Какая сварочная проволока нужна для полуавтомата – stroy-plys.ru
Согласно ГОСТ 2246-70 выпускается около 76 видов проволоки для проведения сварочных работ с помощью полуавтомата. Дополнительно производится еще несколько десятков наименований продукции, соответствующей определенным ТУ.
Сварочная проволока для полуавтомата позволяет обеспечить максимально прочное соединение деталей, тяжело поддающихся термической обработки, сократить негативное воздействие на поверхность детали и шва.
Наиболее востребованными остаются расходные материалы, предназначенные для работ с нержавеющей сталью и алюминием.
Проволока для сварки нержавейки
Сварочная проволока для полуавтомата по нержавейке производится на основе высоколегированной стали. В результате получаемый шов становится прочным и устойчивым к воздействию влаги, имеет антикоррозионные свойства.
Чтобы добиться высоких прочностных характеристик крайне важно, чтобы наплавляемый металл во время сварки нержавеющей стали, полуавтоматом не вступал в химическую реакцию с водой, кислородом и азотом.
Для полуавтоматов используется порошковая сварочная проволока, позволяющая выполнить сварочные работы без применения углекислоты и других защитных газов. По своему строению стержень порошковой проволоки напоминает полую трубку, наполненную присадками, гранулами металла и шлакообразующими материалами.
Под воздействием высокой температуры, проволока для сварки полуавтоматом без газа раскаляется, внутренняя смесь испаряется, в результате образуется защитное облако газа. По мере остывания, на поверхности шва появляется защитный шлак, предотвращающий образование пор и растрескивание соединения.
Флюсовая проволока применяется не только для нержавейки, широкое распространение получило ее использование для получения качественного шва при работах с углеродистыми и низкоуглеродистыми сталями и практически любыми видами цветных металлов, включая титан.
Проволока для сварки алюминия
Алюминий считается одним из самых тяжелых в обработке металлов. Алюминий быстро нагревается, хорошо передает тепло, что в результате обеспечивает большое количество прогораний.
Алюминий быстро нагревается, хорошо передает тепло, что в результате обеспечивает большое количество прогораний.
Алюминиевая проволока для сварных работ должна обеспечить надлежащее качество шва. Основными требованиями, предъявляемыми к электродным материалам, являются:
- Равномерная толщина. Механизм подачи проволоки может давать сбои в скорости движения электрода при резком изменении объема материала. Качество расходных материалов должно быть проверено с помощью скальпирования.
- Стабильность скорости подачи проволоки при полуавтоматической сварке независимо от расстояния.
- Качественный равномерный шов с отличным показателем смачиваемости кромок.
- Отсутствие в получаемых соединениях расколов и пор.
Так как диаметр электрода может варьироваться от 0,8 до 2,4 мм, чтобы обеспечить равномерную скорость подачи, наконечник проволоки выбирается по диаметру расходного материала.
Сварочная проволока для сварки алюминия используется при выполнении работ полуавтоматом в среде защитных газов Ar, He, или смеси Ar/He. Допускается применение специальных порошковых электродов.
Допускается применение специальных порошковых электродов.
Какая должна быть скорость подачи проволоки
В большинстве полуавтоматоматических станков и оборудовании с программным управлением, присутствует функция саморегулирования дуги, это несколько облегчает выбор скорости и других параметров.
Регулировка скорости подачи проволоки, сварочного полуавтомата осуществляется следующим образом:
- Горелка отводится от конструкции, подключенной к заземлению аппарата. Зажимается курок, устанавливается скорость, с помощью механического регулятора подачи проволоки, поворачиваемого до значения 100-120 мм/сек. Ток сварки взаимосвязан с интенсивностью движения электрода, поэтому регулировать его не нужно.
- Регулируем напряжение на дуге.
- Подключаем СО². Расход смеси устанавливается на уровне 8-12 л/мин. Если планируется сварка полуавтоматом порошковой проволокой без газа, следует установить меньшую скорость движения электрода.
- Делаем пробный шов на образце.
 Если аппарат не варит, добавляем напряжение, при этом расход сварочной проволоки не увеличиваем, оставляем прежним. В результате этого эксперимента можно заранее получить и записать значения необходимые при сварке проволокой с флюсом, проведения работ с нержавейкой и алюминием.
Если аппарат не варит, добавляем напряжение, при этом расход сварочной проволоки не увеличиваем, оставляем прежним. В результате этого эксперимента можно заранее получить и записать значения необходимые при сварке проволокой с флюсом, проведения работ с нержавейкой и алюминием.
Какая проволока лучше?
На вопрос, какая проволока лучше, самозащитная, с флюсом, или общего сечения, не существует прямого ответа. Все зависит от используемого оборудования, условий выполнения работ и других факторов.
К примеру, технология сварки порошковой проволокой позволяет выполнять работы в потолочном положении, хорошо справляется с необходимостью в обратном формировании шва.
Недостаток использования проволоки с флюсовой прослойкой, то, что для качественного шва требуется безупречная схема протяжки проволоки в аппарате. Пока таким механизмом может похвастаться только оборудование, изготовленное в странах ЕС. В качестве минуса можно рассматривать высокую стоимость материала и узкий диапазон сварки.
При условии наличия качественного полуавтомата, лучше поменять проволоку общего сечения на порошковую. При работе с алюминием и нержавейкой, использование флюса помогает улучшить качество шва.
Сварка нержавейки порошковой проволокой
Нередко в качестве электрода для сваривания нержавейки используется сварочная порошковая проволока. Данный особенный вид сварочной проволоки имеет вид трубчатой проволоки, средина которой заполнена различными порошковыми смесями. В основном такая проволока наполнена металлическим порошком или флюсом.
При производстве данного типа сварочной проволоки изготовители точно соблюдают соотношение масс металлической оболочки и порошкового наполнителя. Данное соотношение выражается в пропорции 15/40%.
Данное соотношение выражается в пропорции 15/40%.
Порошковая сварочная проволока выполняет функцию электродного покрытия. Именно от этой своеобразной сердцевины напрямую зависит стабильность сварочного процесса и конечный результат работы.
В качестве сердцевины выступают 5 основных компонентов, таких как карбоно-флюоритные соединения, рутил-флюоритные соединения, рутил-органические соединения, флюоритные и рутиловые наполнители.
Каждый из перечисленных видов сердцевины используется в каждом отдельном случае. При правильном подборе сварочной проволоки обеспечивается стабильность и устойчивость сварочного процесса, который характеризуется равномерным горением, легкой отделимостью шлака от поверхности шва и прекрасно сформированным швом, который лишен дефектов. Прежде чем получить такой результат, требуется правильно подготовить свариваемую поверхность. На свариваемой поверхности ни в коем случае не должно быть ржавчины или загрязнений другого рода, например повреждений.
От того, какую сварочную проволоку используют для сварки, зависит, ток какой полярности необходимо применять, а также стоит ли использовать защиту в виде углекислого газа. Например, если проводятся работы с применением рутиловых или рутил-флюоритовых проволок, рекомендуется использование углекислого газа при сваривании. Цена проволоки зависит не только от вида наполнителя, но и от того, из какого металла она изготовлена.
Для того чтобы добиться высокого качества сваривания, необходимо в точности следовать технологии сварки полуавтоматом. Сама технология подразумевает поддержание определенной длины дуги, а также постоянного вылета проволоки. Горелка вдоль кромок должна продвигаться вдоль кромок равномерно, а в случае необходимости требуется осуществлять поперечные колебательные движения.
Перемещение дуги должно производиться на высокой скорости под углом от 30 до 45 градусов. Если производится сваривание толщиной до 3 миллиметров, то поперечные колебания не имеют необходимости.
Если производится сваривание толщиной до 3 миллиметров, то поперечные колебания не имеют необходимости.
Перед тем как начинать сварочный процесс, необходимо в промежутке 25 – 30 секунд полностью удалить воздух из шлангов. Чтобы не допустить излишнее разбрызгивание флюса и расплавленного металла на кромках металла, не рекомендуется делать задержки пистолета с проволокой над поверхностью сварочного шва.
Сварочная проволока для полуавтомата
Аппараты для полуавтоматической сварки на пике популярности, т.к. используются практически в каждой отрасли промышленности. Соответственно, востребована и сварочная проволока для полуавтомата.
На сегодняшний день, существует четыре основные разновидности сварочной проволоки для полуавтоматической сварки – алюминиевая, нержавеющая, порошковая и омедненная.
Уточним, наибольшим спросом пользуются две последние разновидности — омедненная и порошковая, а вот алюминиевая используется крайне редко.

Омедненная сварочная проволока для полуавтомата дает ровный и по-настоящему качественный сварочный шов, экономя при этом расход металла на разбрызгивании .
Порошковый аналог позволяет повысить производительность, причем существенно.
Фото
А вот купить сварочную проволоку для полуавтомата сделанную из нержавейки, либо алюминия — довольно проблематично, ведь для полуавтоматов ее используют достаточно редко.
Рассмотрим, из каких же составляющих формируется цена сварочной проволоки для полуавтомата.
Как и со многими иными расходными материалами — здесь также очень многое зависит от производителя и качества.
Совет в данном случае прост — не стоит искать наиболее дешевые аналоги, лучше отдавать предпочтение среднему ценовому диапазону.
Далее разберемся с разновидностями данного материала.
Виды сварочной проволоки
Выделяют следующие виды проволоки:
- порошковая;
- нержавеющая;
- алюминиевая.

Порошковая
Сварочная порошковая проволока для полуавтомата, благодаря входящим в ее состав окислительным аналогам-порошкам — не нуждается в применении газа.
При этом, следует учитывать, что в случае деформации, она превращается в непригодный материал и требует замены.
Порошковый аналог представляет собой трубчатую проволочную конструкцию с порошкообразным наполнителем.
Видео:
При этом, отношение массы порошка к металлической массе оболочки составляет от 15 до 40%.Уточним, что ее конструкция может быть различной — и простой трубчатой, и с разными загибами оболочки, и даже двухслойной.
Загибы применяют для придания проволоке жесткости, а также для предотвращения высыпания порошка при сдавливании материала роликами (подающими) сварочного полуавтомата.
Как правило, порошкообразный наполнитель представлен смесью руд и минералов, ферросплавов и химикатов.
Его главная задача – защита металла от воздуха, стабилизация дугового разряда, раскисление, легирование, формирование шва, регулировка процесса переноса электродного металла и т.д.
Относительно состава, они разделяются на:
- рутиловые;
- рутил-органические;
- рутил-флюоритные;
- карбонатно-флюоритные;
- флюоритные.
По назначению их разделяют на:
- самозащитные, предназначение которых — в сварке без газовой дополнительной защиты;
- для сварки в углекислом газе.
Каждая из данных групп, в свою очередь, разделяется на общего и спецназначения.
Самозащитные проволоки упрощают процесс сварки, т.к. отпадает необходимость в применении баллонов с газом, что расширяет возможности применения полуавтоматической сварки, к примеру, в монтажных условиях.
Применение порошковых проволок при сварке в углекислом газе разрешает улучшить параметры процесса сварки в технологическом плане, а также механические характеристики шва, в сравнении с проволоками сплошного сечения.

Горение дуги, при применении подобных проволок — особенно стабильное и мягкое.
Нержавеющая
Нержавеющая сварочная проволока для полуавтоматов изготавливается по ГОСТ 18143-72 из высоколегированной антикоррозийной стали.
Срок ее эксплуатации несколько больше, чем у остальных видов. Наиболее распространена марка 12Х18Н10Т, т.к. она отличается жаропрочностью, коррозионной стойкостью, устойчивостью к агрессивным средам.
Подобную проволоку производят в специальных бухтах D-300 типа по 12 кг. Такое устройство позволяет подавать дозировано проволоку к месту сварки.
Сварочная проволока нержавейка для полуавтоматов обычно содержит в себе углерод, кремний, магний, хром, серу и никель, фосфор.
Многокомпонентность подобного сочетания значимо повышает качество сварного шва, но и цена ее соответствует качеству, хотя, по сравнению с проволокой из черных металлов — она не так уж и высока.
Алюминиевая
Алюминиевая сварочная проволока для полуавтоматов гарантирует высокие сварочно-технологические характеристики, а также стабильность механических свойств металлошва и надежность сварных соединений.
Алюминий намного мягче стали, потому обладает склонностью к образованию петли, если имеется незначительное сопротивление в рукаве.
Дабы этого не было, желательно обладать 4-роликовым механизмом подачи, коротким рукавом и тефлоновым вкладышем в него, снижающим сопротивление трения.
В виду того, что алюминий расширяется при нагреве сильнее, чем сталь, алюминиевая проволока может застопориться в токосъемнике (токопроводящем наконечнике).Дабы этого не случилось, может быть использован наконечник чуть большего диаметра отверстия (к примеру, алюминиевая проволока с диаметром 0,8 мм предполагает наконечник для стальной проволоки диаметра 1,0 мм).
Алюминиевая проволока плавится быстрее стальной, потому — при сварке нужно обеспечивать необходимую скорость подачи, чуть более высокую, чем для стального аналога.
В противном случае — придется намного чаще менять наконечник, который раньше времени расплавится.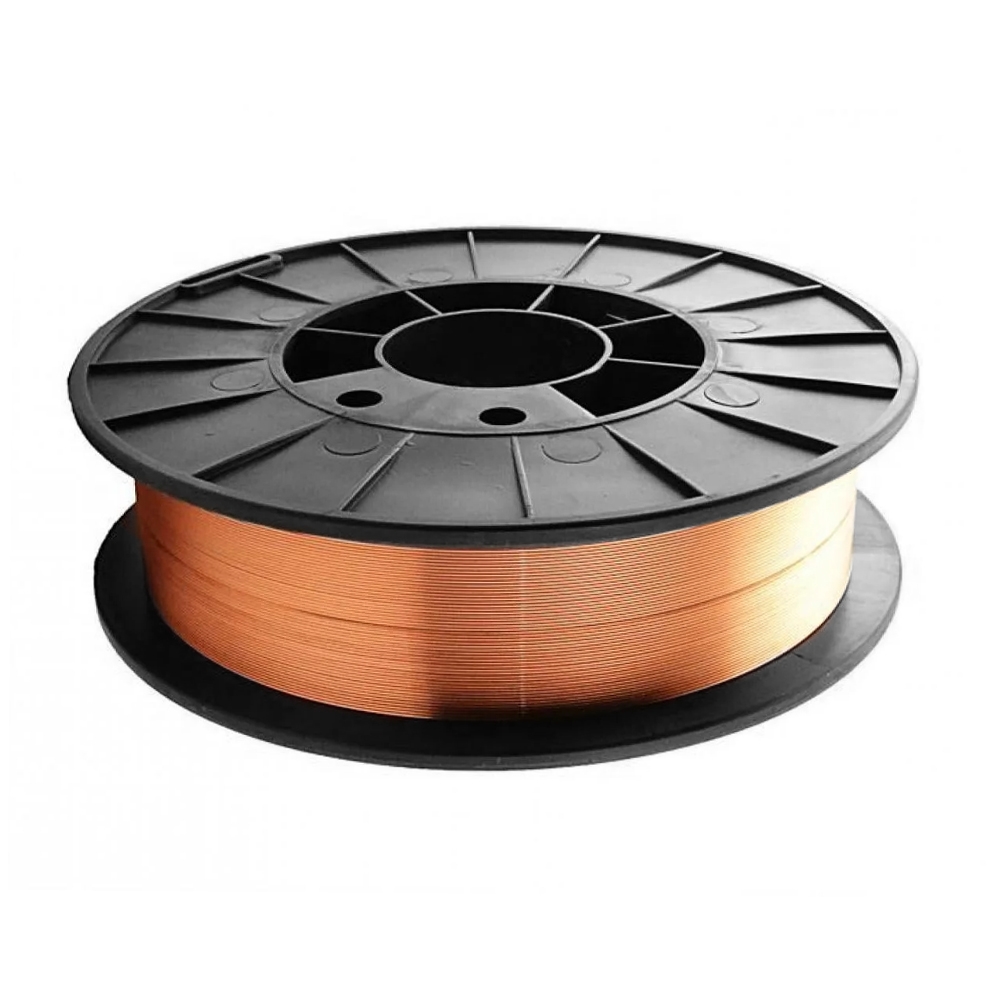
Какая бы проволока не использовалась, марка обязана соответствовать материалу.
Перед его приобретением, следует изучить информацию о разновидностях алюминиевых сплавов, для сварки которых она избрана.
Нехватка данных может быть компенсирована экспериментом, без коего — в любом случае не обойтись, если вы пытаетесь сваривать алюминий впервые.
Удобная сварочная проволока, сварочная проволока 0,8 мм, полуавтоматическая сварка для сварки —
В настоящее время недоступен.

Мы не знаем, когда и появится ли этот товар в наличии.
- Убедитесь, что это подходит введя номер вашей модели.
- Использование высококачественных материалов, хорошая формовка и меньшее количество брызг
- Диаметр 0,8 мм, что удобно в использовании.
- Отличное качество изготовления, идеальная замена старому
- Сварочная проволока использует метод NO GAS, который нелегко сломать
- Сварка во всех положениях высокоэффективная самозащитная сварочная проволока
 Дополнительные сведения о продукте
Дополнительные сведения о продуктеHobart Brothers Performance Сварочные изделия
Как и в случае с любой другой частью процесса сварки, не существует универсального решения, когда дело доходит до выбора правильного присадочного металла.Тем не менее, каждая сварочная операция преследует одну и ту же цель: использовать присадочный металл, обеспечивающий стабильное качество, производительность и экономию средств.
Порошковая проволока с защитным газом (FCAW) и проволока с металлическим сердечником (MCAW) являются наиболее распространенными вариантами присадочного металла при изготовлении и производстве. В отличие от сварки штангой, которая требует затратной по времени и потенциально дорогостоящей замены электродов, непрерывный процесс подачи проволоки с использованием этих присадочных металлов помогает сократить время простоя при замене катушки или барабана, а также обеспечивает более высокую скорость перемещения и более высокую скорость наплавки для повышения производительности.
В отличие от сварки штангой, которая требует затратной по времени и потенциально дорогостоящей замены электродов, непрерывный процесс подачи проволоки с использованием этих присадочных металлов помогает сократить время простоя при замене катушки или барабана, а также обеспечивает более высокую скорость перемещения и более высокую скорость наплавки для повышения производительности.
Порошковая проволока с защитным газом (FCAW) и проволока с металлическим сердечником (MCAW) являются наиболее распространенным выбором присадочного металла для изготовления и производства. |
Однако выбор между порошковой или металлической порошковой проволокой может вызвать затруднения.Оба присадочных металла представляют собой трубчатую проволоку, наполненную легирующими элементами, которые обеспечивают благоприятные сварочные характеристики; оба требуют защитного газа и работают от источника постоянного напряжения (CV); и оба доступны в сопоставимых диаметрах и упаковке, среди прочего. Итак, какой из них лучше использовать? Учтите эти факты, чтобы принять решение.
Итак, какой из них лучше использовать? Учтите эти факты, чтобы принять решение.
Порошковая проволока с газовой защитой
Порошковая проволока с газовой защитой — хороший вариант для применений, требующих глубокого проплавления швов на более толстых сечениях металла, включая мягкие и низколегированные стали, используемые в судостроении, железнодорожном вагоностроении и тяжелом производстве .Они обеспечивают высокую производительность наплавки, а также могут использоваться для сварки нержавеющей стали и специальных легированных металлов, таких как хром-молибден. Эти провода могут работать либо со смесью аргона и CO 2 , либо с прямым CO 2 . Однако, поскольку они требуют газа, они лучше всего подходят для цехов, где переносимость газовых баллонов не является проблемой. Порошковая проволока популярна как для полуавтоматической, так и для роботизированной сварки, и ее преимущество состоит в том, что она разработана для сварки во всех положениях. Для достижения наилучших результатов в этих проволоках используется метод увлечения, предотвращающий образование шлаковых включений независимо от процесса. Их эффективность наплавки — вес наплавленного металла по сравнению с общим весом присадочного металла, использованного во время сварки, — находится в диапазоне от 82 до 85 процентов, что помогает поддерживать цели высокой производительности. Потеря веса в этом уравнении в первую очередь может быть отнесена на счет дыма, брызг и / или шлака. Эти проволоки можно использовать для одно- или многопроходных применений, но поскольку они образуют шлак, сварные швы необходимо очищать между проходами.
Для достижения наилучших результатов в этих проволоках используется метод увлечения, предотвращающий образование шлаковых включений независимо от процесса. Их эффективность наплавки — вес наплавленного металла по сравнению с общим весом присадочного металла, использованного во время сварки, — находится в диапазоне от 82 до 85 процентов, что помогает поддерживать цели высокой производительности. Потеря веса в этом уравнении в первую очередь может быть отнесена на счет дыма, брызг и / или шлака. Эти проволоки можно использовать для одно- или многопроходных применений, но поскольку они образуют шлак, сварные швы необходимо очищать между проходами.
Для компаний, где требуется низкий уровень водорода, например, при сварке высокопрочной стали, порошковая проволока часто оказывается очень хорошим выбором. Производители присадочных металлов обычно могут создавать порошковые проволоки с содержанием водорода всего 4 мл на 100 г сварного изделия, что помогает снизить риск водородного растрескивания.
Порошковая проволока
Подобно порошковой проволоке, порошковая проволока обеспечивает хорошую производительность наплавки, а также еще более высокую эффективность наплавки — примерно 96 процентов.Они являются хорошим выбором для повышения производительности в однопроходных устройствах длиной более 3 дюймов, в которых в настоящее время используются сплошные проволоки. Проволока с металлическим сердечником обеспечивает более высокую скорость перемещения и легче перекрывает зазоры, чем сплошная проволока, что позволяет увеличить пропускную способность и снизить потенциальные проблемы с качеством, особенно в соединениях с неидеальной подгонкой. Эти проволоки можно сваривать только в плоском и горизонтальном положении, если они не подключены к источнику питания, обеспечивающему импульсный режим. В приложениях, требующих большого количества сварных швов в неправильном положении, вместо этого может быть лучше использовать порошковую проволоку, поскольку даже импульсная порошковая проволока не всегда дает столь быстрые результаты.
Одно из самых больших преимуществ металлопорошковой проволоки — это возможность сократить количество операций до и после сварки, таких как шлифовка, пескоструйная очистка или измельчение шлака. Они способны сваривать через прокатную окалину, грязь и мусор, а используемый ими режим распыления практически не дает брызг, что снижает потребность в очистке до и после сварки. Кроме того, они требуют минимальной очистки межпроходных промежутков, поэтому они хорошо работают в многопроходных роботизированных сварочных системах, где требуется высокий уровень времени горения дуги.Эти проволоки, как правило, стоят больше, чем порошковые или сплошные проволоки, но многие компании считают, что улучшение качества и производительности сводит на нет более высокие затраты на фунт, когда речь идет о чистой прибыли.
Как и порошковая проволока, порошковая проволока доступна на рынке для сварки мягких, низколегированных и нержавеющих сталей, а также разновидностей с низким содержанием водорода. Они хорошо подходят для применения в обрабатывающей промышленности, особенно в автомобилестроении и производстве тяжелого оборудования, и работают со смесью защитного газа аргон / CO 2 .Очень гладкая и стабильная дуга, создаваемая порошковой проволокой, делает ее привлекательной для многих сварщиков, выполняющих полуавтоматическую сварку, а более широкий конус дуги обеспечивает более широкий профиль проплавления и стабильный сварной шов, особенно по сравнению со сплошной проволокой.
Они хорошо подходят для применения в обрабатывающей промышленности, особенно в автомобилестроении и производстве тяжелого оборудования, и работают со смесью защитного газа аргон / CO 2 .Очень гладкая и стабильная дуга, создаваемая порошковой проволокой, делает ее привлекательной для многих сварщиков, выполняющих полуавтоматическую сварку, а более широкий конус дуги обеспечивает более широкий профиль проплавления и стабильный сварной шов, особенно по сравнению со сплошной проволокой.
Как сделать выбор
При взвешивании этих сходств и различий между порошковой и металлической порошковой проволокой важно взглянуть на существующий процесс, чтобы определить, в чем компания хочет или нуждается в улучшении.Для приложений вне рабочего места, где требуются высокие скорости наплавки, порошковая проволока может быть хорошим способом повышения производительности, в то время как компании, производящие сплошную проволоку, стремящиеся повысить качество и производительность, скорее всего, выиграют от металлической порошковой проволоки. При выборе присадочного металла важно всегда обращать внимание на имеющееся оборудование, набор навыков сварщиков (наряду с возможностью предоставить возможности для обучения) и общие производственные цели. Во многих случаях надежный дистрибьютор сварочного оборудования или производитель присадочного металла может помочь в этом.
При выборе присадочного металла важно всегда обращать внимание на имеющееся оборудование, набор навыков сварщиков (наряду с возможностью предоставить возможности для обучения) и общие производственные цели. Во многих случаях надежный дистрибьютор сварочного оборудования или производитель присадочного металла может помочь в этом.
# НАЗВАНИЕ № || КОБЕЛКО — КОБЕ СТАЛЬ, ООО. —
Основные продукты
Основные продукты этого подразделения представлены ниже.
Сварочные материалы
Сварочные материалы Kobe Steel производятся в соответствии со строгими стандартами и известны своим высоким стабильным качеством, начиная от покрытых электродов и заканчивая автоматической / полуавтоматической сварочной проволокой и флюсом примерно восьмисот видов. Превосходство их качества и обслуживания высоко ценится во многих отраслях промышленности, завоевывая репутацию, к которой никогда не приближались никакие другие конкуренты.
Материалы сварочные для нержавеющих сталей
Сварочные материалыKobe Steel для нержавеющих сталей обладают превосходной коррозионной стойкостью и термостойкостью в различных средах, что позволяет использовать их в самых разных условиях. Покрытые электроды имеют «серию NC», которая демонстрирует преимущества в стабильной дуге и повторной дуге. Порошковые проволоки, обладающие высокой эффективностью и простотой сварки, имеют «нержавеющую серию DW».
Материалы сварочные для жаропрочных низколегированных сталей
Эти сварочные материалы применялись на многих энергетических установках, таких как реакторы десульфурации, сосуды высокого давления для атомных энергетических реакторов и высокотемпературные котлы высокого давления.
Превосходная стойкость к растрескиванию позволяет изготавливать толстые тяжелые секции. И хорошие механические свойства могут быть получены после длительной термообработки. Для различных типов стали и сварочного процесса подготавливаются многие виды расходных материалов.
Роботы для дуговой сварки
ARCMAN обладает более высокими навыками сварки, чем может иметь человек, с преимуществом высокой скорости и постоянного качества сварки. Наши различные типы сварочных роботов для изготовления стальных колонн, мостов, строительной техники и т. Д.вносят значительный вклад в сварку без участия человека.
Наша автономная обучающая система, получившая высокое признание в отрасли, является кульминацией многолетнего опыта и непревзойденного ноу-хау в области сварочных технологий.
Нажмите здесь, чтобы войти в систему и программное обеспечение сварочного робота
Начало страницы
Каковы правила производства стали?
В сварочной промышленности существует несколько типов сварки, которые можно использовать для различных целей.Не все типы безопасны или полезны для каждого проекта, и важно знать, какой тип подходит для каждого проекта, а также требования к коду для каждого из них.
Дуговая сварка
Одним из наиболее распространенных видов сварки является дуговая сварка. В этой категории вы найдете несколько подразделений. Они имеют буквенные обозначения, которые могут сбивать с толку, например FCAW, GMAW и SAW. Каждый из них уникален и подходит для конкретной работы или задачи.
FCAW — Порошковая дуговая сварка — это полуавтоматическая сварка с использованием дуги между металлом и присадочной проволокой или электродом, где тепло плавит присадку и металл для их сплавления.
GMAW — В газовой дуговой сварке используется присадочная проволока с дугой, поступающей от источника постоянного тока с защитным газом.
GTAW — При газовой вольфрамовой дуговой сварке используется неплавящийся электрод с отдельной присадочной проволокой. Может использоваться на черных и цветных металлах и не требует наполнителя.
SMAW — дуговая сварка металлом в экранированной среде — это ручной процесс с использованием электрода с покрытием и требует минимального оборудования.
SAW — Дуговая сварка под флюсом — это полуавтоматическая или автоматическая сварка с нанесением слоя порошкового флюса на заготовку для сварки толстых металлических листов или в случаях, когда требуется длительный сварной шов.

Эти процессы разрабатывались с течением времени и используются для решения конкретных задач. Расходуемые электроды включают углеродистую сталь, нержавеющую сталь, алюминий, низколегированную сталь, титан, медь и магний. Неплавящиеся электроды включают углерод и вольфрам. Наиболее распространенными газами, используемыми в газовой защите, являются аргон и диоксид углерода.
Правила EPA для сварки металлических изделий
Агентство по охране окружающей среды установило некоторые требования для сварки металлических изделий.Это следующие:
Сварочные процессы должны использовать ограниченные возможности образования дыма
Варианты сварочного процесса, которые могут снизить скорость образования дыма
Присадочные металлы, защитные газы и другие материалы для сварочный процесс должен быть способен уменьшать образование дыма
Оптимизировать переменные в процессе, чтобы снизить уровень выделяемого дыма
Использовать систему улавливания и контроля сварочного дыма
Если При сварке используется небольшое количество проволоки или прутка, содержащего один из пяти металлов, это может быть освобождено от требований. Если выбросы от производства наблюдаются чаще, чем один раз в год, необходимо провести испытания с использованием метода 9. Необходимо внедрить план управления, учитывающий особенности конкретного объекта.
Если выбросы от производства наблюдаются чаще, чем один раз в год, необходимо провести испытания с использованием метода 9. Необходимо внедрить план управления, учитывающий особенности конкретного объекта.
Безопасность при сварке
Четыре из основных опасностей, связанных со сваркой, включают ожоги, испарения, поражение электрическим током и пожар. Согласно OSHA, травмы глаз являются наиболее распространенным типом травм у сварщиков. Требуется специальное оборудование для глаз, потому что обычной защиты недостаточно.
Для предотвращения ожогов при сварке необходимы специальные сварочные перчатки.Перчатки должны быть полностью сухими во избежание поражения электрическим током при работе со сварочным оборудованием. Кожаный фартук может защитить тело, потому что синтетический фартук или повседневная одежда не обеспечивают достаточной защиты и даже могут действовать как воспламенитель.
Вентиляция — еще одно важное соображение. Со специальным оборудованием и спецодеждой повышается риск теплового истощения и перенапряжения.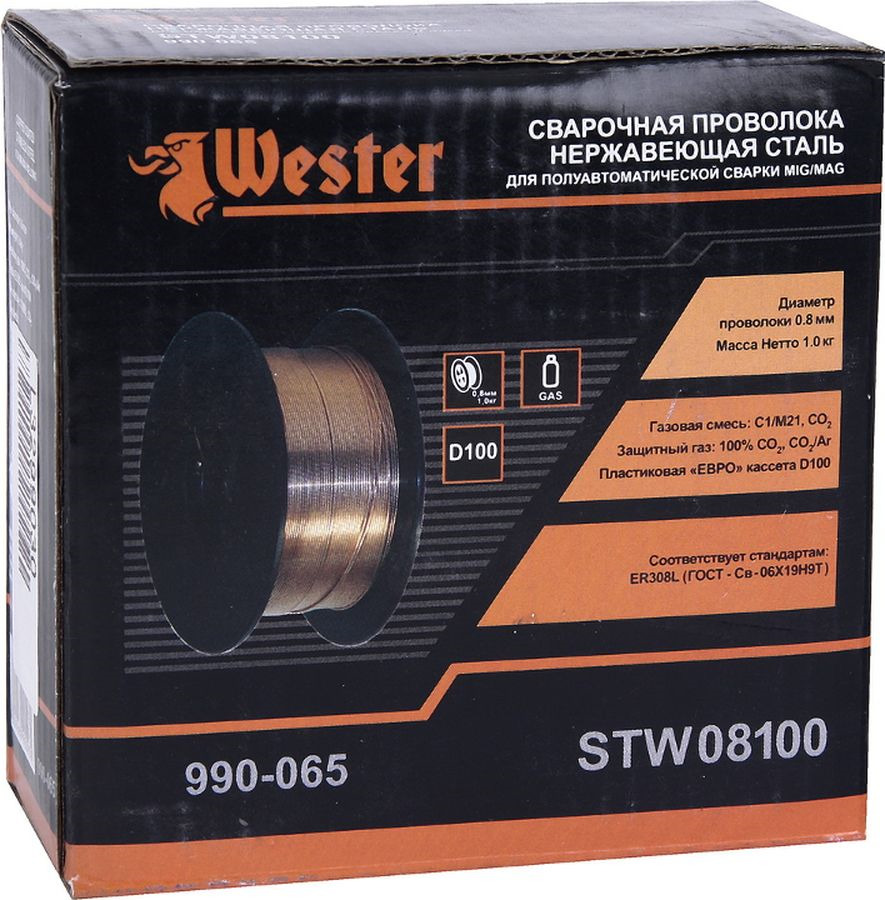 Воздушный поток помогает поддерживать температуру на безопасном уровне.
Воздушный поток помогает поддерживать температуру на безопасном уровне.
OSHA разработала рекомендации по обеспечению безопасной рабочей среды при сварке.
Вблизи места проведения сварочных работ не должно быть легковоспламеняющихся веществ
Пол не может быть деревянным
Любые резервуары или другие емкости, содержащие легковоспламеняющиеся взрывчатые вещества, должны быть очищены
Пол нельзя быть влажным
Свободное рабочее место, чтобы не было препятствий
На рабочем месте не должно быть скоплений
На рабочем месте сварщика уже должен быть план действий в чрезвычайных ситуациях, который включает обучение сварщиков.Огнетушители и другое оборудование должны быть легко доступны сварщикам и другим рабочим в случае пожара.
Сварка углеродистой стали с нержавеющей сталью
Во многих отношениях нержавеющую сталь можно определить как металл, но изготовление деталей из нержавеющей стали для тяжелого производства может быть дорогостоящим.
Разработка деталей из низкоуглеродистой неосновной нержавеющей стали снизит стоимость производства крупномасштабных проектов.
В случае заранее определенных зон, таких как высокие температуры и абразивные зоны, инженеры могут использовать только нержавеющую сталь, а затем наносить на карту неуказанные области с помощью мягкой стали.
Взаимосвязь между нержавеющей сталью и высокоуглеродистой сталью не является особенной, но необходимо учитывать воду, наполнители и особенности производства соединений, в частности, чтобы сваривать вместе для обеспечения длительного контакта между этими металлами.
Необходимо работать с опытными бригадами при подготовке и проектировании комбинации металлических деталей для обеспечения их точности.
Инструменты торговли
Для завершения проекта используется множество измерительных инструментов. Дизайн важен для его квадратов, чешуек, четких линий, тампонажных мер, зажимов и прочего.
Тяжелая пластина, на которой необходимы сварные проходы для получения припоя нужного размера, составляет большую часть производства. На предприятии используется сварочная система FCAW.
На предприятии используется сварочная система FCAW.
Дуговая сварка проточным сердечником (FCAW) — это полуавтоматическая сварочная система, которая работает быстрее с высокой скоростью наплавки. Следовательно, в вольфраме газ стоит раньше, чем газовая дуговая сварка (GTAW).
Для крупных производственных приложений обычно не используется медленная, управляемая и неавтоматическая GTAW.
Различные типы сварочных процессов:
- Сварка TIG.
- Дуговая сварка порошковой проволокой (FCAW)
- Ручная сварка (дуговая сварка экранированного металла)
- Сварка МИГ.
Сварка TIG — варианты защитного газа
При GTAW, также известной как сварка TIG, инертный газ защищает расплавленную сварочную ванну и вольфрам от окружающих атмосферных газов. Эти атмосферные газы могут вступать в реакцию со сварочной ванной, вызывая загрязнение.
Хотя основной целью защитного газа является защита сварочной ванны и вольфрама от атмосферных газов, защитный газ также влияет на термическую обработку и характеристики зажигания дуги. * Из-за влияния защитного газа на дугу очень важно соблюдать все выпущенные спецификации методов сварки (WPS).
* Из-за влияния защитного газа на дугу очень важно соблюдать все выпущенные спецификации методов сварки (WPS).
Помимо общей защиты дуги и сварочной ванны, защитный газ выполняет ряд важных функций:
- формирует плазму дуги
- стабилизирует корни дуги на поверхности материала
- обеспечивает плавный перенос расплавленных капель от проволоки к сварочной ванне
Таким образом, защитный газ будет иметь существенное влияние на стабильность дуги и переноса металла, а также на поведение сварочной ванны, в частности на ее проплавление.Защитные газы общего назначения для сварки MIG представляют собой смеси аргона, кислорода и углекислого газа2, а специальные газовые смеси могут содержать гелий. Газы, которые обычно используются для различных материалов:
Сталь:
- CO2
- аргон +2-5% кислорода
- аргон +5-25% CO2
Сварка MIG
Металл Инертный газ (MIG ) сварка представляет собой процесс газовой дуговой сварки (GMAW) с использованием сплошного проволочного электрода, нагреваемого от сварочного пистолета и подаваемого в сварочную ванну. Два основных материала плавятся вместе, в результате чего происходит их соединение. Сварочная горелка также подает инертный защитный газ рядом с проволочным электродом, который помогает защитить процесс от загрязнений в воздухе.
Два основных материала плавятся вместе, в результате чего происходит их соединение. Сварочная горелка также подает инертный защитный газ рядом с проволочным электродом, который помогает защитить процесс от загрязнений в воздухе.
Дуговая сварка под флюсом
Дуговая сварка под флюсом (FCAW) — это автоматический или полуавтоматический процесс электродуговой сварки. На практике оба метода очень похожи на сварку MIG, при которой подача присадочной проволоки используется в качестве электрода для дуги. Одно и то же оборудование может использоваться как для сварки MIG, так и для сварки сердечником под флюсом.
Stick (Дуговая сварка защищенного металла)
Дуговая сварка защищенного металла — это процесс плавления проволоки с покрытием для заполнения зазоров между деталями. Расплавленное покрытие выходит на поверхность, чтобы защитить ее от атмосферы. Дуговая сварка в экранированном металле также называется сваркой стержней, и в ней используется самое простое оборудование для любого процесса дуговой сварки.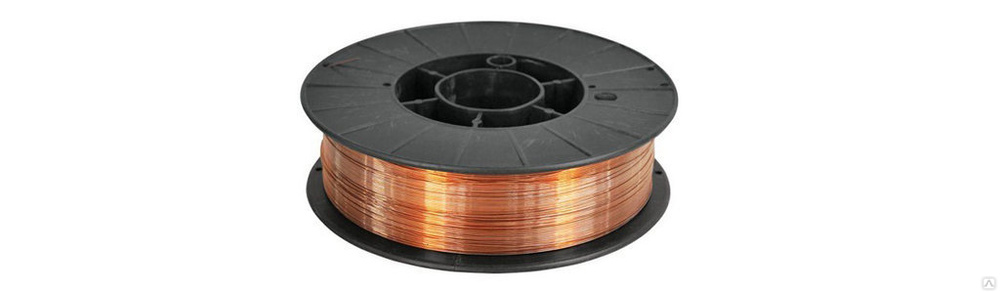
Продажа Tempereture
Другая часть проекта включает различные основные металлы: от аустенитной нержавеющей стали до мягкой стали A36.Совместное планирование, предварительный нагрев и пиковые температуры между проходами важны наряду с корневыми отверстиями.
Подвод тепла из нержавеющей стали необходимо тщательно контролировать. Нагрев должен быть контролируемым, а время должно быть как можно короче в температурном поле сенсибилизации. Сильный нагрев может снизить коррозионную стойкость сварки в зонах, подверженных воздействию воды. Для этой задачи важно тщательное планирование и внимание к деталям.
Для разнородных металлов также требуются различные присадочные металлы для пайки.Поэтому примесь низкоуглеродистой стали в наплавленной нержавеющей стали не является неудовлетворительным сплавом. Используются нержавеющие электроды с более высоким содержанием сплава.
Последние штрихи
После сварки изделие промывается вручную и отправляется на струйную очистку. После пескоструйной обработки идет на покраску для внешней отделки. Когда план будет завершен, проверка потребителя будет проведена полностью.
После пескоструйной обработки идет на покраску для внешней отделки. Когда план будет завершен, проверка потребителя будет проведена полностью.
Сварочные стержни, сварочная проволока, сварочный флюс | TOKO Group Ltd
Сварка Расходные материалы
Ли
вы начинаете небольшой проект дома или хобби или приступаете к огромному и
амбициозная промышленная работа, вы хотите, чтобы работа шла гладко, а результаты —
быть идеальным.В ТОКО наши
стремится предоставить вам комплексное обслуживание для всех видов сварочных материалов:
Сварочные стержни, сварочная проволока, сварочный флюс и т. Д., Например: AWS A5.1 E6010, AWS A5.1
E6011 (Дополнительная информация о стержнях для сварки целлюлозы
E6011), AWS A5.1 E6013, AWS A5.1
E7016,
AWS A5.1 E7018, AWS A5.4
E307-16, AWS A5.4 E308L-16, AWS
A5.4
E309L-16, AWS A5.4 E316L-16,
AWS A5.4 E312-16, AWS A5.4 E2535Nb, AWS A5.22
E71T-1C, AWS A5.29
E81T1-K2C, AWS A5.29
E71T8-K6, AWS A5.20 E71T-11, AWS A5.20 E71T-GS, AWS A5. 9
25-35Nb (Cr25Ni35Nb), AWS A5.14
CrNiMo-3 (Er NiCr625), AWS A5.11
CrNiMo-3 (E NiCr625), AWS A5.14
CrNiMo-10, AWS A5.9 E2209, AWS A5.10
ER4043, AWS
A5.10 ER5356, AWS A5.22
ER308LT1-1, AWS A5.22
ER309LT1-1, AWS A5.22
ER316LT1-1, AWS A5.17 EM12 (H08MnA),
AWS A5.17 EM12K, Сварочный флюс: SJ101, SJ301,
SJ501 и т. Д., Все продукты предназначены для защиты окружающей среды и одобрены Китайским классификационным обществом (CCS), Регистром судоходства Ллойда (LR), Американским бюро судоходства (ABS), Bureau Veritas (BV), Germanischer Lloyd (GL), Det Norske Veritas (DNV), Nippon Kaiji Kyokai (NK), Корейский регистр судоходства (KR), Pt.Biro Klasifikasi Indonesia (BKI), Canadian Welding Bureau (CWB), а также Lloyd Register Quality Assurance (LRQA) и т. Д.
9
25-35Nb (Cr25Ni35Nb), AWS A5.14
CrNiMo-3 (Er NiCr625), AWS A5.11
CrNiMo-3 (E NiCr625), AWS A5.14
CrNiMo-10, AWS A5.9 E2209, AWS A5.10
ER4043, AWS
A5.10 ER5356, AWS A5.22
ER308LT1-1, AWS A5.22
ER309LT1-1, AWS A5.22
ER316LT1-1, AWS A5.17 EM12 (H08MnA),
AWS A5.17 EM12K, Сварочный флюс: SJ101, SJ301,
SJ501 и т. Д., Все продукты предназначены для защиты окружающей среды и одобрены Китайским классификационным обществом (CCS), Регистром судоходства Ллойда (LR), Американским бюро судоходства (ABS), Bureau Veritas (BV), Germanischer Lloyd (GL), Det Norske Veritas (DNV), Nippon Kaiji Kyokai (NK), Корейский регистр судоходства (KR), Pt.Biro Klasifikasi Indonesia (BKI), Canadian Welding Bureau (CWB), а также Lloyd Register Quality Assurance (LRQA) и т. Д.
«Паспорт безопасности материала» Лист данных
AWS A5.1 E6013 MSDS,
AWS A5.1 E6010 MSDS, AWS
A5.1 E6011 MSDS, AWS A5.1 E7018 MSDS, AWS
A5.4 E309L-16 MSDS, AWS A5.4
E316L-16 MSDS; AWS A5.20
E71T-1C MSDS, AWS A5. 18
ER70S-6 MSDS, AWS A5.10
ER4043 MSDS, AWS A5.10
ER5356 MSDS, нержавеющая сталь
MSDS для стали MIG / TIG, TOKO Flux
Отчет SDS
18
ER70S-6 MSDS, AWS A5.10
ER4043 MSDS, AWS A5.10
ER5356 MSDS, нержавеющая сталь
MSDS для стали MIG / TIG, TOKO Flux
Отчет SDS
Порошковый флюс Сварочная проволока
Порошковая дуговая сварка ( FCAW или FCA ) полуавтоматическая или процесс автоматической дуговой сварки.FCAW требует непрерывной подачи расходуемый трубчатый электрод, содержащий флюс и сварка постоянным напряжением или, реже, сварка постоянным током источник питания. Иногда используется защитный газ, подаваемый извне. используется, но часто сам поток используется для генерации необходимая защита от атмосферы, выделяющей как газообразные защита и жидкий шлак, защищающий сварной шов. Процесс широко используется в строительстве из-за высокой скорости сварки и портативность. FCAW был первым
разработан в начале 1950-х годов как альтернатива экранированному металлу.
дуговая сварка (SMAW). Преимущество FCAW перед SMAW заключается в том, что
использование стержневых электродов, используемых в SMAW, не требуется. Этот
помог FCAW преодолеть многие ограничения, связанные с
SMAW.
Этот
помог FCAW преодолеть многие ограничения, связанные с
SMAW.
TOKO AWS A5.20 E71T-1C — самая популярная порошковая проволока, предназначенная для одиночных или многопроходная сварка с плавным переносом дуги, низким разбрызгиванием, контур валика от плоского до слегка выпуклого, с высокой наплавкой скорость и легкость удаления шлака.Этот универсальный провод имеет отличное кормление и низкое дымообразование благодаря 100% выработке CO2 Это хороший выбор для низкоуглеродистой и высокопрочной стали. Аргон — газы CO2 могут использоваться, если испытаны с применением.
Есть два типа Порошковые электроды: газозащитные и самозащитные. Как его название означает, что для порошковой проволоки с защитным газом требуется внешнее экранирование. газ. Самозащищенная разновидность — нет.
Покрытие флюсом на газовой основе.
Порошковая проволока затвердевает быстрее, чем расплавленный сварочный материал. Как следствие,
создается своего рода полка, удерживающая ванну расплава при сварке над головой или
вертикально вверх. Флюсовая проволока в газовой среде хорошо подходит для сварки металлов большой толщины.
Они также хорошо подходят для сварки в нестандартном положении. Удаление шлака
с этим типом проволоки легко.
Флюсовая проволока в газовой среде хорошо подходит для сварки металлов большой толщины.
Они также хорошо подходят для сварки в нестандартном положении. Удаление шлака
с этим типом проволоки легко.
Порошковые самозащитные проволоки не требуют внешнего защитного газа.С этим типом электрода сварной шов бассейн защищен, так как при сжигании флюса от проволоки образуется газ. Поскольку самозащитный провод создает собственный защитный экран и не требуется внешний бензобак, его легче носить с собой.
Флюс для сварки под флюсом Дуговая сварка под флюсом (SAW) TOKO — это распространенный процесс дуговой сварки. Для этого процесса требуется расходный твердый или трубчатый (с металлическим сердечником) электрод с непрерывной подачей.Расплавленный сварной шов и зона дуги защищены от атмосферного загрязнения за счет того, что они «погружены» под слой гранулированного плавкого флюса, состоящего из извести, кремнезема, оксида марганца, фторида кальция и других соединений. В расплавленном состоянии флюс становится проводящим и обеспечивает прохождение тока между электродом и изделием. Этот толстый слой флюса полностью покрывает расплавленный металл, предотвращая разбрызгивание и искры, а также подавляя интенсивное ультрафиолетовое излучение и пары, которые являются частью процесса дуговой сварки защищенным металлом (SMAW).
В расплавленном состоянии флюс становится проводящим и обеспечивает прохождение тока между электродом и изделием. Этот толстый слой флюса полностью покрывает расплавленный металл, предотвращая разбрызгивание и искры, а также подавляя интенсивное ультрафиолетовое излучение и пары, которые являются частью процесса дуговой сварки защищенным металлом (SMAW).
Недостатки порошковой проволоки
Есть проблемы с любым типом метода сварки. Независимо от процесса и типа используемого электрода, есть возможность создания неполного сплавления основных металлов. Также могут возникнуть включения шлака или трещины в сварных швах.
Дополнительные проблемы, которые могут Возникающие при использовании порошковых электродных проволок включают:
- Расплавленный контактный наконечник может возникают, если электрод соприкасается с основным металлом и соединяет их вместе.
- Если газы не выходят
область сварки до того, как металл затвердеет, в сварном шве могут образоваться дыры и стать
пористый.

Какой провод лучше всего?
При сравнении порошковых к сплошным проводам, было бы разумно отметить, что лучший выбор — в зависимости от сварочной работы и местоположения. Оба типа проводов могут производить качественные сварные швы с хорошим внешним видом сварных швов при правильном выполнении.
Для толстых металлов и на открытом воздухе рабочих мест лучше всего подходят порошковые электроды.Для более тонких металлов и рабочих мест Выполненные без ветра, сплошные проволочные электроды могут работать достаточно хорошо. Сплошные проволочные электроды, используемые в Сварка MIG не так портативна, как порошковая проволока. Это связано с необходимость защитного газа в MIGW. Как сплошные проволочные электроды, так и Электроды с порошковой проволокой относительно просты в использовании. Однако порошковая проволока электроды дороже.
Типовые данные о сварочных стержнях
|
|
|

 Модель провод банка быть медь с покрытием , бронза с покрытием ….
Модель провод банка быть медь с покрытием , бронза с покрытием ….  4 E316L-16
4 E316L-16 ..
.. ( Mn & Si ) по сравнению к другое углерод сталь провода …
( Mn & Si ) по сравнению к другое углерод сталь провода …  имеет
отличные технологические свойства, меньше дыма, легко удаляются
сварочный шлак. Он используется для кораблей, резервуаров для хранения, контейнеров, сталелитейных заводов,
котлы, трубопроводы и др.
имеет
отличные технологические свойства, меньше дыма, легко удаляются
сварочный шлак. Он используется для кораблей, резервуаров для хранения, контейнеров, сталелитейных заводов,
котлы, трубопроводы и др.Все, что вам нужно знать о сварке нержавеющей стали
С 1913 года, когда Гарри Брирли представил нержавеющую сталь (SS) в металлургической промышленности, металлурги со всего мира экспериментировали с уникальными комбинациями сплавов SS, чтобы сделать марки SS наиболее прочными, податливыми и устойчивыми к коррозии. металлы такими, какие они есть сегодня.Благодаря своей экстремальной термостойкости и устойчивости к бактериям, он стал наиболее предпочтительным металлом для разнообразного применения в пищевой, фармацевтической, логистической и некоторых других отраслях промышленности.
Однако сплавы SS, разработанные со сложными химическими и физическими свойствами, могут создавать серьезные проблемы с точки зрения их свариваемости. Поэтому при сварке изделий из нержавеющей стали соблюдаются особые методы и процедуры. Поскольку он относительно дороже других металлов, любая ошибка в соединениях SS может привести к значительным финансовым потерям.
Поэтому при сварке изделий из нержавеющей стали соблюдаются особые методы и процедуры. Поскольку он относительно дороже других металлов, любая ошибка в соединениях SS может привести к значительным финансовым потерям.
Тем не менее, он остается одним из самых экономичных и долговечных металлов для нескольких промышленных применений. Здесь мы обсудим все, что вам необходимо знать о сварке нержавеющей стали и предотвращении таких убытков для вашего бизнеса.
Типы сплавов нержавеющей стали, наиболее подходящие для сварки:
Всего существует пять типов SS, которые классифицируются на основе их микроструктуры, химического состава, термообработки и процесса формования.Из них для сварки обычно используются следующие типы сплавов SS:
Аустенитная сталь:
Аустенитная сталь, обозначенная как серия 300, широко используется в типичных процессах обработки и изготовления, поскольку этот основной металл не требует предварительного нагрева.
Мартенситная сталь:
Эти недрагоценные металлы широко используются там, где постоянный износ неизбежен. Они больше подходят для соединения износостойких материалов, таких как стальные валки, используемые на станах непрерывной разливки.Обычно при сварке длинных кромок требуется минимальная температура между проходами.
Они больше подходят для соединения износостойких материалов, таких как стальные валки, используемые на станах непрерывной разливки.Обычно при сварке длинных кромок требуется минимальная температура между проходами.
Ферритная сталь:
Поскольку ферритные стали имеют минимальную толщину, их можно эффективно сваривать за один проход, что делает их намного дешевле в промышленных применениях, таких как производство автомобильных компонентов. Наиболее часто используемые марки ферритной стали — это 409 и 439, которые требуют небольшого тепловложения.
Меры предосторожности при сварке нержавеющей стали:
Сварка металлов из нержавеющей стали требует специальных инструментов, материалов и внимания для достижения оптимальных результатов.Есть несколько мер предосторожности, которые необходимо соблюдать до, во время и после процесса сварки. Некоторые из основных приготовлений и мер предосторожности включают:
Очистка основного металла:
Тщательная очистка неблагородных металлов SS исключает возможность образования оксидов на поверхности металла, которые могут ослабить сварное соединение. Однако более важно использовать такие инструменты, как молотки и щетки, которые используются только для SS и не используются для других металлов, таких как углеродистая сталь.Поскольку даже небольшие следы частиц углерода на металле SS могут вызвать их ржавление, если вы когда-нибудь очистите металл SS щеткой, которая использовалась для очистки углеродистой стали, это сделает поверхность SS склонной к ржавчине.
Однако более важно использовать такие инструменты, как молотки и щетки, которые используются только для SS и не используются для других металлов, таких как углеродистая сталь.Поскольку даже небольшие следы частиц углерода на металле SS могут вызвать их ржавление, если вы когда-нибудь очистите металл SS щеткой, которая использовалась для очистки углеродистой стали, это сделает поверхность SS склонной к ржавчине.
После очистки металлов SS щеткой протрите мусор тряпкой или тканью, смоченной ацетоном.
Изоляция основного металла:
Обработка других металлов вокруг места сварки металла SS также не рекомендуется, поскольку взвешенные в воздухе частицы углерода могут оседать на поверхности металла SS.
Выбор подходящего наполнителя:
Соответствие присадочного материала основному металлу имеет решающее значение для прочности и долговечности сварного шва. Обычной практикой является использование наполнителей с низким содержанием углерода для металлов SS, оканчивающихся на «L», тогда как использование наполнителей с высоким содержанием углерода для металлов SS, отмеченных знаком «H»
Контроль температуры:
Контроль и поддержание температуры сварного шва как сварного, так и основного металла имеет решающее значение для предотвращения проблем с производительностью конечного продукта.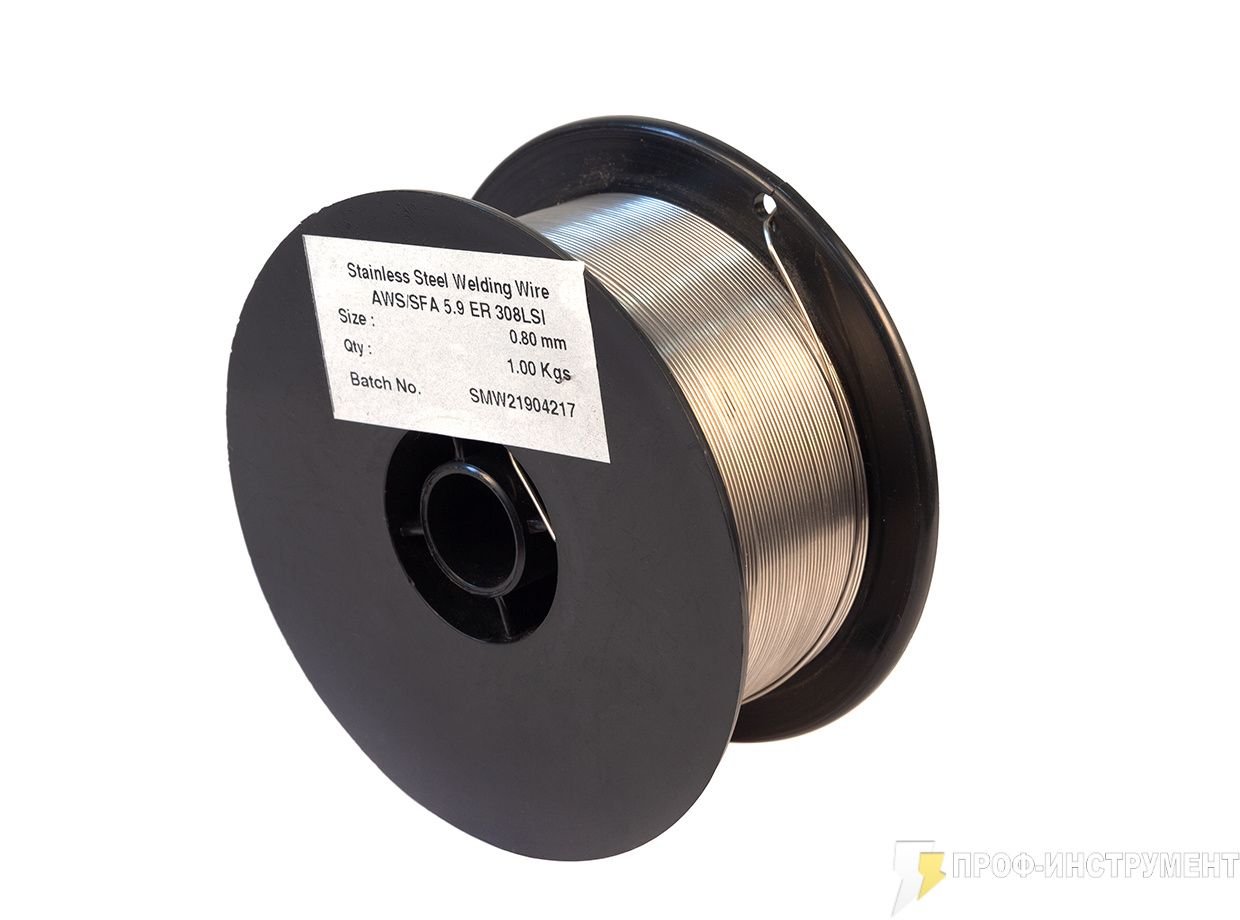 Есть три современных прибора, с помощью которых можно контролировать температуру во время сварки:
Есть три современных прибора, с помощью которых можно контролировать температуру во время сварки:
- Использование стержней для индикации температуры для точной проверки работы при умеренных температурах
- Электронные инфракрасные термометры, которые можно использовать для измерения температуры на расстоянии
- Электронные датчики температуры поверхности с ручками и креплениями, которые касаются металла для точного измерения температуры
Типы методов сварки SS:
Сварка TIG:
Газовая вольфрамовая дуговая сварка или сварка TIG — широко используемый метод сварки изделий из нержавеющей стали из-за низких требований к тепловложению.Лучше всего подходит для тонкого материала SS. Обычно в нем используется защитный газ из чистого аргона, но могут быть добавлены другие газы в соответствии с потребностями продукта. Хотя производительность может быть ниже при использовании этого процесса, он обеспечивает лучшие эстетические результаты с более высоким качеством и универсальностью.
Точечная сварка:
Также известное как контактная сварка, оборудование, используемое в этом методе, очень универсально как для малых, так и для крупных проектов. Он использует электрический ток для нагрева металлических кромок и их сварки, что делает его наиболее экономичным вариантом сварки.Он лучше всего подходит для металлов SS с более низкими температурами плавления.
Сварка МИГ:
Газовая дуговая сварка металла или сварка MIG — это полуавтоматический процесс, в котором для соединения марок SS используется богатый аргоном защитный газ и сплошной проволочный электрод. В нем используется импульсный источник электрического тока, который позволяет сварщикам дотягиваться до сложных углов и кромок сложных конструкций из нержавеющей стали и сваривать их. Это идеальный метод для производителей, которые не имеют большого опыта в сварке и могут покупать только небольшое количество проволочных электродов.
Дуговая сварка под флюсом (SAW):
Этот метод обычно используется для сварки углеродистой стали, но также может применяться для больших и толстых нержавеющих сталей. Здесь основные металлы почти всегда размещаются в плоском положении внутри собственной системы SAW, в которой электрод непрерывно подается по зоне сварки. Область сварки покрывается нейтральным или нелегированным флюсом, который создает защитный газовый экран для защиты зоны сварки.
Здесь основные металлы почти всегда размещаются в плоском положении внутри собственной системы SAW, в которой электрод непрерывно подается по зоне сварки. Область сварки покрывается нейтральным или нелегированным флюсом, который создает защитный газовый экран для защиты зоны сварки.
Факторы, которые следует учитывать при выборе правильного метода сварки:
Не существует единого верного правила для решения, какой метод сварки SS лучше всего подходит для какого промышленного применения.У каждого метода есть свои плюсы и минусы, и вы должны измерить и взвесить различные факторы, прежде чем выбрать подходящий метод. Некоторые из этих факторов будут включать:
- Ваш авансовый бюджет
- Требования к присадочным металлам
- Ожидаемая производительность процесса
- Уровень сложности оборудования
- Уровень квалификации сварщиков
Выбор метода сварки, который лучше всего подходит для вашей продукции из нержавеющей стали:
Сварка нержавеющей стали по-прежнему является задачей, требующей от вас учета различных отраслевых требований наряду с вашими сварочными возможностями, чтобы окончательно принять решение о том, какой сплав SS выбрать или какой тип проволочного электрода использовать.
Чтобы справиться с этими сложностями, вы можете обратиться за помощью к отраслевым экспертам, хорошо разбирающимся в производстве нержавеющей стали в Индии. Venus Wire — одна из таких уважаемых групп экспертов SS, которые могут оценить ваши потребности и возможности и направить вас в выборе наиболее подходящего метода сварки для вашей отрасли. Кроме того, будучи ведущим производителем сварочной проволоки в Индии, наша команда может предоставить вам первоклассную сварочную проволоку и прутки для любых указанных методов сварки.Посетите веб-сайт Venus Wire, чтобы узнать больше о наших сварочных продуктах, и обратитесь к нашим отраслевым экспертам сегодня!
.