Нержавеющая сварочная проволока
Главная » Статьи » Нержавеющая сварочная проволока
Проволока для сварки нержавейки полуавтоматом
Некоторые виды материалов плохо поддаются сварке на открытом воздухе потому, что происходит быстрое окисление зоны сварочного шва, а это ведёт к непрочному соединению заготовок. Существует способ сварки под слоем флюса или используется инертная газовая среда. Использование специальной сварочной проволоки для полуавтоматов позволяет соединить в одно целое преимущества двух этих методов. Становится возможной сварка алюминиевых деталей, меди, титана и нержавеющей стали без ущерба для качества шва. Мы рассмотрим схему использования защитной среды и проволоки при сварке полуавтоматом металлов, сплавов, а также нержавеющих материалов.
Необходимое сварочное оборудование и газовые смеси
Наиболее распространёнными при сварке сплавов алюминия, меди, чугуна и нержавеющей стали являются аргонодуговой (TIG) и полуавтоматический (MIG) методы. Оба способа позволяют использовать защитную среду инертного газа, что увеличивает прочность шва. Отличие заключается в том, что схема сварки TIG подразумевает ручную подачу проволоки в зону действия дуги и работа ведётся тугоплавким вольфрамовым электродом. При методе MIG в зону расплава механически подаётся сварочная проволока для полуавтоматов, которая и служит электродом.
Оба способа позволяют использовать защитную среду инертного газа, что увеличивает прочность шва. Отличие заключается в том, что схема сварки TIG подразумевает ручную подачу проволоки в зону действия дуги и работа ведётся тугоплавким вольфрамовым электродом. При методе MIG в зону расплава механически подаётся сварочная проволока для полуавтоматов, которая и служит электродом.
Нужно отметить, что полуавтоматические аппараты обходятся дороже, но они обеспечивают более высокий уровень комфорта и качества работы. Встроенная электрическая схема позволяет запускать регулятор скорости подачи проволоки сварочного полуавтомата, что делает возможным вести работу с разным темпом. Для сварки этим методом нужно подобрать комплект оборудования, которое может не входить в поставку инвертора и частично закупается отдельно. В него входят следующие компоненты:
- аппарат инверторного типа MIG/MAG с узлом подключения газового шланга, евроразъёмом и схемой подачи проволоки сварочного типа;
- горелка с наконечниками под разный диаметр проволоки, соплом для подачи газа и кнопкой управления;
- еврорукав, служащий для подачи газовой смеси и прохода проволоки;
- газовые баллоны для смеси, снабжённые манометрами и редуктором;
- шланг для подачи газа от баллонов к инвертору, а также сами газы и катушка с соответствующей проволокой.


В сварочный аппарат, как правило, встроена схема задержки механизма движения проволочного электрода относительно подачи защитного газа в зону шва, что препятствует окислению заготовок.
Что касается состава газа, то обычно используется аргон в чистом виде или в смеси с гелием, углекислым газом или активными составами. С целью снижения затрат, дорогой инертный газ смешивают в соотношении 75%−80% аргона с 20%−25% углекислого газа. Также возможно сочетать гелий с аргоном в разных пропорциях и допускается варить некоторые материалы с применением только углекислого газа, но качество шва при этом ухудшается.
Виды сварочной проволоки
В обычных условиях используется чуть более десятка типов сварочной проволоки, из более чем семидесяти выпускаемых видов. Это объясняется и промышленной спецификой использования в сварочных автоматах большинства сортов, и высокой стоимостью некоторых из них. Наиболее популярными видами являются изделия диаметром от 0,6 мм до 2 мм, весом от 1 кг до 5 кг. Продукция делится на проволоку сплошного сечения и трубчатую с присадочными наполнителями, которые имеют различное назначение. По химическому составу она может быть алюминиевой, омеднённой, с примесями титана и легирующей.
Наиболее популярными видами являются изделия диаметром от 0,6 мм до 2 мм, весом от 1 кг до 5 кг. Продукция делится на проволоку сплошного сечения и трубчатую с присадочными наполнителями, которые имеют различное назначение. По химическому составу она может быть алюминиевой, омеднённой, с примесями титана и легирующей.
При соединении различных сортов нержавеющего металла следует выбирать следующие типы нержавеющей сварочной проволоки:
- для хромоникелевых сталей 12Х18Н9Т и 08Х18Н10Т используют марки СВ-06Х19Н9Т, СВ-01Х18Н10 или аналог OK Autrod 347 Si в среде аргона;
- сталь типов 03Х17Н14М2 и 08Х18Н10Т сваривают с помощью марок СВ-01Х18Н10, СВ-06Х19Н9Т и ОК Autrod 308LSi в инертном газе;
- нержавеющую сталь хромоникелемолибденового состав варят проволокой СВ-06Х20Н11М3ТБ, СВ-08Х19Н10М3Б и ОК Autrod 318 в среде аргона.
Эти виды проволоки соответствуют сортам нержавеющей стали и обеспечивают высокие пределы прочности, удлинения, ударной вязкости и текучести, делая шов прочным и эластичным после остывания и удаления шлака. При работе высокочастотным инверторным или постоянным током не происходит перегрева металла в сварочной ванночке, а значит, не нарушается коррозионная стойкость в месте соединения деталей.
При работе высокочастотным инверторным или постоянным током не происходит перегрева металла в сварочной ванночке, а значит, не нарушается коррозионная стойкость в месте соединения деталей.
Также для соединения нержавеющих материалов и разнородных сталей применяется порошковая проволока с рутиловым наполнителем. Её используют для сварки трудносвариваемых, углеродомарганцевых и нержавеющих сталей в газовой смеси 80% аргона и 20% углекислого газа. Порошковые изделия дают возможность вести работу в любых положениях, и легированы молибденом, что придаёт шву высокие физико-химические свойства.
Для стали марок Е 2209 используют проволоку ОК Tubrod 14.27, для нержавейки 317 и 317L берётся OK Tubrod 14.25, а для марки 309 подходит OK Tubrod 14.22. Для сварки иных металлов можно использовать самозащитную порошковую продукцию с флюсом (например СВ-000009283), которая не требует инертной газовой среды.
Сварка нержавеющих деталей полуавтоматом
Сварка нержавеющих металлов требует особого подхода к чистоте соединяемых кромок и их подготовке к работе. При работе с металлом большой толщины необходимо снимать кромки под углом от 45о до 60о, и зачищать стыки углошлифовальной машиной. Кроме того, с помощью растворителей нужно обезжиривать место сварки, а детали закреплять с зазором 1,5 мм для обеспечения наиболее полного провара по всей толщине металла. Затем необходимо отрегулировать подачу инертного газа или газовой смеси с учётом толщины заготовок.
При работе с металлом большой толщины необходимо снимать кромки под углом от 45о до 60о, и зачищать стыки углошлифовальной машиной. Кроме того, с помощью растворителей нужно обезжиривать место сварки, а детали закреплять с зазором 1,5 мм для обеспечения наиболее полного провара по всей толщине металла. Затем необходимо отрегулировать подачу инертного газа или газовой смеси с учётом толщины заготовок.
Предварительные настройки для полуавтомата производятся, исходя из следующих пропорций, а именно:
- при толщине металла менее 1 мм пользуются проволокой 0,6−0.8 мм со скоростью подачи 150 м/час и расходом газа 6−7 л/мин;
- металл толщиной 1,5 мм варят проволокой 0,8−1 мм в диаметре со скоростью движения от 150 до 200 м/ч и подачей защитного газа 6−8 л/мин;
- нержавейку 2 мм соединяют продукцией диаметром 1−1,2 мм, скорость 200−250 м/ч, расход газа от 7 до 9 л/мин;
- для нержавеющей стали 3 мм используют проволоку 1,2−1,4 мм, со скоростью 250−300 м/ч и с подачей газа от 9 до 11 л/мин;
- для деталей более 4 мм толщиной необходима проволока 1,4−1,6 мм при движении выше 300 м/ч, а газ подают с расходом более 11 л/мин.

Напряжение дуги зависит от её длины и выставляется от 19 В до 30 В с экспериментальным подбором, так же как и вылет электрода. На ряде высококлассных инверторов MIG/MAG существует режим регулировки индуктивности, от которой зависит глубина провара и ширина сварочного шва.
После подбора проволоки для сварки полуавтоматом применительно к материалу заготовок, необходимо поместить барабан на вал и вставить проволоку в подающее устройство. Затем отрегулировать скорость движения, которая обычно связана с силой сварочного тока, чем больше скорость, тем больше подаваемое значение. Последним этапом подготовки к работе является регулировка параметров газовой смеси, корректировка напряжения и индуктивности. Важно следовать инструкции по пользованию полуавтоматическим инвертором и соблюдать правила техники безопасности при сварочных работах.
Подводим итог
Мы рассказали о сварочной проволоке для полуавтоматов и принципах её использования при работе с нержавеющими сталями. Точное соблюдение правил подбора сортов проволоки и физико-химических параметров сплавов, а также температурного режима позволяет получить прочное и долговечное соединение, противостоящее коррозии. Успешной и плодотворной работы.
Точное соблюдение правил подбора сортов проволоки и физико-химических параметров сплавов, а также температурного режима позволяет получить прочное и долговечное соединение, противостоящее коррозии. Успешной и плодотворной работы.
Сергей Одинцов
electrod.biz
Сварочная проволока для сварки из нержавейки
Как в быту, так и в промышленности сварка остается единственным действительно удобным процессом, с помощью которого удается соединять отдельные части металлических конструкций или изделий. Только с помощью сварки это можно сделать быстро и без дополнительных усилий.
Сварная проволока из нержавейки, в защитной упаковке
Но стоит понимать, что сварка – это процесс достаточно сложный, и требующий применения дополнительного оборудования. Так, помимо непосредственно сварочного аппарата и защиты, сварщик также должен использовать сварочную проволоку по нержавейке, углеродистой стали, алюминию или любому другому используемому металлу.
В этой же статье мы рассмотрим сварочную проволоку нержавейку, которая применяется для безопасного и эффективного соединения деталей из нержавеющей стали.
Особенности и назначение
Сварочная проволока для сварки нержавейки – это расходный, присадочный материал. Чтобы лучше понимать ее функции надо сначала разобраться в самом процессе сварки. Если коротко, то сварка металлов происходит за счет их искусственного повышения температуры до точки плавления.
Повышать температуру можно разными способами. Проще всего пользоваться газовой или электрической сваркой. В первом случае металл нагревается из-за действия высокотемпературной газовой струи, во втором же температура в нем повышается за счет действия электродов, которые стыкуются на месте сваривания.
Однако при плавлении металл может реагировать довольно неоднородно. Особенно если он достаточно прочный и сваривается с помощью особенных технологий. Так, части сплава могут разбрызгиваться, терять свою структуры и прочность.
В итоге шов может получиться либо слабым, либо и вовсе не пригодным для использования. Решить эту проблему как раз и можно с помощью сварочной проволоки по нержавейке или любому другому металлу. Дело в том, что проволока обеспечивает стабилизацию процесса сварки.
Будучи присадочным материалом, она точно так же, как и сам свариваемый металл, плавится, но за счет своей уникальной химической составляющей проволока не разбрызгивается, а равномерно заполняет шов, делая его прочным и надежным.
В последнее время сварочные работы без проволоки практически не выполняют. Особенно если речь идет о промышленности, где от качества единственного сварочного шва могут зависеть огромные деньги и, что намного важнее, человеческие жизни.
Чаще всего проволока продается в мотках на катушках
Заранее отметим, что выбор проволоки для сварки очень важен и играет огромную роль в деле ее дальнейшей эксплуатации. Дело в том, что по своему химическому составу этот расходный материал должен полностью подходить к металлу, который планируется варить.
Так, если вас интересует нержавеющая сталь, то и для ее обработки необходимо будет покупать сварочную проволоку нержавейку. Причем нержавеющая проволока должна иметь тот же состав, что и сама сталь. Вплоть до уровня наличия углерода.
Также важно, чтобы температура плавления проволоки для сварки из нержавейки тоже практически равнялась или не сильно отличалась от аналогичной у обрабатываемого металла.
В противном случае расходник будет плавиться либо слишком быстро, либо слишком медленно. И то и другое недопустимо, если ведутся действительно серьезные работы, что направлены на качественный результат.
Читайте также: как правильно соединять арматуру сваркой?
Используется нержавеющая проволока практически во всех процессах, что связаны со сваркой металлов. Особенно если соединять надо крупные листы или детали с необходимость постановки плотного шва с большой толщиной.
Однако проволока используется не только для вышеописанных процессов. На стройке часто встречается вязальная проволока. Вязальная проволока – это скорее строительный материал. Используется вязальная проволока для создания металлических конструкций.
Вязальная проволока – это скорее строительный материал. Используется вязальная проволока для создания металлических конструкций.
В первую очередь всегда берут во внимание вязку арматуры для каркасов железобетонного армирования. Здесь вязальная проволока практически не имеет конкурентов.
Также ее часто применяют при креплении различных элементов, например, сеток, мелких деталей и т.д.
Вязальная проволока из нержавейки удобна не только своей исключительной прочностью (так как она имеет степень термической обработки), повышенной сопротивляемости коррозии, но и возможностью комбинирования со сварочными работами.
Сварочный шов при сварке деталей из нержавеющей стали
Так, при креплении сетки к столбам металлического забора вязальная продукция может быть прихвачена в критических местах с помощью сварочного аппарата.
Конечно, полученное соединение ни в какой пример не пойдет с монолитными швами, но все же это хороший способ капитально закрепить конструкцию, затрачивая при этом минимум времени и ресурсов.
Что же до аппаратуры, с которой можно использовать расходники такого типа, то она может быть представлена практически всеми современными разновидностями сварочных аппаратов. Проволоку применяют как для сварки обычными ручными моделями, так и для работы полуавтоматическими или автоматическими системами. к меню ↑
Виды и отличия
Вязальная проволока выпускается в огромном количестве маркировок. Все они различаются по химическому составу, температуре плавления, диаметру и нескольким другим характеристикам. Перечислять их все смысла нет, так как одной только проволоки для черных металлов есть 80 марок.
Мы же выделим только несколько подгрупп, которые серьезно влияют на практичное применение того и иного материала.
Так, по прочности и проволоку их нержавейки делят на:
- обычную;
- прокаленную или высокопрочную.
Первый вариант – это стандартные образцы, которые можно применять как для бытовой сварки, так и для вязания арматуры или других подобных операций.
Применение же прокаленных изделий ограничивается исключительно сварочными работами. Эта проволока дороже, но с ее помощью можно создать действительно качественный сварной шов.
Процесс сварки нержавейки полуавтоматом
Также большое влияние на работу указывает тип защиты этого материала. Сразу отметим, что сварка с помощью расходных материалов такого типа почти всегда выполняется в защитной среде.
В качестве такой среды используют подачу защитных газов (аргона, гелия, углекислого газа и т.д.). Газ подается из сварочного аппарата, обволакивает место сварки и вытесняет оттуда кислород. За счет отсутствия кислорода весь процесс проходит более плавно, а результат получается в разы качественнее.
Но далеко не всегда у людей есть в наличии баллон с подходящим защитным газом и аппарат, который сможет его подавать непосредственно во время работы.
Именно поэтому были произведены несколько видов проволоки с уникальной структурой. В этом плане можно выделить:
- сплошную;
- порошковую;
- активированную.

В первом случае мы имеем дело с обычной проволокой, которую используют при обычной или защитной сварке. Сплошная проволока считается самой дешевой, но и особенностей у нее никаких нет.
Если использовать ее без защитных газов, то качество шва будет серьезно зависеть от навыков сварщика, окружающих условий и характеристик металла, что не всегда хорошо.
В порошковых моделях внутри есть канал со специальным флюсом или защитным порошком. При нагреве он выделяет специальный высокотемпературный защитный пузырь. Защиту это в процессе работы не может сбить даже сильный ветер, поэтому порошковой проволокой часто пользуются, когда варить металл нужно на улице.
Активированная продукция в своем составе тоже имеет специальные добавки, что также защищают ее от чрезмерного растекания или разбрызгивания. Она во многом схожа с предыдущей разновидностью, но некоторые отличия все же имеются.
Так, в активированной проволоке защитные порошки представлены в гораздо меньших количествах (их доля в общей массе равняется все 5-8%, в то время как в порошковых изделиях их вес может доходить до 40%). Да и запрессовывают порошки здесь немного по другой технологии.
Да и запрессовывают порошки здесь немного по другой технологии.
Что же до конкретных характеристик этих изделий, то здесь в первую очередь важно определиться с их диаметром. Чем крупнее диаметр, тем толще шов сможет получиться.
Пример схем запрессовывания защитного порошка в порошковую проволоку
Например, изделия диаметром 1-3 мм подойдут для создания слабых швов, при сварке листовых металлов малой габаритности. Модели с диаметром от 6 мм уже можно использовать более широко, и они уже считаются универсальными.
Ну а модели диаметром больше 10 мм используются только в промышленности, при сварке чрезвычайно прочных швов с помощью автоматов. к меню ↑
Технология применения
Использовать проволоку умеет любой сварщик, однако для простого человека эта технология может показаться достаточно сложной. И не без причины. Впрочем, ничего действительно сложного в этом нет, тут скорее все дело в элементарном навыке и опыте.
Во время сварки рабочий попросту нагревает металл в нужном месте, одновременно подавая и плавя саму проволоку. При этом ее конец ведут по самому шву, чтобы частицы металла наплывали равномерно и образовали прочное соединение.
При этом ее конец ведут по самому шву, чтобы частицы металла наплывали равномерно и образовали прочное соединение.
Если разорвать этот процесс, то в определенном месте шов может треснуть или прогнуться. Еще больше проблем появится, если с виду хороший стык будет пустотелым внутри (такое часто случается при неравномерном использовании проволоки).
В таком случае этот шов можно считать полностью непригодным, серьезных нагрузок он не выдержит.
Читайте также: обзор технологии ванной сварки.
Сплошную проволоку задействуют преимущественно с газовой защитой. Но покупать баллон с газом не всегда выгодно, особенно если нужда в нем появляется редко. В таком случае лучше потратиться на порошковую или активированную продукцию.
Технология ее использования от обычной практически не отличается (разве что нужно будет очень внимательно следить за процессом плавки), а вот работать намного удобнее. к меню ↑
Использование порошковой проволоки для сварки нержавейки (видео)
 youtube.com/embed/iMvuvvgJdew?feature=oembed»>
youtube.com/embed/iMvuvvgJdew?feature=oembed»> Портал об арматуре » Сварка » В каких целях используют нержавеющую сварочную проволоку?
armaturniy.ru
Сварочная проволока — Ковка, сварка, кузнечное дело
Сварочная проволока — один из основных материалов, без которого не возможно ни одно сварочное производство. Применяется она для изготовления электродов, в качестве присадочного прутка при ручной аргонодуговой сварке, при автоматической и полуавтоматической сварке как плавящийся электрод.
Чтобы правильно выбрать проволоку для сварки, необходимо знать состав и толщину металлической конструкции.
Существует несколько видов сварочной проволоки: нержавеющая, легированная, порошковая, углеродистая и другие, причем ее состав и состав свариваемого изделия должен быть однороден.
Высокотехнологичная порошковая представляет собой металлическую оболочку — трубку, внутри которой содержится порошкообразный наполнитель, масса которого по отношению к оболочке колеблется от 20 до 40 %. Горение дуги при ее применение особенно мягкое и стабильное, применяется для обработки деталей, используемых при высоких температурах, давлении и подверженных многократным нагрузкам.
Горение дуги при ее применение особенно мягкое и стабильное, применяется для обработки деталей, используемых при высоких температурах, давлении и подверженных многократным нагрузкам.
Основным принципом , по которому классифицируют метизное изделие для сварки является содержание в ней стали. Существует три основных группы: высоколегировання, низкоуглеродистая и легированная, которые разделяются на подгруппы , классифицирующиеся содержанием в них химических элементов: хрома, меди , никеля и других.
Сварочная проволока из нержавейки — характеристики и применение
Для проведения сварочных работ по нержавейке должна применяться проволока из нержавеющей стали. Проволока сварочная нержавеющая — характеристики и параметры.
Нержавеющая проволока для проведения сварочных работ изготавливается по ГОСТ 18143-72 из антикоррозийной высоколегированной стали. Срок службы такой нержавеющей проволоки намного больше, чем у остальных видов, поэтому нержавеющая проволока используется широко и для сварки, и для других работ в машиностроении, пищевой промышленности, энергетике и т. д. Самая распространённая марка сварочной проволоки — 12Х18Н10Т, так как она обладает коррозионной стойкостью, жаропрочностью, устойчивостью к агрессивным средам.
д. Самая распространённая марка сварочной проволоки — 12Х18Н10Т, так как она обладает коррозионной стойкостью, жаропрочностью, устойчивостью к агрессивным средам.
Чаще всего применяется проволока сварочная нержавеющая для сварочных работ в конструкциях из нержавеющего металлопроката. Обычные электроды из чёрных металлов в таких работах нельзя использовать, так как изменение химического состава сварного шва при внесении чёрного металла в состав нержавеющей конструкции может привести к нарушению сварочного шва по отношению к свойствам всей конструкции.
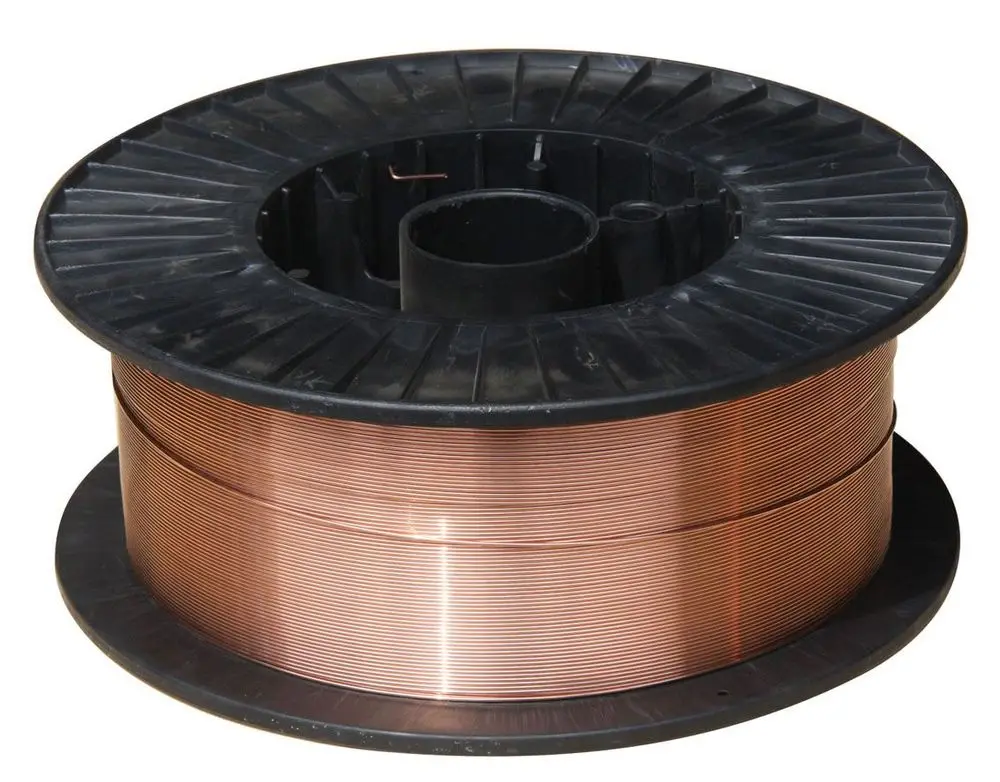
Проволока для нержавеющей стали производится в специальных бухтах типа D-300 по 12 кг, устройство которых позволяет дозировано подавать проволоку к месту сварки. Применяться проволока из нержавеющей стали может как для электродуговой сварки в инертной среде, так и для проведения сварочных работ газосваркой. В среде инертных газов в режиме mig для механизированной дуговой сварки используется проволока марок ER-316LSi, ER-347Si, ER-308 LSi и ER-309 LSi. Буквенные обозначения расшифровываются как присутствие с её составе химических элементов, например, Si – кремний. Диаметр такой проволоки из нержавейки – от 0,8 мм до 1,2 мм. Сварочный шов при применении нержавеющей проволоки получается низкоуглеродистым, что придаёт ему дополнительную вязкость. Высокое содержание кремния в составе проволоки улучшает коэффициент поверхностной натяжённости металла на сварном шве.
Буквенные обозначения расшифровываются как присутствие с её составе химических элементов, например, Si – кремний. Диаметр такой проволоки из нержавейки – от 0,8 мм до 1,2 мм. Сварочный шов при применении нержавеющей проволоки получается низкоуглеродистым, что придаёт ему дополнительную вязкость. Высокое содержание кремния в составе проволоки улучшает коэффициент поверхностной натяжённости металла на сварном шве.
Также проволока из нержавейки подразделяется на марки по типам работ – ручная сварка, полуавтоматическая и автоматическая сварка. В некоторые марки проволоки добавляют кремний и молибден, что при дополнительном легировании деталей значительно улучшает качество сварного шва. Типичная сварочная проволока для нержавейки обычно содержит в себе углерод, магний, кремний, хром, никель, серу и фосфор. Такое многокомпонентное сочетание значительно повышает качество сварного шва, но при этом цена на проволоку соответствует её качеству, и по сравнению с проволокой из чёрных металлов невысока – около 1000 $ за тонну.
По своему химическому составу проволока, в которой используется нержавейка, должна соответствовать химическому составу того металла, из которого изготовлены элементы или детали свариваемой конструкции. Плавление такой проволоки должно происходить при такой же температуре, что и температура плавления свариваемых изделий, поэтому добавление в состав проволоки множества присадок и дополнительных элементов делает проволоку из нержавейки практически универсальной при проведении сварочных работ.
Смотрите также:
Cварочная проволока для полуавтоматов
Проволока сварочная СВ08Г2С
kovka-svarka.net
Марки нержавеющей сварочной проволоки
1. Св-08Х20Н9Г7Т (аналог проволок: Св.-08Х21Н10Г6, Св.-08Х20Н9Г7Т) ER-307Si Коррозионностойкая хромоникелевая сварочная проволока для сварки полуавтоматом разнородных аустенитных нержавеющих сталей c содержанием хрома ~18% и никеля ~ 8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п. Св-08Х20Н9Г7Т можно использовать как буферный слой перед наплавкой твердосплава. Устойчива к высоким температурам (850°C). Наплавленный металл 307Si обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Проволока применяется в машиностроении, нефтяной, химической и пищевой отрасли, для изготовления трубопроводов, емкостей, бойлеров, при сварке пружинных сталей, конструкционных сталей, проведении судостроительных и судоремонтных работ, при производстве инструментов, рельсов, ремонте дробильных машин, трубопроводов, емкостей, бойлеров и т.п.
Устойчива к высоким температурам (850°C). Наплавленный металл 307Si обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Проволока применяется в машиностроении, нефтяной, химической и пищевой отрасли, для изготовления трубопроводов, емкостей, бойлеров, при сварке пружинных сталей, конструкционных сталей, проведении судостроительных и судоремонтных работ, при производстве инструментов, рельсов, ремонте дробильных машин, трубопроводов, емкостей, бойлеров и т.п.
Упаковка — пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5кг), каждый пруток промаркирован.
2. Св-04Х19Н9 (аналог проволок: Св.-06Х19Н9Т, Св.-01Х18Н10, Св.-01Х19Н9) ER-308LSI Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием хрома ~18% и никеля ~ 8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т. п., в среде защитных газов. Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Проволока применяется в машиностроении, нефтяной, химической и пищевой отрасли. Для изготовления трубопроводов, емкостей, бойлеров и т.п.
п., в среде защитных газов. Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Проволока применяется в машиностроении, нефтяной, химической и пищевой отрасли. Для изготовления трубопроводов, емкостей, бойлеров и т.п.
Упаковка — пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5кг), каждый пруток промаркирован.
3. Св-07Х25Н13 ER-309LSi Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки разнородных сталей (нержавеющих сталей c не- и низколегированными сталями), а также для сварки аустенитных нержавеющих сталей, содержащих Cr — 24%, Ni — 13% и незначительный % С в среде защитных газов (Ar). На постоянном токе DC. Применяется в машиностроении, нефтяной, химической и пищевой отрасли.
УПАКОВКА: пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5кг), каждый пруток промаркирован.
4. Св-04Х19Н11М3 ER-316LSi Хромоникелевая коррозионностойкая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием Cr -18%, Ni — 8% и Mo — 3% таких, как: 10Х17Н13М3Т, 03Х17Н14М2, 316 и др. в среде защитных газов (Ar). На постоянном токе DC. Наплавленный металл типа 316LSi обладает высочайшей стойкостью к коррозии в кислотной и хлорсодержащей среде. Легирование кремнием и молибденом обеспечивает высокую стойкость против межкристаллической коррозии и высочайшее качество шва. Применяется в нефтяной, химической и пищевой отрасли, а также в машиностроении и многих других отраслях.
Упаковка — пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5кг), каждый пруток промаркирован.
5. Св-07Х19Н10Б ER-347 Проволока 07Х19Н10Б изготавливается из низкоуглеродистых и легированных марок стали и обеспечивает хорошее качество сварного шва. СВ-07Х19Н10Б предназначена для сварки хромоникелевых сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б и им подобных, когда к металлу шва предъявляют жесткие требования стойкости к межкристаллитной коррозии. Также проволока СВ-07х19н10б используется для наплавки и для изготовления электродов.
Также проволока СВ-07х19н10б используется для наплавки и для изготовления электродов.
Упаковка — пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5кг), каждый пруток промаркирован.
6. Св-06Х19Н9Т ER-321 Сварочная хромоникелевая проволока для полуавтоматической сварки нержавеющих сталей типа 08Х18Н10, 12Х18Н9Т, 08Х18Н10Т (304, 308, 321, 347) и им подобных, в среде защитных газов, на постоянном токе. Проволока, легированная титаном, обеспечивает высокую антикоррозийность межкристаллической решетки и высочайшее качество сварного шва. Находит широкое применение в машиностроении, нефтехимии и пищевой промышленности, в энергетике и т. п.
Упаковка — пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5кг), каждый пруток промаркирован.
Архивы Выберите месяц Декабрь 2017 Ноябрь 2017 Октябрь 2017 Сентябрь 2017 Август 2017 Июль 2017 Июнь 2017 Май 2017 Апрель 2017 Март 2017 Февраль 2017 Январь 2017 Декабрь 2016 Ноябрь 2016 Октябрь 2016 Сентябрь 2016 Август 2016 Июль 2016 Июнь 2016 Май 2016 Апрель 2016 Март 2016 Февраль 2016 Январь 2016 Декабрь 2015 Ноябрь 2015 Октябрь 2015 Сентябрь 2015 Август 2015 Июль 2015 Июнь 2015 Май 2015 Апрель 2015 Март 2015 Февраль 2015 Январь 2015 Декабрь 2014 Ноябрь 2014 Октябрь 2014 Сентябрь 2014 Август 2014 Июль 2014 Июнь 2014 Май 2014 Апрель 2014 Март 2014 Февраль 2014 Январь 2014 Декабрь 2013 Ноябрь 2013 Октябрь 2013 Сентябрь 2013 Август 2013 Июль 2013 Июнь 2013 Май 2013 Март 2013 Февраль 2013 Январь 2013 Декабрь 2012 Ноябрь 2012 Октябрь 2012 Сентябрь 2012 Август 2012 Июль 2012 Июнь 2012 Май 2012 Апрель 2012 Март 2012 Февраль 2012 Январь 2012 Декабрь 2011 Октябрь 2011 Апрель 2011 Сентябрь 2010 Июль 2010 Январь 2010 Декабрь 2009 Ноябрь 2009 Октябрь 2009 Сентябрь 2009 Август 2009 Сентябрь 2008 Август 2008 Октябрь 2007 Сентябрь 2007 Июль 2007 Апрель 2007 Сентябрь 2006 Сентябрь 2005 Октябрь 1998 Сентябрь 1998
site-metall. com
com
Купити ЗВАРЮВАЛЬНИЙ ДРІТ нержавіюча за найкращими цінами в Київ,Дніпро,Харків,Запоріжжя,Львів,Одеса,Полтава,Суми,Україна від компанії «ТОВ «УКРТОРГЭКСПОРТ»».
Нержавіючий дріт зварювальний ER 307 (08х20н9г7т ті) — Корозійно хромоникелевый зварювальний дріт для зварювання напівавтоматом різнорідних аустенітних нержавіючих сталей з вмістом хрому 18% і нікелю 8% типу 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18ХН10Т, 304 і т. п.
п.
Даний провід можна використовувати як буферний шар перед наплавленням твердосплава. Стійкий до високих температур (850 ° С). Наплавлений метал 307 Si облададает високою корозійною стійкістю. Незначний вміст вуглецю знижує ризик виникнення міжкристалічної корозії, а наявність кремнію забезпечує високу якість шва.
Дріт зварювальний нержавіючий ER 308 LSi (Св-01Х19Н9) – корозійно-стійка хромонікелева зварювальний корозійностійка дріт призначений для напівавтоматичного зварювання аустенітних нержавіючих сталей типу 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 08Х18Н10 (ER-304), 12Х18Н9Т, 12Х18Н10Т і їм подібних, в середовищі захисних газів (Ar) на постійному струмі (DC). Наплавлений метал ER 308 LSi володіє високою корозійною стійкістю.
Дріт зварювальний нержавіючий ER 308 L (св-06Х19Н9Т) — корозійно-стійка хромо-нікелева дріт зварювальний для напівавтоматичного зварювання аустенітних нержавіючих сталей із вмістом хрому ~18% і нікелю ~8% типу 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 і т. п. в середовищі захисних газів (Ar). Наявність кремнію забезпечує високу якість зварного шва, а незначний вміст вуглецю знижує ризик виникнення міжкристалічної корозії. Дріт застосовується для виготовлення трубопроводів, ємностей, бойлерів, обладнання і т. д. для нафтової, енергетичної, харчової та машинобудівної промисловості.
п. в середовищі захисних газів (Ar). Наявність кремнію забезпечує високу якість зварного шва, а незначний вміст вуглецю знижує ризик виникнення міжкристалічної корозії. Дріт застосовується для виготовлення трубопроводів, ємностей, бойлерів, обладнання і т. д. для нафтової, енергетичної, харчової та машинобудівної промисловості.
Дріт зварювальний нержавіючий ER 316 L (Св-04Х19Н11М3) — корозійно-стійка зварювальний дріт застосовується для напівавтоматичного зварювання аустенітних нержавіючих сталей з вмістом хрому 19%, нікелю 11% молібдену 3% в середовищі захисних газів.
Нержавіючий дріт зварювальний ER 347 (07Х19Н10Б) — Дріт використовується у всіх галузях промисловості, де необхідна зварка подібних аустенітних CrNi сталей / литих сталей, а також феритних 13% хромистих сталей. У хімічному та загальному машинобудуванні, при виготовленні резервуарів, у фармацевтичній і целлюлозобумажной промисловості.
Опірність до міжкристалічної корозії і вет-корозії при температурі до 400 ° С Робітники значення ударної в’язкості при температурах до 196 ° С
Відмінні зварювально-технологічні характеристики.
Нержавіючий дріт ER 309L (07Х25Н13 ) — виготовляється методом холодної або гарячої витяжки нержавіючої сталі. Вона широко використовується в будівництві, легкій та важкій промисловості, машинобудуванні та харчовому виробництві і виготовленні деталей.
за порядкомза зростанням ціниза зниженням ціниза новизною
 oaoTMicj4zMwh3Ifo9f0oW3SM_m647e2-tgMpRJU2tg» data-advtracking-product-id=»976936061″ data-tg-chain=»{"view_type": "preview"}»>
oaoTMicj4zMwh3Ifo9f0oW3SM_m647e2-tgMpRJU2tg» data-advtracking-product-id=»976936061″ data-tg-chain=»{"view_type": "preview"}»> ke3hhGW1kGGJr7H_8HshW05v1jFd4DsooZr7X839rKY» data-advtracking-product-id=»978095225″ data-tg-chain=»{"view_type": "preview"}»>
ke3hhGW1kGGJr7H_8HshW05v1jFd4DsooZr7X839rKY» data-advtracking-product-id=»978095225″ data-tg-chain=»{"view_type": "preview"}»> YpHV6PEg4GiUY_BJ4QWFdGE_YMlahHvCA3mWxK6s0xQ» data-advtracking-product-id=»978097088″ data-tg-chain=»{"view_type": "preview"}»>
YpHV6PEg4GiUY_BJ4QWFdGE_YMlahHvCA3mWxK6s0xQ» data-advtracking-product-id=»978097088″ data-tg-chain=»{"view_type": "preview"}»> Zdj6zXPwHJD3Z4hOpyhKQ8ULehjRZgEvIGu7O0HuiPU» data-advtracking-product-id=»978097618″ data-tg-chain=»{"view_type": "preview"}»>
Zdj6zXPwHJD3Z4hOpyhKQ8ULehjRZgEvIGu7O0HuiPU» data-advtracking-product-id=»978097618″ data-tg-chain=»{"view_type": "preview"}»> PE5CYwsbK-sDyjciJINaW6PnNdB0G_43GCS2fXNwVwo» data-advtracking-product-id=»978098564″ data-tg-chain=»{"view_type": "preview"}»>
PE5CYwsbK-sDyjciJINaW6PnNdB0G_43GCS2fXNwVwo» data-advtracking-product-id=»978098564″ data-tg-chain=»{"view_type": "preview"}»> RJzmgF58AkVPfGs9dS6gEJS6E3mjTwHuzOdXt4p1D-A» data-advtracking-product-id=»978098904″ data-tg-chain=»{"view_type": "preview"}»>
RJzmgF58AkVPfGs9dS6gEJS6E3mjTwHuzOdXt4p1D-A» data-advtracking-product-id=»978098904″ data-tg-chain=»{"view_type": "preview"}»> qxrwzBtO5n-phBJn2fLD9SeRbIfj4-QxgydSgXcMN1s» data-advtracking-product-id=»978102802″ data-tg-chain=»{"view_type": "preview"}»>
qxrwzBtO5n-phBJn2fLD9SeRbIfj4-QxgydSgXcMN1s» data-advtracking-product-id=»978102802″ data-tg-chain=»{"view_type": "preview"}»> oR2hilzzdum975lGW2zBMfdstLTRsN_T4zKQA3bKhLg» data-advtracking-product-id=»978104013″ data-tg-chain=»{"view_type": "preview"}»>
oR2hilzzdum975lGW2zBMfdstLTRsN_T4zKQA3bKhLg» data-advtracking-product-id=»978104013″ data-tg-chain=»{"view_type": "preview"}»>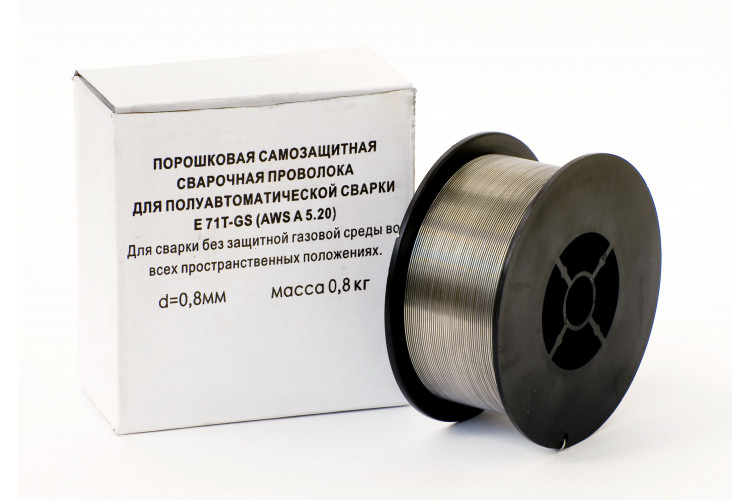 94ExhbHjiLO9M_-5yFLCAatv7Prhq8hsPKIWKq2xp1E» data-advtracking-product-id=»978105166″ data-tg-chain=»{"view_type": "preview"}»>
94ExhbHjiLO9M_-5yFLCAatv7Prhq8hsPKIWKq2xp1E» data-advtracking-product-id=»978105166″ data-tg-chain=»{"view_type": "preview"}»> kU9bIb3Yod8LFvVOtgw6fG5WIFBu2ovf8t9iioiVMCY» data-advtracking-product-id=»978106107″ data-tg-chain=»{"view_type": "preview"}»>
kU9bIb3Yod8LFvVOtgw6fG5WIFBu2ovf8t9iioiVMCY» data-advtracking-product-id=»978106107″ data-tg-chain=»{"view_type": "preview"}»> HTcIAxteJjGmwBtHTpvPuRRO7O-jFC6pWjG2UohK5Fk» data-advtracking-product-id=»978106662″ data-tg-chain=»{"view_type": "preview"}»>
HTcIAxteJjGmwBtHTpvPuRRO7O-jFC6pWjG2UohK5Fk» data-advtracking-product-id=»978106662″ data-tg-chain=»{"view_type": "preview"}»> EOc_NomNVkOXYZMqOF9PLtoYneQBNa3wtUsvp4sLIHQ» data-advtracking-product-id=»978116720″ data-tg-chain=»{"view_type": "preview"}»>
EOc_NomNVkOXYZMqOF9PLtoYneQBNa3wtUsvp4sLIHQ» data-advtracking-product-id=»978116720″ data-tg-chain=»{"view_type": "preview"}»>16243248
Дріт зварювальний нержавіючий для напівавтомата . Вигідні ціни від компанії «ТОВ «СБГ»»
Зварювальний дріт для напівавтомата
Будь-яка галузь сучасної промисловості постійно або час від часу потребує різних зварювальних роботах. Для здійснення таких робіт використовується електронно-променева, термитная, газова і электрогазовая зварювання. Найпоширеніша на сьогоднішній день – це электрогазовая зварювання, що застосовується при виготовленні конструкцій різної складності. Для здійснення такої зварювання використовується спеціальна зварювальний дріт, що подається в дугу, яка переміщається по лінії зварювання.
Зварювальний дріт, як правило, представлена котушкою, на яку рядно намотується дріт, а по мірі необхідності, така дріт безперервно подається в дугу. Застосовується така дріт для зварювання і наплавлення низьколегованих та вуглецевих сталей у різних галузях промисловості. Підбирається дріт для зварювання в залежності від того, яке завдання стоїть перед виконанням зварювальних робіт. Таким чином, зварювальний дріт за хімічним складом вуглецю та легуючих елементів ділиться на три основні групи – низьковуглецевий, легована і високолегована сварочная проволока.
Підбирається дріт для зварювання в залежності від того, яке завдання стоїть перед виконанням зварювальних робіт. Таким чином, зварювальний дріт за хімічним складом вуглецю та легуючих елементів ділиться на три основні групи – низьковуглецевий, легована і високолегована сварочная проволока.
Следует отметить, что чем меньше углерода содержится в проволоке, тем пластичнее металл. Маркировка проволоки зависит от содержания в ней легирующих элементов, таких как, кремний, никель, хром, марганец, титан и другие. Качество проволоки зависит от ее состава, другими словами, чем меньше содержание примесей фосфора и серы, тем выше качество проволоки, которое имеет непосредственное влияние на весь сварной шов.
ДЛЯ наших МЕТАЛЛОВ ― ВСЕГДА ЕСТЬ работа!!! +38(050)947-73-34 +38(067)959-43-10 +38(093)084-06-85Позвоните для бесплатной консультации специалиста сейчас!- Дріт зварювальний нержавіючий er 308 lsi (св 01х19н9, св 04х19н9, 06х19н9т)
36
- Проволока сварочная er 347 (Св 07х19н10б, Св 08х20н10г2б)
2
- Дріт зварювальний нержавіючий er316 (св 04х19н11м3, св 04х19н11м2т)
19
- Дріт зварювальний нержавіючий er 309 (св 07х25н13)
19
- Проволока сварочная er 307 (св 08х20н9г6)
10
- Алюмінієва дріт зварювальний
1
за порядкомза зростанням ціниза зниженням ціниза новизною
16243248
Купити
Купити
Купити
Купити
Купити
Купити
Купити
Купити
Купити
Купити
Купити
Купити
 eyJwcm9kdWN0SWQiOjEwNzQwMTQwNzUsImNhdGVnb3J5SWQiOjE0MjcwOSwiY29tcGFueUlkIjoxMjExNTg0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDU4MDg2Mi4wNDU5MjkyLCJwYWdlSWQiOiJlNWM0NWE4NC0wMGI3LTQ5OTktYmMzMS0zNmIyYTY0YzBkODYiLCJwb3ciOiJ2MiJ9.2yqZhMZz9BkWm4lK8yuMWk0UfleJQRw2Tn1QdBPyxUQ» data-advtracking-product-id=»1074014075″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEwNzQwMTQwNzUsImNhdGVnb3J5SWQiOjE0MjcwOSwiY29tcGFueUlkIjoxMjExNTg0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDU4MDg2Mi4wNDU5MjkyLCJwYWdlSWQiOiJlNWM0NWE4NC0wMGI3LTQ5OTktYmMzMS0zNmIyYTY0YzBkODYiLCJwb3ciOiJ2MiJ9.2yqZhMZz9BkWm4lK8yuMWk0UfleJQRw2Tn1QdBPyxUQ» data-advtracking-product-id=»1074014075″ data-tg-chain=»{"view_type": "preview"}»>Топ продаж
Купити
 eyJwcm9kdWN0SWQiOjE1OTU5MDc0NDEsImNhdGVnb3J5SWQiOjE0MjcwOSwiY29tcGFueUlkIjoxMjExNTg0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDU4MDg2Mi4wNDcyODc1LCJwYWdlSWQiOiI0MjAxODVkOS02MDJkLTQ1ZjItYjFhNS03OWQ0NzM5YjRiZjQiLCJwb3ciOiJ2MiJ9.ApXLaAujRvUeuP3iNApk-mupJnCxOqjxvCdR7JsNnzU» data-advtracking-product-id=»1595907441″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjE1OTU5MDc0NDEsImNhdGVnb3J5SWQiOjE0MjcwOSwiY29tcGFueUlkIjoxMjExNTg0LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDU4MDg2Mi4wNDcyODc1LCJwYWdlSWQiOiI0MjAxODVkOS02MDJkLTQ1ZjItYjFhNS03OWQ0NzM5YjRiZjQiLCJwb3ciOiJ2MiJ9.ApXLaAujRvUeuP3iNApk-mupJnCxOqjxvCdR7JsNnzU» data-advtracking-product-id=»1595907441″ data-tg-chain=»{"view_type": "preview"}»>Купити
 eyJwcm9kdWN0SWQiOjI1MjI3MDA4LCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDQ4NDgzMSwicGFnZUlkIjoiZTcyYjU3YTUtMmE3Yi00ODdlLWI1YWMtMmNkZTY5YjZjMDI0IiwicG93IjoidjIifQ.o5O1WQJyVjE6g1mz3WitnovDMLJKeMcw5vZX7lR4Oaw» data-advtracking-product-id=»25227008″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjI1MjI3MDA4LCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDQ4NDgzMSwicGFnZUlkIjoiZTcyYjU3YTUtMmE3Yi00ODdlLWI1YWMtMmNkZTY5YjZjMDI0IiwicG93IjoidjIifQ.o5O1WQJyVjE6g1mz3WitnovDMLJKeMcw5vZX7lR4Oaw» data-advtracking-product-id=»25227008″ data-tg-chain=»{"view_type": "preview"}»>Купити
 eyJwcm9kdWN0SWQiOjI0MTU1NjUzLCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDQ5Njc5LCJwYWdlSWQiOiI1NTAzZmM0ZS02NWQxLTQwN2QtYWQ3ZS00OTA4ZDE4ZmMzNzQiLCJwb3ciOiJ2MiJ9.9dwkvvXxydiH_3bh53bj37OhY1ErigqkXmqjGJXv_H8″ data-advtracking-product-id=»24155653″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjI0MTU1NjUzLCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDQ5Njc5LCJwYWdlSWQiOiI1NTAzZmM0ZS02NWQxLTQwN2QtYWQ3ZS00OTA4ZDE4ZmMzNzQiLCJwb3ciOiJ2MiJ9.9dwkvvXxydiH_3bh53bj37OhY1ErigqkXmqjGJXv_H8″ data-advtracking-product-id=»24155653″ data-tg-chain=»{"view_type": "preview"}»>Купити
 eyJwcm9kdWN0SWQiOjI0MTU2Mzk5LCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDUxMTM0OCwicGFnZUlkIjoiN2FhZjVjZjctNTk3OS00NTYxLWE3ZTMtZTQ0NTBhNzQxZjA3IiwicG93IjoidjIifQ.LBtVz-f4UrOGmJ625CJtPONTn2_EhpyQwFnCtI0QbEI» data-advtracking-product-id=»24156399″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjI0MTU2Mzk5LCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDUxMTM0OCwicGFnZUlkIjoiN2FhZjVjZjctNTk3OS00NTYxLWE3ZTMtZTQ0NTBhNzQxZjA3IiwicG93IjoidjIifQ.LBtVz-f4UrOGmJ625CJtPONTn2_EhpyQwFnCtI0QbEI» data-advtracking-product-id=»24156399″ data-tg-chain=»{"view_type": "preview"}»>Купити
 eyJwcm9kdWN0SWQiOjI0MTU2NTMzLCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDUyNTE1NSwicGFnZUlkIjoiNDFhZDNjNjctZDFjZC00MGIwLWI5MTQtM2FhYzZiM2QzMzU4IiwicG93IjoidjIifQ.MIOnv3sCNN7D9eDD65-JlXN2JfrkOZq_6scaH9qCsP4″ data-advtracking-product-id=»24156533″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjI0MTU2NTMzLCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDUyNTE1NSwicGFnZUlkIjoiNDFhZDNjNjctZDFjZC00MGIwLWI5MTQtM2FhYzZiM2QzMzU4IiwicG93IjoidjIifQ.MIOnv3sCNN7D9eDD65-JlXN2JfrkOZq_6scaH9qCsP4″ data-advtracking-product-id=»24156533″ data-tg-chain=»{"view_type": "preview"}»>Купити
 eyJwcm9kdWN0SWQiOjI0MTU2NjA0LCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDUzNjk5MywicGFnZUlkIjoiOWYyY2U1MGQtNTc2Mi00ZGFkLTllYTEtZWI1NGE5MmE2NGViIiwicG93IjoidjIifQ.pwMOgM8b1kZhd3YpkTj95cNcSsC5oAmmN4iNnAnukjs» data-advtracking-product-id=»24156604″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjI0MTU2NjA0LCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDUzNjk5MywicGFnZUlkIjoiOWYyY2U1MGQtNTc2Mi00ZGFkLTllYTEtZWI1NGE5MmE2NGViIiwicG93IjoidjIifQ.pwMOgM8b1kZhd3YpkTj95cNcSsC5oAmmN4iNnAnukjs» data-advtracking-product-id=»24156604″ data-tg-chain=»{"view_type": "preview"}»>Купити
 eyJwcm9kdWN0SWQiOjI0MTU2NjI4LCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDU1MjU4MywicGFnZUlkIjoiZmM0MTljMDAtODM5NC00N2ZkLTkzZGEtM2MxZmQxOGI0YjU4IiwicG93IjoidjIifQ.7xe7BJ89Bg7kUmKvF9gA5mMHe3HEX9o1d1Wmy_pyBFw» data-advtracking-product-id=»24156628″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjI0MTU2NjI4LCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDU1MjU4MywicGFnZUlkIjoiZmM0MTljMDAtODM5NC00N2ZkLTkzZGEtM2MxZmQxOGI0YjU4IiwicG93IjoidjIifQ.7xe7BJ89Bg7kUmKvF9gA5mMHe3HEX9o1d1Wmy_pyBFw» data-advtracking-product-id=»24156628″ data-tg-chain=»{"view_type": "preview"}»>Купити
 eyJwcm9kdWN0SWQiOjI0MTU2NjQ3LCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDU2NTM3OSwicGFnZUlkIjoiOTMwNDFmYTEtZTBkZi00ZWIxLTk5MjEtYzA2OTA0YjM2NjViIiwicG93IjoidjIifQ.XGtkTSqwqOxSN7ZmoUKU6bJVB-6fJgh4mvzMYQsqzxg» data-advtracking-product-id=»24156647″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjI0MTU2NjQ3LCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDU2NTM3OSwicGFnZUlkIjoiOTMwNDFmYTEtZTBkZi00ZWIxLTk5MjEtYzA2OTA0YjM2NjViIiwicG93IjoidjIifQ.XGtkTSqwqOxSN7ZmoUKU6bJVB-6fJgh4mvzMYQsqzxg» data-advtracking-product-id=»24156647″ data-tg-chain=»{"view_type": "preview"}»>Купити
 eyJwcm9kdWN0SWQiOjI3NTg0Mjg2LCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDU3ODgxNCwicGFnZUlkIjoiYTZlODk4YjAtZTg0MS00NDg3LTk2MzAtMzY2NDZjOWMyMTg0IiwicG93IjoidjIifQ.Y3ildenWMTIweWjaXdy-6l4292flXZajIeB2IoXhMYU» data-advtracking-product-id=»27584286″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjI3NTg0Mjg2LCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDU3ODgxNCwicGFnZUlkIjoiYTZlODk4YjAtZTg0MS00NDg3LTk2MzAtMzY2NDZjOWMyMTg0IiwicG93IjoidjIifQ.Y3ildenWMTIweWjaXdy-6l4292flXZajIeB2IoXhMYU» data-advtracking-product-id=»27584286″ data-tg-chain=»{"view_type": "preview"}»>Купити
 eyJwcm9kdWN0SWQiOjI0MTU2ODQ4LCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDYwMDUxNCwicGFnZUlkIjoiOGJhMmI3ZDEtMzM2NC00YTM4LTgzMTctOGUxNmViNjk1MjM0IiwicG93IjoidjIifQ.mM_v0sbwJtvkMB-dj96cIi8F8LaLd_6E0LhFkIfim2Y» data-advtracking-product-id=»24156848″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjI0MTU2ODQ4LCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDYwMDUxNCwicGFnZUlkIjoiOGJhMmI3ZDEtMzM2NC00YTM4LTgzMTctOGUxNmViNjk1MjM0IiwicG93IjoidjIifQ.mM_v0sbwJtvkMB-dj96cIi8F8LaLd_6E0LhFkIfim2Y» data-advtracking-product-id=»24156848″ data-tg-chain=»{"view_type": "preview"}»>Купити
 eyJwcm9kdWN0SWQiOjI0MTU2ODY2LCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDYyMDQ0OSwicGFnZUlkIjoiYWQ4M2FmOTEtNWU4OS00NGIyLWE0OWUtNGFmNmFkNWJjOTYyIiwicG93IjoidjIifQ.qULSvXgakPVYcSKK-XBVhXvKKAAicaVhDB-YO7h3pAg» data-advtracking-product-id=»24156866″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjI0MTU2ODY2LCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6MTIxMTU4NCwic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjQ1ODA4NjIuMDYyMDQ0OSwicGFnZUlkIjoiYWQ4M2FmOTEtNWU4OS00NGIyLWE0OWUtNGFmNmFkNWJjOTYyIiwicG93IjoidjIifQ.qULSvXgakPVYcSKK-XBVhXvKKAAicaVhDB-YO7h3pAg» data-advtracking-product-id=»24156866″ data-tg-chain=»{"view_type": "preview"}»>Купити
Сварка нержавеющей стали — Как сваривать различные сплавы нержавеющей стали
Нержавеющая сталь является одним из самых популярных материалов, когда дело доходит до сварки. Он прочный и обладает высокой устойчивостью к коррозии, что делает его привлекательным для использования в различных проектах.
Он прочный и обладает высокой устойчивостью к коррозии, что делает его привлекательным для использования в различных проектах.
Однако у материала есть свои плюсы и минусы, и сварщик должен обладать достаточными знаниями о нем, чтобы правильно обращаться с нержавеющей сталью.
Сегодня мы расскажем вам все об основах сварки нержавеющей стали, чтобы вы знали, что делать, когда появится проект, связанный с ним.
Quick Navigation
- Понимание нержавеющей стали
- Типы нержавеющей стали
- Austenitic нержавеющая сталь
- Мартенситная нержавеющая сталь . Дуговая сварка вольфрамовым электродом в газе
- Сварка сопротивлением или точечная сварка
- Сварка MIG или дуговая сварка металлическим электродом в среде газа
- Почему магнит прилипает к нержавеющей стали 304 и сварочной проволоке 308L?
Общие сведения о нержавеющей стали
Нержавеющая сталь – это сплав на основе железа, содержащий хром. Именно это вещество придает нержавеющей стали ее важнейшее свойство – коррозионную стойкость. Количество хрома обычно колеблется где-то между 11% и 30%.
Именно это вещество придает нержавеющей стали ее важнейшее свойство – коррозионную стойкость. Количество хрома обычно колеблется где-то между 11% и 30%.
Каждый отдельный металл на самом деле имеет разные химические свойства и в сочетании с количеством присутствующего хрома требует различных потребностей.
Применение нержавеющей стали расширяется благодаря ее уникальным свойствам. Это прочный материал, устойчивый к различным газам, жидкостям и химической коррозии, поэтому он используется во многих производственных цехах.
Он очень долговечен, и требуется много времени, чтобы на самом деле потускнеть, поэтому он имеет так много различных применений. К сожалению, в основном из-за своих благоприятных свойств, нержавеющая сталь также дорогая. Она стоит в пять раз дороже, чем мягкая сталь.
Типы нержавеющей стали
Возможно, вы удивитесь, узнав, что существует более одного типа нержавеющей стали. На самом деле существует пять типов, которые характеризуются как нержавеющая сталь, но большинство сварщиков обычно сталкиваются с тремя из них в своей сварочной карьере. Каждый из них имеет свои особенности и способы сварки нержавеющей стали.
Каждый из них имеет свои особенности и способы сварки нержавеющей стали.
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами применения каждого символа!
Аустенитная нержавеющая сталь
Аустенитная нержавеющая сталь является наиболее распространенным типом, используемым сегодня. Обладает немагнитными свойствами и высокой свариваемостью.
Его основное использование относится к стандартному производству и используется более чем в 70% производства, которое у нас есть сегодня. Он маркируется серией 300, причем 304 на сегодняшний день является наиболее часто используемым сортом.
Диапазон состава: ( C ≤ 0,10% – 16%) ≤ ( Cr ≤ 28% – 3,5%) ≤ ( Ni ≤ 32% – ( Mo ≤ 7%)).
Выбор аустенитного присадочного металла
| Сталь AISI | Рекомендуемый присадочный материал Материал | Альтернативный присадочный материал Материал |
|---|---|---|
| 201, 202, 205 | 240 | 308, 347, 309 |
| 301, 302, 302Б | 308 | 347, 309 |
| 304, 304л | 308л | 347, 309 |
| 304H | 308H | 347, 309 |
| 303, 303SE | 312 | 309MO |
| 316, 309S | 309 | 309CB, 310 |
| 310, 310S, 314 | 310 | 310CB, 310MO |
| 316, 316L | 316, 316L | 309MO, 317 |
| 316H | 316H | 309MO, 317 |
| 317 | 317 | 317л, 309МО, 318 |
| 321 | 347 | 309CB, 310CB, 321 |
| 347, 348, 347H | 347 | 309CB, 310CB |
| 320 | 320LR | 320 |
| 330 | 330 | — |
| 904L | 385 | — |
Мартенситная нержавеющая сталь
Мартенситная нержавеющая сталь известна как первая нержавеющая сталь, разработанная для коммерческого использования. Он обладает магнитными свойствами и может быть упрочнен отпуском и закалкой. Наиболее популярно использование мартенситной нержавеющей стали в производстве столовых приборов.
Он обладает магнитными свойствами и может быть упрочнен отпуском и закалкой. Наиболее популярно использование мартенситной нержавеющей стали в производстве столовых приборов.
Он имеет уровень хрома от 12% до 18% и относительно высокое содержание углерода от 0,1% до 1,2%. В связи с этим марка 410 используется в качестве стандартного присадочного материала для наплавки на углеродистую сталь.
Большая часть мартенситной нержавеющей стали сваривается с помощью сварочных аппаратов TIG – ≤ Ni ≤ 6% – V ≤ 0,2%)).
Мартенситный наполнитель Выбор металла
| Сталь AISI | Рекомендуемый наполнитель Материал | Альтернативный наполнитель Материал |
|---|---|---|
| 403 | 410 | 308, 347, 309 |
| 410, 410S | 410 | 308, 347, 309 |
| 414 | 410 | 410 НМ, 309 |
| 420 | 420 | 309 |
| 431 | 410 | 309, 310 |
| 440А | 312 | 309 |
Ферритная нержавеющая сталь
Ферритная нержавеющая сталь известна как самый дешевый тип из трех основных. Из-за этого он часто используется для изготовления потребительских товаров, автозапчастей и листового металла. Он обладает магнитными свойствами, легко формуется и обладает высокой пластичностью. К сожалению, его самая большая слабость — высокая температура.
Из-за этого он часто используется для изготовления потребительских товаров, автозапчастей и листового металла. Он обладает магнитными свойствами, легко формуется и обладает высокой пластичностью. К сожалению, его самая большая слабость — высокая температура.
Диапазон состава: ( C ≤ 0,08% – 10,5%) ≤ ( Cr ≤ 30% – ( Mo ≤ 4,5%)).
Ферритный наполнитель Выбор металла
| Сталь AISI | Рекомендуемый наполнитель Материал | Альтернативный наполнитель Материал |
|---|---|---|
| 405 | 410 | 308л, 309, 410нм |
| 409 | 409CB | 430, 309LSi |
| 430 | 430 | 308л, 309л |
| 442 | 308л | 309л |
| 446 | 308л | 309л |
Подготовка к сварке
При сварке нержавеющей стали подготовка является самой важной частью.
Сварщику необходимо тщательно очистить материал и рабочие зоны, чтобы на обрабатываемом материале из нержавеющей стали не осталось следов углеродистой стали.
То же самое касается ваших инструментов и сварочного аппарата, вы должны очистить их, чтобы на них не осталось следов углеродистой стали.
Если частицы углеродистой стали попадают в нержавеющую сталь, это может привести к ржавчине конечного продукта, что в конечном итоге сведет на нет цель использования этого материала. Даже следовые количества частиц пыли из углеродистой стали представляют угрозу. Чтобы узнать больше о подготовке к сварке, обратитесь к нашему отдельному руководству.
Еще одна вещь, которую следует учитывать при сварке нержавеющей стали, — это присадочные металлы. Выбор присадочного материала будет зависеть от типа основного металла, с которым вы работаете. Лучший способ добиться этого — использовать присадочный металл с тем же номером, что и у основного металла.
Общие методы сварки нержавеющей стали
Выбор правильного типа сварочного процесса для сварки нержавеющей стали зависит от отделки, толщины материала, основных материалов и использования конечного продукта. Несмотря на то, что существует множество используемых методов, наиболее распространенными сварочными процессами являются сварка TIG, сварка MIG и сварка сопротивлением.
Несмотря на то, что существует множество используемых методов, наиболее распространенными сварочными процессами являются сварка TIG, сварка MIG и сварка сопротивлением.
Сварка ВИГ или дуговая сварка вольфрамовым электродом в среде защитного газа
Сварка ВИГ (дуговая сварка вольфрамовым электродом в газе) является наиболее часто используемым типом сварочного процесса для сварки нержавеющей стали, поскольку он обеспечивает высокое качество, долговечность и универсальность. TIG использует низкое тепловложение, идеально подходящее для этого типа материала.
Предотвратить окисление и повысить коррозионную стойкость можно с помощью процесса односторонней сварки. Таким образом, между внутренними и внешними сварными швами создается защита от инертного газа.
Полную статью о сварке ВИГ можно найти здесь
Сварка сопротивлением или точечная сварка
Сварка сопротивлением отлично подходит для сварки нержавеющей стали, поскольку это самый экономичный процесс сварки. Оборудование, используемое для контактной сварки, универсально и может использоваться в различных проектах.
Оборудование, используемое для контактной сварки, универсально и может использоваться в различных проектах.
При точечной сварке электрический ток используется для нагрева металлических кромок и их соединения друг с другом. Этот процесс лучше всего использовать для материалов с низкой температурой плавления, поскольку он помогает предотвратить деформацию.
Сварка МИГ или дуговая сварка металлическим газом
Сварка МИГ представляет собой полуавтоматический процесс, который обеспечивает прочное соединение нержавеющей стали. Для сварки MIG требуется защитный газ аргон и хорошая сварочная проволока или стальная проволока. В этом процессе используется подача импульсного тока, которая позволяет сварщику добраться до некоторых наиболее сложных участков основного материала.
Выбор защитного газа для сварки нержавеющей стали
Выбор правильного защитного газа зависит от нескольких факторов.
- Эффективность экранирования.
- Устойчивость к коррозии.
- Металлургия и механические свойства
- Внешний вид поверхности.
- Геометрия сварного шва.
- Металлический трансфер.

Выбор защитного газа
| Защитный газ, плазменный газ | Защитный газ | |
|---|---|---|
| GTAW | Ar Ar + h3 (общ. 20 %) Ar + He (общ. 70 %) Ar + He + h3 Ar + N2 | Ar N2 h3 + 100 |
| PAW | Аналогично GTAW | То же, что GTAW |
| GMAW | 98 % Ar + 2 % O2 97 % Ar + 3 % CO2 95 % Ar + 3 % CO2 + 2 % h3 83 % Ar + 15 % He + 2 % CO2 69 % Ar + 30 % He + 1 % O2 90 % He + 7,5 % Ar + 2,5 % CO2 | То же, что GTAW |
| FCAW | № 97 % Ar + 3 % CO2 80 % Ar + 20 % CO2 | № Аналогично GTAW |
| LBW | He Ar | Аналогично GTAW |
| Ar – аргон, h3 – водород, He – гелий, N2 – азот, CO2 – углекислый газ, O2 – кислород | ||
Проверка температуры металла сварного шва и основного металла
При сварке нержавеющей стали необходимо учитывать температуру как основного металла, так и присадочного металла.
Если вы не будете следить за температурой поверхности, скорее всего, у вас возникнут проблемы.
Контроль подвода тепла к основному и присадочному металлу может осуществляться с помощью термометров, электронных инфракрасных термометров и электронных датчиков температуры поверхности.
Сложно ли сваривать нержавеющую сталь?
Сварить нержавейку не так-то просто, особенно для новичка. Этот материал не прощает ошибок и высоких температур.
Во-первых, каждая царапина или пятно останутся видимыми. Ошибки эстетически видны, и вы можете получить непривлекательный конечный продукт, если не будете достаточно осторожны.
Во-вторых, нержавеющая сталь удерживает тепло, что делает ее подверженной деформации и короблению из-за сильного нагрева во время работы. Он может даже деформироваться из-за межпроходной температуры и в процессе охлаждения, если нагрев слишком велик.
Детали конструкции современного моста Таким образом, работа с нержавеющей сталью предоставляется более опытным сварщикам, которые знают, как с ней обращаться.
Часто задаваемые вопросы
Почему магнит прилипает к нержавеющей стали 304 и сварочной проволоке 308L?
Это нормально. В то время как некоторые типы нержавеющей стали немагнитны, некоторые содержат небольшое количество феррита в аустенитной матрице для предотвращения горячего растрескивания, а феррит является ферромагнитным.
Однако сварочная проволока из нержавеющей стали 308L подвергается холодной обработке во время волочения, что вызывает некоторое превращение аустенита в мартенсит, а мартенсит является ферромагнитным. Но плавление проволоки устраняет мартенсит, оставляя сварной шов свободным от него, если только вы не обрабатываете сварной шов холодной обработкой.
Заключение
Нержавеющая сталь – это материал, используемый во всем мире по разным причинам. Это один из самых важных материалов, используемых сегодня, и его использование не будет уменьшаться в ближайшее время. Но при работе с ним нужно быть осторожным. При правильном лечении вы получите желаемый результат.
Источники:
- Нержавеющая сталь и ее типы https://www.stainless-steel-world.net/basicfacts/stainless-steel-and-its-families.html
- Общие методы сварки нержавеющей стали https:// www.atwf-inc.com/blog/3-common-methods-for-welding-stainless-steel
- Сварка нержавеющей стали https://www.worldstainless.org/Files/issf/non-image-files/PDF/Euro_Inox/BrochureWeldability_EN.pdf
- Присадочные металлы для различных типов нержавеющей стали https://www.wmwa. net/metal-products/filler-metal-charts/
- Широкий мир сварки нержавеющей стали https://www.thefabricator.com/thewelder/article/metalsmaterials/the-wide-world-of-welding-stainless-steel
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 Теперь мы можем загружать производство смены в одно время,
исключая до девяти замен катушек.» — Монти
BrennerPlant Manager
Теперь мы можем загружать производство смены в одно время,
исключая до девяти замен катушек.» — Монти
BrennerPlant Manager  Какая подборка!
Какая подборка!  проконсультировавшись с заводом Accra-Wire Controls.
проконсультировавшись с заводом Accra-Wire Controls.  с.
с.  тяговое усилие в зависимости от скорости подачи. от 250 до 1000 фунтов.
шпули стандартные. Установка рассчитана на катушки диаметром 30 дюймов.
— 22-дюймовые или 26-дюймовые катушки могут быть размещены с помощью специальной рампы.
тяговое усилие в зависимости от скорости подачи. от 250 до 1000 фунтов.
шпули стандартные. Установка рассчитана на катушки диаметром 30 дюймов.
— 22-дюймовые или 26-дюймовые катушки могут быть размещены с помощью специальной рампы.
 Двигатель с электронным управлением автоматически поддерживает
со скоростью робота, сварочного автомата или даже ручного сварочного аппарата.
Разматыватель принимает твердые, порошковые, алюминиевые и нержавеющие
стальная проволока всех калибров и размеров катушек.
Двигатель с электронным управлением автоматически поддерживает
со скоростью робота, сварочного автомата или даже ручного сварочного аппарата.
Разматыватель принимает твердые, порошковые, алюминиевые и нержавеющие
стальная проволока всех калибров и размеров катушек.
Сварочная проволока из нержавеющей стали оптом. Купить надежную сварочную проволоку из нержавеющей стали у оптовиков на сайте Made-in-China.com.
Сварочная проволока оптом.Продукты Поставщики
122 236 Оптовая Сварочная Проволока Из Нержавеющей Сварки Продукция
Сварочная проволока оптом Оптом Флюс Оптовая Сварочный Аппарат Для Стальной Проволоки Сварочная проволока оптом
Поставщик сварочной проволоки Tyue TIG MIG/ нержавеющая сталь Er308L Er316L Er309L
1 тонна
Свяжитесь с поставщиком
Проволока для сварки MIG er309/ER308/ER316/ER304 сварочная проволока 1,6 мм 2,0 мм 3,2 мм присадочная проволока из нержавеющей стали
6,2–7,5 долл. США/кг
США/кг
15 кг
Свяжитесь с поставщиком
Ss Нержавеющая сталь Металлическая арматурная стяжка MIG Арматурная сварка Пружинная проволока/канат Изделия Проволока
1 200–2 400 долл. США/тонна
5 тонн
Свяжитесь с поставщиком
Doiee Тонкая проволока из нержавеющей стали / Сельскохозяйственная проволока / Предохранительная проволока / Проволочный трос / Отожженная проволока / Жесткая проволока / Сварочная проволока
5-15 долларов США/кг
1 кг
Свяжитесь с поставщиком
Строительный материал Сварочная проволока для гвоздей в рулонах с медным покрытием и сертификатом CE из нержавеющей стали
0,001 долл. США/шт.
1 шт.
Свяжитесь с поставщиком
Er316, проволока TIG для сварки нержавеющей стали 316L
680-800 долл. США/тонна
США/тонна
1 тонна
Свяжитесь с поставщиком
Атлантическая оптовая продажа сварочной проволоки из нержавеющей стали 3,2 мм AWS Er316 для судостроения
8,5–8,88 долл. США/кг
15 кг
Свяжитесь с поставщиком
Дешевый и высококачественный оптовый кабель из нержавеющей стали SS316
600 долларов США за тонну
1 тонна
Свяжитесь с поставщиком
304 316 321 310 201 430 проволока для сварки TIG пружины из нержавеющей стали
1 000–1 600 долларов США за тонну
1 тонна
Свяжитесь с поставщиком
Порошковая сварочная проволока из нержавеющей стали для основной сварки швов из нержавеющей стали или аналогичных материалов
1 000–2 000 долл. США/тонну
США/тонну
1 тонну
Свяжитесь с поставщиком
410 420 430 Проволока для сварки MIG из нержавеющей стали
1 долл. США/кг
100 кг
Свяжитесь с поставщиком
Заводская сварочная проволока из нержавеющей стали с газовой защитой 308 φ 1.2 Проволока для автоматической сварки Сварочная проволока с защитой от СО2
820-950 долл. США/тонна
25 тонн
Свяжитесь с поставщиком
10 Калибр 304h 201 Сварочная проволока из нержавеющей стали
900–1500 долл. США/тонна
5 тонн
Свяжитесь с поставщиком
SUS 304/316/316L катушка из нержавеющей стали порошковая сварочная проволока
10 долл. США/шт.
1 шт.
Свяжитесь с поставщиком
Проволока для бессвинцового припоя из нержавеющей стали для сварочного аппарата Sc307
24–25 долл. США/кг
США/кг
100 кг
Свяжитесь с поставщиком
304 304cu 316 201 316lvm 430 420 Er308L 309S Bright/ Tinny/Spring/Welding Wire 9 из нержавеющей стали0003
100 долларов США/кг
10 кг
Свяжитесь с поставщиком
JIS4304-2005, ASTM A167 Проволока из нержавеющей стали Er70s2 Цена стальной проволоки Сварочная проволока из нержавеющей стали
1000-2500 долл. США/тонна
1 тонна
Свяжитесь с поставщиком
Сварочная проволока из нержавеющей стали Сварочная проволока под флюсом 308
3–5,3 долл. США/кг
2000 кг
Свяжитесь с поставщиком
0,20-10,00 мм оптом оцинкованная стальная проволока и твердотянутая проволока и закаленная в масле проволока и проволока из сплава и оцинкованная проволока
430-480 долларов США/тонна
1 тонна
Свяжитесь с поставщиком
321 Cor / TIG / MIG / Saw Сварочная проволока из нержавеющей стали
2,5–6 долл. США/кг
США/кг
1 кг
Свяжитесь с поставщиком
SS304 316 321 Сварочная проволока из нержавеющей стали с конструкционным материалом
900–1200 долл. США/тонна
1 тонна
Свяжитесь с поставщиком
Tyue TIG MIG сварочная проволока из нержавеющей стали E308/ E309/ E310/ E312/ E316
1 тонна
Свяжитесь с поставщиком
! ! ! Горячая распродажа! ! ! Сварочная проволока из нержавеющей стали
2 200–2 700 долларов США за тонну
1 тонна
Свяжитесь с поставщиком
Нержавеющая сталь Doiee 302/304/304L/316/316L Тонкая скрученная плетеная проволока/отожженная проволока/пружинная проволока/сварочная проволока/проволока для чистки
5–15 долл. США/кг
1 кг
Свяжитесь с поставщиком
Стальная проволока 304 0,2 мм Катанка Стальная сварочная проволока Дуплексная проволока из нержавеющей стали
2 100–3 600 долл. США за тонну
США за тонну
1 тонна
Свяжитесь с поставщиком
Сварочная проволока из магниевого сплава 99,9% Az31b We43 0,8 мм 1,2 мм 2 мм 3 мм 4 мм
10–20 долл. США/кг
1 кг
Свяжитесь с поставщиком
Проволока для сварки TIG из нержавеющей стали 316L, упаковка 5 кг
1 000–1 200 долл. США/тонна
1 тонна
Свяжитесь с поставщиком
ER309/ER308/ER316/ER304 сварочная проволока из нержавеющей стали, присадочная проволока из сплава
6,5–7,7 долл. США/кг
15 кг
Свяжитесь с поставщиком
Проволока для дуговой сварки из нержавеющей стали
4 999–6 199 долл. США/тонну
10 тонн
Свяжитесь с поставщиком
Бессвинцовая проволока из нержавеющей сталидля сварочного аппарата Sn100
25-26 долларов США/кг
100 кг
Свяжитесь с поставщиком
Сварочная проволока из нержавеющей стали 304 304L Горячекатаная проволока из нержавеющей стали толщиной 2 мм
1 200–1 400 долл. США/тонна
США/тонна
5 тонн
Свяжитесь с поставщиком
4/3396
Сварка нержавеющей стали
Автор : Пьер-Жан Куна, Жуанвиль-ле-Пон, Франция
Благодарность : абзацы, отмеченные (*) в тексте, взяты из «Working with Stainless Steels», Paris (SIRPE) 1998
Название Фотография : ESAB AB, Göteborg (S)
Содержание
Общая информация о нержавеющих сталях2 Процессы сварки нержавеющих сталей
3 Свариваемость нержавеющих сталей
4 Выбор защитных газов для сварки нержавеющих сталей
5 Выбор сварочных материалов для сварки нержавеющих сталей
6 Подготовка шва при дуговой сварке
7 Окончательная обработка сварных швов
8 Техника безопасности
9 Глоссарий: термины и определения
1 Общая информация о нержавеющих сталях
1.1 Аустенитные нержавеющие стали: Fe-Cr-Ni (Mo)
Эти сплавы являются наиболее популярными марками нержавеющих сталей из-за их превосходной формуемости, коррозионной стойкости и свариваемости. Все они немагнитны в отожженном состоянии.
Все они немагнитны в отожженном состоянии.
Диапазон составов: C ≤ 0,10% — 16% ≤ Cr ≤ 28% — 3,5% ≤ Ni ≤ 32% — (Mo ≤ 7%).
1.2 Ферритные нержавеющие стали: Fe-Cr-(Mo)
Ферритные нержавеющие стали имеют низкое содержание углерода, хром (и молибден) являются основными легирующими элементами.
Они не закаляются при термической обработке и всегда магнитны.
Диапазон составов: C ≤ 0,08% — 10,5% ≤ Cr ≤ 30% — (Mo ≤ 4,5%).
1.3 Аустенитно-ферритные дуплексные нержавеющие стали: Fe-Cr-Ni (Mo)-N
Микроструктура дуплексных нержавеющих сталей состоит из смеси аустенита и феррита. Они проявляют характеристики обеих фаз с более высокой прочностью и пластичностью. Азот добавляется для придания прочности, а также для улучшения свариваемости. Они магнитны и не отверждаются при термической обработке.
Диапазон составов: C ≤ 0,03% — 21% ≤ Cr ≤ 26% — 3,5% ≤ Ni ≤ 8% — (Mo ≤ 4,5%) — N ≤ 0,35%.
1.4 Мартенситные нержавеющие стали: Fe-Cr-(Mo-Ni-V)
Эти сплавы можно подвергать термообработке до широкого диапазона полезных уровней твердости.
Полученная мартенситная структура является магнитной.
Диапазон составов: C ≤ 1,2% — 11,5% ≤ Cr ≤ 17% — (Mo ≤ 1,8% — Ni ≤ 6% — V ≤ 0,2%).
2 Процессы сварки нержавеющей стали
2.1 Электродуговые процессы
2.1.1 Процессы с электродом из тугоплавкого металла
2.1.1.1 Дуговая сварка вольфрамовым электродом в среде защитного газа: GTAW (*)
Euro Inox
открытая галерея
Принцип ручной газовой вольфрамовой дуговой сварки
Процесс GTAW, также известный как процесс TIG (вольфрамовый инертный газ) или WIG (вольфрамовый инертный газ), показан на рисунке выше. Энергия, необходимая для плавления металла, обеспечивается электрической дугой, зажигаемой и поддерживаемой между вольфрамовым электродом или электродом из вольфрамового сплава и заготовкой в инертной или слегка восстановительной атмосфере. Нержавеющие стали всегда свариваются в режиме DCEN (отрицательный электрод постоянного тока) или DCSP (прямая полярность постоянного тока). В этих условиях электроны ударяют по заготовке, увеличивая проникающую способность, а электрод, обычно изготавливаемый из торированного вольфрама (2% ThO 2 ), практически не изнашивается. Если используется присадочный металл, он бывает в виде голых стержней или проволоки в бухтах для автоматической сварки. Поток инертного газа, который защищает зону дуги от окружающего воздуха, позволяет поддерживать очень стабильную дугу. В зависимости от основного материала защитные газы состоят в основном из смесей аргона (Ar), гелия (He) и водорода (H 2 ) (см. раздел 4 «Выбор защитных газов для сварки нержавеющей стали»).
В этих условиях электроны ударяют по заготовке, увеличивая проникающую способность, а электрод, обычно изготавливаемый из торированного вольфрама (2% ThO 2 ), практически не изнашивается. Если используется присадочный металл, он бывает в виде голых стержней или проволоки в бухтах для автоматической сварки. Поток инертного газа, который защищает зону дуги от окружающего воздуха, позволяет поддерживать очень стабильную дугу. В зависимости от основного материала защитные газы состоят в основном из смесей аргона (Ar), гелия (He) и водорода (H 2 ) (см. раздел 4 «Выбор защитных газов для сварки нержавеющей стали»).
Основные преимущества этого процесса при обработке нержавеющих сталей можно резюмировать следующим образом:
- концентрированный источник тепла, ведущий к узкой зоне плавления;
- очень стабильная дуга и спокойная сварочная ванна небольшого размера. Отсутствуют брызги, и, поскольку в процессе не требуется флюс, остатки окисления удаляются, так что любая окончательная операция очистки очень упрощается;
- отличное металлургическое качество, с точным контролем провара и формы сварного шва во всех положениях;
- прочные и беспористые сварные швы
- очень низкий износ электрода
- легкое обучение
Обычный диапазон толщины заготовки составляет от 0,5 мм до 3,5/4,0 мм.
2.1.1.2 Плазменно-дуговая сварка: PAW (*)
Euro Inox
открытая галерея
Принцип плазменной сварки с замочной скважиной
Плазменная сварка аналогична дуговой сварке вольфрамовым электродом в среде защитного газа (GTAW). Существенное отличие состоит в том, что плазма дуги сужается соплом для создания высокоэнергетического плазменного потока, в котором достигаются температуры от 10 000 до 20 000°C.
В процессах сварки обычно используется конфигурация «дуга с переносом», при которой суженная дуга образуется между электродом и заготовкой, тогда как в других применениях чаще используется суженная дуга с «непереносом».
Поскольку струя плазмы очень узкая, она не может обеспечить достаточную защиту сварочной ванны, поэтому необходимо добавить кольцевой поток защитного газа большего диаметра.
Газы, используемые как для этой цели, так и для формирования плазмы, аналогичны используемым в GTAW, а именно чистый аргон (Ar), Ar – водород (H 2 ) до 20%, Ar-гелий (He) – Н 2 . Водородсодержащие смеси рекомендуются для сварки аустенитных нержавеющих сталей, но, как и в случае с GTAW, запрещены для ферритных, мартенситных и дуплексных марок. Для последних материалов рекомендуется добавлять азот для поддержания соответствующих пропорций аустенита и феррита в сварном шве (см. раздел 4 «Выбор защитных газов для сварки нержавеющих сталей»).
Водородсодержащие смеси рекомендуются для сварки аустенитных нержавеющих сталей, но, как и в случае с GTAW, запрещены для ферритных, мартенситных и дуплексных марок. Для последних материалов рекомендуется добавлять азот для поддержания соответствующих пропорций аустенита и феррита в сварном шве (см. раздел 4 «Выбор защитных газов для сварки нержавеющих сталей»).
При ручной плазменной сварке, когда горелка держится в руке, используются так называемые процессы «микроплазмы» и «миниплазмы» для токов от 0,1 до 15 ампер, а также метод «безнапорной струи» для токи от 15 до 100 ампер.
При автоматической сварке, когда горелка устанавливается на каретке, используется так называемый процесс «замочной скважины». За счет увеличения сварочного тока (свыше 100 ампер) и потока плазмообразующего газа создается очень мощный плазменный пучок, который позволяет добиться полного проникновения в заготовку. Во время сварки отверстие постепенно прорезает металл, а сварочная ванна течет позади, образуя сварной шов.
Основным преимуществом процесса PAW по сравнению с GTAW является замечательная стабильность дуги, что приводит к:
- «жесткой» дуге, которая позволяет лучше контролировать подводимую мощность;
- большая устойчивость к изменениям расстояния между соплом и заготовкой без существенного изменения морфологии сварного шва;
- узкая зона термического влияния (ЗТВ) и, как правило, более высокая скорость сварки;
- большая устойчивость к неправильной подготовке, особенно в случае сварки с отверстием под ключ.
Обычный диапазон толщины заготовки:
- от 0,1 мм до 1,0 мм для процессов микроплазмы и миниплазмы
- от 1,0 мм до 3,5 мм для техники безнапорной струи
- 3,5 мм до 10,0 мм для процесса «замочная скважина» (за один проход).
2.1.2 Процессы с плавким электродом
2.1.2.1 Дуговая сварка металлическим газом: GMAW (*)
Euro Inox
открытая галерея
Принцип дуговой сварки металлическим газом
В процессе GMAW, также известном как процесс MIG (металлический инертный газ), тепло сварки производится дугой, зажигаемой между
непрерывно подаваемый электрод из металлической проволоки и заготовку.
В отличие от процессов GTAW и PAW, электрод является расходуемым, дуга зажигается между плавкой присадочной проволокой и заготовкой в среде защитного газа.
Основными характеристиками этого процесса являются:
- использование очень высокой плотности тока в электродной проволоке (>90А/мм 2 ), примерно в 10 раз выше, чем в процессе покрытых электродов (SMAW);
- быстрое плавление электродной проволоки (скорость плавления около 8 м/мин) из-за высокой температуры дуги, что делает необходимым использование автоматической системы подачи проволоки, поставляемой по 12 кг. катушки; Нержавеющие стали
- всегда свариваются в режиме DCEP (положительный электрод постоянного тока) или DCRP (обратная полярность постоянного тока), при этом положительный полюс генератора подключается к электроду;
- сварочная горелка обычно удерживается вручную (так называемый «полуавтоматический» процесс), но для больших мощностей сварки она закрепляется на каретке («автоматический» процесс).

Механизм переноса металла в дуге является важным технологическим параметром, при этом различают три основных режима:
короткозамкнутый или погруженный перенос режим, при котором металл плавится с образованием крупных капель, диаметр которых часто больше, чем у электродной проволоки. Когда капля образуется на конце электрода, она вступает в контакт со сварочной ванной и создает короткое замыкание с внезапным увеличением тока. Поверхностное натяжение вызывает эффект защемления, который отделяет каплю от электрода. Частота этого явления составляет от 20 до 100 Гц, что соответствует времени цикла от 0,01 до 0,05 секунды. шаровой перенос или гравитационный перенос режим. Как и в предыдущем случае, плавление происходит в виде крупных капель, которые отрываются, когда их масса становится достаточной для преодоления сил поверхностного натяжения, и благодаря большей длине дуги свободно падают до соприкосновения со сварочной ванной. Режим переноса распылением предполагает плотность тока выше определенного переходного уровня, порядка 200 А/мм 2 . Электрод плавится, образуя поток мелких капель. По мере дальнейшего увеличения плотности тока кончик электрода становится коническим, и поток еще более мелких капель высвобождается в осевом направлении.
Режим переноса распылением предполагает плотность тока выше определенного переходного уровня, порядка 200 А/мм 2 . Электрод плавится, образуя поток мелких капель. По мере дальнейшего увеличения плотности тока кончик электрода становится коническим, и поток еще более мелких капель высвобождается в осевом направлении.
GMAW требует наличия защитного газа для предотвращения окисления в сварочной дуге (см. раздел 4 «Выбор защитных газов для сварки нержавеющих сталей»). Аргон с 2% кислорода (O 2 ) обеспечивает стабильную дугу и подходит для большинства применений. Примерно такой же результат дает аргон с 3% углекислым газом (CO 2 ). Скорость сварки и провар иногда можно увеличить, если к аргону + O 2 или аргону + CO 2 9 добавить гелий (He) и водород (H 2 ).1335 защитный газ. Газы с более высоким содержанием CO 2 (процесс MAG) имеют тенденцию вызывать значительное поглощение углерода сварочной ванной вместе с окислением хрома. Именно по этой причине они не рекомендуются.
Именно по этой причине они не рекомендуются.
Размер валика и степень проплавления зависят от марки обрабатываемой детали (ферриты, аустениты и т. д.), типа соединения, режима переноса и навыков сварщика. Для одиночных V-образных соединений и квадратных стыковых соединений, сваренных за один проход, общий диапазон толщины заготовки составляет от 1,0 мм до 5,0 мм.
Примечание : Процесс GMAW часто называют сваркой MIG. Часто возникает путаница между процессами сварки MIG и MAG. Фактически, в процессе MIG окислительная природа защитного газа (см. раздел «Выбор газов для сварки нержавеющих сталей») незначительна, тогда как в процессе MAG она преднамеренно усиливается. Однако в процессе GMAW/MIG часто требуется низкое процентное содержание кислорода (O 2 ) или диоксида углерода (CO 2 ) в защитном газе (аргоне) для улучшения как стабильности дуги, так и смачивания расплавленным металлом. . Типичные уровни 2% O 2 или 3% CO 2 . Более высокие уровни O 2 или CO 2 вызывают чрезмерное окисление хрома (Cr), марганца (Mn) и кремния (Si) и чрезмерное поглощение углерода (C) в сварочной ванне. Например, содержание углерода (% C) в металле сварного шва, которое составляет 0,025 % для 2 % CO 2 , содержащего защитный газ, может достигать 0,04 % для 4 % CO 2 .
Более высокие уровни O 2 или CO 2 вызывают чрезмерное окисление хрома (Cr), марганца (Mn) и кремния (Si) и чрезмерное поглощение углерода (C) в сварочной ванне. Например, содержание углерода (% C) в металле сварного шва, которое составляет 0,025 % для 2 % CO 2 , содержащего защитный газ, может достигать 0,04 % для 4 % CO 2 .
2.1.2.2 Дуговая сварка порошковой проволокой: FCAW (*)
Euro Inox
открытая галерея
Пример порошковой электродной проволоки
Вариантом процесса GMAW является процесс FCAW (дуговая сварка порошковой проволокой), в котором электродная проволока состоит из оболочки из нержавеющей стали, заполненной твердым флюсом, роль которой аналогична роли покрытия электрода в ручной процесс SMAW. Сердечник обеспечивает раскислители и шлакообразующие материалы и может обеспечивать защитный газ в случае самозащитных электродов FCAW.
Метод FCAW сочетает в себе преимущества метода SMAW с высокой производительностью автоматического или полуавтоматического процесса за счет возможности непрерывной подачи порошковой проволоки. По сравнению с обычным твердым электродом флюс обеспечивает покрытие шлаком и повышает производительность.
Таким образом, при силе тока около 200 ампер скорость осаждения составляет около 100 г/мин. для сплошной проволоки диаметром 1,6 мм, содержащей 20 % Cr и 10 % Ni, по сравнению с примерно 170 г/мин для порошковой проволоки того же диаметра. Это большое различие связано с тем, что в порошковой проволоке электричество проводит только металлическая оболочка, так как сердечник, составленный из смеси минерального и металлического порошков, возможно связанных в силикат щелочного металла, имеет высокое удельное электрическое сопротивление.
И FCAW, и GMAW имеют одинаковые размеры валиков. Для одиночных V-образных соединений и квадратных стыковых соединений, сваренных за один проход, общий диапазон толщины заготовки составляет от 1,0 мм до 5,0 мм.
2.1.2.3 Дуговая сварка в среде защитного металла (покрытый электрод): SMAW (*)
Euro Inox
открытая галерея
Принцип процесса дуговой сварки защищенным металлом
Хотя процесс SMAW, также известный как процесс MMA (Manual Metal Arc), является очень старым, так как Kjelberg сообщил о первых применениях в 1907, он по-прежнему широко используется благодаря своей большой гибкости и простоте использования.
Электрод состоит из металлического сердечника, покрытого слоем флюса. Сердечник обычно представляет собой сплошную катанку из нержавеющей стали. Покрытие, играющее важную роль в этом процессе, выдавливается на сердечник и придает каждому электроду свою особую «индивидуальность». Он выполняет три основные функции: электрическую, физическую и металлургическую. Электрическая функция связана с инициированием и стабилизацией дуги, в то время как физическое воздействие связано с вязкостью и поверхностным натяжением шлака, которые контролируют перенос капель металла, эффективную защиту сварочной ванны и ее смачиваемость. Металлургическая роль заключается в химическом обмене между сварочной ванной и шлаком, то есть в рафинировании металла сварного шва.
Металлургическая роль заключается в химическом обмене между сварочной ванной и шлаком, то есть в рафинировании металла сварного шва.
Покрытие содержит определенное количество карбоната кальция (CaCO 3 ), который диссоциирует в дуге при температуре около 900°C с образованием CaO и CO 2 , последний обеспечивает защиту зоны дуги. В следующем разделе дается краткое описание наиболее часто используемых покрытых электродов:
- Рутиловые (титановые) электроды : Образование шлака является основным защитным механизмом в электродах на основе рутила. Рутиловые электроды просты в обращении, обеспечивают малое разбрызгивание и обеспечивают сварку с гладкой поверхностью. Шлак, образующийся в процессе сварки, легко удаляется;
- Основные (известковые) электроды : Известняк является основным компонентом электродов с основным покрытием благодаря его благоприятным стабилизирующим дугу и металлургическим характеристикам. Он также выделяет углекислый газ, который обеспечивает газовую защиту. Однако основным недостатком известняка является его высокая температура плавления. Этому противодействуют добавки плавикового шпата (CaF 2 ), который помогает снизить температуру плавления шлака. Основные покрытия будут поглощать влагу, если их оставят на открытом воздухе на какое-то время, поэтому необходимо соблюдать особую осторожность, чтобы электрод оставался сухим.
 Он также выделяет углекислый газ, который обеспечивает газовую защиту. Однако основным недостатком известняка является его высокая температура плавления. Этому противодействуют добавки плавикового шпата (CaF 2 ), который помогает снизить температуру плавления шлака. Основные покрытия будут поглощать влагу, если их оставят на открытом воздухе на какое-то время, поэтому необходимо соблюдать особую осторожность, чтобы электрод оставался сухим.
Он также выделяет углекислый газ, который обеспечивает газовую защиту. Однако основным недостатком известняка является его высокая температура плавления. Этому противодействуют добавки плавикового шпата (CaF 2 ), который помогает снизить температуру плавления шлака. Основные покрытия будут поглощать влагу, если их оставят на открытом воздухе на какое-то время, поэтому необходимо соблюдать особую осторожность, чтобы электрод оставался сухим.Типичное время высыхания составляет один час при температуре приблизительно от 150°C до 250°C.
Электроды с рутиловым покрытием могут использоваться как в режимах переменного, так и постоянного тока, тогда как основные (покрытые известью) электроды используются в основном в режиме DCEP.
Обычный диапазон толщины заготовки:
от 1,0 мм до 2,5 мм для однопроходных процессов
от 3,0 мм до 10,0 мм для многопроходного метода
2.1.2.4 Дуговая сварка под флюсом: SAW (*)
Euro Inox
открытая галерея
Принцип сварки под флюсом
В процессе сварки под флюсом тепло, выделяемое при сварке под флюсом, образуется за счет прохождения сильного электрического тока между одной или несколькими непрерывными проволоками и заготовкой под порошковым флюсом, который образует защитное покрытие из расплавленного шлака.
Процесс может быть полностью или полуавтоматическим, хотя в случае с нержавеющей сталью большая часть работы выполняется на полностью автоматическом оборудовании.
В автоматическом процессе сварочный ток может быть очень высоким, до 2000 ампер на проволоку, что приводит к большой потребляемой мощности и, следовательно, к сильному растворению основного металла присадочным материалом.
Процесс подходит для стыковой и угловой сварки в плоском положении и горизонтально-вертикальной угловой сварки. Источник питания обычно имеет обратную полярность DCEP, реже переменный ток, когда несколько проводов используются одновременно, чтобы избежать явления дугового разряда. Для генераторов как постоянного, так и переменного тока скорость выдачи электродной проволоки должна быть равна скорости плавления, чтобы получить идеально стабильную дугу. Это достигается за счет использования подающих роликов, управляемых моторным редуктором с сервоуправлением скоростью. Для сварки нержавеющих сталей наиболее широко используется флюс известково-фтористого типа, типичный состав которого:
25% ≤ CaO + MgO ≤ 40%, SiO 2 ≤ 15%, 20% ≤ CaF 2 ≤ 35%.
Существуют две формы, получаемые либо плавлением, либо склеиванием. Плавленые флюсы получают нагреванием до температур порядка 1600-1700°С и превращают в порошки либо путем распыления на выходе из плавильной печи, либо путем дробления и просеивания затвердевшего сыпучего материала. Связующие флюсы изготавливаются из сырья соответствующей зернистости, скрепленного щелочно-силикатным связующим. Полученную смесь сушат, затем подвергают механической обработке для получения желаемого конечного размера частиц.
Во время сварки расплавляется только часть флюса, а нерасплавленный материал собирают, обычно с помощью всасывающего шланга, и возвращают в бункер для дальнейшего использования. Расплавленный флюс затвердевает за зоной сварки и при охлаждении и может быть легко отделен.
Для более толстых материалов сварные швы обычно выполняются в один или два прохода, т. е. в один проход по ручному подварочному шву или по одному проходу с любой стороны листа, но также может использоваться многопроходный метод. В более тонком материале сварные швы могут выполняться за один проход с помощью рифленой подложки.
В более тонком материале сварные швы могут выполняться за один проход с помощью рифленой подложки.
Поскольку процесс SAW используется в основном для толстого листа из аустенитной нержавеющей стали, необходимо соблюдать особую осторожность, чтобы избежать образования сигма-фазы из-за использования высоких энергий сварки. Это особенно касается сплавов 25 % Cr – 20 % Ni, а также сплавов 18 % Cr – 9 % Ni с высоким содержанием феррита. При многопроходной сварке, когда интервал температур 650‒900 °С пересекается несколько раз, возрастает риск образования сигма-фазы. Затем настоятельно рекомендуется последующий отжиг на твердый раствор при 1050°C.
В состоянии поставки флюсы совершенно сухие. Во избежание влагопоглощения рекомендуется хранить флюс при температуре примерно на 10°С выше, чем в цехе, в атмосфере, относительная влажность которой не превышает 50%.
Если опасаетесь или подозреваете впитывание влаги, полезно пропечь порошок при температуре 300°C в течение не менее двух часов.
Процесс под флюсом обычно используется для соединения тяжелых заготовок толщиной от 10 до 80 мм после завершения корневого шва с использованием другого процесса сварки. Нижний бортик также может быть выполнен с помощью рифленой подложки.
2.1.2.5 Приварка шпилек: SW
Приварка шпилек — это метод крепления металлического шпильки к заготовке, обычно в форме листа или пластины. Существует два различных метода приварки шпилек: дуговая сварка (ARC) и разрядка конденсатора (CD).
—
Дуговая сварка шпилек (ARC ) включает в себя те же основные принципы и металлургические аспекты, что и любая другая процедура дуговой сварки. Шпилька соприкасается с заготовкой с помощью ручного инструмента, называемого шиповочным пистолетом, и зажигается дуга, которая расплавляет основание шпильки и участок заготовки. Перед сваркой 9Керамическая втулка 0073 размещается над концом шпильки для защиты дуги и ограничения металла сварного шва.
- Затем шпилька вдавливается в сварочную ванну и удерживается на месте до тех пор, пока расплавленный металл не затвердеет и не сформирует однородное соединение. Цикл завершается менее чем за секунду, обеспечивая соединение полной прочности. Расширяемая втулка отламывается, чтобы обнажить гладкую и полную галтель у основания шпильки.
- Приварка шпилек конденсаторным разрядом (CD ) включает в себя те же основные принципы и металлургические аспекты, что и любая другая процедура дуговой сварки. Когда сварочная горелка активирована, специальный прецизионный сварочный наконечник инициирует контролируемую электрическую дугу из батареи конденсаторов сварочного аппарата, которая расплавляет конец шпильки и часть заготовки. Шпилька удерживается на месте по мере затвердевания расплавленного металла, мгновенно создавая высококачественный сварной шов. Поскольку весь цикл сварки завершается за несколько миллисекунд, сварку тонкого листа можно выполнять без выраженной деформации, прожога или обесцвечивания и с помощью крепежных деталей малого диаметра (9мм и меньше). Сварка CD также позволяет приваривать шпильки из разнородных металлических сплавов.
 Сварка CD также позволяет приваривать шпильки из разнородных металлических сплавов.
Сварка CD также позволяет приваривать шпильки из разнородных металлических сплавов.Процесс ARC или CD ?
Дуговой процесс обычно используется для шпилек диаметром 6 мм и выше, а также при сварке более толстых основных материалов или в конструкционных применениях.
Техника CD обычно используется для шпилек диаметром до 9 мм и используется в основном при сварке тонколистового металла.
Шпильки из нержавеющей стали
Большинство нержавеющих сталей можно приваривать шпильками. За исключением свободных классов механической обработки, шпильки из аустенитных нержавеющих сталей чаще всего используются для приварки шпилек.
Шпильки из нержавеющей стали в настоящее время привариваются к нержавеющей стали, а также могут быть приварены к мягкой стали. При этом существенно, чтобы содержание углерода в основном металле не превышало 0,20%.
Euro Inox
открытая направляющая
Слева: Дуговая сварка шпилек. Справа: приварка шпилек конденсаторного разряда
Справа: приварка шпилек конденсаторного разряда
2.2 Процессы сопротивления и индукции
2.2.1 Точечная сварка сопротивлением: RSW (*)
Euro Inox
открытая галерея
Принцип контактной точечной сварки
Этот процесс до сих пор широко используется и особенно подходит для сварки тонких листов из нержавеющей стали. Плавление вызывается резистивным нагревом за счет прохождения электрического тока через материалы заготовки в месте соединения.
В процессе точечной сварки обычно выделяют пять различных стадий, а именно:
- Расположение соединяемых листов
- Опускание верхнего электрода и приложение зажимного усилия
- Сварка переменным током низкого напряжения с выделением тепловой энергии W (джоули) = R (омы) x I 2 (амперы) x t (секунды)
- Удержание силы зажима или приложение дополнительной силы ковки и, наконец,
- Поднятие верхнего электрода перед переходом к следующему циклу.

Что касается электродных материалов, то в случае нержавеющих сталей наилучшее сочетание низкого удельного сопротивления и высокой механической прочности получается у сплавов медь-кобальт-бериллий. Наконечники электродов обычно имеют форму усеченного конуса с открытым углом 120°. Формирование очага сварки зависит от сварочного тока и его продолжительности, а также от силы прижима электродов.
Параметры сварки, рекомендуемые для аустенитной нержавеющей стали с содержанием 18 % Cr – 9 % Ni и стабилизированного феррита с содержанием 17 % Cr, указаны в следующей таблице.
| Толщина листа (мм) | Диаметр наконечника электрода (мм) | Усилие зажима электрода (даН) | Сварочный ток (А) | Время сварки (число периодов) |
|---|---|---|---|---|
| 18 % Cr – 9 % Ni | Аустенитный | Марки | ||
| 0,5 | 3,0 | 170 | 3 500 | 3 |
| 0,8 | 4,5 | 300 | 6000 | 4 |
| 2,0 | 6,0 | 650 | 11 000 | 8 |
| Стабилизированный | Феррит 17% Cr | Классы | ||
| 0,5 | 3,0 | 150 | 4000 | 3 |
| 0,8 | 4,5 | 250 | 7 550 | 4 |
Параметры, приведенные в приведенной выше таблице, должны быть оптимизированы с учетом состояния поверхности (травление, глазурь, светлый отжиг, полировка), которое оказывает сильное влияние на сопротивление поверхности раздела, которое, в свою очередь, играет решающую роль в самородке. формирование.
формирование.
В отличие от других процессов сварки плавлением, при контактной точечной сварке ванну расплава нельзя контролировать визуально. Единственные дефекты, заметные глазу, — чрезмерная вмятина электрода и поверхностное разбрызгивание. Тем не менее, простым, хотя и разрушительным методом контроля является так называемое «испытание на отрыв», которое позволяет быстро определить качество точечного сварного шва. В этом испытании один из сваренных листов отделяется от другого, так что «пуговицы» металла имеют тенденцию отрываться от одного или другого из листов.
2.2.2 Сварка контактным швом: RSEW (*)
Euro Inox
открытая галерея
Принцип контактной шовной сварки
Принцип контактной шовной сварки аналогичен точечной сварке, за исключением того, что процесс является непрерывным. Основное отличие заключается в типе электродов, которые представляют собой два колеса из медного сплава, оснащенные соответствующей системой привода. Кромки колеса обычно имеют либо двойную фаску, либо выпуклый профиль. По сравнению с точечной сваркой, где основной процесс
параметрами являются сварочный ток, время нагрева и время выдержки, дополнительными факторами, которые необходимо учитывать при шовной сварке, являются использование модулированного или импульсного тока и скорость сварки.
Кромки колеса обычно имеют либо двойную фаску, либо выпуклый профиль. По сравнению с точечной сваркой, где основной процесс
параметрами являются сварочный ток, время нагрева и время выдержки, дополнительными факторами, которые необходимо учитывать при шовной сварке, являются использование модулированного или импульсного тока и скорость сварки.
Параметры сварки, рекомендуемые для аустенитных марок Fe-Cr-Ni, указаны в следующей таблице.
| Толщина листа (мм) | Толщина колеса (мм) | Зажимное усилие (даН) | Время сварки (периоды) | Время выключения (периоды) | Сварочный ток (А) | Скорость сварки (см/мин) |
|---|---|---|---|---|---|---|
| 0,5 | 3,0 | 320 | 3 | 2 | 7 900 | 140 |
| 0,8 | 4,5 | 460 | 3 | 3 | 10 600 | 120 |
| 1,5 | 6,5 | 80 | 3 | 4 | 15 000 | 100 |
| 2,0 | 8,0 | 1 200 | 4 | 5 | 16 700 | 95 |
| 3,0 | 9. 5 5 | 1 500 | 5 | 7 | 17 000 | 95 |
Как при точечной, так и при шовной сварке основными преимуществами электрического нагрева сопротивления являются:
- ограниченное изменение микроструктуры в зонах термического влияния,
- фактическое отсутствие поверхностного окисления при правильном охлаждении листов (струей холодной воды)
- очень небольшая деформация листов после сварки.
2.2.3 Выступающая сварка: PW (*)
Euro Inox
открытая галерея
Основные схемы проекций
В этом процессе небольшие подготовленные выступы на одной из двух поверхностей заготовки расплавляются и разрушаются при подаче тока через плоские электроды из медного сплава. Выступы формируются тиснением (детали из листового металла) или механической обработкой (детали из цельного металла) обычно на более толстой или более электропроводной заготовке соединения. Выступы имеют такую форму и расположение, чтобы концентрировать ток, и одновременно может выполняться большое количество точечных сварных швов. Используются более низкие токи и давления, чем при спортивной сварке, чтобы избежать разрушения выступов до того, как противоположная поверхность детали расплавится. Время сварки примерно одинаково для одного или нескольких выступов одной и той же конструкции.
Выступы имеют такую форму и расположение, чтобы концентрировать ток, и одновременно может выполняться большое количество точечных сварных швов. Используются более низкие токи и давления, чем при спортивной сварке, чтобы избежать разрушения выступов до того, как противоположная поверхность детали расплавится. Время сварки примерно одинаково для одного или нескольких выступов одной и той же конструкции.
Выступающая сварка особенно удобна для получения нескольких точек сварки одновременно между двумя заготовками.
Различные конструкции приварных креплений доступны для кольцевой рельефной сварки; например шпильки, болты, штифты, гайки и прокладки.
2.2.4 Электрошлаковая сварка: ESW
Euro Inox
открытый штрек
Принцип процесса электрошлаковой сварки
Принцип процесса электрошлаковой сварки
Процесс электрошлаковой сварки разработан в Е.О. Патона (Украина) в начале 1950-х гг.
Электрошлаковая сварка представляет собой однопроходный процесс, используемый для получения стыковых соединений в вертикальном положении. Соединения толщиной более 15 мм (без верхнего предела толщины) можно сваривать за один проход, при этом требуется простая подготовка шва с прямыми кромками. Этот процесс аналогичен операции вертикальной разливки, поскольку расплавленный металл сварного шва удерживается двумя пластинами заготовки и парой охлаждаемых медных башмаков.
За исключением запуска электрошлакового режима, дуга отсутствует. Непрерывно подаваемые электроды оплавляются электрическим нагревом сопротивления, когда они проходят через проводящий слой расплавленного шлака (шлаковая ванна).
Шлаковая ванна также плавит прилегающие кромки листа заготовки и защищает расплавленный металл от атмосферы. Температура ванны составляет порядка 1900°С.
Для запуска электрошлакового процесса на дно стыка наносится слой флюса и зажигается дуга между электродами и пусковым блоком или пусковой площадкой для создания ванны с расплавленным шлаком.
По мере сварки медные башмаки и блок подачи проволоки перемещаются вверх по стыку со скоростью порядка 30 мм/мин. Скорость осаждения металла составляет около 350 г/мин. Состав электродной проволоки обычно совпадает с составом основного металла. Наиболее популярные диаметры электродов 1,6 мм, 2,4 мм и 3,2 мм.
Металлургическая структура электрошлаковых соединений отличается от других сварных швов плавлением. Медленное охлаждение и затвердевание могут привести к крупнозернистой структуре. Именно по этой причине этот процесс рекомендуется только для аустенитных марок стали.
2.2.5 Сварка оплавлением: FW (*)
Euro Inox
открытый канал
Слева: принцип сварки оплавлением. Справа: влияние параметров сварки на окончательный профиль сварного шва.
Этот метод используется в основном для длинных изделий, т.е. стержни, прутки, трубы и фасонные профили. Хотя стыковая сварка оплавлением внешне похожа на сварку с осадкой, на самом деле она совершенно другая. Действительно, во время сварки с осадкой было замечено, что, когда соприкасающиеся поверхности не находятся в идеальном контакте, ток проходит только в нескольких небольших областях, что приводит к интенсивному локальному нагреву и быстрому плавлению, создавая дуги, которые с силой выбрасывают расплавленный металл из сустав из-за связанных магнитных полей (феномен мигания).
Действительно, во время сварки с осадкой было замечено, что, когда соприкасающиеся поверхности не находятся в идеальном контакте, ток проходит только в нескольких небольших областях, что приводит к интенсивному локальному нагреву и быстрому плавлению, создавая дуги, которые с силой выбрасывают расплавленный металл из сустав из-за связанных магнитных полей (феномен мигания).
Важными параметрами процесса являются сварочный ток и напряжение, которые должны быть достаточными для возникновения оплавления, мгновенная скорость оплавления, которая должна быть пропорциональна расходу металла и компенсироваться перемещением подвижных зажимов, продолжительность оплавления и заключительный этап ковки в осадке. Шероховатость исходных поверхностей прилегания должна быть такой, чтобы точек контакта было достаточно много и они были хорошо распределены для получения равномерного оплавления по всей площади стыка.
После осадки профиль стыка должен иметь характерный трехреберный профиль, свидетельствующий об успешной операции сварки. Рекомендуемые параметры сварки в зависимости от площади сечения приведены для аустенитных марок в следующей таблице.
Рекомендуемые параметры сварки в зависимости от площади сечения приведены для аустенитных марок в следующей таблице.
| Толщина (мм) | Площадь сечения (мм 2 ) | Начальное отверстие матрицы (мм) | Окончательное отверстие матрицы (мм) | Потери материала (прошивка и ковка) (мм) | Время вспышки (сек) |
|---|---|---|---|---|---|
| 2,0 | 40 | 13 | 5 | 8 | 2,2 |
| 5,0 | 570 | 25 | 7 | 18 | 6,0 |
| 10,0 | 1 700 | 40 | 15 | 25 | 17,0 |
Некоторые типичные области применения: колесные диски (для велосипедов), изготовленные из сваренных оплавлением колец, прямоугольные рамы (для окон и дверей) и т. д.
2.2.6 Высокочастотная индукционная сварка: HFIW (*)
Euro Inox
открытая галерея
Принцип индукционной сварки ВЧ
Принцип высокочастотной индукционной сварки
Высокочастотная индукционная сварка в основном используется для изготовления труб из полосы. Процесс выполняется с помощью многовалковой формовочной системы. На выходе из последней прокатной клети труба имеет продольный разрез, закрытый сваркой. Соединение образуется контактом твердое тело с промежуточным оплавлением, так как края полосы сближаются парой горизонтальных валков (отжимных валков).
Из-за скин-эффекта наведенный ВЧ-ток (от 140 до 500 кГц) следует по пути минимального импеданса, концентрируя нагрев на краях.
В случае ферритных нержавеющих сталей этот высокопроизводительный процесс позволяет избежать явления укрупнения зерна, которому подвержены эти марки.
В этом случае мощность сварки составляет от 150 до 300 кВт в зависимости от диаметра трубы, скорость сварки варьируется в зависимости от машины от 50 до 90 м/мин.
2.3 Процессы радиационной энергии (*)
2.3.1 Лазерная сварка: LBW
Euro Inox
открытая галерея
Принцип работы CO2 (CO2, N2, He) лазера, используемого для сварки
Лазерный эффект (усиление света за счет стимулированного излучения) был открыт в оптическом диапазоне длин волн Мейманом в 1958 году. Сразу же появилась возможность использования лазерного луча в качестве бесконтактного источника питания высокой интенсивности небольшой площади для сварочных работ. Доступные непрерывные уровни мощности особенно высоки для углекислотных лазеров, хотя следует помнить, что эффективная мощность сварки зависит от отражательной способности материала заготовки для данной длины волны падающего света.
Источниками, наиболее широко используемыми для целей сварки, являются газовые лазеры CO 2 и твердотельные лазеры на иттрий-алюминиевом гранате (YAG). YAG-лазеры предпочтительны для сварки тонких листов нержавеющей стали (< 1,5 мм) в импульсном режиме. Так называемые лазеры CO 2 лучше приспособлены для сварки более толстых листов или полос из нержавеющей стали (от 1,5 до 6,0 мм).
Как и высокочастотная индукционная сварка (ВЧСВ), этот процесс широко используется для производства прямошовных труб. При мощности около 6 кВт полосу толщиной 2 мм из стабилизированной 17% Cr ферритной нержавеющей стали можно сваривать со скоростью около 7 м/мин, а поскольку термический цикл очень короткий, укрупнение зерен в зоне термического влияния крайне ограничен.
2.3.2 Электронно-лучевая сварка: EBW
Euro Inox
открытая галерея
Принцип электронно-лучевой сварки
Электронно-лучевая сварка использует энергию высокоскоростного сфокусированного пучка электронов, сталкивающихся с основным материалом. При высокой энергии луча возможно проплавление отверстия в материале и формирование сквозных сварных швов на скорости порядка 20 м/мин.
ЭЛС может выполнять глубокие и тонкие сварные швы с узкими зонами термического влияния. Отношение глубины к ширине порядка 20:1.
Сварные швы выполняются в вакууме, что исключает загрязнение сварочной ванны газами. Вакуум не только предотвращает загрязнение сварного шва, но и создает стабильный луч. Концентрированный характер источника тепла делает этот процесс очень подходящим для нержавеющих сталей. Доступную мощность можно легко контролировать, и один и тот же сварочный аппарат можно использовать для однопроходной сварки нержавеющей стали толщиной от 0,5 мм до 40 мм.
3 Свариваемость нержавеющих сталей
3.1 Аустенитные нержавеющие стали: Fe-Cr-Ni (Mo)-(N)
➤ Конструкции, содержащие несколько процентов феррита (обычный случай )
- Нечувствительные к горячему растрескиванию
- Хорошая стойкость к межкристаллитной коррозии для низкоуглеродистых и стабилизированных марок
- Отличная прочность и пластичность
- После длительного воздействия температур от 550 до 900°C может произойти охрупчивание из-за распада феррита с образованием сигма-фазы
➤ Полностью аустенитные конструкции (исключение )
- Чувствителен к горячему растрескиванию при затвердевании
- Хорошая стойкость к межкристаллитной коррозии для низкоуглеродистых и стабилизированных марок
- Отличная прочность и пластичность
3.2 Ферритные нержавеющие стали: Fe-Cr-(Mo-Ni-V)
➤ Полуферритные марки: 0,04% C — 17% Cr
- Чувствительны к охрупчиванию из-за укрупнения зерна при температуре выше 1150°C
- Низкая ударная вязкость и пластичность
- Чувствителен к межкристаллитной коррозии
- Термообработка после сварки при температуре около 800°С восстанавливает механические свойства и стойкость к межкристаллитной коррозии
➤ Ферритные марки: 0,02% C – 17-30% Cr – (стабилизированный Ti, Nb )
- Чувствительны к охрупчиванию из-за укрупнения зерна при температуре выше 1150°C
- Удовлетворительная пластичность и улучшенная ударная вязкость по сравнению с полуферритными марками
- Обычно нечувствителен к межкристаллитной коррозии
3.
3 Аустенитно-ферритная дуплексная нержавеющая сталь: Fe-Cr-Ni (Mo)-N- Нечувствителен к горячему растрескиванию
- Превосходная ударная вязкость и хорошая пластичность в диапазоне температур от –40°C до 275°C
- Чувствителен к охрупчиванию по сигма-фазе при температуре от 500 до 900°C
3.4 Мартенситные нержавеющие стали: Fe-Cr-(Mo-Ni-V)
- Чувствительны к холодному растрескиванию, в зависимости от содержания углерода и водорода и уровней остаточного напряжения, ниже примерно 400°C (предварительный и последующий нагрев обычно рекомендуется)
- Высокая прочность на растяжение и твердость Хорошая ударная вязкость, особенно для низкоуглеродистых марок
4 Выбор защитного газа для сварки нержавеющих сталей
(1)4.1 Влияние защитного газа на: GTAW, PAW, GMAW, FCAW и LBW
Выбор защитного газа оказывает значительное влияние на следующие факторы :
- Эффективность защиты (Контролируемая атмосфера защитного газа)
- Металлургия, механические свойства (потеря легирующих элементов, поглощение атмосферных газов)
- Коррозионная стойкость (потеря легирующих элементов, захват атмосферных газов, поверхностное окисление)
- Геометрия сварного шва (профили валика и проплавления)
- Внешний вид поверхности (окисление, брызги)
- Стабильность дуги и зажигание
- Перенос металла (если есть)
- Окружающая среда (выброс дыма и газов)
Взаимодействие между процессом сварки и защитным газом более подробно описано в § 2.
4.2 Выбор сварочного газа
| Процесс сварки | Защитный газ — плазменный газ | Фоновый газ |
|---|---|---|
| GTAW | Ар | |
| Ar + H 2 (до 20 %) – (1) | Ар | |
| Ar + He (до 70 %) | Н 2 (2) | |
| Ar + He + H 2 (1) | Н 2 + 10 % Н 2 (1) | |
| Ар + Н 2 (2) | ||
| ЛАП | То же GTAW | То же GTAW |
| GMAW | 98 % Ar + 2 % O 2 | |
| 97 % Ar + 3 % CO 2 | ||
| 95 % Ar + 3 % CO 2 + 2 % H 2 (1) | То же GTAW | |
| 83 % Ar + 15 % He + 2 % CO 2 | ||
| 69 % Ar + 30 % He + 1 % O 2 | ||
| 90 % He + 7,5 % Ar + 2,5 % CO 2 | ||
| FCAW | № | № |
| 97 % Ar + 3 % CO 2 | То же GTAW | |
| 80 % Ar + 20 % CO 2 | ||
| Вес | Он | То же GTAW |
| Ар |
Ar: аргон; H 2 : водород; Он: гелий; N 2 : азот; CO 2 : двуокись углерода
(1) Водородсодержащие смеси нельзя использовать для сварки ферритных, мартенситных или дуплексных нержавеющих сталей
(2) Для сварки нержавеющих азотсодержащих аустенитных и дуплексных , в защитный газ можно добавить азот
5 Рекомендуемые сварочные материалы для сварки нержавеющих сталей
| Основание | Материал | Сварка | Расходные материалы | ||
|---|---|---|---|---|---|
| EN | 10088 | AISI (1) | ЕН 1600 | ЕН 12072 | ЕН 12073 |
| Имя | Номер | Покрытые электроды (2) | Проволока и стержни (3) | Порошковые электроды (4) | |
| Х5CrNi18-10 | 14301 | 304 | Е 19 9 | Г 19 9 л | Т 19 9 л |
| X2CrNi18-9 | 14307 | 304 л | Е 19 9 л | Г 19 9 л | Т 19 9 л |
| X2CrNi19-11 | 14306 | 304 л | Е 19 9 л | Г 199 л | Т 19 9 л |
| X5CrNiTi18-10 | 14541 | 321 | Е 19 9 № | Г 19 9 № | Т 19 9 № |
| X5CrNiMo17-12-2 | 14401 | 316 | Е 19 12 2 | Г 19 12 3 л | Т 19 12 3 л |
| X2CrNiMo17-12-2 | 14404 | 316 л | Е 19 12 3 л | Г 19 12 3 л | Т 19 12 3 л |
| X6CrNiMoTi17-12-2 | 14571 | 316 Ти | Е 19 12 3 № | Г 19 12 3 № | Т 19 12 3 № |
| X2CrNiMo18-15-4 | 14438 | 317 л | Е 19 13 4 Н Л | Г 19 13 4 л | Т 13 13 4 Н Л |
| Х10CrNi18-8 | 14310 | 301 | Е 19 9 | Г 19 9 л | Т 19 9 л |
| Х2CrNiN18-7 | 14318 | 301 л | Е 19 9 л | Г 19 9 л | Т 19 9 л |
| X12CrNi23-13 | 14833 | 309 С | Е 22 12 | Г 22 12 Н | Т 22 12 Ч |
| X8CrNi25-21 | 14845 | 310 С | Е 25 20 | Г 25 20 | Т 25 20 |
| X25CrNiMo18-15-4 | 14438 | 317 л | Е 19 13 4 Н Л | Г 19 13 4 л | Т 13 13 4 Н Л |
| X2CrTi12 | 14512 | 409 | Е 19 9 л | Г 19 9 л | Т 13 Ти |
| X6Cr17 | 14016 | 430 | Е 17 или 19 9 л | G 17 или 19 9 л | Т 17 или 19 9 л |
| X3CrTi17 | 14510 | 430 Ти/439 | Е 23 12 л | Г 23 12 л | Т23 12 л |
| X2CrMoTi18-2 | 14521 | 444 | Е 19 12 3 л | Г 19 12 3 л | Т 19 12 3 л |
| X2CrTiNb18 | 14509 | 441 | Е 23 12 л | Г 23 12 л | Т 23 12 л |
| X6CrMo17-1 | 14113 | 434 | Е 19 12 3 л | Г 19 12 3 л | Т 19 12 3 № |
| X2CrNiN23-4 | 14362 | – | Е 25 7 2 Н Л | Г 25 7 2 л | Т 22 9 3 Н Л |
| X2CrNiMoN22-5-3 | 14462 | – | Е 25 7 2 Н Л | Г 25 7 2 л | Т 22 9 3 Н Л |
| X12Cr13 | 14006 | 410 | Е 13 или 19 9 л | G 13 или 19 9 л | Т 13 или 19 9 л |
| X20Cr13 | 14021 | – | Е 13 или 19 9 л | G 13 или 19 9 л | Т 13 или 19 9 л |
| X30Cr13 | 14028 | 420 | Е 13 или 19 9 л | G 13 или 19 9 л | Т13 или 19 9 л |
(1) AISI: Американский институт чугуна и стали
(2) Покрытые электроды для ручной дуговой сварки нержавеющих и жаропрочных сталей. Существует два основных покрытия флюса: основное (B) или известковое (постоянный ток) и рутиловое (R) или диоксид титана (постоянный или переменный ток 9).0543 )
(3) Проволочные электроды, проволоки и прутки для дуговой сварки нержавеющих и жаропрочных сталей: G для G.M.A.W., W для G.T.A.W., P для P.A.W. или S для SAW .
(4) Порошковые электроды для дуговой сварки металлическим электродом с газовой защитой или без нее нержавеющих и жаропрочных сталей
6 Подготовка шва при дуговой сварке
Основными основными типами соединений, используемых при дуговой сварке, являются стыковые , внахлест, угол, край и Т-образные конфигурации. Выбор надлежащей конструкции для конкретного применения будет зависеть главным образом от следующих факторов:
- Требуемые механические свойства сварного шва
- Тип свариваемого сплава
- Размер, форма и внешний вид свариваемого узла
- Стоимость подготовки стыка и выполнения сварного шва
Независимо от того, какой тип соединения используется, надлежащая очистка заготовок перед сваркой имеет важное значение для получения сварных швов с хорошим внешним видом и механическими свойствами. Для небольших узлов обычно бывает достаточно ручной очистки проволочной щеткой из нержавеющей стали, мочалкой из нержавеющей стали или химическим растворителем. Для больших сборок или для очистки на производственной основе обезжиривание паром или очистка резервуара могут быть более экономичными. В любом случае необходимо полностью удалить с поверхностей заготовок весь окисел, масло, жир, грязь и другие посторонние вещества.
6.1 GTAW и PAW
Стыковое соединение с квадратной кромкой является самым простым в подготовке и может быть сварено с присадочным металлом или без него в зависимости от толщины двух свариваемых деталей. Позиционирование детали для стыкового соединения с прямоугольной кромкой всегда должно быть достаточно тугим, чтобы обеспечить 100% проплавление. При сварке тонкого материала без добавления присадочного металла необходимо соблюдать крайнюю осторожность, чтобы избежать непровара или прожога.
Фланцевое стыковое соединение следует использовать вместо стыкового соединения с квадратной кромкой, где желательно некоторое усиление. Это соединение практично только на относительно тонком материале (1,5-2,0 мм).
Соединение внахлестку имеет то преимущество, что полностью исключает необходимость подготовки кромок. Единственным требованием для выполнения хорошего сварного шва внахлестку является плотный контакт листов по всей длине свариваемого соединения.
Угловые соединения часто используются при изготовлении кастрюль, ящиков и всех типов контейнеров. В зависимости от толщины основного металла может потребоваться или не потребоваться присадочный металл для обеспечения надлежащего усиления всех угловых соединений. Следите за тем, чтобы детали хорошо соприкасались по всей длине шва.
Все Т-образные соединения требуют добавления присадочного металла для обеспечения необходимого наращивания. Если требуется 100-процентное проплавление, убедитесь, что сила сварочного тока соответствует толщине основного материала.
Краевые швы используются исключительно на тонком материале и не требуют добавления присадочного металла. Подготовка проста, но эту конфигурацию не следует использовать, когда к готовому соединению должны быть приложены прямые растягивающие нагрузки, поскольку этот тип соединения может разрушиться в корне при относительно низких напряжениях.
6.2 GMAW
Для сварных швов GMAW раскрытие корня, а также углы V часто могут быть уменьшены по сравнению с теми, которые обычно используются при сварке SMAW. Таким образом, количество металла шва на единицу длины может быть уменьшено до 30% за счет создания конструкций, требующих меньшего количества присадочного металла. При проектировании сварных швов GMAW для узких канавок часто необходимо использовать высокую плотность тока (распылительный перенос).
6.3 FCAW
В стыковых сварных швах корневые отверстия и V-образные углы могут быть уменьшены, что часто позволяет сэкономить порядка 40% количества присадочного металла, используемого в соединении.
Оптимальная конструкция соединения часто определяется легкостью удаления шлака при многопроходной сварке.
При угловой сварке можно использовать меньшие размеры для той же прочности. Глубокая проникающая способность порошковой проволоки обеспечивает такую же прочность, как и большее филе электрода SMAW, имеющего низкую проникающую способность.
По сравнению с электродами SMAW, проволока FCAW обеспечивает значительную экономию затрат различными способами, такими как более высокая скорость наплавки, более узкие канавки и иногда два прохода перед остановкой для удаления шлака.
6.4 SAW
Отверстия канавок уменьшены по сравнению с теми, которые требуются для других дуговых процессов. Сварочные проходы тяжелее, чем для электродов SMAW. Для конфигураций с открытым корнем часто желательно обеспечить флюсовую подложку, удерживаемую на месте медным охлаждающим стержнем или керамическим стержнем.
Для всех процессов скос не требуется для толщины 3,0 мм и менее, но более толстый основной материал должен быть скошен, чтобы сформировать канавку «V», «U» или «J».
7 Окончательная обработка сварных швов
Потребность в чистовой обработке поверхности относится в первую очередь к дуговым сварным швам. Сварные швы, выполненные контактной сваркой, за исключением стыковой сварки оплавлением, обычно вводятся в эксплуатацию после сварки или после легкой очистки.
По завершении операции дуговой сварки область сварки и окружающий основной материал могут быть загрязнены сварочными брызгами и оксидными пленками в зависимости от типа соединения, толщины материала и используемой техники сварки.
Для достижения максимальной коррозионной стойкости необходимо уделить особое внимание чистовой обработке, чтобы удалить все поверхностные загрязнения и неровности, которые могут стать очагами коррозионного воздействия при последующей эксплуатации.
В некоторых случаях, когда первостепенное значение имеют коррозионная стойкость, гигиена и эстетическая привлекательность, может потребоваться удаление излишков металла сварного шва и полировка зоны сварки, чтобы она слилась с окружающим основным металлом.
Обычная отделочная обработка может быть любой из следующих, используемых по отдельности или в комбинации, в зависимости от метода сварки и требуемой степени отделки:
- Механическая отделка молотком, щеткой, шлифовкой, полировкой и полировкой;
- Кислотное травление с последующей пассивацией и промывкой.
7.1 Удаление шлака, брызг и оксидов
Шлак, оставшийся после сварки, необходимо удалить с помощью осторожного удара молотком, стараясь не допустить образования вмятин на прилегающей металлической поверхности. Сварочные брызги, вероятно, являются одним из наиболее трудно удаляемых видов загрязнения, особенно для сварных швов, включающих хорошо отполированные листы. По этой причине обычно рекомендуется защищать поверхности листа, прилегающие к сварному шву, пластиковыми покрытиями. Эта мера предосторожности сводит площадь, требующую финишной обработки, к минимуму.
Удаление оксидных пленок и сварочных брызг может быть достигнуто с помощью проволочной щетки из нержавеющей стали. Если используется щетка из не нержавеющей стали, загрязнение частицами железа может привести к ржавчине и обесцвечиванию при последующей эксплуатации.
Другим методом удаления сварочного шлака и брызг с тяжелых компонентов является пескоструйная обработка. В этом процессе абразивные частицы (кремнезем, оксид алюминия и т. д.) выбрасываются на заготовку с помощью жидкости под высоким давлением (воздух или вода).
7.2 Шлифовка
Физические свойства нержавеющей стали требуют осторожности во время шлифовки, чтобы предотвратить перегрев и связанное с этим изменение цвета. Это явление происходит, когда температура поверхности превышает 200°C. В этом процессе поверхность заготовки обрабатывается шлифовальным кругом, вращающимся с высокой скоростью, с тангенциальными скоростями от 20 до 80 м/сек. Абразивные частицы обычно представляют собой либо оксид алюминия (корунд), либо карбид кремния (карборунд). Для операций грубого шлифования, таких как снятие избыточной толщины в месте сварного шва, применяют цилиндрические круги диаметром 100-200 мм с зернистостью порядка 40 меш. В зависимости от типа вяжущего тангенциальная скорость изменяется от 25 до 60 м/сек. Для чистового шлифования (например, тонкое выравнивание сварных швов) используются полужесткие или гибкие абразивные диски диаметром от 150 до 250 мм и зернистостью от 80 до 120 меш, тангенциальная скорость которых составляет от 12 до 15 м/сек. .
7.3 Полировка
Полировка – это обычная операция по отделке поверхности. Обычной процедурой является удаление следов шлифовки с помощью абразива 180–320 меш. Используемые инструменты (швабры и швабры) должны быть строго зарезервированы для нержавеющей стали, чтобы избежать любого риска загрязнения частицами железа. По сравнению с другими материалами удаление вещества требует большого количества энергии для нержавеющих сталей. Поэтому необходимо соблюдать осторожность, чтобы избежать чрезмерного нагрева (максимальная температура порядка 200°C), который может вызвать легкое окисление поверхности, препятствующее образованию пассивной пленки. Давление, оказываемое диском или ремнем, должно быть отрегулировано до минимального уровня, обеспечивающего удовлетворительную полировку без локального перегрева.
7.4 Химическая обработка
7.4.1 Травление
При определенных процессах сварки соединение покрывается цветным оксидом, который необходимо удалить, чтобы восстановить пассивность. Можно использовать несколько техник.
➤ Травильные ванны для аустенитных марок :
52% азотная кислота (36° Боме): 100 л
65% плавиковая кислота: 20 л
или фторид натрия: 30 кг
вода: 900 л
➤ Травильные ванны для ферритных марок :
52% азотная кислота (36° Боме): 100 л
65% плавиковая кислота: 10 л
или фторид натрия: 30 кг
вода: 900 л
➤ Травильные пасты и гели :
Использование паст или гелей позволяет ограничить обработку зонами сварки. Их составы различаются, но часто содержат азотную кислоту. Пасту или гель наносят кистью, а затем поверхность очищают щеткой из нержавеющей стали. После травления пораженный участок промывают водой.
7.4.2 Пассивирование
После травления металл остается незащищенным, и для восстановления его коррозионной стойкости необходимо сформировать новый пассивный слой.
➤ Пассивирующие ванны
Детали погружаются в кислотную ванну примерно следующего состава:
52% азотная кислота (36° Боме): 250 л
вода: 750 л
Время погружения при 20°C обычно варьируется от 15 минут до одного часа. После пассивации детали тщательно промывают водой.
➤ Пассивирующие пасты и гели
Пасты и гели применяются для локальной пассивации зон сварки. Продукт на основе азотной кислоты наносится на обрабатываемые поверхности, затем полностью удаляется щеткой из нержавеющей стали или нейлона с последующим ополаскиванием водой.
➤ Обеззараживание
Различные операции по обработке листового металла могут оставлять на поверхности частицы, богатые железом, которые необходимо удалить. Хотя их цель различна, методы, используемые для обеззараживания, такие же, как и для пассивации.
8 Техника безопасности
8.1 Поражение электрическим током
При всех операциях ручной дуговой сварки основным риском является поражение электрическим током при контакте с оголенными токоведущими частями сварочной цепи. Напряжение дуги находится в диапазоне от 10 до 40 вольт, но, поскольку напряжение, необходимое для зажигания дуги, может быть выше, источники питания имеют напряжение холостого хода до 80 вольт.
Хотя эти напряжения кажутся низкими по сравнению с 220 вольтами бытовых источников питания, было показано, что только напряжения менее 50 вольт переменного тока (переменный ток) или 120 вольт постоянного тока (постоянный ток) вряд ли будут опасны для здоровых людей в сухая рабочая среда.
В следующих рекомендациях изложены основные меры предосторожности для здоровья и безопасности, необходимые для обеспечения безопасной работы и предотвращения несчастных случаев.
- Цепи электрода и заготовки находятся под напряжением, когда сварочный аппарат включен. Никогда не допускайте контакта «под напряжением» частей цепей с голой кожей или мокрой одеждой. Соответствующая одежда, такая как перчатки, сапоги и комбинезон, защитит сварщика от поражения электрическим током.
- Всегда изолируйте себя от обрабатываемой детали и земли с помощью сухой изоляции при сварке во влажных помещениях или на металлических полах, особенно в таких положениях, как сидя или лежа, когда большие участки тела могут соприкасаться с проводящей поверхностью.
- Никогда не погружайте электрододержатель в воду для его охлаждения.
- Когда сварочный аппарат используется в качестве источника питания для механизированной сварки, приведенные выше рекомендации также относятся к автоматическим электродам, электродным барабанам, сварочным головкам, соплам или полуавтоматическим сварочным пистолетам.
Другой вид опасности поражения электрическим током может возникнуть из-за блуждающих сварочных токов, которые возвращаются к источнику сварки не по сварочному проводу, а по другим путям. Например, несмотря на то, что обратка отключена, сварка возможна, когда обратный ток протекает через защитный проводник источника питания. Блуждающие токи могут быть сопоставимы по силе со сварочным током при плохой или неисправной изоляции обратного провода, который может быть закорочен другими проводниками. При сварке строительных конструкций и трубопроводов обратный сварочный провод должен располагаться как можно ближе к месту сварки.
8.2 Дымы и газы
При сварке могут выделяться дымы и газы, опасные для здоровья. Эти пары и газы могут загрязнять атмосферу вокруг рабочей станции. Должны быть приняты меры предосторожности для устранения риска таких паров и газов. Если нет, дымы и газы должны контролироваться у их источника с помощью местной вентиляции и/или вытяжной системы на дуге, чтобы не допустить их попадания в зону дыхания. Не следует использовать респираторное оборудование до тех пор, пока не будут устранены все другие возможности. Как правило, средства индивидуальной защиты органов дыхания используются только в качестве временной меры, но бывают обстоятельства, когда в дополнение к мерам вентиляции все же может потребоваться личная защита.
Не выполняйте сварку вблизи паров хлорированных углеводородов, образующихся при обезжиривании, очистке или распылении. Тепло и излучение дуги могут реагировать с парами растворителя с образованием фосгена, высокотоксичного газа, вместе с другими раздражающими продуктами.
8.3 Дуговое излучение
Дуговое излучение может повредить глаза и вызвать ожог кожи. Следующие рекомендации следует соблюдать, чтобы обеспечить безопасность работы и предотвратить возгорание дуги.
- Используйте защитный экран с соответствующим фильтром и стеклянным экраном для защиты глаз от излучения дуги и искр как при сварке, так и при наблюдении за сваркой открытой дугой. Линзы фильтров должны соответствовать европейским стандартам.
- Используйте подходящую одежду для защиты кожи от излучения дуги.
- Защитите других находящихся рядом людей с помощью подходящего экрана и предупредите их, чтобы они не смотрели на дугу и не подвергались воздействию излучения дуги, горячих брызг или металла.
9 Глоссарий: термины и определения
9.1 Процессы
Переменный ток (AC ): вид электричества, который периодически меняет свое направление. Для тока 50 циклов ток движется сначала в одном направлении, а затем в противоположном направлении, реверсируя 50 раз в секунду.
Удар дуги : отклонение электрической дуги от ее нормального пути из-за магнитных сил.
Длина дуги : Расстояние от кончика электрода до точки контакта дуги с поверхностью заготовки.
Дуговая шовная сварка : Шовная сварка, выполненная в процессе дуговой сварки (например, GTAW, PAW, GMAW, SMAW, SAW).
Дуговая точечная сварка : Точечная сварка, выполненная в процессе дуговой сварки (например, GTAW, GMAW).
Дуговая сварка : Группа сварочных процессов, при которых тепло для сварки получают от электрической дуги или дуг с использованием или без использования присадочного металла.
Коэффициент времени дуги : Отношение времени дуги к общему времени, когда питание доступно.
Автоматическая сварка : Сварка, при которой операция преимущественно контролируется машиной.
Электрод постоянного тока, отрицательный (DCEN ): Расположение проводов дуговой сварки постоянным током, в котором заготовка является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги (например, GTAW, PAW).
Положительный электрод постоянного тока (DCEP ): Расположение выводов дуговой сварки постоянным током, в котором заготовка является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
Постоянный ток обратной полярности (DCRP) = DCEP
Постоянный ток прямой полярности (DCSP) = DCEN пучок электронов сталкивается с заготовкой. Сварку обычно проводят в вакуумной камере.
Электрошлаковая сварка (ESW ): процесс сварки, основанный на нагревании сопротивлением (RI 2 ) расплавленного электропроводящего шлака. Соединения (в вертикальной конфигурации) толщиной более 15 мм (без верхнего предела толщины) могут быть сварены за один проход, при этом используется простая подготовка шва с прямыми кромками.
Сварка оплавлением (FW ): процесс сварки, при котором заготовки (прутки, трубы) зажимаются в специальном приспособлении и слегка сближаются. Через зажимы проходит сильный ток, и небольшие участки контакта между заготовками перегреваются до тех пор, пока не произойдет выброс расплавленного металла, т. е. вспышка.
Дуговая сварка порошковой проволокой (FCAW ): Дуговая сварка металлическим электродом, при которой используется непрерывный металлический электрод (трубчатый электрод). Экранирование обеспечивается флюсом, содержащимся внутри трубчатого электрода. Дополнительная защита может обеспечиваться или не обеспечиваться газовой смесью, подаваемой извне.
Дуговая сварка металлическим газом (GMAW ): Дуговая сварка металлическим электродом, при которой используется непрерывный металлический электрод. Защита дуги и сварочной ванны полностью обеспечивается подачей газа извне.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка ВИГ : Дуговая сварка в среде инертного газа с использованием неплавящегося вольфрамового электрода. Присадочный металл может использоваться или не использоваться.
Индукционная сварка (IW ): процесс сварки, при котором тепло для сварки получают за счет сопротивления деталей потоку индуцированного сварочного тока высокой частоты (IHFW) или индуцированного сварочного тока низкой частоты (ILFW), с приложением давления. Действие высокочастотного или низкочастотного сварочного тока заключается в концентрации сварочного тепла в нужном месте.
Сварка в среде инертного газа : Дуговая сварка, при которой дуга и сварочная ванна защищены от атмосферы средой, которая полностью (процессы GTAW, PAW) или в основном (процессы GMAW, FCAW) представляет собой инертный газ.
Сварка лазерным лучом (LBW ): Процесс сварки, при котором тепло для сварки получается за счет применения концентрированного когерентного светового луча, сфокусированного на стыке.
Плазменная дуговая сварка (PAW ): Дуговая сварка в среде инертного газа с использованием неплавящегося вольфрамового электрода.
Сварка с выступом (PW ): Процесс сварки, при котором небольшие подготовленные выступы на поверхности детали расплавляются и разрушаются при подаче тока через два противоположных электрода.
Сварка контактным швом (RSEW ): процесс сварки, при котором листы зажимаются между двумя роликовыми электродами, которые движутся вдоль стыка, образуя ряд точечных сварных швов.
Точечная сварка сопротивлением (RSW ): Процесс сварки, при котором свариваемые листы зажимаются между двумя противоположными электродами, и в течение очень короткого времени пропускают сильный ток.
Сварка сопротивлением : Процесс сварки, при котором тепло получают электрическим сопротивлением на границе раздела компонентов, когда они прижимаются друг к другу и пропускают ток.
Корневой запуск : Первый запуск в корне многопроходного процесса.
Полуавтоматическая сварка : Сварка, при которой операция сварки частично контролируется машиной, но требует ручного управления.
Дуговая сварка металлическим электродом с защитой (SMAW) или ручная дуговая сварка металлическим электродом : Дуговая сварка покрытыми электродами длиной не более 450 мм, выполняемая оператором. Экранирование получается за счет разложения покрытия электрода.
Приварка шпилек (SW ): Процесс сварки, при котором тепло выделяется за счет электрической дуги, зажигаемой между концом шпильки и компонентом заготовки. Когда достигается соответствующая температура, две части вступают в тесный контакт.
Дуговая сварка под флюсом (SAW ): Дуговая сварка металлическим электродом, при которой используется проволочный электрод или электроды; дуга или дуги покрыты флюсом, часть которого плавится, образуя удаляемое шлаковое покрытие на сварном шве.
Скорость перемещения : Относительная скорость смещения между электродом и поверхностью заготовки.
Напряжение (вольты) : Напряжение, измеренное на клеммах источника питания, которое определяет длину дуги. Истинное напряжение дуги всегда будет иметь более низкое значение на дуге.
Ткачество : Метод наплавки металла, при котором электрод колеблется.
Сварочный ток (ампер)
9.2 Типы сварных соединений
Угол скоса : Угол, под которым кромка компонента подготовлена для выполнения сварного шва.
Фаска : Подготовка кромки под углом.
Опорная полоса : Кусок материала, помещаемый в корень и используемый для контроля проплавления сварного шва.
Стыковое соединение : соединение между концами или краями двух примыкающих элементов, расположенных примерно в одной плоскости (т. е. образующих друг с другом угол, близкий к 180°).
Стыковой сварной шов : Сварной шов, при котором металл наплавляется в пределах края стыкового соединения.
Фаска : Другой термин для обозначения фаски.
Закрытое соединение : Соединение, при котором соединяемые поверхности (кромки двух частей) соприкасаются во время сварки.
Вогнутый угловой шов : Угловой шов с вогнутой поверхностью сварного шва.
Угловое соединение : Соединение между концами или краями двух частей, образующее угол более 30°, но менее 135°.
Крестообразный стык : Соединение, при котором две плоские пластины привариваются к другой плоской пластине под прямым углом и по одной оси.
Двойной V-образный стыковой шов : Стыковой сварной шов, в котором подготовленные кромки обоих компонентов имеют двойную фаску, так что в поперечном сечении зона сплавления образует две противоположные V-образные формы.
Кромочное соединение : Соединение между кромками двух частей, образующими угол друг к другу, близкий к 0°.
Презентация Edge : Придание квадратной формы, нарезание канавок или фаска кромки при подготовке к сварке.
Угловой шов : Сварной шов примерно треугольного сечения, соединяющий две поверхности приблизительно под прямым углом друг к другу в виде соединения внахлестку, таврового соединения или углового соединения.
Плоский угловой шов : Угловой шов, поверхность которого плоская.
Линия сплавления : Соединение металла шва с нерасплавленным основным материалом.
Зазор или корневое отверстие : Расстояние в любом поперечном сечении между кромками, концами или поверхностями, подлежащими соединению.
Зона термического влияния (ЗТВ ): Часть основного металла, непосредственно примыкающая к линии сплавления, которая не расплавилась, но в которой микроструктура подверглась воздействию тепла сварки.
Соединение : Соединение, подлежащее сварке, между двумя или более заготовками или между двумя или более частями одной заготовки.
Соединение внахлестку : Соединение между двумя перекрывающимися частями, образующими угол друг к другу, близкий к 0°.
Открытое соединение : Соединение, в котором соединяемые детали разделены определенным зазором во время сварки.
Нахлест : Выступ металла сварного шва за носок, поверхность или корень сварного шва.
Пенетрация : Глубина, на которую зона сплавления простирается ниже поверхности свариваемой детали или деталей.
Корень сустава : Зона, в которой элементы находились ближе всего перед сваркой.
Стыковой шов с одинарным V кромки лежат приблизительно под прямым углом к поверхности соединяемых деталей и параллельны друг другу.
Т-образное (или тройниковое) соединение : Соединение между концом или краем одной детали и поверхностью другой детали, при этом два компонента образуют угол, близкий к 90°.
Прихваточный шов : Легкий шов, используемый для облегчения сборки или для поддержания выравнивания кромок во время сварки.
Толщина шва : Минимальная толщина сварного шва, измеренная по линии, идущей от корня и проходящей через точку посередине между пальцами.
Подрез : Канавка, вплавленная в основной металл рядом с носком сварного шва и оставшаяся незаполненной металлом сварного шва.
Y-образное соединение : Соединение между концом или краем одной детали и поверхностью другой части, образующие друг с другом угол более 10°, но менее 70°.
Поверхность сварного шва : Открытая поверхность сварного шва плавлением на стороне, с которой был выполнен сварной шов.
Проплавление сварного шва : Глубина плавления или плавления, измеренная от исходной поверхности основного металла.
Усиление сварного шва : Наплавленный металл на поверхности сварного шва, превышающий указанную толщину сварного шва.
9.3 Сварочные материалы
Покрытый электрод : Присадочный стержень с покрывающим флюсом (для SMAW), используемый при дуговой сварке, состоящий из металлического сердечника с относительно толстым покрытием, которое обеспечивает защиту расплавленного металла и стабилизирует дугу.
Присадочный металл : Металл, добавляемый во время сварки (пайки или наплавки).
Присадочный стержень : Присадочный металл в виде стержня (например, для GTAW).
Присадочная проволока : Присадочный металл в виде бухты проволоки (например, для GMAW и SAW).
Флюс : Плавкий материал, используемый для защиты сварного шва от атмосферных загрязнений, для стабилизации дуги и для выполнения металлургических функций (для предотвращения, растворения или облегчения удаления оксидов и других нежелательных веществ).
Порошковый электрод : Присадочный металл в виде небольшой трубки с флюсом в сердцевине. Сердечник содержит раскислители и шлакообразующие материалы, а также может обеспечивать защитный газ (некоторые электроды с флюсовой сердцевиной являются самозащитными).
Часто задаваемые вопросы о наплавке
Детали и оборудование всех отраслей промышленности подвергаются разрушительному износу.
Наплавка — экономичный инструмент, который сводит к минимуму износ и увеличивает срок службы. На первый взгляд, наплавка может показаться запутанной и хлопотной. На самом деле это не так. Понимание некоторых основ наплавки может иметь большое значение для уверенности в выборе продукта для наплавки.
Компания Postle Industries, производитель продуктов для наплавки, обнаружила, что следующие 22 ответа на часто задаваемые вопросы могут помочь вам выбрать продукты для наплавки, наиболее подходящие для вашей области применения.
1. Что такое наплавка?
Металлические детали часто выходят из строя не по назначению не из-за того, что они ломаются, а из-за истирания, ударов, контакта металла с металлом или какого-либо другого вида износа, что приводит к потере размеров и функциональности. Наплавка, также известная как наплавка твердым сплавом, представляет собой нанесение наплавленного или износостойкого металла сварного шва на поверхность детали с помощью сварки для продления срока службы детали. Наплавленный металл может наноситься в виде сплошной поверхности или в виде узора, такого как вафельный узор, елочка, точечный узор и т. д.
Наплавка приобретает все большее значение во многих отраслях промышленности для защиты оборудования, подверженного износу и истиранию. Postle Industries производит продукцию, используемую в горнодобывающей промышленности, дноуглубительных работах, переработке, сельском хозяйстве, железных дорогах, землеройных и строительных работах, цементе, лесозаготовках, производстве электроэнергии, бурении нефтяных и газовых скважин, а также в производстве стали и ковке. Продление срока службы изнашиваемых деталей сэкономит тысячи долларов и повысит производительность. Наплавку можно использовать для восстановления деталей, которые уже подвергались износу и утратили свой срок службы, или использовать при производстве новых деталей для увеличения срока их службы перед их вводом в эксплуатацию.
Существует три основных типа наплавки:
- Наплавка или восстановление
- Наплавка или наплавка
- Комбинация наплавки и наплавки
2. На какую основу можно наносить наплавку?
Углеродистые и низколегированные стали с содержанием углерода менее 1% могут подвергаться наплавке. Среднеуглеродистые и низколегированные стали очень распространены, поскольку они обеспечивают более высокую прочность, чем мягкие стали, и лучшую стойкость к истиранию. Высокоуглеродистые сплавы могут потребовать специального буферного слоя.
Следующие базовые металлы могут быть жестко:
- из нержавеющих сталей
- марганцевые стали
- углеродные и сплавные стали
- литые утюги
- Никелевые сплавы. сильно магнитны, и их легко отличить от немагнитной аустенитной марганцовистой стали. Существует много низколегированных и высокоуглеродистых сталей, которые используются для изготовления оборудования и запасных частей, особенно для оборудования, требующего повышенной прочности и стойкости к истиранию. Их нелегко отличить, но их следует идентифицировать, чтобы определить правильную температуру предварительного и последующего нагрева. По мере увеличения содержания сплава потребность в предварительном и последующем нагреве становится все более важной.
Например, сталь, изготовленная из 4130, обычно требует предварительного нагрева до 400ºF (200ºC). Сталь, используемая для рельсов, обычно содержит больше углерода и требует минимального предварительного нагрева от 600ºF до 700ºF (от 315ºC до 370ºC). Марганцевая сталь не требует предварительного нагрева. На самом деле необходимо предпринять шаги для поддержания температуры основного металла ниже 500ºF (260ºC).
3 . Какие наиболее популярные процессы сварки используются для нанесения твердосплавного покрытия?
В порядке популярности используются следующие процессы сварки:
- Дуговая сварка флюсом (FCAW) с открытой дугой или наплавочной проволокой в защитных газах
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) с проволокой в защитных газах
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- Дуговая сварка под флюсом (SAW) )
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
- Газокислородная сварка (OFW) или кислородно-ацетиленовая сварка
- Плазменная дуговая сварка, лазерная сварка, термическое напыление, распыление и плавление
Существует широкий спектр оборудования и источников питания на рынке.
Текущая тенденция заключается в использовании полуавтоматических и автоматических процессов сварки с использованием FCAW и GMAW, которые примерно одинаковы по популярности. GMAW, использующая сплошную проволоку или сварочную проволоку с металлическим сердечником, должна использоваться с газовой защитой, тогда как FCAW используется сварочная проволока, которая используется с открытой дугой или без газа, а также с газовой защитой. Дуговая сварка металлическим электродом в среде защитного газа электродами с флюсовым покрытием по-прежнему очень популярна, особенно для наплавки в полевых условиях – оборудование недорогое и портативное. Факторы, которые необходимо учитывать при выборе подходящего процесса сварки:- Наличие сварочного оборудования, включая размер источника питания. Сварка штучным электродом или полуавтоматической проволокой.
- Наличие расходных материалов для наплавки. Размер сварочного материала.
- Место сварки – в помещении или на открытом воздухе
- Размер детали, форма и область наплавки Толщина наплавки
- Скорость наплавки
- Положение сварки – можно ли перемещать деталь для сварки в горизонтальном положении Требования к механической обработке, если таковые имеются
- Желаемая отделка (поддуговое качество?)
- Подготовка компонентов для ранее наплавленных деталей
- Предварительный нагрев и обработка после сварки (отпуск/медленное охлаждение/охлаждение на воздухе)
самый экономичный?
Многие факторы влияют на экономику наплавки, но основным фактором является скорость наплавки.
В таблице 1 показана расчетная скорость осаждения для каждого процесса.5. Износ — такой всеобъемлющий термин. Можно ли разбить его на более управляемые категории?
Да. Существует множество различных категорий износа — их слишком много, чтобы охватить в одной статье, — но наиболее типичными видами износа являются следующие (проценты являются оценкой общего износа):
- Истирание — от 40 до 50 процентов
- Удары — 20 процентов
- Металл (металл по металлу) — 15 процентов
- Тепло — 5 процентов
- Коррозия — 5 процентов
- Другое — 5 процентов
Замковое соединение с твердосплавным покрытием Duraband® NC, не образующим трещин
Большинство изнашиваемых деталей выходят из строя не из-за одного вида износа, например, ударного, а из-за сочетания видов износа, например истирания. и воздействие. Например, зубья горного ковша обычно подвергаются истиранию и ударам, и в зависимости от того, какой тип материала добывается (мягкая или твердая порода), одна мода может преобладать над другой.
Это будет определять используемый продукт для сварки твердосплавным покрытием.Определение режима износа или понимание окружающей среды, которой подвергается деталь, имеет решающее значение для выбора того сплава для твердосплавного покрытия, который лучше всего подходит для применения. Выбор продуктов для твердосплавного покрытия может быть сложным и может потребовать испытаний и испытаний.
Наиболее распространенные виды износа:
- Абразивный износ возникает, когда такие материалы, как зерно, почва или песок, уголь или минералы, скользят по металлической поверхности. Абразивный износ можно разделить на истирание при выдалбливании, истирание при шлифовании с высоким напряжением или истирание с царапанием при низком напряжении.
- Ударный износ возникает, когда объект ударяется о другой объект, например, деталь дробилки или колесо железнодорожного вагона, катящееся по марганцевому переезду, что приводит к отслаиванию или отслаиванию материала.
- Износ металла по металлу или адгезионный износ — это происходит, когда две металлические поверхности скользят друг относительно друга под давлением, создавая условия микросварки из-за теплоты трения. Как правило, используются без смазки или в сухих условиях
Ротор Grizzly и лезвия для измельчения шин — наплавлены Postle 2834 для предотвращения износа
6. Существует ли удобный способ классификации множества доступных сплавов для твердосплавного покрытия при выборе сплава для твердосплавного покрытия?
Да. Сплавы на основе железа можно разделить на четыре основные категории:
- Мартенситные – К ним относятся все закаливаемые стали с твердостью по Роквеллу от 20 до 65 HRC. К проволочным изделиям относятся Postalloy® 2892-MCG, 2898-MCG и Super Edge. Электроды включают Postalloy® 21 и 27. Эта группа, как и инструментальная сталь, затвердевает при охлаждении. Они хороши для износа металла по металлу и абразивного износа. Они также могут выдерживать большие нагрузки. Сплавы ниже 45 HRC обычно используются для наплавки перед наплавкой или для восстановления размеров, а после сварки деталь должна подвергаться механической обработке. Мартенситные сплавы с более высокой твердостью выше 50 HRC используются для сопротивления истиранию.
- Аустенитный — Аустенитные сплавы включают упрочняемые марганцевые стали и нержавеющие стали, такие как проволока Postalloy® 2850-FCO и Frogtuff-FCO или электроды 205 и 207. Эта группа, как правило, мягкая при сварке и затвердевает только после многократной обработки металла шва под воздействием ударов.
Обладают хорошей ударопрочностью и умеренной стойкостью к истиранию. Аустенитная марганцевая сталь обычно встречается вокруг дробилок, крестовин и крестовин железнодорожных путей, а также зубьев лопат. Нержавеющие стали хороши для коррозионной стойкости.
- Карбид металла и мягкая аустенитная матрица – Эти сплавы содержат большое количество карбидов металлов в более мягкой матрице и подходят для применения в тяжелых условиях истирания. Сплавы, которые содержат большое количество хрома и углерода, известны как семейство карбида хрома и ближе к чугуну или белому чугуну. Иногда они содержат дополнительные количества ниобия, ванадия и других элементов. Их твердость варьируется от 40 HRC до 65 HRC. Сплавы, содержащие большое количество вольфрама и углерода, относятся к семейству карбидов вольфрама. Некоторые из них содержат небольшое количество бора, который образует бориды и подходит для применения в условиях сильного истирания. Продукция включает проволоку Postalloy 2832-MCO, 2834-MCO, 2836-MCO и электроды 214, 215HD или 218HD.
- Карбид металла в твердой мартенситной матрице – Мартенситная матрица представляет собой инструментальную сталь с твердостью от 45 HRC до 60 HRC. Эти сплавы содержат добавки ниобия, ванадия, молибдена или титана. При надлежащих процедурах их обычно можно наносить без трещин вследствие напряжения. Продукты включают Postalloy 2826NC-MCG и 2828NCTi-FCO.
7. Многие наплавочные сплавы трескаются. Это нормально?
Зависит от наплавочного сплава. Многие сплавы карбида хрома, такие как Postalloy® 2834-MCO, дают трещины при охлаждении до умеренных температур; это нормально.
Другие, такие как аустенитные и мартенситные группы, не трескаются при соблюдении правил сварки.8. Что такое взлом чеков?
Растрескивание, или, как его иногда называют, растрескивание, происходит в семействах карбида хрома и может быть идентифицировано как трещины, перпендикулярные длине валика. Как правило, они возникают на расстоянии от 3/8 дюйма (8 мм) до 2 дюймов (50 мм) друг от друга и являются результатом высоких напряжений, вызванных сокращением металла сварного шва при его охлаждении.
Трещины распространяются по толщине наплавленного валика и останавливаются у основного металла, если он не является хрупким. В случаях, когда основной металл твердый или хрупкий, следует выбрать буферный слой из более мягкого и прочного металла сварного шва. Семейство аустенитных сплавов является хорошим выбором для буферных отложений.
Трещины под напряжением в карбиде хрома.
9. Что такое наплавка карбидом хрома?
Как правило, это сплавы на основе железа, которые содержат большое количество хрома (более 15 процентов) и углерода (более 3 процентов).
Эти элементы образуют твердые карбиды (карбиды хрома), устойчивые к истиранию. Отложения часто трескаются примерно через каждые 1/2 дюйма, что помогает снять напряжение при сварке. Их низкий коэффициент трения также делает их желательными в тех случаях, когда требуется материал с хорошим скольжением.Изделия из проволоки включают Postalloy 2820-MCO, 2832-MCO и 2834-MCO. Электроды включают 214 и 215HD.
Вообще говоря, сопротивление истиранию увеличивается по мере увеличения количества углерода и хрома, хотя углерод оказывает наибольшее влияние. Значения твердости варьируются от 40 HRC до 65 HRC. Они также могут содержать другие элементы, которые могут образовывать другие карбиды или бориды, повышающие износостойкость при высоких температурах. Эти сплавы ограничены двумя или тремя слоями.
10. Что такое сложные карбиды?
Сложные карбиды обычно связаны с отложениями карбида хрома, которые имеют добавки колумбия (ниобия), молибдена, вольфрама или ванадия.
Добавление этих элементов и углерода образует их собственные карбиды и/или смешивается с существующими карбидами хрома для повышения общей стойкости сплава к истиранию. Они могут иметь все эти элементы или только один или два. Они используются в условиях сильного истирания или высоких температур.Продукты включают Postalloy 2836-MCO или 218HD
11. Что такое карбиды в мартенсите?
Это сплавы типа инструментальной стали с многочисленными плотно упакованными карбидами титана, ниобия, ванадия или других элементов. Твердые сплавы в мартенсите являются отличным выбором для областей применения, требующих образования отложений без трещин с хорошими характеристиками износа. Наплавленные наплавки обычно обладают такими же характеристиками износостойкости, которые ожидаются от продуктов для твердосплавного покрытия из карбида хрома. Поскольку эти сплавы не трескаются, их легче применять с точки зрения повторного применения.
Продукты включают Postalloy 2826NC-MCG, Ultrashred 580, 2828-FCO
12.
Что такое MIG Carbide? Это также известно как вставка из карбида вольфрама. Частицы карбида вольфрама подаются из бункера непосредственно в расплавленную сварочную ванну PS98. Когда наплавленный валик остывает, образующийся наплавленный металл содержит большие объемы частиц карбида вольфрама, внедренных в матрицу из инструментальной стали твердостью от 55 до 60 HRC. Эти чрезвычайно твердые и износостойкие частицы защищают отвалы бульдозеров и грейдеров, ковши драглайнов и погрузчиков, а также многие другие типы молотов от преждевременного износа во многих сложных и высокоабразивных условиях.
13. Что подразумевается под рисунком наплавки?
При работе в каменистой почве, руде или шлаке цель состоит в том, чтобы НЕ улавливать почву на поверхности, а защищать поверхность под ней от истирания, вызванного движением камней по поверхности. Это можно сделать, нанеся ряд гребней или сварных швов параллельно потоку материала, например, рельсы.
Это предотвратит соприкосновение каменистой почвы с поверхностью.При работе в грязи или песке нанесите валики твердого покрытия на расстоянии от 1/4″ (6,4 мм) до 1-1/2″ (38 мм) друг от друга и перпендикулярно или против потока абразивного материала. Принуждение материала к уплотнению между валиками сварного шва хорошо работает для мелкозернистых песков и почв.
Нанесите точечный рисунок на участки, не подверженные сильному истиранию, но подверженные износу, или труднодоступные места сварки. Точечный рисунок также используется на тонких основных металлах, когда деформация и коробление могут быть вызваны перегревом основного металла.
При работе в почве с небольшим содержанием глины цель состоит в том, чтобы использовать рисунок наплавки, который захватывает почву на поверхности, образуя слой захваченной почвы, который защитит поверхность под ней. Лучше всего это сделать с помощью штриховки или вафельного рисунка. Эта схема также хорошо работает, когда есть комбинация мелкой и грубой почвы.
14. Можно ли использовать значения твердости для прогнозирования сопротивления истиранию?
Нет, это плохая идея. Мартенситный сплав и сплав карбида хрома могут иметь одинаковую твердость, скажем, 58 HRC, и вести себя совершенно по-разному в одних и тех же абразивных условиях. Сплав карбида хрома обеспечивает лучшую стойкость к истиранию, чем мартенситный сплав. Металлургическая микроструктура является лучшим мерилом, но он не всегда доступен.
Единственная временная твердость может использоваться для прогнозирования износа, когда оцениваемые сплавы принадлежат к одному и тому же семейству. Например, в мартенситном семействе сплав с твердостью 55 HRC будет иметь лучшую стойкость к истиранию, чем сплав с твердостью 35 HRC. Это может быть, а может и не быть как в аустенитных, так и в карбидных семействах. Опять же, вы должны учитывать микроструктуру. Вы должны проконсультироваться с производителем для получения рекомендаций.
15.
Если твердость ненадежна, то как измеряется износ? Зависит от типа износа, но в случае абразивного износа — наиболее распространенного механизма износа — ASTM Intl. G65 Испытание резинового колеса на сухом песке широко используется. По сути, это тест, в котором образец взвешивают до и после теста, а результат обычно выражается в граммах потери веса или потери объема.
Образец удерживается на вращающемся резиновом колесе с известной силой в течение заданного числа оборотов. Особый тип песка, размер которого тщательно подобран, просачивается между образцом и резиновым колесом. Это имитирует чистое истирание, а цифры используются в качестве ориентира при выборе материала.
Испытательный прибор ASTM G65
16. Какой тип газа используется при наплавке методом GMAW?
Низкое проникновение и разбавление являются основными задачами при наплавке, поэтому чистый аргон и смеси аргона с кислородом или углекислым газом обычно дают желаемый результат.
Вы также можете использовать чистый углекислый газ, но вы можете получить больше брызг, чем со смесью аргона.17. Что такое шаровидный или глобулярный перенос и почему он важен?
Сварочная проволока обеспечивает либо струйный, либо шариковый (шаровой) перенос расплавленного металла поперек сварочной дуги. Перенос распылением представляет собой дисперсию мелких капель расплавленного металла и может быть охарактеризован как перенос с плавным звучанием. Эти провода желательны для соединений, требующих хорошего проникновения.
Проволока для переноса шариков рассеивает более крупные капли или шарики расплавленного металла. Этот тип переноса способствует низкому проникновению и разбавлению, подходит для наплавки. Он имеет более шумную дугу, которая издает слышимый потрескивающий звук, и, как правило, имеет более высокий уровень разбрызгивания, чем проволока для распыления. Параметры сварки, такие как электрический вылет, газ (если есть), сила тока и напряжение, могут влиять на размер шара и его передачу.
Все безгазовые или открытые дуговые проволоки имеют шаровидный или шариковый перенос.18. Нужно ли предварительно нагревать детали перед наплавкой?
Растрескивание в зоне термического влияния всегда является проблемой при сварке низколегированных и высокоуглеродистых сталей, а также деталей, подвергающихся высоким нагрузкам, или деталей сложной формы. Как правило, все детали должны быть сварены, по крайней мере, при комнатной температуре. Вы должны выбрать более высокие температуры предварительного нагрева и промежуточного прохода в зависимости от химического состава основного металла и используемого продукта для твердосплавного покрытия. Высокоуглеродистые стали требуют предварительного нагрева. Например, сталь, изготовленная из 4130, обычно требует предварительного нагрева до 400°F (200°C). Сталь для рельсов обычно является высокоуглеродистой и требует минимального предварительного нагрева от 600°F до 700°F (от 315°C до 370°C).
Марганцевая сталь и некоторые нержавеющие стали НЕ требуют предварительного нагрева, а температура сварки должна поддерживаться как можно ниже.
На самом деле, должны быть предприняты шаги, чтобы поддерживать температуру основного металла марганца ниже 500°F (260°C).Вы должны проконсультироваться с производителем, чтобы выбрать наилучшую комбинацию для предотвращения растрескивания и отслаивания.
Предварительный нагрев пропаном
19. Когда используется кобальтовый или никелевый упрочняющий сплав?
Кобальтовые сплавы содержат много типов карбидов и хорошо противостоят сильному истиранию при высоких температурах. Они также обладают хорошей коррозионной стойкостью для некоторых применений. Твердость наплавки колеблется от 25 HRC до 55 HRC. Доступны также упрочняющие сплавы.
Сплавы на основе никеля могут содержать бориды хрома, стойкие к истиранию. Они могут быть особенно хороши в агрессивных средах и при высоких температурах, когда истирание является проблемой.20. Почему некоторые продукты для твердосплавного покрытия ограничены двумя или тремя слоями?
Карбид хрома, такой как проволока Postalloy 2834-MCO, или сложные карбиды, такие как проволока 2836-MCO, как правило, ограничены в количестве слоев, которые могут быть нанесены.
Электроды включают 214, 215HD или 218HD. Хрупкая природа карбидов металлов приводит к растрескиванию, и по мере нанесения нескольких слоев напряжение продолжает расти, концентрируясь в корне трещин до тех пор, пока не произойдет разделение или растрескивание между основным металлом или буфером и наплавкой.Если иное не указано изготовителем, и при соблюдении правильных процедур, мартенситные сплавы для твердосплавной наплавки, такие как электроды Postalloy 21 или проволока 2898-FCO, могут наноситься в несколько слоев. Аустенитно-марганцевые наплавочные материалы, такие как Postalloy 2850-FCO, можно наносить в неограниченном количестве слоев, если изготовитель не указывает иное.
Обязательно следуйте рекомендациям производителя относительно количества слоев. Если требуется большее количество слоев, следует использовать буферный или наплавляемый сплав.
21. Что означает наплавка или буферный сплав?
Эти сплавы аналогичны сплаву исходного металла по твердости и прочности и выполняют две основные функции.
К этой категории относятся электрод Postalloy® 27 и проволока 2891-MCG.- Наносятся на сильно изношенные детали, чтобы восстановить их размеры, когда после сварки необходимо использовать механическую обработку. Твердость варьируется от 30 HRC до 45 HRC.
- Применяются в качестве буфера для последующих слоев более износостойкой наплавки. Если сплав для твердосплавного покрытия, такой как сплав карбида хрома, образует чешуйчатые трещины, то разумно использовать прочный марганцевый продукт в качестве буфера, чтобы притупить и предотвратить проникновение чешуйчатых трещин в основной металл.
Электрод из мягкой стали или проволока типа 7018 или E70S6 никогда не должны использоваться для наплавки или в качестве буферного слоя. Хотя продукты для сварки низкоуглеродистой стали отлично подходят для соединения и изготовления, они не обладают достаточной прочностью и твердостью для поддержки наплавки. Буферный слой из мягкой низкоуглеродистой стали разрушается под слоем твердого покрытия, в результате чего слой твердого покрытия отслаивается и выходит из строя.