса распылением, и почему?
Проволока из углеродистой стали 035 или 0,045 установлена в режиме переноса распылением, и почему?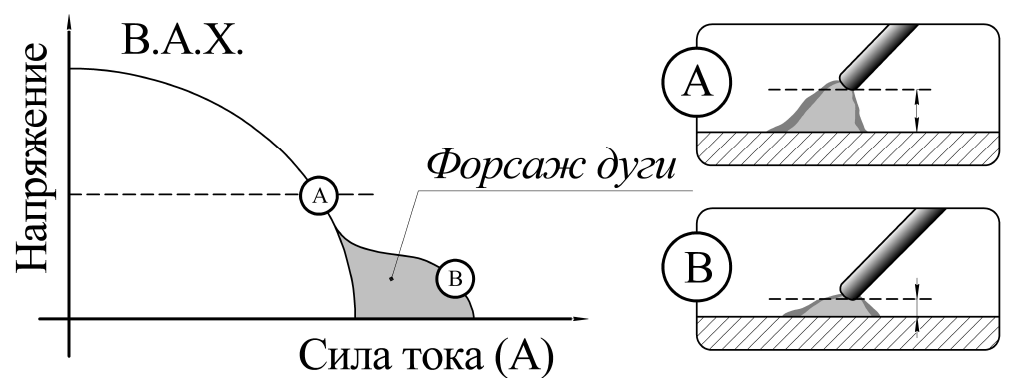 Сварочная проволока 0,035 (1 мм) и газ 80% аргон — 20% СО2. Сварные детали из углеродистой стали имеют толщину 3-4 мм. Данные сварки составляют 180 ампер при 24 вольтах. Какие корректировки параметров сварки вы вносите, чтобы уменьшить этот шаровидный перенос, и объясните, почему?
Сварочная проволока 0,035 (1 мм) и газ 80% аргон — 20% СО2. Сварные детали из углеродистой стали имеют толщину 3-4 мм. Данные сварки составляют 180 ампер при 24 вольтах. Какие корректировки параметров сварки вы вносите, чтобы уменьшить этот шаровидный перенос, и объясните, почему? Продавец газа порекомендовал обычную тройную смесь гелия из трех частей (90% He — 7,5% Ar — 2,5% CO2). У них есть проблемы с прогоранием сварного шва и деформацией, так почему эта глобальная трехкомпонентная газовая смесь является глупым выбором.Какова оптимальная газовая смесь и почему?
Продавец газа порекомендовал обычную тройную смесь гелия из трех частей (90% He — 7,5% Ar — 2,5% CO2). У них есть проблемы с прогоранием сварного шва и деформацией, так почему эта глобальная трехкомпонентная газовая смесь является глупым выбором.Какова оптимальная газовая смесь и почему? Какая простая регулировка параметров сварки мгновенно уменьшит образование черной сажи, и почему эта регулировка параметров сварки работает?
Какая простая регулировка параметров сварки мгновенно уменьшит образование черной сажи, и почему эта регулировка параметров сварки работает? 045 (1,2 мм) проволока с аргоном — 20% СО2?
045 (1,2 мм) проволока с аргоном — 20% СО2? ___________________________________
___________________________________ 